planeacion de requerimientos de … · web view2014-03-17 · el itinerario de las operaciones lo...
TRANSCRIPT
Planeación de requerimientos de materiales (MRP)
Características principales y mecánica de funcionamiento
Dr. Primitivo Reyes Aguilar enero 2011
Planeación de requerimientos de materiales (MRP) Dr. Primitivo Reyes A. / enero 2011
Contenido
PLANEACIÓN DE REQUERIMIENTOS DE MATERIALES (MRP).................................................3
Ventajas y desventajas......................................................................................................4
Generalidades del MRP.....................................................................................................4
TERMINOLOGIA.................................................................................................................6
Programa maestro de producción.................................................................................6
LISTA DE MATERIALES...................................................................................................7
TIEMPOS DE ENTREGA..................................................................................................8
ITINERARIO DE OPERACIONES Y CENTROS DE TRABAJO...............................................9
MECANICA DEL MRP....................................................................................................... 10
Marcado......................................................................................................................15
Adaptación a los cambios............................................................................................15
PLANEACIÓN DE RECURSOS DE MANUFACTURA (MRP II)...................................................16
PRODUCCION JUSTO A TIEMPO (JIT)...................................................................................17
El sistema kanban: jalar en vez de empujar....................................................................18
COMPARACIÓN DE CARACTERÍSTICAS DEL SISTEMA JALAR Y EMPUJAR.........................21
Página 2
Planeación de requerimientos de materiales (MRP) Dr. Primitivo Reyes A. / enero 2011
PLANEACIÓN DE REQUERIMIENTOS DE MATERIALES (MRP)
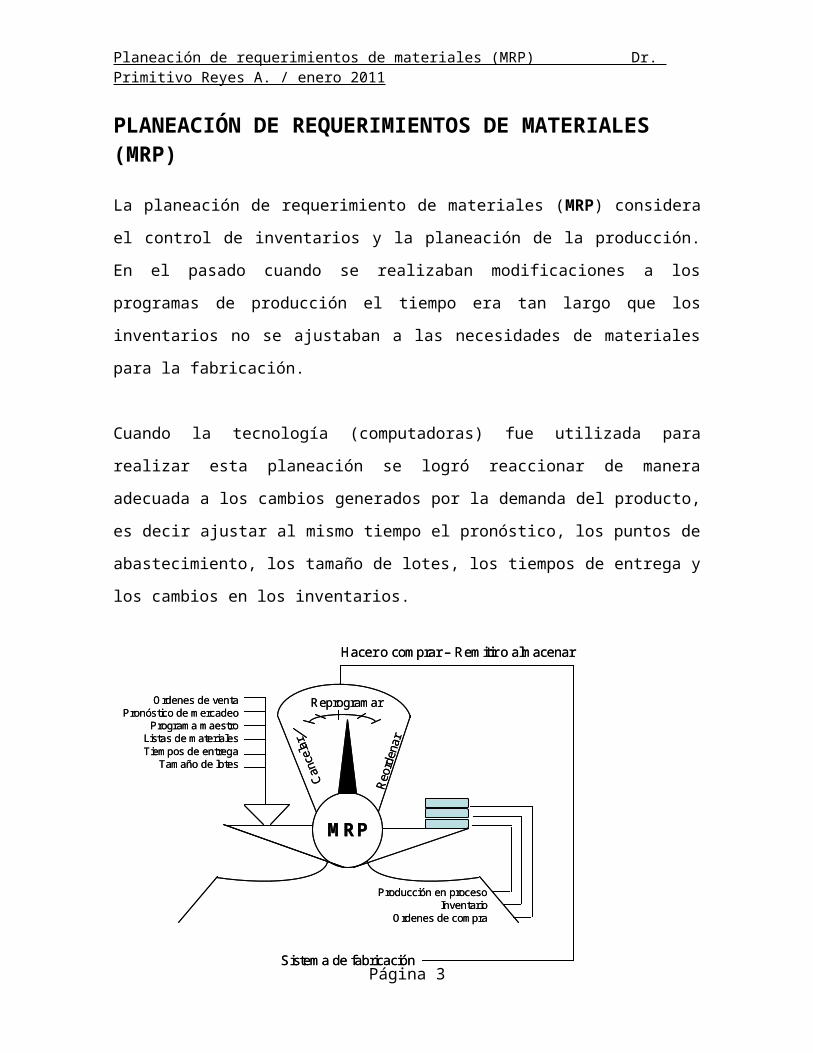
La planeación de requerimiento de materiales (MRP) considera el control de inventarios y
la planeación de la producción. En el pasado cuando se realizaban modificaciones a los
programas de producción el tiempo era tan largo que los inventarios no se ajustaban a las
necesidades de materiales para la fabricación.
Cuando la tecnología (computadoras) fue utilizada para realizar esta planeación se logró
reaccionar de manera adecuada a los cambios generados por la demanda del producto, es
decir ajustar al mismo tiempo el pronóstico, los puntos de abastecimiento, los tamaño de
lotes, los tiempos de entrega y los cambios en los inventarios.
Figura 1.1 Balanza MRP
Página 3
Ordenes de ventaPronóstico de mercadeo
Programa maestroListas de materialesTiempos de entrega
Tamaño de lotes
MRP
Can
cela
r
Reprogramar
Reo
rden
ar
Producción en procesoInventario
Ordenes de compra
Sistema de fabricación
Hacer o comprar – Remitir o almacenar
Ordenes de ventaPronóstico de mercadeo
Programa maestroListas de materialesTiempos de entrega
Tamaño de lotes
MRP
Can
cela
r
Reprogramar
Reo
rden
ar
Producción en procesoInventario
Ordenes de compra
Sistema de fabricación
Hacer o comprar – Remitir o almacenar
Planeación de requerimientos de materiales (MRP) Dr. Primitivo Reyes A. / enero 2011
Ventajas y desventajas
El progreso del MRP va de la mano con los progresos de la tecnología en cuanto a
computadoras se refiere pues se crearon instrumentos cuantitativos de administración
como son la programación lineal y el programa de ruta crítica.
La American Production and Inventory Control Society (APICS) implantó la MRP por
primera vez. En la actualidad hay organizaciones que venden paquetes de programas y
asesorías para la implementación del MRP.
Las principales ventajas de la implementación del MRP son la reducción de inversión en
cuanto a inventarios, también en los costos de producción y adquisiciones, además de una
mejora en servicio de entregas.
Por otro lado, la implementación de un sistema MRP no es sencilla, si la Compañía que
desea instalar el sistema lo hace apresuradamente, es decir, sin hacer un análisis que
pruebe que las operaciones de producción son adaptables al sistema, ésta fracasará en la
implementación y generará gastos innecesarios.
La solución está en verificar que las operaciones de producción pueden adaptarse al MRP
en lugar de tratar que el MPR se adapte al resto del sistema de producción.
Generalidades del MRP
Las industrias manufactureras implementan el MRP principalmente ya que elaboran
productos finales que se ven afectados de manera directa por la demanda del mercado,
por lo que si esta última varía se deben ajustar las cantidades de materia prima y
componentes así como el programa de producción para cumplir las necesidades del
mercado.
Página 4
Planeación de requerimientos de materiales (MRP) Dr. Primitivo Reyes A. / enero 2011
Se deben considerar el tipo de manufactura y el tiempo de entrega requeridos para
decidir que características debe tener el MRP a implementar. Las manufactureras que
realizan trabajos especiales de bienes de capital, sistemas eléctricos, válvulas de alto
rendimiento, o las manufactureras que deben entregar en tiempos más cortos por
mencionar algunas son las que más se ven beneficiadas con la implementación del MRP.
