#mejorar la calidad de los productos de precipitacion, controlando eficientemente las actividades de...
DESCRIPTION
MCPTRANSCRIPT

CMPSA 1
COMPAÑÍA MINERA PODEROSA S.A.COMPAÑÍA MINERA PODEROSA S.A.
24 AÑOS PRODUCIENDO ORO24 AÑOS PRODUCIENDO ORO
Generalidades Producto : Oro Inicio de Operaciones : Mayo de 1982 Ubicación : Caserío Vijus, Dist. y Prov. Pataz,
Departamento La Libertad. Altitud : Entre los 1250 y 2800 msnm Fuerza Laboral : 817 Empresa y 452 Contratas Yacimiento : Filoniano, Emplazado en el Batolito
de Pataz Reservas : Probado + Probables + Recursos
1’000,000 TM con 300,000 Oz de Oro Capacidad de Planta: 800 TM/día Métodos de Exploración : Labores Mineras y Perforación
Diamantina Métodos de Explotación : Mecanizado y Convencional Tratamiento : Lixiviación por Cianuración, Recupe-
ración con Merrill Crowe y Refinación

Ubicación
CMPSA 4
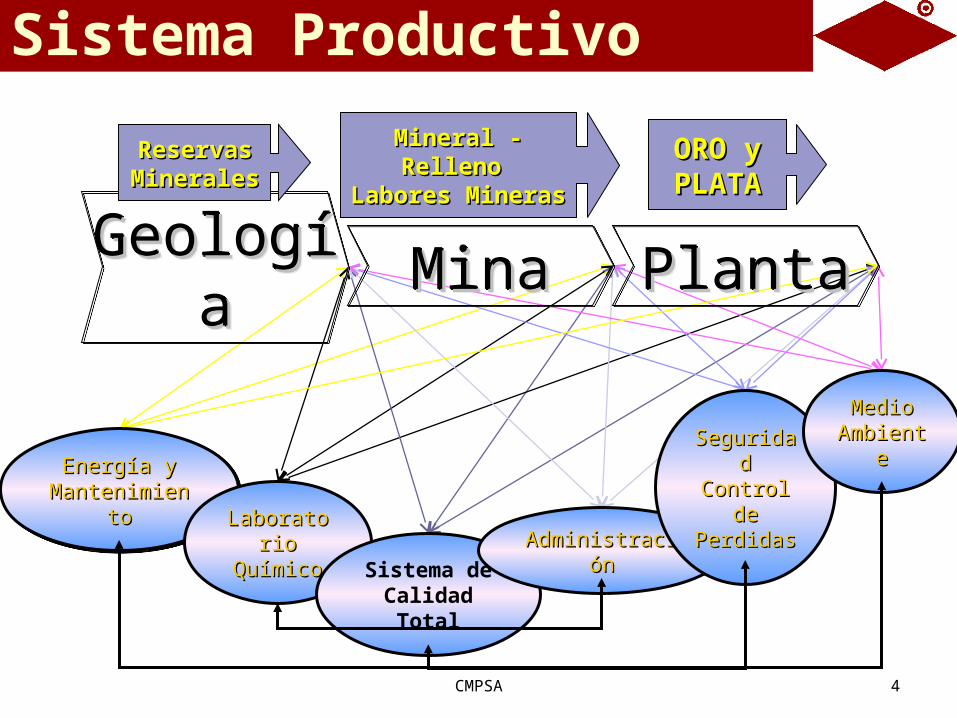
Sistema Productivo
Energía y Energía y MantenimientMantenimient
oo
Energía y Energía y MantenimientMantenimient
ooLaboratoriLaboratorio Químicoo Químico
Sistema de Calidad Total
AdministracióAdministraciónn
Seguridad Seguridad Control Control
de de PerdidasPerdidas
Medio Medio AmbientAmbient
ee
GeologíGeologíaa
GeologíGeologíaa
MinaMinaMinaMina PlantaPlantaPlantaPlanta
Reservas Reservas MineralesMinerales
Mineral - Mineral - Relleno Relleno Labores Labores MinerasMineras
ORO y ORO y PLATAPLATA
CMPSA 5
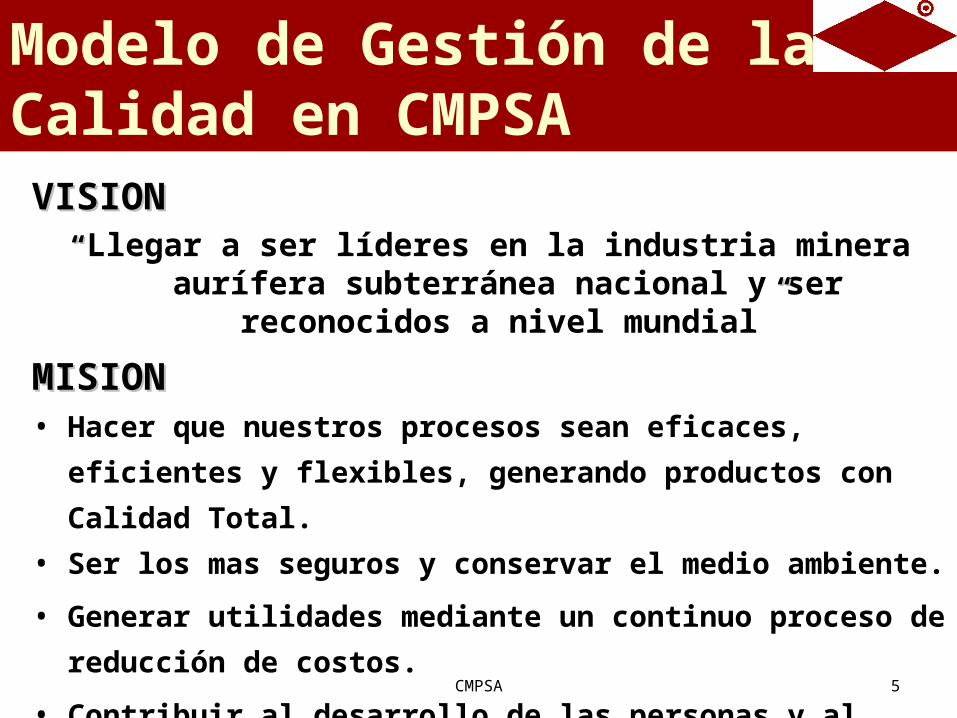
Modelo de Gestión de laCalidad en CMPSA
VISIONVISION““Llegar a ser líderes en la industria minera aurífera
subterránea nacional y ser reconocidos a nivel mundial””
MISIONMISION• Hacer que nuestros procesos sean eficaces, eficientes y
flexibles, generando productos con Calidad Total.
• Ser los mas seguros y conservar el medio ambiente.
• Generar utilidades mediante un continuo proceso de
reducción de costos.
• Contribuir al desarrollo de las personas y al engrandecimiento
del Perú.
CMPSA 6
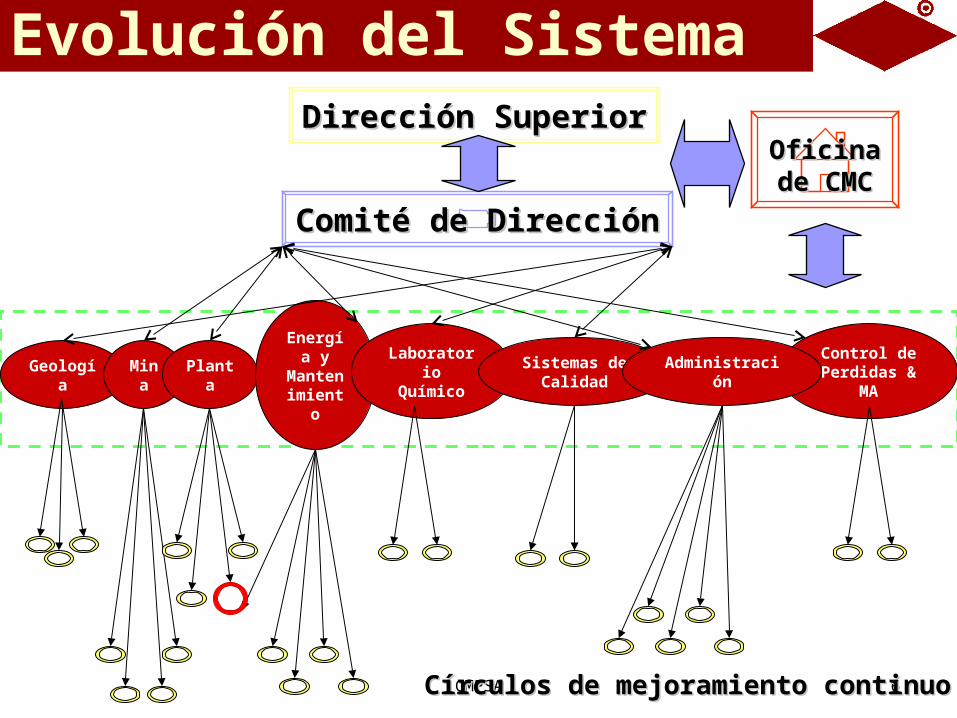
Evolución del Sistema
Control de Perdidas &
MA
Geología
Mina
Planta
Energía y
Mantenimien
to
Laboratorio Químico
Sistemas de Calidad
Administración
Comité de DirecciónComité de Dirección
Dirección SuperiorDirección SuperiorOficina Oficina de CMCde CMC
Círculos de mejoramiento continuoCírculos de mejoramiento continuo
CMPSA 7
1. 2004: Mejorar la productividad de los procesosInicio del proyecto “Incrementar la ley de oro en el precipitado mejorando la clarificación de la solución rica en las actividades de separación S/L y clarificación”.
2. 2005: Optimizar nuestros procesos críticosA la implementación del plan piloto TPM en planta se trabajó en el proyecto de mejora enfocada para mejorar la operación del alimentador de zinc en polvo.
3. 2006: Maximizar la productividad de nuestros procesos mediante proyectos de mejora
Continuación de los proyectos anteriormente planteados pero bajo un enfoque de cambios, mejoras e impacto en el proceso más amplio
Políticas CMPSA
CMPSA 8
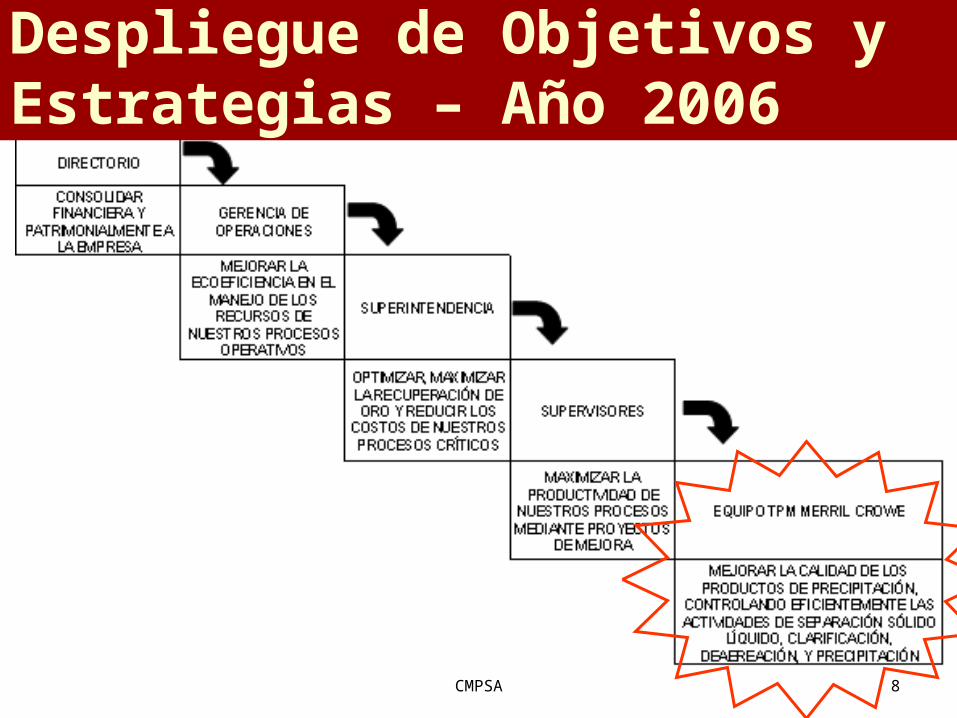
Despliegue de Objetivos y Estrategias – Año 2006
“MEJORAR LA CALIDAD DE LOS PRODUCTOS DE PRECIPITACIÓN,
CONTROLANDO EFICIENTEMENTE LAS ACTIVIDADES DE SEPARACIÓN SÓLIDO
LÍQUIDO, CLARIFICACIÓN, DEAEREACIÓN, Y PRECIPITACIÓN”
Equipo TPM Merril Crowe
Ing. Nieves Ayvar Humala
Ing. Luis Cruzate Cabanillas

CMPSA 10
