optimización de un proceso de recuperación y purificación
TRANSCRIPT
Diciembre 2017
1
Optimización de un proceso de recuperación y
purificación de ácido succínico producido por
métodos fermentativos
Abel José García Oviedoa, Freddy Cabrera Mojicab.
[email protected], [email protected].
Departamento de Ingeniería Química, Universidad de Los Andes, Colombia.
Resumen
La separación de ácidos carboxílicos presentes en los procesos fermentativos, implica
un reto importante para la ingeniería de procesos. Lo anterior se debe a la similitud de
las propiedades moleculares y químicas de este tipo de sustancias, lo cual dificulta la
separación de estas especies. Este estudio presenta la simulación y optimización de un
proceso de extracción reactiva para la separación y purificación de ácido succínico,
producido por métodos fermentativos utilizando tres diferentes cepas de E. coli
modificadas genéticamente. El problema de optimización se planteó con el fin de
maximizar la recuperación de ácido succínico y con base en limitaciones operacionales,
modificando la temperatura y la presión de operación del equipo de destilación flash.
Así se encontró que, con la optimización, la segunda cepa ofrece los mejores resultados
en términos económicos, alcanzando un porcentaje de pureza y de recuperación del 99%
y 93,21% respectivamente. En cuanto a las variables económicas, se encontró que la
utilidad bruta presenta un incremento del 8,36% en comparación al escenario sin
optimización para la cepa dos.
1. Introducción La industria química se encuentra actualmente enfocada en procesos petroquímicos [1].
La cantidad limitada de petróleo y el aumento en la generación de dióxido de carbono,
han originado una creciente preocupación por el medio ambiente en los últimos años
[2]. Esta preocupación ha motivado el desarrollo de procesos sostenibles y amigables
con el medio ambiente, con énfasis en el aprovechamiento de recursos renovables [1].
La posibilidad de establecer una industria química con base en la biomasa ha generado
interés en los procesos biológicos como la fermentación, la cual involucra diversos
microorganismos [3]. Así, se logran aprovechar sustratos renovables como la glucosa o
subproductos de otros procesos químicos como el glicerol [4]. Además, los procesos
fermentativos permiten incorporar el dióxido de carbono como sustrato, lo que hace
posible desarrollar productos químicos a través de tecnologías alternativas que reduzcan
el impacto ambiental de la industria [5].
Los procesos de fermentación tienen como productos finales, de interés, a los ácidos
carboxílicos [1]. Uno de los productos más atractivos es el ácido succínico, que junto a
sus derivados tienen aplicaciones en la industria alimentaria, farmacéutica y en la
Diciembre 2017
2
obtención de polímeros biodegradables como el polisuccinato [6] [7]. Dado su enorme
potencial como intermediario en la industria química, el ácido succínico se consolida
como un excelente candidato para substituir algunos productos de la producción
petroquímica [8].
Gracias a los avances en ingeniería genética de microorganismos como la E. coli
(Escherichia coli), se ha mejorado el rendimiento de la fermentación [9]. Igualmente,
existen avances importantes alrededor de procesos de conversión química del ácido
succínico (con pureza de grado industrial) a disolventes como el tetrahidrofurano o
intermediarios reactivos como las pirrolidinas [10]. No obstante, no se han obtenido
resultados significativos en el desarrollo de un proceso industrial para la recuperación y
purificación de ácido succínico que convierta a la producción fermentativa en una
opción práctica y económicamente atractiva [9]. Resulta entonces esencial desarrollar
un proceso rentable y competitivo, que permita obtener ácido succínico en un alto grado
de pureza a través de métodos eficientes de recuperación [11].
El siguiente artículo tiene como objetivo presentar la simulación y optimización de un
proceso de extracción reactiva con una amina terciaria para la recuperación del ácido
succínico, el cual fue obtenido por métodos fermentativos. Cabe resaltar que se
simularon tres cepas de E. coli modificadas genéticamente, las cuales se caracterizan
por generar corrientes de alimentación con diferente composición. Inicialmente, en el
estado de arte se expondrán los avances realizados en el desarrollo de procesos de
recuperación y purificación del ácido succínico. Luego, se presentará la simulación del
proceso de separación junto con sus parámetros y modelos matemáticos. También se
detallarán los equipos que comprenden el proceso, su dimensionamiento y condiciones
de operación. Después, se mostrará la formulación de un problema de optimización que
comprenda las variables del proceso, las restricciones operacionales y la función
objetivo que se va a optimizar. Posteriormente, se mostrarán los resultados obtenidos en
la simulación y la solución al problema de optimización, al igual que sus respectivos
análisis. Finalmente, se presentan las conclusiones respecto al objetivo del proceso y se
señalarán aspectos importantes a trabajar en el futuro.
2. Estado del arte
Debido a que la mayoría de los costos de producción de ácido succínico, por métodos
fermentativos, se atribuyen a la separación y purificación del mismo (50-70% del costo
total), se han realizado múltiples investigaciones para mejorar y reducir el número de
operaciones de separación [2]. Dichos estudios plantean procesos que tienen en común
una remoción inicial de impurezas, la conversión de sales de succinato a la forma libre
del ácido, aumentar la pureza del ácido succínico y finalmente llevarlo a su forma
cristalizada [1]. Una de las dificultades de la recuperación del ácido succínico del caldo
de fermentación es la existencia de otros ácidos orgánicos como el acético, fórmico y
láctico [2]. Sin embargo, actualmente no existe una tecnología exitosa que sea escalable
a nivel industrial [12]. A continuación, se describen algunas de las alternativas más
promisorias para la recuperación de ácido succínico.

Diciembre 2017
3
Tabla 1. Metodologías de recuperación/extracción de ácido succínico de procesos fermentativos
Año Autor(es) Resumen Referencia
1992 Glassner & Datta Mediante resinas de intercambio iónico de
electrodiálisis se separan compuestos iónicos de
carbohidratos, proteínas y aminoácidos.
[13]
1995 Zeikus, Elakovan
& Grethlein
Mediante una membrana bipolar de electrodiálisis se
acidifican y separan los compuestos iónicos de los
aminoácidos y azucares.
[14]
2006 Huh, Jun, Hong,
Song, Lee, &
Hong
Experimentos con tri-n-octilamina disuelta en 1-
octanol para la extracción de ácidos carboxílicos.
[15]
2010 Li, Wang, Wu, Li,
Zhang, Xing & Su
Cristalización directa del caldo de fermentación debido
a las diferencias de solubilidad entre los ácidos.
[16]
2011 Orjuela, Kolah, T.
Lira , & J. Miller
Esterificación y acidificación simultánea de sales de
succinato usando etanol y ácido sulfúrico.
[12]
2014 Sun, Yan, Fu, &
Xiu
Extracción de sustancias hidrofílicas inmersas en una
solución acuosa, mediante la ayuda de un solvente
orgánico y una sal.
[8]
2016 Umpuch, Sakeaw,
Kanchanatawee,
& Jantama
Utilización de tri-n-octilamina disuelta en 1-octanol
para la extracción de ácidos carboxílicos.
[17]
Glassner y Datta [13] reportaron un proceso experimental de electrodiálisis en el cual
las sales ionizadas de succinato son separadas de los compuestos no ionizados (como
carbohidratos, proteínas y aminoácidos) mediante membranas de intercambio iónico en
donde las sales catiónicas son removidas. Debido al bajo rendimiento y pureza
obtenidos por este proceso, utilizaron resinas de intercambio iónico con el fin de
remover residuos iónicos y aminoácidos. No obstante, el máximo rendimiento reportado
fue de 79.6% (p/p). Aunque este método permite verter la solución resultante, del
proceso fermentativo, directamente a la unidad de electrodiálisis y los metabolitos
residuales pueden ser recirculados al fermentador, el uso de membranas de intercambio
iónico aumenta significativamente los costos de capital y por tal motivo su uso a escala
industrial es reducido. Además, se encontró que la concentración final de ácido acético
aumenta de 13.2% al 19.9% después del proceso de electrodiálisis.
Zeikus et al. [14] encontraron, experimentalmente, una forma de realizar el proceso de
electrodiálisis más eficientemente mediante la adición de hidróxido de sodio al
fermentador para neutralizar la solución, formando succinato de sodio soluble en
solución acuosa. Una vez filtrado, el succinato de sodio se alimenta a una unidad de
desalinización por electrodiálisis, donde las especies iónicas son separadas de las no
iónicas (azúcares) y de las moléculas de altos pesos moleculares (proteínas y
polisacáridos) bajo la influencia directa de una corriente eléctrica. De esta manera el
succinato es enviado a una unidad de electrodiálisis de membrana bipolar donde las
especies iónicas son convertidas a sus respectivos ácidos y bases. Las membranas
bipolares pueden producir protones (H+) e iones hidroxilos (OH-) de agua en soluciones
acuosas, y así causar que los iones migren hacia el electrodo de carga opuesta. El
hidróxido de sodio producido es reutilizado en el fermentador. Este proceso ha
mostrado ser eficiente en términos económicos y es fácil de adaptar a escala industrial.
La mayor limitación es que las membranas no pueden controlar el paso de cationes
Diciembre 2017
4
divalentes, lo que implica que la neutralización en el fermentador con hidróxidos de
magnesio o de calcio no pueda realizarse.
Li et al. [16] propusieron un procedimiento experimental para la separación y
purificación de ácido succínico en una sola etapa. Después de remover la biomasa
presente en el caldo mediante centrifugación, se agrega carbón activado en una
concentración de 20% (p/v) con el fin de purificar el caldo y remover su color
amarilloso característico. Una vez removidas las partículas sólidas, se procede a
acidificar el caldo de fermentación con ácido clorhídrico para alcanzar una
concentración de 35% (v/v). Posteriormente, la solución es enfriada a una temperatura
de 4°C en un cristalizador con velocidad de agitación de 90 rpm durante 5 horas. El
rendimiento y pureza obtenidos son de 70% y 90% respectivamente. Este proceso
representa una de las opciones más atractivas para la recuperación del ácido succínico
debido a la simplicidad de escalamiento del proceso y a los bajos costos de operación.
Finalmente, una precaución debe ser tenida en cuenta, el control de pH en el
cristalizador debe ser realizado rigurosamente con el fin de favorecer la acidificación y
cristalización simultánea del ácido succínico.
Orjuela et al. [12] realizaron una simulación de recuperación de ácido succínico
mediante la esterificación de las sales de succinato. El caldo de fermentación debe ser
pre-tratado con centrifugación para remover la biomasa residual, y con carbón activado
se remueven otras impurezas y el color de la solución. Luego, se agrega ácido sulfúrico
para que reaccione con las sales de succinato y se produzca la formación de ácido
succínico en su forma libre y su correspondiente sal de sulfato. El remanente de ácido
sulfúrico es usado como catalizador en la reacción de esterificación, en la cual reacciona
el ácido succínico con el etanol para formar mono y dietil-succinato. Aunque este
proceso logra resultados de rendimiento y pureza superiores al 95 y 98%
respectivamente, el producto final se da en forma de éster succinato. Por tal motivo, se
necesitarían procesos adicionales de purificación para obtener ácido succínico en su
forma libre.
Existen otras alternativas de recuperación de ácido succínico que implican la formación
de dos fases líquidas, una acuosa y otra orgánica. Una de ellas corresponde a la
extracción Salting-Out. El método consiste en agregar una mezcla de solvente orgánico
y sal inorgánica a una solución acuosa que contiene un compuesto hidrofílico de interés
[3]. La presencia de la sal modifica la solubilidad del compuesto hidrofílico en el agua,
haciendo que sea más soluble en el solvente orgánico, lo que resulta en la formación de
las dos fases: una fase acuosa rica en sales y una fase orgánica rica en el compuesto de
interés [8]. A partir de procedimientos experimentales, con el sistema de Salting-Out
acetona/sulfato-de-amonio, Sun et al. [3] alcanzaron una recuperación del 65% de ácido
succínico y con procesos posteriores de destilación al vacío y cristalización reportaron
una pureza de ácido succínico del 97%. No obstante, la recuperación del 65% del ácido
succínico limita significativamente las utilidades económicas del proceso.

Diciembre 2017
5
Otra alternativa que implica la formación de dos fases líquidas corresponde a la
extracción reactiva. En este caso, el sistema está formado por una amina terciaria y un
solvente orgánico [15]. La amina terciaria reacciona con los compuestos contaminantes
y forma complejos solubles en el solvente orgánico, lo que genera la aparición de dos
fases: una fase orgánica que contiene a los contaminantes y una fase acuosa que
contiene al compuesto de interés [17]. A partir de procedimientos experimentales, Huh
et al. [15] utilizando un sistema tri-n-octilamina/1-octanol, obtuvieron una recuperación
del 73,1% de ácido succínico de una mezcla que contenía ácido maleico, ácido acético,
ácido pirúvico y ácido fumárico. Con la posterior implementación de una destilación al
vacío y un cristalizador obtuvieron ácido succínico con una pureza del 99,8%. Con la
implementación del mismo sistema de extracción reactiva Umpuch et al. [17] lograron,
a través de procedimientos experimentales, separar ácido succínico de una mezcla que
contenía ácido acético, ácido pirúvico y ácido málico. Reportaron una recuperación de
ácido succínico del 56,2% y con la implementación de una destilación al vacío y un
cristalizador llegaron a obtener ácido succínico con una pureza del 99,1%.
3. Procesos y modelos
En la Figura 1 se esquematiza el proceso propuesto para la recuperación y purificación
de ácido succínico producido por métodos fermentativos, el cual se basó en las
investigaciones realizadas por Huh et al. [15] y Umpuch et al. [17]. A continuación, se
detallarán las corrientes de alimentación y de producto. Se presentarán también las
configuraciones y condiciones para la operación de los diferentes equipos
implementados.
