proceso de corte
TRANSCRIPT

5/17/2018 Proceso de Corte - slidepdf.com
http://slidepdf.com/reader/full/proceso-de-corte 1/14
INDICE.
PROCESO DE CORTE .................................................................... 3SISTEMAS PARA CORTE DE METALES................................. 3INTRODUCCIÓN. .......................................................................... 3CLASIFICACIÓN. .......................................................................... 3SIERRAS ALTERNATIVAS. ........................................................ 5HOJAS DE SIERRAS MECÁNICAS. .......................................... 6
PROCEDIMIENTO DE ASERRADO. ......................................... 6FALLAS DE LAS HOJAS DE SIERRA. ...................................... 9VELOCIDAD DE CORTE. ............................................................ 9SIERRAS CIRCULARES............................................................. 11SIERRAS DE DISCO DE ACERO DE FRICCIÓN. ................. 11SIERRAS DE DISCO ABRASIVO. ............................................. 12SIERRAS DE BANDA................................................................... 14
SOLDADO DE HOJAS DE SIERRA .......................................... 15ROTURA DE LA HOJA ............................................................ 15SELECCIÓN DE LA SOLDADURA APROPIADA. ............. 15

5/17/2018 Proceso de Corte - slidepdf.com
http://slidepdf.com/reader/full/proceso-de-corte 2/14
PROCESO DE CORTE
SISTEMAS PARA CORTE DE METALES.1. INTRODUCCIÓN.
Los procesos de corte se caracterizan por la interacción mecánica dela herramienta con la pieza. Esto origina la separación del materialen las zonas de interacción y el material se elimina en forma deviruta. Las tecnologías de corte deben cumplir que la herramientasea de mayor dureza que la pieza y que además no sufra difusiónactivada térmicamente entre la herramienta y la pieza
2. CLASIFICACIÓN.
Hay varios tipos de sierras, que sirven a distintos propósitos, segúnsean manuales o eléctricas, y según la forma y disposición de losdientes. Según el tipo de sierra, podremos realizar cortes en madera,metales, plásticos, u otros materiales. Y según la forma de su hoja,
podremos realizar cortes rectos, curvos o interiores.Tipos de sierras y sus dentados:
En el corte de la madera, existen tres tipos
de sierras básicos de dentado: El dentadoamericano, que alterna tres dientes rectoscon uno terminado en curva cóncava, quecumple la función de desaloja r el serrín
producido por el corte. El dentadouniversal, tiene dientes terminados enpunta, que van triscados en forma alterna yen diferentes números. Por lo general eltriscado es de uno a uno, o sea uno aizquierda y otro a derecha, y así sucesivamente, pero también hay
5/17/2018 Proceso de Corte - slidepdf.com
http://slidepdf.com/reader/full/proceso-de-corte 3/14
triscados de a dos y tres dientes. El dentado japonés, sustituye eltriscado por un afilado interno de diente, unido a un vaciado de lascaras exteriores de la hoja de sierra, y una terminación progresiva(de menos a mayor). El triscado, permite que la ranura que se abre,
sea más ancha que la hoja, y evita que se atasque. Puedecomplementarse esto, con una pequeña cuña que mantenga el corteabierto.
Hay dos clases principales de tipos de sierras, las manuales y laseléctricas.
Sierras manuales:
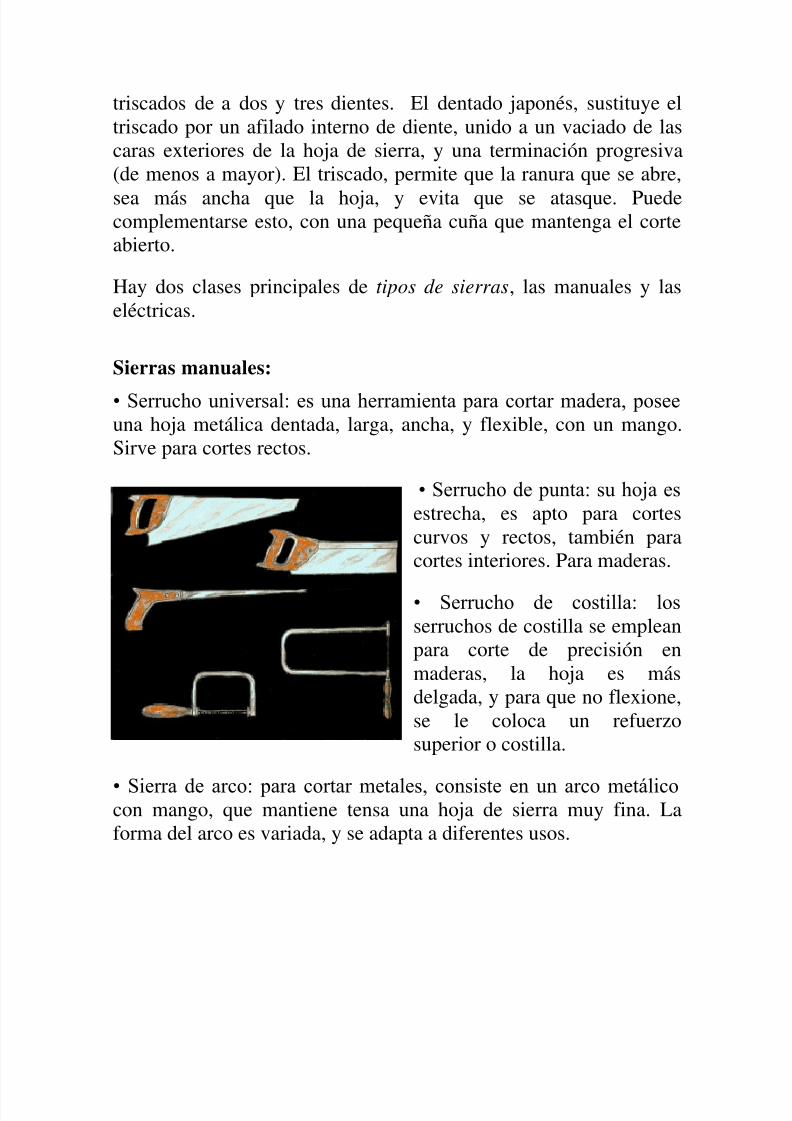
• Serrucho universal: es una herramienta para cortar madera, posee
una hoja metálica dentada, larga, ancha, y flexible, con un mango.Sirve para cortes rectos.
• Serrucho de punta: su hoja es
estrecha, es apto para cortescurvos y rectos, también paracortes interiores. Para maderas.
• Serrucho de costilla: los
serruchos de costilla se empleanpara corte de precisión enmaderas, la hoja es másdelgada, y para que no flexione,se le coloca un refuerzosuperior o costilla.
• Sierra de arco: para cortar metales, consiste en un arco metálicocon mango, que mantiene tensa una hoja de sierra muy fina. Laforma del arco es variada, y se adapta a diferentes usos.

