pqr wpq
DESCRIPTION
Ejemplo de PQR soldaduraTRANSCRIPT
7/17/2019 PQR WPQ
http://slidepdf.com/reader/full/pqr-wpq 1/4
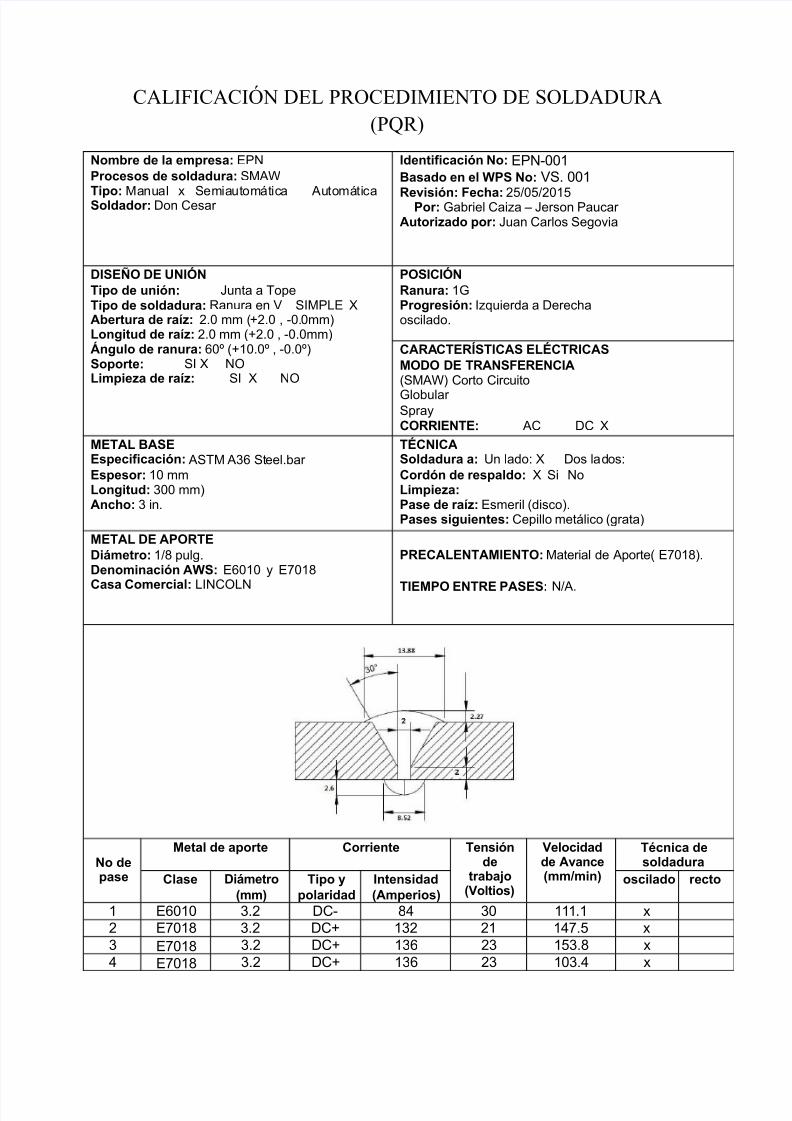
CALIFICACIÓN DEL PROCEDIMIENTO DE SOLDADURA(PQR)
Nombre de la empresa: EPN
Procesos de soldadura: SMAW
Tipo: Manual x Semiautomática AutomáticaSoldador: Don Cesar
Identificación No: EPN-001Basado en el WPS No: VS. 001
Revisión: Fecha: 25052015 Por: !a"riel Cai#a $ %erson PaucarAutoriado por: %uan Carlos Se&o'ia
!IS"#$ !" %NI&NTipo de unión: %unta a (o)eTipo de soldadura: *anura en V S+MP,E Abertura de ra': 2.0 mm /2.0 -0.0mm (on)itud de ra': 2.0 mm /2.0 -0.0mm *n)ulo de ranura: 03 /10.03 -0.03Soporte: S+ N4(impiea de ra': S+ N4
P$SI+I&NRanura: 1!Pro)resión: +#uier6a a Derec7aoscila6o.
+ARA+T"R,STI+AS "(-+TRI+AS.$!$ !" TRANSF"R"N+IA SMAW Corto Circuito
!lo"ular S)ra8+$RRI"NT": AC DC
."TA( BAS""specificación: AS(M A9 Steel."ar "spesor: 10 mm (on)itud: 900 mm Ancho: 9 in.
