norma tÉcnica fondonorma anteproyecto 1 vidrio … de ley/a1 ntf... · 4.3.1 características del...
TRANSCRIPT
1 OBJETO
Esta norma venezolana cubre la evaluación de la conformidad y el control de la producción en fábrica del vidrio laminado y del vidrio laminado de seguridad para uso en edificios.
Nota 1. También incluye requisitos sujetos a reglamentaciones
Nota 2. Para productos vítreos con conductores eléctricos conexiones para, por ejemplo, alarmas o propósitos de calefacción, pueden aplicarse otras directivas, por ejemplo, la Directiva de Baja Tensión
2 REFERENCIAS NORMATIVAS
Las siguientes normas contienen disposiciones que al ser citadas en el texto, constituyen requisitos de esta Norma Venezolana. Las ediciones indicadas estaban en vigencia en el momento de esta publicación. Como toda norma está sujeta a revisión, se recomienda a aquellos que realicen acuerdos con base en ellas, que analicen la conveniencia de usar las ediciones más recientes de las normas citadas seguidamente:
2.1 Normas Venezolanas, citadas en el texto como NTF:
FONDONORMA 3935-1:2008 Vidrio para la edificación. Vidrio de silicato sodocálcico de seguridad templado térmicamente.
FONDONORMA 3936-1:2008 Vidrio para la edificación. Productos básicos de vidrio. Vidrio de silicato sodocálcico. Parte 1: Definiciones y Propiedades generales físicas y mecánicas
FONDONORMA 3937-1:2007 Vidrio para la edificación. Vidrio laminado y vidrio laminado de seguridad. Parte 1: Definiciones y descripción de componentes.
FONDONORMA 3937-2:2010 Vidrio para la edificación. Vidrio laminado y vidrio laminado de seguridad. Parte 2: Vidrio laminado de seguridad.
FONDONORMA 3937-3:2010 Vidrio para la edificación. Vidrio laminado y vidrio laminado de seguridad. Parte 3: Vidrio laminado.
FONDONORMA 3937-4:2007 Vidrio para la edificación. Vidrio laminado y vidrio laminado de seguridad. Parte 4: Métodos de ensayo de durabilidad.
FONDONORMA 3937-5: 2009 Vidrio para la edificación. Vidrio laminado y vidrio laminado de seguridad. Parte 5: Dimensiones y acabado de bordes.
FONDONORMA 3937-6:2009 Vidrio para la edificación. Vidrio laminado y vidrio laminado de seguridad. Parte 6: Aspecto.
FONDONORMA 3956:2009 Vidrio para la edificación. Determinación de las características luminosas y solares de los acristalamientos.
FONDONORMA 3957:2009 Vidrio para la edificación. Determinación del coeficiente de transmisión térmica (valor U). Método de cálculo.
FONDONORMA 3977:2010 Vidrio para la edificación. Acristalamiento de seguridad. Acristalamiento resistente a las balas. Clasificación y método de ensayo.
FONDONORMA 3978:2010 Vidrio para la edificación. Vidrio de seguridad. Ensayo y clasificación de la resistencia al ataque manual.
NORMA TÉCNICA FONDONORMA VIDRIO PARA LA EDIFICACIÓN. VIDRIO LAMINADO Y
VIDRIO LAMINADO DE SEGURIDAD. EVALUACIÓN DE LA CONFORMIDAD. NORMA DE PRODUCTO
ANTEPROYECTO 1 NTF 29:3-003/7
FONDONORMA 4000-1:2011 Vidrio para la edificación. Vidrio de silicato sodocálcico termoendurecido. Parte 1: Definición y descripción
FONDONORMA 4009:2011 Vidrio para la construcción. Acristalamiento y aislamiento al ruido aéreo. Definición y determinación de las propiedades.
FONDONORMA 4010:2011 Vidrio para la edificación. Determinación de la emisividad.
2.2 Otras normas
EN 12337-1:2000 Vidrio para la edificación. Vidrio de silicato sodocálcico endurecido químicamente. Parte 1: Definición y descripción.
EN 12600:2003 Vidrio para la edificación. Ensayo del péndulo. Método de ensayo al impacto y clasificación para vidrio plano.
EN 13024-1:2002 Vidrio para la edificación. Vidrio borosilicato de seguridad templado térmicamente. Parte 1: Definición y descripción.
EN 13541:2001 Vidrio para la construcción. Vidrio de seguridad. Ensayo y clasificación en función de la resistencia a la presión de explosión.
EN 14178-1:2006 Vidrio para la edificación. Productos Básicos de vidrio de silicato alcalinotérreo. Parte 1: Vidrio plano.
EN 14179-1:2006 Vidrio para la edificiación. Productos de silicato sodocálcico de seguridad templado térmicamente y tratado “heat soak” Parte 1: Definición y descripción.
EN 14321-1:2006 Vidrio para la edificación. Vidrio de seguridad de silicato alcalinotérreo templado térmicamente. Parte 1: Definición y descripción.
EN 1748-1-1:2006 Vidrio para la edificación. Productos básicos especiales. Parte 1-1: Vidrios borosilicato. Definiciones y propiedades físicas y mecánicas generales.
EN 1748-2-1:2006 Vidrio para la edificación. Productos básicos especiales. Parte 2-1: Vitrocerámcias. Definiciones y propiedades físicas y mecánicas generales.
3 TERMINOS Y DEFINICIONES
Para los fines de esta norma técnica, se aplican las definiciones de las normas NTF 3937 Partes 1, 2, 3, 4, 5, 6, y las siguientes:
3.1 Ensayo de tipo inicial
Determinación de las prestaciones de un producto (características, durabilidad) sobre la base de ensayos reales u otros procedimientos (tales como valores convencionales, normalizados, tabulados o aceptados generalmente, métodos de cálculo normalizados o reconocidos, informes de ensayo cuando estén disponible,…), de acuerdo con esta norma que demuestra el cumplimiento de la norma.
3.2 Informe de ensayo
Documento que cubre los resultados de los ensayos llevados a cabo bien sobre una muestra representativa del producto de la producción o sobre un diseño de prototipo del producto.
3.3 Descripción del producto
Documento que detalla los parámetros relevantes, por ejemplo, condiciones de proceso, estructura, etc., para definir un producto que cumple esta norma. Incluye referencias específicas a características que se modifican por el proceso de producción.
3.4 Cambio importante
Variación de las prestaciones más allá de la tolerancia permitida para las características.
4 REQUISITOS
4.1 Descripción del producto
Para los propósitos de conformidad, el fabricante de vidrio laminado/laminado de seguridad es responsable de la preparación y mantenimiento de una descripción de producto. Esta descripción debe describir el producto y o las familias de producto.
La difusión de la descripción del producto debe estar sujeta enteramente en la discreción del fabricante del vidrio laminado /laminado de seguridad o su representante, excepto en caso de requisitos reglamentarios.
La descripción debe contener al menos una parte normativa y puede también contener una parte informativa, cuando el fabricante prevea desarrollos futuros del producto.
La parte normativa de la descripción debe contener como mínimo la siguiente información:
Referencia a las normas NTF 3937 en sus partes 1 a 6 y todas las demás normas con las que el fabricante declara conformidad;
Partes componentes:
- Tipos de vidrio y espesores (véase el apartado 4.3.1.2);
- Tipos y espesores de materiales de láminas plásticas de acristalamiento;
- Tipos y espesores de capa intermedia;
El orden de apilamiento de los componentes;
Proceso de laminación, por ejemplo, folio, moldeado in situ, etc.;
Recubrimientos si existen y su posición relativa con una capa intermedia.
Las capas intermedias pueden estar relacionadas bien de forma completa, es decir, composición química, o por un código del fabricante.
La definición de las familias de producto debe ser consistente con la parte normativa de la descripción del producto.
La sustitución de materiales y/o componentes debe mantener la conformidad con la descripción del producto. Los materiales y/o componentes sustitutorios podrán incluirse en la familia del producto y también en la descripción del producto si se ha demostrado su conformidad.
4.2 Conformación con la definición del vidrio laminado y laminado de seguridad
4.2.1 Generalidades
Los productos deben ser conformes con la descripción del producto y cumplir la definición y los requisitos del vidrio laminado o vidrio laminado de seguridad (véanse apartados 4.2.2 y 4.2.3).
4.2.2 Conformidad con la definición del vidrio laminado
Los productos deben cumplir la definición y los requisitos para el vidrio laminado tal como se definen en la norma NTF 3937-3.
4.2.3 Conformidad con la definición del vidrio laminado de seguridad.
Los productos deben cumplir la definición y los requisitos para el vidrio laminado de seguridad tal como se definen en la norma NTF 3937-2.
4.3 Determinación de las prestaciones de características
4.3.1 Características del vidrio laminado y del vidrio laminado de seguridad.
4.3.1.1 Generalidades.
Las características del vidrio laminado y del vidrio laminado de seguridad son por lo general la de los paneles de vidrio utilizados como componentes (véase el apartado 4.3.1.2)
4.3.1.2 Características de los paneles de vidrio utilizados como componentes para la producción de vidrio laminado y laminado de seguridad.
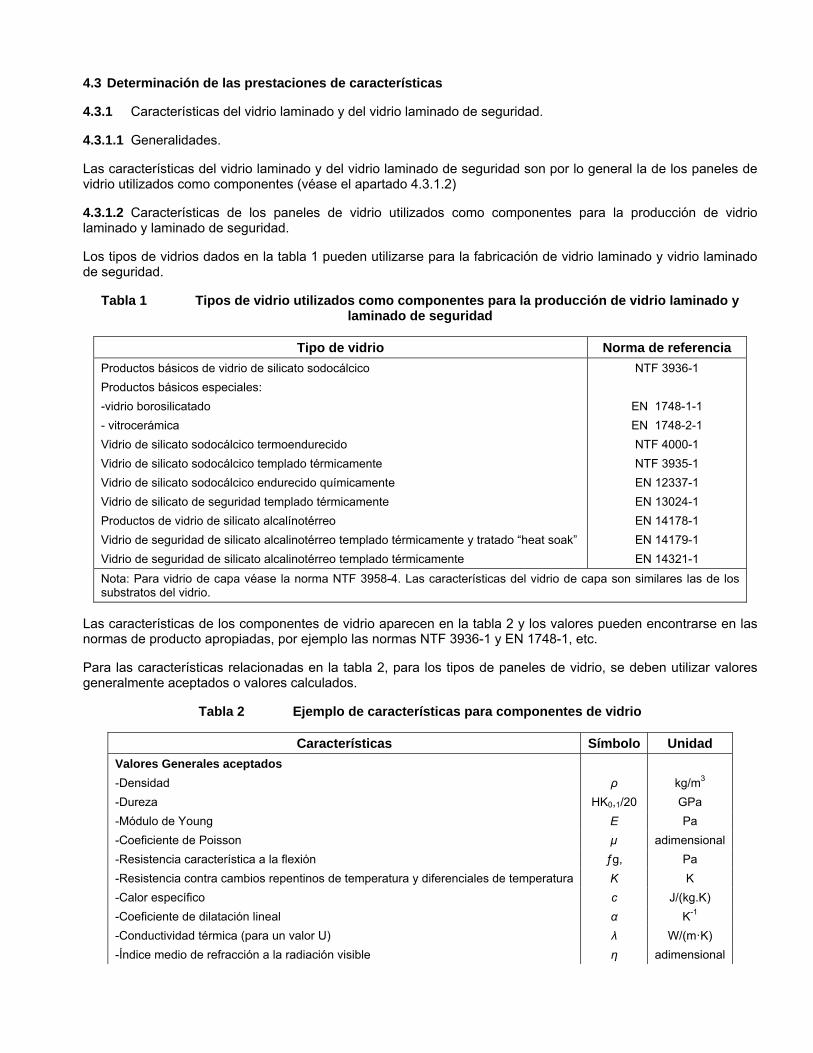
Los tipos de vidrios dados en la tabla 1 pueden utilizarse para la fabricación de vidrio laminado y vidrio laminado de seguridad.