5/17/2018 Proceso de Corte - slidepdf.com
http://slidepdf.com/reader/full/proceso-de-corte 4/14
Sierras eléctricas:
• Caladora: es una herramienta muy versátil, corta todo tipo de
maderas, metales, plásticos, ladrillo, cerámica, etc. realiza cortes
rectos, curvos, inclinados. Es una máquina de manejo simple.• Sierra circular: principalmente para cortes
de maderas, aluminio y plásticos. Seemplean para grandes cortes, y tienen unaguía paralela, también pueden hacer cortesbiselados. Es una máquina más complicadade manejar.
• Serrucho eléctrico: es una sierra universaly ágil para trabajos en madera, plástico ymetal.
• Sierra tándem: posee hojas de sierra de marcha opuesta, da un
corte preciso, rápido y seguro.
3. SIERRAS ALTERNATIVAS.
En las sierras de arco manuales y mecánicas se utiliza una accióncortante alternativa en la hoja, la cual esta montada para alternar(reciprocar) en un plano horizontal. El movimiento de corte es
perpendicular al plano de lapieza de trabajo, la cual semonta en un tornillo de banco.El avance se produce con elmovimiento vertical de la hoja
de la sierra de arco, conaccionamiento hidráulico omecánico.Las sierras alternativas sonsierras de arco comunesaccionadas por un mecanismo

