mayo-junio 2014 • nº 143 - tratamientos térmicos · borel swiss borel swiss manufactura hornos...
TRANSCRIPT
TR
AT
AM
IEN
TO
S T
ER
MIC
OS
MA
YO
-JU
NIO
201
4 •
Nº
143
23-4-14 TT 143 MAY-JUN 2014 CUB_81027 TT- CUBIERTA fabril N107 06/05/14 9:14 Página 1

23-4-14 TT 143 MAY-JUN 2014 CUB_81027 TT- CUBIERTA fabril N107 06/05/14 9:14 Página 2

23-4-14 TT 143 MAY-JUN 2014 CUB_81027 TT- CUBIERTA fabril N107 06/05/14 9:14 Página 2

TR
AT
AM
IEN
TO
S T
ER
MIC
OS
MA
YO
-JU
NIO
201
4 •
Nº
143
23-4-14 TT 143 MAY-JUN 2014 CUB_81027 TT- CUBIERTA fabril N107 06/05/14 10:16 Página 1

MAYO-JUNIO 2014 - N.º 143
AlbertDirector
David VarelaPublicidad
PabloAdministración
José María Palacios1991-2008RedacciónCOLABORADOR
Juan Martínez Arcas
MAQUETACIÓNPreiser Preimpresión
IMPRESIÓNEdén Artes Gráficas, S.L.
Depósito legal: M. 11.224-1991ISSN: 1132 - 0346
Pág.EDITORIAL ......................................................................... 2LAS INFORMACIONES ..................................................... 4ARTÍCULOSIpsen apoya la expansión del sector automoción en México
Dipl.-wirtsch. Ing. Marcos García Giménez ....................................... 17Influencia de los parámetros de proyección HVOF sobre las propiedades
de los recubrimientos WC-CoCr (1ª Parte)M. Punset, J. A. Picas, E. Rupérez, A. Forn ...................................... 20
Tratamientos Térmicos. Protocolo. Curso de Materiales (y 3ª Parte) ....... 22
ENGLISH NEWS .................................................................. 26EMPLEO - SEGUNDAMANO ............................................ 37GUÍA ...................................................................................... 38SERVICIO LECTOR ........................................................... 40
EDITACAPITOLE PRESS
DISEÑOLyPr
TRATAMIENTOS TÉRMICOS aparece seis veces al año. Los au-tores son los únicos responsables de las opiniones y conceptos porellos emitidos. Queda prohibida la reproducción total o parcial decualquier texto o artículos de TRATAMIENTOS TÉRMICOS sin pre-vio acuerdo con la revista.
Calle Cid, 3, 2a - E 28001 MADRIDTel. 91 576 56 09
En portada deTRATAMIENTOS TERMICOS:
BEST-SELLERAtmosphere technology -
modular and versatile
Ipsen International GmbHFlutstrasse 78 • 47533 Kleve • Germany
Phone: 0049 2821 804 0 •[email protected]
www.ipsen.de
23-4-14 TT 143 may-jun 2014_80378 TT-FEBRERO 08 n106 06/05/14 9:33 Página 1

Poner en con-tacto los profe-sionales de lost r a t a m i e n t o stérmicos es ha-cer posible elconocimientode las técnicasde los trata-mientos térmi-cos.
Es ayudar la concretización de pedidos.
Dar a conocer las mejores técnicas es indispensabletanto a nivel de las propias empresas del sector como delas secciones de tratamientos térmicos de las empresas(industriás del automóvil, OEM, aeronáuticas, moldes,ferrocariles, fundiciones, forjas...) para que estas indus-trias siguen las más competitivas con los equipos y con-
sumibles de tratamientostérmicos más adecua-dos.
Con un precio muy ra-zonable, se puede dar aconocer sus técnicas altener un stand, presentarconferencia, hablar du-rante la pausa café y du-rante la comida.
Se puede obtener nuevos contactos muy interesantes enlas 5 Jornadas de España, México, USA, India y Poloniahttp://metalspain.com/jornada.htm
En estas jornadas, se distribuye en exclusiva su revistaTratamientos Térmicos para dar a conocer más a lascompañías prestigiosas presentes en la revista.
La Redacción
EDITORIAL
CHICAGO Y MÉXICO: DOS INTERESANTES JORNADASTRATAMIENTOS TERMICOS
23-4-14 TT 143 may-jun 2014_80378 TT-FEBRERO 08 n106 06/05/14 9:33 Página 2

23-4-14 TT 143 may-jun 2014_80378 TT-FEBRERO 08 n106 06/05/14 9:33 Página 3

TT. INFORMACIONES
Conferencias muy interesantes, empe-zando por la ponencia de la responsa-ble mundial de FORD para los trata-mientos térmicos que va exponer losrequisitos para ser proveedor de trata-mientos térmicos con FORD MOTORCOMPANY.
Conferencias aprobadas
- FORD CQI-9 Heat Treat ProcessControl Requirements for globalsupply base.
Medina Kaknjo, FORD MOTORCOMPANY - Heat Treat Technical Ex-pert - STA- Global Purchasing.
- Innovation and better productivity inVacuum furnaces, IPSEN.
- Innovation and better productivity inAtmosphere furnaces, IPSEN.
- Duplex Treatment based on PlasmaNitriding and PeCVD coatings.
for forming/molding tools and preci-sion components. PD2i North Ame-rica.
- Heating 400 Series Stainless Steel inAir without Scaling, MATERIAL IN-TERFACE, Inc.
- Gas Nitriding. TATA Motors.
- Environmental friendly controlledcooling. TATA Motors.
- Innovative cleaning solutions in HeatTreatment using solvent, water or bothin the same machine EMO - memberof SURFACE ALLIANCE.
- Vacuum Trends for Heat treatment -OERLIKON LEYBOLD VACUUM.
- Heat treatment of forgings for use inautomobile industry.
- Impact of Controlled Nitriding andFerritic Nitrocarburing on Quality andCost, NITREX.
- Vacuum Oil Quench Technologywith PreNit and LPC, SECO / WAR-WICK.
- Maximizing Quenching And Coolingin Vacuum Heat Treating, TENOVAMETALS DIVISION - LOI Thermpro-cess GmbH.
(más por venir)
Todas conferencias actualizadas en:
http://metalspain.com/chicago-papers.html
info: [email protected]
Stand
Muy interesante aprovechar la calidadde los profesionales presentes para dara conocer su catálogo con un stand :US $599 o 445 euros.
Asistir
Para asistir, sín stand, el precio es deUS$ 199 o 149 euros (incluye alu-merzo, coffee break documentación)en el CONGRESS PLAZA HOTEL.
Se puede pagar con tarjeta o paypal en:
http://metalspain.com/chicago-paypal.html
Información:
http://metalspain.com/chicago-papers.html
Servicio Lector 1
JORNADA TRATAMIENTOSTERMICOS QUERETARO -MEXICO – 18 DE JUNIO, 2014
México atrae inversiones industriales.Querétaro y sus alrededores está con-centrando las inversiones más impor-tantes en sector automóvil, aeronáu-tico y todas industrias necesitando tra-tamientos térmicos de alta técnologia.
Muchas conferencias importantes (dosconferencias de FORD), IPSEN, ALD,BMI TENOVA Loi Thermprocess…
Conferencias
- FORD CQI-9 Heat Treat ProcessControl Requirements for globalsupply base. Medina Kaknjo, FORD.
- Tratamiento térmico del aluminioen la industria - Antonio Mendoza,FORD
- Últimos avances en tecnología dehornos de vacío, IPSEN.
- Últimos desarollos en tecnología deatmosféras. IPSEN.
- Conferencia de CODERE por repre-sentaciones REPRESENTACIONESTERMICAS.
- Low distorsion case hardening pro-cesses in serial production, ALD.
- Desechos de metales de alta tempe-radura en la industria de tratamientostérmicos. ECOWIDIA.
4 TRATAMIENTOS TERMICOS. MAYO-JUNIO 2014
23-4-14 TT 143 may-jun 2014_80378 TT-FEBRERO 08 n106 06/05/14 9:33 Página 4

23-4-14 TT 143 may-jun 2014_80378 TT-FEBRERO 08 n106 06/05/14 9:33 Página 5
TT. INFORMACIONES
- La nitruración baja presión BMIFours Industriels- TENOVA Group.
- Las últimas actualizaciones en la ce-mentación baja presión ECM.
- Nitrocarburación ferretíco (FNC) :procesos y aplicaciones SURFACECOMBUSTION.
(más conferencias por venir)
Stand : 399 Euros or US.$ 523,99 orpesos M.N. 6,707
Inscribirse : 115 Euros or pesos M.N.1933 or US.$ 151
Inscripción incluye alumerzo, coffeebreak, documentación.
Vuelos directos a Queretaro desdeDallas, Houston…
info y hotel:
http://metalspain.com/mexico-2014.htm
Servicio Lector 2
SOLO SWISS GROUPCONSOLIDA SU PRESENCIACON PROYCOTECME ENESPANA Y PORTUGAL
SOLO SWISS GROUP afianza aPROYCOTECME como el represen-tante de España y Portugal. De talmodo, PROYCOTECME colabora enlas acciones marketing y el servicio dehornos de tratamiento térmico paraSOLO Swiss, los hornos estándar y es-tufas de Borel Swiss en estos países,con el fin de ofrecer la posibilidad detener un apoyo más cercano dichos te-rritorios.
SOLO Swiss Group
Desde 1945 SOLO Swiss Group hasido un fabricante de hornos indus-
triales avanzado para el tratamientotérmico de metales. SOLO Swiss esuno de los más antiguos fabricantesde hornos en Europa y exporta susequipos alrededor del mundo conuna fuerte presencia en Asia. Los hor-nos SOLO están particularmente bienconcebidos para el tratamiento depiezas complejas metálicas pequeñasrequiriendo un incremento del trata-miento para las más famosas indus-trias en los campos de la aeronáutica,cuchillería, relojería e industria mi-cro-mecánica.
Borel Swiss
Borel Swiss manufactura hornos y es-tufas para todo tipos de procesos tér-micos. Borel Swiss suministra una am-plia gama de hornos estándar, estufas,calentadores y otros tipos de equiposdesde 1927.
PROYCOTECME
PROYCOTECME es una compañíafundada en Barcelona desde 1995.Desde sus inicios PROYCOTECMEempezó su actividad fabricando resis-tencias especiales y equipos, pero rá-pidamente se especializó en la cons-trucción de hornos Industriales. Junta-mente, se diversificó en la automatiza-ción de procesos, con el diseño y fa-bricación de paneles de control, asícomo en el mantenimiento y retrofit-ting de hornos.
Servicio Lector 3
CIMSAMEX: EXPERTOS ENMEXICO, CENTROAMERICA YSUDAMERICA
CIMSA es una empresa líder en elmercado industrial de México , Cen-troamérica y Sudamérica ofreciendola fabricación de productos de carbón
grafito cumpliendo en todo momentocon los estándares internacionales decalidad y fomentando la honestidad yla puntualidad en nuestros serviciosgracias a nuestro personal altamentecapacitado.
CIMSA es una empresa que fabricaproductos de carbón grafito, y es co-múnmente reconocida por involu-crarse proactivamente en los requeri-mientos de nuestros clientes, ofre-ciendo atención técnica personali-zada y tiempos inigualables de en-trega y fabricando bajo los mas altosestandares de calidad.
CIMSA fue reconocida como la em-presa líder en la fabricacion y distribu-cion de productos de grafito en la in-dustria.
CIMSA es invitada a formar parte de laexclusivo grupo de E-CARBON siendola primer empresa Mexicana dentro delgrupo. Dándole esto acceso a materia-les originales marca Helwig, Pantrac,Ringsdorff y algunas otras marcas.
CIMSAMEX presente con Stand en laJornada TRATAMIENTOS TERMICOSy en la Jornada FUNDICION
Servicio Lector 4
HEAT TREATMENT CONGRESS -KRAKOW - OCT 8TH, 2014
Presentar una conferencia
Las conferencias tienen que aportarSOLUCIONES CONCRETAS a las pre-guntas de la industria de los Trata-mientos Térmicos en Polonia y encentro de Europa.
Primeras ponencias:
- Modern heat treatment of large diesin HPGQ vacuum furnaces. SECO /WARWICK.
- Consumption of ammonia in the re-gulated Zero Flow gas nitriding and
6 TRATAMIENTOS TERMICOS. MAYO-JUNIO 2014
23-4-14 TT 143 may-jun 2014_80378 TT-FEBRERO 08 n106 06/05/14 9:33 Página 6
23-4-14 TT 143 may-jun 2014_80378 TT-FEBRERO 08 n106 06/05/14 9:33 Página 7

