procedimiento para la obtenciÓn del plan...
TRANSCRIPT
PROCEDIMIENTO PARA LA OBTENCIÓN DEL PLAN DE PRODUCCIÓN A NIVEL ESTRATÉGICO PARA LA COMPAÑÍA PRODUCTOS RIMAR LTDA.
ANDREA VANESA SANDOVAL BARONA Cód.: 20141019026 MARIA ISABEL FIGUEROA ROJAS Cód.: 20141019006
UNIVERSIDAD DISTRITAL FRANCISCO JOSE DE CALDAS
FACULTAD DE INGENIERÍA ESPECIALIZACIÓN EN INGENIERÍA DE PRODUCCIÓN Y LOGÍSTICA
BOGOTÁ D.C. 2016

PROCEDIMIENTO PARA LA OBTENCIÓN DEL PLAN DE PRODUCCIÓN A NIVEL ESTRATÉGICO PARA LA COMPAÑÍA PRODUCTOS RIMAR LTDA.
ANDREA VANESA SANDOVAL BARONA Cód.: 20141019026 MARIA ISABEL FIGUEROA ROJAS Cód.: 20141019006
Proyecto de Grado para optar por el título de Especialista en Ingeniería de Producción y Logística
Director Ing. Carlos Efraín Cubaque Z.
UNIVERSIDAD DISTRITAL FRANCISCO JOSE DE CALDAS FACULTAD DE INGENIERÍA
ESPECIALIZACIÓN EN INGENIERÍA DE PRODUCCIÓN Y LOGÍSTICA BOGOTÁ D.C.
2016
Nota de aceptación:
_________________________
_________________________
_________________________
________________________
Presidente del Jurado
________________________
Jurado
Bogotá D.C 21 de Septiembre 2016

4
CONTENIDO INTRODUCCIÓN 9 PLANTEAMIENTO DEL PROBLEMA 10
COMPORTAMIENTO DE QUEJAS Y RECLAMOS DE CLIENTE ................................... 11 INESTABILIDAD EN LOS NIVELES DE VENTAS ........................................................... 11 COMPORTAMIENTO DE HORAS EXTRAS .................................................................... 12
FORMULACIÓN DEL PROBLEMA 14 OBJETIVOS 15
OBJETIVO GENERAL ....................................................................................................... 15 OBJETIVOS ESPECÍFICOS ............................................................................................. 15
JUSTIFICACIÓN Y DELIMITACIÓN 16 JUSTIFICACIÓN ................................................................................................................ 16 DELIMITACIÓN .................................................................................................................. 17
1. MARCO TEÓRICO 18 1.1. MARCO CONCEPTUAL ......................................................................................... 18
1.1.1. PLANEACIÓN AGREGADA ......................................................................... 18 1.1.1.1. UNIDADES AGREGADAS DE PRODUCCIÓN............................................. 19 1.1.1.2. PERSPECTIVA DEL PROBLEMA DE PLANEACIÓN AGREGADA ............. 19 1.1.2. PASOS PARA DESARROLLAR EL PLAN AGREGADO DE PRODUCCIÓN 20 1.1.3. PRONÓSTICOS ........................................................................................... 20 1.1.3.1. HORIZONTE DE TIEMPO DEL PRONÓSTICO. .......................................... 21 1.1.3.2. MÉTODOS SUBJETIVOS Y OBJETIVOS DE PRONÓSTICOS. ................. 21 1.1.4. PANORAMA DE LOS MÉTODOS CUANTITATIVOS. .................................. 22 1.1.4.1. MODELOS DE SERIES DE TIEMPO ........................................................... 22 1.1.4.2. MODELOS ASOCIATIVOS........................................................................... 22 1.1.4.3. LA IMPORTANCIA ESTRATÉGICA DEL PRONÓSTICO. ............................ 23 1.1.5. PLANEACIÓN Y CONTROL DE CAPACIDADES ......................................... 23 1.1.6. PLANEACIÓN DE LA DEMANDA................................................................. 25
1.2. MARCO REFERENCIAL ......................................................................................... 26 1.2.1. ANTECEDENTES HISTÓRICOS ................................................................. 26 1.2.2. ESTRUCTURA ORGANIZACIONAL Y OPERATIVA .................................... 27 1.2.3. CONOCIMIENTO DEL PROCESO ............................................................... 28

5
1.2.3.1. DESCRIPCIÓN DEL PROCESO DE ELABORACIÓN DEL MANJAR BLANCO .................................................................................................................... 29
2. DESARROLLO METODOLÓGICO 32 2.1. DIAGNOSTICO DE LA PLANEACIÓN DE LA PRODUCCIÓN ............................. 32
2.1.1. IDENTIFICACIÓN DEL PROCEDIMIENTO ACTUAL PARA LA PLANEACIÓN DE LA PRODUCCIÓN. .............................................................................................. 32 2.1.1.1. POLÍTICA DE PRODUCCIÓN Y ALMACENAMIENTO. ................................ 33 2.1.2. IDENTIFICACIÓN Y MEDICIÓN DE LOS EFECTOS ................................... 34 2.1.2.1. INCUMPLIMIENTO DE LAS ÓRDENES DE PRODUCCIÓN ........................ 35 2.1.2.2. TIEMPO EXTRA NO PLANEADO ................................................................ 37 2.1.2.3. INCREMENTO DE COSTOS DE PRODUCCIÓN. ........................................ 38
2.2. CARACTERIZACIÓN Y ANÁLSIS DE LAS VARIABLES DEL SISTEMA PRODUCTIVO. DEMANDA Y CAPACIDAD ..................................................................... 41
2.2.1. ANÁLISIS DE LA DEMANDA ....................................................................... 42 2.2.1.1. CORTADO DE LECHE. ................................................................................ 42 2.2.1.2. DULCE DE LECHE ...................................................................................... 43 2.2.1.3. NARANJA CON MANJAR BLANCO ............................................................. 45 2.2.1.4. BREVA CON MANJAR BLANCO. ................................................................ 46 2.2.2. ANÁLISIS PARETO Y CORRELACIÓN........................................................ 48
2.3. PRONÓSTICOS ...................................................................................................... 50 2.4. ANÁLISIS DE CAPACIDADES ............................................................................... 56
2.4.1. CAPACIDAD TEÓRICA (CT). ....................................................................... 57 2.4.2. CAPACIDAD INSTALADA (CI). .................................................................... 57 2.4.3. CAPACIDAD REQUERIDA (CR). ................................................................. 58 2.4.4. CAPACIDAD DISPONIBLE (CD). ................................................................. 59 2.4.5. MÉTODO TAGUCHI ..................................................................................... 61
2.5. SELECCIÓN DE LA METODOLOGÍA PARA LA OBTENCIÓN DEL PLAN ESTRATÉGICO DE PRODUCCIÓN ................................................................................. 62 3. OBTENCIÓN DEL PLAN DE PRODUCCIÓN A PARTIR DE LA METODOLOGÍA SELECCIONADA ............................................................................................................... 69
3.1. HOJA DE CÁLCULO PARA OBTENCIÓN DE PLAN DE PRODUCCIÓN A PARTIR DE LA METODOLOGÍA SELECCIONADA ................................................... 69 3.2. EVALUACIÓN DE DESEMPEÑO Y MEJORAS PROYECTADAS DEL PLAN70 3.2.1. PORCENTAJE DE CUMPLIMIENTO DE PEDIDOS ..................................... 70 3.2.2. PORCENTAJE DE HORAS EXTRAS ........................................................... 72 3.2.3. PORCENTAJE DE USO DE CAPACIDAD UTILIZADA: ............................... 74

6
3.3. PROCEDIMIENTO PARA LA OBTENCIÓN DEL PLAN DE LA PRODUCCIÓN POR PARTE DEL PERSONAL DE LA COMPAÑÍA. .................................................. 76 3.3.1. DESCRIPCIÓN DEL PROCEDIMIENTO ...................................................... 77
4. DISCUSIÓN DE RESULTADOS 82 5 CONCLUSIONES 83 6 RECOMENDACIONES 84 7 BIBLIOGRAFÍA 85 ANEXO 1. DATOS INICIALES 86 ANEXO 2. HOJA DE EXCEL PLAN DE PRODUCCIÓN 87

7
ÍNDICE DE FIGURAS
Figura 1 Comportamiento de quejas y reclamos de clientes ............................ 11 Figura 2 Niveles de ventas ............................................................................... 12 Figura 3 Comportamiento de horas extras ........................................................ 12 Figura 4 Flujo Productivo Rimar Ltda ................................................................ 27 Figura 5 Estructura organizacional de Rimar Ltda. ........................................... 28 Figura 6 Diagrama de procesos de la fabricación manjar blanco ..................... 30 Figura 7 Diagrama de procesos de la fabricación de la breva .......................... 31 Figura 8 Diagrama de proceso procedimiento actual de la planeación de la producción ........................................................................................................ 32 Figura 9 Demandas históricas vs el despacho ................................................. 35 Figura 10 Diagrama Causa - Efecto del incumplimiento de las ordenes de producción ........................................................................................................ 36 Figura 11 Diagrama Causa – Efecto utilización de tiempo extra no planeado .. 38 Figura 12 Diagrama Causa – Efecto Incremento de los costos de producción . 39 Figura 13 Diagrama de Árbol Falta de Planeación de la Producción ................ 40 Figura 14 Demanda cortado de leche ............................................................... 43 Figura 15 Demanda dulce de leche .................................................................. 44 Figura 16 Demanda naranja con manjar blanco ............................................... 46 Figura 17 Demanda breva con manjar blanco .................................................. 47 Figura 18 Análisis de Pareto ............................................................................. 49 Figura 19 Demanda breva con manjar blanco .................................................. 50 Figura 20 Gráfico de aceptación o de rechazo de Ho ....................................... 52 Figura 21 Demanda pronosticada ..................................................................... 53 Figura 22 Media Móvil ....................................................................................... 54 Figura 23 Desagregación breva con manjar blanco .......................................... 55 Figura 24 Indicador de cumplimiento de pedidos.............................................. 72 Figura 25 Indicador de horas extras ................................................................. 74 Figura 26 Indicador de Capacidad de Producción Utilizada ............................. 75 Figura 27 Diagrama de flujo de la utilización del procedimiento ....................... 76

8
ÍNDICE DE TABLAS Tabla 1 Símbolos utilizados en la representación de procesos ........................ 29 Tabla 2 Porcentaje de ventas perdidas ............................................................. 36 Tabla 3 Horas extras por semana ..................................................................... 37 Tabla 4Costos de productos faltantes ............................................................... 39 Tabla 5 Porcentaje de demanda ....................................................................... 42 Tabla 6 Demanda cortado de leche .................................................................. 42 Tabla 7 Demanda dulce de leche ..................................................................... 44 Tabla 8 Demanda naranja con manjar blanco .................................................. 45 Tabla 9 Demanda breva con manjar blanco ..................................................... 47 Tabla 10 Análisis de Pareto .............................................................................. 48 Tabla 11 Correlación de productos ................................................................... 49 Tabla 12 Análisis de errores de pronóstico ....................................................... 51 Tabla 13 Demanda pronosticada ...................................................................... 53 Tabla 14 Desagregación breva con manjar blanco ........................................... 55 Tabla 15 Pronostico de la desagregación ......................................................... 56 Tabla 16 Pérdidas de tiempo ............................................................................ 56 Tabla 17 Capacidades requeridas .................................................................... 59 Tabla 18 Capacidad Disponible Determinística ................................................ 61 Tabla 19 Inventario de seguridad ...................................................................... 63 Tabla 20 Requerimientos de producción .......................................................... 64 Tabla 21Número de trabajadores ..................................................................... 64 Tabla 22Tiempo disponible ............................................................................... 65 Tabla 23 Producción real .................................................................................. 66 Tabla 24 Condición de inventario y faltantes .................................................... 67 Tabla 25 Faltantes e inventario ......................................................................... 67 Tabla 26 Requerimiento vs capacidad .............................................................. 68 Tabla 27 Costo del plan .................................................................................... 68 Tabla 28 Indicador de cumplimiento de pedidos actual .................................... 71 Tabla 29 Indicador de cumplimiento de pedidos propuesto .............................. 71 Tabla 30 Indicador de horas extras actual ........................................................ 73 Tabla 31 Indicador de horas extras propuesto .................................................. 73 Tabla 32 Indicador de capacidad de producción utilizada ................................ 75

9
INTRODUCCIÓN En el contexto de la producción, son muchas las herramientas que han sido creadas con el objetivo de ajustarse a los diferentes escenarios que puede tener la elaboración de productos en una planta de producción, ya que ninguna planta es idéntica a otra, adicionalmente son un gran numero las variables y parámetros que deben considerarse a la hora de decidir cuánto y en qué momento se debe producir plantean un problema de imprescindible solución.
Sin embargo, esta problemática así como muchas otras que surgen al interior de las fábricas, pueden solucionarse por medio de la correcta planeación estratégica de la producción, una planeación que abarca los recursos de la empresa y todas las áreas de interés, además permite fijar lineamientos claro de acción que orientan las decisiones y resultados futuros.
El desarrollo de este trabajo se enfocará principalmente en la elaboración de un procedimiento para la obtención de un plan de la producción a nivel estratégico en la empresa PRODUCTOS RIMAR LTDA, la obtención de este plan permite identificar muchas oportunidades de mejora, ya que la empresa actualmente no hace su planeación de la producción basados en algún tipo de criterio o procedimiento técnico, esta planeación se hace de manera empírica presentando dificultades en el control de la producción y fallas en la asignación de recursos. El plan está determinado para hacer el mejor aprovechamiento de las capacidades cumpliendo con los requerimientos de la las ventas y/o ordenes de pedidos. Se contará con datos históricos de demanda, datos relacionados con horas extras, volumen de producción, políticas de inventario, recurso humano, satisfacción al cliente, los cuales serán la base para la elaboración del plan de producción.
Por todo lo anterior este trabajo estará encaminado a desarrollar un procedimiento que genere un plan estratégico, enfocado a la operatividad del sistema mejorando la utilización de los recursos humanos, recursos físicos y capacidades, con lo cual se satisfaga la demanda en un período de tiempo.

10
PLANTEAMIENTO DEL PROBLEMA PRODUCTOS RIMAR LTDA. Es una planta procesadora de derivados lácteos creada hace 40 años, dedicada especialmente al procesamiento de manjar blanco y productos a base de esté. Tiene como mercado establecido, los almacenes de cadena, entre ellos están el Grupo Éxito, Oxxo, Olímpica y cigarrerías de la ciudad, también exporta a E.E.U.U., y Puerto Rico. La compañía efectúa sus decisiones de producción con base a los pedidos reales que se demandan.
La falta del procedimiento para elaborar el plan de producción impide obtener mejores resultados en su gestión anual de la empresa.
La planeación de la producción actualmente en PRODUCTOS RIMAR LTDA se desarrolla de manera empírica es decir, no considera variables tales como: Capacidades, demanda, política de inventario entre otras; lo anterior ha producido situaciones no deseadas tales como insatisfacción de la demanda, la cual aumento en un 14% en el año 2014 respecto al 2010 tal como se presenta en la Figura No. 1 y en donde se refleja un aumento sostenido de esta situación;
Perdida en las ventas, las cuales en 2014 se aumentaron en un 28%, esta situación se ve reflejada en la Figura No. 2 en donde se muestra la fluctuación presentada y la inestabilidad en las ventas;
Aumento en las horas extras las cuales en momentos de alta demanda llegan a ser de hasta en 1 hora diaria en promedio, debido a que estas horas no son planeadas sino que se ejecutan sobre decisiones diarias que pueden generar inconformismo laboral, baja en el rendimiento de los operarios y finalmente alta rotación. Esta situación se muestra en Figura No. 3. Por lo tanto la falta de un procedimiento para generar el plan de producción impide obtener mejores resultados a nivel de gestión anual y de mercado.
Actualmente la empresa planea su producción a partir del comportamiento de las ventas, sin una metodología clara, principalmente por tanteo a partir de la percepción del jefe de producción y las fluctuaciones en los pedidos (momentos de alta demanda) las manejan a partir de programación de horas extras no planeadas. Lo anterior genera una utilización de la capacidad de producción no uniforme, falta de planeación en el aprovisionamiento logístico de sus procesos y falta de control del producto en proceso y el producto terminado, incapacidad de planear aumentos de la capacidad en horario normal como estrategia de producción.
Planear la producción teniendo en cuenta elementos tales como: la temporada del año, las ventas históricas de años anteriores o cualquier comportamiento

11
particular de la demanda, abre la posibilidad de mejorar las condiciones anteriormente expuestas, trayendo beneficios para la organización, esto se lograría a partir de la generación de un procedimiento para la obtención del plan de producción a nivel estratégico enfocado a la operatividad del sistema que tiene actualmente la compañía.
A continuación se presentan algunas de las variables, y sus gráficos respectivos, que permiten ver los efectos negativos previamente descritos:
COMPORTAMIENTO DE QUEJAS Y RECLAMOS DE CLIENTE Tal como se presenta en la figura 1, el crecimiento de las quejas y reclamos en un 14% del 2014 con respecto al 2010 (considerando como promedio anual 30 clientes).
Figura 1 Comportamiento de quejas y reclamos de clientes
Fuente: Información de la empresa RIMAR LTDA. 2014
INESTABILIDAD EN LOS NIVELES DE VENTAS Las ventas han presentado un comportamiento inestable como se puede ver en la figura 2, tal fluctuación muestra que no ha habido un crecimiento sostenido, abriendo la posibilidad que estos niveles no solamente dependan del comportamiento del mercado sin también de factores tales como la capacidad de la empresa para satisfacer la demanda.
0 1 2 3 4 5 6 7 8 9
10
2010 2011 2012 2013 2014
Num
ero
de Q
ueja
s
Años
Series1