T-+NI+ASoldadura a: :n la6o; Dos la6os;
+ordón de respaldo: Si No(impiea:Pase de ra': Esmeril 6isco.Pases si)uientes: Ce)illo metálico &rata
."TA( !" AP$RT"!i/metro: 1< )ul&.!enominación AWS: E010 8 E=01<
+asa +omercial: ,+NC4,N
PR"+A("NTA.I"NT$: Material 6e A)orte E=01<.
TI".P$ "NTR" PAS"S: NA.
No depase
.etal de aporte +orriente Tensiónde
traba0o12oltios3
2elocidadde Avance1mm4min3
T5cnica desoldadura
+lase !i/metro
1mm3
Tipo 6
polaridad
Intensidad1Amperios3
oscilado recto
1 E010 9.2 DC- <> 90 111.1 x
2 E=01< 9.2 DC/ 192 21 1>=.5 x
9 E=01< 9.2 DC/ 19 29 159.< x
> E=01< 9.2 DC/ 19 29 109.> x
7/17/2019 PQR WPQ
http://slidepdf.com/reader/full/pqr-wpq 2/4
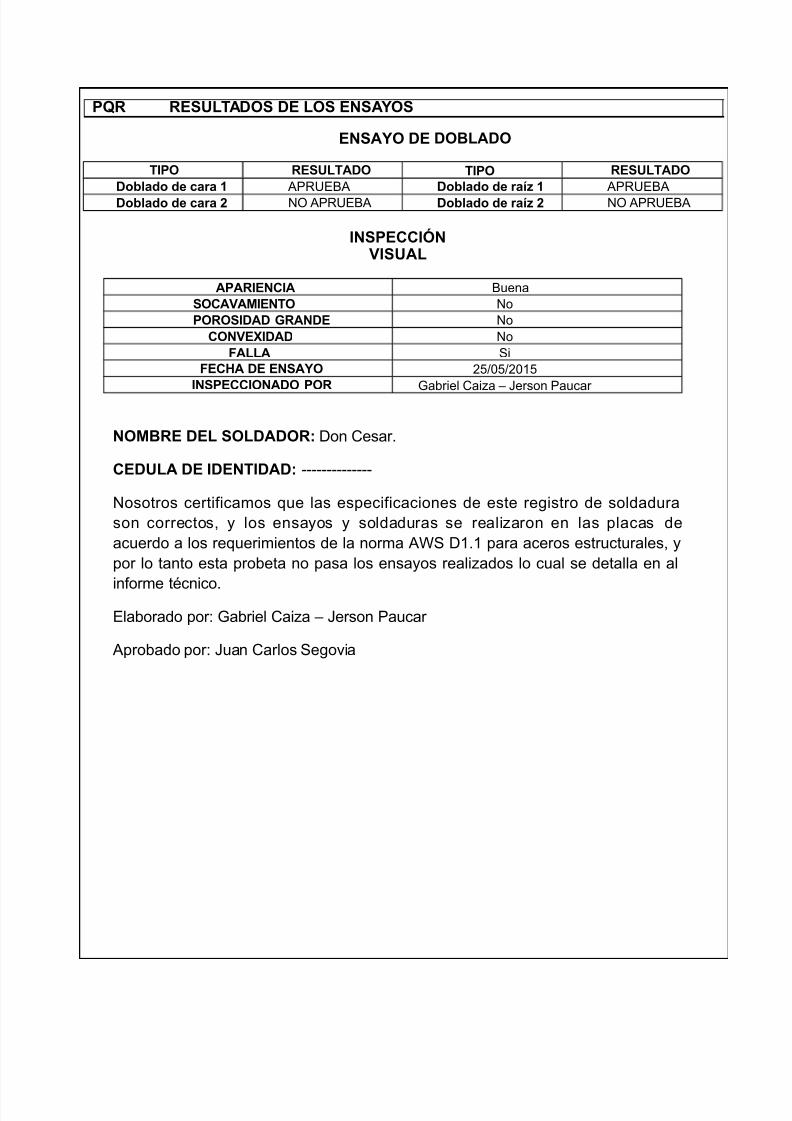
P7R R"S%(TA!$S !" ($S "NSA8$S
"NSA8$ !" !$B(A!$
TIP$ R"S%(TA!$ TIP$ R"S%(TA!$!oblado de cara 9 AP*:E?A !oblado de ra' 9 AP*:E?A
!oblado de cara N4 AP*:E?A !oblado de ra' N4 AP*:E?A
INSP"++I&N2IS%A(
APARI"N+IA ?uena
S$+A2A.I"NT$ No
P$R$SI!A! ;RAN!" No
+$N2"<I!A! No
FA((A Si
F"+=A !" "NSA8$ 25052015
INSP"++I$NA!$ P$R !a"riel Cai#a $ %erson Paucar
N$.BR" !"( S$(!A!$R: Don Cesar.
