material de preparacion curso de corrosion
DESCRIPTION
control corrosionTRANSCRIPT

BPC MFR Capítulo V Pag. 1
ÍNDICE
CONTROL DE CORROSIÓN EN OPERACIÓN DE PRODUCCIÓN DE PETRÓLEO
I. CONCEPTOS GENERALES
I.1 Corrosión
I.2 Ciclo energético del acero
I.3 Serie Galvánica de los elementos
I.4 Serie de la corrosión
II. CAUSAS PRINCIPALES DE LA CORROSIÓN
II.1 Composición química del agua
II.2 Concentración de gases disueltos
II.2.1 Oxigeno disuelto
II.2.2 Dióxido de carbono disuelto
II.2.3 Ácido sulfídrico disuelto
II.3 Metalurgia del acero
II.4 Variables físicas que influyen
II.4.1 Temperatura
II.4.2 Presión
II.4.3 Velocidad
II.4.4 Esfuerzo
II.5 Otras causas directas de corrosión y tipos de corrosión
II.5.1 Corrosión localizada
II.5.1.1 Celdas de concentración
II.5.1.2 Corrosión bi-metálica/galvánica
II.5.1.3 Corrosión-erosión
II.5.1.4 Cavitación
II.5.1.5 Corrosión Intergranular
II.5.1.6 Fallas causadas por hidrógeno
II.5.1.7 Corrosión por fatiga
II.5.2 Corrosión uniforme
II.6 Formas más comunes que representan en la producción de petróleo
II.6.1 Corrosión por oxígeno
II.6.2 Corrosión por Dióxido de Carbono
II.6.3 Corrosión por ácido sulfídrico
III. MÉTODOS DE CONTROL DE CORROSIÓN
III.1 Uso de inhibidores de corrosión
III.2 Cualidades que deben reunir los inhibidores de corrosión
III.3 Naturaleza química de los inhibidores de corrosión
III.4 Aplicación de los inhibidores de corrosión
III. 4.1 Inyección Contínua
III.4.1.1 Inyección directa al espacio anular
III.4.1.2 Inyección por tubería capilar al fondo del pozo
III.4.1.3 Directo en fluidos de motor
III. 4.2 Batch
III.4.2.1.- Tratamiento directo a tanques/líneas
III.4.2.2.- Desplazamiento tubular
IV. MÉTODOS DE MONITOREO
IV.1 Inspecciones

BPC MFR Capítulo V Pag. 2
IV.1.1 Análisis y registro de fallas
IV.1.2 Inspección de tuberías en talleres especializados
IV.1.3 Inspecciones directas en tuberías
IV. 1.3.1 Detectores electromagnéticas
IV.2 Métodos por pérdida de peso
IV.2.1 Cupones
IV.2.2 Testigos
IV.3 Métodos electroquímicos
IV.3.1 Probetas de resistencia a la polarización
IV.3.2 Probetas de resistencia eléctrica
IV.3.3 Potenciómetros
IV.4 Análisis químico
IV.4.1 Fierro
IV.4.2 Manganeso
IV.4.3 Residuales de inhibidor
IV.5 Otros
IV.5.1 Probetas galvánicas
IV.5.2 Probetas de hidrógeno
IV.5.3 Ruido electroquímico
IV.5.4 Impedancia AC
V. CONTROL DE CORROSIÓN EN SISTEMAS DE PRODUCCIÓN
V.1 Sistemas de bombeo mecánico
V.1.1 Bomba de sub-suelo
V.1.2 Varillas de levantamiento
V.1.2.1 Fallas por tensión
V.1.2.2 Fallas por fatiga
V.1.2.3 Fallas por daño mecánico
V.1.2.4 Fallas por corrosión
V.1.2.5 Fallas por corrosión fatiga
V.1.3 Tubería y Casing
V.2 Sistemas de levantamiento con gas lift
V.3 Sistemas de levantamiento con bombas eléctricas sumergidas
V.4 Sistemas de bombeo hidráulico
V.5 Pozos de gas
V.5.1 Tratamiento en batch
V.5.2 Tratamiento por desplazamiento tubular
V.5.3 Tratamiento contínuo
V.5.4 Tratamiento de forzamiento
V.6 Sistemas de Inyección de agua
V.7 Tuberías de recolección y transporte
V.8 Pruebas Hidrostáticas de tuberías
V.9 Fluidos de empaquetamiento
V.10 Programas especiales de BPC
V.10.1 XTEND
V.10.1.1 Variaciones del programa
V.10.1.2 Limitaciones
ANEXOS
I.a Metalurgia del acero
I.b Datos de Producción
BPC MFR Capítulo V Pag. 3
CONTROL DE CORROSION EN OPERACIONES DE PRODUCCION DE PETROLEO
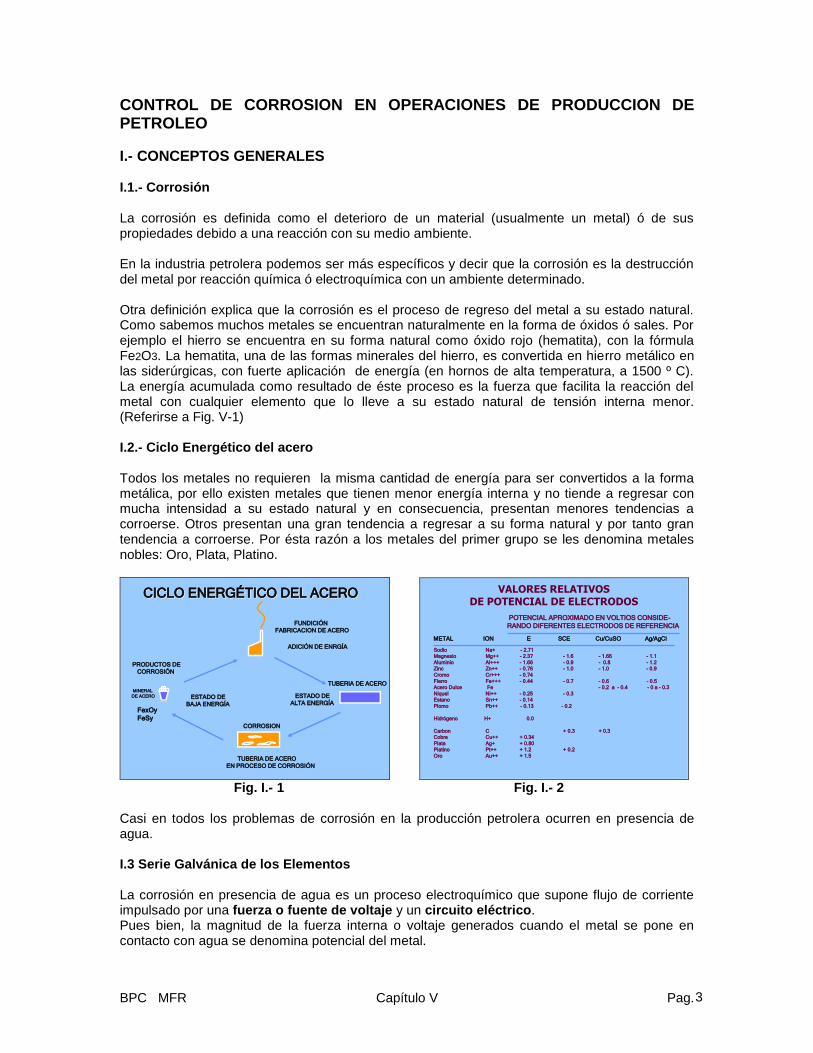
I.- CONCEPTOS GENERALES I.1.- Corrosión La corrosión es definida como el deterioro de un material (usualmente un metal) ó de sus propiedades debido a una reacción con su medio ambiente. En la industria petrolera podemos ser más específicos y decir que la corrosión es la destrucción del metal por reacción química ó electroquímica con un ambiente determinado. Otra definición explica que la corrosión es el proceso de regreso del metal a su estado natural. Como sabemos muchos metales se encuentran naturalmente en la forma de óxidos ó sales. Por ejemplo el hierro se encuentra en su forma natural como óxido rojo (hematita), con la fórmula Fe2O3. La hematita, una de las formas minerales del hierro, es convertida en hierro metálico en las siderúrgicas, con fuerte aplicación de energía (en hornos de alta temperatura, a 1500 º C). La energía acumulada como resultado de éste proceso es la fuerza que facilita la reacción del metal con cualquier elemento que lo lleve a su estado natural de tensión interna menor. (Referirse a Fig. V-1) I.2.- Ciclo Energético del acero Todos los metales no requieren la misma cantidad de energía para ser convertidos a la forma metálica, por ello existen metales que tienen menor energía interna y no tiende a regresar con mucha intensidad a su estado natural y en consecuencia, presentan menores tendencias a corroerse. Otros presentan una gran tendencia a regresar a su forma natural y por tanto gran tendencia a corroerse. Por ésta razón a los metales del primer grupo se les denomina metales nobles: Oro, Plata, Platino.
CICLO ENERGCICLO ENERGÉÉTICO DEL ACEROTICO DEL ACERO
PRODUCTOS DE
CORROSIÓN
ESTADO DE
BAJA ENERGÍA
ESTADO DE
ALTA ENERGÍA
FUNDICIÓN
FABRICACION DE ACERO
ADICIÓN DE ENRGÍA
TUBERIA DE ACERO
TUBERIA DE ACERO
EN PROCESO DE CORROSIÓN
CORROSION
MINERAL
DE ACERO
FexOy
FeSy
VALORES RELATIVOS DE POTENCIAL DE ELECTRODOS
POTENCIAL APROXIMADO EN VOLTIOS CONSIDE-
RANDO DIFERENTES ELECTRODOS DE REFERENCIA
METAL ION E SCE Cu/CuSO Ag/AgCl
Sodio Na+ - 2.71
Magnesio Mg++ - 2.37 - 1.6 - 1.66 - 1.1
Aluminio Al+++ - 1.66 - 0.9 - 0.8 - 1.2
Zinc Zn++ - 0.76 - 1.0 - 1.0 - 0.9
Cromo Cr+++ - 0.74
Fierro Fe+++ - 0.44 - 0.7 - 0.6 - 0.5
Acero Dulce Fe - 0.2 a - 0.4 - 0 a - 0.3
Niquel Ni++ - 0.25 - 0.3
Estano Sn++ - 0.14
Plomo Pb++ - 0.13 - 0.2
Hidrógeno H+ 0.0
Carbon C + 0.3 + 0.3
Cobre Cu++ + 0.34
Plata Ag+ + 0.80
Platino Pt++ + 1.2 + 0.2
Oro Au++ + 1.5
Fig. I.- 1 Fig. I.- 2 Casi en todos los problemas de corrosión en la producción petrolera ocurren en presencia de agua. I.3 Serie Galvánica de los Elementos La corrosión en presencia de agua es un proceso electroquímico que supone flujo de corriente impulsado por una fuerza o fuente de voltaje y un circuito eléctrico. Pues bien, la magnitud de la fuerza interna o voltaje generados cuando el metal se pone en contacto con agua se denomina potencial del metal.
BPC MFR Capítulo V Pag. 4
Se puede observar en la Fig V.-2 la Tabla de la Serie de Fuerza Electromotriz de los Metales donde se indican los potenciales de los diferentes metales y que está relacionada a la energía liberada cuando el metal se corroe. Esta Tabla está referida al electrodo estándar de Hidrógeno. Estos valores de potencial dependen principalmente de cada metal y en menor grado de las características físicas y químicas del agua. El valor absoluto del potencial electromotriz depende además en menor grado de la composición, del agua, de la temperatura, velocidades de flujo, etc., como estudiaremos más adelante, sin embargo sus valores son similares para las aguas de mayor interés. I.-4 Celda de Corrosión Para que el proceso de corrosión se active, se requiere la existencia de un circuito eléctrico el cual está formado por 4 elementos, considerados indispensables en un proceso de corrosión:
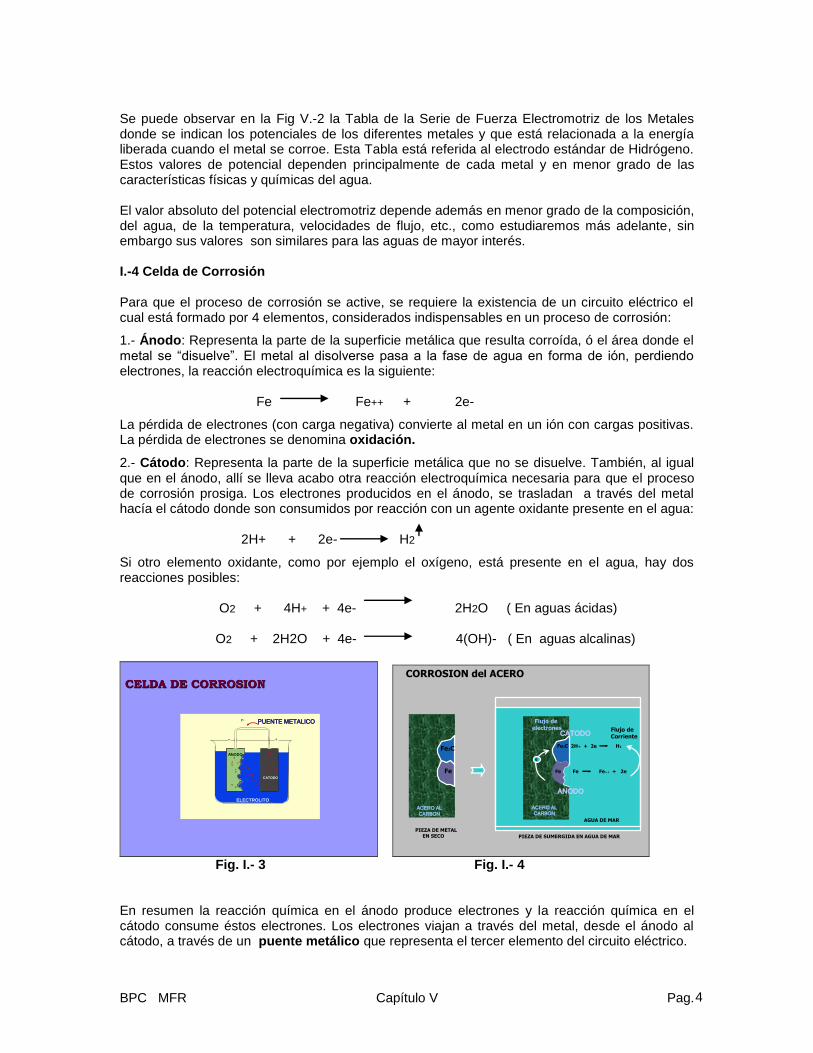
1.- Ánodo: Representa la parte de la superficie metálica que resulta corroída, ó el área donde el metal se “disuelve”. El metal al disolverse pasa a la fase de agua en forma de ión, perdiendo electrones, la reacción electroquímica es la siguiente: Fe Fe++ + 2e-
La pérdida de electrones (con carga negativa) convierte al metal en un ión con cargas positivas. La pérdida de electrones se denomina oxidación.
2.- Cátodo: Representa la parte de la superficie metálica que no se disuelve. También, al igual que en el ánodo, allí se lleva acabo otra reacción electroquímica necesaria para que el proceso de corrosión prosiga. Los electrones producidos en el ánodo, se trasladan a través del metal hacía el cátodo donde son consumidos por reacción con un agente oxidante presente en el agua: 2H+ + 2e- H2
Si otro elemento oxidante, como por ejemplo el oxígeno, está presente en el agua, hay dos reacciones posibles: O2 + 4H+ + 4e- 2H2O ( En aguas ácidas) O2 + 2H2O + 4e- 4(OH)- ( En aguas alcalinas)
CELDA DE CORROSIONCELDA DE CORROSION
ANODO
CATODO
- +
e-
ELECTROLITO
PUENTE METALICO
CORROSION del ACERO
PIEZA DE METALEN SECO
Fe3C
Fe
Fe3C
Fe
2H+ + 2e H2
Fe Fe++ + 2e
Flujo de electrones
ANODO
CATODO
AGUA DE MAR
ACERO AL
CARBONACERO AL
CARBON
Flujo de Corriente
e
PIEZA DE SUMERGIDA EN AGUA DE MAR
Fig. I.- 3 Fig. I.- 4 En resumen la reacción química en el ánodo produce electrones y la reacción química en el cátodo consume éstos electrones. Los electrones viajan a través del metal, desde el ánodo al cátodo, a través de un puente metálico que representa el tercer elemento del circuito eléctrico.
BPC MFR Capítulo V Pag. 5
3.- Puente metálico: Es el puente de circulación de electrones. Los electrones viajan del ánodo al cátodo la corriente eléctrica generada lo hace en sentido inverso.
4.- El electrolito: Está, representado por la solución que cubre el ánodo y cátodo ó la fase acuosa, sin la cual no podrían ejecutarse reacciones descritas anteriormente. El agua debe ser conductiva, es decir tener una cantidad de sales disueltas (electrolito), a mayor concentración de sales disueltas, mayor capacidad conductiva del agua.
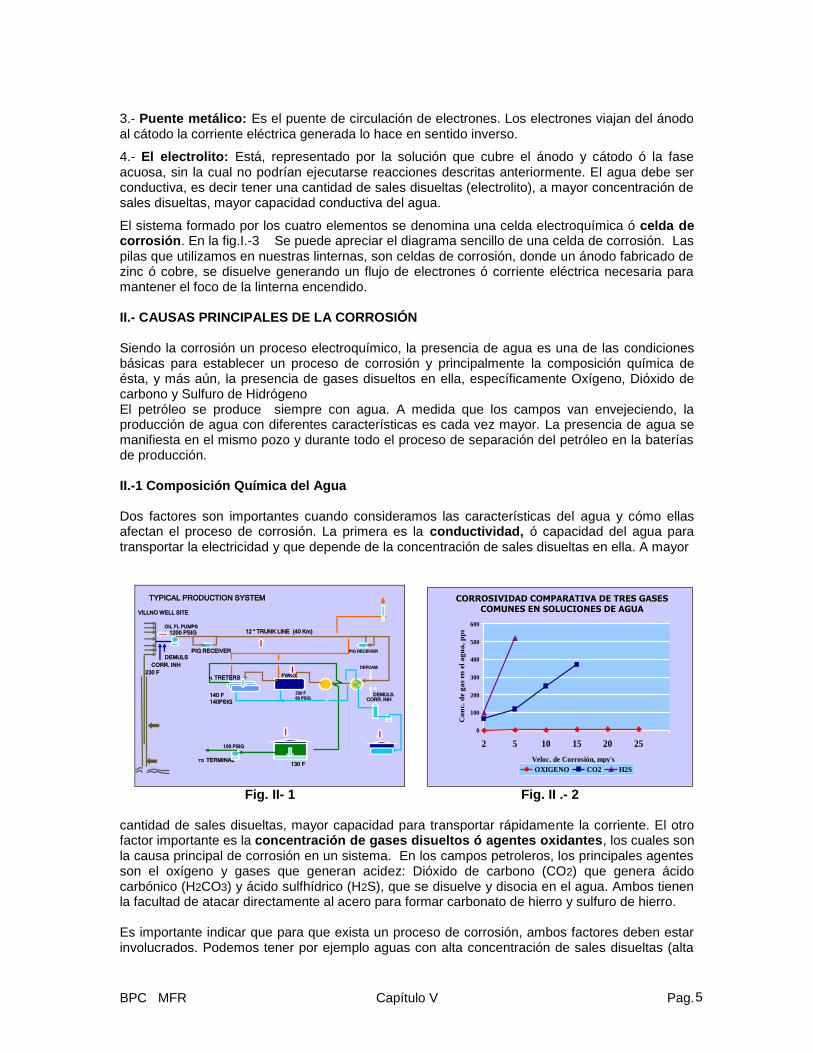
El sistema formado por los cuatro elementos se denomina una celda electroquímica ó celda de corrosión. En la fig.I.-3 Se puede apreciar el diagrama sencillo de una celda de corrosión. Las pilas que utilizamos en nuestras linternas, son celdas de corrosión, donde un ánodo fabricado de zinc ó cobre, se disuelve generando un flujo de electrones ó corriente eléctrica necesaria para mantener el foco de la linterna encendido. II.- CAUSAS PRINCIPALES DE LA CORROSIÓN Siendo la corrosión un proceso electroquímico, la presencia de agua es una de las condiciones básicas para establecer un proceso de corrosión y principalmente la composición química de ésta, y más aún, la presencia de gases disueltos en ella, específicamente Oxígeno, Dióxido de carbono y Sulfuro de Hidrógeno El petróleo se produce siempre con agua. A medida que los campos van envejeciendo, la producción de agua con diferentes características es cada vez mayor. La presencia de agua se manifiesta en el mismo pozo y durante todo el proceso de separación del petróleo en la baterías de producción. II.-1 Composición Química del Agua Dos factores son importantes cuando consideramos las características del agua y cómo ellas afectan el proceso de corrosión. La primera es la conductividad, ó capacidad del agua para transportar la electricidad y que depende de la concentración de sales disueltas en ella. A mayor
12 “ TRUNK LINE (40 Km)
TYPICAL PRODUCTION SYSTEMTYPICAL PRODUCTION SYSTEM
TO TERMINAL
VILLNO WELL SITE
OIL FL PUMPS
PIG RECEIVER PIG RECEIVER
FWKOH. TRETERS
CORR. INH
DEMULS
.
DEMULS.CORR. INH
DEFOAM.
230 F
1200 PSIG
140 F
140PSIG
230 F
60 PSIG
130 F
100 PSIG
CORROSIVIDAD COMPARATIVA DE TRES GASES CORROSIVIDAD COMPARATIVA DE TRES GASES
COMUNES EN SOLUCIONES DE AGUACOMUNES EN SOLUCIONES DE AGUA
0
100
200
300
400
500
600
2 5 10 15 20 25
Veloc. de Corrosión, mpy's
Co
nc.
de g
as
en
el
ag
ua
, p
pm
OXIGENO CO2 H2S
Fig. II- 1 Fig. II .- 2 cantidad de sales disueltas, mayor capacidad para transportar rápidamente la corriente. El otro factor importante es la concentración de gases disueltos ó agentes oxidantes, los cuales son la causa principal de corrosión en un sistema. En los campos petroleros, los principales agentes son el oxígeno y gases que generan acidez: Dióxido de carbono (CO2) que genera ácido carbónico (H2CO3) y ácido sulfhídrico (H2S), que se disuelve y disocia en el agua. Ambos tienen la facultad de atacar directamente al acero para formar carbonato de hierro y sulfuro de hierro. Es importante indicar que para que exista un proceso de corrosión, ambos factores deben estar involucrados. Podemos tener por ejemplo aguas con alta concentración de sales disueltas (alta
BPC MFR Capítulo V Pag. 6
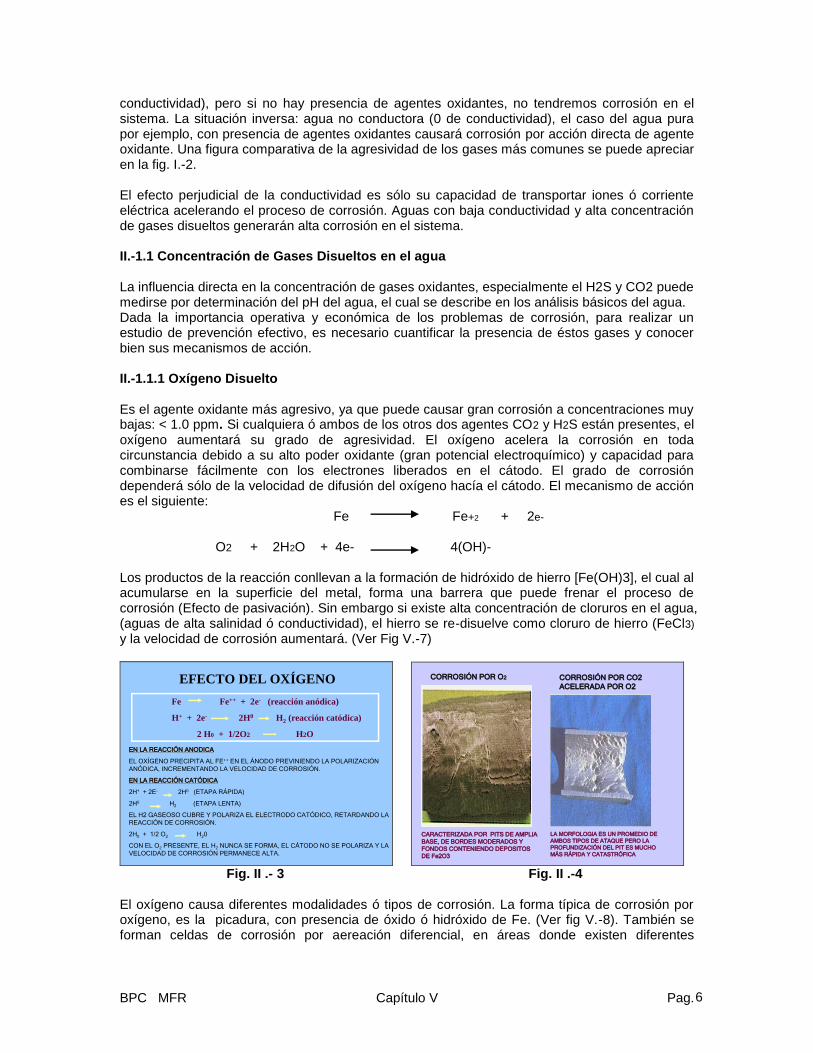
conductividad), pero si no hay presencia de agentes oxidantes, no tendremos corrosión en el sistema. La situación inversa: agua no conductora (0 de conductividad), el caso del agua pura por ejemplo, con presencia de agentes oxidantes causará corrosión por acción directa de agente oxidante. Una figura comparativa de la agresividad de los gases más comunes se puede apreciar en la fig. I.-2. El efecto perjudicial de la conductividad es sólo su capacidad de transportar iones ó corriente eléctrica acelerando el proceso de corrosión. Aguas con baja conductividad y alta concentración de gases disueltos generarán alta corrosión en el sistema. II.-1.1 Concentración de Gases Disueltos en el agua La influencia directa en la concentración de gases oxidantes, especialmente el H2S y CO2 puede medirse por determinación del pH del agua, el cual se describe en los análisis básicos del agua. Dada la importancia operativa y económica de los problemas de corrosión, para realizar un estudio de prevención efectivo, es necesario cuantificar la presencia de éstos gases y conocer bien sus mecanismos de acción. II.-1.1.1 Oxígeno Disuelto Es el agente oxidante más agresivo, ya que puede causar gran corrosión a concentraciones muy bajas: < 1.0 ppm. Si cualquiera ó ambos de los otros dos agentes CO2 y H2S están presentes, el oxígeno aumentará su grado de agresividad. El oxígeno acelera la corrosión en toda circunstancia debido a su alto poder oxidante (gran potencial electroquímico) y capacidad para combinarse fácilmente con los electrones liberados en el cátodo. El grado de corrosión dependerá sólo de la velocidad de difusión del oxígeno hacía el cátodo. El mecanismo de acción es el siguiente: Fe Fe+2 + 2e- O2 + 2H2O + 4e- 4(OH)- Los productos de la reacción conllevan a la formación de hidróxido de hierro [Fe(OH)3], el cual al acumularse en la superficie del metal, forma una barrera que puede frenar el proceso de corrosión (Efecto de pasivación). Sin embargo si existe alta concentración de cloruros en el agua, (aguas de alta salinidad ó conductividad), el hierro se re-disuelve como cloruro de hierro (FeCl3) y la velocidad de corrosión aumentará. (Ver Fig V.-7)
EFECTO DEL OXÍGENO
Fe Fe++ + 2e- (reacción anódica)
H+ + 2e- 2H0 H2 (reacción catódica)
2 H0 + 1/2O2 H2O
EN LA REACCIEN LA REACCIÓÓN ANODICAN ANODICA
EL OXÍGENO PRECIPITA AL FE++ EN EL ÁNODO PREVINIENDO LA POLARIZACIÓN
ANÓDICA, INCREMENTANDO LA VELOCIDAD DE CORROSIÓN.