Figura 1. Proceso de recuperación y purificación de ácido succínico simulado en Aspen Plus® V9.0
La simulación del proceso fue realizada en el software AspenPlus® V9.0. El modelo
utilizado para estimar las propiedades termodinámicas de las sustancias en la fase
líquida y de vapor fue NRTL-HOC (Non-Random Two-Liquid con la ecuación de
estado de Hayden O’Connell). La selección del modelo termodinámico se basó en dos
principios: la alta no-idealidad del comportamiento de los ácidos carboxílicos en fase de
vapor y que la fase predominante del proceso es líquida. De esta manera, el modelo
NRTL permite calcular los coeficientes de actividad con base en las fracciones molares.
Por otro lado, el modelo HOC es usado para estimar el comportamiento no ideal en la
fase de vapor generado por la formación de dímeros de los ácidos carboxílicos [18].

Diciembre 2017
6
El proceso inicia con la corriente de alimentación (1) que proviene del fermentador, y
contiene: agua, iones de succinato, formato, acetato y trazas del agente fermentador
microbiano E. coli. Puesto que el fermentador opera a presión manométrica de 1 bar y a
una temperatura de 32°C; la corriente (1) ingresará al tren de separación a estas mismas
condiciones. En la Tabla 2 se presentan las composiciones de la corriente de
fermentación referentes a cada una de las tres cepas estudiadas.
Tabla 2. Composición de corriente de alimentación por cepa
Cepa E. coli Agua (𝑳) Succinato (𝒈/𝑳) Formato (𝒈/𝑳) Acetato (𝒈/𝑳) Biomasa (𝒈/𝑳)
1 10.00 10.64 - 0.32 8.91
2 10.00 22.71 9.20 0.08 2.27
3 10.00 20.83 - 0.13 3.93
El contenido de biomasa es retirado a través de un ultra-filtro, con tamaño de poro de
0,01 μm; que opera a 25°C y 1 bar de presión manométrica [19]. Como resultado se
obtiene una corriente de residuos sólidos (4) que abandona el proceso y una corriente
acuosa (2) con los iones carboxílicos disueltos. La corriente (2) es llevada a un reactor
CSTR (Continuously Stirred-tank Reactor) de acidificación, donde se alimenta
simultáneamente ácido sulfúrico (3) para obtener los correspondientes ácidos en su
forma libre (Ecuación 1, Ecuación 2 y Ecuación 3). Las variables de dimensionamiento
y las condiciones de operación del ultra-filtro y del reactor están registradas en la Tabla
A1 y Tabla A2 respectivamente.
Para la modelación de las tres reacciones se emplearon leyes de potencias con
parámetros cinéticos determinados experimentalmente por Ojeda et al. [20] en la
obtención de sulfato de sodio a través de una reacción de acidificación con ácido
sulfúrico (Tabla 3). El reactor es operado a 1 bar de presión manométrica y 85°C, con
un tiempo de residencia mínimo de 2 horas.
𝑅𝑒𝑎𝑐𝑐𝑖ó𝑛 1: 𝐶4𝐻4𝑂4 + 𝐻2𝑆𝑂4 → 𝐶4𝐻6𝑂4 + 𝑆𝑂4 (Ecuación 1)
𝑅𝑒𝑎𝑐𝑐𝑖ó𝑛 2: 𝐶𝐻𝑂2 + 𝐻2𝑆𝑂4 → 𝐶𝐻2𝑂2 + 𝐻𝑆𝑂4 (Ecuación 2)
𝑅𝑒𝑎𝑐𝑐𝑖ó𝑛 3: 𝐶2𝐻3𝑂2 + 𝐻2𝑆𝑂4 → 𝐶2𝐻4𝑂2 + 𝐻𝑆𝑂4 (Ecuación 3)
A continuación, se presenta el modelo de potencias utilizado:
−𝑟𝑟 = 𝑘𝑖(𝑇)𝐶𝑖𝛼𝐶𝑖´
𝛽, ∀𝑖 ∈ 𝐶𝑜𝑚𝑝, 𝑟 ∈ 𝑅𝑥𝑛 (Ecuación 4)
𝑘𝑖(𝑇) = 𝑘𝑒−(
𝐸𝑅
)(1𝑇
−1𝑇0
), ∀𝑖 ∈ 𝐶𝑜𝑚𝑝
(Ecuación 5)
Donde: 𝐶𝑜𝑚𝑝 es el conjunto de compuestos, 𝑅𝑥𝑛 es el conjunto de reacciones, α es el
coeficiente estequiométrico del reactivo 𝑖, 𝛽 es el coeficiente estequiométrico del
reactivo 𝑖′, 𝑘𝑖(𝑇) es la constante cinética del reactivo 𝑖 estimada a la temperatura de
operación 𝑇 con base en la temperatura de referencia 𝑇0, 𝐸 es la energía de activación y
𝑅 es la constante universal de los gases.

Diciembre 2017
7
Tabla 3. Parámetros cinéticos
Reacción 𝒌 𝒏 𝑬 (kJ/mol) To (°C)
1 0.059 1.00 0.016 25.00
2 0.059 1.00 0.016 25.00
3 0.059 1.00 0.016 25.00
La corriente (6), que contiene los ácidos en solución acuosa y los sólidos de sulfato, es
alimentada a un intercambiador de calor para disminuir la temperatura de la corriente a
25°C (Tabla A3). La corriente enfriada (7) es llevada a un filtro separador de sólidos
(Tabla A4) para remover los sólidos de sulfato (10). Por otro lado, la corriente acuosa
(8) es dirigida a una columna de extracción reactiva de tres etapas, según Huh et al.
[15], en la que se alimenta una mezcla de tri-n-octilamina/1-octanol (5). De acuerdo con
los resultados experimentales obtenidos por Huh et al. [15], la extracción reactiva debe
darse a una temperatura de 25°C y un pH de 5, con estas condiciones se garantiza que la
tri-n-octilamina (TOA) reaccione con el ácido acético y el ácido fórmico para formar
complejos solubles en el 1-octanol. Así, la corriente rica en ácido succínico (9)
abandona la torre por la cima, mientras que la fase orgánica sale por los fondos (12). El
modelo matemático utilizado para la simulación de una columna de extracción reactiva,
propuesto por Torres et al. [21], y acoplado a una columna de tres etapas se muestra a
continuación, mientras que las variables de diseño y operación se encuentran en la Tabla
A5.
𝐹𝑅𝑖,𝑗−1 − 𝐹𝑅𝑖,𝑗 + ∑ 𝛾𝑖,𝑟𝑟𝑗,𝑟 = 0
𝑟
, ∀𝑖 ∈ 𝐶𝑜𝑚𝑝, 𝑗 ∈ {1,2,3}
(Ecuación 6)
𝑅𝑗−1 − 𝑅𝑗 + ∑ ∑ 𝛾𝑖,𝑟𝑟𝑗,𝑟
𝑟𝑗
− 𝑁𝑖,𝑗 = 0, ∀𝑖 ∈ 𝐶𝑜𝑚𝑝, 𝑟 ∈ 𝑅𝑥𝑛
(Ecuación 7)
𝐸𝑗+1 + 1 − 𝐸𝑗 + 𝑁𝑖,𝑗 = 0, ∀𝑖 ∈ 𝐶𝑜𝑚𝑝, 𝑗 ∈ {1,2,3}
(Ecuación 8)
𝐹𝐸𝑖,𝑗+1 − 𝐹𝐸𝑖,𝑗 + 𝑁𝑖,𝑗 = 0, ∀𝑖 ∈ 𝐶𝑜𝑚𝑝, 𝑗 ∈ {1,2,3} (Ecuación 9)
𝑁𝑖,𝑗 = 𝐾𝑎 (𝜌𝑎𝑞𝑅𝑗𝑦𝑖,𝑗 − 𝜌𝑜𝑟𝑔
𝐹𝐸𝑖,𝑗
𝐸𝑖´) 𝐴𝑐𝑜𝑚𝑝𝑙, ∀𝑖 ∈ 𝐶𝑜𝑚𝑝, 𝑗 ∈ {1,2,3}
(Ecuación 10)
Donde: 𝐹𝑅𝑖,𝑗 es el flujo molar en la fase acuosa del componente 𝑖 en la etapa 𝑗, 𝑟𝑗,𝑟 es la
velocidad de reacción 𝑟 en la etapa 𝑗, 𝛾𝑖,𝑟 es el coeficiente estequiométrico del reactivo 𝑖
en la reacción 𝑟, 𝑅𝑗 es el flujo molar global de la fase acuosa en la etapa 𝑗, 𝐸𝑗 es el flujo
molar global de la fase orgánica en la etapa 𝑗, 𝑁𝑖,𝑗 es el flujo molar del componente 𝑖 en
fase acuosa que se transfiere a la fase orgánica en la etapa 𝑗 , 𝐹𝐸𝑖,𝑗 es el flujo molar en la
fase orgánica del componente 𝑖 en la etapa 𝑗, 𝐾 es el coeficiente de transferencia de
masa, 𝑎 es el área promedio de transferencia de masa, 𝜌𝑎𝑞 es la densidad molar de la
fase acuosa, 𝜌𝑜𝑟𝑔 es densidad molar de la fase orgánica, 𝐴𝑐𝑜𝑚𝑝 es el área transversal de
la columna de extracción y 𝑙 es la altura de la columna de extracción.
La corriente (9) es llevada a un equipo de destilación flash para retirar el exceso de agua
y concentrar el ácido succínico. Este equipo opera a 80°C y a una presión de vacío de

Diciembre 2017
8
0,4 bares. La corriente de agua (14) se recirculará al fermentador, mientras que la
corriente concentrada de ácido succínico (11) se dirigirá a una bomba para incrementar
su presión manométrica hasta 1 bar. El dimensionamiento y las variables de operación,
del destilador flash y de la bomba, se encuentran registradas en la Tabla A6 y Tabla A7
respectivamente. A continuación, se muestra el modelo MESH (Material, Equilibrium,
Mole-Fraction Summations and Energy Equations), utilizado para la simulación del
destilador flash.
𝑀𝑖 = 𝐿𝑥𝑖 + 𝑉𝑦𝑖 + 𝐹𝑧𝑖 − 𝐿𝑥𝑖 − 𝑉𝑦𝑖 = 0, ∀𝑖 ∈ 𝐶 (Ecuación 11)
𝐸𝑖 = 𝑦𝑖 − 𝐾𝑖𝑥𝑖 = 0, ∀𝑖 ∈ 𝐶 (Ecuación 12)
(𝑆𝑦) = ∑ 𝑦𝑖 − 1.0 = 0𝐶𝑖=1 (Ecuación 13)
(𝑆𝑥) = ∑ 𝑥𝑖 − 1.0 = 0 𝐶𝑖=1 (Ecuación 14)
𝐻 = 𝐿ℎ𝐿 + 𝑉ℎ𝑉 + 𝐹ℎ𝐹 − 𝑄 = 0 (Ecuación 15)
Donde: 𝐿 es el flujo molar de líquido, 𝑉 es el flujo molar de vapor, 𝐹 es el flujo de
alimentación, 𝑥i es la fracción molar del componente 𝑖 en fase líquida, 𝑦𝑖 es la fracción
molar del componente 𝑖 en fase vapor, 𝐾𝑖 es la constante de equilibrio del componente 𝑖,
ℎ𝑉 es la entalpía molar de vapor, ℎ𝐿 es la entalpía molar de líquido y 𝑄 es el calor
removido o agregado.
La corriente presurizada de ácido succínico (13) es llevada a un cristalizador en el que
se solidificará al ácido succínico que abandona al equipo por la corriente (15). El
cristalizador debe operar, de acuerdo con Li et al. [16], a una presión manométrica de 1
bar y a una temperatura de 4°C. Los datos de solubilidad del ácido succínico fueron
tomados de los resultados obtenidos experimentalmente por Apelblat y Manzurola
(Tabla 4) [22].
Tabla 4. Parámetros de solubilidad
Temperatura (°C) Concentración (g/l)
5.00 46.90
10.00 57.05
15.00 75.07
20.00 94.56
25.00 116.79
La corriente que abandona el cristalizador es llevada a un filtro que permite remover el
contenido residual de agua (16), proveniente del cristalizador, y obtener cristales secos
de ácido succínico (17). Las especificaciones del cristalizador y del filtro se encuentran
registradas en la Tabla A8 y Tabla A9 respectivamente.
4. Formulación de la optimización
El problema de optimización fue formulado con el fin de maximizar el porcentaje de
recuperación de ácido succínico, tomando en consideración restricciones de pureza. Con
base en las simulaciones realizadas, se determinó que el equipo que representa el gasto
Diciembre 2017
9
energético más significativo es el equipo de destilación flash, debido a la cantidad de
agua que se requiere evaporar para concentrar el ácido succínico y así lograr cristalizar
la mayor cantidad de ácido. Además, se identificó que el destilador flash es el equipo
que limita el funcionamiento del cristalizador, el cual es la unidad que permite producir
ácido succínico en forma de cristales, generando un importante valor agregado. Por lo
tanto, se tomaron como variables de optimización las condiciones de temperatura y
presión de operación de dicho equipo. A continuación, se presenta la formulación del
problema de optimización planteado para las tres cepas en estudio.
max 𝑧 =𝑤𝐴.𝑆𝑢𝑐𝑐í𝑛𝑖𝑐𝑜,17
𝑤𝑆𝑢𝑐𝑐𝑖𝑛𝑎𝑡𝑜,1
(Ecuación 16a)
𝑠. 𝑎. (𝐸𝑐. 6) − (𝐸𝑐. 15)
𝑤𝐴.𝑆𝑢𝑐𝑐í𝑛𝑖𝑐𝑜,17
∑ 𝑤𝑖,17𝑖∈𝐶≥ 0,99
(Ecuación 16b)
𝑤𝑖,𝑠, 𝑃, 𝑇 ≥ 0 (Ecuación 16c)
Donde: 𝑤𝑖,𝑠 es el flujo molar del componente 𝑖 en la corriente 𝑠.
Es importante mencionar que el problema de optimización planteado es del tipo NLP
(Nonlinear programming), debido a la no linealidad de la función objetivo, 𝑧, y a la
naturaleza no lineal de las ecuaciones de diseño de la columna de extracción y del
modelo MESH. Por consiguiente, para la resolución del problema fue necesario
inicializar las variables independientes, temperatura y presión de operación del
destilador flash, en diferentes valores, para así aumentar el grado de certeza sobre la
naturaleza de la solución hallada, entendida como óptimo global.