+"!%(A !" I!"NTI!A!: --------------
Nosotros certi@icamos ue las es)eci@icaciones 6e este re&istro 6e sol6a6ura
son correctos 8 los ensa8os 8 sol6a6uras se reali#aron en las )lacas 6e
acuer6o a los reuerimientos 6e la norma AWS D1.1 )ara aceros estructurales 8
)or lo tanto esta )ro"eta no )asa los ensa8os reali#a6os lo cual se 6etalla en al
in@orme tcnico.
Ela"ora6o )or; !a"riel Cai#a $ %erson Paucar
A)ro"a6o )or; %uan Carlos Se&o'ia
7/17/2019 PQR WPQ
http://slidepdf.com/reader/full/pqr-wpq 3/4
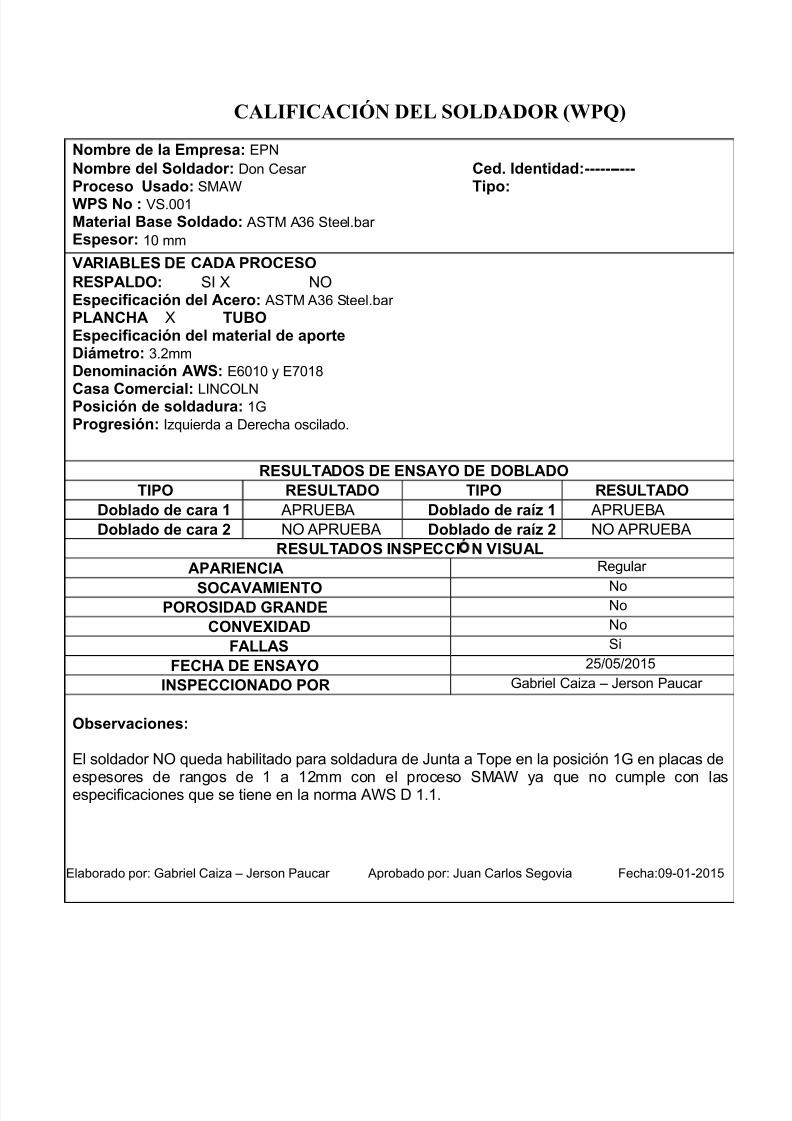
CALIFICACIÓN DEL SOLDADOR (WPQ)
Nombre de la "mpresa: EPN
Nombre del Soldador: Don Cesar +ed> Identidad:??????????Proceso %sado: SMAW Tipo:WPS No : VS.001
.aterial Base Soldado: AS(M A9 Steel."ar
"spesor: 10 mm
2ARIAB("S !" +A!A PR$+"S$R"SPA(!$: S+ N4"specificación del Acero: AS(M A9 Steel."ar
P(AN+=A T%B$ "specificación del material de aporte!i/metro: 9.2mm
!enominación AWS: E010 8 E=01<
+asa +omercial: ,+NC4,NPosición de soldadura: 1!
Pro)resión: +#uier6a a Derec7a oscila6o.
