proceso de laminado
DESCRIPTION
Descripcion detallada de los procesos de laminadoTRANSCRIPT
Universidad Autónoma de
Zacatecas
Docente : M.C. Enrique Alejandro López Baltazar
Alumnos : Abraham Enrique Carreón Arroyo
Alonso Samaniego Ramírez
Mónico Noé Rivera Moran
Oscar Octavio Martínez González
Tema: laminado
Contenido.
• Laminado
• Laminado en caliente
• Pasos de un molino de laminación
• Laminado en frio
• Laminado plano y su análisis
• Laminado de perfil
• Molinos laminadores
• Otros procesos de laminación
• Conclusión
• Bibliografía
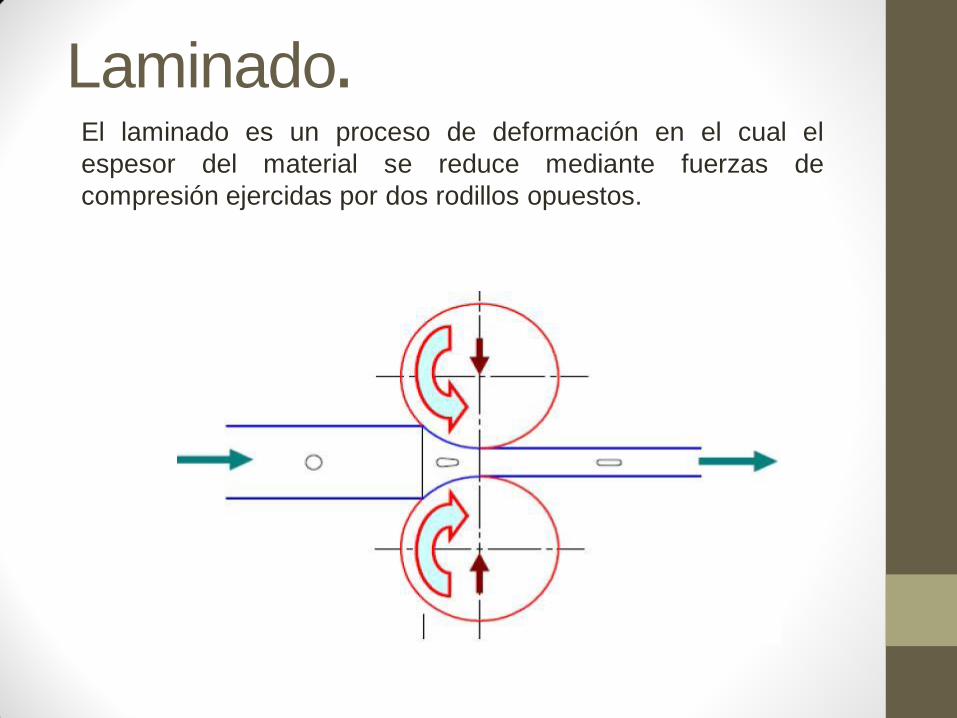
Laminado.El laminado es un proceso de deformación en el cual el
espesor del material se reduce mediante fuerzas de
compresión ejercidas por dos rodillos opuestos.
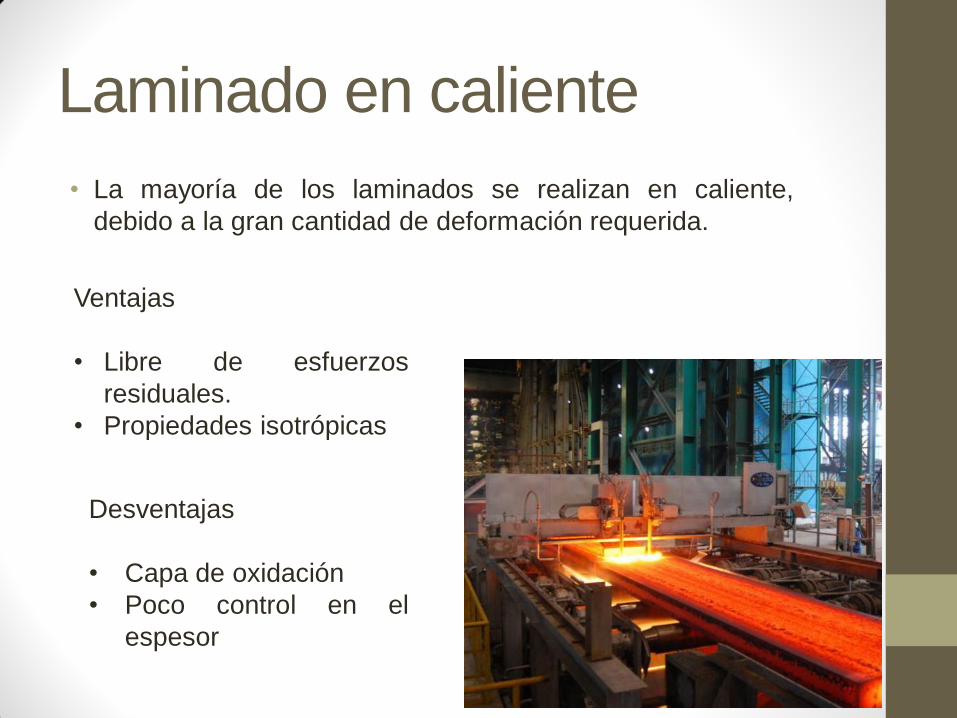
Laminado en caliente
• La mayoría de los laminados se realizan en caliente,
debido a la gran cantidad de deformación requerida.
Ventajas
• Libre de esfuerzos
residuales.
