procedimiento m.a.g.-m.i.g. 2º curso ciclo soldadura y...
TRANSCRIPT
Centro Integrado de Formación Profesional
AVILÉS
Procedimiento M.A.G.-M.I.G. 2º Curso Ciclo Soldadura y Calderería
Prof: Ignacio Escudero Curso 10-11
0
Centro Integrado de Formación Profesional
AVILÉS
Procedimiento M.A.G.-M.I.G. 2º Curso Ciclo Soldadura y Calderería
Prof: Ignacio Escudero Curso 10-11
1
PROCEDIMIENTO MAG-MIG
PRINCIPIOS DEL PROCESO
Definición
El procedimiento MAG-MIG es un proceso de soldeo en el cual el calor necesario es generado por
un arco que se establece entre un electrodo consumible alimentado de forma continua y automática y el
metal que se va a soldar bajo la protección de un gas que puede ser inerte o activo.
TIPO OBSERVACIONES
ENERGIA Arco
eléctrico
Establecido entre:
Electrodo de hilo continuo
Piezas a soldar
PROTECCIÓN Gas
Según sea M.I.G. o M.A.G. puede ser:
Inerte
Activo
APORTACION Hilo Continuo
Alimentado automáticamente
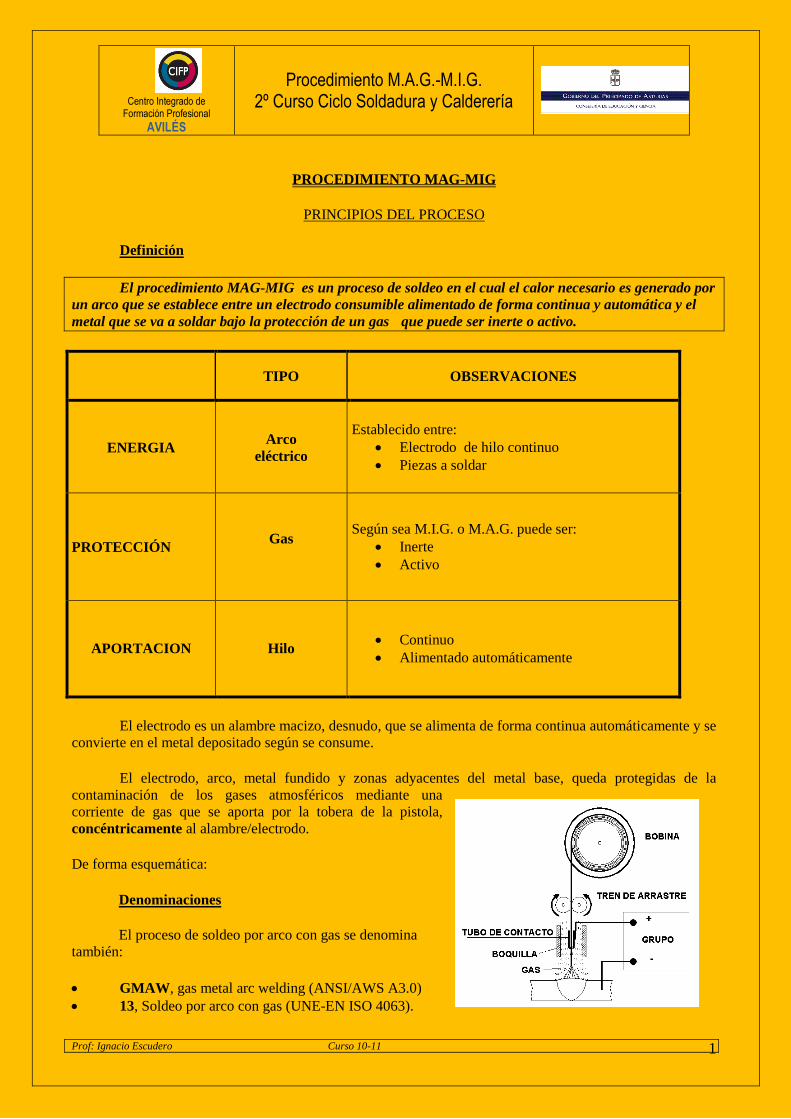
El electrodo es un alambre macizo, desnudo, que se alimenta de forma continua automáticamente y se
convierte en el metal depositado según se consume.
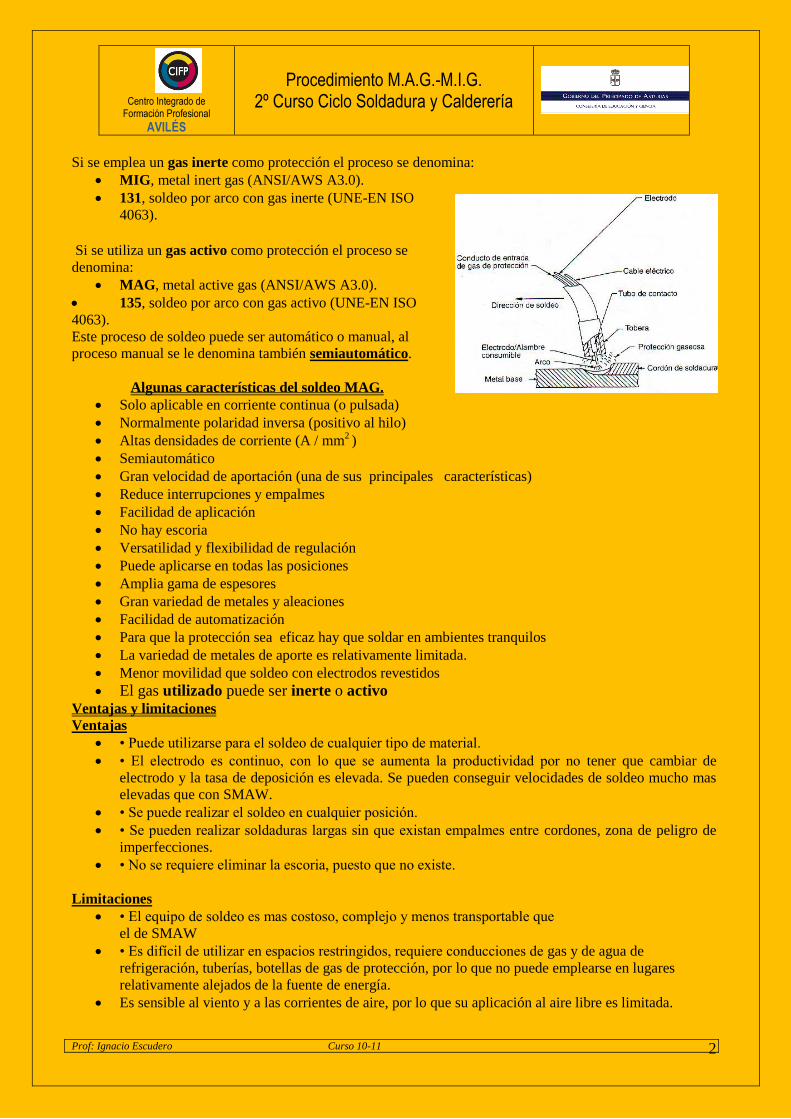
El electrodo, arco, metal fundido y zonas adyacentes del metal base, queda protegidas de la
contaminación de los gases atmosféricos mediante una
corriente de gas que se aporta por la tobera de la pistola,
concéntricamente al alambre/electrodo.
De forma esquemática:
Denominaciones
El proceso de soldeo por arco con gas se denomina
también:
GMAW, gas metal arc welding (ANSI/AWS A3.0)
13, Soldeo por arco con gas (UNE-EN ISO 4063).
Centro Integrado de Formación Profesional
AVILÉS
Procedimiento M.A.G.-M.I.G. 2º Curso Ciclo Soldadura y Calderería
Prof: Ignacio Escudero Curso 10-11
2
Si se emplea un gas inerte como protección el proceso se denomina:
MIG, metal inert gas (ANSI/AWS A3.0).
131, soldeo por arco con gas inerte (UNE-EN ISO
4063).
Si se utiliza un gas activo como protección el proceso se
denomina:
MAG, metal active gas (ANSI/AWS A3.0).
135, soldeo por arco con gas activo (UNE-EN ISO
4063).
Este proceso de soldeo puede ser automático o manual, al
proceso manual se le denomina también semiautomático.
Algunas características del soldeo MAG.
Solo aplicable en corriente continua (o pulsada)
Normalmente polaridad inversa (positivo al hilo)
Altas densidades de corriente (A / mm2 )
Semiautomático
Gran velocidad de aportación (una de sus principales características)
Reduce interrupciones y empalmes
Facilidad de aplicación
No hay escoria
Versatilidad y flexibilidad de regulación
Puede aplicarse en todas las posiciones
Amplia gama de espesores
Gran variedad de metales y aleaciones
Facilidad de automatización
Para que la protección sea eficaz hay que soldar en ambientes tranquilos
La variedad de metales de aporte es relativamente limitada.
Menor movilidad que soldeo con electrodos revestidos
El gas utilizado puede ser inerte o activo
Ventajas y limitaciones
Ventajas
• Puede utilizarse para el soldeo de cualquier tipo de material.
• El electrodo es continuo, con lo que se aumenta la productividad por no tener que cambiar de
electrodo y la tasa de deposición es elevada. Se pueden conseguir velocidades de soldeo mucho mas
elevadas que con SMAW.
• Se puede realizar el soldeo en cualquier posición.
• Se pueden realizar soldaduras largas sin que existan empalmes entre cordones, zona de peligro de
imperfecciones.
• No se requiere eliminar la escoria, puesto que no existe.
Limitaciones
• El equipo de soldeo es mas costoso, complejo y menos transportable que
el de SMAW
• Es difícil de utilizar en espacios restringidos, requiere conducciones de gas y de agua de
refrigeración, tuberías, botellas de gas de protección, por lo que no puede emplearse en lugares
relativamente alejados de la fuente de energía.
Es sensible al viento y a las corrientes de aire, por lo que su aplicación al aire libre es limitada.
Centro Integrado de Formación Profesional
AVILÉS
Procedimiento M.A.G.-M.I.G. 2º Curso Ciclo Soldadura y Calderería
Prof: Ignacio Escudero Curso 10-11
3
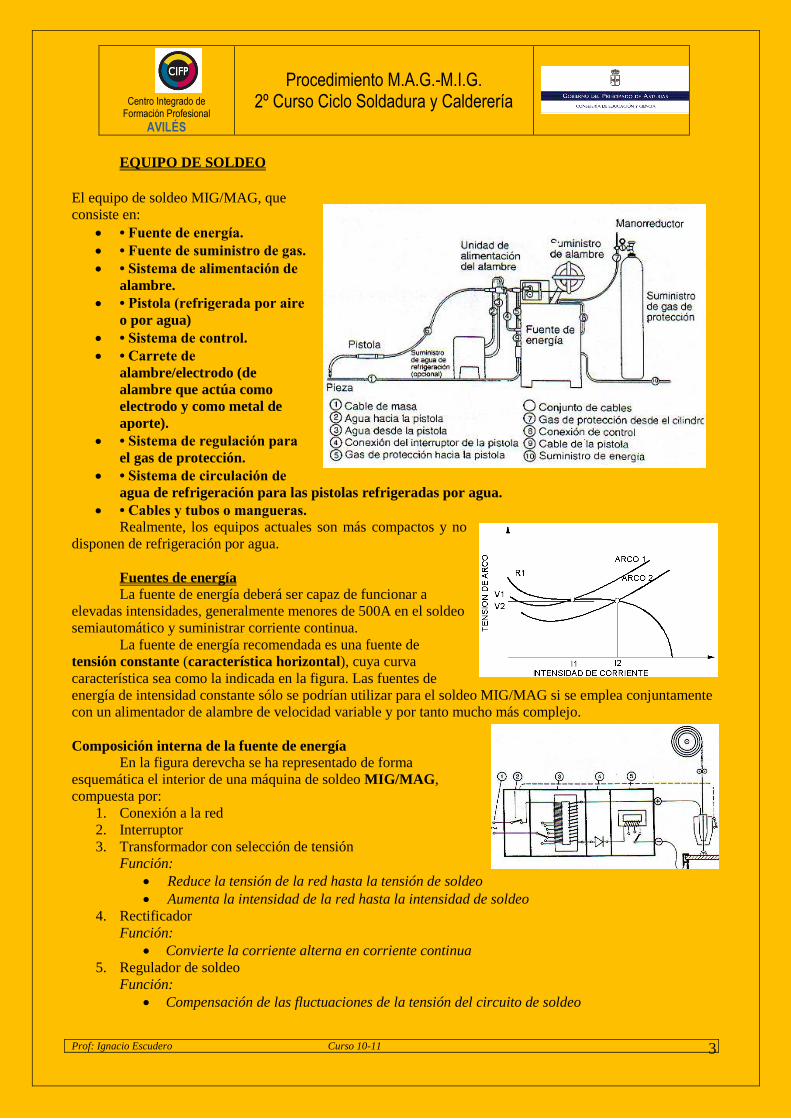
EQUIPO DE SOLDEO
El equipo de soldeo MIG/MAG, que
consiste en:
• Fuente de energía.