PLANTA Ing. Luis Cruzate Cabanillas Ing. Nieves Ayvar Humala Arbildo Herrera Carbajal Carlos Alayo Pinedo Efraín Barzola Sullca Jersson Dávila Ruiz Jhonny Laiza Alayo Jorge García Castillo Juan Segama Lizana Wilder Zavaleta Benites
MANTENIMIENTO Ing. Gustavo Torrejón Arias Angel Castillo Pumayalla Christian Cerna Zavaleta Juan Céspedes Bermúdez
EQUIPO TPM MERRIL CROWE
INTERFUNCIONAL ENTRE
PLANTA Y MANTENIMIENTO
Nuestro Equipo
CMPSA 11
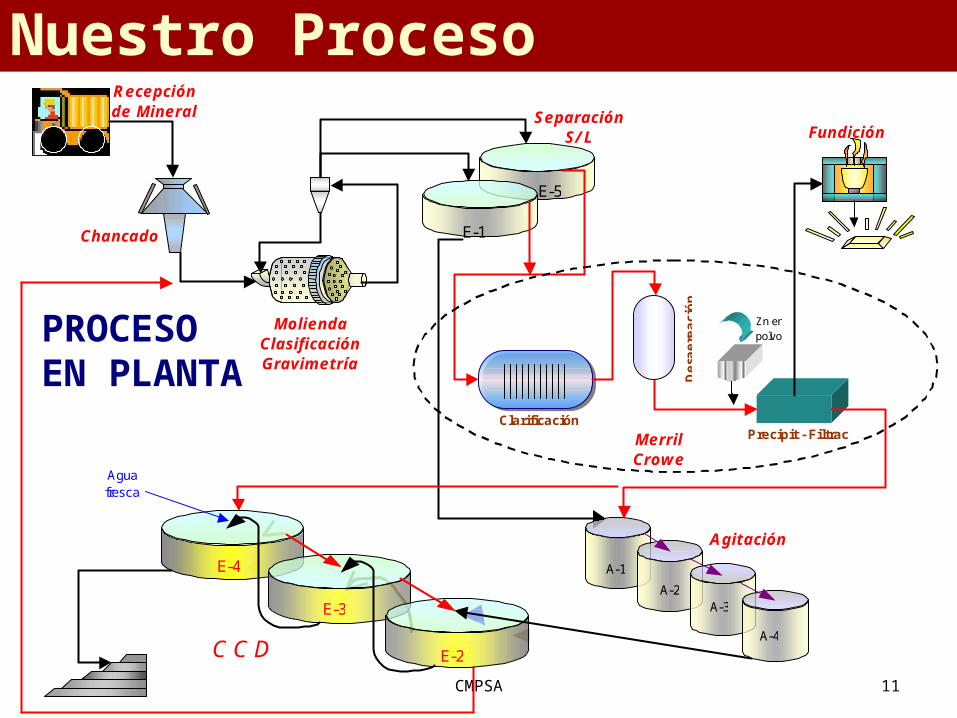
PROCESOEN PLANTA
C C D E-2
E-4
E-3
E-2
E-4
E-5
E-1
Clarificación
Zn enpolvo
De
sae
rea
ció
n
Precipit - Filtrac
Recepción de Mineral
Chancado
MoliendaClasificación Gravimetría
FundiciónSeparación
S/ L
A-2
A-3
A-
1 A-
1 A-
A-
A-1
A-2A-3
A-4
Agitación
Agua fresca
Merril Crowe
Nuestro Proceso
CMPSA 12
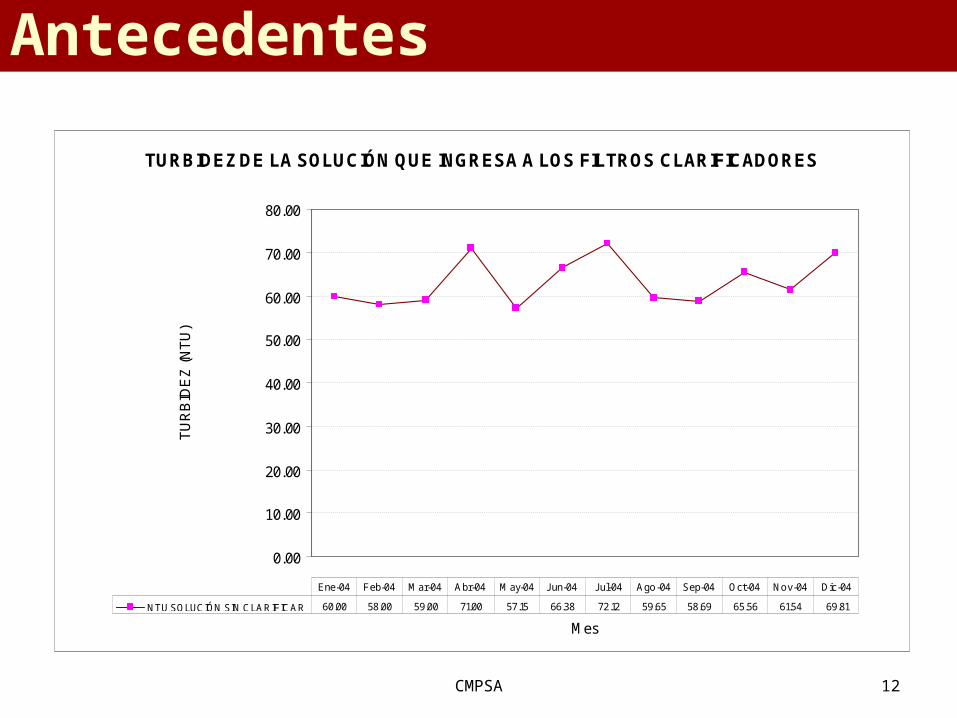
TURBIDEZ DE LA SOLUCIÓN QUE INGRESA A LOS FILTROS CLARIFICADORES
0.00
10.00
20.00
30.00
40.00
50.00
60.00
70.00
80.00
Mes
TU
RB
IDE
Z (
NT
U)
NTU SOLUCIÓN SIN CLARIFICAR 60.00 58.00 59.00 71.00 57.15 66.38 72.12 59.65 58.69 65.56 61.54 69.81
Ene-04 Feb-04 Mar-04 Abr-04 May-04 J un-04 J ul-04 Ago-04 Sep-04 Oct-04 Nov-04 Dic-04
TURBIDEZ PROMEDIO = 63 NTU
Antecedentes
CMPSA 13
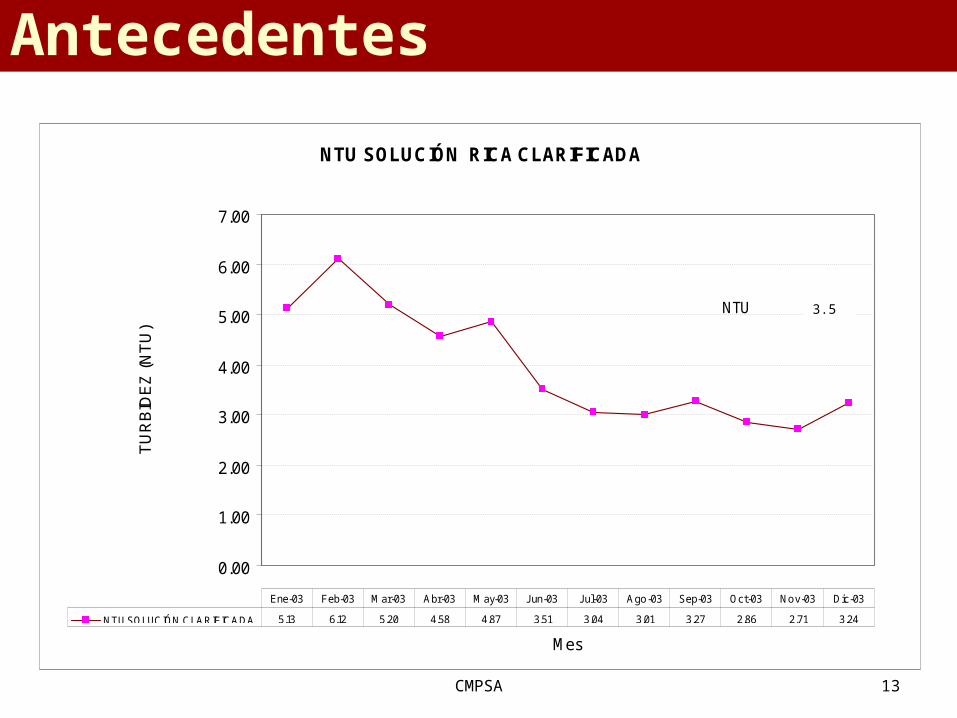
NTU SOLUCIÓN RICA CLARIFICADA
0.00
1.00
2.00
3.00
4.00
5.00
6.00
7.00
Mes
TU
RB
IDE
Z (
NT
U)
NTU SOLUCIÓN CLARIFICADA 5.13 6.12 5.20 4.58 4.87 3.51 3.04 3.01 3.27 2.86 2.71 3.24
Ene-03 Feb-03 Mar-03 Abr-03 May-03 J un-03 J ul-03 Ago-03 Sep-03 Oct-03 Nov-03 Dic-03
TURBIDEZ PROMEDIO = 3.96 NTU 3.5
Antecedentes
CMPSA 14
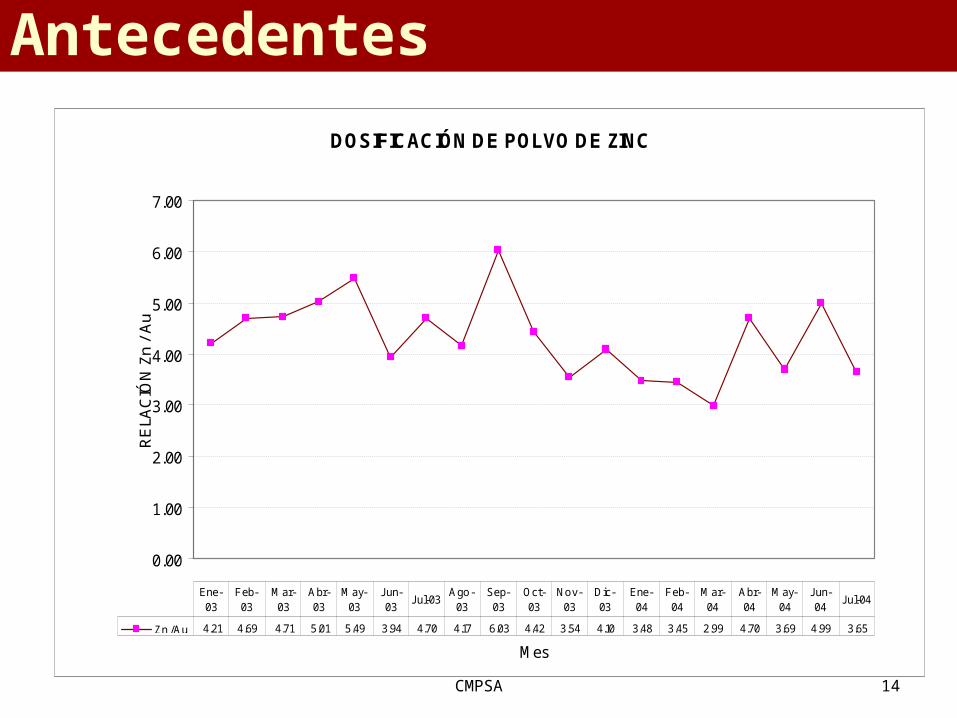
DOSIFICACIÓN DE POLVO DE ZINC
0.00
1.00
2.00
3.00
4.00
5.00
6.00
7.00
Mes
RE
LAC
IÓN
Zn
/ A
u
Zn /Au 4.21 4.69 4.71 5.01 5.49 3.94 4.70 4.17 6.03 4.42 3.54 4.10 3.48 3.45 2.99 4.70 3.69 4.99 3.65
Ene-03
Feb-03
Mar-03
Abr-03
May-03
J un-03
J ul-03Ago-
03Sep-03
Oct-03
Nov-03
Dic-03
Ene-04
Feb-04
Mar-04
Abr-04
May-04
J un-04
J ul-04
PROMEDIO Zn / Au = 4.31
Antecedentes
CMPSA 15
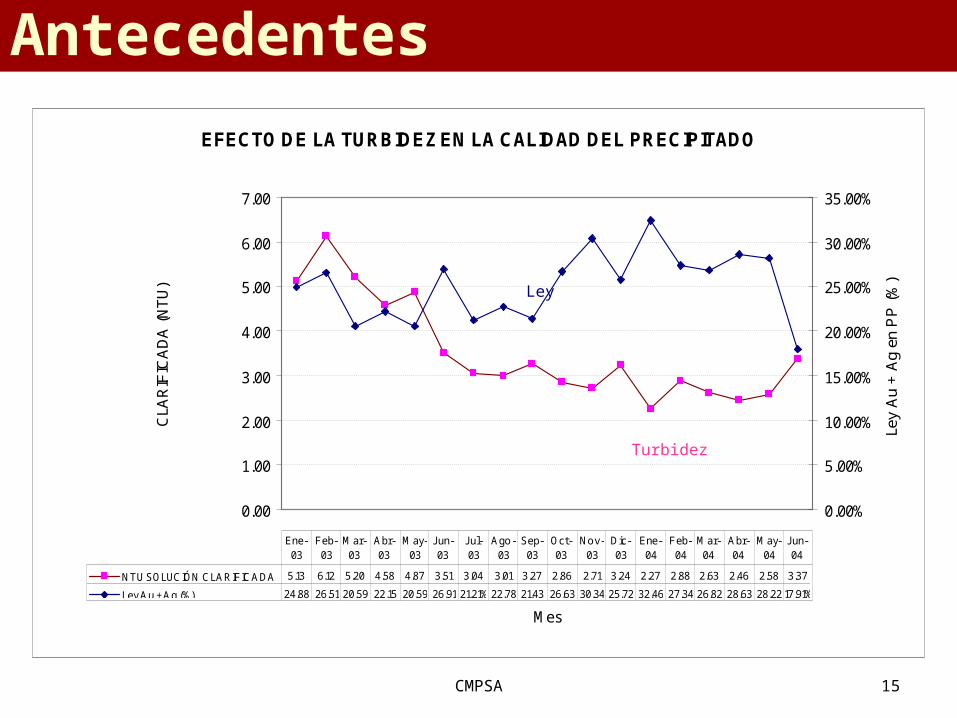
EFECTO DE LA TURBIDEZ EN LA CALIDAD DEL PRECIPITADO
0.00
1.00
2.00
3.00
4.00
5.00
6.00
7.00
Mes
CLA
RIF
ICA
DA
(N
TU
)
0.00%
5.00%
10.00%
15.00%
20.00%
25.00%
30.00%
35.00%
Ley
Au
+ A
g en
PP
(%
)
NTU SOLUCIÓN CLARIFICADA 5.13 6.12 5.20 4.58 4.87 3.51 3.04 3.01 3.27 2.86 2.71 3.24 2.27 2.88 2.63 2.46 2.58 3.37
Ley Au + Ag (%) 24.88 26.5120.59 22.15 20.59 26.9121.21%22.78 21.43 26.63 30.34 25.72 32.46 27.34 26.82 28.63 28.2217.91%
Ene-03
Feb-03
Mar-03
Abr-03
May-03
J un-03
J ul-03
Ago-03
Sep-03
Oct-03
Nov-03
Dic-03
Ene-04
Feb-04
Mar-04
Abr-04
May-04
J un-04
Turbidez
Ley
Antecedentes
CMPSA 16
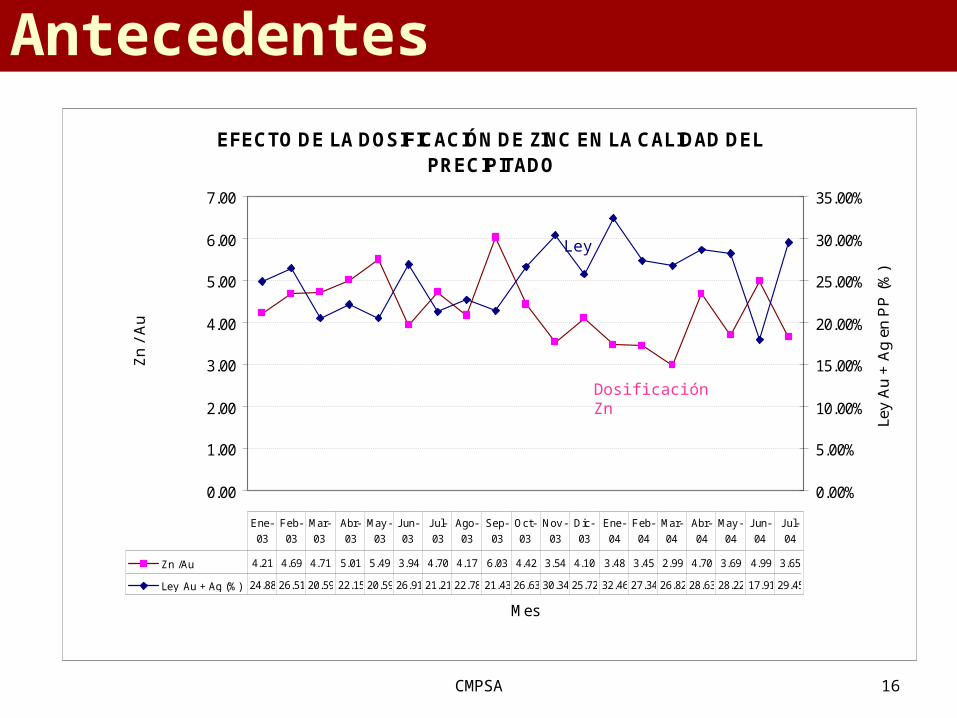
EFECTO DE LA DOSIFICACIÓN DE ZINC EN LA CALIDAD DEL PRECIPITADO
0.00
1.00
2.00
3.00
4.00
5.00
6.00
7.00
Mes
Zn
/ A
u
0.00%
5.00%
10.00%
15.00%
20.00%
25.00%
30.00%
35.00%
Ley
Au
+ A
g en
PP
(%
)
Zn /Au 4.21 4.69 4.71 5.01 5.49 3.94 4.70 4.17 6.03 4.42 3.54 4.10 3.48 3.45 2.99 4.70 3.69 4.99 3.65
Ley Au + Ag (%) 24.88 26.51 20.59 22.15 20.59 26.91 21.21 22.78 21.43 26.63 30.34 25.72 32.46 27.34 26.82 28.63 28.22 17.91 29.45
Ene-
03
Feb-
03
Mar-
03
Abr-
03
May -
03
Jun-
03
Jul-
03
Ago-
03
Sep-
03
Oct-
03
Nov -
03
Dic-
03
Ene-
04
Feb-
04
Mar-
04
Abr-
04
May -
04
Jun-
04
Jul-
04
Ley
Dosificación Zn
Antecedentes
CMPSA 17
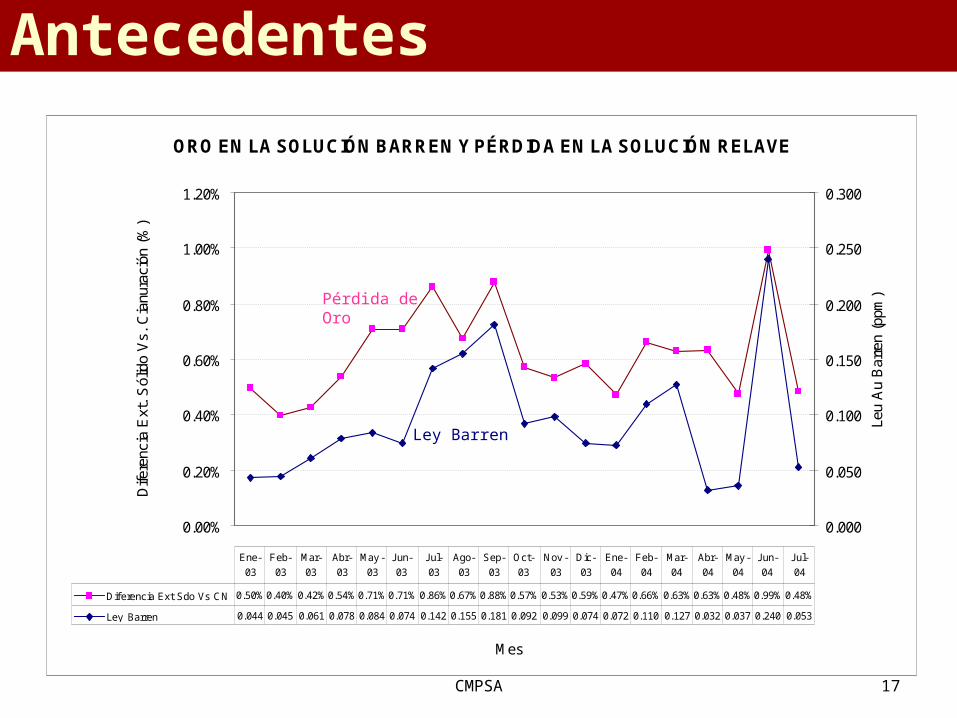
ORO EN LA SOLUCIÓN BARREN Y PÉRDIDA EN LA SOLUCIÓN RELAVE
0.00%
0.20%
0.40%
0.60%
0.80%
1.00%
1.20%
Mes
Dife
renc
ia E
xt.