TT. INFORMACIONES
used so far processes. SECO / WAR-WICK.
- Virtual numerical simulation of heattreatment process as direct support ofindustrial cases Marek Slovacek, ME-CAS ESI.
Stand
Es interesante aprovechar esta Jor-nada Técnica para presentar sus solu-ciones en un “mini-stand”. Mesa, 3 si-llas, pantalla para exponer Posters
Precio: 390 euros.
Información:
http://metalspain.com/poland.html
Contacto: [email protected]
JORNADA TRATAMIENTOSTERMICOS BILBAO – 17 SEPT.2014
La Jornada anual de los encuentros delos profesionales de los tratamientostérmicos.
Stand 390 euros.
Inscribirse 95 euros.
http://metalspain.com/TT-2014.htm
Servicio Lector 5
MEXICO ANUNCIA 3PROYECTOS DE TRENES
Se espera licitaciones para el primertrimestre de 2014 para la construccióny vagones.
1. El tren México-Toluca con velocidadmáxima de 100 millas y capacidad de1.400 pasajeros. Este tren se conectará
23-4-14 TT 143 may-jun 2014_80378 TT-FEBRERO 08 n106 06/05/14 9:33 Página 8

23-4-14 TT 143 may-jun 2014_80378 TT-FEBRERO 08 n106 06/05/14 9:33 Página 9

23-4-14 TT 143 may-jun 2014_80378 TT-FEBRERO 08 n106 06/05/14 9:33 Página 10

TT. INFORMACIONES
con las estaciones de metro de Ciudadde México. El importe de la inversiónestimada es de US. $ 2 billones.
2. El tren de Mérida-Playa del Carmen sefija para tener 111 mph, capacidad de1.000 pasajeros. El importe de la inver-sión estimada es de US. $ 1.2 billones.
3. La Línea 3 del sistema de tren ligerode Guadalajara con 55 mph y capaci-dad de 500 pasajeros. Inversión esti-mada de US. $ 2 billones.
Se están estudiando 9 otros proyectosde trenes.
Servicio Lector 6
JORNADA SUPERFICIES MEXICO
En 2014, la Jornada Fundición, es el17 de Septiembre 2014 en Querétaro,el día antes de las jornadas TRATA-MIENTOS TERMICOS y FUNDICION.
Stand: 399 Euros o $ 6,707 MN o US.$523,99
Inscripción: 115 Euros o pesos M.N.1933 o en US.$151 (incluye almuerzo,pausa café, almuerzo, documentación,conferencias, visita de los stands
Se puede registar y pagar en linea enhttp://metalspain.com/SURFACE-MEXICO-paypal.htm
Info:http://metalspain.com/SUPERFICIES-MEXICO.htm
Inscribir:[email protected]
Servicio Lector 7
NISSAN CONSTRUIRIA ENMEXICO LOS MERCEDES GLA
Nissan va a construir la nueva genera-ción de vehículos utilitarios deporti-vos de Mercedes GLA.
México tiene muchos argumentos a sufavor, incluso un acuerdo con EstadosUnidos y Europa para exportar sinaranceles.
Mercedes, Nissan y Renault han com-partido motores, fábricas y diseñosdesde 2010.El acuerdo más reciente ayudará a In-finiti a llenar un gran vacío en el ex-tremo inferior de su gama de modeloscon un nuevo vehículo deportivo utili-tario, sedan y cupé con las mismaspartes y arquitectura que sucesores delos Mercedes clase A y B, el GLA y elCLA, dijeron las fuentes.Se piensa que los nuevos modelosMercedes e Infiniti se van a construiren la planta NISSAN de Aguacalientes2 , cerca de Guadalajara, y reciéninaugurada. Tiene una capacidad deproducción de 175,000 vehículos..
Servicio Lector 8
AJAX TOCCO, ASKCHEMICALS, EXCO, SYNCHROERP, ESI GROUP… FORD,VOLSKWAGEN, EN LAJORNADA FUNDICIÓNMEXICO
Los profesionales más destacados dela fundición se reunen en Querétaro,la zona más dinámica de México paralas inversiones, en la Jornada Fundi-ción, el 19 de Septiembre 2014 enQuerétaro, el día despuès de la Jor-nada Tratamientos Térmicos.
Stand: 399 euros o $ 6,707 MN.
11TRATAMIENTOS TERMICOS. MAYO-JUNIO 2014
23-4-14 TT 143 may-jun 2014_80378 TT-FEBRERO 08 n106 06/05/14 9:33 Página 11

23-4-14 TT 143 may-jun 2014_80378 TT-FEBRERO 08 n106 06/05/14 9:33 Página 12

TT. INFORMACIONES
nscripción: 115 euro o $ 1,933 MN(incluye almuerzo, pausa café, al-muerzo, documentación, conferen-cias, visita de los stands).
Se puede registar y pagar en línea enhttp://metalspain.com/paypal-mexico-fundicion.html
Inscribir: [email protected]
La Jornada se completa los dos diasanteriores con una Jornada SUPERFI-CIES y una jornada TRATAMIENTOSTERMICOS.
Info: http://metalspain.com/jornada.htm
Servicio Lector 9
VW: BATIENDO RECORDS ENMEXICO DESDE 50 ANOS
1954-1960
En marzo de 1954 llegan a México losprimeros modelos Volkswagen, conmotivo de la exposición “Alemania ysu industria” que se celebró en las ins-talaciones de Ciudad Universitaria, enla Ciudad de México.
En 2011, Volkswagen de Méxicoimpone un nuevo record deproducción antes de finalizar el año
Volkswagen de México salió de sus lí-neas de producción la unidad 500 mil,con lo cual, a unos días de finalizar el2011 la armadora asentada en Pueblaimpulso un nuevo registro histórico al
superar las 450 mil unidades fabrica-das en el 2008.
En un evento celebrado en la mismalínea de producción de la cual salió elmodelo Nuevo Jetta, versión Style, co-lor Azul Tempest marcado como elnúmero 500 mil en el registro de pro-ducción anual, los trabajadores con-memoraron este acontecimiento histó-rico.
Con un ritmo de 2 mil 150 unidadesdiarias, Volkswagen de México pro-duce los modelos Jetta, Clasico, GolfSportWagen y The Beetle, destinandoalrededor del 80% de su volumen alos mercados de exportación.
Con este logro Volkswagen de Méxicocierra el 2011 consolidando la posi-
23-4-14 TT 143 may-jun 2014_80378 TT-FEBRERO 08 n106 06/05/14 9:33 Página 13

TT. INFORMACIONES
ción de la planta de Puebla como lafábrica automotriz numero uno enNorteamérica por su volumen de pro-ducción.
Volkswagen de México celebró el 29de mayo de 2012 la producción delvehículo 9 millones. La fabricaciónvehículos en Volkswagen en Méxicodio inicio en 1964, en Xalostoc, Es-tado de México; en su planta de Pue-bla fue en 1967 cuando se produjo elprimer Volkswagen Sedan.
El modelo más producido en Pueblaha sido Jetta, que en sus diferentes ver-siones, comercializadas tambiéncomo Atlantic, Bora y Clasico, ha su-mado un total de 4 millones de unida-des y hoy sigue siendo el Volkswagenmás vendido en México y EstadosUnidos.
Contando con la presencia del Presi-dente de la República Mexicana Enri-que Peña Nieto, el Gobernador deGuanajuato Miguel Márquez Márquez
y el Dr. Martin Winterkorn, Presidentedel Grupo Volkswagen, Volkswagende México, inauguró en enero de2013 su planta de motores en Silao, enel estado de Guanajuato, que abaste-cerá de motores TSI a las plantas deproducción de vehículos en Puebla yen Chattanooga, EUA.
Volkswagen de México celebró el 13de agosto de 2013 la producción de10 millones de automóviles y 11 mi-llones de motores. La conmemora-ción fue enmarcada por la inaugura-ción de un monumento en la plantade Puebla que simboliza la historia,tradición y evolución de Volkswagenen México.
En enero de 2014, Volkswagen de Mé-xico celebró 50 años, y en ese marcose llevó a cabo el inicio de produccióndel Golf 7 en su planta de vehículosde Puebla.
Servicio Lector 10
QUEMADOR RECUPERADORDE ALTA VELOCIDADNOXMAT® RHGB
Características
– Quemador de alta-velocidad conrecuperador integral para reaprove-char las pérdidas de calor.
– Combustión multi-etapa.– Posibili-dad de conexión separada para elaire de enfriamiento.
– Unidad compacta con construcciónmodular.
– Las conexiones gas sobrante, aire ygas de aportación están posiciona-das en diferentes niveles, y puedenlocalizarse con ángulo de 90o entreellas.
– Pilotaje del quemador para opera-ción en automático.
– Control directo de la llama, porelectrodo de ignición (control deúnico electrodo de ionización).
23-4-14 TT 143 may-jun 2014_80378 TT-FEBRERO 08 n106 06/05/14 9:33 Página 14

TT. INFORMACIONES
Ventajas para el usuario del equipo
– Exento de problemas de ignición di-recta, así como rápida estabiliza-ción del quemador.
– Con alto nivel técnico en cuanto afiabilidad funcional, utilizaciónenergética, gases de combustión ypotencia sonora.
– Varios tipos de posibles conexionespara gas sobrante, gas de aportacióny aire de combustión.
– Facilidad de mantenimiento por losmódulos de construcción simples,
Servicio Lector 11
ANSELL PRESENTA UNGUANTE DE ALTARESISTENCIA A IMPACTOS
Ansell, líder global en soluciones deprotección, presentará una gama deguantes de alta visibilidad moldeadospor inyección. Este innovador enfoquefusiona un recubrimiento de agarre conun forro único tejido sin costuras. El re-sultado es la excelencia en la protec-ción contra impactos, el agarre y la du-rabilidad, ofreciendo al mismo tiempouna mejor comodidad y destreza res-pecto a los guantes de corte y cosidoestándar. Con un vibrante color naranjapara maximizar la visibilidad en condi-ciones de oscuridad o poca luz, losguantes son perfectos tanto para laconstrucción como para los serviciosmecánicos y de mantenimiento.
Cerca de la mitad de los trabajadores dela industria de la construcción llevan
guantes de piel, a menudo creyendoerróneamente que el grosor protegerásus manos del impacto y el aplasta-miento. El nuevo guante ActivArmr(R)97-321 fue diseñado para ofrecer pro-tección acolchada en zonas críticas dela mano y nudillos: su alta resistencia alimpacto demostró ser superior a la delos guantes de piel, y confirmó una re-ducción significativa de la fuerza delimpacto transmitido a la mano.
Mejor agarre y resistencia a laabrasión
Se obtuvieron unos resultados desta-cados en agarre y abrasión en secopara los guantes de construcción Acti-vArmr(R) en pruebas de referencia dela competencia. Los guantes Acti-vArmr(R) 97-300, 310 y 321 demos-traron ser al menos tres veces más du-raderos que los guantes de piel.
Servicio Lector 12
23-4-14 TT 143 may-jun 2014_80378 TT-FEBRERO 08 n106 06/05/14 9:33 Página 15