El método utilizado para la resolución del problema de optimización se conoce como
Complex, implementado en el software AspenPlus® V9.0. Este método es útil para
problemas en los cuales existen restricciones de desigualdad y donde las variables
manipuladas, como la presión y temperatura de operación del destilador flash, están
acotadas. Al ser un método de búsqueda directa no requiere del uso de derivadas
numéricas, ya que el algoritmo evalúa la función objetivo en un conjunto de puntos
vecinos al punto actual [23].
Se debe resaltar que la función objetivo presenta discontinuidades para ciertos rangos de
presión y temperatura de operación del destilador flash. Estas se deben al
funcionamiento del cristalizador, puesto que el equipo de cristalización utilizado es un
cristalizador de enfriamiento que ante disminuciones en la temperatura genera una
sobresaturación en la solución [24]. La sobresaturación promueve la formación de
núcleos de cristalización y posteriormente ocurre el crecimiento y precipitación de los
cristales. Este sistema de cristalización posee dos limitaciones operacionales, las cuales
están asociadas al volumen de solvente y a la presencia de cristales semilla o núcleos de
cristalización [25].

Diciembre 2017
10
Por un lado, si el volumen de solvente (que en el presente caso de estudio es agua)
supera cierto umbral (Tabla 5), el cristalizador se inundará y no podrá llevar al estado de
subenfriamiento a la solución. Por otro lado, si el volumen de solvente es inferior al
límite encontrado (Tabla 5), no se generará la fase cristalina debido al déficit de núcleos
de cristalización presentes en el agua [25]. Estos dos escenarios le confieren a la función
objetivo la característica de no-continuidad.
Tabla 5. Límites de operación del cristalizador
Caudal Cepa 1 Cepa 2 Cepa 3
Límite inferior (𝐦𝟑/𝐬) 0.094 0.37 0.27
Límite superior (𝐦𝟑/𝐬) 0.066 0.24 0.22 S
Con base en lo anterior, se encontró (mediante un análisis de sensibilidad) que el rango
de temperatura y presión de operación para los cuales la función objetivo, 𝑧, es continua
está definido por las restricciones registradas en la Tabla 6. Dichas restricciones de
presión y temperatura limitan el volumen de solvente que ingresa al cristalizador.
Tabla 6. Límites del rango de búsqueda
Límites Cepa 1 Cepa 2 Cepa 3
Temperatura inferior (°C) 100.00 100.00 105.00
Temperatura superior (°C) 150.00 150.00 150.00
Presión inferior (bar) 0.20 0.65 0.20
Presión superior (bar) 1.00 1.00 1.15
Al acotar la región de búsqueda con base a las variables del problema de optimización,
no es necesario incluir una restricción económica, puesto que en el rango seleccionado
el consumo energético se encuentra descrito por una función con sensibilidad reducida
ante cambios en las condiciones de temperatura y presión de operación del destilador
flash. De hecho, la diferencia porcentual entre el máximo y el mínimo consumo
energético, para cada una de las tres cepas, es inferior al 10%.
5. Resultados y análisis
5.1. Simulación
Como se muestran en la Tabla 2, el contenido de succinato presenta variaciones entre
las tres cepas, lo que en primera instancia permite inferir que la producción de ácido
succínico y por consiguiente las utilidades del proceso para cada cepa serán diferentes.
Adicionalmente, la presencia de otros ácidos carboxílicos como el formato y el acetato
implicarán mayores costos de operación debido a los costos energéticos y de
adquisición del agente extractor.
Los resultados registrados en la Tabla 7 muestran la recuperación de ácido succínico en
su forma de cristal y la pureza de los cristales obtenidos para las tres cepas de E. coli.
Tabla 7. Resultados de recuperación y pureza para tres cepas E. coli
Cepa E. coli Recuperación (%) Pureza (%)
1 85.27 99.00
2 88.69 99.00

Diciembre 2017
11
3 90.98 99.00
Es evidente que la cepa 3 ofrece los mejores resultados en términos de recuperación
debido a que, si bien no alimenta la mayor cantidad de succinato inicialmente, tiene la
menor cantidad de compuestos indeseados.
A continuación, en la Tabla 8 se encuentran los resultados de recuperación y pureza
obtenidos por diferentes métodos de purificación. Por un lado, los porcentajes de pureza
alcanzados por los cinco métodos son superiores al 90%. Sin embargo, los resultados de
recuperación presentan una mayor dispersión. Dicha variabilidad en los resultados de
recuperación se ve explicada por dos variables: el principio físico-químico que gobierna
a cada proceso y el número de operaciones unitarias involucradas. Además, la Tabla 8
muestra que (a excepción del método de Orjuela et al. [12]) todos los métodos
favorecen de manera significativa a la pureza sobre la recuperación.
Tabla 8. Resultados de recuperación y pureza
Método Autor(es) Recuperación
(%)
Pureza
(%)
Referencia
Bibliográfica
Electrodiálisis
(Experimental)
Glassner & Datta 79.60 99.20 [13]
Extracción reactiva
(Experimental)
Huh, Jun, Hong, Song,
Lee, & Hong
73.10 99.80 [15]
Cristalización directa
(Experimental)
Li, Wang, Wu, Li,
Zhang, Xing & Su
70.00 90.00 [16]
Esterificación y acidificación
simultánea (Simulación)
Orjuela, Kolah, T. Lira,
& J. Miller
95.50 98.70 [12]
Salting-Out
(Experimental)
Sun, Yan, Fu, & Xiu 65.00 97.00 [8]
Extracción reactiva
(Experimental)
Umpuch, Sakeaw,
Kanchanatawee, &
Jantama
56.19 99.10 [17]
Si se analizan los valores de recuperación de la Tabla 8, se observa que los métodos de
electrodiálisis y esterificación son los que producen los mejores resultados. El proceso
de electrodiálisis utiliza una sola operación de separación, mientras que el de
esterificación usa dos. Si bien la esterificación y acidificación simultánea permite una
recuperación mayor, se debe hacer la aclaración de que el producto final de dicho
proceso es dietil-succinato líquido. En la industria química, el ácido succínico se
comercializa en estado cristalino, lo que le resta valor al producto terminado de dicho
proceso ya que se debe incurrir en costos adicionales asociados a la hidrólisis y
cristalización del dietil-succinato.
Respecto a los métodos con menores porcentajes de recuperación, tales como la
electrodiálisis, la extracción reactiva de Umpuch et al. [17] y el Salting-Out, se
caracterizan por realizar la separación y purificación del ácido succínico en múltiples
etapas. Por un lado, el proceso de electrodiálisis tiene dos etapas de intercambio iónico,
las cuales utilizan membranas bipolares de electrólisis para filtrar selectivamente a
diferentes sustancias. Además, se requiere de un proceso de separación de agua (water
splitting) para convertir el succinato en ácido succínico. Las tres etapas anteriores
imponen barreras en el proceso de purificación que secuencialmente reducen el
Diciembre 2017
12
rendimiento global del proceso. También, se ha comprobado que el desempeño de las
membranas de electrodiálisis depende directamente de la estabilidad del flujo de energía
eléctrica y de las caídas de voltaje [26].
De manera análoga, en el proceso de Salting-Out se deben realizar, como mínimo, cinco
operaciones de separación y purificación para producir ácido succínico con niveles de
pureza superiores al 90% [3]. Dentro de las operaciones de separación se encuentran:
pretratamiento de los productos de la fermentación con acetona y sulfato de amonio,
adición de carbón activado, destilación al vacío, cristalización y secado.
En relación a los resultados de Umpuch et al. [17], al igual que los de Huh et al. [15], la
presencia de otros ácidos dicarboxílicos como el ácido málico afecta la recuperación de
ácido succínico. Según Umpuch et al. [17], el ácido málico es capaz de formar un
complejo ácido-amina con TOA y al mismo tiempo formar dímeros mediante puentes
de hidrógeno con los demás ácidos carboxílicos presentes, incluyendo al ácido
succínico. Por lo anterior, existe la formación de complejos ácido-amina de dímeros que
son transferidos a la fase orgánica, lo que repercute en la reducción del porcentaje de
recuperación de ácido succínico.
En cuanto a la relación entre recuperación y pureza, se puede explicar con base en la
relación de tasa de reflujo y pureza en un proceso de destilación. Teóricamente, una tasa
de reflujo infinita genera que la fuerza motriz del proceso de destilación (diferencia en
composición entre la fase líquida y de vapor) sea la más alta posible, generando el
máximo porcentaje de pureza bajo la restricción de una recuperación nula [26]. Es
posible concluir que para cada proceso de separación debe existir un punto óptimo, que
permita maximizar simultáneamente la pureza y la recuperación, de manera que un
mayor rendimiento aporte a las economías a escala y una mayor pureza represente un
mayor precio de venta.
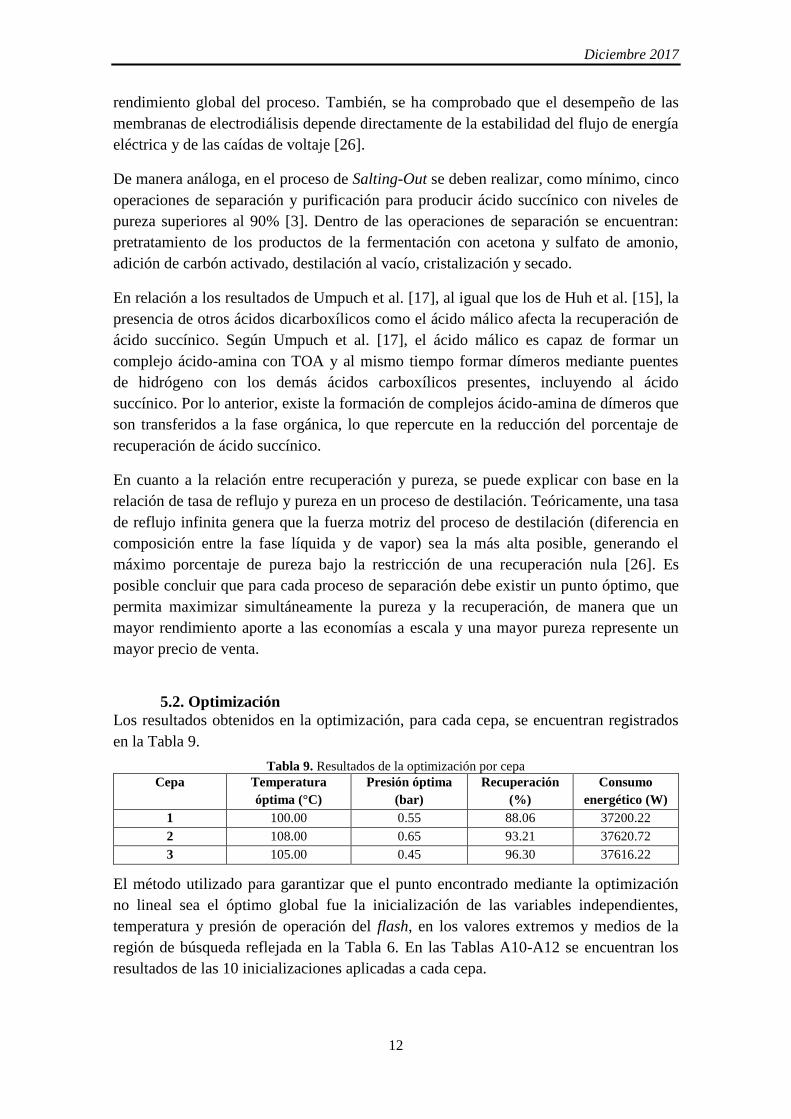
5.2. Optimización
Los resultados obtenidos en la optimización, para cada cepa, se encuentran registrados
en la Tabla 9.
Tabla 9. Resultados de la optimización por cepa
Cepa Temperatura
óptima (°C)
Presión óptima
(bar)
Recuperación
(%)
Consumo
energético (W)
1 100.00 0.55 88.06 37200.22
2 108.00 0.65 93.21 37620.72
3 105.00 0.45 96.30 37616.22
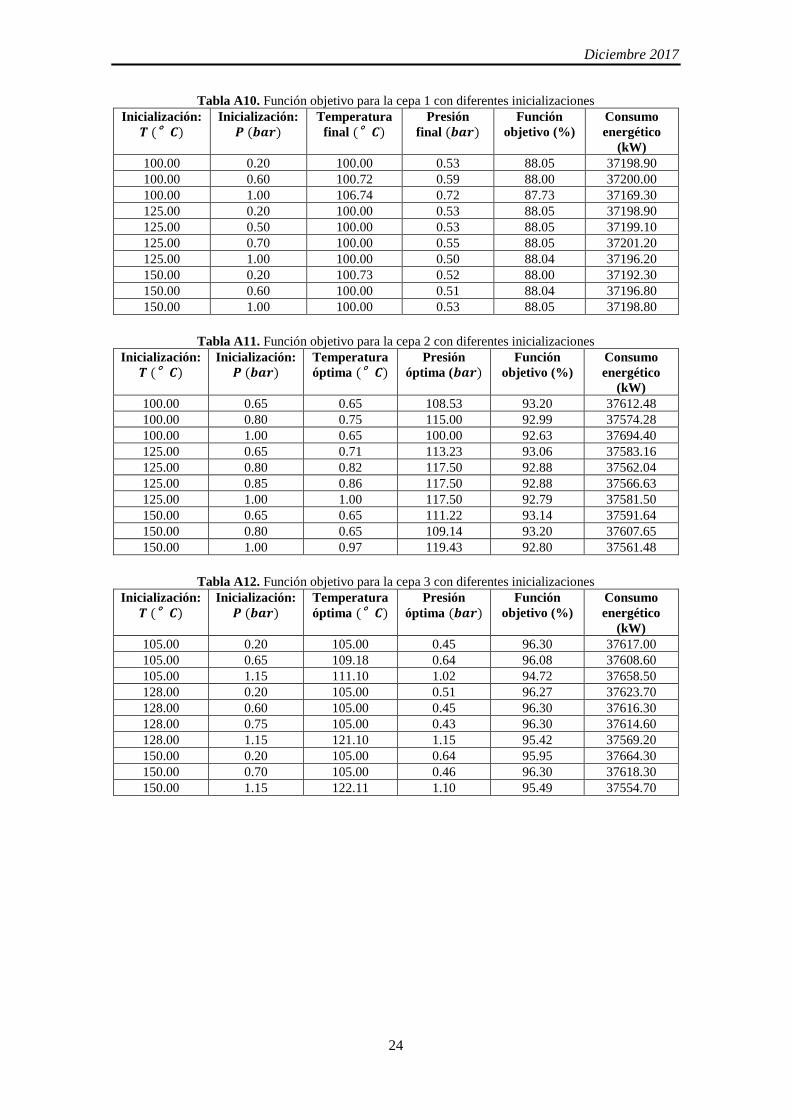
El método utilizado para garantizar que el punto encontrado mediante la optimización
no lineal sea el óptimo global fue la inicialización de las variables independientes,
temperatura y presión de operación del flash, en los valores extremos y medios de la
región de búsqueda reflejada en la Tabla 6. En las Tablas A10-A12 se encuentran los
resultados de las 10 inicializaciones aplicadas a cada cepa.