12
Figura 2 Niveles de ventas
Fuente: Información de la empresa RIMAR LTDA. 2014
COMPORTAMIENTO DE HORAS EXTRAS La empresa en el último periodo analizado, utilizó en promedio 48 horas extras mensuales por operario, en la línea de producción de estudio, vale la pena indicar que se tuvieron en cuenta los cinco operarios que hacen parte de esta línea. Dicho análisis se muestra en figura 3.
Figura 3 Comportamiento de horas extras
Fuente: Información de la empresa RIMAR LTDA. 2014
Estos factores tales como el aumento de inconformidad del cliente, mayor uso de horas extras y una variación excesiva en los niveles de ventas, sugieren que
2300
2400
2500
2600
2700
2800
2900
3000
2010 2011 2012 2013 2014
Hora
s ext
ras p
rom
edio
al a
ño
Años
Series2

13
hace falta elementos robustos de planeación de la producción a nivel estratégico que le permitan a la producción generar condiciones de crecimiento sostenido con una mejor utilización de recursos y mayor grado de satisfacción para sus clientes. A partir de las condiciones mencionadas anteriormente, la finalidad del presente proyecto de grado es dotar a la empresa de un procedimiento para la elaboración del plan de producción que mejore la utilización de los recursos y la satisfacción de la demanda, generando no solamente estos beneficios sino la posibilidad de hacer una mejor planeación a nivel táctico y operativo para el total del sistema de producción. El procedimiento para la elaboración del plan de producción, en el presente proyecto, partirá de variables estratégicas tales como, demanda, recursos disponibles (capacidad, mano de obra), políticas y las demás que la metodología empleada requiera, a fin de contar con una mejor planeación y mayor control sobre los niveles de almacenamiento, utilización de la capacidad y satisfacción de la demanda.
14
FORMULACIÓN DEL PROBLEMA
La falta de un procedimiento para la generación de un plan de producción a nivel estratégico enfocado a la operatividad del sistema productivo en la compañía PRODUCTOS RIMAR LTDA, ha generado insatisfacción de la demanda, perdida en ventas, mal utilización y falta de planeación y control de los recursos productivos.

15
OBJETIVOS
OBJETIVO GENERAL Elaborar un procedimiento para la obtención del plan de la producción a nivel estratégico en la compañía PRODUCTOS RIMAR LTDA.
OBJETIVOS ESPECÍFICOS 1. Identificar y valorar los efectos que tiene para la compañía el no contar con
un plan estratégico de la producción.
2. Establecer una metodología para la obtención del procedimiento de un plan de producción estratégico enfocado operativamente para la compañía y aplicarla para la obtención del plan a partir de datos históricos.
3. Formular indicadores y medidas de desempeño, para la metodología seleccionada, y evaluarla a partir de datos históricos.
4. Diseñar un procedimiento para replicar la metodología y evaluar su aplicabilidad a partir de sus requerimientos de aplicación.

16
JUSTIFICACIÓN Y DELIMITACIÓN
JUSTIFICACIÓN
El desarrollo de la propuesta para la elaborar el procedimiento de un plan estratégico de producción, tiene como base fundamental encaminar a la empresa PRODUCTOS RIMAR LTDA., en la importancia de planear la producción a nivel estratégico, con el fin de disminuir perdidas de ventas, horas extras, bajo rendimiento, alta rotación del personal. Para esto es fundamental establecer las actividades a desarrollar y hacer una propuesta para la empresa, que les muestre los beneficios que podría obtener tal como un incremento que de ventas y mejor utilización de sus recursos.
Si la empresa lograra tener un plan de producción que le permitiera utilizar mejor las capacidades, haría un mejor aprovechamiento de los sus recursos, cumpliría con la pedidos de los clientes de una mejor manera, disminuyendo el porcentaje de insatisfacción del cliente y tendría mayor participación en el mercado.
Se va diseñar un procedimiento para generar un plan de producción con base en la ventas históricas que ha tenido la empresa y teniendo en cuenta las capacidades de está, buscando reducir los problemas presentados, como aumento de horas extras, aumento de costos, perdida de ventas.
Como los productos que se elaboran son alimenticios estos tienen fecha de vencimiento, y su almacenamiento genera un costo adicional, por lo tanto es de suma importancia que los productos que se elaboren tengan una salida rápida hacia el consumidor final, porque de no ser así se incurriría en costos adicionales por almacenamiento o perdidas, si el producto no tuvo una salida a tiempo. Esto sumado a que en ocasiones el cliente pide un determinado tipo de producto del cual no se tiene inventario, generando así una disminución de las ventas.
De acuerdo a la política de inventarios los productos que son elaborados en la compañía por ser a base de materias primas de alto riesgo, su tiempo de vida útil es corto, por lo tanto su tiempo en inventario debe ser mínimo.
Adicionalmente para nosotras como Ingenieras es importante hacer transferencia de conocimiento a la empresa, debido a que ayuda a afianzar conocimientos, aportar nuevas herramientas que colaboran con el mejoramiento y agilidad en la toma de decisiones, aumentando eficiencia en sus funciones propias de la actividad.

17
Para la compañía es una oportunidad de simplificar la aplicación de procedimientos técnicos de tal manera que estos deben estar al alcance de la experticia y conocimientos de los responsables de la producción en la empresa. Por lo tanto la compañía puede aprovechar los beneficios de estas técnicas de planeación.
DELIMITACIÓN Este proyecto se desarrollará hasta un nivel estratégico, facilitando un desagregamiento futuro a nivel táctico. El procedimiento será implementable teniendo en cuenta la experticia de los encargados, tendrá herramientas computacionales asequibles en términos de licencias y conocimientos específicos del personal encargado de la producción, será desarrollado en Excel.
La evaluación que se hará de aplicabilidad del procedimiento será a partir de una réplica de la metodología mediante indicadores y medidas de desempeño. El nivel del plan de producción será entregable más no de implementación.

18
1. MARCO TEÓRICO
1.1. MARCO CONCEPTUAL El trabajo será desarrollado basándonos en la siguiente teoría:
1.1.1. PLANEACIÓN AGREGADA El plan de producción a desarrollar será a un nivel estratégico, para productos con características similares, por lo cual se desarrollará mediante la planeación agregada, debido a que vamos a manejar los productos como “familia”; como lo menciona el autor Nahmias en el libro Análisis de la Producción y las Operaciones, “La planeación agregada que también es conocida como macroplaneación de producción, su principal problema se basa en decidir cuántos empleados debe ocupar una empresa para una compañía manufacturera, la cantidad y mezcla de productos que debe producir y las necesidades del personal”1. “La planeación agregada implica objetivos encontrados. Un objetivo es reaccionar con rapidez a cambios anticipados en la demanda, para lo que se requeriría hacer cambios frecuentes y potencialmente grandes, en el tamaño de la fuerza del trabajo”2. A esa estrategia se le ha llamado estrategia de persecución o de caza. Puede ser rentable pero también puede ser una mala estrategia empresarial a largo plazo. “La metodología de la planeación agregada tiene por objeto traducir los pronósticos de la demanda en un esquema de planeación para niveles de personal y de producción en la empresa, durante un horizonte predeterminado de planeación. La planeación de producción se puede considerar como unos procesos jerárquicos en el que las decisiones de compra producción y personal se deben hacer en varios niveles de la empresa”3. La planeación agregada según el autor Nahmias se desarrolla, teniendo en cuenta los siguientes aspectos:
1 NAHMIAS Steven “Análisis de la Producción y las Operaciones”. Primera edición. México 1999. Pág. 117 2 Ibíd., Pág. 117 3 Ibíd. Pág. 118

19
1.1.1.1. UNIDADES AGREGADAS DE PRODUCCIÓN “El método de planeación agregada se basa en la existencia de una unidad agregada de producción. Cuando la clase de artículos producidos es parecida, una unidad de producción agregada, puede corresponder a un artículo promedio. El sistema de planeación agregada depende del contexto del problema particular de planeación y del nivel de agregamiento requerido”4.
1.1.1.2. PERSPECTIVA DEL PROBLEMA DE PLANEACIÓN AGREGADA “Habiendo definido ya la unidad agregada adecuada para el nivel de la empresa, para que la que hay determinar un plan agregado, suponemos que existe un pronóstico de la demanda para un horizonte especificado de planeación, expresado en función de unidades de producción agregada”5. “El objetivo de la planeación agregada es determinar las cantidades de producción agregada y los niveles requeridos de recursos para lograr esas metas de producción, también busca equilibrar las ventajas de producir para cumplir con la demanda tan exactamente como sea posible, y los problemas causados por el cambio de niveles de producción y/o de fuerza de trabajo”6. Los principales asuntos relacionados con el problema de planeación agregada incluyen:
• Suavizamiento • Problemas de cuello de botella • Horizontes de planeación • Tratamiento de la demanda
Para desarrollar el plan agregado en la compañía se tendrá en cuenta los pasos sugeridos por los autores Gaither y Frazier en el libro Administración de Producción y Operaciones:
4 Ibíd. Pág. 118 5 Ibíd. Pág. 120 6Ibíd.Pág. 121
20
1.1.2. PASOS PARA DESARROLLAR EL PLAN AGREGADO DE PRODUCCIÓN
• “Empezar con un pronóstico de demanda para cada producto que indique las cantidades a venderse en cada periodo (generalmente semanas, meses, o trimestres) durante el horizonte de planeación (por lo general 6 a 18 meses).
• Totalice todos los pronósticos de productos o servicios individuales en
una demanda agregada. Si los productos no se pueden sumar por tratarse d unidades heterogéneas, se debe seleccionar una unidad homogénea de medición que permita a la vez que los pronósticos se sumen y que los resultados agregados se vinculen a la capacidad de producción.
• Transformar la demanda agregada de cada periodo en trabajadores, materiales, máquinas y otros elementos de capacidad de la producción requerida para satisfacer la demanda agregada.
• Desarrollar esquemas alternativos de recursos para suministrar la capacidad necesaria de producción para darle apoyo a la demanda agregada.
• Seleccionar entre las alternativas consideradas el plan de capacidad que satisfaga la demanda agregada y que cumpla mejor los objetivos de la organización. Aquí se debe tener en cuenta hay ocasiones en que la capacidad no puede incrementar los suficiente o es más factible producir menos que lo previsto en el pronóstico de demanda”7.
1.1.3. PRONÓSTICOS “El pronóstico es el proceso de predecir el futuro. Toda planeación de una empresa se basa. En cierto grado, en un pronósticos. Las ventas de los productos actuales, los patrones de demanda del cliente para nuevos productos , las necesidades y disponibilidades de materias primas, la destreza progresiva de los trabajadores, las tasas de interés, los requerimientos de capacidad y la política”.8
7 GAITHER, Norman. FRAZIER, Greg. Administración de Producción y Operaciones. Octava edición. Pág. 317 8 NAHMIAS, Steven “Análisis de la Producción y las Operaciones”. Primera edición. México 1999. Pág. 57.

21
“La formulación de pronósticos (o proyección) es una técnica para utilizar experiencias pasadas con la finalidad de predecir expectativas del futuro.”9
1.1.3.1. HORIZONTE DE TIEMPO DEL PRONÓSTICO. “Podemos clasificar los problemas de pronóstico de acuerdo con varias dimensiones: Una de ellas es el horizonte de tiempo de tiempo. Los horizontes de tiempo se establecen de la siguiente manera: Corto, mediano y largo plazo.”10 De acuerdo al autor: Steven Nahmias las decisiones a largo plazo son parte de la estrategia general de manufactura de la empresa. Un ejemplo es la planeación de las necesidades de capacidad a largo plazo.
1.1.3.2. MÉTODOS SUBJETIVOS Y OBJETIVOS DE PRONÓSTICOS. “De acuerdo con el autor Steven Nahmias los métodos de pronósticos son subjetivos y objetivos. Un método subjetivo de pronósticos se basa en el juicio humano y el método objetivo se deriva de un análisis de datos”.11 Un método de series de tiempo, o de serie temporal, es aquel que solo usa valores pasados del fenómeno que se predice. Dentro estos métodos objetivos se encuentran los métodos de series de tiempo, y según Steven Nahmias estos métodos son llamados métodos ingenuos ya que no requieren información adicional a los valores, en el pasado, de la variable que se va a predecir. La idea es que se pueda inferir la información a partir del comportamiento de las informaciones pasadas, y se puedan usar para pronosticar valores futuros de la serie: Según Steven Nahmias, en el análisis de series de tiempo se trata de aislar los patrones que se presentan con más frecuencia entre ellos los siguientes:
1. Tendencia: Es la tendencia de una serie de tiempo a presentar un patrón estable de crecimiento o declinación. Se distinguen la tendencia línea (el comportamiento que describe una línea recta) y la tendencia no lineal (el que presenta una función no lineal, con una curva cuadrática o
9 STEPHEN N. Chapman “Planificación y control de la producción” Pearson educación, México, 2006 Pág. 17 10Ibid. Pag 58. 11Ibid. Pag 60.

22
exponencial). Cuando no se especifica el patrón de la tendencia, por lo general se entiende que es lineal.
2. Estacionalidad: Es aquel que se repite a intervalos fijos. En las series
temporales se imagina uno, por lo general el patrón que se repite cada año, aunque también son comunes patrones diario, semanales y mensuales de estacionalidad.
3. Ciclos: La variación cíclica se parece a la estacionalidad, excepto que la
longitud y la magnitud del ciclo pueden variar.
4. Aleatoriedad: Una serie puramente aleatoria es aquella en que no hay patrón reconocible en los datos. Se pueden generar patrones totalmente al azar, que con frecuencia parecen tener alguna estructura.
1.1.4. PANORAMA DE LOS MÉTODOS CUANTITATIVOS. Según JayHeizer, Barry Render se consideran dos categorías de pronósticos cuantitativos que empelan datos históricos:12 1. Enfoque intuitivo 2. Promedios móviles Modelo de series de tiempo 3. Suavizamiento exponencial 4. Proyección de tendencias 5. Regresión lineal Modelo asociativo
1.1.4.1. MODELOS DE SERIES DE TIEMPO Los modelos de series de tiempo predicen bajo el supuesto de que el futuro es una función del pasado. En otras palabras, observan lo que ha ocurrido durante un periodo y usan una serie de datos históricos para hacer un pronóstico. Si estamos pronosticando las ventas semanales de cortadoras de césped, utilizamos datos de las ventas pasadas de cortadoras de césped para hacer el pronóstico.
1.1.4.2. MODELOS ASOCIATIVOS. Los modelos asociativos, como la regresión lineal, incorporan las variables o los factores que pueden influir en la cantidad por pronosticar. Por ejemplo, un modelo asociativo sobre las ventas de cortadoras de césped incluye factores 12 HEIZER, J.,RENDER 2009. Principios de administración de operaciones. 7ma Edición, México 2009 Pág. 107

23
como la construcción de nuevas viviendas, el presupuesto de publicidad y los precios de los competidores.
1.1.4.3. LA IMPORTANCIA ESTRATÉGICA DEL PRONÓSTICO. Los buenos pronósticos son de importancia crucial para todos los aspectos del negocio: El pronóstico es la única estimación de la demanda hasta que se conoce la demanda real. Por lo tanto, los pronósticos de la demanda guían las decisiones en muchas áreas. Según el autor Jay Heizer, Barry Render el pronóstico tiene un efecto en la capacidad: 13
Capacidad: Cuando la capacidad es inadecuada, los faltantes que resultan pueden significar entregas poco confiables, pérdida de clientes y pérdida de la participación en el mercado. Esto es exactamente lo que le pasó a Nabisco cuando subestimó la enorme demanda de sus nuevas galletas bajas en grasa, SnackwellDevil’sFood Cookies. Incluso con las líneas de producción trabajando tiempo extra, Nabisco no pudo cubrir la demanda y perdió clientes. Por otro lado, si se construye una capacidad en exceso, los costos se dispararán.
1.1.5. PLANEACIÓN Y CONTROL DE CAPACIDADES
Una de las variables a tener en cuenta en el desarrollo del plan de producción son las capacidades, que deben ser calculadas y planeadas para cumplir con los requerimientos y no llegar a excederlas. El autor Narasimhan, en el libro Planeación de la Producción y Control de Inventarios, nombra la importancia de la planeación: “La planeación de la capacidad es el proceso de determinar los recursos humanos, maquinaria y recursos físicos necesarios para cumplir con los objetivos de producción de una empresa. La capacidad es la velocidad máxima a la que un sistema puede realizar un trabajo”14. “El control de la capacidad puede definirse como el proceso de dar seguimiento a la producción, comparándola con el plan de capacidad, determinando si las variaciones exceden los límites preestablecidos y emprendiendo acciones correctivas”15. Para desarrollar el plan de producción a un nivel estratégico se tendrá en cuenta una Planeación de la capacidad a largo plazo que está definida por Narasimhanasí:
13Ibíd.Pág. 109 14 NARASIMHAN, Sim. Planeación de la Producción y Control de Inventarios, Ed. PHH. Pág. 401 15 Ibíd., Pág. 401