El MRP relaciona lo que es el programa de producción planeado con la lista de materiales
necesarios para la fabricación. Se checa el inventario con que cuenta la manufacturera
para ordenar únicamente los componentes que no se tienen en existencia. Considera los
tiempos de entregar de los materiales faltantes para que cuando sean requeridos se
encuentren en las estaciones de trabajo según lo estipule el programa de producción. Lo
anterior minimiza el inventario de producción en proceso. Los ajustes que llegaran a
realizarse serán acertados si el pronóstico, las listas de materiales, los tiempos de
fabricación, las rutas y el control de inventarios son exactos.
El control de la producción se deriva de los pronósticos que sirven para la realización de la
planeación de producción (considerando la capacidad real, los inventarios, la demanda
pronosticada y los pedidos que tiene la manufacturera) así como el control de inventarios.
El sistema MRP genera pedidos de reabastecimiento planeado en base a la información
que proporciona la producción en proceso y el inventario de producción en proceso.
La información requerida para controlar las operaciones se genera con la cantidad de
producción en los centros de trabajo, del inventario de producción en proceso y del
estado de los trabajos.
Página 5
Planeación de requerimientos de materiales (MRP) Dr. Primitivo Reyes A. / enero 2011
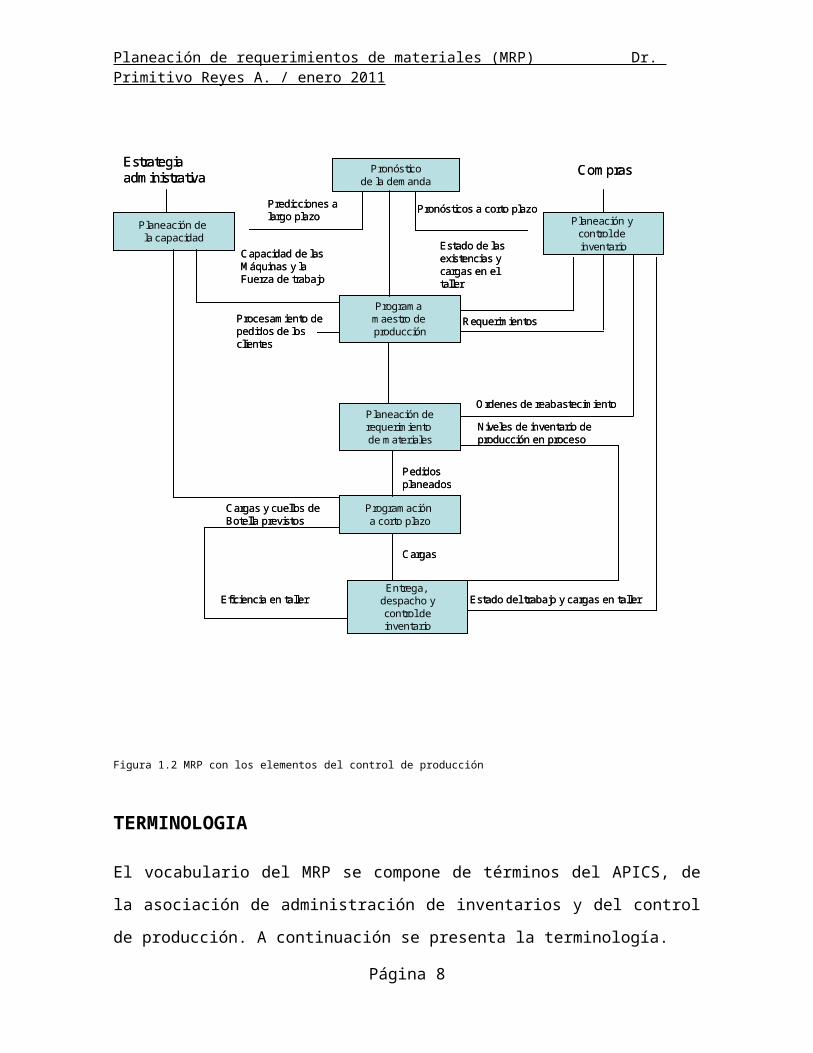
Figura 1.2 MRP con los elementos del control de producción
TERMINOLOGIA
El vocabulario del MRP se compone de términos del APICS, de la asociación de
administración de inventarios y del control de producción. A continuación se presenta la
terminología.
Programa maestro de producción
La médula del sistema MRP es el programa maestro de producción que se elabora a partir
de la demanda del producto, de la planeación de la capacidad que es una función
Página 6
Pronósticode la demanda
Planeación de la capacidad
Planeación y control de inventario
Programa maestro de producción
Planeación derequerimiento de materiales
Programación a corto plazo
Entrega, despacho ycontrol deinventario
Predicciones alargo plazo
Pronósticos a corto plazo
Estado de las existencias y cargas en eltaller
Requerimientos
Ordenes de reabastecimiento
Niveles de inventario de producción en proceso
Pedidosplaneados
Cargas
Estado del trabajo y cargas en tallerEficiencia en taller
Cargas y cuellos de Botella previstos
Procesamiento depedidos de losclientes
Capacidad de lasMáquinas y laFuerza de trabajo
Estrategia administrativa ComprasPronóstico
de la demanda
Planeación de la capacidad
Planeación y control de inventario
Programa maestro de producción
Planeación derequerimiento de materiales
Programación a corto plazo
Entrega, despacho ycontrol deinventario
Predicciones alargo plazo
Pronósticos a corto plazo
Estado de las existencias y cargas en eltaller
Requerimientos
Ordenes de reabastecimiento
Niveles de inventario de producción en proceso
Pedidosplaneados
Cargas
Estado del trabajo y cargas en tallerEficiencia en taller
Cargas y cuellos de Botella previstos
Procesamiento depedidos de losclientes
Capacidad de lasMáquinas y laFuerza de trabajo
Estrategia administrativa Compras
Planeación de requerimientos de materiales (MRP) Dr. Primitivo Reyes A. / enero 2011
administrativa que asigna máquinas y equipos a las funciones de producción de acuerdo a
los objetivos a largo plazo de la compañía.
Este programa establece la cantidad planeada de producción por periodos de tiempo,
conocidos también como cubos de tiempo los cuales tienen una duración de una semana
comúnmente (puede ampliarse el periodo). Los periodos más cortos están relacionados
con la demanda en firme respaldada por los pedidos de los clientes.
El programa maestro tiene como objetivo cumplir con los límites de costos establecidos
que satisfacen otros objetivos fijados dentro de la Organización. Los Perfiles de carga, son
la carga puesta a las horas estándar requeridas para cada centro de trabajo, los cuales se
utilizan para realizar simulaciones de uso de recursos ante diferentes escenarios del
programa maestro con lo cual los tomadores de decisiones pueden obtener diferentes
maneras de cómo distribuir los recursos.
LISTA DE MATERIALES
Conocidas también como estructuras de producto o lista de partes para ensamble. La lista
de materiales contiene los componentes y cantidades requeridas para fabricar un
producto.