23-4-14 TT 143 may-jun 2014_80378 TT-FEBRERO 08 n106 06/05/14 9:33 Página 16

Ipsen se consolida como líder del mercado mundial eninstalaciones de tratamiento térmico con su expansiónen México, uno de los mercados más interesantes de La-tinoamérica. Esto se produce en paralelo con proveedo-res reconocidos del sector de automoción europeo.
Kleve, marzo 2014
La empresa Ipsen GmbH en Kleve (Alemania) ha sido laencargada de fabricar el equipamiento de alta calidadpara la nueva planta de tratamiento térmico que la Euro-pea Imesaza acaba de abrir en México con el nombre deImexaza y que radica en la ciudad de Celaya (Guana-juato) al noroeste de México City. Imexaza ha instaladouna serie de hornos atmosféricos de hasta dos toneladas
de capacidad de fabricación alemana. Estos hornos Ipsense emplean para mejorar la estructura y las característi-cas mecánicas de los materiales metálicos mediante pro-cesos de temple, cementación y carbonitruración,asícomo para procesos de revenido.
Ipsen e Imexaza trabajan codo con codo
Para las empresas europeas, México no es un país des-conocido, sino todo lo contrario. Fabricantes de máqui-nas y proveedores están presentes allí desde hace déca-das con sociedades de fabricación y comercializaciónpropias. El grupo Imesaza es la mayor empresa españolade tratamientos térmicos al exterior y está presente en elmercado Mexicano desde el año 2012. La empresa ma-triz se sitúa en Vitoria-Gasteiz, cerca de Bilbao, en elnorte de España y dispone de instalaciones altamente es-pecializadas para el tratamiento térmico industrial deproductos metálicos. El grupo Imesaza trabaja de formaaltamente integrada con sus socios estratégicos de la in-dustria de automoción y aeroespacial para tratar sus pro-cesos de investigación y fabricación.
El grupo Imesaza se ha instalado recientemente en Mé-xico bajo la denominación empresarial hábilmenteadaptada "Imexaza México",manteniendo a Ipsen comofabricante principal de sus instalaciones de tratamientotérmico, así como de los sistemas de manipulación ycontrol de sus instalaciones.
17TRATAMIENTOS TERMICOS. MAYO-JUNIO 2014
IPSEN APOYA LA EXPANSION DEL SECTOR AUTOMOCION EN MEXICO
Autor: Dipl.-Wirtsch. Ing. Marcos Garcia Jimenez
23-4-14 TT 143 may-jun 2014_80378 TT-FEBRERO 08 n106 06/05/14 9:33 Página 17
El empleo de la gama completa de Ipsen
Imexaza México, ha instalado varios hornos atmosféri-cos de hasta dos toneladas de capacidad. En este caso,todos los procesos de tratamiento térmico pueden ser su-pervisados, controlados y por supuesto documentadosde forma ejemplarmente sencilla a través del control dela instalación mediante el sistema Ipsen Carbo-o-Prof®.
Bajo el nombre Carb-o-Prof se engloba la supervisión ycontrol de la instalación de forma intuitiva y ergonómicamediante menús sinópticos. Esta especialidad de Ipsenemite magnitudes de proceso correctas y siempre preci-sas de las complejas cadenas de relaciones metalúrgicasen el tratamiento térmico y ayuda en este caso a alcanzarlas propiedades del material solicitado siempre mediantepasos de proceso sencillos.
Mediante la optimización integrada del perfil de C, sepuede simular con éxito la cadena de proceso completay se puede programar directamente para cada aplicaciónconcreta. Sencillos controles de coherencia impiden laposibilidad de introducir valores erróneos. Con el fin deoptimizar el programa se modifica el ciclo de tal modoque los resultados de profundidad de carbonización, asícomo el contenido de carbono marginal y su rampa deincremento se alcancen de forma precisa y al mismotiempo. El nivel de C se determina directamente y se re-gula según los valores de temperatura medidos continua-mente y los resultados del análisis de la atmósfera delhorno. Para ello se dispone de sondas de oxígeno de de-sarrollo propio (Ipsen Carbon-Sensor®).
Estas sondas son adecuadas tanto para procedimientoscon gas endotérmico como con atmósferas generadas di-rectamente en el horno, es decir, sirven tanto para el pro-
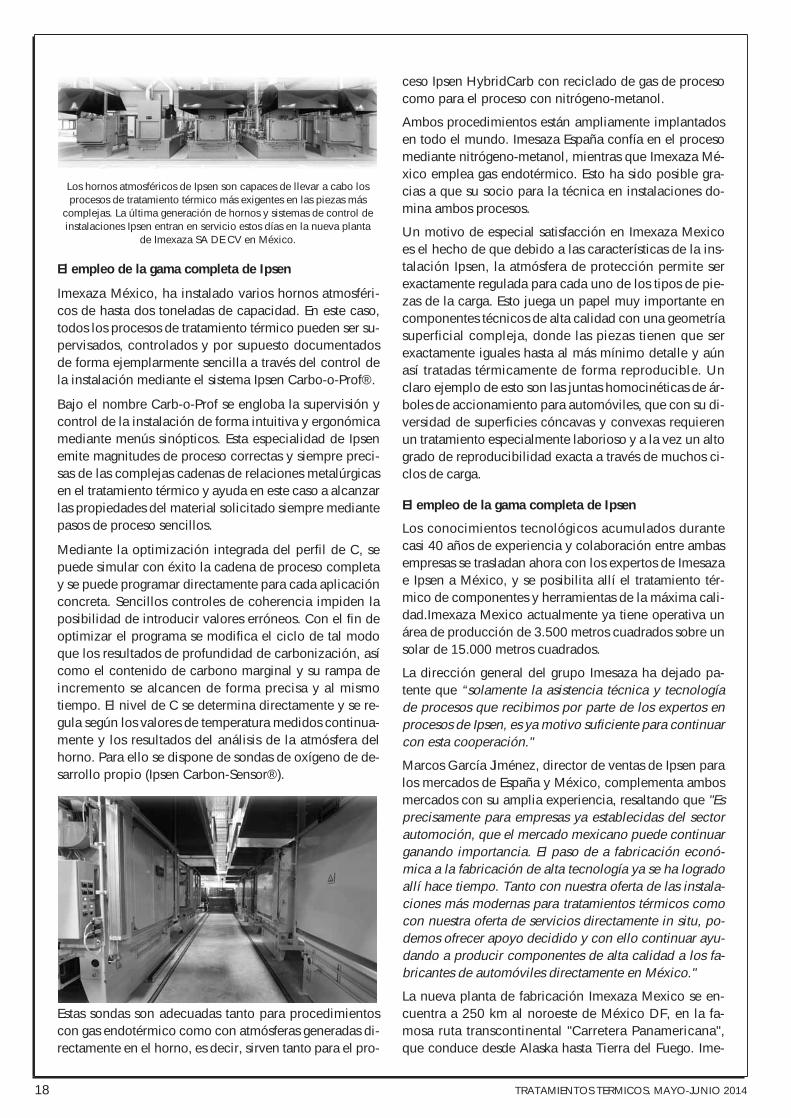
Los hornos atmosféricos de Ipsen son capaces de llevar a cabo losprocesos de tratamiento térmico más exigentes en las piezas más
complejas. La última generación de hornos y sistemas de control deinstalaciones Ipsen entran en servicio estos días en la nueva planta
de Imexaza SA DE CV en México.
ceso Ipsen HybridCarb con reciclado de gas de procesocomo para el proceso con nitrógeno-metanol.
Ambos procedimientos están ampliamente implantadosen todo el mundo. Imesaza España confía en el procesomediante nitrógeno-metanol, mientras que Imexaza Mé-xico emplea gas endotérmico. Esto ha sido posible gra-cias a que su socio para la técnica en instalaciones do-mina ambos procesos.
Un motivo de especial satisfacción en Imexaza Mexicoes el hecho de que debido a las características de la ins-talación Ipsen, la atmósfera de protección permite serexactamente regulada para cada uno de los tipos de pie-zas de la carga. Esto juega un papel muy importante encomponentes técnicos de alta calidad con una geometríasuperficial compleja, donde las piezas tienen que serexactamente iguales hasta al más mínimo detalle y aúnasí tratadas térmicamente de forma reproducible. Unclaro ejemplo de esto son las juntas homocinéticas de ár-boles de accionamiento para automóviles, que con su di-versidad de superficies cóncavas y convexas requierenun tratamiento especialmente laborioso y a la vez un altogrado de reproducibilidad exacta a través de muchos ci-clos de carga.
El empleo de la gama completa de Ipsen
Los conocimientos tecnológicos acumulados durantecasi 40 años de experiencia y colaboración entre ambasempresas se trasladan ahora con los expertos de Imesazae Ipsen a México, y se posibilita allí el tratamiento tér-mico de componentes y herramientas de la máxima cali-dad.Imexaza Mexico actualmente ya tiene operativa unárea de producción de 3.500 metros cuadrados sobre unsolar de 15.000 metros cuadrados.
La dirección general del grupo Imesaza ha dejado pa-tente que “solamente la asistencia técnica y tecnologíade procesos que recibimos por parte de los expertos enprocesos de Ipsen, es ya motivo suficiente para continuarcon esta cooperación."
Marcos García Jiménez, director de ventas de Ipsen paralos mercados de España y México, complementa ambosmercados con su amplia experiencia, resaltando que "Esprecisamente para empresas ya establecidas del sectorautomoción, que el mercado mexicano puede continuarganando importancia. El paso de a fabricación econó-mica a la fabricación de alta tecnología ya se ha logradoallí hace tiempo. Tanto con nuestra oferta de las instala-ciones más modernas para tratamientos térmicos comocon nuestra oferta de servicios directamente in situ, po-demos ofrecer apoyo decidido y con ello continuar ayu-dando a producir componentes de alta calidad a los fa-bricantes de automóviles directamente en México."
La nueva planta de fabricación Imexaza Mexico se en-cuentra a 250 km al noroeste de México DF, en la fa-mosa ruta transcontinental "Carretera Panamericana",que conduce desde Alaska hasta Tierra del Fuego. Ime-
18 TRATAMIENTOS TERMICOS. MAYO-JUNIO 2014
23-4-14 TT 143 may-jun 2014_80378 TT-FEBRERO 08 n106 06/05/14 9:33 Página 18

xaza Mexico se encuentra en proximidad directa con va-rios de sus principales clientes, todos ellos ligados al sec-tor de la automoción, realizando actualmente el trata-miento térmico en hornos Ipsen GmbH de semipartes deprotección de cojinetes de alta calidad para automoto-res, juntas homocinéticas de árboles de accionamiento,pistones, rótulas etc...
Imexaza además prestaservicio en el mercado me-xicano no solo a fabrican-tes reconocidos de auto-móviles como Audi, VW yMercedes, sino también aempresas proveedoras deotras de renombre comoCIE Automotive,GKN, ZF-Zahnradfabrik Friedrichs-hafen etc..
80 años de experiencia en el mercado mexicano
El sector del automóvil en América, que se provee deamplias instalaciones de producción en México, sigueacreditándose en la actualidad como motor potente y fia-ble de crecimiento. La crisis de 2009 aún está vigente enlos recuerdos, sin embargo, México es considerado unpunto de apoyo de fabricación en el continente ameri-cano y en diciembre de 2009 pudo exportar nuevamentea los EE.UU. al mismo nivel que el año anterior.
En México existen consorcios asociados de renombreque producen, entre otros, componentes altamente com-plejos y se comprometen activamente en la investigacióny desarrollo. Esto no es ninguna novedad, ya que Gene-ral Motors, Ford y Chrysler operan en México desde ladécada de los 30 del siglo pasado. Volkswagen y Nissandesde la década de los 60.Se puede decir que cada unode los fabricantes importantes está representado comomínimo con una planta de producción.
Servicio Lector 30 ■
19TRATAMIENTOS TERMICOS. MAYO-JUNIO 2014
BREVES
CURSO DE FORMACION Y
ACTUALIZACION DE
CONOCIMIENTOS EN
TRATAMIENTOS
TERMICOS 16 SEPT. 2014 –
HOTEL BARCELO NERVION
– Recuerdo de los pincipios de base de
los tratamientos térmicos.
– Difusión y diagrama de equilibrio Fe-C.
– Transformaciones de fases y transfor-
mación martensítica.
– Diagramas de enfriamiento.
– Cómo optimizar Tratamientos térmi-
cos bajo atmósfera.
– Cómo optimizar Tratamientos térmi-
cos bajo vacío.
– Cómo optimizar el vacío.
– Tratamientos superficiales. Cementa-
ción y Nitruración.
Con fotos, videos y respuestas a las pre-
guntas técnicas
Horario 16 Septiembre – Sala de confe-
rencia del Hotel Barceló Nervión
14:00 registración.
14:15 principio de ponencias y pregun-
tas.
16:30 pausa café.
18:00 fin de la reunión.
inscripción: [email protected]
95 euros + IVA.
en la límite de las plazas disponibles.
http://metalspain.com/cursos.html
SPOT: MEDIDAD DE
TEMPERATURA SIN
CONTACTO PARA LOS
TRATAMIENTOS
TERMICOS
El nuevo SPOT R100 es un termómetro
multimodo para altas temperaturas, con
una combinación única de cinco modos
de funcionamiento, ratio, dos longitudes
de onda corta, multi-modo y duo. El
modo ratio está específicamente dise-
ñado para aplicaciones de tratamiento
térmico de metales, donde la alta preci-
sión de medida de temperatura que pro-
porciona el termómetro SPOT, es vital en
el control de procesos y de calidad del
producto.
El SPOT R100 fija un nuevo estándar de
facilidad de uso, que integra funciones
avanzadas de procesamiento y no nece-
sita un procesador adicional. Dispone de
un sencillo interface integrado en el ter-
mómetro para su ajuste local y configura-
ción (incluyendo tamaño y distancia de
enfoque, temperatura, emisividad, alar-
mas, rango de medida, etc.). Adicional-
mente el equipo dispone de una cámara
integrada para enfocar fácilmente el obje-
tivo. Se puede configurar remotamente
vía navegador web o a través del soft-
ware SPOT Viewer.
Su tamaño y diseño hacen que pueda re-
emplazar fácilmente los termómetros ins-
talados existentes.
Los termómetros SPOT utilizan un LED
de enfoque de impulsos (no hay requisi-
tos de seguridad del láser) patentado de
alta luminosidad que confirma la distan-
cia de enfoque y el área de medida fácil-
mente y con precisión. Todos los termó-
metros SPOT ofrecen una combinación
de salidas Ethernet, Modbus TCP, Vídeo
y Analógica (Entradas y Salidas) como
estándar. Todos los parámetros de me-
dida incluyendo Promedio, Pico, Modo
Master, Compensación de temperatura de
fondo, son también estándar en todos los
modelos.
23-4-14 TT 143 may-jun 2014_80378 TT-FEBRERO 08 n106 06/05/14 9:33 Página 19

