practica tercer parcial - ucreanop.orgucreanop.org/descargas/practicas/gerencia de...
TRANSCRIPT
1
CATEDRA DE GERENCIA DE OPERACIONES Práctica Tercer Parcial La siguiente práctica es una recopilación de ejercicios tomados de exámenes hechos por la cátedra. 1- En una fabrica de ropa de cuero se fabrican jackets de cuero para su exportación. Es práctica habitual de la compañía realizar inspecciones al 100% al final de la producción para enviar al mercado de segunda aquellas prendas con defectos de calidad. Roberto, nuevo gerente de calidad de la empresa, desea cambiar la política de inspección por un sistema de calidad que logre eliminar los problemas de calidad y evitar así las pérdidas por costos de la baja calidad que tiene la empresa en la actualidad por venta de segunda de un porcentaje importante de su fabricación. A continuación se adjunta una hoja de verificación realizada por Roberto que resume los problemas de calidad presentados en la última semana de fabricación:
Como primer paso en su implementación del nuevo sistema de control de calidad Roberto desea entrenar a su personal en las herramientas estadísticas básicas para la calidad y por ello ha decidido empezar con el diagrama de Pareto.
a. Considerando que la gravedad de los tres problemas es la misma, realice un análisis de Pareto de primer nivel y detecte cuál es el principal problema.
b. Sobre el problema principal haga un Pareto de segundo nivel y determine la causa principal del problema, que se puede concluir al respecto.
2- Carol, propietaria de un restaurante de comida rápida que está en el centro de una ciudad, se preocupaba por la pérdida de varios comensales asiduos. Contó el número de mesas vacías a la hora del almuerzo, de 12 a.m. a 3 p.m., durante un periodo de cuatro semanas. Para entender mejor las razones de la pérdida de comensales, como las largas colas y los comensales insatisfechos , Carol habló con varios comensales asiduos. Descubrió que les gustaba la comida y el ambiente del restaurante, pero 9 personas creían que había oportunidades de mejorar con base en la falta de capacidad para manejar con rapidez los pedidos para llevar, 7 personas opinaron que el tiempo excesivo para esperar una mesa era el factor más importante, 30 personas mencionaron que el servicio deficiente era la principal causa, 5 personas manifestaron que los meseros son lentos en
Modelo de Producto Máquina 1 Máquina 2 Máquina 3
500 ooo xxx +++
ooooo xx ++ //
oooooooooo xxxx /
501 oooo xx +++ /
ooooo xxxxx //
ooooooooooo xxxxxx ++
502 ooo xx +
oooo xxx ++
ooooooooooooo xxxxx ++++ //
Códigos por defectos: o Reventado de piel, x Piel arrugada, + Falla costura y / Mal montaje

2
algunos días y 12 personas se quejaron por las largas colas en la caja registradora. Carol decidió buscar alguna forma que le permita recopilar los datos en forma sistemática y determinar cuáles de estos problemas erán los más importantes.
• Realice una hoja de verificación con histograma incluído, un diagrama de Pareto y un diagrama de Ishikawa. ¿Qué podemos concluir al respecto?
3- De acuerdo con la información de una hoja de verificación en una línea del proceso de envasado de tequila, se presentaron en el último mes los siguientes resultados en cuanto a defectos y frecuencia:
Defecto de envasado Frecuencia Botella 804 Tapa 715 Etiqueta 1.823 Contra etiqueta 742 Botella sin vigusa 916 Otros 102 Total de botellas envasadas en el mes 424.654
• Realice un diagrama de Pareto y obtenga conclusiones.
4- El año pasado, el gerente del departamento de servicio del taller mecánico 3R instituyó un programa para recopilar las opiniones de los clientes, a fin de averiguar en qué forma podría mejorar su servicio. Una semana después de haber dado servicio a un vehículo, su asistente llamaba por teléfono al cliente para averiguar si se sentía satisfecho con el trabajo realizado y solicitar sus sugerencias para mejorar el servicio. Al cabo de un año de recopilar datos, el asistente descubrió que las quejas de los clientes podrían agruparse en las cinco categorías siguientes:
Queja Frecuencia Ambiente poco amable 5 Larga espera para recibir el servicio 17 Precios demasiado altos 20 Factura incorrecta 8 Es necesario regresar para corregir el problema 50 Total 100
• Dibuje un diagrama de Pareto para identificar los problemas de servicio más significativo.
• Use un diagrama de causa y efecto para identificar las causas potenciales de las quejas 5- La oficina principal de un gran banco recibe un promedio de 700 llamadas por día. Por medio de un estudio se ha determinado que cuando los clientes deben esperar más de cinco tonos para ser atendidos, tienden a irritarse y a menudo no llaman más a la compañía. Si los clientes deben esperar solamente dos tonos, se asegura su consulta y se sienten más cómodos realizando negocios por teléfono. Debido a que la recepción telefónica es la primera impresión que reciben los clientes de la compañía, se ha decidido implementar un programa de control de la calidad en esta área. La gerencia realizó una investigación durante 12 días con el objetivo de investigar las razones por las cuales la recepción telefónica hacía esperar a los clientes. En total se recibieron 492 quejas, de las cuales 27 se debieron a que la persona que llamaba no proporcionaba el nombre de la sección o la persona destinataria de la llamada, en 85 casos no había persona alguna disponible en la sección que recibió la llamada, en 22 ocasiones la llamada fue transmitida a una sección equivocada, 241

3
fueron causadas porque solamente había un operador en la central telefónica recibiendo las llamadas de los clientes, 103 se debieron a que la persona que el cliente buscaba no se encontraba en su oficina y finalmente, 14 se debieron a otras razones. Plantee tres posibles medidas que podría poner en práctica la dirección, que contribuirían a disminuir el número de personas en espera. Justifique las medidas sugeridas por medio de un diagrama causa-efecto, una hoja de control y un diagrama de Pareto, utilizando los datos extraídos de la investigación realizada. 