• Fuente de suministro de gas.
• Sistema de alimentación de
alambre.
• Pistola (refrigerada por aire
o por agua)
• Sistema de control.
• Carrete de
alambre/electrodo (de
alambre que actúa como
electrodo y como metal de
aporte).
• Sistema de regulación para
el gas de protección.
• Sistema de circulación de
agua de refrigeración para las pistolas refrigeradas por agua.
• Cables y tubos o mangueras.
Realmente, los equipos actuales son más compactos y no
disponen de refrigeración por agua.
Fuentes de energía
La fuente de energía deberá ser capaz de funcionar a
elevadas intensidades, generalmente menores de 500A en el soldeo
semiautomático y suministrar corriente continua.
La fuente de energía recomendada es una fuente de
tensión constante (característica horizontal), cuya curva
característica sea como la indicada en la figura. Las fuentes de
energía de intensidad constante sólo se podrían utilizar para el soldeo MIG/MAG si se emplea conjuntamente
con un alimentador de alambre de velocidad variable y por tanto mucho más complejo.
Composición interna de la fuente de energía
En la figura derevcha se ha representado de forma
esquemática el interior de una máquina de soldeo MIG/MAG,
compuesta por:
1. Conexión a la red
2. Interruptor
3. Transformador con selección de tensión
Función:
Reduce la tensión de la red hasta la tensión de soldeo
Aumenta la intensidad de la red hasta la intensidad de soldeo
4. Rectificador
Función:
Convierte la corriente alterna en corriente continua
5. Regulador de soldeo
Función:
Compensación de las fluctuaciones de la tensión del circuito de soldeo

Centro Integrado de Formación Profesional
AVILÉS
Procedimiento M.A.G.-M.I.G. 2º Curso Ciclo Soldadura y Calderería
Prof: Ignacio Escudero Curso 10-11
4
Autorregulación
El fenómeno de autorregulación es importante para garantizar la estabilidad del arco, pero otras
variables son también importantes.
Si por una causa cualquiera la distancia entre la extremidad del alambre y la pieza aumenta, la tensión
y la longitud del arco aumentarán pero, al mismo tiempo, la intensidad disminuirá por lo que la fusión será
más lenta hasta que se restablezca la longitud y el voltaje inicial, figura. Lo contrario ocurre cuando la
distancia entre el alambre y la pieza disminuye.
Manteniendo fijos los otros parámetros, para cada valor de la corriente de soldadura corresponde una
velocidad de fusión del hilo.
Para mantener una situación de equilibrio es necesario que la velocidad de fusión del hilo sea igual a
la velocidad de alimentación. Esto quiere decir que, cada vez que se cambie la velocidad de alimentación del
hilo debe ajustarse la intensidad de corriente al valor adecuado.
Si la velocidad de alimentación del hilo es mayor que la de fusión, (intensidad insuficiente), llega
mas hilo que el que se puede fundir. Como consecuencia, el arco se ira acortando hasta extinguirse. (el hilo se
estrella con la pieza).
Por el contrario, una velocidad de alimentación insuficiente para la intensidad de corriente aplicada
provocara alargamientos del arco hasta que este se apague.
Para conseguir que el arco sea estable debe haber una total sincronía entre la velocidad de
alimentación y la intensidad de corriente, de forma que el hilo se vaya fundiendo a la misma velocidad con la
que se alimenta.
La coordinación manual de ambos parámetros, además de resultar difícil, obligaría a variaciones de
corriente cada vez que se modifique la velocidad del hilo y viceversa
Normalmente, los equipos para soldeo semiautomático realizan esta coordinación automáticamente,
fenómeno que se conoce como de autorregulación.
Los equipos para soldeo semiautomático por los procesos MIG y MAG no disponen de dos mandos
independientes para regular velocidad de hilo e intensidad de corriente.
Centro Integrado de Formación Profesional
AVILÉS
Procedimiento M.A.G.-M.I.G. 2º Curso Ciclo Soldadura y Calderería
Prof: Ignacio Escudero Curso 10-11
5
Suele seleccionarse la velocidad de alimentación de hilo y el grupo se encarga de suministrar la
intensidad de corriente necesaria para fundirlo a la misma velocidad con la que llega
Para que este mecanismo sea efectivo es necesario que los equipos sean de característica plana
(potencial constante).
Así, con pequeñas variaciones en la longitud de arco, que apenas afecten al régimen de transferencia,
pueden conseguirse importantes variaciones de corriente, capaces de adaptarse a diferentes velocidades de
alimentación.
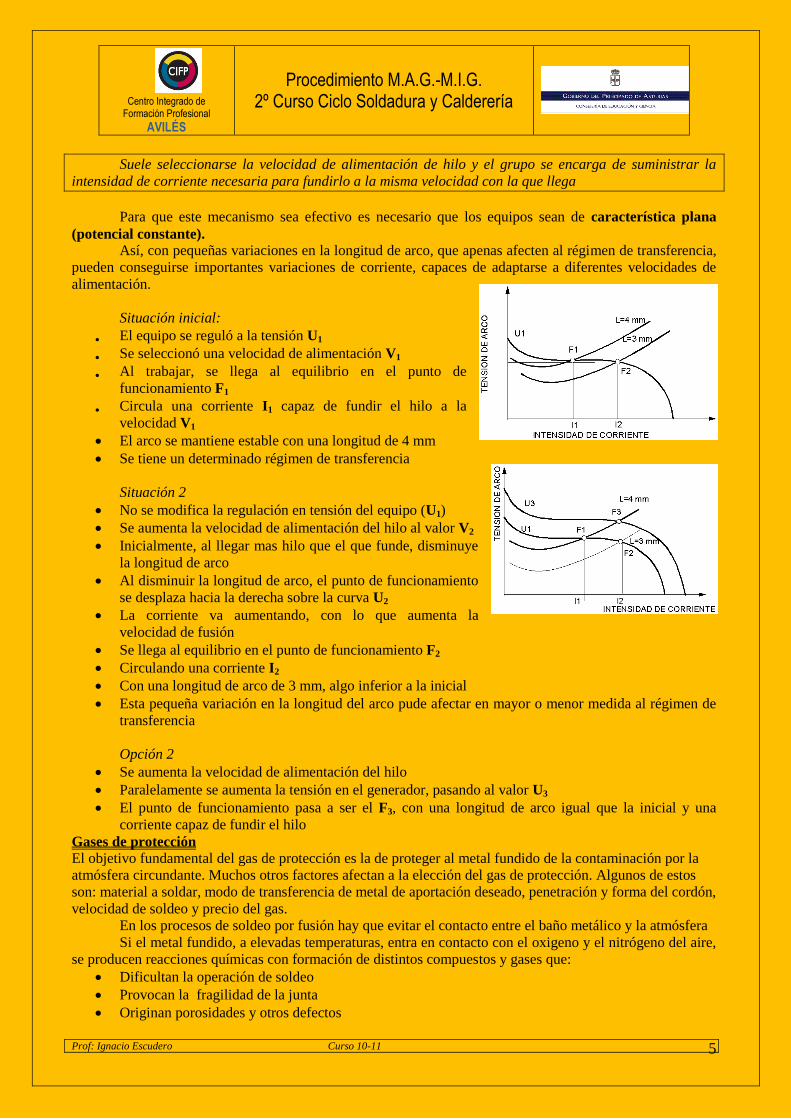
Situación inicial:
El equipo se reguló a la tensión U1
Se seleccionó una velocidad de alimentación V1
Al trabajar, se llega al equilibrio en el punto de
funcionamiento F1
Circula una corriente I1 capaz de fundir el hilo a la
velocidad V1
El arco se mantiene estable con una longitud de 4 mm
Se tiene un determinado régimen de transferencia
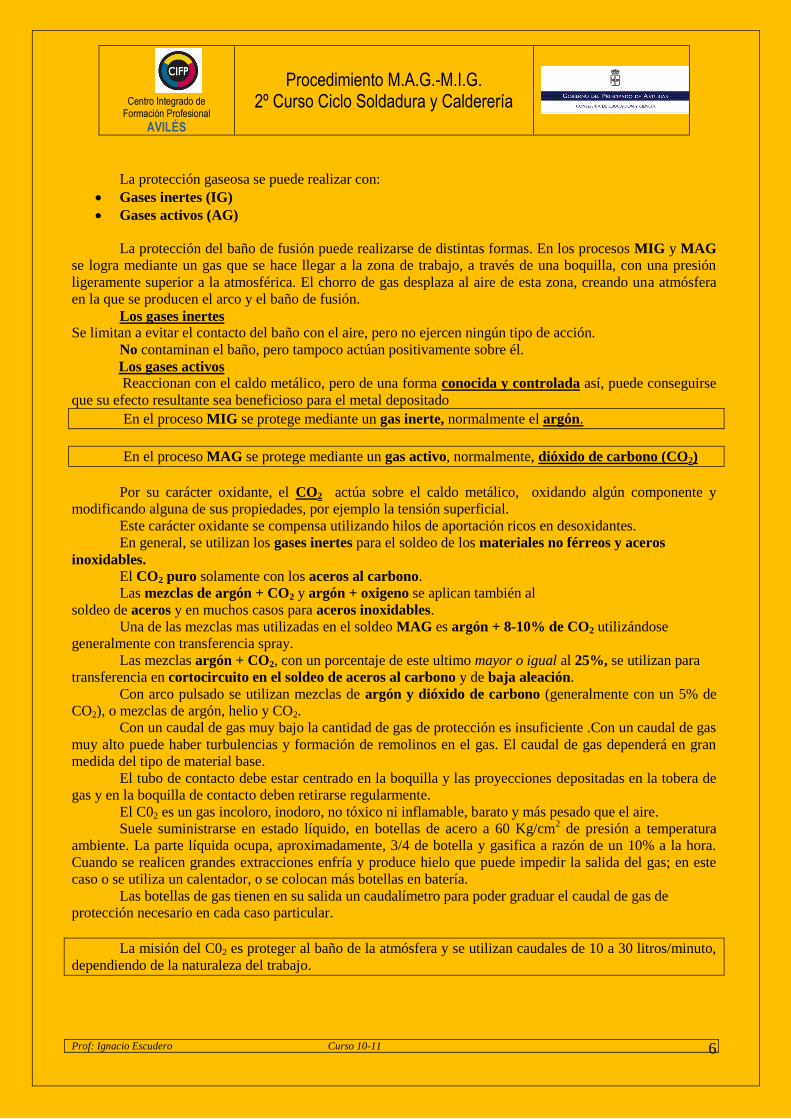
Situación 2
No se modifica la regulación en tensión del equipo (U1)
Se aumenta la velocidad de alimentación del hilo al valor V2
Inicialmente, al llegar mas hilo que el que funde, disminuye
la longitud de arco
Al disminuir la longitud de arco, el punto de funcionamiento
se desplaza hacia la derecha sobre la curva U2
La corriente va aumentando, con lo que aumenta la
velocidad de fusión
Se llega al equilibrio en el punto de funcionamiento F2
Circulando una corriente I2
Con una longitud de arco de 3 mm, algo inferior a la inicial
Esta pequeña variación en la longitud del arco pude afectar en mayor o menor medida al régimen de
transferencia
Opción 2
Se aumenta la velocidad de alimentación del hilo
Paralelamente se aumenta la tensión en el generador, pasando al valor U3
El punto de funcionamiento pasa a ser el F3, con una longitud de arco igual que la inicial y una
corriente capaz de fundir el hilo
Gases de protección El objetivo fundamental del gas de protección es la de proteger al metal fundido de la contaminación por la
atmósfera circundante. Muchos otros factores afectan a la elección del gas de protección. Algunos de estos
son: material a soldar, modo de transferencia de metal de aportación deseado, penetración y forma del cordón,
velocidad de soldeo y precio del gas.