Sól
ido
Vs.
Cia
nura
ción
(%
)
0.000
0.050
0.100
0.150
0.200
0.250
0.300
Leu
Au
Bar
ren
(ppm
)
Dif erencia Ext Sdo Vs CN 0.50%0.40% 0.42%0.54%0.71%0.71% 0.86%0.67%0.88%0.57% 0.53%0.59%0.47%0.66% 0.63%0.63%0.48%0.99% 0.48%
Ley Barren 0.044 0.045 0.061 0.078 0.084 0.074 0.142 0.155 0.181 0.092 0.099 0.074 0.072 0.110 0.127 0.032 0.037 0.240 0.053
Ene-
03
Feb-
03
Mar-
03
Abr-
03
May -
03
Jun-
03
Jul-
03
Ago-
03
Sep-
03
Oct-
03
Nov -
03
Dic-
03
Ene-
04
Feb-
04
Mar-
04
Abr-
04
May -
04
Jun-
04
Jul-
04
0.1% de Pérdida de Oro en Solución Relave = 6 gr Au / Día = 5.8 oz Au / mes
Ley Barren
Pérdida de Oro
Antecedentes
CMPSA 18
“CONTROLAR EFICIENTEMENTE LAS ACTIVIDADES DE
SEPARACIÓN SÓLIDO / LÍQUIDO, CLARIFICACIÓN, DEAEREACIÓN,
Y PRECIPITACIÓN”
Nuestro Objetivo:
CMPSA 19
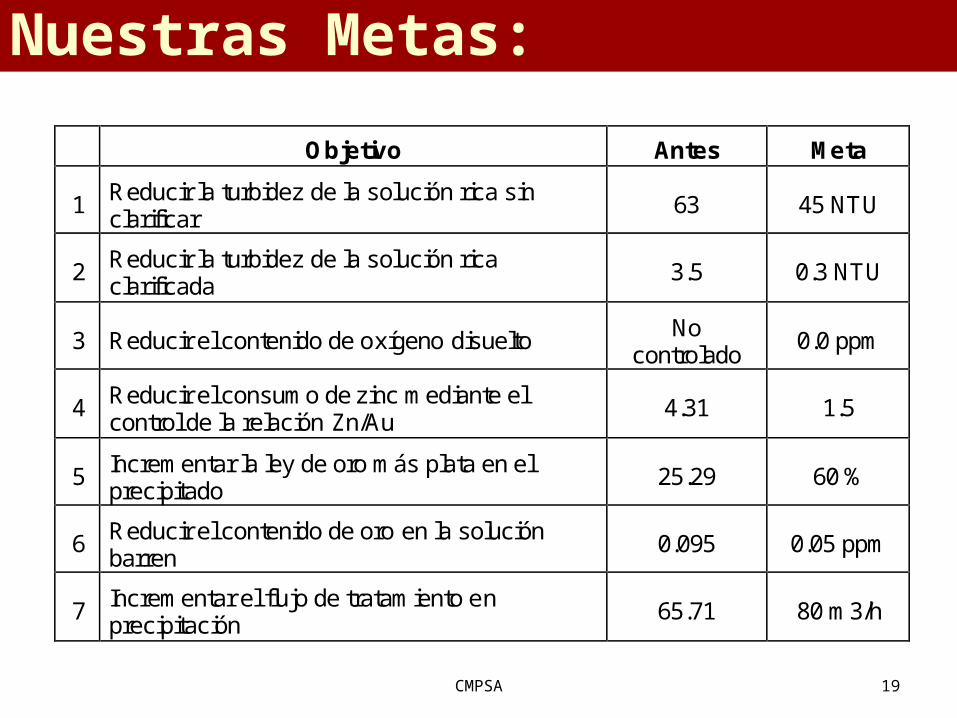
Objetivo Antes Meta
1 Reducir la turbidez de la solución rica sin clarificar
63 45 NTU
2 Reducir la turbidez de la solución rica clarificada
3.5 0.3 NTU
3 Reducir el contenido de oxígeno disuelto No controlado
0.0 ppm
4 Reducir el consumo de zinc mediante el control de la relación Zn/Au
4.31 1.5
5 Incrementar la ley de oro más plata en el precipitado
25.29 60 %
6 Reducir el contenido de oro en la solución barren
0.095 0.05 ppm
7 Incrementar el flujo de tratamiento en precipitación
65.71 80 m3/h
Nuestras Metas:
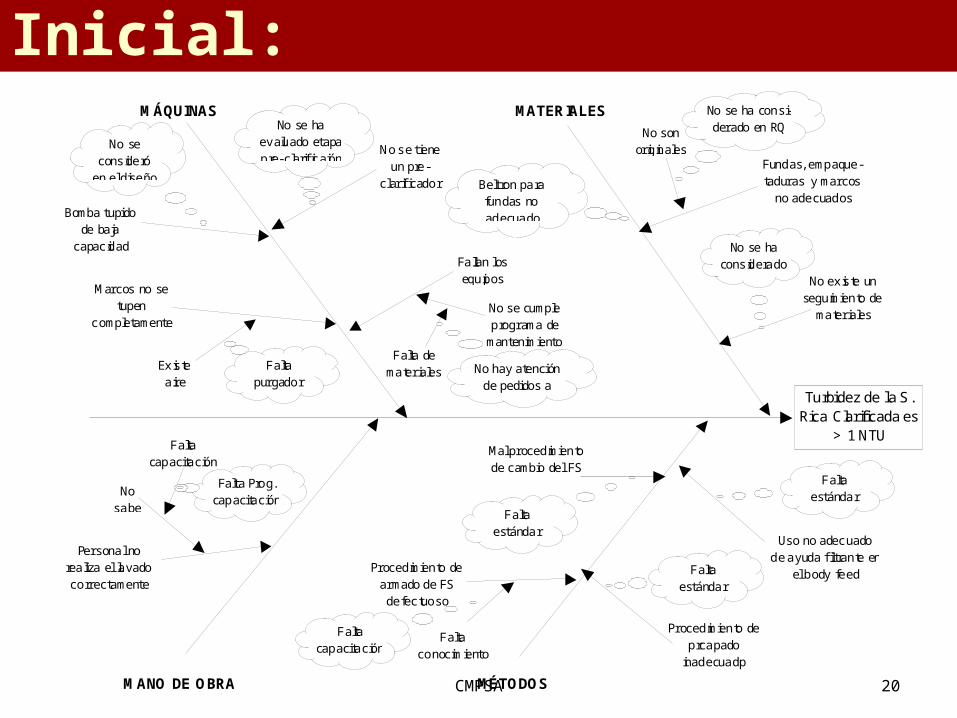
CMPSA 20
Turbidez de la S. Rica Clarificada es
> 1 NTU
MÁQUINAS MATERIALES
MANO DE OBRA MÉTODOS
Procedimiento de armado de FS defec tuoso
Falta conocimiento
Falta capacitación
Mal procedimiento de cambio del FS
Falta estándar
Uso no adecuado de ayuda f iltrante en
el body feed
Falta estándar
Procedimiento de prcapado
inadecuadp
Falta estándar
Personal no realiza el lavado correctamente
No sabe
Falta capacitación
Falta Prog. capacitación
Bomba tupido de baja
capac idad
Marcos no se tupen
completamente
No se cons ideró
en el diseño
Ex is te aire
Falta purgador
No se tiene un pre-
clar if icador
No se ha evaluado etapa pre-clarif icaión
Fallan los equipos
No se cumple programa de
mantenimientoFalta de
mater iales No hay atención de pedidos a
t iempo
Fundas, empaque-taduras y marcos
no adecuados
No se ha consi-derado en RQ
No ex is te un seguimiento de
mater iales
No se ha cons iderado
No son or iginales
Beltron para fundas no adecuado
Análisis de Causas Inicial:
CMPSA 21
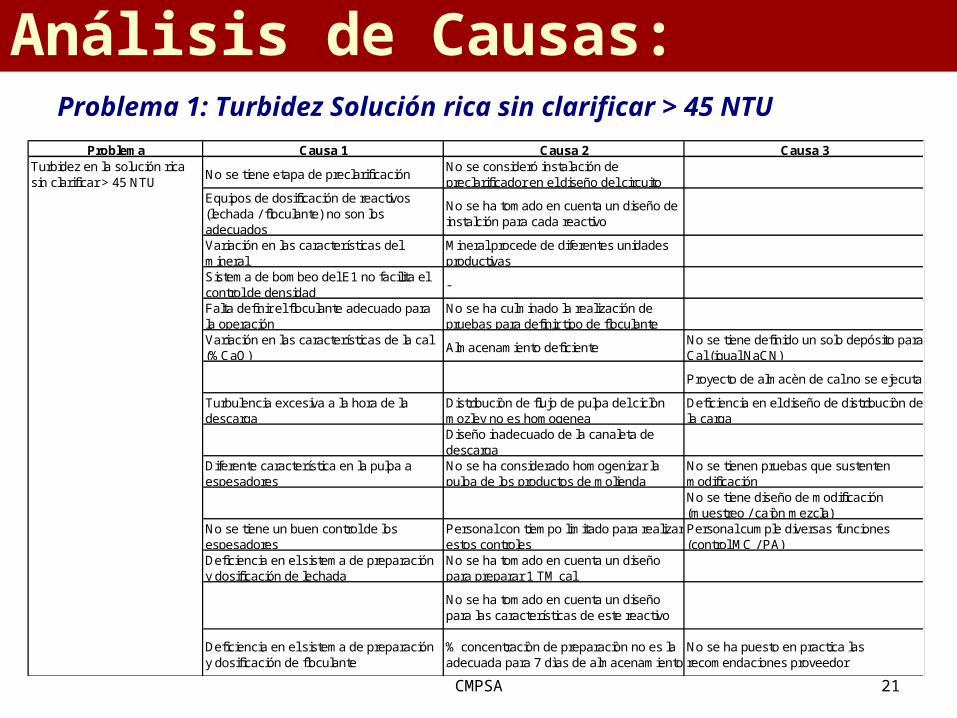
Problema 1: Turbidez Solución rica sin clarificar > 45 NTU
Problema Causa 1 Causa 2 Causa 3
No se tiene etapa de preclarificaciónNo se consideró instalación de preclarificador en el diseño del circuito
Equipos de dosificación de reactivos (lechada / floculante) no son los adecuados
No se ha tomado en cuenta un diseño de instalción para cada reactivo
Variación en las características del mineral
Mineral procede de diferentes unidades productivas
Sistema de bombeo del E1 no facilita el control de densidad
-
Falta definir el floculante adecuado para la operación
No se ha culminado la realización de pruebas para definir tipo de floculante
Variación en las características de la cal (%CaO)
Almacenamiento deficienteNo se tiene definido un solo depósito para Cal (igual NaCN)
Proyecto de almacèn de cal no se ejecuta
Turbulencia excesiva a la hora de la descarga
Distribuciòn de flujo de pulpa del ciclòn mozley no es homogenea
Deficiencia en el diseño de distribuciòn de la carga
Diseño inadecuado de la canaleta de descarga
Diferente característica en la pulpa a espesadores
No se ha considerado homogenizar la pulpa de los productos de molienda
No se tienen pruebas que sustenten modificaciónNo se tiene diseño de modificación (muestreo / cajòn mezcla)
No se tiene un buen control de los espesadores
Personal con tiempo limitado para realizar estos controles
Personal cumple diversas funciones (control MC / PA)
Deficiencia en el sistema de preparación y dosificación de lechada
No se ha tomado en cuenta un diseño para preparar 1 TM cal
No se ha tomado en cuenta un diseño para las características de este reactivo
Deficiencia en el sistema de preparación y dosificación de floculante
% concentraciòn de preparaciòn no es la adecuada para 7 dìas de almacenamiento
No se ha puesto en practica las recomendaciones proveedor
Turbidez en la solución rica sin clarificar > 45 NTU
Análisis de Causas:
CMPSA 22
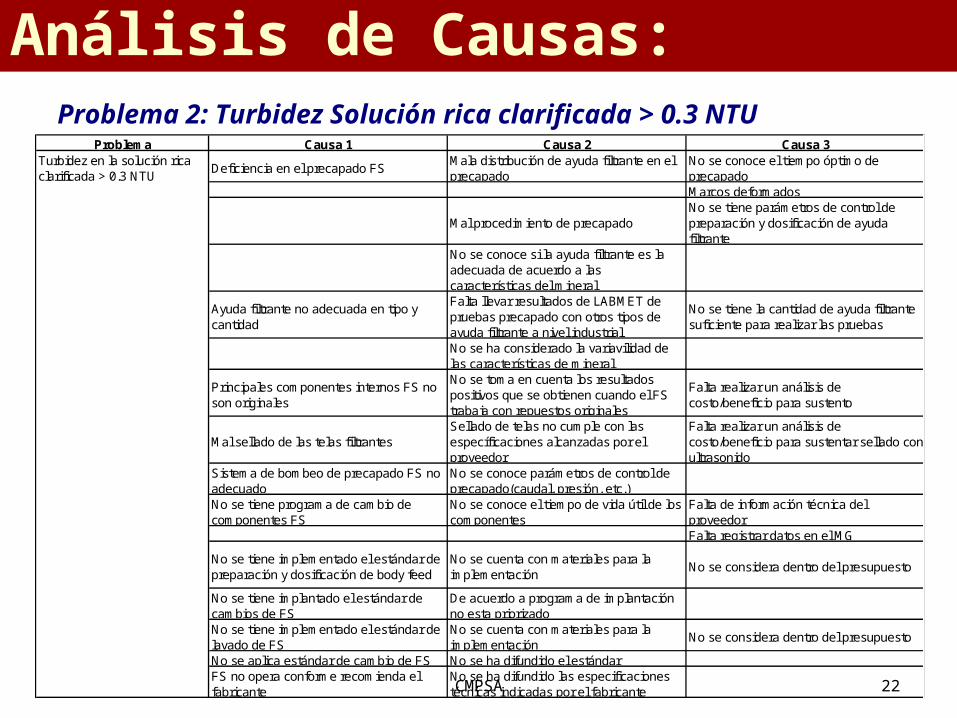
Problema 2: Turbidez Solución rica clarificada > 0.3 NTU
Problema Causa 1 Causa 2 Causa 3
Deficiencia en el precapado FSMala distribución de ayuda filtrante en el precapado
No se conoce el tiempo óptimo de precapadoMarcos deformados
Mal procedimiento de precapadoNo se tiene parámetros de control de preparación y dosificación de ayuda filtrante
No se conoce si la ayuda filtrante es la adecuada de acuerdo a las características del mineral
Ayuda filtrante no adecuada en tipo y cantidad
Falta llevar resultados de LABMET de pruebas precapado con otros tipos de ayuda filtrante a nivel industrial
No se tiene la cantidad de ayuda filtrante suficiente para realizar las pruebas
No se ha considerado la variavilidad de las características de mineral
Principales componentes internos FS no son originales
No se toma en cuenta los resultados positivos que se obtienen cuando el FS trabaja con repuestos originales
Falta realizar un análisis de costo/beneficio para sustento
Mal sellado de las telas filtrantesSellado de telas no cumple con las específicaciones alcanzadas por el proveedor
Falta realizar un análisis de costo/beneficio para sustentar sellado con ultrasonido
Sistema de bombeo de precapado FS no adecuado
No se conoce parámetros de control de precapado(caudal, presión, etc.)