RESUMEN:
La creciente presión medioambiental que en los últimosaños se ha venido ejerciendo sobre la tecnología de cro-mado electrolítico ha impulsado la búsqueda de alterna-tivas tecnológicas a estos recubrimientos. El principaltipo de recubrimientos capaces de substituir los recubri-mientos de cromo duro electrolítico dentro de los secto-res automovilístico, aeronáutico y aeroespacial, son losrecubrimientos obtenidos mediante la tecnología de pro-yección térmica, en especial el proceso HVOF (high-ve-locity oxy-fuel).
En este trabajo se analiza la influencia de los parámetrosde proyección HVOF sobre la microestructura, propie-dades mecánicas y tribológicas, de los recubrimientosWC-Co-Cr proyectados mediante la técnica HVOFusando queroseno como combustible líquido y con dosconfiguraciones de pistola diferentes. Los resultados secomparan con los recubrimientos de cromo duro elec-trolítico convencional.
El análisis microestructural se ha llevado a cabo me-diante microscopia óptica y electrónica y difracción deRX. La determinación de las propiedades mecánicas ytribológicas de los recubrimientos se ha realizado me-diante ensayos de microdureza, rugosidad superficial,coeficiente de fricción y resistencia al desgaste.
ABSTRACT:
The increasing environmental pressure that in the lastyears has been exerted on the electrolytic hard chromiumplating technology has impelled the search oftechnological alternatives to these coatings. The maintype of coatings that are most widely viewed as being
capable of replacing hard chrome plating are the thermalspray technologies, especially high-velocity oxy-fuel(HVOF) thermal spraying, within the automotive,aeronautical and aerospace fields.
The present study analyze the influence of HVOFprocessing parameters on the microstructure andmechanical and tribological properties of the WC-CoCrcoatings, produced using liquid kerosene as combustibleand two different combustion
chamber configurations. The results are compared withthe conventional hard chromium plating.
Microstructural analysis by optical and SEM microscopyand RX diffraction were realized. The determination ofthe mechanical and tribological properties of the coatingswas carried out by micro-hardness tests, roughness,friction coefficient and wear resistance tests.
1. INTRODUCCION
La creciente presión medioambiental ejercida actual-mente sobre las tecnologías de cromado electrolítico haimpulsado al sector industrial a la búsqueda de tecnolo-gías alternativas a estos recubrimientos [1,2]. El nivelpermitido de exposición al cromo hexavalente (Cr6+) va-ría según la legislación vigente en cada país: 5 gr/m3 enUSA y Dinamarca, 20 gr/m3 en Suecia, y 50 gr/m3 enmuchos países como Japón, Reino unido, Alemania yFrancia entre otros. En cuanto a la unión europea, el par-lamento europeo publicó con fecha del 21/10/2000 ladirectiva 2000/53/EC en la cual se prohíbe expresamenteel uso del Pb, Cd, Hg y Cr en los automóviles construidosa partir del 1/07/2003, con una limitación en el uso delCr de origen electrolítico de 2 gr por vehículo.
TRATAMIENTOS TERMICOS. MAYO-JUNIO 201420
INFLUENCIA DE LOS PARAMETROS DE PROYECCION HVOF SOBRE LASPROPIEDADES DE LOS RECUBRIMIENTOS WC-CoCr (1.ª Parte)
M. Punset (1), J.A. Picas (1), E. Rupérez, A. Forn (1)(1) Centro de Diseño de Aleaciones Ligeras y Tratamientos de Superficies, Universitat Politècnica de Catalunya.
23-4-14 TT 143 may-jun 2014_80378 TT-FEBRERO 08 n106 06/05/14 9:33 Página 20

Entre las alternativas al cromo duro electrolítico desta-can; tratamientos térmicos, anodizados, recubrimientosal vacío, recubrimientos en fase vapor, electrolíticos ypor proyección térmica, siendo estos últimos y, mas con-cretamente los pertenecientes a la tecnología HVOF“High-Velocity Oxy-Fuel”, los mas aceptados a nivel in-dustrial como posibles procesos alternativos a los proce-sos de cromado duro electrolítico.
De entre los recubrimientos que presentan unas mejorespropiedades tribológicas, destacan los basados en el sis-tema WC-Co, con una microestructura constituida poruna dispersión uniforme de carburos duros y finos enuna matriz metálica de
unión, siendo la técnica de proyección térmica HVOF lamas apropiada para la obtención de este tipo de micro-estructura [3].
Dado que los recubrimientos HVOF ofrecen unas pro-piedades superiores a un coste competitivo y que la tec-nología HVOF es un proceso medioambientalmente lim-pio, puede plantearse como alternativa para la sustitu-ción del cromo duro electrolítico dentro de los sectoresautomovilístico, aeronáutico y aeroespacial [4]. No obs-tante, debe remarcarse que dentro de la propia tecnolo-gía HVOF existe una gran variedad de posibles condi-ciones de proyección, dependiendo del diseño de la pis-tola, combustible y material de aporte utilizados, entreotros factores [5].
En este trabajo se analiza la influencia de los parámetrosde proyección sobre la microestructura y las propiedadesmecánicas y tribológicas de los recubrimientos WC-10Co-4Cr, proyectados mediante la técnica HVOF condos configuraciones diferentes de pistola, utilizandoqueroseno como combustible líquido.
2. PROCEDIMIENTO EXPERIMENTAL.
2.1 Materiales
Se han estudiado recubrimientos de WC-Co-Cr, proyec-tados sobre un substrato de acero AISI 4340, amplia-mente utilizado en aplicaciones aeronáuticas, cuya du-reza y la resistencia mecánica son parámetros críticos dediseño, Tabla 1 [4, 6].
El material de aporte que se ha empleado para la obten-ción de los recubrimientos ha sido un polvo comercial fa-bricado por SULZER, con denominación WOKA 3655,base WC-10Co-4Cr, molturado, aglomerado y sinteri-zado, con una granulometría comprendida entre las 10 y38 m. Las condiciones exactas de elaboración de los pol-vos son propiedad de la compañía SULZER Metco EuropeMBH (Alemania), dando como resultado de este procesode manufacturación un polvo aglomerado con una distri-bución homogénea de carburos y matriz metálica.
En la tabla 2 se muestra la granulometría del polvo utili-zado, medida mediante técnicas de dispersión láser. Eltamaño de los aglomerados a proyectar es de gran im-
Tabla 1. Composición química del substrato base (% en peso).
portancia ya puede afectar tanto a la velocidad como latemperatura a que son son proyectados y consecuente-mente a las propiedades finales del recubrimiento. Asípues, para obtener una microestructura uniforme esaconsejable utilizar una distribución de tamaños de par-tículas lo mas acotada posible [1-2, 7].
2.2 Técnica de proyección
El proceso de proyección térmica HVOF posibilita la ob-tención de recubrimientos compuestos a partir de la pro-yección térmica de los correspondientes polvos. En esteproceso la velocidad supersónica de la llama (aproxima-damente 2000 m/s) reduce el tiempo de interacción en-tre el polvo y la llama, que junto con una temperatura re-lativamente baja de la misma (≈ 2000 ºC), en compara-ción con las técnicas de proyección térmica por plasma(15000 a 20000 ºC), limita el crecimiento de grano delmaterial y la descomposición de los carburos. Al mismotiempo, la elevada energía cinética adquirida por las par-tículas de polvo (entre 600 y 900 m/s), asegura la buenacohesión de los recubrimientos y la obtención de recu-brimientos basados en carburos, con una minima porosi-dad y descarburización [6,8].
En el proceso HVOF se mezcla un gas combustible, nor-malmente hidrogeno, propileno o queroseno, con oxí-geno dentro de una cámara de combustión. Los gases decombustión producen una alta temperatura y presióndentro de la cámara de combustión, con lo que los gasesde combustión son expandidos a través de una boquilladonde las velocidades alcanzadas son supersónicas. Si-multáneamente dentro de la cámara de combustión seintroduce axialmente a alta presión el material a proyec-tar en forma de polvo. En función de la temperatura de lallama y la temperatura de fusión del material a proyectar,las partículas de polvo se funden total o parcialmentedentro de la cámara de combustión o en su recorridodentro de la boquilla. La temperatura de la llama puedevariar entre 2000 y 3200 ºC en función del tipo de com-bustible, la relación combustible/oxigeno y la presióndel gas. Estos parámetros de proceso pueden ajustarse yafectan las propiedades finales del recubrimiento. El pro-ceso HVOF permite la obtención de recubrimientos conmateriales sensibles a transformaciones de fase o cam-bios microestructurales ya que combina una temperaturade la llama relativamente baja junto con un reducidotiempo de exposición en la llama de proyección.
El proceso HVOF es una tecnología que permite la ob-tención de recubrimientos con una levada compacidad ydureza, baja porosidad (menor del 1%) y buena adhe-rencia al substrato.
Servicio Lector 31 ■
(Continúa en el próximo número)
Tabla 2. Composición química y granulometría del material deaporte.
21TRATAMIENTOS TERMICOS. MAYO-JUNIO 2014
23-4-14 TT 143 may-jun 2014_80378 TT-FEBRERO 08 n106 06/05/14 9:33 Página 21

6. ENSAYO JOMINY
Jominy es un ensayo estándar que mide cuantitativa-mente el endurecimiento de los aceros. Fue adoptadopor la American Society for Testing and Materials (ASTM)como Método A255 y por la Society of Automotice Egi-neers (SAE).
Para realizar esta prueba se debe tener en cuenta la es-tandarización de la probeta de ensayo (Ver Figura No.10) y del dispositivo de temple (Ver la Figura No.11), conel fin de garantizar la repetibilidad del ensayo.
Se procede a la austenitización de la probeta ycuando esta termina, el espécimen es ubicado en eldispositivo de temple y se enfría con un chorro deagua en uno de sus extremos. Posteriormente se creandos superficies planas, a 180° o diametralmenteopuestas una de otra, a lo largo de la barra, esmeri-lando muy levemente la superficie, hasta una profun-
Figura 10. Probeta de Ensayo.
didad definida, para conocer la reacción al temple, adiferentes profundidades.
Figura 11. Probeta de Ensayo.
TRATAMIENTOS TERMICOS. MAYO-JUNIO 201422
TRATAMIENTOS TÉRMICOS. PROTOCOLO.CURSO DE MATERIALES (y 3ª Parte)
(Viene del núm. anterior)
23-4-14 TT 143 may-jun 2014_80378 TT-FEBRERO 08 n106 06/05/14 9:34 Página 22