En los procesos de soldeo por fusión hay que evitar el contacto entre el baño metálico y la atmósfera
Si el metal fundido, a elevadas temperaturas, entra en contacto con el oxigeno y el nitrógeno del aire,
se producen reacciones químicas con formación de distintos compuestos y gases que:
Dificultan la operación de soldeo
Provocan la fragilidad de la junta
Originan porosidades y otros defectos
Centro Integrado de Formación Profesional
AVILÉS
Procedimiento M.A.G.-M.I.G. 2º Curso Ciclo Soldadura y Calderería
Prof: Ignacio Escudero Curso 10-11
6
La protección gaseosa se puede realizar con:
Gases inertes (IG)
Gases activos (AG)
La protección del baño de fusión puede realizarse de distintas formas. En los procesos MIG y MAG
se logra mediante un gas que se hace llegar a la zona de trabajo, a través de una boquilla, con una presión
ligeramente superior a la atmosférica. El chorro de gas desplaza al aire de esta zona, creando una atmósfera
en la que se producen el arco y el baño de fusión.
Los gases inertes
Se limitan a evitar el contacto del baño con el aire, pero no ejercen ningún tipo de acción.
No contaminan el baño, pero tampoco actúan positivamente sobre él.
Los gases activos
Reaccionan con el caldo metálico, pero de una forma conocida y controlada así, puede conseguirse
que su efecto resultante sea beneficioso para el metal depositado
En el proceso MIG se protege mediante un gas inerte, normalmente el argón.
En el proceso MAG se protege mediante un gas activo, normalmente, dióxido de carbono (CO2)
Por su carácter oxidante, el CO2 actúa sobre el caldo metálico, oxidando algún componente y
modificando alguna de sus propiedades, por ejemplo la tensión superficial.
Este carácter oxidante se compensa utilizando hilos de aportación ricos en desoxidantes.
En general, se utilizan los gases inertes para el soldeo de los materiales no férreos y aceros
inoxidables.
El CO2 puro solamente con los aceros al carbono.
Las mezclas de argón + CO2 y argón + oxigeno se aplican también al
soldeo de aceros y en muchos casos para aceros inoxidables.
Una de las mezclas mas utilizadas en el soldeo MAG es argón + 8-10% de CO2 utilizándose
generalmente con transferencia spray.
Las mezclas argón + CO2, con un porcentaje de este ultimo mayor o igual al 25%, se utilizan para
transferencia en cortocircuito en el soldeo de aceros al carbono y de baja aleación.
Con arco pulsado se utilizan mezclas de argón y dióxido de carbono (generalmente con un 5% de
CO2), o mezclas de argón, helio y CO2.
Con un caudal de gas muy bajo la cantidad de gas de protección es insuficiente .Con un caudal de gas
muy alto puede haber turbulencias y formación de remolinos en el gas. El caudal de gas dependerá en gran
medida del tipo de material base.
El tubo de contacto debe estar centrado en la boquilla y las proyecciones depositadas en la tobera de
gas y en la boquilla de contacto deben retirarse regularmente.
El C02 es un gas incoloro, inodoro, no tóxico ni inflamable, barato y más pesado que el aire.
Suele suministrarse en estado líquido, en botellas de acero a 60 Kg/cm2 de presión a temperatura
ambiente. La parte líquida ocupa, aproximadamente, 3/4 de botella y gasifica a razón de un 10% a la hora.
Cuando se realicen grandes extracciones enfría y produce hielo que puede impedir la salida del gas; en este
caso o se utiliza un calentador, o se colocan más botellas en batería.
Las botellas de gas tienen en su salida un caudalímetro para poder graduar el caudal de gas de
protección necesario en cada caso particular.
La misión del C02 es proteger al baño de la atmósfera y se utilizan caudales de 10 a 30 litros/minuto,
dependiendo de la naturaleza del trabajo.
Centro Integrado de Formación Profesional
AVILÉS
Procedimiento M.A.G.-M.I.G. 2º Curso Ciclo Soldadura y Calderería
Prof: Ignacio Escudero Curso 10-11
7
A alta temperatura el C02 se descompone en 02 y CO. El primero de estos gases es nocivo para el
baño, por lo cual la varilla debe tener una composición determinada; el CO es tóxico y en algunos casos el
soldador debe tomar precauciones.
Materiales de aportación
Hilo de aportacion
El material de aportación se suministra en forma de bobinas de hilo macizo y cobrizado, cuyo peso
neto oscila entre 8 y 20 Kg.
Los diámetros de hilo normalizados son los siguientes:
0,4 – 0,6 – 0,8 – 1 – 1,2 – 1,4 – 1,6
En el cuadro figuran los diámetros más empleados y se subrayan los que vamos a utilizar.
El hilo de aportación utilizado en soldeo MAG bajo C02 de be ser un acero rico en elementos
desoxidantes (Mn y Si) para evitar que el baño se oxide por la acción del oxigeno que libera el arco en el C02.
Como ejemplo de composición puede citarse la siguiente:
C - 0,07 0,12 %
Mn - 1,20 1,70%
Si - 0,4 1 %
Cu - 0,2 0,4 %
S+P - 0,03 %
El cobrizado exterior del hilo es para asegurar un mejor contacto eléctrico en el tubo y protegerlo de
la oxidación.
Conviene almacenar las bobinas en lugares secos y ventilados, para evitar su oxidación.
Una bobina oxidada dificulta la circulación del hilo en la camisa y originaría sopladuras en la
soldadura.
El alambre debe estar bobinado en capas perfectamente planas y es necesario que no este tirante
durante su suministro, sino que exista una cierta holgura entre la bobina y la vuelta que se esta
desenroscando. Al ser los alambres de pequeño diámetro y la intensidad de soldeo bastante elevada, la
velocidad de alimentación del electrodo suele ser elevada, 40-340 mm/s (2,4 - 20,4 m/min.) para la mayoría
de los metales y de hasta 600 mm/s (236 m/min) para las aleaciones de magnesio.
Cuando se varía el diámetro del alambre utilizado se debe cambiar el tubo-guía, el tubo de contacto y
ajustar los rodillos, o cambiarlos en caso de que no fueran adecuados para ese diámetro del alambre.
Transferencia del metal de aportación
El cordón de soldadura resulta de la solidificación del caldo, metálico que se produce al fundir los
bordes y el metal de aporte.
Aunque los procesos de fusión y solidificación son muy rápidos y difíciles de analizar con detalle, el
resultado (cordón de soldadura) esta muy condicionado por el manejo del baño de fusión, en el que juegan un
papel importante:
La forma en la que se produce el paso de material desde el hilo hasta el baño
Las características del propio baño, como volumen, fluidez, facilidad de mojado, etc.
Como consecuencia del calor del arco, el extremo del hilo se calienta hasta llegar a la fusión,
formándose una gota metálica
Centro Integrado de Formación Profesional
AVILÉS
Procedimiento M.A.G.-M.I.G. 2º Curso Ciclo Soldadura y Calderería
Prof: Ignacio Escudero Curso 10-11
8
El tamaño-de la gota, la forma en la que se desprende del hilo y como se transfiere hacia el baño de
fusión, afectan tanto al desarrollo de la propia operación como a los resultados
El arco puede ser "tranquilo", en el que el metal se va fundiendo y pasando a la pieza sin grandes
problemas; o, por el contrario, muy ruidoso y con gran cantidad de proyecciones
El baño de fusión puede ser relativamente "frío" y superficial, solidificando casi instantáneamente o
muy fluido, "caliente" y profundo, permaneciendo más tiempo en estado líquido y resultando más difícil su
control.
Modos de transferencia
El transporte de metal en el arco puede producirse de formas muy variadas.
