preactor en plantas siemens : caso de éxito en fábrica...
TRANSCRIPT

www.planningmanufacturing.com
Preactor en Plantas Siemens : Caso de éxito en fábrica SIE

www.planningmanufacturing.com
Agenda
1. Sobre Siemens Insulation Center (SIE).
2. Proceso productivo
3. Retos del Proyecto Preactor
4. Proceso de Planificación
5. Balance del proyecto

www.planningmanufacturing.com
Siemens Insulation Center GmbH & Co.KG (ARE407k)
Proveedor Interno de material para Trasformadores
Localización
Dirección: Werner-von-Siemens-Str. 1 08297 Zwönitz Saxony Germany

www.planningmanufacturing.com
Siemens Insulation Center GmbH & Co.KG (ARE407k)
Proveedor Interno de material para trasformadores
Fundada como Joint Venture con Krempel GmbH in 2007 Desde 2011 es 100% SIEMENS
Objetivo del negocio: Generar ventajas en compras y asegurar un suministro competitivo y de alta calidad
para E T TR
Beneficio 2012: 4M € CAGR (tasa de crecimiento anual compuesto): del 75%sobre
los últimos 3 años Empleados 65
www.planningmanufacturing.com
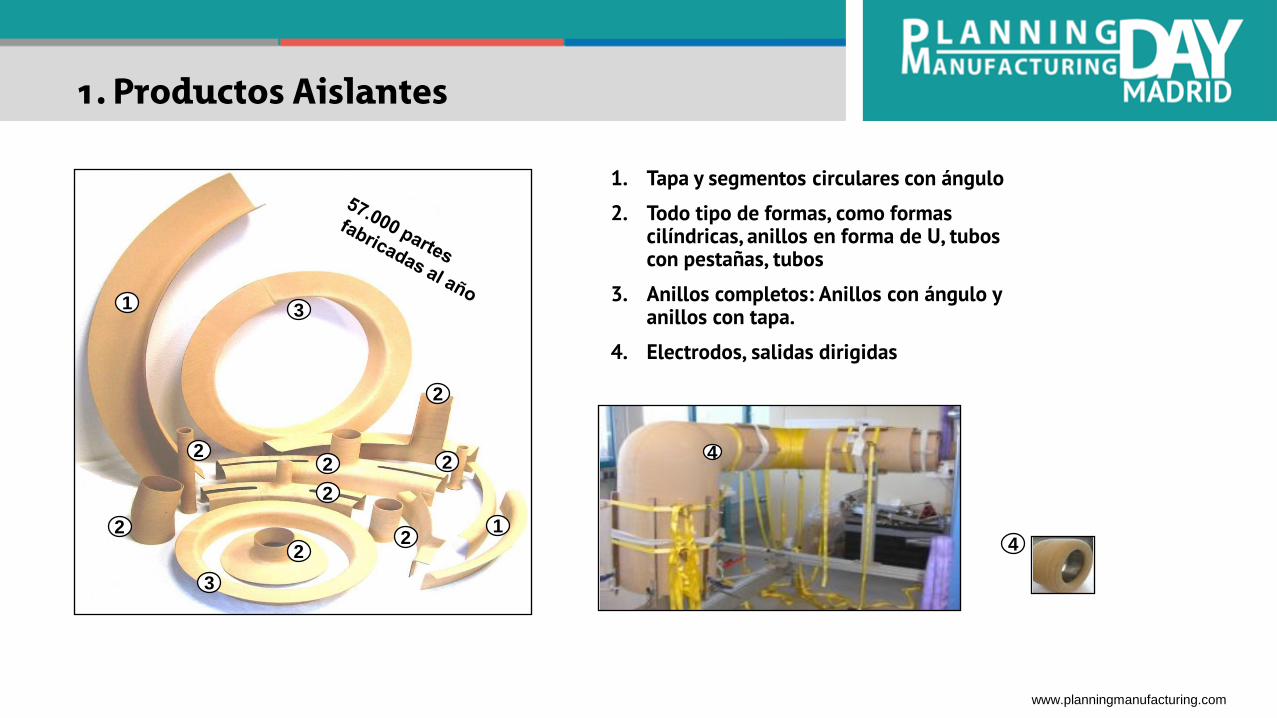
1. Productos Aislantes
1
2
2
2
3
2
2 2
2
2
3
4
1. Tapa y segmentos circulares con ángulo
2. Todo tipo de formas, como formas cilíndricas, anillos en forma de U, tubos con pestañas, tubos
3. Anillos completos: Anillos con ángulo y anillos con tapa.
4. Electrodos, salidas dirigidas
4
1