EN LA REACCIEN LA REACCIÓÓN CATN CATÓÓDICADICA
2H+ + 2E- 2H0 (ETAPA RÁPIDA)
2H0 H2 (ETAPA LENTA)
EL H2 GASEOSO CUBRE Y POLARIZA EL ELECTRODO CATÓDICO, RETARDANDO LA
REACCIÓN DE CORROSIÓN.
2H0 + 1/2 O2 H20
CON EL O2 PRESENTE, EL H2 NUNCA SE FORMA, EL CÁTODO NO SE POLARIZA Y LA
VELOCIDAD DE CORROSIÓN PERMANECE ALTA.
CORROSIÓN POR O2
CARACTERIZADA POR PITS DE AMPLIA
BASE, DE BORDES MODERADOS Y
FONDOS CONTENIENDO DEPOSITOS
DE Fe2O3
CORROSIÓN POR CO2
ACELERADA POR O2
LA MORFOLOGIA ES UN PROMEDIO DE
AMBOS TIPOS DE ATAQUE PERO LA
PROFUNDIZACIÓN DEL PIT ES MUCHO
MÁS RÁPIDA Y CATASTRÓFICA
Fig. II .- 3 Fig. II .-4 El oxígeno causa diferentes modalidades ó tipos de corrosión. La forma típica de corrosión por oxígeno, es la picadura, con presencia de óxido ó hidróxido de Fe. (Ver fig V.-8). También se forman celdas de corrosión por aereación diferencial, en áreas donde existen diferentes
BPC MFR Capítulo V Pag. 7
concentraciones de oxígeno, en ese caso, el área de menor concentración se transforma en un ánodo. Los ejemplos más típicos son la corrosión por estancamiento, interfases aire-agua y formación de tubérculos. La presencia de oxígeno no es natural en campos de producción. Los pozos petroleros no producen oxígeno. El oxígeno se introduce mayormente en el equipo de superficie: tanques abiertos, sellos de bombas en mal estado y sistemas que trabajan al vacío. II.-1.1.2 Dióxido de Carbón Disuelto El dióxido de carbón, es probablemente el agente oxidante más común en la producción petrolera y se encuentra presente en casi todas las áreas conocidas por que es parte del proceso de formación del petróleo en los reservorios. El Dióxido de Carbón se disuelve en el agua para formar el ácido carbónico, que reduce el pH del agua y aumenta la corrosión por ataque directo a las superficies metálicas de los equipos. El mecanismo de acción es el siguiente: CO2 + H2O H2CO3
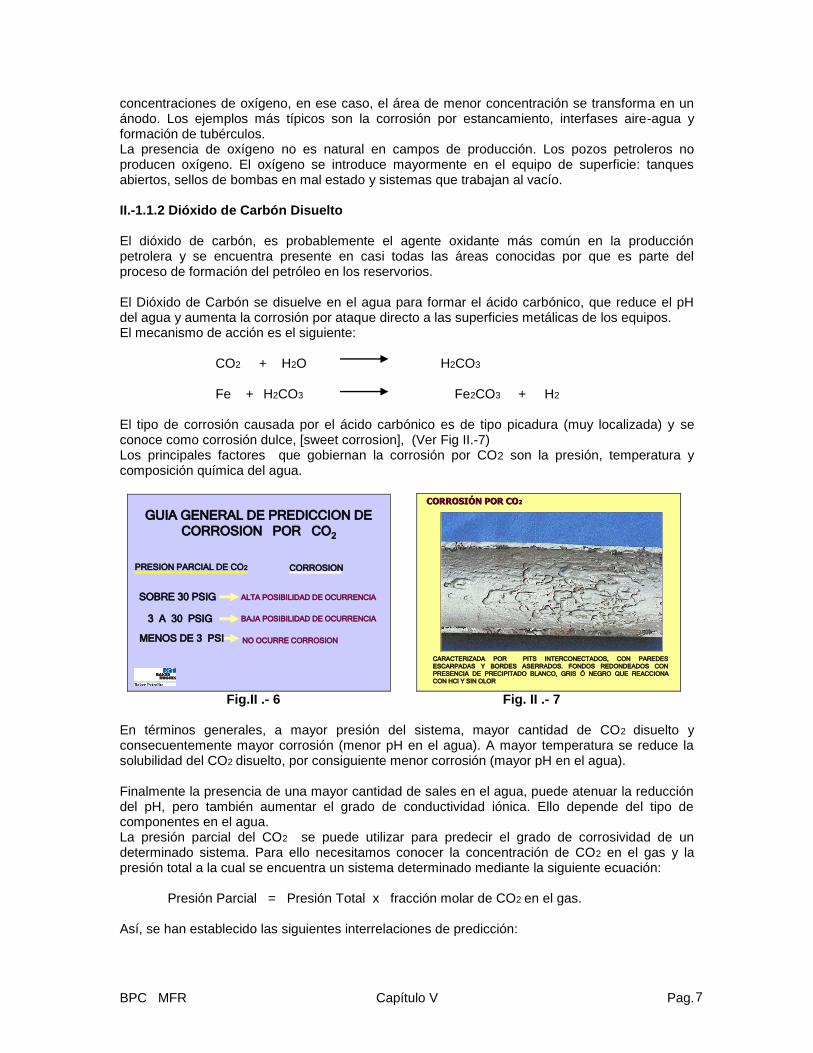
Fe + H2CO3 Fe2CO3 + H2 El tipo de corrosión causada por el ácido carbónico es de tipo picadura (muy localizada) y se conoce como corrosión dulce, [sweet corrosion], (Ver Fig II.-7) Los principales factores que gobiernan la corrosión por CO2 son la presión, temperatura y composición química del agua.
GUIA GENERAL DE PREDICCION DE
CORROSION POR CO2
PRESION PARCIAL DE CO2 CORROSION
SOBRE 30 PSIG ALTA POSIBILIDAD DE OCURRENCIA
3 A 30 PSIG BAJA POSIBILIDAD DE OCURRENCIA
NO OCURRE CORROSIONMENOS DE 3 PSI
CORROSICORROSIÓÓN POR CON POR CO22
CARACTERIZADA POR PITS INTERCONECTADOS, CON PAREDES
ESCARPADAS Y BORDES ASERRADOS. FONDOS REDONDEADOS CON
PRESENCIA DE PRECIPITADO BLANCO, GRIS Ó NEGRO QUE REACCIONA
CON HCl Y SIN OLOR
Fig.II .- 6 Fig. II .- 7 En términos generales, a mayor presión del sistema, mayor cantidad de CO2 disuelto y consecuentemente mayor corrosión (menor pH en el agua). A mayor temperatura se reduce la solubilidad del CO2 disuelto, por consiguiente menor corrosión (mayor pH en el agua). Finalmente la presencia de una mayor cantidad de sales en el agua, puede atenuar la reducción del pH, pero también aumentar el grado de conductividad iónica. Ello depende del tipo de componentes en el agua. La presión parcial del CO2 se puede utilizar para predecir el grado de corrosividad de un determinado sistema. Para ello necesitamos conocer la concentración de CO2 en el gas y la presión total a la cual se encuentra un sistema determinado mediante la siguiente ecuación: Presión Parcial = Presión Total x fracción molar de CO2 en el gas. Así, se han establecido las siguientes interrelaciones de predicción:
BPC MFR Capítulo V Pag. 8
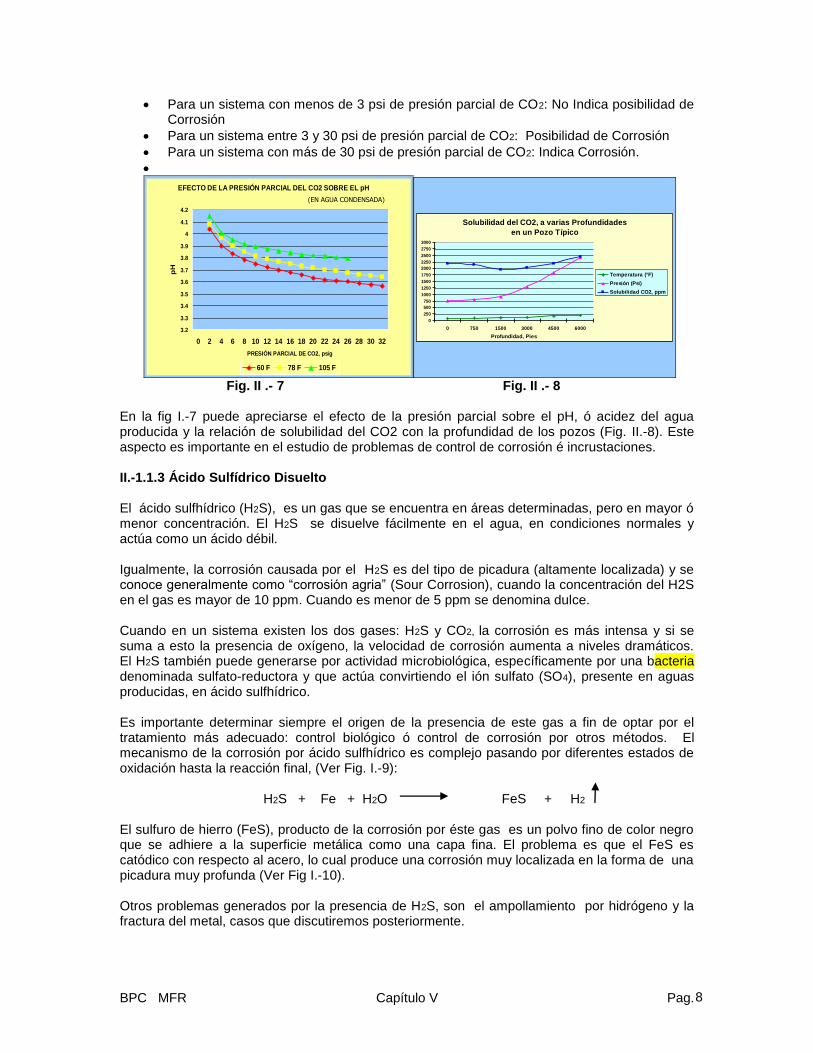
Para un sistema con menos de 3 psi de presión parcial de CO2: No Indica posibilidad de Corrosión
Para un sistema entre 3 y 30 psi de presión parcial de CO2: Posibilidad de Corrosión
Para un sistema con más de 30 psi de presión parcial de CO2: Indica Corrosión.
EFECTO DE LA PRESIÓN PARCIAL DEL CO2 SOBRE EL pH
3.2
3.3
3.4
3.5
3.6
3.7
3.8
3.9
4
4.1
4.2
0 2 4 6 8 10 12 14 16 18 20 22 24 26 28 30 32
PRESIÓN PARCIAL DE CO2, psig
pH
60 F 78 F 105 F
(EN AGUA CONDENSADA)
Solubilidad del CO2, a varias Profundidades
en un Pozo Típico
0
250
500
750
1000
1250
1500
1750
2000
2250
2500
2750
3000
0 750 1500 3000 4500 6000
Profundidad, Pies
Temperatura (°F)
Presión (Psi)
Solubilidad CO2, ppm
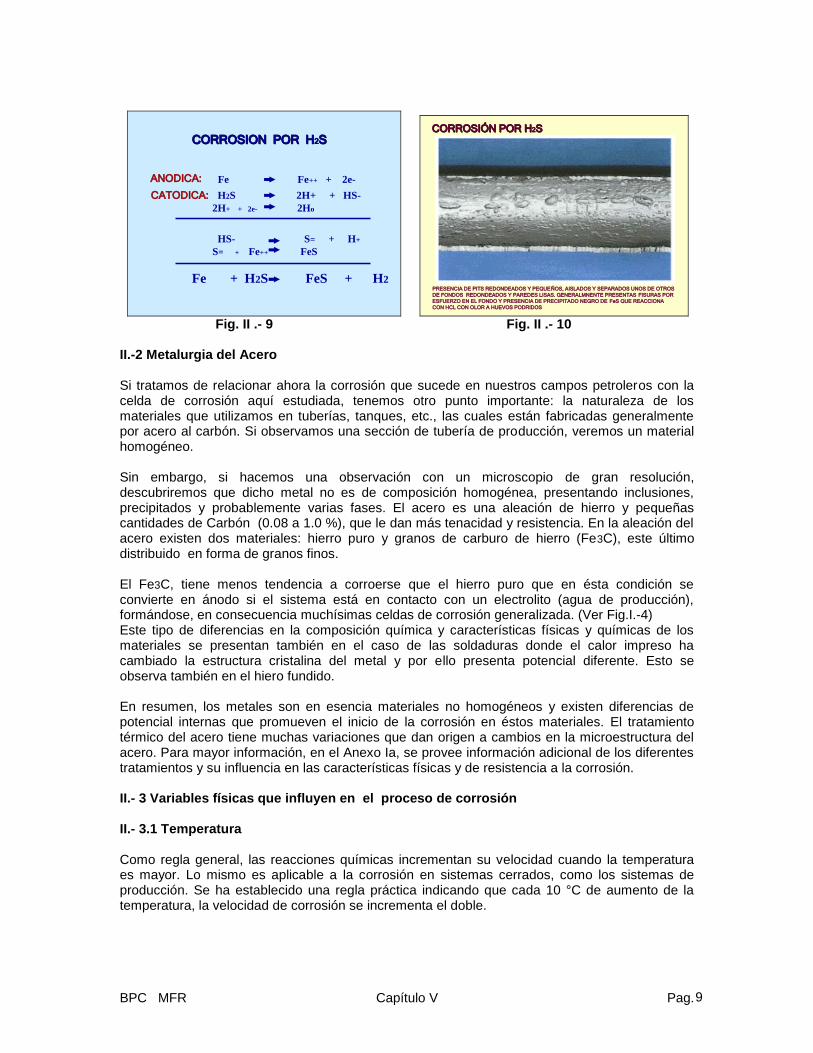
Fig. II .- 7 Fig. II .- 8 En la fig I.-7 puede apreciarse el efecto de la presión parcial sobre el pH, ó acidez del agua producida y la relación de solubilidad del CO2 con la profundidad de los pozos (Fig. II.-8). Este aspecto es importante en el estudio de problemas de control de corrosión é incrustaciones. II.-1.1.3 Ácido Sulfídrico Disuelto El ácido sulfhídrico (H2S), es un gas que se encuentra en áreas determinadas, pero en mayor ó menor concentración. El H2S se disuelve fácilmente en el agua, en condiciones normales y actúa como un ácido débil. Igualmente, la corrosión causada por el H2S es del tipo de picadura (altamente localizada) y se conoce generalmente como “corrosión agria” (Sour Corrosion), cuando la concentración del H2S en el gas es mayor de 10 ppm. Cuando es menor de 5 ppm se denomina dulce. Cuando en un sistema existen los dos gases: H2S y CO2, la corrosión es más intensa y si se suma a esto la presencia de oxígeno, la velocidad de corrosión aumenta a niveles dramáticos. El H2S también puede generarse por actividad microbiológica, específicamente por una bacteria denominada sulfato-reductora y que actúa convirtiendo el ión sulfato (SO4), presente en aguas producidas, en ácido sulfhídrico. Es importante determinar siempre el origen de la presencia de este gas a fin de optar por el tratamiento más adecuado: control biológico ó control de corrosión por otros métodos. El mecanismo de la corrosión por ácido sulfhídrico es complejo pasando por diferentes estados de oxidación hasta la reacción final, (Ver Fig. I.-9):
H2S + Fe + H2O FeS + H2 El sulfuro de hierro (FeS), producto de la corrosión por éste gas es un polvo fino de color negro que se adhiere a la superficie metálica como una capa fina. El problema es que el FeS es catódico con respecto al acero, lo cual produce una corrosión muy localizada en la forma de una picadura muy profunda (Ver Fig I.-10). Otros problemas generados por la presencia de H2S, son el ampollamiento por hidrógeno y la fractura del metal, casos que discutiremos posteriormente.
BPC MFR Capítulo V Pag. 9
CORROSION POR HCORROSION POR H22SS
ANODICA: Fe Fe++ + 2e-
CATODICA: H2S 2H+ + HS-
2H+ + 2e- 2Ho
HS- S= + H+
S= + Fe++ FeS
Fe + H2S FeS + H2
CORROSICORROSIÓÓN POR HN POR H22SS
PRESENCIA DE PITS REDONDEADOS Y PEQUEÑOS, AISLADOS Y SEPARADOS UNOS DE OTROS
DE FONDOS REDONDEADOS Y PAREDES LISAS. GENERALMNENTE PRESENTAS FISURAS POR
ESFUERZO EN EL FONDO Y PRESENCIA DE PRECIPITADO NEGRO DE FeS QUE REACCIONA
CON HCL CON OLOR A HUEVOS PODRIDOS
Fig. II .- 9 Fig. II .- 10 II.-2 Metalurgia del Acero Si tratamos de relacionar ahora la corrosión que sucede en nuestros campos petroleros con la celda de corrosión aquí estudiada, tenemos otro punto importante: la naturaleza de los materiales que utilizamos en tuberías, tanques, etc., las cuales están fabricadas generalmente por acero al carbón. Si observamos una sección de tubería de producción, veremos un material homogéneo. Sin embargo, si hacemos una observación con un microscopio de gran resolución, descubriremos que dicho metal no es de composición homogénea, presentando inclusiones, precipitados y probablemente varias fases. El acero es una aleación de hierro y pequeñas cantidades de Carbón (0.08 a 1.0 %), que le dan más tenacidad y resistencia. En la aleación del acero existen dos materiales: hierro puro y granos de carburo de hierro (Fe3C), este último distribuido en forma de granos finos. El Fe3C, tiene menos tendencia a corroerse que el hierro puro que en ésta condición se convierte en ánodo si el sistema está en contacto con un electrolito (agua de producción), formándose, en consecuencia muchísimas celdas de corrosión generalizada. (Ver Fig.I.-4) Este tipo de diferencias en la composición química y características físicas y químicas de los materiales se presentan también en el caso de las soldaduras donde el calor impreso ha cambiado la estructura cristalina del metal y por ello presenta potencial diferente. Esto se observa también en el hiero fundido. En resumen, los metales son en esencia materiales no homogéneos y existen diferencias de potencial internas que promueven el inicio de la corrosión en éstos materiales. El tratamiento térmico del acero tiene muchas variaciones que dan origen a cambios en la microestructura del acero. Para mayor información, en el Anexo Ia, se provee información adicional de los diferentes tratamientos y su influencia en las características físicas y de resistencia a la corrosión. II.- 3 Variables físicas que influyen en el proceso de corrosión II.- 3.1 Temperatura Como regla general, las reacciones químicas incrementan su velocidad cuando la temperatura es mayor. Lo mismo es aplicable a la corrosión en sistemas cerrados, como los sistemas de producción. Se ha establecido una regla práctica indicando que cada 10 °C de aumento de la temperatura, la velocidad de corrosión se incrementa el doble.
BPC MFR Capítulo V Pag. 10
En sistemas abiertos: tanques, recipientes, la corrosión tiende a aumentar en un momento y luego si la temperatura sigue aumentando, la corrosión comienza a disminuir por que los gases disueltos, causantes directos de la corrosión, comienzan a ser expulsados de la fase agua. II.- 3.2 Presión La presión influye también en la intensidad de la corrosión. A mayor presión, mayor cantidad de gases (CO2, H2S, O2) disueltos presentes y por lo tanto mayor velocidad de corrosión. II.- 3.3 Velocidad La velocidad juega un papel decisivo en los niveles de corrosión en un sistema. A mayores velocidades, mayor velocidad de corrosión. Uno de los efectos más comunes es que a mayor velocidad de flujo se tiende a perder ó arrastrar la película de inhibidor formada en la superficie metálica. Si el fluido además arrastra sólidos en suspensión ó burbujas de gas ó aire, el efecto es mayor por la fricción ejercida por las partículas sólidas contra la superficie metálica (Corrosión por erosión) y golpe de las burbujas contra la superficie metálica (corrosión por cavitación), respectivamente. En algunos casos cuando la velocidad es baja, la velocidad de corrosión disminuye, pero aumenta la tendencia a una forma de corrosión conocida por picadura. Sucede que a velocidades bajas de flujo, y generalmente en sistemas que tienen alta concentración biológica, se forman películas de materia orgánica y debajo de ellas se asientan colonias bacterianas que generan ácidos, los cuales causa corrosión localizada. II.- 3.3 Esfuerzos de tensión Especialmente en tuberías y equipo que están sujetos a esfuerzos de tensión y que serán explicados en la sección siguiente. II.- 4 OTRAS CAUSAS INDIRECTAS DE CORROSIÓN y TIPOS DE CORROSIÓN La corrosión ataca en diferentes formas que dependen de todas las variables existentes en un sistema de producción, la forma de trabajo y de la metalurgia del equipo involucrado En la literatura referente a las formas de corrosión conocidas, ésta se divide principalmente en corrosión uniforme, aquella en que el desgaste del metal es más ó menos parejo y uniforme y la corrosión localizada, donde se aprecia desgaste más intenso en unas zonas, incluyendo aún perforaciones que atraviesan toda la pared del metal, cuando al costado aparentemente no se observa un desgaste. Otras formas de corrosión no solo implican desgaste de ciertas zonas de la superficie metálica sino que van más allá, es decir hacía la misma estructura del metal causando fatiga y fisura ó fractura de la estructura metálica. Es importante desde este aspecto, conocer también la metalurgia y características físicas de los diferentes materiales que utilizamos en las operaciones petroleras. Algunos otros tipos de corrosión que describiremos brevemente no se encuentran en nuestras operaciones y los describiremos sólo por interés general: II.-4.1 Corrosión Localizada Es una forma muy localizada de corrosión. El proceso de corrosión se concentra en áreas específicas con intensidad varias veces mayor a la que sucede en el resto de la superficie y los huecos resultantes pueden ser estrechos y profundos (hasta llegar a la perforación de la pared metálica misma) ó mas extendidos y superficiales. Dentro de ésta forma de corrosión se conocen algunas variaciones típicas:
BPC MFR Capítulo V Pag. 11
II.-4.1.1 Celdas de Concentración Es un tipo de corrosión que se origina por diferencias localizadas en el metal ó en el electrolito en contacto con el metal. Diferencias en la composición del electrolito (agua producida en éste caso), generalmente se clasifican como celdas de concentración. La figura V.-15 es una representación típica de una celda de concentración. Algunos ejemplos: Corrosión por estancamiento Es un tipo de corrosión por picadura que se desarrolla en hendiduras y rendijas, por estancamiento de flujo y diferencia en la concentración del gas oxidante presente. Éste gas se consume más rápidamente en la hendidura, dejando un diferencial de concentración que inicia el flujo de electrones hacía la zona con menos concentración del gas. Es muy típica de sistemas oxigenados con problemas de diseño. Tubérculos de Oxígeno Es un tipo de picadura con el mismo principio anterior. Es influenciado por la formación de una capa porosa de óxido ó hidróxido de hierro que cubre parcialmente la superficie metálica y crea una diferencia de concentración de oxígeno entre la zona adyacente al depósito de óxido y la zona situada debajo del depósito. Celdas de aereación diferencial Es una forma de picadura que se origina por la diferencias de aeración en zonas que tienen contacto con el oxígeno atmosférico. Muy similar a la anterior. Corrosión bajo depósitos Es una forma de picadura que se origina por la depositación de incrustamientos, óxidos productos de corrosión y lodos de tipo poroso sobre áreas determinadas de la superficie metálica, propiciando diferencias en la concentración de gases disueltos. Normalmente se produce en el fondo de tuberías y tanques. También es una variación de la tuberculación por oxígeno II.-4.1.2 Corrosión por unión Bi-metálica ó Corrosión Galvánica Es el tipo de corrosión que se produce cuando dos metales de diferente potencial son colocados unidos entre sí dentro de un electrolito que contiene un agente oxidante. El más reactivo ó menos noble se corroe rápidamente mientras que el más noble permanece inalterable. El esquema típico de una celda de corrosión. Este efecto es más notable cuando el área del metal menos noble, es menor que el área del metal más noble, en este caso el metal menos noble se corroe a una velocidad proporcional a la diferencia de áreas. Un ejemplo típico sería cuando utilizamos remaches de hiero en un tanque que tiene planchas de bronce. Veríamos con estupor cómo los remaches de hierro desaparecen en muy poco tiempo. Un ejemplo beneficioso, de éste tipo de corrosión es la protección catódica utilizando ánodos de sacrificio, a base de zinc que se colocan aciertos intervalos en un sistema de tuberías de acero al carbón haciendo que en éste caso en material menos noble (zinc) se corroa mientras que la estructura que queremos proteger se mantiene inalterable. Cada cierto tiempo obviamente, tendremos que reemplazar los ánodos desgastados de zinc. HAZ (Corrosión por Zona Térmicamente afectada) Este tipo de corrosión se aprecia en las zonas de soldadura de una tubería. Durante la soldadura de dos tuberías, y por efecto del arco térmico, las zonas adyacentes pueden ser afectadas por la temperatura que cambia la microestructura del metal la cual es diferente de la microestructura de zonas más alejadas del área de soldadura y por lo tanto se crean dos metales con diferentes potenciales. En ésta situación, generalmente el metal adyacente a la soldadura se vuelve menos noble (ánodo) y se corroe a mayor velocidad.