6- “Una pizza mediana de jamón y hongos, unos ravioles de carne y un risotto a la marinera, por favor”, dijo José al transmitir uno de sus pedidos a la cocina. El ambiente se encontraba tenso, José se cruzaba miradas amenazadoras con el cocinero del negocio, este a su vez todavía se encontraba resentido debido a los últimos enfrentamientos con los meseros del restaurante. Son las 10:00 p.m. del 31 de diciembre y Fabrizio Perotti, dueño del restaurante italiano de la localidad medita en una esquina de su local las diversas dificultades que ha tenido que enfrentar en el presente año y que le han significado una merma importante en el flujo normal de clientes a su negocio, de hecho, tiene en sus manos la carta de renuncia de quién fuera una vez su cocinero estrella; aquel al que le debía la buena fama alcanzada por su restaurante. El local está ubicado en una zona comercial importante de Escazú, la afluencia de público por las noches es notoria, gracias a la gran actividad de diversión que existe en este cantón del país. El local es muy agradable con suficiente espacio para estacionar los vehículos de los clientes y evitarles algún contratiempo, cuando visitan el lugar. Sin embargo el equipo utilizado en la cocina es un tanto viejo y desactualizado, fácilmente los equipo se des calibran. José es un mesero que siempre ha tenido mucha suerte con las propinas, sin embargo, en este año la situación no ha sido tan halagüeña como en años anteriores. Culpa al cocinero por esto ya que los clientes se quejan constantemente de los platillos. Las quejas de los clientes se han vuelto recurrentes; inclusive el servicio exprés que le había dado muchos beneficios al inicio, ha decaído considerablemente. Entre las quejas de los clientes podemos mencionar que la cubierta de las pizzas se pega contra la tapa de la caja ( 7 reclamos solo en lo que va del día de hoy), la pizza no llega a tiempo (35), la combinación de ingredientes no es la correcta (9), errores recurrentes en el estilo de la pasta enviada (6), tamaño de la pizza no es el correcto (4), la pizza llega parcialmente comida (3) y a veces la pizza jamás llega (6). Como si fuera poco el horno del negocio tiene problemas para conservar la temperatura ideal para preparar los diferentes platillos de los clientes, de hecho se han entregado 23 platillos crudos a los clientes en el día de hoy. Con el afán de bajar costos de fabricación de los pedidos se decidió empezar a trabajar con un nuevo proveedor de carnes para el restaurante. Sin embargo el actual proveedor ha resultado ser de no mucha confianza, de hecho hoy se quedó mal con la elaboración de platillos con tocineta y otras carnes ya que nunca llegó el pedido del mismo, perdiendo la venta de alrededor de 25 clientes. La sobre carga de trabajo ha repercutido en un exceso de trabajo por parte de todos los empleados, especialmente de la cocina; Fabrizio todavía no ha querido aumentar el personal del negocio. Don Fabrizio tiene tantas cosas en su mente que en estos momentos no puede clarificar sus ideas y atacar los problemas de calidad que le afectan de una manera eficaz y eficiente. Realice una hoja de verificación, un diagrama de Pareto y utilice un diagrama de causa y efecto para identificar las causas posibles de los problemas de calidad del restaurante. 7- Una empresa elaboradora de conservas de piña decide hacer un análisis para ver en que parte del proceso es en la que se degrada más cantidad de Vitamina C (ácidoascórbico) para implementar las mejoras que sean necesarias. Se sabe que la piña llega con una concentración de 210 ppm de vitamina C a la planta de producción y al final del proceso al llegar al almacén contiene 160 ppm de vitamina C. Al término de cada operación se analizó el contenido de vitamina C obteniéndose los siguientes datos:
4
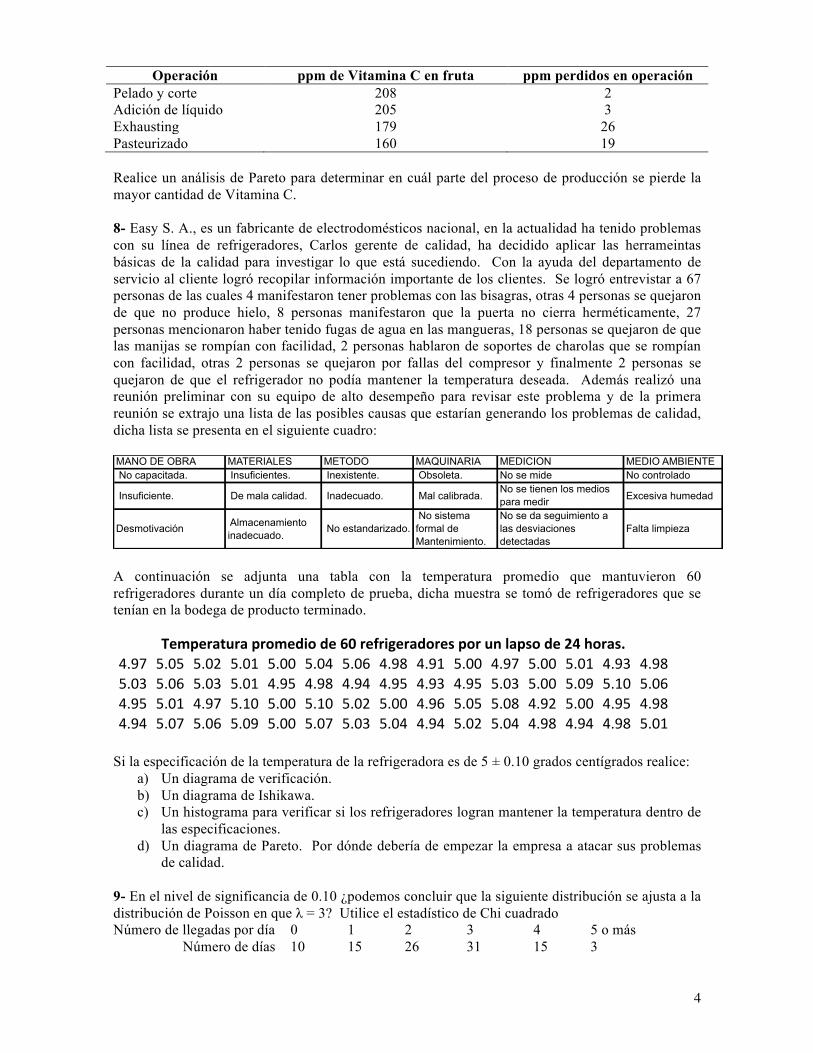
Operación ppm de Vitamina C en fruta ppm perdidos en operación Pelado y corte 208 2 Adición de líquido 205 3 Exhausting 179 26 Pasteurizado 160 19 Realice un análisis de Pareto para determinar en cuál parte del proceso de producción se pierde la mayor cantidad de Vitamina C. 8- Easy S. A., es un fabricante de electrodomésticos nacional, en la actualidad ha tenido problemas con su línea de refrigeradores, Carlos gerente de calidad, ha decidido aplicar las herrameintas básicas de la calidad para investigar lo que está sucediendo. Con la ayuda del departamento de servicio al cliente logró recopilar información importante de los clientes. Se logró entrevistar a 67 personas de las cuales 4 manifestaron tener problemas con las bisagras, otras 4 personas se quejaron de que no produce hielo, 8 personas manifestaron que la puerta no cierra herméticamente, 27 personas mencionaron haber tenido fugas de agua en las mangueras, 18 personas se quejaron de que las manijas se rompían con facilidad, 2 personas hablaron de soportes de charolas que se rompían con facilidad, otras 2 personas se quejaron por fallas del compresor y finalmente 2 personas se quejaron de que el refrigerador no podía mantener la temperatura deseada. Además realizó una reunión preliminar con su equipo de alto desempeño para revisar este problema y de la primera reunión se extrajo una lista de las posibles causas que estarían generando los problemas de calidad, dicha lista se presenta en el siguiente cuadro:
A continuación se adjunta una tabla con la temperatura promedio que mantuvieron 60 refrigeradores durante un día completo de prueba, dicha muestra se tomó de refrigeradores que se tenían en la bodega de producto terminado.
Si la especificación de la temperatura de la refrigeradora es de 5 ± 0.10 grados centígrados realice:
a) Un diagrama de verificación. b) Un diagrama de Ishikawa. c) Un histograma para verificar si los refrigeradores logran mantener la temperatura dentro de
las especificaciones. d) Un diagrama de Pareto. Por dónde debería de empezar la empresa a atacar sus problemas
de calidad. 9- En el nivel de significancia de 0.10 ¿podemos concluir que la siguiente distribución se ajusta a la distribución de Poisson en que λ = 3? Utilice el estadístico de Chi cuadrado Número de llegadas por día 0 1 2 3 4 5 o más Número de días 10 15 26 31 15 3
MANO DE OBRA MATERIALES METODO MAQUINARIA MEDICION MEDIO AMBIENTE No capacitada. Insuficientes. Inexistente. Obsoleta. No se mide No controlado
Insuficiente. De mala calidad. Inadecuado. Mal calibrada.No se tienen los medios para medir Excesiva humedad
Desmotivación Almacenamiento inadecuado.
No estandarizado. No sistema formal de Mantenimiento.
No se da seguimiento a las desviaciones detectadas
Falta limpieza
4.97 5.05 5.02 5.01 5.00 5.04 5.06 4.98 4.91 5.00 4.97 5.00 5.01 4.93 4.985.03 5.06 5.03 5.01 4.95 4.98 4.94 4.95 4.93 4.95 5.03 5.00 5.09 5.10 5.064.95 5.01 4.97 5.10 5.00 5.10 5.02 5.00 4.96 5.05 5.08 4.92 5.00 4.95 4.984.94 5.07 5.06 5.09 5.00 5.07 5.03 5.04 4.94 5.02 5.04 4.98 4.94 4.98 5.01
Temperatura)promedio)de)60)refrigeradores)por)un)lapso)de)24)horas.
5
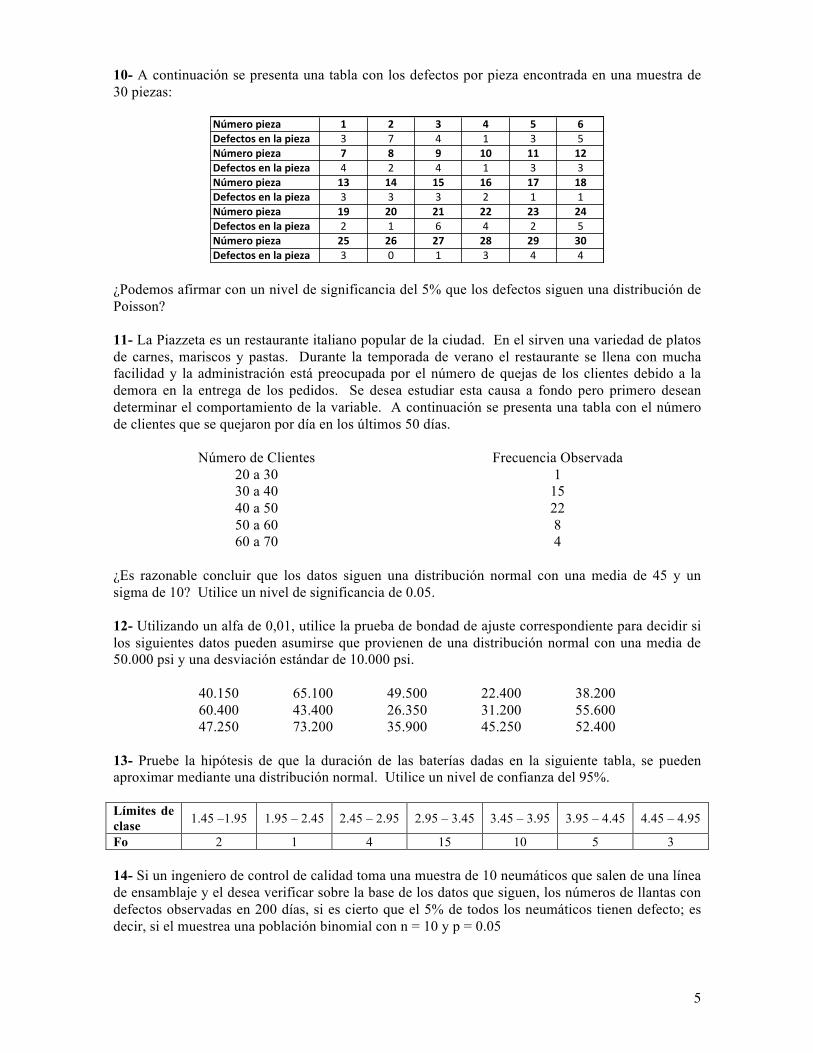
10- A continuación se presenta una tabla con los defectos por pieza encontrada en una muestra de 30 piezas:
¿Podemos afirmar con un nivel de significancia del 5% que los defectos siguen una distribución de Poisson? 11- La Piazzeta es un restaurante italiano popular de la ciudad. En el sirven una variedad de platos de carnes, mariscos y pastas. Durante la temporada de verano el restaurante se llena con mucha facilidad y la administración está preocupada por el número de quejas de los clientes debido a la demora en la entrega de los pedidos. Se desea estudiar esta causa a fondo pero primero desean determinar el comportamiento de la variable. A continuación se presenta una tabla con el número de clientes que se quejaron por día en los últimos 50 días.