www.planningmanufacturing.com
2. Proceso Productivo
Tejido aislante Herramienta I
Herramiental II

www.planningmanufacturing.com
2. Proceso Productivo
Operation 1 Corte de la tejido
aislante
Operation 2: A Moldeado en prensa
Tapas y segmentos con ángulo
Operation 2: B Moldeado Manual Formas cilíndricas
Operation 2: D Moldeado Manual
Electrodos y salidas
Operation 4 Corte fino
Operation 5 Control de calidad Operation 2: C
Moldeado Manual Tapas y anillos
Operation 3 Horno
Fabricacion de Herramientas
Almacen de Herramientas

www.planningmanufacturing.com
2. Proceso Productivo
Resumen:
Piezas producidas: 57.000 por año.
Todas las partes son diseñadas por pedido.
No hay piezas standard.
Todas las piezas requieren herramientas diferentes e individuales.
www.planningmanufacturing.com
3. Retos del Proyecto
Objetivo principal: Entregar todos los productos a tiempo.
Conocer rápidamente las repercusiones de las tomas de decisiones que se toman
para cumplir con los requisitos del cliente:
Mas trabajadores (contrato de obra) o incremento del tiempo de trabajo.
Nuevas preparaciones (herramientas)
Replanificaciones y simulaciones.
Reducir el coste de almacenaje
Reducir los tiempos y costos de preparación.
Conseguir una alta flexibilidad.

www.planningmanufacturing.com
4. Proceso de Planificación
Preactor
Fichero Excel (BDE) Feedback
ERP
AVS (Software de gestion de ordenes)
Fichero Excel del cliente
www.planningmanufacturing.com
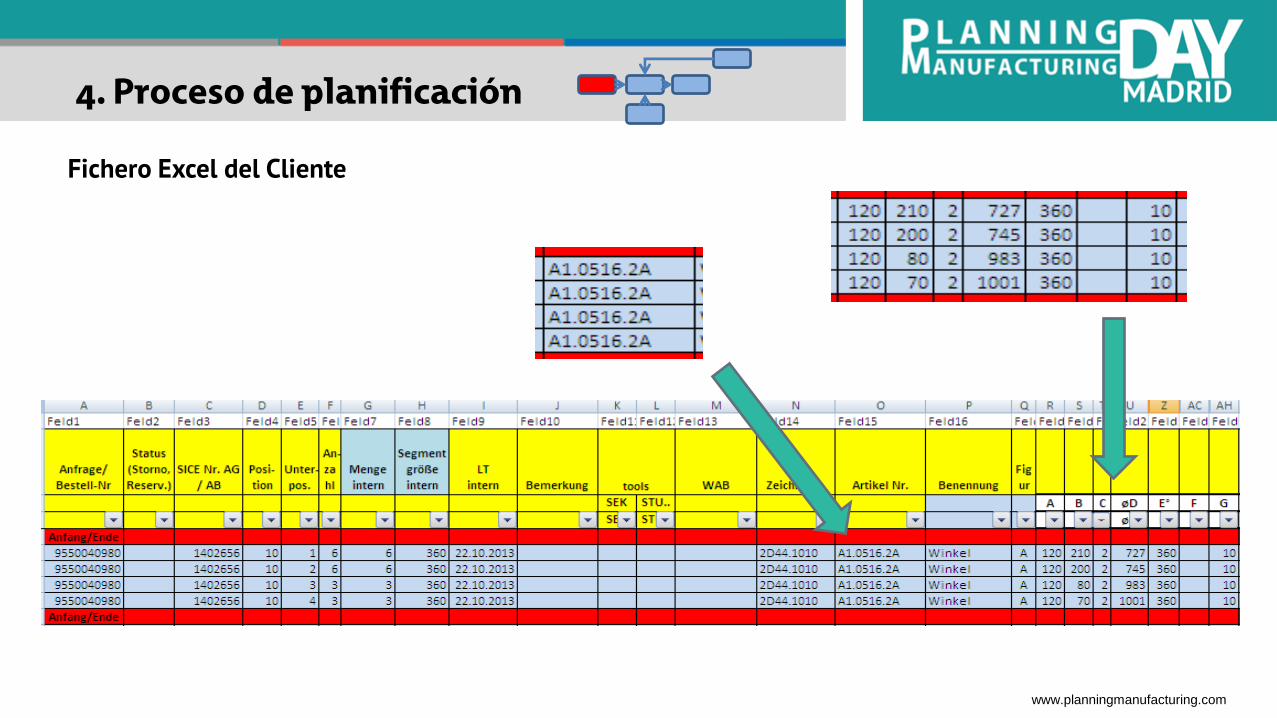
4. Proceso de planificación
Fichero Excel del Cliente

