practica fcm2013 cpb
TRANSCRIPT

Grado en Ingeniería Mecánica
FUNDAMENTOS DE CIENCIAS DE LOSMATERIALES I
PrácticasCurso 2012-2013
Página 1

INTRODUCCIÓN A LA METALOGRAFÍA.
La metalografía estudia, mediante el microscopio, las características de la estructura de un metal o aleación.
Las técnicas metalográficas se han desarrollado precisamente para identificar las fases presentes en los metales y en sus aleaciones, y para explicar el mecanismo de su formación. Estas fases que constituyen el agregado metálico son, generalmente, de tamaño microscópico y, para su observación y estudio, es preciso preparar debidamente la probeta, para lo cual habrá que seguir las siguientes fases: Selección de Muestra. Es la parte más importante ya que el resultado del estudio
dependerá de la buena elección de la muestra, antes de la elección de la muestra debe saberse qué es lo que se quiere estudiar. Si lo que se trata de estudiar por ejemplo, es un fallo del material, la muestra debe tomarse de una zona lo más próxima posible al punto en que se ha producido el fallo, y compararla con otra obtenida en una sección normal.
Preparación de la probeta. Una vez seleccionada la muestra, ésta debe extraerse de forma que sea representativa e identificar de alguna forma la orientación de la fabricación del material. La extracción puede hacerse mediante sierra o disco abrasivo en una cortadora metalográfica, que realiza un corte en frío para evitar que el material sufra deformaciones por sobrecalentamiento, siendo el tamaño recomendado de las probetas aproximadamente de 20x20x15mm.
Empastillado. El siguiente proceso sería el empastillado que consiste en embutir o prensar la probeta en algún tipo de resina, como la bakelita (resina termorreducible) o lucite (resina termoplástica), de forma que el conjunto sea manejable manualmente, si la resina es transparente podemos introducir una etiqueta, para la identificación de la muestra, en la resina durante su preparación, si no se deberá identificar posteriormente.
Desbaste y pulido. Por último procederemos al desbaste y pulido. Una superficie metálica en la que se van a observar unas fases microscópicas ha de ser plana y estar pulida. Plana, porque la pequeña profundidad de foco de los sistemas ópticos de observación a grandes aumentos no permitiría enfocar la imagen simultáneamente en planos situados a distintos niveles; estar debidamente pulida para que sólo pueda aparecer en ella detalles propios de su estructura, y no circunstancias ajenas a ella que puedan enmascararla.Mediante el desbaste se consigue poner al descubierto la superficie del material, eliminando todo lo que pudiera obstaculizar su examen, a la vez que se obtiene una superficie plana con pequeña rugosidad. Consiste en frotar la superficie de la probeta, que se desea preparar, sobre una serie de papeles abrasivos, cada vez
Página 2
más finos. Una vez obtenido un rayado uniforme sobre un determinado papel, se debe girar la probeta 90° para facilitar el control visual del nuevo desbaste. Cada fase será completada cuando desaparezcan todas las rayas producidas por el paso por el papel abrasivo anterior.El desbaste puede hacerse manualmente, o mediante aparatos que se denominan desbastadoras o lijadoras. Suele hacerse en húmedo, para evitar los calentamientos que pueden modificar la estructura de la probeta. El desbaste manual se realiza en cajas de desbaste donde se colocan ordenados, de izquierda a derecha, de mayor a menor rugosidad, los papeles abrasivos. Los papeles abrasivos pueden ser de carburo de silicio (SiC) o de corindón. Existen en el comercio papeles de SiC n° 60, 120, 180, 220, 320, 500, 1000, 2400, y 4000. Este número se corresponde en modo inverso con el tamaño de partícula del abrasivo, es decir, mayor número menor tamaño de la partícula de abrasivo, y viceversa.El pulido de una probeta metalográfica tiene por objeto eliminar las rayas producidas en la operación de desbaste y obtener una superficie especular. Se pueden emplear diversos tipos de abrasivos: polvo de diamante (10, 1, 0,5 y 0,25 micras), alúmina (5, 1, 0,5, 0,1 y 0,05 micras), óxido de magnesio, etc. En cuanto a los paños de pulido, los hay de tela de billar, nylon, seda, algodón, etc.El pulido electrolítico se realiza mediante un proceso de disolución anódica del metal. Se tienen que fijar las condiciones de tensión y densidad de corriente para conseguir el efecto buscado.
Ataque. Una superficie pulida revela ya una serie de hechos interesantes, como pueden ser grietas, inclusiones, fases (si su forma y color las hacen diferenciables), poros, etc. Pero, normalmente, la probeta hay que atacarla para "revelar" la microestructura (fases, límites de grano, impurezas, zonas deformadas, etc.).
El ataque puede realizarse mediante diferentes procesos: óptico, químico, electroquímico y físico.
Ataque óptico: campo claro, campo oscuro, luz polarizada, contraste de fase y contraste por interferencia (Nomarski).
Ataque químico: para la gran mayoría de los materiales metálicos éste el método más empleado. Puede realizarse por frotamiento (empleando un algodón impregnado en el reactivo que se pasa sucesivamente por la superficie pulida) o mediante inmersión de la muestra en el reactivo. Inmediatamente después del ataque la probeta debe ser lavada con agua y secada con un chorro de alcohol y aire caliente. Uno de los más utilizados es el NITAL que es una mezcla de Ácido nítrico con alcohol etílico. Existen varias composiciones de Nital dependiendo del porcentaje de ácido nítrico que tenga la solución, desde el más débil, el Nital 1, que contiene un 1 % de ácido nítrico, hasta el Nital 5, el más fuerte, que contiene un 5%.
Ataque electrolítico: está basado en los procesos redox. Ataque físico: con esta denominación se recogen los realizados por bombardeo
iónico (argón), ataque térmico y la deposición de capas de interferencia. Visión Microscópica. Todas las operaciones descritas en la preparación
metalográfica tienen por objeto revelar, en una superficie metálica plana, sus constituyentes estructurales para ser observadas al microscopio. El microscopio es un instrumento muy útil para el metalurgista.El Microscopio Metalográfico se caracteriza porque la imagen observada se produce por la reflexión de los haces luminosos sobre la probeta. Básicamente está constituido por un dispositivo de iluminación, un vidrio plano o prisma de reflexión, el ocular y el objetivo. El aumento de la imagen observada viene dado por el producto de los aumentos del objetivo por los del ocular. La máxima ampliación que se consigue con los microscopios metalográficos es, aproximadamente, de 1500 aumentos. Con el empleo de lentes bañadas en aceite puede mejorarse este límite, hasta unos 2000 aumentos. No obstante, este es la mayor magnificación que se
Página 3

puede conseguir con microscopia óptica, debido al tamaño de la longitud de onda de la luz visible (aprox. 4000 Å). Para aumentar la magnificación tendremos que emplear electrones (l<<0.5Å)En vez de fotones para “iluminar” la muestra, lo que nos lleva a emplear microscopios electrónicos, donde la imagen observada se produce por la interacción de un haz de electrones sobre la muestra. Los dos tipos de microscopios electrónicos más conocidos son:
Microscopio electrónico de barrido (SEM). Dónde la información que se obtiene procede del choque del haz de electrones contra la muestra.
Microscopio electrónico de transmisión (TEM). En este, el haz de electrones atraviesa la muestra.
Interpretación de resultados. Además de la micrografía obtenida de la muestra, para hacer el estudio, deberemos conocer: la composición, la historia (moldeado, extraído, etc.) y el diagrama de fases reales de los elementos de la aleación, colocaremos esa aleación en el diagrama y haremos el estudio de la microestructura y el cálculo de la cantidad relativa de las fases y/o constituyentes.
Parte I.- Interpretación de microestructuras de aleaciones metálicas
OBJETIVOS
Conocer el análisis metalográfico como técnica básica en la observación de la microestructura de una aleación y su importancia en el contexto de los materiales metálicos. Para ello se deberá efectuar la introducción a la metalografía con sus diferentes etapas: preparación de muestras, desbaste y pulido, ataque y observación.
Recordar los aspectos fundamentales de los diagramas de fase.Relacionar la microestructura observada en un material metálico, con los
diagramas de fase correspondientes y los tratamientos térmicos y/o mecánicos realizados sobre el mismo.
Calcular la cantidad relativa de las fases y de los constituyentes estructurales, en su caso.
MATERIAL BASICO NECESARIO
- Fichas de supuestos prácticos.- Bibliografía recomendada de la Asignatura.
TIEMPO ESTIMADO = 4 h
- Explicaciones previas para la consecución de los distintos objetivos.- Análisis de las fichas prácticas.- Búsqueda de información.- Puesta en común.- Elaboración del correspondiente informe en la memoria de prácticas.
NOTA: cada alumno deberá realizar los CINCO propuestos en este cuadernillo u otros que proponga el profesor-tutor
Página 4
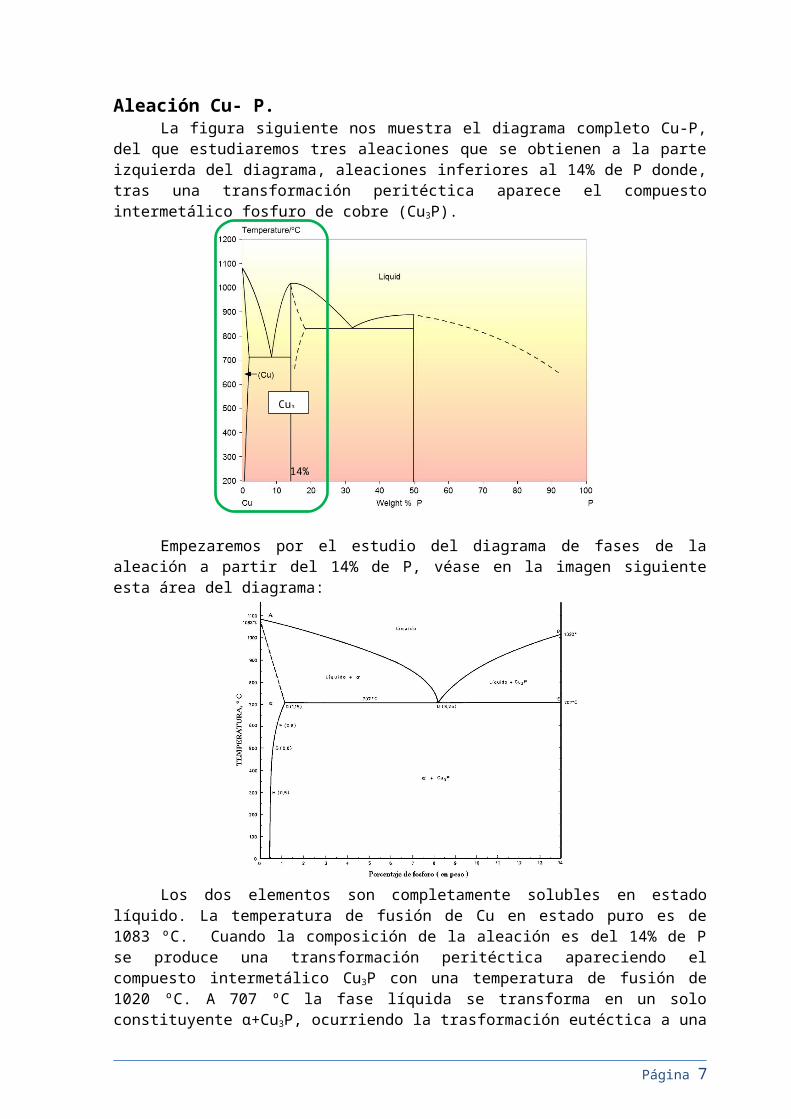
Aleación Cu- P.La figura siguiente nos muestra el diagrama completo Cu-P, del que
estudiaremos tres aleaciones que se obtienen a la parte izquierda del diagrama, aleaciones inferiores al 14% de P donde, tras una transformación peritéctica aparece el compuesto intermetálico fosfuro de cobre (Cu3P).
Empezaremos por el estudio del diagrama de fases de la aleación a partir del 14% de P, véase en la imagen siguiente esta área del diagrama:
Los dos elementos son completamente solubles en estado líquido. La temperatura de fusión de Cu en estado puro es de 1083 ºC. Cuando la composición de la aleación es del 14% de P se produce una transformación peritéctica apareciendo el compuesto intermetálico Cu3P con una temperatura de fusión de 1020 ºC. A 707 ºC la fase líquida se transforma en un solo constituyente α+Cu3P, ocurriendo la trasformación eutéctica a una concentración del 8,25% de P. La curva de solvus muestra la solubilidad parcial en estado sólido de P en Cu, descendiendo desde el 1,15% de P (máxima solubilidad) a la temperatura eutéctica hasta la mínima solubilidad del 0.5% de P a la temperatura ambiente.
Líquido (8.25% P) → α (1.15%P) + Cu3P (14% P) Eutéctico a 707 ºC
Líquido (14% P) + Cu → Cu3P (14% P) Peritéctico a 1020 ºC
Página 5
Cu3P
14% P