• Propiedades isotrópicas
Desventajas
• Capa de oxidación
• Poco control en el
espesor
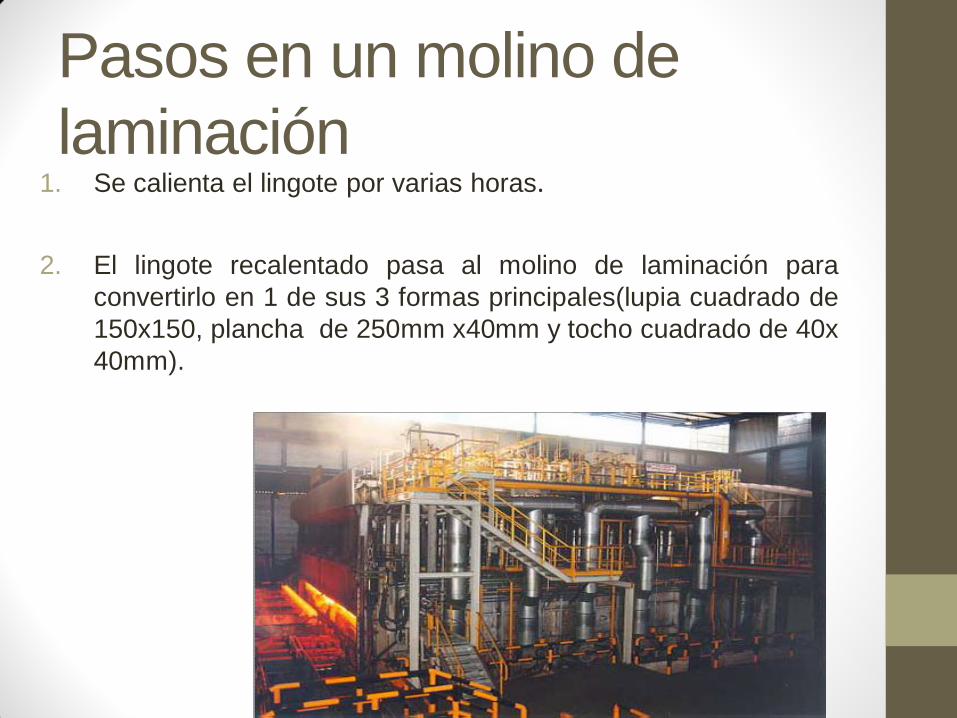
Pasos en un molino de
laminación1. Se calienta el lingote por varias horas.
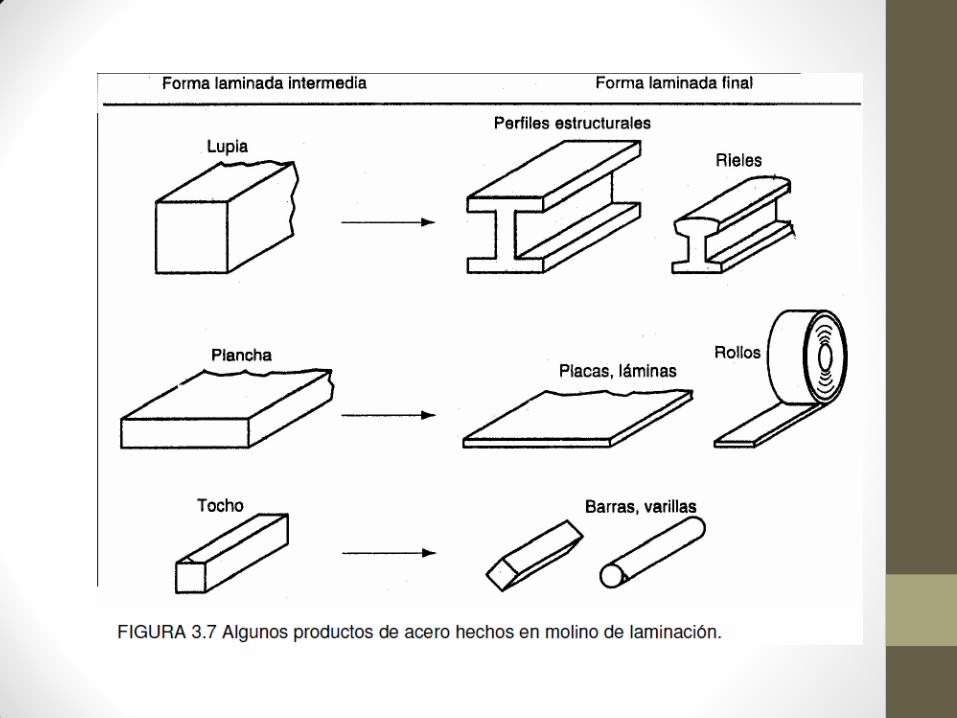
2. El lingote recalentado pasa al molino de laminación para
convertirlo en 1 de sus 3 formas principales(lupia cuadrado de
150x150, plancha de 250mm x40mm y tocho cuadrado de 40x
40mm).

Laminado en frio
• El laminado en frio hace mas resistente el metal y permite
tolerancias mas estrechas del espesor .