5/17/2018 Proceso de Corte - slidepdf.com
http://slidepdf.com/reader/full/proceso-de-corte 5/14
excéntrico ( a su vez, accionado por un motor eléctrico común ), yque está sostenida por un brazo basculante que le permite levantarlaen ángulo recto para poder colocar la pieza a aserrar; además, dichobrazo basculante posee un peso que permite seleccionar la presión
que hará la sierra sobre le pieza.
4. HOJAS DE SIERRAS MECÁNICAS.
Uso:
Para el tratamiento de lamadera blanda y dura.
La hoja de sierra apisonada esuna herramienta más efi cazque la misma con los dientesdistribuidos.
La ventaja es la estabilidadmás alta de la herramienta, laposibilidad de la aceleracióndel avance y la toma de la
viruta media en comparacióncon el diente distribuido.
Form a: Las hojas de sierras mecánicas se suministran reforzadas yrectificadas.
Acabado: Suministro con los listones templados, de ancho de 35,30,25, con listones dentados, con perforación recta (ESTERER) o noprovistos de listones.
5. PROCEDIMIENTO DE ASERRADO.
Los procesos de mecanizado de la madera son cuatro a saber: Aserrados. Labrados. Taladrados.

5/17/2018 Proceso de Corte - slidepdf.com
http://slidepdf.com/reader/full/proceso-de-corte 6/14
Lijados.
A continuación se describen los procesos de Aserrados, Labrados yLijados.
Procesos de Aserrados
El aserrado de la madera es un proceso de corte que se realiza pormedio de herramientas denominadas sierras, con le fin de dardimensiones básicas a la madera, generando como desperdicioaserrín.
Los aserrados se clasifican según el lugar en el proceso en: Aserrados en bruto. Aserrados finales.
Según el corte con respecto a la dirección de las fibras de la maderaen:
Aserrados longitudinales o al hilo: Delinear o deshilar. Aserrados transversales o al través: Tronzar. Aserrados en línea curva: Rodear y calar
Los Aserrados en bruto se realizar con medidas de ventaja paraposterior cepillado o rectificado, es decir ajuste a medida final así:
Largo en bruto = largo final + 2.0cm. Ancho en bruto = ancho final + 0.5cm. Espesor en bruto = espesor final + 0.5 cm
De todos modos estas mediadas de ventaja dependen de la calidaddel aserrado, de la estabilidad de la madera, del sistema deproducción y del tamaño de las piezas a cortar.
Los Aserrados irregulares o en dirección curvilínea (rodeados) estáncomprendidos entre los Aserrados en bruto ya que generalmentedeben ser rectificados después o les sigue otro proceso como la tallay el torneado.

5/17/2018 Proceso de Corte - slidepdf.com
http://slidepdf.com/reader/full/proceso-de-corte 7/14
Los Aserrados finales son aquellos que dan medida final o sinventaja tal como es señalado en las cartas de producción, estos notienen que ser rectificados después.
Los Aserrados finales se emplean principalmente en: Largos finales de madera maciza, los cuales pueden ser en
ángulo recto o en inglete. Ocasionalmente en operaciones de espigado. Operaciones especiales. Dimensionado (largo y ancho de tableros, en los cuales no se
hace necesario posteriores rectificados.
6. FALLAS DE LAS HOJAS DE SIERRA.
Sobrecarga excesiva.Si la sobrecarga de un motor asíncrono sobrepasa cierto limite nologra arrancar. Si al disminuir la carga bel motor arranca bien yfunciona normalmente, es que la sobrecarga era excesiva.En las condiciones de arranque, o sea el motor parado la corrienteatraviesa los arrollamientos es muy elevada, si el rotor no inicia elgiro, no se debe mantener la conexión a la red, de lo contrario, sepueden destruir los bobinados.Si el motor no arranca por exceso de sobrecarga, no queda otrasolución que disminuir la carga, utilizar otro motor de mayorpotencia o de par de arranque mas elevado, o bien si es factible,introducir modificaciones oportunas en el circuito de rotor(por
ejemplo, disminuir las resistencias del reóstato de arranque ; o en losmotores de jaula de ardilla , tornear los anillos de cortocircuito paradisminuir la sección de los mismos).
Montaje defectuoso de maquina.Los efectos de montaje suelen ocasionar ruidos mecánicos y marcha