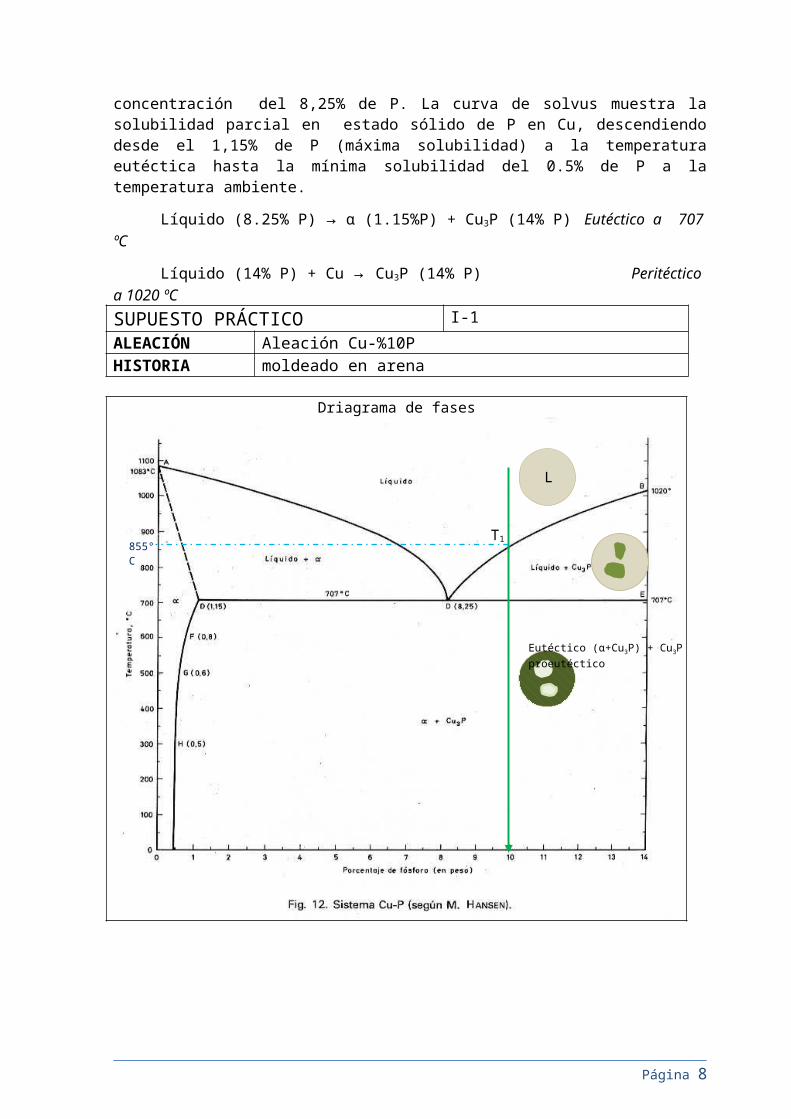
SUPUESTO PRÁCTICO I-1ALEACIÓN Aleación Cu-%10PHISTORIA moldeado en arena
Driagrama de fases
Página 6
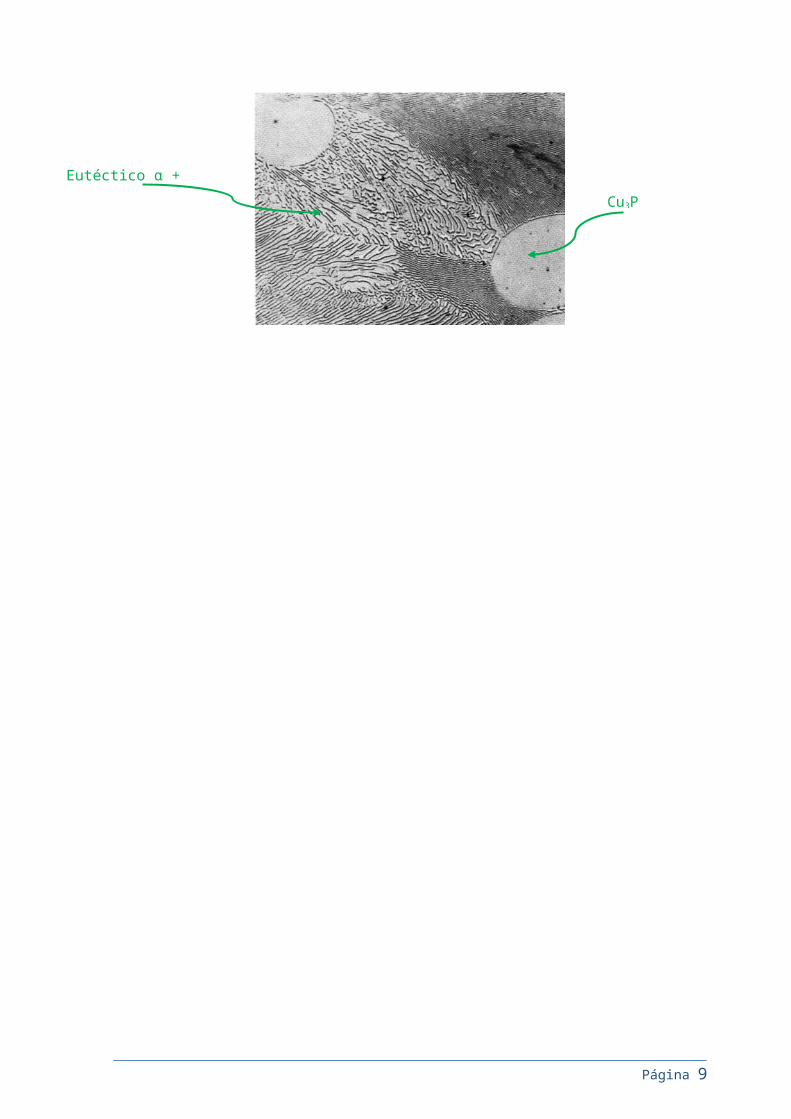
Cu3P
Eutéctico α + Cu3P
Eutéctico (α+Cu3P) + Cu3P proeutéctico
855°CT1
L
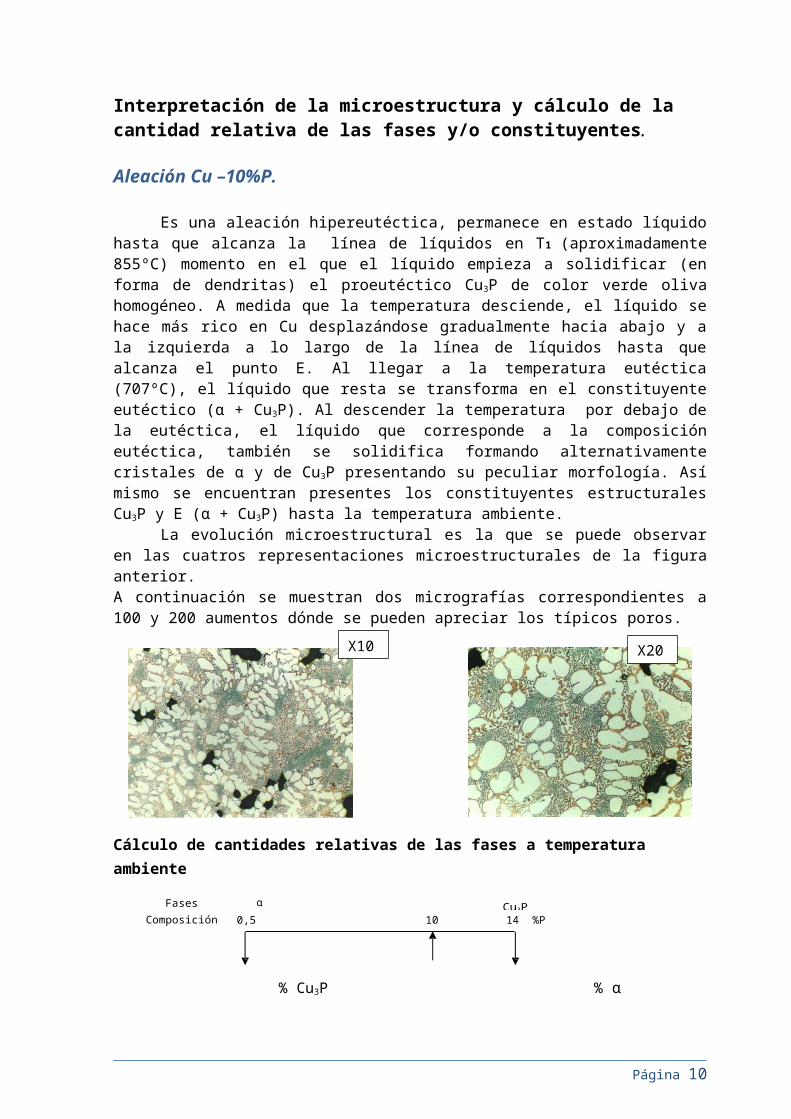
Interpretación de la microestructura y cálculo de la cantidad relativa de las fases y/o constituyentes.
Aleación Cu –10%P.
Es una aleación hipereutéctica, permanece en estado líquido hasta que alcanza la línea de líquidos en T1 (aproximadamente 855ºC) momento en el que el líquido empieza a solidificar (en forma de dendritas) el proeutéctico Cu3P de color verde oliva homogéneo. A medida que la temperatura desciende, el líquido se hace más rico en Cu desplazándose gradualmente hacia abajo y a la izquierda a lo largo de la línea de líquidos hasta que alcanza el punto E. Al llegar a la temperatura eutéctica (707ºC), el líquido que resta se transforma en el constituyente eutéctico (α + Cu3P). Al descender la temperatura por debajo de la eutéctica, el líquido que corresponde a la composición eutéctica, también se solidifica formando alternativamente cristales de α y de Cu3P presentando su peculiar morfología. Así mismo se encuentran presentes los constituyentes estructurales Cu3P y E (α + Cu3P) hasta la temperatura ambiente.
La evolución microestructural es la que se puede observar en las cuatros representaciones microestructurales de la figura anterior.A continuación se muestran dos micrografías correspondientes a 100 y 200 aumentos dónde se pueden apreciar los típicos poros.
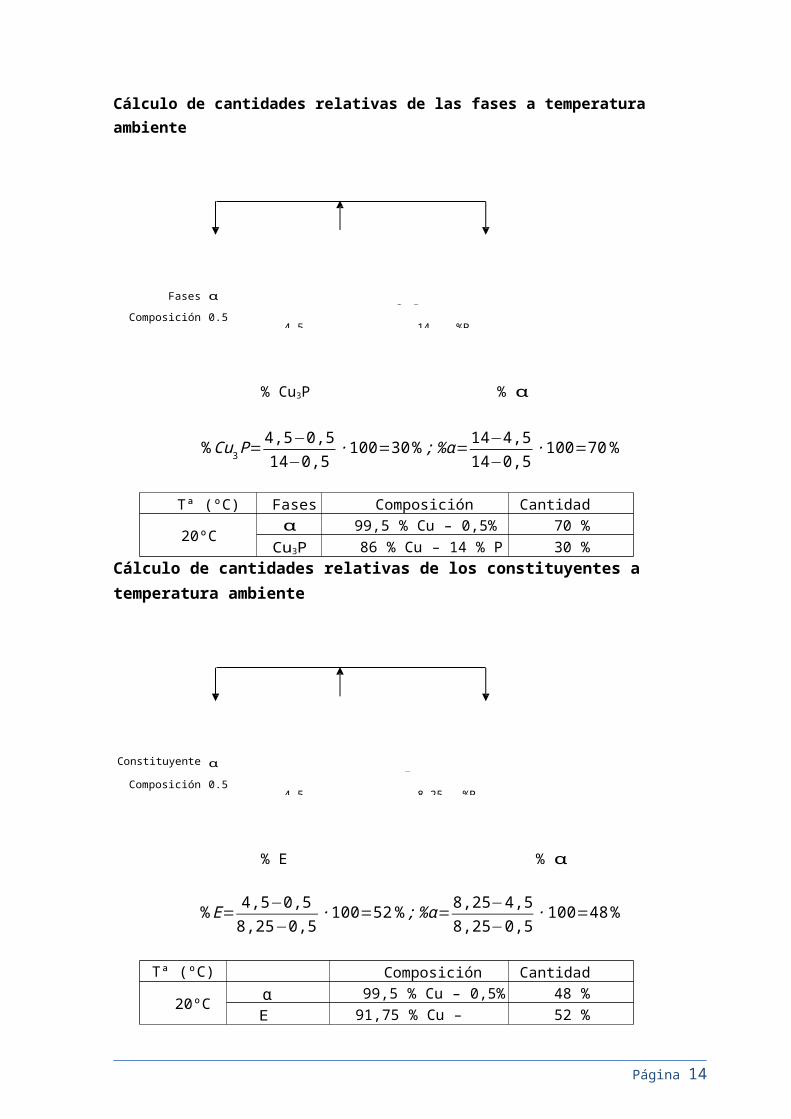
Cálculo de cantidades relativas de las fases a temperatura ambiente
Fases α Cu3PComposición 0,5 10 14 %P
% Cu3P % α
%Cu3 P=10−0,514−0,5
·100=70 %%α= 14−1014−0,5
·100=30 % ;
Tª (ºC) Fases Composición Cantidad relativa
20ºCα 99,5 % Cu – 0,5% P 30 %
Cu3P 86 % Cu – 14 % P 70 %
Página 7
X100 X200
Cálculo de cantidades relativas de los constituyentes a temperatura ambiente
Constituyentes E (α+Cu3P) Cu3PComposición 8,25 10 14 %P
% Cu3P % E
%Cu3 P=10−8,2514−8,25
·100=30 %%E= 14−1014−8,25
·100=70 % ;
Tª (ºC) Constituyentes Composición Cantidad relativa
20 ºCE 91,75 % Cu – 8,25% P 70 %
Cu3P 86 % Cu – 14 % P 30 %
Página 8
SUPUESTO PRÁCTICO I-2ALEACIÓN Aleación Cu-4,5%PHISTORIA moldeado en arena
Diagrama de Fases
Página 9
L
Eutéctico (α + Cu3P) + α proeutéctico
α proeutécticoEutéctico (α + Cu3P)
T1970ºC
Interpretación de la microestructura y cálculo de la cantidad relativa de las fases y/o constituyentes.
Aleación Cu –4,5%P.
La aleación del 4,5%P es de tipo hipoeutéctica, permanece en estado líquido hasta que alcanza la línea de líquidos en T1 (aproximadamente 970ºC) momento en el que el líquido empieza a solidificar formándose la fase proeutéctica α (de color verde cobrizo) en este caso no es fácil de observar el carácter dendrítico, pero los contornos casi circulares y aislados de la fase a representan a secciones transversales de brazos dendríticos. También se observa que existe microsegregación, debido al gran intervalo de temperaturas y de composiciones que atraviesa en la región bifásica, que no permite la homogeneidad de la distribución del fósforo. Este tipo de microsegregación, en forma de capas de una cebolla, se denomina "coring".
A medida que la temperatura desciende, el líquido se hace más rico en P desplazándose gradualmente hacia abajo y a la derecha a lo largo de la línea de líquidos hasta que alcanza el punto E. Al llegar a la temperatura eutéctica (707ºC), el líquido aún sin solidificar se transforma en el constituyente eutéctico (α + Cu3P). Al descender la temperatura por debajo de la eutéctica, el líquido que corresponde a la composición eutéctica, también se solidifica formando alternativamente cristales de α y de Cu3P presentando su peculiar morfología, así mismo se encuentran presentes los constituyentes estructurales Cu3P y E hasta la temperatura ambiente.
A continuación se muestran dos micrografías correspondientes a 100 y 200 aumentos dónde se pueden apreciar lo descrito anteriormente.
Cálculo de cantidades relativas de las fases a temperatura ambiente
% Cu3P % α
Página 10
Fases α Cu3P
Composición 0.5 4,5 14 %P
X100 X200

%Cu3 P=4,5−0,514−0,5
·100=30 % ;%α=14−4,514−0,5
·100=70 %
Tª (ºC) Fases Composición Cantidad relativa
20ºCα 99,5 % Cu – 0,5% P 70 %
Cu3P 86 % Cu – 14 % P 30 %
Cálculo de cantidades relativas de los constituyentes a temperatura ambiente
% E % α
%E= 4,5−0,58,25−0,5
·100=52 % ;%α=8,25−4,58,25−0,5
·100=48 %
Tª (ºC) Constituyentes Composición Cantidad relativa
20ºCα 99,5 % Cu – 0,5% P 48 %
E 91,75 % Cu – 8,25% P 52 %
Página 11
Constituyentes α E
Composición 0.5 4,5 8,25 %P

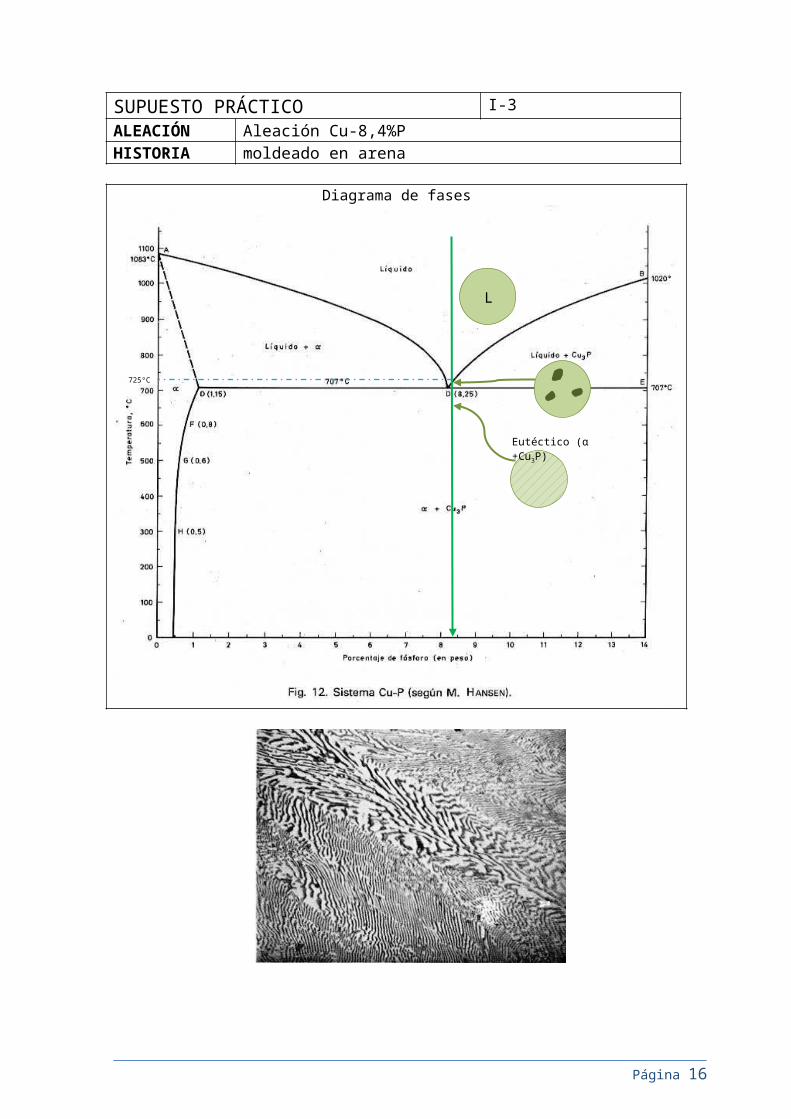
SUPUESTO PRÁCTICO I-3ALEACIÓN Aleación Cu-8,4%PHISTORIA moldeado en arena
Diagrama de fases
Página 12
L
Eutéctico (α +Cu3P)
725ºC

Interpretación de la microestructura y cálculo de la cantidad relativa de las fases y/o constituyentes.
Aleación Cu –8,4%P.
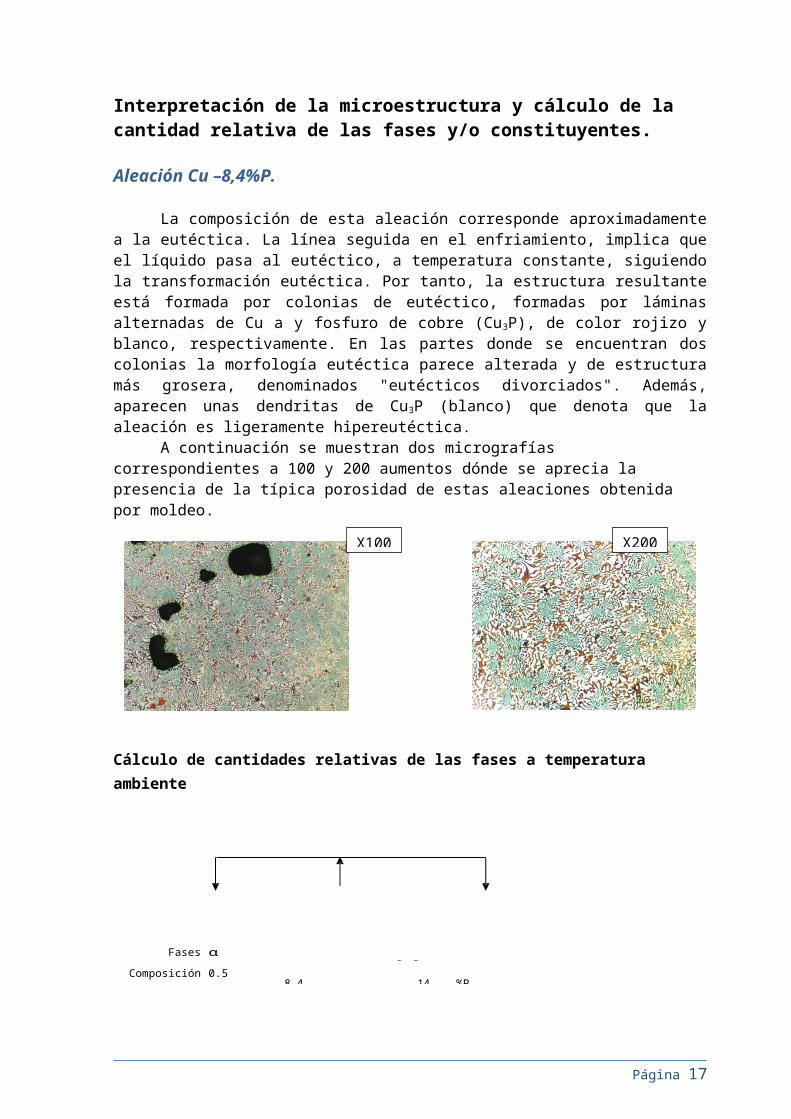
La composición de esta aleación corresponde aproximadamente a la eutéctica. La línea seguida en el enfriamiento, implica que el líquido pasa al eutéctico, a temperatura constante, siguiendo la transformación eutéctica. Por tanto, la estructura resultante está formada por colonias de eutéctico, formadas por láminas alternadas de Cu a y fosfuro de cobre (Cu3P), de color rojizo y blanco, respectivamente. En las partes donde se encuentran dos colonias la morfología eutéctica parece alterada y de estructura más grosera, denominados "eutécticos divorciados". Además, aparecen unas dendritas de Cu3P (blanco) que denota que la aleación es ligeramente hipereutéctica.
A continuación se muestran dos micrografías correspondientes a 100 y 200 aumentos dónde se aprecia la presencia de la típica porosidad de estas aleaciones obtenida por moldeo.
Cálculo de cantidades relativas de las fases a temperatura ambiente
% Cu3P % α
%Cu3 P=8,4−0,514−0,5
·100=41,5 % ;%α=14−8,414−0,5
·100=58,5%
Tª (ºC) Fases Composición Cantidad relativa
20ºCα 99,5 % Cu – 0,5% P 58,5%
Cu3P 86 % Cu – 14 % P 41,5%
Página 13
Fases α Cu3P
Composición 0.5 8,4 14 %P
X100 X200
Cálculo de cantidades relativas de los constituyentes a temperatura ambiente
% E % α
%E=8,25−0,58,4−0,5
·100=98 % ;%α=8,4−8,258,4−0,5
·100=2 %
Tª (ºC) Constituyentes Composición Cantidad relativa
20ºCα 99,5 % Cu – 0,5% P 2 %
E 91,75 % Cu – 8,25% P 98 %
Las tres aleaciones Al-Cu estudiadas, podrían estar dentro del grupo de las aleaciones comerciales cobre fósforo y cobre fósforo plata: C55180 - C55284. Estas aleaciones se usan para soldar cobre. Las de Cu-P-Ag Se recomiendan para soldar uniones de piezas sometidas a altas vibraciones y las de CU-P que no contienen plata se utilizan sobre uniones que no están sujetas a niveles de esfuerzo o vibraciones, siendo ideales para uniones estáticas como las que se encuentran en tuberías de agua y gas que están fijas en posiciones estáticas.
Las aleaciones estudiadas del 10%, 4.5% y 8.4% se asemejan a los porcentajes de Cu y P que tienen la C55281 (con un 89% Cu), la C55180 (95%Cu) y a la C55280 (91%Cu) respectivamente.
Página 14
Constituyentes α E
Composición 0.5 8,25 8,4%P