CLAVE DE NIVELES
La clave de nivel se utilizar para identificar la lista de materiales, existe el nivel “0”, nivel
“1” y nivel “n”, a continuación se explica cada nivel:
Nivel 0 Producto terminado que no se usa como componente de otro producto
Nivel 1 Producto que es al mismo tiempo un producto terminado y también puede
ser un componente de otro producto terminado. A esto se le conoce como
Página 7
Planeación de requerimientos de materiales (MRP) Dr. Primitivo Reyes A. / enero 2011
codificación de bajo nivel y se utiliza para incrementar la eficiencia en el
procesamiento de datos
Nivel n Un componente a nivel n es un componente de un componente padre a
nivel n-1. Cuando esta parte existe a 2 niveles se le clasifica con el código de
bajo nivel
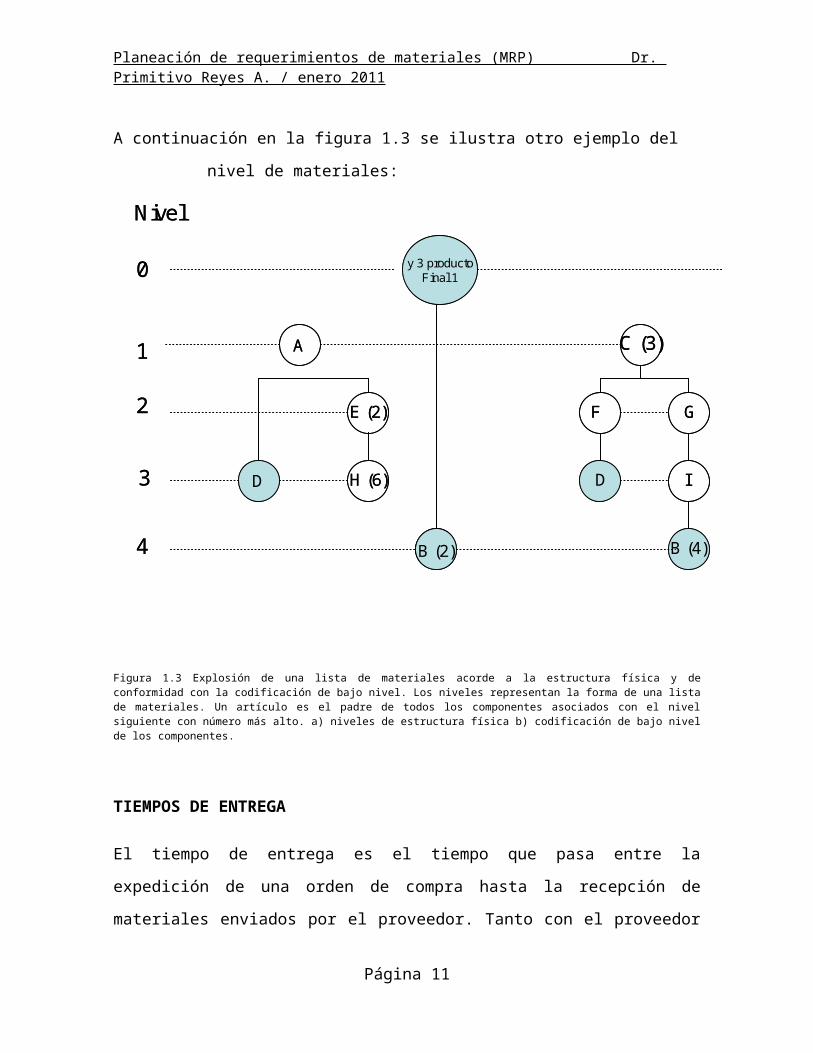
A continuación en la figura 1.3 se ilustra otro ejemplo del nivel de materiales:
Figura 1.3 Explosión de una lista de materiales acorde a la estructura física y de conformidad con la codificación de bajo nivel. Los niveles representan la forma de una lista de materiales. Un artículo es el padre de todos los componentes asociados con el nivel siguiente con número más alto. a) niveles de estructura física b) codificación de bajo nivel de los componentes.
TIEMPOS DE ENTREGA
El tiempo de entrega es el tiempo que pasa entre la expedición de una orden de compra
hasta la recepción de materiales enviados por el proveedor. Tanto con el proveedor
externo como con el interno debe estipularse el tiempo de entrega (por lo que se
Página 8
y 3 productoFinal 1
A
D
E (2)
H (6)
B (2) B (4)
F
D
G
I
Nivel
0
1
2
C (3)
3
4
y 3 productoFinal 1
A
D
E (2)
H (6)
B (2)B (2) B (4)
F
D
G
I
Nivel
0
1
2
C (3)
3
4
Planeación de requerimientos de materiales (MRP) Dr. Primitivo Reyes A. / enero 2011
convierte en una entrega conocida) lo cual nos servirá para realizar la programación de la
producción.
Utilizando nuevamente la figura 1.3 se ejemplifica el tiempo de entrega. Si 100 unidades
del componente A deben estar disponibles para la producción de la partida finar 1 el día
22 de agosto. Supongamos que se necesitan 2 semanas para producir 200 unidades del
componente A, lote que equilibra el costo de preparación con la demanda. Por lo que los
subcomponentes D y E deben llegar el 8 de agosto a la estación de trabajo donde se
produce su padre A, es decir, que 200 unidades de D y 400 unidades de E deben estar
disponibles antes de prepararse para hacer A. 12 unidades de H deben estar disponibles
para producir cada unidad E. El escalamiento es una sucesión de actividades en la
programación por ruta crítica.
Si el tiempo de entrega de la material prima a la planta se retrasa al menos un día esto
significa que la producción se atrasará un día también por lo menos. Es importante
alimentar el sistema con información real. Para el caso de tiempos de entrega es
importante verificar el procesamiento de transacciones.
ITINERARIO DE OPERACIONES Y CENTROS DE TRABAJO
El itinerario de las operaciones lo establece el departamento de ingeniería industrial ya
que indica las operaciones y el orden sucesivo de las mismas, así como el centro de
trabajo (que incluya el tiempo necesario de preparación y fabricación, equipo, número de
operadores, capacidad estándar, eficiencia del centro de trabajo y materiales) en el cual se
efectúa cada operación.
El itinerario de operaciones y la información de los centros de trabajo sirven para
alimentar el sistema MRP en cuanto a la programación a corto plazo.