En realidad, podríamos hablar de infinitas formas de paso, que podemos agrupar en las siguientes
famillas:
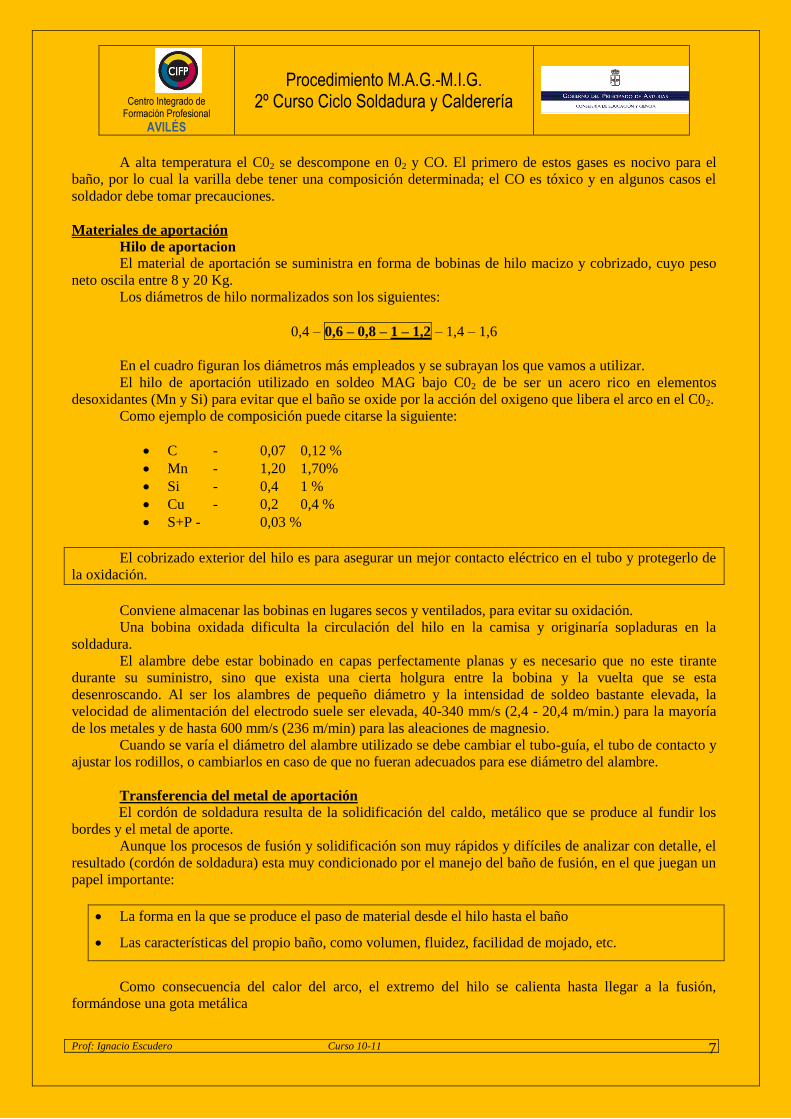
Transporte en arco corto (por cortocircuitos)
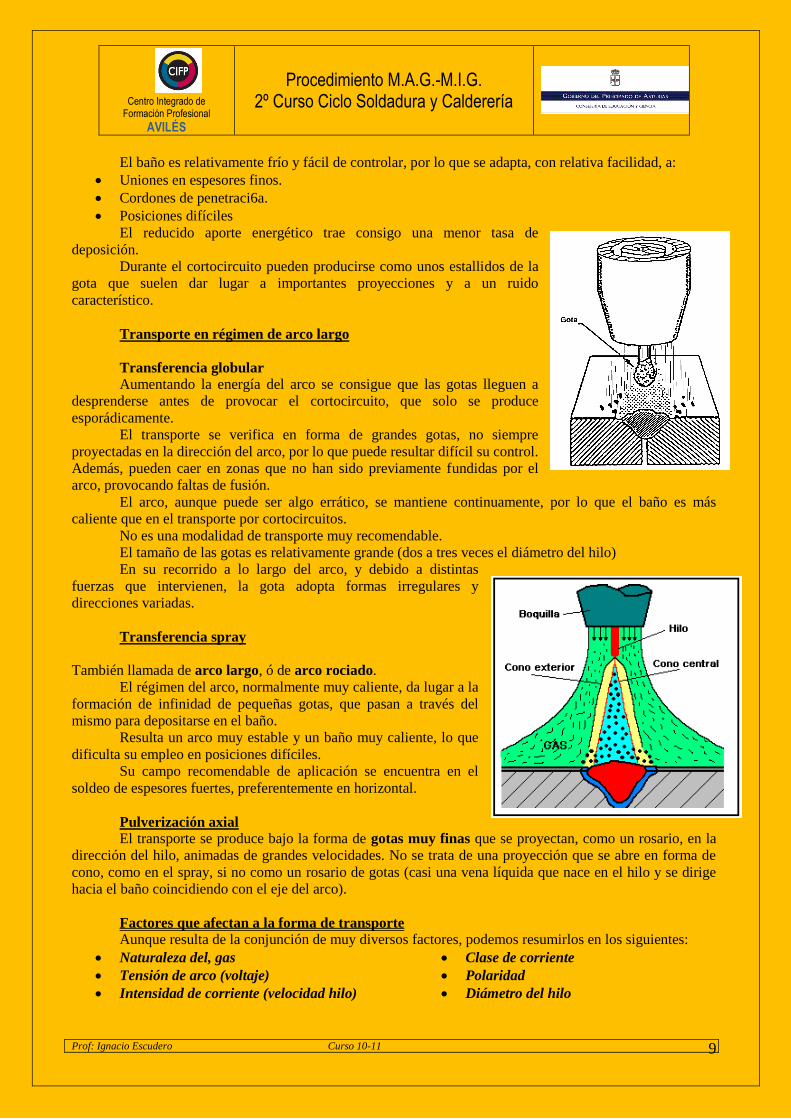
La gota de metal que se forma en el extremo del hilo no se incorpora al baño de fusión hasta que no
toma contacto con el mismo, es decir, hasta que no se produce un cortocircuito.
Esta forma de transferencia se presenta con arcos poco enérgicos.
El extremo del hilo funde a un cierto ritmo, formándose una gota que va aumentando de tamaño.
Como el hilo se alimenta a velocidad constante, su extremo se va aproximando al baño, el arco se va
acortando y llega a desaparecer (cortocircuito) cuando la gota se estrella con el baño sin llegar a desprenderse
del hilo.
En esté momento, entre la punta de corriente que se produce por el cortocircuito, dando lugar a un
fuerte efecto de estricción, y la tensión superficial del propio baño, consiguen el desprendimiento de la gota y
su incorporación al baño de fusión.
Entre el extremo del hilo y la pieza queda un espacio, (el ocupado anteriormente por la gota), en el
que vuelve a restablecerse el arco.
El proceso anteriormente descrito se produce a razón de unas 60 a 200 veces por segundo.
Se trata de un régimen de transporte relativamente "frío".
El arco se está apagando y encendiendo continuamente
Centro Integrado de Formación Profesional
AVILÉS
Procedimiento M.A.G.-M.I.G. 2º Curso Ciclo Soldadura y Calderería
Prof: Ignacio Escudero Curso 10-11
9
El baño es relativamente frío y fácil de controlar, por lo que se adapta, con relativa facilidad, a:
Uniones en espesores finos.
Cordones de penetraci6a.
Posiciones difíciles
El reducido aporte energético trae consigo una menor tasa de
deposición.
Durante el cortocircuito pueden producirse como unos estallidos de la
gota que suelen dar lugar a importantes proyecciones y a un ruido
característico.
Transporte en régimen de arco largo
Transferencia globular
Aumentando la energía del arco se consigue que las gotas lleguen a
desprenderse antes de provocar el cortocircuito, que solo se produce
esporádicamente.
El transporte se verifica en forma de grandes gotas, no siempre
proyectadas en la dirección del arco, por lo que puede resultar difícil su control.
Además, pueden caer en zonas que no han sido previamente fundidas por el
arco, provocando faltas de fusión.
El arco, aunque puede ser algo errático, se mantiene continuamente, por lo que el baño es más
caliente que en el transporte por cortocircuitos.
No es una modalidad de transporte muy recomendable.
El tamaño de las gotas es relativamente grande (dos a tres veces el diámetro del hilo)
En su recorrido a lo largo del arco, y debido a distintas
fuerzas que intervienen, la gota adopta formas irregulares y
direcciones variadas.
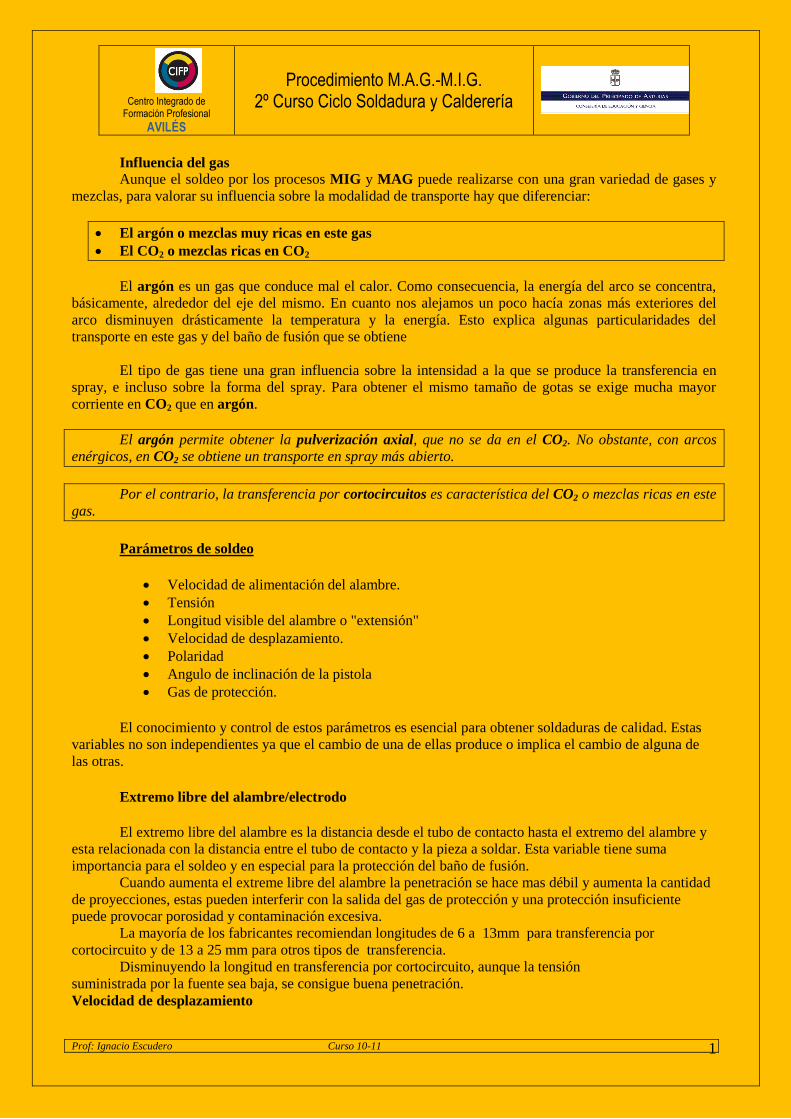
Transferencia spray
También llamada de arco largo, ó de arco rociado.
El régimen del arco, normalmente muy caliente, da lugar a la
formación de infinidad de pequeñas gotas, que pasan a través del
mismo para depositarse en el baño.
Resulta un arco muy estable y un baño muy caliente, lo que
dificulta su empleo en posiciones difíciles.
Su campo recomendable de aplicación se encuentra en el
soldeo de espesores fuertes, preferentemente en horizontal.
Pulverización axial
El transporte se produce bajo la forma de gotas muy finas que se proyectan, como un rosario, en la
dirección del hilo, animadas de grandes velocidades. No se trata de una proyección que se abre en forma de
cono, como en el spray, si no como un rosario de gotas (casi una vena líquida que nace en el hilo y se dirige
hacia el baño coincidiendo con el eje del arco).
Factores que afectan a la forma de transporte
Aunque resulta de la conjunción de muy diversos factores, podemos resumirlos en los siguientes:
Naturaleza del, gas
Tensión de arco (voltaje)
Intensidad de corriente (velocidad hilo)
Clase de corriente
Polaridad
Diámetro del hilo
Centro Integrado de Formación Profesional
AVILÉS
Procedimiento M.A.G.-M.I.G. 2º Curso Ciclo Soldadura y Calderería
Prof: Ignacio Escudero Curso 10-11
1
Influencia del gas
Aunque el soldeo por los procesos MIG y MAG puede realizarse con una gran variedad de gases y
mezclas, para valorar su influencia sobre la modalidad de transporte hay que diferenciar:
El argón o mezclas muy ricas en este gas
El CO2 o mezclas ricas en CO2
El argón es un gas que conduce mal el calor. Como consecuencia, la energía del arco se concentra,
básicamente, alrededor del eje del mismo. En cuanto nos alejamos un poco hacía zonas más exteriores del
arco disminuyen drásticamente la temperatura y la energía. Esto explica algunas particularidades del
transporte en este gas y del baño de fusión que se obtiene
El tipo de gas tiene una gran influencia sobre la intensidad a la que se produce la transferencia en
spray, e incluso sobre la forma del spray. Para obtener el mismo tamaño de gotas se exige mucha mayor
corriente en CO2 que en argón.
El argón permite obtener la pulverización axial, que no se da en el CO2. No obstante, con arcos
enérgicos, en CO2 se obtiene un transporte en spray más abierto.
Por el contrario, la transferencia por cortocircuitos es característica del CO2 o mezclas ricas en este
gas.
Parámetros de soldeo
Velocidad de alimentación del alambre.