Finalmente se aplican ensayos de dureza a las superficieplanas cada 1.6 mm, a partir del extremo templado a lolargo de la primera pulgada. La distancia entre las prue-bas de dureza para el resto de la longitud de la barraqueda a criterio de quien efectúe la prueba.
Los datos obtenidos de dureza vs distancia se grafican(Ver Figura 12), teniendo como referencia el extremo en-friando por inmersión. A la curva resultante se le conocecomo la curva de endurecimiento Jominy del acero.
La curva de Jominy tiene un uso muy importante con eltratamiento de piezas reales. Los puntos reales de ubica-ción del componente o pieza adquieren la misma durezaque se indica en la curva de Jominy con la misma velo-cidad de enfriamiento equivalente. Por lo que la probetautilizada en Jominy debe haber sido tratada del mismomodo que la pieza.
7. DESARROLLO DE PRÁCTICA
7.1. Práctica I
A continuación se explicará de manera detallada el pro-cedimiento para la práctica:
Procedimiento
1. Conocer el tipo de tratamiento que se va a llevar acabo en la práctica.
2. Conocer e identificar las propiedades más importantesdel material al cual se le va a realizar el tratamientotérmico.
3. Determinar la temperatura que exige el tratamientotérmico de acuerdo al material escogido, para realizarcon éxito la prueba y verificar que el horno eléctricoesté a la temperatura exigida por la prueba.
Figura 12. Ejemplo de una curva Jominy para diferentes aceros.
4. Configurar el Durómetro de acuerdo con el materialseleccionado, la escala adecuada (explicado en esteprotocolo), para llevar a cabo la práctica.
5. Para determinar la dureza inicial de la probeta, se es-coge el tipo de prueba a realizar, en el menú del vi-sualizador. Si es de tipo Rockwell se debe escoger eltipo de carga e identador de 120º # 8096. Si la pruebaes de tipo Vickers, la carga puede ser solamente de 30Kg. ó 100 Kg. con el identador de 136º. Como no estaestandarizada la prueba de tipo vickers, se procede amedir la huella con el microcopio asignado y compa-rar el valor obtenido con las tablas del laboratorio. Elmonitor es quién debe colocar el identador con lacara plana al lado del prisionero.
6. Se debe acercar el tornillo al identador girándolo len-tamente hasta que haga contacto con la probeta.Cuando haga contacto, la máquina sugiere acercarmucho más la probeta de forma tal que se imprima lahuella. Esperar de 6 a 8 segundos y se observa el re-sultado.
7. Realizar el procedimiento tres veces, ya que el cuartoresultado ya es confiable.
8. Una vez se tengan los datos de dureza inicial, sedebe introducir la probeta al horno por un tiempomayor o igual a 15 minutos. En esta actividad es fun-damental el uso de los elementos de protección per-sonal establecidos pues las temperaturas de trabajoson altas.
9. Luego de dejar la pieza en el horno eléctrico el tiemponecesario para realizar con éxito la práctica, se pro-cede a sacarla con la ayuda de unas pinzas e inme-diatamente se coloca en el elemento escogido paraenfriarla según el tratamiento y el material que se estétrabajando. Si se utiliza aceite para enfriarla, es muyimportante que se tenga mucho cuidado con las salpi-caduras de éste.
10. Luego de dejar enfriar la pieza durante el tiempo ne-cesario, se procede a sacarla de la sustancia o mediode enfriamiento utilizado (se debe cerciorar primeroque ésta se encuentre a una temperatura que nocause quemaduras). Posteriormente la pieza se pulecon una lija muy fina para eliminar las partículas deoxido originadas por el tratamiento térmico (escoria).Luego se limpia.
11. Con la probeta debidamente lijada, limpia y sin es-coria, se procede a hacer la toma de datos o medi-ciones de dureza final, para esto se siguen los nume-rales 4, 5, 6 y 7 de este procedimiento.
12. Una vez terminada la prueba, se deben colocar to-dos los elementos utilizados en su respectivo sitio, yse debe dejar el lugar limpio y en orden.
23TRATAMIENTOS TERMICOS. MAYO-JUNIO 2014
23-4-14 TT 143 may-jun 2014_80378 TT-FEBRERO 08 n106 06/05/14 9:34 Página 23
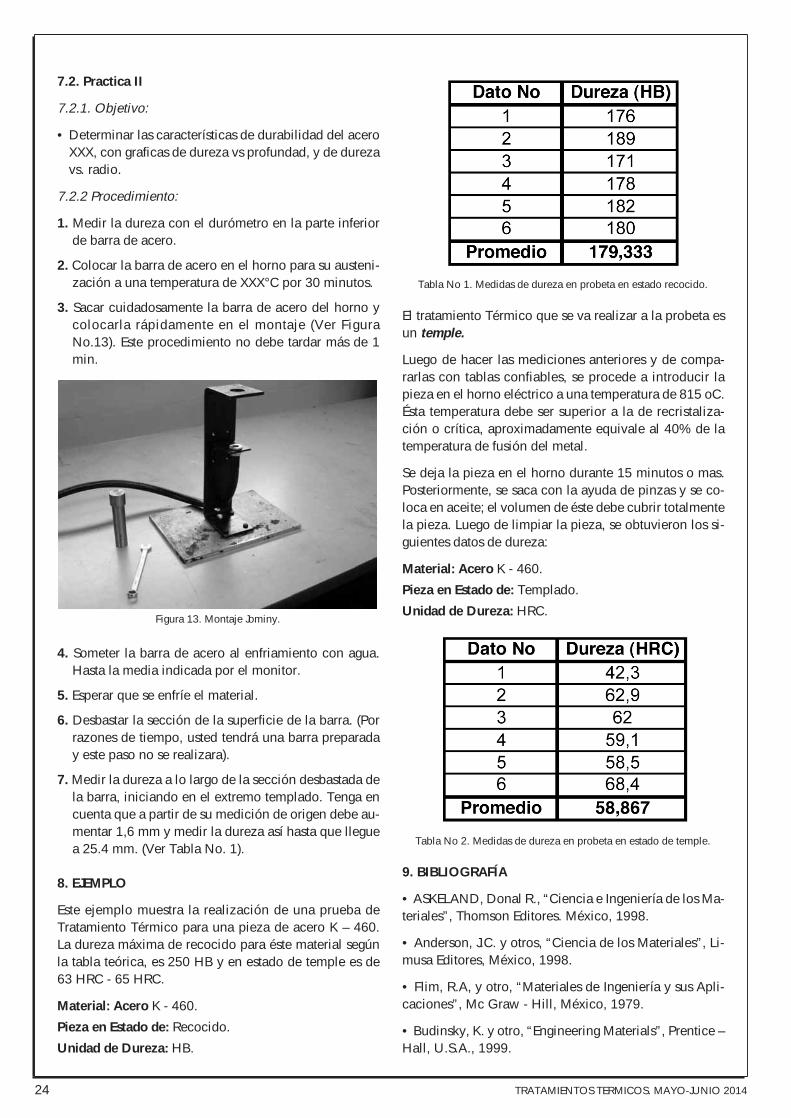
7.2. Practica II
7.2.1. Objetivo:
• Determinar las características de durabilidad del aceroXXX, con graficas de dureza vs profundad, y de durezavs. radio.
7.2.2 Procedimiento:
1. Medir la dureza con el durómetro en la parte inferiorde barra de acero.
2. Colocar la barra de acero en el horno para su austeni-zación a una temperatura de XXX°C por 30 minutos.
3. Sacar cuidadosamente la barra de acero del horno ycolocarla rápidamente en el montaje (Ver FiguraNo.13). Este procedimiento no debe tardar más de 1min.
4. Someter la barra de acero al enfriamiento con agua.Hasta la media indicada por el monitor.
5. Esperar que se enfríe el material.
6. Desbastar la sección de la superficie de la barra. (Porrazones de tiempo, usted tendrá una barra preparaday este paso no se realizara).
7. Medir la dureza a lo largo de la sección desbastada dela barra, iniciando en el extremo templado. Tenga encuenta que a partir de su medición de origen debe au-mentar 1,6 mm y medir la dureza así hasta que lleguea 25.4 mm. (Ver Tabla No. 1).
8. EJEMPLO
Este ejemplo muestra la realización de una prueba deTratamiento Térmico para una pieza de acero K – 460.La dureza máxima de recocido para éste material segúnla tabla teórica, es 250 HB y en estado de temple es de63 HRC - 65 HRC.
Material: Acero K - 460.
Pieza en Estado de: Recocido.
Unidad de Dureza: HB.
Figura 13. Montaje Jominy.
El tratamiento Térmico que se va realizar a la probeta esun temple.
Luego de hacer las mediciones anteriores y de compa-rarlas con tablas confiables, se procede a introducir lapieza en el horno eléctrico a una temperatura de 815 oC.Ésta temperatura debe ser superior a la de recristaliza-ción o crítica, aproximadamente equivale al 40% de latemperatura de fusión del metal.
Se deja la pieza en el horno durante 15 minutos o mas.Posteriormente, se saca con la ayuda de pinzas y se co-loca en aceite; el volumen de éste debe cubrir totalmentela pieza. Luego de limpiar la pieza, se obtuvieron los si-guientes datos de dureza:
Material: Acero K - 460.
Pieza en Estado de: Templado.
Unidad de Dureza: HRC.
9. BIBLIOGRAFÍA
• ASKELAND, Donal R., “Ciencia e Ingeniería de los Ma-teriales”, Thomson Editores. México, 1998.
• Anderson, J.C. y otros, “Ciencia de los Materiales”, Li-musa Editores, México, 1998.
• Flim, R.A, y otro, “Materiales de Ingeniería y sus Apli-caciones”, Mc Graw - Hill, México, 1979.
• Budinsky, K. y otro, “Engineering Materials”, Prentice –Hall, U.S.A., 1999.
Tabla No 1. Medidas de dureza en probeta en estado recocido.
Tabla No 2. Medidas de dureza en probeta en estado de temple.
24 TRATAMIENTOS TERMICOS. MAYO-JUNIO 2014
23-4-14 TT 143 may-jun 2014_80378 TT-FEBRERO 08 n106 06/05/14 9:34 Página 24

25TRATAMIENTOS TERMICOS. MAYO-JUNIO 2014
10. FORMATOS
Servicio Lector 32 ■
23-4-14 TT 143 may-jun 2014_80378 TT-FEBRERO 08 n106 06/05/14 9:34 Página 25

5 INTERESTING HEAT TREATMENTCONGRESSES: USA, MEXICO, SPAIN, POLANDAND INDIAFive very interesting congresses are organized this year inUSA (Chicago)(, Mexico (Querétaro), Spain (Bilbao),Poland (Kraków) and India (Pune)http://metalspain.com/jornada.htm
Papers approved (more to come)
- FORD CQI-9 Heat Treat Process Control Requirementsfor global supply base.
Medina Kaknjo, FORD MOTOR COMPANY - Heat TreatTechnical Expert - STA- Global Purchasing.
- Innovation and better productivity in Vacuum furnaces,IPSEN.
- Innovation and better productivity in Atmospherefurnaces, IPSEN.
- Duplex Treatment based on Plasma Nitriding and PeCVDcoatings.
for forming/molding tools and precision components. PD2iNorth America.
- Heating 400 Series Stainless Steel in Air without Scaling,MATERIAL INTERFACE, Inc.
- Gas Nitriding. TATA Motors.
- Environmental friendly controlled cooling. TATA Motors.
- Innovative cleaning solutions in Heat Treatment usingsolvent, water or both in the same machine EMO -member of SURFACE ALLIANCE.
- Vacuum Trends for Heat treatment - OERLIKONLEYBOLD VACUUM.
- Heat treatment of forgings for use in automobile industry.
- Impact of Controlled Nitriding and Ferritic Nitrocarburingon Quality and Cost, NITREX.
- Vacuum Oil Quench Technology with PreNit and LPC,SECO / WARWICK.
- Maximizing Quenching And Cooling in Vacuum HeatTreating, TENOVA METALS DIVISION - LOI ThermprocessGmbH.
Updated papers and schedule:http://metalspain.com/chicago-papers.html
The papers present the best available innovations in HeatTreatment. 20 minutes + 10 minutes forquestions. Contact [email protected]
Book a Stand
You can take advantage of the audience and the quality ofthe papers by renting an economical stand including atable, 3 chairs and a poster place
Reservation: US $599 or euros 445,
Register
If you only wish to register as a participant, withoutpresenting a paper or booking a stand:
Registration fees US$ 199 or euros 149 includes coffeebreak, lunch, documentation.
Payment by card, Paypal or Bank transfer in Euros orUS$ http://metalspain.com/chicago-paypal.html
More info http://metalspain.com/chicago.html
HEAT TREATMENT CONGRESS MEXICO –JUNE 18TH, 2014
Papers
- FORD CQI-9 Heat Treat Process Control Requirementsfor global supply base Medina Kaknjo, FORD.
- Tratamiento térmico del aluminio en la industria -Antonio Mendoza, FORD.
- Últimos avances en tecnología de hornos de vacío,IPSEN.
- Últimos desarollos en tecnología de atmosféras. IPSEN.
26 TRATAMIENTOS TERMICOS. MAYO-JUNIO 2014
23-4-14 TT 143 may-jun 2014_80378 TT-FEBRERO 08 n106 06/05/14 9:34 Página 26