Número de Clientes Frecuencia Observada 20 a 30 1 30 a 40 15 40 a 50 22 50 a 60 8 60 a 70 4
¿Es razonable concluir que los datos siguen una distribución normal con una media de 45 y un sigma de 10? Utilice un nivel de significancia de 0.05. 12- Utilizando un alfa de 0,01, utilice la prueba de bondad de ajuste correspondiente para decidir si los siguientes datos pueden asumirse que provienen de una distribución normal con una media de 50.000 psi y una desviación estándar de 10.000 psi.
40.150 65.100 49.500 22.400 38.200 60.400 43.400 26.350 31.200 55.600 47.250 73.200 35.900 45.250 52.400
13- Pruebe la hipótesis de que la duración de las baterías dadas en la siguiente tabla, se pueden aproximar mediante una distribución normal. Utilice un nivel de confianza del 95%. Límites de clase 1.45 –1.95 1.95 – 2.45 2.45 – 2.95 2.95 – 3.45 3.45 – 3.95 3.95 – 4.45 4.45 – 4.95
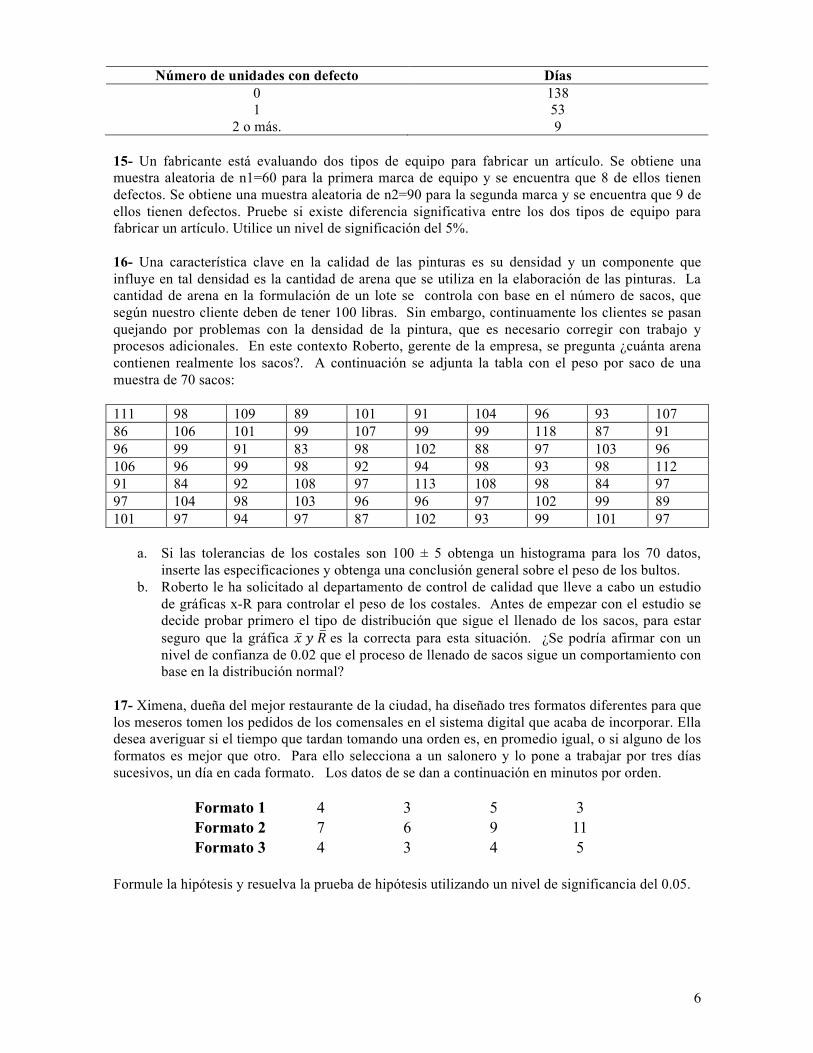
Fo 2 1 4 15 10 5 3 14- Si un ingeniero de control de calidad toma una muestra de 10 neumáticos que salen de una línea de ensamblaje y el desea verificar sobre la base de los datos que siguen, los números de llantas con defectos observadas en 200 días, si es cierto que el 5% de todos los neumáticos tienen defecto; es decir, si el muestrea una población binomial con n = 10 y p = 0.05
Número'pieza 1 2 3 4 5 6Defectos'en'la'pieza 3 7 4 1 3 5Número'pieza 7 8 9 10 11 12Defectos'en'la'pieza 4 2 4 1 3 3Número'pieza 13 14 15 16 17 18Defectos'en'la'pieza 3 3 3 2 1 1Número'pieza 19 20 21 22 23 24Defectos'en'la'pieza 2 1 6 4 2 5Número'pieza 25 26 27 28 29 30Defectos'en'la'pieza 3 0 1 3 4 4
6
Número de unidades con defecto Días 0 138 1 53
2 o más. 9 15- Un fabricante está evaluando dos tipos de equipo para fabricar un artículo. Se obtiene una muestra aleatoria de n1=60 para la primera marca de equipo y se encuentra que 8 de ellos tienen defectos. Se obtiene una muestra aleatoria de n2=90 para la segunda marca y se encuentra que 9 de ellos tienen defectos. Pruebe si existe diferencia significativa entre los dos tipos de equipo para fabricar un artículo. Utilice un nivel de significación del 5%. 16- Una característica clave en la calidad de las pinturas es su densidad y un componente que influye en tal densidad es la cantidad de arena que se utiliza en la elaboración de las pinturas. La cantidad de arena en la formulación de un lote se controla con base en el número de sacos, que según nuestro cliente deben de tener 100 libras. Sin embargo, continuamente los clientes se pasan quejando por problemas con la densidad de la pintura, que es necesario corregir con trabajo y procesos adicionales. En este contexto Roberto, gerente de la empresa, se pregunta ¿cuánta arena contienen realmente los sacos?. A continuación se adjunta la tabla con el peso por saco de una muestra de 70 sacos: 111 98 109 89 101 91 104 96 93 107 86 106 101 99 107 99 99 118 87 91 96 99 91 83 98 102 88 97 103 96 106 96 99 98 92 94 98 93 98 112 91 84 92 108 97 113 108 98 84 97 97 104 98 103 96 96 97 102 99 89 101 97 94 97 87 102 93 99 101 97
a. Si las tolerancias de los costales son 100 ± 5 obtenga un histograma para los 70 datos, inserte las especificaciones y obtenga una conclusión general sobre el peso de los bultos.
b. Roberto le ha solicitado al departamento de control de calidad que lleve a cabo un estudio de gráficas x-R para controlar el peso de los costales. Antes de empezar con el estudio se decide probar primero el tipo de distribución que sigue el llenado de los sacos, para estar seguro que la gráfica 𝑥 𝑦 𝑅 es la correcta para esta situación. ¿Se podría afirmar con un nivel de confianza de 0.02 que el proceso de llenado de sacos sigue un comportamiento con base en la distribución normal?
17- Ximena, dueña del mejor restaurante de la ciudad, ha diseñado tres formatos diferentes para que los meseros tomen los pedidos de los comensales en el sistema digital que acaba de incorporar. Ella desea averiguar si el tiempo que tardan tomando una orden es, en promedio igual, o si alguno de los formatos es mejor que otro. Para ello selecciona a un salonero y lo pone a trabajar por tres días sucesivos, un día en cada formato. Los datos de se dan a continuación en minutos por orden.
Formule la hipótesis y resuelva la prueba de hipótesis utilizando un nivel de significancia del 0.05.