BPC MFR Capítulo V Pag. 12
II.-4.1.3 Erosión-Corrosión Es el tipo de corrosión originado por alta velocidad ó turbulencia de un fluido que contiene también agentes oxidantes ó corrosivos quienes actúan alternativamente, destruyendo las capas protectoras sobre la superficie metálica y causando inmediatamente corrosión al metal expuesto. En aceros al carbón, donde se tiende a formar una capa protectora de carbonato de hierro, el metal se ve atacado cuando dicha capa es destruida por efecto de velocidad y turbulencia. II.-4.1.4 Cavitación Es el tipo de corrosión causado por la formación y colapso posterior de burbujas de vapor, debido a cambios rápidos en la presión de un sistema. Los impulsores de bombas centrífugas son más susceptibles a éste tipo de corrosión II.-4.1.5 Corrosión Intergranular Como ya se ha explicado anteriormente, muchos metales y aleaciones no son materiales totalmente homogéneos y la corrosión Intergranular como su nombre lo indica e aquella que se realiza en las periferias de los diferentes granos ó núcleos que componen el metal. Muchas veces se confunde este tipo de corrosión con la corrosión con fractura por estrés la misma que ocurre sólo cuando el metal está sometido a determinadas tensiones ó estrés. En la mayoría de los casos, la corrosión intergranular ocurre por imperfecciones en el refinado de éstas aleaciones por las cuales se producen precipitaciones en las fronteras de los granos que hacen que dichas fronteras se vuelvan más susceptibles a la corrosión que los mismos granos. Los aceros inoxidables austeníticos son los más susceptibles a éste tipo de corrosión. Debido a ciertas fallas en el tratamiento térmico de éstos aceros, el carburo de cromo precipita en las fronteras haciéndolo susceptible a este tipo de corrosión. Cuando ello sucede se dice que el acero inoxidable está “sensibilizado”. La corrección a este problema radica en la ejecución de un tratamiento térmico adecuado, reducir la concentración de carbono (debajo de 0.03 %) y agregar ó alear con otros metales (niobio y/ó columbio). II.-4.1.6 Fallas causadas por hidrógeno El átomo de hidrógeno (H), es muy pequeño y tiene una gran capacidad para difundirse a través de las paredes metálicas y aprovechar cualquier espacio (laminaciones, inclusiones en el metal, etc) para acumularse allí. A continuación el átomo de hidrógeno se convierte en molécula (H2), la cual ocupa un mayor espacio. Con el tiempo la presión ejercida por las moléculas genera la formación de cavernas de mayor tamaño las mismas que producen un hinchamiento en el área y la posterior falla del metal. Cuando ello sucede en aceros de baja resistencia, se le denomina ampollamiento y es un problema muy común en campos donde existe mucho H2S, puesto que éste gas produce hidrógeno como producto de su reacción con el acero. Puede causar roturas y fugas en las tuberías atacadas. Cuando el hidrógeno entra en aceros de alta resistencia da lugar a otro tipo de falla denominada fragilización . Cuando el metal llega a éste estado de fragilización, falla en forma espontánea a niveles de resistencia muy por debajo de su resistencia normal de trabajo. La limitación de éste fenómeno a los aceros de alta resistencia se debe al hecho de que sólo en éstos materiales el nivel de tensión es lo suficiente alto como para iniciar el mecanismo descrito.
BPC MFR Capítulo V Pag. 13
Las fallas por fragilización por hidrógeno no ocurren inmediatamente después de la aplicación de un esfuerzo mayor ó la exposición al hidrógeno atómico, sino que toman un tiempo determinado hasta que se produce la falla catastrófica. Durante éste período previo, el hidrógeno se difunde hacía los lugares de mayor tensión y se acumula allí. Hasta que un acero conteniendo hidrógeno no sea fracturado, el acero puede ser recuperado mediante tratamiento térmico adecuado. En campos donde existen ambientes húmedos y con presencia de H2S, se produce otro tipo de falla por hidrógeno denominado fractura por esfuerzo al sulfuro. El mecanismo exacto de éste tipo de falla no está muy bien definido y por ésa razón se le denomina de varias formas, sin embargo se ha aceptado que para que éste tipo de falla se produzca, deben darse las siguientes condiciones:
- Debe haber presencia de H2S - Debe haber presencia de agua, inclusive trazas de ella - Debe estar involucrado un acero de alta resistencia - El acero debe estar sometido a un esfuerzo de tensión ó carga (tensión residual ó
aplicada). Cuando existen éstas tres condiciones, la fractura por esfuerzo al sufuro puede ocurrir después de un determinado tiempo, horas, días ó años de servicio. La susceptibilidad del material a fallar por éste mecanismo, está determinado por las siguientes variables:
a).- Resistencia ó dureza del acero. Aceros con resistencias menores de 90,000 psi (Dureza RC 22) son poco susceptibles a fallar. Estos niveles sin embargo pueden variar según aleaciones con otros metales y tratamiento térmico aplicado al acero.
b).- Nivel de Tensión (Residual ó aplicado). A mayor nivel de esfuerzo, menor el tiempo de falla.
c).- Concentración de H2S d).- pH del agua. La susceptibilidad a la fractura se incrementa cuando el pH es más bajo. e).- Temperatura. La susceptibilidad a la fractura disminuye a temperaturas superiores a 160 F
(66 ºF).
Finalmente está el caso de falla por hidrógeno a alta temperaturas, causada por la reacción del hidrógeno a estas temperaturas con el carbón del metal formando metano (CH4), el cual ocupa un volumen mayor causando fracturas y cavernas dentro de la microestructura del metal. II.-4.1.6 Corrosión causada por fatiga Es el tipo de corrosión que ocurre cuando un metal es sometido a esfuerzos cíclicos ó repetitivos y falla en forma de fragilización al realizar esfuerzos por debajo del esfuerzo normal de trabajo ó tensión. Hay sin embargo en algunos metales (especialmente los aceros), un esfuerzo de trabajo ó tensión debajo del cual no se producirá falla en un metal que está siendo sometido a esfuerzos cíclicos ó repetidos. Ese valor de esfuerzo se denomina el límite de endurancia.y generalmente es más bajo que el esfuerzo de trabajo ó tensión. La perfomance de los metales sujetos a esfuerzos cíclicos es determinada ploteando el esfuerzo al cual se produce la falla versus el número de ciclos antes de producirse la falla. Curvas S-N. Para el caso de aceros al carbón, el límite de endurancia generalmente es entre 40 y 60 % de su esfuerzo de tensión y depende de la micro-estructura y tratamiento térmico del acero. Las fracturas debido a fatiga del metal, siempre comienzan a producirse en la superficie, rayaduras, diferencias de material, inclusiones ó porosidades que actúan como elevadores del
BPC MFR Capítulo V Pag. 14
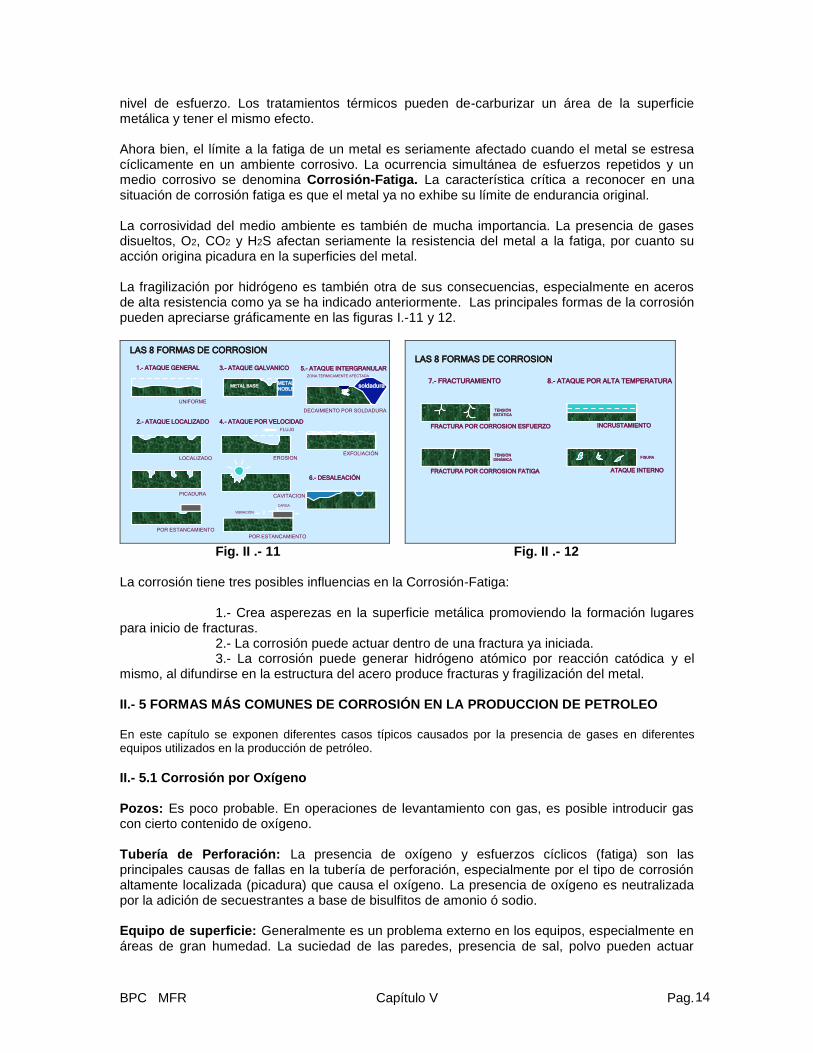
nivel de esfuerzo. Los tratamientos térmicos pueden de-carburizar un área de la superficie metálica y tener el mismo efecto. Ahora bien, el límite a la fatiga de un metal es seriamente afectado cuando el metal se estresa cíclicamente en un ambiente corrosivo. La ocurrencia simultánea de esfuerzos repetidos y un medio corrosivo se denomina Corrosión-Fatiga. La característica crítica a reconocer en una situación de corrosión fatiga es que el metal ya no exhibe su límite de endurancia original. La corrosividad del medio ambiente es también de mucha importancia. La presencia de gases disueltos, O2, CO2 y H2S afectan seriamente la resistencia del metal a la fatiga, por cuanto su acción origina picadura en la superficies del metal. La fragilización por hidrógeno es también otra de sus consecuencias, especialmente en aceros de alta resistencia como ya se ha indicado anteriormente. Las principales formas de la corrosión pueden apreciarse gráficamente en las figuras I.-11 y 12.
LAS 8 FORMAS DE CORROSIONLAS 8 FORMAS DE CORROSION
1.- ATAQUE GENERAL
2.- ATAQUE LOCALIZADO
UNIFORME
LOCALIZADO
PICADURA
POR ESTANCAMIENTO
3.- ATAQUE GALVANICO
METAL BASEMETAL
NOBLE
4.- ATAQUE POR VELOCIDAD
EROSION
CAVITACION
POR ESTANCAMIENTO
FLUJO
CARGA
VIBRACIÓN
5.- ATAQUE INTERGRANULAR
METAL BASE
soldadura
ZONA TERMICAMENTE AFECTADA
DECAIMIENTO POR SOLDADURA
EXFOLIACIÓN
6.- DESALEACIÓN
LAS 8 FORMAS DE CORROSIONLAS 8 FORMAS DE CORROSION
8.- ATAQUE POR ALTA TEMPERATURA7.- FRACTURAMIENTO
TENSIÓN
ESTÁTICA
FRACTURA POR CORROSION ESFUERZO
TENSIÓN
DINÁMICA
FRACTURA POR CORROSION FATIGA ATAQUE INTERNO
FISURA
INCRUSTAMIENTO
Fig. II .- 11 Fig. II .- 12 La corrosión tiene tres posibles influencias en la Corrosión-Fatiga: 1.- Crea asperezas en la superficie metálica promoviendo la formación lugares para inicio de fracturas. 2.- La corrosión puede actuar dentro de una fractura ya iniciada. 3.- La corrosión puede generar hidrógeno atómico por reacción catódica y el mismo, al difundirse en la estructura del acero produce fracturas y fragilización del metal. II.- 5 FORMAS MÁS COMUNES DE CORROSIÓN EN LA PRODUCCION DE PETROLEO En este capítulo se exponen diferentes casos típicos causados por la presencia de gases en diferentes equipos utilizados en la producción de petróleo.
II.- 5.1 Corrosión por Oxígeno Pozos: Es poco probable. En operaciones de levantamiento con gas, es posible introducir gas con cierto contenido de oxígeno. Tubería de Perforación: La presencia de oxígeno y esfuerzos cíclicos (fatiga) son las principales causas de fallas en la tubería de perforación, especialmente por el tipo de corrosión altamente localizada (picadura) que causa el oxígeno. La presencia de oxígeno es neutralizada por la adición de secuestrantes a base de bisulfitos de amonio ó sodio. Equipo de superficie: Generalmente es un problema externo en los equipos, especialmente en áreas de gran humedad. La suciedad de las paredes, presencia de sal, polvo pueden actuar

BPC MFR Capítulo V Pag. 15
como esponjas y acumular agua que con la presencia de oxígeno acentúa la formación de celdas de aereación diferencial. Las superficies interiores de los techos en los tanques de almacenamiento pueden ser parcialmente atacados por combinación de presencia de humedad condensada en la superficie interior y de oxígeno introducido por la “respiración” del tanque. La presencia de CO2 y H2S, intensificarán ésta acción. (Ver Fig. II.-14)
FORMACIÓN PRODUCTORA
H2S,
CO2
GOTAS DE AGUA
CONDENSADA
AQUIFERO SUPERFICIALFRÍO
O2
TUBING
CASING
NIVEL DE FLUIDO
CORROSIÓN INTERNA EN EL CASING
CORROSION EN TECHOS DE TANQUESCORROSION EN TECHOS DE TANQUES
PETROLEO
CORROSION SEVERA DEBIDO A
AGUA AEREADA CONDENSADAEL AIRE ENTRA Y SALE
CUANDO TANQUE RESPIRA
VAPORES DE AGUA CON H2S
AGUA SALADA
Fig. II .- 13 Fig. II .-14 Equipo de inyección de agua: La presencia de oxígeno en el agua de inyección, da lugar a la formación de tubérculos, constituidos básicamente por óxidos é hidróxidos de hierro, los cuales debido a su gran volumen dan lugar a obstrucciones en el equipo y taponamiento de la formación. La superficie situada debajo de los tubérculos, presenta corrosión localiza de apreciable profundidad. La acumulación de masas biológicas también genera un problema similar y ademas producción de gases ácidos. Plataformas mar afuera: La presencia de oxígeno ataca también las plataformas en el mar. Se distinguen 4 zonas de actividad. La zona de fondo marino, situada debajo del lecho marino, la zona sumergida, situada en contacto con la masa de agua de mar , la zona de salpicadura situada en la superficie del mar y la zona atmosférica, situada en toda la parte expuesta a la atmósfera. Las zona más afectadas generalmente es la zona de salpicadura, por la diferencias en la concentración de oxígeno y consiguiente formación de picaduras. II.- 5.2 Corrosión dulce (por CO2)
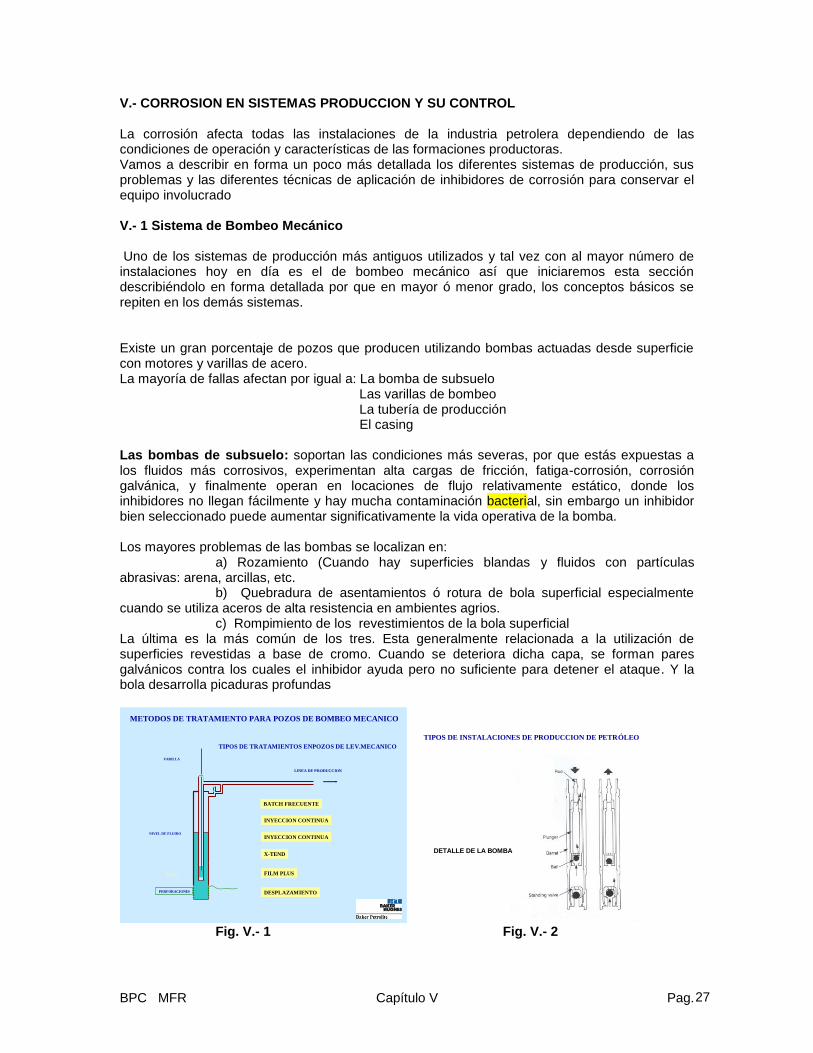
Pozos de Gas: El dióxido de carbono ataca en estos pozos formando picadura muy profunda, que puede atravesar la pared del metal en corto tiempo, debido a la formación de ácido carbónico y posterior ataque directo contra el metal. La tubería situada debajo del punto de condensación de agua, aparece sin daño alguno. Pozos de petróleo: La corrosión por CO2 en pozos que producen agua y petróleo se da en todo tipo de pozo y en toda la superficie expuesta. La corrosión se evidencia por formación de picaduras profundas y escarpadas, tanto en la tubería de producción como en el casing ó tubería de revestimiento. En las zonas más profundas del pozo, los niveles de CO2 disueltos suelen ser muy altos y si no suministramos protección con inhibidores de corrosión, el casing resulta seriamente corroído. En los pozos de bombeo mecánico, las varillas resultan seriamente afectadas, por picadura severa y corrosión fatiga. Fallas en los acoplamientos debidos a corrosión fatiga desgaste y erosión.
BPC MFR Capítulo V Pag. 16
En pozos de levantamiento con gas, se presentan los casos más severos de corrosión por CO2, especialmente debido a la gran profundidad de éstos pozos, altas presiones (presión parcial de CO2 altas) y alta producción de agua. El problema se agrava cuando el gas de levantamiento contiene oxigeno. Estos pozos son difíciles de tratar por la dificultad de hacer llegar inhibidores de corrosión a zonas situadas debajo de la zona de inyección del gas. Equipo de superficie: La corrosión del equipo de superficie es menor en intensidad que en los pozos, por cuanto, la presión en ésta parte del sistema es menor (menor presión parcial de CO2), y el CO2 ha pasado a la fase de gas. Las zonas de condensación, especialmente las superficies interiores de los tanques son afectadas cuando el agua se condensa y favorece la corrosión localizada. II.- 5.3 Corrosión Agria (por H2S)
Pozos de Gas: El ataque por H2S se caracteriza por la localización de la corrosión en áreas determinadas en la superficie metálica pero poco profundas y aisladas. Pueden presentarse fallas espontáneas por corrosión por fractura por sulfuro. Se ha encontrado también picadura acentuada en pozos profundos de alta presión de gas y alto contenido de H2S y que producen sal muera. Pozos de petróleo: El H2S causa picaduras no pronunciadas y que aparecen como depresiones. En la parte externa de la tubería de producción é interna del casing, y en zonas situadas sobre el nivel del fluido, pueden presentarse picaduras más escarpadas y profundas. El mecanismo de corrosión en ésta zona se debe a la expulsión y saturación de éste espacio anular con gases ácidos: H2S. Según el gas converge hacía el anular, el agua se va condensando en las paredes, a temperaturas menores al punto de rocío. El H2S se disuelve en las gotas de agua condensadas iniciando el ataque de corrosión. Debido a la condición estática en el casing, el FeS formado es catódico respecto al acero é inicia un proceso de picadura profunda. (Ver Fig. II.-14) En pozos de bombeo mecánico, la corrosión por H2S, se presenta en las varillas como picaduras aisladas, con pequeñas fracturas en las bases de esas picaduras.; Estas fracturas se presentan también en el fondo de rayaduras y defectos superficiales. Cuando se analiza una varilla fallada durante servicio, se pueden observar dos zonas en el plano de ruptura, en la primera (equivalente a un 5 % del área de corte), se observa una ligera fractura, que se extiende en etapas graduales donde se observa desgaste por corrosión general y la segunda como una área escarpada é irregular que corresponde a la zona de ruptura final de la varilla. Equipo de superficie: La corrosión por H2S en el equipo de superficie es similar a la que ocurre bajo tierra, pero generalmente en menor grado. En los tanques de almacenamiento y cuando hay presencia de oxígeno, la corrosión por H2S puede ser muy severa y rápida tanto en el fondo del tanque en la zona de agua como en la superficie interna de techo, por condensación de agua saturada con H2S.
