presentación de powerpoint - asime€¦ · para los fabricantes se recomienda certificación...
TRANSCRIPT



29 JACKETS

TUBOS DE Ø1120x 56 mm

TIPO DE ESTRUCTURAESPECIALPRIMARIASECUNDARIA

GL-COWT: 2012 Guideline for certification of offshore wind turbines. 3.4.2 Welding
General Notes Primary Steel and Appurtenances
Para los fabricantes se recomiendacertificación según ISO 3834-2. RequisitosCompletos.
Puede ser requerido un IWE.
Todos los consumibles de soldadura han deser aprobados por DNVGL.
WPS Según EN ISO 15609.
WPQR Según EN ISO 15614.
WPQ y validez de los soldadores según EN287 (ahora ISO 9606).

Uniones según EN ISO 9692 o equivalente
La evaluación de imperfecciones de soldadura según ISO 5817 de calidad de CLASE B.
Inspección END.

MATERIALES:
Special Structural Members: S355 NL/ML+Z35 35 <t ≤60 mm Impact test min. 40 J (long) at -40°
Primary Structural Members: S355 NL/ML t <= 100 mm Impact test min. 40 J (long) at -40°
S420 NL/ML t <= 100 mm Impact test min. 47 J (long) at -40°
Secondary Steel: S355 J2+N Impact test min. 27 J (long) at -20°
Hollow Sections S355 J2H Impact test min. 27 J (long) at -20°
Stainless Steel X2CrNiMoN-22-5-3 DUPLEX 2205
X2CrNiMo17-12-2 AISI 316L

FABRICACION
100% de trazabilidad completa.
El fabricante certificado según DIN EN 1090.
El fabricante certificado ISO 9001.
SOLDADURA
Estructura primaria DIN EN ISO 3834-2 RequisitosCompletos EXC3 en 1090
Estructura secundaria EN ISO 3834-3 RequisitosNormales EXC2 en 1090
Todas las soldaduras de acero primaria ysecundaria de acuerdo a la norma DIN EN ISO5817, CLASE B
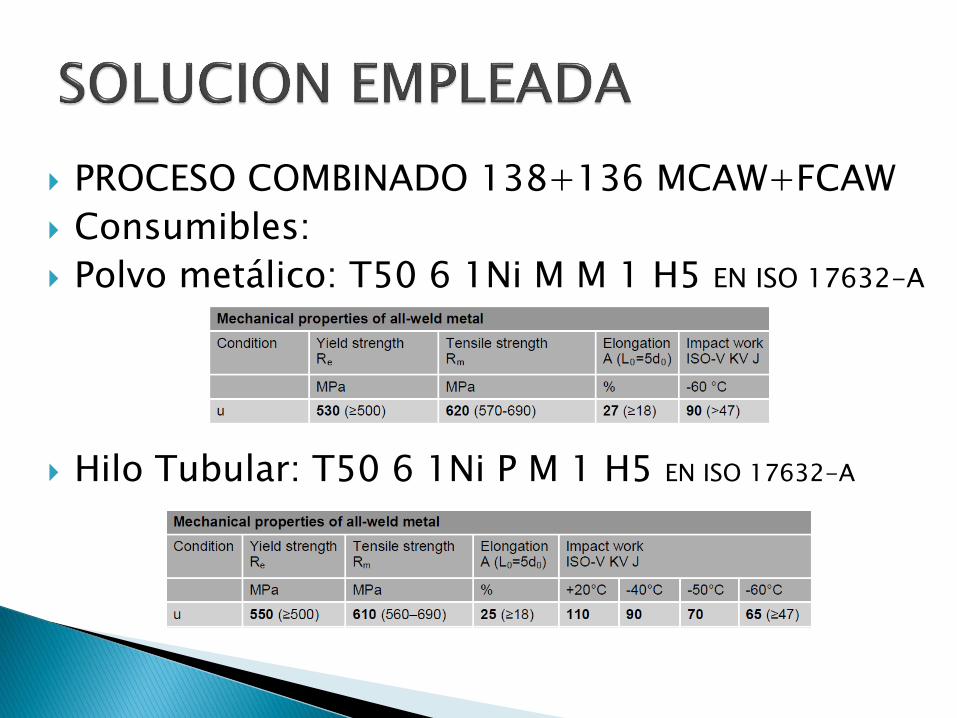
PROCESO COMBINADO 138+136 MCAW+FCAW
Consumibles:
Polvo metálico: T50 6 1Ni M M 1 H5 EN ISO 17632-A
Hilo Tubular: T50 6 1Ni P M 1 H5 EN ISO 17632-A
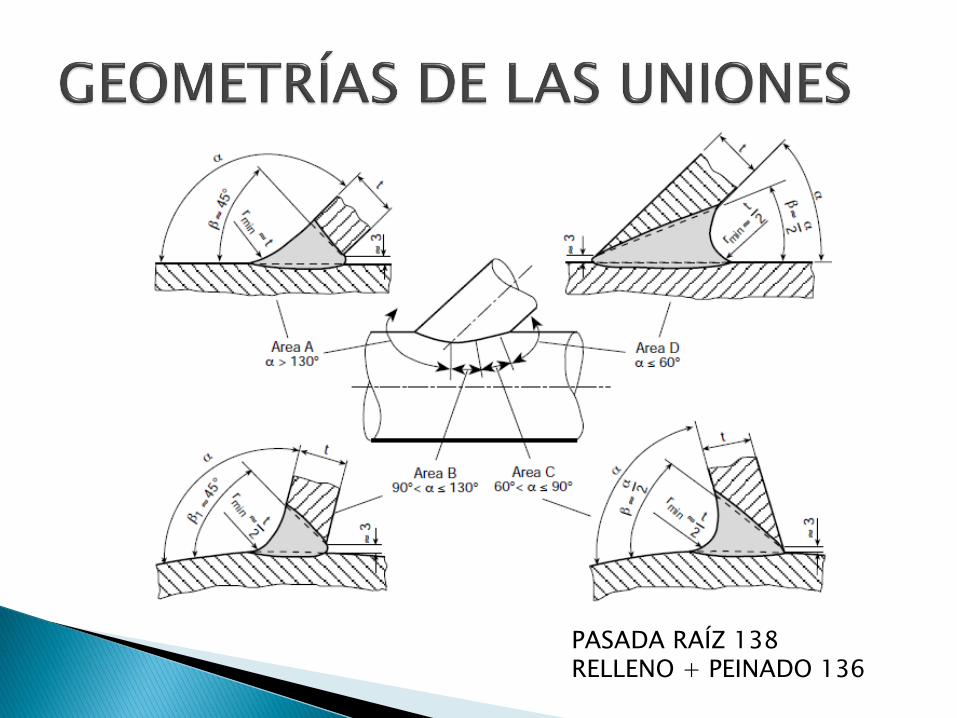
PASADA RAÍZ 138RELLENO + PEINADO 136

