modelado del transporte de masa y energía en las ... · modelado del transporte de masa y energía...
TRANSCRIPT
Modelado del transporte de masa y energía en las partículas de un
transportador de oxígeno basado en cobre: Aplicación para chemical
looping combustión
Juan Carlos Maya López
Universidad Nacional de Colombia
Facultad, Escuela de química y petróleos
Medellín, Colombia
2013


Modelado del transporte de masa y energía en las partículas de un
transportador de oxígeno basado en cobre: Aplicación para chemical
looping combustión
Juan Carlos Maya López
Tesis o trabajo de investigación presentada como requisito parcial para optar al título de:
Magister en Ingeniería Química
Director:
(Ph.D.) Farid Chejne Janna
Línea de Investigación:
Modelado de procesos fisicoquímicos
Grupo de Investigación:
Termodinámica aplicada y energías alternativas (TAYEA)
Universidad Nacional de Colombia
Facultad de minas, Escuela de química y petróleos
Medellín, Colombia
2013


La mayoría de las ideas fundamentales de la
ciencia son esencialmente sencillas y, por
regla general pueden ser expresadas en un
lenguaje comprensible para todos.
Albert Einstein

Agradecimientos
Un agradecimiento especial al PhD Farid Chejne Janna, mi director de tesis, por su
acompañamiento, confianza y amistad, sin las cuales hubiera sido imposible llevar a cabo
este trabajo de investigación.
Al ingeniero químico Diego Camargo Trillos por su interés permanente y por su guía
durante todo el desarrollo de esta tesis.
Al grupo de investigación en termodinámica aplicada y energías alternativas (TAYEA) por
sus críticas constructivas y por brindarme sus equipos e instalaciones en las cuales llevé
a cabo las pruebas necesarias para este estudio.
Al grupo de investigación en materiales avanzados y especialmente a la profesora
Elizabeth Pabón Gelves, su directora, por brindarme su asesoría y por facilitarme los
equipos necesarios para sintetizar y caracterizar los materiales estudiados en este
documento.
A la empresa SASOL de Alemania, que donó la alúmina Puralox NWa-155 que se
empleó para la realización de esta tesis.

Resumen y Abstract IX
Resumen
Se derivó un modelo matemático que describe la conversión y el perfil de temperatura en
el tiempo de una partícula de transportador de oxígeno basado en cobre. Se sintetizó
seis transportadores de oxígeno por impregnación húmeda y por impregnación a
humedad incipiente, lo cuales se caracterizaron por microscopía electrónica de barrido
(SEM), Espectrometría de dispersión de energía de rayos X (EDX), área superficial
(BET), porosimetría y difracción de rayos X (DRX). Además, se calculó por
termogravimetría los parámetros cinéticos de dos de los materiales preparados. Se
encontró que los transportadores preparados por impregnación húmeda poseen una
mayor área superficial y los sintetizados por impregnación a humedad incipiente
requieren menor cantidad de solución precursora para lograr una composición
determinada. El modelo que se desarrolló mostró mejor ajuste a las curvas
experimentales comparado con el modelo clásico de tamaño de grano decreciente.
Palabras clave: Modelado, Combustion, Chemical looping combustion, Transportador de
oxígeno, Cobre, Distribución de tamaño de grano

X Modelado del transporte de masa y energía en las partículas de un transportador de
oxígeno basado en cobre: Aplicación para chemical looping combustion
Abstract
A mathematical model that describes the conversion and the temperature profile trough
time of a copper oxygen-carrier particle was developed. Six different oxygen carriers were
synthetized using the wet-impregnation and the incipient impregnation techniques. All
oxygen-carriers were characterized with scanning electron microscopy (SEM), energy-
dispersive X ray spectroscopy (EDX), BET superficial area, porosimetry and x ray
diffraction (XRD). Kinetic parameters from two of the synthetized materials were
calculated by thermogravimetry. The oxygen-carriers synthetized by wet-impregnation
had a greater superficial area and the ones synthetized by incipient impregnation required
less precursor solution to accomplish de desired composition. The developed model
presented a better adjustment to the experimental data than the classic changing grain
sizemodel.
Keywords: Modelling, Combustion, Chemical looping combustion, Oxygen carrier,
Copper, Grain size distribution

Contenido XI
Contenido
1. Aspectos teóricos .................................................................................................... 4 1.1 Captura del CO2 ................................................................................................. 4
1.1.1 Post-combustión: ............................................................................................. 4 1.1.2 Pre-combustión: ............................................................................................... 5 1.1.3 Oxicombustión: ................................................................................................ 5
1.2 Chemical looping combustion (CLC) .................................................................. 5 1.3 Transportadores de oxígeno .............................................................................. 7
1.3.1 Transportadores de oxígeno basados en cobre ............................................... 9
2. Síntesis y caracterización del transportador de oxígeno .................................... 12 2.1 Preparación de los transportadores de oxígeno ............................................... 12
2.1.1 Impregnación húmeda en exceso .................................................................. 13 2.1.2 Impregnación a humedad incipiente .............................................................. 14
2.2 Análisis SEM (EDX) ......................................................................................... 18 2.2.1 Microscopía electrónica de barrido (SEM) ..................................................... 18 2.2.2 Análisis químico ............................................................................................. 21
2.3 Área superficial (BET) ...................................................................................... 23 2.4 Porosimetría ..................................................................................................... 23 2.5 Difracción de rayos x ........................................................................................ 25
3. Cinética química del transportador de oxígeno basado en cobre ...................... 27 3.1 Balanza termogravimétrica ............................................................................... 27 3.2 Determinación de parámetros cinéticos ............................................................ 29
3.2.1 Determinación del orden de reacción (H9) ..................................................... 31 3.2.2 Determinación del factor pre-exponencial y de la energía de activación (H9) 34
4. Planteamiento del modelo matemático ................................................................. 40 4.1 Suposiciones del modelo .................................................................................. 41 4.2 Balance de masa.............................................................................................. 42 4.3 Reacción química ............................................................................................. 43 4.4 Balance de energía .......................................................................................... 44 4.5 Coeficiente de difusión efectiva ........................................................................ 45 4.6 Factor poro a esfera ......................................................................................... 46
5. Simulación y análisis de resultados ..................................................................... 48 5.1 Forma adimensional del modelo ....................................................................... 48 5.2 Distribuciones de tamaño de grano .................................................................. 50 5.3 Simulación de la reducción de H9 .................................................................... 54 5.4 Simulación de la oxidación de I20 .................................................................... 57
Contenido XII
6. Conclusiones y recomendaciones ........................................................................60 6.1 Conclusiones .................................................................................................... 60 6.2 Recomendaciones ............................................................................................ 61
7. Anexo A: Distribuciones de tamaño de poro de los transportadores de oxígeno63
8. Anexo B: Difractogramas de los transportadores de oxígeno ............................65
9. Anexo C: Distribuciones de tamaño de grano de los transportadores de oxígeno ...........................................................................................................................67
10. Bibliografía ..............................................................................................................69

Contenido XIII
Lista de figuras
Ilustración 1-1. Esquema del proceso CLC ....................................................................... 6
Ilustración 1-2. a) Imagen de un transportador de oxígeno basado en níquel
b)Micrografía del transportador de oxígeno [29] ............................................................... 8
Ilustración 2-1. (Agitación) Impregnación húmeda .......................................................... 13
Ilustración 2-2. Fotografía del proceso de limpieza de la alúmina ................................... 14
Ilustración 2-3. Fotografía de la adición de la solución de Cu(NO3)2 ............................... 15
Ilustración 2-4. Fotografía de los transportadores de oxígeno antes de la calcinación ... 15
Ilustración 2-5. Fotografías de los transportadores de oxígeno a)H9 b)H10 c)H12 d)I20
e)I23 f)I21 ...................................................................................................................... 17
Ilustración 2-6. Micrografías SEM de Al2O3 .................................................................... 18
Ilustración 2-7. Micrografías SEM del transportador de oxígeno H9 ............................... 19
Ilustración 2-8. Micrografías SEM del transportador de oxígeno H10 ............................. 19
Ilustración 2-9. Micrografías SEM del transportador de oxígeno I20 ............................... 20
Ilustración 2-10. Micrografías SEM del transportador de oxígeno I23 ............................. 21
Ilustración 2-11. Micrografía de la superficie del transportador I20 ................................. 21
Ilustración 2-12. Espectro de rayos X de I20 .................................................................. 22
Ilustración 2-13. Superposición de distribuciones de tamaño de poro de Al2O3, H9, H10,
I20, I23 ........................................................................................................................... 24
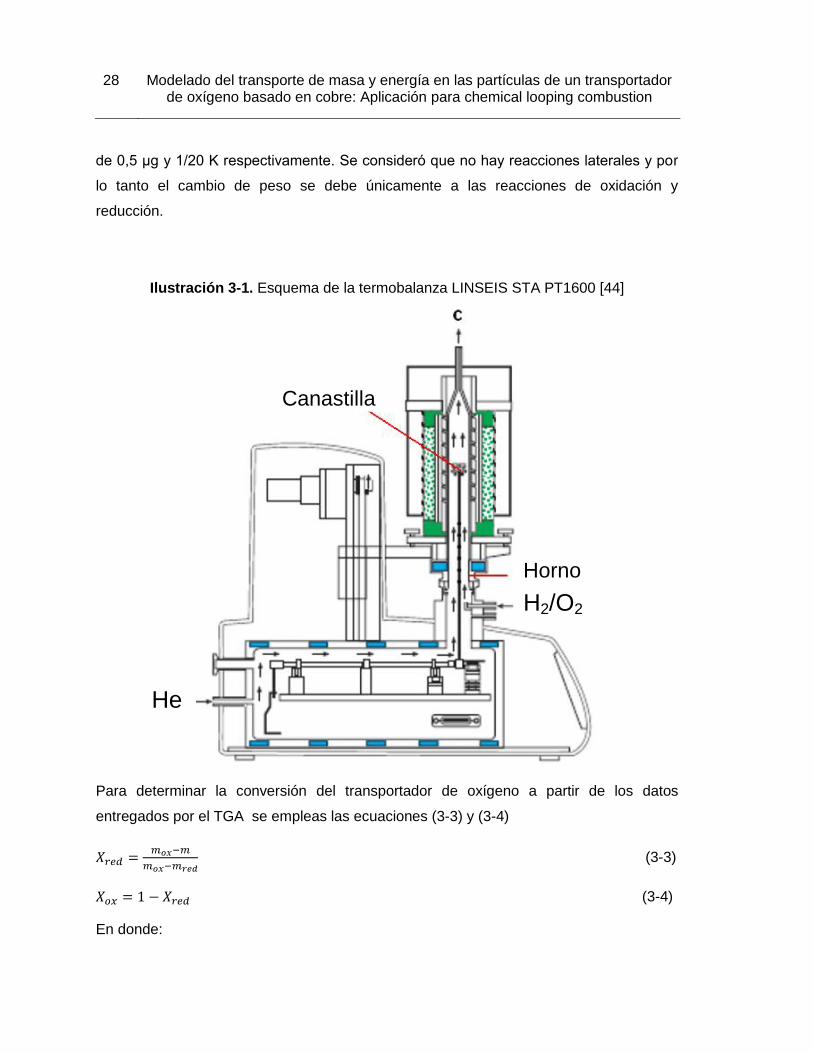
Ilustración 3-1. Esquema de la termobalanza LINSEIS STA PT1600 [44] ...................... 28
Ilustración 3-2. Modelo de núcleo decreciente en el grano ............................................. 30
Ilustración 3-3. Cálculo de los tiempos de conversión completa a 800 C° (Reducción) .. 31
Ilustración 3-4. Deducción del orden de reacción de la reducción .................................. 32
Ilustración 3-5. Cálculo de los tiempos de conversión completa a 800 C° (Oxidación) ... 33
Ilustración 3-6. . Deducción del orden de reacción de la oxidación ................................. 34
Ilustración 3-7. Cálculo de tiempos de conversión completa a diferentes temperaturas
(Reducción) .................................................................................................................... 34
Ilustración 3-8. Gráfico de X vs t para diferentes temperaturas (Reducción) .................. 35
Ilustración 3-9. Esquema de la difusión del H2 en la partícula de transportador de
oxígeno. ......................................................................................................................... 36
Ilustración 3-10. Gráfico de Arrhenius para la reducción ................................................ 37
Ilustración 3-11. Cálculo de tiempos de conversión completa a diferentes temperaturas
(Oxidación) ..................................................................................................................... 37
Ilustración 3-12. Gráfico de Arrhenius para la oxidación ................................................. 38
Ilustración 4-1. Esquema del modelo de tamaño de grano variable. ............................... 41
Ilustración 4-2. Esquema de la partícula de transportador de oxígeno formada por granos
....................................................................................................................................... 46
Ilustración 5-1. Distribución de tamaño de grano de los transportadores de oxígeno. .... 51
Ilustración 5-2. Distribución de tamaño de grano de la fase activa en la muestra H9 ..... 52
Ilustración 5-3. Distribución de tamaño de grano de la fase activa en la muestra I20 ..... 53
Contenido XIV
Ilustración 5-4. Conversión en el tiempo de la reducción de la muestra H9 en control
cinético ........................................................................................................................... 54
Ilustración 5-5. Perfil de temperatura de la reducción de H9 ........................................... 55
Ilustración 5-6. Conversión en el tiempo de la reducción de la muestra H9 .............. 56
Ilustración 5-7. Conversión en el tiempo de la oxidación de la muestra I20 en control
cinético ........................................................................................................................... 57
Ilustración 5-8. Perfil de temperatura de la oxidación de I20 ........................................... 58
Ilustración 5-9. Conversión en el tiempo de la oxidación de la muestra H9 ..................... 58
Ilustración 7-1. Distribuciones de tamaño de poro: a)Al2O3 b)H9 c)H10 d)I20 e)I23 ..... 63
8-1. Difractograma del transportador de oxígeno H9 ....................................................... 65
8-2. Difractograma del transportador de oxígeno H10 ..................................................... 65
8-3. Difractograma del transportador de oxígeno I20 ...................................................... 66
8-4. Difractograma del transportador del oxígeno I23 ...................................................... 66
Ilustración 9-1. Distribuciones de tamaño de grano: a) Al2O3 b) H9 c) H10 d) I20 e) I23
....................................................................................................................................... 67

Contenido XV
Lista de Tablas
Tabla 1-1. Capacidad de transporte de oxígeno de diferentes materiales[16] .................. 9
Tabla 1-2. Calor estándar de reacción para la reducción y oxidación de diferentes
transportadores de oxígeno [16] ..................................................................................... 10
Tabla 2-1. Composición de los transportadores de oxígeno ........................................... 16
Tabla 2-2. Análisis químico de los transportadores de oxígeno ...................................... 22
Tabla 2-3. Área superficial específica de los transportadores de oxígeno ...................... 23
Tabla 2-4. Porosimetría de los transportadores de oxígeno ........................................... 24
Tabla 2-5. Densidad de los transportadores de oxígeno ................................................. 25
Tabla 2-6. Tamaño de partícula promedio de cada transportador .................................. 25
Tabla 3-1. Tiempos de conversión completa a diferentes concentraciones (Reducción) 32
Tabla 3-2. Tiempos de conversión completa a diferentes concentraciones (Oxidación) 33
Tabla 3-3. Tiempos de conversión completa a diferentes temperaturas (Reducción) .... 35
Tabla 3-4. Tiempos de conversión completa a diferentes temperaturas (Oxidación) ..... 38
Tabla 3-5. Parámetros cinéticos para los transportadores H9 e I20................................ 39
Tabla 5-1. Parámetros distribución de tamaño de grano H9 ........................................... 52
Tabla 5-2. Parámetros distribución de tamaño de grano I20........................................... 53
Contenido XVI
Lista de Símbolos y abreviaturas
Símbolos con letras latinas Símbolo Término Unidad SI Definición
b Coeficiente estequiométrico del sólido reactivo
Ec. 3-6
c Coeficiente estequiométrico del producto sólido
Ec. 4-3
Calor específico a presión constante promedio de la partícula
J .kg-1.K-1 Ec. 4-15
C Concentración mol.m-3 Ec. 4-4
Concentración adimensional Ec. 5-5
d Coeficiente estequiométrico del producto gaseoso
Ec. 4-3
Coeficiente de difusión efectivo m2.s-1 Ec. 4-19
Coeficiente de difusión efectivo inicial m2.s-1 Ec. 5-1
Coeficiente de difusión del gas m2.s-1 Ec. 4-19
Coeficiente de difusión de Knudsen m2.s-1 Ec. 4-21
Coeficiente de difusión molecular m2.s-1 Ec. 4-22
Coeficiente de difusión en la capa de producto
m2.s-1 Ec. 4-8
F Factor poro-esfera Ec. 4-27
Radio de grano adimensional Ec. 5-6
Radio del núcleo sin reaccionar adimensional
Ec. 5-3
Constante de velocidad de reacción (mol1-n m3n-2 s-1) Ec. 3-10
m Masa del transportador kg Sección 3.1
Masa del transportador oxidado kg Sección 3.1

Contenido XVII
Símbolo Término Unidad SI Definición
Masa del transportador reducido kg Sección 3.1
M Peso molecular Kg. mol-1
n Orden de reacción Ec. 3-6
N Número de Avogadro 6,02*1023
p Presión Pa
Velocidad de reacción mol.m-3s-1 Ec. 4-4
r0 Radio de grano inicial m Ec. 4-11
Radio de grano inicial promedio m Ec. 5-5
r1 Radio de grano m Ec. 4-8
r2 Radio del núcleo sin reaccionar m Ec. 4-8
Radio de poro kg.mol-1 Ec. 4-25
R Coordenada radial en la partícula m Ec. 4-4
Constante universal de los gases ideales J. mol-1. K-1 8,314
Radio adimensional Ec. 5-4
Capacidad de transporte de oxígeno Ec. 1-3
RP Radio de partícula m Ec. 4-7
Área superficial específica por unidad de masa
m2.kg-1 Ec. 4-29
t Tiempo s
Timepo adimensional Ec. 5-8
T Temperatura K
Temperatura adimensional Ec. 4-25