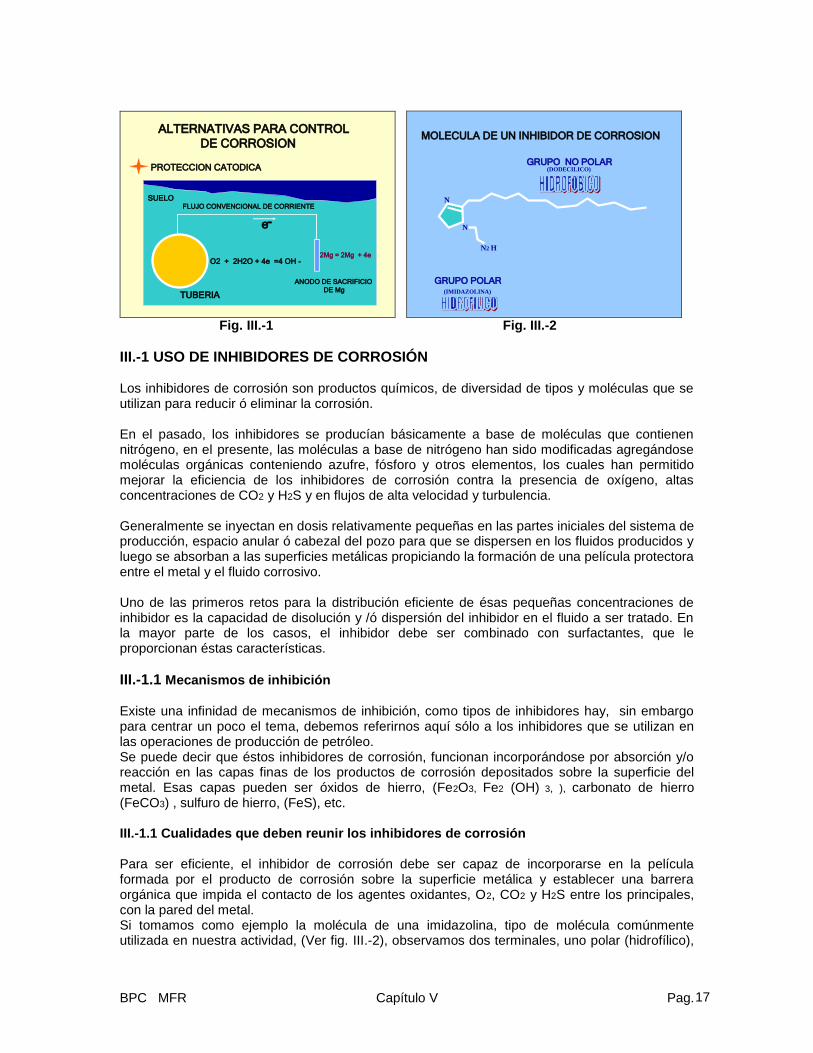
III.- METODOS DE CONTROL DE LA CORROSIÓN La corrosión puede ser controlada de varias maneras, existen muchas tecnologías desarrolladas para atacar los fenómenos de corrosión. Entre las técnicas más populares figuran las siguientes: 1.- Aplicación de inhibidores de corrosión 2.- Protección catódica (Ver fig. III.-1) 3.- Aplicación de recubrimientos y pinturas 4.- Utilización de materiales resistentes a la corrosión
o Metalurgia especializada o Plásticos resistentes
5.- Mejoramiento del Diseño
BPC MFR Capítulo V Pag. 17
ALTERNATIVAS PARA CONTROL
DE CORROSION
PROTECCION CATODICA
TUBERIA
ANODO DE SACRIFICIO
DE Mg
SUELOFLUJO CONVENCIONAL DE CORRIENTE
e-
2Mg = 2Mg + 4eO2 + 2H2O + 4e =4 OH -
MOLECULA DE UN INHIBIDOR DE CORROSION
N
N
N2 H
GRUPO POLAR(IMIDAZOLINA)
GRUPO NO POLAR(DODECILICO)
Fig. III.-1 Fig. III.-2
III.-1 USO DE INHIBIDORES DE CORROSIÓN Los inhibidores de corrosión son productos químicos, de diversidad de tipos y moléculas que se utilizan para reducir ó eliminar la corrosión. En el pasado, los inhibidores se producían básicamente a base de moléculas que contienen nitrógeno, en el presente, las moléculas a base de nitrógeno han sido modificadas agregándose moléculas orgánicas conteniendo azufre, fósforo y otros elementos, los cuales han permitido mejorar la eficiencia de los inhibidores de corrosión contra la presencia de oxígeno, altas concentraciones de CO2 y H2S y en flujos de alta velocidad y turbulencia. Generalmente se inyectan en dosis relativamente pequeñas en las partes iniciales del sistema de producción, espacio anular ó cabezal del pozo para que se dispersen en los fluidos producidos y luego se absorban a las superficies metálicas propiciando la formación de una película protectora entre el metal y el fluido corrosivo. Uno de las primeros retos para la distribución eficiente de ésas pequeñas concentraciones de inhibidor es la capacidad de disolución y /ó dispersión del inhibidor en el fluido a ser tratado. En la mayor parte de los casos, el inhibidor debe ser combinado con surfactantes, que le proporcionan éstas características.
III.-1.1 Mecanismos de inhibición
Existe una infinidad de mecanismos de inhibición, como tipos de inhibidores hay, sin embargo para centrar un poco el tema, debemos referirnos aquí sólo a los inhibidores que se utilizan en las operaciones de producción de petróleo. Se puede decir que éstos inhibidores de corrosión, funcionan incorporándose por absorción y/o reacción en las capas finas de los productos de corrosión depositados sobre la superficie del metal. Esas capas pueden ser óxidos de hierro, (Fe2O3, Fe2 (OH) 3, ), carbonato de hierro (FeCO3) , sulfuro de hierro, (FeS), etc. III.-1.1 Cualidades que deben reunir los inhibidores de corrosión Para ser eficiente, el inhibidor de corrosión debe ser capaz de incorporarse en la película formada por el producto de corrosión sobre la superficie metálica y establecer una barrera orgánica que impida el contacto de los agentes oxidantes, O2, CO2 y H2S entre los principales, con la pared del metal. Si tomamos como ejemplo la molécula de una imidazolina, tipo de molécula comúnmente utilizada en nuestra actividad, (Ver fig. III.-2), observamos dos terminales, uno polar (hidrofílico),
BPC MFR Capítulo V Pag. 18
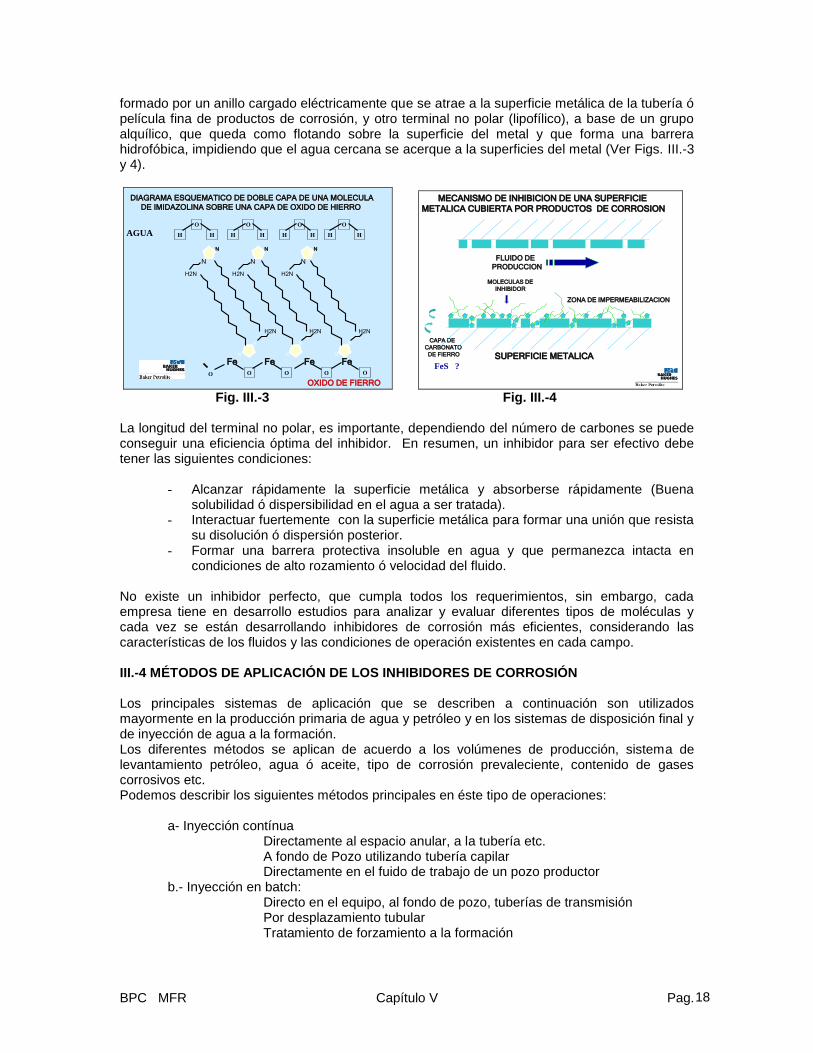
formado por un anillo cargado eléctricamente que se atrae a la superficie metálica de la tubería ó película fina de productos de corrosión, y otro terminal no polar (lipofílico), a base de un grupo alquílico, que queda como flotando sobre la superficie del metal y que forma una barrera hidrofóbica, impidiendo que el agua cercana se acerque a la superficies del metal (Ver Figs. III.-3 y 4).
DIAGRAMA ESQUEMATICO DE DOBLE CAPA DE UNA MOLECULADIAGRAMA ESQUEMATICO DE DOBLE CAPA DE UNA MOLECULA
DE IMIDAZOLINA SOBRE UNA CAPA DE OXIDO DE HIERRO DE IMIDAZOLINA SOBRE UNA CAPA DE OXIDO DE HIERRO
OXIDO DE FIERRO
H2N
N
N NN
N N
H2N H2N
H2N H2N H2N
N N N
N N N
O
FeO O O O
Fe Fe Fe
O
H H H H
O
H
O
H
O
H HAGUA
SUPERFICIE METALICASUPERFICIE METALICA
CAPA DE
CARBONATO
DE FIERRO
FLUIDO DE
PRODUCCION
ZONA DE IMPERMEABILIZACION
MOLECULAS DE
INHIBIDOR
MECANISMO DE INHIBICION DE UNA SUPERFICIEMECANISMO DE INHIBICION DE UNA SUPERFICIE
METALICA CUBIERTA POR PRODUCTOS DE CORROSION METALICA CUBIERTA POR PRODUCTOS DE CORROSION
FeS ?
Fig. III.-3 Fig. III.-4 La longitud del terminal no polar, es importante, dependiendo del número de carbones se puede conseguir una eficiencia óptima del inhibidor. En resumen, un inhibidor para ser efectivo debe tener las siguientes condiciones:
- Alcanzar rápidamente la superficie metálica y absorberse rápidamente (Buena solubilidad ó dispersibilidad en el agua a ser tratada).
- Interactuar fuertemente con la superficie metálica para formar una unión que resista su disolución ó dispersión posterior.
- Formar una barrera protectiva insoluble en agua y que permanezca intacta en condiciones de alto rozamiento ó velocidad del fluido.
No existe un inhibidor perfecto, que cumpla todos los requerimientos, sin embargo, cada empresa tiene en desarrollo estudios para analizar y evaluar diferentes tipos de moléculas y cada vez se están desarrollando inhibidores de corrosión más eficientes, considerando las características de los fluidos y las condiciones de operación existentes en cada campo. III.-4 MÉTODOS DE APLICACIÓN DE LOS INHIBIDORES DE CORROSIÓN Los principales sistemas de aplicación que se describen a continuación son utilizados mayormente en la producción primaria de agua y petróleo y en los sistemas de disposición final y de inyección de agua a la formación. Los diferentes métodos se aplican de acuerdo a los volúmenes de producción, sistema de levantamiento petróleo, agua ó aceite, tipo de corrosión prevaleciente, contenido de gases corrosivos etc. Podemos describir los siguientes métodos principales en éste tipo de operaciones: a- Inyección contínua Directamente al espacio anular, a la tubería etc. A fondo de Pozo utilizando tubería capilar Directamente en el fuido de trabajo de un pozo productor b.- Inyección en batch:
Directo en el equipo, al fondo de pozo, tuberías de transmisión Por desplazamiento tubular Tratamiento de forzamiento a la formación
BPC MFR Capítulo V Pag. 19
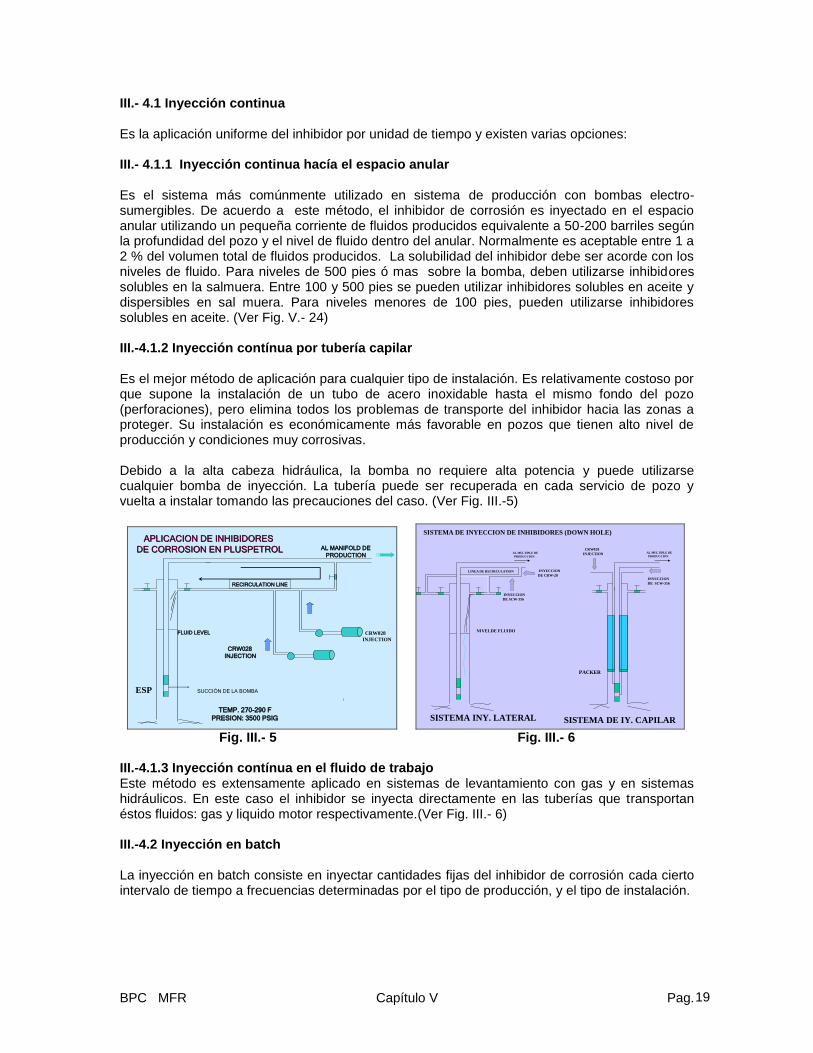
III.- 4.1 Inyección continua Es la aplicación uniforme del inhibidor por unidad de tiempo y existen varias opciones: III.- 4.1.1 Inyección continua hacía el espacio anular Es el sistema más comúnmente utilizado en sistema de producción con bombas electro-sumergibles. De acuerdo a este método, el inhibidor de corrosión es inyectado en el espacio anular utilizando un pequeña corriente de fluidos producidos equivalente a 50-200 barriles según la profundidad del pozo y el nivel de fluido dentro del anular. Normalmente es aceptable entre 1 a 2 % del volumen total de fluidos producidos. La solubilidad del inhibidor debe ser acorde con los niveles de fluido. Para niveles de 500 pies ó mas sobre la bomba, deben utilizarse inhibidores solubles en la salmuera. Entre 100 y 500 pies se pueden utilizar inhibidores solubles en aceite y dispersibles en sal muera. Para niveles menores de 100 pies, pueden utilizarse inhibidores solubles en aceite. (Ver Fig. V.- 24) III.-4.1.2 Inyección contínua por tubería capilar Es el mejor método de aplicación para cualquier tipo de instalación. Es relativamente costoso por que supone la instalación de un tubo de acero inoxidable hasta el mismo fondo del pozo (perforaciones), pero elimina todos los problemas de transporte del inhibidor hacia las zonas a proteger. Su instalación es económicamente más favorable en pozos que tienen alto nivel de producción y condiciones muy corrosivas. Debido a la alta cabeza hidráulica, la bomba no requiere alta potencia y puede utilizarse cualquier bomba de inyección. La tubería puede ser recuperada en cada servicio de pozo y vuelta a instalar tomando las precauciones del caso. (Ver Fig. III.-5)
AL MANIFOLD DE
PRODUCTION
RECIRCULATION LINE
FLUID LEVEL
CRW028
INJECTION
APLICACION DE INHIBIDORES APLICACION DE INHIBIDORES
DE CORROSION EN PLUSPETROLDE CORROSION EN PLUSPETROL
TEMP. 270-290 F
PRESION: 3500 PSIG
ESP
CRW028
INJECTION
SUCCIÓN DE LA BOMBA
AL MULTIPLE DE
PRODUCCION
LINEA DE RECIRCULATION
CRW028
INJECTION
INYECCION
DE SCW-356
SISTEMA INY. LATERAL
INYECCION
DE SCW-356
NIVELDE FLUIDO
PACKER
SISTEMA DE IY. CAPILAR
SISTEMA DE INYECCION DE INHIBIDORES (DOWN HOLE)
INYECCION
DE CRW-28
AL MULTIPLE DE
PRODUCCION
Fig. III.- 5 Fig. III.- 6 III.-4.1.3 Inyección contínua en el fluido de trabajo Este método es extensamente aplicado en sistemas de levantamiento con gas y en sistemas hidráulicos. En este caso el inhibidor se inyecta directamente en las tuberías que transportan éstos fluidos: gas y liquido motor respectivamente.(Ver Fig. III.- 6) III.-4.2 Inyección en batch La inyección en batch consiste en inyectar cantidades fijas del inhibidor de corrosión cada cierto intervalo de tiempo a frecuencias determinadas por el tipo de producción, y el tipo de instalación.
BPC MFR Capítulo V Pag. 20
III.- 4.2.1 Inyección en batch directa El inhibidor se agrega mezclándolo con fluido producido a fin de que llegue con facilidad hasta el fondo del pozo ó nivel de líquido en el anular. La concentración típica para iniciar el control es de 25 ppm basado en la producción total del sistema ó un mínimo de 1 galón/semana/2000 pies de profundidad y efectuando un batch semanal. Lo importante es efectuar una evaluación de la efectividad del inhibidor mediante los métodos de monitoreo disponibles. La Tabla 2.0 del Manual de Corrosión de BPC es una guía adecuada. La cantidad de sobreflujo que debe aplicarse para transporte del inhibidor a la zonas a proteger depende de varios factores, siendo los más importantes:
Tipo de inhibidor
Nivel de fluido
Temperatura en el espacio anular La Tabla 2.1 del Manual de Corrosión de BPC provee una guia adecuada Este tipo de tratamiento es aconsejable cuando existe una gran cantidad de pozos que producen relativamente poco petróleo y no puede instalarse una bomba para inyección continua en cada uno de ellos. Entonces resulta más práctico hacer inyecciones de inhibidor a varios pozos durante el día, siguiendo un programa específico y utilizando un camión de tratamiento. Las preguntas más frecuentes en este tipo de tratamiento son:
Cuanta cantidad de inhibidor?
Con qué frecuencia?
Cuanta cantidad de líquido de sobreflujo? La frecuencia y cantidades recomendadas así como el tipo de inhibidor a utilizarse (soluble ó dispersible en sal muera ó soluble en petróleo) y la cantidad de sobre-flujo, deben fijarse de acuerdo a los niveles de fluido en el espacio anular, producción del pozo etc. Se recomienda comenzar con dosificaciones y frecuencias iniciales y mediante monitoreo de resultados, determinar la frecuencia y dosificaciones óptimas para cada pozo. Los tratamientos en batch no resultan efectivos cuando los fluidos se producen por el espacio anular, existen packers instalados en el espacio anular ó la cantidad de sobreflujo y el nivel de fluido son muy pequeños ó altos respectivamente. III.- 4.2.2 Tratamiento por desplazamiento tubular Es el método menos efectivo para para aplicarse en pozos de petróleo, debe ser utilizado como la última opción ó complementando otros tratamientos. En pozos de gas suele utilizarse con relativa frecuencia. III.- 4.2.3 Tratamiento de forzamiento a la formación El tratamiento de forzamiento a la formación es justificable en pozos que tienen empaque (packer) instalado y no es posible el tratamiento según métodos descritos anteriormente. También cuando se trata de pozos muy profundos y los tratamientos con tubería capilar no son posibles de implementar. Este tratamiento es muy utilizado para aplicación de inhibidores de incrustamiento y parafina/asfaltenos, cuando los problemas de obstrucción se presentan en la formación misma. El tratamiento consiste en forzar una cantidad determinada de inhibidor hacía la formación utilizando un líquido transportador y una bomba con capacidad suficiente como para forzar la entrada de la solución preparada a una distancia de varios pies adentro de la formación. Luego se estaciona ésta solución por un tiempo determinado para que el inhibidor se adsorba en el material de la formación y luego se restituye el pozo a producción.
BPC MFR Capítulo V Pag. 21
El inhibidor de corrosión comienza a de-adsorberse de la formación en forma lenta y con ello provee el tratamiento continuo que el pozo requiere durante un tiempo más ó menos prolongado. Dependiendo de las características de absorción-deabsorsión del inhibidor y el material de la formación. El tratamiento de forzamiento debe efectuarse en forma frecuente. Un factor muy importante es la composición química y otras características del material de la formación.
TRATAMIENTO DE FORZAMIENTO A LA FORMACION (SQUEEZE)
INYECCION DEL SOLVENTE/
DISPERSANTE/NHIBIDOR DE
PARAFINAS
PRETRATAMIENTOSURFACTANTES
DESEMULSIFICANTES
SOLVENTES MUTUALES
REMOCIÓN DE PARAFINA DEL
INTERVALO DE PRODUCCIÓN
CONCENTRATO O DILUIDO
SOBREFLUJO
AGUA TRATADA
MONITOREO DE LA CORROSION
PARA UN MONITOREO EFICAZ, ES RECOMENDABLE UTILIZAR POR
LO MENOS DOS O MAS METODOS.
ANALISIS QUIMICO de AGUAANALISIS DE METALES (Fe, Mn)
ANALISIS DE SOLIDOS SUSPENDIDOS
RESIDUALES DE INHIBIDOR
CUPONES DE CORROSION
PROBETAS DE CORROSIONDE POLARIZACION LINEAL
DE RESISTENCIA ELECTRICA
DE HIDROGENO
INSPECCIONES VISUALES/INSTRUMENTALES
POTENCIOMETROS
REGISTROS DE FALLAS
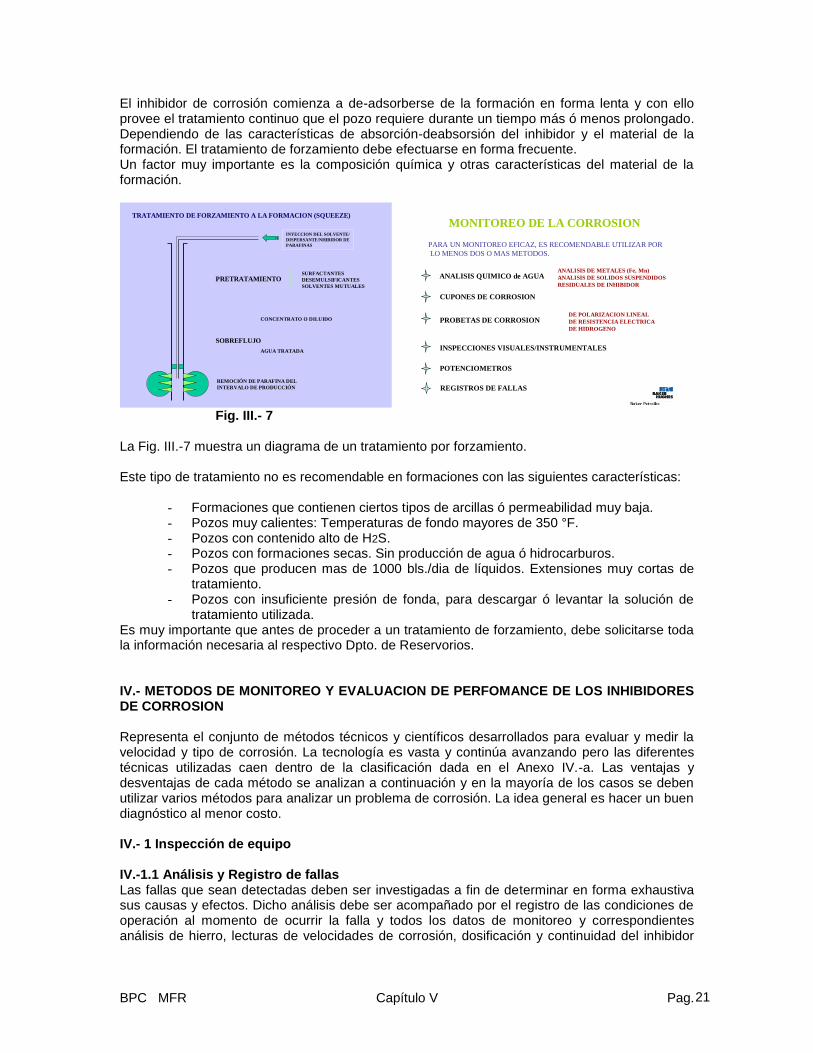
Fig. III.- 7 La Fig. III.-7 muestra un diagrama de un tratamiento por forzamiento. Este tipo de tratamiento no es recomendable en formaciones con las siguientes características:
- Formaciones que contienen ciertos tipos de arcillas ó permeabilidad muy baja. - Pozos muy calientes: Temperaturas de fondo mayores de 350 °F. - Pozos con contenido alto de H2S. - Pozos con formaciones secas. Sin producción de agua ó hidrocarburos. - Pozos que producen mas de 1000 bls./dia de líquidos. Extensiones muy cortas de
tratamiento. - Pozos con insuficiente presión de fonda, para descargar ó levantar la solución de
tratamiento utilizada. Es muy importante que antes de proceder a un tratamiento de forzamiento, debe solicitarse toda la información necesaria al respectivo Dpto. de Reservorios. IV.- METODOS DE MONITOREO Y EVALUACION DE PERFOMANCE DE LOS INHIBIDORES DE CORROSION Representa el conjunto de métodos técnicos y científicos desarrollados para evaluar y medir la velocidad y tipo de corrosión. La tecnología es vasta y continúa avanzando pero las diferentes técnicas utilizadas caen dentro de la clasificación dada en el Anexo IV.-a. Las ventajas y desventajas de cada método se analizan a continuación y en la mayoría de los casos se deben utilizar varios métodos para analizar un problema de corrosión. La idea general es hacer un buen diagnóstico al menor costo. IV.- 1 Inspección de equipo IV.-1.1 Análisis y Registro de fallas Las fallas que sean detectadas deben ser investigadas a fin de determinar en forma exhaustiva sus causas y efectos. Dicho análisis debe ser acompañado por el registro de las condiciones de operación al momento de ocurrir la falla y todos los datos de monitoreo y correspondientes análisis de hierro, lecturas de velocidades de corrosión, dosificación y continuidad del inhibidor
BPC MFR Capítulo V Pag. 22
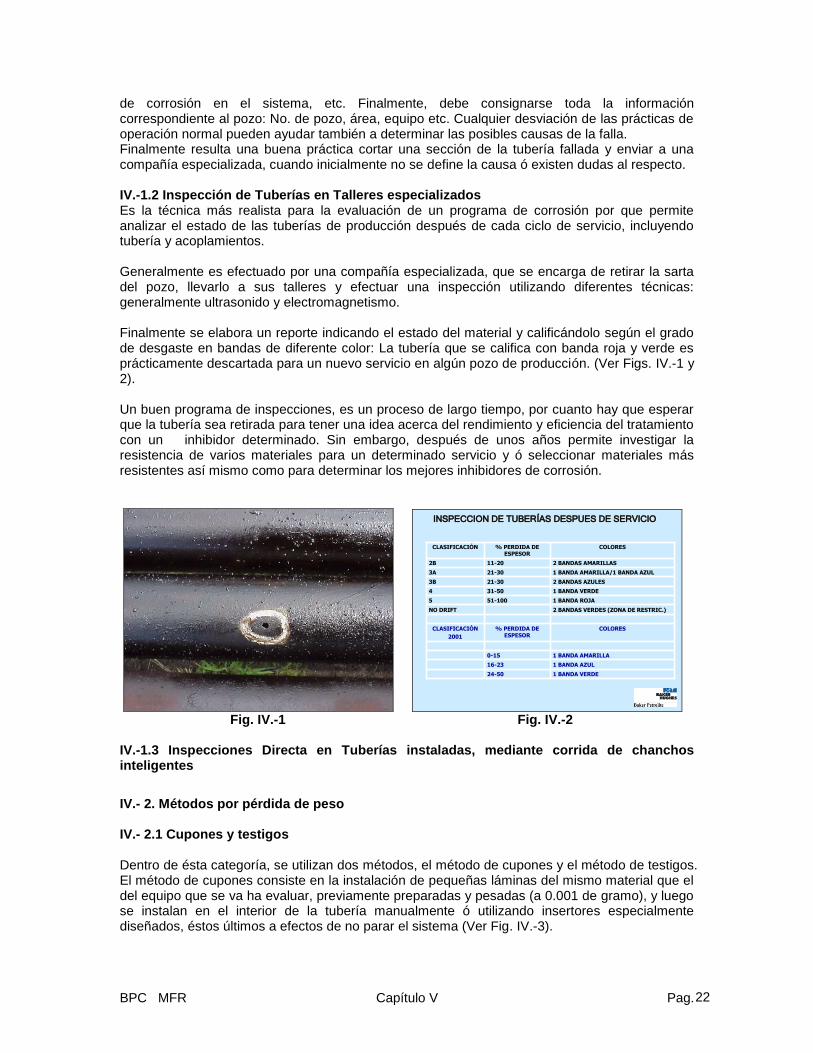
de corrosión en el sistema, etc. Finalmente, debe consignarse toda la información correspondiente al pozo: No. de pozo, área, equipo etc. Cualquier desviación de las prácticas de operación normal pueden ayudar también a determinar las posibles causas de la falla. Finalmente resulta una buena práctica cortar una sección de la tubería fallada y enviar a una compañía especializada, cuando inicialmente no se define la causa ó existen dudas al respecto. IV.-1.2 Inspección de Tuberías en Talleres especializados Es la técnica más realista para la evaluación de un programa de corrosión por que permite analizar el estado de las tuberías de producción después de cada ciclo de servicio, incluyendo tubería y acoplamientos. Generalmente es efectuado por una compañía especializada, que se encarga de retirar la sarta del pozo, llevarlo a sus talleres y efectuar una inspección utilizando diferentes técnicas: generalmente ultrasonido y electromagnetismo. Finalmente se elabora un reporte indicando el estado del material y calificándolo según el grado de desgaste en bandas de diferente color: La tubería que se califica con banda roja y verde es prácticamente descartada para un nuevo servicio en algún pozo de producción. (Ver Figs. IV.-1 y 2). Un buen programa de inspecciones, es un proceso de largo tiempo, por cuanto hay que esperar que la tubería sea retirada para tener una idea acerca del rendimiento y eficiencia del tratamiento con un inhibidor determinado. Sin embargo, después de unos años permite investigar la resistencia de varios materiales para un determinado servicio y ó seleccionar materiales más resistentes así mismo como para determinar los mejores inhibidores de corrosión.