Formato 1 4 3 5 3Formato 2 7 6 9 11Formato 3 4 3 4 5
7
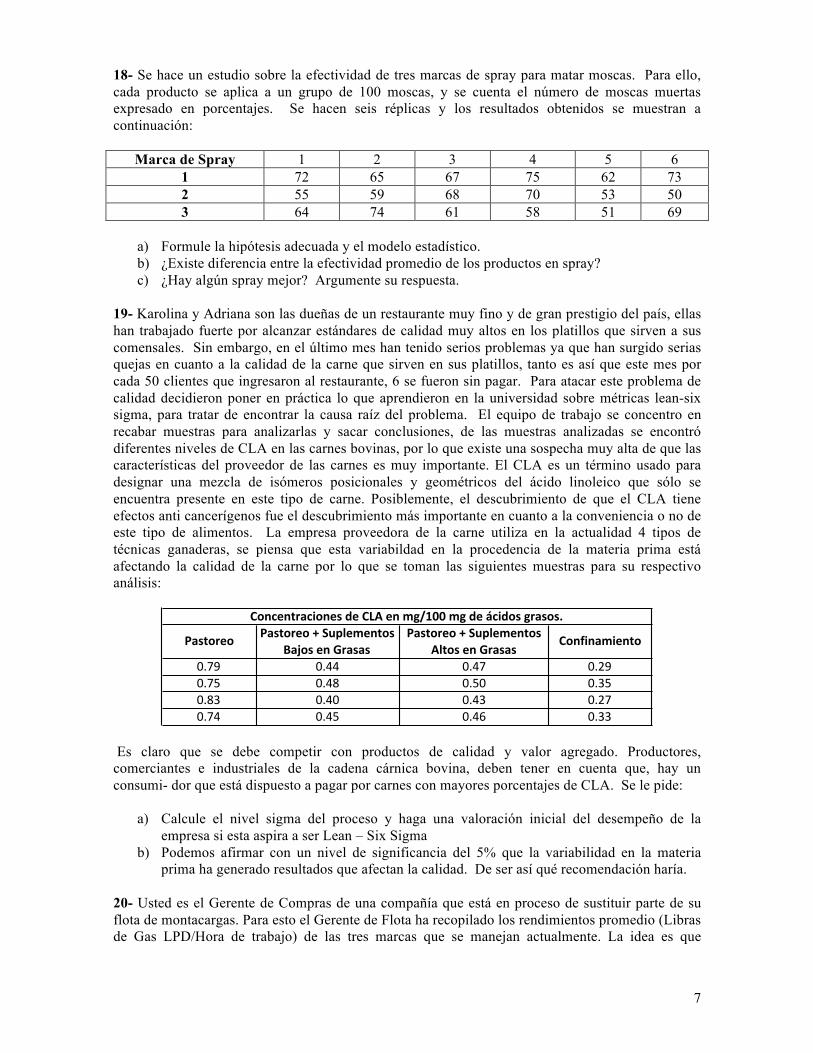
18- Se hace un estudio sobre la efectividad de tres marcas de spray para matar moscas. Para ello, cada producto se aplica a un grupo de 100 moscas, y se cuenta el número de moscas muertas expresado en porcentajes. Se hacen seis réplicas y los resultados obtenidos se muestran a continuación:
Marca de Spray 1 2 3 4 5 6 1 72 65 67 75 62 73 2 55 59 68 70 53 50 3 64 74 61 58 51 69
a) Formule la hipótesis adecuada y el modelo estadístico. b) ¿Existe diferencia entre la efectividad promedio de los productos en spray? c) ¿Hay algún spray mejor? Argumente su respuesta.
19- Karolina y Adriana son las dueñas de un restaurante muy fino y de gran prestigio del país, ellas han trabajado fuerte por alcanzar estándares de calidad muy altos en los platillos que sirven a sus comensales. Sin embargo, en el último mes han tenido serios problemas ya que han surgido serias quejas en cuanto a la calidad de la carne que sirven en sus platillos, tanto es así que este mes por cada 50 clientes que ingresaron al restaurante, 6 se fueron sin pagar. Para atacar este problema de calidad decidieron poner en práctica lo que aprendieron en la universidad sobre métricas lean-six sigma, para tratar de encontrar la causa raíz del problema. El equipo de trabajo se concentro en recabar muestras para analizarlas y sacar conclusiones, de las muestras analizadas se encontró diferentes niveles de CLA en las carnes bovinas, por lo que existe una sospecha muy alta de que las características del proveedor de las carnes es muy importante. El CLA es un término usado para designar una mezcla de isómeros posicionales y geométricos del ácido linoleico que sólo se encuentra presente en este tipo de carne. Posiblemente, el descubrimiento de que el CLA tiene efectos anti cancerígenos fue el descubrimiento más importante en cuanto a la conveniencia o no de este tipo de alimentos. La empresa proveedora de la carne utiliza en la actualidad 4 tipos de técnicas ganaderas, se piensa que esta variabildad en la procedencia de la materia prima está afectando la calidad de la carne por lo que se toman las siguientes muestras para su respectivo análisis:
Es claro que se debe competir con productos de calidad y valor agregado. Productores, comerciantes e industriales de la cadena cárnica bovina, deben tener en cuenta que, hay un consumi- dor que está dispuesto a pagar por carnes con mayores porcentajes de CLA. Se le pide:
a) Calcule el nivel sigma del proceso y haga una valoración inicial del desempeño de la empresa si esta aspira a ser Lean – Six Sigma
b) Podemos afirmar con un nivel de significancia del 5% que la variabilidad en la materia prima ha generado resultados que afectan la calidad. De ser así qué recomendación haría.
20- Usted es el Gerente de Compras de una compañía que está en proceso de sustituir parte de su flota de montacargas. Para esto el Gerente de Flota ha recopilado los rendimientos promedio (Libras de Gas LPD/Hora de trabajo) de las tres marcas que se manejan actualmente. La idea es que
Pastoreo Pastoreo(+(Suplementos(Bajos(en(Grasas
Pastoreo(+(Suplementos(Altos(en(Grasas
Confinamiento
0.79 0.44 0.47 0.290.75 0.48 0.50 0.350.83 0.40 0.43 0.270.74 0.45 0.46 0.33
Concentraciones(de(CLA(en(mg/100(mg(de(ácidos(grasos.
8
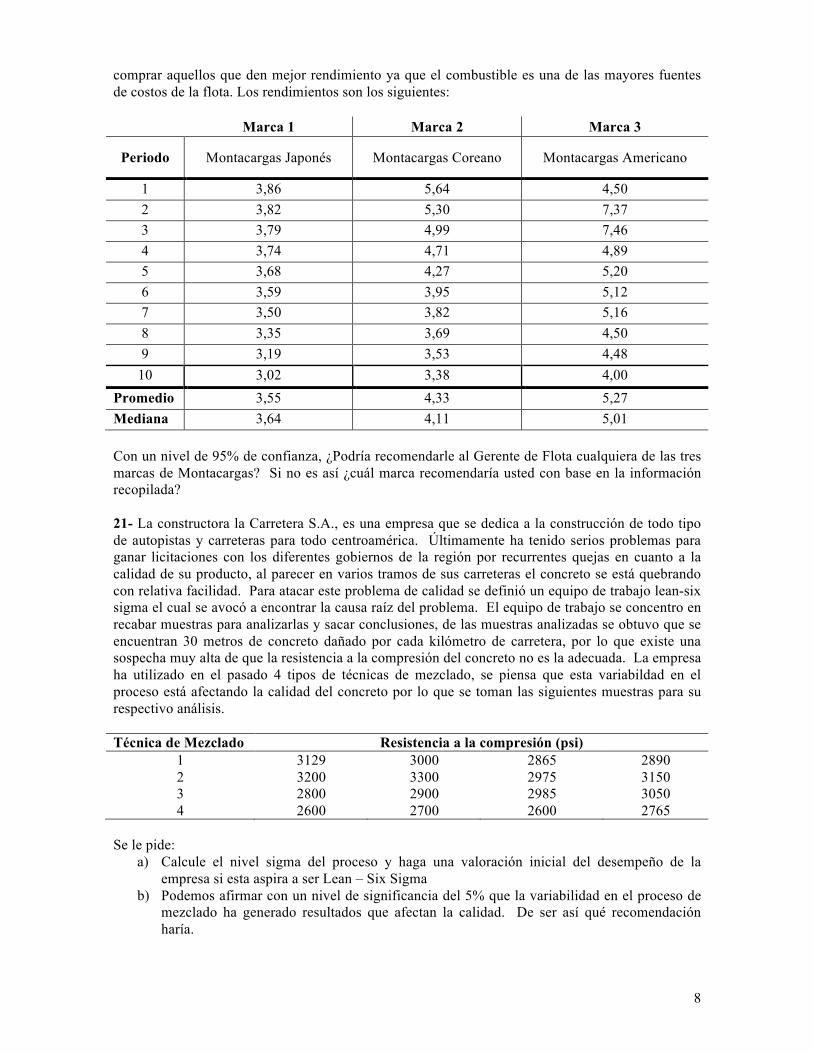
comprar aquellos que den mejor rendimiento ya que el combustible es una de las mayores fuentes de costos de la flota. Los rendimientos son los siguientes:
Marca 1 Marca 2 Marca 3
Periodo Montacargas Japonés Montacargas Coreano Montacargas Americano
1 3,86 5,64 4,50 2 3,82 5,30 7,37 3 3,79 4,99 7,46 4 3,74 4,71 4,89 5 3,68 4,27 5,20 6 3,59 3,95 5,12 7 3,50 3,82 5,16 8 3,35 3,69 4,50 9 3,19 3,53 4,48
10 3,02 3,38 4,00 Promedio 3,55 4,33 5,27 Mediana 3,64 4,11 5,01 Con un nivel de 95% de confianza, ¿Podría recomendarle al Gerente de Flota cualquiera de las tres marcas de Montacargas? Si no es así ¿cuál marca recomendaría usted con base en la información recopilada? 21- La constructora la Carretera S.A., es una empresa que se dedica a la construcción de todo tipo de autopistas y carreteras para todo centroamérica. Últimamente ha tenido serios problemas para ganar licitaciones con los diferentes gobiernos de la región por recurrentes quejas en cuanto a la calidad de su producto, al parecer en varios tramos de sus carreteras el concreto se está quebrando con relativa facilidad. Para atacar este problema de calidad se definió un equipo de trabajo lean-six sigma el cual se avocó a encontrar la causa raíz del problema. El equipo de trabajo se concentro en recabar muestras para analizarlas y sacar conclusiones, de las muestras analizadas se obtuvo que se encuentran 30 metros de concreto dañado por cada kilómetro de carretera, por lo que existe una sospecha muy alta de que la resistencia a la compresión del concreto no es la adecuada. La empresa ha utilizado en el pasado 4 tipos de técnicas de mezclado, se piensa que esta variabildad en el proceso está afectando la calidad del concreto por lo que se toman las siguientes muestras para su respectivo análisis. Técnica de Mezclado Resistencia a la compresión (psi)
1 3129 3000 2865 2890 2 3200 3300 2975 3150 3 2800 2900 2985 3050 4 2600 2700 2600 2765
Se le pide:
a) Calcule el nivel sigma del proceso y haga una valoración inicial del desempeño de la empresa si esta aspira a ser Lean – Six Sigma
b) Podemos afirmar con un nivel de significancia del 5% que la variabilidad en el proceso de mezclado ha generado resultados que afectan la calidad. De ser así qué recomendación haría.