Contenido XVIII
Símbolo Término Unidad SI Definición
Temperatura adimensional Ec. 5-9
Fracción volumen del sólido reactivo Ec. 4-28
Porcentaje en peso % Ec. 3-9
X Conversión Ec. 4-13
Conversión promedio Ec. 4-14
Z Relación de densidad molar entre el reactivo y el producto
Ec. 4-12
Símbolos con letras griegas Símbolo Término Unidad SI Definición
Coeficiente de difusividad adimensional Ec. 5-1
Calor de reacción J.mol-1 Ec. 4-15
Máxima energía de atracción entre dos moléculas
J Ec. 4-26
Porosidad Ec. 4-19
Constante de Boltzmann J. K-1 1,38066*10-23
π Número pi 3,1416
Densidad Kg/m3 m/V
Densidad real promedio de la partícula
Kg/m3 Ec. 4-15
Densidad molar mol.m-3 Ec. 4-12
Diámetro de colisión m Ec. 4-23
Tiempo de conversión completa s Ec. 3-6
Integral de colisión Ec. 4-24
Contenido XIX
Subíndices Subíndice Término
Fase bulto
Cu Referente al cobre
CuO Referente al óxido de cobre
He Referente al helio
ox Oxidación
Referente al oxígeno
red Reducción
R Referente a la fase reactiva
Abreviaturas Abreviatura Término
CLC Chemical looping combustión


Introducción
En la actualidad, la generación y aprovechamiento de las fuentes de energía es una de
las actividades humanas que produce mayor impacto en el medio ambiente, debido a la
continua degradación de los recursos naturales necesarios para satisfacer la creciente
demanda de nuestras ciudades e industrias, y a la profunda necesidad de las sociedades
modernas en los países desarrollados de tener un buen estilo de vida. Entre los procesos
que reflejan esta realidad, están los sistemas de generación de energía por medio de
combustibles fósiles, los cuales liberan una gran cantidad de dióxido de carbono a la
atmósfera, que se estima representa la tercera parte del total de CO2 emitido por la
actividad humana.
Para combatir este problema se han ideado tecnologías como la pre-combustión,
poscombustión y oxi-combustión, que requieren de un importante gasto energético que
reduce considerablemente la eficiencia del proceso. Sin embargo, en los últimos años
surge una nueva tecnología conocida como chemical looping combustión (CLC) que
permite la separación inherente del dióxido de Carbono a un bajo costo, y sin
penalización energética [1].
A pesar de las ventajas que ofrece el CLC respecto a la captura inherente del CO2, esta
tecnología aún cuenta con limitantes, principalmente debido a los problemas que
presentan los transportadores de oxígeno en el transcurso de los ciclos. Por lo anterior, el
enfoque que se le ha dado a la investigación se basa principalmente en la síntesis y
caracterización de transportadores de oxígeno, dejando los aspectos teóricos y el
modelado en un segundo plano. Entre las investigaciones direccionadas al desarrollo de
transportadores de oxígeno se encuentran la de Linderholm et al. [2] y la de Mattisson et
al. [3], en las que se trabajó con transportadores de oxígeno basados en níquel y hierro,
los más empleados en el proceso CLC.
Introducción 2
En otras investigaciones como la de Chuang et al [4] se probó con transportadores de
oxígeno basados en cobre, que presentan ventajas respecto a los materiales
convencionales, como su alta reactividad y la exotermicidad en las reacciones de
reducción y oxidación [5]. Estos transportadores de oxígeno presentaron problemas de
aglomeración debido al bajo punto de fusión del cobre y solo hasta hace poco, con
trabajos de autores como de Diego et al [6] y Gayán et al [7], se logró optimizar la
preparación de este tipo de transportadores, reviviendo el interés de los investigadores
por estos materiales.
De otro lado, se puede decir que no se ha llevado a cabo una investigación profunda
enfocada al modelado de las reacciones de reducción y oxidación de las partículas de
transportadores de oxígeno basados en cobre que se dan en un proceso CLC. Por lo
tanto, el objetivo general de este trabajo fue el de proponer un modelo matemático que
describa las reacciones de reducción y oxidación de un transportador de oxígeno basado
en cobre, propias del proceso CLC
.
Con el fin de alcanzar dicho objetivo general fue necesario alcanzar los siguientes
objetivos específicos:
Identificar y comprender las etapas y mecanismos de transporte de masa y energía
involucrados en la oxidación y reducción de las partículas de un transportador de
oxígeno basado en cobre en el proceso de CLC.
Simular las reacciones de oxidación y reducción de las partículas de un
transportador de oxígeno basado en cobre en el proceso CLC.
Validar experimentalmente el modelo matemático propuesto.
Para lograr los objetivos específicos, en el capítulo 4 se realizó un estudio de las etapas
que controlan las reacciones de oxidación y reducción del transportador de oxígeno
basado en cobre, así como de las variables implicadas en dichas etapas. En el capítulo
5, se muestran los resultados arrojados por el modelo y se realiza un análisis y validación
de los mismos. En el capítulo 2 se explica la síntesis y los resultados de la
caracterización del transportador de oxígeno, con el fin de obtener algunos parámetros
de entrada del modelo. En el capítulo 3 se calcularon los parámetros cinéticos de las

Introducción 3
reacciones de oxidación y reducción y las curvas de conversión vs tiempo que
permitieron validar el modelo.
Finalmente, se puede afirmar que en este trabajo se logró implementar un modelo
matemático que describe las reacciones de reducción y oxidación de una partícula de
transportador de oxígeno basado en cobre que se dan en el proceso CLC. Dicho modelo
tiene en cuenta la distribución de tamaño de grano del transportador de oxígeno y fue
validado experimentalmente.

1. Aspectos teóricos
1.1 Captura del CO2
La captura y posterior almacenamiento del CO2 constituye la vía principal para mitigar el
impacto ambiental que produce la emisión de CO2 por la quema de combustibles fósiles.
En la actualidad, existe una variedad de tecnologías disponibles para la captura del CO2,
las cuales se han empleado ampliamente en las industrias química y petroquímica [8].
Estas tecnologías se basan en procesos de separación físico-químicos como la
adsorción, la absorción y el uso de membranas.
1.1.1 Post-combustión:
Los sistemas de post-combustión separan el CO2 de los gases de combustión producidos
por la combustión del combustible primario en el aire. Frecuentemente, estos sistemas
utilizan un solvente líquido para captar la pequeña fracción de CO2 presente en un flujo
de gas de combustión cuyo componente principal es nitrógeno. En una moderna central
eléctrica de carbón pulverizado (CP) o de ciclo combinado de gas natural (CCGN), los
sistemas de captación posterior a la combustión existentes utilizarían, por lo general, un
solvente orgánico como la monoetanolamina.
Este método necesita un consumo extra de energía, por lo tanto, la eficiencia del proceso
disminuye. Se ha estimado que la captura de CO2 por post-combustión en centrales
térmicas de carbón reducirían su eficacia en 8-16% y en ciclo combinado de gas natural
en 5-10% [9]
Capítulo 1 5
1.1.2 Pre-combustión:
En la precombustión se separa el dióxido de carbono por medio de la reacción del
combustible fósil con vapor y aire u oxígeno antes de la combustión. Esta reacción
produce gas de síntesis, una mezcla formada principalmente por monóxido de carbono e
hidrógeno. Posteriormente, el monóxido de carbono reacciona con vapor para producir
dióxido de carbono y más hidrógeno. Posteriormente, la mezcla se separa para producir
hidrógeno, que se puede utilizar para la generación de energía eléctrica.
Entre las ventajas de la precombustión, se encuentran el menor requerimiento de
compresión, el menor gasto energético en la separación y la capacidad de producir
hidrógeno[10]. Sin embargo, la implementación y funcionamiento de esta tecnología
representa un aumento considerable en los costos de operación, lo cual aumenta el costo
de la electricidad producida entre el 13 y 24% [11].
1.1.3 Oxicombustión:
La oxicombustión significa que la combustión tiene lugar con oxígeno en lugar de con
aire del ambiente. El nitrógeno es removido del aire por medio de una unidad separadora
que facilita que la corriente rica en oxigeno se alimenta al dispositivo que realiza la
combustión.
El resultado de la oxicombustión es un gas de escape con alta concentración de dióxido
de carbono superiores al 80%, comparada con la combustión de aire ambiental que
alcanza concentraciones de dióxido de carbono de alrededor del 14 al 33% [12].
Actualmente, se están realizando investigaciones en membranas con el fin de reducir los
costos de separación del oxígeno, sin embargo, esta tecnología siempre tendrá costos
asociados que reducen la eficiencia global del proceso.
1.2 Chemical looping combustion (CLC)
Es evidente que todas las tecnologías anteriormente mencionadas conllevan un costo
energético que se refleja en la disminución de la eficiencia del proceso, por lo cual surge
la tecnología CLC, que se ideó inicialmente para reducir la reversibilidad de la
combustión [13], [14]. Esta se basa en la transferencia de oxígeno del aire a un

6 Modelado del transporte de masa y energía en las partículas de un transportador
de oxígeno basado en cobre: Aplicación para chemical looping combustion
trasportador de oxígeno sólido, que generalmente se trata de un óxido metálico, evitando
el contacto directo entre el combustible y el oxígeno. Esto se logra empleando dos
reactores de lecho fluidizado interconectados que se conocen como el reactor de aire y el
reactor de combustible (Ver Ilustración 1-1). El diseño más común de una planta CLC
incluye un riser de alta velocidad para el reactor de aire y un reactor de lecho fluidizado
de baja velocidad para el reactor de combustible entre los cuales circula el transportador
de oxígeno [15].
Ilustración 1-1. Esquema del proceso CLC
En el reactor de combustible se lleva a cabo la primera etapa del proceso. Allí, el
combustible es oxidado a CO2 y H2O por el óxido metálico (MyOx) que se reduce a (MyOx-
1). El gas producido en esta etapa se compone básicamente de CO2 y H2O, que se
pueden separar fácilmente a través de la condensación del agua. En la segunda etapa
del proceso, que se lleva a cabo en el reactor de aire, el óxido metálico reducido es re-
oxidado con el aire, produciendo una corriente de Nitrógeno concentrado y completando
el ciclo. Las reacciones que se dan en la etapa uno y dos son, respectivamente [16]:

Capítulo 1 7
(1-1)
(1-2)
La reacción de oxidación siempre es exotérmica, no obstante la reacción de reducción
puede ser endotérmica o exotérmica dependiendo del transportador de oxígeno que se
use. El proceso CLC no produce ningún cambio en el calor de reacción, ya que la suma
de los calores en cada reactor es exactamente igual al calor de combustión del
combustible usado, sin embargo, la ventaja de CLC se encuentra que la separación del
CO2 sin ninguna penalización energética, además de que se reduce la producción de
óxidos de nitrógeno, ya que las temperaturas que se dan en los reactores son bajas
(Máximo 1200 C° en el reactor de aire, que es la temperatura a partir de la cual se
forman lo NOx [17]) y además el combustible se quema sin presencia de nitrógeno.
1.3 Transportadores de oxígeno
Como ya se ha mencionado, el transportador de oxígeno constituye una de las
principales limitantes para que el proceso CLC pueda ser implementado a gran escala,
por lo cual no es extraño encontrar gran cantidad de estudios dedicados al estudio de
diferentes transportadores de oxígeno [18–22]. Las características que debe tener un
transportador de oxígeno son las siguientes [23]:
Alta conversión del combustible en el equilibrio termodinámico.
Alta reactividad redox, selectividad y capacidad de transferencia de oxígeno.
Buena estabilidad química para evitar la degradación de sus propiedades en el
trascurso de los ciclos redox.
Alta resistencia mecánica para evitar la fragmentación o aglomeración de las
partículas,
Bajo costo.
Bajo impacto ambiental.
Los óxidos de metales de transición como el hierro, cobre, níquel, cobalto y manganeso
[24] son los principales candidatos para ser usados como transportadores de oxígeno, sin
embargo, estos se aglomeran y sinterizan al ser sometidos a ciclos redox, perdiendo su
reactividad. Con el fin de evitar este problema, los transportadores de oxígeno se

8 Modelado del transporte de masa y energía en las partículas de un transportador
de oxígeno basado en cobre: Aplicación para chemical looping combustion
preparan a partir de una fase activa (óxido metálico) encargada de transportar el
oxígeno, y una fase inerte que opera a modo de soporte, aportando resistencia física y
superficie en la que distribuir la fase reactiva. Los materiales más usados como soporte
son Al2O3, Si2O2, Ti2O2, MgO, ZrO2, bentonita y septiolita [16]. Para preparar el
transportador de oxígeno con sus fases activa e inerte, se suelen emplear métodos de
síntesis como la co-precipitación [25], el spray-drying [26] y la impregnación [27], [28]. En
las figuras de la Ilustración 1-2 a) y b) se puede ver un transportador de oxígeno basado
en Níquel soportado en α-Alúmina preparado por impregnación y una micrografía SEM
del mismo, respectivamente.
Ilustración 1-2. a) Imagen de un transportador de oxígeno basado en níquel b)Micrografía del transportador de oxígeno [29]
Los transportadores de oxígeno basados en cobalto muestran una baja conversión y un
deterioro progresivo de las propiedades ―redox‖ del transportador al transcurrir de los
ciclos CLC [30], [31], debido a la inestabilidad que presentan con los soportes de
alúmina. Además, estos transportadores tienen un alto costo y un impacto ambiental
negativo, lo cual explica el por qué no se encuentran muchos estudios en la literatura
sobre estos materiales [16].
Los transportadores de oxígeno basados en manganeso, igual que los de cobalto,
muestran inestabilidad con los soportes de alúmina. Sin embargo, con el uso de zirconia
estabilizada con itrio (YSZ) como soporte se alcanzó una buena estabilidad química entre
la fase activa y la inerte. Además, se encontró que la velocidad de reacción en la

Capítulo 1 9
reducción es aproximadamente el 22% de la velocidad teórica con una conversión del
70% al final de la reducción [20] .
La literatura científica indica que los transportadores de oxígeno basados en hierro
muestran bajas velocidades de reacción en los ciclos redox [32], [33] ,y además,
presentan problemas de aglomeración a temperaturas superiores a los 800 C°. Sin
embargo, el bajo costo e impacto ambiental que tienen los convierte en una opción que
aún atrae a los investigadores [34].
Los transportadores de oxígeno basados en níquel son los más estudiados por las
ventajas que muestran respecto a los demás transportadores en el proceso CLC. Poseen
buenas propiedades termodinámicas, reactivas y mecánicas con una alta estabilidad
química. No muestran problemas de aglomeración, son fáciles de regenerar y tienen una
alta durabilidad a temperaturas de hasta 950 C° [31].Sin embargo, son costosos y muy
peligrosos, lo cual sigue motivando las investigaciones enfocadas a la optimización de
estos transportadores.
1.3.1 Transportadores de oxígeno basados en cobre
Los transportadores de oxígeno basados en cobre tienen propiedades que los hacen muy
atractivos para ser empleados en el proceso CLC. Son baratos comparados con otros
transportadores de oxígeno, tienen una alta velocidad de reacción ―redox‖ y además
alcanzan la conversión completa en el equilibrio termodinámico para la reacción de
reducción. La capacidad de transporte de oxígeno R0 se define en la ecuación 1-3 y
algunos valores se presentan en la Tabla 1-1.
(1-3)
Tabla 1-1. Capacidad de transporte de oxígeno de diferentes materiales[16]
Sistema redox Ro
NiO/Ni 0,21
NiAl2O4/NiAl2O3 0,091
Fe2O3/FeO 0,10

10 Modelado del transporte de masa y energía en las partículas de un transportador
de oxígeno basado en cobre: Aplicación para chemical looping combustion
Tabla 1-2. Calor estándar de reacción para la reducción y oxidación de diferentes
transportadores de oxígeno [16]
Sistema redox ΔHr
0 (kJ/mol de gas)
CH4 H2 CO C O2
NiO/Ni 156,5 -2,1 -43,3 85,9 -479,4
NiAl2O4/NiAl2O3 158,6 -1,6 -42,8 86,9 -480,4
Fe2O3/FeO 318,4 38,3 -2,8 166,8 -560,3
Fe2O3/Fe3O4 141,6 -5,8 -47,0 78,4 -472,0
Mn3O4/MnO 126,3 -9,7 -50,8 70,8 -464,3
CuO/Cu -178,0 -85,8 -126,9 -81,4 -312,1
En la Tabla 1-1, se muestra la capacidad de transporte de oxígeno de los transportadores
de oxígeno más comunes, y se puede notar que el CuO posee mayor capacidad de
transporte de oxígeno después del NiO, lo cual implica que se requiere una menor
cantidad de transportador para quemar una cantidad de combustible dada si se usa
CuO, en lugar de NiAl2O4, Fe2O3, Fe2O3 o Mn3O4.
La Tabla 1-2 muestra los calores estándar de reacción para la oxidación y reducción de
los transportadores de oxígeno más comunes. Se puede observar que las reacciones de
algunos transportadores con CH4 y C son endotérmicas, pero para el transportador de
oxígeno basado en cobre son todas exotérmicas, lo cual significa que no sería necesario
suministrar energía al reactor de combustible, si se usara CuO como transportador en un
sistema CLC sin importar el combustible que se suministre.
Con base en lo anterior, se puede inferir que el uso de transportadores de oxígeno
basados en cobre en CLC tiene muchas ventajas, sin embargo, el cobre tiende a
aglomerarse en el trascurso de los ciclos debido al bajo punto de fusión [16]
Fe2O3/Fe3O4 0,034
Mn3O4/MnO 0,070
CuO/Cu 0,20
Capítulo 1 11
(1084,62 °C). Esta ha sido la causa por la cual no se han considerado estos
transportadores para la generación de potencia a gran escala, y es solo hasta hace poco,
que se ha revivido el interés por estos materiales con trabajos como los de Diego et al
[6] y Gayán et al [7], en donde se logró optimizar la síntesis, obteniendo transportadores
con alta reactividad, buenas propiedades mecánicas y sin aglomeración a lo largo de los
ciclos.

2. Síntesis y caracterización del transportador de oxígeno
2.1 Preparación de los transportadores de oxígeno
Para la síntesis de transportadores de oxígeno basados en cobre se han empleado
diferentes métodos de síntesis como la co-precipitación, el mezclado mecánico, el spray
dryng y la impregnación. Los soporte más empleados han sido el SiO2 que mostró una
buena reactividad y inercia con el cobre; sin embargo, el CuO se descompuso en Cu2O
[35], [36]. También se probó con TiO2 como soporte, pero mostró una fuerte tendencia a
formar CuTiO4 [1].
Finalmente, se encontró que el método óptimo de preparación de los transportadores de
oxígeno basados en cobre es la impregnación en α-Alúmina, γ-Alúmina, MgAl2O4 o
NiAl2O4-Al2O3 con contenidos menores del 20 wt% de CuO para evitar la aglomeración
[16].
En este trabajo se empleó dos métodos de impregnación, el primero fue el de
impregnación humedad en exceso basado en el trabajo de Celaya [37] y el segundo de
trató de una técnica de impregnación a humedad incipiente que se empleó en el trabajo
de Jiménez [38] para la impregnación de metales en materiales carbonosos. En ambos
métodos se utilizaron soluciones de Cu(NO3)2.3H2O con distintas concentraciones como
precursores y γ-Alúmina Puralox NWa-155 como soporte, y además, se realizó una sola
impregnación para la obtención de cada transportador con diferentes concentraciones de
la solución precursora. Esto con el fin de encontrar la concentración máxima a la cual la
impregnación era exitosa sin producir bloqueo de poros, mala dispersión o reducción
excesiva del área superficial.