Tabla 1 Tipos de vidrio utilizados como componentes para la producción de vidrio laminado y laminado de seguridad
Tipo de vidrio Norma de referencia
Productos básicos de vidrio de silicato sodocálcico
Productos básicos especiales:
-vidrio borosilicatado
- vitrocerámica
Vidrio de silicato sodocálcico termoendurecido
Vidrio de silicato sodocálcico templado térmicamente
Vidrio de silicato sodocálcico endurecido químicamente
Vidrio de silicato de seguridad templado térmicamente
Productos de vidrio de silicato alcalínotérreo
Vidrio de seguridad de silicato alcalinotérreo templado térmicamente y tratado “heat soak”
Vidrio de seguridad de silicato alcalinotérreo templado térmicamente
NTF 3936-1
EN 1748-1-1
EN 1748-2-1
NTF 4000-1
NTF 3935-1
EN 12337-1
EN 13024-1
EN 14178-1
EN 14179-1
EN 14321-1
Nota: Para vidrio de capa véase la norma NTF 3958-4. Las características del vidrio de capa son similares las de los substratos del vidrio.
Las características de los componentes de vidrio aparecen en la tabla 2 y los valores pueden encontrarse en las normas de producto apropiadas, por ejemplo las normas NTF 3936-1 y EN 1748-1, etc.
Para las características relacionadas en la tabla 2, para los tipos de paneles de vidrio, se deben utilizar valores generalmente aceptados o valores calculados.
Tabla 2 Ejemplo de características para componentes de vidrio
Características Símbolo Unidad
Valores Generales aceptados
-Densidad
-Dureza
ρ
HK0,1/20
kg/m3
GPa
-Módulo de Young E Pa
-Coeficiente de Poisson µ adimensional
-Resistencia característica a la flexión ƒg, Pa
-Resistencia contra cambios repentinos de temperatura y diferenciales de temperatura K K
-Calor específico c J/(kg.K)
-Coeficiente de dilatación lineal α K-1
-Conductividad térmica (para un valor U) λ W/(m·K)
-Índice medio de refracción a la radiación visible η adimensional
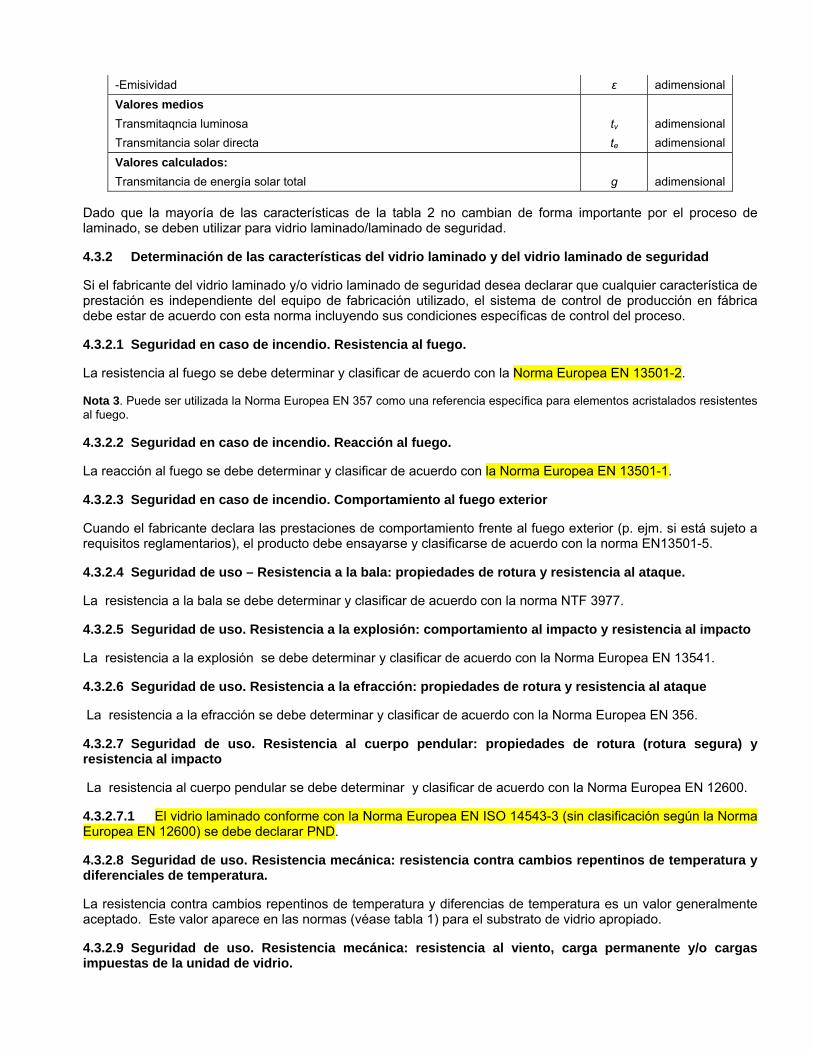
-Emisividad ε adimensional
Valores medios
Transmitaqncia luminosa
Transmitancia solar directa
tv
te
adimensional
adimensional
Valores calculados:
Transmitancia de energía solar total
g
adimensional
Dado que la mayoría de las características de la tabla 2 no cambian de forma importante por el proceso de laminado, se deben utilizar para vidrio laminado/laminado de seguridad.
4.3.2 Determinación de las características del vidrio laminado y del vidrio laminado de seguridad
Si el fabricante del vidrio laminado y/o vidrio laminado de seguridad desea declarar que cualquier característica de prestación es independiente del equipo de fabricación utilizado, el sistema de control de producción en fábrica debe estar de acuerdo con esta norma incluyendo sus condiciones específicas de control del proceso.
4.3.2.1 Seguridad en caso de incendio. Resistencia al fuego.
La resistencia al fuego se debe determinar y clasificar de acuerdo con la Norma Europea EN 13501-2.
Nota 3. Puede ser utilizada la Norma Europea EN 357 como una referencia específica para elementos acristalados resistentes al fuego.
4.3.2.2 Seguridad en caso de incendio. Reacción al fuego.
La reacción al fuego se debe determinar y clasificar de acuerdo con la Norma Europea EN 13501-1.
4.3.2.3 Seguridad en caso de incendio. Comportamiento al fuego exterior
Cuando el fabricante declara las prestaciones de comportamiento frente al fuego exterior (p. ejm. si está sujeto a requisitos reglamentarios), el producto debe ensayarse y clasificarse de acuerdo con la norma EN13501-5.
4.3.2.4 Seguridad de uso – Resistencia a la bala: propiedades de rotura y resistencia al ataque.
La resistencia a la bala se debe determinar y clasificar de acuerdo con la norma NTF 3977.
4.3.2.5 Seguridad de uso. Resistencia a la explosión: comportamiento al impacto y resistencia al impacto
La resistencia a la explosión se debe determinar y clasificar de acuerdo con la Norma Europea EN 13541.
4.3.2.6 Seguridad de uso. Resistencia a la efracción: propiedades de rotura y resistencia al ataque
La resistencia a la efracción se debe determinar y clasificar de acuerdo con la Norma Europea EN 356.
4.3.2.7 Seguridad de uso. Resistencia al cuerpo pendular: propiedades de rotura (rotura segura) y resistencia al impacto
La resistencia al cuerpo pendular se debe determinar y clasificar de acuerdo con la Norma Europea EN 12600.
4.3.2.7.1 El vidrio laminado conforme con la Norma Europea EN ISO 14543-3 (sin clasificación según la Norma Europea EN 12600) se debe declarar PND.
4.3.2.8 Seguridad de uso. Resistencia mecánica: resistencia contra cambios repentinos de temperatura y diferenciales de temperatura.
La resistencia contra cambios repentinos de temperatura y diferencias de temperatura es un valor generalmente aceptado. Este valor aparece en las normas (véase tabla 1) para el substrato de vidrio apropiado.
4.3.2.9 Seguridad de uso. Resistencia mecánica: resistencia al viento, carga permanente y/o cargas impuestas de la unidad de vidrio.
Los ensamblajes especificados de vidrio laminado y vidrio laminado de seguridad (espesor y tipos de componentes de vidrio o materiales de hoja plástica de acristalamiento –capas intermedias) deben asegurar la resistencia contra el viento, carga permanente y otras mecánicas, acción (cuasi-) estática, que deben ser comprobadas de acuerdo con las normas de diseño.
Mientras no sea aplicable parte alguna de las normas de diseño a la construcción concernida o a la ubicación del edificio, se debe aplicar para el diseño el método(s) actualmente en uso para la determinación de la resistencia mecánica en el país de destino.
El espesor del vidrio laminado y laminado de seguridad fabricado o suministrado debe ser conforme con el espesor solicitado.
4.3.2.10 Protección contra el ruido. Atenuación acústica al ruido aérea directo.
El índice de atenuación acústica debe determinarse de acuerdo con la norma NTF 4009.
4.3.2.11 Conservación de energía y retención del calor. Propiedades térmicas.
El coeficiente de transmitancia térmica (valor U) debe determinarse por cálculo de acuerdo con la norma NTF 3957 con:
- Emisividad Ɛ, el valor declarado por el fabricante. Si la información no está disponible, la emisividad se debe determinar de acuerdo con la norma NTF 4010.
- Espesor nominal de los paneles de vidrio.
4.3.2.12 Conservación de energía y retención del calor. Propiedades de radiación: transmitancia y reflectancia luminosa.
La transmitancia y reflectancia luminosa se deben determinar de acuerdo con la norma NTF 3956.
4.3.2.13 Conservación de energía y retención del calor. Propiedades de radiación: características de la energía solar.
La transmitancia y reflectancia de energía solar deben determinar de acuerdo con la norma NTF 3956.
4.4 Durabilidad
Cuando los productos son conformes con la definición del vidrio laminado o laminado de seguridad dada en el apartado 4.2, las características de prestaciones del apartado 4.3.2 se aseguran durante una vida útil económicamente razonable.
La durabilidad de los productos vítreos, incluyendo sus características, deben asegurarse por lo siguiente:
- Conformidad con esta norma.
- Conformidad con las instrucciones del fabricante o proveedor del producto vítreo.
El fabricante debe suministrar instrucciones específicas de instalación o hacer referencia a las especificaciones técnicas apropiadas.
Nota 4. La durabilidad de los productos vítreos depende de:
- Movimientos del edificio y de la construcción debidos a varias acciones;
- Vibraciones del edificio y de la construcción debidas a varias acciones;
- Deformación y alabeo del soporte del vidrio debido a varias acciones;
- Diseño del soporte del vidrio (por ejemplo, drenaje del agua infiltrada en el galce, prevención del contacto directo entre el soporte del vidrio y el vidrio;
- Precisión del soporte del vidrio y de las medidas de los componentes del soporte del vidrio;
- Calidad del ensamblaje de los componentes del soporte del vidrio;
- Calidad de la instalación del soporte del vidrio en o dentro de los edificios o construcciones;
- Expansión del soporte del vidrio debida a la humedad absorbida del aire o de otras fuentes;
- Calidad de la instalación del producto de vidrio en su soporte.
4.5 Sustancias peligrosas
Los materiales utilizados en los productos no deben liberar sustancias peligrosas por encima de los valores máximos especificados en la norma venezolana correspondiente para el material o permitidos en las reglamentaciones que rigen la materia.
5 EVALUACION DE LA CONFORMIDAD
5.1 Generalidades
La evaluación de la conformidad de acuerdo con esta norma debe ser el resultado del control de producción en fábrica y el ensayo de tipo inicial de acuerdo con esta norma venezolana.
1) Control de producción en fábrica, lo cual debe incluir:
a) Inspección de muestras tomadas en fábrica de acuerdo con el plan de ensayo prescrito;
b) Inspección inicial de la fábrica y del control de producción en fábrica;
c) Vigilancia continua y evaluación del control de producción en fábrica.
2) Ensayo de tipo inicial del producto.
5.2 Ensayo de tipo inicial del producto
5.2.1 Generalidades
Todas las características del producto deben someterse a ensayo de tipo inicial para verificar que son conformes con los requisitos de esta norma. Adicionalmente, en lugar de llevar a cabo cualquier ensayo real, el ensayo inicial de tipo puede emplear:
- Valores aceptados generalmente y/o convencionales y/o normalizados, mencionados en las normas que aparecen en el capítulo 2 o en publicaciones a las que se hace referencia en estas normas;
- Métodos de cálculo normalizados y métodos de cálculo reconocidos en las normas que aparecen en el capítulo 2 o en publicaciones a las que se hace referencia en estas normas;
- Informe(s) de ensayo tomando como base el apartado 5.2.12 si están disponibles excepto para las características que aparecen en el apartado 5.2.2;
- Si se utilizan componentes, cuyas características ya han sido determinadas por el fabricante del componente sobre la base de la conformidad con otras normas de producto, estas características no necesitan ser evaluadas nuevamente siempre que se mantengan sin cambio durante el proceso de fabricación;
- La liberación de sustancias peligrosas puede evaluarse indirectamente controlando la cantidad de la sustancia concerniente;
- La durabilidad puede evaluarse indirectamente controlando los procesos de producción de acuerdo con esta norma.