Tensión
Longitud visible del alambre o "extensión"
Velocidad de desplazamiento.
Polaridad
Angulo de inclinación de la pistola
Gas de protección.
El conocimiento y control de estos parámetros es esencial para obtener soldaduras de calidad. Estas
variables no son independientes ya que el cambio de una de ellas produce o implica el cambio de alguna de
las otras.
Extremo libre del alambre/electrodo
El extremo libre del alambre es la distancia desde el tubo de contacto hasta el extremo del alambre y
esta relacionada con la distancia entre el tubo de contacto y la pieza a soldar. Esta variable tiene suma
importancia para el soldeo y en especial para la protección del baño de fusión.
Cuando aumenta el extreme libre del alambre la penetración se hace mas débil y aumenta la cantidad
de proyecciones, estas pueden interferir con la salida del gas de protección y una protección insuficiente
puede provocar porosidad y contaminación excesiva.
La mayoría de los fabricantes recomiendan longitudes de 6 a 13mm para transferencia por
cortocircuito y de 13 a 25 mm para otros tipos de transferencia.
Disminuyendo la longitud en transferencia por cortocircuito, aunque la tensión
suministrada por la fuente sea baja, se consigue buena penetración.
Velocidad de desplazamiento
Centro Integrado de Formación Profesional
AVILÉS
Procedimiento M.A.G.-M.I.G. 2º Curso Ciclo Soldadura y Calderería
Prof: Ignacio Escudero Curso 10-11
2
Si se mantienen todos los demás parámetros constantes, cuanto menor sea la velocidad de soldeo
mayor será la penetración, sin embargo, una pistola se puede sobrecalentar si se suelda con intensidad alta y
baja velocidad de soldeo. Una velocidad de soldeo alta produciría una soldadura muy irregular.
Parámetros eléctricos El cebado y mantenimiento de un arco estable, con un electrodo desnudo exige el empleo de
corriente continua.
Por consiguiente, el soldeo por los procesos MIG-MAG utiliza siempre corriente continua.
En cuanto la polaridad, para conseguir un transporte adecuado, con un arco estable y fácil de
controlar, es necesaria la polaridad inversa (positivo al electrodo).
Dando ya por fijos estos parámetros las variables que puede utilizar el soldador para conseguir las
diferentes modalidades de transporte son:
El voltaje o tensión de arco.
La densidad de corriente
Influencia de la tensión
Un voltaje elevado (del orden de 25 a 36 v):
Aumenta la longitud de arco
Permite obtener transportes en forma de spray
Una tensión reducida (de 14 a 25 v) nos lleva a:
Arcos cortos
Transferencia por cortocircuitos
Influencia de la corriente
Corrientes de baja densidad dan lugar a transferencias por cortocircuitos o globulares.
Rebasado un cierto valor, que depende del hilo y del tipo de gas, se consigue el transporte por
pulverización.
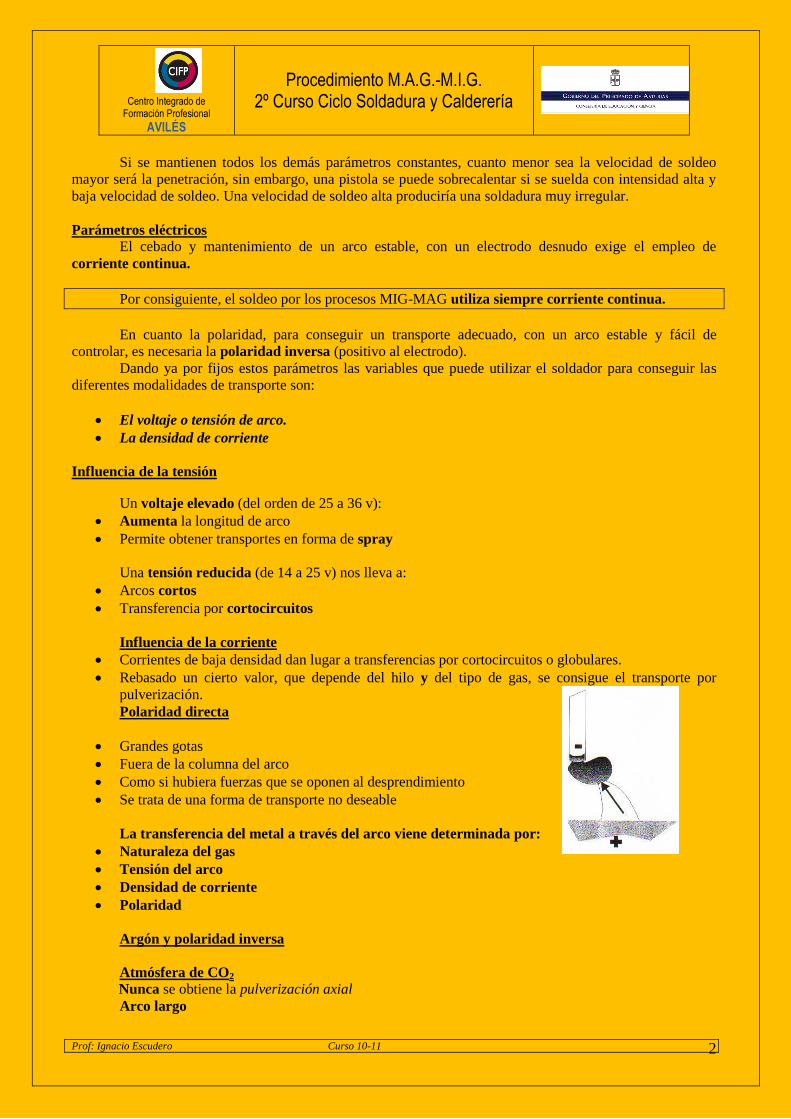
Polaridad directa
Grandes gotas
Fuera de la columna del arco
Como si hubiera fuerzas que se oponen al desprendimiento
Se trata de una forma de transporte no deseable
La transferencia del metal a través del arco viene determinada por:
Naturaleza del gas
Tensión del arco
Densidad de corriente
Polaridad
Argón y polaridad inversa
Atmósfera de CO2
Nunca se obtiene la pulverización axial
Arco largo
Centro Integrado de Formación Profesional
AVILÉS
Procedimiento M.A.G.-M.I.G. 2º Curso Ciclo Soldadura y Calderería
Prof: Ignacio Escudero Curso 10-11
3
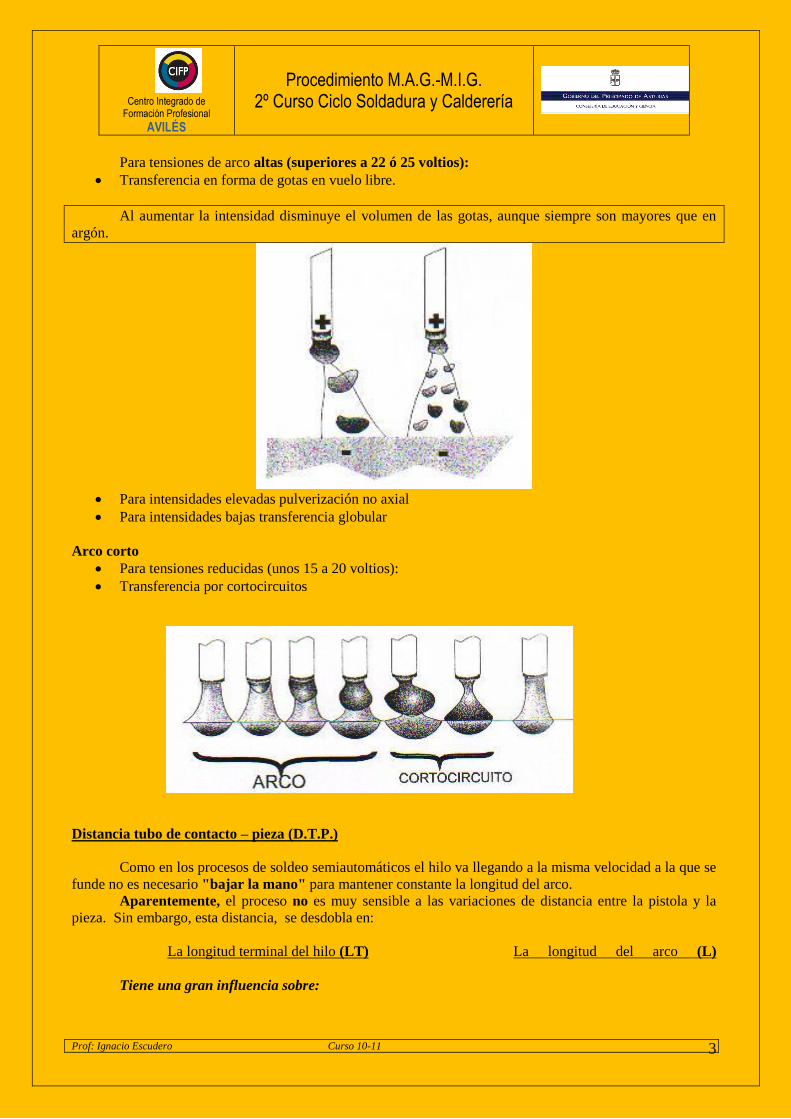
Para tensiones de arco altas (superiores a 22 ó 25 voltios):
Transferencia en forma de gotas en vuelo libre.
Al aumentar la intensidad disminuye el volumen de las gotas, aunque siempre son mayores que en
argón.
Para intensidades elevadas pulverización no axial
Para intensidades bajas transferencia globular
Arco corto
Para tensiones reducidas (unos 15 a 20 voltios):
Transferencia por cortocircuitos
Distancia tubo de contacto – pieza (D.T.P.)
Como en los procesos de soldeo semiautomáticos el hilo va llegando a la misma velocidad a la que se
funde no es necesario "bajar la mano" para mantener constante la longitud del arco.
Aparentemente, el proceso no es muy sensible a las variaciones de distancia entre la pistola y la
pieza. Sin embargo, esta distancia, se desdobla en:
La longitud terminal del hilo (LT) La longitud del arco (L)
Tiene una gran influencia sobre:
Centro Integrado de Formación Profesional
AVILÉS
Procedimiento M.A.G.-M.I.G. 2º Curso Ciclo Soldadura y Calderería
Prof: Ignacio Escudero Curso 10-11
1
La velocidad de fusión del hilo
La eficacia de la protección gaseosa
El mayor o menor riesgo de atascos en la boquilla y tubo de contacto
La visión de la zona de trabajo
La precisión en la dirección de arco y aporte
Aunque esta condicionada por distintos factores, como valores orientativos podemos hablar de:
Para arco corto............ 4 a 9 mm
Para arco largo........... 12 a 30 mm
Unidad de alimentación
En conjunto, la unidad de alimentación, sirve de puente entre el generador y la pistola y debe proporcionar a
esta todo lo que el MAG necesite.
Consta de:
Un dispositivo de colocación y empuje del hilo de aporte con velocidad regulable,
Válvulas eléctricas de gas y agua,
Transformador de tensión para la corriente auxiliar que acciona motor
Contactores y válvulas.