Aleación Al-Cu.
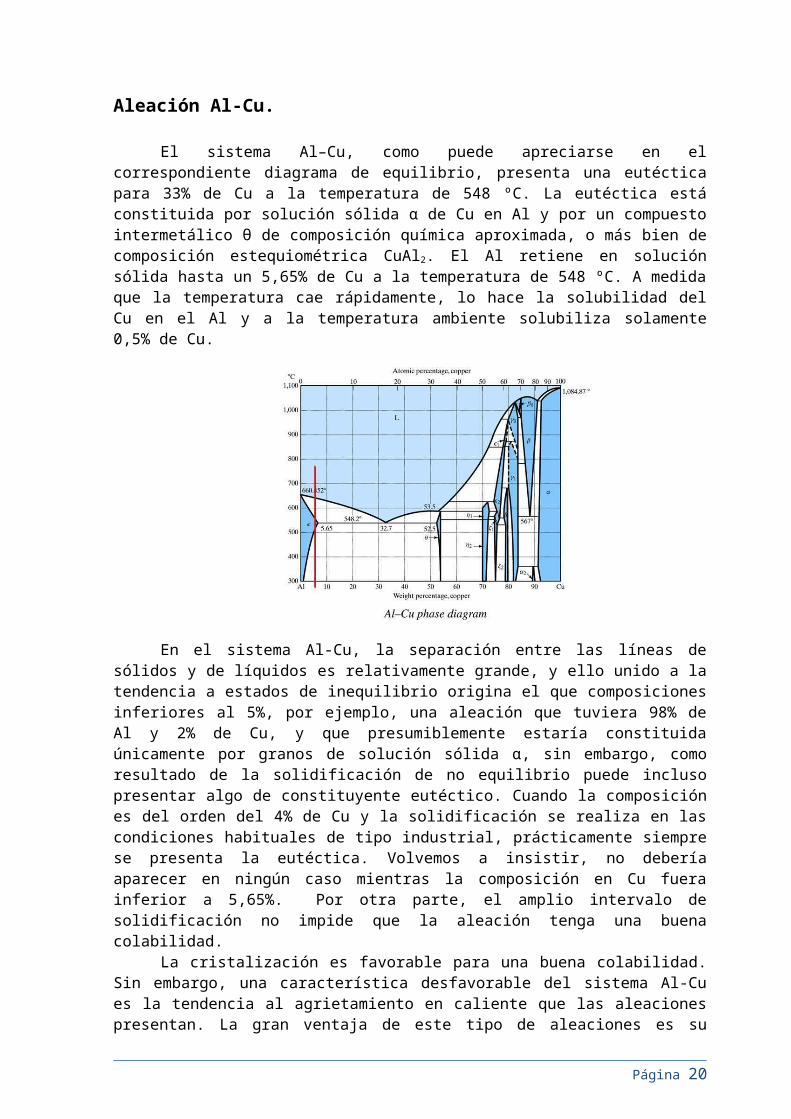
El sistema Al–Cu, como puede apreciarse en el correspondiente diagrama de equilibrio, presenta una eutéctica para 33% de Cu a la temperatura de 548 ºC. La eutéctica está constituida por solución sólida α de Cu en Al y por un compuesto intermetálico θ de composición química aproximada, o más bien de composición estequiométrica CuAl2. El Al retiene en solución sólida hasta un 5,65% de Cu a la temperatura de 548 ºC. A medida que la temperatura cae rápidamente, lo hace la solubilidad del Cu en el Al y a la temperatura ambiente solubiliza solamente 0,5% de Cu.
En el sistema Al-Cu, la separación entre las líneas de sólidos y de líquidos es relativamente grande, y ello unido a la tendencia a estados de inequilibrio origina el que composiciones inferiores al 5%, por ejemplo, una aleación que tuviera 98% de Al y 2% de Cu, y que presumiblemente estaría constituida únicamente por granos de solución sólida α, sin embargo, como resultado de la solidificación de no equilibrio puede incluso presentar algo de constituyente eutéctico. Cuando la composición es del orden del 4% de Cu y la solidificación se realiza en las condiciones habituales de tipo industrial, prácticamente siempre se presenta la eutéctica. Volvemos a insistir, no debería aparecer en ningún caso mientras la composición en Cu fuera inferior a 5,65%. Por otra parte, el amplio intervalo de solidificación no impide que la aleación tenga una buena colabilidad.
La cristalización es favorable para una buena colabilidad. Sin embargo, una característica desfavorable del sistema Al-Cu es la tendencia al agrietamiento en caliente que las aleaciones presentan. La gran ventaja de este tipo de aleaciones es su posibilidad de endurecimiento estructural por maduración una vez hipertemplada la aleación; y ello hace elegibles estas aleaciones cuando la característica determinante que en ella se busca es la resistencia mecánica. Son, sin embargo, poco resistentes a corrosión por la presencia del constituyente CuAl2.
Página 15
SUPUESTO PRÁCTICO I-4ALEACIÓN Aleación Al-4%CuHISTORIA moldeado en arena
Diagrama de fases
Página 16
K proeutéctico
Eutéctico (ϴ + K)
L
K + liquido
K
K proeutéctico+
Eutéctico (θ +K)En las fronteras de grano de K
Interpretación de la microestructura y cálculo de la cantidad relativa de las fases y/o constituyentes.
Aleación Al-4%Cu.
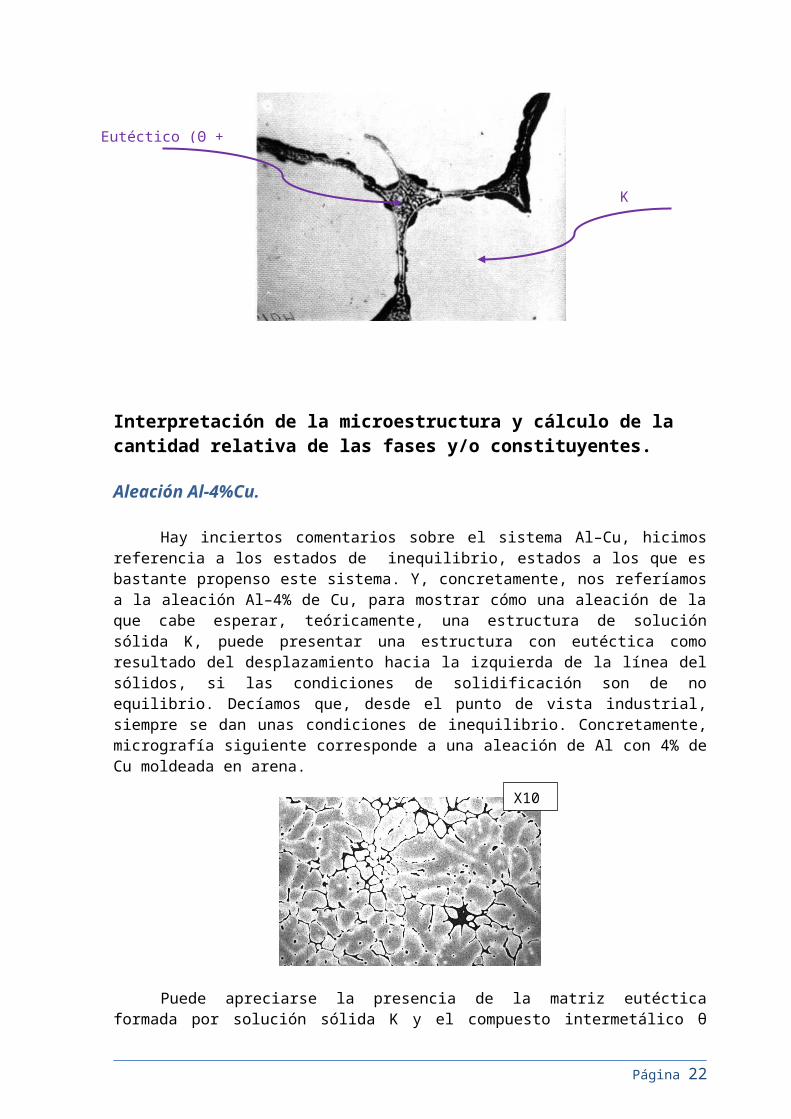
Hay inciertos comentarios sobre el sistema Al–Cu, hicimos referencia a los estados de inequilibrio, estados a los que es bastante propenso este sistema. Y, concretamente, nos referíamos a la aleación Al–4% de Cu, para mostrar cómo una aleación de la que cabe esperar, teóricamente, una estructura de solución sólida K, puede presentar una estructura con eutéctica como resultado del desplazamiento hacia la izquierda de la línea del sólidos, si las condiciones de solidificación son de no equilibrio. Decíamos que, desde el punto de vista industrial, siempre se dan unas condiciones de inequilibrio. Concretamente, micrografía siguiente corresponde a una aleación de Al con 4% de Cu moldeada en arena.
Puede apreciarse la presencia de la matriz eutéctica formada por solución sólida K y el compuesto intermetálico θ (CuAl2). Matriz eutéctica que contornea el constituyente primario, que es solución sólida K (véase en la solución sólida K la segregación dendrítica). La eutéctica aparece no solo en los contornos de grano, sino también en los espacios interdendríticos. Por otra parte, esta muestra presenta en algunas zonas una cierta cantidad de sopladuras o de discontinuidades producidas por el desprendimiento gaseoso durante la solidificación.
Página 17
X100
X400

Cálculo de cantidades relativas de las fases a temperatura ambiente
Fases ϴ K
Composición 46 96 100 %Al
%K %ϴ
%K= 96−46100−46
·100=92,6 % ;%θ=100−96100−46
·100=7,4 %
Tª (ºC) Fases Composición Cantidad relativa
20ºCϴ 54 % Cu – 46 % Al 7,4 %
K 100 % Al 92,6 %
Página 18

Latón de composición desconocida.
En función de su porcentaje de Zn, se reconocen tres grupos principales de latones.
Latones de primer título, con porcentaje de Zn inferior a 33% Latones de segundo título, con porcentaje de Zn de 33 a 49% Latones de tercer título con porcentajes de Zn superior a 49% sin apenas
aplicaciones industriales.Algunas aleaciones usuales recibían nombres especiales; así, se llamaba similor a
la aleación de cobre y zinc en proporción 80 a 20; metal del príncipe Alberto a la misma aleación en proporción 84 a 16; y crisocola a la de 92 partes de cobre, 6 de zinc y 6 de estaño.
Los latones, de acuerdo a los elementos minoritarios que intervengan en la aleación, son maleables únicamente en frío, y no en caliente, y algunos no lo son a ninguna temperatura. Todos los tipos de esta aleación se vuelven quebradizos cuando se calientan a una temperatura próxima al punto de fusión.
El latón es más duro que el cobre, pero fácil de mecanizar, troquelar y fundir, es resistente a la oxidación, a las condiciones salinas y es dúctil, por lo que puede laminarse en planchas finas. Su maleabilidad varía según la composición y la temperatura, y es distinta si se mezcla con otros metales, incluso en cantidades mínimas.
En el latón al plomo, el plomo es prácticamente insoluble en el latón, y se separa en forma de finos glóbulos, lo que favorece la fragmentación de las virutas en el mecanizado. También el plomo tiene un efecto de lubricante por su bajo punto de fusión, lo que permite disminuir el desgaste de la herramienta de corte. El latón admite pocos tratamientos térmicos y sólo se realizan recocidos de recristalización y homogeneización.
Página 19
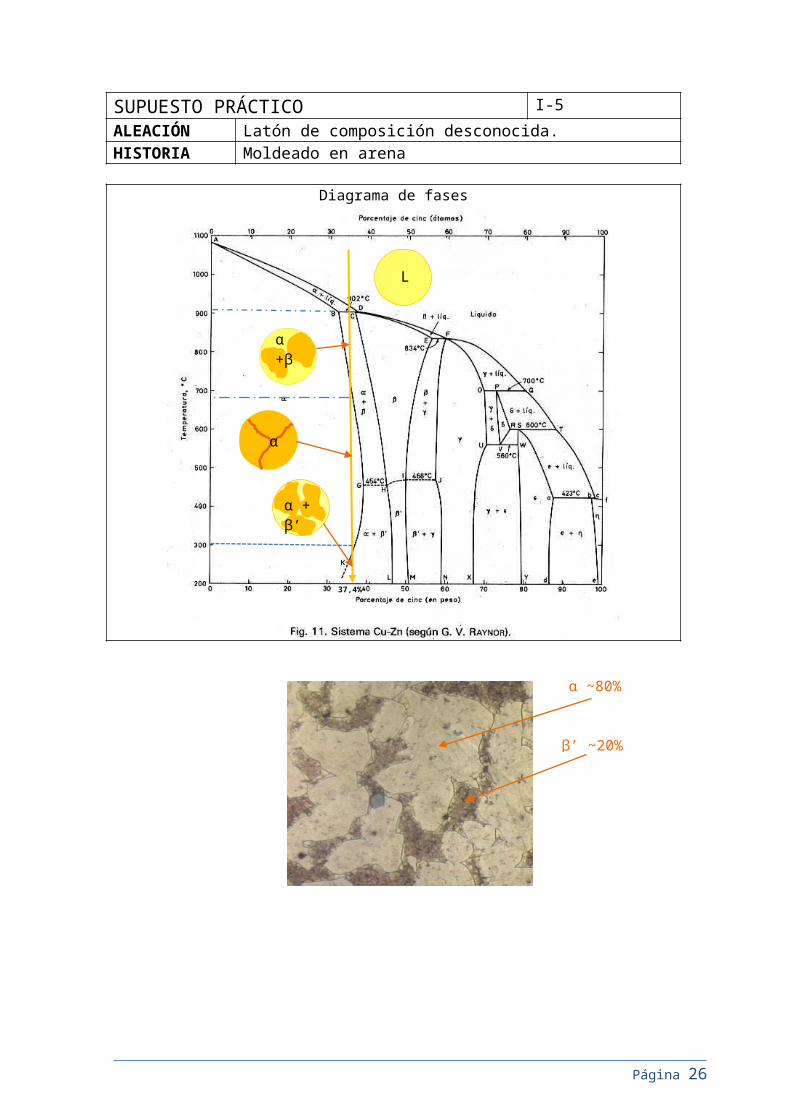
SUPUESTO PRÁCTICO I-5ALEACIÓN Latón de composición desconocida.HISTORIA Moldeado en arena
Diagrama de fases
Página 20
L
α +β
α + β’
α
37,4%
α ~80%
β’ ~20%

Conclusiones acerca del tipo de latón y posible composición del mismo.
A la vista de la micrografía, podemos observar que existen dos fases claramente diferenciadas, por lo que nuestro latón debe estar comprendido entre los denominados latones dúplex o de segunda especie, que según podemos observar en el diagrama de fases, estarían compuestos por las fases α y β’, estando las concentraciones de zinc entre el 35% y el 47%.
En la micrografía se ve que hay una fase predominante de color claro, correspondiente a la fase α, podemos aproximar que la relación entre ambas podría ser 80 % y 20 % por lo que aproximando a esas cantidades relativas y aplicando la regla de la palanca podemos saber cuál podría ser su concentración:
Cálculo de cantidades relativas de las fases a temperatura ambiente
Fases α β’Composición 35 x 47 %Zn
%β’=20% %α=80%
%β '= x−3547−35
·100=20 % ;%α= 47−x47−35
·100=80 %
x=12 ·20100
+35=37,4 %de Zn
Tª (ºC) Fases Composición Cantidad relativa
20ºCα 65 % Cu – 35% Zn 80 %
β’ 53 % Cu – 47 % Zn 20 %
Podríamos situar la composición en el diagrama para estudiar la evolución microestructural durante el enfriamiento.
Es una aleación de composición próxima a la peritéctica. Para temperaturas muy por encima de la peritéctica (902ºC), la aleación se encontraría en estado líquido, al ir descendiendo la temperatura y acercándose a dicha temperatura, empiezan a formarse los núcleos de la fase α properitéctica que tiene una estructura dendrítica y que sufre una microsegregación debido a su enriquecimiento progresivo en Zn, una vez que la temperatura desciende, aparece la fase β formada en la reacción peritéctica. A la temperatura ambiente podemos observar que la fase β se ha transformado en fase β’ debido a la transformación orden desorden que ha sufrido β, este ordenamiento de la red, provoca que la fase resultante sea extremadamente dura y frágil.
La existencia de una transformación orden-desorden proporciona información de la temperatura a la que podría deformarse plásticamente esa aleación, dado que por encima de la temperatura de la transformación (454ºC), la solución sólida desordenada presenta mayor plasticidad. A temperatura ambiente, esta aleación presentará un endurecimiento por ordenación, así como un aumento de la conductividad eléctrica debido al ordenamiento interno.
Por lo tanto este latón dúplex es ideal para trabajos en caliente y la capacidad para ser deformados a temperatura ambiente es limitada debido a la presencia de la fase β’.
Página 21
En las siguientes micrografías de una aleación del 37% de Zn se observa una fase primaria formada desde el líquido, denominada fase properitéctica, que tiene una estructura claramente dendrítica y que, además, ha sufrido una microsegregación debido a su enriquecimiento progresivo en Zn. La otra fase que se observa es la fase β, formada en la reacción peritéctica, y aparece de color más oscuro y de formas angulosas.
Latón (48 % Zn); moldeado en arena.
La composición de esta aleación la sitúa en la región monofásica beta (sistema Cu-Zn). Esta aleación al enfriarse su región bifásica de transformación de líquido en sólido se produce en un corto intervalo de tiempo y con una pequeña zona de enfriamiento. Todo ello hace que la metalografía esperada esté formada por una sola fase y con ausencia de microsegregación. Se observan grandes granos con color uniforme, variando únicamente la tonalidad de un grano a otro debido a su diferente orientación cristalina. Los límites de grano son ligeramente curvos o casi rectos, observándose puntos triples con los límites de grano a 120º. Todo lo anterior sería consecuencia de un enfriamiento casi de equilibrio. Por supuesto, se observa cierta porosidad, característica de las aleaciones obtenidas por colada o fusión.
Esta aleación está más a la derecha del diagrama que la que hemos estudiado haciendo una comparación de micrografías podemos observar que este tipo de latón no es el del problema planteado.
Página 22
X50 X200
X100

Parte II.- Metalografía de las aleaciones férreas
OBJETIVOS
Identificar las aleaciones férreas más comunes a través de sus microestructuras.Relacionar de forma cualitativa las distintas microestructuras resultantes con los diferentes tratamientos térmicos y/o mecánicos realizados sobre el material.
MEDIOS A DISPOSICIÓN DEL ALUMNO EN EL CENTRO ASOCIADO PARALA REALIZACIÓN DE LAS PRÁCTICAS
- Bibliografía recomendada en la Guía de Curso
TIEMPO ESTIMADO = 8 h
- Explicaciones previas para la consecución de los distintos objetivos.- Búsqueda de información general mediante bibliografía- Puesta en común.- Elaboración del correspondiente informe en la memoria de prácticas.
Página 23
Introducción a las aleaciones férreas
Dado que el objetivo de la práctica es identificar las aleaciones férreas a través de sus microestructuras, lo primero que se hará será una breve descripción de las fases sólidas y los constituyentes estructurales que presenta el diagrama de fases metaestable Fe-Fe3C, mostrando sus distintas morfologías.
Se entiende por acero, la aleación de Fe-C con contenidos en C entre 0,05% y 2,11%, por lo tanto serán las fases y microconstituyentes de esa parte del diagrama los que nos interesa describir en primera instancia para el estudio de los aceros.Como podemos observar en el diagrama, se produce una transformación Eutectoide en 723ºC, por lo que en función de su contenido en C, se podrán clasificar los aceros en: Hipoeutectoides (%C < de 0,8%), Eutectoides (%C = 0,8%) Hipereutectoides (0,8%< %C < 2,11%).
Página 24