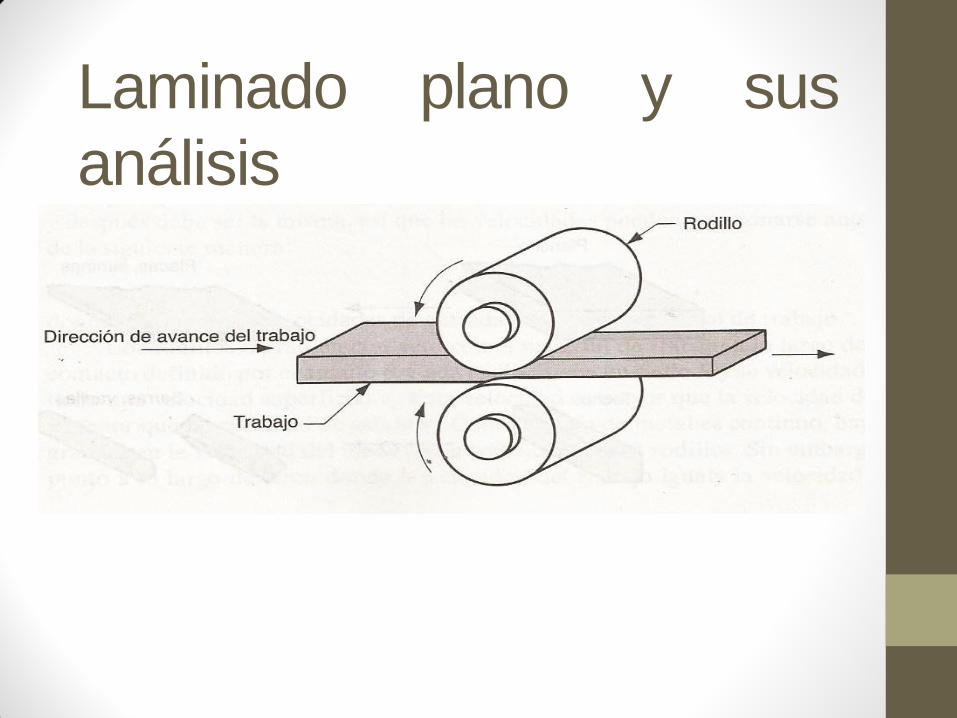
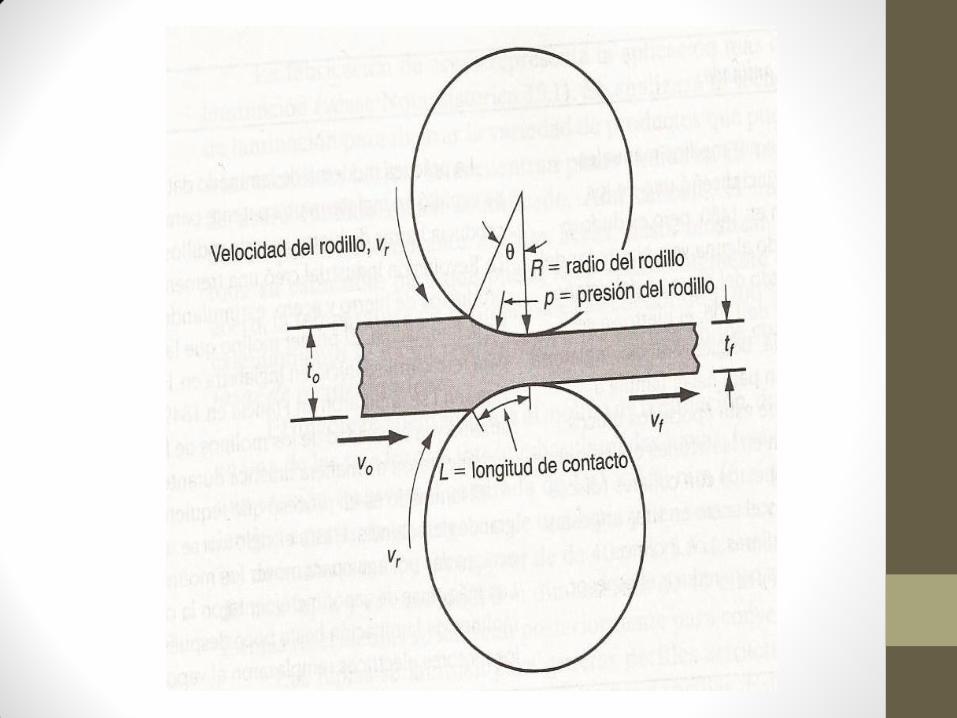
Laminado plano y sus
análisis
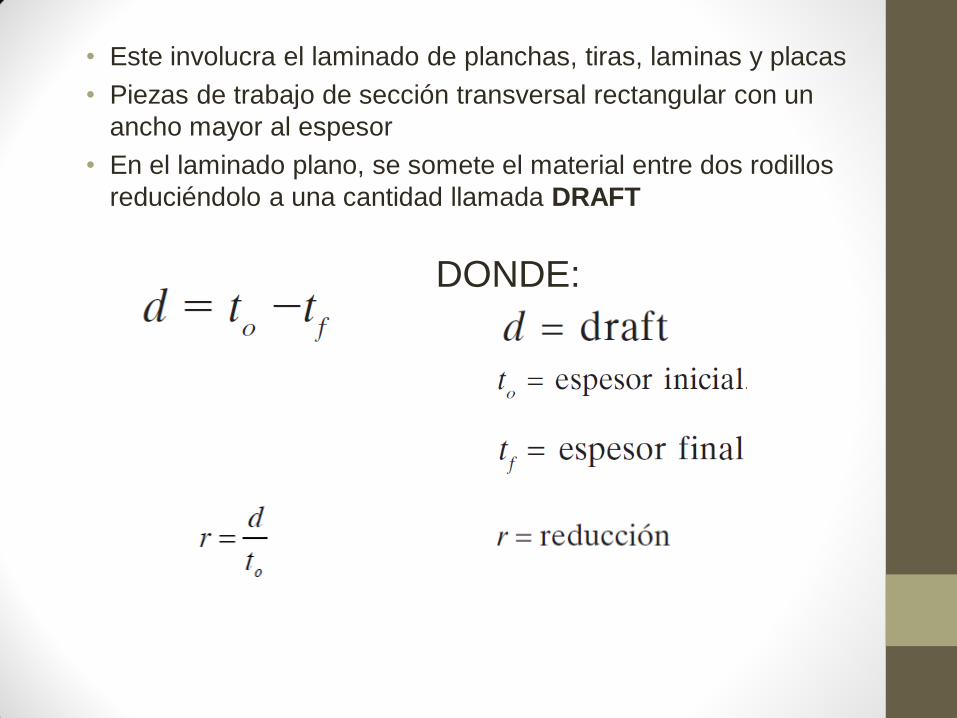
• Este involucra el laminado de planchas, tiras, laminas y placas
• Piezas de trabajo de sección transversal rectangular con un
ancho mayor al espesor
• En el laminado plano, se somete el material entre dos rodillos
reduciéndolo a una cantidad llamada DRAFT
DONDE:
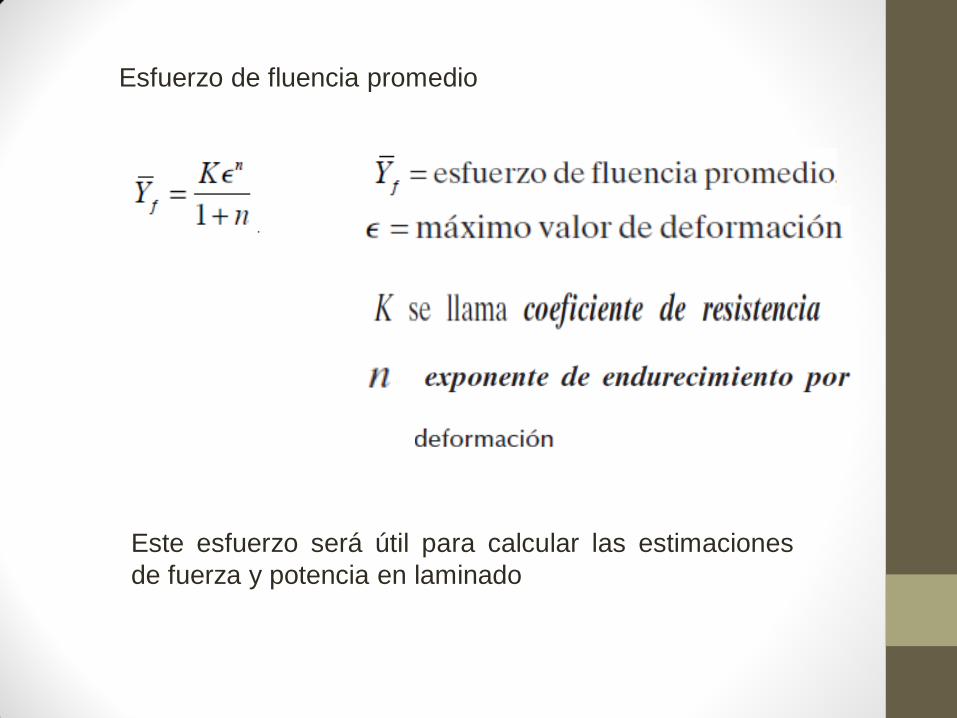
Este esfuerzo será útil para calcular las estimaciones
de fuerza y potencia en laminado
Esfuerzo de fluencia promedio
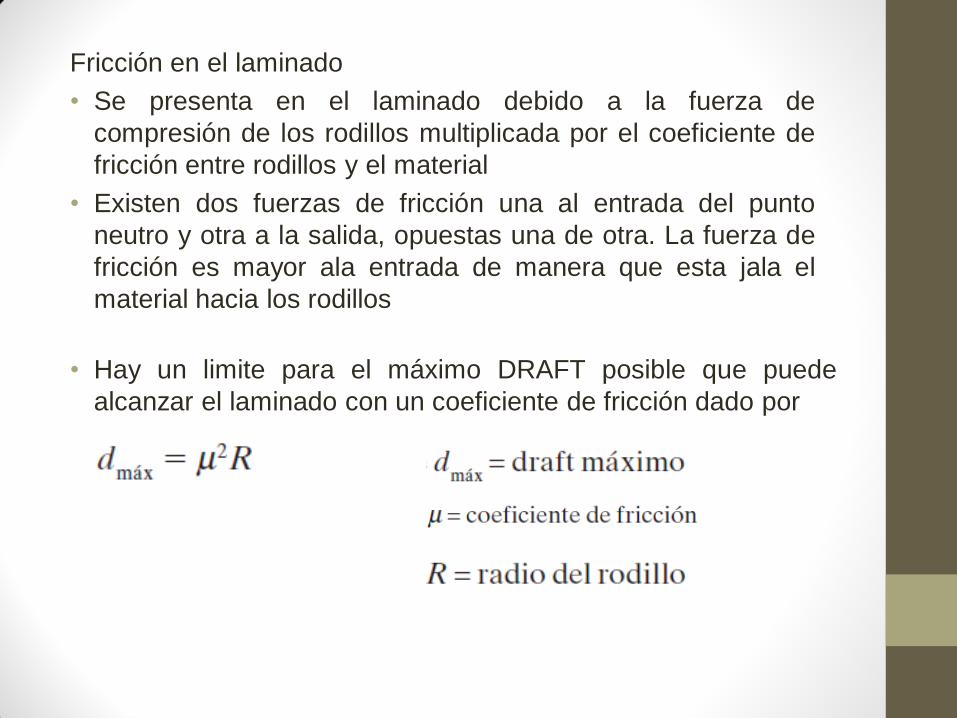
Fricción en el laminado
• Se presenta en el laminado debido a la fuerza de
compresión de los rodillos multiplicada por el coeficiente de
fricción entre rodillos y el material
• Existen dos fuerzas de fricción una al entrada del punto
neutro y otra a la salida, opuestas una de otra. La fuerza de