Si se requiere un ensayo real, el ensayo de tipo inicial debe llevarse a cabo sobre una muestra representativa del producto tomada directamente de la producción o un prototipo, en cualquier planta y/o línea.
Si ocurre algún cambio en las materias primas o en el proceso de producción (sujeto a la definición de una familia) que pueda cambiar de forma importante una o más de las características, los ensayos de tipo deben repetirse para la característica apropiada (véase el anexo D).
5.2.1.1 Múltiples líneas/ubicaciones
Si un fabricante trabaja sobre más de una línea y/o ubicación, lo siguiente puede reducirse al requisito para un ensayo de tipo inicial múltiple:
a) El expediente técnico del fabricante para un producto debe cubrir específicamente todas las ubicaciones y/o líneas del mismo fabricante.
b) El fabricante debe establecer una relación directa entre control de producción, el ensayo de tipo inicial y el ensayo de auditoría interna en curso.
c) El fabricante tiene un responsable individual designado para asegurar la conformidad del producto en base a:
- El funcionamiento de un sistema de control de producción en fabrica consistente sobre todas las ubicaciones aplicables y/o líneas;
- Que el fabricante tenga evidencia que muestre que el producto es consistente en relación tanto a las características del producto como a las del uso previsto;
- Que el fabricante tiene un plano de auditoría interna, que incluye la consistencia del producto.
5.2.1.2 Datos históricos
Los ensayos llevados a cabo previamente de acuerdo con las previsiones de esta norma (mismo producto, mismas características, el mismo método de ensayo o más exigente, mismo método de muestreo y de evaluación de la conformidad) pueden tomarse en consideración.
5.2.2 Ensayo de tipo inicial para el vidrio laminado y el vidrio laminado de seguridad
5.2.2.1 Generalidades
Para establecer si un producto es conforme con la definición de vidrio laminado y vidrio laminado de seguridad, el ensayo de tipo inicial debe consistir en:
- La determinación de que el diseño del material del vidrio laminado de seguridad es conforme con la norma NTF3937-2;
- La determinación de que el diseño del material del vidrio laminado es conforme con la norma NTF3937-3.
5.2.2.2 Probetas
Las probetas para el ensayo de tipo inicial deben ser conformes con las especificaciones mínimas del diseño de la familia de producto para un uso/característica previsto específico (véanse los apartados 4.3.2.1 a 4.3.2.13).
Nota 5. Cuando el uso previsto incluye la resistencia a la bala, la resistencia a la explosión y/o la resistencia a la efracción, y el producto se define como vidrio laminado de seguridad, la clasificación puede realizarse de acuerdo con la Norma Europea EN 12600 sobre probetas de dos vidrios de espesor nominal de 3mm, separados por una capa intermedia de espesor nominal 0,76 mm. Si para un tipo de vidrio no existe un espesor nominal de 3 mm, puede utilizarse el espesor más cercano. Si para un tipo de capa intermedia no existe un espesor nominal de 0,76 mm, puede utilizarse el espesor más cercano.
Las probetas para el ensayo de radiación (véase el capítulo 6 de la norma NTF3937-4) deben ser conformes con las especificaciones mínimas de la familia de producto relacionada con el tipo de capa intermedia.
Nota 6. Se puede evitar la necesidad de llevar a cabo el ensayo de radiación si el proveedor de la capa intermedia suministra
informes de ensayo apropiados.
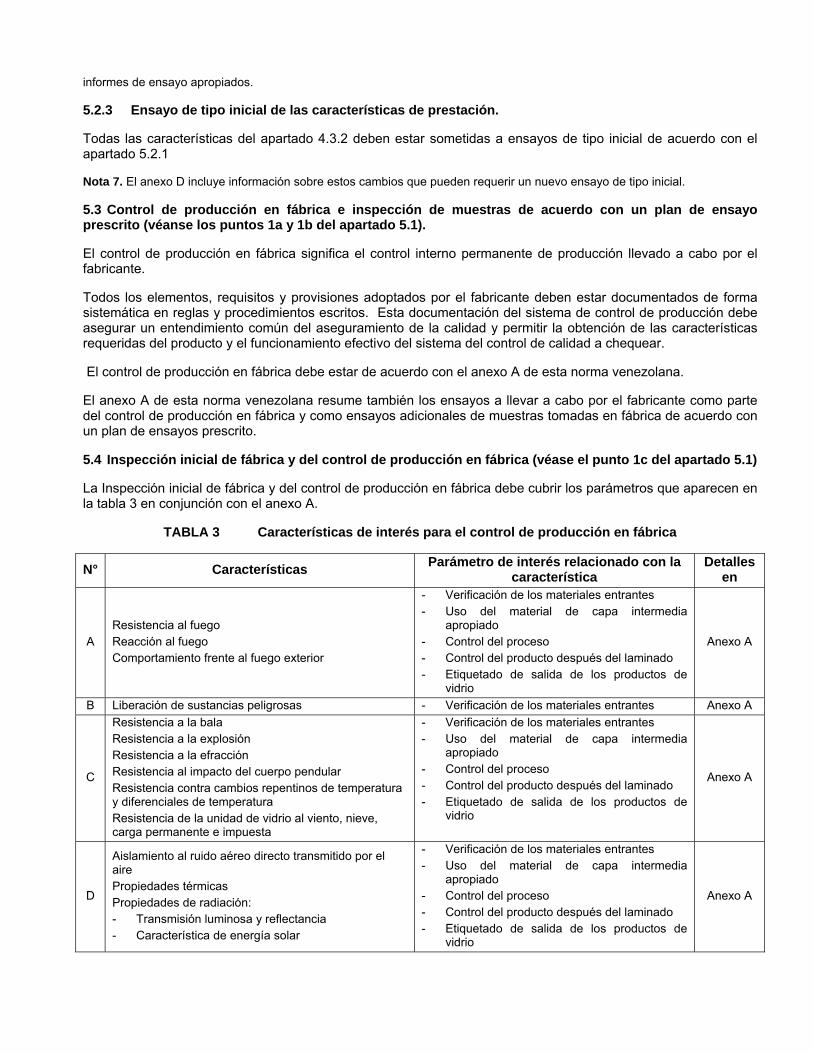
5.2.3 Ensayo de tipo inicial de las características de prestación.
Todas las características del apartado 4.3.2 deben estar sometidas a ensayos de tipo inicial de acuerdo con el apartado 5.2.1
Nota 7. El anexo D incluye información sobre estos cambios que pueden requerir un nuevo ensayo de tipo inicial.
5.3 Control de producción en fábrica e inspección de muestras de acuerdo con un plan de ensayo prescrito (véanse los puntos 1a y 1b del apartado 5.1).
El control de producción en fábrica significa el control interno permanente de producción llevado a cabo por el fabricante.
Todos los elementos, requisitos y provisiones adoptados por el fabricante deben estar documentados de forma sistemática en reglas y procedimientos escritos. Esta documentación del sistema de control de producción debe asegurar un entendimiento común del aseguramiento de la calidad y permitir la obtención de las características requeridas del producto y el funcionamiento efectivo del sistema del control de calidad a chequear.
El control de producción en fábrica debe estar de acuerdo con el anexo A de esta norma venezolana.
El anexo A de esta norma venezolana resume también los ensayos a llevar a cabo por el fabricante como parte del control de producción en fábrica y como ensayos adicionales de muestras tomadas en fábrica de acuerdo con un plan de ensayos prescrito.
5.4 Inspección inicial de fábrica y del control de producción en fábrica (véase el punto 1c del apartado 5.1)
La Inspección inicial de fábrica y del control de producción en fábrica debe cubrir los parámetros que aparecen en la tabla 3 en conjunción con el anexo A.
TABLA 3 Características de interés para el control de producción en fábrica
N° Características Parámetro de interés relacionado con la
característica Detalles
en
A Resistencia al fuego Reacción al fuego Comportamiento frente al fuego exterior
- Verificación de los materiales entrantes - Uso del material de capa intermedia
apropiado - Control del proceso - Control del producto después del laminado - Etiquetado de salida de los productos de
vidrio
Anexo A
B Liberación de sustancias peligrosas - Verificación de los materiales entrantes Anexo A
C
Resistencia a la bala Resistencia a la explosión Resistencia a la efracción Resistencia al impacto del cuerpo pendular Resistencia contra cambios repentinos de temperatura y diferenciales de temperatura Resistencia de la unidad de vidrio al viento, nieve, carga permanente e impuesta
- Verificación de los materiales entrantes - Uso del material de capa intermedia
apropiado - Control del proceso - Control del producto después del laminado - Etiquetado de salida de los productos de
vidrio
Anexo A
D
Aislamiento al ruido aéreo directo transmitido por el aire Propiedades térmicas Propiedades de radiación: - Transmisión luminosa y reflectancia - Característica de energía solar
- Verificación de los materiales entrantes - Uso del material de capa intermedia
apropiado - Control del proceso - Control del producto después del laminado - Etiquetado de salida de los productos de
vidrio
Anexo A
5.5 Inspección continua y evaluación del control de producción en fábrica CPF (véase punto 1c del apartado 5.1)
La inspección continua y evaluación del control de producción en fábrica deben cubrir los parámetros que aparecen en la tabla 3 en conjunción con el Anexo A.
La frecuencia de la inspección de la producción debe ser dos veces por año para las instalaciones de producción nuevas o para las instalaciones que todavía no tienen establecido un sistema de control de producción en fábrica de acuerdo con esta norma.
Cuando la evaluación del CPF no identifica no-conformidades mayores durante cuatro evaluaciones sucesivas, la frecuencia puede reducirse a una vez por año.
Si se registra una no conformidad mayor, la inspección se debe repetir en el término de dos meses y la frecuencia de la inspección de la producción debe volver a mantenerse en dos veces al año. Cuando los resultados de la inspección repetida también muestran una No Conformidad mayor, la producción debe someterse en un plazo de dos meses a una inspección inicial de fábrica y del control de producción en fábrica, junto con la inspección continua. Cuando la inspección inicial repetida y la inspección continua también muestran una No Conformidad mayor, los productos no se consideran conformes por más tiempo con respecto a esta norma venezolana.
6 MARCADO Y/O ETIQUETADO
6.1 Generalidades
Todos los marcados y/o etiquetados voluntarios deben ser conformes con el Anexo E.3
6.2 Marcado de producto
No hay requisitos para marcar los productos de vidrio laminado o vidrio laminado de seguridad.
6.3 Características del producto
El fabricante o su agente deben organizar un sistema de referencias que permita lo siguiente:
- La identificación de qué características exactas han de evaluarse (véase el apartado 4.3.2);
- La determinación de las características a evaluar;
- La identificación de los valores, las clases, las categorías, etc., que han sido determinadas para estas características.
Este sistema debe estar documentado como parte de la evaluación de la conformidad.
6.4 “Documento de identificación de las características/prestaciones”
El fabricante debe preparar un “documento de identificación de las características/prestaciones” basado en la información recogida sobre las características del producto (véase el apartado 6.3). Este documento debe formar parte de la hoja técnica del fabricante.
El “documento de identificación de las características/prestaciones” puede ser un catálogo en cualquier formato (papel, disco, página web, etc), siempre identificable por la referencia que acompaña al marcado con el producto, el cual debe contener los valores o clases de las características respecto a las cuales se declara una prestación. Si no se declara ninguna prestación, debe hacerse una indicación de prestación no determinada (PND).
NOTA 8. El catálogo no debería contener información alguna distinta de lo que es relevante al “documento de identificación de las características/prestaciones”.
BIBLIOGRAFÍA
[1] UNE-EN 14449 Vidrio para la edificación. Vidrio laminado y vidrio laminado de seguridad. Evaluación de la Conformidad. Norma de Producto.