Tipos de acero
En las aleaciones Fe-C pueden encontrarse hasta once constituyentes diferentes, que se denominan: ferrita, cementita, perlita, austenita, martensita, troostita sorbita, bainita, ledeburita, steadita y grafito.
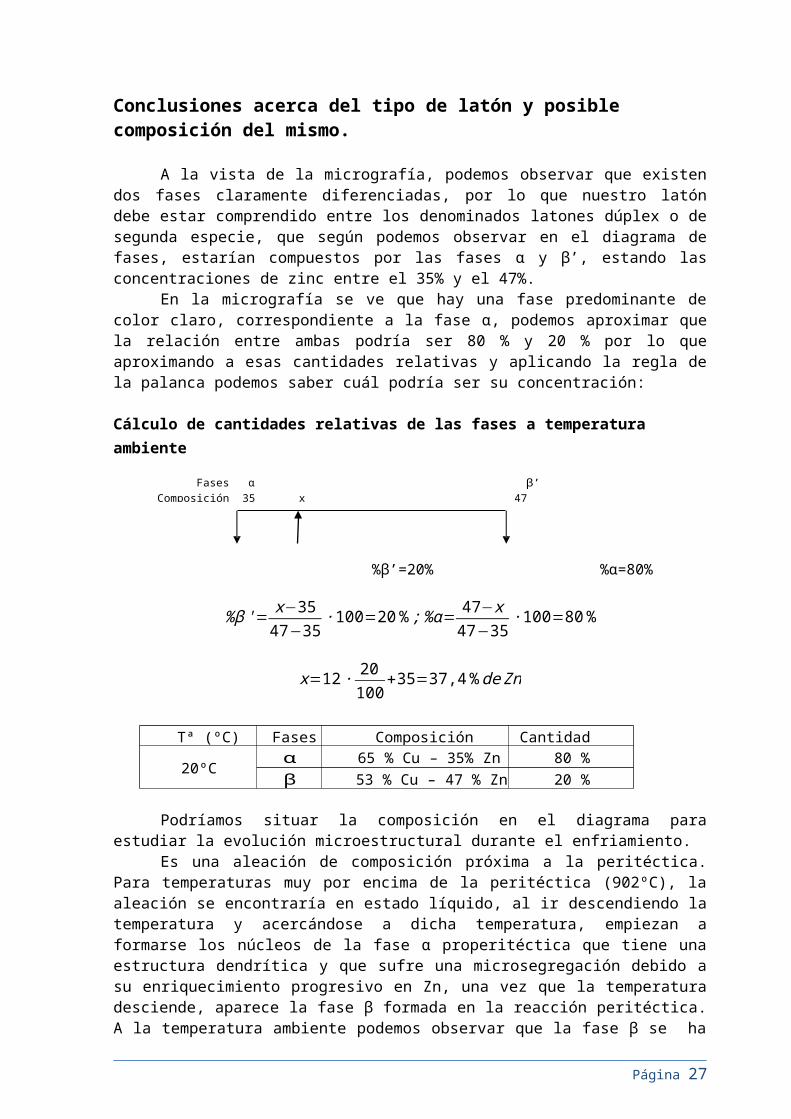
Ferrita 𝛂 (𝛂)Aunque la ferrita es en realidad una solución sólida de carbono en hierro alfa, su
solubilidad a la temperatura ambiente es tan pequeña que no llega a disolver ni un 0.008% de C. Es por esto que prácticamente se considera la ferrita como hierro alfa puro. La ferrita es el más blando y dúctil constituyente de los aceros.
Cementita (Fe3C)Es carburo de hierro y por tanto su composición es de 6.67% de C y 93.33% de Fe
en peso. Es el constituyente más duro y frágil de los aceros, alcanzando una dureza de 960 Vickers. Cristaliza formando un paralelepípedo ortorrómbico de gran tamaño. Es magnética hasta los 210ºC, temperatura a partir de la cual pierde sus propiedades magnéticas.
Página 25
X100 X400
Morfología Equiaxial Estructura Widmanstätten
PerlitaEs un constituyente compuesto por el 86.5% de ferrita y el 13.5% de cementita,
es decir, hay 6.4 partes de ferrita y 1 de cementita. Cada grano de perlita está formado por láminas o placas alternadas de cementita y ferrita. Esta estructura laminar se observa en la perlita formada por enfriamiento muy lento. Si el enfriamiento es muy brusco, la estructura es más borrosa y se denomina perlita sorbítica. Si la perlita laminar se calienta durante algún tiempo a una temperatura inferior a la crítica (723 ºC), la cementita adopta la forma de glóbulos incrustados en la masa de ferrita, recibiendo entonces la denominación de perlita globular.
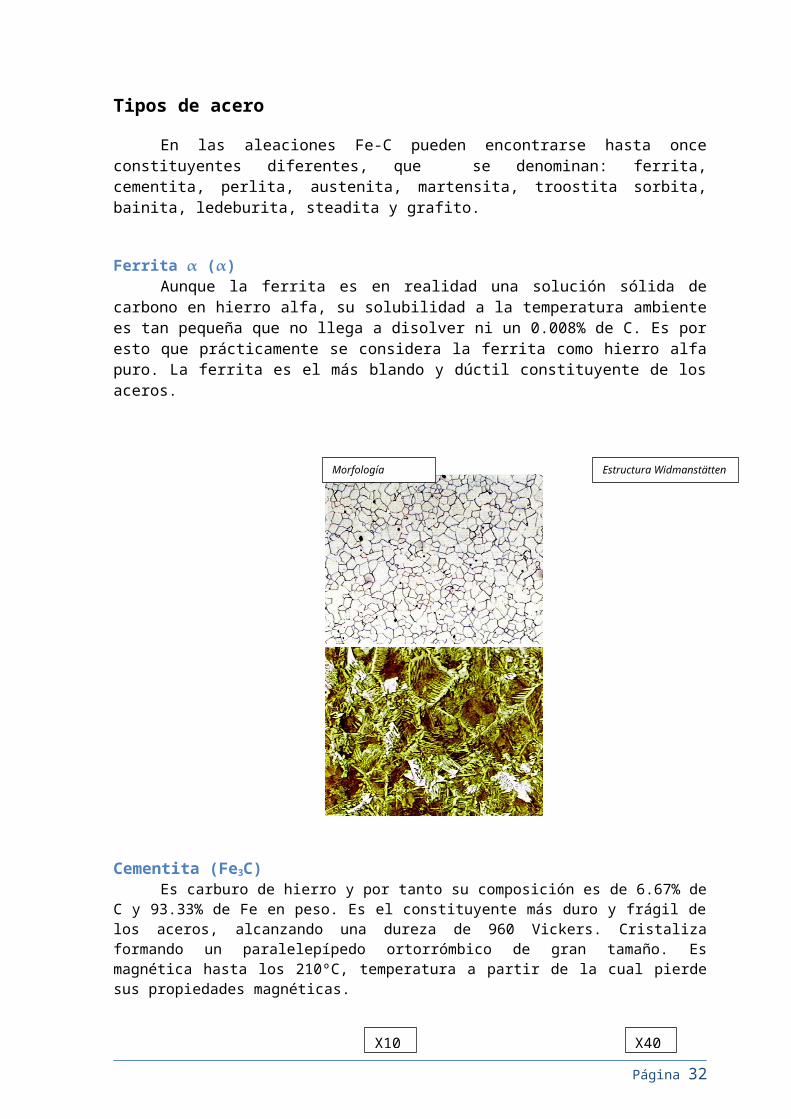
Austenita (𝛄)Este es el constituyente más denso de los aceros, y está formado por la
solución sólida, por inserción, de carbono en hierro gamma. La proporción de C disuelto varía desde el 0 al 2,11%, correspondiendo este último porcentaje de máxima solubilidad a la temperatura de 1147 ºC. La austenita en los aceros al carbono, es decir, si ningún otro elemento aleado, empieza a formarse a la temperatura de 723ºC. También puede obtenerse una estructura austenítica en los aceros a temperatura ambiente, enfriando muy rápidamente una probeta de acero de alto contenido de C a partir de una temperatura por encima de la crítica, pero este tipo de austenita no es estable, y con el tiempo se transforma en ferrita y perlita o bien cementita y perlita.
El enfriamiento lento de la austenita, bajo las condiciones de equilibrio del diagrama Fe-C, da lugar a la Perlita, anteriormente descrita, aunque en función de la velocidad de enfriamiento a la que se somete el acero una vez austenizado, la austenita puede transformarse también en otros constituyentes como son Bainita y Martensita que son transformaciones que se producen fuera de equilibrio. Las cuales se describen a continuación:
Página 26
Perlita
Micrografía de Acero Austenítico
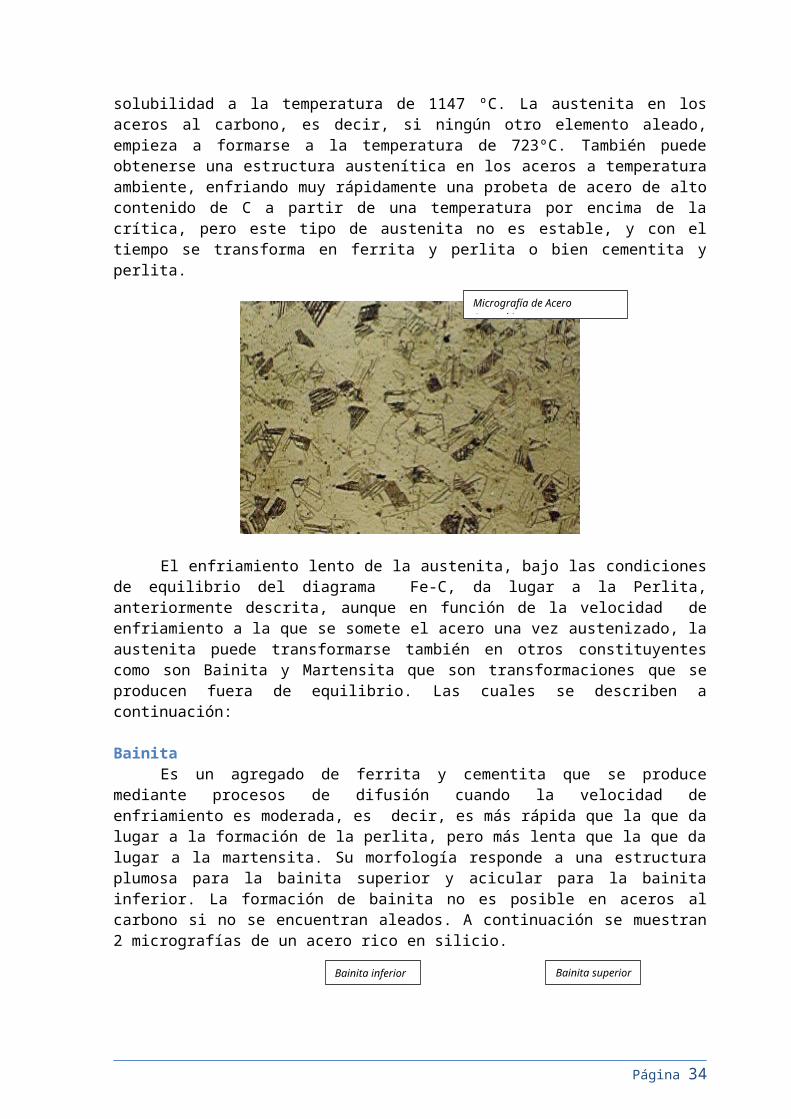
Bainita Es un agregado de ferrita y cementita que se produce mediante procesos de
difusión cuando la velocidad de enfriamiento es moderada, es decir, es más rápida que la que da lugar a la formación de la perlita, pero más lenta que la que da lugar a la martensita. Su morfología responde a una estructura plumosa para la bainita superior y acicular para la bainita inferior. La formación de bainita no es posible en aceros al carbono si no se encuentran aleados. A continuación se muestran 2 micrografías de un acero rico en silicio.
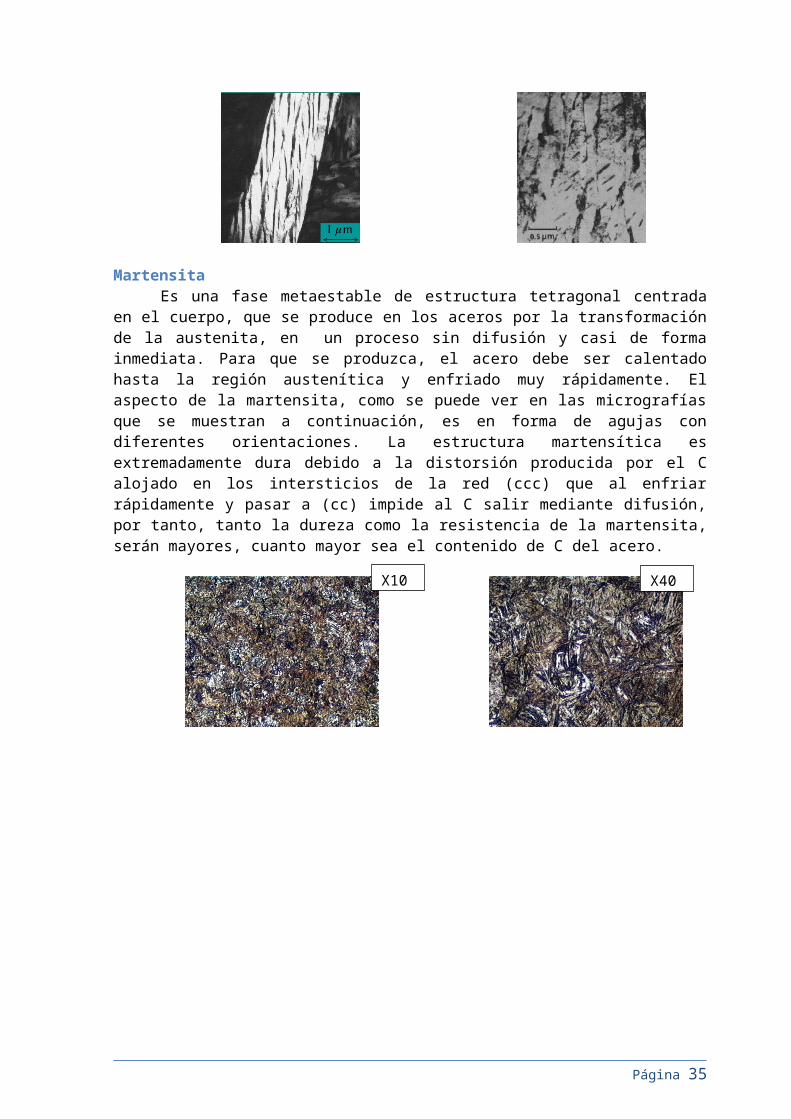
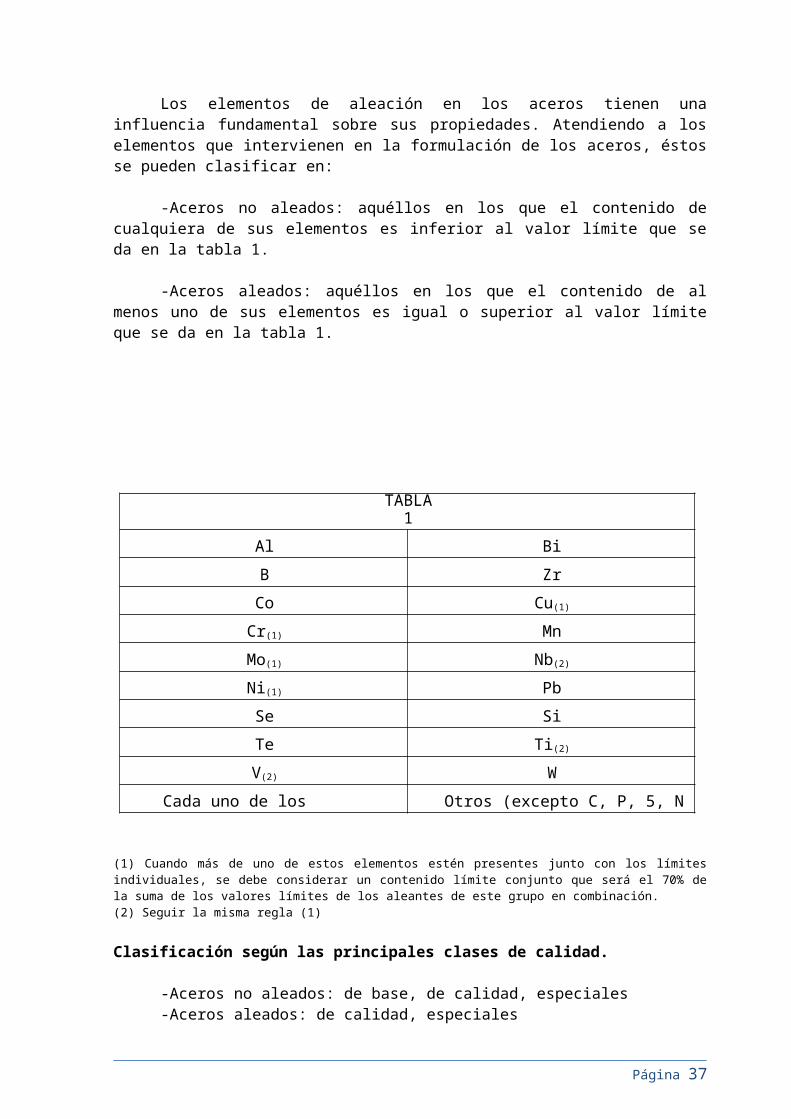
MartensitaEs una fase metaestable de estructura tetragonal centrada en el cuerpo, que se
produce en los aceros por la transformación de la austenita, en un proceso sin difusión y casi de forma inmediata. Para que se produzca, el acero debe ser calentado hasta la región austenítica y enfriado muy rápidamente. El aspecto de la martensita, como se puede ver en las micrografías que se muestran a continuación, es en forma de agujas con diferentes orientaciones. La estructura martensítica es extremadamente dura debido a la distorsión producida por el C alojado en los intersticios de la red (ccc) que al enfriar rápidamente y pasar a (cc) impide al C salir mediante difusión, por tanto, tanto la dureza como la resistencia de la martensita, serán mayores, cuanto mayor sea el contenido de C del acero.
Página 27
Bainita inferior Bainita superior
X100 X400

LedeburitaLa ledeburita no es un constituyente de los aceros, sino de las fundiciones. Se
encuentra en las aleaciones Fe-C cuando el porcentaje de carbono en hierro aleado es superior al 25%, es decir, un contenido total de 2,11% de carbono.La ledeburita se forma al enfriar una fundición líquida de carbono (de composición alrededor del 4.3% de C) desde 1147ºC, siendo estable hasta 723ºC, descomponiéndose a partir de esta temperatura en ferrita y cementita.
Aceros: definición y clasificación.
La definición y clasificación de los aceros aparecen recogidas en la norma UNE36-004, que es la versión en española de la EN 10020
DEFINICIÓN:
"Se denomina acero al material en el que:-el hierro es el elemento predominante;-el contenido de carbono es, generalmente, inferior al 2%;-contiene además otros elementos.Para un limitado número de aceros al cromo, el contenido en carbono puede ser superior al 2%, pero este valor es el contenido límite habitual que separa al acero de la fundición."
La versión antigua de la norma UNE36-004 precisa, además, que un acero es un material generalmente apto para la conformación en caliente.
La EN 10020 establece dos tipos de clasificaciones:
-Según la composición química.-Según categorías de calidad.
Clasificaciones alternativas a las normalizadas son, por ejemplo, aquéllas que diferencian los aceros según sus aplicaciones o según el proceso de fabricación.Clasificación según la composición química.
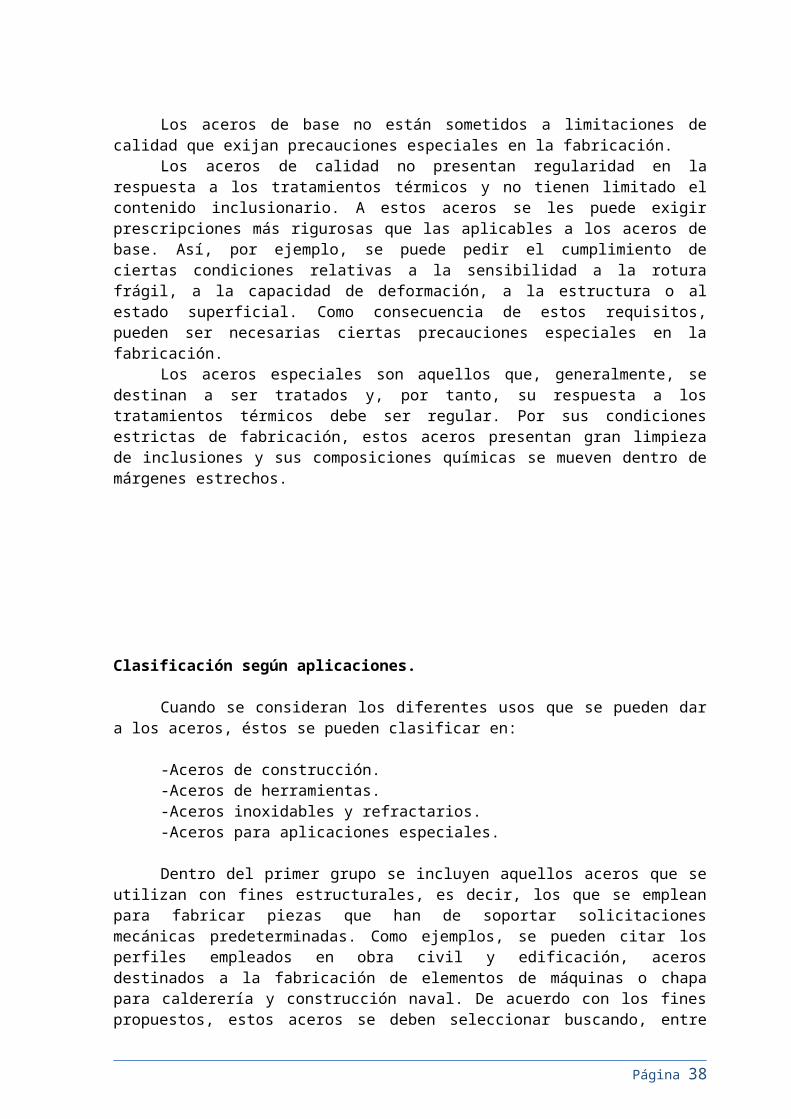
Los elementos de aleación en los aceros tienen una influencia fundamental sobre sus propiedades. Atendiendo a los elementos que intervienen en la formulación de los aceros, éstos se pueden clasificar en:
-Aceros no aleados: aquéllos en los que el contenido de cualquiera de sus elementos es inferior al valor límite que se da en la tabla 1.
-Aceros aleados: aquéllos en los que el contenido de al menos uno de sus elementos es igual o superior al valor límite que se da en la tabla 1.
Página 28