www.planningmanufacturing.com
4. Proceso de planificación
AVS (Sistema generador de OFs)

www.planningmanufacturing.com
4. Proceso de planificación
Preactor
www.planningmanufacturing.com
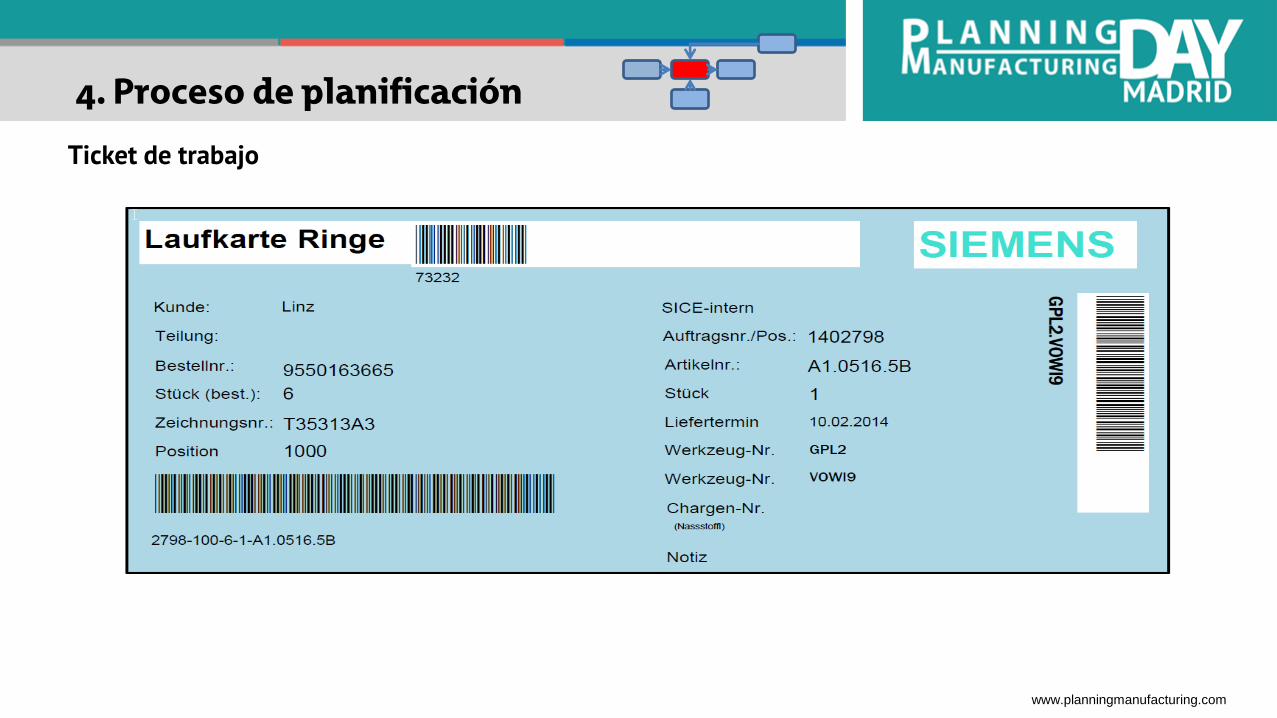
4. Proceso de planificación
Ticket de trabajo

www.planningmanufacturing.com
4. Proceso de planificación
Reprogramacion de Preactor despues de importar el fichero Excel (BDE) de Feedback

www.planningmanufacturing.com
5. Balance del Proyecto
Beneficios y ventajas conseguidos: Se conoce en todo momento de la situación de producción (Feedback) Gran flexibilidad. Tomas de decisiones rápidas. Planificación del personal existente. Evitar contrataciones extras y sus
costes. Desarrollo de trabajos en paralelo. Mejora del lead time. Se ha conseguido entregar a tiempo.
www.planningmanufacturing.com
5. Balance del Proyecto
Dificultades iniciales:
Alto esfuerzo para calcular los tiempos de producción.
Calcular con mayor precisión, debido a la infinita variedad de productos.

www.planningmanufacturing.com
5. Balance del Proyecto
Lecciones aprendidas por Insulation Center:
Ser mas precisos en el calculo en los tiempos para introducirlos
correctamente en el sistema
Debido al infinito catalogo de producto fue necesario una persona
dedicada al proyecto.
Hubo que definir estrictamente las restricciones productivas para optimizar:
lead time
Tiempos de cambio.
Y los costos.