ANEXO A (Normativo)
CONTROL DE PRODUCCIÓN EN FÁBRICA
A.1 Requisitos del control de producción en fábrica
A.1.1 Generalidades
El sistema de control de producción en fábrica consiste en procedimientos, inspecciones regulares y ensayos y/o evaluaciones y el uso de los resultados para controlar (materias primas y otros) materiales entrantes o componentes, equipamiento, proceso de producción y producto.
NOTA A.1 - Un sistema de control de producción en fábrica conforme a la Norma ISO 9001 concebido específicamente en función de los requisitos de esta norma se considera que cumple con los requisitos de esta norma.
A.1.2 Organización
A.1.2.1 Responsabilidad y autoridad.
La responsabilidad, la autoridad y la interrelación de todo el personal que gestiona, realiza y verifica el trabajo que afecta a la conformidad deben estar definidas, particularmente para el personal que tiene la libertad y autoridad organizativa para:
a) iniciar acciones para prevenir que se den no conformidades de productos;
b) identificar y registrar cualquier problema de conformidad de productos.
A.1.2.2 Representante de la Dirección para el control de producción en fábrica.
El fabricante debe nombrar un representante de la Dirección que, con independencia de otras responsabilidades, debe tener autoridad y responsabilidad definidas para asegurar que los requisitos de esta norma se implementan y mantienen.
A.1.2.3 Revisión por la dirección.
El sistema de control de la producción se debe revisar en intervalos apropiados por el cuadro directivo del fabricante, de acuerdo con el sistema de control de documento del fabricante para asegurar su adecuación continua y efectividad. Deben conservarse registros de tales revisiones por un mínimo de 5 años.
A.1.3 Sistema de Control.
A.1.3.1 Generalidades
El fabricante debe establecer y mantener un sistema documentado como medio para asegurar que el producto es conforme con las partes 2 ó 3 de la norma NTF 3937 según sea apropiado. Deben cumplirse los siguientes requisitos.
A.1.3.2 Personal
El fabricante debe nombrar personal que haya recibido una formación apropiada para el funcionamiento y la inspección de todo el equipo.
A.1.3.3 Documentación
La documentación y los procedimientos del fabricante deben ser relevantes para la producción y el control de proceso del vidrio laminado y de vidrio laminado de seguridad y deben ser descritos adecuadamente en un manual que debe incluir:
a) La estructura organizativa, responsabilidades y autoridades de la dirección en relación a la conformidad del producto.
b) Los procedimientos para especificar y verificar los materiales que entran.
c) La fabricación, control de producción y otras técnicas, procesos y acciones sistemáticas que serán utilizadas.
d) Las inspecciones se llevarán a cabo antes de la fabricación, las inspecciones y ensayos durante y después de la fabricación, y la frecuencia en la que serán llevados a cabo.
e) Los registros requeridos de las inspecciones, ensayos y valoraciones.
f) Los registros de No Conformidad que requieran de una acción correctiva y las acciones tomadas.
g) A no ser que se indique otra cosa en la reglamentación nacional, los registros deben mantenerse durante un mínimo de un año después de la fabricación del producto.
A.1.3.4 Equipo de ensayo
La calibración del equipo de ensayo, necesaria para el control de producción en fábrica debe estar documentada.
NOTA A.2. − La precisión de calibración requerida viene implicada por la precisión del método de ensayo y tolerancias especificadas.
A.1.3.5 Inspección y ensayo
El capítulo A.3 designa las inspecciones y los ensayos por medio de tablas. Los requisitos y registros deben ser normativos. Las frecuencias deben ser consideradas como una frecuencia mínima.
A.2 Marcado
El fabricante debe establecer, documentar y mantener procedimientos para el marcado de los productos. El producto debe ser marcado de acuerdo con los documentos establecidos.
Para los propósitos de trazabilidad, el fabricante debe establecer y mantener los registros requeridos en el capítulo A.3.
A.3 Tablas de inspección y ensayo de producción de vidrio de silicato sodocálcico de seguridad templado térmicamente
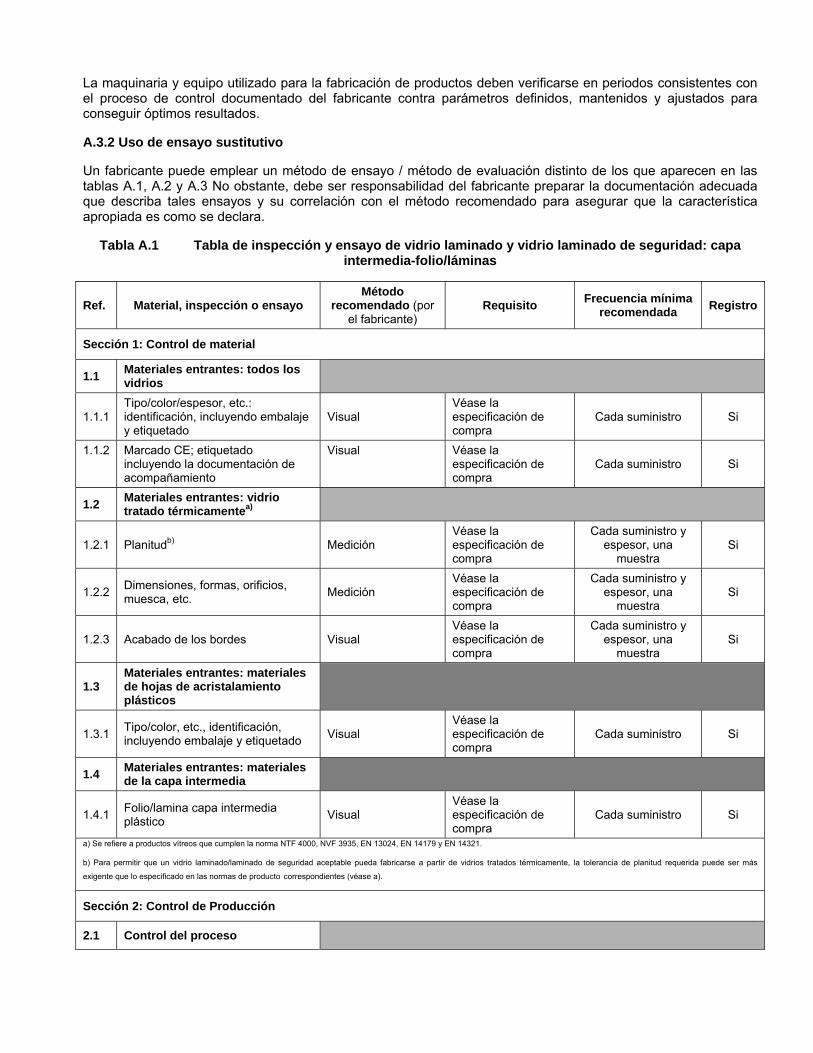
A.3.1 Información sobre la tabla A.1
La tabla A.1 consiste en tres partes:
− sección 1: control del material;
− sección 2: control de producción;
− sección 3: control de producto.
Cuando un proceso de fabricación es tal que una o más de las inspecciones o ensayos relacionados no son aplicables o físicamente no practicables, puede ser ignorada la inspección o ensayo concerniente.
Las inspecciones y/o ensayos sobre materias primas deben llevarse a cabo antes de utilizarse.
En el caso de materiales no conformes, la acción debe llevarse a cabo de forma que:
− no pueden utilizarse las materias primas no conformes;
− no pueden suministrarse los productos no conformes.
Los registros requeridos en la tabla A.1, A.2 y A.3 pueden ser cualquier tipo de documento tales como documentos de pedido, documentos de producción, libro de registro, etc., como se describe en los procedimientos de CPF y documentación asociada. Para aquellos criterios para los que no se requiere registro, éstos sólo deben aplicarse cuando se reciba una queja relacionada con los mismos. Los registros deben conservarse para demostrar que la acción correctiva ha tenido éxito.
La maquinaria y equipo utilizado para la fabricación de productos deben verificarse en periodos consistentes con el proceso de control documentado del fabricante contra parámetros definidos, mantenidos y ajustados para conseguir óptimos resultados.
A.3.2 Uso de ensayo sustitutivo
Un fabricante puede emplear un método de ensayo / método de evaluación distinto de los que aparecen en las tablas A.1, A.2 y A.3 No obstante, debe ser responsabilidad del fabricante preparar la documentación adecuada que describa tales ensayos y su correlación con el método recomendado para asegurar que la característica apropiada es como se declara.
Tabla A.1 Tabla de inspección y ensayo de vidrio laminado y vidrio laminado de seguridad: capa intermedia-folio/láminas
Ref. Material, inspección o ensayo Método
recomendado (por el fabricante)
Requisito Frecuencia mínima
recomendada Registro
Sección 1: Control de material
1.1 Materiales entrantes: todos los vidrios
1.1.1 Tipo/color/espesor, etc.: identificación, incluyendo embalaje y etiquetado
Visual Véase la especificación de compra
Cada suministro Si
1.1.2 Marcado CE; etiquetado incluyendo la documentación de acompañamiento
Visual Véase la especificación de compra
Cada suministro Si
1.2 Materiales entrantes: vidrio tratado térmicamentea)
1.2.1 Planitudb) Medición Véase la especificación de compra
Cada suministro y espesor, una
muestra Si
1.2.2 Dimensiones, formas, orificios, muesca, etc.
Medición Véase la especificación de compra
Cada suministro y espesor, una
muestra Si
1.2.3 Acabado de los bordes Visual Véase la especificación de compra
Cada suministro y espesor, una
muestra Si
1.3 Materiales entrantes: materiales de hojas de acristalamiento plásticos
1.3.1 Tipo/color, etc., identificación, incluyendo embalaje y etiquetado
Visual Véase la especificación de compra
Cada suministro Si
1.4 Materiales entrantes: materiales de la capa intermedia
1.4.1 Folio/lamina capa intermedia plástico
Visual Véase la especificación de compra
Cada suministro Si
a) Se refiere a productos vítreos que cumplen la norma NTF 4000, NVF 3935, EN 13024, EN 14179 y EN 14321.
b) Para permitir que un vidrio laminado/laminado de seguridad aceptable pueda fabricarse a partir de vidrios tratados térmicamente, la tolerancia de planitud requerida puede ser más
exigente que lo especificado en las normas de producto correspondientes (véase a).
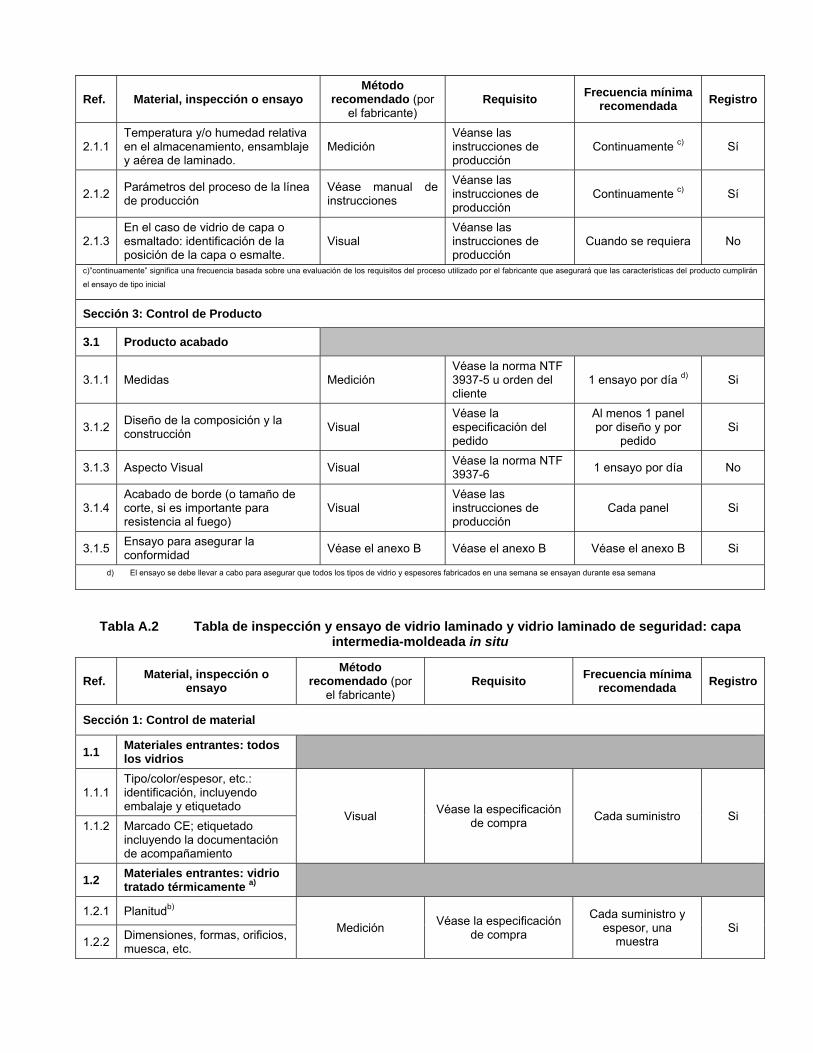
Sección 2: Control de Producción
2.1 Control del proceso
Ref. Material, inspección o ensayo Método
recomendado (por el fabricante)