fricción es mayor ala entrada de manera que esta jala el
material hacia los rodillos
• Hay un limite para el máximo DRAFT posible que puede
alcanzar el laminado con un coeficiente de fricción dado por
Indicando eso que si la fricción fuese cero el adelgazamiento
podrida ser cero
Coeficiente de fricción
Depende de varios factores como lubricación, material a trabajar y la
temperatura
µ= 0.1 trabajo en frio
µ= 0.2 trabajo en caliente debajo temperatura de cristalización
µ= 0.4 trabajo en caliente encima de la temperatura de cristalización
µ= 0.7 con adherencia
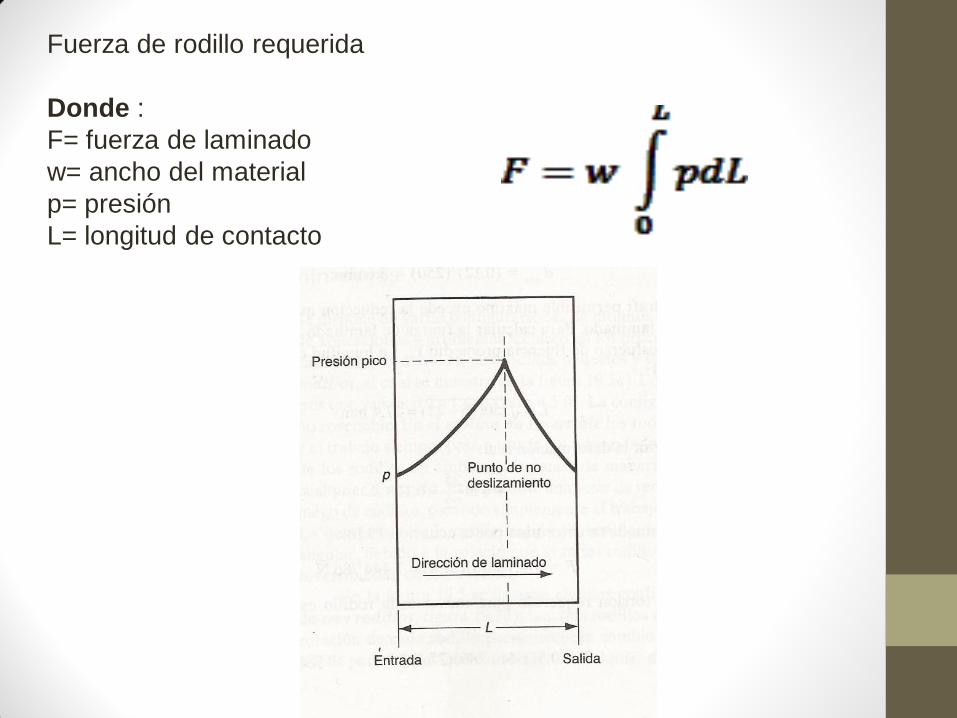
Fuerza de rodillo requerida
Donde :
F= fuerza de laminado
w= ancho del material
p= presión
L= longitud de contacto
• Para determinar la fuerza de laminado bajo el esfuerzo de
fluencia promedio se utiliza la siguiente ecuación:
Donde:
Ȳ= esfuerzo de fluencia promedio