TABLA 1
Máximos porcentaje en masa de los diferentes elementos en un Al 0,10
Bi 0,10
B 0,0008
Zr 0,05
Co 0,10
Cu(1)
0,40Cr(1)
0,30Mn
1,65Mo(1)
0,08Nb(2)
0,06Ni(1) 0,30 Pb
0,40Se
0,10Si
0,50Te
0,10Ti(2)
0,05V(2)
0,10W
0,10Cada uno de los lantánidos 0,05
Otros (excepto C, P, 5, N y 0) 0,05
(1) Cuando más de uno de estos elementos estén presentes junto con los límites individuales, se debe considerar un contenido límite conjunto que será el 70% de la suma de los valores límites de los aleantes de este grupo en combinación.(2) Seguir la misma regla (1)
Clasificación según las principales clases de calidad.
-Aceros no aleados: de base, de calidad, especiales-Aceros aleados: de calidad, especiales
Los aceros de base no están sometidos a limitaciones de calidad que exijan precauciones especiales en la fabricación.
Los aceros de calidad no presentan regularidad en la respuesta a los tratamientos térmicos y no tienen limitado el contenido inclusionario. A estos aceros se les puede exigir prescripciones más rigurosas que las aplicables a los aceros de base. Así, por ejemplo, se puede pedir el cumplimiento de ciertas condiciones relativas a la sensibilidad a la rotura frágil, a la capacidad de deformación, a la estructura o al estado superficial. Como consecuencia de estos requisitos, pueden ser necesarias ciertas precauciones especiales en la fabricación.
Los aceros especiales son aquellos que, generalmente, se destinan a ser tratados y, por tanto, su respuesta a los tratamientos térmicos debe ser regular. Por sus condiciones estrictas de fabricación, estos aceros presentan gran limpieza de inclusiones y sus composiciones químicas se mueven dentro de márgenes estrechos.
Página 29

Clasificación según aplicaciones.
Cuando se consideran los diferentes usos que se pueden dar a los aceros, éstos se pueden clasificar en:
-Aceros de construcción.-Aceros de herramientas.-Aceros inoxidables y refractarios.-Aceros para aplicaciones especiales.
Dentro del primer grupo se incluyen aquellos aceros que se utilizan con fines estructurales, es decir, los que se emplean para fabricar piezas que han de soportar solicitaciones mecánicas predeterminadas. Como ejemplos, se pueden citar los perfiles empleados en obra civil y edificación, aceros destinados a la fabricación de elementos de máquinas o chapa para calderería y construcción naval. De acuerdo con los fines propuestos, estos aceros se deben seleccionar buscando, entre otros objetivos, garantizar unas características mecánicas mínimas que se deben alcanzar bien en estado de suministro o tras tratamiento térmico.
Los aceros de herramientas son aquéllos que se emplean para la fabricación de útiles destinados a cambiar la forma y/o tamaño de diferentes materiales por deformación o por arranque de viruta. Las características exigibles a estos aceros estarán relacionadas con su dureza, tenacidad, resistencia al desgaste y, en ocasiones, con su indeformabilidad.
Los aceros inoxidables y refractarios son aceros cuya formulación busca obtener una resistencia a la corrosión elevada. La selección de los aceros de este grupo se realiza atendiendo a las condiciones en las que se produce la corrosión: atmosférica, en medio ácido o básico, a temperatura ambiente o a temperaturas elevadas.
Por último, se consideran aquéllos aceros en los que el criterio fundamental de elección no es ninguno de los anteriores como, por ejemplo, aceros para imanes y chapa magnética, aceros con conductividad eléctrica limitada o aceros con coeficiente de dilatación especial.
Aceros inoxidables y refractarios.
Es una familia de aceros cuya principal característica es la resistencia a la corrosión que se consigue con contenidos de cromo mayores que el 11,5%: el cromo en ambientes oxidantes forma una capa de óxido que es adherente, impermeable, transparente y autoregenerable que protege la aleación de posteriores oxidaciones. La inoxidabilidad de estos aceros es específica y no general: junto al cromo aparecen otros aleantes que hacen que cada grado resulte adecuado para resistir la acción de determinados agentes corrosivos.
Los aceros inoxidables se suelen clasificar atendiendo a su estructura en:- austeníticos.- ferríticos.- martensíticos.
Junto a estos tipos básicos también se producen en cantidades mucho menores aceros duplex con estructura ferrítica-austenítica y propiedades intermedias entre las de ambos tipos extremos y aceros endurecibles por precipitación (aceros PH) con mejor soldabilidad y templabilidad que los austeníticos.
Página 30

Los aceros inoxidables que se formulan para aplicaciones a temperaturas elevadas se conocen con el nombre de refractarios.
Aceros inoxidables austeníticos.
Son los más empleados entre los aceros inoxidables porque presentan en general buena resistencia tanto a la corrosión atmosférica como a la química. En su composición intervienen cantidades importantes de aleantes gammágenos para garantizar que presentan una estructura austenítica, resultando ser amagnéticos. Los tipos fundamentales son los aceros cromo-níquel entre los que se encuentran todas las variedades del acero 18-8 (%Cr =18 y %Ni=8) y los aceros cromo-níquel-manganeso en los que se consigue un precio más ajustado al sustituir parcialmente el níquel por manganeso (con contenidos variables del 5 al 10%). Para evitar los problemas de corrosión intergranular asociados a la precipitación de carburos se fabrican variedades de los aceros cromo-níquel con contenidos de carbono muy reducidos (%C < 0,03) o con adiciones de titanio o niobio (aceros estabilizados). Para mejorar la resistencia a la corrosión por picaduras, se añade molibdeno en proporciones que van del 2 al 4%. Además, se pueden encontrar variedades de fácil mecanización de los aceros cromo-níquel con contenidos de azufre o selenio superiores al 0,15%.
Cómo estos aceros no sufren transformaciones en estado sólido, se endurecen por conformación en frío, proceso que además confiere a estos aceros un carácter ligeramente magnético.
Estos aceros son ampliamente utilizados en las industrias química, farmacéutica, petroquímica y de alimentación y en destilerías para depósitos tubos y diferentes piezas y conducciones que deben estar en contacto con distintos medios agresivos. También se emplean en arquitectura en zonas de costa o en zonas industriales con condiciones atmosféricas muy agresivas. Así mismo son muy utilizados para la fabricación de tornillería, alambre y flejes y otras piezas por conformadas en frío.
Aceros inoxidables ferríticos.
Los aceros con contenidos del aleante alfágeno cromo por encima del 17% con niveles de carbono reducidos presentan una estructura que es ferrítica a todas las temperaturas y, por tanto, son magnéticos. Como estos aceros no sufren transformaciones en el calentamiento sólo se pueden endurecer por deformación en frío. Para ablandar estas aceros hay que recocer tomando precauciones para evitar el crecimiento de grano que provoca fragilidad. El crecimiento de grano, que puede limitar la soldabilidad de estos aceros, se puede evitar con adiciones de titanio (%Ti > 5 · %C). En ocasiones, se fabrican aceros ferríticos de fácil mecanización con contenidos de azufre o selenio que llegan al 0,15.
En términos generales son más resistentes a la corrosión que los aceros martensíticos y se comportan bien frente a la corrosión atmosférica, a los ácidos oxidantes concentrados y los orgánicos, a los gases sulfurosos secos y a la oxidación en caliente. Resisten la corrosión bajo tensión en presencia de cloruros y la debida soluciones básicas mucho mejor que los austeníticos.
Se pueden emplear para fabricación de piezas de hornos y cámaras de combustión, moldes para vidrio, tubos para intercambiadores de calor o cestas para tratamientos térmicos. Se aplica con frecuencia en las industrias química, alimentaria, del automóvil y en la de electrodomésticos. Además, al no estar aleados con níquel, los aceros ferríticos son más baratos que los austeníticos. Este hecho justifica su
Página 31
utilización para aplicaciones decorativas tanto en arquitectura como en la industria del automóvil.
Aceros inoxidables martensíticos.
Son aceros al cromo (entre el 11'5 y el 18%) con carbonos variables entre el 0,12 y el 1,20% con pequeñas adiciones de otros elementos de aleación como níquel (%Ni < 2,5), molibdeno, wolframio o vanadio. Existen algunos grados se añade azufre o selenio en cantidades que pueden llegar al 0,15% para facilitar el mecanizado por arranque de viruta.
La respuesta al temple y revenido de estos aceros es análoga a la de los aceros de baja aleación. Se templan desde unos 1000°C para obtener estructuras formadas por martensita o por martensita y carburos en los grados con mayor contenido en carbono y cromo. Posteriormente, se revienen unos 300°C cuando se busca máxima dureza (puede llegar hasta 58 HRC) o por encima de 550°C si se busca máxima tenacidad (KU = 90 J con resistencias a la tracción de 700 MPa) y resistencia a la corrosión. Por su estructura estos aceros son magnéticos.
Estos aceros se emplean en aplicaciones que requieran una resistencia elevada con una buena resistencia a la corrosión como útiles de corte, herramientas diversas, calibres, tornillería, rodamientos, cojinetes, piezas de bombas, válvulas, álabes de turbinas de vapor o turbinas de centrífugas.
Aceros refractarios.
Son aceros que habitualmente se utilizan en condiciones en las que es fundamental una buena resistencia a los efectos de los gases calientes y de los productos residuales de la combustión. Las temperaturas de trabajo para estos aceros suelen estar por encima de los 550°C y sus temperaturas máximas de utilización pueden llegar a los 1150°. El contenido en cromo de estos aceros va hasta el 30% y su estructura puede ser ferrítica, austenoferrítica o austenítica dependiendo del contenido en níquel, que en los aceros del último grupo puede alcanzar más del 35%. La adición de aluminio (en algunos casos hasta el 1,7%) favorece el aumento de su resistencia a la corrosión a alta temperatura.
Las características importantes para la selección de estos aceros son las que describen su comportamiento a temperaturas elevadas como son su comportamiento en fluencia o sus características térmicas como, entre otras, el coeficiente de dilatación lineal y su resistencia a la corrosión en diferentes tipos de atmósferas.
Algunas aplicaciones típicas de los aceros de esta familia son elementos para hornos de tratamiento térmico, de calderas, de motores, cajas de cementación y crisoles.
Página 32

Página 33
Tipos de Fundiciones
Los porcentajes de C oscilan entre el 2-4% que, al ser próximos al eutéctico (4.3%), permiten la fusión a temperaturas (aprox.1100ºC) muy inferiores a las de los aceros. Su gran colabilidad las hace útiles en operaciones de moldeo, en cambio su elevado contenido en cementita (Fe3C) dificulta la forja. Velocidades de enfriamiento altas favorecen la formación de cementita, para conseguir la presencia de grafito se usan elementos grafitizantes (especialmente Si). Normalmente están presentes perlita y/o ferrita y cementita y/o grafito.
Los elementos de aleación tienen gran importancia en la estructura y propiedades finales.
Elementos grafitizantes: Si>P>Al>Ni>Cu Elementos estabilizadores de carburos: S, Mo, Mn
Si: gran efecto grafitizante y aumenta la fluidez.P: aumenta la fluidez, pero su contenido se debe controlar para evitar la formación de un eutéctico ternario (esteadita) que fragiliza la fundición S: facilita la formación de carburos, pero ocasiona fisuras a temperaturas elevadas por la formación de FeS en capas interdendríticasMn: se añade para formar MnS, sin efectos nocivos, y neutralizar el azufre presente.
Según el estado en que se encuentra el C las funciones se clasifican en:
Fundiciones blancas (C en forma de cementita), que se obtienen en condiciones de enfriamiento rápido y con muy poco Si (Si<0.2%).Las fundiciones blancas deben su nombre al aspecto brillante (blanco) de la superficie de fractura. La mayor parte presentan carburos en una matriz perlítica. Son duras, resistentes al desgaste, difíciles de mecanizar, frágiles y poco resistentes al impacto. El temple les puede producir grietas importantes.A partir de las fundiciones blancas con C<2.5% se pueden obtener las fundiciones maleables, manteniendo la fundición a T>TA1 se consigue la separación de grafito en forma de copos en una matriz perlítica (o ferrítica si se mantiene la temperatura durante tiempo suficiente).
Fundiciones grises (C en forma de grafito) que se obtienen en condiciones de enfriamiento lento y con contenidos de Si>2%. Presentan superficies de fractura grises o negruzcas. Los constituyentes son perlita o ferrita y grafito, junto con alguna cementita que se puede eliminar totalmente con el tratamiento adecuado. Las fundiciones grises de matriz perlítica presentan mejor resistencia que las ferríticas. Son fáciles de mecanizar porque el grafito actúa como lubricante y favorece el desprendimiento de viruta. Presentan buena resistencia a la corrosión y al desgaste.
Fundiciones dúctiles, contienen como aleantes Mg y Ce que favorecen que el C presente forme unos nódulos esféricos de grafito en una matriz ferrítica. Se obtienen directamente por solidificación. Sus propiedades mecánicas están muy mejoradas porque los nódulos de grafito no actúan como elementos concentradores de tensiones.
Fundiciones aleadasCr: forma carburos complejos que dificultan la grafitización Cu: es un afinador de la perlita y mejora la resistencia
Página 34
Mo: estabilizador de carburos, mejora las propiedades mecánicas (dureza, resistencia a la fatiga, a la tracción y a la fluencia)Ni: además de su función grafitizante, también estabiliza la perlita. En contenidos elevados 14-38% permite obtener una matriz austenítica. V: es el formador de carburos más intenso por lo que aumenta la dureza de la fundición.
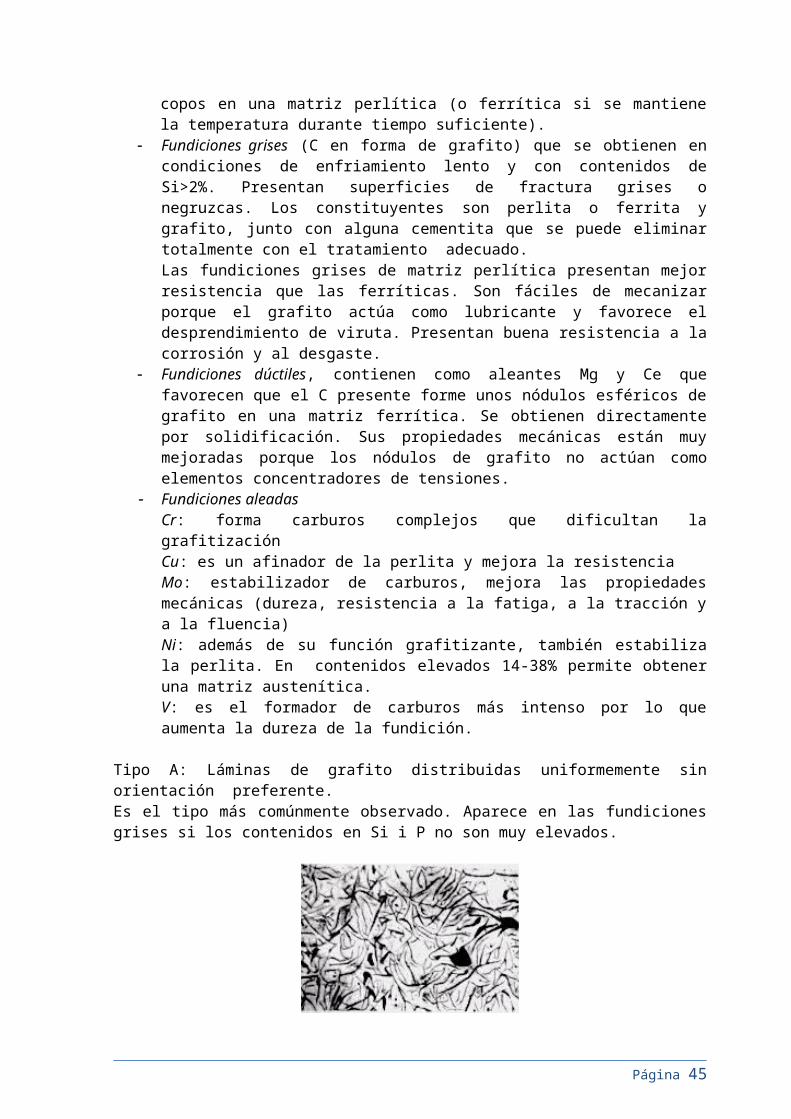
Tipo A: Láminas de grafito distribuidas uniformemente sin orientación preferente.Es el tipo más comúnmente observado. Aparece en las fundiciones grises si los contenidos en Si i P no son muy elevados.
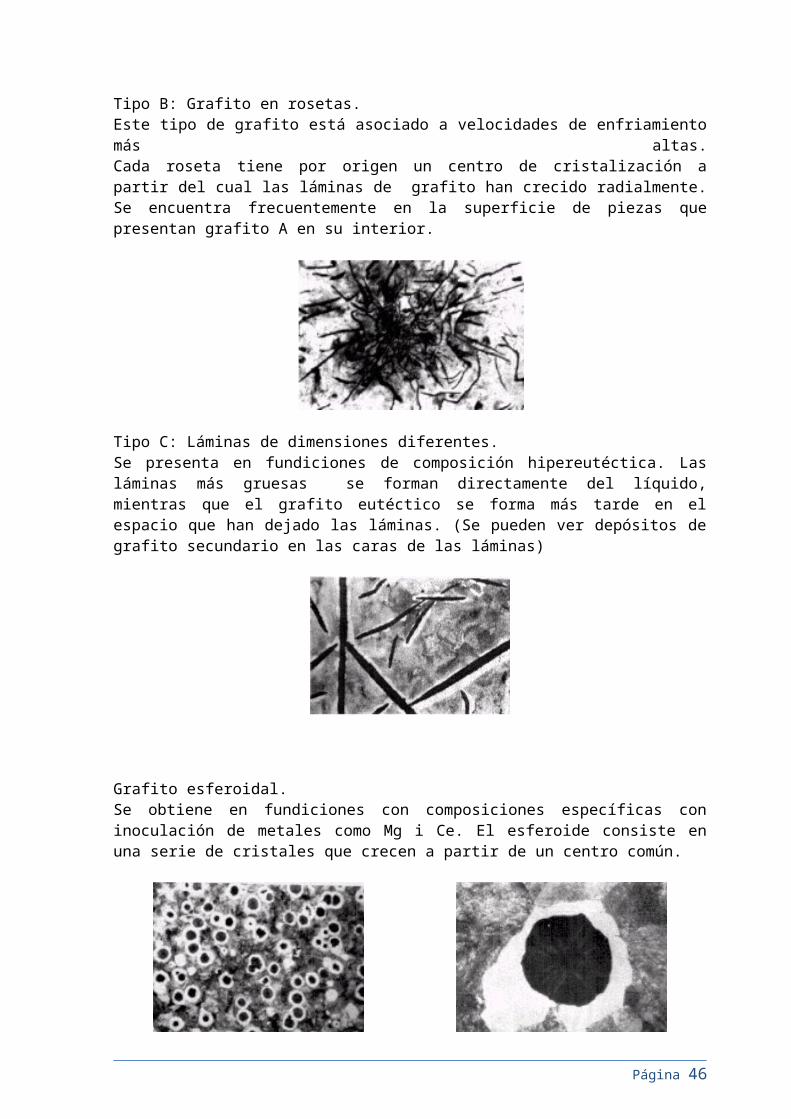
Tipo B: Grafito en rosetas.Este tipo de grafito está asociado a velocidades de enfriamiento más altas.Cada roseta tiene por origen un centro de cristalización a partir del cual las láminas de grafito han crecido radialmente. Se encuentra frecuentemente en la superficie de piezas que presentan grafito A en su interior.
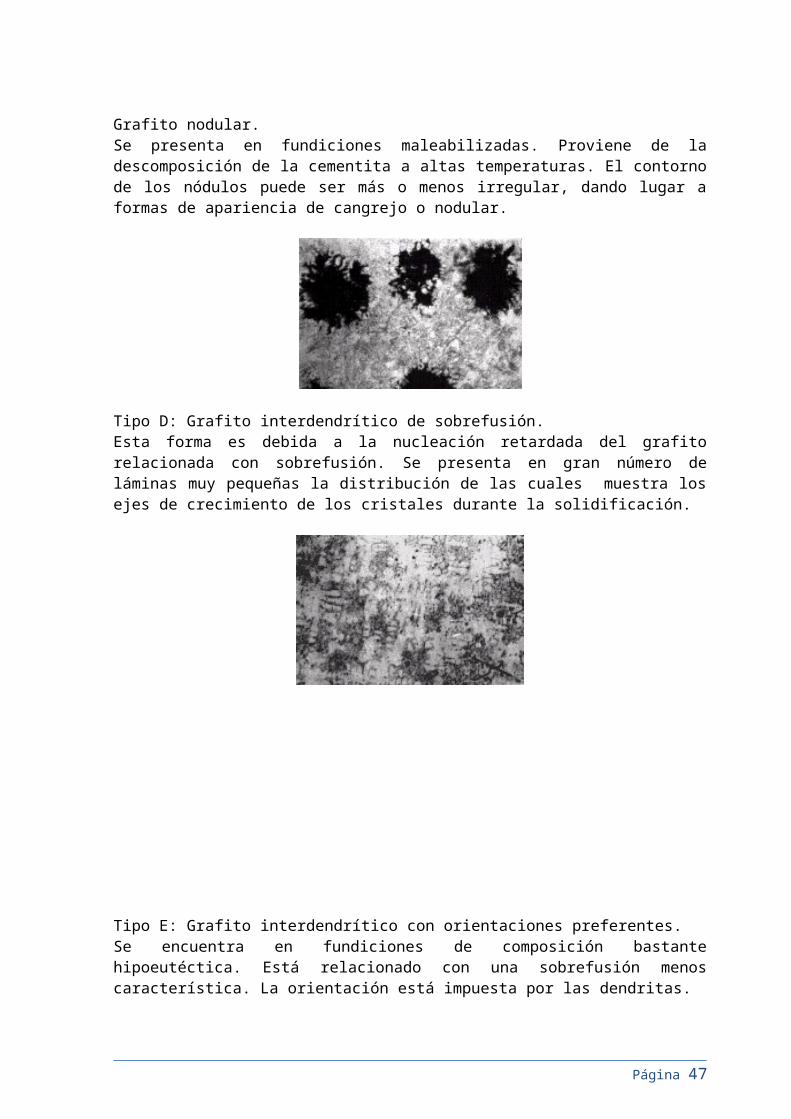
Tipo C: Láminas de dimensiones diferentes.Se presenta en fundiciones de composición hipereutéctica. Las láminas más gruesas se forman directamente del líquido, mientras que el grafito eutéctico se forma más tarde en el espacio que han dejado las láminas. (Se pueden ver depósitos de grafito secundario en las caras de las láminas)
Página 35