- Conferencia de CODERE por representacionesREPRESENTACIONES TERMICAS.
- Low distorsion case hardening processes in serialproduction, ALD.
- Desechos de metales de alta temperadura en la industriade tratamientos térmicos. ECOWIDIA.
- La nitruración baja presión BMI Fours Industriels-TENOVA Group.
- Las últimas actualizaciones en la cementación bajapresión ECM.
- Nitrocarburación ferretíco (FNC) : procesos yaplicaciones SURFACE COMBUSTION
(more papers to come)
Stand: 399 Euros or US.$ 523,99 or pesos M.N. 6,707.
Registration: 115 euros or pesos M.N. 1933 or US.$ 151.
Includes coffee break, lunch, documentation.
Direct flight to Queretaro from Dallas, Houston…
More info and hotel athttp://metalspain.com/mexico-2014-english.htm
HEAT TREATMENT CONGRESS BILBAO -SEPT. 17TH, 2014
The annual meeting of the heat treatment professionals inSpain and Portugal.
Stand: 390 euros.
Registration: 95 euros.
Includes coffee break, lunch, documentation.
Info: http://metalspain.com/TT-2013-english.htm
27TRATAMIENTOS TERMICOS. MAYO-JUNIO 2014
23-4-14 TT 143 may-jun 2014_80378 TT-FEBRERO 08 n106 06/05/14 9:34 Página 27

TRATAMIENTOS TERMICOS. MAYO-JUNIO 201428
Stand: 390 euros.
Registration: 95 euros.
includes coffee break, lunch, documentation.
See: http://metalspain.com/india.html
Information : [email protected]
IPSEN SUPPORTING AUTOMOBILE INDUSTRYEXPANSION IN MEXICOIpsen, the industry leader in heat treatment equipment, isconquering Latin America’s most interesting market,Mexico, hand-in-hand with major suppliers from theEuropean auto industry.
Author: Dipl.-Wirtsch. Ing.Marcos Garcia Jimenez
The company Ipsen GmbH in Kleve (Germany) has beencommissioned to manufacture the high-quality equipmentfor the new Imexaza SA DE CV heat treatment plant inMexico. Northwest of Mexico City, in the city of Celaya(Guanajuato), Imexaza has installed a series of German-built atmosphere furnaces with a capacity of up to twotons. These Ipsen furnaces are used to improve thestructure and mechanical characteristics of metallicmaterials through hardening, carburizing, carbonitriding,and tempering processes.
Ipsen and Imexaza: Hand in Hand
Mexico is not an unknown country for Europeancompanies. On the contrary, European mechanicalengineering companies and suppliers have had their ownsales and distribution organizations there for years. Spain’slargest heat treatment company, Imesaza, has beeninvesting in Mexico since 2012. Imesaza SA runs a highlyspecialized production line for industrial heat treatment of
HEAT TREATMENT CONGRESS - KRAKOW -OCT 8TH, 2014
Call for papers
The papers should present the best innovations in HeatTreatment.
The audience is composed of heat treatment professionalsof main Heat Treating Shops and clients in all metalsindustries in Poland ( Automobile, OEM, Aerospace,Defense, Foundries, Forges, Molds industries etc.) and ofcountries of Central Europe.
- Papers
Modern heat treatment of large dies in HPGQ vacuumfurnaces. SECO /WARWICK.
- Consumption of ammonia in the regulated Zero Flow gasnitriding and used so far processes. SECO / WARWICK.
- Virtual numerical simulation of heat treatment process asdirect support of industrial cases Marek Slovacek, MECASESI.
(more to come)
Book a Stand
You can take advantage of the audience and the quality ofthe papers by renting an economical stand including atable, 3 chairs and a poster place.
Reservation: euros 390.
To present a paper or book a stand, [email protected]
HEAT TREATMENT CONGRESS INDIA – PUNE -NOV 5TH, 2014
To present a paper : [email protected]
23-4-14 TT 143 may-jun 2014_80378 TT-FEBRERO 08 n106 06/05/14 9:34 Página 28

TRATAMIENTOS TERMICOS. MAYO-JUNIO 2014 29
plant in Mexico runs endothermic gas-based processes.This shows the value of having an equipment-technologypartner with mastery of both processes.
Imexaza is particularly happy that the Ipsen equipmentfeatures the ability to precisely control the protective gasatmosphere for each individual load component-type. Thisplays a very important role in high-quality technicalcomponents with complex surface geometry, where partshave to be exactly alike down to the smallest detail and yetreproducibly heat treated. A clear example of this is theconstant-velocity joints for automotive drive shafts, which,with their diversity of concave and convex surfaces, requirea particularly laborious treatment and, at the same time, ahigh degree of accurate reproducibility over many loadcycles.
Collective KnowHow
The collective knowhow of 40 years of expertise andapplication at Imesaza and Ipsen is being applied inMexico, making it possible to manufacture the highestquality components and tools. Imexaza Mexico has begunoperations in a 3,500 square meter production building ona 15,000 square meter property at the Celaya industrialpark, west of Mexico City.
The executive board of the Imesaza Group underscores,“that the technological support we get from Ipsen’s processexperts is reason enough on its own to continue thiscooperation.”
Marcos Garcia Jimenez, Ipsen Sales Director for Spain andMexico, adds from his perspective of extensive experiencein both markets: “Mexico is becoming more and moreimportant for the established companies in the automobileindustry. It has long ago made the transition frommanufacturing cheap components to high-tech production.Our catalog of the most sophisticated heat treatmentequipment in the world, combined with our on-site service,allows us to offer proactive support and help the
every type of metal material in Vitoria-Gasteiz, near Bilbaoin northern Spain. The Imesaza group works in a highlyintegrated way with its strategic partners in the automotiveand aerospace industry to discuss their research andmanufacturing processes.
Imesaza SA in Spain is moving into Mexico under thename “Imexaza” and is taking his trusted technologypartner for advanced heat treatment with it. The Imexazaplant in Mexico is not only equipped with Ipsen furnaces,but also with trusted Ipsen process management andcontrol systems.
Ipsen’s Full product range in Action
At the Imexaza plant in Celaya, Mexico, severalatmosphere sealed furnaces with capacities of up to twometric tons are lined up. Every stage of the heat-treatmentprocess can be monitored, controlled, and documentedwith Ipsen’s Carb-o-Prof® control systems.
Carbo-o-Prof® provides clear and ergonomic monitoringand control of the heat treatment systems thanks toparticularly well-designed and user-friendly menus. ThisIpsen specialty always provides correct process valuesfrom the complex chains of metallurgical interrelationshipsduring heat treatment and helps to achieve the desiredmaterial characteristics through simple process steps.
For example, using the integrated carbon profilesimulation, whole process chains can be successfullyoptimized and then programmed in for use. Plausibilitycontrols help prevent application of incorrectly enteredparameters. To optimize any given program, cycleparameters can be changed to deliver targeted carburizingdepth and surface carbon content. The carbon levels aredetermined and controlled based on continuousmeasurements of furnace temperature and atmosphere.
Ipsen Carbon-Sensor® oxygen probes are a key tool in thisprocess. These can be used in endothermic-gas-basedprocesses like the Ipsen HybridCarb® Process, as well asthose that use an atmosphere generated directly in thefurnace, like the nitrogen-methanol process.
Both kinds of process are in use worldwide. Imesaza inSpain uses nitrogen-methanol, while the new Imexaza
Ipsen atmosphere sealed quench furnaces can perform even the mostdifficult heat treatment process steps necessary to produce complexdrive-train elements.
23-4-14 TT 143 may-jun 2014_80378 TT-FEBRERO 08 n106 06/05/14 9:34 Página 29

automobile industry produce top-quality componentsdirectly in Mexico.”
The new Imexaza Mexico production facility is 250kilometers west of Mexico City, near the famous “CarrerraPanamericana” transcontinental highway, which runs fromAlaska to Tierra del Fuego. The location makes it a closeneighbor to primary customer facilities, whose supportingshells for bearings are heat treated by Imexasa in furnacesproduced by Ipsen International GmbH.
Along with supplying the Mexican operations of thecarmakers Audi, VW, and Mercedes, Imexasa also workswith renowned suppliers like CIE Automotive, ZF-Zahnradfabrik Friedrichshafen as well as the turbo chargingexperts ITP.
80 Years Experience in theMexican Market
The American automotivesector, which numerousprestigious brands supply fromMexico, has been getting backinto gear lately as a reliable,powerful engine of growth. Thecrisis of 2009 is still fresh inpeople’s memory, but byDecember of that same year,Mexico was already exportingto the US at the same levels asin the previous year.
Well-known brands produce highly complex
components in Mexico and are engaged in a great
deal of research and development there. This is not a
new phenomenon. General Motors, Ford and Chrysler
have been working there since the 1930s; Volkswagen andNissan since the 1960s. Nowadays, every importantmanufacturer has at least one production facility there.
UNIFRAX ANNOUNCES CHINA INVESTMENTUnifrax I LLC the Niagara Falls, N.Y. based manufacturerof specialty fiber products, announced that throughaffiliates, it has entered into a Share Purchase Agreement toacquire a 29% stake in Shandong Luyang Share Co. Ltd.(“Luyang”) from Nanma Town Collective AssetManagement Center of Yiyuan County and hasconcurrently entered into several agreements with Luyang
to establish a strategic cooperation relationship betweenUnifrax and Luyang.
Luyang develops, manufactures and sells a variety ofrefractory and insulation materials used primarily in China.Luyang is a leader in the Chinese marketplace and hasbeen in business for 30 years. It is headquartered in YiyuanCounty, Zibo, Shandong, China and has fourmanufacturing and 69 sales offices across China. Thisinvestment and related agreements makes Unifrax, uponclosing, the largest shareholder of Luyang and provides aframework for the companies to align their jointcapabilities in the Chinese market. It also establishesUnifrax as the exclusive distributor of Luyang products inNorth America and South America, Europe, and India todrive improved growth and establishes a foundation forfurther collaboration in emerging markets.
David E. Brooks, Unifrax President & CEO comments, “Byleveraging the combined capabilities of Unifrax andLuyang, we will greatly improve our ability to servecustomers in the growing Chinese ITM market.” Brooksadds, “Luyang has a great reputation in the markets itserves, a proud heritage and excellent people. Mr.Chengbin Lu, Luyang’s founder and Chairman, and histeam have done an outstanding job of growing the Luyangbusiness. They have built strong relationships with theircustomers and invested substantial capital to ensure theyhave the capacity and capabilities needed to consistentlymeet their customers’ requirements. We are excited to bepart of the continuing track record of superb growth andsuccess that Mr. Lu and his team have achieved.”
Unifrax I LLC is a leading global supplier of specialty fiberproducts that are used in many high- temperatureindustrial, automotive and fire protection applicationswhere they save energy, reduce pollution, and improve firesafety. The Company has 28 manufacturing facilities in theUnited States, Europe, the Middle East, Russia, Asia, SouthAfrica and Latin America and employs approximately2,200 people worldwide.
AICHELIN GROUP SIGNED COOPERATIONCONTRACT WITH BSNTHERMOPROZESSTECHNIK
The market for press-hardened steel sheets for theautomotive industry, so-called blanks, is one of the mostrapidly growing markets in the thermo-process sector andhas quadrupled within the last decade.
30 TRATAMIENTOS TERMICOS. MAYO-JUNIO 2014
23-4-14 TT 143 may-jun 2014_80378 TT-FEBRERO 08 n106 06/05/14 9:34 Página 30