wL= área de contacto rodillo-trabajo
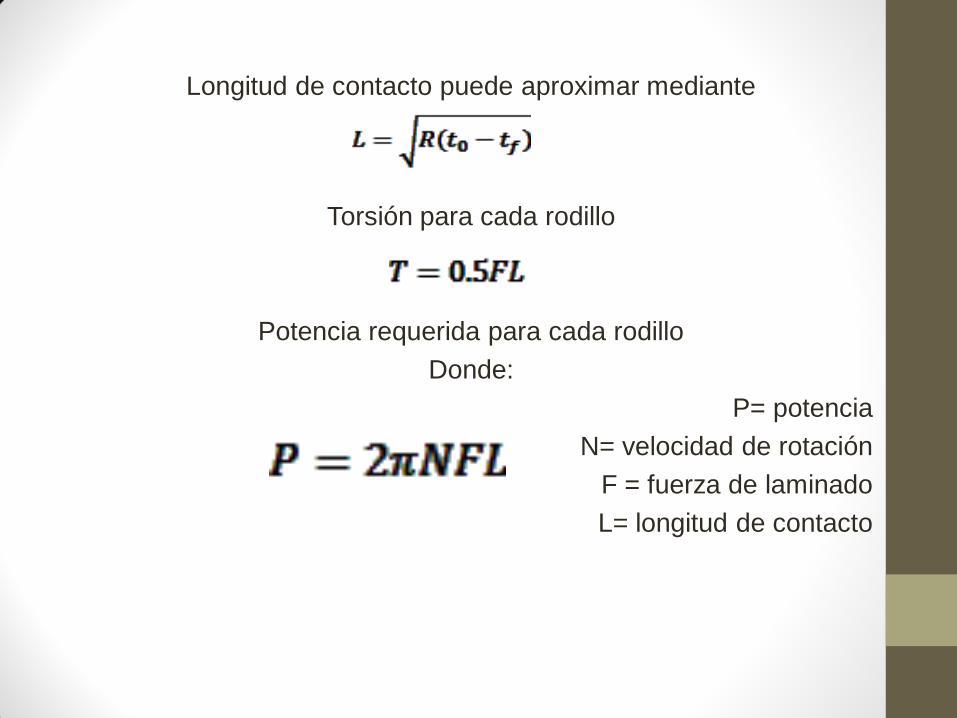
Longitud de contacto puede aproximar mediante
Torsión para cada rodillo
Potencia requerida para cada rodillo
Donde:
P= potencia
N= velocidad de rotación
F = fuerza de laminado
L= longitud de contacto
Ejemplo :
Una tira con un ancho de 300 mm y 25mm de espesor se
alimenta a través de un molino laminador con dos rodillos de 250
mm de radio cada uno. El espesor de material de trabajo se
reduce a 22mm en un paso, a una velocidad de rodillo de
50rev/min. el material de trabajo tiene una curva de fluencia
definida por K= 275 MPa y n=0.15 y se supone que el coeficiente
de fricción entre los rodillos y el trabajo es de 0.12. determine si la
fricción es suficiente para realizar la operación de laminado. Si es
así, calcule la fuerza de laminado, el momento de torsión y la
poten.cia en caballos de fuerza.