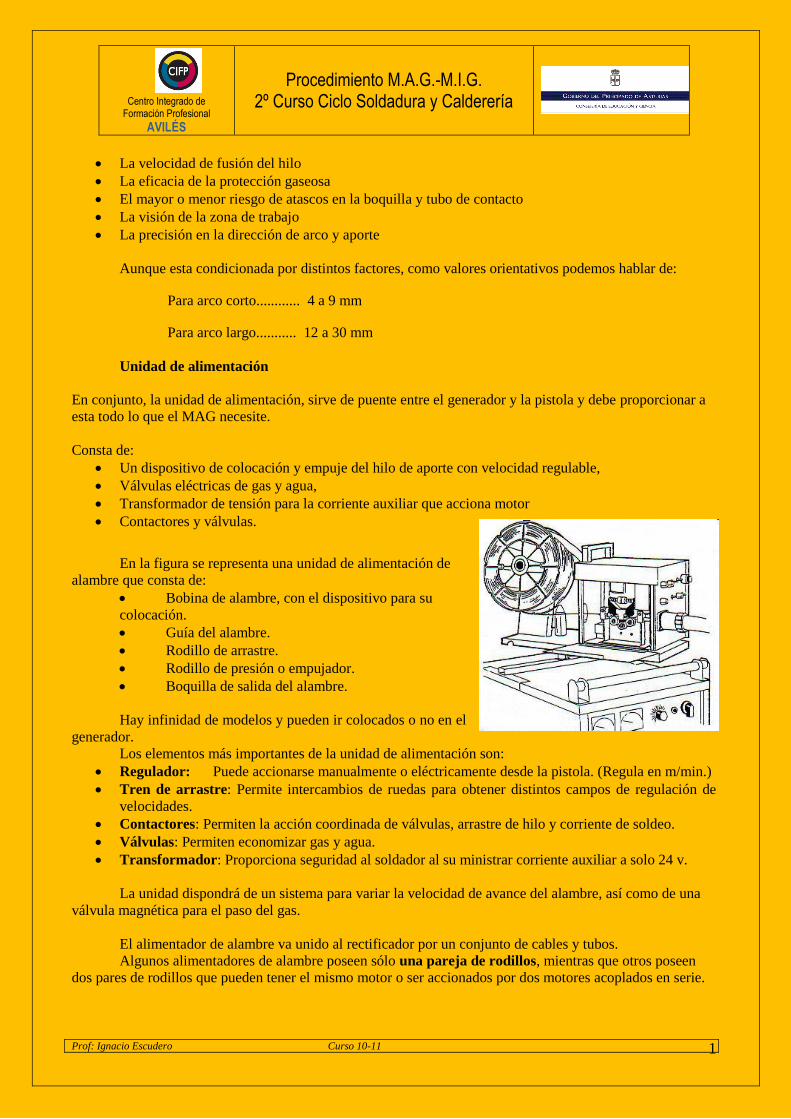
En la figura se representa una unidad de alimentación de
alambre que consta de:
Bobina de alambre, con el dispositivo para su
colocación.
Guía del alambre.
Rodillo de arrastre.
Rodillo de presión o empujador.
Boquilla de salida del alambre.
Hay infinidad de modelos y pueden ir colocados o no en el
generador.
Los elementos más importantes de la unidad de alimentación son:
Regulador: Puede accionarse manualmente o eléctricamente desde la pistola. (Regula en m/min.)
Tren de arrastre: Permite intercambios de ruedas para obtener distintos campos de regulación de
velocidades.
Contactores: Permiten la acción coordinada de válvulas, arrastre de hilo y corriente de soldeo.
Válvulas: Permiten economizar gas y agua.
Transformador: Proporciona seguridad al soldador al su ministrar corriente auxiliar a solo 24 v.
La unidad dispondrá de un sistema para variar la velocidad de avance del alambre, así como de una
válvula magnética para el paso del gas.
El alimentador de alambre va unido al rectificador por un conjunto de cables y tubos.
Algunos alimentadores de alambre poseen sólo una pareja de rodillos, mientras que otros poseen
dos pares de rodillos que pueden tener el mismo motor o ser accionados por dos motores acoplados en serie.
Centro Integrado de Formación Profesional
AVILÉS
Procedimiento M.A.G.-M.I.G. 2º Curso Ciclo Soldadura y Calderería
Prof: Ignacio Escudero Curso 10-11
2
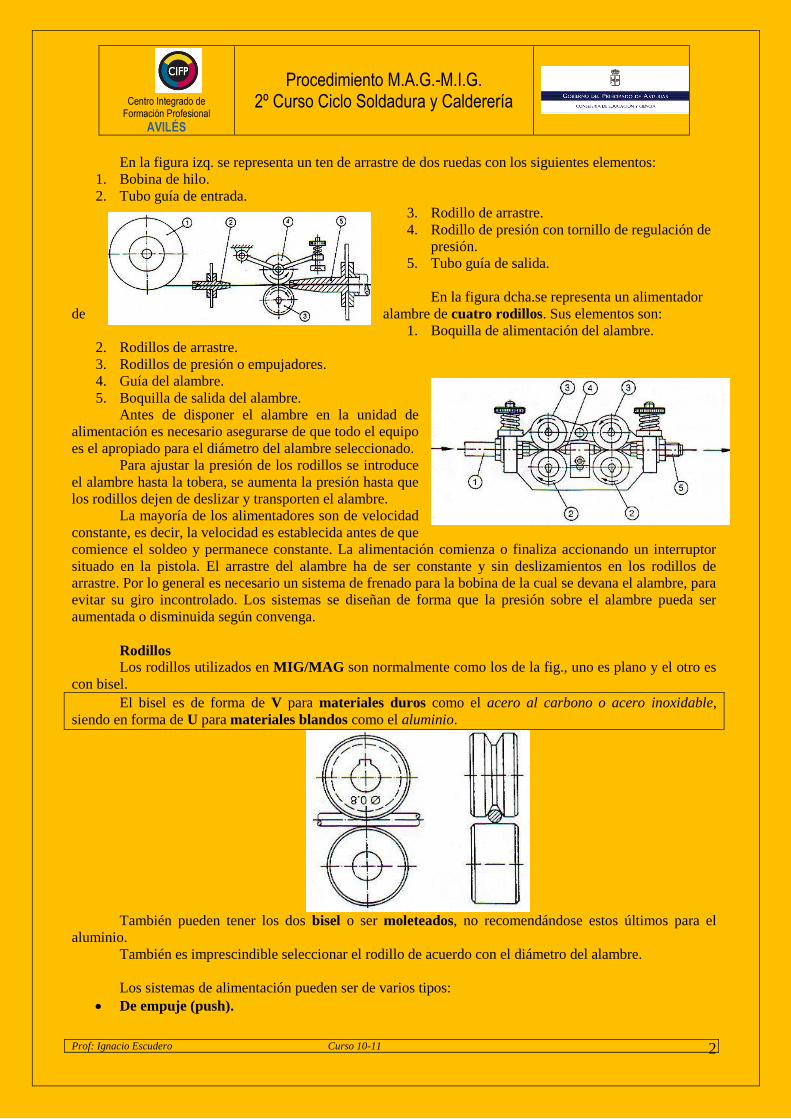
En la figura izq. se representa un ten de arrastre de dos ruedas con los siguientes elementos:
1. Bobina de hilo.
2. Tubo guía de entrada.
3. Rodillo de arrastre.
4. Rodillo de presión con tornillo de regulación de
presión.
5. Tubo guía de salida.
En la figura dcha.se representa un alimentador
de alambre de cuatro rodillos. Sus elementos son:
1. Boquilla de alimentación del alambre.
2. Rodillos de arrastre.
3. Rodillos de presión o empujadores.
4. Guía del alambre.
5. Boquilla de salida del alambre.
Antes de disponer el alambre en la unidad de
alimentación es necesario asegurarse de que todo el equipo
es el apropiado para el diámetro del alambre seleccionado.
Para ajustar la presión de los rodillos se introduce
el alambre hasta la tobera, se aumenta la presión hasta que
los rodillos dejen de deslizar y transporten el alambre.
La mayoría de los alimentadores son de velocidad
constante, es decir, la velocidad es establecida antes de que
comience el soldeo y permanece constante. La alimentación comienza o finaliza accionando un interruptor
situado en la pistola. El arrastre del alambre ha de ser constante y sin deslizamientos en los rodillos de
arrastre. Por lo general es necesario un sistema de frenado para la bobina de la cual se devana el alambre, para
evitar su giro incontrolado. Los sistemas se diseñan de forma que la presión sobre el alambre pueda ser
aumentada o disminuida según convenga.
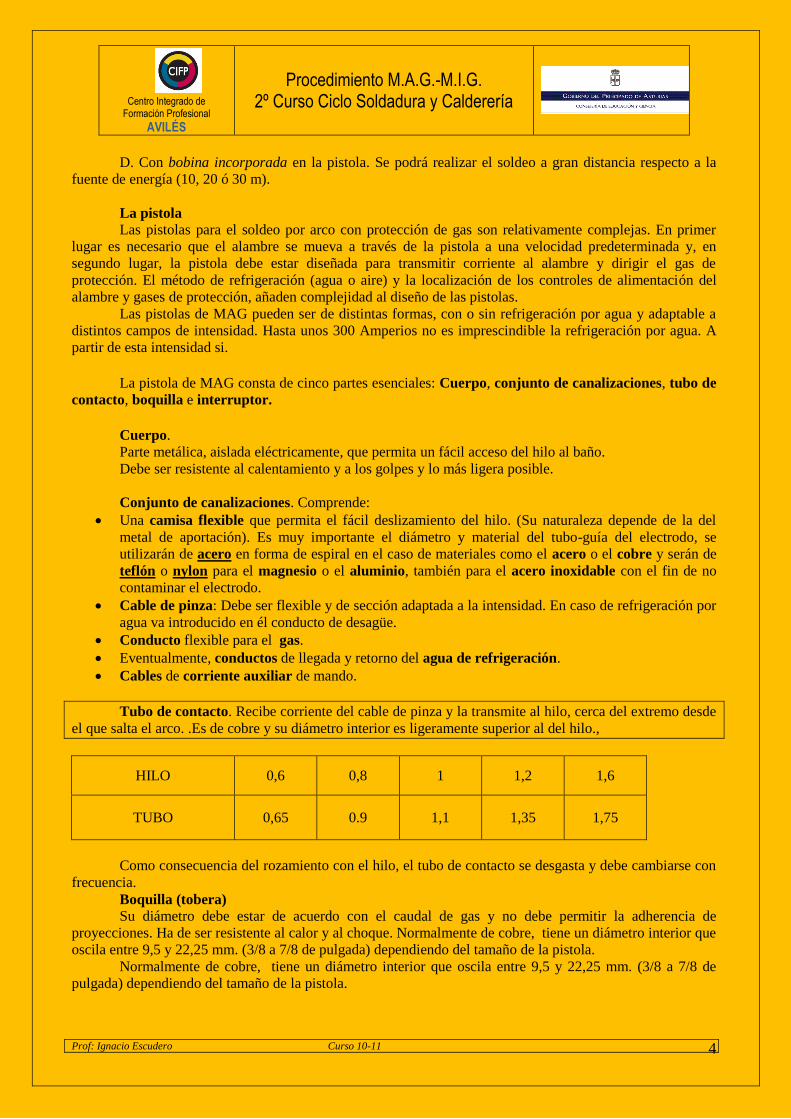
Rodillos
Los rodillos utilizados en MIG/MAG son normalmente como los de la fig., uno es plano y el otro es
con bisel.
El bisel es de forma de V para materiales duros como el acero al carbono o acero inoxidable,
siendo en forma de U para materiales blandos como el aluminio.
También pueden tener los dos bisel o ser moleteados, no recomendándose estos últimos para el
aluminio.
También es imprescindible seleccionar el rodillo de acuerdo con el diámetro del alambre.
Los sistemas de alimentación pueden ser de varios tipos:
De empuje (push).
Centro Integrado de Formación Profesional
AVILÉS
Procedimiento M.A.G.-M.I.G. 2º Curso Ciclo Soldadura y Calderería
Prof: Ignacio Escudero Curso 10-11
3
De arrastre (pull).