No se tiene programa de cambio de componentes FS
No se conoce el tiempo de vida útil de los componentes
Falta de información técnica del proveedorFalta registrar datos en el MG
No se tiene implementado el estándar de preparación y dosificación de body feed
No se cuenta con materiales para la implementación
No se considera dentro del presupuesto
No se tiene implantado el estándar de cambios de FS
De acuerdo a programa de implantación no esta priorizado
No se tiene implementado el estándar de lavado de FS
No se cuenta con materiales para la implementación
No se considera dentro del presupuesto
No se aplica estándar de cambio de FS No se ha difundido el estándarFS no opera conforme recomienda el fabricante
No se ha difundido las especificaciones técnicas indicadas por el fabricante
Turbidez en la solución rica clarificada > 0.3 NTU
Análisis de Causas:
CMPSA 23
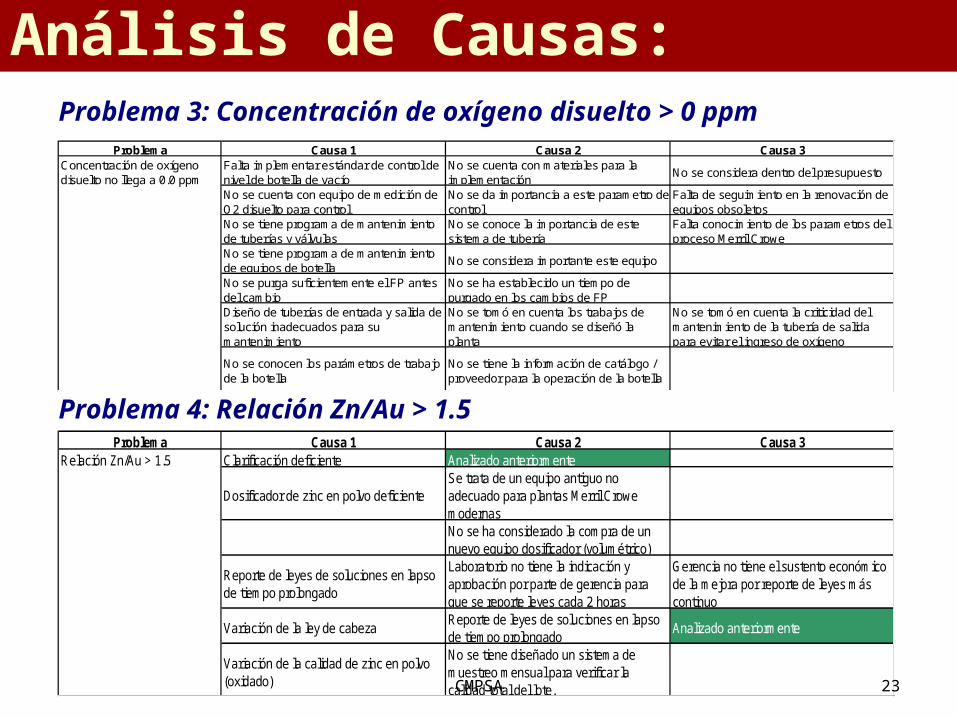
Problema 3: Concentración de oxígeno disuelto > 0 ppm Problema Causa 1 Causa 2 Causa 3
Falta implementar estándar de control de nivel de botella de vacío
No se cuenta con materiales para la implementación
No se considera dentro del presupuesto
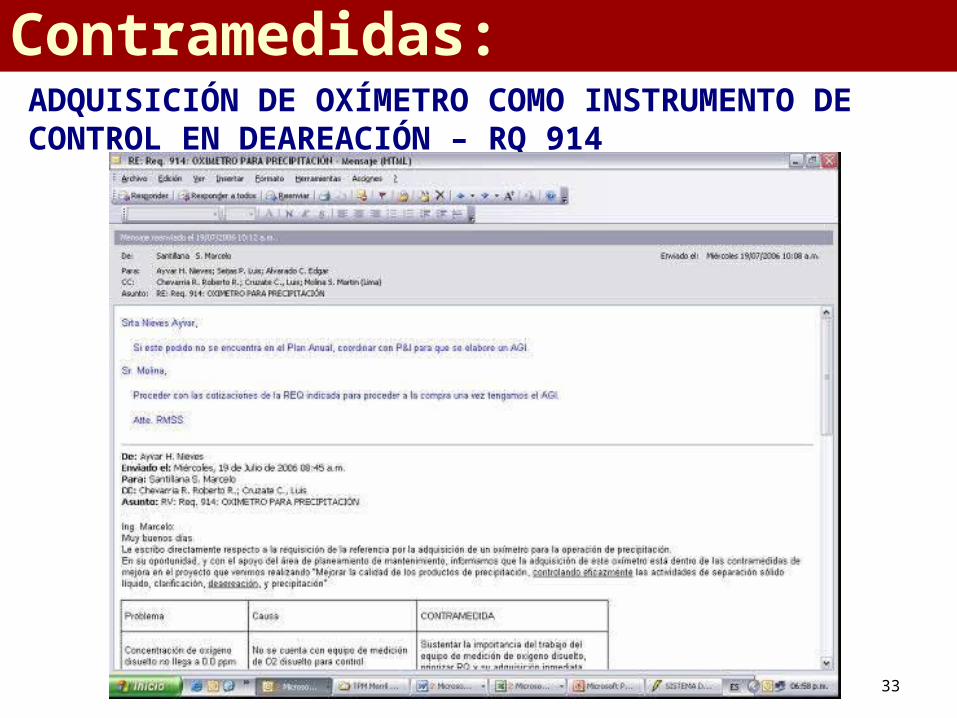
No se cuenta con equipo de medición de O2 disuelto para control
No se da importancia a este parametro de control
Falta de seguimiento en la renovación de equipos obsoletos
No se tiene programa de mantenimiento de tuberías y válvulas
No se conoce la importancia de este sistema de tubería
Falta conocimiento de los parametros del proceso Merril Crowe
No se tiene programa de mantenimiento de equipos de botella
No se considera importante este equipo
No se purga suficientemente el FP antes del cambio
No se ha establecido un tiempo de purgado en los cambios de FP
Diseño de tuberías de entrada y salida de solución inadecuados para su mantenimiento
No se tomó en cuenta los trabajos de mantenimiento cuando se diseñó la planta
No se tomó en cuenta la criticidad del mantenimiento de la tubería de salida para evitar el ingreso de oxígeno
No se conocen los parámetros de trabajo de la botella
No se tiene la información de catálogo / proveedor para la operación de la botella
Concentración de oxígeno disuelto no llega a 0.0 ppm
Problema Causa 1 Causa 2 Causa 3Clarificación deficiente Analizado anteriormente
Dosificador de zinc en polvo deficienteSe trata de un equipo antiguo no adecuado para plantas Merril Crowe modernasNo se ha considerado la compra de un nuevo equipo dosificador (volumétrico)
Reporte de leyes de soluciones en lapso de tiempo prolongado
Laboratorio no tiene la indicación y aprobación por parte de gerencia para que se reporte leyes cada 2 horas
Gerencia no tiene el sustento económico de la mejora por reporte de leyes más continuo
Variación de la ley de cabezaReporte de leyes de soluciones en lapso de tiempo prolongado
Analizado anteriormente
Variación de la calidad de zinc en polvo (oxidado)
No se tiene diseñado un sistema de muestreo mensual para verificar la calidad total del lote.
Relación Zn/Au > 1.5
Problema 4: Relación Zn/Au > 1.5
Análisis de Causas:
CMPSA 24
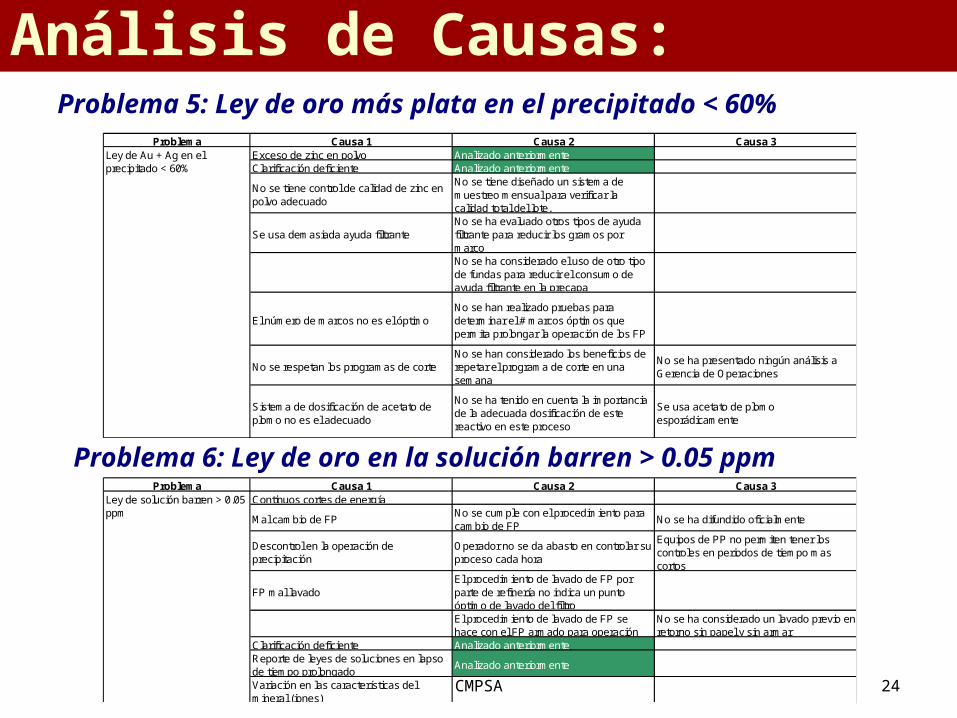
Problema 5: Ley de oro más plata en el precipitado < 60%
Problema Causa 1 Causa 2 Causa 3Exceso de zinc en polvo Analizado anteriormenteClarificación deficiente Analizado anteriormente
No se tiene control de calidad de zinc en polvo adecuado
No se tiene diseñado un sistema de muestreo mensual para verificar la calidad total del lote.