Diciembre 2017
13
Como los resultados de las distintas inicializaciones no lograron converger a un valor de
función objetivo superior a los registrados en la Tabla 9, se presume que los puntos
encontrados hacen referencia a los máximos globales para la función de recuperación de
cada cepa.
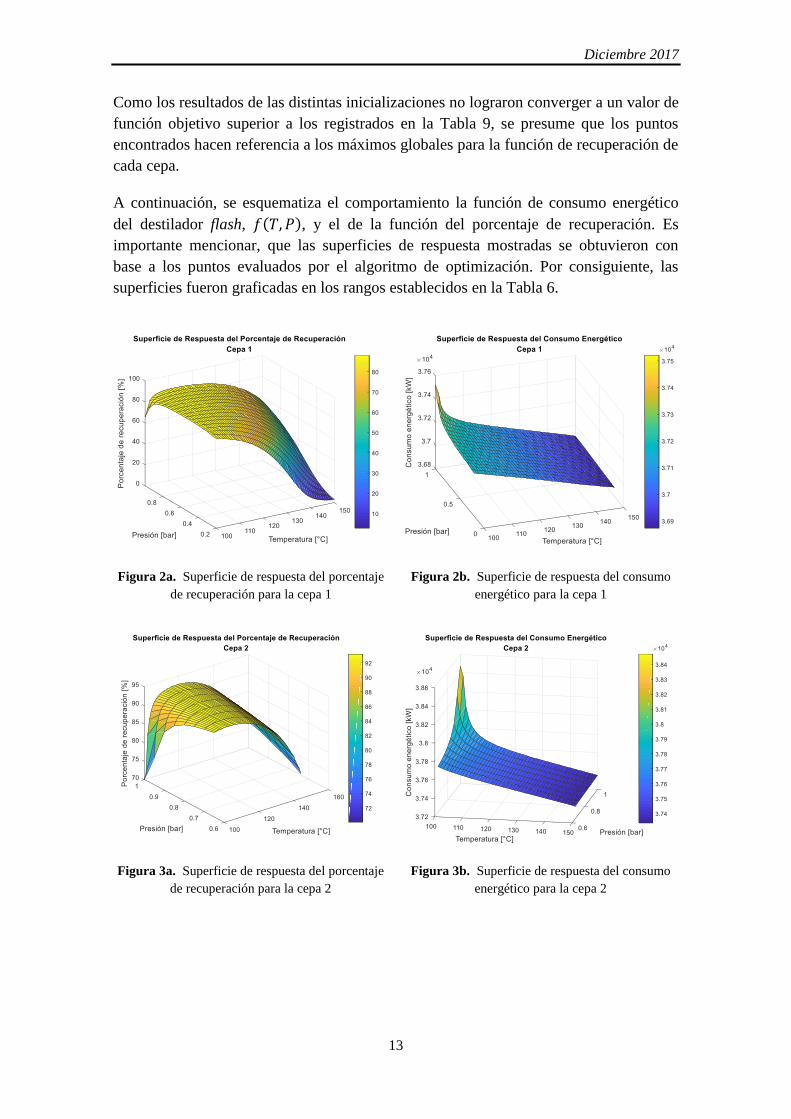
A continuación, se esquematiza el comportamiento la función de consumo energético
del destilador flash, 𝑓(𝑇, 𝑃), y el de la función del porcentaje de recuperación. Es
importante mencionar, que las superficies de respuesta mostradas se obtuvieron con
base a los puntos evaluados por el algoritmo de optimización. Por consiguiente, las
superficies fueron graficadas en los rangos establecidos en la Tabla 6.
Figura 2a. Superficie de respuesta del porcentaje
de recuperación para la cepa 1 Figura 2b. Superficie de respuesta del consumo
energético para la cepa 1
Figura 3a. Superficie de respuesta del porcentaje
de recuperación para la cepa 2 Figura 3b. Superficie de respuesta del consumo
energético para la cepa 2

Diciembre 2017
14
Figura 4a. Superficie de respuesta del porcentaje
de recuperación para la cepa 3 Figura 4b. Superficie de respuesta del consumo
energético para la cepa 3
Como puede observarse en las figuras, las superficies presentan el mismo
comportamiento para las tres cepas. Por un lado, el porcentaje de recuperación presenta
una pronunciada curvatura que muestra su máximo a niveles intermedios, alrededor de
0,5 bares, de presión y a niveles bajos, cercanos a 100°C, de temperatura. Por otro lado,
las superficies de consumo energético muestran un comportamiento plano sin mayor
sensibilidad a cambios de temperatura y presión del destilador flash.
Como se muestra en la formulación de la optimización, la función objetivo se evalúa
con base al flujo entrante de succinato, corriente (1), y al flujo saliente de ácido
succínico del filtro 3, corriente (17), que está precedido por el cristalizador. Como se
dijo anteriormente, el cristalizador es un equipo crítico en el proceso puesto que
presenta dos limitaciones operacionales asociadas al volumen de solvente entrante y a la
presencia de cristales semilla o núcleos de cristalización [25]. Por tal motivo, la alta
sensibilidad de la función de recuperación está estrechamente ligada al funcionamiento
del cristalizador, ya que un exceso de agua (asociado a temperaturas inferiores a 110°C
y presiones cercanas a 1 bar) podría deteriorar el proceso de sobresaturación, generando
una disminución en el porcentaje de recuperación. Por el contrario, un déficit en el
volumen (asociado a temperaturas superiores a 120°C y presiones inferiores a 0.5 bares)
de solvente podría disminuir el rendimiento del proceso puesto que los núcleos de
cristalización serían insuficientes.
En cuanto a la baja sensibilidad de la función de consumo energético del destilador
flash, esta se ve explicada por el funcionamiento de este equipo. Altas temperaturas y
bajas presiones logran evaporar a la mezcla en un lapso de tiempo inferior a una
operación de destilación flash a una condición inferior de temperatura y de presión
superior. Por tal motivo, una corta destilación de alta potencia resultará en un consumo
energético similar a una operación prolongada, pero de menor potencia en términos
energéticos.
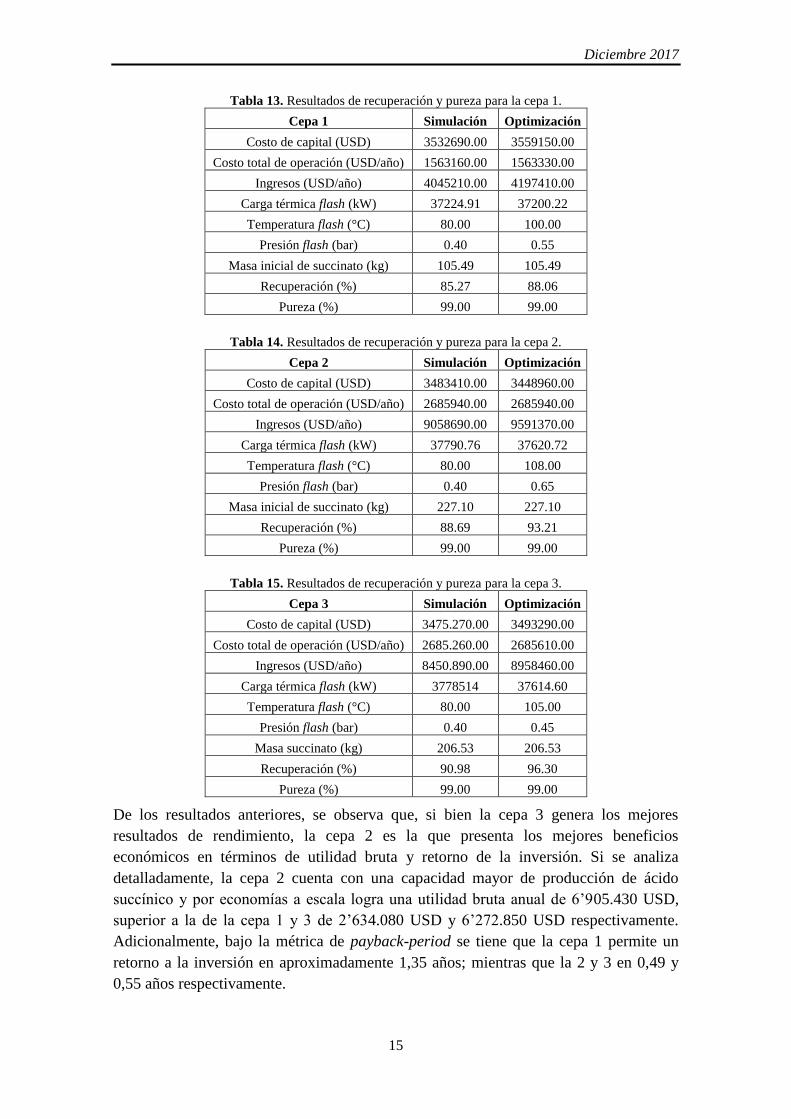
A continuación, se presentan los resultados obtenidos de la optimización implementada
para las tres cepas de E. coli:
Diciembre 2017
15
Tabla 13. Resultados de recuperación y pureza para la cepa 1.
Cepa 1 Simulación Optimización
Costo de capital (USD) 3532690.00 3559150.00
Costo total de operación (USD/año) 1563160.00 1563330.00
Ingresos (USD/año) 4045210.00 4197410.00
Carga térmica flash (kW) 37224.91 37200.22
Temperatura flash (°C) 80.00 100.00
Presión flash (bar) 0.40 0.55
Masa inicial de succinato (kg) 105.49 105.49
Recuperación (%) 85.27 88.06
Pureza (%) 99.00 99.00
Tabla 14. Resultados de recuperación y pureza para la cepa 2.
Cepa 2 Simulación Optimización
Costo de capital (USD) 3483410.00 3448960.00
Costo total de operación (USD/año) 2685940.00 2685940.00
Ingresos (USD/año) 9058690.00 9591370.00
Carga térmica flash (kW) 37790.76 37620.72
Temperatura flash (°C) 80.00 108.00
Presión flash (bar) 0.40 0.65
Masa inicial de succinato (kg) 227.10 227.10
Recuperación (%) 88.69 93.21
Pureza (%) 99.00 99.00
Tabla 15. Resultados de recuperación y pureza para la cepa 3.
Cepa 3 Simulación Optimización
Costo de capital (USD) 3475.270.00 3493290.00
Costo total de operación (USD/año) 2685.260.00 2685610.00
Ingresos (USD/año) 8450.890.00 8958460.00
Carga térmica flash (kW) 3778514 37614.60
Temperatura flash (°C) 80.00 105.00
Presión flash (bar) 0.40 0.45
Masa succinato (kg) 206.53 206.53
Recuperación (%) 90.98 96.30
Pureza (%) 99.00 99.00
De los resultados anteriores, se observa que, si bien la cepa 3 genera los mejores
resultados de rendimiento, la cepa 2 es la que presenta los mejores beneficios
económicos en términos de utilidad bruta y retorno de la inversión. Si se analiza
detalladamente, la cepa 2 cuenta con una capacidad mayor de producción de ácido
succínico y por economías a escala logra una utilidad bruta anual de 6’905.430 USD,
superior a la de la cepa 1 y 3 de 2’634.080 USD y 6’272.850 USD respectivamente.
Adicionalmente, bajo la métrica de payback-period se tiene que la cepa 1 permite un
retorno a la inversión en aproximadamente 1,35 años; mientras que la 2 y 3 en 0,49 y
0,55 años respectivamente.

Diciembre 2017
16
6. Conclusiones
La extracción reactiva es el método de separación y purificación de ácido succínico que
permite maximizar, simultáneamente, la recuperación y pureza del mismo. De esta
manera, el proceso optimizado representa una alternativa viable para masificar la
producción de ácido succínico de origen biológico, y así sustituir a los procesos
petroquímicos convencionales.
Se cree que la combinación de la simulación del proceso de purificación y la
optimización económica puede ser el punto de partida para la construcción de bio-
refinerías que, en el marco del desarrollo sostenible, serían capaces de producir
productos químicos con alto valor agregado y menor impacto ambiental. En este
sentido, la cepa 2 promete los mejores resultados en términos económicos, puesto que el
retorno a la inversión se daría en un plazo de aproximadamente 6 meses. Después de
dicho periodo, la operación generaría una utilidad anual de 6’905.430 USD.
Además, se encontró que la función de consumo energético es poco sensible a cambios
en la presión y temperatura del destilador flash debido a la relación de inversa
proporcionalidad entre la duración de la destilación y la potencia suministrada.
Paralelamente, se observó que no necesariamente un mayor consumo energético del
equipo destilador flash, implica una mayor recuperación de ácido succínico.