Combinados de arrastre-empuje, o "push-pull".
El tipo depende fundamentalmente del tamaño y composición del alambre utilizado y de la distancia
entre el carrete de alambre y la pistola.
La mayoría de los sistemas son de empuje en los que el alambre es alimentado desde un carrete por
medio de unos rodillos y es empujado a través de un conducto flexible al cual está unida la pistola. La
longitud del conducto es generalmente de hasta 3 m, pudiendo ser en algunas ocasiones de hasta 5 m.
Cuando la distancia entre la fuente de energía y la pistola es muy grande puede ser difícil alimentar
mediante el sistema de empuje, por lo que se recurre al sistema de arrastre. En este sistema la pistola está
equipada con unos rodillos que tiran, o arrastran, el alambre a través de la funda (o tubo-guía), evitando los
atascos que se pueden producir con el sistema de empuje, sin embargo este sistema es más costoso.
Si se combinan los dos sistemas se obtiene un sistema de alimentación “de arrastre y de empuje".
Este sistema se conoce también con el nombre inglés de "push-pull" en el que existen unos rodillos
empujando a la salida de la bobina y otros tirando desde la pistola.
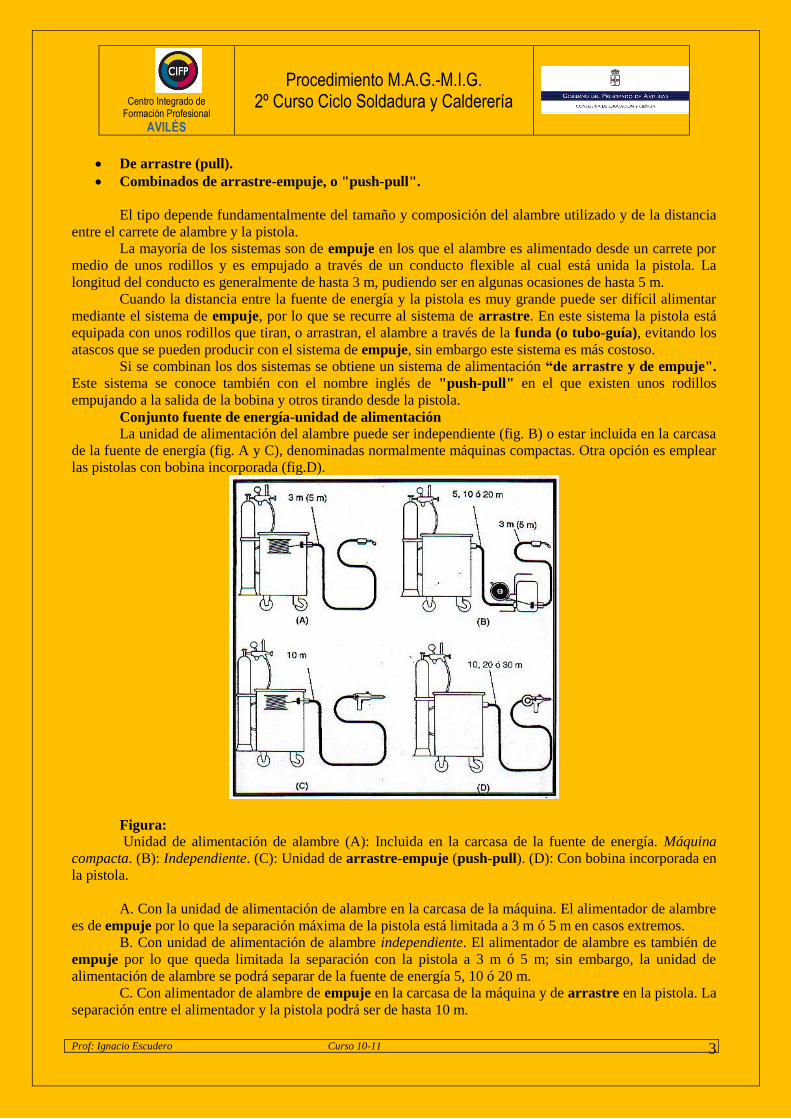
Conjunto fuente de energía-unidad de alimentación
La unidad de alimentación del alambre puede ser independiente (fig. B) o estar incluida en la carcasa
de la fuente de energía (fig. A y C), denominadas normalmente máquinas compactas. Otra opción es emplear
las pistolas con bobina incorporada (fig.D).
Figura:
Unidad de alimentación de alambre (A): Incluida en la carcasa de la fuente de energía. Máquina
compacta. (B): Independiente. (C): Unidad de arrastre-empuje (push-pull). (D): Con bobina incorporada en
la pistola.
A. Con la unidad de alimentación de alambre en la carcasa de la máquina. El alimentador de alambre
es de empuje por lo que la separación máxima de la pistola está limitada a 3 m ó 5 m en casos extremos.
B. Con unidad de alimentación de alambre independiente. El alimentador de alambre es también de
empuje por lo que queda limitada la separación con la pistola a 3 m ó 5 m; sin embargo, la unidad de
alimentación de alambre se podrá separar de la fuente de energía 5, 10 ó 20 m.
C. Con alimentador de alambre de empuje en la carcasa de la máquina y de arrastre en la pistola. La
separación entre el alimentador y la pistola podrá ser de hasta 10 m.
Centro Integrado de Formación Profesional
AVILÉS
Procedimiento M.A.G.-M.I.G. 2º Curso Ciclo Soldadura y Calderería
Prof: Ignacio Escudero Curso 10-11
4
D. Con bobina incorporada en la pistola. Se podrá realizar el soldeo a gran distancia respecto a la
fuente de energía (10, 20 ó 30 m).
La pistola
Las pistolas para el soldeo por arco con protección de gas son relativamente complejas. En primer
lugar es necesario que el alambre se mueva a través de la pistola a una velocidad predeterminada y, en
segundo lugar, la pistola debe estar diseñada para transmitir corriente al alambre y dirigir el gas de
protección. El método de refrigeración (agua o aire) y la localización de los controles de alimentación del
alambre y gases de protección, añaden complejidad al diseño de las pistolas.
Las pistolas de MAG pueden ser de distintas formas, con o sin refrigeración por agua y adaptable a
distintos campos de intensidad. Hasta unos 300 Amperios no es imprescindible la refrigeración por agua. A
partir de esta intensidad si.
La pistola de MAG consta de cinco partes esenciales: Cuerpo, conjunto de canalizaciones, tubo de
contacto, boquilla e interruptor.
Cuerpo.
Parte metálica, aislada eléctricamente, que permita un fácil acceso del hilo al baño.
Debe ser resistente al calentamiento y a los golpes y lo más ligera posible.
Conjunto de canalizaciones. Comprende:
Una camisa flexible que permita el fácil deslizamiento del hilo. (Su naturaleza depende de la del
metal de aportación). Es muy importante el diámetro y material del tubo-guía del electrodo, se
utilizarán de acero en forma de espiral en el caso de materiales como el acero o el cobre y serán de
teflón o nylon para el magnesio o el aluminio, también para el acero inoxidable con el fin de no
contaminar el electrodo.
Cable de pinza: Debe ser flexible y de sección adaptada a la intensidad. En caso de refrigeración por
agua va introducido en él conducto de desagüe.
Conducto flexible para el gas.
Eventualmente, conductos de llegada y retorno del agua de refrigeración.
Cables de corriente auxiliar de mando.
Tubo de contacto. Recibe corriente del cable de pinza y la transmite al hilo, cerca del extremo desde
el que salta el arco. .Es de cobre y su diámetro interior es ligeramente superior al del hilo.,
HILO 0,6 0,8 1 1,2 1,6
TUBO 0,65 0.9 1,1 1,35 1,75
Como consecuencia del rozamiento con el hilo, el tubo de contacto se desgasta y debe cambiarse con
frecuencia.
Boquilla (tobera)
Su diámetro debe estar de acuerdo con el caudal de gas y no debe permitir la adherencia de
proyecciones. Ha de ser resistente al calor y al choque. Normalmente de cobre, tiene un diámetro interior que
oscila entre 9,5 y 22,25 mm. (3/8 a 7/8 de pulgada) dependiendo del tamaño de la pistola.
Normalmente de cobre, tiene un diámetro interior que oscila entre 9,5 y 22,25 mm. (3/8 a 7/8 de
pulgada) dependiendo del tamaño de la pistola.

Centro Integrado de Formación Profesional
AVILÉS
Procedimiento M.A.G.-M.I.G. 2º Curso Ciclo Soldadura y Calderería
Prof: Ignacio Escudero Curso 10-11
5
La pistola puede ser de cuello curvado (cuello de cisne con un ángulo de 40º a 60º) o rectas; las de
cuello de cisne suelen ser más flexibles y cómodas.
En la figura siguiente se puede apreciar un tipo de
pistola en el que se puede apreciar todos los elementos que
la componen.
Alimentación de gas protector y de agua de
refrigeración
Agua
Cuando se suelda con intensidades elevadas es
preciso utilizar pistolas refrigeradas por agua, ya que la
refrigeración de la pistola por el propio gas de protección
sería insuficiente, para evitar que se produzcan daños o la
inutilización de la pistola.
La alimentación del agua para tal refrigeración
puede hacerse desde un simple grifo dispuesto cerca de la
máquina de soldeo o con un sistema de circuito cerrado.
Sea cual sea el sistema, es necesario un conducto
de alimentación de agua que refrigere la pistola y otro de
retorno, según el sistema adoptado.
Como ocurría con el gas, existe una
electroválvula para que el agua circule solamente en los
momentos en que se está soldando.
Los conductos de agua también son flexibles y como los de gas forman parte del conjunto de la
pistola.
Técnica operatoria para el soldeo MAG
En la soldadura MAG de los aceros ordinarios se utiliza casi siempre el transporte por arco corto, en
polaridad inversa y bajo la protección de CO2 aunque actualmente la utilización de mezclas de argón-CO2 y
de argón-oxígeno-CO2 es cada vez más utilizada.
De cualquier modo, para comenzar a soldar, hay que partir de unos valores orientativos, (que nos dan
las tablas), como son, diámetro del hilo, velocidad (intensidad) y tensión. Partiendo de esta aproximación de
parámetros habrá que precisarlos después, con el arco encendido, y diagnosticando sobre él los defectos de
reglaje, actuando en estos y otros factores hasta obtener un baño tranquilo.
Recomendaciones sobre factores de tipo operatorio.
Los factores de tipo operatorio que también influyen en la suavidad del arco son: sentido, ángulo de
pistola, distancia tubo de contacto-pieza, movimientos pistola y velocidad de avance.
Sentido: Puede soldarse en los dos sentidos; a derecha serán cordones abultados y a izquierda planos.
Se utilizan según convenga:
para penetraciones y chapa fina a
izquierda
para recargue en chapa gruesa a
derecha.
Angulo de pistola: Normalmente es de
800(independientemente del sentido), para
conseguir buena protección gaseosa y obtener al
tas velocidades de fusión. (Ver PLANO).
Centro Integrado de Formación Profesional
AVILÉS
Procedimiento M.A.G.-M.I.G. 2º Curso Ciclo Soldadura y Calderería
Prof: Ignacio Escudero Curso 10-11
6
Distancia tubo de contacto-pieza (DTP): Es un factor manual muy importante, e influye de forma
decisiva en la suavidad de arco. Como norma general, a menor diámetro de hilo, menor DTP.
Movimientos pistola: Pueden ser lineales, circulares o en zigzag. En general, en MAG se utilizan los
mismos criterios, respecto de los movimientos, que en arco manual; el movimiento circular es para
situaciones intermedias.