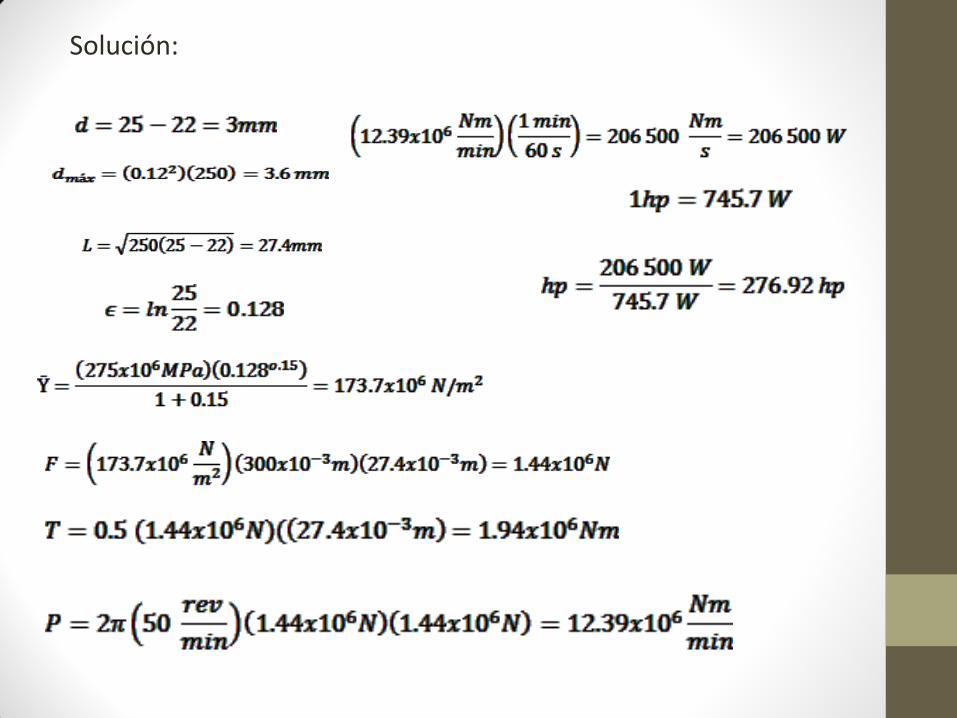
Solución:

Laminados de perfil
El material de trabajo se deforma para generar un contorno en la
seccion transversal.los productos hechos por este procedimiento
incluyen perfiles de construccion como vigas en I L y canales en U,
El proceso se realiza pasando el material de trabajo a través de
rodillos que tiene impreso al reverso de la forma deseada

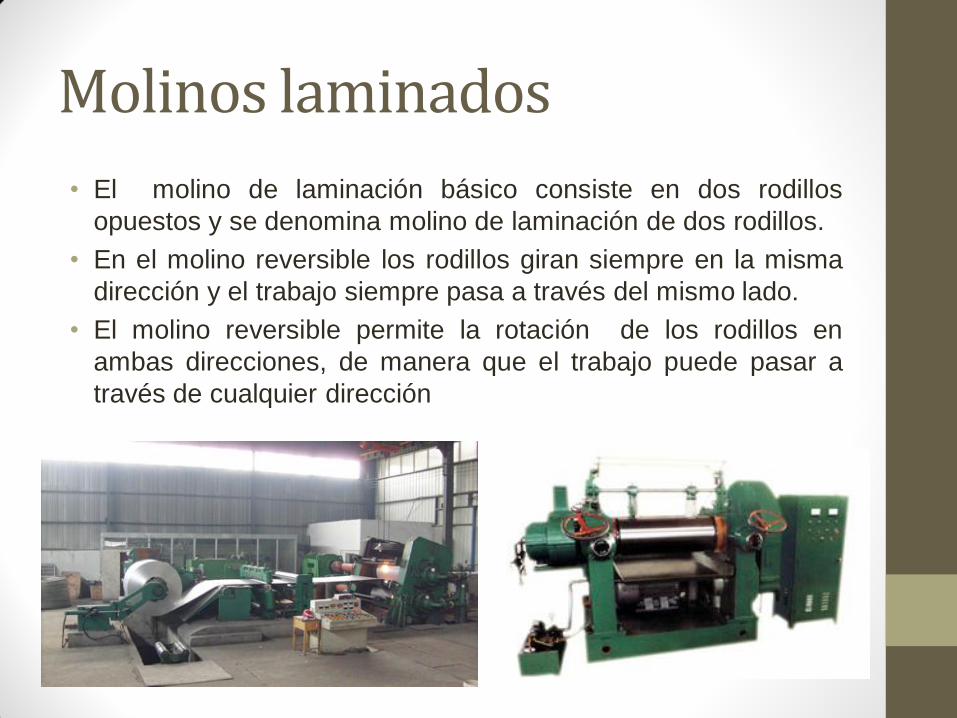
Molinos laminados
• El molino de laminación básico consiste en dos rodillos
opuestos y se denomina molino de laminación de dos rodillos.