INSPECCION DE TUBERINSPECCION DE TUBERÍÍAS DESPUES DE SERVICIOAS DESPUES DE SERVICIO
COLORES% PERDIDA DE ESPESOR
CLASIFICACIÓN
2001
1 BANDA VERDE24-50
1 BANDA AZUL16-23
1 BANDA AMARILLA0-15
2 BANDAS VERDES (ZONA DE RESTRIC.)NO DRIFT
1 BANDA ROJA51-1005
1 BANDA VERDE31-504
2 BANDAS AZULES21-303B
1 BANDA AMARILLA/1 BANDA AZUL21-303A
2 BANDAS AMARILLAS11-202B
COLORES% PERDIDA DE ESPESOR
CLASIFICACIÓN
Fig. IV.-1 Fig. IV.-2 IV.-1.3 Inspecciones Directa en Tuberías instaladas, mediante corrida de chanchos inteligentes
IV.- 2. Métodos por pérdida de peso IV.- 2.1 Cupones y testigos Dentro de ésta categoría, se utilizan dos métodos, el método de cupones y el método de testigos. El método de cupones consiste en la instalación de pequeñas láminas del mismo material que el del equipo que se va ha evaluar, previamente preparadas y pesadas (a 0.001 de gramo), y luego se instalan en el interior de la tubería manualmente ó utilizando insertores especialmente diseñados, éstos últimos a efectos de no parar el sistema (Ver Fig. IV.-3).
BPC MFR Capítulo V Pag. 23
El cupón se puede dejar dentro del sistema durante un período determinado (entre 20 días ó más) y luego se retira y se analiza para determinar: presencia de depósitos, morfología de la corrosión (corrosión localizada, uniforme, corrosión por actividad bacterial, etc). Finalmente se limpia de acuerdo a metodología utilizada y se vuelve a pesar. La diferencia entre el peso original y el peso final relacionada con el área expuesta del cupón permite determinar la velocidad promedio de corrosión durante el período que el cupón estuvo en el medio. Se recomiendo que al comienzo de cada evaluación con cupones, los tiempos de exposición deben ser cortos a fin de determinar la vida útil del tratamiento.
Este método es muy utilizado por su bajo costo y por que permite evaluar exactamente que sucede dentro del sistema, sin embargo hay que esperar un período determinado para poder tener resultados y no da niveles de corrosión pico que podrían estar realizándose en el sistema. Pero si se lleva un control regular en el tiempo 1 a 2 años, se puede tener una idea de la conducta ó respuesta del sistema a los tratamientos aplicados. Las fórmulas utilizadas para determinar la velocidad de corrosión con el uso de cupones son las siguientes:
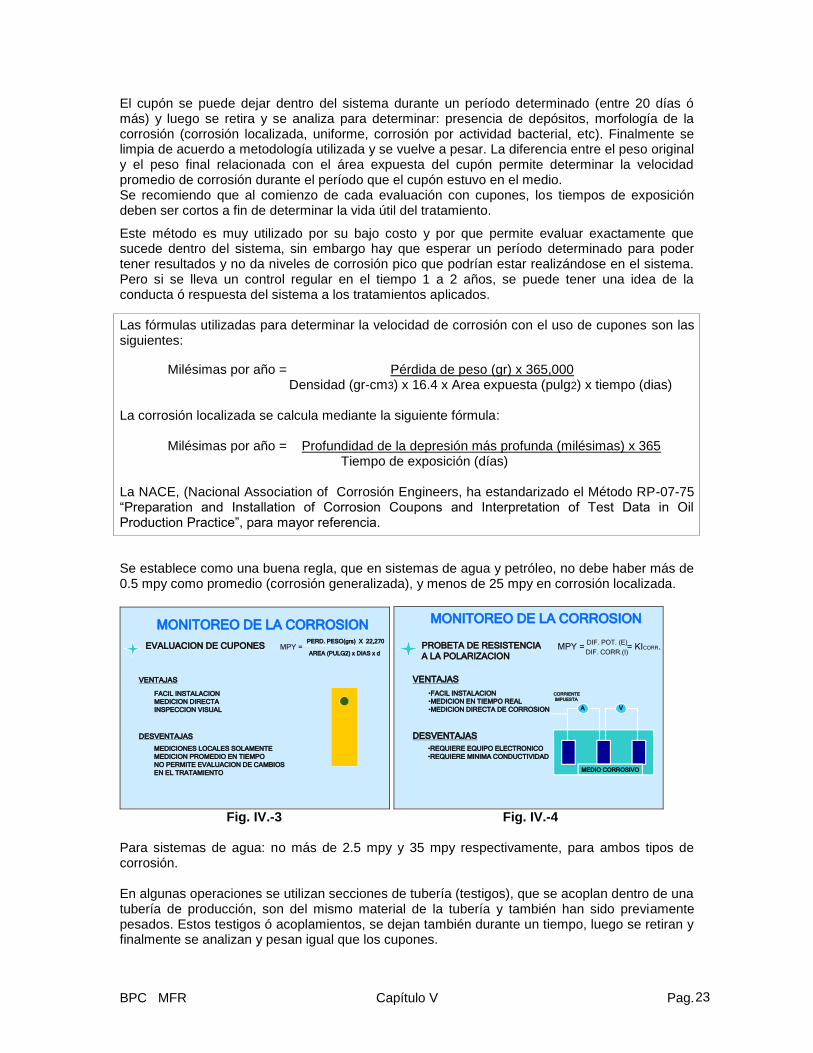
Milésimas por año = Pérdida de peso (gr) x 365,000 Densidad (gr-cm3) x 16.4 x Area expuesta (pulg2) x tiempo (dias) La corrosión localizada se calcula mediante la siguiente fórmula: Milésimas por año = Profundidad de la depresión más profunda (milésimas) x 365 Tiempo de exposición (días) La NACE, (Nacional Association of Corrosión Engineers, ha estandarizado el Método RP-07-75 “Preparation and Installation of Corrosion Coupons and Interpretation of Test Data in Oil Production Practice”, para mayor referencia. Se establece como una buena regla, que en sistemas de agua y petróleo, no debe haber más de 0.5 mpy como promedio (corrosión generalizada), y menos de 25 mpy en corrosión localizada.
MONITOREO DE LA CORROSION
EVALUACION DE CUPONESEVALUACION DE CUPONES MPY = PERD. PESO(grs) X 22,270
AREA (PULG2) x DIAS x d
VENTAJAS
FACIL INSTALACION
MEDICION DIRECTA
INSPECCION VISUAL
DESVENTAJAS
MEDICIONES LOCALES SOLAMENTE
MEDICION PROMEDIO EN TIEMPO
NO PERMITE EVALUACION DE CAMBIOS
EN EL TRATAMIENTO
MONITOREO DE LA CORROSION
PROBETA DE RESISTENCIA PROBETA DE RESISTENCIA
A LA POLARIZACIONA LA POLARIZACIONMPY =
DIF. POT. (E)
VENTAJAS
•FACIL INSTALACION
•MEDICION EN TIEMPO REAL
•MEDICION DIRECTA DE CORROSION
DESVENTAJAS
•REQUIERE EQUIPO ELECTRONICO
•REQUIERE MINIMA CONDUCTIVIDAD
DIF. CORR.(I)= KICORR.
CORRIENTE
IMPUESTA
A V
MEDIO CORROSIVO
Fig. IV.-3 Fig. IV.-4 Para sistemas de agua: no más de 2.5 mpy y 35 mpy respectivamente, para ambos tipos de corrosión. En algunas operaciones se utilizan secciones de tubería (testigos), que se acoplan dentro de una tubería de producción, son del mismo material de la tubería y también han sido previamente pesados. Estos testigos ó acoplamientos, se dejan también durante un tiempo, luego se retiran y finalmente se analizan y pesan igual que los cupones.
BPC MFR Capítulo V Pag. 24
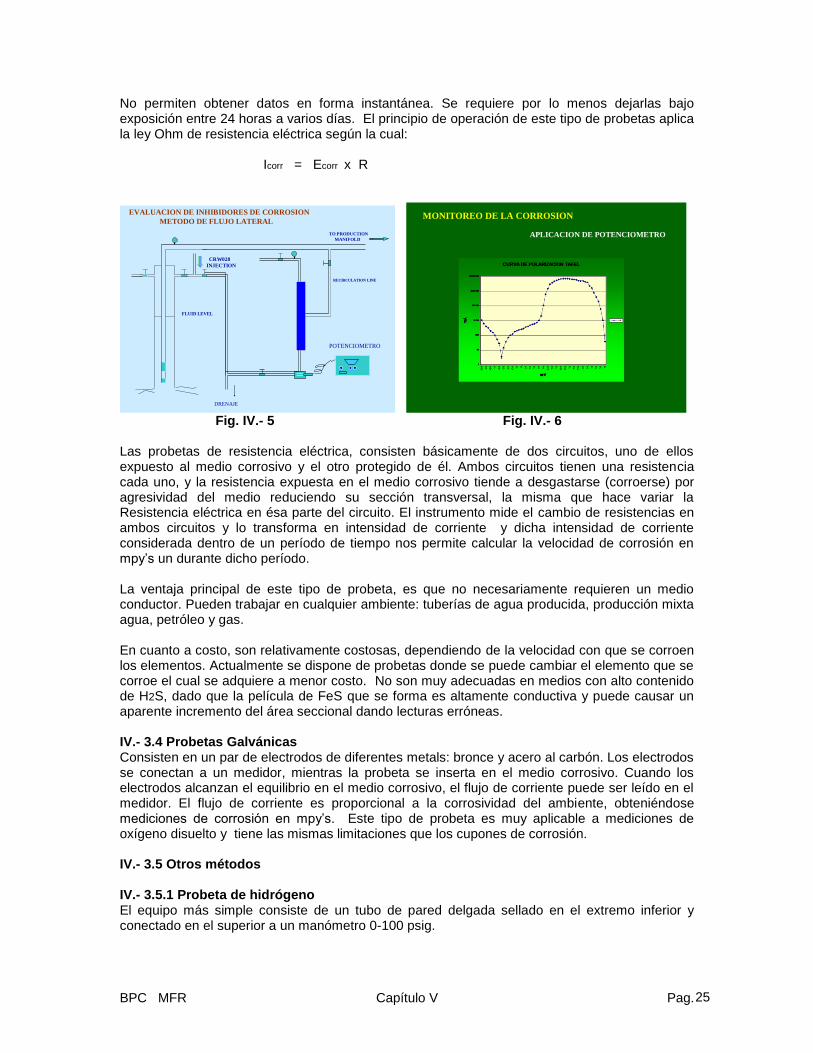
Su ventaja principal es que la corrosión es medida en el mismo lugar de interés, y a las mismas condiciones de flujo que la tubería instalada en todo el sistema, pudiéndose inclusive evaluar áreas donde no es posible instalar cupones. (Pozo abajo), por ejemplo. Su desventaja principal estriba en que son costosos para instalarse, se requieren válvulas para aislarlos y poderlos retirar en operación. IV.- 3 Métodos eléctricos/electroquímicos IV.- 3.1 Probetas de Resistencia a la Polarización Lineal Es uno de los métodos más populares de medición de la velocidad de corrosión, por la rapidez en obtener resultados y precisamente por que permite gracias a ello, hacer correcciones inmediatas en el sistema. Básicamente consiste en una probeta con dos ó tres electrodos que se pueden reemplazar y que deben ser del tipo de metal que se va ha evaluar. La probeta es insertada en un determinado punto del sistema con la posición de los electrodos, alineada en la dirección del flujo dentro de la tubería. Existen sistemas retráctiles para insertar y retirar la probeta en operación y sin necesidad de parar el sistema. El principio de operación de estas probetas se basa en la naturaleza electroquímica de la corrosión, según la cual, los electrones se transfieren entre el ánodo y el cátodo, resultando un proceso de oxidación (corrosión) en el primero y uno de reducción en el segundo. La aplicación de una pequeña diferencia de “potencial de polarización” (ΔV), con respecto al potencial de corrosión en un electrodo que está corroyéndose, resulta en una densidad de corriente medible (Imed), relacionada a la densidad de corriente de corrosión (Icorr), según la siguiente ecuación: mpy = (Icorr) / (ΔV) x (Imed) /A(cm2) Una de las limitaciones en el uso de estas probetas es que requieren siempre de un medio conductivo. Trabajan muy bien en sistemas donde la producción de agua es por lo menos 80 % en volumen y tienen un costo razonable. Cuando se dejan por un tiempo largo, es posible determinar formas de la corrosión, estudiando la superficie de los electrodos, los cuales inclusive pueden ser procesados como cupones de corrosión. IV.- 3.2 Analizador Potentiodyne El analizador Potentiodyne es un instrumento que mide la corrosión utilizando una probeta especial que permite obtener curvas de polarización. La forma de estas curvas permite analizar valores de corrosión, reacciones electroquímicas responsables de la corrosión y la perfomance del inhibidor de corrosión. Por trazamiento de líneas de intersección a las curvas anódicas y catódicas y extrapolación de la curva anódica de retorno se puede determinar valores aproximados ó tendencias del sistema a la corrosión por picadura. El análisis de la curva catódica de retorno puede utilizarse para evaluar efectos de oxígeno en las reacciones de corrosión. En las Figs. IV.-5 y IV.-6 , se muestran un diagrama de instalación del equipo Potentiodyne y un registro de las curvas de polarización obtenidas. IV.- 3.3 Probetas de Resistencia Eléctrica Es un método muy utilizado también en las operaciones petroleras pero más en refinerías. Sin embargo también se utilizan en operaciones de producción.
BPC MFR Capítulo V Pag. 25
No permiten obtener datos en forma instantánea. Se requiere por lo menos dejarlas bajo exposición entre 24 horas a varios días. El principio de operación de este tipo de probetas aplica la ley Ohm de resistencia eléctrica según la cual: Icorr = Ecorr x R
TO PRODUCTION
MANIFOLD
RECIRCULATION LINE
FLUID LEVEL
CRW028
INJECTION
POTENCIOMETRO
DRENAJE
EVALUACION DE INHIBIDORES DE CORROSION
METODO DE FLUJO LATERAL
MONITOREO DE LA CORROSION
APLICACION DE POTENCIOMETRO
Fig. IV.- 5 Fig. IV.- 6 Las probetas de resistencia eléctrica, consisten básicamente de dos circuitos, uno de ellos expuesto al medio corrosivo y el otro protegido de él. Ambos circuitos tienen una resistencia cada uno, y la resistencia expuesta en el medio corrosivo tiende a desgastarse (corroerse) por agresividad del medio reduciendo su sección transversal, la misma que hace variar la Resistencia eléctrica en ésa parte del circuito. El instrumento mide el cambio de resistencias en ambos circuitos y lo transforma en intensidad de corriente y dicha intensidad de corriente considerada dentro de un período de tiempo nos permite calcular la velocidad de corrosión en mpy’s un durante dicho período. La ventaja principal de este tipo de probeta, es que no necesariamente requieren un medio conductor. Pueden trabajar en cualquier ambiente: tuberías de agua producida, producción mixta agua, petróleo y gas. En cuanto a costo, son relativamente costosas, dependiendo de la velocidad con que se corroen los elementos. Actualmente se dispone de probetas donde se puede cambiar el elemento que se corroe el cual se adquiere a menor costo. No son muy adecuadas en medios con alto contenido de H2S, dado que la película de FeS que se forma es altamente conductiva y puede causar un aparente incremento del área seccional dando lecturas erróneas. IV.- 3.4 Probetas Galvánicas Consisten en un par de electrodos de diferentes metals: bronce y acero al carbón. Los electrodos se conectan a un medidor, mientras la probeta se inserta en el medio corrosivo. Cuando los electrodos alcanzan el equilibrio en el medio corrosivo, el flujo de corriente puede ser leído en el medidor. El flujo de corriente es proporcional a la corrosividad del ambiente, obteniéndose mediciones de corrosión en mpy’s. Este tipo de probeta es muy aplicable a mediciones de oxígeno disuelto y tiene las mismas limitaciones que los cupones de corrosión. IV.- 3.5 Otros métodos IV.- 3.5.1 Probeta de hidrógeno El equipo más simple consiste de un tubo de pared delgada sellado en el extremo inferior y conectado en el superior a un manómetro 0-100 psig.
BPC MFR Capítulo V Pag. 26
Su uso es extensivo en sistemas con alto contenido de H2S y sirve para evaluar problemas de ampollamiento y fragilización causados por la entrada de ión Hidrógeno a la estructura del metal. Si hay presencia de ión hidrógeno éste atraviesa la pared del tubo y entra en una cámara donde se convierte en H molecular (H2), aumentando su volumen y con ello un aumento de presión, que se puede leer y evaluar con el manómetro instalado. IV.- 3.5.2 Ruido electroquímico En adición a la corrosión uniforme, también la corrosión por picadura puede ocurrir en un sistema. El pit es un sitio de alta densidad anódica de corriente. Si se puede situar un medidor de corriente entre el lugar anódico de alta corriente y el metal adyacente, se puede medir dicha corriente y con ello la corrosión por picadura. Los equipos Corrater pueden medir dicha corriente utilizando los electrodos similares. Este tipo de medición se ha denominado ruido electroquímico. Es un método que se utiliza ahora para medir éste tipo de corrosión. IV.- 3.5.3 Impedancia AC Es una nueva técnica de monitoreo que por el momento no se puede utilizar en el campo. IV.- 3.6 Análisis de iones metálicos IV.- 3.6.1 Análisis de Hierro Los análisis de ión hierro pueden utilizarse para interpretar procesos de corrosión en el sistema. El sistema debe estar exento de presencia de ión sulfuro, por que el hierro precipita y no es fácilmente detectable. La ventaja de este método es su bajo costo y por que permite efectuar un buen análisis de todo el sistema. Los métodos para su determinación son métodos prácticos que pueden ser efectuados con mínimo entrenamiento. Se recomienda tener presente las siguientes sugerencias: 1.- Debe hacerse análisis en varias partes del sistema, desde el inicio hasta el final, para
tener una idea completa. 2.- Considerar el volumen de agua del sistema con cada análisis. 3.- Tener una idea del contenido de hierro que viene de la formación. 4.- Calcular el área total de la superficie metálica expuesta, a fin de convertir la pérdida
de hierro en lbs/día a mpy’s. El muestreo es de mayor importancia para efectuar análisis de hierro que sean representativos del sistema.
IV.- 3.6.2 Análisis de Manganeso Este análisis se utiliza en algunas operaciones. Normalmente los aceros al carbón tienen un contenido de manganeso y cualquier disolución del acero en el medio corrosivo, va ha disolver una parte correspondiente de manganeso. Por otro lado, la presencia de manganeso, es muy rara en aguas de producción, por lo que el trazamiento de éste ión, representa una buena alternativa para monitorizar la corrosión del acero. Una observación, es que el contenido de manganeso es 1/100 veces el contenido de hierro en el acero, y por tanto se requieren métodos capaces de detectar 0.1 ppm de Manganeso (Mn) en el sistema. IV.- 3.6.3 Análisis de concentración residual del inhibidor de corrosión aplicado Si bien no constituye un método neto de evaluación propiamente dicho resulta muy útil para verificar la presencia de inhibidor en zonas poco accesibles.