Capítulo 2 13
2.1.1 Impregnación húmeda en exceso
En este método de impregnación se utiliza un exceso de la solución precursora. Las
etapas que se siguieron para la preparación de los materiales por esta técnica se
muestran a continuación:
• Se sumergió el polvo de alúmina Puralox NWa-155 en la solución de
Cu(NO3)2.3H2O durante 12 horas con agitación a temperatura ambiente (Ver
Ilustración 2-1).
Ilustración 2-1. (Agitación) Impregnación húmeda
• Se filtró.
• Se secó el material a 60 C° durante 24 horas en una estufa.
• Se calcinó en atmósfera de aire durante 10 h a 600C° para descomponer el
Cu(NO3)2 en CuO según la siguiente reacción [39] :
(2-1)

14 Modelado del transporte de masa y energía en las partículas de un transportador
de oxígeno basado en cobre: Aplicación para chemical looping combustion
2.1.2 Impregnación a humedad incipiente
En la impregnación a humedad incipiente se pone en contacto el soporte de alúmina con
el mínimo volumen de disolución necesario para mojar toda la superficie del mismo. La
concentración de la solución se debe ajustar dependiendo de la cantidad de metal que se
desea impregnar. El procedimiento detallado se explica a continuación:
• La alúmina se mantuvo al vacío a 65 C° durante 2 horas, para eliminar el aire y
los posibles compuestos adsorbidos sobre el soporte (ver Ilustración 2-2) y así
facilitar el contacto de la solución de Cu(NO3)2 con el soporte.
Ilustración 2-2. Fotografía del proceso de limpieza de la alúmina
• Se adicionó la de solución de Cu(NO3)2 hasta la saturación y se esperó por 20
minutos (Ver Ilustración 2-3)
Capítulo 2 15
Ilustración 2-3. Fotografía de la adición de la solución de Cu(NO3)2
• Se secó el material a 100 C° durante 3 horas en una estufa hasta lograr la
evaporación total del disolvente.
• Se calcinó en atmósfera de aire durante 10 horas a 600C° para descomponer el
Cu(NO3)2 en CuO (Ver Ilustración 2-4). Se usó una rampa de temperatura de 1
K/min hasta que se llegó a la temperatura deseada.
Ilustración 2-4. Fotografía de los transportadores de oxígeno antes de la calcinación
Finalmente, se obtuvieron 6 transportadores de oxígeno (Ver Tabla 2-1), para los cuales
se utilizó la siguiente nomenclatura: La primera letra simboliza el tipo de impregnación
por la cual fue obtenido el material (H=Impregnación húmeda, I=Impregnación a
16 Modelado del transporte de masa y energía en las partículas de un transportador
de oxígeno basado en cobre: Aplicación para chemical looping combustion
humedad incipiente) y el número que va a continuación de la letra representa el
porcentaje aproximado de CuO que tiene el transportador de oxígeno. Se realizó una
sola impregnación para la preparación de cada transportador de oxígeno, aumentando la
concentración de la solución de Cu(NO3)2. Esto se hizo con el fin de determinar la
concentración de Cu(NO3)2 a la cual la impregnación falla por el bloqueo de poros y no se
logra la dispersión adecuada de la fase activa.
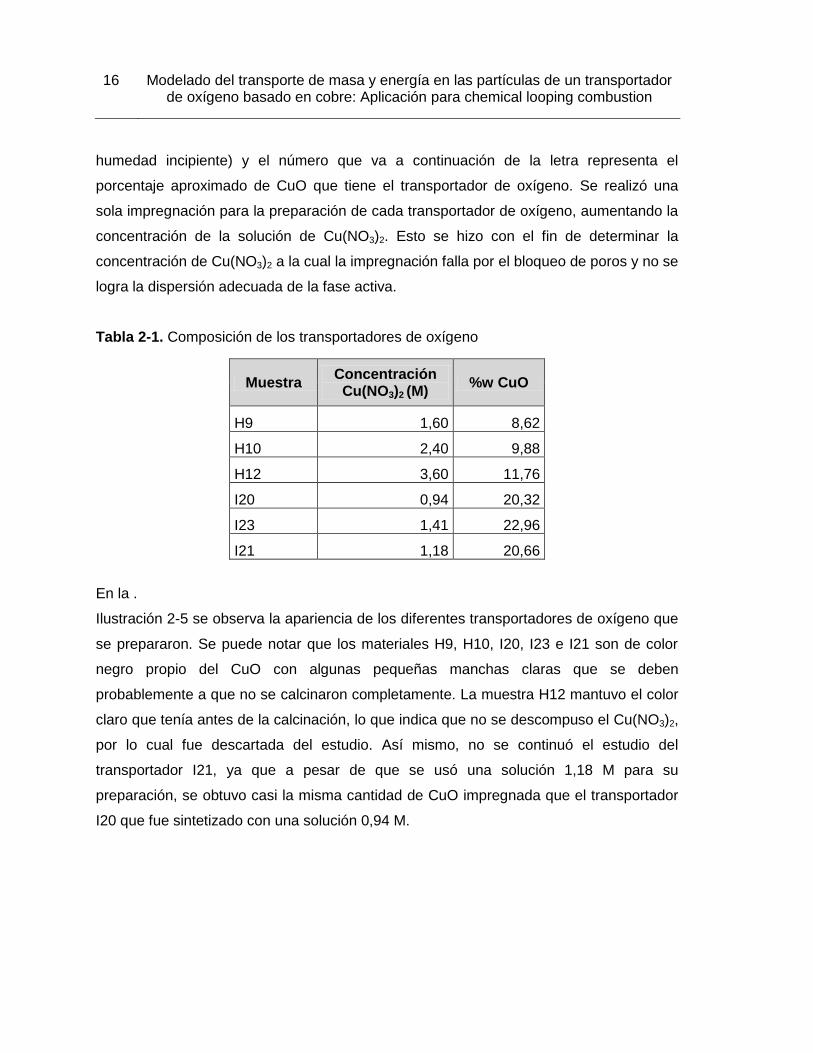
Tabla 2-1. Composición de los transportadores de oxígeno
Muestra Concentración Cu(NO3)2 (M)
%w CuO
H9 1,60 8,62
H10 2,40 9,88
H12 3,60 11,76
I20 0,94 20,32
I23 1,41 22,96
I21 1,18 20,66
En la .
Ilustración 2-5 se observa la apariencia de los diferentes transportadores de oxígeno que
se prepararon. Se puede notar que los materiales H9, H10, I20, I23 e I21 son de color
negro propio del CuO con algunas pequeñas manchas claras que se deben
probablemente a que no se calcinaron completamente. La muestra H12 mantuvo el color
claro que tenía antes de la calcinación, lo que indica que no se descompuso el Cu(NO3)2,
por lo cual fue descartada del estudio. Así mismo, no se continuó el estudio del
transportador I21, ya que a pesar de que se usó una solución 1,18 M para su
preparación, se obtuvo casi la misma cantidad de CuO impregnada que el transportador
I20 que fue sintetizado con una solución 0,94 M.

Capítulo 2 17
Ilustración 2-5. Fotografías de los transportadores de oxígeno a)H9 b)H10 c)H12 d)I20
e)I23 f)I21
Del método de impregnación utilizado se puede deducir que la impregnación no es
satisfactoria con concentraciones del precursor que superan un valor límite, ya que
probablemente se produce un bloqueo de los poros del material y una mala dispersión,
por lo cual, si se quieren obtener mayores cantidades impregnadas, es necesario repetir
mismo el proceso de impregnación varias veces a concentraciones moderadas de la
solución precursora [6], [7], [27], [40].

18 Modelado del transporte de masa y energía en las partículas de un transportador
de oxígeno basado en cobre: Aplicación para chemical looping combustion
2.2 Análisis SEM (EDX)
Se utilizó un equipo SEM JEOL JSM 5910 LV, con detectores BES y SEI, para la
generación de imágenes y detectores EDS y WDS para análisis químico cualitativo y
cuantitativo en muestras conductoras y no conductoras.
2.2.1 Microscopía electrónica de barrido (SEM)
Inicialmente se puede observar en las Ilustración 2-6 a) y b) las micrografías de Al2O3 SEI
y BES respectivamente, en donde se observa que las partículas tienen formas irregulares
con bordes redondeados con tamaños de partícula variable.
Ilustración 2-6. Micrografías SEM de Al2O3
En las Ilustración 2-7 a) y b) se ilustran las micrografías SEI y BES del transportador de
oxígeno H9 respectivamente. Se puede notar que las partículas tienen un tamaño inferior
al de la alúmina original, lo cual se debe a la atrición que produce la agitación en el
proceso de síntesis del transportador. En las Ilustración 2-7 c) y d) se observan los
granos de óxido de cobre en la superficie de la partícula. Sin embargo, se ven zonas de
mayor acumulación de granos.

Capítulo 2 19
Ilustración 2-7. Micrografías SEM del transportador de oxígeno H9
Igualmente, para el transportador de oxígeno H10, cuyas micrografías se ven en las
Ilustración 2-8 a), b), c) y d) se obtuvieron tamaños de partícula inferiores al de la alúmina
y también se notó estratificación de los granos de CuO en la superficie de las partículas.
Sin embargo, se notó una mayor atrición de este transportador comparado con H9.
Ilustración 2-8. Micrografías SEM del transportador de oxígeno H10
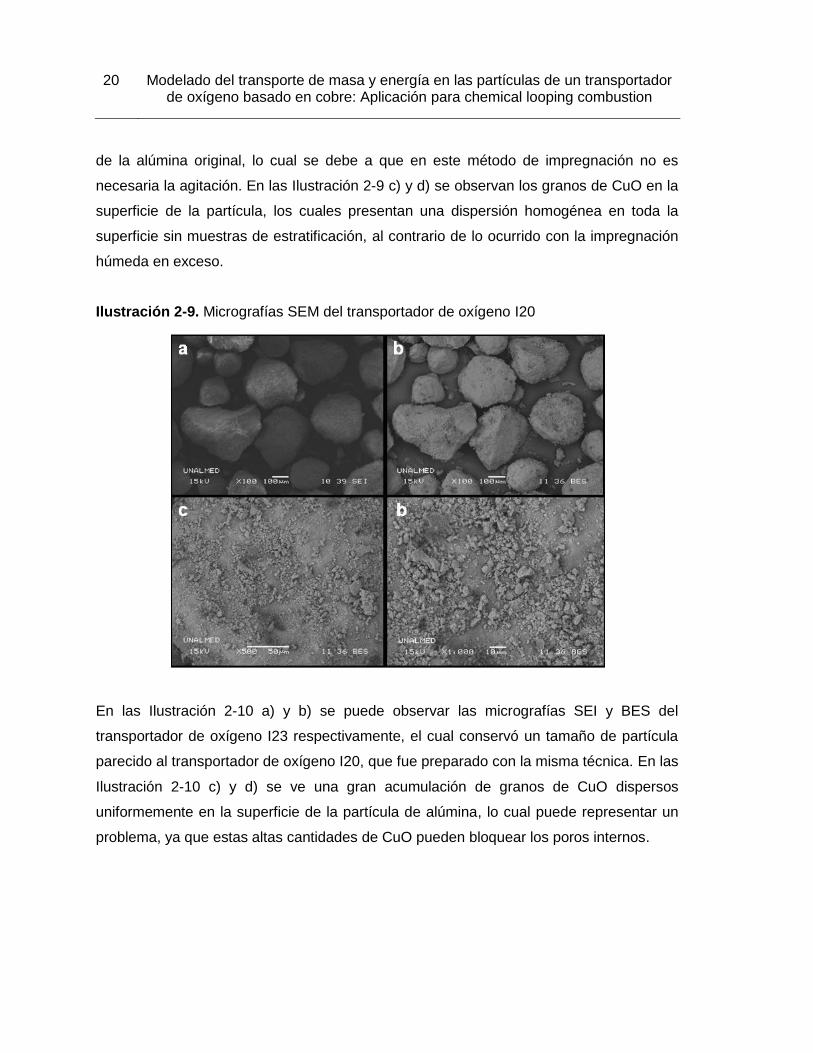
En las Ilustración 2-9 a) y b) se presentan las micrografías SEI y BES del transportador
I20 respectivamente. En este caso, las partículas conservaron un tamaño aproximado al
20 Modelado del transporte de masa y energía en las partículas de un transportador
de oxígeno basado en cobre: Aplicación para chemical looping combustion
de la alúmina original, lo cual se debe a que en este método de impregnación no es
necesaria la agitación. En las Ilustración 2-9 c) y d) se observan los granos de CuO en la
superficie de la partícula, los cuales presentan una dispersión homogénea en toda la
superficie sin muestras de estratificación, al contrario de lo ocurrido con la impregnación
húmeda en exceso.
Ilustración 2-9. Micrografías SEM del transportador de oxígeno I20
En las Ilustración 2-10 a) y b) se puede observar las micrografías SEI y BES del
transportador de oxígeno I23 respectivamente, el cual conservó un tamaño de partícula
parecido al transportador de oxígeno I20, que fue preparado con la misma técnica. En las
Ilustración 2-10 c) y d) se ve una gran acumulación de granos de CuO dispersos
uniformemente en la superficie de la partícula de alúmina, lo cual puede representar un
problema, ya que estas altas cantidades de CuO pueden bloquear los poros internos.

Capítulo 2 21
Ilustración 2-10. Micrografías SEM del transportador de oxígeno I23
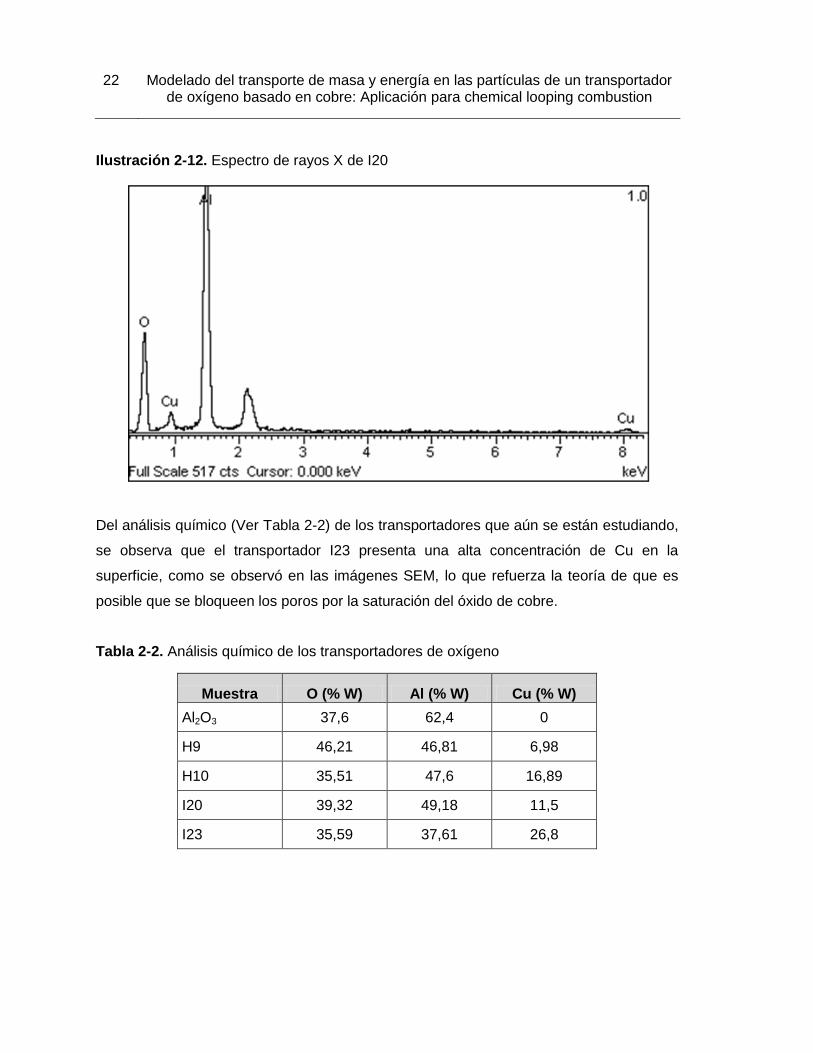
2.2.2 Análisis químico
En el análisis químico superficial se selecciona una zona de la superficie de la muestra,
como se observa en la Ilustración 2-11, la cual es una imagen de la superficie del
transportador I20. El software genera el espectro de rayos X de la muestra y por medio
del cálculo de las intensidades se pueden calcular la concentración de cada elemento en
la superficie como se observa en la Ilustración 2-12.
Ilustración 2-11. Micrografía de la superficie del transportador I20
22 Modelado del transporte de masa y energía en las partículas de un transportador
de oxígeno basado en cobre: Aplicación para chemical looping combustion
Ilustración 2-12. Espectro de rayos X de I20
Del análisis químico (Ver Tabla 2-2) de los transportadores que aún se están estudiando,
se observa que el transportador I23 presenta una alta concentración de Cu en la
superficie, como se observó en las imágenes SEM, lo que refuerza la teoría de que es
posible que se bloqueen los poros por la saturación del óxido de cobre.
Tabla 2-2. Análisis químico de los transportadores de oxígeno
Muestra O (% W) Al (% W) Cu (% W)
Al2O3 37,6 62,4 0
H9 46,21 46,81 6,98
H10 35,51 47,6 16,89
I20 39,32 49,18 11,5
I23 35,59 37,61 26,8

Capítulo 2 23
2.3 Área superficial (BET)
El área superficial específica y la porosimetría de los transportadores de oxígeno se
determinaron con el equipo ASAP 2020 (Accelerated Surface Area and Porosimetry
System) mediante la adsorción y desorción de Nitrógeno. Todas las muestras
disminuyeron su área superficial (Ver Tabla 2-3) respecto a la alúmina original los que
sugiere un bloqueo de los poros de la alúmina como sucedió en el trabajo de Cortés [41].
Tabla 2-3. Área superficial específica de los transportadores de oxígeno
Muestra Área superficial específica
(m2/g)
Al2O3 144
H9 107
H10 96
I20 49
I23 14
2.4 Porosimetría
Según la IUPAC, los tamaños de poro se pueden dividir de la siguiente manera:
- Microporos, con diámetros inferiores a 2 nm.
- Mesoporos, con diámetros comprendidos entre 2 y 50 nm.
- Macroporos, con diámetros superiores a 50 nm [42].
La distribución de tamaño de mesoporos, el volumen de poro y la distribución de área se
calcularon con el método BJH (Barrett, Joyner, and Halenda) [43]. Se observó que los
transportadores H9, H10 e I20 conservaron una distribución de tamaño de poro similar a
la de la alúmina original, mientras que la porosidad del transportador I23 se redujo
fuertemente hasta 0,07 (Ver Tabla 2-4), indicando un bloqueo de poros por el CuO, lo
cual reafirma los resultados obtenidos por el análisis del área superficial específica BET.