24
“La planeación de la capacidad a largo plazo va más allá de lo que abarca el plan maestro de producción. Se pretende que los factores que inciden en la capacidad a largo plazo, es decir, las instalaciones, la fuerza de trabajo y el equipo, coincidan con el plan de producción a largo plazo. El plan de producción establece cantidades de producción que incrementan o disminuyen inventarios o pedidos pendientes. Este plan se amplía mediante la lista de trabajos a realizar, es decir, de capacidad, en que establecen los requerimientos de recursos. La planeación de requerimientos de recursos se utiliza a nivel macro, utilizando estimaciones generales de carga y no exige gran precisión. Los requerimientos de recursos se comparan después con la capacidad para obtenerlos y se intenta que coincidan en la medida posible”16. Al momento de planear una capacidad se deben tener en cuenta varias consideraciones importantes para tomar una buena decisión sobre está, el autor Heizer y Render, en el libro Principios de Administración de Operaciones, nombra las siguientes consideraciones:
1. Pronosticar la demanda con exactitud: un pronóstico preciso resulta esencial para tomar una decisión sobre la capacidad, se deben determinar las perspectivas y el ciclo de vida de los productos existentes.
2. Entender la tecnología y los incrementos en la capacidad: el número de
alternativas iniciales puede ser grande, pero una vez que se establece el volumen, las decisiones sobre tecnología pueden apoyarse en el análisis de conto, los recursos humanos necesarios, la calidad y la confiablidad.
3. Encontrar un nivel de operación optimo (volumen): la tecnología y los
incrementos en la capacidad suelen dictar el tamaño óptimo de una instalación”17
Para el autor Chapman la “planeación de capacidad es el proceso que consiste en reconciliar la diferencia entre la capacidad disponible del proceso y la capacidad requerida para administrar de manera apropiada una carga, con el objetivo de satisfacer los tiempos de producción para el cliente específico cuyos pedidos representan la carga”18. Existen varias medidas para administrar la capacidad, Chapman sugiere que al utilizar alguna medida se debe tener cierto escepticismo respecto de la
16 Ibíd., Pág. 403 17 HEIZER, Jay. RENDER, Barry. Principios de Administración y Operaciones. Séptima Edición. México 2009. Pág. 295 18 CHAPMAN, Stephen. Planificación y Control de la Producción. Primera Edición. México 2006. Pág. 164

25
precisión de la medida, sobre todo porque casi todas ellas emplean estándares de tiempo de alguna manera, algunas de ellas son: “Utilización: En general, la utilización muestra las horas máximas que podemos esperar estará activo el centro de trabajo. Muchos factores pueden afectar el número de horas que el equipo es susceptible de utilizarse, incluyendo problemas con las máquinas, ausentismo laboral, problemas con materiales y otros tipos de retrasos. Por lo tanto, la utilización se define como:
Eficiencia. La eficiencia mide básicamente la salida real de un área definida, en comparación con la tasa estándar de producción en el mismo número de horas. Por supuesto, la tasa estándar de producción se basa en los estándares de tiempo. Dado el análisis anterior, resulta fácil observar cuántas operaciones pueden lograr una eficiencia superior al 100%
Capacidad nominal. Se define como el producto del tiempo disponible, la eficiencia y la utilización.
Capacidad demostrada. Como indica su nombre, la capacidad demostrada es la salida de la capacidad real, de acuerdo con los registros de producción”.19
1.1.6. PLANEACIÓN DE LA DEMANDA
La administración de la demanda como “la función de reconocer todas las demandas de productos y servicios para apoyar el mercado. Involucra hacer lo que se necesite para ayudar a que ocurra la demanda y a dar la prioridad adecuada, cuando los suministros están faltando. La administración de la demanda facilita la planeación del uso de recursos para resultados rentables. 19 Ibíd., Pág. 168
100niblesHorasDispojadasHorasTraba
nUtilizacio ×=
100jadasHorasTrabaoducidasPrdartanHorasEs
Eficiencia ×=
nutilizacio*eficiencia*onibletiempodispalminoCapacidadn =

26
Abarca la actividad del pronóstico, captura de pedidos, promesas de pedidos y determinación de requerimientos de los almacenes, pedidos entre plantas y requerimientos de componentes de servicio”20.
La naturaleza de la demanda puede diferir en gran medida, dependiendo de la operación de la empresa para la cual el responsable de la logística debe planear. Por un lado la demanda es generada por parte de muchos clientes, la mayoría de los cuales adquieren en forma individual solo una fracción del volumen total distribuido por la empresa. Cuando las causas de la variación de la demanda se desconocen y son resultado de muchos factores, se presenta la aleatoriedad.21 1.2. MARCO REFERENCIAL 1.2.1. ANTECEDENTES HISTÓRICOS PRODUCTOS RIMAR LTDA. Es una planta procesadora de derivados lácteos creada hace 40 años, dedicada especialmente al procesamiento de manjar blanco y productos a base de esté. Tiene como mercado establecido, los almacenes de cadena, entre ellos están el Grupo Éxito, Oxxo, Olímpica y cigarrerías de la ciudad, también exporta a E.E.U.U., y Puerto Rico. En la figura 4 se identifica el flujo productivo vs flujo de información y el la figura 5 se identifica como está establecida la compañía por medio de un organigrama.
20 GAITHER, Norman. FRAZIER, Greg. Administración de Producción y Operaciones. Octava edición, Pág. 340 21 BALLOU, RONALD 2004. Administración de la cadena de suministro. 5° ed. Prentice Hall. 789 p.

27
Figura 4 Flujo Productivo Rimar Ltda
Fuente: Propia de los autores
1.2.2. ESTRUCTURA ORGANIZACIONAL Y OPERATIVA En la empresa PRODUCTOS RIMAR LTDA está establecido el siguiente organigrama:

28
Figura 5 Estructura organizacional de Rimar Ltda.
Fuente: Rimar Ltda. 2014
La planeación de producción es realizada por el gerente general según su criterio y conocimiento de las ventas, la orden es emitida al ingeniero de producción para que realice la programación necesaria.
1.2.3. CONOCIMIENTO DEL PROCESO
La empresa PRODUCTOS RIMAR LTDA se encarga de fabricación de derivados lácteos, específicamente manjar blanco, que son comercializados en supermercados de cadena como: Éxito, Carulla, Olímpica, Oxxo y exportados a países como EEUU, Canadá, Puerto Rico y Panamá.
GERENTE GENERAL
Producción
Ingeniero de Producción
Operarios
Control de Calidad
Ventas y Mercadeo
Jefe de Ventas
Supervisor TAT
Vendedores
Mercaderista
Administrativa
Contabilidad
Secretarias
Telento Humano

29
Tabla 1 Símbolos utilizados en la representación de procesos SIMBOLO REPRESENTA
Operación: Indica las principales fases del proceso, método o procedimiento.
Inspección: Indica que se verifica la calidad y/o cantidad de algo.
Transportación: Indica el movimiento de personas, material o equipo
Entrada de bienes. Productos o material que ingresan al proceso
Almacenamiento. Deposito o resguardo de información o productos
Secuencia: Representan el control del flujo y la secuencia de las actividades Se utiliza para representarla secuencia de los objetos de flujo, donde encontramos las actividades, y los eventos
Fuente: Norma ISO 9000
1.2.3.1. DESCRIPCIÓN DEL PROCESO DE ELABORACIÓN DEL MANJAR BLANCO
El proceso de producción de manjar blanco inicia con la llegada de las
diferentes materias primas, a cada una de ellas se le hace control de calidad verificando las características idóneas. Según la programación del día las materias primas son llevadas al área de pesaje por los operarios, se hace la recepción de la leche a los respectivos tanques homogenizadores, posteriormente se adicionan las materias primas restantes (azúcar, fécula, bicarbonato), se hace el tratamiento térmico a 60°C por 30 minutos, se deja el proceso a temperatura continua cerca de seis horas hasta obtener el producto deseado, posteriormente se le hace el respectivo análisis de calidad, los productos son empacados según la referencia solicitada. En la figura 6 se representa el Diagrama de proceso para la fabricación del manjar blanco.

30
Figura 6 Diagrama de procesos de la fabricación manjar blanco
Fuente: Rimar LTDA 2014.
1
1
Leche cruda
Higienización
2Desnatado y
estandarización
3
1
Inspección Control de
Calidad Materia Prima (Leche) Filtración o
centrifugación
Materia Grasa; 3%
HomogenizaciónRompe glóbulo graso para
impedir separación espontanea
4 Tratamiento TermicoBaja: 60°C 30Mim
Media: 70-72°C 15-30segAlta: (UTH) 135-150°C 2-8 seg
5Refrigeración
7°C
6Envasado
Almacenamiento producto terminado Temp:17%Hum:95%
2
Control de Calidad Producto Terminado
Azucar, 300Kgfécula, 600KgBicarbonato
PROCESO DE FABRICACIÓN MANJAR BLANCO
1 Almacenamiento
Envases esterilizados

31
El proceso de producción de la breva inicia con la llegada de esta materia prima que es adecuada inmediatamente se recepciona, donde previamente fue lavada y desinfectada, se le realiza un proceso de escaldado alrededor de una hora, donde se ablanda y queda a punto para ser consumida, luego se le adiciona panela que actúa como conservante dándole color y sabor a las brevas esté proceso puede tardar cerca de 15 horas. Las brevas son rellenadas con manjar blanco y se distribuyen en diferentes presentaciones. En la figura 7 se representa el Diagrama de proceso para la fabricación del manjar blanco.
Figura 7 Diagrama de procesos de la fabricación de la breva
Fuente: Rimar Ltda. 2014
PROCESO DE FABRICACIÓN DEL LA BREVA
1
1
Leche cruda
Escaldado
2 Jarabe
1
Inspección Control de
Calidad Materia Prima (Breva) Cocción en líquido.
1 Hora85° a 90°C
Panela 10 Lb
3 RellenadoManjar Blanco
4Envasado
Almacenamiento producto terminado Temp:17%Hum:95%
2
Control de Calidad Producto Terminado
1 Almacenamiento
Envases esterilizados
32
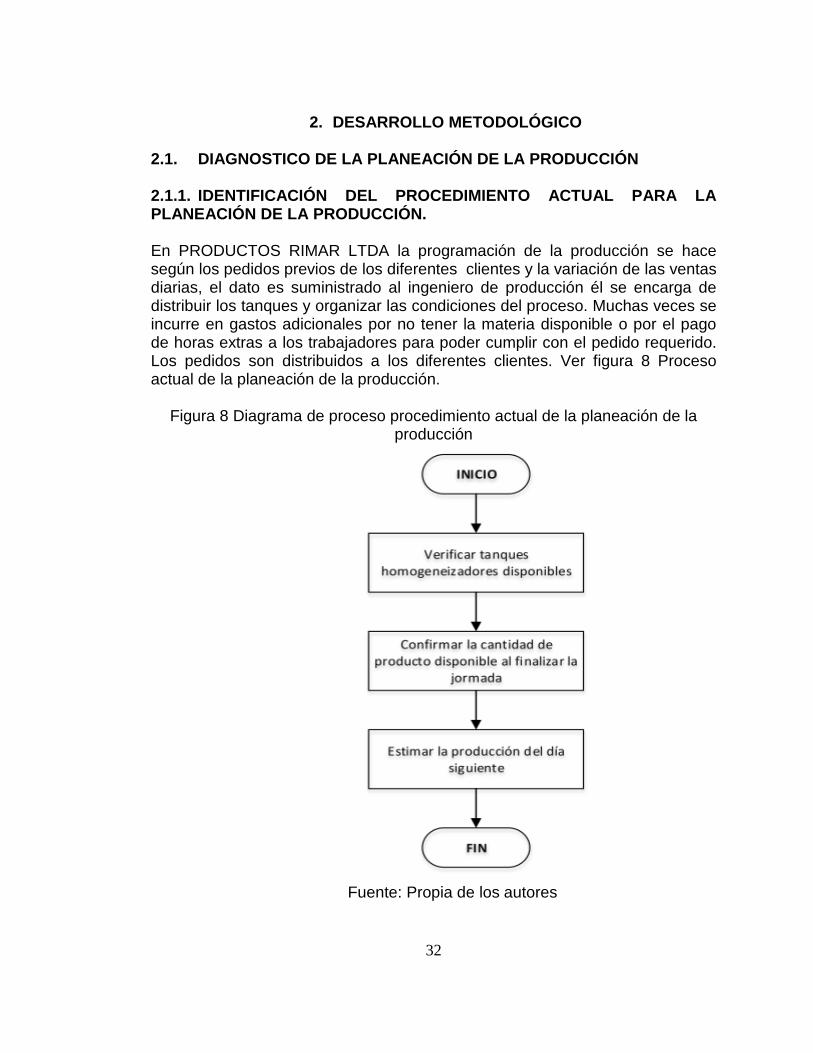
2. DESARROLLO METODOLÓGICO 2.1. DIAGNOSTICO DE LA PLANEACIÓN DE LA PRODUCCIÓN 2.1.1. IDENTIFICACIÓN DEL PROCEDIMIENTO ACTUAL PARA LA PLANEACIÓN DE LA PRODUCCIÓN. En PRODUCTOS RIMAR LTDA la programación de la producción se hace según los pedidos previos de los diferentes clientes y la variación de las ventas diarias, el dato es suministrado al ingeniero de producción él se encarga de distribuir los tanques y organizar las condiciones del proceso. Muchas veces se incurre en gastos adicionales por no tener la materia disponible o por el pago de horas extras a los trabajadores para poder cumplir con el pedido requerido. Los pedidos son distribuidos a los diferentes clientes. Ver figura 8 Proceso actual de la planeación de la producción.
Figura 8 Diagrama de proceso procedimiento actual de la planeación de la producción
Fuente: Propia de los autores

33
La compra de materias primas no se realiza de una forma organizada y planeada, muchas veces llega momentos inmediatamente anteriores a ser procesada, causando retrasos en la producción. Generalmente las compras se hacen una vez al mes en cantidades aleatorias. Las materias primas que se utilizan son las siguientes:
• Azúcar • Leche • Fécula de Trigo • Harina de maíz • Bicarbonato de sodio.
2.1.1.1. POLÍTICA DE PRODUCCIÓN Y ALMACENAMIENTO. La empresa PRODUCTOS RIMAR LTDA, cuenta con la siguiente política de producción:
• La producción se basa en los pedidos hechos por los clientes, estos deben tener en cuenta el tiempo estimado para poder cumplir con los requerimientos.
• La producción se hace a la capacidad máxima de los tanques, que son
1500 unidades/turno.
• Para cálculos de capacidades de toma unidades/turno, debido a que solo se maneja un turno.
• No se produce un lote por debajo de la capacidad máxima de los tanques, en caso de requerir menos se reprograma al día siguiente completando la capacidad máxima del tanque.
• Los pedidos de exportación a EEUU se despacharan a mitad y final de año
• El área de producción trabaja en un solo turno de 9 horas diarias de lunes a viernes, sábados 5 horas.
• Debe haber una constante revisión del estado de instalaciones y equipos
• El personal nuevo debe ser capacitado en cada una de las tareas a desarrollar, por el líder de área.

34
• Se hará una planificación de la producción teniendo en cuenta materiales, capacidad, clientes.
• Los productos terminados no deberán ser almacenados por más de 30 días.
• La rotación de los productos se basa en la metodología FIFO.
• El almacén de producto terminado no debe exceder la humedad relativa de 95% y temperatura de 17°C.
• No acumular grandes inventarios de producto terminado, para evitar
obsolencias, ni tampoco tan pocos que no pueda suplir con los requerimientos de los clientes.
• La infraestructura de PRODUTOS RIMAR LTDA. Cuenta con la siguiente infraestructura en producción:
o 1 tanque de capacidad de 1400lt o 3 tanques con capacidad 800lt o 8 tanques con capacidad de 300lt.
2.1.2. IDENTIFICACIÓN Y MEDICIÓN DE LOS EFECTOS Para la identificación de los efectos negativos que se presentan en la empresa, por no contar con un procedimiento de un plan de producción, se determinó por medio de la observación directa, estadística descriptiva de ventas suministrada por el Jefe de Mercadeo y Ventas, entreista con los operarios de producción, supervisores de planta, jefes de producción, jefe administrativo y jefe de Talento humano, lo cual consistió en una entrevista abierta en donde dieron a conocer las problemáticas que sobrelleva la empresa, por lo tanto las que mayoritariamente se identificaron como relevantes entre todos los entrevistados fueron las siguientes:
• Incumplimiento de las ordenes de producción • Tiempo extra no planeado • Incremento en los costos de producción.
A partir de estos efectos y utilizando la herramienta causa efecto, con una metodología de análisis basado en las 6M´S, se identificaran las posibles causas que están asociadas a los efectos mencionados.