BPC MFR Capítulo V Pag. 27
V.- CORROSION EN SISTEMAS PRODUCCION Y SU CONTROL La corrosión afecta todas las instalaciones de la industria petrolera dependiendo de las condiciones de operación y características de las formaciones productoras. Vamos a describir en forma un poco más detallada los diferentes sistemas de producción, sus problemas y las diferentes técnicas de aplicación de inhibidores de corrosión para conservar el equipo involucrado V.- 1 Sistema de Bombeo Mecánico Uno de los sistemas de producción más antiguos utilizados y tal vez con al mayor número de instalaciones hoy en día es el de bombeo mecánico así que iniciaremos esta sección describiéndolo en forma detallada por que en mayor ó menor grado, los conceptos básicos se repiten en los demás sistemas. Existe un gran porcentaje de pozos que producen utilizando bombas actuadas desde superficie con motores y varillas de acero. La mayoría de fallas afectan por igual a: La bomba de subsuelo Las varillas de bombeo La tubería de producción El casing Las bombas de subsuelo: soportan las condiciones más severas, por que estás expuestas a los fluidos más corrosivos, experimentan alta cargas de fricción, fatiga-corrosión, corrosión galvánica, y finalmente operan en locaciones de flujo relativamente estático, donde los inhibidores no llegan fácilmente y hay mucha contaminación bacterial, sin embargo un inhibidor bien seleccionado puede aumentar significativamente la vida operativa de la bomba. Los mayores problemas de las bombas se localizan en: a) Rozamiento (Cuando hay superficies blandas y fluidos con partículas abrasivas: arena, arcillas, etc. b) Quebradura de asentamientos ó rotura de bola superficial especialmente cuando se utiliza aceros de alta resistencia en ambientes agrios. c) Rompimiento de los revestimientos de la bola superficial La última es la más común de los tres. Esta generalmente relacionada a la utilización de superficies revestidas a base de cromo. Cuando se deteriora dicha capa, se forman pares galvánicos contra los cuales el inhibidor ayuda pero no suficiente para detener el ataque. Y la bola desarrolla picaduras profundas
METODOS DE TRATAMIENTO PARA POZOS DE BOMBEO MECANICO
TIPOS DE TRATAMIENTOS ENPOZOS DE LEV.MECANICO
PERFORACIONES
BOMBA
NIVEL DE FLUIDO
VARILLA
LINEA DE PRODUCCION
BATCH FRECUENTE
INYECCION CONTINUA
INYECCION CONTINUA
X-TEND
FILM PLUS
DESPLAZAMIENTO
TIPOS DE INSTALACIONES DE PRODUCCION DE PETRÓLEO
DETALLE DE LA BOMBA
Fig. V.- 1 Fig. V.- 2
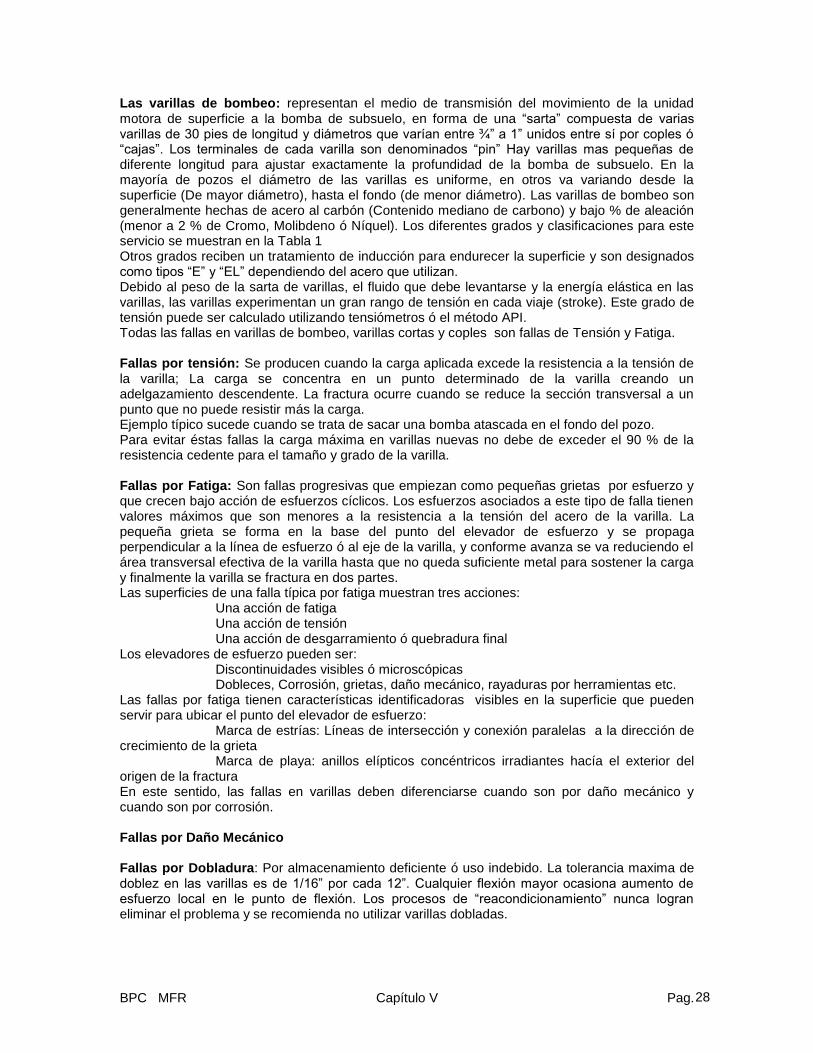
BPC MFR Capítulo V Pag. 28
Las varillas de bombeo: representan el medio de transmisión del movimiento de la unidad motora de superficie a la bomba de subsuelo, en forma de una “sarta” compuesta de varias varillas de 30 pies de longitud y diámetros que varían entre ¾” a 1” unidos entre sí por coples ó “cajas”. Los terminales de cada varilla son denominados “pin” Hay varillas mas pequeñas de diferente longitud para ajustar exactamente la profundidad de la bomba de subsuelo. En la mayoría de pozos el diámetro de las varillas es uniforme, en otros va variando desde la superficie (De mayor diámetro), hasta el fondo (de menor diámetro). Las varillas de bombeo son generalmente hechas de acero al carbón (Contenido mediano de carbono) y bajo % de aleación (menor a 2 % de Cromo, Molibdeno ó Níquel). Los diferentes grados y clasificaciones para este servicio se muestran en la Tabla 1 Otros grados reciben un tratamiento de inducción para endurecer la superficie y son designados como tipos “E” y “EL” dependiendo del acero que utilizan. Debido al peso de la sarta de varillas, el fluido que debe levantarse y la energía elástica en las varillas, las varillas experimentan un gran rango de tensión en cada viaje (stroke). Este grado de tensión puede ser calculado utilizando tensiómetros ó el método API. Todas las fallas en varillas de bombeo, varillas cortas y coples son fallas de Tensión y Fatiga. Fallas por tensión: Se producen cuando la carga aplicada excede la resistencia a la tensión de la varilla; La carga se concentra en un punto determinado de la varilla creando un adelgazamiento descendente. La fractura ocurre cuando se reduce la sección transversal a un punto que no puede resistir más la carga. Ejemplo típico sucede cuando se trata de sacar una bomba atascada en el fondo del pozo. Para evitar éstas fallas la carga máxima en varillas nuevas no debe de exceder el 90 % de la resistencia cedente para el tamaño y grado de la varilla. Fallas por Fatiga: Son fallas progresivas que empiezan como pequeñas grietas por esfuerzo y que crecen bajo acción de esfuerzos cíclicos. Los esfuerzos asociados a este tipo de falla tienen valores máximos que son menores a la resistencia a la tensión del acero de la varilla. La pequeña grieta se forma en la base del punto del elevador de esfuerzo y se propaga perpendicular a la línea de esfuerzo ó al eje de la varilla, y conforme avanza se va reduciendo el área transversal efectiva de la varilla hasta que no queda suficiente metal para sostener la carga y finalmente la varilla se fractura en dos partes. Las superficies de una falla típica por fatiga muestran tres acciones: Una acción de fatiga Una acción de tensión Una acción de desgarramiento ó quebradura final Los elevadores de esfuerzo pueden ser: Discontinuidades visibles ó microscópicas Dobleces, Corrosión, grietas, daño mecánico, rayaduras por herramientas etc. Las fallas por fatiga tienen características identificadoras visibles en la superficie que pueden servir para ubicar el punto del elevador de esfuerzo: Marca de estrías: Líneas de intersección y conexión paralelas a la dirección de crecimiento de la grieta Marca de playa: anillos elípticos concéntricos irradiantes hacía el exterior del origen de la fractura En este sentido, las fallas en varillas deben diferenciarse cuando son por daño mecánico y cuando son por corrosión. Fallas por Daño Mecánico Fallas por Dobladura: Por almacenamiento deficiente ó uso indebido. La tolerancia maxima de doblez en las varillas es de 1/16” por cada 12”. Cualquier flexión mayor ocasiona aumento de esfuerzo local en le punto de flexión. Los procesos de “reacondicionamiento” nunca logran eliminar el problema y se recomienda no utilizar varillas dobladas.
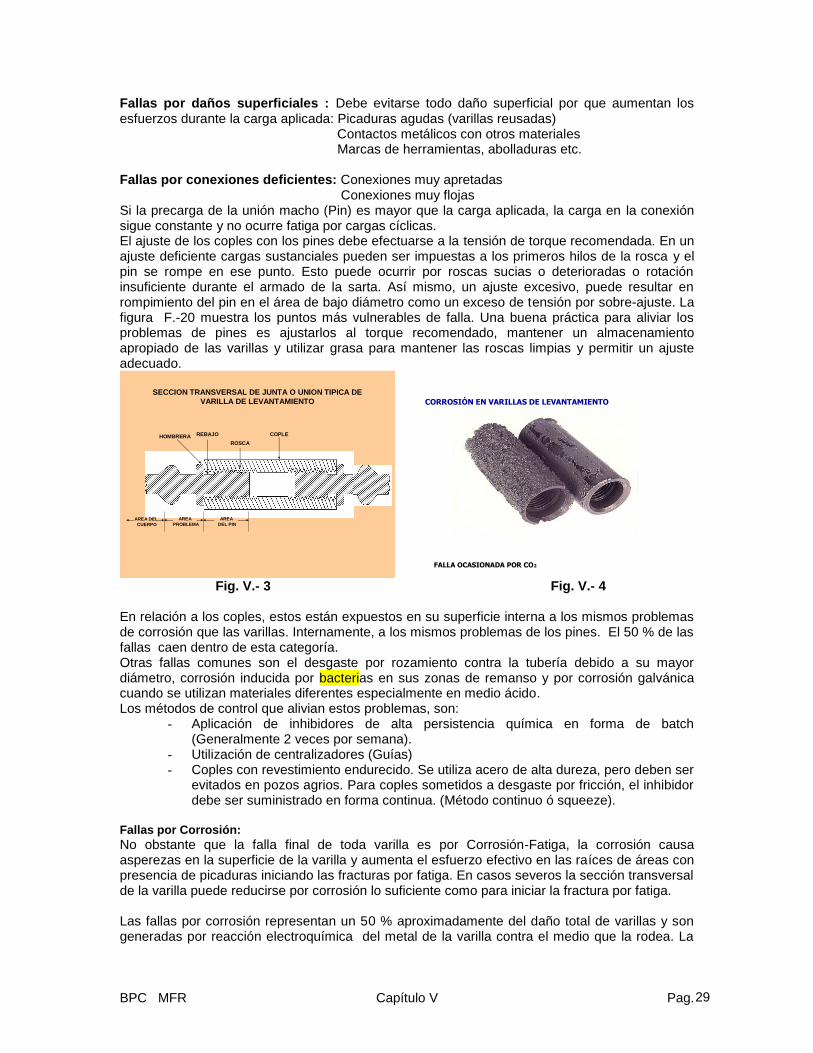
BPC MFR Capítulo V Pag. 29
Fallas por daños superficiales : Debe evitarse todo daño superficial por que aumentan los esfuerzos durante la carga aplicada: Picaduras agudas (varillas reusadas) Contactos metálicos con otros materiales Marcas de herramientas, abolladuras etc. Fallas por conexiones deficientes: Conexiones muy apretadas Conexiones muy flojas Si la precarga de la unión macho (Pin) es mayor que la carga aplicada, la carga en la conexión sigue constante y no ocurre fatiga por cargas cíclicas. El ajuste de los coples con los pines debe efectuarse a la tensión de torque recomendada. En un ajuste deficiente cargas sustanciales pueden ser impuestas a los primeros hilos de la rosca y el pin se rompe en ese punto. Esto puede ocurrir por roscas sucias o deterioradas o rotación insuficiente durante el armado de la sarta. Así mismo, un ajuste excesivo, puede resultar en rompimiento del pin en el área de bajo diámetro como un exceso de tensión por sobre-ajuste. La figura F.-20 muestra los puntos más vulnerables de falla. Una buena práctica para aliviar los problemas de pines es ajustarlos al torque recomendado, mantener un almacenamiento apropiado de las varillas y utilizar grasa para mantener las roscas limpias y permitir un ajuste adecuado.
SECCION TRANSVERSAL DE JUNTA O UNION TIPICA DE
VARILLA DE LEVANTAMIENTO
REBAJO
ROSCA
COPLEHOMBRERA
AREA DEL
CUERPO
AREA
PROBLEMA
AREA
DEL PIN
FALLA OCASIONADA POR CO2
CORROSIÓN EN VARILLAS DE LEVANTAMIENTO
Fig. V.- 3 Fig. V.- 4 En relación a los coples, estos están expuestos en su superficie interna a los mismos problemas de corrosión que las varillas. Internamente, a los mismos problemas de los pines. El 50 % de las fallas caen dentro de esta categoría. Otras fallas comunes son el desgaste por rozamiento contra la tubería debido a su mayor diámetro, corrosión inducida por bacterias en sus zonas de remanso y por corrosión galvánica cuando se utilizan materiales diferentes especialmente en medio ácido. Los métodos de control que alivian estos problemas, son:
- Aplicación de inhibidores de alta persistencia química en forma de batch (Generalmente 2 veces por semana).
- Utilización de centralizadores (Guías) - Coples con revestimiento endurecido. Se utiliza acero de alta dureza, pero deben ser
evitados en pozos agrios. Para coples sometidos a desgaste por fricción, el inhibidor debe ser suministrado en forma continua. (Método continuo ó squeeze).
Fallas por Corrosión:
No obstante que la falla final de toda varilla es por Corrosión-Fatiga, la corrosión causa asperezas en la superficie de la varilla y aumenta el esfuerzo efectivo en las raíces de áreas con presencia de picaduras iniciando las fracturas por fatiga. En casos severos la sección transversal de la varilla puede reducirse por corrosión lo suficiente como para iniciar la fractura por fatiga. Las fallas por corrosión representan un 50 % aproximadamente del daño total de varillas y son generadas por reacción electroquímica del metal de la varilla contra el medio que la rodea. La
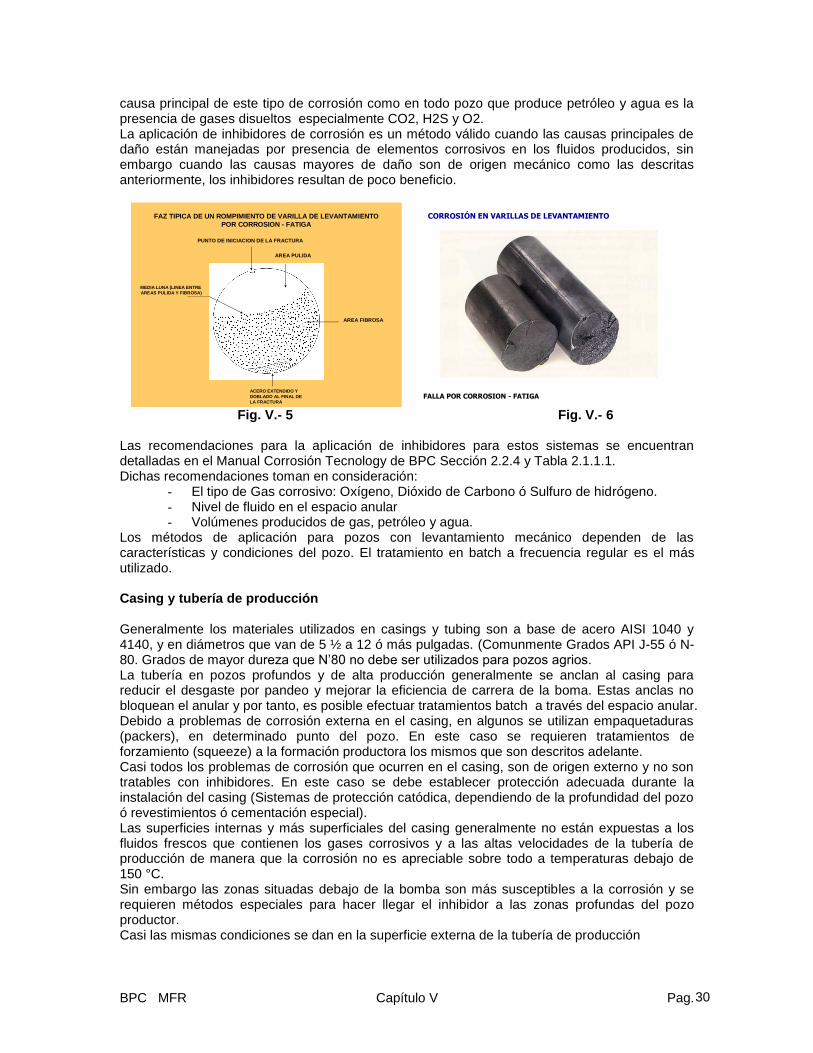
BPC MFR Capítulo V Pag. 30
causa principal de este tipo de corrosión como en todo pozo que produce petróleo y agua es la presencia de gases disueltos especialmente CO2, H2S y O2. La aplicación de inhibidores de corrosión es un método válido cuando las causas principales de daño están manejadas por presencia de elementos corrosivos en los fluidos producidos, sin embargo cuando las causas mayores de daño son de origen mecánico como las descritas anteriormente, los inhibidores resultan de poco beneficio.
FAZ TIPICA DE UN ROMPIMIENTO DE VARILLA DE LEVANTAMIENTO
POR CORROSION - FATIGA
PUNTO DE INICIACION DE LA FRACTURA
AREA PULIDA
MEDIA LUNA (LINEA ENTRE
AREAS PULIDA Y FIBROSA)
AREA FIBROSA
ACERO EXTENDIDO Y
DOBLADO AL FINAL DE
LA FRACTURA FALLA POR CORROSION - FATIGA
CORROSIÓN EN VARILLAS DE LEVANTAMIENTO
Fig. V.- 5 Fig. V.- 6 Las recomendaciones para la aplicación de inhibidores para estos sistemas se encuentran detalladas en el Manual Corrosión Tecnology de BPC Sección 2.2.4 y Tabla 2.1.1.1. Dichas recomendaciones toman en consideración:
- El tipo de Gas corrosivo: Oxígeno, Dióxido de Carbono ó Sulfuro de hidrógeno. - Nivel de fluido en el espacio anular - Volúmenes producidos de gas, petróleo y agua.
Los métodos de aplicación para pozos con levantamiento mecánico dependen de las características y condiciones del pozo. El tratamiento en batch a frecuencia regular es el más utilizado. Casing y tubería de producción Generalmente los materiales utilizados en casings y tubing son a base de acero AISI 1040 y 4140, y en diámetros que van de 5 ½ a 12 ó más pulgadas. (Comunmente Grados API J-55 ó N-80. Grados de mayor dureza que N’80 no debe ser utilizados para pozos agrios. La tubería en pozos profundos y de alta producción generalmente se anclan al casing para reducir el desgaste por pandeo y mejorar la eficiencia de carrera de la boma. Estas anclas no bloquean el anular y por tanto, es posible efectuar tratamientos batch a través del espacio anular. Debido a problemas de corrosión externa en el casing, en algunos se utilizan empaquetaduras (packers), en determinado punto del pozo. En este caso se requieren tratamientos de forzamiento (squeeze) a la formación productora los mismos que son descritos adelante. Casi todos los problemas de corrosión que ocurren en el casing, son de origen externo y no son tratables con inhibidores. En este caso se debe establecer protección adecuada durante la instalación del casing (Sistemas de protección catódica, dependiendo de la profundidad del pozo ó revestimientos ó cementación especial). Las superficies internas y más superficiales del casing generalmente no están expuestas a los fluidos frescos que contienen los gases corrosivos y a las altas velocidades de la tubería de producción de manera que la corrosión no es apreciable sobre todo a temperaturas debajo de 150 °C. Sin embargo las zonas situadas debajo de la bomba son más susceptibles a la corrosión y se requieren métodos especiales para hacer llegar el inhibidor a las zonas profundas del pozo productor. Casi las mismas condiciones se dan en la superficie externa de la tubería de producción
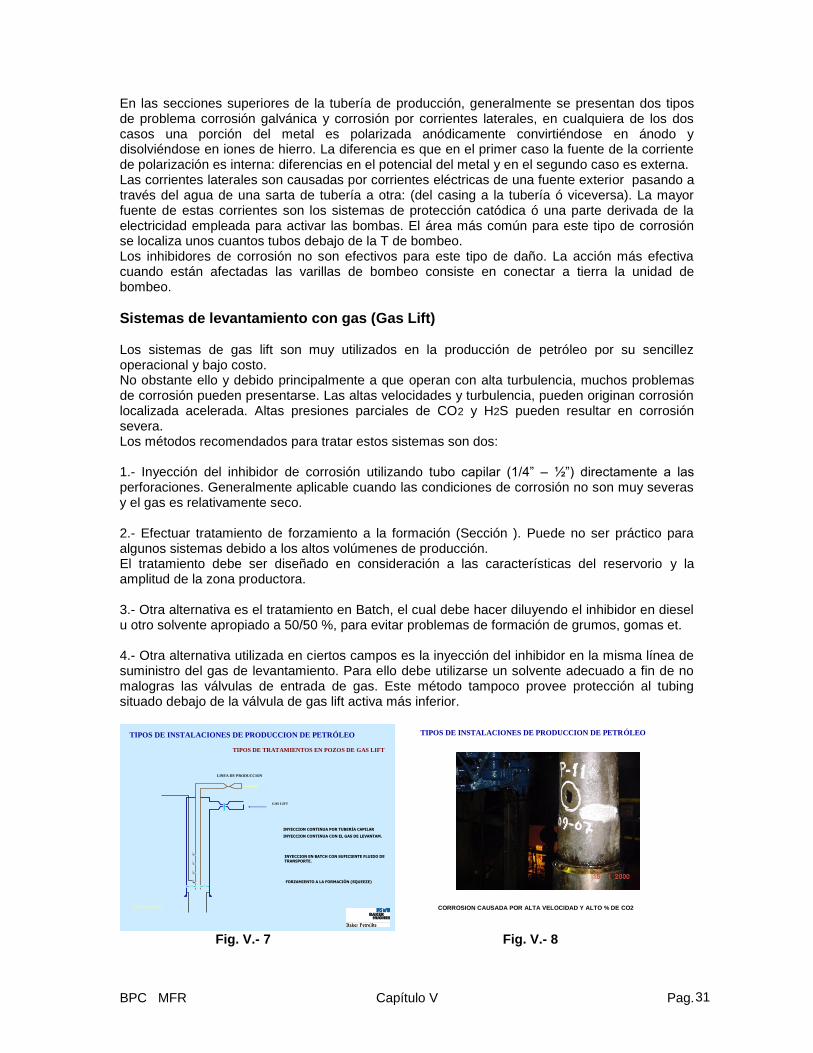
BPC MFR Capítulo V Pag. 31
En las secciones superiores de la tubería de producción, generalmente se presentan dos tipos de problema corrosión galvánica y corrosión por corrientes laterales, en cualquiera de los dos casos una porción del metal es polarizada anódicamente convirtiéndose en ánodo y disolviéndose en iones de hierro. La diferencia es que en el primer caso la fuente de la corriente de polarización es interna: diferencias en el potencial del metal y en el segundo caso es externa. Las corrientes laterales son causadas por corrientes eléctricas de una fuente exterior pasando a través del agua de una sarta de tubería a otra: (del casing a la tubería ó viceversa). La mayor fuente de estas corrientes son los sistemas de protección catódica ó una parte derivada de la electricidad empleada para activar las bombas. El área más común para este tipo de corrosión se localiza unos cuantos tubos debajo de la T de bombeo. Los inhibidores de corrosión no son efectivos para este tipo de daño. La acción más efectiva cuando están afectadas las varillas de bombeo consiste en conectar a tierra la unidad de bombeo.
Sistemas de levantamiento con gas (Gas Lift) Los sistemas de gas lift son muy utilizados en la producción de petróleo por su sencillez operacional y bajo costo. No obstante ello y debido principalmente a que operan con alta turbulencia, muchos problemas de corrosión pueden presentarse. Las altas velocidades y turbulencia, pueden originan corrosión localizada acelerada. Altas presiones parciales de CO2 y H2S pueden resultar en corrosión severa. Los métodos recomendados para tratar estos sistemas son dos: 1.- Inyección del inhibidor de corrosión utilizando tubo capilar (1/4” – ½”) directamente a las perforaciones. Generalmente aplicable cuando las condiciones de corrosión no son muy severas y el gas es relativamente seco. 2.- Efectuar tratamiento de forzamiento a la formación (Sección ). Puede no ser práctico para algunos sistemas debido a los altos volúmenes de producción. El tratamiento debe ser diseñado en consideración a las características del reservorio y la amplitud de la zona productora. 3.- Otra alternativa es el tratamiento en Batch, el cual debe hacer diluyendo el inhibidor en diesel u otro solvente apropiado a 50/50 %, para evitar problemas de formación de grumos, gomas et. 4.- Otra alternativa utilizada en ciertos campos es la inyección del inhibidor en la misma línea de suministro del gas de levantamiento. Para ello debe utilizarse un solvente adecuado a fin de no malogras las válvulas de entrada de gas. Este método tampoco provee protección al tubing situado debajo de la válvula de gas lift activa más inferior.
TIPOS DE INSTALACIONES DE PRODUCCION DE PETRÓLEO
TIPOS DE TRATAMIENTOS EN POZOS DE GAS LIFT
PERFORACIONES
LINEA DE PRODUCCION
GAS LIFT
INYECCION CONTINUA POR TUBERÍA CAPILAR
INYECCION CONTINUA CON EL GAS DE LEVANTAM.
INYECCION EN BATCH CON SUFICIENTE FLUIDO DETRANSPORTE.
FORZAMIENTO A LA FORMACIÓN (SQUEEZE)
TUBERIAS DE TRANSPORTE DE GAS COLECTADO
TIPOS DE INSTALACIONES DE PRODUCCION DE PETRÓLEO
CORROSION CAUSADA POR ALTA VELOCIDAD Y ALTO % DE CO2
Fig. V.- 7 Fig. V.- 8
BPC MFR Capítulo V Pag. 32
Muchos de los problemas de corrosión relacionados a estos sistemas se originan por muchas razones: a) Utilización de gas lift proveniente de otros campos con alto contenido de gases ácidos b) Presencia de oxígeno ingresado al sistema en unidades de vació y posterior compresión. c) Inadecuada selección del punto de aplicación del inhibidor. Lo cual resulta en una
inadecuada distribución del inhibidor a lo largo de todo el sistema resultando algunos pozos sin tratamiento y otros con exceso de tratamiento. Aún cuando el inhibidor se aplicara en forma atomizada, a 10-20 pies las gotas finas del inhibidor empieza a precipitarse al fondo de la tubería (a la fase líquida) y no será distribuido equitativamente en el sistema. Por otro lado el amplio rango de caudales de agua y petróleo no asegura una distribución uniforme en los fluidos de retorno.