24 Modelado del transporte de masa y energía en las partículas de un transportador
de oxígeno basado en cobre: Aplicación para chemical looping combustion
Ilustración 2-13. Superposición de distribuciones de tamaño de poro de Al2O3, H9, H10, I20, I23
El tamaño de poro promedio (Ver Tabla 2-4) se mantuvo similar para todos los
transportadores de oxígeno. Sin embargo, la porosidad y por ende el volumen total de
poros se redujo para cada transportador, especialmente para I23 como se mencionó
anteriormente.
Tabla 2-4. Porosimetría de los transportadores de oxígeno
Muestra Volumen total
de poros (cm3/g)
Tamaño de poro promedio
(Å) Porosidad
Al2O3 0,43 92,20 0,56
H9 0,40 105,46 0,53
H10 0,37 103,41 0,49
I20 0,32 78,51 0,42
I23 0,05 99,90 0,07
En la Tabla 2-5 y la Tabla 2-6 se presentan la densidad y el tamaño de partícula
promedio de los transportadores de oxígeno respectivamente. Cabe notar que la
-0,05
0
0,05
0,1
0,15
0,2
0,25
0 100 200 300 400 500
cm3/g
Tamaño de poro (Å)
AL2O3
H9
H10
I20
I23

Capítulo 2 25
densidad real de I23 es mucho mayor que la de las demás muestras, y además posee un
tamaño de partícula mucho mayor que los demás transportadores. Un tamaño de
partícula tan grande indica que el CuO se acumuló en la superficie de la partícula de
alúmina inicial.
Tabla 2-5. Densidad de los transportadores de oxígeno
Muestra Densidad aparente
(kg/m3) Densidad real
(kg/m3)
Al2O3 1300,00 577,63
H9 1412,07 669,87
H10 1428,47 732,55
I20 1564,17 904,63
I23 1598,53 1489,87
Tabla 2-6. Tamaño de partícula promedio de cada transportador
Muestra Tamaño de partícula promedio (Å)
Al2O3 2220,364
H9 5243,321
H10 6275,327
I20 8833,132
I23 18851,027
2.5 Difracción de rayos x
La técnica de difracción de rayos x permite la identificación de fases cristalinas cualitativa
y cuantivamenete. El equipo usado para el análisis DRX fue un Difractómetro de Rayos X
Marca Panalytical referencia X´Pert PRO MPD con ánodo de Cu y filtro de Ni. En
laboratorio se cuenta con el software para la adquisición de datos y de difracción y
manejo de los componentes del equipo y con una cámara de temperatura para la
realización de pruebas hasta los 1600°C.
En anexo B se pueden apreciar los difractogramas de los transportadores de oxígeno H9,
H10, I20 y I23 respectivamente. En todas las muestras se observó la presencia de CuO,
26 Modelado del transporte de masa y energía en las partículas de un transportador
de oxígeno basado en cobre: Aplicación para chemical looping combustion
Alúmina y Aluminato de cobre; sin embargo, los datos cuantitativos son muy inexactos
por lo amorfo de todas las muestras.
Por todas las características analizadas en este capítulo, se puede concluir que los
transportadores de oxígeno más aptos para ser usados en CLC son H9 e I20, y por lo
tanto, estos dos son con los que se trabajó a partir de aquí. Además, cabe concluir
parcialmente, que la impregnación a humedad incipiente fue más eficiente que la
impregnación húmeda, ya que se logró impregnar una mayor más CuO con una cantidad
menor de solución precursora.
3. Cinética química del transportador de oxígeno basado en cobre
El modelo desarrollado necesita los parámetros cinéticos de entrada (Orden de reacción,
energía de activación y factor pre-exponencial) y además requiere de validación. Para
esto, se empleó una balanza termogravimétrica usando hidrógeno y aire como
atmósferas reductora y oxidante respectivamente. Las reacciones que se tuvieron en
cuenta son:
Reducción:
(3-1)
Oxidación
(3-2)
3.1 Balanza termogravimétrica
Las pruebas experimentales para determinar los parámetros cinéticos y las curvas de
conversión vs tiempo de las reacciones de reducción y oxidación se realizaron en una
balanza termogravimétrica LINSEIS STA PT1600, cuyo esquema se muestra en la
Ilustración 3-1. El gas de purga, que en este caso se trata de helio, entra por (a) y pasa
por el sistema de medida de peso evitando que los gases reactivos tengan contacto con
la electrónica de la termobalanza y después asciende mezclándose con el gas reactivo
que entra por (b). La mezcla de gases continúa su ascenso pasando por el horno, llega a
la muestra que se encuentra en una canastilla de titanio y finalmente sale del sistema por
(c).
En esta termobalanza es posible exponer a la muestra de transportador de oxígeno a una
atmósfera determinada y medir los cambios en su peso y temperatura con resoluciones
28 Modelado del transporte de masa y energía en las partículas de un transportador
de oxígeno basado en cobre: Aplicación para chemical looping combustion
de 0,5 μg y 1/20 K respectivamente. Se consideró que no hay reacciones laterales y por
lo tanto el cambio de peso se debe únicamente a las reacciones de oxidación y
reducción.
Ilustración 3-1. Esquema de la termobalanza LINSEIS STA PT1600 [44]
Para determinar la conversión del transportador de oxígeno a partir de los datos
entregados por el TGA se empleas las ecuaciones (3-3) y (3-4)
(3-3)
(3-4)
En donde:
Horno
H2/O2
Canastilla
He
Capítulo 3 29
=masa instantánea del transportador
=masa del transportador completamente oxidado
=masa del transportador completamente reducido
3.2 Determinación de parámetros cinéticos
Generalmente, se considera que las reacciones sólido-gas pasan por las siguientes
etapas intermedias[16]:
1) Difusión de los gases reactivos de la fase bulto a la superficie de la partícula
sólida reactivan
2) Difusión de los gases reactivos a través de los poros de la partícula sólida y/ó la
capa de producto formada por la reacción.
3) Adsorción de los gases reactivos en la superficie del sólido.
4) Reacción química entre el gas y el sólido.
Para determinar los parámetros cinéticos de diferentes reacciones con transportadores
de oxígeno se utilizó el modelo de núcleo decreciente en el grano, el cual considera que
la partícula es de tamaño constante y está conformada por granos no porosos
inicialmente. El grano reacciona, dejando una capa porosa de productos de la reacción,
que se convierte en el medio de transporte de reactivos y productos (Ver Ilustración 3-2).
Sin embargo, el modelo de núcleo decreciente en el grano considera que no existe
resistencia a la transferencia de masa en la película, los poros y la capa de producto; por
lo cual la etapa controlante es la reacción en el grano.

30 Modelado del transporte de masa y energía en las partículas de un transportador
de oxígeno basado en cobre: Aplicación para chemical looping combustion
Ilustración 3-2. Modelo de núcleo decreciente en el grano
Las ecuaciones que se requieren para emplear este modelo se listan a continuación [45]:
(3-5)
(3-6)
(3-7)
(3-8)
En donde es el tiempo de conversión completa, es la conversión promedio, el el
radio de grano y es la constante de velocidad de reacción. Para determinar los
parámetros cinéticos es necesario evitar problemas difusionales, lo cual se logró
empleando una cantidad de muestra muy pequeña (10,23 mg), y una velocidad de gas
suficiente para vencer la resistencia a la transferencia de masa externa (200 cm3
STP/min). Se dejaba pasar el H2 durante 3 minutos y después se purgaba con He por 5