Finalmente, se puede concluir que la función de recuperación presenta una curvatura
significativa como consecuencia de las limitaciones operacionales del cristalizador, el
cual fue identificado como un equipo crítico en la operación de separación puesto que
permite cristalizar la máxima cantidad de ácido succínico a un caudal de solución
específico para cada cepa.
7. Perspectivas
Con base en el diseño y optimización del proceso de extracción de ácido succínico
presentado anteriormente, será posible adaptarlo a escala experimental con el fin de
contrastar los resultados computacionales e identificar los factores críticos
operacionales que hayan sido omitidos en la simulación, tales como: sistemas de
control, configuración de la planta y calidad de los reactivos. De esta manera, se contará
con un punto de partida para la formulación de un proyecto industrial de producción de
ácido succínico económicamente sostenible.

Diciembre 2017
17
Nomenclatura Sub-índices 0 = 𝑒𝑠𝑡𝑎𝑑𝑜 𝑑𝑒 𝑟𝑒𝑓𝑒𝑟𝑒𝑛𝑐𝑖𝑎
𝑖 = 𝑐𝑜𝑛𝑗𝑢𝑛𝑡𝑜 𝑑𝑒 𝑐𝑜𝑚𝑝𝑜𝑛𝑒𝑛𝑡𝑒𝑠 (𝐶𝑜𝑚𝑝)
𝑒 = 𝑐𝑜𝑛𝑗𝑢𝑛𝑡𝑜 𝑑𝑒 𝑒𝑞𝑢𝑖𝑝𝑜𝑠 (𝐸)
𝐹 = 𝑝𝑟𝑜𝑝𝑖𝑒𝑑𝑎𝑑 𝑑𝑒 𝑙𝑎 𝑐𝑜𝑟𝑟𝑖𝑒𝑛𝑡𝑒 𝑑𝑒 𝑎𝑙𝑖𝑚𝑒𝑛𝑡𝑎𝑐𝑖ó𝑛
𝐿 = 𝑝𝑟𝑜𝑝𝑖𝑒𝑑𝑎𝑑 𝑑𝑒 𝑙𝑎 𝑐𝑜𝑟𝑟𝑖𝑒𝑛𝑡𝑒 𝑙í𝑞𝑢𝑖𝑑𝑎
𝑟 = 𝑐𝑜𝑛𝑗𝑢𝑛𝑡𝑜 𝑑𝑒 𝑟𝑒𝑎𝑐𝑐𝑖𝑜𝑛𝑒𝑠 (𝑅𝑥𝑛)
𝑠 = 𝑐𝑜𝑛𝑗𝑢𝑛𝑡𝑜 𝑑𝑒 𝑐𝑜𝑟𝑟𝑖𝑒𝑛𝑡𝑒𝑠 (𝑆)
𝑉 = 𝑝𝑟𝑜𝑝𝑖𝑒𝑑𝑎𝑑 𝑑𝑒 𝑙𝑎 𝑐𝑜𝑟𝑟𝑖𝑒𝑛𝑡𝑒 𝑑𝑒 𝑣𝑎𝑝𝑜𝑟
Súper-índices ∝= 𝑝𝑜𝑡𝑒𝑛𝑐𝑖𝑎 𝑒𝑛 𝑟𝑒𝑎𝑐𝑐𝑖ó𝑛 𝑑𝑒 𝑎𝑐𝑖𝑑𝑖𝑓𝑖𝑐𝑎𝑐𝑖ó𝑛 𝑑𝑒 á𝑐𝑖𝑑𝑜 𝑚𝑜𝑛𝑜𝑝𝑟ó𝑡𝑖𝑐𝑜
𝛽 = 𝑝𝑜𝑡𝑒𝑛𝑐𝑖𝑎 𝑒𝑛 𝑟𝑒𝑎𝑐𝑐𝑖ó𝑛 𝑑𝑒 𝑎𝑐𝑖𝑑𝑖𝑓𝑖𝑐𝑎𝑐𝑖ó𝑛 𝑑𝑒 á𝑐𝑖𝑑𝑜 𝑑𝑖𝑝𝑟ó𝑡𝑖𝑐𝑜
𝑛 = 𝑝𝑜𝑡𝑒𝑛𝑐𝑖𝑎 𝑒𝑛 𝑟𝑒𝑙𝑎𝑐𝑖ó𝑛 𝑑𝑒 𝑡𝑒𝑚𝑝𝑒𝑟𝑎𝑡𝑢𝑟𝑎𝑠 𝑑𝑒 𝑒𝑥𝑝𝑟𝑒𝑠𝑖ó𝑛 𝑑𝑒 𝐴𝑟𝑟ℎ𝑒𝑛𝑖𝑢𝑠
Variables 𝑎 = á𝑟𝑒𝑎 𝑝𝑟𝑜𝑚𝑒𝑑𝑖𝑜 𝑑𝑒 𝑡𝑟𝑎𝑛𝑠𝑓𝑒𝑟𝑒𝑛𝑐𝑖𝑎 𝑑𝑒 𝑚𝑎𝑠𝑎 (𝑚2)
𝐴𝑐𝑜𝑚𝑝 = á𝑟𝑒𝑎 𝑡𝑟𝑎𝑛𝑠𝑣𝑒𝑟𝑠𝑎𝑙 𝑑𝑒 𝑙𝑎 𝑐𝑜𝑙𝑢𝑚𝑛𝑎 𝑑𝑒 𝑒𝑥𝑡𝑟𝑎𝑐𝑐𝑖ó𝑛 (𝑚2)
𝐶𝑖 = 𝑐𝑜𝑛𝑐𝑒𝑛𝑡𝑟𝑎𝑐𝑖ó𝑛 𝑑𝑒 𝑙𝑎 𝑒𝑠𝑝𝑒𝑐𝑖𝑒 𝑖 (𝑚𝑜𝑙
𝑚3)
𝐸 = 𝑒𝑛𝑒𝑟𝑔í𝑎 𝑑𝑒 𝑎𝑐𝑡𝑖𝑣𝑎𝑐𝑖ó𝑛 (𝑘𝐽
𝑚𝑜𝑙)
𝐸𝑗 = 𝑓𝑙𝑢𝑗𝑜 𝑚𝑜𝑙𝑎𝑟 𝑔𝑙𝑜𝑏𝑎𝑙 𝑑𝑒 𝑙𝑎 𝑓𝑎𝑠𝑒 𝑜𝑟𝑔á𝑛𝑖𝑐𝑎 𝑒𝑛 𝑙𝑎 𝑒𝑡𝑎𝑝𝑎 𝑗 (𝑚𝑜𝑙
ℎ)
𝐹 = 𝑓𝑙𝑢𝑗𝑜 𝑚𝑜𝑙𝑎𝑟 𝑑𝑒 𝑎𝑙𝑖𝑚𝑒𝑛𝑡𝑎𝑐𝑖ó𝑛 (𝑚𝑜𝑙
ℎ)
𝐹𝐸𝑖,𝑗 = 𝑓𝑙𝑢𝑗𝑜 𝑚𝑜𝑙𝑎𝑟 𝑒𝑛 𝑙𝑎 𝑓𝑎𝑠𝑒 𝑜𝑟𝑔á𝑛𝑖𝑐𝑎 𝑑𝑒𝑙 𝑐𝑜𝑚𝑝𝑜𝑛𝑒𝑛𝑡𝑒 𝑖 𝑒𝑛 𝑙𝑎 𝑒𝑡𝑎𝑝𝑎 𝑗 (𝑚𝑜𝑙
ℎ)
𝐹𝑅𝑖,𝑗 = 𝑓𝑙𝑢𝑗𝑜 𝑚𝑜𝑙𝑎𝑟 𝑒𝑛 𝑙𝑎 𝑓𝑎𝑠𝑒 𝑎𝑐𝑢𝑜𝑠𝑎 𝑑𝑒𝑙 𝑐𝑜𝑚𝑝𝑜𝑛𝑒𝑛𝑡𝑒 𝑖 𝑒𝑛 𝑙𝑎 𝑒𝑡𝑎𝑝𝑎 𝑗 (𝑚𝑜𝑙
ℎ)
ℎ = 𝑒𝑛𝑡𝑎𝑙𝑝í𝑎 𝑚𝑜𝑙𝑎𝑟 𝑝𝑟𝑜𝑚𝑒𝑑𝑖𝑜 (𝐽
𝑘𝑚𝑜𝑙)
𝑘 = 𝑐𝑜𝑛𝑠𝑡𝑎𝑛𝑡𝑒 𝑐𝑖𝑛é𝑡𝑖𝑐𝑎 (𝑚3
𝑚𝑜𝑙2 ∗ 𝑠)
𝐾 = 𝑐𝑜𝑒𝑓𝑖𝑐𝑖𝑒𝑛𝑡𝑒 𝑑𝑒 𝑡𝑟𝑎𝑛𝑠𝑓𝑒𝑟𝑒𝑛𝑐𝑖𝑎 𝑑𝑒 𝑚𝑎𝑠𝑎 (𝑚𝑜𝑙
𝑠 ∗ 𝑚2)
𝐾𝑖 = 𝑐𝑜𝑛𝑠𝑡𝑎𝑛𝑡𝑒 𝑑𝑒 𝑒𝑞𝑢𝑖𝑙𝑖𝑏𝑟𝑖𝑜 𝑑𝑒𝑙 𝑐𝑜𝑚𝑝𝑜𝑛𝑒𝑛𝑡𝑒 𝑖
𝑙 = 𝑎𝑙𝑡𝑢𝑟𝑎 𝑑𝑒 𝑙𝑎 𝑐𝑜𝑙𝑢𝑚𝑛𝑎 𝑑𝑒 𝑒𝑥𝑡𝑟𝑎𝑐𝑐𝑖ó𝑛 (𝑚)
𝐿 = 𝑓𝑙𝑢𝑗𝑜 𝑚𝑜𝑙𝑎𝑟 𝑑𝑒𝑙 𝑙í𝑞𝑢𝑖𝑑𝑜 (𝑚𝑜𝑙
ℎ)
𝑁𝑖,𝑗 = 𝑓𝑙𝑢𝑗𝑜 𝑚𝑜𝑙𝑎𝑟 𝑑𝑒𝑙 𝑐𝑜𝑚𝑝𝑢𝑒𝑠𝑡𝑜 𝑖 𝑡𝑟𝑎𝑛𝑠𝑓𝑒𝑟𝑖𝑑𝑜 𝑎 𝑙𝑎 𝑓𝑎𝑠𝑒 𝑜𝑟𝑔á𝑛𝑖𝑐𝑎 𝑒𝑛 𝑙𝑎 𝑒𝑡𝑎𝑝𝑎 𝑗 (𝑚𝑜𝑙
𝑠)
𝑝 = 𝑐𝑜𝑠𝑡𝑜 𝑒𝑛𝑒𝑟𝑔é𝑡𝑖𝑐𝑜 (𝑈𝑆𝐷
𝑊𝑎𝑡𝑡)
𝑃 = 𝑝𝑟𝑒𝑠𝑖ó𝑛 𝑑𝑒 𝑎𝑙𝑖𝑚𝑒𝑛𝑡𝑎𝑐𝑖ó𝑛 (𝑏𝑎𝑟)
𝑃𝑗 = 𝑝𝑟𝑒𝑠𝑖ó𝑛 𝑑𝑒 𝑙𝑎 𝑒𝑡𝑎𝑝𝑎 𝑗 (𝑏𝑎𝑟)
𝑄𝑗 = 𝑐𝑎𝑙𝑜𝑟 𝑡𝑟𝑎𝑛𝑠𝑓𝑒𝑟𝑖𝑑𝑜 𝑎 𝑙𝑎 𝑒𝑡𝑎𝑝𝑎 𝑗 (𝑊)
𝑟𝑟 = 𝑣𝑒𝑙𝑜𝑐𝑖𝑑𝑎𝑑 𝑑𝑒 𝑟𝑒𝑎𝑐𝑐𝑖ó𝑛 (𝑚𝑜𝑙
𝑚3 ∗ 𝑠)
Diciembre 2017
18
𝑅 = 𝑐𝑜𝑛𝑠𝑡𝑎𝑛𝑡𝑒 𝑢𝑛𝑖𝑣𝑒𝑟𝑠𝑎𝑙 𝑑𝑒 𝑙𝑜𝑠 𝑔𝑎𝑠𝑒𝑠 (𝐽
𝑚𝑜𝑙 ∗ 𝐾)
𝑅𝑗 = 𝑓𝑙𝑢𝑗𝑜 𝑚𝑜𝑙𝑎𝑟 𝑔𝑙𝑜𝑏𝑎𝑙 𝑑𝑒 𝑙𝑎 𝑓𝑎𝑠𝑒 𝑎𝑐𝑢𝑜𝑠𝑎 𝑒𝑛 𝑙𝑎 𝑒𝑡𝑎𝑝𝑎 𝑗 (𝑚𝑜𝑙
ℎ)
𝑇 = 𝑡𝑒𝑚𝑝𝑒𝑟𝑎𝑡𝑢𝑟𝑎 (°𝐶)
𝑉 = 𝑓𝑙𝑢𝑗𝑜 𝑚𝑜𝑙𝑎𝑟 𝑑𝑒 𝑣𝑎𝑝𝑜𝑟 (𝑚𝑜𝑙
ℎ)
𝑤𝑖,𝑠 = 𝑚𝑜𝑙𝑒𝑠 𝑑𝑒𝑙 𝑐𝑜𝑚𝑝𝑜𝑛𝑒𝑛𝑡𝑒 𝑗 𝑒𝑛 𝑙𝑎 𝑐𝑜𝑟𝑟𝑖𝑒𝑛𝑡𝑒 𝑠 (𝑚𝑜𝑙)
𝑥𝑖 = 𝑓𝑟𝑎𝑐𝑐𝑖ó𝑛 𝑚𝑜𝑙𝑎𝑟 𝑑𝑒𝑙 𝑐𝑜𝑚𝑝𝑜𝑛𝑒𝑛𝑡𝑒 𝑖 𝑑𝑒𝑙 𝑙í𝑞𝑢𝑖𝑑𝑜
𝑦𝑖 = 𝑓𝑟𝑎𝑐𝑐𝑖ó𝑛 𝑚𝑜𝑙𝑎𝑟 𝑑𝑒𝑙 𝑐𝑜𝑚𝑝𝑜𝑛𝑒𝑛𝑡𝑒 𝑖 𝑑𝑒𝑙 𝑣𝑎𝑝𝑜𝑟
𝑧 = 𝑓𝑢𝑛𝑐𝑖ó𝑛 𝑜𝑏𝑗𝑒𝑡𝑖𝑣𝑜 (%)
𝑧𝑖 = 𝑓𝑟𝑎𝑐𝑐𝑖ó𝑛 𝑚𝑜𝑙𝑎𝑟 𝑑𝑒 𝑎𝑙𝑖𝑚𝑒𝑛𝑡𝑎𝑐𝑖ó𝑛 𝑑𝑒𝑙 𝑐𝑜𝑚𝑝𝑜𝑛𝑒𝑛𝑡𝑒 𝑖
Símbolos griegos
𝜌𝑎𝑞 = 𝑑𝑒𝑛𝑠𝑖𝑑𝑎𝑑 𝑚𝑜𝑙𝑎𝑟 𝑑𝑒 𝑙𝑎 𝑓𝑎𝑠𝑒 𝑎𝑐𝑢𝑜𝑠𝑎 (𝑚𝑜𝑙
𝑚3)
𝜌𝑜𝑟𝑔 = 𝑑𝑒𝑛𝑠𝑖𝑑𝑎𝑑 𝑚𝑜𝑙𝑎𝑟 𝑑𝑒 𝑙𝑎 𝑓𝑎𝑠𝑒 𝑜𝑟𝑔á𝑛𝑖𝑐𝑎 (𝑚𝑜𝑙
𝑚3)
𝛾𝑖,𝑟 = 𝑐𝑜𝑒𝑓𝑖𝑐𝑖𝑒𝑛𝑡𝑒 𝑒𝑠𝑡𝑒𝑞𝑢𝑖𝑜𝑚é𝑡𝑟𝑖𝑐𝑜 𝑑𝑒𝑙 𝑐𝑜𝑚𝑝𝑜𝑛𝑒𝑛𝑡𝑒 𝑖 𝑒𝑛 𝑙𝑎 𝑟𝑒𝑎𝑐𝑐𝑖ó𝑛 𝑟
Diciembre 2017
19
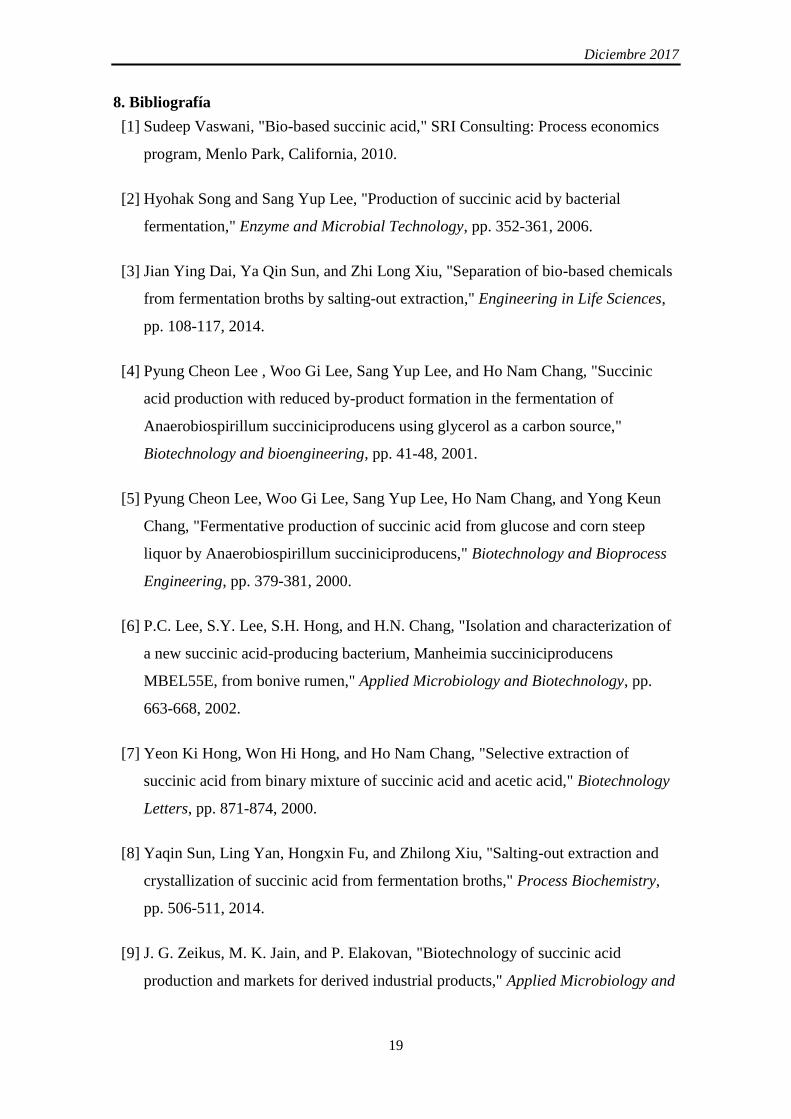
8. Bibliografía
[1] Sudeep Vaswani, "Bio-based succinic acid," SRI Consulting: Process economics
program, Menlo Park, California, 2010.
[2] Hyohak Song and Sang Yup Lee, "Production of succinic acid by bacterial
fermentation," Enzyme and Microbial Technology, pp. 352-361, 2006.
[3] Jian Ying Dai, Ya Qin Sun, and Zhi Long Xiu, "Separation of bio-based chemicals
from fermentation broths by salting-out extraction," Engineering in Life Sciences,
pp. 108-117, 2014.
[4] Pyung Cheon Lee , Woo Gi Lee, Sang Yup Lee, and Ho Nam Chang, "Succinic
acid production with reduced by-product formation in the fermentation of
Anaerobiospirillum succiniciproducens using glycerol as a carbon source,"
Biotechnology and bioengineering, pp. 41-48, 2001.