Se usa demasiada ayuda filtranteNo se ha evaluado otros tipos de ayuda filtrante para reducir los gramos por marcoNo se ha considerado el uso de otro tipo de fundas para reducir el consumo de ayuda filtrante en la precapa
El número de marcos no es el óptimoNo se han realizado pruebas para determinar el # marcos óptimos que permita prolongar la operación de los FP
No se respetan los programas de corteNo se han considerado los beneficios de repetar el programa de corte en una semana
No se ha presentado ningún análisis a Gerencia de Operaciones
Sistema de dosificación de acetato de plomo no es el adecuado
No se ha tenido en cuenta la importancia de la adecuada dosificación de este reactivo en este proceso
Se usa acetato de plomo esporádicamente
Ley de Au + Ag en el precipitado < 60%
Problema Causa 1 Causa 2 Causa 3Continuos cortes de energía
Mal cambio de FPNo se cumple con el procedimiento para cambio de FP
No se ha difundido oficialmente
Descontrol en la operación de precipitación
Operador no se da abasto en controlar su proceso cada hora
Equipos de PP no permiten tener los controles en periodos de tiempo mas cortos
FP mal lavadoEl procedimiento de lavado de FP por parte de refinería no indica un punto óptimo de lavado del filtroEl procedimiento de lavado de FP se hace con el FP armado para operación
No se ha considerado un lavado previo en retorno sin papel y sin armar
Clarificación deficiente Analizado anteriormenteReporte de leyes de soluciones en lapso de tiempo prolongado
Analizado anteriormente
Variación en las características del mineral (iones)
Ley de solución barren > 0.05 ppm
Problema 6: Ley de oro en la solución barren > 0.05 ppm
Análisis de Causas:

CMPSA 25
INSTALACIÓN DE BOMBADE PRECAPADO DEMAYOR CAPACIDAD
Diseño de cimentación / ensamble de
bomba
&
Instalación
Contramedidas:
CMPSA 26
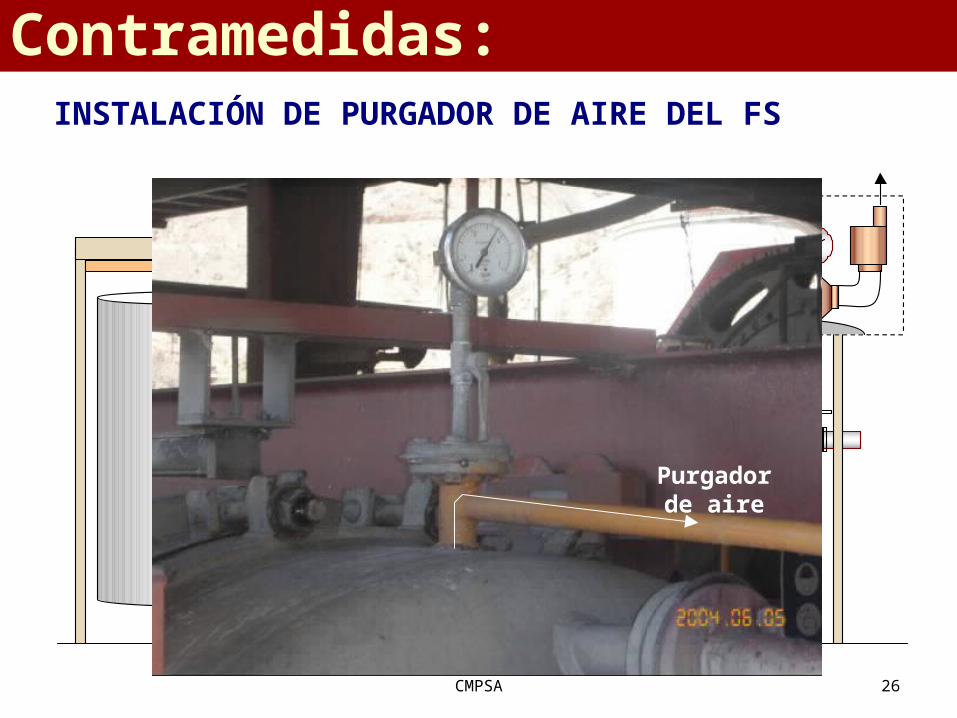
INSTALACIÓN DE PURGADOR DE AIRE DEL FS
Tanque de Precapado
Filtro Sparkler
Purgador de Aire
Purgador de aire
Contramedidas:
CMPSA 27
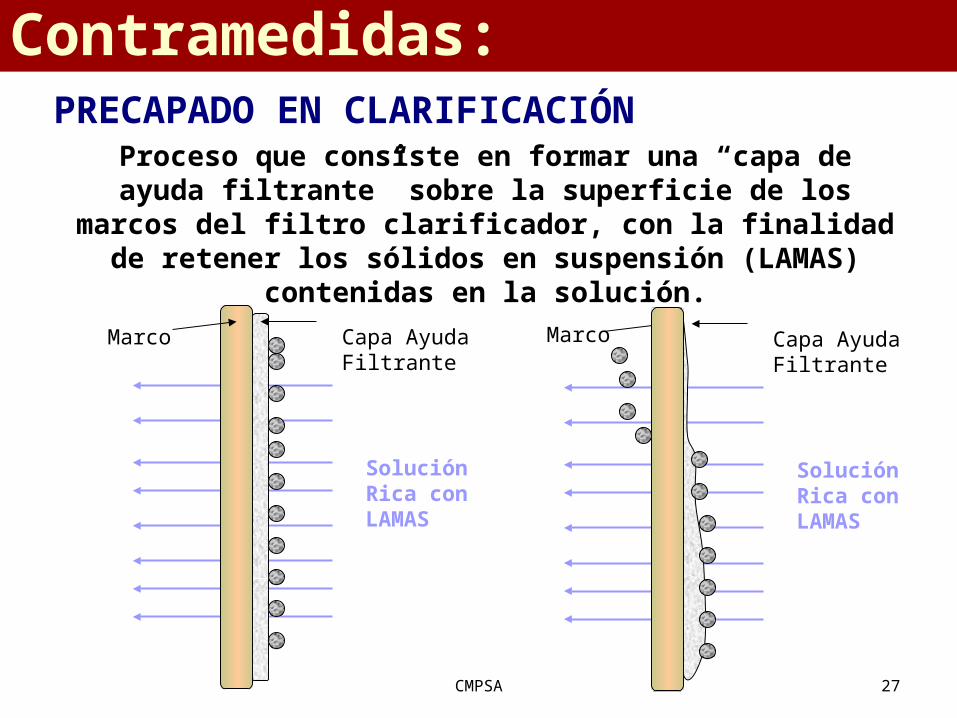
Proceso que consiste en formar una “capa de ayuda filtrante” sobre la superficie de los marcos del filtro
clarificador, con la finalidad de retener los sólidos en suspensión (LAMAS) contenidas en la solución.
PRECAPADO EN CLARIFICACIÓN
Solución Rica con LAMAS
Marco Capa Ayuda Filtrante
Solución Rica con LAMAS
Marco Capa Ayuda Filtrante
Contramedidas:
CMPSA 28
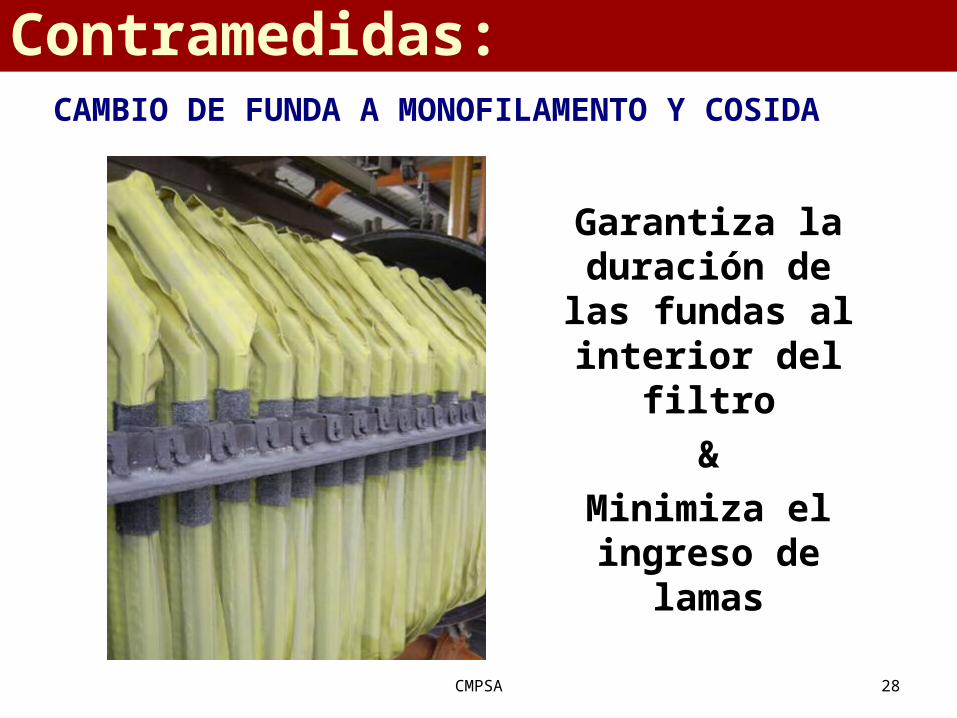
CAMBIO DE FUNDA A MONOFILAMENTO Y COSIDA
Garantiza la duración de las
fundas al interior del filtro
&
Minimiza el ingreso de
lamas
Contramedidas:
CMPSA 29
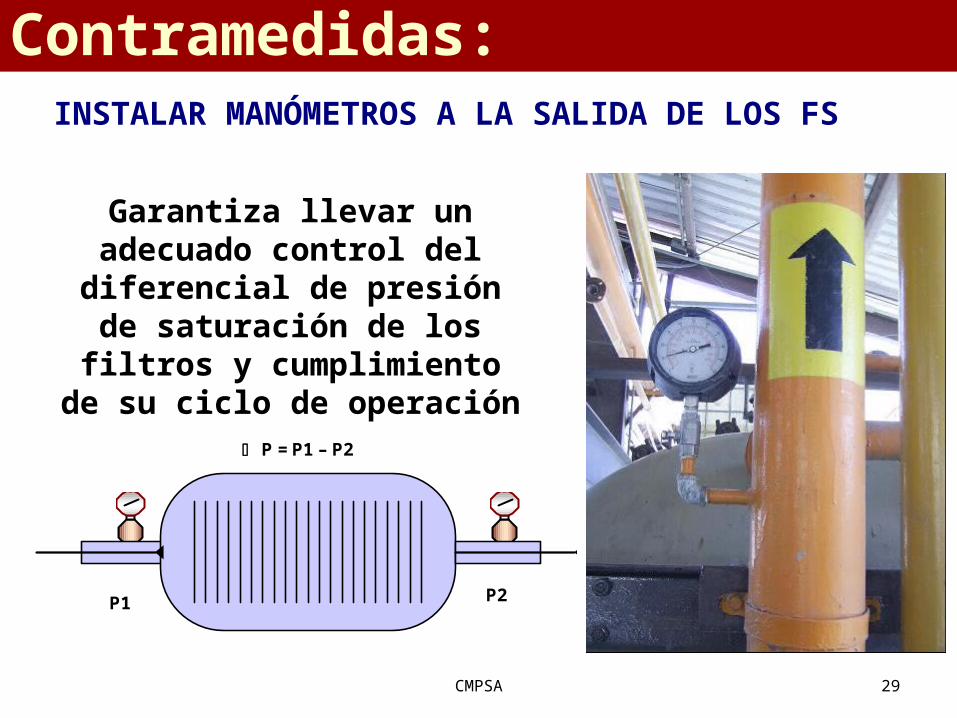
INSTALAR MANÓMETROS A LA SALIDA DE LOS FS
Garantiza llevar un adecuado control del diferencial de
presión de saturación de los filtros y cumplimiento de su
ciclo de operación
P = P1 – P2
P1 P2
Contramedidas:
CMPSA 30
FRECUENCIA DE REPORTE DE LEYES CADA 4 HORASAntes: Cada 8 horas / Objetivo: Cada 2 horas
Contramedidas:

CMPSA 31
USO DE AGUA INDUSTRIAL EN LA PREPARACIÓN Y
DILUCIÓN DE FLOCULANTE
FLOCULANTE PREPARADO A 0.1%FOTO TOMADA DESPUÉS DE 4 DÍAS DE PREPARACIÓN
Se aprecia diferente coloración, mostrando la existencia de precipitación de carbonato en el caso del floculante a dosificar a 0.1% preparado con barren.
Asimismo la textura es distinta, debido a la precipitación de carbonatos el floculante contiene grumos y mayor viscosidad que el preparado con agua.
Contramedidas:
CMPSA 32
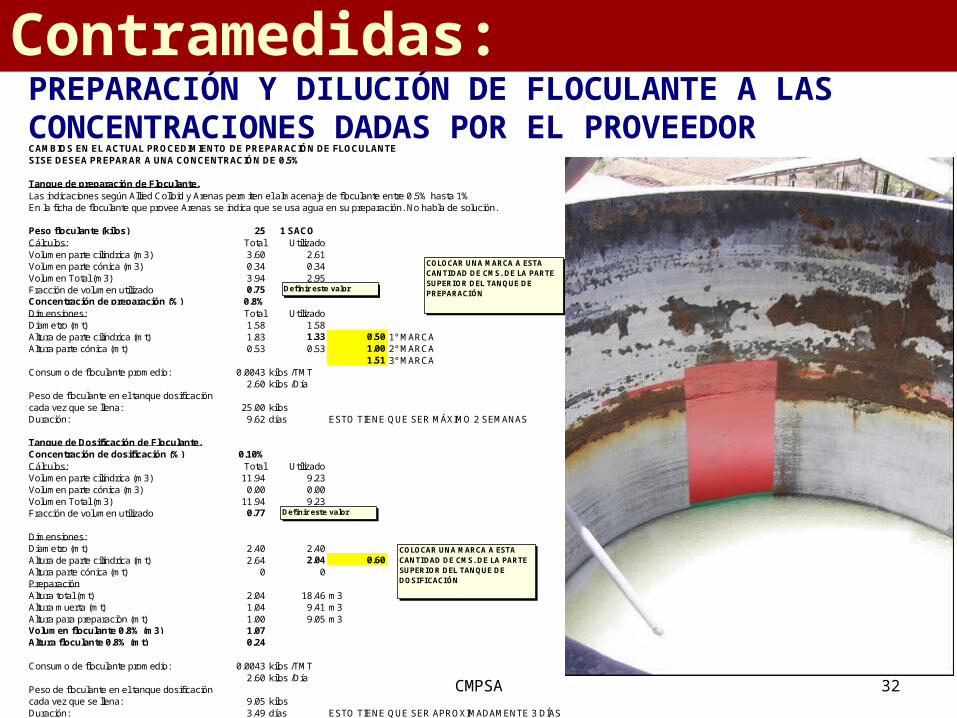
PREPARACIÓN Y DILUCIÓN DE FLOCULANTE A LAS CONCENTRACIONES DADAS POR EL PROVEEDORCAMBIOS EN EL ACTUAL PROCEDIMIENTO DE PREPARACIÓN DE FLOCULANTESI SE DESEA PREPARAR A UNA CONCENTRACIÓN DE 0.5%
Tanque de preparación de Floculante.Las indicaciones según Allied Colloid y Arenas permiten el almacenaje de floculante entre 0.5% hasta 1%En la ficha de floculante que provee Arenas se indica que se usa agua en su preparación. No habla de solución.