Página 9

Planeación de requerimientos de materiales (MRP) Dr. Primitivo Reyes A. / enero 2011
MECANICA DEL MRP
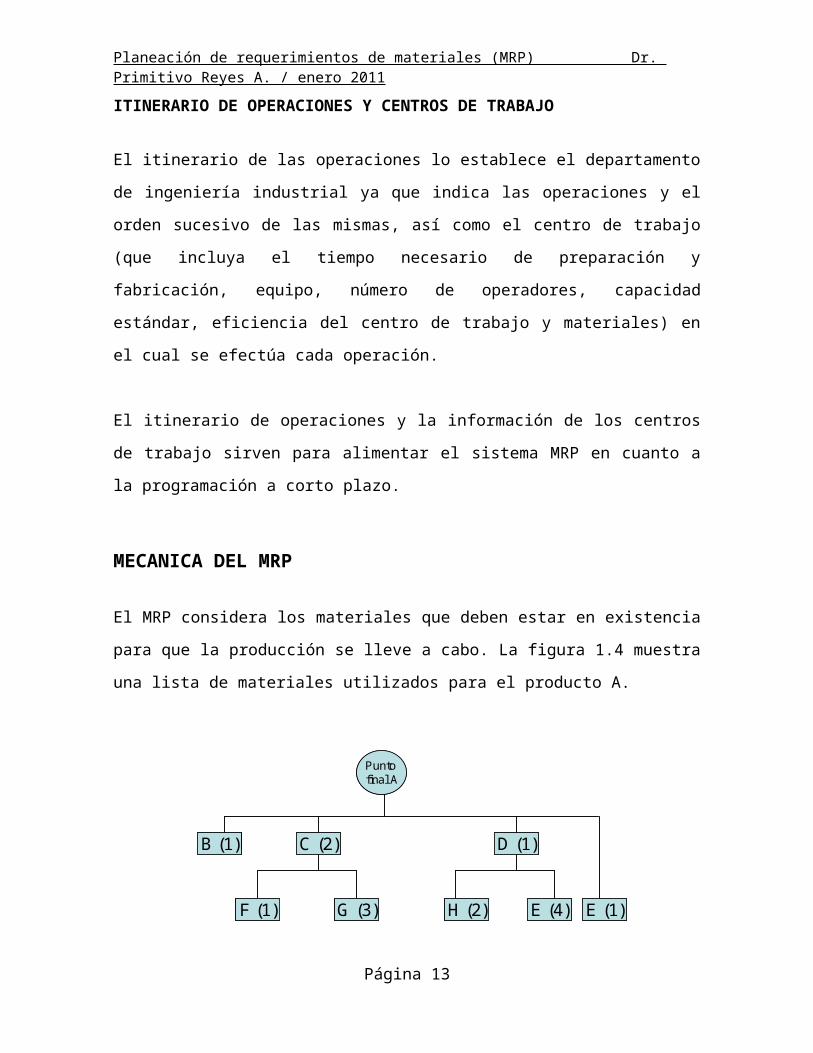
El MRP considera los materiales que deben estar en existencia para que la producción se
lleve a cabo. La figura 1.4 muestra una lista de materiales utilizados para el producto A.
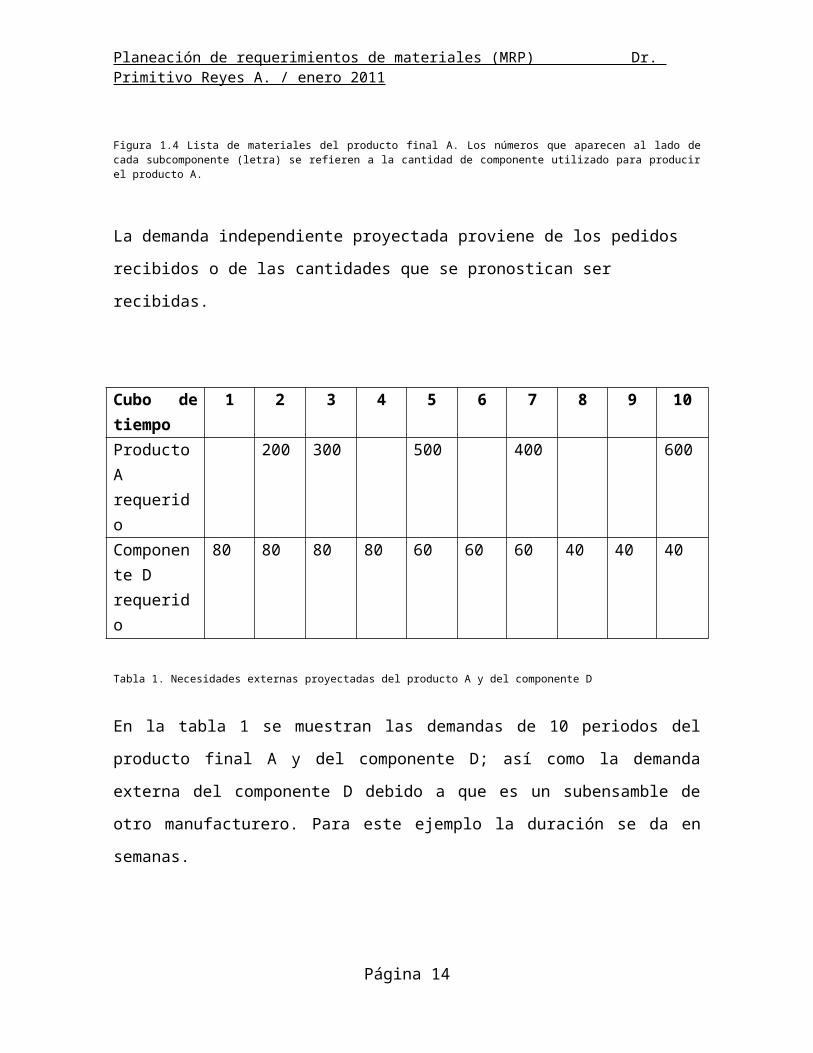
Figura 1.4 Lista de materiales del producto final A. Los números que aparecen al lado de cada subcomponente (letra) se refieren a la cantidad de componente utilizado para producir el producto A.
La demanda independiente proyectada proviene de los pedidos recibidos o de las
cantidades que se pronostican ser recibidas.
Cubo de tiempo
1 2 3 4 5 6 7 8 9 10
Producto A requerido
200 300 500 400 600
Componente D requerido
80 80 80 80 60 60 60 40 40 40
Tabla 1. Necesidades externas proyectadas del producto A y del componente D
En la tabla 1 se muestran las demandas de 10 periodos del producto final A y del
componente D; así como la demanda externa del componente D debido a que es un
subensamble de otro manufacturero. Para este ejemplo la duración se da en semanas.
Página 10
Punto final A
B (1) C (2)
F (1) G (3) E (4)H (2)
D (1)
E (1)
Punto final A
B (1) C (2)
F (1) G (3) E (4)H (2)
D (1)
E (1)
Planeación de requerimientos de materiales (MRP) Dr. Primitivo Reyes A. / enero 2011
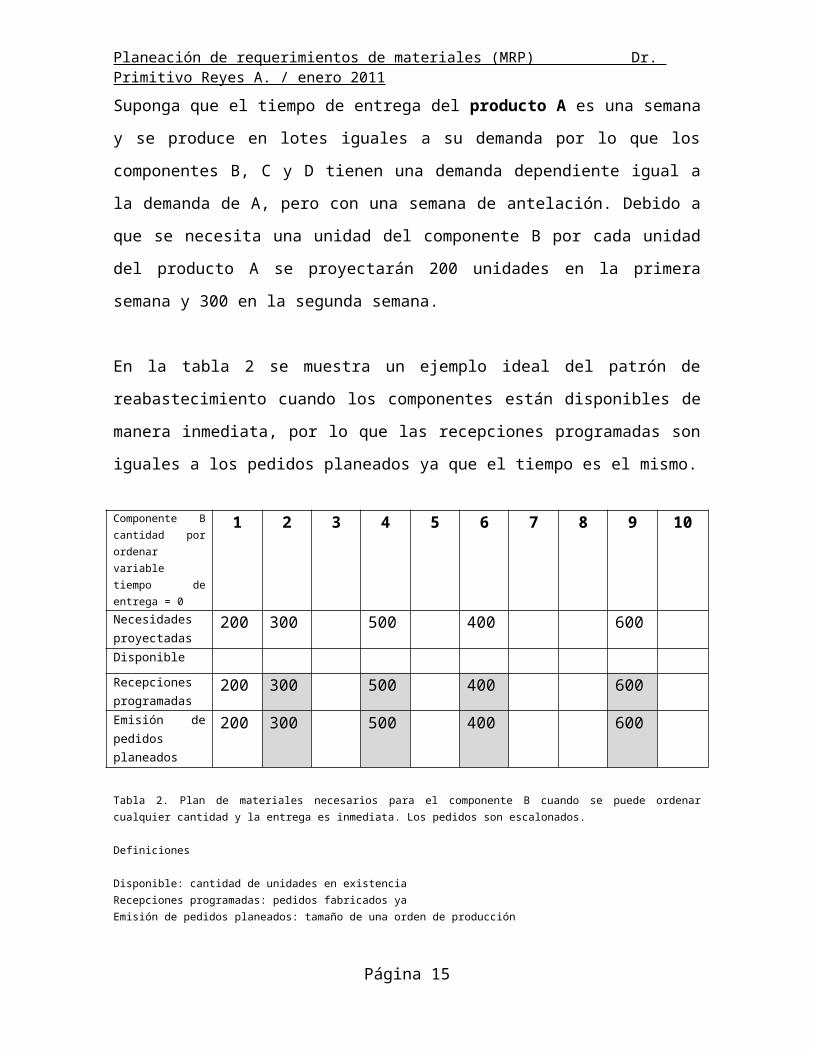
Suponga que el tiempo de entrega del producto A es una semana y se produce en lotes
iguales a su demanda por lo que los componentes B, C y D tienen una demanda
dependiente igual a la demanda de A, pero con una semana de antelación. Debido a que
se necesita una unidad del componente B por cada unidad del producto A se proyectarán
200 unidades en la primera semana y 300 en la segunda semana.