9
22- Luis es el gerente de calidad de una empresa del ramo de la metalmecánica, fabrica láminas de diferentes metales para sus clientes. Después del proceso de fundición se hace una inspección y las piezas que no cumplen con ciertas características son rechazadas. Las razones por las que pueden ser rechazadas son las siguientes cinco: piezas incompletas, porosas, mal formadas, granuladas, con ralladuras y brillo. Luis piensa que la variable tiene un comportamiento con base en la distribución binomial, siendo 40% la probabilidad de que ocurran productos defectuosos. Actualmente la compañía inspecciona al 100% y se lleva un record de productos defectuosos el cual se presenta a continuación para los últimos 140 días del año pasado. Número de defectuosos por día 0 1 2 3 4 5 Frecuencia del número de defectuosos 10 41 60 20 6 3 Para evaluar la variabilidad y la magnitud de la proporción de piezas defectuosas en el proceso de fundición se decide aplicar gráficas de control para atributos. Los datos de los últimos 25 lotes se muestran a continuación:
Lote Tamaño Defectuosos Lote Tamaño Defectuosos 1 200 21 14 200 21 2 200 20 15 200 25 3 200 27 16 200 29 4 200 33 17 200 20 5 200 22 18 220 28 6 200 40 19 220 18 7 180 27 20 220 24 8 180 23 21 200 13 9 180 20 22 200 23
10 200 26 23 200 12 11 200 28 24 200 19 12 200 21 25 200 26 13 200 23 Total 5.000 589
a) ¿Utilizando el estadístico de Ji Cuadrada como una prueba de bondad de ajuste, puede
concluir Luis que la distribución sigue en efecto la que ha sido sugerida? Use un nivel de significancia de 0.05
b) Obtenga una carta p usando el tamaño de subgrupo (lote) promedio. c) Obtenga una carta p con límites de control variables. d) Suponiendo que todos los lotes tienen el mismo tamaño (el promedio), obtenga una carta np
para tales datos. e) ¿Observa alguna diferencia importante entre la carta p y np? ¿De qué depende la elección
entre la carta p o la np? ¿Qué límites de control usaría para analizar los datos futuros? 23- Easy S.A., ha tenido problemas para mejorar el proceso de armado en una línea de producción, dicho proceso se raliza de forma manual y la gerencia considera que los tiempos que le toman a la mano de obra son significativamente superiores a los que se desean. A mediados de la semana anterior se decidió aplicar un nuevo método de armado recién diseñado por los equipos 6 sigma de la empresa, para monitorear y controlar el nuevo proceso se tomaron 25 muestras de 3 observaciones cada una en los úlimos cinco días, los datos observados en minutos por unidad se muestran a continuación:

10
Se le pide:
a) Haga la carta 𝑥 y 𝑅 del proceso y determine si el proceso está bajo control estadístico, de no ser así qué podemos deducir.
b) Pruebe con un nivel de significancia del 5% que el nuevo método desarrollado por los equipos seis sigma ha dado resultado.
24- Un fabricante de bolsas con corteza de ciprés desea establecer la capacidad de su proceso. A continuacuón se presenta una tabla con 25 muestras de cuatro unidades cada una tomadas cada 30 minutos.
Si la especificación superior del producto es de 130 kg y la especificación inferior del producto es de 75 kg se le pide que dibuje las cartas respectivas, determine porcentaje de defectuosos, Cp, Cpk, Cpm y el estado del proceso. ¿Qué podemos concluir? 25- Una línea de producción de pantalones tiene grandes problemas de calidad pues los lotes se están produciendo con un promedio de defectuosos superior al 3% especificado como promedio, además la gerencia desea un máximo de 5% de producto defectuoso. Con el fin de investigar esta situación se ha recolectado la información utilizando un n = 170, que se presenta a continuación:
a. Esteblecer una carta de control p para monitorear la producción, analice los resultados
obtenidos e interprete los límites del proceso. b. Después de un exhaustivo análisis y de la colaboración de los círculos de calidad se
procedío a realizar mejoras en los métodos de trabajo obteniéndose los siguientes resultados:
¿Se podrá afirmar que el trabajo realizado por los círculos de calidad fue tan exitoso que la fracción disconforme del proceso ha variado notoriamente? Antes de concluir esto pruebe que dicha conclusión es correcta utilizando un nivel de confianza del 0.05.
Muestra 1 2 3 4 5 6 7 8 9 10 11 12 22Promedio 40.13 40.20 39.67 38.33 40.43 39.80 41.47 38.80 38.53 38.13 39.53 40.33 ,,Rango 2.60 6.00 1.00 3.60 1.20 3.40 5.40 6.80 2.20 6.00 1.80 2.60 ,,Muestra 13 14 15 16 17 18 19 20 21 22 23 24 25Promedio 40.40 38.40 41.20 38.83 42.03 38.00 37.07 37.80 36.20 37.13 38.67 38.17 37.80Rango 4.80 5.20 2.50 7.00 3.30 2.00 5.00 2.60 2.00 2.10 4.00 6.00 3.80
Sub$grupo 1 2 3 4 5 6 7 8 9 10$x̅ 99.50 80.25 92.25 84.25 99.00 89.00 97.50 93.50 94.25 89.25$R7 30 7 27 13 12 21 16 6 11 15Sub$grupo 11 12 13 14 15 16 17 18 19 20$x̅ 98.25 85.50 86.25 93.75 94.25 97.00 95.00 90.50 93.75 86.50$R7 16 11 20 13 7 24 10 16 14 28Sub$grupo 21 22 23 24 25$x̅ 89.50 88.25 96.25 95.50 89.25$R7 4 30 7 7 7
Día 1 2 3 4 5 6 7 8 9 10Disconformes 12 22 10 20 24 10 15 22 11 20Día 11 12 13 14 15 16 17 18 19 20Disconformes 33 35 17 12 25 11 20 17 22 18
Día 21 22 23 24 25 26 27 28 28 30Disconformes 13 15 12 11 18 15 11 17 10 12

11
26- Súper Ricas S.A., es una compañía que se dedica a la fabricación de galletas dulces y saladas para el mercado nacional. Actualmente está teniendo problemas de calidad con un tipo de galleta dulce, específicamente, las galletas Cocoa. La principal característica de esta galleta es que tiene una cobertura de chocolate. El producto se vende al público en paquetito de 4 galletas. A continuación se presenta el registro de inspección de las galletas fabricadas en los últimos 20 días así como el tipo de defecto encontrado:
La meta de la empresa es tener un promedio de 20 defectos por subgrupo y a lo sumo 30 defectos por subgrupo, más de eso es inaceptable.
a. Realice la carta de control y determine la situación de la empresa. Si no se está alcanzando la meta determine la causa asignable que me provoca los mayores problemas.
Sub grupo 1 2 3 4 5 6 7 8 9 10Tamaño de muestra 100 100 100 100 100 100 100 100 100 100Sello de cierre del empaque defectuoso 4 5 4 3 6 4 7 3 2 4Cobertura de chocolate dispareja 8 12 11 7 15 5 15 10 13 8Cantidad de galletas inadecuada 4 5 5 4 3 2 5 8 7 5Empaque individual desalineado 6 0 3 3 2 4 3 1 5 2Fecha de vencimiento borrosa 6 0 2 4 0 7 6 0 5 3Defectos totales 28 22 25 21 26 22 36 22 32 22
Sub grupo 11 12 13 14 15 16 17 18 19 20Tamaño de muestra 100 100 100 100 100 100 100 100 100 100Sello de cierre del empaque defectuoso 0 5 2 2 5 7 5 5 1 4Cobertura de chocolate dispareja 14 12 9 10 12 5 0 5 15 10Cantidad de galletas inadecuada 5 3 7 4 6 4 1 5 6 7Empaque individual desalineado 3 4 4 2 5 6 0 5 3 7Fecha de vencimiento borrosa 1 3 4 0 1 2 0 0 0 1Defectos totales 23 27 26 18 29 24 6 20 25 29
Sub grupo 21 22 23 24 25 26 27 28 29 30Tamaño de muestra 100 100 100 100 100 100 100 100 100 100Sello de cierre del empaque defectuoso 2 1 5 7 2 7 0 7 8 4Cobertura de chocolate dispareja 12 15 14 12 8 14 13 7 15 15Cantidad de galletas inadecuada 3 2 9 7 9 3 4 7 4 10Empaque individual desalineado 5 2 3 3 5 0 7 0 0 1Fecha de vencimiento borrosa 4 4 1 2 5 0 3 0 0 1Defectos totales 26 24 32 31 29 24 27 21 27 31
Sub grupo 31 32 33 34 35Tamaño de muestra 100 100 100 100 100Sello de cierre del empaque defectuoso 3 4 4 3 2Cobertura de chocolate dispareja 8 10 14 12 14Cantidad de galletas inadecuada 5 7 7 5 6Empaque individual desalineado 2 1 3 4 1Fecha de vencimiento borrosa 2 0 0 2 1Defectos totales 20 22 28 26 24
12
b. Utilizando la técnica de lluvia de ideas, realice un diagrama de Ishikawa para agrupar las posibles causas que generan las galletas defectuosas de acuerdo con las 6M’s. Posteriormente realice un diagrama de Pareto, ¿qué conclusiones podemos obtener y cuáles serían los pasos necesarios para eliminar la posible causa raíz del problema de calidad de la compañía?