Requisito Frecuencia mínima
recomendada Registro
2.1.1 Temperatura y/o humedad relativa en el almacenamiento, ensamblaje y aérea de laminado.
Medición Véanse las instrucciones de producción
Continuamente c) Sí
2.1.2 Parámetros del proceso de la línea de producción
Véase manual de instrucciones
Véanse las instrucciones de producción
Continuamente c) Sí
2.1.3 En el caso de vidrio de capa o esmaltado: identificación de la posición de la capa o esmalte.
Visual Véanse las instrucciones de producción
Cuando se requiera No
c)”continuamente” significa una frecuencia basada sobre una evaluación de los requisitos del proceso utilizado por el fabricante que asegurará que las características del producto cumplirán
el ensayo de tipo inicial
Sección 3: Control de Producto
3.1 Producto acabado
3.1.1 Medidas Medición Véase la norma NTF 3937-5 u orden del cliente
1 ensayo por día d) Si
3.1.2 Diseño de la composición y la construcción
Visual Véase la especificación del pedido
Al menos 1 panel por diseño y por
pedido Si
3.1.3 Aspecto Visual Visual Véase la norma NTF 3937-6
1 ensayo por día No
3.1.4 Acabado de borde (o tamaño de corte, si es importante para resistencia al fuego)
Visual Véase las instrucciones de producción
Cada panel Si
3.1.5 Ensayo para asegurar la conformidad
Véase el anexo B Véase el anexo B Véase el anexo B Si
d) El ensayo se debe llevar a cabo para asegurar que todos los tipos de vidrio y espesores fabricados en una semana se ensayan durante esa semana
Tabla A.2 Tabla de inspección y ensayo de vidrio laminado y vidrio laminado de seguridad: capa intermedia-moldeada in situ
Ref. Material, inspección o
ensayo
Método recomendado (por
el fabricante) Requisito
Frecuencia mínima recomendada
Registro
Sección 1: Control de material
1.1 Materiales entrantes: todos los vidrios
1.1.1 Tipo/color/espesor, etc.: identificación, incluyendo embalaje y etiquetado
Visual Véase la especificación
de compra Cada suministro Si
1.1.2 Marcado CE; etiquetado incluyendo la documentación de acompañamiento
1.2 Materiales entrantes: vidrio tratado térmicamente a)
1.2.1 Planitudb)
Medición Véase la especificación
de compra
Cada suministro y espesor, una
muestra Si
1.2.2 Dimensiones, formas, orificios, muesca, etc.
Ref. Material, inspección o
ensayo
Método recomendado (por
el fabricante) Requisito
Frecuencia mínima recomendada
Registro
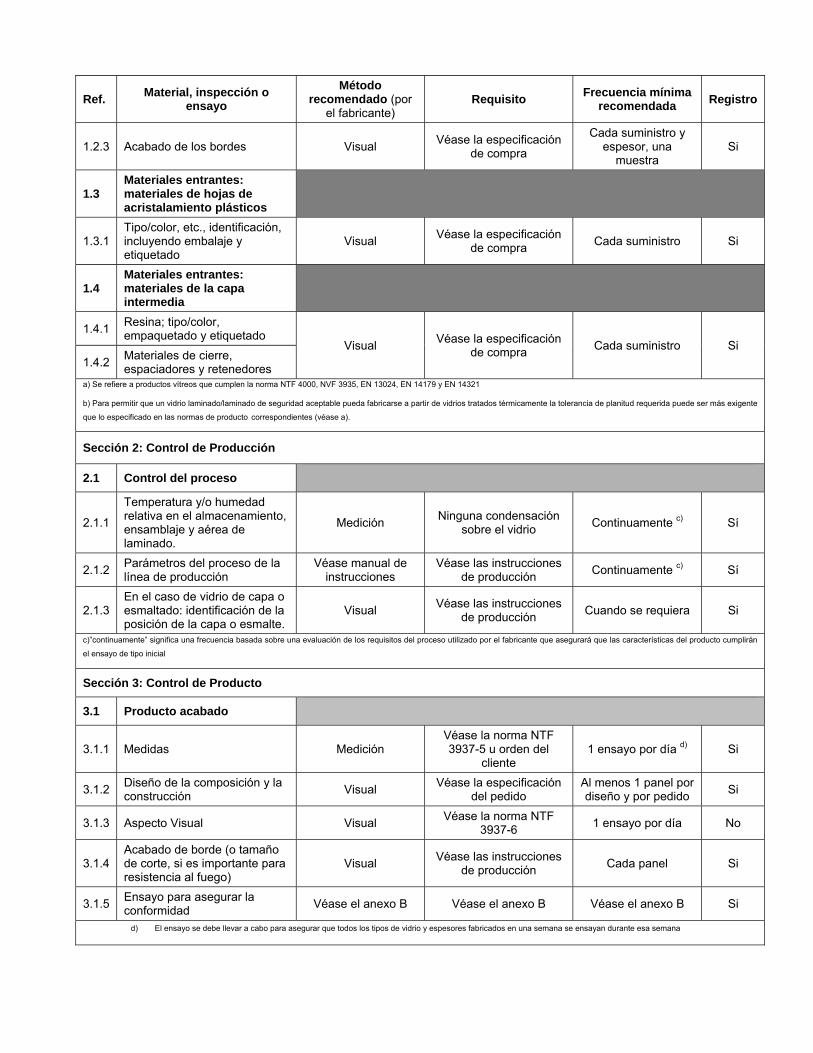
1.2.3 Acabado de los bordes Visual Véase la especificación
de compra
Cada suministro y espesor, una
muestra Si
1.3 Materiales entrantes: materiales de hojas de acristalamiento plásticos
1.3.1 Tipo/color, etc., identificación, incluyendo embalaje y etiquetado
Visual Véase la especificación
de compra Cada suministro Si
1.4 Materiales entrantes: materiales de la capa intermedia
1.4.1 Resina; tipo/color, empaquetado y etiquetado
Visual Véase la especificación
de compra Cada suministro Si
1.4.2 Materiales de cierre, espaciadores y retenedores
a) Se refiere a productos vítreos que cumplen la norma NTF 4000, NVF 3935, EN 13024, EN 14179 y EN 14321
b) Para permitir que un vidrio laminado/laminado de seguridad aceptable pueda fabricarse a partir de vidrios tratados térmicamente la tolerancia de planitud requerida puede ser más exigente
que lo especificado en las normas de producto correspondientes (véase a).
Sección 2: Control de Producción
2.1 Control del proceso
2.1.1
Temperatura y/o humedad relativa en el almacenamiento, ensamblaje y aérea de laminado.
Medición Ninguna condensación
sobre el vidrio Continuamente c) Sí
2.1.2 Parámetros del proceso de la línea de producción
Véase manual de instrucciones
Véase las instrucciones de producción
Continuamente c) Sí
2.1.3 En el caso de vidrio de capa o esmaltado: identificación de la posición de la capa o esmalte.
Visual Véase las instrucciones
de producción Cuando se requiera Si
c)”continuamente” significa una frecuencia basada sobre una evaluación de los requisitos del proceso utilizado por el fabricante que asegurará que las características del producto cumplirán
el ensayo de tipo inicial
Sección 3: Control de Producto
3.1 Producto acabado
3.1.1 Medidas Medición Véase la norma NTF 3937-5 u orden del
cliente 1 ensayo por día d) Si
3.1.2 Diseño de la composición y la construcción
Visual Véase la especificación
del pedido Al menos 1 panel por diseño y por pedido
Si
3.1.3 Aspecto Visual Visual Véase la norma NTF
3937-6 1 ensayo por día No
3.1.4 Acabado de borde (o tamaño de corte, si es importante para resistencia al fuego)
Visual Véase las instrucciones
de producción Cada panel Si
3.1.5 Ensayo para asegurar la conformidad
Véase el anexo B Véase el anexo B Véase el anexo B Si
d) El ensayo se debe llevar a cabo para asegurar que todos los tipos de vidrio y espesores fabricados en una semana se ensayan durante esa semana
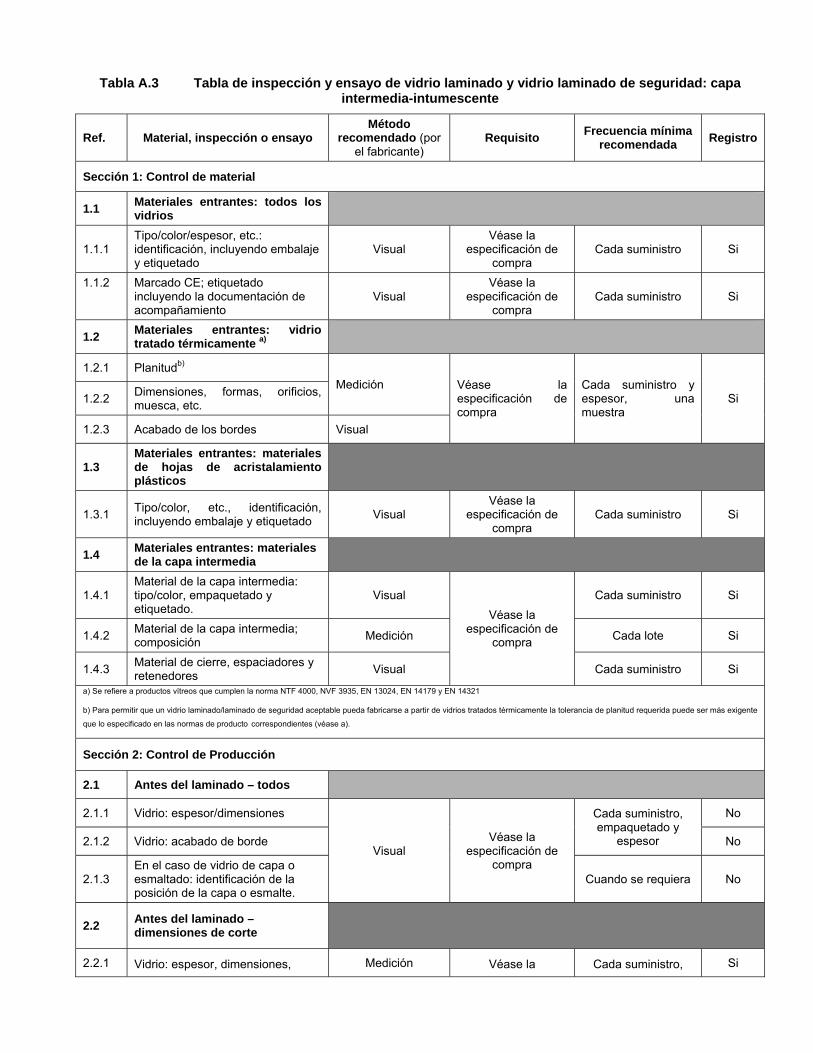
Tabla A.3 Tabla de inspección y ensayo de vidrio laminado y vidrio laminado de seguridad: capa intermedia-intumescente
Ref. Material, inspección o ensayo Método
recomendado (por el fabricante)
Requisito Frecuencia mínima
recomendada Registro
Sección 1: Control de material
1.1 Materiales entrantes: todos los vidrios
1.1.1 Tipo/color/espesor, etc.: identificación, incluyendo embalaje y etiquetado
Visual Véase la
especificación de compra
Cada suministro Si
1.1.2 Marcado CE; etiquetado incluyendo la documentación de acompañamiento
Visual Véase la
especificación de compra
Cada suministro Si
1.2 Materiales entrantes: vidrio tratado térmicamente a)
1.2.1 Planitudb)
Medición Véase la especificación de compra
Cada suministro y espesor, una muestra
Si 1.2.2 Dimensiones, formas, orificios, muesca, etc.