PROCESO ASUMIDO POR NERVIÓN INDUSTRIES
FORMEGA: FORMACIÓN + PREPARACIÓNPRUEBA DE CUALIFICACIÓN
FASES
Planificación Septiembre 2014
Cuantificación Nº soldadores a cualificar
En qué se homologarán◦ Procedimientos de soldeo Cualificados
◦ Determinación tipo de pruebas a realizar
◦ Duración Formación
◦ Diseño del Curso
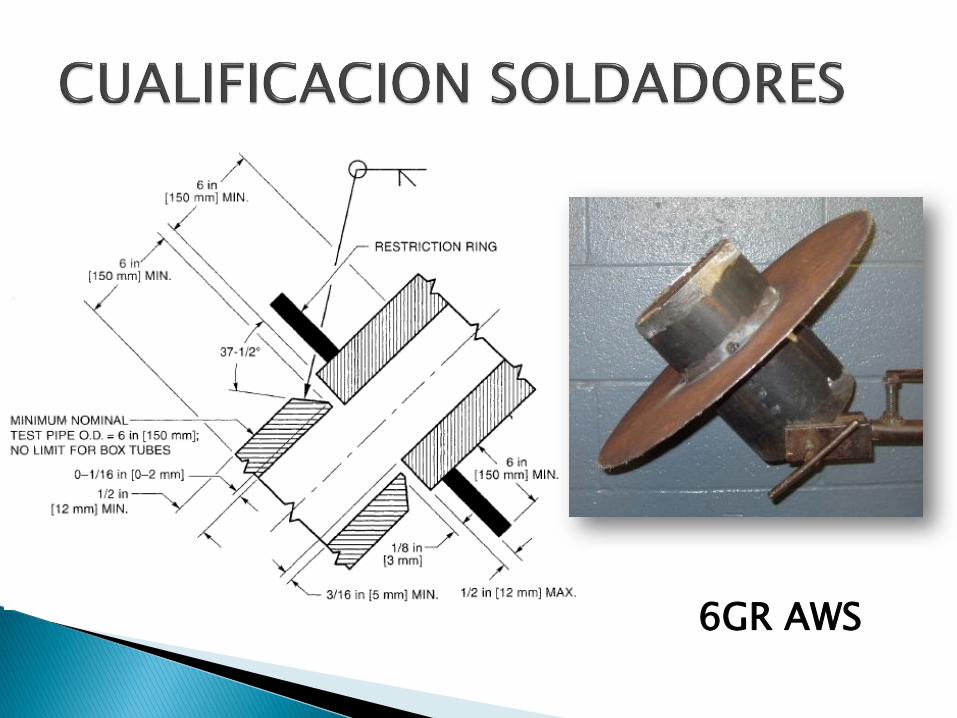
6GR AWS
CUALIFICACION SEGÚN ISO 9606-1 REALIZADA POR DNVGL
Nº DE GRUPOS 3
Nº TOTAL SOLDADORES 31
RESULTADOS:
INSPECCION VISUAL 29 ACEPTABLE 93,5%
ENSAYOS 100% ACEPTABLE

FORMACION 1º GRUPO 40 HORAS
11 SOLDADORES◦ 1º PRUEBA INJERTO D140 α 44º 20 mm-Chapa 20 mm
◦ 2º PRUEBA TUBO D140 20 mm 6G
◦ 3º PRUEBA CHAPA A RINCÓN FW 136 FCAW

FORMACION 2º GRUPO 20 HORAS
10 SOLDADORES◦ 1º PRUEBA TUBO D140 20 mm 6G
◦ 2º PRUEBA CHAPA A RINCÓN FW 136 FCAW

FORMACION 3º GRUPO 20 HORAS
10 SOLDADORES◦ 1º PRUEBA TUBO D140 20 mm 6G
◦ 2º PRUEBA CHAPA A RINCÓN FW 136 FCAW


GRACIAS POR SU ATENCIÓN
FERROL 09 DE OCTUBRE DE 2015