27- Todas las cervezas se elaboran mediante los procesos descritos por una fórmula simple, generalmente la elaboración de la cerveza se divide en tres fases principales: obtención del mosto de la cerveza, obtención de la cerveza, envase y embotellado. La malta y los grits (los grits pueden ser cereales no malteados previamente, arroz e incluso legumbres añadidos para proporcionar sabor, aroma o incluso color más luminoso), suelen molerse hasta que todos los ingredientes quedan finalmente en una textura harinosa. Los ingredientes tamizados (malta y el grit) se introducen en unos grandes recipientes en los que se introduce agua y se remueve hasta que se forma una pasta consistente. La proporción entre la malta y el grit dependerá de la receta del maestro cervecero. En paralelo se está calentando una mezcla ligeramente acuosa de malta hasta aproximadamente 55º C, se detiene la temperatura para activar los enzimas y se sube hasta 90º C para ser mezcladas las dos en un solo recipiente. Principalmente, se trata de hacer pasar la mezcla por diversas etapas más o menos largas de temperatura, cada etapa siendo óptima para enzimas diferentes. De este proceso de maceración de la malta se obtiene, un líquido claro y azucarado que se denomina "mosto". El proceso completo dura unas horas. El mosto, debe ser filtrado convenientemente para que quede un mosto limpio libre de impurezas. Tras el filtrado se introduce el mosto filtrado en una olla y se pone a hervir durante algún tiempo con el objeto de esterilizarlo de bacterias que hayan podido aparecer durante los procesos anteriores, en este momento se añade el lúpulo. El tiempo de cocción tiene dependencias de la receta cervecera, pero suele durar algunas horas. El mosto dulce, de color azulado, pasa a cubas específicas para ser fermentado convenientemente, de este proceso se obtiene la cerveza. Antes de entrar en las cubas de fermentación se enfría el mosto a una temperatura de 15ºC a 20ºC para que al inyectar la levadura (que son organismos vivos) tenga efecto. Llegados a este punto se introduce una mezcla de aire y de levadura para que comience la fermentación, ésta suele durar varios días (entre cinco y diez, dependiendo de la receta). Este proceso de fermentación del mosto es exotérmico y libera grandes cantidades de calor que hacen que las cubas deban ser refrigeradas constantemente para que sea posible la estabilización de la temperatura. La temperatura estabilizada dependerá en gran medida del tipo de fermentado y éste depende del empleo de levaduras de:
• Alta fermentación, esta permanece en actividad por un intervalo de tiempo de 4 a 6 días a temperaturas relativamente altas (25º centígrados). Las cervezas en este caso son de tipo Ale.
• Baja fermentación, que se mantiene en actividad fermentativa durante un periodo de 8 a 10 días a temperaturas comprendidas entre los 10º centígrados. Las cervezas en este caso son de tipo Lager.
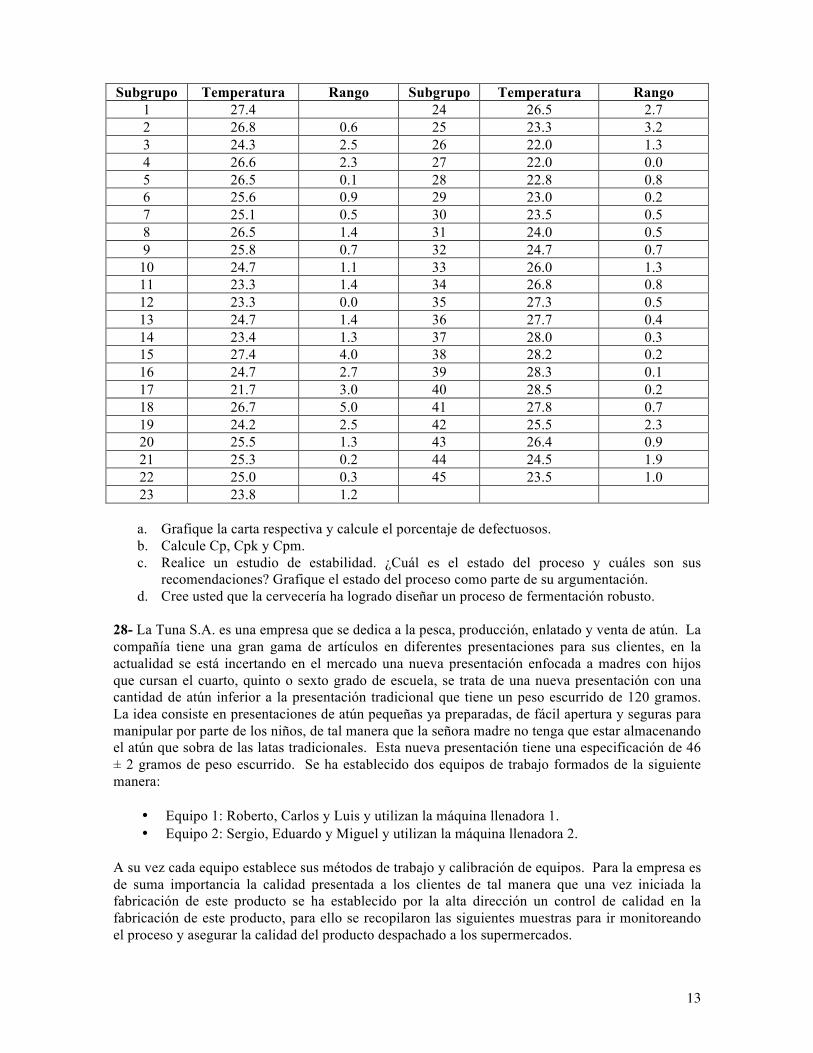
La empresa cervecera LA DUDA S.A., ha diseñado una nueva cerveza tipo Ale con colores negros opalescentes y un fuerte sabor amargo para aquellos clientes que prefieren cervezas con sabores y aromas más europeos. Esta es la primera cerveza de este tipo que se deciden a producir, anteriormente solo producían cervezas tipo Lager. Del QFD que llevó a cabo la empresa en el diseño de esta nueva cerveza los ingenieros de producción diseñaron una nueva cuba de fermentación de funcionamiento automático que garantizaría temperaturas de 25 ± 5 grados centígrados, si no se cumple con tal grado de temperatura entonces se presentarán problemas en la calidad final de la cerveza (mucha variación en el color, sabor y aroma de la misma). Para llevar un control adecuado de la temperatura del proceso de fermentación se decide medir cada dos horas la temperatura, en la siguiente tabla se muestran los últimos 45 datos en el orden en que se obtuvieron.
13
Subgrupo Temperatura Rango Subgrupo Temperatura Rango
1 27.4 24 26.5 2.7 2 26.8 0.6 25 23.3 3.2 3 24.3 2.5 26 22.0 1.3 4 26.6 2.3 27 22.0 0.0 5 26.5 0.1 28 22.8 0.8 6 25.6 0.9 29 23.0 0.2 7 25.1 0.5 30 23.5 0.5 8 26.5 1.4 31 24.0 0.5 9 25.8 0.7 32 24.7 0.7
10 24.7 1.1 33 26.0 1.3 11 23.3 1.4 34 26.8 0.8 12 23.3 0.0 35 27.3 0.5 13 24.7 1.4 36 27.7 0.4 14 23.4 1.3 37 28.0 0.3 15 27.4 4.0 38 28.2 0.2 16 24.7 2.7 39 28.3 0.1 17 21.7 3.0 40 28.5 0.2 18 26.7 5.0 41 27.8 0.7 19 24.2 2.5 42 25.5 2.3 20 25.5 1.3 43 26.4 0.9 21 25.3 0.2 44 24.5 1.9 22 25.0 0.3 45 23.5 1.0 23 23.8 1.2
a. Grafique la carta respectiva y calcule el porcentaje de defectuosos. b. Calcule Cp, Cpk y Cpm. c. Realice un estudio de estabilidad. ¿Cuál es el estado del proceso y cuáles son sus
recomendaciones? Grafique el estado del proceso como parte de su argumentación. d. Cree usted que la cervecería ha logrado diseñar un proceso de fermentación robusto.