Peso floculante (kilos) 25 1 SACOCálculos: Total UtilizadoVolumen parte cilíndrica (m3) 3.60 2.61Volumen parte cónica (m3) 0.34 0.34Volumen Total (m3) 3.94 2.95Fracción de volumen utilizado 0.75Concentración de preparación (%) 0.8%Dimensiones: Total UtilizadoDiametro (mt) 1.58 1.58Altura de parte cilíndrica (mt) 1.83 1.33 0.50 1° MARCAAltura parte cónica (mt) 0.53 0.53 1.00 2° MARCA
1.51 3° MARCAConsumo de floculante promedio: 0.0043 kilos /TMT
2.60 kilos /DíaPeso de floculante en el tanque dosificacióncada vez que se llena: 25.00 kilosDuración: 9.62 días ESTO TIENE QUE SER MÁXIMO 2 SEMANAS
Tanque de Dosificación de Floculante.Concentración de dosificación (%) 0.10%Cálculos: Total UtilizadoVolumen parte cilíndrica (m3) 11.94 9.23Volumen parte cónica (m3) 0.00 0.00Volumen Total (m3) 11.94 9.23Fracción de volumen utilizado 0.77
Dimensiones:Diametro (mt) 2.40 2.40Altura de parte cilíndrica (mt) 2.64 2.04 0.60Altura parte cónica (mt) 0 0PreparaciónAltura total (mt) 2.04 18.46 m3Altura muerta (mt) 1.04 9.41 m3Altura para preparaciòn (mt) 1.00 9.05 m3Volumen floculante 0.8% (m3) 1.07Altura floculante 0.8% (mt) 0.24
Consumo de floculante promedio: 0.0043 kilos /TMT2.60 kilos /Día
Peso de floculante en el tanque dosificacióncada vez que se llena: 9.05 kilosDuración: 3.49 días ESTO TIENE QUE SER APROXIMADAMENTE 3 DÍAS
COLOCAR UNA MARCA A ESTA CANTIDAD DE CMS. DE LA PARTE SUPERIOR DEL TANQUE DE PREPARACIÓN
Definir este valor
COLOCAR UNA MARCA A ESTA CANTIDAD DE CMS. DE LA PARTE SUPERIOR DEL TANQUE DE DOSIFICACIÓN
Definir este valor
Contramedidas:
CMPSA 33
ADQUISICIÓN DE OXÍMETRO COMO INSTRUMENTO DE CONTROL EN DEAREACIÓN – RQ 914
Contramedidas:
CMPSA 34
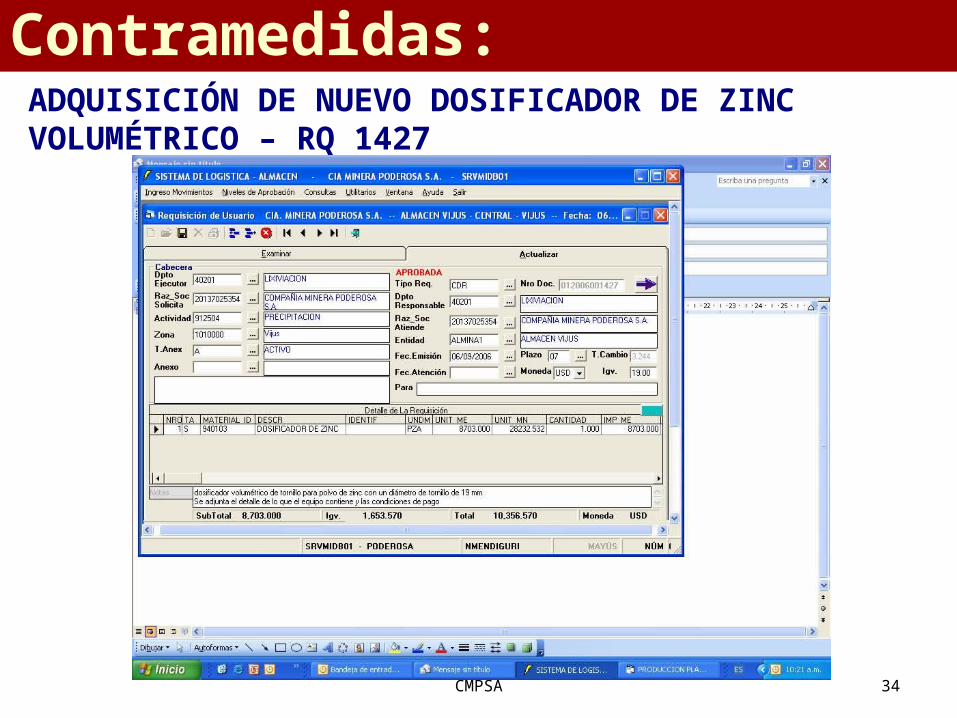
ADQUISICIÓN DE NUEVO DOSIFICADOR DE ZINC VOLUMÉTRICO – RQ 1427
Contramedidas:
CMPSA 35
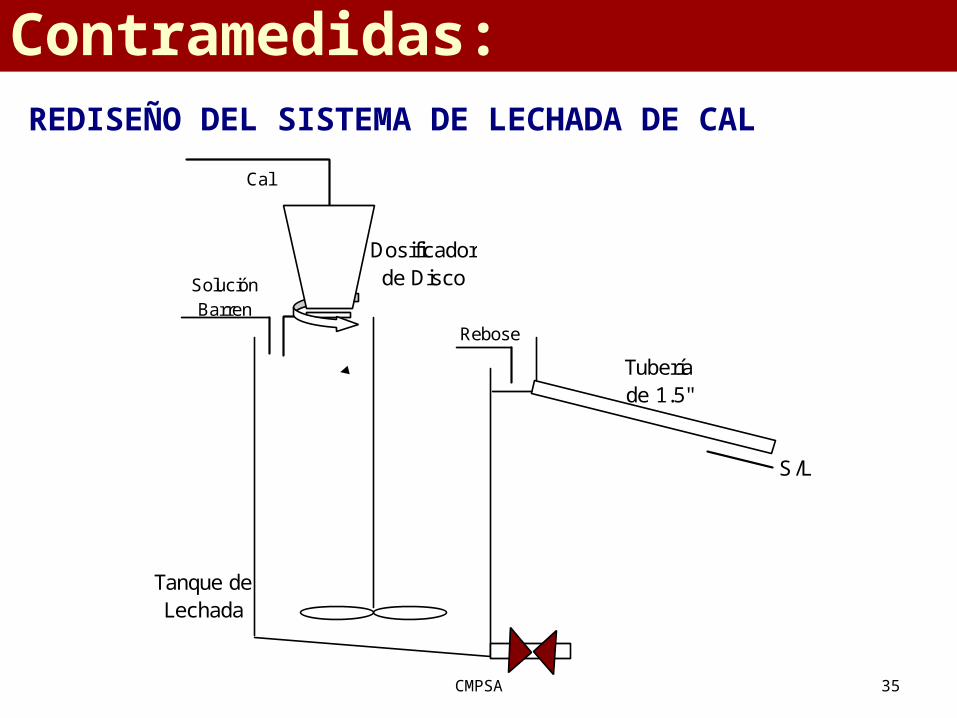
REDISEÑO DEL SISTEMA DE LECHADA DE CAL
Cal
Dosificador de Disco
Tanque de Lechada
Rebose
Solución Barren
Tubería de 1.5"
S/L
Contramedidas:
CMPSA 36
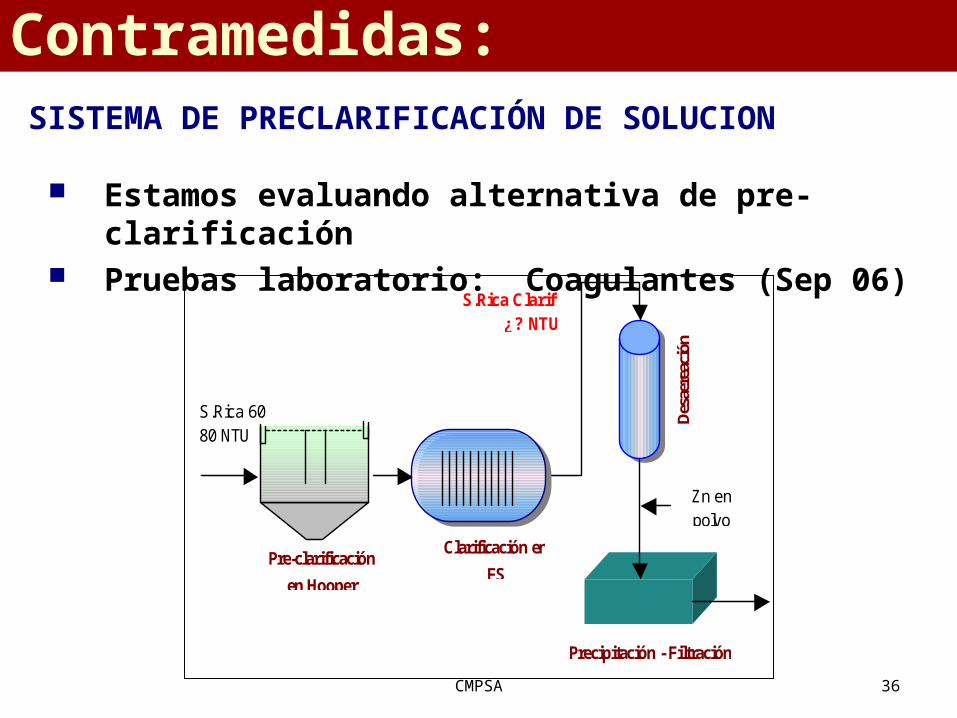
SISTEMA DE PRECLARIFICACIÓN DE SOLUCION
Estamos evaluando alternativa de pre-clarificación Pruebas laboratorio: Coagulantes (Sep 06)
Pre-clarificación
en Hooper
Zn en polvo
Des
aere
ació
n
Precipitación - Filtración
S.Rica 60 - 80 NTU
Clarificación en
FS
S.Rica Clarif. ¿? NTU
Contramedidas:
CMPSA 37
INCREMENTO DEL FLUJO EN PRECIPITACIÓNReducción Diámetro de Polea de Bombas
Contramedidas:
CMPSA 38
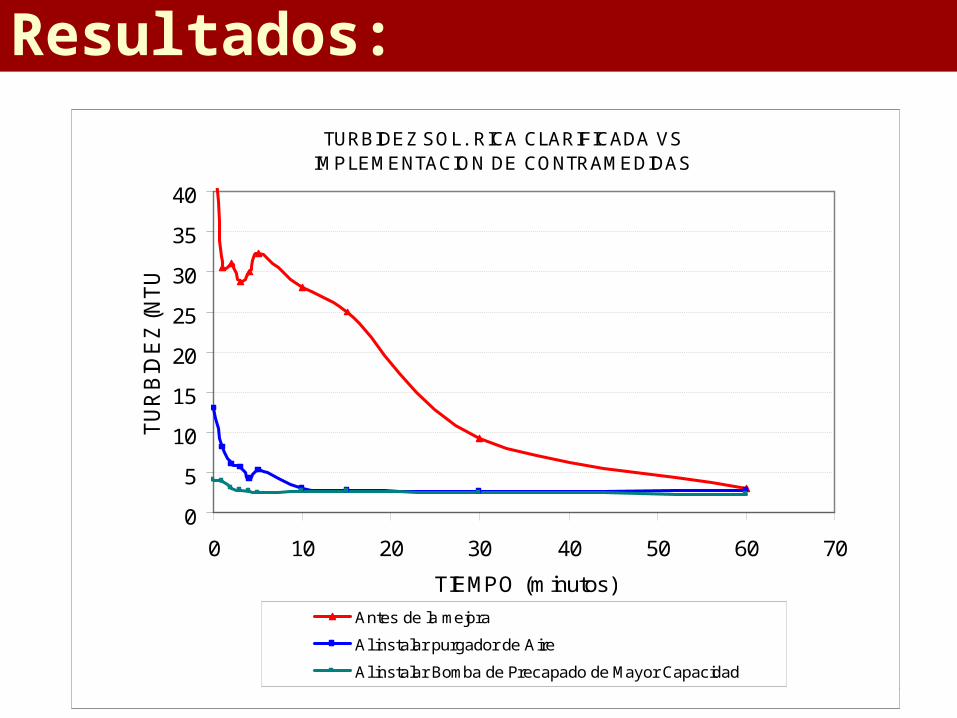
TURBIDEZ SOL. RICA CLARIFICADA VSIMPLEMENTACION DE CONTRAMEDIDAS
0
5
10
15
20
25
30
35
40
0 10 20 30 40 50 60 70
TIEMPO (minutos)
TU
RB
IDE
Z (N
TU
)
Antes de la mejora
Al instalar purgador de Aire
Al instalar Bomba de Precapado de Mayor Capacidad
Resultados:
CMPSA 39
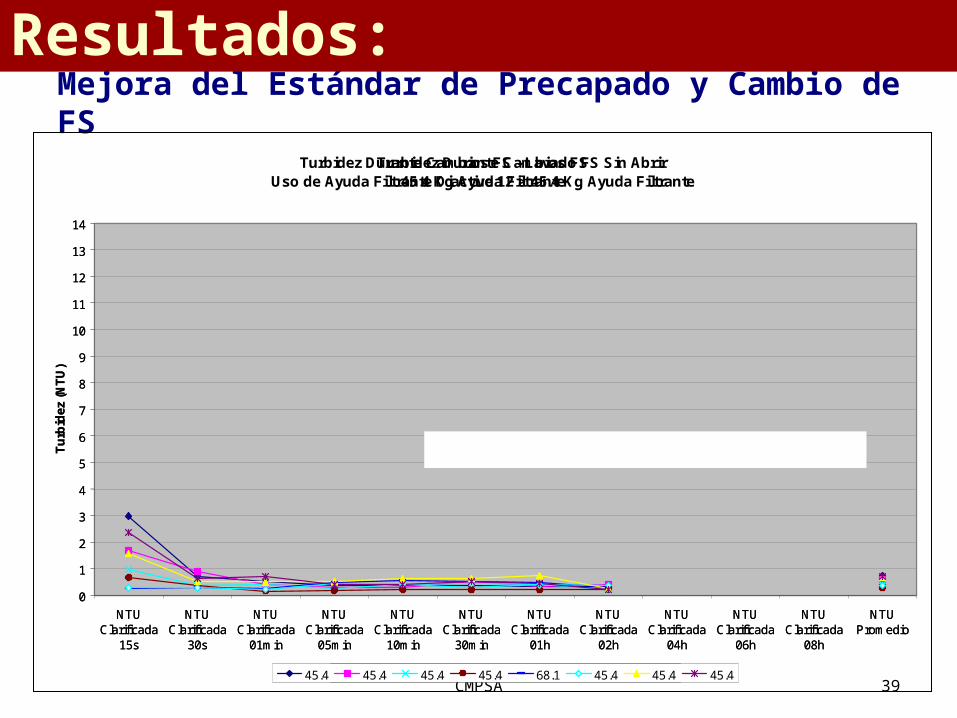
Mejora del Estándar de Precapado y Cambio de FS
Turbidez Durante Cambios FS - Lavado FS Sin AbrirUso de Ayuda Filtrante Diactive 12 > 45.4 Kg Ayuda Filtrante
0
1
2
3
4
5
6
7
8
9
10
11
12
13
14
NTUClarificada
15s
NTUClarificada
30s
NTUClarificada
01min
NTUClarificada
05min
NTUClarificada
10min
NTUClarificada
30min
NTUClarificada
01h
NTUClarificada
02h
NTUClarificada
04h
NTUClarificada
06h
NTUClarificada
08h
NTUPromedio
Tu
rbid
ez (
NT
U)
45.4 45.4 45.4 68.1 79.4 68.1
Turbidez promedio durante cambios de FS al uso de DIACTIVE 12 = 1.654 NTU
Turbidez Durante Cambios FS45.4 Kg Ayuda Filtrante
0
1
2
3
4
5
6
7
8
9
10
11
12
13
14
NTUClarificada
15s
NTUClarificada
30s
NTUClarificada
01min
NTUClarificada
05min
NTUClarificada
10min
NTUClarificada
30min
NTUClarificada
01h
NTUClarificada
02h
NTUClarificada
04h
NTUClarificada
06h
NTUClarificada
08h
NTUPromedio
Tu
rbid
ez (
NT
U)
45.4 45.4 45.4 45.4 68.1 45.4 45.4 45.4
Turbidez promedio durante cambios de FS al uso de DIACTIVE 12 = 0.521NTU
Resultados:
CMPSA 40
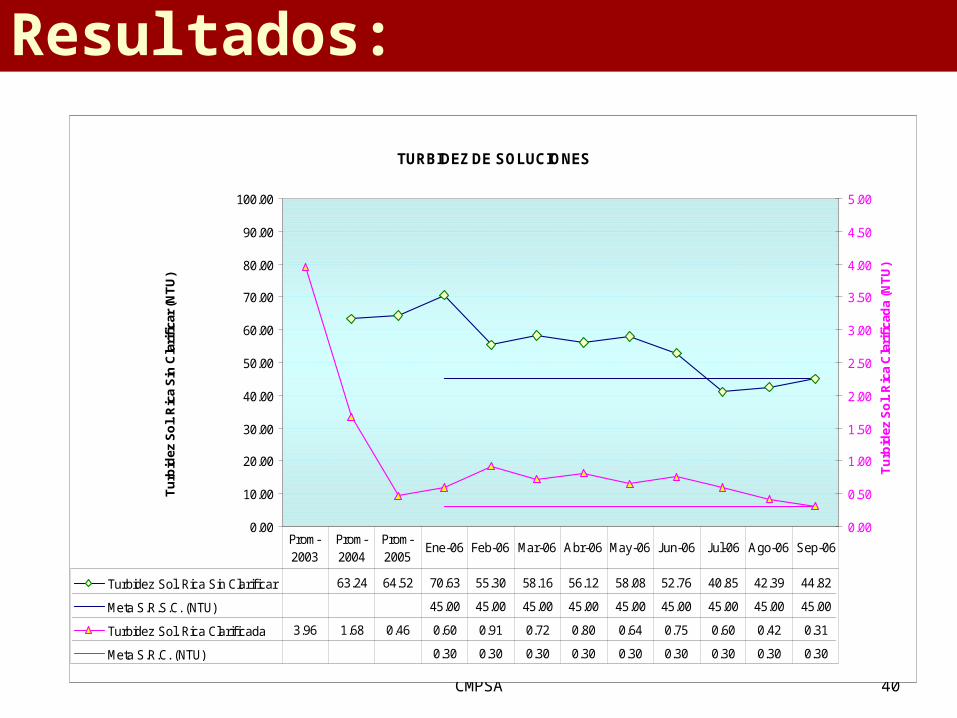
TURBIDEZ DE SOLUCIONES
0.00
10.00
20.00
30.00
40.00
50.00
60.00
70.00
80.00
90.00
100.00
Tu
rbid
ez S
ol.