5/17/2018 Proceso de Corte - slidepdf.com
http://slidepdf.com/reader/full/proceso-de-corte 8/14
irregulares del motor. Los ruidos anormales de origen mecánicopueden distinguirse fácilmente de los motivados por anomalíaseléctricas.
Para diferenciarlos hasta, una vez que el motor a alcanzado lavelocidad de régimen, desconectar la maquina dela red ;si el ruidoanormal persiste, solo puede tener una causa mecánica(entre hierroirregular , cuerpos extraños en el entre-hierro, polea de transmisión,etc…).
Cojinetes demasiado ajustados.La falta de engrase, o un aceite defectuoso (sucio, o de mala calidad)
pueden ocasionar el sobrecalentamiento de los cojinetes y eldebilitamiento y ello el apriete excesivo de los mismos, queatenazan el eje
7. VELOCIDAD DE CORTE.
La velocidad de corte de las sierras cinta varía de 1200 a 1500
m/min en los equipos normales y de 1500 a 1800 m/min en losequipos de alto rendimiento. Sierra circular.- Esta máquina tiene unaforma cerrada rectangular, la máquina esta dotada de una mesa detrabajo con una ranura, a través de la cual sobre sale la parte cortantede la sierra. La herramienta de corte es un disco circular dentado. Lamesa de trabajo puede subirse, bajarse, inclinarse, lo cual produceque la sierra sobresalga más o menos de la superficie de la mesa, con
lo que se regula la profundidad del corte. Los diámetros de losdiscos de corte utilizados varían de los 250mm hasta los 400mm, lavelocidad de corte más conveniente para estos equipos es de3600m/min.

5/17/2018 Proceso de Corte - slidepdf.com
http://slidepdf.com/reader/full/proceso-de-corte 9/14
En la tabla 1 se pueden ver las revoluciones en dependencia deldiámetro de los discos y las velocidades de corte. Las revolucionesque corresponden a la velocidad de corte de 100 m/sec. son las
revoluciones máximas autorizadas por el fabricante. En caso de susuperación, el disco pierde sus características existiendo el l peligrode una lesión grave.
revoluciones recomendadas [1/min]
D[mm]
velocidad de corte vC [m/sec]
10 20 30 40 50 60 70 80 90 100
100 1910 3820 5730 7640 9550 11460 13370 15280 17190 19100
150 1270 2550 3820 5100 6370 7640 8920 10190 11500 12730
200 960 1910 2870 3820 4780 5730 6690 7640 8600 9550
250 760 1530 2290 3060 3820 4590 5350 6110 6880 7640
300 640 1270 1910 2550 3180 3820 4460 5100 5740 6370
350 550 1090 1640 2180 2730 3280 3820 4370 4900 5460
400 480 960 1430 1910 2390 2870 3340 3820 4300 4780
450 430 850 1270 1700 2120 2550 2970 3400 3820 4250
500 380 760 1150 1530 1910 2290 2680 3060 3440 3820
550 350 690 1040 1390 1740 2080 2430 2780 3120 3470
600 320 640 960 1270 1590 1910 2230 2550 2880 3180
650 290 590 880 1180 1470 1760 2060 2350 2640 2940
700 270 550 820 1090 1360 1640 1910 2180 2450 2730
750 250 510 760 1020 1270 1530 1780 2040 2290 2550
800 240 480 720 950 1190 1430 1670 1910 2150 2390
8. SIERRAS CIRCULARES.
La invención se refiere a una sierra mecánica circular según elpreámbulo de la reivindicación. Según esto se trata de una sierramecánica circular con una hoja de sierra, un árbol motor para la hojade sierra, así como con al menos una guía delantera y una trasera de