In order to take account of this dynamic development, twoveritable “champions“ in this industry have now signed atrendsetting cooperation and license contract in order tocomply even more precisely with their customers’ highlydemanding and innovative challenges.
Based on their common vision “We will not do anythingbut we will strive for perfection in what we do” Aichelinand BSN signed a license treaty in December 2013, whichstipulates a close technological cooperation between thetwo companies according to the “best practice“ principle.
Their common service portfolio comprises design,engineering, manufacturing, delivery and starting-up aswell as the after-sales service of ready-for-use plants for theheating of blanks for subsequent press-hardening for theautomotive industry as well as the hardening of shafts andother steel components. “We have developed aninnovative furnace whose walking beam technology allowsto heat laminated blanks or components up to the righttemperature within the shortest period of time and thensubsequently convey them into the press with maximumprecision”, says Dipl.-Ing. W. Schütt, managing partner ofcompany BSN, regarding the technology process, whichhas been patented in the meantime.
Close cooperation across three continents andthree time zones
For a promising customer, a major supplier in theautomotive sector, BSN and Aichelin are already workingintensively on the technological solution as well as theactual design for four comprehensive plants. “Theparticular challenge with this first project consists in the
Signing of the contract, from left to right: Sitting: Werner Schütt, CEOBSN Thermprozesstechnik GmbH; Dr. Peter Schobesberger, CEOAICHELIN Holding GmbH. Standing: Bernd Schütt, BSNThermprozesstechnik GmbH; Dr. Thomas Dopler, CEO AICHELINGes.m.b.H.
fact that the customer has demanded two plants for his sitesin Europe as well as one for China and one for the USA,which are to be supplied within a continuous period of 18months. The customer trusts in the new cooperation withBSN, which combines the innovation, precision andinternationality of our sites in a unique way in order tocarry out the project according to the customer’s wishesand in due time. The placement of an order is imminent“,says Dr. Thomas Dopler, CEO of Aichelin Ges.m.b.H.,Mödling, Austria, who will assume overall projectresponsibility as an operative parent company.
NEW NITRIDING & NITROCARBURISINGFURNACES NOW IN PLACE
Work on the final phase of KeighleyLaboratories’ ambitious new heattreatment facility is nearing completion,with its state-of-the art nitriding furnacenewly commissioned and undergoingproduction trials and its sealed quenchgaseous nitrocarburising unit currentlybeing installed. Ancillary process
equipment, including a solvent degreaser and pre- andpost-treatment washers for removing any surfacecontaminants, are also being integrated into the streamlinedworkflow arrangement.
Housed in a 5,000 sq ft purpose-built department, with athermal insulation envelope designed to ensure optimumenergy efficiency, the £1 million plus development addsthe latest low temperature, low distortion thermochemicalprocesses to the Keighley Labs’ heat treatment portfolio. It
31TRATAMIENTOS TERMICOS. MAYO-JUNIO 2014
23-4-14 TT 143 may-jun 2014_80378 TT-FEBRERO 08 n106 06/05/14 9:34 Página 31

will meet more sophisticated surface engineeringrequirements for its existing customer base in the railway,mining, oil & gas and general engineering sectors, whilstopening up new applications in the aviation, nuclearpower and renewable energy markets. In due course, theWest Yorkshire company is hoping to gain NADCAPaccreditation for this new department, to match theMaterials Testing Laboratory accredited status for itsTechnical Services division.
“We will have the new vertical pit, gaseous nitridingfacility up and running in the spring of 2014, at whichpoint we shall have amongst the best, most up-to-date lowtemperature, low distortion resource in the independentheat treatment sector, with the very latest process controlsoftware,” says Michael Emmott, Divisional CommercialDirector for Keighley Laboratories Heat Treatmentdivision. “We’ve had a lot of interest from customerswanting to send jobs for processing already, but we wantedto conduct sufficient trial runs in order to obtain repetitiveresults, which will ensure meeting the quality andprecision standards that the industry expects of KeighleyLaboratories.”
Gaseous nitriding and nitrocarburising are heat treatmentprocesses that enhance the surface properties of finishedand near-finished metallic components. The gaseousnitriding process promotes wear resistance, together withcorrosion resistance in the case of nitrocarburising, andthese low temperature techniques ensure minimaldistortion of the workpieces. In nitriding, the surface of theferrous metal is enriched with nitrogen to improve wearresistance, fatigue strength and other characteristics;whereas with nitrocarburising small amounts of carbon arealso introduced into the process, resulting in a moreflexible compound surface layer, with good lubricantretention properties, as distinct from the classical whitelayer of gaseous nitriding.
The furnace interface is via the latest SuperData SCADAsoftware package, complete with full colour HMItouchscreen. This provides recipe-driven process control,continuous data logging, an EasyTrack load entry system,paperless recording and rapid access to historical records;accurate temperature control is achieved by three zones ofheating elements, controlled by a sophisticated internalcascade system. SSI technicians have already deliveredon-site software training, so that Keighley Labs specialistscan adjust the basic programming to suit the company’sown processing routes.
Keighley Laboratories gaseous nitrocarburising sealedquench furnace is an IPSEN TQ7 gas-fired unit, whichconsists of a process-tight chamber with an integrateddouble-walled quench chamber, enabling the complexheat treatment cycle to take place in a protectiveenvironment.
The new heat treatment department will offer gaseousnitriding and both ferritic and austenitic nitrocarburising,the latter enhancing indentation resistance, and bothmethods can be used for upgrading components madefrom relatively inexpensive, lower alloy materials. Theload bearing characteristics and other beneficial propertiesof these treatments make them typically ideal for railindustry components, bearing shafts, cams andcrankshafts.
For their new processes, Keighley Labs envisages treatinga wide variety of components, helping to substantiallyimprove wear resistance, fatigue life and anti-corrosionproperties. Both low distortion techniques mean thatfinishing operations such as post-grinding and machiningcan be eliminated or kept to a minimum.
“With some of the most modern furnace equipment andprocess control technology outside the captive heattreatment sector, this enables us to compete withindependent contractors throughout Europe,” saysKeighley Labs MD, Debbie Mellor. “We shall be able toregulate the precise parameters for single- and multi-stageprocesses to suit exact customer specifications, allowingus to provide a service that is second-to-none.”
ZHENGZHOU SONGSHAN HEATINGELEMENTS CO Zhengzhou Songshan Heating Elements Co., Ltd, wasfounded in 1980. The Company is specialized in thedesign and manufacturing of both MoSi2 and SiC heatingelements, is one of three biggest
32 TRATAMIENTOS TERMICOS. MAYO-JUNIO 2014
23-4-14 TT 143 may-jun 2014_80378 TT-FEBRERO 08 n106 06/05/14 9:34 Página 32

manufacturers of high temperature heating elements in theworld.
Since more than twenty years, we have been alwaysfocusing on research and development on hightemperature material and process.
We have great resources and experiences inmanufacturing and process control. We are committed tooffer full technical support. In addition to our state-of-theart equipments, Songshan Group’s management andquality control system follows ISO9000 standard. Ourproducts have been well recognized in China for decades,presently the company holds 70% of domestic marketshare.
We are also gaining market shares in overseas. Out globalmarket covers more than 40 countries and territories, suchas U.S.A, Canada, England, Sweden, Germany, Spain,Czech, Ukraine, Japan, Korea,
India, Australian, New Zealand, Brazil, Mexico, Malaysia,Thailand, Iran, South Africa, Taiwan, Hong Kong, etc. Ourproducts are certified by ISO9001.
The commercial name of our SiC heating elements isSONGSHAN SILCA HEATING ELEMENTS. Thecommercial name of our MoSi2 heating elements isSONGSHAN SUPER HEATING ELEMENTS.
72 FT PIT FURNACES AND QUENCHING UNITCOMMISSIONED BY BOSIO Bosio, member of the AICHELIN Group, announces thesuccessful commissioning of a 72 ft Pit Furnace, a 72 ftSplit Type Furnace and a PLC controlled Spray QuenchingUnit of the same size for the heat treatment of turbinerotors with a length up to 52 ft and a rotor weight up to175 tons.
The furnaces are available withgas or electric heating for atemperature up to 2000°F.Different heating zones ensure atemperature uniformity of ± 9°F.
The PLC controlled SprayQuenching Unit can adjust thequench speed by shutting on/offselected zones and switchingbetween the quenching mediaswater, air or air-water mixture.
For better uniformity the parts can be rotated duringquenching. A wireless transmitter ensures real timetemperature measurement during the rotation.
For interested customers Bosio can also provide asimulation of the cooling process for their specificapplication.
All plants built by thecompanies of the AICHELINgroup ensure a very energy-efficient and environmentallyfriendly operation withconsistently excellent productquality and reproducibility.
These furnace technology isnow also available in the USand will be built by the USbased AICHELIN HeatTreatment Systems Inc.,
Plymouth, MI.
Individual adjustments for every plant enable thedevelopment of customized solutions.
33TRATAMIENTOS TERMICOS. MAYO-JUNIO 2014
23-4-14 TT 143 may-jun 2014_80378 TT-FEBRERO 08 n106 06/05/14 9:34 Página 33