35
2.1.2.1. INCUMPLIMIENTO DE LAS ÓRDENES DE PRODUCCIÓN En cuanto a la sistematización de las órdenes de Producción Rimar no cuenta con una herramienta informática que agilice las órdenes y la requisición de materiales. Los pedidos de las cadenas de supermercados son realizados mediante la plataforma del Grupo Éxito con un día de anticipación al despacho, estas entregas se hacen completas al cliente, por la prioridad que tiene generando horas extras y recargo en los trabajadores. Los clientes alternos lo hacen telefónicamente y son entregados según la capacidad de producción del momento; los pedidos de la modalidad tienda a tienda se producen hasta las 10am, por lo que muchas veces el pedido no es despachado según la demanda requerida. En la siguiente figura se puede apreciar la variación de los pedidos, referente a unidades vendidas contra las que se dejaron de vender de la breva con manjar blanco en el año 2014. Ver figura 9 Demanda Vs Despacho Está figura 9 hace referencia a la modalidad tienda a tienda, productos que son despachados diariamente, para el producto breva con manjar blanco.
Figura 9 Demandas históricas vs el despacho
Fuente: Datos de ventas y despacho Rimar Ltda. 2014
Las ventas pérdidas fueron en promedio del 20% mensual, como se ve en la siguiente tabla:
0 500
1000 1500 2000 2500 3000
Ener
o Fe
brer
o M
arzo
Ab
ril
May
o Ju
nio
Julio
Ag
osto
Se
ptie
mbr
e O
ctub
re
Nov
iem
bre
Dici
embr
e
Uni
dade
s
Meses
Demanda vs Despacho
Unidades Vendidas
Unidades dejadas de vender

36
Tabla 2 Porcentaje de ventas perdidas Meses % de Ventas
perdidas Enero 22,6 Febrero 20,4 Marzo 17,5 Abril 18,7 Mayo 21,2 Junio 16,8 Julio 19,8 Agosto 18,2 Septiembre 22,4 Octubre 20,7 Noviembre 21,2 Diciembre 20,4
Fuente: Datos de ventas perdidas Rimar Ltda. 2014 En la figura 10 se evidencias las causas del incumplimiento de órdenes de producción, estas causas fueron hallas a través de la observación directa e información estadística suministrada por el área administrativa, compras y ventas.
Figura 10 Diagrama Causa - Efecto del incumplimiento de las ordenes de
producción
Fuente: Propias del autor
Con respecto al diagrama causa- efecto anterior las causas que conllevan a la generación del incumplimiento de las ordenes de producción es la incertidumbre que se presenta con el abastecimiento de materia prima para la
37
producción, lo cual permite evidenciar que se necesita una planeación en el abastecimiento de las materias primas, también se presenta capacidad de maquina insuficiente para cumplir con lo requerido por lo que no se debe tener una planeación de la producción diaria que permita la planificación y por otro lado se presenta la falta de mano de obra ya que se evidencia carencia de este recurso.
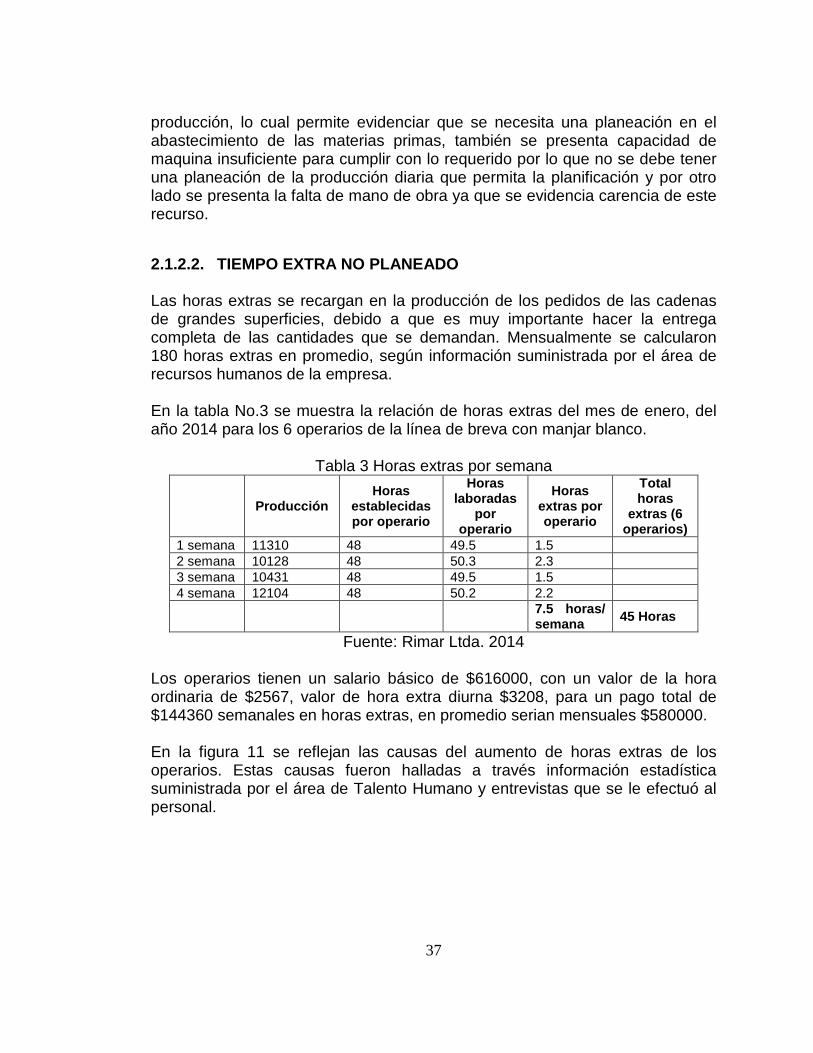
2.1.2.2. TIEMPO EXTRA NO PLANEADO Las horas extras se recargan en la producción de los pedidos de las cadenas de grandes superficies, debido a que es muy importante hacer la entrega completa de las cantidades que se demandan. Mensualmente se calcularon 180 horas extras en promedio, según información suministrada por el área de recursos humanos de la empresa. En la tabla No.3 se muestra la relación de horas extras del mes de enero, del año 2014 para los 6 operarios de la línea de breva con manjar blanco.
Tabla 3 Horas extras por semana
Producción Horas
establecidas por operario
Horas laboradas
por operario
Horas extras por operario
Total horas
extras (6 operarios)
1 semana 11310 48 49.5 1.5 2 semana 10128 48 50.3 2.3 3 semana 10431 48 49.5 1.5 4 semana 12104 48 50.2 2.2 7.5 horas/
semana 45 Horas
Fuente: Rimar Ltda. 2014 Los operarios tienen un salario básico de $616000, con un valor de la hora ordinaria de $2567, valor de hora extra diurna $3208, para un pago total de $144360 semanales en horas extras, en promedio serian mensuales $580000. En la figura 11 se reflejan las causas del aumento de horas extras de los operarios. Estas causas fueron halladas a través información estadística suministrada por el área de Talento Humano y entrevistas que se le efectuó al personal.

38
Figura 11 Diagrama Causa – Efecto utilización de tiempo extra no planeado
Fuente: Propias del autor
Con respecto a él diagrama causa- efecto anterior podemos evidenciar que las causas principales del el efecto de utilización de tiempo extra no planeado es: falta de personal ya que para realizar la producción que no está planificada y alta rotación de este recurso humano ya que no hay dicen presentar inconformismo en los métodos de trabajo utilizados por la compañía.
2.1.2.3. INCREMENTO DE COSTOS DE PRODUCCIÓN. En cuanto a mano de obra, en el año 2014 hubo una rotación del personal del 7% según información suministrada por el departamento de recursos humanos, generando sobre costos contratación: reclutamiento y selección (selección de reclutamiento, solicitud de empleo, servicios médicos, publicación de avisos), costos de registro y documentación (formularios, cuenta bancaria), costos de ingreso (Capacitación, tiempo invertido de supervisor). También se tiene en cuenta los costos de la desvinculación: Costo de anticipo de pagos relacionados con vacaciones, costos de indemnización, costo del órgano de registro y documentación, costo de la entrevista de desvinculación. En relación a materia prima existe un incremento en los costos ya que no tiene en cuenta el aumento de producción y se ve reflejada la falta de suministros, los cuales deben ser conseguidos con proveedores alternos que siempre tienen precios más elevados. Las materias primas donde más se vio esta falta, fue en

39
la breva que tiene un costo de $200000/40Kg y los proveedores son muy escasos. A continuación se relacionan los costos de productos faltantes, horas extras y producto en inventario: Costo unitario de producto faltante: $250 Costo de mantenimiento unitario de inventarios: $90 Costo tiempo normal: $2708/hora Costo tiempo extra: $3385/hora
Tabla 4Costos de productos faltantes
Faltantes Costo Horas extras Costo
Producto en inventario
Costo
32900 $6.909.000,00 697 $9.437.380,00 19800 $1.782.000,00
COSTO TOTAL $ 19.409.380,00
Fuente: Rimar Ltda.
En la figura 12 se muestran las causas del incremento en los costos de producción. Estas causas fueron halladas a través de la observación directa e información suministrada por el área.
Figura 12 Diagrama Causa – Efecto Incremento de los costos de producción
Fuente: Propias del autor

40
Por lo tanto el diagrama causa- efecto anterior nos muestra las causas que se origina por el efecto que se presenta incremento costos de producción, las cuales son: incremento de los costos de materia prima ya que se deben realizar pedidos fuera del tiempo establecido y conlleva buscar otros proveedores con precios más altos. Contratación de personal fuero de lo presupuestado por no tener una planeación de lo que se va a necesitar en recursos humano para la producción y los métodos que ejecutan actualmente en la planificación de la producción es insuficiente para poder contar con todos los recursos en el tiempo establecido. Teniendo en cuenta la evaluación de los efectos anteriores, se realiza un Diagrama de Árbol ilustrado en la figura 13 en donde se muestra la raíz de las posibles causas que se identificaron, el problema en la parte central y en la parte superior se describen los efectos y sus posibles consecuencias.
Figura 13 Diagrama de Árbol Falta de Planeación de la Producción
Fuente: Propias del autor

41
Dentro del diagrama de árbol representado anteriormente en la figura 13, se muestra en el centro (Tronco) el problema central en donde se despliegan las raíces (posibles causas) que se identificaron: Pedido al proveedor fuera de los tiempos establecidos, ya que no se tiene un control de la utilización de las materias primas para los producto fabricados, conllevando a un problema logístico, capacidad de maquina insuficiente está relacionado con la falta de un plan estratégico, debido a que esos volúmenes se planean dentro del plan, las capacidades se establecen a partir de la desagregación del plan, los requerimientos de pedidos se efectúan sobre el tiempo debido a un problema con el cumplimiento de las políticas establecidas por la compañía.
En la parte de arriba del diagrama de árbol se identifican los efectos y posibles consecuencias, por lo que se muestran incumplimiento en las ordenes de producción que se debe a no contar con una planeación en donde se pueda detectar las posibles faltantes al momento de cumplir con un pedido del cliente dado como consecuencia insatisfacción del cliente y afectación en los niveles de ventas. Tiempo extra no planeado que trae como consecuencia aumento de costos y para la compañía. Por tanto analizando las causas la mayor parte de estas, están relacionadas con la falta de planeación, por lo tanto el problema central, es no contar con un plan estratégico de la producción, citando las posibles consecuencias: Cliente insatisfecho, afectación en los niveles de ventas, mayor utilización de maquinaria que no está contemplada en el plan de mantenimiento, disminución de rentabilidad y ganancias.
Por tanto se puede concluir que el problema es la falta de un plan estratégico de la producción con base al análisis efectuado
2.2. CARACTERIZACIÓN Y ANÁLSIS DE LAS VARIABLES DEL SISTEMA PRODUCTIVO. DEMANDA Y CAPACIDAD
Para poder hacer una selección adecuada de la metodología para la obtención de un procedimiento de un plan de producción a nivel estratégico, es necesario caracterizar y tipificar el comportamiento de las variables de sistema productivo: Demanda y Capacidad. Para esto se tomaron los datos históricos de demanda del año 2014, suministrados por el área de mercadeo de la empresa, están calculados en unidades. A continuación se realiza un análisis de la demanda y capacidad para realizar la selección del procedimiento que mejor se ajuste a las características propias del sistema.

42
2.2.1. ANÁLISIS DE LA DEMANDA Como se mencionó anteriormente en PRODUCTOS RIMAR LTDA existen 4 referencias de productos cada uno en varias presentaciones, caja x 20 unidades, caja x 12 unidades, caja x 8 unidades, caja x 6 unidades, de los cuales se tomó los datos de demanda del enero – diciembre del año 2014, en la tabla No. 5 se relaciona el porcentaje de demanda para cada uno de los productos en el año 2014.
Tabla 5 Porcentaje de demanda PORCENTAJE DE DEMANDA
BREVA DULCE NARANJA CORTADO 69,20% 9,42% 6,77% 14,60%
Fuente: Elaboración Propia El producto breva con manjar blanco es el más representativo en términos de demanda en la empresa. A continuación se muestra el comportamiento de cada uno de los productos.
2.2.1.1. CORTADO DE LECHE. Estos datos fueron tomados de las demandas históricas del año 2014, suministradas por el área de mercadeo, se obtuvieron sumando la demanda que mostro cada uno de los vendedores con los pedidos de las cadenas de supermercados. En la siguiente figura 14 y en la tabla No. 6 se evidencia el comportamiento de la demanda mensual para el cortado de leche.
Tabla 6 Demanda cortado de leche
Fuente: Elaboración Propia
MES DEAMANDA (und) Enero 7284
Febrero 7888 Marzo 7638 Abril 7201 Mayo 8000 Junio 5908 Julio 8919
Agosto 10494 Septiembre 9525
Octubre 10253 Noviembre 9234