[5] Pyung Cheon Lee, Woo Gi Lee, Sang Yup Lee, Ho Nam Chang, and Yong Keun
Chang, "Fermentative production of succinic acid from glucose and corn steep
liquor by Anaerobiospirillum succiniciproducens," Biotechnology and Bioprocess
Engineering, pp. 379-381, 2000.
[6] P.C. Lee, S.Y. Lee, S.H. Hong, and H.N. Chang, "Isolation and characterization of
a new succinic acid-producing bacterium, Manheimia succiniciproducens
MBEL55E, from bonive rumen," Applied Microbiology and Biotechnology, pp.
663-668, 2002.
[7] Yeon Ki Hong, Won Hi Hong, and Ho Nam Chang, "Selective extraction of
succinic acid from binary mixture of succinic acid and acetic acid," Biotechnology
Letters, pp. 871-874, 2000.
[8] Yaqin Sun, Ling Yan, Hongxin Fu, and Zhilong Xiu, "Salting-out extraction and
crystallization of succinic acid from fermentation broths," Process Biochemistry,
pp. 506-511, 2014.
[9] J. G. Zeikus, M. K. Jain, and P. Elakovan, "Biotechnology of succinic acid
production and markets for derived industrial products," Applied Microbiology and
Diciembre 2017
20
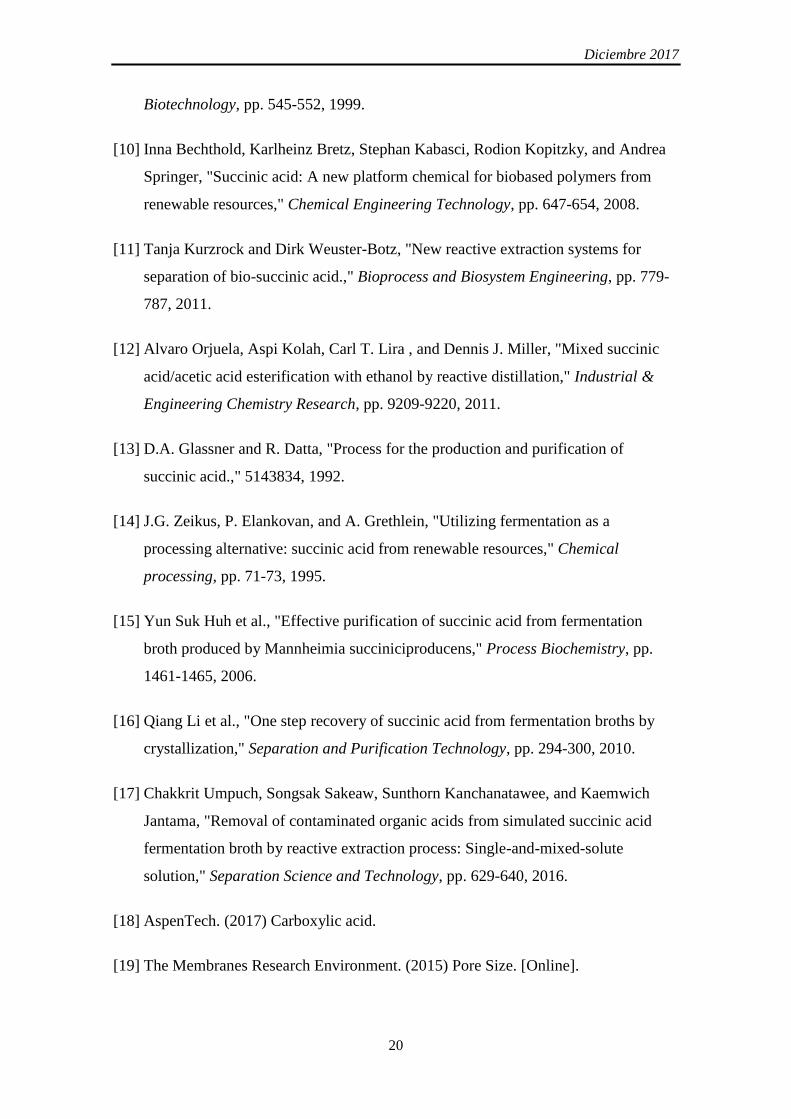
Biotechnology, pp. 545-552, 1999.
[10] Inna Bechthold, Karlheinz Bretz, Stephan Kabasci, Rodion Kopitzky, and Andrea
Springer, "Succinic acid: A new platform chemical for biobased polymers from
renewable resources," Chemical Engineering Technology, pp. 647-654, 2008.
[11] Tanja Kurzrock and Dirk Weuster-Botz, "New reactive extraction systems for
separation of bio-succinic acid.," Bioprocess and Biosystem Engineering, pp. 779-
787, 2011.
[12] Alvaro Orjuela, Aspi Kolah, Carl T. Lira , and Dennis J. Miller, "Mixed succinic
acid/acetic acid esterification with ethanol by reactive distillation," Industrial &
Engineering Chemistry Research, pp. 9209-9220, 2011.
[13] D.A. Glassner and R. Datta, "Process for the production and purification of
succinic acid.," 5143834, 1992.
[14] J.G. Zeikus, P. Elankovan, and A. Grethlein, "Utilizing fermentation as a
processing alternative: succinic acid from renewable resources," Chemical
processing, pp. 71-73, 1995.
[15] Yun Suk Huh et al., "Effective purification of succinic acid from fermentation
broth produced by Mannheimia succiniciproducens," Process Biochemistry, pp.
1461-1465, 2006.
[16] Qiang Li et al., "One step recovery of succinic acid from fermentation broths by
crystallization," Separation and Purification Technology, pp. 294-300, 2010.
[17] Chakkrit Umpuch, Songsak Sakeaw, Sunthorn Kanchanatawee, and Kaemwich
Jantama, "Removal of contaminated organic acids from simulated succinic acid
fermentation broth by reactive extraction process: Single-and-mixed-solute
solution," Separation Science and Technology, pp. 629-640, 2016.
[18] AspenTech. (2017) Carboxylic acid.
[19] The Membranes Research Environment. (2015) Pore Size. [Online].

Diciembre 2017
21
http://membranes.edu.au/wiki/index.php/Pore_Size
[20] Juan Carlos Ojeda Toro, Izabela Dobrosz Gomez, and Miguel Ángel Gómez
García, "Kinetic study on sodium sulfate synthesis by reactive crystallization,"
Industrial & Engineering Chemistry Research, pp. 2311-2316, 2015.
[21] A.I. Torres, M. Tsapatsis, and P. Daoutidis, "Biomass to chemicals: Design of an
extractive-reaction process for the production of 5-hydroxymethylfurfural,"
Computers and Chemical Engineering, pp. 130-137, 2012.
[22] Alexander Apelblat and Emanuel Manzurola, "Solubility of oxalic, malonic,
succinic, adipic, maleic, malic, citric, and tartaric acids in water from 278.15 to
338.15 K," The Journal of Chemical Thermodynamics, pp. 317-320, 1987.
[23] Aspen Technology. (2017) Complex Method.
[24] Anónimo. (2015) Thermal Kinetics. [Online].
https://thermalkinetics.net/crystallizer-equipment
[25] N.J. Hallas, "Crystallization," Thermopedia, 1992.
[26] J. D. Seader, E. J. Henley, and D. K. Roper, Separation Process Principles., 2011.