En la tabla 2 se muestra un ejemplo ideal del patrón de reabastecimiento cuando los
componentes están disponibles de manera inmediata, por lo que las recepciones
programadas son iguales a los pedidos planeados ya que el tiempo es el mismo.
Componente B cantidad por ordenar variable tiempo de entrega = 0
1 2 3 4 5 6 7 8 9 10
Necesidades proyectadas
200 300 500 400 600
Disponible
Recepciones programadas
200 300 500 400 600
Emisión de pedidos planeados
200 300 500 400 600
Tabla 2. Plan de materiales necesarios para el componente B cuando se puede ordenar cualquier cantidad y la entrega es inmediata. Los pedidos son escalonados.
Definiciones
Disponible: cantidad de unidades en existenciaRecepciones programadas: pedidos fabricados yaEmisión de pedidos planeados: tamaño de una orden de producción
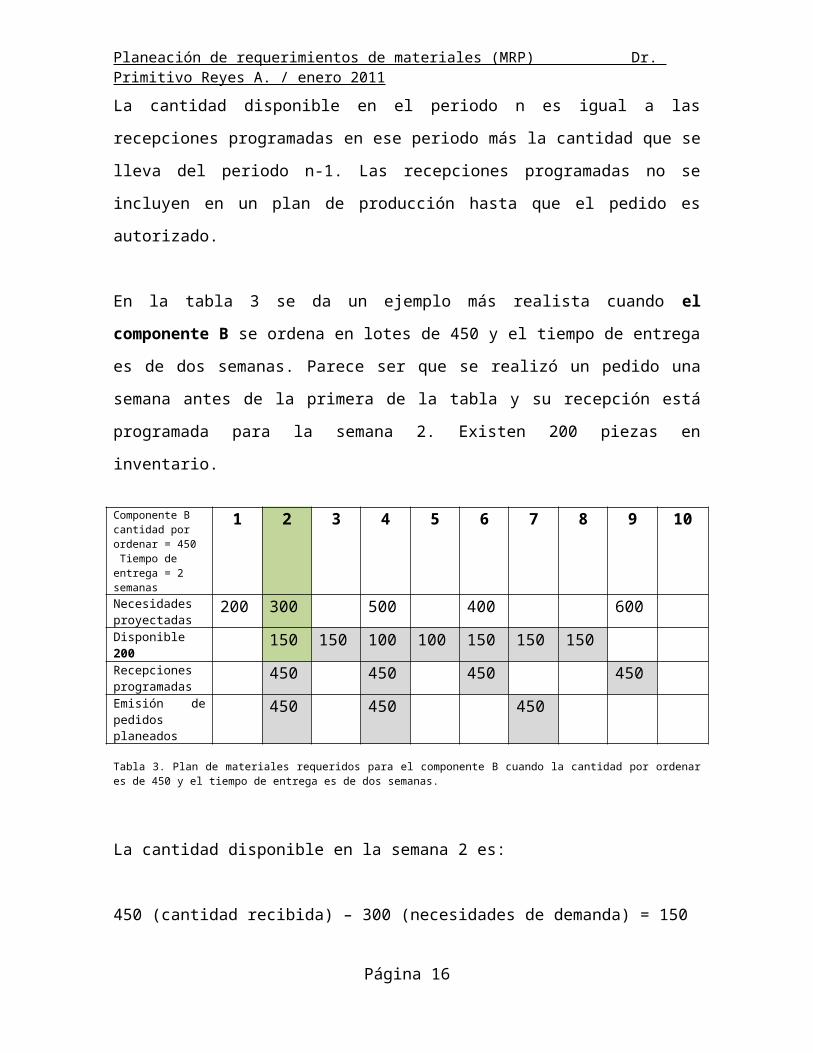
La cantidad disponible en el periodo n es igual a las recepciones programadas en ese
periodo más la cantidad que se lleva del periodo n-1. Las recepciones programadas no se
incluyen en un plan de producción hasta que el pedido es autorizado.
En la tabla 3 se da un ejemplo más realista cuando el componente B se ordena en lotes de
450 y el tiempo de entrega es de dos semanas. Parece ser que se realizó un pedido una
Página 11
Planeación de requerimientos de materiales (MRP) Dr. Primitivo Reyes A. / enero 2011
semana antes de la primera de la tabla y su recepción está programada para la semana 2.
Existen 200 piezas en inventario.
Componente B cantidad por ordenar = 450 Tiempo de entrega = 2 semanas
1 2 3 4 5 6 7 8 9 10
Necesidades proyectadas
200 300 500 400 600Disponible 200 150 150 100 100 150 150 150Recepciones programadas
450 450 450 450Emisión de pedidos planeados
450 450 450
Tabla 3. Plan de materiales requeridos para el componente B cuando la cantidad por ordenar es de 450 y el tiempo de entrega es de dos semanas.
La cantidad disponible en la semana 2 es:
450 (cantidad recibida) – 300 (necesidades de demanda) = 150
Esos 150 se llevan a la semana 3 por lo que para la semana 4 se tienen: 450 + 150 (en
inventario) – 500 = 100
El componente D tiene condiciones especiales como un pedido de 500 unidades con un
tiempo de entrega de una semana, 160 unidades disponibles al comenzar el periodo de
planeación con la recepción de 500 unidades programadas en la semana 1 y una política
que exige un stock de seguridad de 40 unidades.
Tener stock de seguridad de componentes va en contra de los principios del MRP. Este
stock es conveniente única y exclusivamente cuando los productos finales están sujetos a
la demanda independiente.
Como el componente D está sujeto también a la demanda independiente pues depende
de las ventas de otro fabricante, es al mismo tiempo un producto final (para el otro
Página 12
Planeación de requerimientos de materiales (MRP) Dr. Primitivo Reyes A. / enero 2011
fabricante) y un componente. Para este caso se justifica el stock de seguridad pues
reconoce la demanda independiente.