Grafito esferoidal.Se obtiene en fundiciones con composiciones específicas con inoculación de metales como Mg i Ce. El esferoide consiste en una serie de cristales que crecen a partir de un centro común.
Grafito nodular.Se presenta en fundiciones maleabilizadas. Proviene de la descomposición de la cementita a altas temperaturas. El contorno de los nódulos puede ser más o menos irregular, dando lugar a formas de apariencia de cangrejo o nodular.
Tipo D: Grafito interdendrítico de sobrefusión.Esta forma es debida a la nucleación retardada del grafito relacionada con sobrefusión. Se presenta en gran número de láminas muy pequeñas la distribución de las cuales muestra los ejes de crecimiento de los cristales durante la solidificación.
Página 36
Tipo E: Grafito interdendrítico con orientaciones preferentes.Se encuentra en fundiciones de composición bastante hipoeutéctica. Está relacionado con una sobrefusión menos característica. La orientación está impuesta por las dendritas.
Página 37
SUPUESTO PRÁCTICO I-1
Determinar mediante la observación de la microestructura obtenida mediante análisismetalográfico de un acero al carbono, los siguientes aspectos:
1. La solidificación en equilibrio2. Las fases y microconstituyentes a temperatura ambiente, su distribución y cantidad relativa.3. Los tratamientos térmicos más comunes.4. Las propiedades mecánicas y sus aplicaciones en general
NOTA: Cada alumno deberá estudiar un acero al carbono de composición diferente propuesto por el profesor-tutor.
Página 38
Acero inoxidable carburo-ferrítico sin denominación. (X200)
Composición química:C:1,5%; Mn:0,80%; Si:1,50%; P:0,020%; S:0,015%; Cr:30%.
Tratamiento:Acero fundido en arena en estado bruto de colada.
Ataque:Inmersión durante 5 minutos en reactivo de Murakami (10g de ferricianuro
potásico y 10g de hidróxido potásico en 100 cm3 de agua) a temperatura de 80ºC.Microestructura, propiedades y aplicaciones:
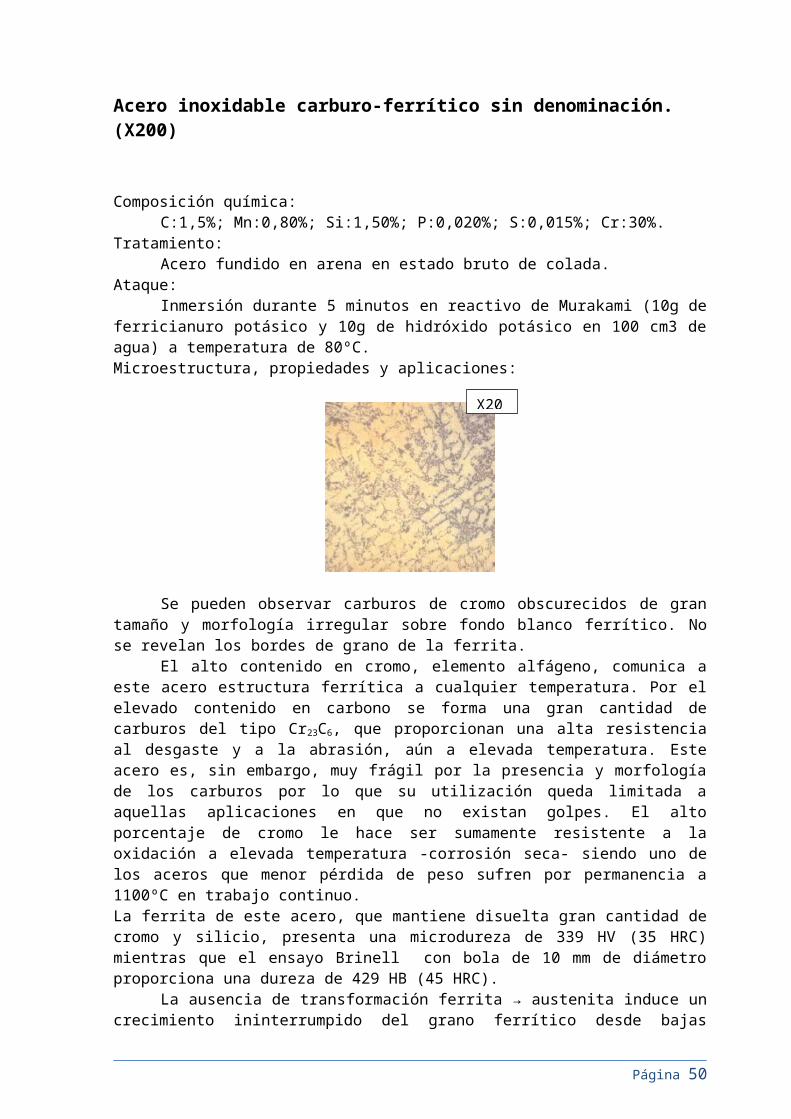
Se pueden observar carburos de cromo obscurecidos de gran tamaño y morfología irregular sobre fondo blanco ferrítico. No se revelan los bordes de grano de la ferrita.
El alto contenido en cromo, elemento alfágeno, comunica a este acero estructura ferrítica a cualquier temperatura. Por el elevado contenido en carbono se forma una gran cantidad de carburos del tipo Cr23C6, que proporcionan una alta resistencia al desgaste y a la abrasión, aún a elevada temperatura. Este acero es, sin embargo, muy frágil por la presencia y morfología de los carburos por lo que su utilización queda limitada a aquellas aplicaciones en que no existan golpes. El alto porcentaje de cromo le hace ser sumamente resistente a la oxidación a elevada temperatura -corrosión seca- siendo uno de los aceros que menor pérdida de peso sufren por permanencia a 1100ºC en trabajo continuo.La ferrita de este acero, que mantiene disuelta gran cantidad de cromo y silicio, presenta una microdureza de 339 HV (35 HRC) mientras que el ensayo Brinell con bola de 10 mm de diámetro proporciona una dureza de 429 HB (45 HRC).
La ausencia de transformación ferrita → austenita induce un crecimiento ininterrumpido del grano ferrítico desde bajas temperaturas al ser calentado el acero, tamaño de grano no regenerable por tratamiento térmico, y que es también origen de fragilidad.La alta fragilidad a temperatura ambiente motivada por la presencia de los carburos y el gran tamaño de grano ferrítico se compensa, parcialmente, a alta temperatura donde muestran una tenacidad aceptable.
Estos aceros, en los que los carburos están siempre presentes a cualquier temperatura, no son susceptibles de fenómenos de corrosión intergranular pues el contenido de cromo en cualquier punto del grano ferrítico es el mismo.Los aceros carburo-ferríticos se utilizan para piezas que deban poseer buena resistencia al desgaste, abrasión o erosión a alta temperatura: conductos para inyección de combustibles sólidos en calderas, parrillas de escorias en hornos, etc.
Página 39
X200
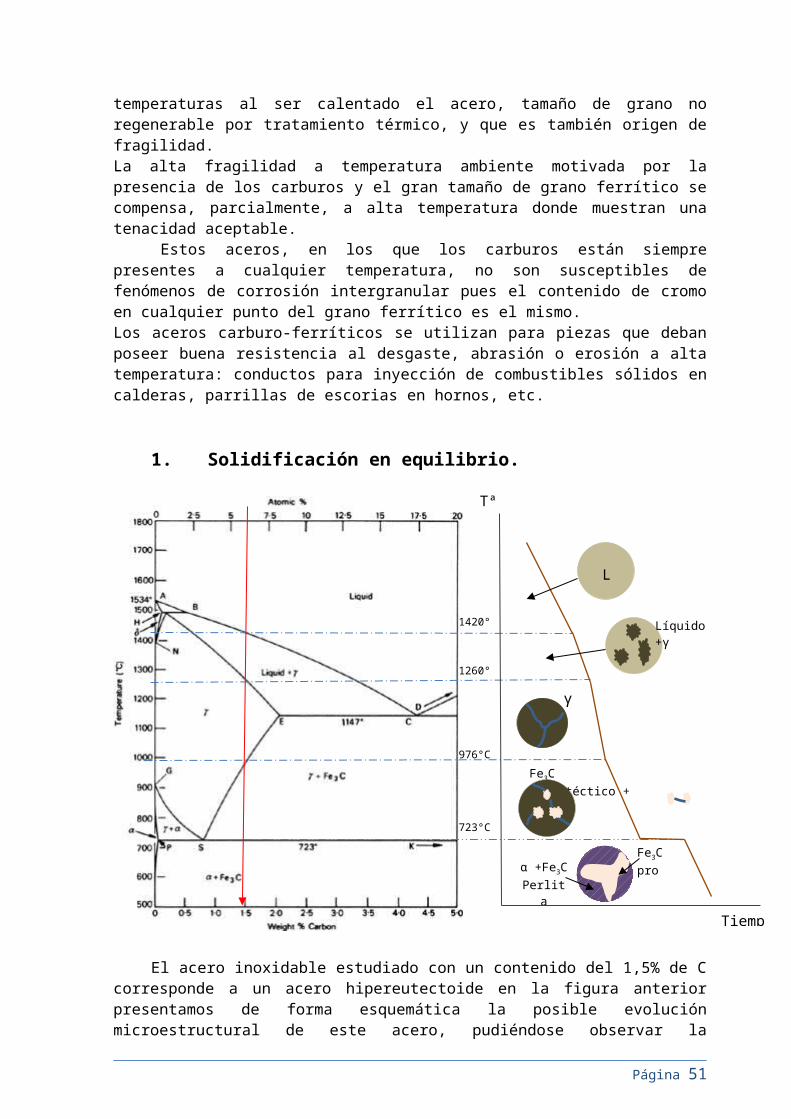
1. Solidificación en equilibrio.
El acero inoxidable estudiado con un contenido del 1,5% de C corresponde a un acero hipereutectoide en la figura anterior presentamos de forma esquemática la posible evolución microestructural de este acero, pudiéndose observar la correspondencia de microconstituyentes con la micrografía anterior, tanto los bordes de grano constituidos por cementita Fe3C como las colonias perlíticas que se encuentran en el interior. Aproximadamente entre 976 ºC y 1260 ºC el acero presenta una estructura austenítica formada por una única fase . γ Alrededor de los 976 ºC el acero cruza la línea de solvus del sistema siendo esta la temperatura crítica superior, comenzando la aparición de la cementita proeutectoide (Fe3C pro) en los límites de grano de la austenita y aumentando su cantidad relativa hasta la temperatura critica inferior (723 ºC). Al descender por debajo de esta temperatura la cantidad existente de austenita se transforma en el eutectoide perlita [ferrita eutectoide (α) + cementita eutectoide (Fe3C)], proceso que continua hasta alcanzar la temperatura ambiente.
Página 40
Tª
Tiempo
γFe3C proeutéctico + γ
α +Fe3CPerlita
Fe3C pro
976°C
723°C
1420°C
1260°C
Líquido +γL
2. Las fases y microconstituyentes a temperatura ambiente, su distribución y cantidad relativa.
Para el cálculo de las fases y constituyentes a temperatura ambiente, usaremos la regla de la palanca:
Cálculo de cantidades relativas de las fases a temperatura ambiente
% Fe3C % α
%Fe3C= 1,5−0,086,67−0,08
·100=21,55 % ;%α= 6,67−1,56,67−0,08
·100=78,45 %
Tª (ºC) Fases Composición Cantidad relativa
20ºCα 0,008 % C – 99,992
% Fe78,45%
Fe3C 6,67 % C – 93,33 % Fe
21,55%
Cálculo de cantidades relativas de los constituyentes a temperatura ambiente
% E % Fe3C
%E= 6,67−1,56,67−0,89
·100=89,44 % ;%Fe3C= 1,5−0,896,67−0,89
·100=10,56 %
Tª (ºC) Fases Composición Cantidad relativa
Página 41
Fases α Fe3C
Composición 0,008 1,5 6,67 %C
Constituyentes Fe3C E
Composición 0,89 1,5 6,67 %P
20ºCFe3C 0,008 % C – 99,992 % Fe 10,56%
E 0,89 % C – 99,11% Fe 89,44%
Página 42

3. Los tratamientos térmicos más comunes en los aceros inoxidables.
Tratamientos térmicos de los aceros inoxidables austeníticos
En base a la clasificación anterior, se dividen en tres grupos: a) composiciones inestabilizadas:
201, 202, 301, 302, 303, 304, 305, 308, 309, 310, 316, y 317, b) composiciones estabilizadas, principalmente los tipos:
321, 347 y 348, y c) grados de extra bajo carbono, tales como 304Ly 316L.
En la carga del horno se debe tener en cuenta que su expansión térmica es alrededor del 50 % más elevada que en los aceros al C; por ello, el espacio entre las piezas debe ser adecuado.
Composiciones inestabilizadas No pueden endurecerse por tratamiento térmico, pero sí por trabajado en frío.
Estos aceros son recocidos para asegurar la máxima resistencia a la corrosión y restaurar la máxima ductilidad y ablandamiento. Durante el recocido, los carburos que decrecen marcadamente la resistencia a la corrosión intergranular, se disuelven. Las temperaturas de recocido varían algo con la composición, como se ve en la tabla siguiente.
Temperaturas recomendadas para tratamientos térmicos deaceros inoxidables austeníticos inestabilizados
Tipo Temperatura (ºC)201, 202 1010 a 1120
301, 302, 302B, 303, 303Se
1010 a 1120304, 305, 308 1010 a 1120
309, 309S 1040 a 1120310, 310S 1040 a 1065
314 1040 a 1120316 1040 a 1120317 1065 a 1120
Estabilizados
309C 1065 a 1120318 1040 a 1120321 950 a 1065
347, 348 980 a 1065
Grados de extra bajo carbono
304L 1010 a 1120316L, 317L 1040 a 1110
Página 43