Oerlikon Leybold Vacuum Moves to its NewLogistics CentreOerlikon Leybold Vacuum, one of the largest high-techvendors for vacuum pumps and systems has at thebeginning of this year moved into its new, modern leanlogistics centre at the Cologne site. Designed by planningcompany Dr. Schönheit + Partner, the building waserected by construction company Günther GmbH & Co.KG from Netphen, Germany. This new building is thelogistics hub supplying production facilities with goodsand controlling international goods flows from OerlikonLeybold Vacuum to customers and worldwidesubsidiaries.
Logically placed at the centre of the surroundingproduction facilities, this new building offers sometechnical novelties cutting the length of internal pathwaysand the warehousing time for incoming materials therebyalso reducing the door-to-door time of the products.Within a construction period of just under one year,13,000 t of concrete and 570 t of reinforcing steel wereused creating an enclosed space of 59,000 cubic meters.
The three-storey building comprises a basement withtechnical plant room and sprinkler tank. Located on theground floor is the entire warehouse with automatic small-parts warehouse, narrow-aisle warehouse, and large palletwarehouse as well as functional areas like foyer withwaiting area, and areas for picking and provisioning withdifferent building heights. The administration isaccommodated on the top floor with a floor space of over450 square meters.
The erection of the building included a peculiarity: theformer riverbed of the Rhine had left in this area sandy soilso that the soil conditions required thorough and diligentpreparations for the foundations. Moreover, oldfoundations and basements were found in this area which
now had to be bypassed by pile foundations and whichhad to be prepared for accommodating the construction ofthe building itself and the floor slab. 228 large drilled pileswere driven up to 17 meters deep into the soil and arenow carrying the building and the new 70 cm thick floorslab which is now bearing the load of the 16 meter highstorage racks. In order to ensure high turnover speeds ofthe forklifts in the narrow-aisle warehouse, the flatness ofthe floor slab had to meet exceptionally highrequirements.
Lihua Machinery Co., Ltd Our main business is induction heating, tempering,annealing, quenching, brazing equipment and forging &melting furnace.
Induction heater we can provide: M/F (1-20KHZ).
H/F (30-80KHZ).
UH/F (100-500KHZ).
U/F (20-50KHZ).
Meanwhile, we have automation induction quenching ,tempering, annealing, brazing, forging machine line.
All our machine feature with fast heating, reliable,reasonable price (CE, ROHS certificates) and our salesengineers with great induction heating experience, alwayscan suggest you suitable induction heating solution.Contact us now find your ideal induction heating solutionhere.
BORGWARNER EXPANDS POWERTRAINTECHNICAL CENTER IN MICHIGANBorgWarner will expand its Powertrain Technical Centerin Auburn Hills, Michigan, to support programs in NorthAmerica and supplement its global network of technicalcenters. The nearly 46,000-square-foot addition willinclude space for program managers, sales andengineering professionals. Driven by BorgWarner’sescalating growth, the expansion is expected to becomplete in early 2015 and support up to 200 regular full-time jobs at the BorgWarner facility.
“Around the world, BorgWarner is building newmanufacturing facilities to deliver technologies engineeredto improve fuel economy, emissions and performance.Expanding the Powertrain Technical Center in Michiganwill help us accelerate innovation for current and future
34 TRATAMIENTOS TERMICOS. MAYO-JUNIO 2014
23-4-14 TT 143 may-jun 2014_80378 TT-FEBRERO 08 n106 06/05/14 9:34 Página 34
programs,” said Christopher P. Thomas, Vice Presidentand Chief Technology Officer, BorgWarner, and leader ofthe Powertrain Technical Center in Auburn Hills. “Withcooperation and incentives from local and stategovernments, BorgWarner is pleased to continue investingin Michigan and participate in driving the automotiveindustry—and the local economy—forward.”
E4400IDEAL HAND-HELD INDUSTRIALCOMBUSTION GAS & EMISSIONS ANALYZER
The new E4400 is a portable fluegas analyzer designed foremissions monitoring andmaintenance & tuning ofcombustion processes. Itsrugged design and “True NOx”capability makes the E4400 theideal industrial analyzer forboiler, engine, furnace, andother combustion applications.
The E4400 Also Includes:
– Up To FOUR Gas Sensors: O2, CO, NO, NO2, SO2,CxHy.
– Built-In Printer (non-thermal).– Low NOx and True NOx Capable.– Unbreakable Metal Hose Connectors.– Temperature & Pressure Measurements.– Rechargeable Lithium Ion Battery Pack.– Internal Data Memory (900 Tests).– Software Package with USB & Bluetooth
Communications.
TATA MOTORS Tata Motors is biggest Automotive Corporation in Indiawith close to 65% Market Share in Commercial Vehiclesin India. Off late, Tata Motors entered in Passenger Carwith close to 35% market share & create excitementglobally by introducing lowest cost car, Nano for 2,000US $. Tata Motors is third largest Bus Manufacturer in theworld.
Tata Motors is present in the most important heattreatement congresses, such as Chicago, Spain and India.
See congresses at http://metalspain.com/jornada.htm
DEVELOPMENT OF INNOVATIVE WAYS OFSURFACE HARDENING BY MEANS OFCREATION OF WEAR-RESISTANT LAYERS WITHMETASTABLE STRUCTURE, STRENGTHENING ATWEAR
D. Sc, Prof., O.P. Cheiliakh, PhD, Y.A. Cheiliakh, N.E.Karavaieva, PhD, Ass. Prof., M. Ryabikina
Priazovskyi State Technical University, Mariupol, Ukraine
One of the most important tasks of the moderndevelopment of engineering is to improve the quality,reliability and durability of parts and components ofvarious machines and mechanisms. Effective solution ofthis this problem requires a comprehensive approachincluding creation of new materials, development andadoption of new technologies of surface hardening withapplication of highly concentrated heat sources: theplasma jet, laser beam, electron beam [1].
So far, little attention has been unduly paid toinvestigation of metastable states hardened layers capableof growing strain martensite transformation in the processof testing and operation, which provides the effect ofstrain hardening and improving self service life ofproducts.
The purpose of this work is to study the possibility offorming metastable carburized layers with application ofplasma heating with different values of heat input.
In the present study, we investigated the possibility ofadditional surface hardening of carburized steel 18CrMnTiusing highly concentrated heat source - the plasma jet.Carburizing was performed in a box furnace in productionconditions machine “MAGMA” carburizer solid attemperatures 920 – 950 ºC for 12 -14 hours, cooled in abox. Plasma hardening was performed using plasmatron“PPU 004” indirect action, designed at SHEI “PSTU”,using argon as the plasma gas. The magnitude of the heatinput was controlled by parameters of plasma treatmentthat provided a variety of phase-structural state of thehardened layer with different amounts of content anddegree metastability austenite together with the presenceof solid phase - martensite and cementite. Plasma heatingwas carried out without melting at different temperatureswithin the range from 800 to 1300 ºC and the melting ofthe surface layer of varying degrees: micro reflow (t=1400-1500 ºC), the average reflow (t=1500-1600 ºC) and themacroreflow (t > 1600 ºC) which regulated the speed ofvertical movement of the plasma jet relative to ahorizontal surface of the samples with speeds rangingfrom 81 to 625 mm/min. After plasma exposure natural
35TRATAMIENTOS TERMICOS. MAYO-JUNIO 2014
23-4-14 TT 143 may-jun 2014_80378 TT-FEBRERO 08 n106 06/05/14 9:34 Página 35

cooling of the strengthened areas, due to heat conductivityoccurred.
After plasma quenching from relatively low temperatures(800-900 ºC) in the carburized layer a significantly greateramount of retained austenite (Ares) (Fig. 1a) was observed,except martensite and carbides of carburized type. It islocated in bright microdomains between martensiteneedles. According to the depth of the hardened layer theamount of Ares, decreased and martensite is characterizedby high dispersion and hardness.
After plasma quenching from higher temperatures ~ 1200-1300 ºC microstructure of the carburized layer in steel18CrMnTi was characterized by greater dispersion of thecarbide phase and sites Ares, which were evenlydistributed over the depth of the layer (Fig. 1b). This is dueto the start of dissolution of cementite particles in theaustenite, but some of them are stored in the structure.
Gradually, the structure becomes a mixture of sorbitolfigurative. As a result of this treatment, the hardness of thehardened surface layer increased slightly from 72 HRAduring quenching from 800-900 ºC to 74 HRA (Fig. 2).
Fig. 1 – Microstructure of cemented steel 18CrMnTi after plasmahardening at temperatures: a) 800-900 º ; b)1200-1400 º , 1200.
After plasma treatment with micro reflow at temperaturesof ~ 1500 ºC, the structure of the hardened layer variesconsiderably in the surface zone (Fig. 3a). There is a set ofcementite particles with a large number of martensite anda small amount of Ares. As the distance from the surface tothe core of the amount gradually decreases Ares andcementite, and martensite hardening increases. Furtherhardening depth structure passes into the mixture troos tomartensite and cementite.
As a result, the plasma treatment at about 1500 ºCincreases the hardness of HRA 80 to which can beexplained by disperse structure and the increase in thedegree of saturation of carbon solid solution.
With increasing exposure to the plasma power heating tohigher temperatures, ~ 1600 ºC and >1700 ºC, asignificant macro melt becomes certain. Themicrostructure of the remelted surface layer consists ofrather large particles of martensite and cementite particleson the background of Ares (Fig. 3b). This area is quiteextended, gradually transformed into minutely bristledmixture M+C+Ares.
Coarsely grained rough-crystal structure corresponds tothe zone of refining and fine-grained - plasma heatingzone (without melting), followed by a narrow transitionzone from the plasma to the unreinforced metalreinforced.
With increasing temperature plasma heating hardnessreinforced carburized layer varies along the curve with amaximum (HRA 80), which corresponds to heating of~ 1500 ºC, then at temperatures up to about 1700 ºChardness is reduced to 60 HRA that can be attributed to anincrease in the content of Ares.
(Second part in next edition)
Fig. 2 - Dependence of the hardness HRA of temperature plasmatreatment carburized steel 18CrMnTi.
36 TRATAMIENTOS TERMICOS. MAYO-JUNIO 2014
23-4-14 TT 143 may-jun 2014_80378 TT-FEBRERO 08 n106 06/05/14 9:34 Página 36
GRANALLADORA DE GANCHO DE OCASIÓN– MARCA: ALJU– MODELO: REGINA 161-A– INTERIOR TODO DE MANGANESO– TOTALMENTE REVISADA Y GARANTIZADA.
GRANALLATECNICTel. 93 715 00 00 FAX 93 715 11 52
Email: [email protected]
Info: http://metalspain.com
I would like to sell our CAB BRAZING FURNACE Active Only,
made 13 year ago from Seco Warwick, it is gas Burners. The
water cooling need to be replace. The furnace it is in Italy
around Milan area. The furnace is equipped with dry oven and
roller table.The idea we have for the value it is around 40.000 €.
Seco Warwick could support you for disassembly and up
grading. CONTACT ME ONLY IF INTERESTED. MAIL MY AT:
VENTA HORNO PARA TRATAMIENTOTÉRMICO DE ALUMINIO
Carga máxima: 2000 Kg
Medidas carga: 2000x1500x1650
Poténcia: 189 Kw
Contacto: 649480025 Sr Ramon
WE DEAL IN USED METAL WORKINGMACHINES IN INDIA,
CONTACTS WHO DEAL IN USED MACHINES LIKE CNCTURNING CENTERS,VERTICAL MACHINING
CENTERS,AND ALL TYPES OF CONVENTIONALMACHINES
Más informaciones en http://metalspain.com/empleo.htm
NUEVO PROYECTO AUTOMOTRIZ ENQUERETARO!
Envíame información [email protected]
SAN LUIS POTOSÍ- VARIAS VACANTESV.P. Human Resources and Director of Business
DevelopmentIng. de Calidad de Procesos. Ing. de Calidad a
Proveedores. Ing. de Administración del Sistema deCalidad.Ing. de Manufactura de Moldeo. Ing. deManufactura de Plástico. Ing. de Manufactura de
Pintura. Ing. de Proyectos. Assistant Manager de RHInteresados, favor de enviar CV a:
INGENIERO QUÍMICO DE ÚLTIMO CURSObusca empresa para prácticas. Conocimientos dereacción química, formación en procesos, diseño
mecánico, control de plantas de proceso, medioambientey seguridad. Manejo de AspenPlus-AutoCad-Matlab-
Office. Castellano y francés competencia bilingüe, inglésnivel técnico. Interesados contactar a
¡Atención! Maquilas TetaKawi S.A. de C.V. solicita:Ingeniero de Calidad Sr.
Coordinador de Reclutamiento en maquilasTetakawi. s.a de c.v
Requisitos: - Carrera Ingeniería Industrial - Experienciaen calidad - Experiencia en industria médica -
Conocimiento ISO 13485 - Certificación Black Belt -Bilingüe Inglés/Español - Disponibilidad para radicar enGuaymas o Empalme, Sonora. Interesados enviar su CV
a [email protected] (Pon el nombre de lavacante en el título) o subirlo a www.mtk.com.mx
INGENIERO MANUFACTURA Y CALIDAD(RAMOSARIZPE, COAHUILA)
Empresa metalmecanica, Interesados enviar C.V [email protected]. Experiencia 3 años en el puestoen empresa automotriz, Esc. Licenciatura o ingeniería,
Edad 30-47 años.
BAJIO - SALES ACCOUNT MANAGER-Minimum 5 years of experience as Sales Manager for an
automotive systems and components company. -Motivated independent professional capable of workingsomewhat autonomously -Team player who is willing to
support TMD’s expansion into Mexico with crossfunctional support as required -Work history with
Automotive OEM’s either directly or through major Tier1’s. (HONDA) -Candidate must be able to bring well
established customer relationships with key Purchasing,Engineering and Program Management contacts. -
Experience with injection and blow molding processes isrequired, knowledge of system sub assembly is preferred.
-Strategic cycle planning experience (sales forecast &business plan) is desirable. -Proven ability in
commercial account maintenance (Manage accountplans, quote requests, program acquisition, commercialissues, product costing) -Strong negotiation skills andexperience, combined with interpersonal skills and theability to develop customer relationships is a must for acandidate to be successful in this position. -Computer
experience and proficiency in Word, Excel, PowerPoint,as well as customer specific internet based commercial
tracking systems (Arena, Covisint) is required -Bachelor’sDegree. - English 99% Please send your English resume
37TRATAMIENTOS TERMICOS. MAYO-JUNIO 2014
FIVE USED VACUUM FURNACES AVAILABLE (Ex UK) 1 xIpsen Abar 2 x Somet 1 x Torvac 1 x CVE (Cambridge Vacuum
Engineering) 1200 and 1300C High Vacuum
23-4-14 TT 143 may-jun 2014_80378 TT-FEBRERO 08 n106 06/05/14 9:34 Página 37
38 TRATAMIENTOS TERMICOS. MAYO-JUNIO 2014
23-4-14 TT 143 may-jun 2014_80378 TT-FEBRERO 08 n106 06/05/14 9:34 Página 38

GUIA
39TRATAMIENTOS TERMICOS. MAYO-JUNIO 2014
Oct. 5th 2014
23-4-14 TT 143 may-jun 2014_80378 TT-FEBRERO 08 n106 06/05/14 9:34 Página 39

40 TRATAMIENTOS TERMICOS. MAYO-JUNIO 2014
GUIA
http://metalspain.com/suscripcion-tt.htm
23-4-14 TT 143 may-jun 2014_80378 TT-FEBRERO 08 n106 06/05/14 9:34 Página 40