5/17/2018 Proceso de Corte - slidepdf.com
http://slidepdf.com/reader/full/proceso-de-corte 10/14
la hoja de sierra para las dos superficies laterales de la hoja de sierra.Las guías de la hoja de sierra presentan respectivamente al menosuna superficie de contacto adjunta a la respectiva superficie lateralde la hoja de sierra y la hoja de sierra se sujeta de forma que se
pueda cambiar, para lo que la guía delantera de la hoja de sierra estáconformada de forma que se pueda retirar de la hoja de sierra o quese pueda bascular. En una sierra mecánica circular según lainvención está conformada la guía de la hoja de sierra delantera deforma que se pueda retirar o bascular, así como sujeta de forma quese pueda cambiar la misma hoja de sierra. Aquí la distancia radialentre las superficies de contacto de las guías de la hoja de sierra y elárbol motor se puede cambiar y se puede ciertamente adaptar al
diámetro distinto de la hoja de la sierra.La posibilidad de cambiar la distancia radial entre las superficies decontacto de las guías de la hoja de sierra y el árbol motor haceposible una adaptación de las guías de la hoja de sierra a distintosdiámetros de hoja de sierra, con lo que la posibilidad de retirar o debascular hacia fuera la guía delantera de la hoja de sierra haceposible un cambio de la hoja de sierra por otra de otro diámetro.Como las hojas de sierra de distinto diámetro por lo generalpresentan también distintos grosores de hoja de sierra, se puedeajustar, según una configuración preferida de la invención, ladistancia entre la guía trasera y la delantera de la hoja de sierra.
9. SIERRAS DE DISCO DE ACERO DE FRICCIÓN.
Hojas de sierras de cinta para los metales
Una solución más económica para cortar metales de baja aleación ymetales no ferrosos. Cuerpo Flexible es ideal para cortar aluminio,latón, bronce, cobre y otros metales suaves. Disponible en anchos de1.6 mm a 50 mm.
Cuerpo duro tiene material de apoyo más rígido con fuerza de haz

5/17/2018 Proceso de Corte - slidepdf.com
http://slidepdf.com/reader/full/proceso-de-corte 11/14
adicional que facilita el corte más recto y resiste al estampado y alrayado de la banda. Disponible en anchos de 6 mm a 32 mm.
La sierra de banda de fricción se fabrica de una aleación de silicio de
alta calidad y se utiliza en aplicaciones de cortes de fricción de altavelocidad, para cortar materiales ferrosos y materiales resistentes alcorte inferiores a 25 mm de ancho. Disponible en anchos de 20 mma 25 mm.
vídeo zoom
Una solución más económica para cortar metales de baja aleación ymetales no ferrosos. Cuerpo Flexible es ideal para cortar aluminio,latón, bronce, cobre y otros metales suaves. Disponible en anchos de1.6 mm a 50 mm.Cuerpo duro tiene material de apoyo más rígido con fuerza de hazadicional que facilita el corte más recto y resiste al estampado y alrayado de la banda. Disponible en anchos de 6 mm a 32 mm.
La sierra de banda de fricción se fabrica de una aleación de silicio de
alta calidad y se utiliza en aplicaciones de cortes de fricción de altavelocidad, para cortar materiales ferrosos y materiales resistentes alcorte inferiores a 25 mm de ancho. Disponible en anchos de 20 mma 25 mm.
10. SIERRAS DE DISCO ABRASIVO.
Una sierra de disco abrasivo es una herramienta eléctrica usada paracortar materiales duros, tales como metales, concreto, o laalbañilería. También puede ser llamado una sierra del atajo o unasierra de la tajada del metal. La sierra de disco abrasivonormalmente tiene incorporado un tornillode banco o de otro tipo desujeción de la herramienta. También dispone de una rueda de corte ymotor, que están unidos a un brazo giratorio que está montado sobre