Como la precipitación de los carburos puede ocurrir entre los 400 y 840ºC, es deseable realizar el recocido sobre este límite. Además es necesario que los carburos estén disueltos antes de comenzar el enfriamiento, y como esto ocurre muy lentamente, se elige la temperatura más elevada que no aumente el tamaño de grano, cercana a los 1090º C.
El enfriamiento debe ser rápido pero consistente con las limitaciones de distorsión. El mejor temple es el agua, porque los carburos disueltos permanecen en solución; no obstante, cuando las piezas son delgadas y el temple en agua produce distorsión, será necesario enfriar en aire forzado. Si en este caso llegaran a precipitarse carburos, la solución será utilizar acero inoxidable estabilizado.
Composiciones estabilizadas
Contienen cantidades controladas de Titanio, Niobio o Tantalio, que hacen al acero inmune a la precipitación intergranular de los carburos de Cromo. Necesitan tratamiento térmico para distensionar, incrementar la ductilidad y ablandamiento o proveer una estabilidad adicional.
Para lograr la máxima ductilidad son recocidos a la temperatura indicada en la tabla anterior. Como no requieren enfriamiento al agua para prevenir la formación de carburos de cromo, generalmente es adecuado enfriar en aire. Sin embargo espesores mayores a 7 mm deberían enfriarse en agua o aceite para la máxima retención de la austenita.
Cuando se requiere la máxima resistencia a la corrosión en el tipo 321, puede ser necesario emplear un tratamiento térmico correctivo conocido como recocido de estabilización, que consiste en mantener a 815-900º C por 5 horas, (dependiendo del espesor del material), y puede ser seguido por un corto tiempo para distensionar a 700° C, sin el peligro de ninguna precipitación de carburos.
El tiempo a temperatura y el método de enfriamiento dependen del espesor. Las secciones delgadas deben mantenerse a temperatura 3 a 5 min por cada 2,5 mm de espesor, seguido de enfriamiento en aire agitado. Los espesores mayores pueden templarse en agua.
Deben tenerse en cuenta ciertas restricciones al tipo de atmósfera del horno, controlándola cuidadosamente para eliminar cualquier carburización o excesiva oxidación. La estabilidad de estos aceros está basada en el % de C original y cualquier absorción de C no puede tolerarse. Por otro lado, la excesiva oxidación causa la formación de cascarilla difícil de remover.
Composiciones de extrabajo C (tipo 304 L, 316 L, 317 L)
El contenido de C (0,03 % máx.) es suficientemente bajo para reducir la precipitación de carburos intergranulares a un nivel seguro. En este sentido, son intermedios, entre las composiciones estabilizadas y no estabilizadas.
Estos aceros pueden mantenerse entre 420 y 815° C durante 2 horas y enfriarse lentamente sin el peligro de precipitación intergranular, pero de todas maneras si los tiempos a esa temperatura son prolongados, no son totalmente inmunes a la formación de carburos que deterioren la resistencia a la corrosión. No requieren, como los aceros inestabilizados, enfriarse en agua luego del proceso de recocido.
Página 44
Permeabilidad magnética: Las aleaciones de muy bajo C son usadas frecuentemente en la producción de artículos que requieran baja permeabilidad magnética. Estos materiales son no-magnéticos en su condición de totalmente recocidos (permeabilidades de 1,02 a 200 gauss máx), pero pueden desarrollar ferromagnetismo cuando se los trabaja en frío durante la fabricación, debido a que puede generarse algo de ferrita o martensita de bajo % de C. Un recocido puede restaurar la condición de totalmente austeníticos.
Recocido brillante: Todos los grados de austeníticos pueden ser recocidos en hidrógeno puro o amoníaco disociado, con bajo punto de rocío. Si el punto de rocío no está controlado, se puede formar una leve capa verdosa de óxido, difícil de remover por métodos comunes de decapado. En el caso de utilizar amoníaco disociado, debe ser el 100 % disociado antes de entrar al horno, sino podría producirse una nitruración objetable.
Tratamientos térmicos de los aceros inoxidables ferríticos
Los tipos 405, 430, 430 F, 430 F(Se), 442 y 446 no son apreciablemente endurecidos por temple pero desarrollan la máxima ductilidad, ablandamiento y resistencia a la corrosión en el estado de recocido, y este es el único tratamiento térmico aplicable a las aleaciones ferríticas. Su objetivo es primariamente eliminar tensiones de soldadura o trabajado en frío. Además se eliminan productos de transformación desarrollados durante la soldadura, como fragilidad de 475°C. Por ello, las temperaturas de recocido están por encima de ese rango y debajo de aquellas a la cual pueda formarse austenita. En la tabla siguiente se indica la práctica corriente para el recocido de los grados ferríticos.
Temperaturas recomendadas para tratamientos térmicos de aceros inoxidables ferríticos
Tipo Temperatura (º C) y medio de enfriamiento405 650 a 815, enfriado al aire o agua430 700 a 790, enfriado al aire o agua ó 815 a 900, enfriado en
horno(4 a 10º C/hora hasta 600º C), seguido de enfriado al aire.430F 700 a 790, enfriado al aire o agua
442 760 a 830, enfriado al aire o agua446 760 a 830, enfriado al aire o agua
Aún estos grados pueden tener austenita, o martensita sin revenir de una transformación parcial de la austenita a elevada temperatura. Se adiciona aluminio al tipo 405 para eliminar o minimizar su formación o descomposición durante la soldadura.
Fragilidad a 475°C Una forma importante de fragilidad en los grados ferríticos se desarrolla por
prolongada exposición o enfriamiento dentro del rango de temperatura de 400 a 530° C, con máximo efecto dentro de 475-485° C. La resistencia al impacto con entalla es la propiedad afectada más adversamente. Se cree que esta fragilidad es causada por la precipitación de una ferrita con alto cromo y su efecto se incrementa con el % de Cromo (el máximo efecto se produce en el tipo 446).
Esta condición puede ser eliminada por cualquiera de los tratamientos de recocido indicados en la tabla de temperaturas recomendadas, utilizando temperaturas claramente superiores y enfriando rápidamente para prevenir que la fragilidad aparezca nuevamente.
Página 45
Fase sigma: Como se dijo, es un constituyente metalográfico que se forma lentamente a elevada temperatura, cuando el contenido de Cr supera al 16 %, o en un Cr-Ni conteniendo más del 18% de Cr.
La fase sigma incrementa la dureza, decrece la ductilidad, resistencia al impacto y a la corrosión. Su menor temperatura de formación depende especialmente del tiempo de exposición y se puede estimar en 530° C, la máxima temperatura depende del contenido de aleación. Puede disolverse por calentamiento a 900º C.
Tratamiento de alivio de tensiones: La presencia de tensiones residuales puede conducir a fallas por corrosión bajo tensión, y producir una reducción en la resistencia al creep a elevadas temperaturas. Este tratamiento se aplica para eliminar tensiones remanentes de los procesos de manufactura, a diferencia de los tratamientos posteriores a las soldaduras, en los que también se modifican ciertas estructuras metalúrgicas o propiedades. Por ejemplo, en la mayoría de las soldaduras se requiere un tratamiento posterior para mejorar la tenacidad a la fractura de la zona afectada por el calor.
El tratamiento de alivio de tensiones es el calentamiento uniforme de una estructura, o porción, a una temperatura adecuada por debajo del rango crítico (Ac1 para aceros ferríticos), mantenerla durante un tiempo pre-determinado, seguido de enfriamiento uniforme. Esto último debe cuidarse especialmente, sobre todo en piezas con dimensiones variables.
Tratamientos térmicos de los aceros inoxidables martensíticos
El tratamiento térmico de los inoxidables martensíticos es esencialmente similar al de los aceros al C o de baja aleación, donde la máxima dureza depende principalmente del contenido de C. La principal diferencia metalúrgica es que el alto contenido de aleantes lentifica la transformación, y la templabilidad tan elevada hace que la máxima dureza se produzca por enfriamiento al aire, aún en el centro de espesores de aproximadamente 300 mm.
Los inoxidables martensíticos son más sensibles a las fallas de tratamiento térmico que los aceros al C o de baja aleación, de allí que los rechazos sean elevados. No existe ventaja en su uso debido a su elevado costo de material y de tratamiento térmico, a menos que se requiera una resistencia a la corrosión superior. Consecuentemente los procesos térmicos indicados están limitados a mantener la resistencia a la corrosión.
Limpieza previa: Para evitar contaminación, todas las piezas y dispositivos deben estar perfectamente limpios antes de ser introducidos en el horno para el tratamiento térmico.
Precalentamiento: Para ser endurecidos, los aceros inoxidables martensíticos deben calentarse por encima del rango de transformación, a temperaturas de 930°C a 1060°C.
La conductividad térmica de los aceros inoxidables es sensiblemente inferior a la de aceros al C o de baja aleación, por lo tanto los altos gradientes térmicos con la consecuencia de elevadas tensiones, pueden provocar fisuras en las piezas si el calentamiento es rápido. Para evitar estos problemas usualmente se recomienda el precalentamiento a 760-790º C con el tiempo suficiente para asegurar que todas las porciones alcancen la misma temperatura. Las piezas con grandes espesores a veces deben precalentarse a 540º C antes de llevarse a 790º C. Las clases de menores % de C requieren menos precalentamiento que los tipos con elevado % de C.
Página 46
Austenizado: La temperatura, tiempos de calentamiento y medios de temple se indican en la tabla siguiente.
Procedimientos de temple y revenido de aceros inoxidables martensíticos, niveles de resistencia y durezas alcanzadas
TipoTemperatura deaustenización, ºC
Medio de templeTemperatura de
revenido, ºCMin Máx
Resistencia a latracción
(MPa)HRc
403, 410 930 a 1010 Aire o aceite560 600200 370
760 a 9601100 a 1500
25 a 3138 a 47
414 930 a 1050 Aire o aceite 600 650230 370
760 a 9601100 a 1500
25 a 3138 a 49
416,416Se
930 a 1010 aceite560 600230 370
760 a 9601100 a 1500
25 a 3135 a 45
420 980 a 1065 Aire o aceite 200 370 1550 a 1930 48 a 56
Cuando se desee la máxima resistencia a la corrosión y mecánica, el acero debería ser austenizado a la mayor temperatura del rango. Para aleaciones revenidas por encima de 560° C, se recomienda la austenización en el rango bajo porque favorece la ductilidad y el impacto.
La dureza de temple de los diferentes grados martensíticos, se incrementa con el incremento de la temperatura de austenización hasta los 980° C; después de esto decrece debido a la austenita retenida y ocasionalmente por la formación de delta ferrita.
Tiempo de calentamiento: Los tiempos empleados en el endurecimiento de los aceros inoxidables martensíticos representan un compromiso entre el logro de la máxima disolución de los carburos de hierro y cromo para la máxima resistencia mecánica y a la corrosión, y evitar la descarburación, excesivo agrandamiento de grano, austenita retenida, fragilidad y fisuras de temple. Para espesores de 12 mm o menores, se recomienda un tiempo de 30 a 60 minutos de calentamiento. Para las demás piezas se debe aumentar 30 minutos por cada 25 mm adicionales de espesor. Sin embargo los tiempos de calentamiento deberían ser dobles de los indicados si las piezas fueron previamente recocidas isotérmicamente.
Temple: A causa de su alta templabilidad, todos los aceros inoxidables martensíticos pueden ser templados en aire o en aceite. El temple en aceite garantiza la máxima resistencia a la corrosión y tenacidad en estas aleaciones. Con temple en aire se puede disminuir la resistencia a la corrosión y la tenacidad especialmente en los tipos 414, 420, 431 y 440. En estos aceros pueden precipitar carburos en los bordes de grano cuando se enfrían lentamente piezas de espesores grandes, dentro de un rango de temperatura de 870 a 540º C.
Aunque es preferible el temple en aceite, puede requerirse el temple en aire para espesores grandes o complejos donde resulta difícil prevenir fisuras de temple y distorsión. El martemplado es particularmente fácil de efectuar a causa de su gran templabilidad.
Austenita retenida: Los grados martensíticos de más alto porcentaje de carbono, tal como el 440 o el 441, retienen fácilmente gran cantidad de austenita sin transformar; encontrándose hasta el 30 % en volumen. Una porción de ella puede ser transformada por un tratamiento bajo cero a -70º C, inmediatamente después del temple. Para obtener la máxima transformación de la austenita retenida, son necesarios 2 o más ciclos de revenido.
El revenido a temperaturas intermedias se realiza para modificar las propiedades mecánicas y estructurales. Las temperaturas de revenido más
Página 47

frecuentemente empleadas para lograr la dureza u otra propiedad mecánica, están incluidas en la tabla de temperaturas de austenizado.
Recocido En estos aceros pueden emplearse varios tratamientos de recocido. El recocido total es costoso y prolongado; se aplica solamente antes de un
conformado en frío severo. El recocido isotérmico se recomienda para alcanzar el máximo ablandamiento. Todos los recocidos provocan la formación de carburos gruesos lo que redunda en un incremento de la temperatura de austenización cuando se quiere disolverlos antes de templar. El recocido subcrítico se recomienda para todas las aplicaciones que no requieran el máximo ablandamiento.
4. Las propiedades mecánicas y sus aplicaciones en general
PROPIEDADES GENERALES DE LOS ACEROS INOXIDABLES
TipoResistencia a la
corrosiónDureza Magnéticos
Endurecibles por tratamiento térmico
(Temple)Soldabilidad
Martensíticos Baja Alta SI SI Pobre
Ferríticos BuenaMedia baja
SI NO Limitada
Austeníticos Excelente Alta* NO** NO Excelente
* Adquieren mayor dureza al ser trabajados en frío.** Adquieren cierto magnetismo al ser trabajados en frío.
CARACTERÍSTICAS Y APLICACIONES DE LOS TIPOS DE LOS ACEROS INOXIDABLES MÁS COMUNES
MARTENSÍTICOS
403.- Es primariamente empleado en partes críticas de maquinaria sometida a altos esfuerzos y donde se requiere, además buena resistencia al calor, corrosión, desgaste abrasivo o erosión.410.- Es de propósito general y el tipo más usado de la familia martensítica debido a sus atractivas características y su bajo costo. Se emplea en tuercas, tornillos, cubiertos, herramientas de cocina, partes de horno a bajas temperaturas, equipo para refinación de petróleo, vajillas, partes para turbinas a gas o vapor, etc. Tiene un coeficiente de expansión poco menor que el del acero al carbono, mientras que la conductividad térmica es casi la mitad correspondiente al valor para el acero al carbono. Puede desarrollar una excelente combinación de resistencia mecánica y dureza mediante adecuado tratamiento térmico. En la condición de recocido, es dúctil y es una buena opción para formado y otras operaciones de transformación donde el uso final está destinado a ambientes moderadamente corrosivos.416.- Otra versión del tipo 410, donde el azufre o el selenio son adicionados para producir las mejores características de maquinabilidad de la clase martensítica, tiene menor desempeño en ductilidad y formabilidad que el 410. Se utiliza en conectores, cerraduras, cabezas de palos de golf, partes de bombas, flechas, partes para válvulas, etc.420.- Es una modificación del 410, con alto contenido de carbono, que le permite alcanzar mayor dureza y mayor resistencia al desgaste aunque menor resistencia a la
Página 48
corrosión. Se utiliza para instrumentos dentales y quirúrgicos, hojas de cuchillos, moldes, herramientas, etc.422.- Diseñado para el servicio a temperaturas de hasta 650º C, combinando resistencia mecánica. Presenta maquinabilidad de mediana a baja.431.- Diseñado para obtener altas propiedades mecánicas mediante tratamiento térmico junto con buena resistencia al impacto. Empleado para fabricar conectores, cerraduras, partes para transportadores, equipo marino, flechas de propelas, flechas de bombas, resoles, etc. 440.- Utilizados en donde se requiere una alta y extremada dureza, resistencia a la abrasión y buena resistencia a la corrosión. De baja maquinabilidad. Sus principales aplicaciones son: cuchillería, partes resistentes al secado, equipo quirúrgico, inyectores, etc.
FERRÍTICOS
405.- Conocido como un grado soldable del tipo 410 se utiliza en partes resistentes al calor, equipo para refinación de calor, racks para templado de acero.409.- Es un acero estructural de uso general, es utilizado en aplicaciones que no requieren alta calidad de apariencia. Se usa para fabricar silenciadores y convertidores catalíticos para automóviles, cajas de trailer, tanques de fertilizantes, contenedores.430.- Es el más popular de los aceros inoxidables simplemente al cromo. Es un acero de propósito general, es dúctil y tiene buenas características de formabilidad, tiene buena resistencia a la corrosión. Es ideal para muebles y decoración interior. Se utiliza para adornos y molduras automotrices, materiales de construcción, equipo químico de proceso, cremalleras, partes para quemadores, adornos interiores arquitectónicos y paneles, adornos y equipos de cocina, equipo para proceso de ácido nítrico, aparatos científicos, etc.434.- Es una variación del tipo 430 que contiene molibdeno y niobio que incrementan la resistencia a la corrosión, es particularmente ventajosa para usos automotrices exteriores.446.- Contiene el máximo contenido de cromo de toda la familia ferrítica, por lo que tiene la mayor resistencia a la corrosión de su clase, se recomienda para uso en atmósferas de comportamiento azufroso a altas temperaturas (1000º C). No debe ser utilizado en aplicaciones en donde se requiera alta resistencia mecánica. Se utiliza para la fabricación de bases para tubos de rayos X, partes de quemadores, tubos para pirómetros, válvulas y conectores, etc.
AUSTENÍTICOS
301.- Menor resistencia a la corrosión que otros aceros de la serie 300. Puede ser fácilmente formado y ofrece buenas propiedades de soldabilidad. Utilizado en partes de aviones, adornos arquitectónicos, cajas de ferrocarril y de trailer, cubiertas de rines, equipos para procesamiento de alimentos.303.- Especial para propósitos de maquinado, buena resistencia a la oxidación en ambientes de hasta 900º C. Se emplea para cortes pesados. Se usa para la fabricación de partes para bombas, bushings, partes maquinadas y flechas.304.- Todo propósito, tiene propiedades adecuadas para gran cantidad de aplicaciones. Se recomienda para construcciones ligeras soldadas que requieran buena resistencia a la corrosión. Tiene buen desempeño en temperaturas elevadas (800 a 900º C) y buenas propiedades mecánicas. Es recomendable cuando se requiera soldar altos espesores de material. Algunas aplicaciones son equipo químico de proceso, accesorios para aviones, remaches, equipo para hospitales, etc.
Página 49
309.- Poseen alta resistencia mecánica, tenacidad y excelente resistencia a la oxidación en temperaturas de hasta 1000º C. Calentadores de aire, equipo químico de proceso, partes de quemadores de turbinas de gas e intercambiadores de calor son algunas de las aplicaciones más comunes fabricadas con este tipo de acero.310.- Es frecuentemente usado en servicios de alta temperatura. Se utiliza para fabricar calentadores de aire, equipo para tratamiento térmico de aceros, equipo químico de procesos, etc.316.- Resistente a la corrosión frente a diversos químicos agresivos, ácidos y atmósfera salina. Se utiliza para adornos arquitectónicos, equipo para el procesamiento de alimentos, farmacéutico, fotográfico, textil, etc.321.- Es similar al 304, pero contiene una adición de titanio equivalente a cinco veces el contenido de carbono. Las principales aplicaciones de este acero son recipientes a presión y almacenamiento, partes de motores de jet, equipo químico de proceso, etc.
Página 50
SUPUESTO PRÁCTICO I-2
Analizar las diferentes fundiciones ordinarias de matriz perlítica con morfologías degrafito laminar, nodular y equiaxial, contemplando los siguientes aspectos:1. La denominación comercial.2. Las propiedades mecánicas.
NOTA: Cada alumno deberá estudiar una fundición perlítica diferente propuesta por el profesor-tutor.
Página 51