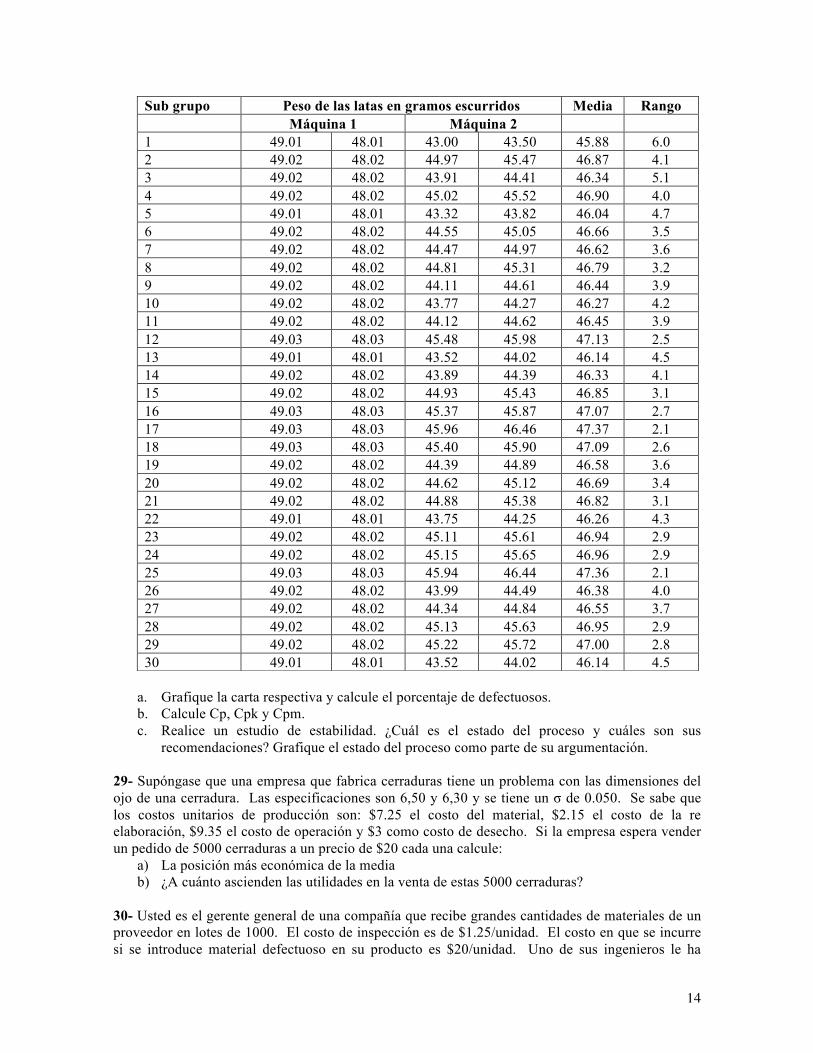
28- La Tuna S.A. es una empresa que se dedica a la pesca, producción, enlatado y venta de atún. La compañía tiene una gran gama de artículos en diferentes presentaciones para sus clientes, en la actualidad se está incertando en el mercado una nueva presentación enfocada a madres con hijos que cursan el cuarto, quinto o sexto grado de escuela, se trata de una nueva presentación con una cantidad de atún inferior a la presentación tradicional que tiene un peso escurrido de 120 gramos. La idea consiste en presentaciones de atún pequeñas ya preparadas, de fácil apertura y seguras para manipular por parte de los niños, de tal manera que la señora madre no tenga que estar almacenando el atún que sobra de las latas tradicionales. Esta nueva presentación tiene una especificación de 46 ± 2 gramos de peso escurrido. Se ha establecido dos equipos de trabajo formados de la siguiente manera:
• Equipo 1: Roberto, Carlos y Luis y utilizan la máquina llenadora 1. • Equipo 2: Sergio, Eduardo y Miguel y utilizan la máquina llenadora 2.
A su vez cada equipo establece sus métodos de trabajo y calibración de equipos. Para la empresa es de suma importancia la calidad presentada a los clientes de tal manera que una vez iniciada la fabricación de este producto se ha establecido por la alta dirección un control de calidad en la fabricación de este producto, para ello se recopilaron las siguientes muestras para ir monitoreando el proceso y asegurar la calidad del producto despachado a los supermercados.
14
a. Grafique la carta respectiva y calcule el porcentaje de defectuosos. b. Calcule Cp, Cpk y Cpm. c. Realice un estudio de estabilidad. ¿Cuál es el estado del proceso y cuáles son sus
recomendaciones? Grafique el estado del proceso como parte de su argumentación. 29- Supóngase que una empresa que fabrica cerraduras tiene un problema con las dimensiones del ojo de una cerradura. Las especificaciones son 6,50 y 6,30 y se tiene un σ de 0.050. Se sabe que los costos unitarios de producción son: $7.25 el costo del material, $2.15 el costo de la re elaboración, $9.35 el costo de operación y $3 como costo de desecho. Si la empresa espera vender un pedido de 5000 cerraduras a un precio de $20 cada una calcule:
a) La posición más económica de la media b) ¿A cuánto ascienden las utilidades en la venta de estas 5000 cerraduras?
30- Usted es el gerente general de una compañía que recibe grandes cantidades de materiales de un proveedor en lotes de 1000. El costo de inspección es de $1.25/unidad. El costo en que se incurre si se introduce material defectuoso en su producto es $20/unidad. Uno de sus ingenieros le ha
Sub grupo Peso de las latas en gramos escurridos Media Rango Máquina 1 Máquina 2 1 49.01 48.01 43.00 43.50 45.88 6.0 2 49.02 48.02 44.97 45.47 46.87 4.1 3 49.02 48.02 43.91 44.41 46.34 5.1 4 49.02 48.02 45.02 45.52 46.90 4.0 5 49.01 48.01 43.32 43.82 46.04 4.7 6 49.02 48.02 44.55 45.05 46.66 3.5 7 49.02 48.02 44.47 44.97 46.62 3.6 8 49.02 48.02 44.81 45.31 46.79 3.2 9 49.02 48.02 44.11 44.61 46.44 3.9 10 49.02 48.02 43.77 44.27 46.27 4.2 11 49.02 48.02 44.12 44.62 46.45 3.9 12 49.03 48.03 45.48 45.98 47.13 2.5 13 49.01 48.01 43.52 44.02 46.14 4.5 14 49.02 48.02 43.89 44.39 46.33 4.1 15 49.02 48.02 44.93 45.43 46.85 3.1 16 49.03 48.03 45.37 45.87 47.07 2.7 17 49.03 48.03 45.96 46.46 47.37 2.1 18 49.03 48.03 45.40 45.90 47.09 2.6 19 49.02 48.02 44.39 44.89 46.58 3.6 20 49.02 48.02 44.62 45.12 46.69 3.4 21 49.02 48.02 44.88 45.38 46.82 3.1 22 49.01 48.01 43.75 44.25 46.26 4.3 23 49.02 48.02 45.11 45.61 46.94 2.9 24 49.02 48.02 45.15 45.65 46.96 2.9 25 49.03 48.03 45.94 46.44 47.36 2.1 26 49.02 48.02 43.99 44.49 46.38 4.0 27 49.02 48.02 44.34 44.84 46.55 3.7 28 49.02 48.02 45.13 45.63 46.95 2.9 29 49.02 48.02 45.22 45.72 47.00 2.8 30 49.01 48.01 43.52 44.02 46.14 4.5
15
propuesto un plan de muestreo de 75 con número de aceptación igual a tres. En el pasado, los lotes entregados por el proveedor han tenido un promedio de 3.4% de unidades defectuosas y la empresa trabaja con un AQL del 1%.
a) ¿Tiene una justificación económica el plan de muestreo? b) Proponga un plan de muestreo con base en ambos riesgos, tomando un α de 0.05 y un β de
0.10. c) Calcule el AOQL para ambos planes y compárelos. ¿Económicamente hablando cuál le
conviene más? d) Dibuje la curva OC y la AOQ para el mejor plan.
31- La especificación del peso de una preforma en un proceso de inyección de plástico es de 60 ± 1g. Para hacer una primera valoración de la capacidad del proceso, se obtiene una muestra aleatoria de n=40 piezas y se obtiene que la media es 59,88 y la desviación 0,25.
a) Estime con un intervalo de confianza de 95%, los índices Cp, Cpk y Cpm e interprete cada uno de ellos.
b) ¿Hay seguridad de que la capacidad del proceso sea satisfactoria? c) ¿Por qué fue necesario estimar por intervalo?
32- El riesgo del productor está definido por alfa=0,05 para 1,5% de los productos defectuosos y el riesgo del consumidor está definido por beta=0,10 para 4,6% de los productos defectuosos.
a) Seleccione el plan que concuerde con el nivel de calidad del productor y esté tan cerca como sea posible de la condición del consumidor. Encuentre el valor real de beta.
b) Realice ahora un plan para la misma situación pero utilizando la método de Cameron. c) Con base en el AOQL cuál método seleccionaría.
33- Un plan de muestreo simple se usa para determinar la aceptabilidad de los embarques de un ensamblado de roles que se usan para fabricar patineras. Para lotes de 500 roles, se toman muestas de n=20. El lote se rechaza si se encuentra en la muestra cualquier artículo defectuoso.