Capítulo 3 31
minutos para asegurar que no se presentaran explosiones. Después se permitía que el
O2 fluyera por 3 minutos completando el ciclo.
3.2.1 Determinación del orden de reacción (H9)
Primero, es necesario determinar los tiempos de conversión completa de las reacciones
del transportador H9 a partir de la ecuación 3-5. Esto se logra graficando
vs t. La pendiente de la recta formada será igual a .
Reacción de reducción: En la Ilustración 3-3 se muestra vs t a
concentraciones de 10%, 20% y 40% de hidrógeno.
Ilustración 3-3. Cálculo de los tiempos de conversión completa a 800 C° (Reducción)
En la Tabla 3-1 se muestran los valores de para las diferentes concentraciones de
combustible.
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
0 2 4 6 8 10 12 14 16
1-(
1-x
)1/3
t (s)
40% H2
20% H2
10% H2
32 Modelado del transporte de masa y energía en las partículas de un transportador
de oxígeno basado en cobre: Aplicación para chemical looping combustion
Tabla 3-1. Tiempos de conversión completa a diferentes concentraciones (Reducción)
Concentración de H2 (% Vol) (s)
10 22,7
20 12,7
40 8,9
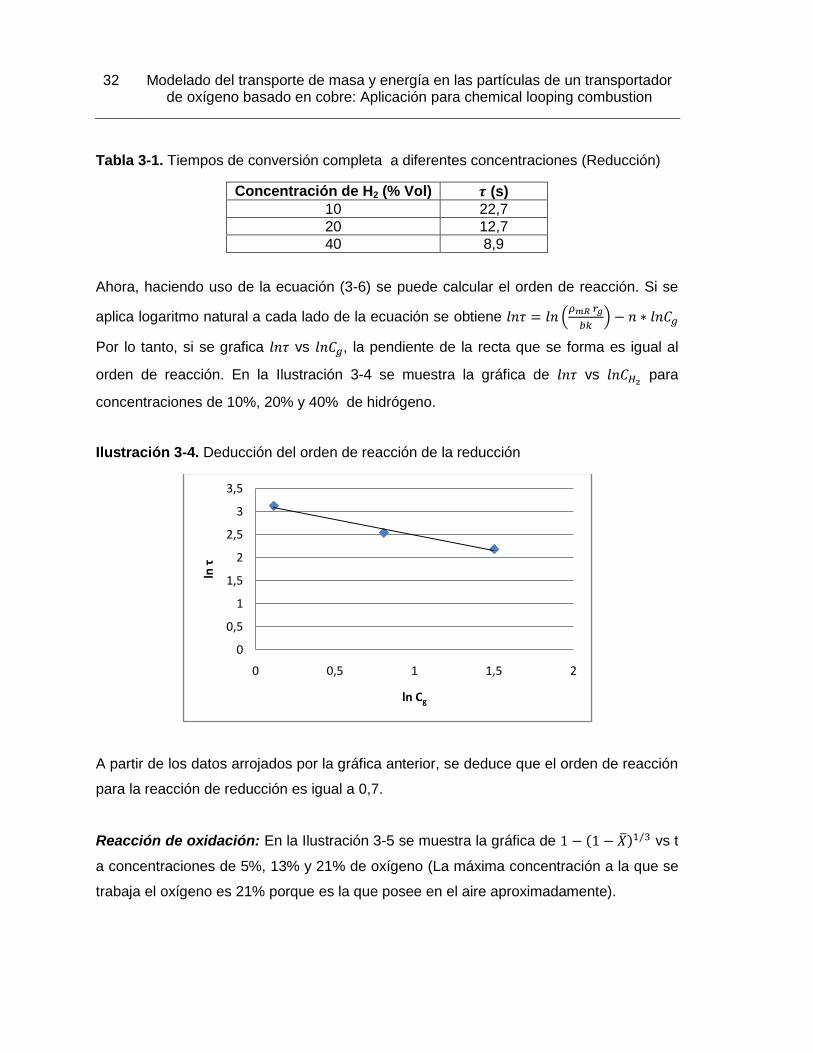
Ahora, haciendo uso de la ecuación (3-6) se puede calcular el orden de reacción. Si se
aplica logaritmo natural a cada lado de la ecuación se obtiene
Por lo tanto, si se grafica vs , la pendiente de la recta que se forma es igual al
orden de reacción. En la Ilustración 3-4 se muestra la gráfica de vs para
concentraciones de 10%, 20% y 40% de hidrógeno.
Ilustración 3-4. Deducción del orden de reacción de la reducción
A partir de los datos arrojados por la gráfica anterior, se deduce que el orden de reacción
para la reacción de reducción es igual a 0,7.
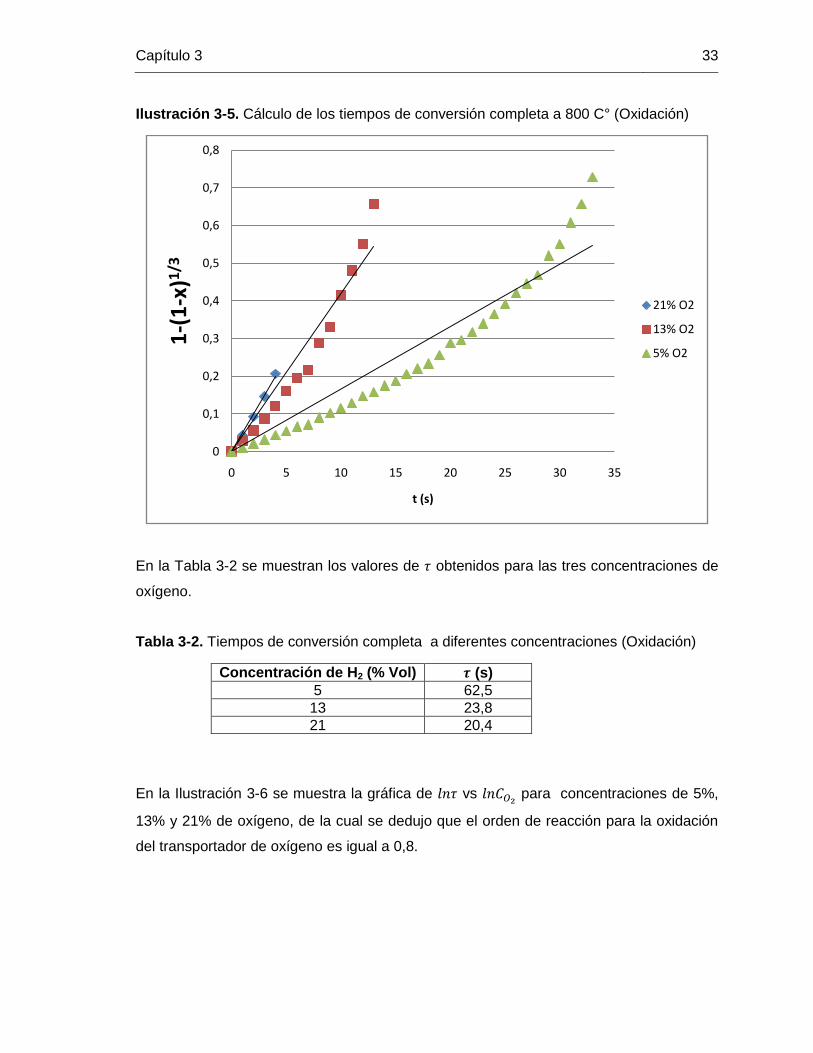
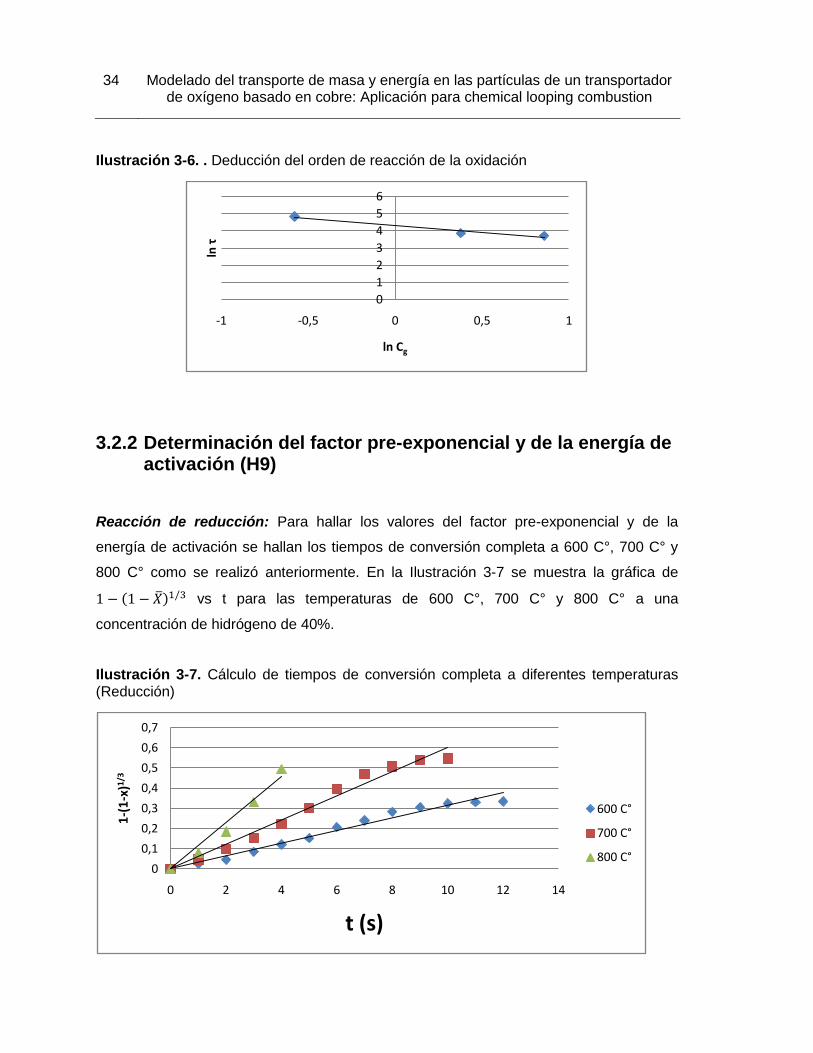
Reacción de oxidación: En la Ilustración 3-5 se muestra la gráfica de vs t
a concentraciones de 5%, 13% y 21% de oxígeno (La máxima concentración a la que se
trabaja el oxígeno es 21% porque es la que posee en el aire aproximadamente).
0
0,5
1
1,5
2
2,5
3
3,5
0 0,5 1 1,5 2
ln τ
ln Cg
Capítulo 3 33
Ilustración 3-5. Cálculo de los tiempos de conversión completa a 800 C° (Oxidación)
En la Tabla 3-2 se muestran los valores de obtenidos para las tres concentraciones de
oxígeno.
Tabla 3-2. Tiempos de conversión completa a diferentes concentraciones (Oxidación)
Concentración de H2 (% Vol) (s)
5 62,5
13 23,8
21 20,4
En la Ilustración 3-6 se muestra la gráfica de vs para concentraciones de 5%,
13% y 21% de oxígeno, de la cual se dedujo que el orden de reacción para la oxidación
del transportador de oxígeno es igual a 0,8.
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0 5 10 15 20 25 30 35
1-(
1-x
)1/3
t (s)
21% O2
13% O2
5% O2
34 Modelado del transporte de masa y energía en las partículas de un transportador
de oxígeno basado en cobre: Aplicación para chemical looping combustion
Ilustración 3-6. . Deducción del orden de reacción de la oxidación
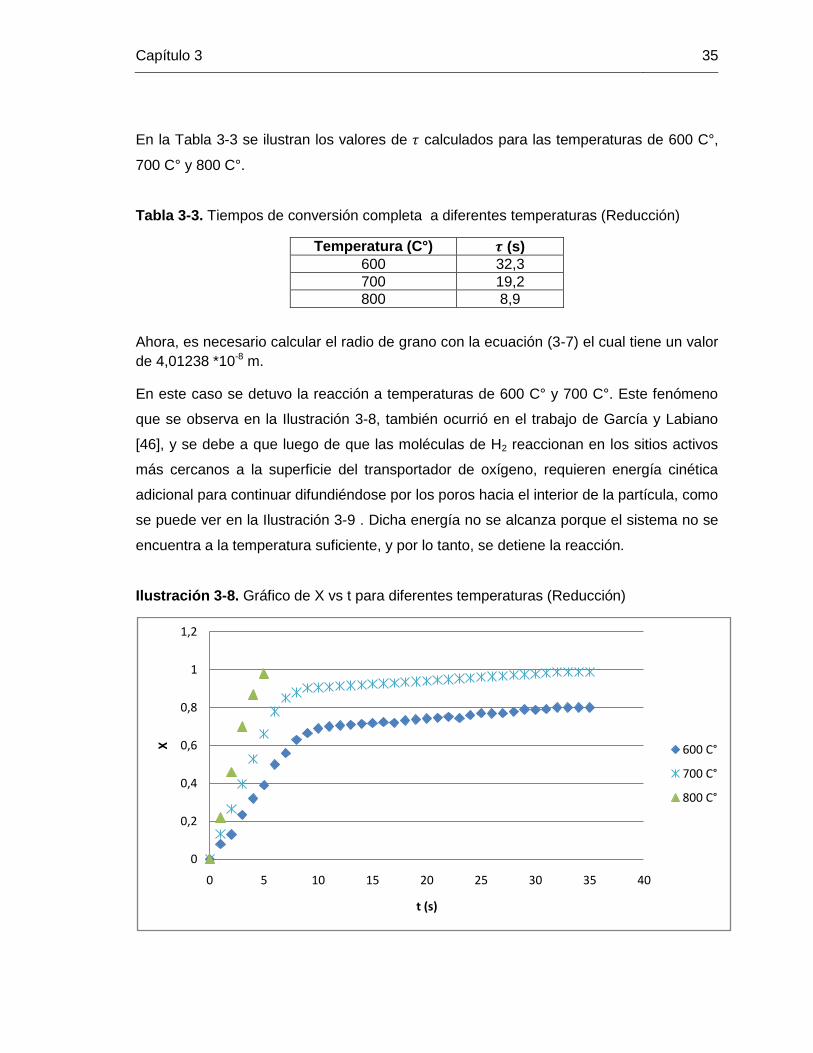
3.2.2 Determinación del factor pre-exponencial y de la energía de activación (H9)
Reacción de reducción: Para hallar los valores del factor pre-exponencial y de la
energía de activación se hallan los tiempos de conversión completa a 600 C°, 700 C° y
800 C° como se realizó anteriormente. En la Ilustración 3-7 se muestra la gráfica de
vs t para las temperaturas de 600 C°, 700 C° y 800 C° a una
concentración de hidrógeno de 40%.
Ilustración 3-7. Cálculo de tiempos de conversión completa a diferentes temperaturas (Reducción)
0
1
2
3
4
5
6
-1 -0,5 0 0,5 1
ln τ
ln Cg
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0 2 4 6 8 10 12 14
1-(
1-x
)1/3
t (s)
600 C°
700 C°
800 C°
Capítulo 3 35
En la Tabla 3-3 se ilustran los valores de calculados para las temperaturas de 600 C°,
700 C° y 800 C°.
Tabla 3-3. Tiempos de conversión completa a diferentes temperaturas (Reducción)
Temperatura (C°) (s)
600 32,3
700 19,2
800 8,9
Ahora, es necesario calcular el radio de grano con la ecuación (3-7) el cual tiene un valor
de 4,01238 *10-8 m.
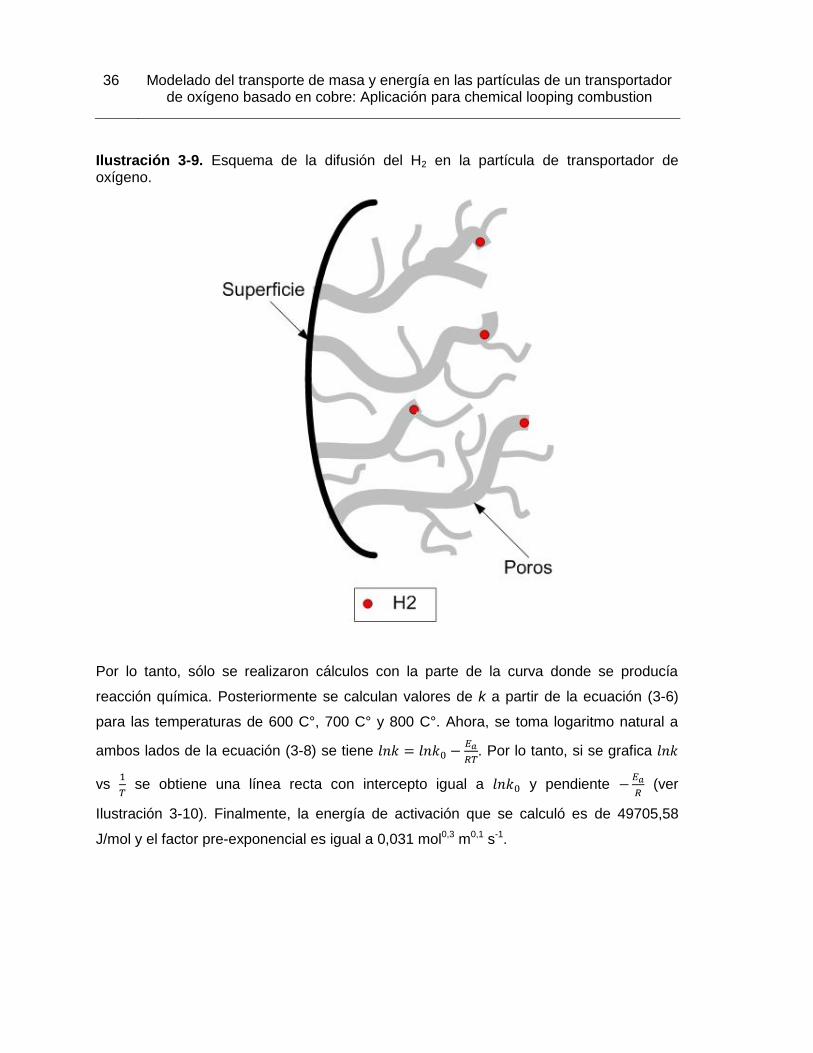
En este caso se detuvo la reacción a temperaturas de 600 C° y 700 C°. Este fenómeno
que se observa en la Ilustración 3-8, también ocurrió en el trabajo de García y Labiano
[46], y se debe a que luego de que las moléculas de H2 reaccionan en los sitios activos
más cercanos a la superficie del transportador de oxígeno, requieren energía cinética
adicional para continuar difundiéndose por los poros hacia el interior de la partícula, como
se puede ver en la Ilustración 3-9 . Dicha energía no se alcanza porque el sistema no se
encuentra a la temperatura suficiente, y por lo tanto, se detiene la reacción.
Ilustración 3-8. Gráfico de X vs t para diferentes temperaturas (Reducción)
0
0,2
0,4
0,6
0,8
1
1,2
0 5 10 15 20 25 30 35 40
X
t (s)
600 C°
700 C°
800 C°
36 Modelado del transporte de masa y energía en las partículas de un transportador
de oxígeno basado en cobre: Aplicación para chemical looping combustion
Ilustración 3-9. Esquema de la difusión del H2 en la partícula de transportador de oxígeno.
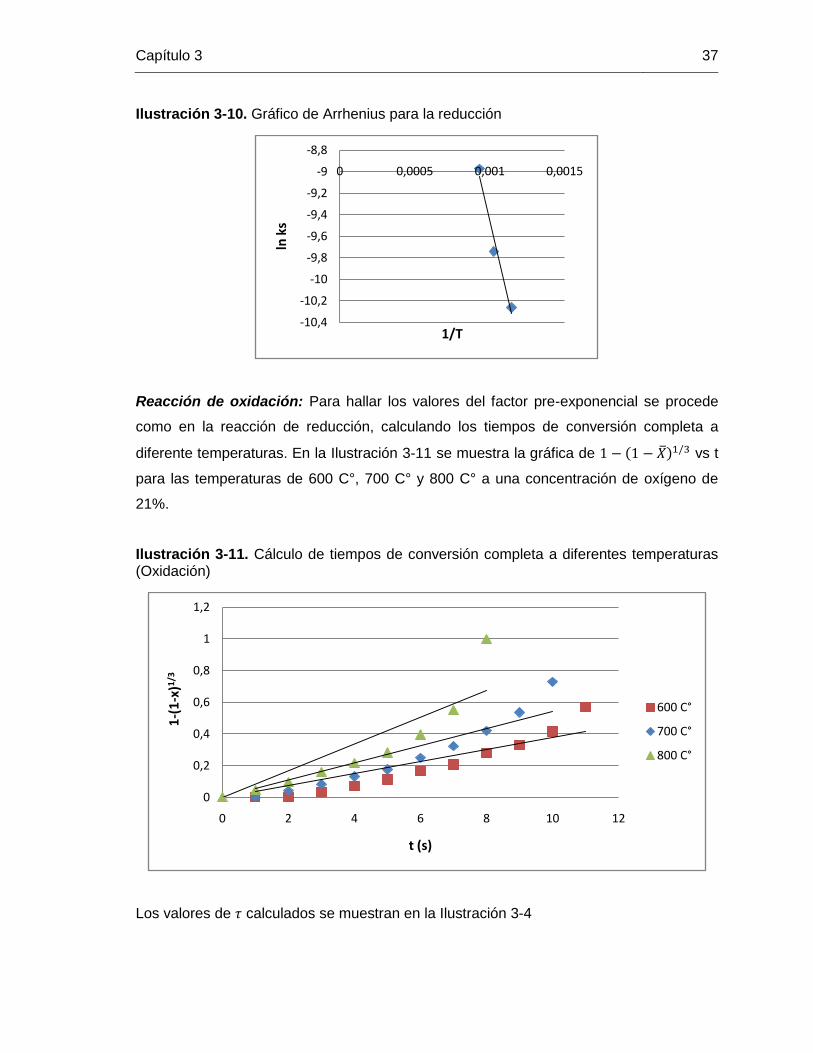
Por lo tanto, sólo se realizaron cálculos con la parte de la curva donde se producía
reacción química. Posteriormente se calculan valores de k a partir de la ecuación (3-6)
para las temperaturas de 600 C°, 700 C° y 800 C°. Ahora, se toma logaritmo natural a
ambos lados de la ecuación (3-8) se tiene . Por lo tanto, si se grafica
vs se obtiene una línea recta con intercepto igual a y pendiente (ver
Ilustración 3-10). Finalmente, la energía de activación que se calculó es de 49705,58
J/mol y el factor pre-exponencial es igual a 0,031 mol0,3 m0,1 s-1.
Capítulo 3 37
Ilustración 3-10. Gráfico de Arrhenius para la reducción
Reacción de oxidación: Para hallar los valores del factor pre-exponencial se procede
como en la reacción de reducción, calculando los tiempos de conversión completa a
diferente temperaturas. En la Ilustración 3-11 se muestra la gráfica de vs t
para las temperaturas de 600 C°, 700 C° y 800 C° a una concentración de oxígeno de
21%.
Ilustración 3-11. Cálculo de tiempos de conversión completa a diferentes temperaturas (Oxidación)
Los valores de calculados se muestran en la Ilustración 3-4
-10,4
-10,2
-10
-9,8
-9,6
-9,4
-9,2
-9
-8,8
0 0,0005 0,001 0,0015
ln k
s
1/T
0
0,2
0,4
0,6
0,8
1
1,2
0 2 4 6 8 10 12
1-(
1-x
)1/3
t (s)
600 C°
700 C°
800 C°
38 Modelado del transporte de masa y energía en las partículas de un transportador
de oxígeno basado en cobre: Aplicación para chemical looping combustion
Tabla 3-4. Tiempos de conversión completa a diferentes temperaturas (Oxidación)
Temperatura (C°) (s)
600 19,6
700 18,5
800 15,1
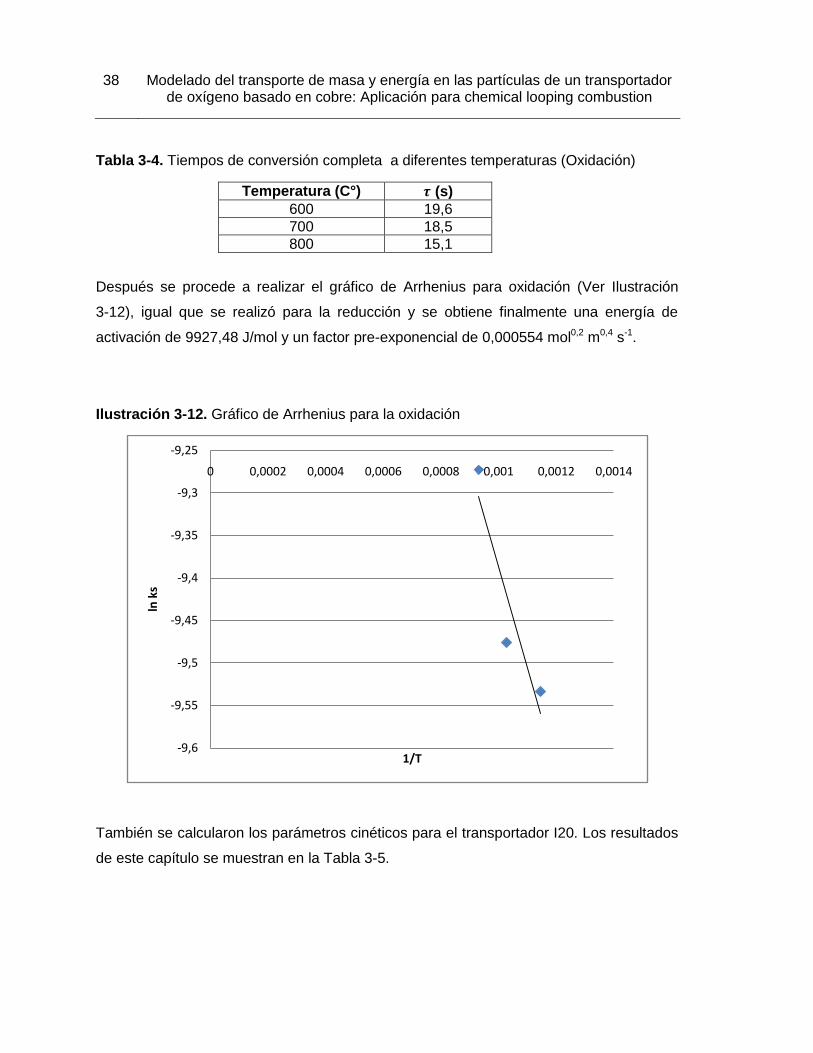
Después se procede a realizar el gráfico de Arrhenius para oxidación (Ver Ilustración
3-12), igual que se realizó para la reducción y se obtiene finalmente una energía de
activación de 9927,48 J/mol y un factor pre-exponencial de 0,000554 mol0,2 m0,4 s-1.
Ilustración 3-12. Gráfico de Arrhenius para la oxidación
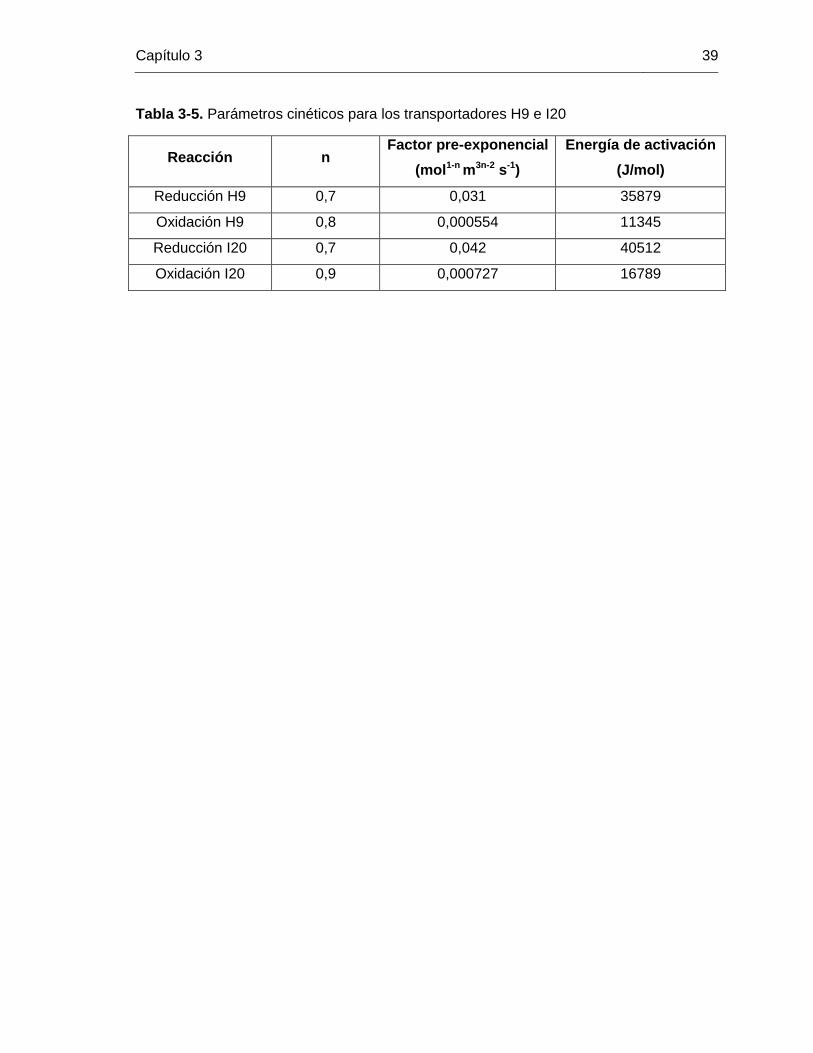
También se calcularon los parámetros cinéticos para el transportador I20. Los resultados
de este capítulo se muestran en la Tabla 3-5.
-9,6
-9,55
-9,5
-9,45
-9,4
-9,35
-9,3
-9,25
0 0,0002 0,0004 0,0006 0,0008 0,001 0,0012 0,0014
ln k
s
1/T
Capítulo 3 39
Tabla 3-5. Parámetros cinéticos para los transportadores H9 e I20
Reacción n Factor pre-exponencial
(mol1-n m3n-2 s-1)
Energía de activación
(J/mol)
Reducción H9 0,7 0,031 35879
Oxidación H9 0,8 0,000554 11345
Reducción I20 0,7 0,042 40512
Oxidación I20 0,9 0,000727 16789
4. Planteamiento del modelo matemático
Entre lo que se refiere a modelos de partícula, se encuentran los desarrollados por
Szekelly en los años 70 [47–53], de los cuales es más utilizado es el modelo de tamaño
de grano variable, el cual se ha empleado ampliamente para el estudio de reacciones
sólido-gas no catalíticas como la calcinación [54] y la carbonatación [55]. En lo que se
refiere a modelado de la reacción a nivel de partícula para la oxidación y reducción de
transportadores de oxígeno que se da en un proceso CLC, se puede destacar el trabajo
de García et al [56], en el cuál se evaluaron los perfiles de temperatura en una partícula
de transportador de oxígeno, y el de Noorman et al [57], en dónde se modelaron las
reacciones de oxido-reducción de un transportador de oxígeno basado en cobre usando
el modelo de núcleo decreciente [58]. No obstante, estos modelos consideran
homogénea la partícula de transportador, y no tienen en cuenta las particularidades
iniciales del material como lo es su distribución de tamaño de grano. Por lo tanto, en este
trabajo se quiere desarrollar un modelo matemático que describa las reacciones de
oxidación y reducción que se dan en el proceso CLC, proponiendo un método para la
determinación de la distribución de tamaño de grano al interior de la partícula de
transportador de oxígeno.
Así, se usará el modelo de tamaño de grano variable propuesto por Szekelly (Ver
Ilustración 4-1), pero teniendo en cuenta una distribución inicial de tamaño de grano. El
modelo de tamaño de grano variable clásico considera que la partícula consta de un
número de de granos no porosos con una longitud característica r0 uniforme, entre los
cuales se forman los poros. Conforme la reacción química avanza el radio de grano r1
aumenta o disminuye, según la relación de densidades molares entre el reactivo y el
reactante (la densidad molar del cobre metálico es de 140 kmol/m3 y la del óxido de
cobre es de 80 kmol/m3), mientras el radio del núcleo sin reaccionar r2 decrece [16] (ver
Ilustración 4-1). La mejora que se propone en este trabajo consiste en utilizar una