Por esta razón la inyección de inhibidores de corrosión no debe efectuarse en estaciones de compresores. d) Uso de gas del campo, no deshidratado, especialmente en áreas que contienen gases
ácidos. Esto es más critico en sistemas costa afuera, donde las tuberías deben transportar fluidos a través de lechos marinos a bajas temperaturas. El agua contenida en el gas tiende a condensarse a pH´s muy bajos ocasionando daños de consideración.
Finalmente, los inhibidores de corrosión deben ser bien seleccionados dadas las condiciones especiales de estos sistemas. Muchos inhibidores tienen propiedades que los hacen incompatibles para aplicarse en estos sistemas. Se recomienda las siguientes precauciones:
Utilizar diluyentes a fin de asegurar la llegada del inhibidor a los puntos a proteger. Algunos inhibidores en su forma concentrada resultan corrosivos a acero al carbón (En algunos casos hasta100 mpy), el uso de diluyentes: diesel, agua, petróleo, etc., atenúa esta propiedad.
Verificar la estabilidad térmica del inhibidor a la temperatura de fondo del pozo.
Efectuar pruebas de tendencia al espumamiento y emulsión. La prueba de Botella Seltzer es comúnmente utilizada para para predecir éstas propiedades.
Verificar la habilidad del inhibidor para no perder fluidez en sistemas de gas lift deshidratado. Cuando el gas es muy seco, los solventes del inhibidor tienden a ser volatilizados dejando los componentes de alto peso molecular sin fluir, lo cual además de resultar ineficientes, pueden terminar obstruyendo el sistema las válvulas de inyección de gas lift.
Verificar tolerancia del inhibidor con los componentes livianos producidos (alcanos de bajo P.M., como pentano y hexano y en muchos casos Metanol, cuando este usa para inhibición de hidratos), por que pueden formarse depósitos gomosos.
La eficacia de un programa de tratamiento debe ser comprobada con un plan de monitoreo y control. Una de las herramientas más eficaces es la determinación de contenido ó concentración residual del inhibidor en cabeza de pozo para asegurar que el inhibidor recorre el sistema desde el fondo del pozo. Si embargo ello no es indicación de una buena perfomance. En general se pueden recomendar los siguientes métodos para evaluación de un programa de corrosión:
- Determinación de contenido de Fe - Instalación de cupones de corrosión - Uso de calibradores antes de iniciar el tratamiento y luego con frecuencia semestral
Sistemas de levantamiento con Bombas eléctricas sumergidas El uso de bombas eléctricas sumergibles es cada día más utilizado, por la gran capacidad y volúmenes que pueden manejarse (Generalmente más de 1000 bpd de fluido total). Se utilizan bombas activadas eléctricamente y fabricadas con aceros inoxidables de alta dureza. La instalación de una bomba electrocentrifuga consta de 4 unidades principales:

BPC MFR Capítulo V Pag. 33
El motor eléctrico en el fondo siguiendole una sección sello y luego un separador de gas separativo y en la parte superior la bomba antes dicha. Las bombas sumergibles son bombas centrifugas multi-etapas. Cada etapa consta de un impulsor rotativo y un difusor estático. El cambio presión-energía se logra cuando el líquido que esta siendo bombeado rodea el impulsor y a mediada que el impulsor giro induce un movimiento rotatorio en el líquido. Existen en realidad dos componentes para el moviendo impartido por el impulsor: un moviendo en dirección radial hacia fuera, desde el centro del impulsor causado por la fuerza centrifuga y otro movimiento en dirección tangencial al diámetro externo del impulsor. El resultado de estos 2 componentes es la dirección real del flujo. Como dato de interés el separador de gas se utiliza en pozos con alta relación gas/aceite a fin de evitar el bloqueo de la bomba antes de que el fluido entre a la bomba. La sección sello une la flecha del motor a la flecha de la bomba o separador de gas y permite:
La expansión del aceite dieléctrico aislante contenido en el entre hierro del motor.
El balance de de presión entre la cavidad del pozo y el fluido dieléctrico a fin de que el fluido del pozo no entre en las uniones selladas del motor
El motor eléctrico se encuentra generalmente debajo de la bomba y la energía eléctrica se provee a través de un cable revestido por material resistente a los fluidos y temperatura y asegurado a la tubería de producción mediante grampas. El motor eléctrico puede recalentarse
TIPOS DE INSTALACIONES DE PRODUCCION DE PETRÓLEO
BOMBA ELECTRICA SUMERGIDA
..
MOTOR ELECTRICO
SECCION SELLO
SEPARADOR ROTATIVO DE GAS
BOMBA CENTRIFUGA
CAJA DE CONEXIONES
CONTROL DEL MOTOR
TRANSFORMADORES
NIVEL DE FLUIDO
PERFORACIONES
CONFIGURACION TIPICA DE BOMBAS HIDRAULICAS POZO ABAJO
(DE 2 Y 3 TUBOS)
FLUIDO MOTOR A ALTA PRESION
PRODUCCION MAS RETORNO DE FLUIDO MOTOR A BAJA
PRESION
PRODUCCION
RETORNO DE FLUIDO MOTOR
A BAJA PRESION
ENSAMBLAJE DE BOMBA
REVESTIMIENTO
TIPO ABIERTO
(2 TUBERIAS)
TIPO CERRADO
(3 TUBERIAS)
Fig. V.- 9 Fig. V.- 10 cuando no se enfría lo suficiente con el fluido producido ó recirculado, por esta razón se pueden instalar chaquetas para que el fluido recircule completamente. (En la figura se muestra una instalación típica de una bomba electrosumergible) El tratamiento químico puede efectuarse bajo las mismas modalidades utilizadas para las bombas de levantamiento mecánico, sin embargo se recomienda el método continuo por el alto caudal que estos sistemas manejan. El tratamiento continuo mas utilizado es aplicando el inhibidor de corrosión a una parte del fluido producido que se recircula hacia el fondo del pozo. Los volúmenes de recirculación varían entre el 1 al 5 %, dependiendo del volumen de agua producido y utilizando una tubería de 3/8 a ½ pulgada que penetra 10 a 15 pies en la cabeza del pozo. Normalmente se recomienda 15 a 25 ppm de inhibidor de corrosión, dosificación que puede ser reajustada mediante evaluación de perfomance con cupones ó probetas instaladas en la línea principal de producción y tratando de simular las condiciones mas severas de velocidad, temperatura, % de producción, etc. Es importante tomar en cuenta los niveles de fluido en el anular y la solubilidad del inhibidor en el agua producida. No es recomendable utilizar inhibidores solubles en agua.

BPC MFR Capítulo V Pag. 34
Otra forma bastante utilizada es instalando una tubería capilar de 3/8 a ½ pulgada que puede ir hasta varios pies debajo del motor. Sin embargo para utilizar este sistema, el inhibidor debe reunir características especiales:
Estabilidad térmica
No tendencia a la formación de gomas
Compatibilidad con el acero de la tubería También pueden aplicarse tratamientos de de desplazamiento tubular y forzamiento a la formación que requieren un estudio minucioso de las características y material de la formación. Los inhibidores recomendados están en la Tabla 2.3 del Manual de Corrosión de BPC.
Sistemas de bombeo hidráulico Es un sistema de producción que consiste en levantar el petróleo y agua utilizando bombas hidráulicas y se utilizan para pozos con alto grado de desviación. Ahora no se utilizan mucho. Existen dos tipos uno utiliza petróleo crudo como fluido motor y el otro agua producida siendo más utilizado el primero por ser un sistema más limpio y menos problemático. Los sistemas que utilizan agua, deben instalar tres tuberías hacia el fondo y presentan más problemas de corrosión. Uno de los problemas puede ser la entrada de aire en las bombas de superficie utilizadas para presurizar el fluido motor (agua). Para obtener mejores resultados el agua utilizada como fluido motor debe ser previamente tratada para controlar concentración de bacterias y oxígeno y finalmente filtrada. Estos sistemas trabajan con 100 a 500 ppm de inhibidor de corrosión. Si se certifica la presencia de oxígeno, debe recomendarse un inhibidor específico. (CRW100). Para el sistema hidráulico de 3 tuberías, la superficie externa de todas las tuberías, la bomba y la parte interna de la tubería deben ser protegidas con una aplicación independiente de un inhibidor apropiado y siguiendo las recomendaciones dadas para las bombas eléctricas sumergibles, similares métodos de tratamiento, tipos y dosis de inhibidor. Para tratamientos tipo batch ó continuo (utilizando un fluido recirculado hacia el fondo del pozo), y en sistemas de tres tuberías, seguir las recomendaciones para este tipo de tratamiento indicadas en el Manual de Corrosión de Baker Petrolite (Tabla 2.3). Se recomienda utilizar 25 ppm y evaluar eficiencia del inhibidor. Para el sistema hidráulico de 2 tuberías (Abierto), generalmente se utiliza un solo punto de aplicación y en forma continua aún cuando también se aplica en batch frecuentes cada 1 ó 2 días. Para este tipo de sistemas se recomienda que el inhibidor sea soluble ó altamente dispersible en agua y agregado en concentraciones altas inicialmente para detener la corrosión y sin causar problemas de separación en el flujo de retorno que contiene tanto el fluido producido como el fluido motor. Luego se pueden mantener dosis de sostén de 20-30 ppm basados en el fluido total que sale del pozo y evaluando la efectividad del inhibidor con posteriores ajustes en la dosificación utilizando las técnicas de monitoreo conocidas. Las superficies externas de la tubería y la bomba deben ser tratadas por separado utilizando batchs a través del espacio anular si no hay packers instalados. Generalmente se recomiendan los mismos inhibidores que para los sistemas de 3 tuberías. Los sistemas que utilizan petróleo como fluido motor, presentan menores problemas de corrosión en forma general. Generalmente no existen problemas en la línea de fluido motor y terminales de la bomba sin embargo se pueden presentar en la línea de producción, para lo cual Se recomiendan aplicaciones en batchs al anular, forzamientos a la formación o inyección a través de un tubo capilar de ¼ pulg. También pueden aplicarse batchs de inhibidor a través del anular (Sin packers instalados), Mínimo 1 gal/semana/2000 pies de profundidad, ó también en forma continua aplicando el inhibidor con una parte del fluido recirculando hacía en anular y a dosificaciones de 10-20 ppm como inicio, evaluando la eficiencia del inhibidor con los metodos establecidos.
BPC MFR Capítulo V Pag. 35
Dependiendo de la profundidad del pozo, deben establecerse condiciones de solubilidad y particionamiento del inhibidor de corrosión para efectuar un tratamiento más efectivo. Pozos de Gas Dentro de esta categoría se encuentran los pozos con GOR (Gas/petróleo) de más de 3000 pies³/bbl. Los pozos de gas producen generalmente a mayor temperatura que los pozos de petróleo y con una relación de fases que frecuentemente requieren diferentes métodos de tratamiento. Los problemas de corrosión en pozos de gas tienden a evidenciarse en las secciones superiores en la tubería de producción y son ocasionados mayormente por la presencia de agua producida, la misma que tienden a condensarse en las partes superiores de las tuberías al disminuir la temperatura. En algunos casos y dependiendo de otras condiciones la corrosión se extiende en todo el largo de la tubería de producción. La corrosión se hace evidente por los síntomas siguientes:
Perforaciones en las tuberías de producción (incremento de la presión en el espacio anular).
Daño de corrosión en equipo de superficie (árbol de navidad y línea de flujo).
Reemplazo frecuente en válvulas y chokes.
Pérdidas de Fe mayores a media libra por día por cada 10,000 pies de profundidad en tuberías de 2 plgs.
Corrosión con mas de 2mpy (El ataque por picadura es mucho mas grave: De 20 a 100 veces mayor que la lectura del cupón).
El monitoreo de un pozo de gas puede hacerse utilizando todas las técnicas disponibles, sin embargo la instalación de cupones y medición de la concentración de fierro son los más utilizados (A excepción de los pozos que contienen mas 20% molar de H2S. Otro método utilizado es por medio de registros de calibradores en la tubería de producción. Los métodos de tratamiento con inhibidor de corrosión dependen del tipo de completación del pozo y características de los fluidos producidos y se pueden resumir de la siguiente forma: a. Batch corto Este tipo de modalidad es explicado en la sección correspondiente y consiste en tratar los pozos de gas con uno a dos drums del inhibidor de corrosión diluido en 5 a 25 bls. de un diluyente o liquido de transporte. La mezcla se bombea hasta el fondo del pozo y luego el pozo es parado hasta que el inhibidor fluya hasta el fondo formando una película de protección. Es un método muy común. El inhibidor de corrosión a ser aplicado debe ser seleccionado de acuerdo a la temperatura y el carácter corrosivo del pozo (ácido o agrio) el criterio de selección del inhibidor de corrosión debe efectuarse de acuerdo a la tabla 7.2.1 del manual de corrosión de BPC. Los factores limitantes para este tipo de tratamientos son los siguientes:
Pozos con tuberías de 3 plgs. o más.
Pozos con presiones de 1500 psig o más durante parada.
Pozos que producen menos de 10 bls. de agua por MM pies³
Pozos que producen menos de 50 bls. de condensado por MM de pies³. Se debe considerar la inyección de un drum de inhibidor diluido en 100 bls. de fluido transportador por cada de 10,000 pies de producción. Una vez inyectada la mezcla el pozo es parado durante un periodo de tiempo por un lapso determinado por la siguiente relación: Profundidad total del pozo Tiempo en (horas) = --------------------------------------- 3000 pies
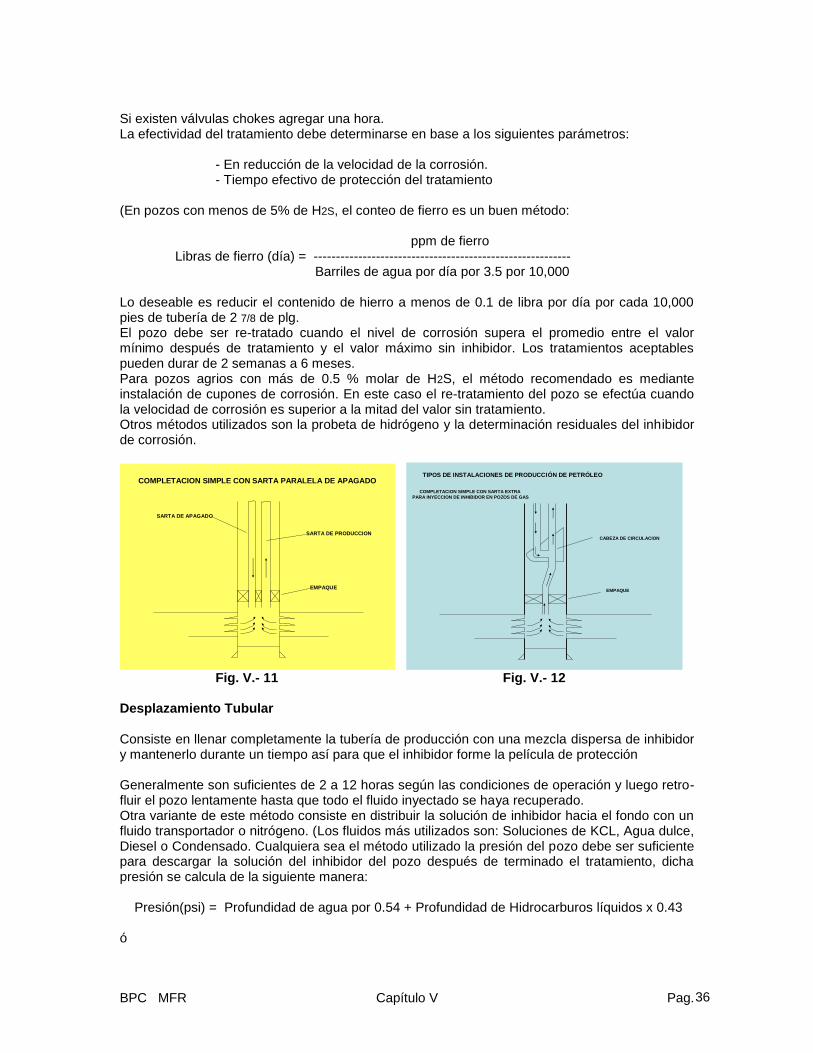
BPC MFR Capítulo V Pag. 36
Si existen válvulas chokes agregar una hora. La efectividad del tratamiento debe determinarse en base a los siguientes parámetros: - En reducción de la velocidad de la corrosión. - Tiempo efectivo de protección del tratamiento (En pozos con menos de 5% de H2S, el conteo de fierro es un buen método:
ppm de fierro Libras de fierro (día) = ---------------------------------------------------------- Barriles de agua por día por 3.5 por 10,000
Lo deseable es reducir el contenido de hierro a menos de 0.1 de libra por día por cada 10,000 pies de tubería de 2 7/8 de plg. El pozo debe ser re-tratado cuando el nivel de corrosión supera el promedio entre el valor mínimo después de tratamiento y el valor máximo sin inhibidor. Los tratamientos aceptables pueden durar de 2 semanas a 6 meses. Para pozos agrios con más de 0.5 % molar de H2S, el método recomendado es mediante instalación de cupones de corrosión. En este caso el re-tratamiento del pozo se efectúa cuando la velocidad de corrosión es superior a la mitad del valor sin tratamiento. Otros métodos utilizados son la probeta de hidrógeno y la determinación residuales del inhibidor de corrosión.
COMPLETACION SIMPLE CON SARTA PARALELA DE APAGADO
SARTA DE APAGADO
SARTA DE PRODUCCION
EMPAQUE
COMPLETACION SIMPLE CON SARTA EXTRA
PARA INYECCION DE INHIBIDOR EN POZOS DE GAS
CABEZA DE CIRCULACION
EMPAQUE
TIPOS DE INSTALACIONES DE PRODUCCIÓN DE PETRÓLEO
Fig. V.- 11 Fig. V.- 12 Desplazamiento Tubular Consiste en llenar completamente la tubería de producción con una mezcla dispersa de inhibidor y mantenerlo durante un tiempo así para que el inhibidor forme la película de protección Generalmente son suficientes de 2 a 12 horas según las condiciones de operación y luego retro-fluir el pozo lentamente hasta que todo el fluido inyectado se haya recuperado. Otra variante de este método consiste en distribuir la solución de inhibidor hacia el fondo con un fluido transportador o nitrógeno. (Los fluidos más utilizados son: Soluciones de KCL, Agua dulce, Diesel o Condensado. Cualquiera sea el método utilizado la presión del pozo debe ser suficiente para descargar la solución del inhibidor del pozo después de terminado el tratamiento, dicha presión se calcula de la siguiente manera: Presión(psi) = Profundidad de agua por 0.54 + Profundidad de Hidrocarburos líquidos x 0.43 ó
BPC MFR Capítulo V Pag. 37
1030 Presión = -----------------------
(Diam. Int. Tubing)²
Respecto a la dosificación se recomienda mezclar un drum de inhibidor de corrosión por cada 10,000 pies de profundidad (tuberías hasta 3 ½ plgs). Sobre este tamaño de diámetro se utiliza ½ drum adicional. Para el método de distribución en cabeza hacer una mezcla del 10% de inhibidor aplicando un drums del inhibidor por cada 10,000 pies de profundidad en tuberías de hasta 3 ½ plgs. El volumen debe ser calculada de la forma siguiente:
(D.I. de Tubería en pulgadas)² x Profundidad del pozo en pies
Bls. = -------------------------------------------------------------------------------------- 1030
La selección de los inhibidores debe ser efectuada utilizando la tabla 7.2.1 del Manual de Corrosión de BPC. El monitoreo para la evaluación de tratamientos debe efectuarse en forma similar a la recomendada para batch corto. En el caso del método de distribución utilizando nitrógeno, no obstante tratarse de un método costoso resulta fácil de aplicar para gran variedad de tipo de pozos especialmente aquellos que tienen poca presión de fondo. Tratamiento continuo Este método es el más efectivo y más económico. Las opciones entre tratamiento continuo y batch corto deben definirse de acuerdo a la severidad corrosiva del pozo y antes de la etapa de completación del mismo. Los pozos retro-equipados para tratamiento continuo pueden ser costosos pero se justifican económicamente por los menores por los menores daños de corrosión. Este tipo de tratamiento es más efectivo en pozos con alto volumen de producción (Tratamiento de batchs corto) y pozos con probabilidad de taponamiento por presencia de sal o azufre y pozos costa afuera. El método continúo puede efectuarse en casi todos los tipos de completación con empaque, sin empaque con instalación simple o dual. Pueden también ser aplicado utilizando tubería capilar de ¼ de plg. o más. El inhibidor de corrosión puede usarse neto o diluido. En el primer caso se hace generalmente a través de tubería capilar; en este caso y al inicio del tratamiento debe asegurarse una concentración de retorno de 2000 ppm o utilizar un drum del inhibidor de corrosión por cada 10,000 pies de tubería de producción / mes, el que sea mayor. Por experiencia se ha determinado que 500 ppm en el fluido de retorno son suficientes para mantener control en pozos con alto contenido de líquidos (menos de 0.5 lbs. por día de Fe /10,000 pies de tubería de 2 7/8 plgs) basados en conteo de Fe o cupones de corrosión. Otra alternativa consiste en utilizar una dilución del inhibidor con agua, diesel o condensado. En el primer caso cuando se utiliza dilución con agua debe utilizarse inhibidores en agua dulce desoxigenada a un equivalente de 10 bls de agua por millón de pies³ y asegurando una concentración de 2000 ppm de inhibidor de corrosión en el fluido de retorno. La dilución puede aplicarse en forma continua o en batch de manera de mantener una concentración uniforme en el fluido de retorno. La dilución con agua es preferible cuando el pozo experimenta depósitos de sal. Cuando el inhibidor es diluido con diesel o hidrocarburos livianos, debe asegurarse un volumen mínimo del diluyente que permita al inhibidor de corrosión que llegar al fondo especialmente en pozos con baja producción de condensado. Si se requieren cantidades muy grandes de diesel, se puede utilizar aceites mas pesados. En este caso se requiere efectuar pruebas de desplazamiento para determinar tipo y cantidad de aceite pesado para saturar el inhibidor en las condiciones pozo abajo. El tiempo de residencia del inhibidor es importante en pozos calientes debido a la posibilidad de degradación térmica y puede calcularse mediante la siguiente fórmula:
BPC MFR Capítulo V Pag. 38
0.408 x pie de tubería x (Diam. Int. Tuberías, plgs)² Tiempo residencia en tuberías, días = ------------------------------------------------------------------- Velocidad de inyección en galones / día La efectividad del tratamiento, debe monitorearse calculando la pérdida de fierro en el sistema mediante conteo de fierro en el agua producida (Pozos con menos de 0.5% molar de H2) ppm Fe x barriles de agua / día x 3.5 x 10 Libras de Fierro / día = ------------------------------------------------------------ 10,000 Otros métodos para evaluar la efectividad del tratamiento son mediante instalación de cupones pozo abajo, registros con calibradores, probetas de hidrógeno y pobretas de resistencia eléctrica, siendo los primeros los más populares. El análisis de la concentración residual del inhibidor en los fluidos de retorno es importante para con el propósito de investigar fallas de tratamiento. Se pueden construir curvas de calibración ppm de inhibidor de corrosión vs. velocidad de corrosión a fin de ajustar la concentración óptima del inhibidor. Para efectos de selección de corrosión en estos sistemas se pueden utilizar las tablas 7.2.3a y 7.2.3b del manual, otras consideraciones importantes en la selección del inhibidor es su tendencia a la formación de emulsiones es este caso se deben recomendar inhibidor de corrosión que no tiendan a formar emulsiones con los fluidos del pozo. Forzamiento a la formación Este tratamiento consiste en presionar la solución de inhibidor a través de la formación productora de manera que este pueda regresar durante un periodo de tiempo y proveer una protección prolongada de no obstante, que este tipo de tratamiento posibilita tratamientos prolongados en comparación con métodos no continuos los forzamientos no resultan tan eficientes en el uso de inhibidor y no justifican los riesgos y los costos del servicio. El inhibidor debe ser inyectado en forma de solución y dispersión. Debido a que el inhibidor va a la temperatura por un tiempo considerable se requieren productos térmicamente estables, para efectos del procedimiento generalmente se utiliza el condensado como diluyente del inhibidor de corrosión. El diesel es utilizado mas frecuentemente por su mayor punto de inflamación la concentración recomendada es 25 ppm basado en 3 veces los líquidos totales durante el intervalo esperado de tratamiento esto se deduce de que una tercera parte del inhibidor regresa inmediatamente cuando se reestablece la producción del pozo, otra tercera parte permanece absorbida en el material de la absorbido en la formación y la otra tercera parte fluye lentamente en la vida del tratamiento squeeze. Un cálculo simple de la cantidad total de inhibidor para este tipo de tratamiento en un pozo que produce 1000 barriles por día de líquidos totales y la vida esperada es de 3 meses se puede hacer como muestra la siguiente formula:
25ppm x 1000 bls. / día x 42 x 90 ------------------------------------------------- = 94.50
100,000 Para la aplicación de inhibidor generalmente se requiere utilizar un solvente mayormente diesel y luego empujar esta solución hacia el fondo con un volumen de diesel equivalente al volumen de la tubería de producción y luego empujar hacia la formación agregando 2 volúmenes más equivalentes o utilizar nitrógeno. Finalmente el pozo se retorna a producción. El volumen de la tubería de producción se puede calcular de la siguiente manera:
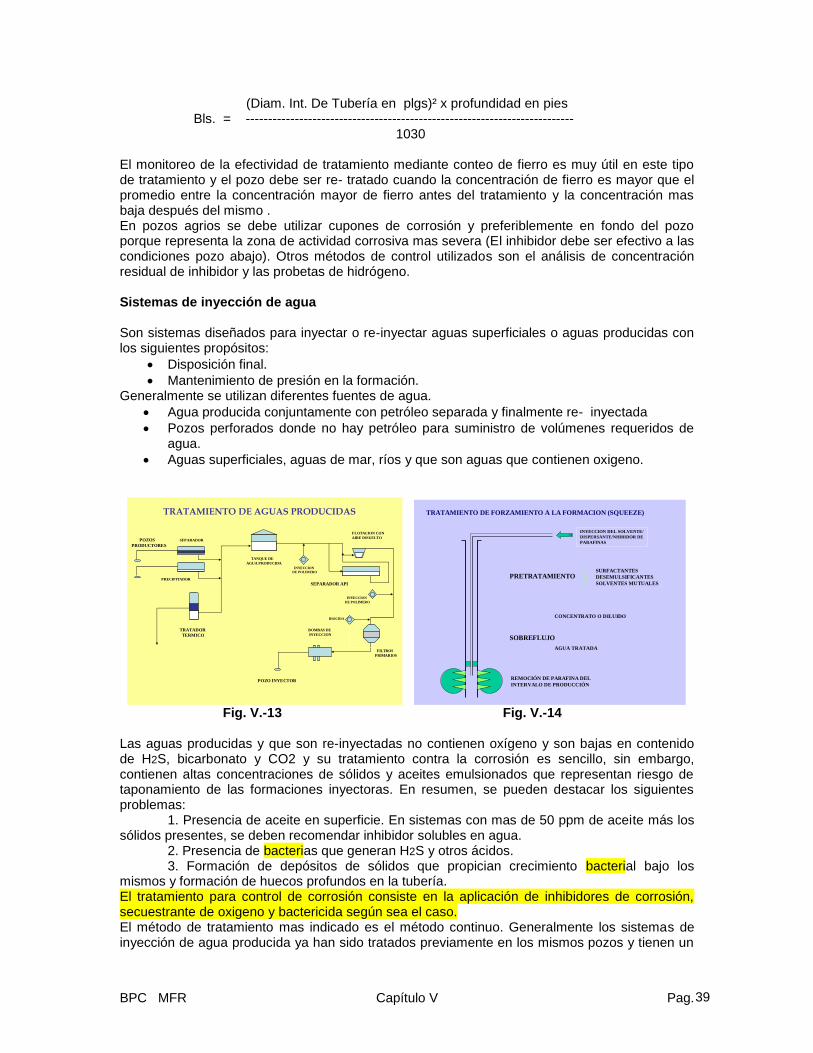
BPC MFR Capítulo V Pag. 39
(Diam. Int. De Tubería en plgs)² x profundidad en pies Bls. = --------------------------------------------------------------------------
1030 El monitoreo de la efectividad de tratamiento mediante conteo de fierro es muy útil en este tipo de tratamiento y el pozo debe ser re- tratado cuando la concentración de fierro es mayor que el promedio entre la concentración mayor de fierro antes del tratamiento y la concentración mas baja después del mismo . En pozos agrios se debe utilizar cupones de corrosión y preferiblemente en fondo del pozo porque representa la zona de actividad corrosiva mas severa (El inhibidor debe ser efectivo a las condiciones pozo abajo). Otros métodos de control utilizados son el análisis de concentración residual de inhibidor y las probetas de hidrógeno. Sistemas de inyección de agua Son sistemas diseñados para inyectar o re-inyectar aguas superficiales o aguas producidas con los siguientes propósitos:
Disposición final.