• En el molino reversible los rodillos giran siempre en la misma
dirección y el trabajo siempre pasa a través del mismo lado.
• El molino reversible permite la rotación de los rodillos en
ambas direcciones, de manera que el trabajo puede pasar a
través de cualquier dirección
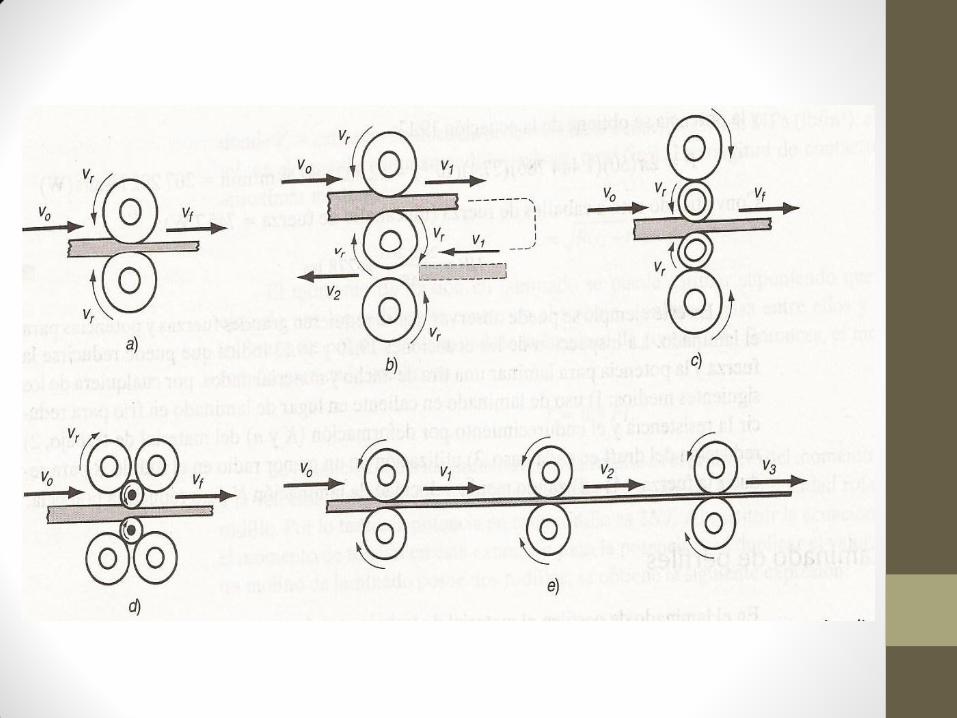
MOLINOS DE 4 RODILLOS
Se usan dos rodillos de diámetro menor para hacer contacto con eltrabajo y dos rodillos detrás como respaldo.
MOLINO DE RODILLOS EN TANDEM
Este se utiliza para altas velocidades en los rendimientos e losproductos, un molino tandem puede llegar a tener 8 o 10 pares derodillos y cada uno realiza una reducción en el espesor o refinamientoen la forma del material de trabajo que pasa entre ellos.
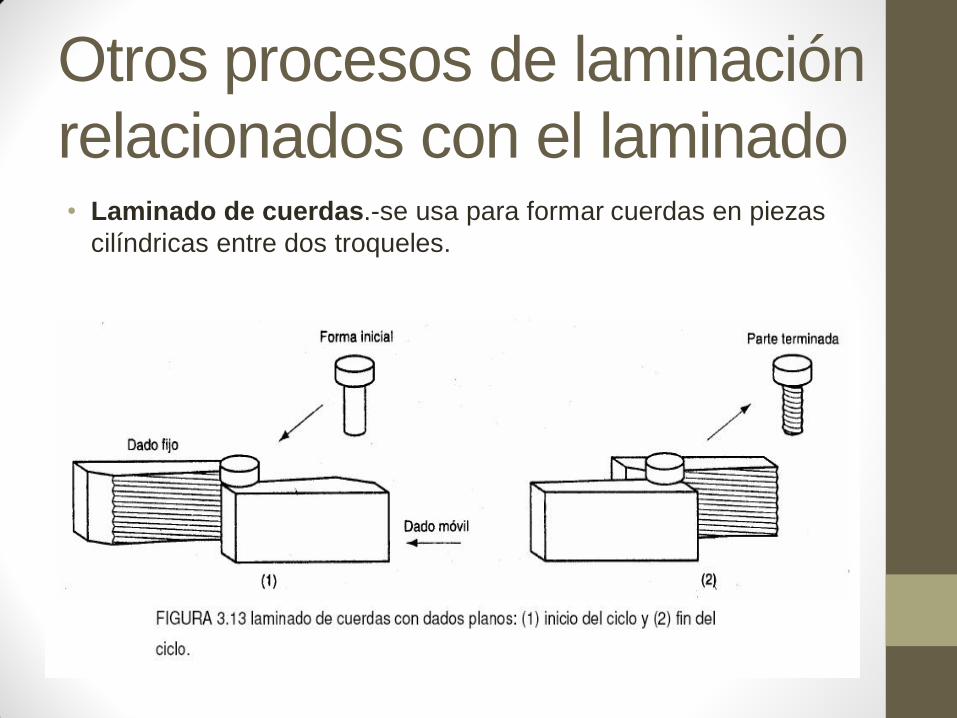
Otros procesos de laminación
relacionados con el laminado• Laminado de cuerdas.-se usa para formar cuerdas en piezas
cilíndricas entre dos troqueles.