Diciembre 2017
22
9. Anexos Tabla A1. Especificaciones del Filtro 1
Especificaciones Filtro 1
Cepa 1 Cepa 2 Cepa 3
Modelo Drum (Brownell) Drum (Brownell) Drum (Brownell)
Diámetro (m) 4.00 4.00 4.00
Largo (m) 6.50 6.50 6.50
Inmersión (m) 1.95 1.95 1.95
Velocidad de rotación (rpm) 5.00 5.00 5.00
Flujo volumétrico (m3/hr) 10.16 10.39 10.25
2d
Tabla A2. Especificaciones del reactor CSTR
Especificaciones
Reactor CSTR
Cepa 1 Cepa 2 Cepa 3
Temperatura (°C) 90.00 90.00 90.00
Presión (bar) 1.00 1.00 1.00
Volumen (m3) 32.25 21.50 21.50
Carga térmica (MJ/hr) 2283.82 1767.04 1845.13
Tiempo de residencia (h) 2.95 1.90 1.92
Tabla A3. Especificaciones del intercambiador de calor
Especificaciones
Intercambiador de calor
Cepa 1 Cepa 2 Cepa 3
Temperatura corriente de entrada (°C) 90.00 90.00 90.00
Temperatura corriente de salida (°C) 25.00 25.00 25.00
Presión (bar) 1.00 1.00 1.00
Tasa de calor transferido (MJ/hr) 2691.39 2743.88 2720.96
Tabla A4. Especificaciones del Filtro 2 Especificaciones Filtro 2
Cepa 1 Cepa 2 Cepa 3
Modelo Drum (Brownell) Drum (Brownell) Drum (Brownell)
Diámetro (m) 4.00 4.00 4.00
Largo (m) 6.50 6.50 6.50
Inmersión (m) 1.95 1.95 1.95
Velocidad de rotación (rpm) 5.00 5.00 5.00
Flujo volumétrico (m3/hr) 10.17 10.40 10.34
Tabla A5. Especificaciones de la columna de extracción reactiva
Especificaciones
Columna
Cepa 1 Cepa 2 Cepa 3
Temperatura (°C) 25.00 25.00 25.00
Presión (bar) 1.00 1.00 1.00
N° de etapas 3.00 3.00 3.00
Altura (m) 4.87 4.87 4.87
Diámetro (m) 1.82 1.82 1.82
Diciembre 2017
23
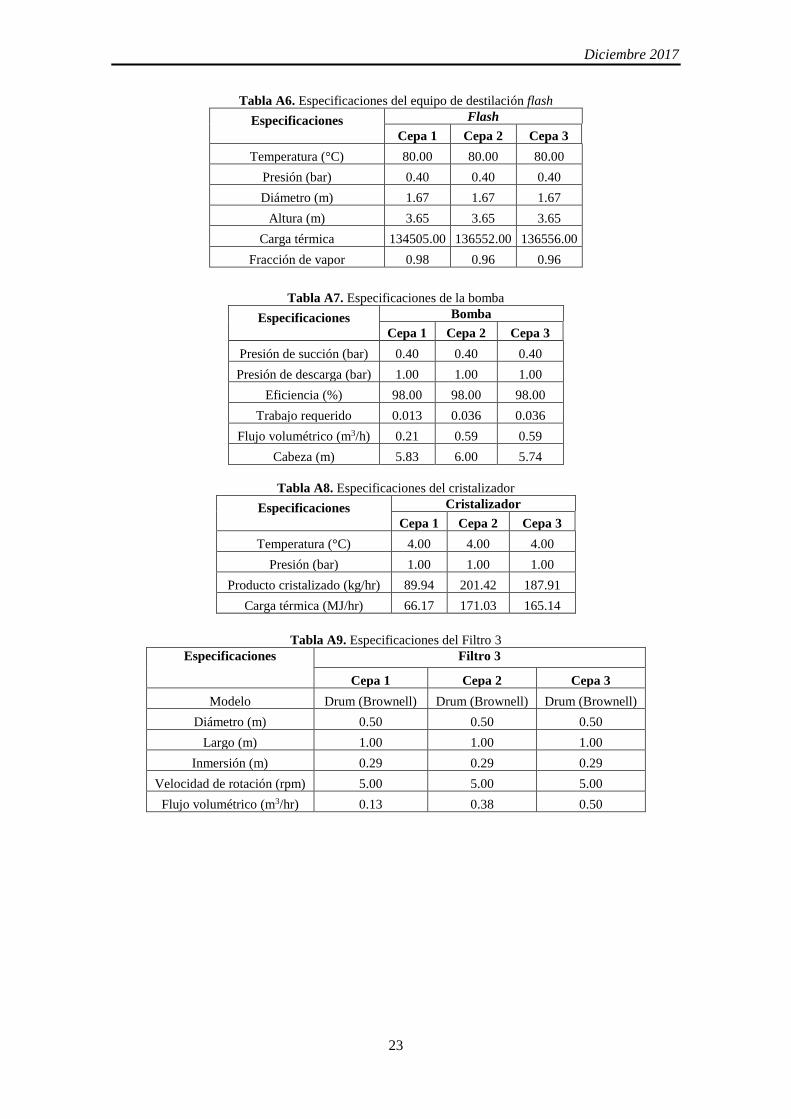
Tabla A6. Especificaciones del equipo de destilación flash
Especificaciones
Flash
Cepa 1 Cepa 2 Cepa 3
Temperatura (°C) 80.00 80.00 80.00
Presión (bar) 0.40 0.40 0.40
Diámetro (m) 1.67 1.67 1.67
Altura (m) 3.65 3.65 3.65
Carga térmica 134505.00 136552.00 136556.00
Fracción de vapor 0.98 0.96 0.96
Tabla A7. Especificaciones de la bomba
Especificaciones
Bomba
Cepa 1 Cepa 2 Cepa 3
Presión de succión (bar) 0.40 0.40 0.40
Presión de descarga (bar) 1.00 1.00 1.00
Eficiencia (%) 98.00 98.00 98.00
Trabajo requerido 0.013 0.036 0.036
Flujo volumétrico (m3/h) 0.21 0.59 0.59
Cabeza (m) 5.83 6.00 5.74
Tabla A8. Especificaciones del cristalizador
Especificaciones
Cristalizador
Cepa 1 Cepa 2 Cepa 3
Temperatura (°C) 4.00 4.00 4.00
Presión (bar) 1.00 1.00 1.00
Producto cristalizado (kg/hr) 89.94 201.42 187.91
Carga térmica (MJ/hr) 66.17 171.03 165.14
Tabla A9. Especificaciones del Filtro 3
Especificaciones Filtro 3
Cepa 1 Cepa 2 Cepa 3
Modelo Drum (Brownell) Drum (Brownell) Drum (Brownell)
Diámetro (m) 0.50 0.50 0.50
Largo (m) 1.00 1.00 1.00
Inmersión (m) 0.29 0.29 0.29
Velocidad de rotación (rpm) 5.00 5.00 5.00
Flujo volumétrico (m3/hr) 0.13 0.38 0.50
Diciembre 2017
24
Tabla A10. Función objetivo para la cepa 1 con diferentes inicializaciones
Inicialización:
𝑻 (°𝑪)
Inicialización:
𝑷 (𝒃𝒂𝒓)
Temperatura
final (°𝑪)
Presión
final (𝒃𝒂𝒓)
Función
objetivo (%)
Consumo
energético
(kW)
100.00 0.20 100.00 0.53 88.05 37198.90
100.00 0.60 100.72 0.59 88.00 37200.00
100.00 1.00 106.74 0.72 87.73 37169.30
125.00 0.20 100.00 0.53 88.05 37198.90
125.00 0.50 100.00 0.53 88.05 37199.10
125.00 0.70 100.00 0.55 88.05 37201.20
125.00 1.00 100.00 0.50 88.04 37196.20
150.00 0.20 100.73 0.52 88.00 37192.30
150.00 0.60 100.00 0.51 88.04 37196.80
150.00 1.00 100.00 0.53 88.05 37198.80
Tabla A11. Función objetivo para la cepa 2 con diferentes inicializaciones
Inicialización:
𝑻 (°𝑪)
Inicialización:
𝑷 (𝒃𝒂𝒓)
Temperatura
óptima (°𝑪)
Presión
óptima (𝒃𝒂𝒓)
Función
objetivo (%)
Consumo
energético
(kW)
100.00 0.65 0.65 108.53 93.20 37612.48
100.00 0.80 0.75 115.00 92.99 37574.28
100.00 1.00 0.65 100.00 92.63 37694.40
125.00 0.65 0.71 113.23 93.06 37583.16
125.00 0.80 0.82 117.50 92.88 37562.04
125.00 0.85 0.86 117.50 92.88 37566.63
125.00 1.00 1.00 117.50 92.79 37581.50
150.00 0.65 0.65 111.22 93.14 37591.64
150.00 0.80 0.65 109.14 93.20 37607.65
150.00 1.00 0.97 119.43 92.80 37561.48
Tabla A12. Función objetivo para la cepa 3 con diferentes inicializaciones
Inicialización:
𝑻 (°𝑪)
Inicialización:
𝑷 (𝒃𝒂𝒓)
Temperatura
óptima (°𝑪)
Presión
óptima (𝒃𝒂𝒓)
Función
objetivo (%)
Consumo
energético
(kW)
105.00 0.20 105.00 0.45 96.30 37617.00
105.00 0.65 109.18 0.64 96.08 37608.60
105.00 1.15 111.10 1.02 94.72 37658.50
128.00 0.20 105.00 0.51 96.27 37623.70
128.00 0.60 105.00 0.45 96.30 37616.30
128.00 0.75 105.00 0.43 96.30 37614.60
128.00 1.15 121.10 1.15 95.42 37569.20
150.00 0.20 105.00 0.64 95.95 37664.30
150.00 0.70 105.00 0.46 96.30 37618.30
150.00 1.15 122.11 1.10 95.49 37554.70
Diciembre 2017
25
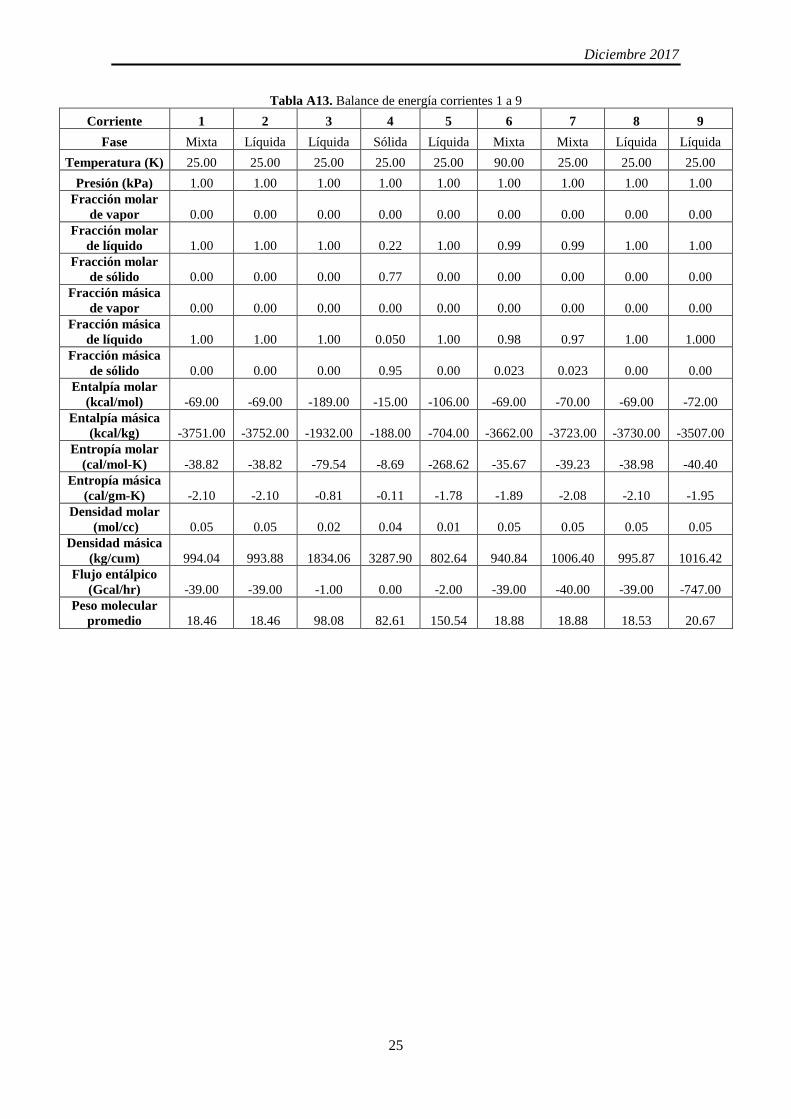
Tabla A13. Balance de energía corrientes 1 a 9
Corriente 1 2 3 4 5 6 7 8 9
Fase Mixta Líquida Líquida Sólida Líquida Mixta Mixta Líquida Líquida
Temperatura (K) 25.00 25.00 25.00 25.00 25.00 90.00 25.00 25.00 25.00