Capítulo 4 41
distribución inicial de radios r0 derivada del análisis de porosimetría realizado al
transportador.
Ilustración 4-1. Esquema del modelo de tamaño de grano variable.
4.1 Suposiciones del modelo
Para el desarrollo de este modelo se supuso:
Se considera una partícula esférica constituida de granos esféricos no porosos.
La partícula mantiene su forma esférica y su diámetro durante el transcurso de la
reacción.
Los granos, al inicio de la reacción los tamaños de los granos están distribuidos
de manera no uniforme.
Las reacciones a considerar son las siguientes:
Reducción:
(4-1)
Oxidación
42 Modelado del transporte de masa y energía en las partículas de un transportador
de oxígeno basado en cobre: Aplicación para chemical looping combustión
(4-2)
La partícula es isotérmica espacialmente.
Se realiza la suposición de estado pseudoestacionario.
No ocurre sinterización.
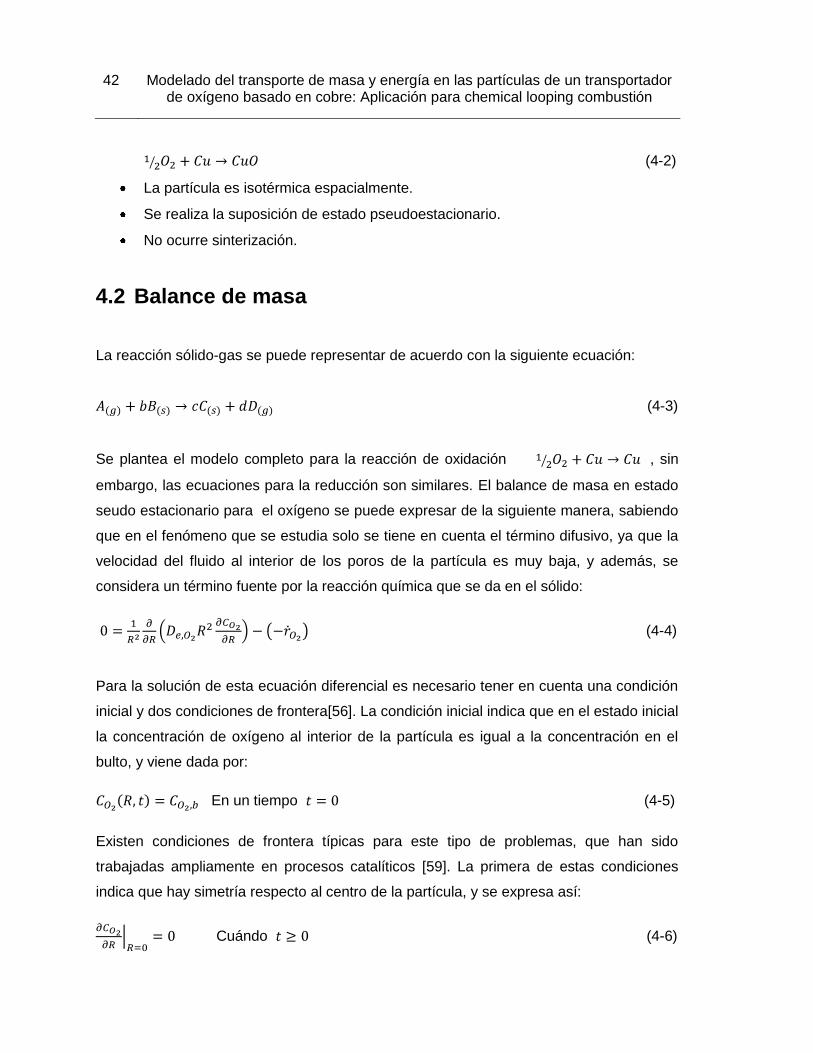
4.2 Balance de masa
La reacción sólido-gas se puede representar de acuerdo con la siguiente ecuación:
(4-3)
Se plantea el modelo completo para la reacción de oxidación , sin
embargo, las ecuaciones para la reducción son similares. El balance de masa en estado
seudo estacionario para el oxígeno se puede expresar de la siguiente manera, sabiendo
que en el fenómeno que se estudia solo se tiene en cuenta el término difusivo, ya que la
velocidad del fluido al interior de los poros de la partícula es muy baja, y además, se
considera un término fuente por la reacción química que se da en el sólido:
(4-4)
Para la solución de esta ecuación diferencial es necesario tener en cuenta una condición
inicial y dos condiciones de frontera[56]. La condición inicial indica que en el estado inicial
la concentración de oxígeno al interior de la partícula es igual a la concentración en el
bulto, y viene dada por:
En un tiempo (4-5)
Existen condiciones de frontera típicas para este tipo de problemas, que han sido
trabajadas ampliamente en procesos catalíticos [59]. La primera de estas condiciones
indica que hay simetría respecto al centro de la partícula, y se expresa así:
Cuándo (4-6)

Capítulo 4 43
La segunda condición de frontera expresa la transferencia de masa externa, es decir, el
flux molar en la superficie externa de la partícula de transportador de oxígeno. Esta
condición se muestra a continuación:
En (4-7)
4.3 Reacción química
Es necesaria una ecuación para determinar la velocidad de la reacción química, la cual
debe tener en cuenta la resistencia a la transferencia de masa en la capa de producto
formada alrededor de los granos [53].
(4-8)
En donde es el coeficiente de difusividad en la capa de producto que se forma
alrededor del grano. Sin embargo, para tamaños de grano tan pequeños (4,01238*10-8
m), , por lo tanto, la ecuación queda de la siguiente manera:
(4-9)
La variación del tamaño del núcleo sin reaccionar en el grano se puede calcular con la
ecuación (4-10).
(4-10)
Cuya condición inicial es . El radio de grano viene dado por:
(4-11)
En donde:
(4-12)
Finalmente, se puede obtener una ecuación para la conversión en cada punto al interior
de la partícula.

44 Modelado del transporte de masa y energía en las partículas de un transportador
de oxígeno basado en cobre: Aplicación para chemical looping combustión
(4-13)
Conociendo la conversión, es posible hallar numéricamente la conversión promedio en la
partícula integrando en todo el volumen de ésta:
(4-14)
4.4 Balance de energía
Para el balance de energía en estado transitorio no se considera el término convectivo,
ya que se puede suponer que la velocidad del fluido es muy baja en el interior de los
poros de la partícula, tampoco se tiene en cuenta el término difusivo, ya que por tratarse
de una partícula tan pequeña se puede decir que la temperatura no varía radialmente. Se
tiene en cuenta un término fuente que se debe al calor producido por la reacción.
(4-15)
Para solucionar (4-15), es necesaria una condición inicial que indique que en el estado
inicial la temperatura de oxígeno al interior de la partícula es igual a la temperatura en el
bulto, y viene dada por [56]:
En un tiempo (4-16)
Una condición de simetría respecto al centro de la partícula:
Cuándo (4-17)
La transferencia de calor externa debido a la convección constituye la segunda condición
de frontera.
En (4-18)
Capítulo 4 45
4.5 Coeficiente de difusión efectiva
La influencia de la porosidad en el coeficiente de difusión efectiva dentro de la partícula
está dada por [54]:
(4-19)
La difusión del gas depende del tipo de difusión en los poros, ya que el recorrido libre
medio de las moléculas puede ser comparable con el diámetro de poro, que varía
durante la reacción. Por lo tanto, la difusividad del gas debe ser calculada como una
combinación de la difusividad molecular y la difusividad de Knudsen.
(4-20)
El coeficiente de difusión de Knudsen se puede calcular con la siguiente ecuación, que
ha dado buenos resultados para modelos de sulfatación y carbonatación de materiales
porosos [60]:
(4-21)
se halla con la ecuación (4-22) que se conoce como la fórmula de Chapman-
Enskog [61].
(4-22)
Donde c es la concentración, es el coeficiente de difusión, R es la contante
universal de los gases ideales (8,314 J/mol/K), T es la temperatura absoluta, N es el
número de Avogadro (6,02*1023), es el diámetro de colisión y es la
integral de colisión.
El diámetro de colisión se calcula de la siguiente manera:
(4-23)
La integral de colisión , es función de la temperatura adimensional T*.
46 Modelado del transporte de masa y energía en las partículas de un transportador
de oxígeno basado en cobre: Aplicación para chemical looping combustión
(4-24)
(4-25)
(4-26)
Donde es la constante de Boltzmann´s (1,38066*10-23 J/K), T es la temperatura
absoluta y es la máxima energía de atracción entre las moléculas de O2 y He.
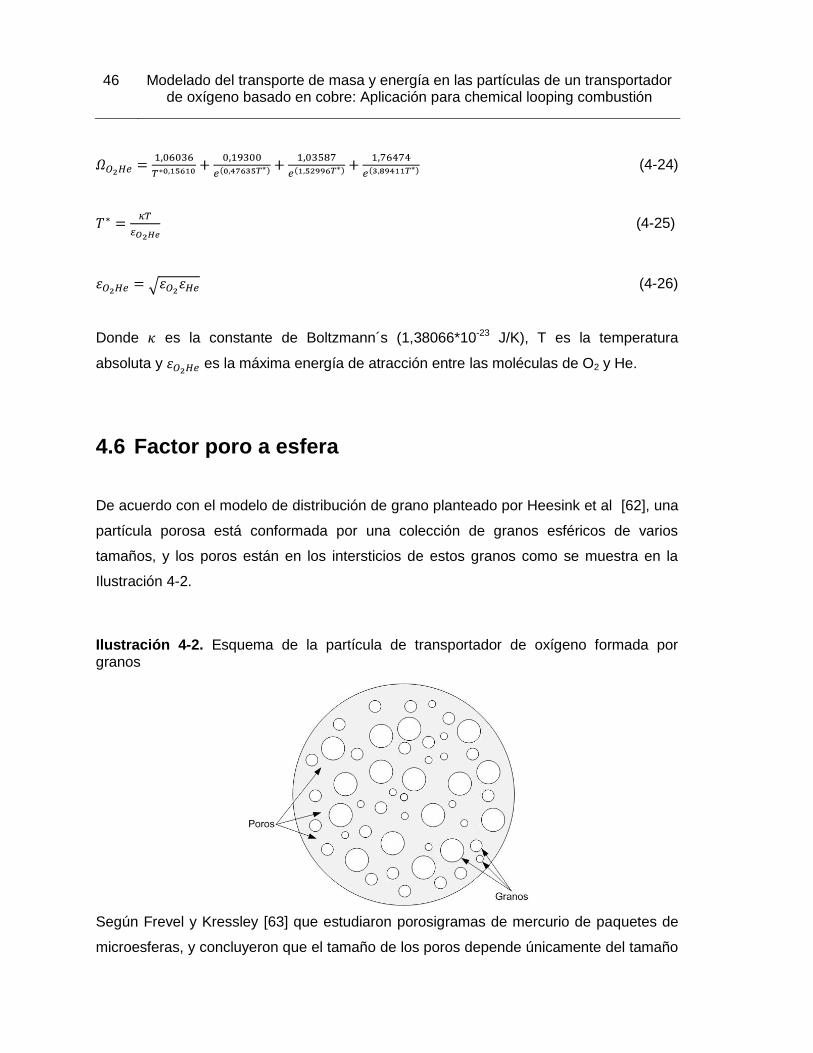
4.6 Factor poro a esfera
De acuerdo con el modelo de distribución de grano planteado por Heesink et al [62], una
partícula porosa está conformada por una colección de granos esféricos de varios
tamaños, y los poros están en los intersticios de estos granos como se muestra en la
Ilustración 4-2.
Ilustración 4-2. Esquema de la partícula de transportador de oxígeno formada por granos
Según Frevel y Kressley [63] que estudiaron porosigramas de mercurio de paquetes de
microesferas, y concluyeron que el tamaño de los poros depende únicamente del tamaño

Capítulo 4 47
de las microesferas. Así, existe una relación de proporcionalidad entre el tamaño de los
poros y el de los granos, que se conoce como el factor ―poro a esfera‖ F y se puede
expresar por la ecuación (4-27)
(4-27)
En este trabajo se empleó el método de Frevel y Kressley [63] para determinar la
distribución de tamaño de grano a partir de los porosigramas de los transportadores de
oxígeno que se estudiaron. La fracción volumétrica que ocupa n los poros de tamaño i se
puede calcular con la ecuación (4-28).
(4-28)
El área superficial específica se puede calcular con la ecuación 4-29.
(4-29)
Así, conociendo el área superficial específica de la muestra, es posible derivar el factor
poro a esfera que se muestra en la ecuación (4-30).
(4-30)

5. Simulación y análisis de resultados
5.1 Forma adimensional del modelo
Con el fin de reducir el tiempo de solución del modelo, facilitar el escalado y evitar errores
de redondeo es necesario adimensionalizar las ecuaciones planteadas en el capítulo 4,
como se muestra a continuación:
(5-1)
(5-2)
(5-3)
(5-4)
(5-5)
(5-6)
(5-7)
(5-8)

Capítulo 5 49
(5-9)
(5-10)
Finalmente la ecuación de balance de masa queda así:
(5-11)
Con las siguientes condiciones iniciales y de frontera:
(5-12)
(5-13)
=0 (5-14)
La reacción química se puede expresar así:
(5-15)
viene dado por la ecuación 5-16
(5-16)
Con las siguientes condiciones iniciales
(5-17)
Las ecuaciones 5-18 y 5-19 permiten hallar la conversión en cada punto de la partícula y
a nivel global respectivamente.
50 Modelado del transporte de masa y energía en las partículas de un transportador
de oxígeno basado en cobre: Aplicación para chemical looping combustión
(5-18)
(5-19)
Finalmente el balance de energía viene dado por la ecuación 5-20
(5-20)
Con las siguientes condiciones iniciales y de frontera:
(5-21)
(5-22)
=0 (5-23)
5.2 Distribuciones de tamaño de grano
Para determinar las distribuciones de tamaño de grano de los transportadores de oxígeno
estudiados se emplearon las ecuaciones 4-27, 4-28, 4-29, y 4-30. Las distribuciones de
tamaño de grano de la alúmina y de los transportadores de oxígeno se pueden apreciar
en la Ilustración 5-1.
.