1.2.3 Acabado de los bordes Visual
1.3 Materiales entrantes: materiales de hojas de acristalamiento plásticos
1.3.1 Tipo/color, etc., identificación, incluyendo embalaje y etiquetado
Visual Véase la
especificación de compra
Cada suministro Si
1.4 Materiales entrantes: materiales de la capa intermedia
1.4.1 Material de la capa intermedia: tipo/color, empaquetado y etiquetado.
Visual
Véase la especificación de
compra
Cada suministro Si
1.4.2 Material de la capa intermedia; composición
Medición Cada lote Si
1.4.3 Material de cierre, espaciadores y retenedores
Visual Cada suministro Si
a) Se refiere a productos vítreos que cumplen la norma NTF 4000, NVF 3935, EN 13024, EN 14179 y EN 14321
b) Para permitir que un vidrio laminado/laminado de seguridad aceptable pueda fabricarse a partir de vidrios tratados térmicamente la tolerancia de planitud requerida puede ser más exigente
que lo especificado en las normas de producto correspondientes (véase a).
Sección 2: Control de Producción
2.1 Antes del laminado – todos
2.1.1 Vidrio: espesor/dimensiones
Visual Véase la
especificación de compra
Cada suministro, empaquetado y
espesor
No
2.1.2 Vidrio: acabado de borde No
2.1.3 En el caso de vidrio de capa o esmaltado: identificación de la posición de la capa o esmalte.
Cuando se requiera No
2.2 Antes del laminado – dimensiones de corte
2.2.1 Vidrio: espesor, dimensiones, Medición Véase la Cada suministro, Si
Ref. Material, inspección o ensayo Método
recomendado (por el fabricante)
Requisito Frecuencia mínima
recomendada Registro
formas, orificios, muescas especificación de compra
empaquetado y espesor
2.2.2 Vidrio: acabado de borde (si es importante para resistencia al fuego)
Véase instrucciones de
producción
Véase instrucciones de producción
Una muestra por semana
Si
2.3 Control del proceso
2.3.1 Condiciones relevantes de la línea y área de producción
Para métodos de control, requisitos, frecuencia y registros, véase instrucciones de producción y proceso
Si
2.3.2 Temperatura y/o humedad relativa en el área de laminación.
Medición Véase instrucciones
de fabricación Continuamente c) Si
c) ”continuamente” significa una frecuencia basada sobre una evaluación de los requisitos del proceso utilizado por el fabricante que asegurará que las características del producto cumplirán
el ensayo de tipo inicial.
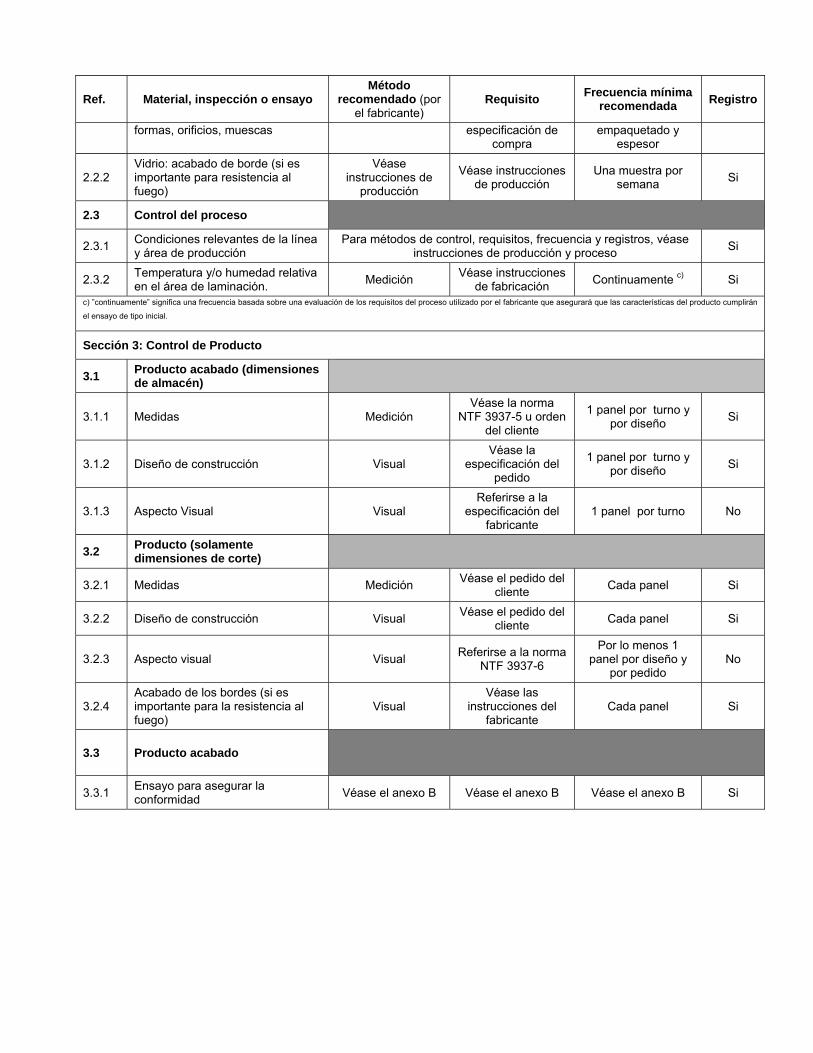
Sección 3: Control de Producto
3.1 Producto acabado (dimensiones de almacén)
3.1.1 Medidas Medición Véase la norma
NTF 3937-5 u orden del cliente
1 panel por turno y por diseño Si
3.1.2 Diseño de construcción Visual Véase la
especificación del pedido
1 panel por turno y por diseño
Si
3.1.3 Aspecto Visual Visual Referirse a la
especificación del fabricante
1 panel por turno No
3.2 Producto (solamente dimensiones de corte)
3.2.1 Medidas Medición Véase el pedido del
cliente Cada panel Si
3.2.2 Diseño de construcción Visual Véase el pedido del
cliente Cada panel Si
3.2.3 Aspecto visual Visual Referirse a la norma
NTF 3937-6
Por lo menos 1 panel por diseño y
por pedido No
3.2.4 Acabado de los bordes (si es importante para la resistencia al fuego)
Visual Véase las
instrucciones del fabricante
Cada panel Si
3.3 Producto acabado
3.3.1 Ensayo para asegurar la conformidad
Véase el anexo B Véase el anexo B Véase el anexo B Si
ANEXO B (Informativo)
ENSAYOS PARA ASEGURAR LA CONFORMIDAD
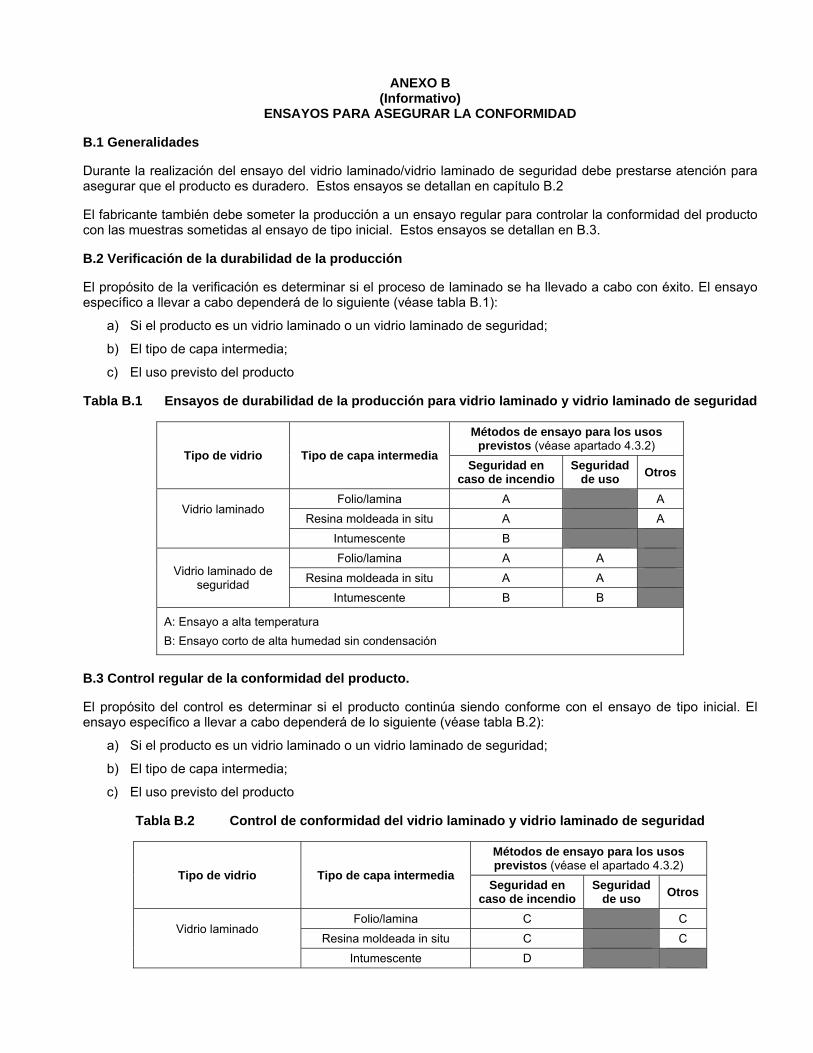
B.1 Generalidades
Durante la realización del ensayo del vidrio laminado/vidrio laminado de seguridad debe prestarse atención para asegurar que el producto es duradero. Estos ensayos se detallan en capítulo B.2
El fabricante también debe someter la producción a un ensayo regular para controlar la conformidad del producto con las muestras sometidas al ensayo de tipo inicial. Estos ensayos se detallan en B.3.
B.2 Verificación de la durabilidad de la producción
El propósito de la verificación es determinar si el proceso de laminado se ha llevado a cabo con éxito. El ensayo específico a llevar a cabo dependerá de lo siguiente (véase tabla B.1):
a) Si el producto es un vidrio laminado o un vidrio laminado de seguridad;
b) El tipo de capa intermedia;
c) El uso previsto del producto
Tabla B.1 Ensayos de durabilidad de la producción para vidrio laminado y vidrio laminado de seguridad
Tipo de vidrio Tipo de capa intermedia
Métodos de ensayo para los usos previstos (véase apartado 4.3.2)
Seguridad en caso de incendio
Seguridad de uso
Otros
Vidrio laminado
Folio/lamina A A
Resina moldeada in situ A A
Intumescente B
Vidrio laminado de seguridad
Folio/lamina A A
Resina moldeada in situ A A
Intumescente B B
A: Ensayo a alta temperatura
B: Ensayo corto de alta humedad sin condensación
B.3 Control regular de la conformidad del producto.