43
Figura 14 Demanda cortado de leche
Fuente: Propias del autor
En el comportamiento de la demanda del cortado de leche se observa que presenta un ajuste lineal del 57% dado por el coeficiente de determinación r2= 0,5781, lo que nos muestra que presenta una calidad de ajuste buena entre las variables en estudio (Unidades de demanda / mes). Además también presenta una correlación lineal positiva entre las variables de un 76%, dado por el coeficiente de correlación r= 0,76.
También se puede observar movimientos estacionales que se producen de forma similar en diferentes periodos.
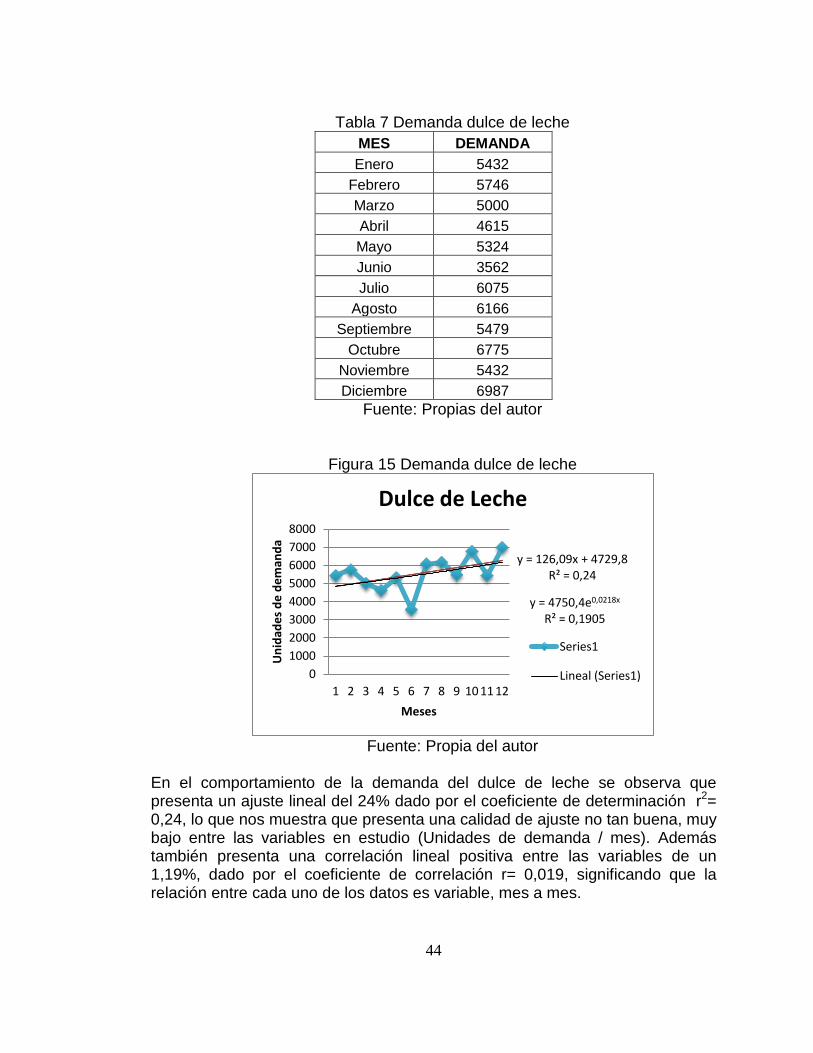
2.2.1.2. DULCE DE LECHE Estos datos fueron tomados de las demandas históricas del año 2014, suministradas por el área de mercadeo, se obtuvieron sumando la demanda que mostró cada uno de los vendedores con los pedidos de las cadenas de supermercados. En la siguiente figura 15 y en la tabla No. 7 se evidencia el comportamiento de la demanda mensual para el dulce de leche.
y = 320,99x + 6513,4 R² = 0,5781
y = 6675,3e0,0367x R² = 0,5261
0
2000
4000
6000
8000
10000
12000
Uni
dade
s de
Dem
anda
Meses
Cortado de leche
Series1
Lineal (Series1)
44
Tabla 7 Demanda dulce de leche MES DEMANDA Enero 5432
Febrero 5746 Marzo 5000 Abril 4615 Mayo 5324 Junio 3562 Julio 6075
Agosto 6166 Septiembre 5479
Octubre 6775 Noviembre 5432 Diciembre 6987
Fuente: Propias del autor
Figura 15 Demanda dulce de leche
Fuente: Propia del autor
En el comportamiento de la demanda del dulce de leche se observa que presenta un ajuste lineal del 24% dado por el coeficiente de determinación r2= 0,24, lo que nos muestra que presenta una calidad de ajuste no tan buena, muy bajo entre las variables en estudio (Unidades de demanda / mes). Además también presenta una correlación lineal positiva entre las variables de un 1,19%, dado por el coeficiente de correlación r= 0,019, significando que la relación entre cada uno de los datos es variable, mes a mes.
y = 126,09x + 4729,8 R² = 0,24
y = 4750,4e0,0218x R² = 0,1905
0 1000 2000 3000 4000 5000 6000 7000 8000
1 2 3 4 5 6 7 8 9 10 11 12
Uni
dade
s de
dem
anda
Meses
Dulce de Leche
Series1
Lineal (Series1)
45
También se puede observar movimientos estacionales que se producen de forma similar en diferentes periodos.
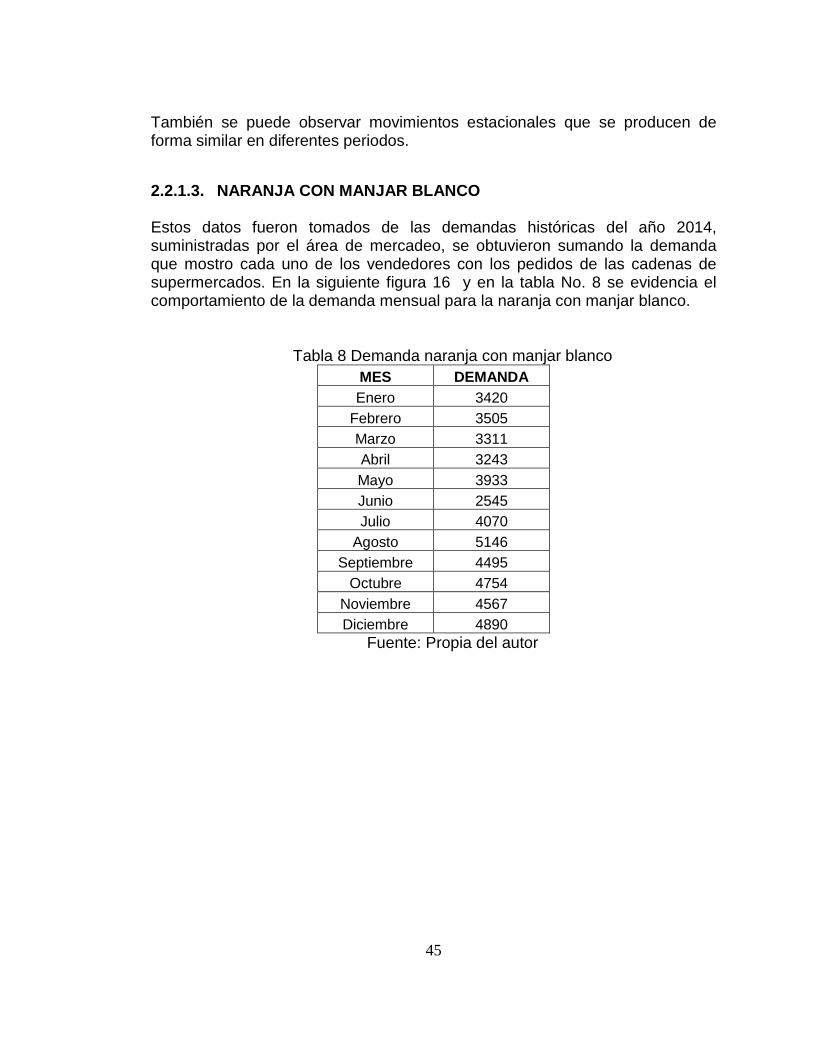
2.2.1.3. NARANJA CON MANJAR BLANCO Estos datos fueron tomados de las demandas históricas del año 2014, suministradas por el área de mercadeo, se obtuvieron sumando la demanda que mostro cada uno de los vendedores con los pedidos de las cadenas de supermercados. En la siguiente figura 16 y en la tabla No. 8 se evidencia el comportamiento de la demanda mensual para la naranja con manjar blanco.
Tabla 8 Demanda naranja con manjar blanco MES DEMANDA Enero 3420
Febrero 3505 Marzo 3311 Abril 3243 Mayo 3933 Junio 2545 Julio 4070
Agosto 5146 Septiembre 4495
Octubre 4754 Noviembre 4567 Diciembre 4890
Fuente: Propia del autor

46
Figura 16 Demanda naranja con manjar blanco
Fuente: Propia del autor
En el comportamiento de la demanda de naranja con manjar blanco, se observa que presenta un ajuste lineal del 55% dado por el coeficiente de determinación r2= 0,55, lo que nos muestra que presenta una calidad de ajuste regular, entre las variables en estudio (Unidades de demanda / mes). Además también presenta una correlación lineal positiva entre las variables de un 0,34%, dado por el coeficiente de correlación r= 0,0034, significando que este grado de correlación lineal es muy bajo
2.2.1.4. BREVA CON MANJAR BLANCO. Estos datos fueron tomados de las demandas históricas del año 2014, suministradas por el área de mercadeo, se obtuvieron sumando la demanda que mostro cada uno de los vendedores con los pedidos de las cadenas de supermercados. En la siguiente figura 17 y en la tabla No. 9 se evidencia el comportamiento de la demanda mensual para la breva con manjar blanco.
y = 165,22x + 2916 R² = 0,5581
y = 2995,4e0,0411x R² = 0,4973
0
1000
2000
3000
4000
5000
6000
1 2 3 4 5 6 7 8 9 10 11 12
Uni
dade
s de
Dem
anda
Meses
Naranja con Manjar Blanco
Series1
Lineal (Series1)

47
Tabla 9 Demanda breva con manjar blanco MES DEMANDA Enero 33759
Febrero 34253 Marzo 32906 Abril 35395 Mayo 38560 Junio 29335 Julio 42795
Agosto 51962 Septiembre 45388
Octubre 49300 Noviembre 42563 Diciembre 52852
Fuente: Propia del autor
Figura 17 Demanda breva con manjar blanco
Fuente: Propia del autor
En el comportamiento de la demanda la breva con manjar blanco se observa que presenta un ajuste lineal del 64% dado por el coeficiente de determinación r2= 0,641, lo que nos muestra que presenta una calidad de ajuste buena, entre las variables en estudio (Unidades de demanda / mes). Además también presenta una correlación lineal positiva entre las variables de un 80%, dado por el coeficiente de correlación r= 0,80, significando que la relación entre cada uno de los datos es estable, mes a mes.
y = 1759,4x + 29319 R² = 0,641
y = 30333e0,0428x R² = 0,6264
0
10000
20000
30000
40000
50000
60000
1 2 3 4 5 6 7 8 9 10 11 12
unid
ades
de
dem
anda
Meses
Breva con Manjar Blanco
Series1
Lineal (Series1)
Exponencial (Series1)

48
Lo cual significa que este producto es que el que mejor presenta correlación lineal y muy buena calidad de ajuste entre las variables respecto a los demás productos, por tanto es el más representativo. También se puede observar movimientos estacionales que se producen de forma similar en diferentes periodos. Todas las gráficas presentaron un coeficiente de correlación lineal mayor que el exponencial lo cual quiere decir que el error de pronósticos es mínimo y los métodos ideales de pronósticos son regresión lineal y promedios móviles. En las anteriores gráficas observamos un comportamiento similar, debido a que la demanda de las productos están regidos por el producto más vendido que es la breva con manjar blanco, cuando las ventas de este producto bajan los demás productos también disminuyen sus ventas. 2.2.2. ANÁLISIS PARETO Y CORRELACIÓN Luego de realizar el análisis de la demanda para cada una de las referencia, se realizó un análisis Pareto y de correlación para identificar y ratificar el producto más representativo en ventas para la compañía. En la Tabla No. 10 y figura 18 se presentan los productos que se elaboran en la compañía, las unidades de ventas total para el 2014, las unidades de ventas acumuladas y el porcentaje que representa de ese acumulado.
Tabla 10 Análisis de Pareto
PRODUCTOS UNIDADES VENTAS
UNIDADES ACUMULADAS
DE VENTAS %
Breva con manjar Blanco 489068 489068 69% Cortado de Leche 103198 592266 84% Dulce de Leche 66593 658859 93%
Naranja con manjar Blanco 47879 706738 100% TOTAL 706738
Fuente: Propia del autor

49
Figura 18 Análisis de Pareto
Fuente: Propia del autor
Se puede visualizar en la figura 18 que el producto es más representativo en unidades de ventas es la breva con manjar blanco ya que tiene un nivel de ventas de 489068 unidades al año con respecto a los demás productos. Por lo tanto la breva con manjar blanco es el producto que produce el 80% de las ganancias totales en la compañía. Por otro lado se realizó el análisis de correlación representado en la Tabla No. 11, dando como resultado que el producto más representativo en el mercado es la breva con manjar blanco sobre las demás referencias, esto significa que si esté producto se deja de vender los demás también disminuyen su venta.
Tabla 11 Correlación de productos Breva con
Manjar blanco Naranja con
Manjar Blanco Dulce de
Leche Cortado de Leche
Breva con Manjar blanco - 0,54 0,59 0,62
Naranja con Manjar Blanco 0,54 - 0,40 0,48
Dulce de Leche 0,59 0,40 - 0,43 Cortado de Leche 0,62 0,48 0,43 -
Fuente: Propia del autor
0% 10% 20% 30% 40% 50% 60% 70% 80% 90% 100%
0
100000
200000
300000
400000
500000
600000
Breva con manjar Blanco
Cortado de Leche
Dulce de Leche Naranja con manjar Blanco

50
2.3. PRONÓSTICOS Los siguientes datos son basados en la breva con manjar blanco debido a que este es el producto más representativo en ventas, se realizó el pronóstico para seis meses basándose en datos históricos de un año. En la figura 19 se muestra el comportamiento de la demanda de breva con manjar blanco, se identifica el patrón dentro de los meses del 9 al 12 y este periodo presenta un comportamiento estacional y tendencia positiva:
Figura 19 Demanda breva con manjar blanco
Fuente: Propia del autor
Se decidió que la demanda se analizaría con el método de promedios móviles y suavización exponencial simple, ya que estos métodos son los más apropiados, ya que el patrón tienen un comportamiento estacional y por lo tanto sus coeficientes de atenuación deben ser bajos (n, α). Para determinar el método de pronóstico que mejor se ajusta a los datos históricos, se realizó errores de pronóstico, usando Excel, y fue necesario escoger constantes de atenuación presentes en los diferentes métodos, que se muestran en la tabla No. 12 a continuación:
y = 1759,4x + 29319 R² = 0,641
0
10000
20000
30000
40000
50000
60000
1 2 3 4 5 6 7 8 9 10 11 12
Títu
lo d
el e
je
Series1
Lineal (Series1)

51
Tabla 12 Análisis de errores de pronóstico Método Constantes
α MAD
Suavización exponencial simple
α: 0,1 5852,07 α: 0,2 5626,62 α: 0,3 5407,03
Promedio móvil n=2 3318,25 n=3 3621,56 n=4 4058,81
Fuente: Propia del autor
Para elegir el mejor método de pronósticos se tiene en cuenta los siguientes aspectos:
• Horizonte de tiempo: corto, mediano o largo plazo • Base de datos disponible • Metodología disponible: cualitativa o cuantitativa
Como se observó en la tabla anterior el método que presenta los errores más bajos fue promedio móvil, lo que indica que este debería ser el método propuesto para la planeación de la demanda. El n con menor error fue n=2. Ver Tabla No. 13 y figura 21. Errores de técnica (et) Se aplica errores de técnica debido a que una de las principales características de la demanda del producto breva con manjar blanco es estacionalidad. Se realizara pruebas de hipótesis a la media ya que presenta fuerte tendencia positiva y la desviación estándar no se calcula ya que se halla para patrones con fuerte ciclicidad. Se tiene n = 12 (12 datos históricos) por lo tanto se aplica el estadígrafo t student

52
Prueba de hipótesis
𝐻𝑜: 𝑥 = 𝜇
𝐻1: 𝑥 ≠ 𝜇
n 12 x 37016 µ 40755,66667
Sn 7923,711691 α 0,05 t -1,63E+00
Figura 20 Gráfico de aceptación o de rechazo de Ho
Esta grafica la componen dos colas dado por el signo de la hipótesis alternativa (≠) 𝑔𝑙 = 11 𝛼 = 0,05 Según la tabla de valores críticos de la distribución t 1,796

53
El error de técnica indica que la hipótesis (Ho) es aceptada, lo cual indica que el método utilizado para hallar los pronósticos es adecuado. Según las medidas de exactitud el método que mejor se ajustó a los datos es el promedio móvil.
Tabla 13 Demanda pronosticada Mes
pronosticado Demanda
Pronosticada Enero 2015 33579
Febrero 2015 34150 Marzo 2015 36977 Abril 2015 33947 Mayo 2015 36065 Junio 2015 47378
Fuente: Propia del autor
Figura 21 Demanda pronosticada
Fuente: Propia del autor
En esta etapa se seleccionó un método de pronóstico de demanda, el cual debió tener en cuenta no solo las demandas previas sino otro tipo de variantes tales como un cálculo aproximado de error. Dados estos requisitos se optó por el método de promedio móvil con tendencia lineal para así obtener cálculos más exactos y que se asemeje lo más posible a la realidad, logrando una mayor congruencia entre la demanda y la producción. Para la elaboración de este método se requirió de la información de las ventas de la empresa pertenecientes al año anterior (2014), dichos datos sirvieron como base para los pronósticos de demanda semanal para el año requerido.
0 10000 20000 30000 40000 50000 60000
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18
Uni
dade
s de
dem
anda
Meses
Promedio Movil n=2

54
El promedio móvil con tendencia lineal es seleccionado ya que las series de tiempo presentan tendencia y estacionalidad y además las medidas de exactitud (MAD), se ajustan a los datos trabajados. El pronóstico de promedio móvil es óptimo para patrones de demanda aleatorios o nivelados donde se pretende eliminar el impacto de los elementos irregulares históricos mediante un enfoque en períodos de demanda reciente, este posee una ventaja sobre el modelo de promedio móvil ponderado ya que no requiere de una gran cantidad de períodos y de ponderaciones para lograr óptimos resultados.
Figura 22 Media Móvil
Fuente: Propia del autor
En la anterior figura 21 se observa que los datos pronosticados presentan una similitud con la tendencia de los datos históricos. Se realizó desagregación de la breva con manjar blanco en cada una de las referencias comercializadas. El porcentaje de demanda de cada una de las referencias se muestra en la siguiente figura 22.
0
10000
20000
30000
40000
50000
60000
1 2 3 4 5 6 7 8 9 10 11
Uni
dade
s de
Deam
nda
Meses
Media móvil
Real
Pronóstico

55
Figura 23 Desagregación breva con manjar blanco
Fuente: Elaboración Propia
Para el desarrollo del procedimiento del plan de producción se tendrá en cuenta la demanda de la breva con manjar blanco. En la tabla No. 14 se observa el porcentaje de demanda de cada una de las presentaciones del producto breva con manjar blanco:
Tabla 14 Desagregación breva con manjar blanco
Brevas con manjar x 35
(%)
Brevas con manjar x 20 (%)
Caja de breva con manjar x
12 (%)
Caja de breva con manjar x
8 (%)
Caja de breva con manjar x
6 (%) Enero 12,60 37,10 0,42 0,47 0,92
Febrero 21,57 76,38 0,48 0,62 0,95 Marzo 24,43 73,57 0,49 0,57 0,93 Abril 27,39 70,04 0,73 0,84 1,01 Mayo 22,87 74,71 0,81 0,72 0,88 Junio 22,55 74,72 0,84 0,65 1,24 Julio 24,13 77,89 0,90 0,91 1,31
Agosto 23,38 73,72 0,85 0,78 1,26 Septiembre 19,28 78,04 0,69 0,95 1,04
Octubre 21,23 76,18 0,60 0,91 1,09 Noviembre 21,62 78,85 0,58 0,95 1,17 Diciembre 20,77 67,36 0,58 0,88 1,03
Fuente: Propia del autor
Utilizando promedio móvil simple se obtuvo el siguiente pronóstico para un periodo de seis meses para cada una de las referencias de breva con manjar blanco:
23%
74%
1% 1% 1%
BREVAS CON AREQUIPE ESPECIAL X 35 BREVAS CON AREQUIPE ESPECIAL X 20 CAJA DE BREVA CON AREQUIPE X 12 CAJA DE BREVA CON AREQUIPE X 8 CAJA DE BREVA CON AREQUIPE X 6

56
Tabla 15 Pronostico de la desagregación
Brevas con manjar x 35
Brevas con manjar x 20
Caja de breva con manjar x
12
Caja de breva con manjar x 8
Caja de breva con manjar x 6
Enero 5823 19344 153 185 318 Febrero 7715 25187 163 200 316 Marzo 8868 24500 210 242 332 Abril 9258 26800 286 287 348 Mayo 7718 25365 280 235 351 Junio 8470 27626 315 291 462 Julio 5823 19344 153 185 318
Fuente: Propia del autor
2.4. ANÁLISIS DE CAPACIDADES La capacidad de la empresa corresponde a la tasa de producción que se obtiene de un proceso, teniendo en cuenta las unidades producidas en un tiempo determinado. Se realizó el cálculo de las capacidades según como lo propone Kalenatic, Dusko22, en el libro Aplicaciones Computacionales en Producción que son necesarios para caracterizar el sistema productivo. Se genera el análisis de capacidades para el producto de brevas con manjar blanco, la producción se realiza en un turno de 8 horas. Los datos de pérdidas de tiempo están dados en la siguiente tabla No. 16.
Para los cálculos se tomaron unidades por turno debido a que solo se maneja un turno.
Tabla 16 Pérdidas de tiempo Centro de Trabajo (Máquina) Pérdida de tiempo Horas/año
Tanque (1) 240 Litros G1: 16 hora / año G2: 30 hora / año
G3: 20 hora / año
G4: 25 hora / año
Tanque (2) 240 Litros G1: 16 hora / año Tanque (3) 240 Litros G1: 16 hora / año Tanque (4) 240 Litros G1: 16 hora / año Tanque (5) 600 Litros G1: 16 hora / año
Fuente: Propia del autor • Se establece 8 horas / día laborales según el autor. 22 KELENATIC, Dusko. (1993) Aplicaciones Computacionales en Producción: Fondo Editorial Universidad Distrital Francisco José de Caldas. Bogotá, pág., 60.