Ric
a S
in C
lari
fica
r (N
TU
)
0.00
0.50
1.00
1.50
2.00
2.50
3.00
3.50
4.00
4.50
5.00
Tu
rbid
ez S
ol.
Ric
a C
lari
fica
da
(NT
U)
Turbidez Sol. Rica Sin Clarif icar 63.24 64.52 70.63 55.30 58.16 56.12 58.08 52.76 40.85 42.39 44.82
Meta S.R.S.C. (NTU) 45.00 45.00 45.00 45.00 45.00 45.00 45.00 45.00 45.00
Turbidez Sol. Rica Clarif icada 3.96 1.68 0.46 0.60 0.91 0.72 0.80 0.64 0.75 0.60 0.42 0.31
Meta S.R.C. (NTU) 0.30 0.30 0.30 0.30 0.30 0.30 0.30 0.30 0.30
Prom-2003
Prom-2004
Prom-2005
Ene-06 Feb-06 Mar-06 Abr-06 May-06 Jun-06 Jul-06 Ago-06 Sep-06
Resultados:
CMPSA 41
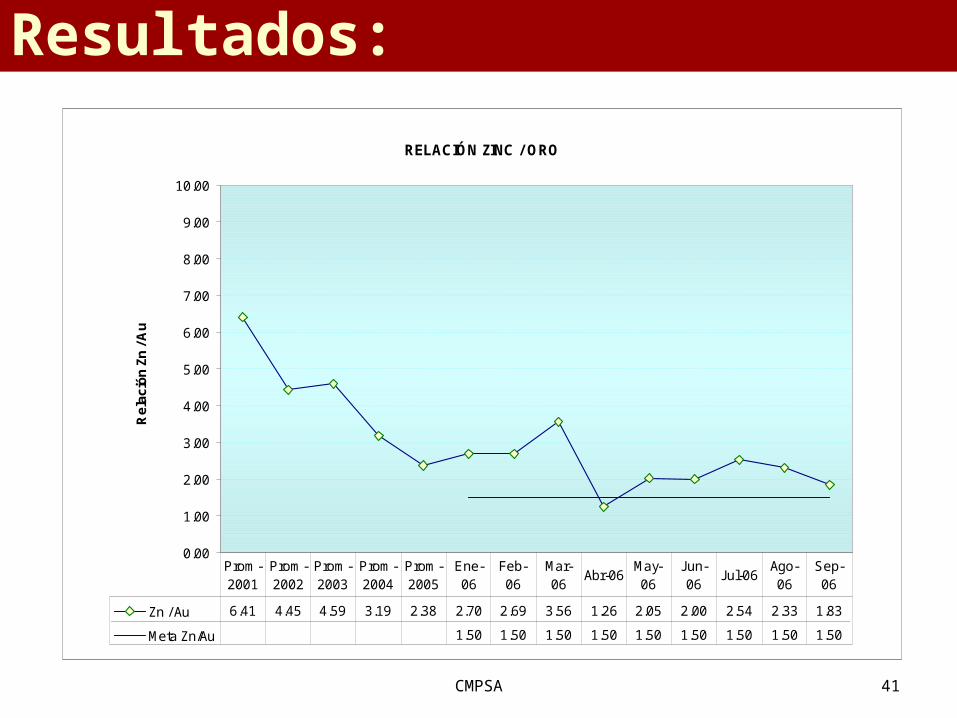
RELACIÓN ZINC / ORO
0.00
1.00
2.00
3.00
4.00
5.00
6.00
7.00
8.00
9.00
10.00
Re
lac
ión
Zn
/ A
u
Zn / Au 6.41 4.45 4.59 3.19 2.38 2.70 2.69 3.56 1.26 2.05 2.00 2.54 2.33 1.83
Meta Zn/Au 1.50 1.50 1.50 1.50 1.50 1.50 1.50 1.50 1.50
Prom-2001
Prom-2002
Prom-2003
Prom-2004
Prom-2005
Ene-06
Feb-06
Mar-06
Abr-06May-06
Jun-06
Jul-06Ago-06
Sep-06
Resultados:
CMPSA 42
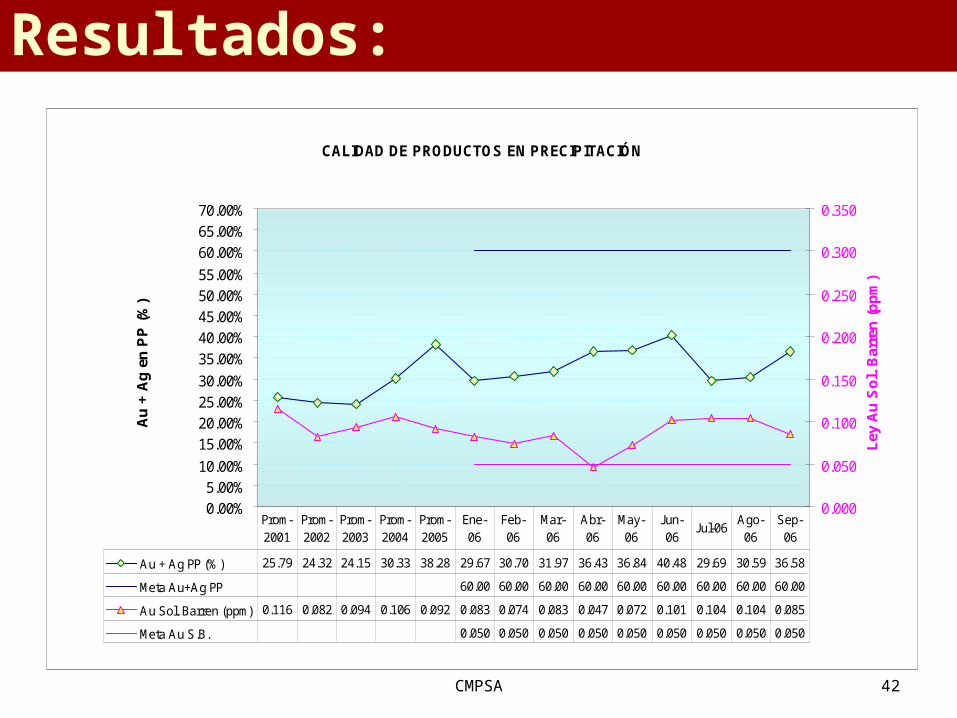
CALIDAD DE PRODUCTOS EN PRECIPITACIÓN
0.00%5.00%
10.00%
15.00%20.00%25.00%30.00%
35.00%40.00%45.00%50.00%55.00%
60.00%65.00%70.00%
Au
+ A
g e
n P
P (
%)
0.000
0.050
0.100
0.150
0.200
0.250
0.300
0.350
Ley
Au
So
l. B
arre
n (
pp
m)
Au + Ag PP (%) 25.79 24.32 24.15 30.33 38.28 29.67 30.70 31.97 36.43 36.84 40.48 29.69 30.59 36.58
Meta Au+Ag PP 60.00 60.00 60.00 60.00 60.00 60.00 60.00 60.00 60.00
Au Sol. Barren (ppm) 0.116 0.082 0.094 0.106 0.092 0.083 0.074 0.083 0.047 0.072 0.101 0.104 0.104 0.085
Meta Au S.B. 0.050 0.050 0.050 0.050 0.050 0.050 0.050 0.050 0.050
Prom-2001
Prom-2002
Prom-2003
Prom-2004
Prom-2005
Ene-06
Feb-06
Mar-06
Abr-06
May-06
Jun-06
Jul-06Ago-06
Sep-06
Resultados:
CMPSA 43
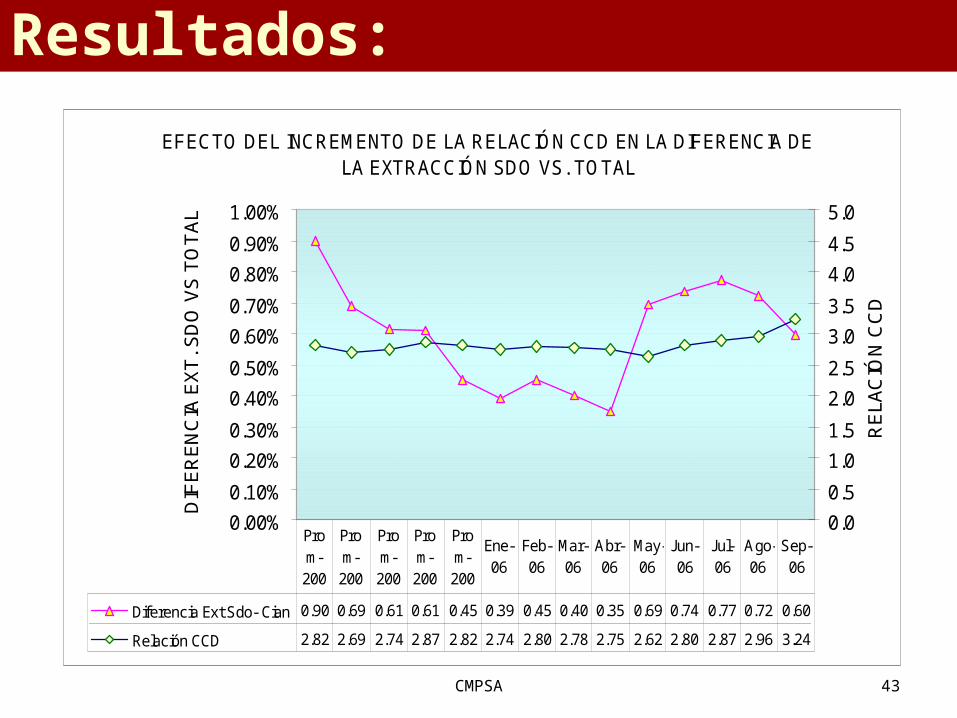
EFECTO DEL INCREMENTO DE LA RELACIÓN CCD EN LA DIFERENCIA DE LA EXTRACCIÓN SDO VS. TOTAL
0.00%
0.10%
0.20%
0.30%
0.40%
0.50%
0.60%
0.70%
0.80%
0.90%
1.00%D
IFE
RE
NC
IA E
XT
. SD
O V
S T
OT
AL
0.0
0.5
1.0
1.5
2.0
2.5
3.0
3.5
4.0
4.5
5.0
RE
LAC
IÓN
CC
D
Diferencia Ext Sdo- Cian 0.90 0.69 0.61 0.61 0.45 0.39 0.45 0.40 0.35 0.69 0.74 0.77 0.72 0.60
Relación CCD 2.82 2.69 2.74 2.87 2.82 2.74 2.80 2.78 2.75 2.62 2.80 2.87 2.96 3.24
Prom-200
Prom-200
Prom-200
Prom-200
Prom-200
Ene-06
Feb-06
Mar-06
Abr-06
May-06
Jun-06
Jul-06
Ago-06
Sep-06
Cada 0.1% son 5.8 Oz Au / mes = 3,596 US$
Resultados:
CMPSA 44
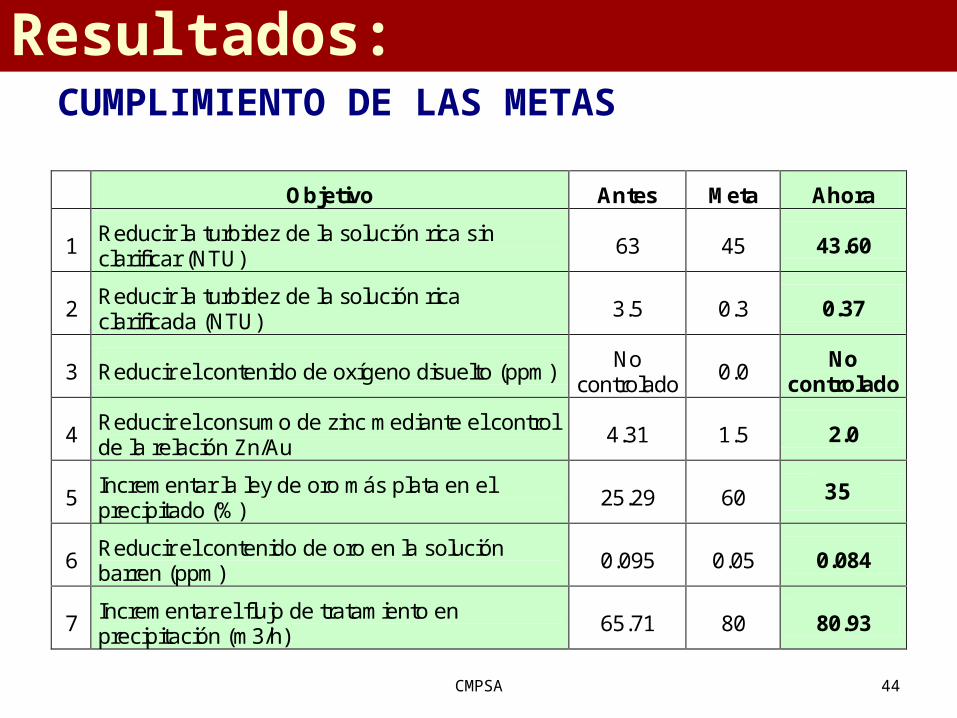
CUMPLIMIENTO DE LAS METAS
Objetivo Antes Meta Ahora
1 Reducir la turbidez de la solución rica sin clarificar (NTU)
63 45 43.60
2 Reducir la turbidez de la solución rica clarificada (NTU)
3.5 0.3 0.37
3 Reducir el contenido de oxígeno disuelto (ppm) No
controlado 0.0
No controlado
4 Reducir el consumo de zinc mediante el control de la relación Zn/Au
4.31 1.5 2.0
5 Incrementar la ley de oro más plata en el precipitado (%)
25.29 60 33.15
6 Reducir el contenido de oro en la solución barren (ppm)
0.095 0.05 0.084
7 Incrementar el flujo de tratamiento en precipitación (m3/h)