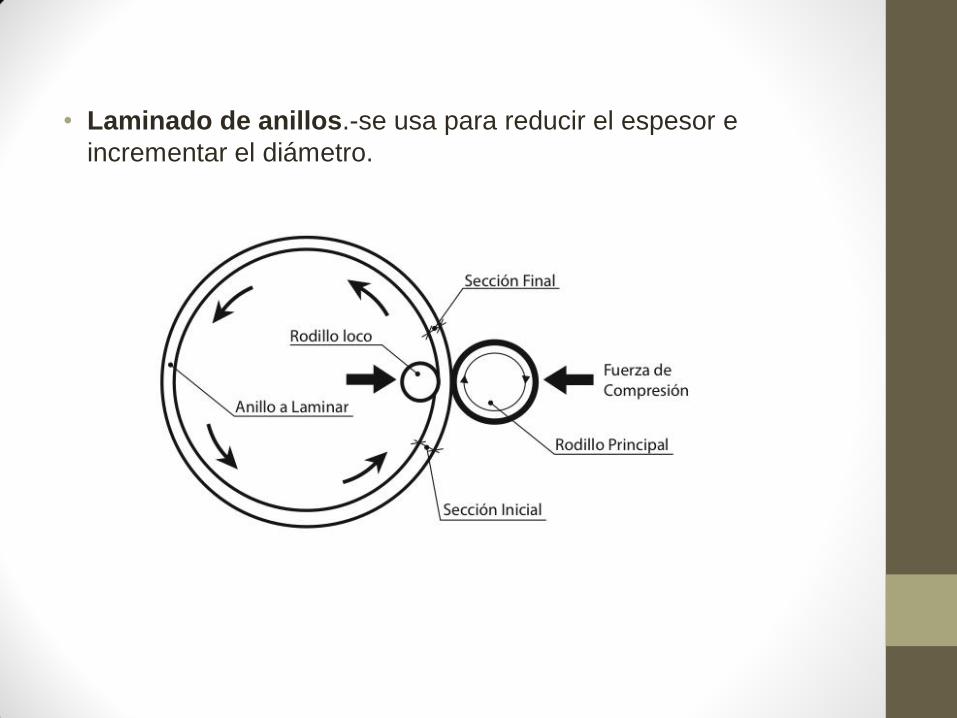
• Laminado de anillos.-se usa para reducir el espesor e
incrementar el diámetro.
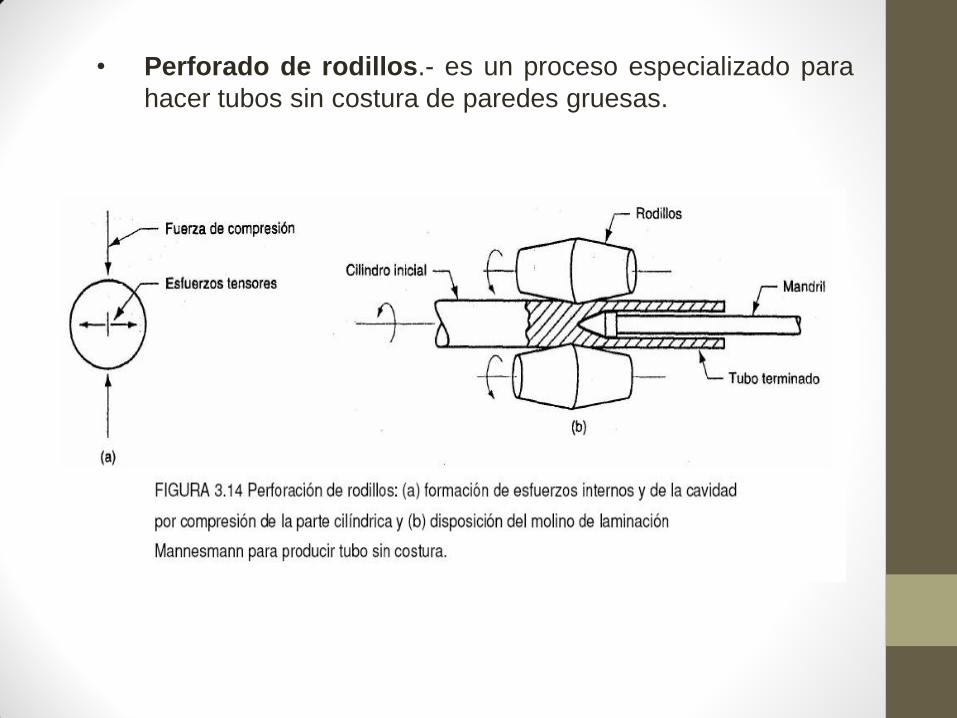
• Perforado de rodillos.- es un proceso especializado para
hacer tubos sin costura de paredes gruesas.
Conclusión
• Es importante conocer los diferentes procesos de
laminación así como también las fuerzas que se presentan .
Para posteriormente hacer los cálculos necesarios y obtener
el mayor aprovechamiento de cada recurso que se
involucran en el proceso.
Bibliografía.
Fundamentos de manufactura moderna-Groover.