La tabla 4 muestra un plan para el componente D cuando las necesidades proyectadas se
estipulan combinando tanto la demanda interna como la externa en la cual el stock de
seguridad se mezcla con la cantidad disponible es decir se restan del inventario disponible
y la cantidad restada es la que se considera para la planeación de materiales.
Componente D, Cantidad por ordenar 500, Tiempo de entrega 1 semana, Stock de seguridad 40 unidades
1 2 3 4 5 6 7 8 9 10
Necesidades proyectadas
280 380 80 580 60 460 60 40 640 40Disponible SS 40 120
340 460 380 300 240 280 220 180 40Recepciones programadas
500 500 500 500 500Emisión de pedidos planeados
500 500 500 500
Tabla 4. Plan de materiales requeridos para el componente D, en el cual las necesidades proyectadas se determinan
combinando las demandas internas y externas.
Otro ejemplo en el que el componente E forma parte del ensamble del producto final A
pero también es parte del componente D por lo que los requerimientos del producto A se
desfasan una semana ya que considera la entrega y los pedidos expedidos del
componente D.
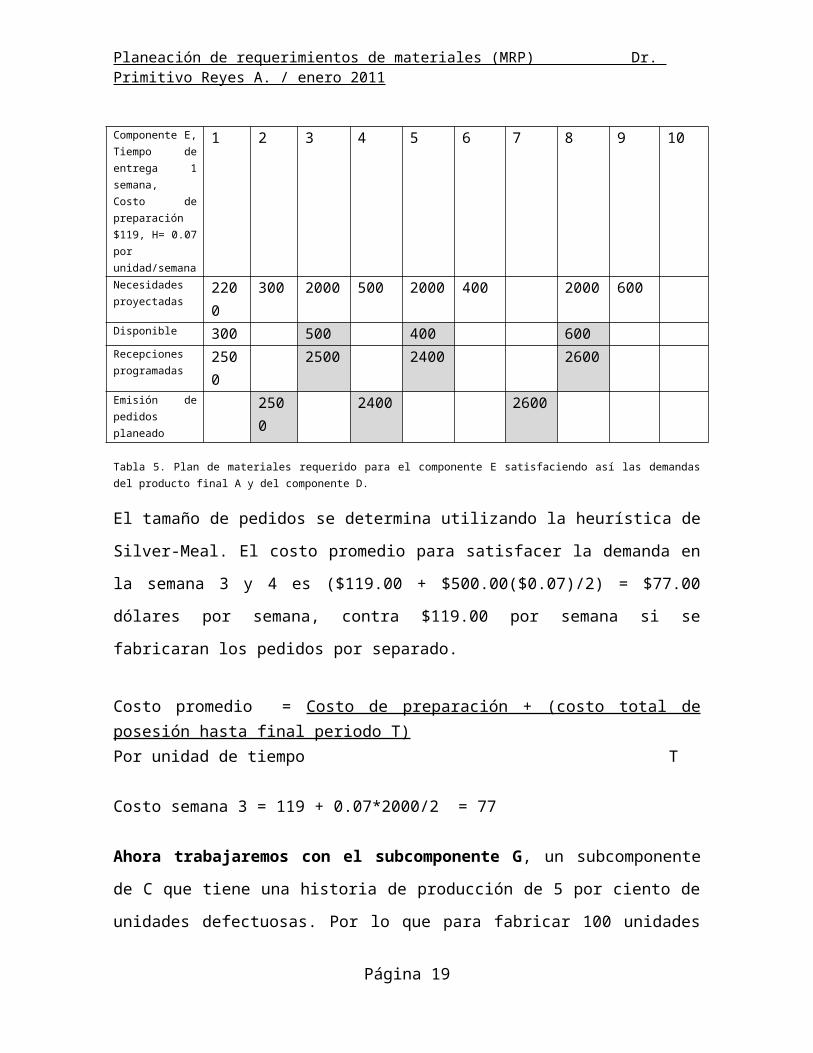
Siguiendo con el ejemplo del componente E ahora se considera que en el día cero no hay
existencia de éste, pero están programadas 2500 para recibirse en la semana 1, con un
costo de $0.07 dólares por unidad y por semana y costos de preparación de $119.00
dólares. Aplicando la heurística Silver-Meal el plan de materiales requeridos se indica en la
tabla 5.
Página 13
Planeación de requerimientos de materiales (MRP) Dr. Primitivo Reyes A. / enero 2011
Componente E, Tiempo de entrega 1 semana, Costo de preparación $119, H= 0.07 por unidad/semana
1 2 3 4 5 6 7 8 9 10
Necesidades proyectadas
2200 300 2000 500 2000 400 2000 600
Disponible 300 500 400 600Recepciones programadas
2500 2500 2400 2600
Emisión de pedidos planeado
2500
2400 2600
Tabla 5. Plan de materiales requerido para el componente E satisfaciendo así las demandas del producto final A y del componente D.
El tamaño de pedidos se determina utilizando la heurística de Silver-Meal. El costo
promedio para satisfacer la demanda en la semana 3 y 4 es ($119.00 + $500.00($0.07)/2)
= $77.00 dólares por semana, contra $119.00 por semana si se fabricaran los pedidos por
separado.
Costo promedio = Costo de preparación + (costo total de posesión hasta final periodo T)Por unidad de tiempo T
Costo semana 3 = 119 + 0.07*2000/2 = 77
Ahora trabajaremos con el subcomponente G, un subcomponente de C que tiene una
historia de producción de 5 por ciento de unidades defectuosas. Por lo que para fabricar
100 unidades se deben pedir 105 unidades. Las 5 unidades defectuosas son conocidas
como margen de rechazo.
Para saber cuándo se debe fabricar el subcomponente G primero deben obtenerse las
fechas de entrega del componente C. El MRP permite la posesión de stock de seguridad de
un componente cuando el proceso de producción no puede eliminar las unidades
defectuosas.
Página 14
Planeación de requerimientos de materiales (MRP) Dr. Primitivo Reyes A. / enero 2011
Marcado
Este marcado se da cuando existen demoras en la producción provocando el faltante de
un artículo, por lo que es necesario saber los ensambles, productos terminados y los
pedidos del cliente que se verán afectados por esta situación.
El artículo se marca con información y así determinar a su padre en un determinado cubo
de tiempo. Esto solo se aplica si la información que proporciona es importante para la
administración.
Adaptación a los cambios
Es común que se realicen cambios a los planes de producción ya sea por requerimiento
del cliente o por factores internos debido al incremento o disminución de la capacidad de
producción.
El MRP permite esos cambios mediante alguno de los métodos que a continuación se
mencionan:
Regeneración de programas: Se desecha el plan anterior descomponiendo las necesidades
del producto final, obteniendo nuevamente las listas de materiales y haciendo un nuevo
cálculo del nivel de inventarios para cada artículo para hacer la nueva corrida
Cambio neto: El cambio neto se realiza mediante transacciones de inventario para
actualizar los artículos afectados por el cambio.
La mayor parte de los usuarios del MRP utilizan la regeneración de programas. Entre más
se implemente el MRP la necesidad de alimentar adecuadamente el sistema se
incrementa además de que se está más al pendiente de reaccionar ante los cambios que
se realicen en las corridas.