5/17/2018 Proceso de Corte - slidepdf.com
http://slidepdf.com/reader/full/proceso-de-corte 12/14
una placa base. El abrasivo corta con una sierra de disco abrasivoremplazable, que normalmente es de 14 pulgadas (2,54 cm) dediámetro.
Los discos abrasivos, o cuchillas, difieren en el tamaño y el materialde la capa de adjunto al disco y el material utilizado para fijar laarena. Tipos del grano son de cerámica, bronce, diamante sintético,y el carburo de tungsteno. Los materiales utilizados para unir elgrano son de resina, plástico, metal, y los sistemas de bonosgalvanizado.
Las sierras de abrasivos son ligeras y portátiles, y pueden ser
llevadas a los sitios de construcción. Como resultado, el trabajo queantes tenían que ser realizados en los talleres de ahora se puederealizar en el sitio, lo que hizo muchos trabajos de construcciónfuesen mucho más fáciles. Sierras de abrasivo se pueden utilizar enmuchos proyectos de construcción. Algunos pueden ser utilizadospara el corte en seco, de corte húmedo, banco de molienda, obackstand molienda. La herramienta también puede ser utilizada en
la producción de partes de automóviles, cerámica, vidrio, plásticos,electrónica y productos de óptica.
Antes de usar una sierra de disco abrasivo, hay muchas medidas deseguridad que deben ser consideradas. El usuario debe inspeccionarcuidadosamente la sierra antes de usarla. Él o ella también debetener en cuenta que un abrasivo del corte nunca debe ser usado en unlugar mojado o húmedo, debido al riesgo de electrocución.
Si el abrasivo se ve alimentado con aire comprimido, el usuario debeasegurarse de que la presión no exceda de las recomendaciones delfabricante. Una mayor presión puede crear agujeros en lasmangueras o la fuerza del disco tenderá girar a una velocidadinsegura. Si se alimenta con combustible, debe ser usado en un área

5/17/2018 Proceso de Corte - slidepdf.com
http://slidepdf.com/reader/full/proceso-de-corte 13/14
bien ventilada, de modo que los vapores de la gasolina no seaninhaladas por el operador.
El operador debe asegurarse de que este guardada la hoja de sierra, y
nunca debe pararse frente al objeto en cuestión. Al cambiar el discoabrasivo, no se debe ingresar el disco a la fuerza. El nuevo disco nodebe ser utilizado, si ha caído o dañado de alguna manera.
Otra cosa para que el usuario tenga en cuenta durante elfuncionamiento de la herramienta es el riesgo de peligros en el aire.Como el disco abrasivo se desgasta, puede enviar su grano en el aire.El material a cortar también podría ser enviado a la atmósfera y
dañar los ojos y los pulmones. Cuando se opera una sierra de discoabrasivo, el usuario siempre debe asegurarse de usar protectores paraojos y un respirador.
11. SIERRAS DE BANDA.
La sierra de cinta o serrucho de banda es una sierra de pedal oeléctrica, que tiene una tira metálica dentada, larga, estrecha y
flexible. La tira se desplaza sobre dos ruedas que se encuentran en elmismo plano vertical con un espacio entre ellas.
Las sierras de cinta pueden ser usadas en carpintería y metalistería opara cortar diversos materiales ajenos a estas actividades, siendoútiles en el corte de formas irregulares.
Cuando se cortan metales, se usan sierras especiales que requierende un refrigerante que vaya suministrándose constantemente sobre la
cuchilla. El refrigerante mantiene a la sierra fresca, impidiendo unsobrecalentamiento que seguramente causaría defectos en los cortesy acortaría el lapso de vida útil de la cuchilla.

5/17/2018 Proceso de Corte - slidepdf.com
http://slidepdf.com/reader/full/proceso-de-corte 14/14
Las sierras de cinta de los talleres de máquinas cuentan conequipamiento adicional que les permiten operar de distintas formas yhacen cortes generalmente en sentido vertical.
Las sierras de cinta automáticas, manejan velocidades dealimentación prestablecidas, reversa y sujeción de partes. Son usadasen ámbitos de trabajo donde no es práctico tener un operario demaquinaria por cada aparato, ya que un sólo operador puede hacersecargo de varias sierras. Algunas funcionan mediante Controlnumérico por computadora para efectuar cortes más precisos ycomplejos.
12. SOLDADO DE HOJAS DE SIERRA
Las hojas de sierra de aleación de estelita de tamaños estándar yatípicos están destinadas para cortar madera dura y blanda. Las hojasde sierra son fabricadas de acero sueco de alta calidad, los dientesson soldados aplicándose sobre ellos aleación de estelita.
12.1. ROTURA DE LA HOJA12.2. SELECCIÓN DE LA SOLDADURA APROPIADA.