El propósito del control es determinar si el producto continúa siendo conforme con el ensayo de tipo inicial. El ensayo específico a llevar a cabo dependerá de lo siguiente (véase tabla B.2):
a) Si el producto es un vidrio laminado o un vidrio laminado de seguridad;
b) El tipo de capa intermedia;
c) El uso previsto del producto
Tabla B.2 Control de conformidad del vidrio laminado y vidrio laminado de seguridad
Tipo de vidrio Tipo de capa intermedia
Métodos de ensayo para los usos previstos (véase el apartado 4.3.2)
Seguridad en caso de incendio
Seguridad de uso
Otros
Vidrio laminado
Folio/lamina C C
Resina moldeada in situ C C
Intumescente D
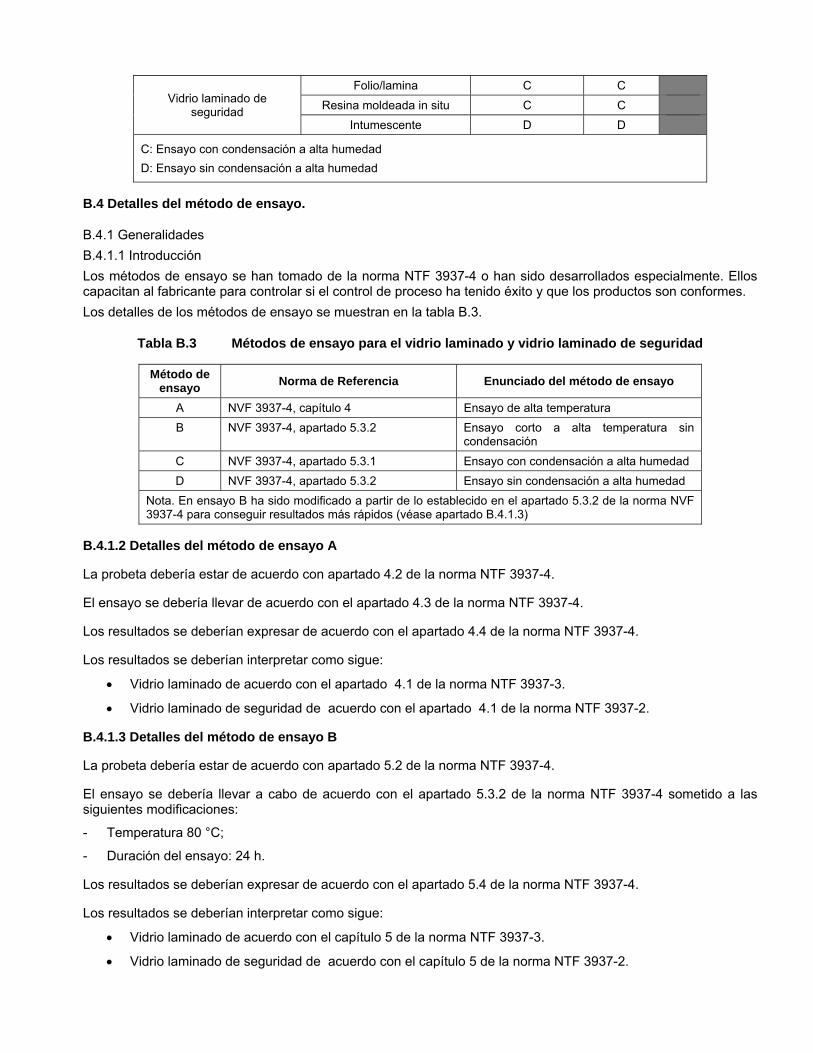
Vidrio laminado de seguridad
Folio/lamina C C
Resina moldeada in situ C C
Intumescente D D
C: Ensayo con condensación a alta humedad
D: Ensayo sin condensación a alta humedad
B.4 Detalles del método de ensayo.
B.4.1 Generalidades
B.4.1.1 Introducción
Los métodos de ensayo se han tomado de la norma NTF 3937-4 o han sido desarrollados especialmente. Ellos capacitan al fabricante para controlar si el control de proceso ha tenido éxito y que los productos son conformes.
Los detalles de los métodos de ensayo se muestran en la tabla B.3.
Tabla B.3 Métodos de ensayo para el vidrio laminado y vidrio laminado de seguridad
Método de ensayo
Norma de Referencia Enunciado del método de ensayo
A NVF 3937-4, capítulo 4 Ensayo de alta temperatura
B NVF 3937-4, apartado 5.3.2 Ensayo corto a alta temperatura sin condensación
C NVF 3937-4, apartado 5.3.1 Ensayo con condensación a alta humedad
D NVF 3937-4, apartado 5.3.2 Ensayo sin condensación a alta humedad
Nota. En ensayo B ha sido modificado a partir de lo establecido en el apartado 5.3.2 de la norma NVF 3937-4 para conseguir resultados más rápidos (véase apartado B.4.1.3)
B.4.1.2 Detalles del método de ensayo A
La probeta debería estar de acuerdo con apartado 4.2 de la norma NTF 3937-4.
El ensayo se debería llevar de acuerdo con el apartado 4.3 de la norma NTF 3937-4.
Los resultados se deberían expresar de acuerdo con el apartado 4.4 de la norma NTF 3937-4.
Los resultados se deberían interpretar como sigue:
Vidrio laminado de acuerdo con el apartado 4.1 de la norma NTF 3937-3.
Vidrio laminado de seguridad de acuerdo con el apartado 4.1 de la norma NTF 3937-2.
B.4.1.3 Detalles del método de ensayo B
La probeta debería estar de acuerdo con apartado 5.2 de la norma NTF 3937-4.
El ensayo se debería llevar a cabo de acuerdo con el apartado 5.3.2 de la norma NTF 3937-4 sometido a las siguientes modificaciones:
- Temperatura 80 °C;
- Duración del ensayo: 24 h.
Los resultados se deberían expresar de acuerdo con el apartado 5.4 de la norma NTF 3937-4.
Los resultados se deberían interpretar como sigue:
Vidrio laminado de acuerdo con el capítulo 5 de la norma NTF 3937-3.
Vidrio laminado de seguridad de acuerdo con el capítulo 5 de la norma NTF 3937-2.
B.4.1.4 Detalles del método de ensayo C
La probeta debería estar de acuerdo con apartado 5.2 de la norma NTF 3937-4.
El ensayo se debería llevar a cabo de acuerdo con el apartado 5.3.1 de la norma NTF 3937-4
Los resultados se deberían expresar de acuerdo con el apartado 5.4 de la norma NTF 3937-4
Los resultados se deberían interpretar como sigue:
Vidrio laminado de acuerdo con el apartado 4.2 de la norma NTF 3937-3
Vidrio laminado de seguridad de acuerdo con el apartado 4.2 de la norma NTF 3937-2
B.4.1.5 Detalles del método de ensayo D.
La probeta debería estar de acuerdo con apartado 5.2 de la norma NTF 3937-4.
El ensayo se debería llevar a cabo de acuerdo con el apartado 5.3.2 de la norma NTF 3937-4.
Los resultados se deberían expresar de acuerdo con el apartado 5.4 de la norma NTF 3937-4.
Los resultados se deberían interpretar como sigue:
Vidrio laminado de acuerdo con el capítulo 5 de la norma NTF 3937-3.
Vidrio laminado de seguridad de acuerdo con el capítulo 5 de la norma NTF 3937-2.
B.5 Protocolo de ensayo
B.5.1 Frecuencia
B.5.1.1 Método de ensayo A
Se debería ensayar como mínimo una probeta por día.
Nota: Una probeta por ciclo de producción puede ser más realista.
B.5.1.2 Método de ensayo B
Se debería ensayar como mínimo una probeta por día.
B.5.1.3 Método de ensayo C
Se debería ensayar como mínimo tres probetas cada dos semanas.
B.5.1.4 Método de ensayo D
Se debería ensayar como mínimo tres probetas cada seis semanas.
B.5.2 Selección de probetas
B.5.2.1 Generalidades
Las probetas deberían ser, si es posible, conformes con la(s) mínima(s) especificación(es) de la familia del producto diseñado para un uso/característica específica pretendida (véanse los apartados 4.3.2.1 hasta 4.3.2.13)
B.5.2.2 Método de ensayo A
El ensayo se debería llevar a cabo sobre una selección de probetas elegidas para asegurar la gama de los tipos de vidrio y de los tipos de capa intermedia utilizados por el fabricante del vidrio laminado/vidrio laminado de seguridad que son cubiertos.
Nota 1. Los tipos de vidrio incluyen diferentes composiciones y/o productos, por ejemplo, flotado, impreso, de capa, etc.
Nota 2. Los tipos de capa intermedia incluyen material, sistema de curado, fabricante, etc.
B.5.2.3 Método de ensayo B
Las probetas se deberían elegir para asegurar que, si es práctico. Se cubra la gama total de productos (véase el apartado B.3.2.1.) Se deberían ensayar ambos productos para interior y para exterior.
B.5.2.4 Método de ensayo C
Las probetas se deberían tomar de tres series separadas de producción. Si es práctico, las probetas deberían asegurar que se cubre la gama completa de productos fabricados (véase el apartado B.3.2.2).
B.5.2.5 Método de ensayo D
Las probetas deberían tomarse de tres series separadas de producción.
Las probetas deberían escogerse para asegurar que, si es práctico, la gama completa de productos está cubierta (véase el apartado B.3.2.1) Deben ensayarse ambos productos, para uso interior y exterior.
B.6 Resultado de ensayo
B.6.1 Generalidades
Los resultados del ensayo para los métodos de ensayo A y B capacitarán al fabricante para decidir si el producto puede considerarse como no conforme. La acción tomada por el fabricante en el caso de obtener el resultado de fallo dependerá del tipo de vidrio y del uso previsto.
B.6.2 Método de ensayo A
Si la probeta ha fallado el ensayo se debería poner en cuarentena la serie de producción.
Se deberían ensayar otras tres probetas de acuerdo con el apartado B.4.1.2. Si pasan el ensayo la producción puede clasificarse para distribución. No obstante, un fallo adicional provocará el rechazo de la serie de producción.
B.6.3 Método de ensayo B
Si la probeta ha fallado el ensayo se debería poner en cuarentena la serie de producción.
Se deberían ensayar otras tres probetas de acuerdo con B.4.1.3. Si pasan el ensayo la producción puede clasificarse para distribución. No obstante, un fallo adicional provocará el rechazo de la serie de producción.
B.6.4 Método de ensayo C
Si la probeta ha fallado el ensayo, se debería revisar el sistema de CPF.
B.6.5 Método de ensayo D
Si la probeta ha fallado el ensayo, se debería revisar el sistema de CPF.
B.7 Otros ensayos
Los ensayos cubiertos por los capítulos B.2 y B.3 son un medio para asegurar la conformidad en curso del control de producción en fábrica. No obstante, ninguno de los ensayos comprueba las prestaciones mecánicas del vidrio laminado de seguridad.
Por tanto, al menos una vez por semana deberían someterse un mínimo de 3 probetas al ensayo de prestación mecánica.
Nota. El anexo C muestra una lista de métodos de ensayo que un fabricante puede emplear para demostrar que funciona las prestaciones mecánicas de la producción en curso.
ANEXO C (Informativo)
VIDRIO LAMINADO DE SEGURIDAD: ENSAYOS DE RESISTENCIA MECÁNICA
C.1 Generalidades
Los ensayos para asegurar la conformidad indicados en el anexo B no siempre actúan como un buen indicador del comportamiento mecánico futuro, esto es, la seguridad de uso de la prestación de resistencia.
Los ensayos en el anexo B proporcionan un conocimiento profundo sobre la efectividad del proceso de laminado. No obstante, el comportamiento mecánico del conjunto es el resultado de las propiedades inherentes de la capa intermedia, a veces referidas como tenacidad, y la adherencia de la intercapa a otros componentes del conjunto.
Deben utilizarse un número de ensayos mecánicos para comprobar que el vidrio laminado de seguridad ofrece la prestación prestada.
C.2 Ensayo de caída de una bola
C.2.1 Requisitos
La bola no debería penetrar la probeta en un período de tiempo de cinco segundos tras el impacto.