Página 15
Planeación de requerimientos de materiales (MRP) Dr. Primitivo Reyes A. / enero 2011
PLANEACIÓN DE RECURSOS DE MANUFACTURA (MRP II)
La programación maestra de la producción no sólo considera la materia prima sino
también las horas máquina, horas de mano de obra y el capital, así como la capacidad de
producción. La retroalimentación entre las operaciones de producción y las
administrativas de planeación obtiene lo que se conoce como planeación de recursos de
manufactura, MRP II o MRP en circuito cerrado.
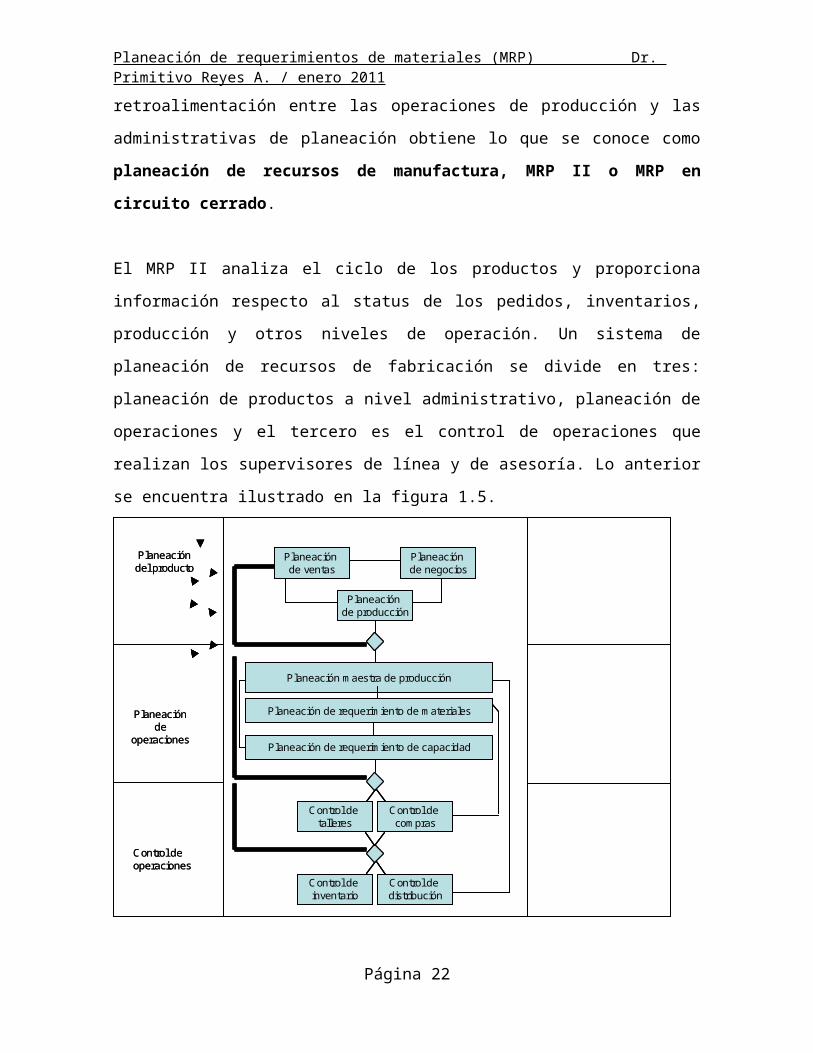
El MRP II analiza el ciclo de los productos y proporciona información respecto al status de
los pedidos, inventarios, producción y otros niveles de operación. Un sistema de
planeación de recursos de fabricación se divide en tres: planeación de productos a nivel
administrativo, planeación de operaciones y el tercero es el control de operaciones que
realizan los supervisores de línea y de asesoría. Lo anterior se encuentra ilustrado en la
figura 1.5.
Figura 1.5 Funciones y canales de retroalimentación en un MRP II de circuito cerrado.
Página 16
Planeación del producto
Control de operaciones
Planeación de
operaciones
Planeación de ventas
Planeación de negocios
Planeación de producción
Planeación maestra de producción
Planeación de requerimiento de materiales
Planeación de requerimiento de capacidad
Control de talleres
Control de compras
Control de inventario
Control de distribución
Planeación del producto
Control de operaciones
Planeación de
operaciones
Planeación de ventas
Planeación de negocios
Planeación de producción
Planeación maestra de producción
Planeación de requerimiento de materiales
Planeación de requerimiento de capacidad
Control de talleres
Control de compras
Control de inventario
Control de distribución
Planeación de ventas
Planeación de negocios
Planeación de producción
Planeación maestra de producción
Planeación de requerimiento de materiales
Planeación de requerimiento de capacidad
Control de talleres
Control de compras
Control de inventario
Control de distribución
Planeación de requerimientos de materiales (MRP) Dr. Primitivo Reyes A. / enero 2011
Los puntos de verificación de las tres divisiones proporcionan retroalimentación de
manera descendente de los recursos necesarios, la integridad de los recursos
comprometidos y la calidad del comportamiento en cuanto a la ejecución de los planes de
producción. Esta retroalimentación permite que la organización responda de manera
rápida a los cambios en las condiciones.
El plan de producción hace que el departamento de finanzas proporcione recursos
financieros para cubrir la operación de producción y así manufacturar la cantidad
planeada y así el de ventas pueda colocar en el mercado la producción manufacturada.
La parte de planeación de operaciones involucra lo que es requerido con lo que se tiene
disponible y realiza ajustes al descomponer los programas de producción para organizar
los pedidos de partes de más bajo nivel.
Los pedidos contienen los productos finales requeridos por el cliente, para realizar las
órdenes de compra de los componentes requeridos primero se verifican los niveles de
existencia (inventario), se crean las órdenes de trabajo, se supervisa la eficiencia de la
mano de obra y el flujo de los materiales. Lo evaluado con la información que se acaba de
mencionar influye en la ejecución del MRP II y proporciona información para la
planeación futura.
PRODUCCION JUSTO A TIEMPO (JIT)
Cuando los componentes son fabricados o son recibidos del proveedor justamente cuando
se les necesita en el proceso de producción, se eliminan costos por inventarios. A lo
anterior se le conoce como Producción Justo a Tiempo (JIT por sus siglas en inglés) o
Kanban, es decir, Producción con Inventario Cero (PIC), Producción sin Existencias,
Producción con Inventario Mínimo, el método consiste en reducir continuamente los
costos del producto enfatizando en la eliminación de desperdicios (cero rechazos), no
Página 17

Planeación de requerimientos de materiales (MRP) Dr. Primitivo Reyes A. / enero 2011
demoras, no acumulaciones, no colas, no ociosidad ni movimientos que no aportan valor a
la cadena.
El tener una producción a bajo costo, con una alta calidad y cumpliendo con el tiempo de
entrega estipulado inicialmente el sistema Justo a Tiempo elimina los inventarios entre las
operaciones del proceso de producción. El Justo a Tiempo establece que el lote ideal para
cada componente es 1 ya que no permite tener stock de seguridad por lo que no hay
partes defectuosas.
Los responsable de eliminar el trabajo defectuoso y las descomposturas en el equipo de
trabajo son los operadores, los cuales deben cumplir con cuotas de producción y si llegará
a existir fluctuación en el programa ellos deben minimizarlo para mantener el flujo casi
uniforme.
El sistema kanban: jalar en vez de empujar
El Justo a Tiempo se aplicó inicialmente en Japón, el ejemplo más exitoso de esta
aplicación se da en Toyota Motor Company. El sistema Toyota conocido como kanban que
significa registro visible utiliza sólo dos tipos de tarjetas (kanbans) para indicar la cantidad
y el momento del flujo de materiales:
Tarjeta de movimiento: que autoriza la transferencia de un recipiente estándar
que contiene una parte específica de la estación de trabajo donde se produjo la
parte a la estación donde será usada.