Velocidad de soldeo: Influye sobre la forma del cordón y la penetración. Una velocidad reducida
aumenta la penetcaci6n y acu mula el material depositado.
La toma de masa debe hacerse lo más cerca posible del arco, asegurando su contacto eléctrico.
El soldeo en descendente en el sistema MAG
En la soldadura por arco manual y cuando nos referíamos al soldeo en pared vertical, quedó, claro
que casi siempre la solución ideal era en ascendente, ya que, entre otras cosas, tentamos gran dificultad para
contener la escoria en estado líquido. No obstante, también pudimos comprobar que con un electrodo
adecuado el descendente era una técnica más rápida
Al aplicar el soldeo MAG a una pared vertical debemos revisar este criterio; fundamentalmente
porque este procedimiento no da escoria y porque permite conseguir un baño lo suficientemente frío, que
aminore los efectos de la gravedad. Soldando con MAG en vertical vemos que los inconvenientes
desaparecen y solo queda a favor del descendente, la ventaja de la rapidez.
Hasta tal punto es esto cierto, que con el sistema MAG (Arco corto) el descendente es su aplicación
más ventajosa y siempre que las piezas puedan moverse se debe utilizar, prefiriéndolo incluso al soldeo en
horizontal (que era el más recomendable en arco manual).
Concretamente el soldeo MAG en descendente debe utilizarse siempre en chapa fina y en cordones
de raíz; solo cuan do no se pueda mover la pieza, o se pretenda depositar baños muy voluminosos dejará de
utilizarse.
Por otra parte el MAG descendente es donde el gas protege mejor y donde el soldador trabaja más
cómodo y con mejor acceso visual al baño.
Posiciones de soldadura en el procedimiento MAG
Ya hemos visto que el soldeo MAG en arco corto es perfectamente capaz de resolver cualquier
posición; pero hay que añadir que realmente para el procedimiento MAG.
Las posiciones ideales son:
La de vertical descendente.
La horizontal.
En ellas destaca de manera clara su ventaja de velocidad de depósito respecto del arco manual, que
podemos considerar su principal oponente en la soldadura de los aceros ordinarios.
En otras posiciones, de una u otra forma, se pierden las posibles ventajas sobre el arco manual.
Por ejemplo:
en vertical ascendente presenta problemas de tipo operatorio y la velocidad de soldeo es bastante
inferior;
en techo la boquilla recibe muchísimas proyecciones que dificultan la salida del gas y, además, en las
penetraciones sería necesario un soporte y en este supuesto (accesibilidad por las dos caras) ya no
tendría sentido soldar en techo, sinó en horizontal;
en cornisa la única ventaja del MAG es que carece de escoria, pero,.de todos modos, hay que tomar
precauciones con los efectos de la gravedad de tal manera que siempre se debe soldar a izquierda y
depositar o solo cordones, o pasadas con ligero balanceo, impidiendo en cualquier caso la formación
de grandes baños; todo lo cual hace que sus ven tajas en este caso sean discutibles.
Centro Integrado de Formación Profesional
AVILÉS
Procedimiento M.A.G.-M.I.G. 2º Curso Ciclo Soldadura y Calderería
Prof: Ignacio Escudero Curso 10-11
7
Por las razones expuestas debe entenderse que soldar con MAG fuera de horizontal o descendente
debe ser solamente de forma circunstancial, ya que soldar indiscriminadamente en todas las posiciones nos
llevarla al error de despreciar, en muchos casos, las ventajas de rapidez y economía que pudiera presentar el
soldeo con arco manual.
El procedimiento MIG
El procedimiento MIG (Metal-Inert-Gas) es una técnica de soldeo semiautomático, al arco, con
protección gaseosa. Se diferencia del MAG en la naturaleza del gas utilizado, que por ser inerte en MIG
normalmente se utilizará el Argón.
En MIG solo es posible el transporte por arco largo (gotas finas y sin cortocircuito) por razón del
gas que se utiliza; por tanto su campo de utilización será solamente en espesores medios y fuertes en posición
horizontal (excepto en Aluminio que será posible el ascendente).
Los materiales a soldar con este procedimiento fundamental mente son:
Acero inoxidable.
Cobre.
Aluminio (en especial).
Lógicamente no cabe hablar de su aplicación al soldeo de los aceros ordinarios que queda resuelto de
forma más económica con el, procedimiento MAG.
El procedimiento MIG podemos decir que se complementa con el TIG, puesto que empieza a ser
posible su utilización alrededor de espesores de 4 a 6 mm. que es donde, el TIG deja de ser recomendable.
Las instalaciones son, en lo fundamental, iguales a las de MAG con el lógico cambio de accesorios
en el arrastre, conducción del hilo, pistola y tubo de contacto.
Del transporte en arco largo, que siempre se utiliza en MIG, se deduce que los generadores a
emplear deben tener un campo de intensidades y tensiones alto; por la misma razón hay que pensar en la
necesidad de circuitos refrigerados y que los caudales de gas deben ser algo superiores a los de MAG.
Por el hecho de utilizar gas inerte en la protección debe comprenderse también la necesidad de
limpiar perfectamente los bordes de las piezas a soldar.
El soldeo MIG del aluminio
Como ya hemos visto al estudiar el procedimiento TIG, las principales dificultades que presenta el
soldeo del Aluminio son:
Su elevada conductividad térmica, que exige la aplicación de gran cantidad de calor a pesar de su
punto de fusión relativa mente bajo.
El alto punto de fusión de los óxidos, que exige una limpieza esmerada, la protección con un gas
inerte (Argón, Helio) y el soldeo en polaridad inversa.
El procedimiento MIG permite un fácil soldeo del Aluminio siempre que se tengan en cuenta algunas
recomendaciones:
Antes de iniciar la operación limpiar perfectamente los bordes y sus inmediaciones.
Elegir el material de aportaci6n de acuerdo con el metal base.
Utilizar ruedas de arrastre adecuadas, un guía-hilo de buen deslizamiento y diámetros relativamente
grandes. (El más frecuente 1,6).
La bobina debe de estar limpia y seca, a fin de evitar sopladuras.
Los reglajes deben hacerse cuidadosamente de acuerdo con la naturaleza del trabajo.
En el cebado conviene que el hilo no se estrelle contra la pieza. (Cebado por frotamiento).
Soldar siempre a izquierda para conseguir una protección eficaz.
La DTP no debe exceder los 20 mm.
Centro Integrado de Formación Profesional
AVILÉS
Procedimiento M.A.G.-M.I.G. 2º Curso Ciclo Soldadura y Calderería
Prof: Ignacio Escudero Curso 10-11
8
En general, la velocidad de soldeo debe ser muy alta. ("correr" mucho la mano).
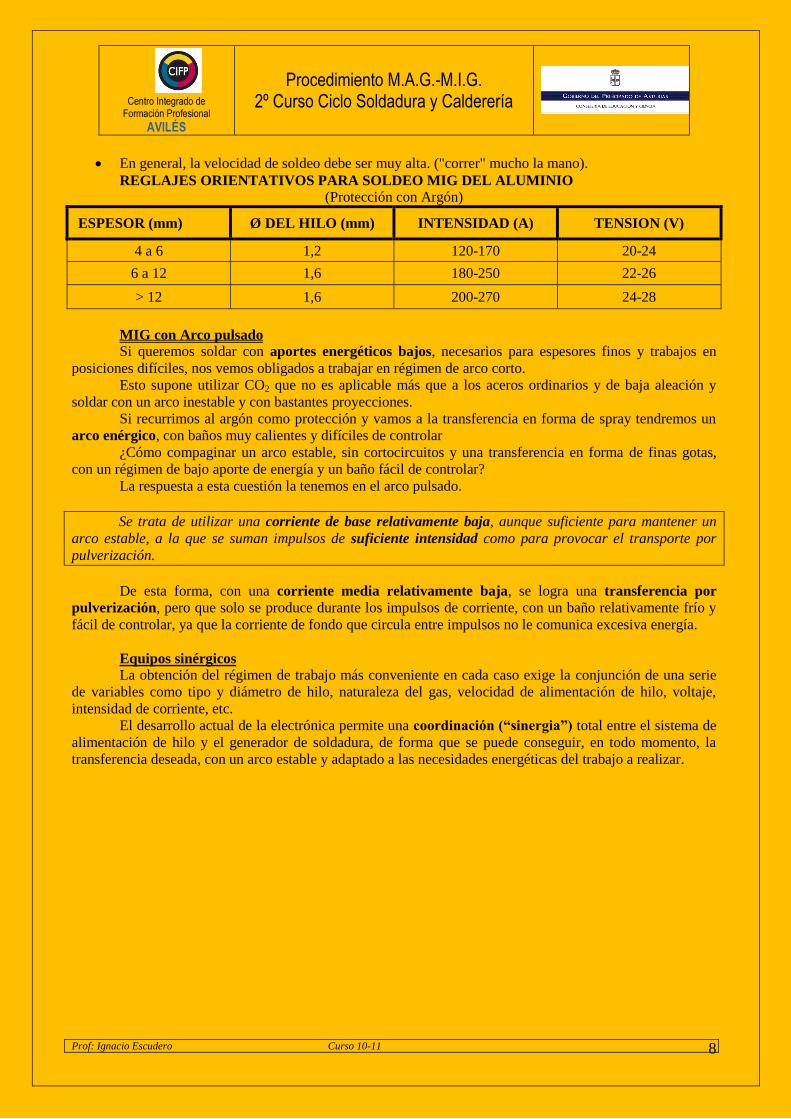
REGLAJES ORIENTATIVOS PARA SOLDEO MIG DEL ALUMINIO
(Protección con Argón)
ESPESOR (mm) Ø DEL HILO (mm) INTENSIDAD (A) TENSION (V)
4 a 6 1,2 120-170 20-24
6 a 12 1,6 180-250 22-26
> 12 1,6 200-270 24-28
MIG con Arco pulsado
Si queremos soldar con aportes energéticos bajos, necesarios para espesores finos y trabajos en
posiciones difíciles, nos vemos obligados a trabajar en régimen de arco corto.
Esto supone utilizar CO2 que no es aplicable más que a los aceros ordinarios y de baja aleación y
soldar con un arco inestable y con bastantes proyecciones.
Si recurrimos al argón como protección y vamos a la transferencia en forma de spray tendremos un
arco enérgico, con baños muy calientes y difíciles de controlar
¿Cómo compaginar un arco estable, sin cortocircuitos y una transferencia en forma de finas gotas,
con un régimen de bajo aporte de energía y un baño fácil de controlar?
La respuesta a esta cuestión la tenemos en el arco pulsado.
Se trata de utilizar una corriente de base relativamente baja, aunque suficiente para mantener un
arco estable, a la que se suman impulsos de suficiente intensidad como para provocar el transporte por
pulverización.
De esta forma, con una corriente media relativamente baja, se logra una transferencia por
pulverización, pero que solo se produce durante los impulsos de corriente, con un baño relativamente frío y
fácil de controlar, ya que la corriente de fondo que circula entre impulsos no le comunica excesiva energía.
Equipos sinérgicos
La obtención del régimen de trabajo más conveniente en cada caso exige la conjunción de una serie
de variables como tipo y diámetro de hilo, naturaleza del gas, velocidad de alimentación de hilo, voltaje,
intensidad de corriente, etc.
El desarrollo actual de la electrónica permite una coordinación (“sinergia”) total entre el sistema de
alimentación de hilo y el generador de soldadura, de forma que se puede conseguir, en todo momento, la
transferencia deseada, con un arco estable y adaptado a las necesidades energéticas del trabajo a realizar.