Presión (kPa) 1.00 1.00 1.00 1.00 1.00 1.00 1.00 1.00 1.00
Fracción molar
de vapor 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00
Fracción molar
de líquido 1.00 1.00 1.00 0.22 1.00 0.99 0.99 1.00 1.00
Fracción molar
de sólido 0.00 0.00 0.00 0.77 0.00 0.00 0.00 0.00 0.00
Fracción másica
de vapor 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00
Fracción másica
de líquido 1.00 1.00 1.00 0.050 1.00 0.98 0.97 1.00 1.000
Fracción másica
de sólido 0.00 0.00 0.00 0.95 0.00 0.023 0.023 0.00 0.00
Entalpía molar
(kcal/mol) -69.00 -69.00 -189.00 -15.00 -106.00 -69.00 -70.00 -69.00 -72.00
Entalpía másica
(kcal/kg) -3751.00 -3752.00 -1932.00 -188.00 -704.00 -3662.00 -3723.00 -3730.00 -3507.00
Entropía molar
(cal/mol-K) -38.82 -38.82 -79.54 -8.69 -268.62 -35.67 -39.23 -38.98 -40.40
Entropía másica
(cal/gm-K) -2.10 -2.10 -0.81 -0.11 -1.78 -1.89 -2.08 -2.10 -1.95
Densidad molar
(mol/cc) 0.05 0.05 0.02 0.04 0.01 0.05 0.05 0.05 0.05
Densidad másica
(kg/cum) 994.04 993.88 1834.06 3287.90 802.64 940.84 1006.40 995.87 1016.42
Flujo entálpico
(Gcal/hr) -39.00 -39.00 -1.00 0.00 -2.00 -39.00 -40.00 -39.00 -747.00
Peso molecular
promedio 18.46 18.46 98.08 82.61 150.54 18.88 18.88 18.53 20.67
Diciembre 2017
26
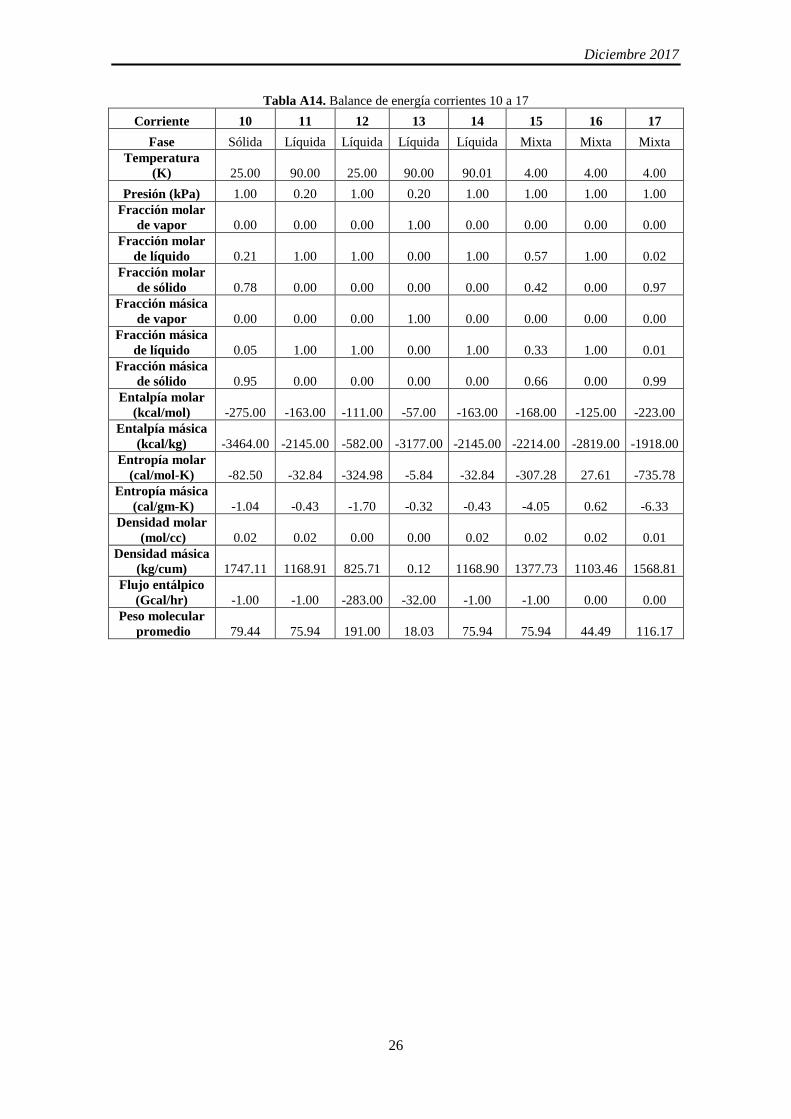
Tabla A14. Balance de energía corrientes 10 a 17
Corriente 10 11 12 13 14 15 16 17
Fase Sólida Líquida Líquida Líquida Líquida Mixta Mixta Mixta
Temperatura
(K) 25.00 90.00 25.00 90.00 90.01 4.00 4.00 4.00
Presión (kPa) 1.00 0.20 1.00 0.20 1.00 1.00 1.00 1.00
Fracción molar
de vapor 0.00 0.00 0.00 1.00 0.00 0.00 0.00 0.00
Fracción molar
de líquido 0.21 1.00 1.00 0.00 1.00 0.57 1.00 0.02
Fracción molar
de sólido 0.78 0.00 0.00 0.00 0.00 0.42 0.00 0.97
Fracción másica
de vapor 0.00 0.00 0.00 1.00 0.00 0.00 0.00 0.00
Fracción másica
de líquido 0.05 1.00 1.00 0.00 1.00 0.33 1.00 0.01
Fracción másica
de sólido 0.95 0.00 0.00 0.00 0.00 0.66 0.00 0.99
Entalpía molar
(kcal/mol) -275.00 -163.00 -111.00 -57.00 -163.00 -168.00 -125.00 -223.00
Entalpía másica
(kcal/kg) -3464.00 -2145.00 -582.00 -3177.00 -2145.00 -2214.00 -2819.00 -1918.00
Entropía molar
(cal/mol-K) -82.50 -32.84 -324.98 -5.84 -32.84 -307.28 27.61 -735.78
Entropía másica
(cal/gm-K) -1.04 -0.43 -1.70 -0.32 -0.43 -4.05 0.62 -6.33
Densidad molar
(mol/cc) 0.02 0.02 0.00 0.00 0.02 0.02 0.02 0.01
Densidad másica
(kg/cum) 1747.11 1168.91 825.71 0.12 1168.90 1377.73 1103.46 1568.81
Flujo entálpico
(Gcal/hr) -1.00 -1.00 -283.00 -32.00 -1.00 -1.00 0.00 0.00
Peso molecular
promedio 79.44 75.94 191.00 18.03 75.94 75.94 44.49 116.17
Diciembre 2017
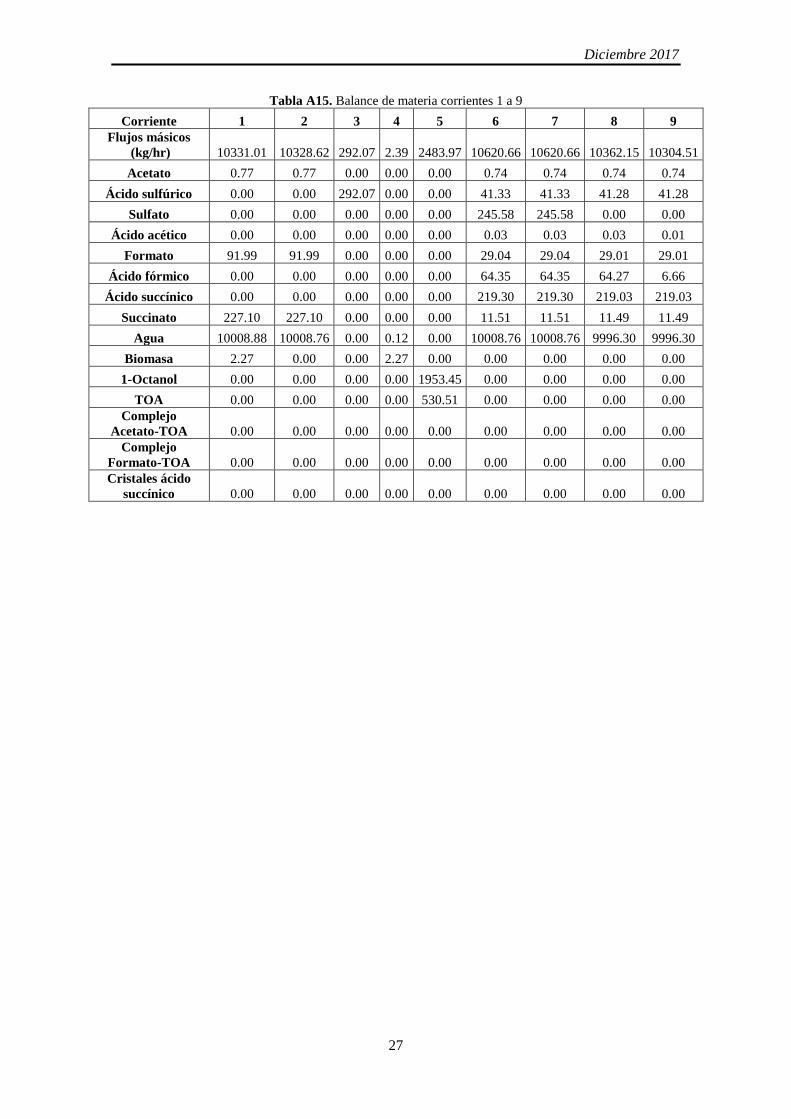
27
Tabla A15. Balance de materia corrientes 1 a 9
Corriente 1 2 3 4 5 6 7 8 9
Flujos másicos
(kg/hr) 10331.01 10328.62 292.07 2.39 2483.97 10620.66 10620.66 10362.15 10304.51
Acetato 0.77 0.77 0.00 0.00 0.00 0.74 0.74 0.74 0.74
Ácido sulfúrico 0.00 0.00 292.07 0.00 0.00 41.33 41.33 41.28 41.28
Sulfato 0.00 0.00 0.00 0.00 0.00 245.58 245.58 0.00 0.00
Ácido acético 0.00 0.00 0.00 0.00 0.00 0.03 0.03 0.03 0.01
Formato 91.99 91.99 0.00 0.00 0.00 29.04 29.04 29.01 29.01
Ácido fórmico 0.00 0.00 0.00 0.00 0.00 64.35 64.35 64.27 6.66
Ácido succínico 0.00 0.00 0.00 0.00 0.00 219.30 219.30 219.03 219.03
Succinato 227.10 227.10 0.00 0.00 0.00 11.51 11.51 11.49 11.49
Agua 10008.88 10008.76 0.00 0.12 0.00 10008.76 10008.76 9996.30 9996.30
Biomasa 2.27 0.00 0.00 2.27 0.00 0.00 0.00 0.00 0.00
1-Octanol 0.00 0.00 0.00 0.00 1953.45 0.00 0.00 0.00 0.00
TOA 0.00 0.00 0.00 0.00 530.51 0.00 0.00 0.00 0.00
Complejo
Acetato-TOA 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00
Complejo
Formato-TOA 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00
Cristales ácido
succínico 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00
Diciembre 2017
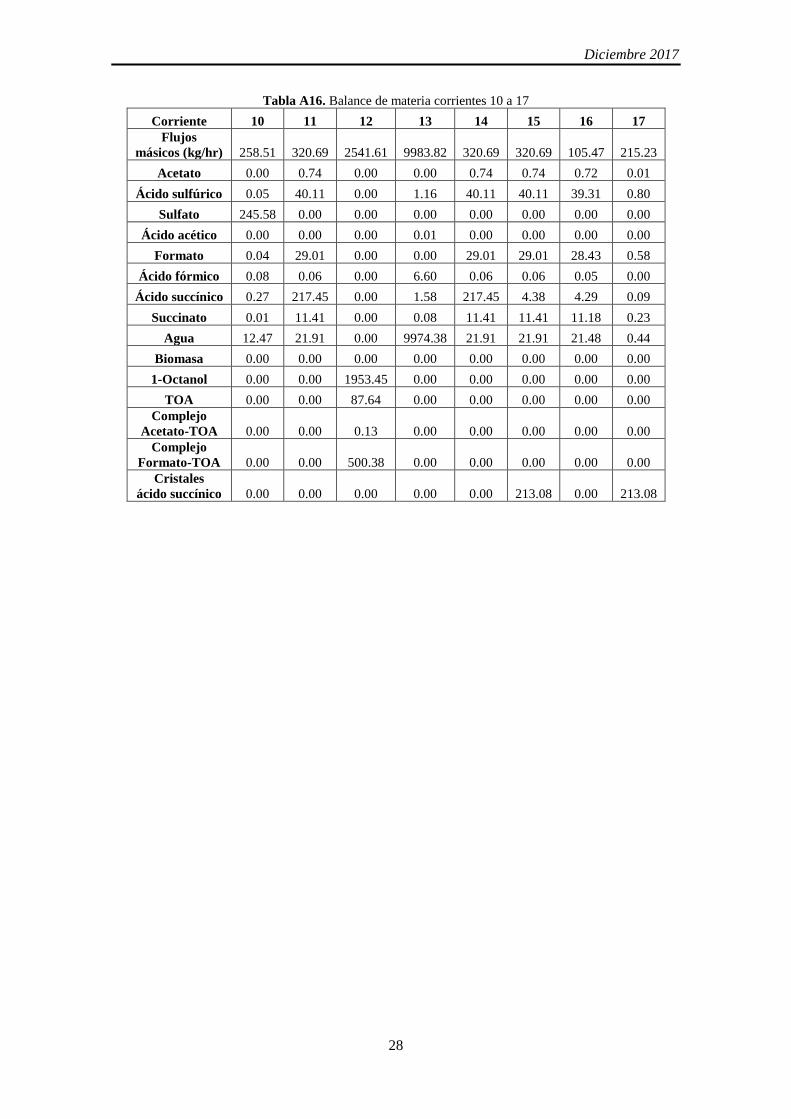
28
Tabla A16. Balance de materia corrientes 10 a 17
Corriente 10 11 12 13 14 15 16 17
Flujos
másicos (kg/hr) 258.51 320.69 2541.61 9983.82 320.69 320.69 105.47 215.23
Acetato 0.00 0.74 0.00 0.00 0.74 0.74 0.72 0.01
Ácido sulfúrico 0.05 40.11 0.00 1.16 40.11 40.11 39.31 0.80
Sulfato 245.58 0.00 0.00 0.00 0.00 0.00 0.00 0.00
Ácido acético 0.00 0.00 0.00 0.01 0.00 0.00 0.00 0.00
Formato 0.04 29.01 0.00 0.00 29.01 29.01 28.43 0.58
Ácido fórmico 0.08 0.06 0.00 6.60 0.06 0.06 0.05 0.00
Ácido succínico 0.27 217.45 0.00 1.58 217.45 4.38 4.29 0.09
Succinato 0.01 11.41 0.00 0.08 11.41 11.41 11.18 0.23
Agua 12.47 21.91 0.00 9974.38 21.91 21.91 21.48 0.44
Biomasa 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00
1-Octanol 0.00 0.00 1953.45 0.00 0.00 0.00 0.00 0.00
TOA 0.00 0.00 87.64 0.00 0.00 0.00 0.00 0.00
Complejo
Acetato-TOA 0.00 0.00 0.13 0.00 0.00 0.00 0.00 0.00
Complejo
Formato-TOA 0.00 0.00 500.38 0.00 0.00 0.00 0.00 0.00
Cristales
ácido succínico 0.00 0.00 0.00 0.00 0.00 213.08 0.00 213.08