C.2.2 Equipamiento
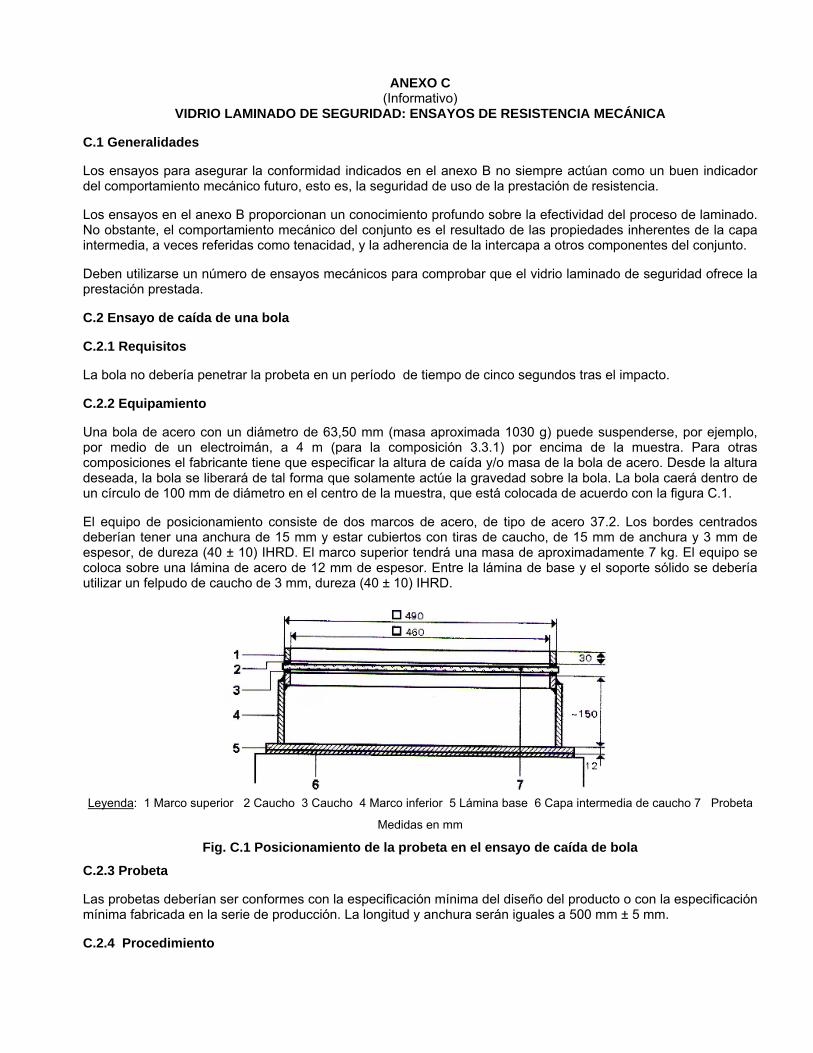
Una bola de acero con un diámetro de 63,50 mm (masa aproximada 1030 g) puede suspenderse, por ejemplo, por medio de un electroimán, a 4 m (para la composición 3.3.1) por encima de la muestra. Para otras composiciones el fabricante tiene que especificar la altura de caída y/o masa de la bola de acero. Desde la altura deseada, la bola se liberará de tal forma que solamente actúe la gravedad sobre la bola. La bola caerá dentro de un círculo de 100 mm de diámetro en el centro de la muestra, que está colocada de acuerdo con la figura C.1.
El equipo de posicionamiento consiste de dos marcos de acero, de tipo de acero 37.2. Los bordes centrados deberían tener una anchura de 15 mm y estar cubiertos con tiras de caucho, de 15 mm de anchura y 3 mm de espesor, de dureza (40 ± 10) IHRD. El marco superior tendrá una masa de aproximadamente 7 kg. El equipo se coloca sobre una lámina de acero de 12 mm de espesor. Entre la lámina de base y el soporte sólido se debería utilizar un felpudo de caucho de 3 mm, dureza (40 ± 10) IHRD.
Leyenda: 1 Marco superior 2 Caucho 3 Caucho 4 Marco inferior 5 Lámina base 6 Capa intermedia de caucho 7 Probeta
Medidas en mm
Fig. C.1 Posicionamiento de la probeta en el ensayo de caída de bola
C.2.3 Probeta
Las probetas deberían ser conformes con la especificación mínima del diseño del producto o con la especificación mínima fabricada en la serie de producción. La longitud y anchura serán iguales a 500 mm ± 5 mm.
C.2.4 Procedimiento
La probeta se debería almacenar al menos cuatro horas a la temperatura de ensayo, preferentemente (25 ± 5) °C. Tras colocar la probeta en el equipo de soporte, se posicionará la bola a la altura requerida y se liberará
C.3 Ensayo del impacto del péndulo
C.3.1 Requisito
El impactador no debería producir una abertura en la probeta a través de la cual pueda pasar una esfera de acero de 76 mm de diámetro.
C.3.2 Equipamiento
Puede consistir en un banco de ensayo de acuerdo con la Norma Europea En 12600 o similar. El impactador puede ser un impactador de doble neumático de acuerdo con la Norma Europea En 12600 o similar.
C.3.3 Probetas
Las probetas deberían ser conformes con la especificación mínima del diseño del producto o con la especificación mínima en el proceso de producción. Siendo la dimensión de la probeta tal como se especifica en la Norma Europea EN 12600.
C.3.4 Procedimiento
La probeta se debería almacenar al menos cuatro horas a la temperatura de ensayo, preferentemente (25 ± 5) °C. Tras colocar la probeta en el banco de ensayos, el impactador se elevará a la altura de caída para la prestación solicitada de la probeta y se liberará.
C.4 Otros
C.4.1 Generalidades
Aún no está definido completamente el método de ensayo a determinar la tenacidad o la adherencia de la capa intermedia.
Los párrafos siguientes son referencias a artículos sobre este tema.
C.4.2 Ensayo al cizallamiento de compresión (véanse las referencias [5] y [6] de la Bibliografía).
La adhesión al cizallamiento de compresión es una medición de la resistencia del vínculo entre la capa intermedia y el vidrio. La resistencia del vínculo laminado tiene que ser controlada para evitar problemas de delaminación a baja adherencia y fallo al impacto en alta adherencia.
C.4.3 Ensayo Pummel (véanse las referencias [7] y [8] de la Bibliografía).
La adhesión Pummel es una mediación de la resistencia del vínculo entre la capa intermedia y el vidrio. La resistencia del vínculo laminado tiene que ser controlada para evitar problemas de delaminación a baja adherencia y fallo al impacto en alta adherencia.
C.4.4 Ensayo de tenacidad y adherencia para determinar la conexión entre el producto y la prestación al impacto, esto es, NVF 3978, EN 12600 (véase las referencias [9] de la Bibliografía).
La prestación de un vidrio laminado bajo impacto, por ejemplo, según la norma NTF 3978 y EN 12600, está influida por la adherencia y la tenacidad de la capa intermedia. La adherencia está relacionada con las propiedades inherentes del folio de la capa intermedia y los parámetros del proceso. La tenacidad es una característica básica del folio capa intermedia. Este método permite al fabricante determinar los parámetros apropiados que aseguren que se mantiene la prestación del producto.
ANEXO D (Informativo)
CRITERIOS PARA DECIDIR SI UN CAMBIO EN UN ENSAMBLAJE REQUIERE UN NUEVO ENSAYO DE TIPO INICIAL.
D.1 Generalidades
El apartado 5.2.3 trata del requisito para el ensayo de tipo inicial de las características del vidrio laminado y del vidrio laminado de seguridad. Las reglas generales para el ensayo de tipo inicial aparecen en el apartado 5.2.1
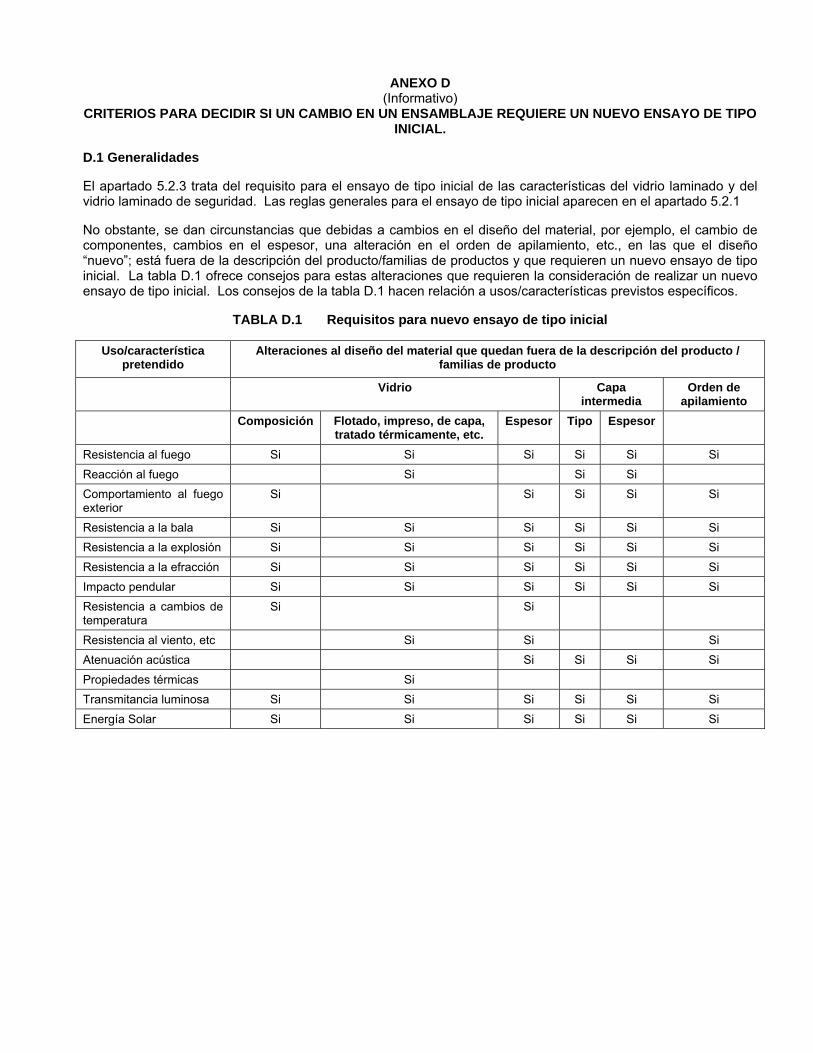
No obstante, se dan circunstancias que debidas a cambios en el diseño del material, por ejemplo, el cambio de componentes, cambios en el espesor, una alteración en el orden de apilamiento, etc., en las que el diseño “nuevo”; está fuera de la descripción del producto/familias de productos y que requieren un nuevo ensayo de tipo inicial. La tabla D.1 ofrece consejos para estas alteraciones que requieren la consideración de realizar un nuevo ensayo de tipo inicial. Los consejos de la tabla D.1 hacen relación a usos/características previstos específicos.
TABLA D.1 Requisitos para nuevo ensayo de tipo inicial
Uso/característica pretendido
Alteraciones al diseño del material que quedan fuera de la descripción del producto / familias de producto
Vidrio Capa intermedia
Orden de apilamiento
Composición Flotado, impreso, de capa, tratado térmicamente, etc.
Espesor Tipo Espesor
Resistencia al fuego Si Si Si Si Si Si
Reacción al fuego Si Si Si
Comportamiento al fuego exterior
Si Si Si Si Si
Resistencia a la bala Si Si Si Si Si Si
Resistencia a la explosión Si Si Si Si Si Si
Resistencia a la efracción Si Si Si Si Si Si
Impacto pendular Si Si Si Si Si Si
Resistencia a cambios de temperatura
Si Si
Resistencia al viento, etc Si Si Si
Atenuación acústica Si Si Si Si
Propiedades térmicas Si
Transmitancia luminosa Si Si Si Si Si Si
Energía Solar Si Si Si Si Si Si

ANEXO E (Informativo)
DISPOSICIONES PARA LA IMPLICACIÓN VOLUNTARIA DE TERCERAS PARTES
E.1 Generalidades
Un fabricante puede recurrir a una o varias terceras partes para la evaluación de la conformidad que puede conllevar una combinación de ensayo de tipo inicial de tipo, inspección del control de producción en fábrica, vigilancia continua y auditoría del producto. Los resultados de la valoración de la conformidad por organismos que actúan como reguladores pueden ser utilizados por la tercera parte llevando a cabo sus tareas asignadas
E.2 Tareas voluntarias para terceras partes
Una tercera parte puede ser contratada voluntariamente para llevar a cabo el ensayo de tipo inicial, la inspección del control de producción en fábrica, la vigilancia continua y la auditoría del producto.
Si una tercera parte interviene en la evaluación de la conformidad del producto de vidrio laminado y vidrio laminado de seguridad cubiertos por esta norma venezolana, la valoración debería estar en conformidad con el capítulo 5, evaluación de la conformidad.
Un fabricante puede también voluntariamente implicar a una tercera parte en el control de características, por ejemplo, aspectos visuales, color, etc.
E.3 Marcado y etiquetado
El formato del etiquetado y su posición puede ser objeto de acuerdo entre el organismo que interviene y el fabricante.
Todas las marcas y/o etiquetas de naturaleza voluntaria deben fijarse de tal forma que no creen confusión con las marcas y/o etiquetados que se requieren por motivos obligatorios.
Para prevenir todo tipo de confusión con cualquier marcado y/o etiquetado requeridos por reglamento, todos los marcados y/o etiquetados relacionados con la intervención de una tercera parte de forma voluntaria deben venir acompañadas con la siguiente advertencia: “este marcado/etiquetado no tiene relación con ningún tipo de características de producto cubierta por marcados y/o etiquetados legales”.