57
2.4.1. CAPACIDAD TEÓRICA (CT). Según el autor Kalenatic, Dusko, se define como la capacidad máxima de un sistema productivo, la cual está definida con la construcción de máquinas, instalaciones y equipos, corresponde a la tasa de producción que una empresa tendría en condiciones ideales.
Las variables de definieron así: n: número de sitios de trabajo del mismo tipo = 5* *: Existen 5 sitios de trabajo, solo se destinan 1 para la producción, los demás son para los demás productos y subproductos. dh: días hábiles en el año = 303 ht: número de horas por turno = 8 Lote/turno = 1500 und
𝐶𝑇 = 𝑛 ∗𝑙𝑜𝑡𝑒𝑡𝑢𝑟𝑛𝑜
∗ (𝑑ℎ) ∗ ℎ𝑡
𝐶𝑇 = 1 �1500𝑢𝑛𝑑𝑡𝑢𝑟𝑛𝑜
� ∗1𝑡𝑢𝑟𝑛𝑜𝑑𝑖𝑎
∗24𝑡𝑢𝑟𝑛𝑜𝑚𝑒𝑠
𝐶𝑇 =36000𝑢𝑛𝑑
𝑚𝑒𝑠
La capacidad máxima teórica corresponde a: 36000und/mes
2.4.2. CAPACIDAD INSTALADA (CI). La capacidad instalada es el potencial de producción o volumen máximo de producción que una empresa que puede lograr durante un período de tiempo determinado, teniendo en cuenta todos los recursos que tienen disponibles y las perdidas estándar.
𝐶𝑎𝑝𝑎𝑐𝑖𝑑𝑎𝑑 𝐼𝑛𝑠𝑡𝑎𝑙𝑎𝑑𝑎:𝐶𝑎𝑝𝑎𝑐𝑖𝑑𝑎𝑑 𝑡𝑒𝑜𝑟𝑖𝑐𝑎 − ∑(𝑛𝑖 ∗ 𝑔𝑖) • ni: Número de sitios de trabajo del mismo tipo • g1: perdidas estándar por mantenimiento preventivo de los medios de trabajo (horas/año) • Turnos en el año: 1

58
𝐺1 =80ℎ𝑜𝑟𝑎𝑠𝑎ñ𝑜
𝐺1 =15000𝑢𝑛𝑑
𝑎ñ𝑜=
1250𝑢𝑛𝑑𝑚𝑒𝑠
𝐶𝐼 = 36000𝑢𝑛𝑑
𝑚𝑒𝑠−
1250𝑢𝑛𝑑𝑚𝑒𝑠
𝐶𝐼 =34750𝑢𝑛𝑑
𝑚𝑒𝑠
La capacidad instalada es de: 34750 und/mes
2.4.3. CAPACIDAD REQUERIDA (CR).
Según el autor Kalenatic, Dusko, es la capacidad que requiere el sistema para cumplir con la demanda pronosticada, se calculó para los seis meses pronosticados, teniendo en cuenta todas las referencias de breva con manjar blanco, el tiempo de producir 1500 unidades/turno.
Para hallar las capacidades requeridas de cada mes, se tomaron los datos pronosticados por el tiempo estándar de elaboración de un lote de breva en un turno de 8 horas, representadas en la tabla No. 17.
Se muestran los seis meses pronosticados en unidades/mes, para cada una de las referencias, los datos fueron llevados a unidades/turno.
Para el lote estándar de producción de la planta, la capacidad requerida es de 36000und/año.
Para cada uno de los meses pronosticados la capacidad requerida seria:

59
Tabla 17 Capacidades requeridas PERIODOS PRONOSTICADOS (und/mes)
REFERENCIAS 1 mes 2 mes 3 mes 4 mes 5 mes 6 mes BREVAS CON
AREQUIPE ESPECIAL X 35
5823 7715 8868 9258 7718 8470
BREVAS CON AREQUIPE ESPECIAL
X 20 19344 25187 24500 26800 25365 27626
CAJA DE BREVA CON AREQUIPE X 12 1830 1950 2514 3426 3354 3774
CAJA DE BREVA CON AREQUIPE X 8 1476 1596 1932 2296 1876 2328
CAJA DE BREVA CON AREQUIPE X 6 1908 1893 1992 2085 2106 2769
Total unidades/mes 30381 38341 39806 43865 40419 44967 Fuente: Propia del autor
Según la capacidad disponible de la planta, solo el primer mes pronosticado estaría en la capacidad de cumplir con la demanda requerida, los demás meses sobrepasa el lote establecido estándar de producción. La empresa estaría obligada a evaluar la capacidad Disponible o un posible aumento de turnos.
2.4.4. CAPACIDAD DISPONIBLE (CD). Según el autor Kalenatic, Dusko, se define como la capacidad que ofrece el sistema productivo, esta capacidad de se ve afectada por diferentes factores tanto internos como externos, como tiempos de alistamiento, mantenimiento de máquinas, horarios de almuerzo y descanso del personal.
𝐶𝐷 = ∑𝑛𝑖 ∗ 𝑑ℎ ∗ ℎ𝑡 ∗ 𝑛𝑡 − (𝐺1 + 𝐺2 + 𝐺3 + 𝐺4)
dh: días hábiles en el años ht: número de horas por turno nt: número de turnos G2: perdidas estándar por no asistencia de trabajadores, por vacaciones, incapacidades, permisos (hora/año) G3: perdidas estándar en el tiempo por factores organizacionales en el proceso (horas/año)

60
G4: perdidas estándar en el tiempo por factores externos naturales, técnicos y económicos, que no dependen de los productores sino de fuerza mayor.
𝐺1 = 1250𝑢𝑛𝑑𝑚𝑒𝑠
𝐺2 =470𝑢𝑛𝑑𝑚𝑒𝑠
𝐺3 = 312𝑢𝑛𝑑𝑚𝑒𝑠
𝐺4 = 390 𝑢𝑛𝑑/𝑚𝑒𝑠
𝐶𝐷 = �36000𝑢𝑛𝑑
𝑚𝑒𝑠� −
(1250 + 470 + 312 + 390)ℎ𝑜𝑟𝑎𝑎ñ𝑜
𝐶𝐷 =33578𝑢𝑛𝑑
𝑚𝑒𝑠
Los datos de pérdidas fueron suministrados por el área de recursos humanos y de producción según correspondiera, se tuvo un caculo promedio de tiempo inactivo, donde la maquina está en capacidad de producir, pero no se aprovecha. Aquí se incluyeron tiempos de alistamiento, limpieza de equipos, mantenimiento preventivo.
𝐼𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑢𝑡𝑖𝑙𝑖𝑧𝑎𝑐𝑖ó𝑛 𝑑𝑒 𝑙𝑎 𝑝𝑙𝑎𝑛𝑡𝑎 =𝐶𝑎𝑝𝑎𝑐𝑖𝑑𝑎𝑑. 𝑑𝑖𝑠𝑝𝑜𝑛𝑖𝑏𝑙𝑒𝐶𝑎𝑝𝑎𝑐𝑖𝑑𝑎𝑑. 𝑡𝑒𝑜𝑟𝑖𝑐𝑎
𝐼𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑢𝑡𝑖𝑙𝑖𝑧𝑎𝑐𝑖ó𝑛 𝑑𝑒 𝑙𝑎 𝑝𝑙𝑎𝑛𝑡𝑎 =
33578𝑢𝑛𝑑𝑚𝑒𝑠
36000𝑢𝑛𝑑𝑚𝑒𝑠
𝐼𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑢𝑡𝑖𝑙𝑖𝑧𝑎𝑐𝑖ó𝑛 𝑑𝑒 𝑙𝑎 𝑝𝑙𝑎𝑛𝑡𝑎 = 93.3 % El índice de utilización muestra que la planta está utilizando la capacidad en un porcentaje muy alto.

61
Utilizamos método Taguchi determinístico para la capacidad hallada, debido a que no hay una distribución normal.
2.4.5. MÉTODO TAGUCHI El método de Taguchi es un experimento diseñado que permite elegir el producto o proceso que funciona con mayor consistencia en el entorno operativo. Para el método Taguchi hallamos la CD^ que va a depender de los costos marginales del tiempo. Cd: Capacidad disponible Cr: Capacidad requerida
𝐶𝑑 > 𝐶𝑟 𝐸𝑥𝑐𝑒𝑠𝑜 𝑑𝑒 𝑐𝑎𝑝𝑎𝑐𝑖𝑑𝑎𝑑
𝐶𝑑 < 𝐶𝑟 𝐷𝑒𝑓𝑒𝑐𝑡𝑜 𝑑𝑒 𝑐𝑎𝑝𝑎𝑐𝑖𝑑𝑎𝑑 Co: costo por unidad de tiempo de exceso de capacidad Cu: costo por unidad de tiempo de faltante de capacidad
𝑓𝑢𝑛𝑐𝑖ó𝑛 𝑐𝑜𝑠𝑡𝑜 = 𝑐𝑜𝑠𝑡𝑜 𝑒𝑥𝑐𝑒𝑠𝑜 + 𝑐𝑜𝑠𝑡𝑜 𝑓𝑎𝑙𝑡𝑎𝑛𝑡𝑒
𝐶𝑑𝑚𝑖𝑛 = 𝐶𝑜(𝐶𝑑 − 𝐶𝑟) + 𝐶𝑢(𝐶𝑟 − 𝐶𝑑)
𝐶𝑑^ = 𝐶𝑑 ∗𝐶𝑢𝐶𝑜
Tabla 18 Capacidad Disponible Determinística Seis Meses Pronosticados
Cr 30381 38341 39806 43865 40419 44967 Cd 33578 Co 130/unidad Cu 210/unidad
Cd^ 54241 Cdmin -255800 381040 498200 822920 547240 911080
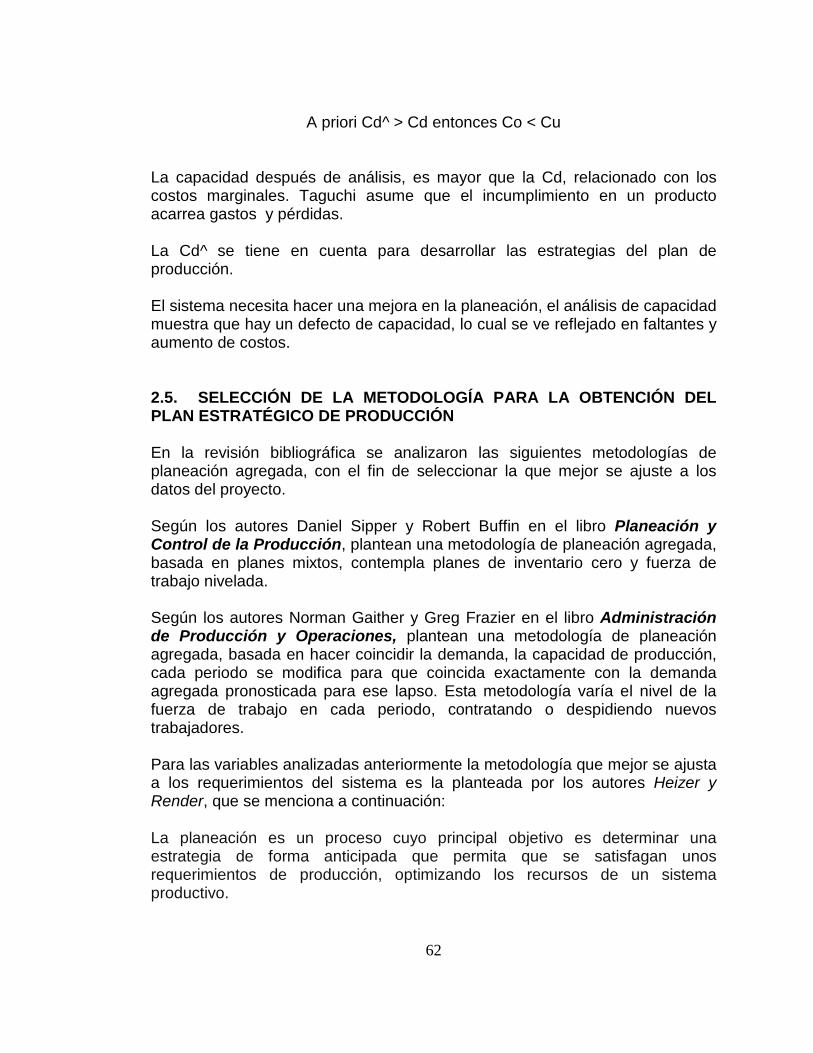
62
A priori Cd^ > Cd entonces Co < Cu
La capacidad después de análisis, es mayor que la Cd, relacionado con los costos marginales. Taguchi asume que el incumplimiento en un producto acarrea gastos y pérdidas. La Cd^ se tiene en cuenta para desarrollar las estrategias del plan de producción. El sistema necesita hacer una mejora en la planeación, el análisis de capacidad muestra que hay un defecto de capacidad, lo cual se ve reflejado en faltantes y aumento de costos. 2.5. SELECCIÓN DE LA METODOLOGÍA PARA LA OBTENCIÓN DEL PLAN ESTRATÉGICO DE PRODUCCIÓN En la revisión bibliográfica se analizaron las siguientes metodologías de planeación agregada, con el fin de seleccionar la que mejor se ajuste a los datos del proyecto. Según los autores Daniel Sipper y Robert Buffin en el libro Planeación y Control de la Producción, plantean una metodología de planeación agregada, basada en planes mixtos, contempla planes de inventario cero y fuerza de trabajo nivelada. Según los autores Norman Gaither y Greg Frazier en el libro Administración de Producción y Operaciones, plantean una metodología de planeación agregada, basada en hacer coincidir la demanda, la capacidad de producción, cada periodo se modifica para que coincida exactamente con la demanda agregada pronosticada para ese lapso. Esta metodología varía el nivel de la fuerza de trabajo en cada periodo, contratando o despidiendo nuevos trabajadores. Para las variables analizadas anteriormente la metodología que mejor se ajusta a los requerimientos del sistema es la planteada por los autores Heizer y Render, que se menciona a continuación: La planeación es un proceso cuyo principal objetivo es determinar una estrategia de forma anticipada que permita que se satisfagan unos requerimientos de producción, optimizando los recursos de un sistema productivo.