R"S%(TA!$S !" "NSA8$ !" !$B(A!$TIP$ R"S%(TA!$ TIP$ R"S%(TA!$
!oblado de cara 9 AP*:E?A !oblado de ra' 9 AP*:E?A
!oblado de cara N4 AP*:E?A !oblado de ra' N4 AP*:E?A
R"S%(TA!$S INSP"++I N 2IS%A(APARI"N+IA *e&ular
S$+A2A.I"NT$ NoP$R$SI!A! ;RAN!" No
+$N2"<I!A! No
FA((AS Si
F"+=A !" "NSA8$ 25052015
INSP"++I$NA!$ P$R !a"riel Cai#a $ %erson Paucar
$bservaciones:
El sol6a6or N4 ue6a 7a"ilita6o )ara sol6a6ura 6e %unta a (o)e en la )osiciBn 1! en )lacas 6ees)esores 6e ran&os 6e 1 a 12mm con el )roceso SMAW 8a ue no cum)le con lases)eci@icaciones ue se tiene en la norma AWS D 1.1.
Ela"ora6o )or; !a"riel Cai#a $ %erson Paucar A)ro"a6o )or; %uan Carlos Se&o'ia ec7a;0-01-2015
7/17/2019 PQR WPQ
http://slidepdf.com/reader/full/pqr-wpq 4/4
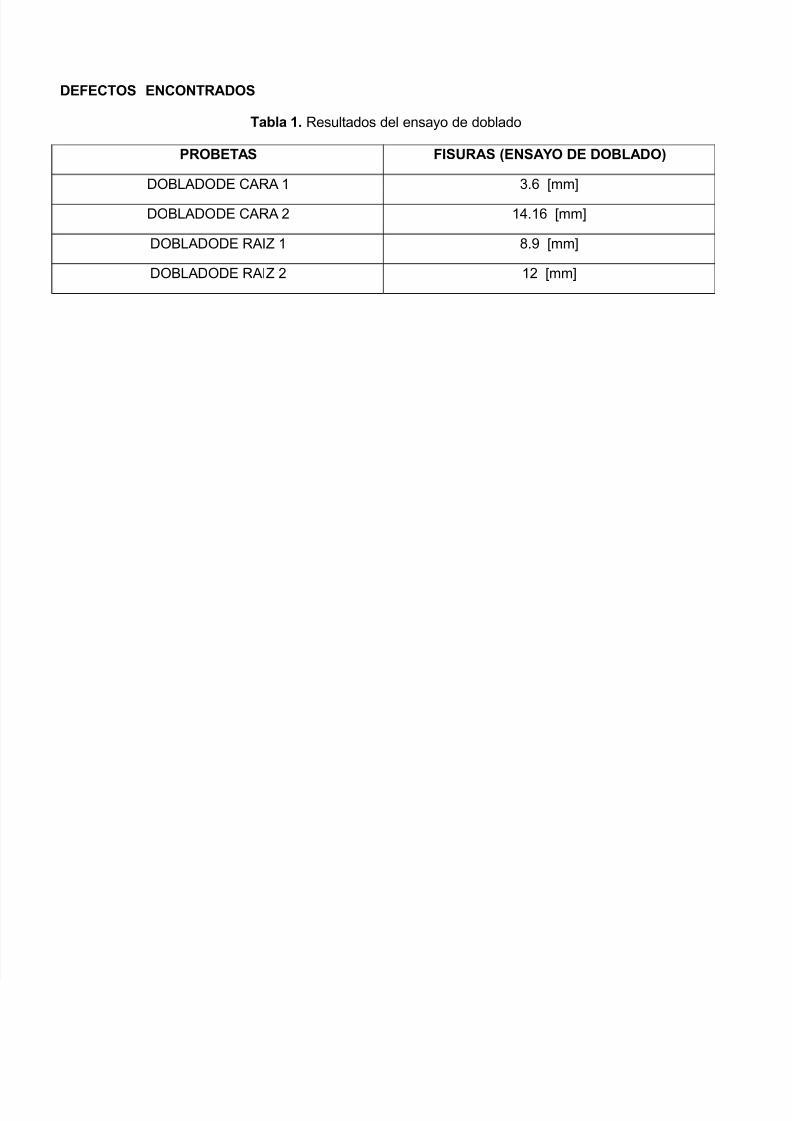
!"F"+T$S "N+$NTRA!$S
Tabla 9> *esulta6os 6el ensa8o 6e 6o"la6o
PR$B"TAS FIS%RAS 1"NSA8$ !" !$B(A!$3
D4?,AD4DE CA*A 1 9. mmF
D4?,AD4DE CA*A 2 1>.1 mmF
D4?,AD4DE *A+G 1 <. mmF
D4?,AD4DE *A+G 2 12 mmF