Capítulo 5 51
Ilustración 5-1. Distribución de tamaño de grano de los transportadores de oxígeno.
No obstante, en el cálculo de la distribución de tamaño de grano de los transportadores
de oxígeno no se hace una diferencia entre los granos de alúmina y los granos de la fase
activa. Por lo tanto, se realizó la suposición de que la distribución de tamaño de grano de
la alúmina no varía con el proceso de impregnación y se restaron las distribuciones de
los transportadores con la distribución de grano de la alúmina, para así obtener la
distribución de grano de la fase activa. En la Ilustración 5-2 se observa la distribución de
tamaño de grano de la fase activa de H9 que está representada por la ecuación 5-24,
cuyos parámetros se muestran en la Tabla 5-1. La Ilustración 5-3 describe la distribución
de tamaño de grano de la fase activa de I20, cuya ecuación es 5-25 con parámetros que
se encuentran en la la Tabla 5-2.
-0,05
0
0,05
0,1
0,15
0,2
0,25
0 1000 2000 3000 4000 5000 6000
cm3/g
Radio de grano (Å)
AL2O3
H9
H10
I20
I23

52 Modelado del transporte de masa y energía en las partículas de un transportador
de oxígeno basado en cobre: Aplicación para chemical looping combustión
Ilustración 5-2. Distribución de tamaño de grano de la fase activa en la muestra H9
(5-24)
Tabla 5-1. Parámetros distribución de tamaño de grano H9
Parámetro Valor
a 1.380592450
b -0.01459447
c -0.01577406
d 8.57372e-05
e 6.98185e-05
f -2.5762e-07
g -1.4954e-07
h 3.96576e-10
i 1.55301e-10
j -2.4472e-13
k -6.2715e-14
0
0,02
0,04
0,06
0,08
0,1
0,12
0,14
0,16
0 100 200 300 400 500 600
cm3/g
Radio de grano (Å)
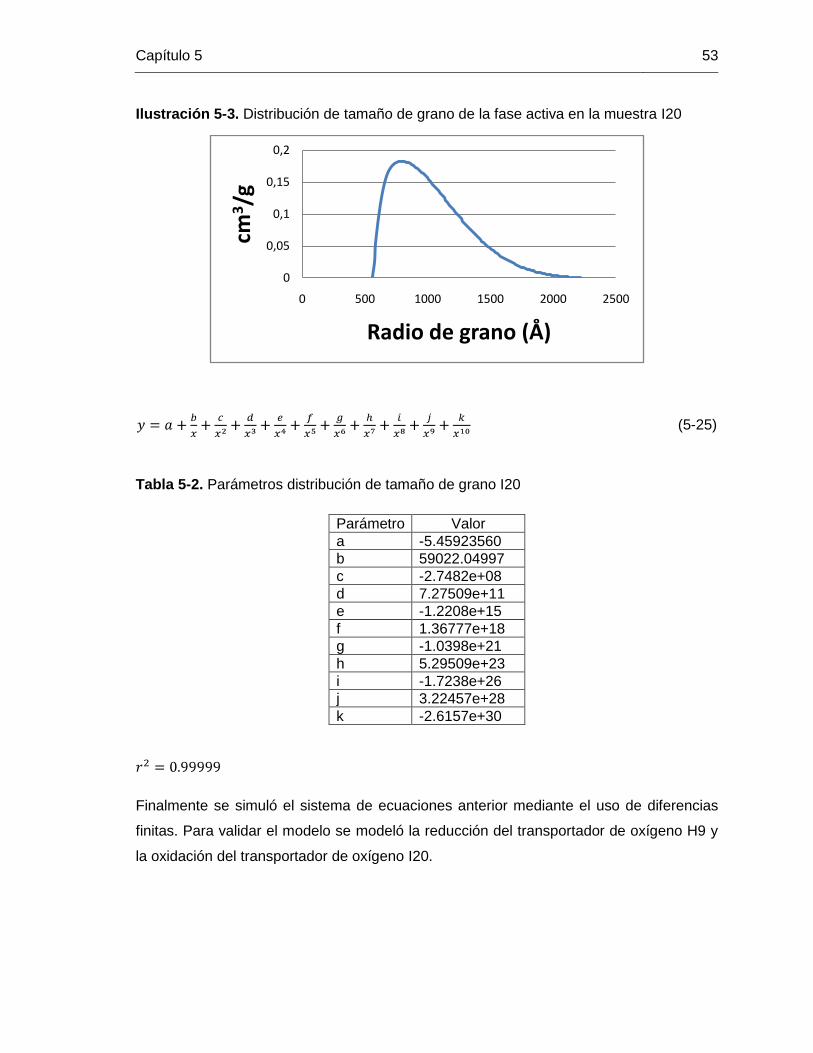
Capítulo 5 53
Ilustración 5-3. Distribución de tamaño de grano de la fase activa en la muestra I20
(5-25)
Tabla 5-2. Parámetros distribución de tamaño de grano I20
Parámetro Valor
a -5.45923560
b 59022.04997
c -2.7482e+08
d 7.27509e+11
e -1.2208e+15
f 1.36777e+18
g -1.0398e+21
h 5.29509e+23
i -1.7238e+26
j 3.22457e+28
k -2.6157e+30
Finalmente se simuló el sistema de ecuaciones anterior mediante el uso de diferencias
finitas. Para validar el modelo se modeló la reducción del transportador de oxígeno H9 y
la oxidación del transportador de oxígeno I20.
0
0,05
0,1
0,15
0,2
0 500 1000 1500 2000 2500
cm3/g
Radio de grano (Å)

54 Modelado del transporte de masa y energía en las partículas de un transportador
de oxígeno basado en cobre: Aplicación para chemical looping combustión
5.3 Simulación de la reducción de H9
Para validar los datos entregados por el modelo que se desarrolló en este trabajo, se
realizó una comparación con los datos experimentales obtenidos en la termobalanza.
Además, se comparó también con los datos que arroja el modelo clásico que usa un
tamaño de grano inicial promedio. En la Ilustración 5-4 se grafica la conversión promedio
de H9 en el tiempo para la reacción de reducción con hidrógeno en condiciones de
control cinético para los datos experimentales, el nuevo modelo y para el modelo clásico
de Szekelly explicado en el capítulo 4. La concentración del H2 es de 20% a 800 C° y con
un flujo de gas de 200 cm3 STP/min.
Ilustración 5-4. Conversión en el tiempo de la reducción de la muestra H9 en control cinético
Se puede observar que la gráfica experimental tiende a ser lineal con una curvatura muy
ligera, lo cual no logra describir el modelo clásico, sin embargo, el modelo propuesto en
esta tesis logra acercarse considerablemente al comportamiento real del fenómeno

Capítulo 5 55
debido a que considera la reacción de cada tipo de grano. Sin embargo, el nuevo
modelo, por errores matemáticos en las sumatorias implicadas entrega conversiones
ligeramente mayores a la unidad. Por lo tanto, es necesario condicional el códico cuando
el modelo entregue valores de conversión mayores e iguales a la unidad. Ilustración 5-5
se presenta el perfil de temperatura predicho por el modelo clásico y por el nuevo
modelo. Ambos modelos muestran tendencias muy similares; sin embargo, no hay datos
experimentales para comparar dichos resultados. Según García-Labiano [56] la
temperatura debe alcanzar una máximo y después descender hasta alcanzar la
temperatura de la fase bulto; no obstante, debido a que en el modelo de este estudio no
se tienen en cuenta los términos difusivo y convectivo en la ecuación de energía, no se
puede observar este comportamiento, y la temperatura máxima se alcanza cuando la
conversión también lo es.
Ilustración 5-5. Perfil de temperatura de la reducción de H9
Para comprobar el funcionamiento del nuevo modelo en condiciones diferentes a las de
control cinético, se realizaron pruebas experimentales en los que la resistencia a la

56 Modelado del transporte de masa y energía en las partículas de un transportador
de oxígeno basado en cobre: Aplicación para chemical looping combustión
difusión no es despreciable. Estas medidas se realizaron a una temperatura de 800 C°,
20% de H2 y un flujo de 50 cm3 STP/min y se muestran en la Ilustración 5-6.
Ilustración 5-6. Conversión en el tiempo de la reducción de la muestra H9
Se puede notar que igual que en las condiciones de control cinético, el modelo propuesto
se ajusta mejor a los resultados experimentales que el modelo clásico, lo que demuestra
una vez más la importancia de una distribución de grano inicial.
Muchas reacciones sólido-gas presentan curvas de conversión vs tiempo cóncavas hacia
abajo [64], por lo cual el modelo cásico con grano esférico se ha usado ampliamente; sin
embargo, para las reacciones de transportadores de oxígeno basados en cobre parece
no acomodarse bien a los datos experimentales, por lo cual es mejor recurrir a otros
modelos como el planteado en este trabajo.

Capítulo 5 57
5.4 Simulación de la oxidación de I20
Similar a lo sucedido con el transportador H9, los resultados del nuevo modelo se ajustan
mejor a este tipo de cinéticas casi lineales, manteniendo el inconveniente de que se
alcanzan conversiones ligeramente superiores a la unidad. La Ilustración 5-7 muestra la
gráfica de la conversión promedio en el tiempo para las reacción de oxidación de I20 en
condiciones de control cinético. La concentración del O2 es de 21% a 800 C° y con un
flujo de gas de 200 cm3 STP/min.
Ilustración 5-7. Conversión en el tiempo de la oxidación de la muestra I20 en control
cinético
El perfil de temperatura en el tiempo (Ver Ilustración 5-8) nuevamente requiere ser
validado, aunque es destacable observar que con ambos modelos se llega a la misma
temperatura máxima de la partícula, lo cual se debe probablemente la que no se tuvieron
en cuenta los términos difusivo y convectivo en la ecuación de energía, lo cual es una
simplificación considerable.

58 Modelado del transporte de masa y energía en las partículas de un transportador
de oxígeno basado en cobre: Aplicación para chemical looping combustión
Ilustración 5-8. Perfil de temperatura de la oxidación de I20
Finalmente, en la Ilustración 5-9 se observa la gráfica de conversión promedio vs tiempo
para condiciones en las que el sistema no se encuentra en control cinético. La
concentración del O2 es de 21% a 800 C° y con un flujo de gas de 50 cm3 STP/min.
Ilustración 5-9. Conversión en el tiempo de la oxidación de la muestra H9

Capítulo 5 59
Cabe mencionar, que los datos experimentales no se acomodaron tan bien en la
oxidación como en la reducción con el nuevo modelo, aunque la tendencia si se mantuvo.

6. Conclusiones y recomendaciones
6.1 Conclusiones
Se sintetizaron seis transportadores de oxígeno basados en cobre por las técnicas de
impregnación húmeda e impregnación a humedad incipiente. La impregnación por vía
húmeda consiste en sumergir el soporte en una solución precursora, para después filtrar,
secar y calcinar. Se encontró que los trasportadores preparados por impregnación
húmeda conservan altamente su área superficial, aunque es necesario el uso de una
cantidad mayor de solución precursora.
La síntesis por impregnación a humedad incipiente consiste en llenar el volumen total de
poros del soporte con una cantidad exacta de la solución precursora, para después secar
y calcinar. Los transportadores preparados por impregnación a humedad incipiente
requieren menos solución precursora para alcanzar una composición determinada en el
transportador de oxígeno, aunque se produce una notable caída del área superficial del
material. Los transportadores de oxígeno se caracterizaron por microscopía electrónica
de barrido (SEM), Espectrometría de dispersión de energía de rayos X (EDX), área
superficial (BET), porosimetría y difracción de rayos X (DRX).
Los transportadores sintetizados por impregnación a humedad incipiente, a partir de una
concentración determinada (1,41 M), sufren un bloqueo casi total de los poros de la
superficie. Adicionalmente, todos mostraron la formación de aluminato de cobre en el
proceso de calcinación. Finalmente, se escogieron los transportadores H9 e I20 para la
validación del modelo que se planteó.
Se determinaron los parámetros cinéticos para las reacciones de reducción y oxidación
de los transportadores de oxígeno H9 e I20 mediante datos obtenidos con una balanza

Conclusiones y recomendaciones 61
termogravimétrica. Se encontró que para temperaturas bajas la reacción de reducción se
detiene. Esto se debe a que el gas reductor que reacciona en los sitios activos más
cercanos a la superficie del transportador de oxígeno, requieren energía cinética
adicional para continuar difundiéndose por los poros hacia el interior de la partícula.
Dicha energía no se alcanza porque el sistema no se encuentra a la temperatura
suficiente, y por lo tanto, se para la reacción.
Se desarrolló un modelo matemático, el cual se derivó a partir del modelo de tamaño de
grano decreciente, con base en la definición de un factor poro-esfera y la predicción de
una distribución inicial de tamaño de grano. El modelo describe la velocidad de reacción
basándose en una distribución de grano inicial. Se obtuvo resultados que predicen la
conversión en el tiempo acordes con los datos experimentales, tanto en la reacción de
oxidación como en la reducción.
Los resultados fueron considerablemente mejores que los obtenidos con el modelo
clásico, aunque fue necesario condicionar el modelo por que se alcanzaban conversiones
ligeramente mayores a la unidad. El modelo se probó para el caso de control cinético y
para el caso en que el sistema no se encontraba en este régimen, mostrando resultados
altamente aproximados en las dos situaciones, y mejor ajustados que los del modelo
clásico, lo cual constituye el aporte de este trabajo.
6.2 Recomendaciones
Se recomienda probar el modelo para las reacciones que se dan en otros
transportadores de oxígeno basados en otros óxidos metálicos para comprobar su
grado de validez.
Para futuras investigaciones, se recomienda perfeccionar el modelo para el
transporte de energía, añadiéndole el término convectivo y el término difusivo a la
ecuación de balance de energía térmica.

62 Modelado del transporte de masa y energía en las partículas de un transportador
de oxígeno basado en cobre: Aplicación para chemical looping combustión
La validación del modelo de transporte de energía queda pendiente para trabajos
posteriores. En este estudio no se realizó por la complejidad del montaje
experimental que requeriría.
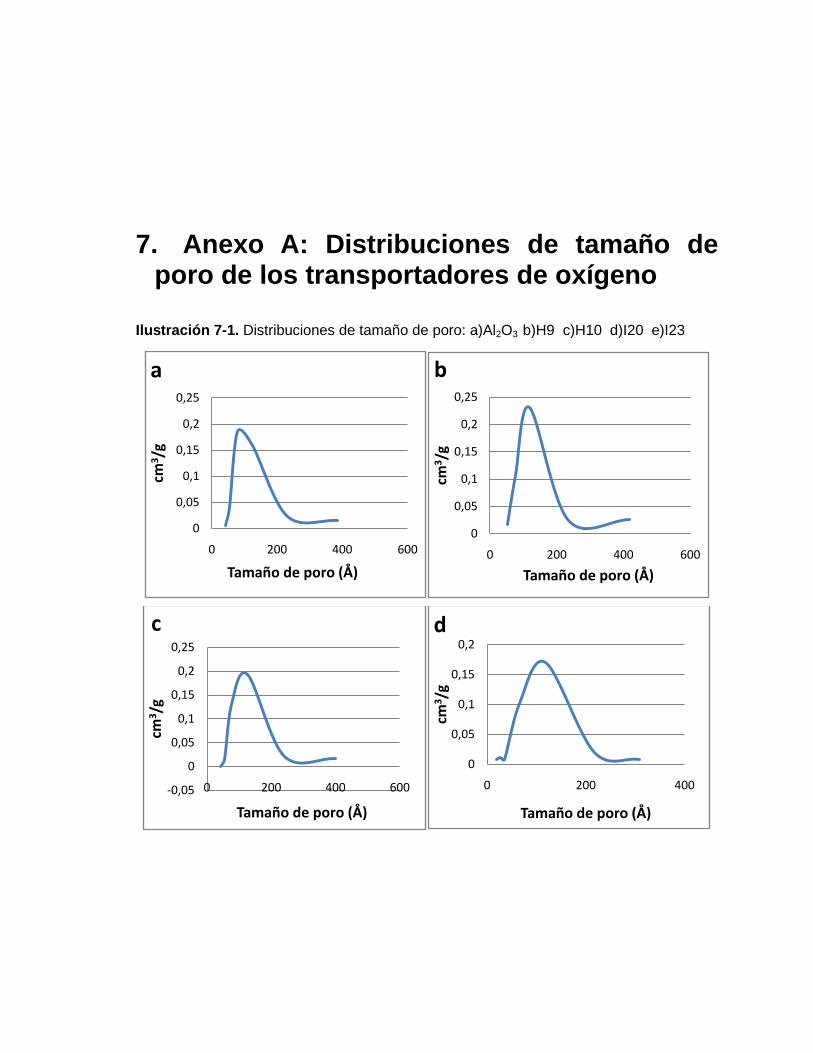
7. Anexo A: Distribuciones de tamaño de poro de los transportadores de oxígeno
Ilustración 7-1. Distribuciones de tamaño de poro: a)Al2O3 b)H9 c)H10 d)I20 e)I23
0
0,05
0,1
0,15
0,2
0,25
0 200 400 600
cm3/g
a
Tamaño de poro (Å)
0
0,05
0,1
0,15
0,2
0,25
0 200 400 600
cm3/g
Tamaño de poro (Å)
b
-0,05
0
0,05
0,1
0,15
0,2
0,25
0 200 400 600
cm3/g
Tamaño de poro (Å)
c
0
0,05
0,1
0,15
0,2
0 200 400
cm3/g
Tamaño de poro (Å)
d

64 Modelado del transporte de masa y energía en las partículas de un transportador
de oxígeno basado en cobre: Aplicación para chemical looping combustión
-0,005
0
0,005
0,01
0,015
0,02
0,025
0,03
0 200 400
cm3/g
Tamaño de poro (Å)
e
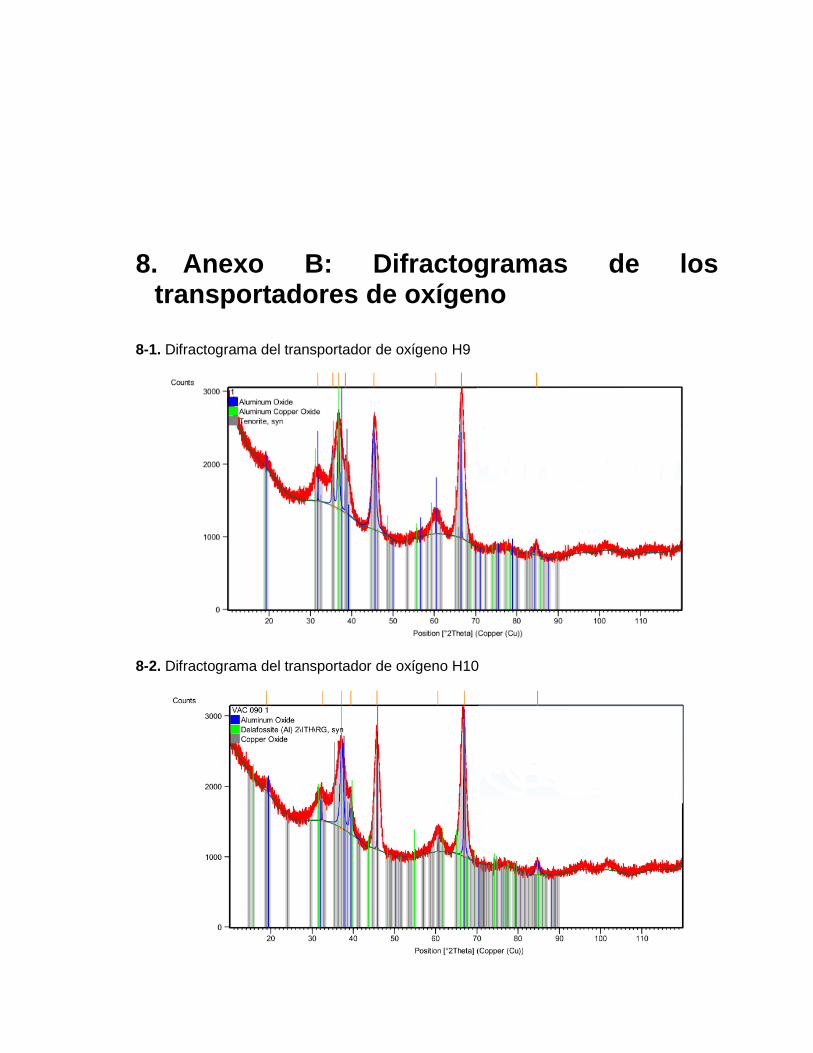
8. Anexo B: Difractogramas de los transportadores de oxígeno
8-1. Difractograma del transportador de oxígeno H9
8-2. Difractograma del transportador de oxígeno H10