63
Según los autores Heizer y Render, en el libro Principios de Administración de Operaciones, hacen referencia a los diferentes métodos heurísticos de un plan agregado de producción:
• Plan agregado; fuerza laboral variable: en esta estrategia se considera la posibilidad de ajustar la fuerza laboral para alinear perfectamente la demanda con la producción, mediante contrataciones y despidos, por ende, es vital realizar el más preciso cálculo del costo de contratar y despedir.
• Plan agregado; fuerza laboral constante – con inventarios y faltantes: en
esta estrategia se considera la posibilidad de establecer una constante en cuanto al número de empleados, el cual permanecerá sin variación durante el desarrollo del plan.
• Plan agregado; fuerza laboral mínima – subcontratación: la estrategia de
fuerza laboral mínima es un plan de tipo adaptativo, que considera ajustar la fuera laboral a la mínima demanda de los requerimientos de producción.
• Plan agregado; fuerza laboral promedio – horas extras: la estrategia de
fuerza laboral promedio es un plan adaptativo que considera manejar un número medio de operarios y por consiguiente se asume como ínsito el de hecho de que habrá periodos en los que se produzca más o menos la cantidad demandada.
Según los anteriores métodos para el desarrollo de la planeación agregada, el que mejor se ajusta a las variables de estudio es el plan agregado; fuerza laboral constante con inventarios y faltantes. Como datos de entrada tenemos el pronóstico, inventario inicial e inventario de seguridad
Tabla 19 Inventario de seguridad
Pronostico Inventario de
seguridad Enero 33580 8500
Febrero 34151 9700 Marzo 36978 10230 Abril 33948 10800 Mayo 36065 11030 Junio 47379 11800
Fuente: Propia del autor

64
El inventario inicial seria de 8000 unidades, el inventario inicial de cada periodo corresponde al inventario final de periodo inmediatamente anterior. Ver Tabla No. 19.
Tabla 20 Requerimientos de producción
Pronostico Inventario inicial
Inventario de seguridad
Requerimiento de producción Inventario final
Enero 33580 8000 8500 34080 8500 Febrero 34151 8500 9700 35351 9700
Marzo 36978 9700 10230 37508 10230 Abril 33948 10230 10800 34518 10800
Mayo 36065 10800 11030 36295 11030 Junio 47379 11030 11800 48149 11800
Fuente: Propia del autor
1. El primer paso consiste en determinar la base laboral, es decir el número de trabajadores constantes con el que se contará en el plan. Ver tabla No. 20
# 𝑑𝑒 𝑡𝑟𝑎𝑏𝑎𝑗𝑎𝑑𝑜𝑟𝑒𝑠 =𝑑𝑒𝑚𝑎𝑛𝑑𝑎 𝑎𝑐𝑢𝑚𝑢𝑙𝑎𝑑𝑎 𝑑𝑒𝑙 𝑝𝑙𝑎𝑛 ∗ 𝑡𝑖𝑒𝑚𝑝𝑜 𝑒𝑠𝑡𝑎𝑛𝑑𝑎𝑟𝑑í𝑎𝑠 𝑑𝑒𝑙 𝑝𝑙𝑎𝑛 𝑑𝑒 𝑝𝑟𝑜𝑑𝑢𝑐𝑐𝑖ó𝑛 ∗ ℎ𝑜𝑟𝑎𝑠 𝑙𝑎𝑏𝑜𝑟𝑎𝑙𝑒𝑠 𝑑𝑖𝑎
Tabla 21Número de trabajadores
Demanda acumulada
(und)
Días del plan
producción (días)
Horas laborales *
día (horas/día)
Tiempo estándar
(horas/und) Número de
trabajadores
Enero 33580 25 8 0,07 2 Febrero 34151 24 8 0,07 2 Marzo 36978 25 8 0,07 2 Abril 33948 24 8 0,07 2 Mayo 36065 24 8 0,07 2 Junio 47379 23 8 0,07 3
Acumulada 145
Fuente: Propia del autor
Para el primer mes seria:
𝑛𝑢𝑚𝑒𝑟𝑜 𝑑𝑒 𝑡𝑟𝑎𝑏𝑎𝑗𝑎𝑑𝑜𝑟𝑒𝑠 = 33580𝑢𝑛𝑑 ∗ 0,07ℎ𝑜𝑟𝑎𝑠/𝑢𝑛𝑑
145𝑑𝑖𝑎𝑠 ∗ 8 ℎ𝑜𝑟𝑎𝑠/𝑑𝑖𝑎𝑠

65
𝑛𝑢𝑚𝑒𝑟𝑜 𝑑𝑒 𝑡𝑟𝑎𝑏𝑎𝑗𝑎𝑑𝑜𝑟𝑒𝑠 = 2
2. Se hace necesario calcular el tiempo disponible y la producción real por cada periodo. Ver Tabla No. 21
𝑡 𝑑𝑖𝑠𝑝𝑜𝑛𝑖𝑏𝑙𝑒 = 𝑑𝑖𝑎𝑠 𝑙𝑎𝑏𝑜𝑟𝑎𝑙𝑒𝑠 𝑝𝑒𝑟𝑖𝑜𝑑𝑜 ∗ ℎ𝑜𝑟𝑎 𝑙𝑎𝑏𝑜𝑟𝑒𝑠 𝑑𝑖𝑎 ∗ # 𝑡𝑟𝑎𝑏𝑎𝑗𝑎𝑑𝑜𝑟𝑒𝑠
Tabla 22Tiempo disponible Días del
plan producción
(días)
Horas laborales *
día Número de
trabajadores Tiempo
disponible (horas)
Enero 25 8 2 405 Febrero 24 8 2 396 Marzo 25 8 2 446 Abril 24 8 2 393 Mayo 24 8 2 418 Junio 23 8 3 526
Fuente: Propia del autor
Para el primer periodo seria:
𝑡𝑖𝑒𝑚𝑝𝑜 𝑑𝑖𝑠𝑝𝑜𝑛𝑖𝑏𝑙𝑒 = 25𝑑𝑖𝑎𝑠 ∗ 8ℎ𝑜𝑟𝑎𝑠𝑑𝑖𝑎𝑠
∗ 2 𝑡𝑟𝑎𝑏𝑎𝑗𝑎𝑑𝑜𝑟𝑒𝑠
𝑡𝑖𝑒𝑚𝑝𝑜 𝑑𝑖𝑠𝑝𝑜𝑛𝑖𝑏𝑙𝑒 = 405 ℎ𝑜𝑟𝑎𝑠/𝑡𝑟𝑎𝑏𝑎𝑗𝑎𝑑𝑜𝑟
3. Calculo de la producción real: Ver tabla No. 22
𝑝𝑟𝑜𝑑𝑢𝑐𝑐𝑖ó𝑛 𝑟𝑒𝑎𝑙 = 𝑡𝑖𝑒𝑚𝑝𝑜 𝑑𝑖𝑠𝑝𝑜𝑛𝑖𝑏𝑙𝑒𝑡𝑖𝑒𝑚𝑝𝑜 𝑒𝑠𝑡𝑎𝑛𝑑𝑎𝑟

66
Tabla 23 Producción real
Tiempo disponible
(horas)
Tiempo estándar
(horas/und) Producción Real (und)
Enero 405 0,07 5790 Febrero 396 0,07 5652
Marzo 446 0,07 6375 Abril 393 0,07 5619
Mayo 418 0,07 5969 Junio 526 0,07 7515
Fuente: Propia del autor
𝑝𝑟𝑜𝑑𝑢𝑐𝑐𝑖ó𝑛 𝑟𝑒𝑎𝑙 =405 ℎ𝑜𝑟𝑎𝑠
0,07 𝑢𝑛𝑑/ℎ𝑜𝑟𝑎
𝑝𝑟𝑜𝑑𝑢𝑐𝑐𝑖ó𝑛 𝑟𝑒𝑎𝑙 = 5790 𝑢𝑛𝑑
El paso siguiente consiste en determinar el inventario final o los faltantes para ello el cálculo se efectúa según el cumplimiento de las siguientes condiciones:
• Si (inventario inicial + producción real) > requerimiento de producción,
tendremos inventario final que será igual a:
𝑖𝑛𝑣𝑒𝑛𝑡𝑎𝑟𝑖𝑜 𝑓𝑖𝑛𝑎𝑙= 𝑖𝑛𝑣𝑒𝑛𝑡𝑎𝑟𝑖𝑜 𝑖𝑛𝑖𝑐𝑖𝑎𝑙 + 𝑝𝑟𝑜𝑑𝑢𝑐𝑐𝑖ó𝑛 𝑟𝑒𝑎𝑙 − 𝑟𝑒𝑞𝑢𝑒𝑟𝑖𝑚𝑖𝑒𝑛𝑡𝑜𝑠
• Si (inventario inicial + producción real) < requerimiento de producción,
tendremos faltantes que serán iguales a:
𝑢𝑛𝑖𝑑𝑎𝑑𝑒𝑠 𝑓𝑎𝑙𝑡𝑎𝑛𝑡𝑒𝑠= 𝑟𝑒𝑞𝑢𝑒𝑟𝑖𝑚𝑖𝑒𝑛𝑡𝑜 − 𝑖𝑛𝑣𝑒𝑛𝑡𝑎𝑟𝑖𝑜 𝑖𝑛𝑖𝑐𝑖𝑎𝑙 − 𝑝𝑟𝑜𝑑𝑢𝑐𝑐𝑖ó𝑛 𝑟𝑒𝑎𝑙
En nuestro caso se cumplen las dos condiciones, en el mes de enero y junio se tendría inventario faltante y en los meses restantes inventario final. Ver Tabla No. 23

67
Tabla 24 Condición de inventario y faltantes
INVENTARIO INICIAL +
PRODUCCIÓN REAL
REQUERIMIENTO DE PRODUCCION CONDICION
ENERO 13790 34080 < FEBRERO 39732 35351 >
MARZO 41726 37508 > ABRIL 43126 34518 > MAYO 40487 36295 > JUNIO 43810 48149 <
Fuente: Propia del autor
A continuación en la tabla No. 24 calculamos inventario final y las unidades faltantes respectivamente:
Tabla 25 Faltantes e inventario
UNIDADES
FALTANTES INVENTARIO
FINAL Enero 20290
Febrero
4381 Marzo
4218
Abril
8609 Mayo
4192
Junio 4338 Fuente: Propia del autor
Según los datos obtenidos anteriormente en los meses de enero y junio existirían unidades faltantes por producir, y por el contrario en los meses de febrero a mayo habría disponibilidad de inventario. Con los datos calculados de unidades a producir en el semestre, se evalúa la capacidad instalada calculada anteriormente frente a la demanda,
𝑐𝑎𝑝𝑎𝑐𝑖𝑑𝑎𝑑 𝑖𝑛𝑠𝑡𝑎𝑙𝑎𝑑𝑎 = 34750 und/mes
En la tabla No. 25 se evidencia que la planta tiene la capacidad suficiente para cumplir la demanda pronosticada, exceptuando el mes de junio donde se tendrán que tomar medidas alternas para cumplir con la demanda.

68
Tabla 26 Requerimiento vs capacidad
REQUERIMIENTO DE PRODUCCION
CAPACIDAD DISPONIBLE
Unidades faltantes o sobrantes
ENERO 34080
33578 und /mes
670 FEBRERO 35351 -601
MARZO 37508 -2758 ABRIL 34518 -232
MAYO 36295 -1545 JUNIO 48149 -13399
Fuente: Propia del autor
Según la capacidad requerida para cada uno de los meses, se van a presentar faltantes en cinco meses de los pronosticados, significa se debe tener un plan de acción para cumplir con la demanda requerida, evaluando la capacidad diaria en cada mes y reprogramando la producción. Costos de almacenamiento y productos faltantes: Costo unitario de producto faltante: $250 Costo de mantenimiento unitario de inventarios: $130 Costo tiempo normal: $2708/hora
Tabla 27 Costo del plan
Unidades faltantes
Inventario final
Costo de faltantes
Costo de almacenamiento
Costo tiempo normal
Enero 20290
$4.260.885,52
$1.097.470,69 Febrero
4381
$394.334,69 $1.071.487,25
Marzo
4218
$379.658,79 $1.208.526,71 Abril
8609
$774.800,69 $1.065.118,03
Mayo
4192
$377.269,14 $1.131.555,54 Junio 4338
$911.040,83
$1.424.583,27
TOTAL $5.171.926,34 $1.926.063,31 $ 6.998.741,49 COSTO TOTAL $ 14.096.731,15
Fuente: Propia del autor
Para la metodología desarrollada se generan unos costos de productos faltantes, de almacenamiento y tiempo normal, incurriendo en un costo total de $14.096.731, menor que el costo de planeación anterior de $19.409.380, lo que significa que la metodología seleccionada disminuye en un 27,3% los costos de la planeación de la producción.

69
3. OBTENCIÓN DEL PLAN DE PRODUCCIÓN A PARTIR DE LA METODOLOGÍA SELECCIONADA Con base a la metodología seleccionada se realiza una hoja de Excel en donde se ingresan los datos pronosticados y genera el resultado de las variables, como son: capacidad disponible, unidades faltantes y sobrantes, horas extras, inventario final, en donde la persona encargada de la administración de la hoja podrá tomar decisiones a nivel de planeación de la producción, visualizar en que día no tendrá capacidad de producción o tendrá unidades faltantes, la hoja deberá ser alimentada diariamente por la persona encargada.
3.1. HOJA DE CÁLCULO PARA OBTENCIÓN DE PLAN DE PRODUCCIÓN A PARTIR DE LA METODOLOGÍA SELECCIONADA En el Anexo 2 se encuentra la hoja de cálculo propuesta, con caca una de las variables establecidas, a continuación se relacionan algunas de ellas: Demanda histórica: se registraron los datos históricos reales del mes de febrero, para pronosticar el mes siguiente; este cálculo se haría para el séptimo mes pronosticado, debido a que los primeros seis meses ya están pronosticados y se ingresarían en la casilla de “unidades a producir”. Inventario inicial: unidades con las que se inicia el día producción, el primer día de la semana se ingresa según conteo realizado por el encargado de producción, se recomienda hacer un arquero al tercer día para comprobar el funcionamiento de la hoja de Excel. Producción real: ingreso de datos de la producción real, en caso se variarla respecto a los datos pronosticados. Empaque por referencia: son las unidades que se deben por cada uan de las referencias de breva con manjar blanco, están establecidas según el porcentaje de venta de cada una de ellas. Capacidad sobrante/faltante: la barra de color verde indica la capacidad que tiene disponible la planta para seguir la producción hasta llegar su máxima capacidad, muestra las unidades faltantes o sobrantes, en verde y rojo respectivamente. Con el uso de este procedimiento de producción propuesto se espera que la empresa disminuya sus faltantes y las unidades en inventario, que aproveche la capacidad y los recursos disponibles.

70
3.2. EVALUACIÓN DE DESEMPEÑO Y MEJORAS PROYECTADAS DEL PLAN Los indicadores son los medios que indican o brindan cierta información sobre algo en particular, para nuestro caso se diseñó un sistema de indicadores que permite recolectar información acerca de los problemas de la empresa, comparando el sistema actual de planeación de producción con el procedimiento propuesto. Se determinó que los indicadores que mejor se ajustan para el control de la propuesta son aquellos que permiten identificar durante la operación de la empresa si los objetivos planteados se cumplen, para identificar las fallas del sistema, y detectar los puntos donde la gerencia debe concentrar su atención en busca del mejoramiento continuo. 3.2.1. PORCENTAJE DE CUMPLIMIENTO DE PEDIDOS
Objetivo: El resultado de esta razón indicara si la empresa está cumpliendo con el objetivo de disminuir las perdidas en ventas, mostrara el porcentaje de cumplimiento y ayudara a determinar las posibles causas basándose en los registros llevados para tal fin.
Definición: consiste en conocer el nivel de efectividad de los pedidos despachados a los clientes en cuanto a los pedidos enviados en un periodo determinado
Calculo:
% 𝑑𝑒 𝑐𝑢𝑚𝑝𝑙𝑖𝑚𝑖𝑒𝑛𝑡𝑜 =#𝑒𝑛𝑡𝑟𝑒𝑔𝑎𝑠 𝑐𝑜𝑚𝑝𝑙𝑒𝑡𝑎𝑠
𝑇𝑜𝑡𝑎𝑙 𝑑𝑒 𝑝𝑒𝑑𝑖𝑑𝑜𝑠 𝑟𝑒𝑞𝑢𝑒𝑟𝑖𝑑𝑜𝑠
Periodicidad: este indicador se calcula cada mes.
Responsable: el responsable para el cálculo del indicar es el jefe de producción.
Fuente de información: los datos necesarios para el cálculo son suministrados por el departamento de la producción.
Impacto: sirve para medir el nivel de cumplimiento de los pedidos solicitados al área de mercadeo y conocer el nivel de faltantes.