a) Suponga que AQL=1% y PNCT=10%. Encuentre alfa y beta. b) Compare este plan con uno utilizando MIL STD 105E con nivel de inspección II y comente
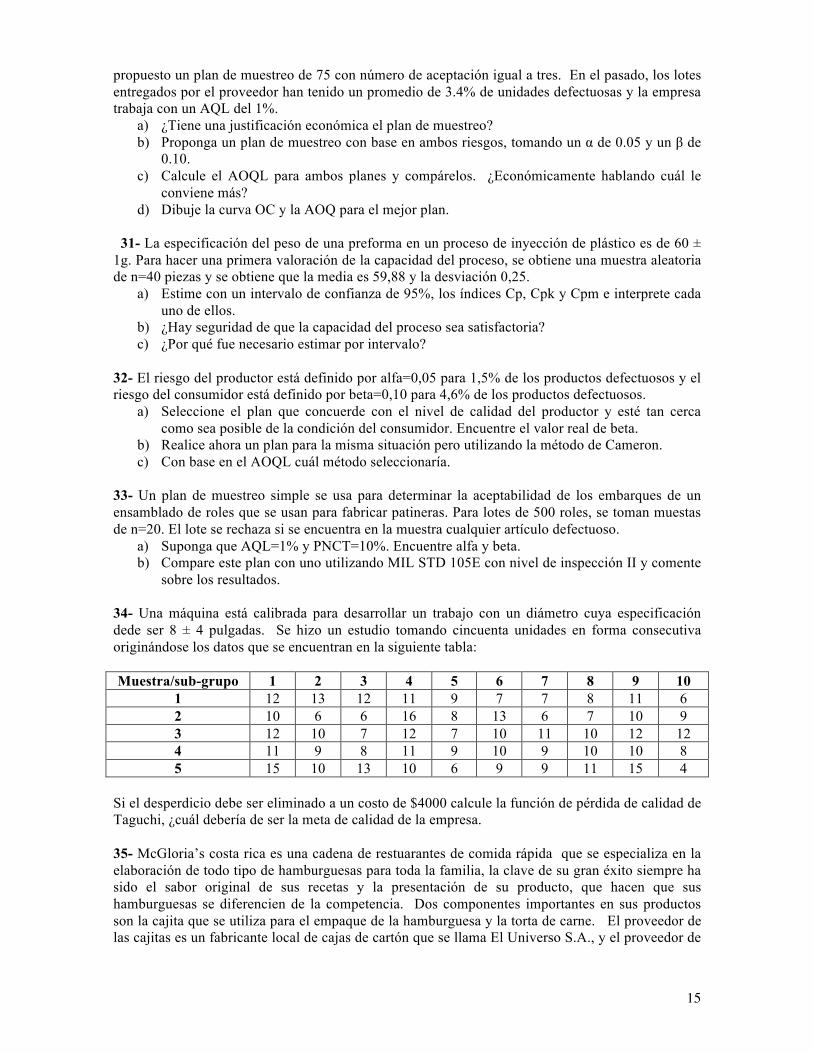
sobre los resultados. 34- Una máquina está calibrada para desarrollar un trabajo con un diámetro cuya especificación dede ser 8 ± 4 pulgadas. Se hizo un estudio tomando cincuenta unidades en forma consecutiva originándose los datos que se encuentran en la siguiente tabla: Muestra/sub-grupo 1 2 3 4 5 6 7 8 9 10
1 12 13 12 11 9 7 7 8 11 6 2 10 6 6 16 8 13 6 7 10 9 3 12 10 7 12 7 10 11 10 12 12 4 11 9 8 11 9 10 9 10 10 8 5 15 10 13 10 6 9 9 11 15 4
Si el desperdicio debe ser eliminado a un costo de $4000 calcule la función de pérdida de calidad de Taguchi, ¿cuál debería de ser la meta de calidad de la empresa. 35- McGloria’s costa rica es una cadena de restuarantes de comida rápida que se especializa en la elaboración de todo tipo de hamburguesas para toda la familia, la clave de su gran éxito siempre ha sido el sabor original de sus recetas y la presentación de su producto, que hacen que sus hamburguesas se diferencien de la competencia. Dos componentes importantes en sus productos son la cajita que se utiliza para el empaque de la hamburguesa y la torta de carne. El proveedor de las cajitas es un fabricante local de cajas de cartón que se llama El Universo S.A., y el proveedor de

16
las tortas de carne es la empresa Montecillos ubicada en Alajuela. Gloria, dueña de la cadena, siempre ha sido una fanática de la calidad por lo que su niveles de exigenica son muy altos y cuida cada detalle para asegurar a sus clientes que siempre encontrarán la hamburguesa que desean. Para lograr este nivel de calidad la empresa establece normas y controles de calidad a sus proveedores para asegurar que las calidades de las materias primas entregadas cumplan con las especificaciones del producto. Todas las hamburguesas que vende la cadena llevan como su ingrediente principal una torta de ¼ de libra de carne premium, la especificación es que ingrese en presentaciones de 125 − 2 gramos y se acordó con Montecillos que el AQL sea de 0.25% con un nivel de inspección IV. Con El Universo se aceptan los lotes que envíe dependiendo del conteo de la cantidad de defectos que dentro del análisis de la característica visual puedan aparecer, el AQL pactado con ellos es del 10% y un nivel general de inspección II. Ambos proveedores entregan en lotes de 3000 unidades, a continuación se detallan 10 lotes entregados por cada proveedor para ser sometidos a un muestreo de aceptación:
a) Utilizando la tabla militar apropiada y tipos de inspección normales, defina los planes de muestreo necesarios.
b) Tome la decisión de aceptar o rechazar los lotes de las materias primas. Además establezca las acciones a seguir de acuerdo a la dinámica del muestreo.
36- Usted es el gerente general de una compañía que recibe grandes cantidades de materiales de un proveedor en lotes de 1000. El costo de inspección de los lotes es $1/unidad. El costo en que se incurre si se introduce material defectuoso en su producto es $15/unidad. Uno de sus ingenieros le ha propuesto un plan n=75 y c=2. En el pasado, los lotes entregados por el proveedor han tenido un promedio de 3.4% de unidades defectuosas.
a. ¿Tiene una justificación económica un plan de muestreo? b. Prepare una curva CO. c. Si quiere aceptar sólo lotes con 4% de unidades defectuosas o mejor, ¿qué piensa del plan
de muestreo propuesto por su ingeniero? d. Suponga que los lotes rechazados se inspeccionan al 100%. Si un proveedor entrega
muchos lotes 4% defectivos, ¿cuál será la calidad de salida promedio para estos lotes? e. Proponga un plan de muestreo normal utilizando MIL-STD 105E con un nivel de
inspección II y un AQL de 2.5%. Realice la curva CO y compare ambos planes.
Lote Muestra*1 Muestra*2 Muestra*3 Muestra*4 Muestra*51 128.20 127.80 130.49 126.42 127.722 127.73 125.53 126.82 129.37 126.913 127.33 128.52 125.25 126.26 127.944 125.56 127.99 126.41 125.41 128.035 128.88 125.56 127.86 130.54 127.056 126.03 129.34 130.39 126.86 127.177 126.67 125.41 125.36 128.41 127.488 126.40 132.60 128.46 123.81 124.759 134.70 130.98 125.62 126.21 129.0710 126.70 125.15 126.88 128.91 126.95
Lotes*entregados*por*Montecillos
Lote 1 2 3 4 5 6 7 8 9 10Cantidad'de'defectos'
19 17 15 24 25 15 13 16 10 9
Lotes0entregados0por0El0Universo
17
37- Los contenidos de cafeína, en miligramos, de una taza de cierta marca de café se registraron de la siguiente manera: 1.09 1.74 1.58 2.11 1.64 1.79 1.37 1.75 1.92 1.47 2.03 1.86 0.72 2.46 1.93 1.63 2.31 1.97 1.70 1.90 1.69 1.88 1.40 2.37 1.79 0.85 2.17 1.68 1.85 2.08 1.64 1.75 2.28 1.24 2.55 1.51 1.82 1.67 2.09 1.69 Si las tolerancias de la taza de café son 1.5 ± 0.5 mg, calcule la media y la desviación estándar y estime los índices de Cp, Cpk y Cpm para esta muestra. 38- Un proceso genera lotes de 8000 piezas y se sabe que tiene una proporción promedio de defectuosos de 0.35%. Se desea evitar con un buen nivel de seguridad que no salgan lotes al mercado con una proporción de defectuosos mayor que 1%. Por tal motivo, se establece un plan de muestreo de aceptación eligiendo NCL = 1%, utilizando el método de DODGE-ROMING para muestreo simple determine:
a. Un plan de muestreo apropiado, Calcule el n, c y el LCPS (AOQL). b. Un plan de muestreo con el método de Cameron tomando NCA (AQL) = 0.35% y NCL
(PNCT) = 1% c. ¿Cuál plan de muestreo es el más estricto? Dibuje las curvas OC y AOQ para el plan
seleccionado. 39- Una compañía que actualmente emplea un proceso de inspección en su departamento de recepción de materiales trata de instalar un programa de reducción general de costos. Una reducción posible es la eliminación de un puesto de inspección. Este puesto pone a prueba el material que tiene un contenido defectuoso con un promedio de 0.04. Al inspeccionar todos los artículos, el inspector puede eliminar todos los defectos. La empresa labora 8 horas productivas por día y el empleado puede inspeccionar 50 unidades en una hora. El pago por hora de este puesto de trabajo, incluidas las prestaciones, es de 9 dólares. Si se elimina el puesto de inspección, los defectos llegarán a la línea de ensamble y será necesario reemplazar los productos más adelante a un costo de 10 dólares cada uno, al detectar los defectos durante las pruebas de producto finales.
a) Haciendo un análisis de costos, ¿se debe eliminar este puesto de inspección? b) Existe alguna alternativa intermedia para solventar este problema, proponga una solución
con base en los costos de este departamento. 40- Se ha tenido la idea de que en la empresa XX, el troquel 3026 tiene graves problemas pues no puede mantener su exactitud en una posición económica. Con el fin de investigar la situación, se tomaron treinta muestras de cinco piezas cada una y se midió el diámetro encontrándose en promedio de 15.6 mm y un intervalo promedio de 0.63 mm. La característica de esta máquina es que si las piezas tiene diámetros superiores a lo especificado se pueden reprocesar, pero si este diámetro es inferior a lo especificado, entonces se deben vender a una cuarta parte del costo. Si la especificación que se debe cumplir es 15.60 ±0.56 mm y los costos unitarios son los siguientes: costo del material ¢7.25, costo de re maquinado ¢2.15, costo de operación ¢9.35 y costo de transporte de unidades con disminución de precio ¢0.16. ¿Cuál es el costo esperado por pieza? ¿Cuál es la posición más económica de la media, cero defectos, cero re maquinado o el proceso centrado?
Una larga trayectoria de excelencia…