FUNDICIÓN LAMINAR
Fundición gris perlítica fosforosa (X200-X500-X1000).Composición química:
C:3,2%; Mn:0,5%; Si:1,5%; P:0,7%; S:0,06%.Tratamiento:
Redondo de 30mm de diámetro, fundido en arena, en estado bruto de colada.Ataque:
Inmersión en nital - 3 durante 5s a temperatura ambiente.
Microestructura, propiedades y aplicaciones:
Fundición gris perlítica fosforosa.
Láminas de grafito sobre fondo perlítico en el que destacan a bajos aumentos lagunas blancas de contornos redondeados que tienden a disponerse como microconstituyente matriz. Este microconstituyente de naturaleza eutéctica se conoce como "steadita". A más aumentos la steadita, en el ataque con nital-3, se resuelve en pequeños glóbulos blancos de contorno obscurecido sobre el fondo blanco.
En las fundiciones grises no ferríticas la steadita es un eutéctico temario que, a su temperatura de fusión (950 ºC), está formada por las fases austenita, cementita y fosfuro de hierro (Fe3P).
En el enfriamiento la austenita se transforma en perlita y, en la observación a grandes aumentos, se revelan pequeños glóbulos blancos ferríticos, de contorno ennegrecido, sobre un fondo blanco no resuelto constituido por cementita y Fe3P, cuando el ataque se realiza con nital.
Para resolver el fondo blanco bifásico pueden emplearse reactivos diferenciales: picrato sódico alcalino en caliente que obscurece sólo la cementita; reactivo de Murakami en caliente (10 g de ferricianuro potásico, 10 g de hidróxido potásico, 100 ce. de agua) que obscurece sólo el Fe3P; reactivo de Portevin (25 g de bromuro potásico, 25 g de bromo, 30 g de hidróxido sódico y 95 g de agua) que sólo ennegrece el Fe3P; etc.
La steadita está formada a temperatura ambiente por un 27% de ferrita, un 31% de cementita y un 42%de Fe3P (2% C - 6,9% P - 91,1% Fe).
La steadita es observable cuando el contenido en fósforo de la fundición sobrepasa el 0,2%, por lo que para la probeta estudiada debe existir, aproximadamente, un:
(0,7−0,2 ) % ·( 1006,9 )=7,2 %de steadita.
La dureza de esta steadita ternaria es de 400-600 HB, por ello las fundiciones fosforosas con alto contenido de steadita en su microestructura se utilizan para piezas que deban poseer alta resistencia al desgaste: zapatas de freno, segmentos, etc. Por
Página 52
X200 X1000X500
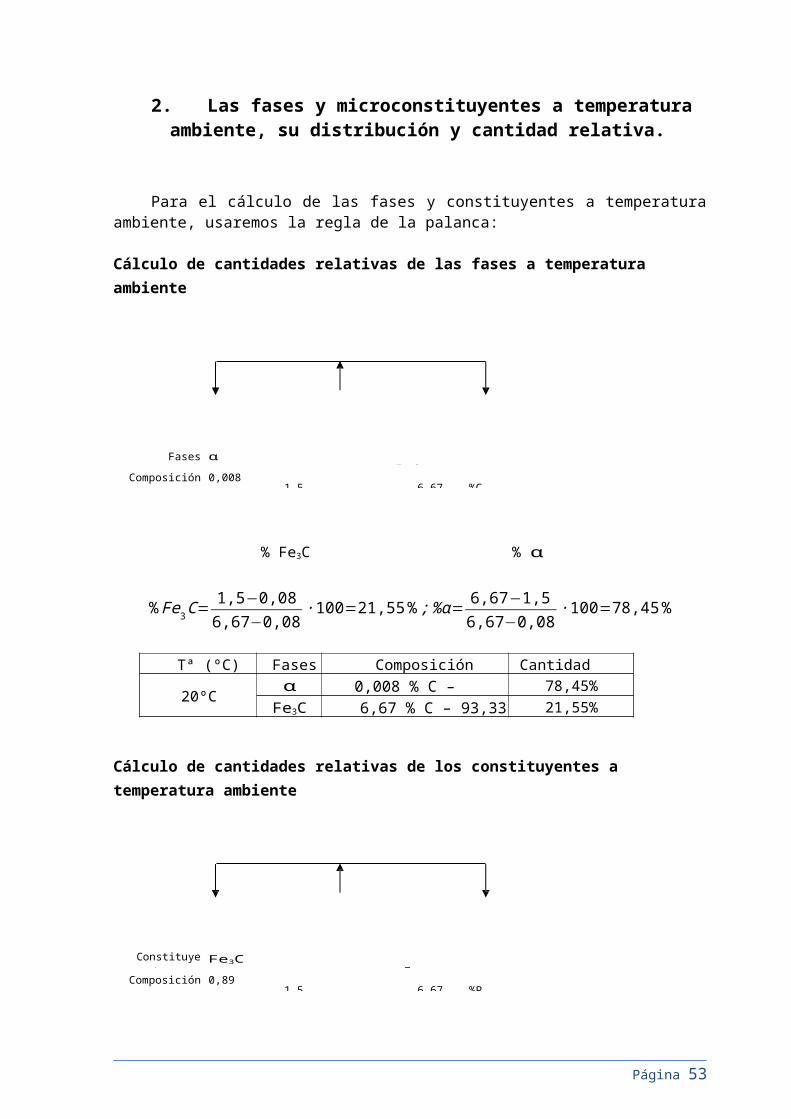
otra parte, el bajo punto de fusión de estas fundiciones les comunica una inmejorable colabilidad y de ahí su aplicación en piezas de complicada morfología y pequeños espesores: radiadores, fundiciones artísticas, etc.
En fundiciones ferríticas de alto contenido en silicio puede formarse un eutéctico temario estable formado por austenita, Fe3P y grafito. La matriz blanca de esta steadita pseudobinaria está entonces constituida por Fe3P exclusivamente, sobre la que destacan glóbulos blancos ferríticos. Sin embargo, esta steadita no suele presentarse en las fundiciones perlíticas fosforosas de utilización industrial.
FUNDICIÓN NODULAR
Fundición esferoidal perlítica (X200 – X500)
Composición química:C:3,5%; Mn:0,5%; Si:2,5%; P:0,05%; S:0,02%; Mg:0,05%
Tratamiento:Redondo de 30mm de diámetro, fundido en arena, en estado bruto de colada.
Ataque:Inmersión en nital-3 durante 5 segundos a temperatura ambiente.
Microestructura, propiedades y aplicaciones:
Fundición esferoidal perlítica
Esferas de grafito sobre matriz perlítica. Las esferas de grafito están rodeadas por zonas ferríticas (ojos de buey).
Esta estructura, típica del estado bruto de colada, proporciona una resistencia de 70 kg/mm2 y un 3% de alargamiento. El ensayo de tracción de estas fundiciones esferoidales muestra un periodo elástico a diferencia de las fundiciones grises con grafito laminar, siendo el límite elástico de 50 kg/mm2 y el módulo de elasticidad de 17500 kg/mm2, valores próximos al de los aceros semiduros.
El punto de fusión de las fundiciones esferoidales es próximo al del eutéctico, por lo que presentan una alta colabilidad que facilita la obtención de piezas de formas complicadas y estrechas. La facilidad de mecanización, similar al de las fundiciones con grafito laminar y muy superior a la de los aceros de igual dureza, hacen de estas fundiciones esferoidales un material muy utilizado para la fabricación de piezas de complicada morfología que deben presentar buena resistencia mecánica y un cierto alargamiento con bajo coste: cilindros de laminación, cigüeñales, engranajes, etc.
Cuando se quiere aumentar la resistencia mecánica de estas fundiciones, conservando el alargamiento del estado bruto de colada, se someten las piezas a un normalizado a temperaturas entre 875-925 ºC que proporciona una estructura de perlita homogénea muy fina exenta de "ojos de buey".
Página 53
X200 X500
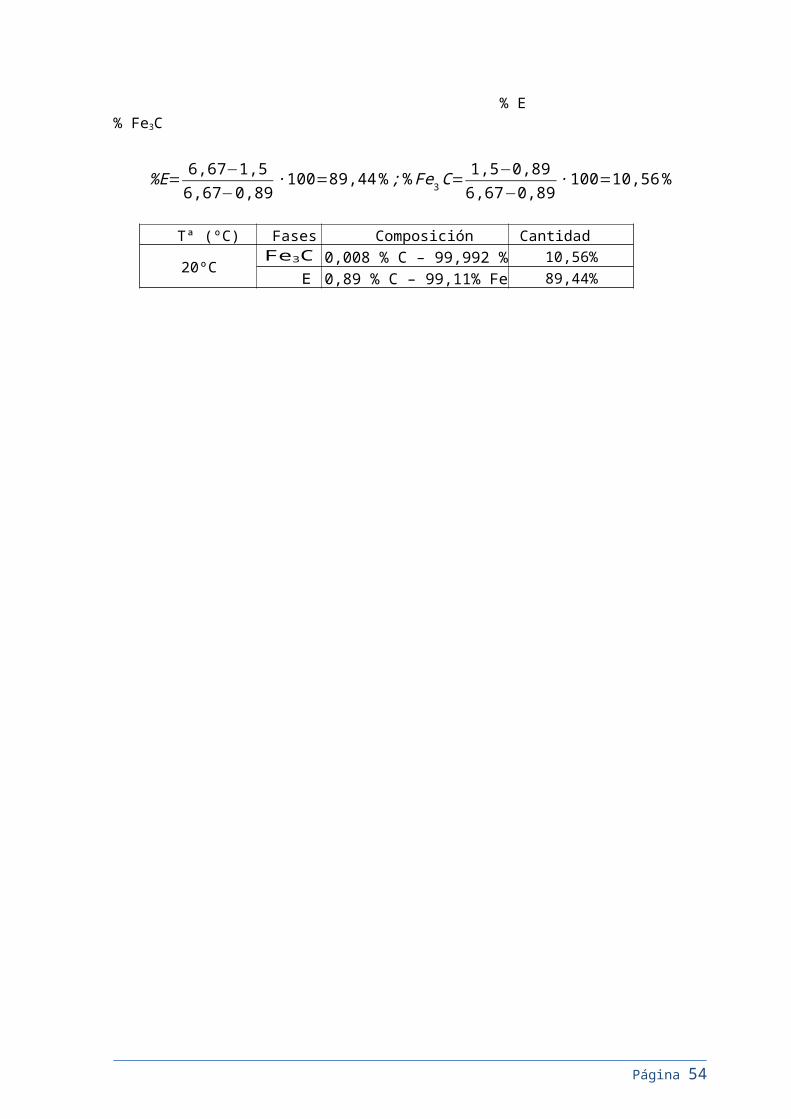
Fundición Centra-Steel perlítica (X200-X500-X1000).
Composición química:C:1,75%; Mn:0,4%; Si:2,25%; P:0,05%; S:0,04%; B:0,02%.
Tratamiento:Redondo de 30mmde diámetro, fundido en arena, en estado bruto de colada
Ataque:Inmersión en nital-3 a temperatura ambiente durante 5 segundos.
Microestructura, propiedades y aplicaciones:
Fundición Centra-Steel perlítica.
Esferas de grafito sobre matriz perlítica. Las esferas de grafito están rodeadas de una aureola ferrítica (ojos de buey).Las propiedades mecánicas en el estado de bruto de colada son: Rm= 56 kg/mm2 ; Rp =42 kg/mm2 ; A(%) = 1
Con respecto a la fundición esferoidal perlítica se observa que presenta una menor resistencia y alargamiento, pero el módulo elástico es superior (19000 kg/mm2).
Esta fundición es la que presenta un mayor módulo elástico, siendo su valor muy similar al de los aceros (20500 kg/mm2).
Cuando se quiere aumentar la resistencia del estado bruto de colada se someten las piezas a un normalizado a 875 ºC con enfriamiento al aire, que proporciona una estructura de perlita fina exenta de los "ojos de buey" ferríticos.
Las aplicaciones de estas fundiciones son similares a las de las fundiciones esferoidales.
Página 54
X200 X500 X1000
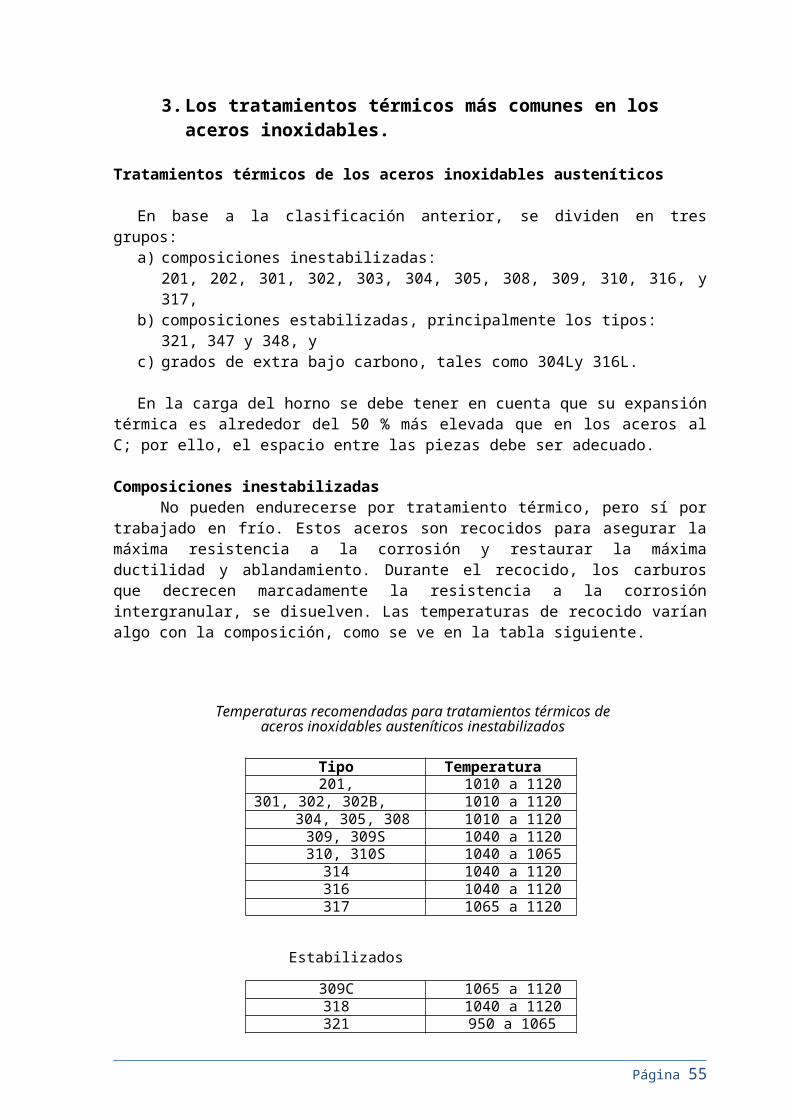
FUNDICIÓN EQUIAXIAL
Fundición maleable negra perlítica (X200-X1000. Sin atacar).
Composición química:C:2,5%; Mn:0,5%; Si:1,2%; P:0,05%; S:0,04%
Tratamiento:Redondo de 30 mm de diámetro, fundido en arena, recocido a 900 ºC durante
10 horas y enfriado en horno hasta 760 ºC con velocidad de 100 ºC/h. Enfriamiento al aire desde los 760 ºC.Ataque: Probeta en estado de pulido, previamente sometida a tres ciclos de ataque y pulido consecutivos.
Microestructura, propiedades y aplicaciones:
Fundición maleable negra.
En el estado de pulido sólo se observan nódulos de grafito. Estos nódulos tienen una geometría mucho más irregular que las esferas de grafito, aunque conservan contornos más o menos redondeados. Sin embargo, este grafito nodular es cristalográficamente semejante al grafito laminar, aunque al formarse estando el material en estado sólido su crecimiento es marcadamente radial. El diámetro de los nódulos es, en este caso, de 50mm aproximadamente.
El contorno de los nódulos está muy influido por el manganeso y azufre que contiene la fundición. Para manganesos altos los nódulos son mucho más irregulares, mientras que un azufre elevado favorece la esferoidización.
Las fundiciones maleables americanas o fundiciones maleables de corazón negro, se venían fabricando desde la antigüedad por una diversidad de procedimientos, con objeto de obtener piezas de formas irregulares y pequeños espesores difíciles o imposibles de fundir en acero por la baja colabilidad de éste. Las piezas se colaban en fundición blanca, de bajo punto de fusión y alta colabilidad, y luego se calentaban a temperaturas y tiempos variables con objeto de descomponer la cementita en ferrita y grafito. El material obtenido, semejante en ductilidad y tenacidad al hierro dulce, constituía un secreto de fabricación hasta que Réaumur, en 1722, lo consignó en su libro "L'art d'adoucir le fer fondu".
Para la fabricación de la fundición maleable negra se parte de una fundición blanca hipoeutéctica de composición aproximada:
C : 2,10-2,75%; Si : 0,80-1,50%; Mn > 1,7%S+0,15%; S< 0,20%; P < 0,15%.
Página 55
X200 X1000
Las piezas son luego calentadas, en una atmósfera neutra, a temperaturas entre 870-950 ºC durante 8-60 horas. Durante este recocido se descompone totalmente la cementita obteniéndose una estructura de austenita y grafito nodular.
Posteriormente se enfrían de forma rápida hasta 760 ºC, y a partir de esta temperatura se enfrían lentamente a razón de 5-10 ºC/h hasta 710 ºC en que pueden ser sacadas al aire. Durante el enfriamiento lento la austenita evoluciona por el diagrama estable transformándose en ferrita y grafito eutectoide que engrasa al obtenido a alta temperatura. La matriz es, pues, ferrítica.
Otras veces se sustituye el enfriamiento lento entre 760 ºC y 710 ºC por un mantenimiento a 720 ºC, con lo cual puede realizarse la maleabilización de una forma rápida y económica utilizando dos hornos: uno para la grafitización primaria mantenido a 900 ºC y otro para la grafitización secundaria que opera a 720 ºC. Las piezas se pasan rápidamente del homo de alta al de baja temperatura, igualándose los tiempos de permanencia en ambos hornos para evitar tiempos muertos en la producción, siendo su duración variable entre 8 y 15 h dependiendo del tamaño de las piezas, composición química, etc.
Los hornos en los procesos industriales disponen de atmósfera controlada para evitar indeseables descarburaciones u oxidaciones en la superficie de las piezas.
Si se desea obtener fundición maleable negra de matriz perlítica puede acortarse aún más el ciclo sacando las piezas al aire desde una temperatura ligeramente superior a la del intervalo eutectoide. Para ello tras el recocido a alta temperatura se enfrían lentamente en el horno (15 ºC/h) hasta 760 ºC en que se sacan directamente al aire.
Si las piezas son estrechas se obtiene así una matriz enteramente perlítica, pero para piezas más gruesas pueden aparecer "ojos de buey" aureolando los nódulos de grafito e incluso lagunas ferríticas aisladas. En efecto, la estructura final de la matriz es función de la velocidad de enfriamiento en el intervalo eutectoide de temperaturas, por ello, para velocidades crecientes, se obtienen matrices ferríticas, ferrítico-perlíticas, perlíticas, sorbíticas, bainíticas y, finalmente, martensíticas.
En piezas masivas, que darían una cantidad considerable de ferrita por enfriamiento al aire, suele utilizarse el enfriamiento en aceite desde 760 ºC seguido de un revenido a 600 ºC que elimina las tensiones internas, disminuye la dureza y proporciona una microestructura sorbítica de altas características mecánicas.La matriz perlítica puede también conseguirse por normalizado de las maleables ferríticas desde una temperatura de 800 ºC.
En ningún caso es aconsejable sacar las piezas al aire a temperaturas inferiores a los 700 ºC pues, además del alargamiento innecesario del ciclo de maleabilización se disminuye la resiliencia, atravesando ésta un mínimo para los 350 ºC. Esta disminución de la resiliencia de las fundiciones maleables con las menores temperaturas de finalización del tratamiento es muy discutida en cuanto a su origen: precipitación de partículas submicroscópicas, influencia del fósforo en la fragilización intergranular para contenidos superiores a 0,20%, variaciones de solubilidad de elementos residuales en la ferrita, etc. Sea cual sea su causa sus efectos son muy importantes, pues de 4,5kgm/cm2 para una temperatura de 700 ºC se pasa a 2,2 kgm/cm2 para los 350 ºC en el caso de la fundición maleable negra ferrítica.
El tiempo necesario para la grafitización primaria depende de la velocidad de grafitización y, por tanto, de la temperatura del recocido y del número de núcleos de grafitización existentes. Para una temperatura fija la velocidad de grafitización es aproximadamente proporcional a la raíz cuadrada del número de núcleos por unidad de superficie. Para reducir el tiempo del recocido debe, por tanto, aumentarse el número de núcleos.
Página 56

Los elementos grafitizantes, y principalmente entre ellos el silicio, favorecen la formación de núcleos, de ahí que el contenido en silicio de la fundición deba ser el más alto posible. Existe un valor de compromiso entre el contenido mínimo de silicio.
Fundición maleable negra perlítica (X100 -X200-X500-X1000. Nital).
Composición química:C:2,5%; Mn:0,5%; Si:1,2%; P:0,05%; S:0,04%
Tratamiento:Redondo de 30 mm de diámetro, fundido en arena, recocido a 900 C durante
10 horas y enfriado en horno hasta 760 C con velocidad de 100 C/h. Enfriamiento al aire desde los 760 C.Ataque:
Inmersión en nital-3 a temperatura ambiente durante 5 segundos.
Microestructura, propiedades y aplicaciones:
Fundición maleable negra perlítica.
Nódulos de grafito sobre matriz perlítica exenta de "ojos de buey".Con este tratamiento la fundición maleable posee las siguientes propiedades
mecánicas:Rm=42-70 kg/mm2; Rp=30-56 kg/mm2; A(%) = 10-2; HB = 180-240.
Cuando se desea obtener una estructura de perlita globulizada -de mayor tenacidad y alargamiento- se templa en aceite la fundición desde la temperatura de grafitización primaria, una vez acabada ésta, y se reviene durante 4 h a 700 ºC.
Revenidos más cortos o de menor temperatura conducen a una estructura sorbítica con agujas de ferrita orientadas según las primitivas agujas de martensita.
La fundición maleable perlítica se utiliza para piezas en las que se requiere una alta resistencia mecánica y una gran resistencia al desgaste: ruedas dentadas, coronas, piñones, etc.
Página 57
X100 X200
X500 X1000

Observaciones y conclusiones
Con la realización de la práctica y confección de la memoria se concluye lo importante que es el trabajo previo sobre una muestra del material, con la ayuda de los diagramas de fases antes de analizar sus propiedades.Este trabajo se puede dividir en 5 etapas:
1. Muestreo.2. Preparación de la probeta. (Cortado, empastillado, desbaste y pulido)3. Ataque químico. (Con diferentes concentraciones de Nital)4. Visión al microscopio con diferentes aumentos.5. Observación e interpretación por parte del operario.
Después de la interpretación de las microestructuras, se podrá llegar a valorar si el acero estudiado es apto para las condiciones de trabajo que se le van a exigir posteriormente.
Es reseñable para el desarrollo de proyectos el saber la importancia de los diagramas de fases. Cuando se dominan estos con un rápido análisis de este se puede llegar a obtener una información muy precisa de un material sin tener que analizarlo. Considero que es una herramienta clave en el trabajo de metalografía y ciencias de los materiales.
BIBLIOGRAFÍA:
TEORÍA:
CALLISTER W. D. Introducción a la ciencia e ingeniería de materiales. Ed. Reverte. 1.995.SMITH W. F. Fundamentos de la ciencia e ingeniería de materiales. McGraw-Hill. 1.993.SHACKELFORD J. F. Ciencia de materiales para ingenieros. Prentice Hall. 1.995.LAS HERAS J. M.; CARRASQUILLA J.F. Ciencia de materiales. Ed. Donostiarra. 1.992.BLAZQUEZ V.; COBO P.; GAMBOA R.; PUEBLA J. A; VÁRELA A. Metalotecnia e Introducción a la Metalografía práctica. Sección de Publicaciones de la E.T.S.I.I. de la U.P.M. 1.990.COCA P.; ROSIQUE J. Ciencia de materiales: Teoría, ensayos, tratamientos. Ed. Pirámide. 1.992BARROSO H. S.; IBAÑEZ U. J. Introducción al conocimiento de materiales. UNED Ediciones. 2.003BARROSO H. S.; GIL B. J. R. Construcción e interpretación de Diagramas de Fase Binarios. UNED Ed. 2.004
WEB:
www.es.wikipedia.orgwww.mim-us.eswww.utp.edu.cowww.uam.es/docencia/labvfmat/default.htmlwww.msm.cam.ac.ukwww.esi2.us.es
Página 58