71
Grafico del indicador actual:
Tabla 28 Indicador de cumplimiento de pedidos actual
Mes Total
pedidos Requeridos
Entrega completas
% de cumplimiento
Enero 1302 1008 77,4 Febrero 2530 2014 79,6 Marzo 2223 1835 82,5 Abril 2615 2126 81,3 Mayo 2693 2121 78,8 Junio 2837 2361 83,2 Julio 3193 2560 80,2
Agosto 3591 2939 81,8 Septiembre 3612 2804 77,6
Octubre 3718 2950 79,3 Noviembre 1620 1277 78,8 Diciembre 3428 2730 79,6
Fuente: Propia del autor Para medir el cumplimiento de pedidos con el procedimiento propuesto, se ingresaron los datos de demanda del mes de febrero del año 2014 en la plantilla de Excel, arrojo la siguiente información:
Tabla 29 Indicador de cumplimiento de pedidos propuesto
Mes Total pedidos Requeridos
Entrega completas
% de cumplimiento
Enero 1302 1280 98,3 Febrero 2530 2469 97,6 Marzo 2223 2212 99,5 Abril 2615 2588 99,0 Mayo 2693 2589 96,1 Junio 2837 2528 89,1 Julio 3193 3183 99,7
Agosto 3591 3419 95,2 Septiembre 3612 3598 99,6
Octubre 3718 3649 98,1 Noviembre 1620 1592 98,3 Diciembre 3428 3348 97,7
Fuente: Propia del autor
72
Figura 24 Indicador de cumplimiento de pedidos
Fuente: Propia del autor
Se observa que el porcentaje de cumplimiento en todos los meses mejora usando el procedimiento propuesto. 3.2.2. PORCENTAJE DE HORAS EXTRAS Objetivo: El resultado de esta razón muestra si la empresa está teniendo más horas de las planeadas y se podrá tomar medidas e identificar causas para su mejora.
Definición: mide la cantidad de horas extras laborales, esta medida es esencial para analizar la productividad y la efectividad del trabajador dentro de la organización Calculo:
% 𝑑𝑒 ℎ𝑜𝑟𝑎𝑠 𝑒𝑥𝑡𝑟𝑎𝑠 =𝑡𝑜𝑡𝑎𝑙 ℎ𝑜𝑟𝑎𝑠 𝑒𝑥𝑡𝑟𝑎𝑠 𝑚𝑒𝑠𝑡𝑜𝑡𝑎𝑙 ℎ𝑜𝑟𝑎𝑠 𝑡𝑟𝑎𝑏𝑎𝑗𝑎𝑑𝑎𝑠
Periodicidad: este indicador se calcula cada mes. Responsable: el responsable para el cálculo del indicar es el jefe de recursos humanos
0
50
100
Ener
o Fe
brer
o M
arzo
Ab
ril
May
o Ju
nio
Julio
Agos
to
Sept
iem
bre
Oct
ubre
Nov
iem
bre
Dici
embr
e
% d
e cu
mpl
imie
nto
Mes
Cumplimiento de Pedidos
% de cumplimiento Actual
% de cumplimiento Propuesto

73
Fuente de información: los datos necesarios para el cálculo son suministrados por el departamento de recursos humanos. Impacto: sirve para medir el movimiento de horas extras en la empresa, con respecto a horas trabajadas por mes. Grafico del indicador actual:
Tabla 30 Indicador de horas extras actual
Febrero Horas
laboradas por
operario
Horas extras por operario
% Horas Extras
1 semana 49.5 1.5 3 2 semana 50.3 2.3 5 3 semana 49.5 1.5 3 4 semana 50.2 2.2 4
Fuente: Propia del autor
Grafico del indicador propuesto:
Tabla 31 Indicador de horas extras propuesto
Febrero Horas
laboradas por
operario
Horas extras
por operario
% Horas Extras
1 semana 48,5 0,5 1 2 semana 49 1 2 3 semana 48 0 0 4 semana 49 1 2
Fuente: Propia del autor

74
Figura 25 Indicador de horas extras
Fuente: Propia del autor
Con el procedimiento propuesto se observó una disminución de horas extras, para el mes de febrero, los cual indica que el procedimiento propuesto cumple con los objetivos planteados. 3.2.3. PORCENTAJE DE USO DE CAPACIDAD UTILIZADA: Objetivo: El resultado de esta razón tiene por objeto controlar la capacidad utilizada para lograr una mejor utilización de las instalaciones (productivas) de la compañía, muestra el porcentaje de capacidad que se está dejando de usar y puede suplir demanda en días de alta producción. Definición: porcentaje de la capacidad disponible actualmente utilizada, calculado como la producción actual real (unidades), divida por la máxima producción conseguible en operación de 8 horas, 6 días a la semana. Calculo:
%𝑢𝑠𝑜 𝑑𝑒 𝑐𝑎𝑝𝑎𝑐𝑖𝑑𝑎𝑑 𝑢𝑡𝑖𝑙𝑖𝑧𝑎𝑑𝑎 =𝑐𝑎𝑝𝑎𝑐𝑖𝑑𝑎𝑑 𝑟𝑒𝑞𝑢𝑟𝑖𝑑𝑎 𝑑𝑖𝑎𝑟𝑖𝑎
𝑐𝑎𝑝𝑎𝑐𝑖𝑑𝑎𝑑 𝑖𝑛𝑠𝑡𝑎𝑙𝑎𝑑𝑎
%𝑢𝑠𝑜 𝑑𝑒 𝑐𝑎𝑝𝑎𝑐𝑖𝑑𝑎𝑑 𝑢𝑡𝑖𝑙𝑖𝑧𝑎𝑑𝑎 =36720 𝑢𝑛𝑑𝑚𝑒𝑠34750 𝑢𝑛𝑑𝑚𝑒𝑠
0
1
2
3
4
5
1 semana
2 semana
3 semana
4 semana
% h
oras
ext
ras
Horas Extras
% Horas Extras Actual
% Horas Extras Propuesto

75
%𝑢𝑠𝑜 𝑑𝑒 𝑐𝑎𝑝𝑎𝑐𝑖𝑑𝑎𝑑 𝑢𝑡𝑖𝑙𝑖𝑧𝑎𝑑𝑎 = 93 % Periodicidad: este indicador se calcula cada mes. Responsable: el responsable para el cálculo del indicar es el jefe de producción. Fuente de información: los datos necesarios para el cálculo son suministrados por el departamento de la producción. Impacto: sirve para medir el impacto generado por la utilización de la capacidad actualmente utilizada, con respecto a la máxima utilización posible de las instalaciones.
Tabla 32 Indicador de capacidad de producción utilizada
Mes Capacidad requerida
Capacidad Instalada
Valor del indicador %
Enero 25822 44928 57,5 Febrero 33580 44928 74,7 Marzo 34151 44928 76,0 Abril 36978 44928 82,3 Mayo 33948 44928 75,6 Junio 37163 44928 82,7
Fuente: Propia del autor
Figura 26 Indicador de Capacidad de Producción Utilizada
Fuente: Propia del autor
0
50
100
% d
e ut
iliza
cion
Capacidad Utilizada
Capacidad utlizada %
Indice de utlización

76
En el procedimiento de planeación actual no se está utilizando la capacidad máxima, por lo tanto pueden existir mejoras y acciones correctivas para su utilización. 3.3. PROCEDIMIENTO PARA LA OBTENCIÓN DEL PLAN DE LA PRODUCCIÓN POR PARTE DEL PERSONAL DE LA COMPAÑÍA. El procedimiento del plan de producción será desarrollado por la persona encargada de producción, lo cual deberá tener un nivel técnico, con capacidad de tomar decisiones asertivas al momento de la planeación, el tiempo de respuesta del plan es inmediato, tardara en ingresar los datos 5 minutos, la información final será la distribución del empaque de cada una de las referencias, que será la información que suministrará a los operarios encargados de esta actividad.
Figura 27 Diagrama de flujo de la utilización del procedimiento
Fuente: Propia del autor
Inicio
Ingreso de unidades a producir
Ingreso de inventario inicial
Datos pronosticados
Cumple con la capacidad requerida
Verificar Datos de unidades faltantes
Si
No
Reprogramar
Realizar distribución de unidades a empacar
Verificar inventario final de cada referencia
77
3.3.1. DESCRIPCIÓN DEL PROCEDIMIENTO
OBJETIVO DEL PROCEDIMIENTO: • Establecer la cantidad de producto que se debe producir en un periodo determinado. • Detallar como se van a fabricar los productos que se han previsto vender. • Conocer la capacidad de producción a variaciones en aumento o disminución de la demanda por parte
del cliente.
ALCANCE:
• Este procedimiento aplica para la determinación de las necesidades de producto terminado de las referencias del producto distintivo de la compañía “Breva con manjar blanco”.
• Aplica para personal no técnico del área de producción que será el encargado de utilizar la hoja de
Excel “Plan de Producción RIMAR”.
CONDICIONES GENERALES
1. El personal que realice la verificación de las variables identificadas en el aplicativo, debe tener una formación de nivel técnico hacia adelante. Este cargo debe pertenecer al área de producción ya que debe tener dominio y alcance de la información que se solicita para diligenciar la tabla de Excel.
2. La persona asignada a diligenciar esta tabla debe diariamente verificar: El inventario inicial de producto terminado, verificar en la pestaña demanda de la hoja de Excel la cantidad a producir según corresponda el día, debe asegurar que la capacidad instalada cumpla con la capacidad requerida de la demanda, verificar la cantidad de unidades a empacar de cada una de las referencias de Breva con manjar blanco.
3. La persona asignada debe diariamente verificar: Las cantidades de inventario final de cada una de las
referencias, que será el inventario inicial del día siguiente.

78
4. La persona asignada debe ingresar el dato real que se produjo en el día, para realizar la respectiva
verificación.
5. La utilización de esta tabla debe realizarse al inicio de la jornada de producción y al finalizar el turno productivo, por lo que los resultados serán diarios.
6. La persona asignada debe ingresar la información según la siguiente instructivo:
DESCRIPCIÓN DEL PROCEDIMIENTO PROCEDIMIENTO PARA: Obtención de un plan de producción para el área de producción PERSONAL INVOLUCRADO: Área de Producción LUGAR DONDE SE DESARROLLA LA ACTIVIDAD:
Oficinas de la compañía RIMAR LTDA. Área de Producción
No. ACTIVIDAD RESPONSABLE Y DESCRIPCIÓN DE LA ACTIVIDAD
VISUALIZACÓN DE LA HOJA DE EXCEL
1 Ingresar a la hoja de Excel “Plan de Producción RIMAR”
Equipo de producción
2 Ejecución de la demanda
Los datos ingresados de producción, son obtenidos por medio de promedio móvil simple de la herramienta de Excel, para este caso, se tomaron los datos históricos del mes de febrero, para obtener las cantidades a producir en el

79
mes de marzo, para el mes de abril el encargado de producción tendría que usar el método de pronóstico para obtener las cantidades a producir siguientes.
3 Verificar inventario inicial
El responsable de producción debe verificar el inventario inicial de producto terminado en la hoja de Excel en la pestaña “datos iniciales” para programar la producción del día siguiente, al iniciar la semana debe ingresar los datos de inventario inicial de cada una de las referencias.
4 Verificar la cantidad a producir
El responsable de producción debe verificar en la pestaña demanda de la hoja de Excel la cantidad a producir según corresponda el día.
5 Verificar la Capacidad
El responsable de producción debe asegurar que la capacidad instalada cumpla con la capacidad requerida de la demanda, de lo contrario tener un plan de choque para cumplir con la demanda; cuando se observe que algún día de la semana no tiene la capacidad suficiente para cumplir, suplirla con la disponibilidad de capacidad de los días anteriores. La casilla de capacidad sobrante/faltante, arroja la capacidad

80
disponible después de producir (sobrante) y en otro caso arroja la capacidad que falta para cumplir la producción (faltante).
6 Tiempo de ocio/faltante
La casilla de tiempo ocio/faltante indicara cuando la planta tiene disponibilidad de seguir produciendo o cuando se pueden estar haciendo horas extras sin necesidad.
7 Empacar por referencias de producto
El responsable de producción debe verificar la cantidad de unidades a empacar de cada una de las referencias, que arroja la tabla.
8 Ingresar pedido de los clientes
El responsable de producción ingresa la suma de los pedidos de cada uno de los clientes, en el trascurso del día que sean recibidos.
9 Inventario final
El responsable de producción al conocer el pedido de clientes, verifica las cantidades de inventario final de cada una de las referencias, que será el inventario inicial del día siguiente. En caso de tener inventario cero, la celda saldrá en rojo indicando que van a existir faltantes y la cantidad.

81
10 Unidades faltantes/sobrantes
El responsable de producción verifica las cantidades de productos faltantes o sobrantes que tendrá al finalizar la jornada de producción, los productos faltantes tendrán casilla roja.
11 Horas extras
Verificar la cantidad de horas extras del día.
12 Ingreso datos de producción real
El responsable de producción debe ingresar el dato real que se produjo en el día, para verificar como se está comportando el pronóstico propuesto, en caso de que se aleje mucho de los pedidos reales debe ser replanteado.

82
4. DISCUSIÓN DE RESULTADOS Diferentes elementos se pueden obtener del desarrollo del presente proyecto, resultados finales y parciales que deben ser registrados y mencionados con miras a aumentar el alcance del proyecto, mejorar su viabilidad en la implementación y calidad de los resultados. 1. La definición poco clara y sin fundamentos robustos de las políticas de
producción e inventarios por parte de la compañía dificultó la selección de una metodología para la obtención del plan, sin embargo no era propósito del presente trabajo hacer una modificación de tales políticas por lo que se seleccionó la metodología que mejor se ajustó de tal manera que se mantuviera su aplicabilidad dentro de la organización.
2. Vale la pena resaltar que los objetivos del proyecto no necesariamente
responden a los de la organización por lo que los resultados aca generados deben ser socializados y en caso de ser necesario hacer ajustes según las necesidades de la organización.
3. Dadas las condiciones previamente mencionadas, encontrar la metodología
que mejor se ajuste a las condiciones de producción, tipo de proceso, procedimientos de alistamiento y política de producción no fue una tarea fácil, por lo que se abre el campo para el análisis de metodologías que sean medidas no solo por su efectividad en el cálculo de las variables para el plan sino que también en su capacidad de adaptarse al entorno especifico.
4. La obtención de datos para la generación del procedimiento actual no fue del
todo fácil, por lo que la organización debe antes de aplicar el procedimiento propuesto revisar los procesos de recolección, registro y mantenimiento de la información a nivel de producción.
5. Dados los resultados obtenidos, es viable que la organización use a este
proyecto para la obtención del plan estratégico de la producción, sin embargo debe ser asesorada y se debe capacitar al personal de la organización para su implementación.
Los anteriores aspectos deben ser considerados en la aplicación y utilización de los resultados generados por el presente proyecto.
83
5 CONCLUSIONES
En este capítulo se describirán las conclusiones que se realizaron al concluir la investigación.
1. Se identifico como metodología para el desarrollo del trabajo la estrategia
de plan agregado; fuerza laboral variable, a partir de las variables: Demanda y Capacidad de la cuales fue posible obtener un procedimiento de plan de producción.
2. Se obtuvo un procedimiento del plan de producción de fácil uso, en donde el personal no técnico lo puede replicar en 6 meses continuos, utilizándose solo una hoja de cálculo.
3. Para la empresa contar con un procedimiento de plan de la producción genera una disminución de costos de un 26%.
4. Dentro del estudio de las variables seleccionadas, se logro identificar que el producto tipo es Breva con Manjar Blanco, que representa un 69,20% con respecto a los demás productos de la empresa. Por lo cual el procedimiento es aplicado a este producto.
5. Los indicadores que permitieron evaluar la metodología aplicada con relación a la situación anterior fueron: % de cumplimiento de pedidos (mejora promedio de un 21%), % de horas extras (disminuye en promedio un 67%) y % uso de capacidad utilizada (mejora promedio de un 26%).
6 Se evidencio que la capacidad disponible de la planta medida en unidades solo suple las necesidades del primer mes de la demanda pronosticada.

84
6 RECOMENDACIONES En este capítulo se describirán las recomendaciones a tener en cuenta para la compañía PRODUCTOS RIMAR LTDA.
1. Se recomienda a la empresa PRODUCTOS RIMAR LTDA., continuar con la aplicación del procedimiento propuesto para el producto breva con manjar blanco y ampliarlo a los demás productos de la empresa.
2. Se recomienda que la compañía evalué las políticas de producción e
inventario, para que se adapte mejor procedimiento propuesto.
3. Se recomienda establecer un plan alterno para generar un lote de menor tamaño o posibles combinaciones de lotes que mejore el rendimiento productivo.
4. Se recomienda realizar estudios que genere alternativas para el cumplimiento de los pronósticos de la demanda, teniendo en cuenta las capacidades disponibles.

85
7 BIBLIOGRAFÍA
1. BALLOU, Ronald H. Logística: Administración de la Cadena de Suministro. Quinta edición. México 2004.
2. CHAPMAN, Stephen N. Planificación y Control de la Producción. México
2006. 3. EVERET E., ADAM, Ronald J. Administración de la Producción y las
Operaciones. Cuarta Edición 1999. 4. FONOLLOSA, Joan B: Gaurdiet. Nuevas técnicas de gestión de stocks: MRP
y JIT, Edición original, Barcelona. 5. GAITHER, Norman. FRAZIER, Greg. Administración de Producción y
Operaciones. Octava edición.
6. HANKE, Jhon E. DEAN W. Pronósticos en los negocios. Octava edición. México 2006.
7. HERNÁNDEZ, Carlos Orozco, Planificación y Programación, Costa Rica,
Segunda Edición, 2011.
8. HEIZER, J. & RENDER, B. 1997. Dirección de la producción. Decisiones tácticas. 4ª. Ed., Prentice Hall, Madrid. 550 p.
9. KALENATIC, Dusko; BLANCO, Luis Ernesto. APLICACIONES COMPUTACIONALES EN PRODUCCIÓN. Universidad Distrital Francisco de José de Caldas.
10. KRAJEWSKI, Lee J. Administración de operaciones: estrategia y análisis.
Quinta edición. México 2000 NAHMIAS Steven “Análisis de la Producción y las Operaciones”. Primera edición. México 1999.
11. NARASIMHAN, Sim. Planeación de la Producción y Control de Inventarios, Ed. PHH.
12. RENDER, Barry Principios de Administración de Operaciones, 2004.

86
ANEXO 1. DATOS INICIALES

87
ANEXO 2. HOJA DE EXCEL PLAN DE PRODUCCIÓN