Tarjeta de producción: que autoriza la producción de un recipiente estándar de
una parte específica en la estación de trabajo desde la cual se ha transferido un
recipiente.
Página 18
Planeación de requerimientos de materiales (MRP) Dr. Primitivo Reyes A. / enero 2011
Cada recipiente estándar debe contener una tarjeta que se marcará con un número de
identificación, un número de parte, una descripción de la parte, el lugar de emisión y el
número de unidades que contiene. Estas tarjetas sustituyen a la computadora en cuanto
al seguimiento de materiales en producción.
Las tarjetas kanban son un sistema sencillo y flexible de programación que fomenta la
coordinación entre centros de trabajo. La cantidad que está en el sistema se controla
teniendo un número específico de recipientes circulando en un momento cualquiera. Un
centro de trabajo “jala” de los recipientes que están en un centro de trabajo mediante una
tarjeta de movimiento. Es importante mencionar que el proveedor no puede fabricar nada
hasta que reciba la autorización mediante una tarjeta de producción.
En un sistema de producción jalando las actividades se elaboran siguiendo un flujo
ascendente las cuales se ajustan a las necesidades del producto final. Con lo anterior se
llega al ideal de producción sin existencias. Sin embargo este tipo de sistema es sensible a
interrupciones casi instantáneas si se produce alguna descompostura en cualquier
actividad del flujo ascendente.
A continuación se presenta el Sistema Kanban de Toyota
Se dice que la idea de producción Justo a Tiempo fue hecha por el presidente de la Toyota
Motor Company en 1940 pero se implementó a mediados de los 50’S. Toyota comenzó a
producir camiones después de la Segunda Guerra Mundial. A medida que la producción
aumentó de 1000 a 5000 vehículos por mes, la fábrica fue automatizada poco a poco. La
automatización (jidohka) fue la primera reforma efectuada para fortalecer a Toyota. La
segunda fue la producción Justo a Tiempo. Ambas fueron espoleadas por la presión de la
competencia. La tarea inicial en el JIT fue modificar el flujo de la producción, la
transportación y la entrega.
Página 19
Planeación de requerimientos de materiales (MRP) Dr. Primitivo Reyes A. / enero 2011
El sistema kanban fue introducido en 1953 como instrumento de la producción. Las
tarjetas servían como órdenes de producción en los departamentos de fabricación en
línea y como indicadores de retiros en los departamentos subsecuentes. Para que el
sistema funcione, el departamento de control de producción se encarga de superar los
problemas de fabricación, por lo tanto, es esencial que ese departamento sea muy
competente. Si la empresa manufacturera se compara con el cuerpo humano, el control
de producción es el cerebro y kanban es el sistema nervioso.
El muy elogiado “Método Toyota de Producción” (TPS) es algo más que seguir la
producción mediante kanbans. Las características siguientes respaldan al concepto kanban
y constituyen por sí mismas programas importantes:
PRODUCCIÓN LIBRE DE DEFECTOS. El método kanban exige que la producción se
interrumpa cuando se encuentran defectos. Las detenciones se minimizan eliminando las
causas principales de los defectos: descuido del operador, fuerza excesiva, procedimientos
irregulares y desperdicio. Se ha demostrado que la proporción de productos defectuosos
es siempre inferior al 1 por ciento si se suprimen esas cuatro causas.
PRODUCCIÓN POR UNIDAD. La implantación del kanban revela por lo general
desequilibrios en la producción que pueden ser corregidos igualando en flujo cuando se
acumulan los materiales, se producen recargas innecesarias y las entregas son deficientes.
Se pueden hacer varios productos diferentes en la misma línea de ensamble, ya que cada
producto, por ejemplo un modelo de automóvil, es un lote de 1. Para lograr la producción
por unidad, los trabajadores deben conocer varias especialidades, los tiempos de ciclo se
tienen que nivelar mediante tareas muy cortas y las instalaciones deben permitir cambios
rápidos.
Página 20
Planeación de requerimientos de materiales (MRP) Dr. Primitivo Reyes A. / enero 2011
PRODUCCIÓN INTEGRADA. Cuando un fabricante de productos finales aplica el método
kanban, sus proveedores deben estar dispuestos también a adoptar el método. La
información completa sobre producción debe fluir entre el usuario y los proveedores,
aunque estén separados por grandes distancias. La coordinación resultante aumentará las
ganancias de ambos.
COMPARACIÓN DE CARACTERÍSTICAS DEL SISTEMA JALAR Y EMPUJAR
El sistema Justo a Tiempo no es fácil de implementar ya que hay organizaciones que
tienen tradiciones muy arraigadas, o que no están dispuestas a gastar en la
implementación de nuevos sistemas o porque se les hace difícil la implementación.
El Justo a Tiempo se logra cuando existe un compromiso por parte de los involucrados
para lograr la satisfacción del cliente al contar con personal eficiente (capacitación
especial), aplicar diversas habilidades, eliminar recursos ociosos, incrementar la
confiabilidad de los proveedores (mejorar las relaciones con ellos) e incrementar la
productividad, además de reorganizar políticas y procedimientos dentro de la
organización, tener la colaboración de la administración.
En la tabla 6 se muestran las diferencias entre un sistema de fabricación a base de jalar y
un sistema a base de empujar.
Página 21
Planeación de requerimientos de materiales (MRP) Dr. Primitivo Reyes A. / enero 2011
Características Sistema de fabricación empujando Sistema de fabricación jalandodel sistema (MRP II y producción por lotes) (kanban y producción JIT)
Enfoque general Producción equilibrada y sin Producción simple y flexibleInterrupciones cumpliendo un reacciona rápidamente a cambiosprograma establecido en la demandaSe utilizan sistemas de cómputo Los registros son sencillos ypara el manejo de procedimiento existe simplificación en métodosTrabajadores especializados Trabajadores que piensan conorientados hacia la tarea habilidades múltiples
Máquinas Máquinas especializadas Máquinas de uso generalAlgunas máquinas grandes Muchas máquinas pequeñasHerramientas de uso general Herramientas flexiblesDispositivos refinados para mover Manejo de materiales limitado algran cantidad de materiales colocar los centros de trabajo cerca
uno del otro
Materiales Varios proveedores para evitar Proveedores mínimos para un mejorparos en las entregas control de ellos.Pocas entregas de grandes Pequeñas entregas de maneracantidades constanteSe obtiene existencias del almacén Se obtiene existencias de la producción
Procedimientos Corridas de producción de modelo Corridas de producción de modelosde producción fijo combinados
Mantener ocupados a los trabajadoresMantener los materiales en movimientoDetectar defectos de fabricación Evitar defectos de fabricaciónRendimiento medido por la producción Medidas de rendimiento: calidad y los logros individuales individual y mejoramiento de la
productividad en equipoPlaneación extensa por ingeniería, Solución conjunta de problemas porpara corregir problemas antes de que los trabajadores, el personal de se den ingeniería y la administración, para
corregirlos cuando se presentenControl de calidad vigila la calidad Cada trabajador es responsable de la
calidadInspeccionar la calidad Incorporar la calidad
Tabla 6. Comparación de los sistemas de fabricación de jalar (kanban, JIT) y de empujar (MRP II, producción por lotes)
Página 22