66 Modelado del transporte de masa y energía en las partículas de un transportador
de oxígeno basado en cobre: Aplicación para chemical looping combustión
8-3. Difractograma del transportador de oxígeno I20
8-4. Difractograma del transportador del oxígeno I23

9. Anexo C: Distribuciones de tamaño de grano de los transportadores de oxígeno
Ilustración 9-1. Distribuciones de tamaño de grano: a) Al2O3 b) H9 c) H10 d) I20 e) I23
0
0,05
0,1
0,15
0,2
0,25
0 1000 2000
cm3/g
Radio de grano (Å)
a
0
0,05
0,1
0,15
0,2
0,25
0 1000 2000
cm3/g
Radio de grano (Å)
b
-0,05
0
0,05
0,1
0,15
0,2
0,25
0 500 1000 1500 2000
cm3/g
Radio de grano (Å)
c
0
0,05
0,1
0,15
0,2
0 1000 2000 3000
cm3/g
Radio de grano (Å)
d

68 Modelado del transporte de masa y energía en las partículas de un transportador
de oxígeno basado en cobre: Aplicación para chemical looping combustión
-0,005
0
0,005
0,01
0,015
0,02
0,025
0,03
0 2000 4000 6000
cm3/g
Radio de grano (Å)
e

10. Bibliografía
[1] M. M. Hossain and H. I. de Lasa, ―Chemical-looping combustion (CLC) for inherent separations-a review,‖ Chemical Engineering Science, vol. 63, no. 18, pp. 4433–4451, 2008.
[2] C. Linderholm, E. Jerndal, T. Mattisson, and A. Lyngfelt, ―Investigation of NiO-based mixed oxides in a 300-W chemical-looping combustor,‖ Chemical Engineering Research and Design, vol. 88, no. 5–6, pp. 661–672.
[3] T. Mattisson, M. Johansson, and A. Lyngfelt, ―Multicycle reduction and oxidation of different types of iron oxide particles-application to chemical-looping combustion,‖ Energy and Fuels, vol. 18, no. 3, pp. 628–637, 2004.
[4] S. Y. Chuang, J. S. Dennis, A. N. Hayhurst, and S. A. Scott, ―Development and performance of Cu-based oxygen carriers for chemical-looping combustion,‖ Combustion and Flame, vol. 154, no. 1–2, pp. 109–121, 2008.
[5] L. F. de Diego, F. García-Labiano, P. Gayán, J. Celaya, J. M. Palacios, and J. Adánez, ―Operation of a 10 kWth chemical-looping combustor during 200 h with a CuO-Al2O3 oxygen carrier,‖ Fuel, vol. 86, no. Fuel, pp. 1036–1045, 2007.
[6] L. F. de Diego, P. Gayán, F. García-Labiano, J. Celaya, A. Abad, and J. Adánez, ―Impregnated CuO/Al2O3 oxygen carriers for chemical-looping combustion: Avoiding fluidized bed agglomeration,‖ Energy and Fuels, vol. 19, no. 5, pp. 1850–1856, 2005.
[7] P. Gayán, C. R. Forero, A. Abad, L. F. De Diego, F. García-Labiano, and J. Adánez, ―Effect of support on the behavior of Cu-based oxygen carriers during long-term CLC operation at temperatures above 1073 K,‖ Energy and Fuels, vol. 25, no. 3, pp. 1316–1326, 2011.
[8] M. Halmann and M. Steinberg, Greenhouse Gas Carbon Dioxide Mitigation: Science and Technology. Boca Ratón, USA: , 2000.
[9] A. Cuadrat, ―COMBUSTIÓN DE CARBÓN CON CAPTURA DE CO2 USANDO ILMENITA COMO TRANSPORTADOR DE OXÍGENO,‖ Universidad de Zaragoza, 2012.
[10] D. Ginley and C. David, Fundamentals of Materials for Energy and Environmental Sustainability. New York: Cambridge University Press, 2012, p. 753.

70 Modelado del transporte de masa y energía en las partículas de un transportador
de oxígeno basado en cobre: Aplicación para chemical looping combustión
[11] L. S. Fan, Chemical Looping Systems for Fossil Energy Conversions. Columbus, Ohio: Wiley, 2011, p. 420.
[12] R. R. E. Hester and R. M. Harrison, Carbon Capture: Sequestration and storage. RSC Pub., 2010, p. 300.
[13] H. Richter and K. Knoche, ―Reversibility of Combustiob Processes,‖ in ACS Symposium Series, 1983.
[14] M. Ishida, D. Zheng, and T. Akehata, ―Evaluation of a chemical-looping-combustion power-generation system by graphic exergy analysis,‖ Energy, vol. 12, no. 2, pp. 147–154, Feb. 1987.
[15] A. Lyngfelt, B. Leckner, and T. Mattisson, ―A fluidized-bed combustion process with inherent CO2 separation; application of chemical-looping combustion,‖ Chemical Engineering Science, vol. 56, no. 10, pp. 3101–3113, May 2001.
[16] J. Adanez, A. Abad, F. Garcia-Labiano, P. Gayan, and L. F. de Diego, ―Progress in Chemical-Looping Combustion and Reforming technologies,‖ Progress in Energy and Combustion Science, vol. 38, no. 2, pp. 215–282, 2011.
[17] M. Ishida and H. Jin, ―A novel chemical-looping combustor without NOx formation,‖ Industrial and Engineering Chemistry Research, vol. 35, no. 7, pp. 2469–2472, 1996.
[18] Q. Zafar, A. Abad, T. Mattisson, B. Gevert, and M. Strand, ―Reduction and oxidation kinetics of Mn3O4/Mg–ZrO2 oxygen carrier particles for chemical-looping combustion,‖ Chemical Engineering Science, vol. 62, no. 23, pp. 6556–6567, Dec. 2007.
[19] M. Rydén, A. Lyngfelt, T. Mattisson, D. Chen, A. Holmen, and E. Bjørgum, ―Novel oxygen-carrier materials for chemical-looping combustion and chemical-looping reforming; LaxSr1−xFeyCo1−yO3−δ perovskites and mixed-metal oxides of NiO, Fe2O3 and Mn3O4,‖ International Journal of Greenhouse Gas Control, vol. 2, no. 1, pp. 21–36, Jan. 2008.
[20] B. Moghtaderi and H. Song, ―Reduction Properties of Physically Mixed Metallic Oxide Oxygen Carriers in Chemical Looping Combustion,‖ Energy & Fuels, vol. 24, no. 10, pp. 5359–5368, Oct. 2010.
[21] M. M. Hossain, D. Lopez, J. Herrera, and H. I. de Lasa, ―Nickel on lanthanum-modified γ-Al2O3 oxygen carrier for CLC: Reactivity and stability,‖ Catalysis Today, vol. 143, no. 1–2, pp. 179–186, 2009.
[22] A. J., A. J, A. Abad, F. García-Labiano, L. F. de Diego, P. Gayán, and J. Adánez, ―Reduction kinetics of Cu-, Ni-, and Fe-based oxygen carriers using syngas (CO +

Bibliografía 71
H2) for chemical-looping combustion,‖ Energy and Fuels, vol. 21, no. 4, pp. 1843–1853, 2007.
[23] P. Cho, T. Mattisson, A. Lyngfelt, L. A, and L. A., ―Comparison of iron-, nickel-, copper- and manganese-based oxygen carriers for chemical-looping combustion,‖ Fuel, vol. 83, no. 9, p. 1215, Jun. 2004.
[24] C. Dueso, F. García-Labiano, J. Adánez, L. F. de Diego, P. Gayán, and A. Abad, ―Syngas combustion in a chemical-looping combustion system using an impregnated Ni-based oxygen carrier,‖ Fuel, vol. 88, no. 12, pp. 2357–2364, Dec. 2009.
[25] R. Villa, C. Cristiani, G. Groppi, L. Lietti, P. Forzatti, U. Cornaro, and S. Rossini, ―Ni based mixed oxide materials for CH4 oxidation under redox cycle conditions,‖ Journal of Molecular Catalysis A: Chemical, vol. 204–205, no. 0, pp. 637–646, Sep. 2003.
[26] E. Jerndal, T. Mattisson, I. Thijs, F. Snijkers, and A. Lyngfelt, ―NiO particles with Ca and Mg based additives produced by spray- drying as oxygen carriers for chemical-looping combustion,‖ Energy Procedia, vol. 1, no. 1, pp. 479–486, Feb. 2009.
[27] C. Dueso, A. Abad, F. García-Labiano, L. F. de Diego, P. Gayán, J. Adánez, and A. Lyngfelt, ―Reactivity of a NiO/Al2O3 oxygen carrier prepared by impregnation for chemical-looping combustion,‖ Fuel, vol. 89, no. 11, pp. 3399–3409, Nov. 2010.
[28] P. Gayán, C. Dueso, A. Abad, J. Adanez, L. F. de Diego, and F. García-Labiano, ―NiO/Al2O3 oxygen carriers for chemical-looping combustion prepared by impregnation and deposition–precipitation methods,‖ Fuel, vol. 88, no. 6, pp. 1016–1023, Jun. 2009.
[29] J. Adánez, ―Chemical-looping technologies: current status and future prospectives.‖ Santiago de Cali, p. 66, 2011.
[30] H. Jin and M. Ishida, ―A new type of coal gas fueled chemical-looping combustion,‖ Fuel, vol. 83, p. 2411, 2004.
[31] R. Tan and S. Santos, ―Chemical looping combustion for fossil fuel utilisation with carbon sequestration,‖ in IFRF Report, 2006.
[32] A. Lyngfelt, B. Leckner, and T. Mattisson, ―No Title,‖ Chem. Eng. Sci., vol. 56, p. 3101, 2001.
[33] M. Ishida, H. Jin, and T. Okamoto, ―Kinetic behavior of solid particle in chemical-looping combustion: suppressing carbon deposition in reduction,‖ Energy Fuels, vol. 12, p. 223, 1998.
[34] E. Granite and T. O’Brien, ―Review of novel methods for carbon dioxide separation from flue and fuel gases,‖ Fuel Process. Technol., vol. 86, p. 1423, 2005.

72 Modelado del transporte de masa y energía en las partículas de un transportador
de oxígeno basado en cobre: Aplicación para chemical looping combustión
[35] Q. Zafar, T. Mattisson, and B. Gevert, ―Redox investigation of some oxides of transition-state metals Ni, Cu, Fe, and supported on SiO2 and MgAl2O4,‖ Energy and Fuels, vol. 20, no. 1, pp. 34–44, 2006.
[36] J. Adánez, L. F. De Diego, F. García-Labiano, P. Gayán, A. Abad, and J. M. Palacios, ―Selection of oxygen carriers for chemical-looping combustion,‖ Energy and Fuels, vol. 18, no. 2, pp. 371–377, 2004.
[37] J. Celaya, ―Combustión de CH4 en lecho fluidizado con separación inherente de CO2 por medio de transportadores sólidos de oxígeno de base cobre,‖ Universidad de Zaragoza, Zaragoza, Spain, 2007.
[38] V. Jiménez, ―Síntesis, activación química y aplicaciones de nanoestructuras de carbono,‖ Universidad de Castilla-La Mancha, 2011.
[39] P. Munnik, M. Wolters, A. Gabrielsson, S. D. Pollington, G. Headdock, J. H. Bitter, P. E. de Jongh, and K. P. de Jong, ―Copper Nitrate Redispersion To Arrive at Highly Active Silica-Supported Copper Catalysts,‖ The Journal of Physical Chemistry C, vol. 115, no. 30, pp. 14698–14706, Jul. 2011.
[40] P. Gayán, A. Cabello, F. García-Labiano, A. Abad, L. F. de Diego, and J. Adánez, ―Performance of a low Ni content oxygen carrier for fuel gas combustion in a continuous CLC unit using a CaO/Al2O3 system as support,‖ International Journal of Greenhouse Gas Control, vol. 14, no. 0, pp. 209–219, May 2013.
[41] F. Cortés, ―Adsorción de agua en materiales compuestos y zeolita,‖ Universidad Nacional de Colombia, 2009.
[42] I.U.P.A.C, Manual of Symbols and Terminology for Physicochemical Quantities and Units. Londres: , 1972.
[43] ASAP 2020 Acelerated Surface Porosimetry System Operator´s Manual. 2011.
[44] ―STA PT1600 TGA-DSC (STA Simultaneous Thermal Analysis).‖ [Online]. Available: http://www.linseis.net/html_en/thermal/tg_sta/sta_pt1600_specification.php. [Accessed: 09-Dec-2012].
[45] J. Szekely, J. W. Evans, and H. Y. Sohn, Gas-solid reactions. Academic Press, 1976, p. 400.
[46] F. García-Labiano, L. F. de Diego, J. Adánez, A. Abad, and P. Gayán, ―Reduction and Oxidation Kinetics of a Copper-Based Oxygen Carrier Prepared by Impregnation for Chemical-Looping Combustion,‖ Industrial & Engineering Chemistry Research, vol. 43, no. 26, pp. 8168–8177, 2004.

Bibliografía 73
[47] J. Szekely and J. W. Evans, ―A structural model for gas—solid reactions with a moving boundary,‖ Chemical Engineering Science, vol. 25, no. 6, pp. 1091–1107, 1970.
[48] J. Szekely and J. W. Evans, ―A structural model for gas-solid reactions with a moving boundary-II: The effect of grain size, porosity and temperature on the reaction of porous pellets,‖ Chemical Engineering Science, vol. 26, no. 11, pp. 1901–1913, Nov. 1971.
[49] H. Y. Sohn and J. Szekely, ―A structural model for gas-solid reactions with a moving boundary—III: A general dimensionless representation of the irreversible reaction between a porous solid and a reactant gas,‖ Chemical Engineering Science, vol. 27, no. 4, pp. 763–778, Apr. 1972.
[50] H. Y. Sohn and J. Szekely, ―A structural model for gas—solid reactions with a moving boundary—IV. Langmuir—Hinshelwood kinetics,‖ Chemical Engineering Science, vol. 28, no. 5, pp. 1169–1177, May 1973.
[51] J. Szekely, C. I. Lin, and H. Y. Sohn, ―A structural model for gas-solid reactions with a moving boundary-V an experimental study of the reduction of porous nickel-oxide pellets with hydrogen,‖ Chemical Engineering Science, vol. 28, no. 11, pp. 1975–1989, 1973.
[52] J. Szekely and M. Propster, ―A structural model for gas solid reactions with a moving boundary—VI: The effect of grain size distribution on the conversion of porous solids,‖ Chemical Engineering Science, vol. 30, no. 9, pp. 1049–1055, Sep. 1975.
[53] C. Georgakis, C. W. Chang, and J. Szekely, ―A changing grain size model for gas-solid reactions,‖ Chemical Engineering Science, vol. 34, no. 8, pp. 1072–1075, 1979.
[54] F. García, A. Abad, L. F. de Diego, P. Gayán, J. Adanez, F. García-Labiano, and J. Adánez, ―Calcination of calcium-based sorbents at pressure in a broad range of CO2 concentrations,‖ Chemical Engineering Science, vol. 57, no. 13, pp. 2381–2393, 2002.
[55] Y. S. Yu, W. Q. Liu, H. An, F. S. Yang, G. X. Wang, B. Feng, Z. X. Zhang, and V. Rudolph, ―Modeling of the carbonation behavior of a calcium based sorbent for CO2 capture,‖ International Journal of Greenhouse Gas Control, vol. 10, no. 0, pp. 510–519, Sep. 2012.
[56] F. García-Labiano, L. F. de Diego, J. Adánez, A. Abad, and P. Gayán, ―Temperature variations in the oxygen carrier particles during their reduction and oxidation in a chemical-looping combustion system,‖ Chemical Engineering Science, vol. 60, no. 3, pp. 851–862, 2005.

74 Modelado del transporte de masa y energía en las partículas de un transportador
de oxígeno basado en cobre: Aplicación para chemical looping combustión
[57] S. Noorman, F. Gallucci, M. van Sint Annaland, and J. A. M. Kuipers, ―A theoretical investigation of CLC in packed beds. Part 1: Particle model,‖ Chemical Engineering Journal, vol. 167, no. 1, pp. 297–307, 2011.
[58] O. Levenspiel, Chemical reaction engineering, 3° ed. Wiley, 1999, p. 668.
[59] H. S. Fogler, Elementos de Ingenieria de Las Reacciones Quimicas, 3rd ed. Pearson Educación, 2001, p. 968.
[60] J. Adánez, F. Ga -Labiano, and V. Fierro, ―Modelling for the high-temperature sulphation of calcium-based sorbents with cylindrical and plate-like pore geometries,‖ Chemical Engineering Science, vol. 55, no. 18, pp. 3665–3683, Sep. 2000.
[61] R. B. Bird, W. E. Stewart, and E. N. Lightfoot, Transport Phenomena. Wiley, 2007.
[62] A. B. M. Heesink, W. Prins, and W. P. M. van Swaaij, ―A grain size distribution model for non-catalytic gassolid reactions,‖ The Chemical Engineering Journal and the Biochemical Engineering Journal, vol. 53, no. 1, pp. 25–37, Nov. 1993.
[63] L. K. Frevel and L. J. Kressley, ―Modifications in Mercury Porosimetry,‖ Anal Chem, no. 35, p. 1492, 1963.
[64] A. Bhattacharya and P. Purohit, ―Predicting reaction rates for non-catalytic fluid–solid reactions in presence of structural changes in the solid phase,‖ Chemical Engineering Journal, vol. 102, no. 2, pp. 141–149, Sep. 2004.