65.71 80 80.93
35
Resultados:
CMPSA 45
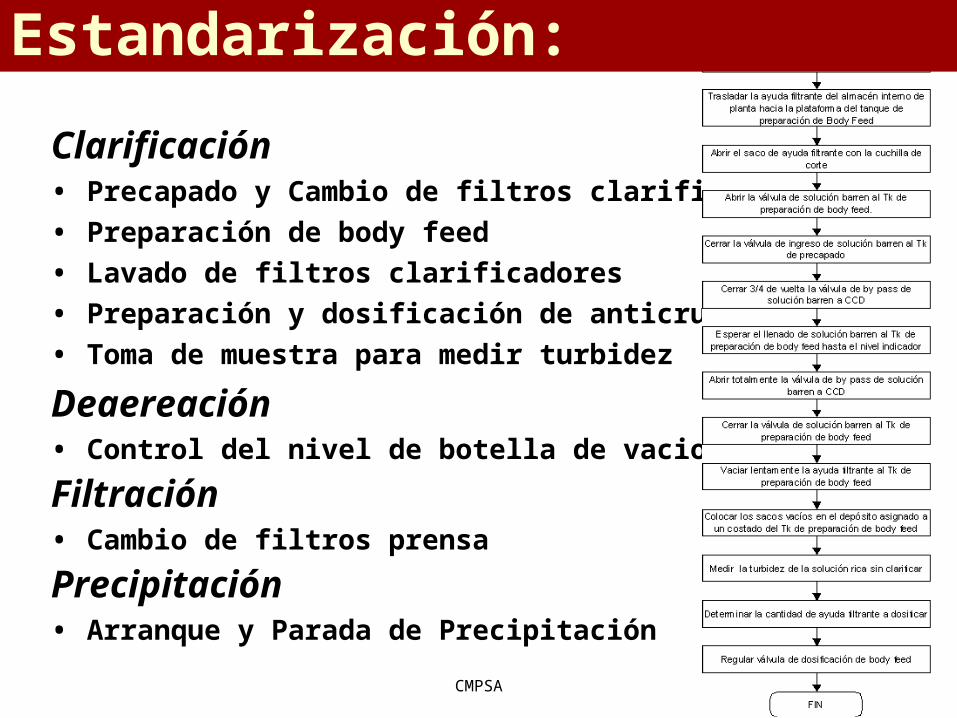
Clarificación• Precapado y Cambio de filtros clarificadores
• Preparación de body feed
• Lavado de filtros clarificadores
• Preparación y dosificación de anticrustante
• Toma de muestra para medir turbidez
Deaereación• Control del nivel de botella de vacio
Filtración• Cambio de filtros prensa
Precipitación• Arranque y Parada de Precipitación
Estandarización:
CMPSA 46
DIFUSIÓN DE PROCEDIMIENTOS
Estandarización:
CMPSA 47
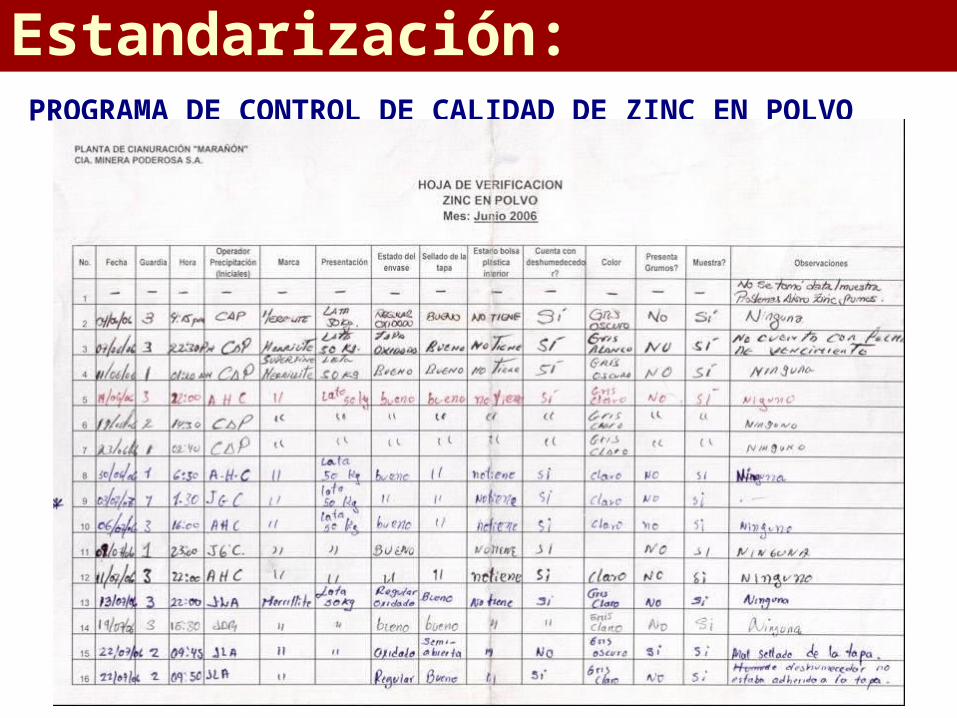
PROGRAMA DE CONTROL DE CALIDAD DE ZINC EN POLVO
Estandarización:
CMPSA 48
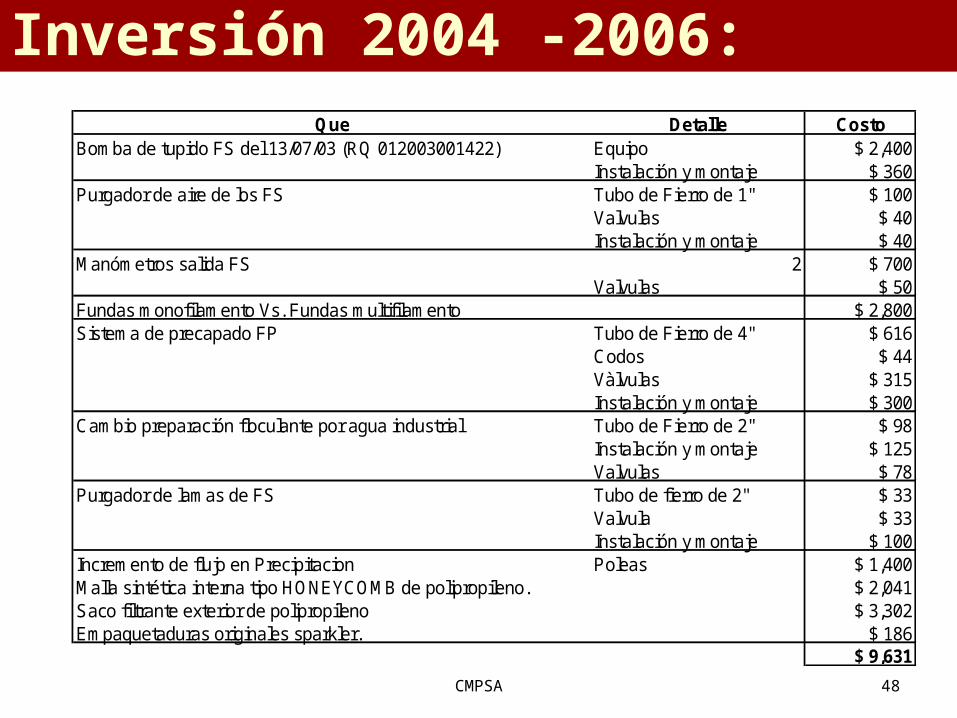
Que Detalle CostoBomba de tupido FS del 13/07/03 (RQ 012003001422) Equipo $ 2,400
Instalación y montaje $ 360Purgador de aire de los FS Tubo de Fierro de 1" $ 100
Valvulas $ 40Instalación y montaje $ 40
Manómetros salida FS 2 $ 700Valvulas $ 50
Fundas monofilamento Vs. Fundas multifilamento $ 2,800Sistema de precapado FP Tubo de Fierro de 4" $ 616
Codos $ 44Vàlvulas $ 315Instalación y montaje $ 300
Cambio preparación floculante por agua industrial Tubo de Fierro de 2" $ 98Instalación y montaje $ 125Valvulas $ 78
Purgador de lamas de FS Tubo de fierro de 2" $ 33Valvula $ 33Instalación y montaje $ 100
Incremento de flujo en Precipitacion Poleas $ 1,400Malla sintética interna tipo HONEYCOMB de polipropileno. $ 2,041Saco filtrante exterior de polipropileno $ 3,302Empaquetaduras originales sparkler. $ 186
$ 9,631
Inversión 2004 -2006:
CMPSA 49
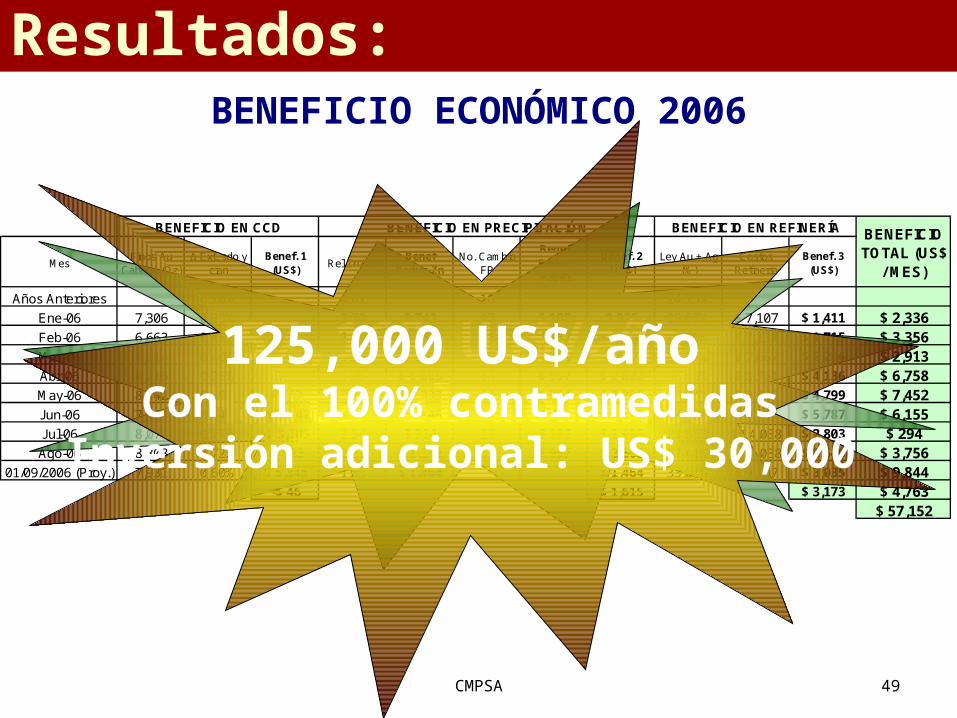
BENEFICIO ECONÓMICO 2006
MesFinos Au
Cabeza (Oz)∆ Ext. sdo y
cianBenef. 1
(US$)Rel Zn/ Au
Benef Reduc Zn
No. Cambio FP
Benef Reduc Papel
Benef. 2 (US$)
Ley Au + Ag (%)
Costos Refinería
Benef. 3 (US$)
Años Anteriores 0.70% 4.07 18 24.75%
Ene-06 7,306 0.39% 2.70 $ 743 17 $ 182 $ 925 29.67% $ 7,107 $ 1,411 $ 2,336Feb-06 6,663 0.45% 2.69 $ 683 13 $ 957 $ 1,641 30.70% $ 7,134 $ 1,715 $ 3,356Mar-06 8,014 0.40% 3.56 $ 301 16 $ 376 $ 677 31.97% $ 7,667 $ 2,236 $ 2,913Abr-06 8,216 0.35% 1.26 $ 1,665 13 $ 957 $ 2,622 36.43% $ 8,764 $ 4,136 $ 6,758May-06 8,742 0.69% $ 557 2.05 $ 1,333 14 $ 764 $ 2,096 36.84% $ 9,826 $ 4,799 $ 7,452Jun-06 7,628 0.74% -$ 1,542 2.00 $ 1,146 14 $ 764 $ 1,910 40.48% $ 9,107 $ 5,787 $ 6,155Jul-06 8,070 0.77% -$ 3,605 2.54 $ 914 17 $ 182 $ 1,096 29.69% $ 14,038 $ 2,803 $ 294Ago-06 8,808 0.72% -$ 983 2.33 $ 1,142 13 $ 957 $ 2,100 29.41% $ 14,038 $ 2,640 $ 3,756
01/09/2006 (Proy.) 7,931 0.60% $ 5,345 1.83 $ 1,464 $ 1,464 33.00% $ 9,107 $ 3,035 $ 9,844-$ 46 $ 1,615 $ 3,173 $ 4,763
$ 57,152
BENEFICIO EN CCD BENEFICIO EN REFINERÍA BENEFICIO TOTAL (US$
/ MES)
BENEFICIO EN PRECIPITACIÓN
57,162 US$/añoHasta el momento125,000 US$/año
Con el 100% contramedidasInversión adicional: US$ 30,000
Resultados:
“Trabajo en Equipo” no es solamente “trabajar juntos”...
es toda una filosofía organizacional, es una forma de pensar diferente, es un
camino ganador ...
A nombre del …
Equipo TPM Merril Crowe
Muchas gracias