Mantenimiento de presión en la formación. Generalmente se utilizan diferentes fuentes de agua.
Agua producida conjuntamente con petróleo separada y finalmente re- inyectada
Pozos perforados donde no hay petróleo para suministro de volúmenes requeridos de agua.
Aguas superficiales, aguas de mar, ríos y que son aguas que contienen oxigeno.
TANQUE DE
AGUA PRODUCIDA
SEPARADOR API
FLOTACION CON
AIRE DISUELTO
INYECCION
DE POLIMERO
FILTROS
PRIMARIOS
BOMBAS DE
INYECCION
POZO INYECTOR
TRATADOR
TERMICO
SEPARADOR
PRECIPITADOR
POZOS
PRODUCTORES
INYECCION
DE POLIMERO
BIOCIDA
TRATAMIENTO DE AGUAS PRODUCIDAS
TRATAMIENTO DE FORZAMIENTO A LA FORMACION (SQUEEZE)
INYECCION DEL SOLVENTE/
DISPERSANTE/NHIBIDOR DE
PARAFINAS
PRETRATAMIENTOSURFACTANTES
DESEMULSIFICANTES
SOLVENTES MUTUALES
REMOCIÓN DE PARAFINA DEL
INTERVALO DE PRODUCCIÓN
CONCENTRATO O DILUIDO
SOBREFLUJO
AGUA TRATADA
Fig. V.-13 Fig. V.-14 Las aguas producidas y que son re-inyectadas no contienen oxígeno y son bajas en contenido de H2S, bicarbonato y CO2 y su tratamiento contra la corrosión es sencillo, sin embargo, contienen altas concentraciones de sólidos y aceites emulsionados que representan riesgo de taponamiento de las formaciones inyectoras. En resumen, se pueden destacar los siguientes problemas: 1. Presencia de aceite en superficie. En sistemas con mas de 50 ppm de aceite más los sólidos presentes, se deben recomendar inhibidor solubles en agua. 2. Presencia de bacterias que generan H2S y otros ácidos. 3. Formación de depósitos de sólidos que propician crecimiento bacterial bajo los mismos y formación de huecos profundos en la tubería. El tratamiento para control de corrosión consiste en la aplicación de inhibidores de corrosión, secuestrante de oxigeno y bactericida según sea el caso. El método de tratamiento mas indicado es el método continuo. Generalmente los sistemas de inyección de agua producida ya han sido tratados previamente en los mismos pozos y tienen un

BPC MFR Capítulo V Pag. 40
contenido residual de inhibidor. De otra parte la concentración de gases agresivos (H2S y CO2) son mucho mas bajas. Lo recomendable es determinar concentraciones residuales del inhibidor de corrosión y aplicar concentraciones de refuerzo en locaciones estratégicas del sistema. En estos sistemas, la aplicación en batch no es recomendable por la posibilidad de creación de emulsiones y con siguiente taponamiento de los pozos inyectores. En aguas superficiales los problemas más comunes son:
Corrosión causada por oxígeno.
Presencia de sólidos: Sustancias oxidadas, Sólidos de formación, etc Para el primer caso el método de tratamiento es aplicando secuestrantes químicos a base de sulfitos y bisulfitos. Las reacciones químicas entre el oxígeno y el secuestrante están afectadas por el pH del agua, presencia de elementos catalizadores, temperatura, concentración de H2S e incompatibilidad con otros tratamientos químicos. Por esto es importante estudiar la compatibilidad del secuestrante de oxigeno con otros tratamientos químicos especialmente:
a. Biocidas o bactericidas. b. Inhibidores de encrustamiento. c. Inhibidores de corrosión.
Por esta razón y siendo la reacción química del secuestrante de carácter estequiometrico se recomienda la aplicación del secuestrante previamente a otro tratamiento. Tuberías de transporte En esta sección vamos a estudiar el control de corrosión en las superficies internas de tuberías que transportan fluidos producidos. Estas tuberías pueden transportar mayormente hidrocarburos líquidos, hidrocarburos gaseosos y agua. Estas tuberías generalmente coleccionan la producción de varios pozos y la llevan a las plantas de separación y procesamiento. Para un mejor estudio vamos a referirnos al control de tuberías de colección de pozos de petróleo que contienen mas de 5% de agua y líneas de transporte de petróleo que contienen menos de 5% de agua. Líneas de colección de petróleo (más de 5% de agua) Estas líneas contienen hidrocarburos líquidos agua producida y gas conteniendo CO2 y/o H2S también producen sólidos (Productos de corrosión, partículas de formación, partículas de inscrustamiento, etc). El mayor problema que debe controlarse en estas líneas es la presencia de agua y la presencia de depósitos de sólidos en el fondo de las tuberías. Estos depósitos generan desarrollo de bacterias que producen ácidos que atacan directamente la tubería produciendo ataque muy localizado que conlleva a la perforación de la pared de la tubería. El tratamiento para este tipo de sistemas se concentra en las siguientes aplicaciones:
Inhibidores de corrosión con las características necesarias para poder localizarse en la fase de agua.
Tratamiento con biocidas para reducir la incidencia de bacterias productoras de ácidos.
Limpieza mecánica de las tuberías mediante el pasaje de raspadores o chanchos. En el primer caso se requieren inhibidores altamente solubles en agua y con alto % de particionamiento en la fase de agua, especialmente en sistemas lentos donde hay la posibilidad de flujo estratificado. En estos casos el agua tiende a separarse en el fondo de las líneas y en zonas de depresiones en el terreno. En tuberías con mayores velocidades de flujo el agua se encuentra entrampada en la fase aceite (dispersa) y el control de corrosión puede resultar mas fácil. Para situaciones de velocidades bajas se prefiere inhibidores de solubles en agua a 25 ppm de concentración cuando el contenido de agua es 10 % o mas; si el contenido de agua es menor se requiere aumentar esta concentración. En caso de presencia de agua entrampada es preferible usar inhibidores dispersibles en agua a concentraciones de 20 ppm basados en el líquido total.
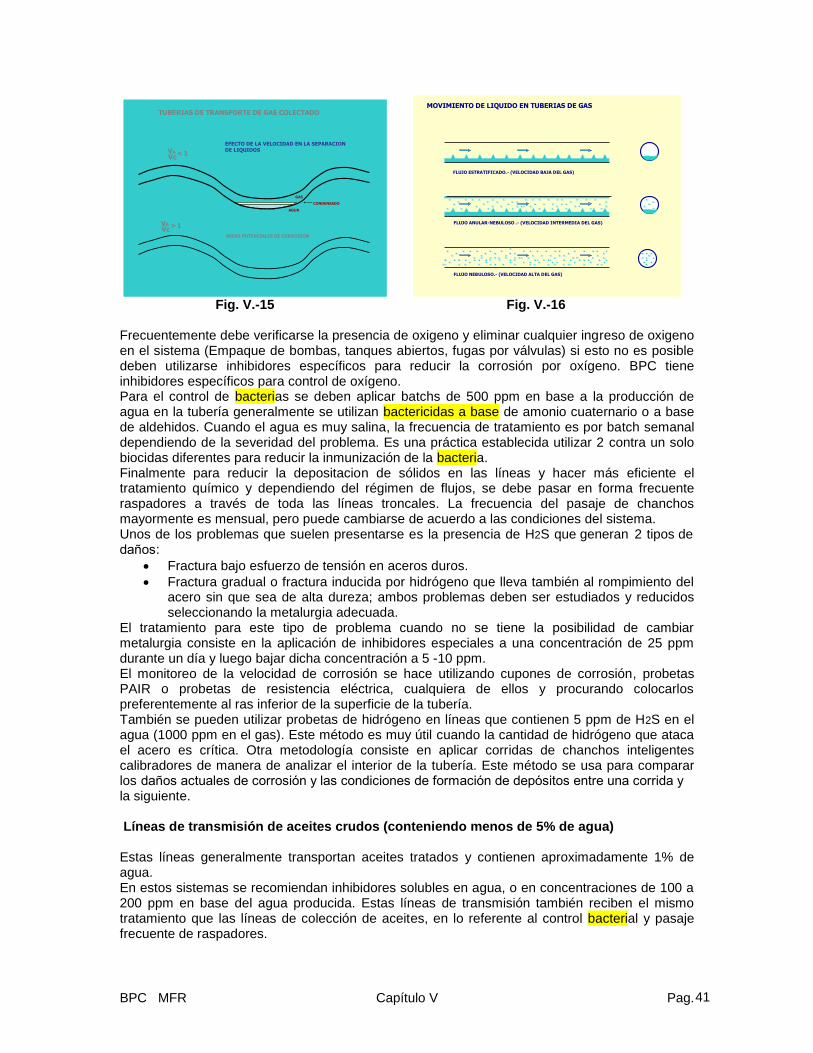
BPC MFR Capítulo V Pag. 41
VA
Vc< 1
VA
Vc> 1
TUBERIAS DE TRANSPORTE DE GAS COLECTADO
AREAS POTENCIALES DE CORROSION
GAS
CONDENSADO
AGUA
EFECTO DE LA VELOCIDAD EN LA SEPARACIONDE LIQUIDOS
MOVIMIENTO DE LIQUIDO EN TUBERIAS DE GAS
FLUJO ESTRATIFICADO.- (VELOCIDAD BAJA DEL GAS)
FLUJO ANULAR-NEBULOSO .- (VELOCIDAD INTERMEDIA DEL GAS)
FLUJO NEBULOSO.- (VELOCIDAD ALTA DEL GAS)
Fig. V.-15 Fig. V.-16 Frecuentemente debe verificarse la presencia de oxigeno y eliminar cualquier ingreso de oxigeno en el sistema (Empaque de bombas, tanques abiertos, fugas por válvulas) si esto no es posible deben utilizarse inhibidores específicos para reducir la corrosión por oxígeno. BPC tiene inhibidores específicos para control de oxígeno. Para el control de bacterias se deben aplicar batchs de 500 ppm en base a la producción de agua en la tubería generalmente se utilizan bactericidas a base de amonio cuaternario o a base de aldehidos. Cuando el agua es muy salina, la frecuencia de tratamiento es por batch semanal dependiendo de la severidad del problema. Es una práctica establecida utilizar 2 contra un solo biocidas diferentes para reducir la inmunización de la bacteria. Finalmente para reducir la depositacion de sólidos en las líneas y hacer más eficiente el tratamiento químico y dependiendo del régimen de flujos, se debe pasar en forma frecuente raspadores a través de toda las líneas troncales. La frecuencia del pasaje de chanchos mayormente es mensual, pero puede cambiarse de acuerdo a las condiciones del sistema. Unos de los problemas que suelen presentarse es la presencia de H2S que generan 2 tipos de daños:
Fractura bajo esfuerzo de tensión en aceros duros.
Fractura gradual o fractura inducida por hidrógeno que lleva también al rompimiento del acero sin que sea de alta dureza; ambos problemas deben ser estudiados y reducidos seleccionando la metalurgia adecuada.
El tratamiento para este tipo de problema cuando no se tiene la posibilidad de cambiar metalurgia consiste en la aplicación de inhibidores especiales a una concentración de 25 ppm durante un día y luego bajar dicha concentración a 5 -10 ppm. El monitoreo de la velocidad de corrosión se hace utilizando cupones de corrosión, probetas PAIR o probetas de resistencia eléctrica, cualquiera de ellos y procurando colocarlos preferentemente al ras inferior de la superficie de la tubería. También se pueden utilizar probetas de hidrógeno en líneas que contienen 5 ppm de H2S en el agua (1000 ppm en el gas). Este método es muy útil cuando la cantidad de hidrógeno que ataca el acero es crítica. Otra metodología consiste en aplicar corridas de chanchos inteligentes calibradores de manera de analizar el interior de la tubería. Este método se usa para comparar los daños actuales de corrosión y las condiciones de formación de depósitos entre una corrida y la siguiente. Líneas de transmisión de aceites crudos (conteniendo menos de 5% de agua) Estas líneas generalmente transportan aceites tratados y contienen aproximadamente 1% de agua. En estos sistemas se recomiendan inhibidores solubles en agua, o en concentraciones de 100 a 200 ppm en base del agua producida. Estas líneas de transmisión también reciben el mismo tratamiento que las líneas de colección de aceites, en lo referente al control bacterial y pasaje frecuente de raspadores.
BPC MFR Capítulo V Pag. 42
Líneas de colección de gas La producción de gas como fuente alterna de combustible ha crecido en los últimos an os. Muchos sistemas de producción de gas se están construyendo y unos de los problemas mas importantes es la distancia de estas tuberías y la necesidad de asegurar un transporte eficiente de inhibidor de corrosión a lo largo de estas, principalmente debido a la presencia de una fase líquida muy escasa. Generalmente estas líneas van desde los primeros separadores de gas o desde el primer múltiple de distribución hasta la planta de tratamiento. Generalmente lo pozos que producen gas reciben tratamiento pozo abajo y los inhibidores usados para ese fin no son particionables en agua y por lo tanto no ayudan en las líneas superficiales de transporte a gas. A fin de controlar efectivamente la corrosión en una línea de colección de gas, el inhibidor debe ser transportado a través de la tubería y llevado a la fase de agua. Aun cuando el agua no esta presente en las primeras secciones de la tubería puede comenzar a condensarse según la tubería se enfría y se acumula en depresiones o puntos o locaciones bajas. El inhibidor debe ser transportado por el líquido en la tubería o su propio solvente no vaporizable para alcanzar esos puntos y debe pasar a la fase liquida en dichos puntos. El monitoreo para el control de corrosión en el condensado o la fase acuosa en varios puntos en la línea o la tubería es una necesidad, por esa razón, se requieren puntos de muestreo estratégicamente ubicados para verificar el transporte del inhibidor y cualquier cambio en la operación de la tubería (Incluyendo cambios en la temperatura ambiental). Debe ser seguido por otra verificación de residuales del inhibidor de corrosión, y además de esto se requiere monitoreo para verificar los niveles de corrosión. Los mas utilizados son los cupones y probetas PAIR montados a ras de tubería. Otras opciones son las probetas de resistencia eléctrica y de hidrógeno. No se recomienda análisis de concentración de fierro cuando la producción de agua es intermitente. Un programa efectivo de control de corrosión debe asegurar como mínimo 90% de protección en las áreas problema. Si las líneas experimentan picaduras las lecturas en cupones deben ser menores a punto 0.5 mpy. La aplicación del inhibidor de corrosión y su transporte son factores importantes para considerar la selección de un inhibidor de corrosión. Generalmente se utilizan el método continuo a través de una boquilla o válvula atomizadora que asegure una concentración suficiente de inhibidor para alcanzar 2000 ppm en el agua o un ¼ de galón por MM pies³ de gas (Si la producción de agua es desconocida). Se utiliza un cálculo para estimar la cantidad inicial de inhibidor que debe ser inyectada por día.
Diámetro de la línea en pulgadas x diámetro de la tubería en millas Quarts / día = ------------------------------------------------------------------------------------------
3 Esta fórmula asume la formación de una película de 3 milésimos de espesor en la tercera parte inferior del área expuesta de la tubería en 10 días. Por ejemplo, una línea de 8 plgs, 20 millas de longitud requiere:
8x20 / 3 = 53 qts de inhibidor por día. La mayoría de aplicaciones utilizan 10 veces la cantidad usual para la formación de la primera película. Otras formas de aplicar el inhibidor es mediante un bach entre 2 raspadores. El segundo raspador utiliza un diámetro ligeramente menor a la de la tubería en forma intencional para que vaya dejando una pequeña cantidad de inhibidor en la tubería. Control de corrosión en las líneas de transmisión de gas La corrosión no es un problema frecuente en este tipo de línea puesto que el gas es deshidratado y los gases ácidos que causan la corrosión también han sido removidos y

BPC MFR Capítulo V Pag. 43
finalmente las velocidades de flujo son usualmente lo suficientemente altas para evitar las acumulaciones de agua. Ocasionalmente estas líneas pueden mostrar pequeños problemas en las primeras secciones debido a fallas en el fluido de deshidratación. Se aplican inhibidores específicos para reducir este problema en concentraciones de una pinta del inhibidor por mm pies³ de gas; estos son los inhibidores llamados “trifásicos”. Control de corrosión durante pruebas hidrostáticas de tuberías Las pruebas hidroestáticas en tuberías se efectúan a 150% de la presión de trabajo de diseño y utilizando generalmente agua como fluido de llenado por su bajo costo, incompresibilidad y menor daño ambiental. Los principales problemas que se presentan en estos tipos de pruebas son los siguientes:
La presencia de oxígeno es un hecho común porque las aguas utilizadas son superficiales y contienen oxígeno y este a su vez ocasionan corrosión por picadura. En muchos casos se utilizan secuestrantes de oxígeno para re-tratar estas agua. Se usan 22 ppm de secuestrante por ppm de oxigeno en aguas frescas y 11 ppm en aguas saladas. Este tratamiento es previo a la adición de cualquier bactericida, puesto que puedan reaccionar entre ellos.
El crecimiento bacterial puede ocasionar corrosión o picadura, formación de sulfuro de hidrogeno y depositaciones. Para aplicaciones de corta duración la inyección de un biocida adecuado elimina el problema . Para aplicaciones de larga duración (más de 1 año) la adición de un inhibidor de corrosión es recomendable.
La disposición final del agua una vez que la tubería ya ha sido probada es factor importante a considerar. Si esta agua debe ser dispuesta a un río o lago de uso publico debe ser tratada para de-toxificar el bactericida añadido. La de-toxificación de glutaraldehido se hace con una concentración doble de secuestrante de oxigeno y durante un tiempo de 30 segundos a un minuto. La de-toxificación con biocidas cuaternarios se hace mediante absorción con bentonita.
Programas patentados por Baker Petrolite
PROGRAMA XTEND El Programa XTEND representa un sistema nuevo de tratamiento en batch con resultados equivalentes a un tratamiento continuo. El producto XTEND es una emulsión metaestable (inestable temporalmente) que contiene una combinación balanceada de un inhibidor de corrosión con otros productos químicos para control de sólidos e incrustamientos, y se aplica comúnmente por el espacio anular hacia el fondo del pozo con un fluido de transporte y luego el XTEND comienza a fluir lentamente y en forma uniforme con los fluidos producidos. Parte de este producto se separa durante su transporte hacia el fondo del pozo y llega a la bomba, pero la mayor parte no se resuelve hasta que pasa a través de la bomba, condición de fricción necesaria para romper la emulsión metaestable. Por esta razón una relativa alimentación del producto continúa produciéndose en el sistema. El EXTEND es superior en muchos casos al tratamiento convencional continuo especialmente en lugares remotos y con muchos pozos que requieren tratamiento que utilizan bombas subterráneas. El programa XTEND es especialmente aplicable en este tipo de pozos con bombas subterráneas porque se requiere cierta acción de rozamiento o fricción para resolver la emulsión inestable. Considerar las siguientes recomendaciones:
Aplicarlo con un fluido transportador adecuado: agua dulce, agua producida o petróleo son aceptables siempre que ellos no introduzcan sólidos, bacterias, oxigeno. El XTEND no es soluble ni dispersible en agua o aceite. La cantidad de fluido de transporte debe ser adecuada tratando de asegurar que el XTEND llegue a la bomba de manera de proveer protección contra la corrosión y a un

BPC MFR Capítulo V Pag. 44
intervalo lo mas prolongado posible. El XTEND debe estacionarse debajo de la bomba en una parte intermedia del pozo para que pueda hacer su efecto.
Se recomienda una dosificación a 20ppm en base a la producción total. En pozos de alto caudal es posible reducir a menos esta dosificación. Una regla generalmente utilizada es (Un galón de XTEND / semana / 2000 pies de profundidad del pozo). Obviamente esta concentración debe ser evaluada con el monitoreo de niveles de corrosión y residuales de XTEND. Altas concentraciones del XTEND no necesariamente deben producir resultados proporcionalmente mejores dada la condición meta-estable del XTEND.
En relación a la frecuencia a la cual debe aplicarse el programa XTEND, se recomienda generalmente tratar con un batch semanal los pozos que se trataban continuamente y también semanalmente pozos que requerían tres tratamientos semanales.
Tratamiento debe ser adecuado según lo niveles del fluido en el espacio anular del pozo. Para pozos con nivel de fluido y para un nivel de estacionamiento adecuado del XTEND se requiere desplazar el fluido en el espacio anular comprendido entre la succión de la bomba y el nivel de fluido: - Totalmente durante el primer tratamiento - La tercera parte durante el segundo tratamiento - La décima parte en los siguientes tratamientos.
Las cantidades de flujo deben ser calculada en bls. Donde C y T son casing y tubería en décimas de pulgadas. En pozos profundos para niveles pequen os de fluido los cálculos pueden dar cantidades mayores.
Las cantidades de sobre flujo a utilizar son de 10 gls por minuto y su relación al producto XTEND (3a1). Si el pozo es superficial y lo volúmenes de producción requieren considerable cantidad de producto químico, esta limitación es un factor importante. En estos casos se debe ajustar los intervalos de tiempo de manera que el volumen del XTEND sea de un 1/3 o menos del volumen del sobreflujo
Para pozos sin nivel de fluido, debe inyectarse un bl. de sobre flujo por cada 400 pies de profundidad de la bomba o fracción. Redondear a medio barril para pozos sobre 4000 pies y ¼ de barril para pozos más superficiales.
Para pozos con perforaciones activas sobre nivel de fluido la distancia utilizada para el calculo debe ser la distancia a la primera perforación activa se asume 200 pies de fluido de nivel para el primer tratamiento solamente. Tipos de productos XTEND Baker Petrolite ha formulado el producto XTEND para aplicarse en diferentes circunstancias y que dependiendo del principal problema pueden se recomendados para los siguientes casos:
Problemas de oxígeno: Utiliza el programa XTEND XP 200 cuando las concentraciones de oxígeno en la cabeza del pozo llegan a 0.2 ppm. Para mayores concentraciones se recomienda secuestrantes de oxígeno específico.
Problemas de corrosión – fatiga: Se utiliza el tratamiento con el aditivo XTEND XP A-1 especialmente para pozos sometidos a presencia de gases corrosivos y altos rangos de tensión.
Este aditivo permite controlar la permeación de hidrógeno y la corrosión – fatiga (aditivo bi-uncional) En pozos agrios la quebradura de varillas es frecuente y especialmente en aceros de alta dureza. Algunas condiciones de producción son más supcetibles que otras según la siguiente tabla
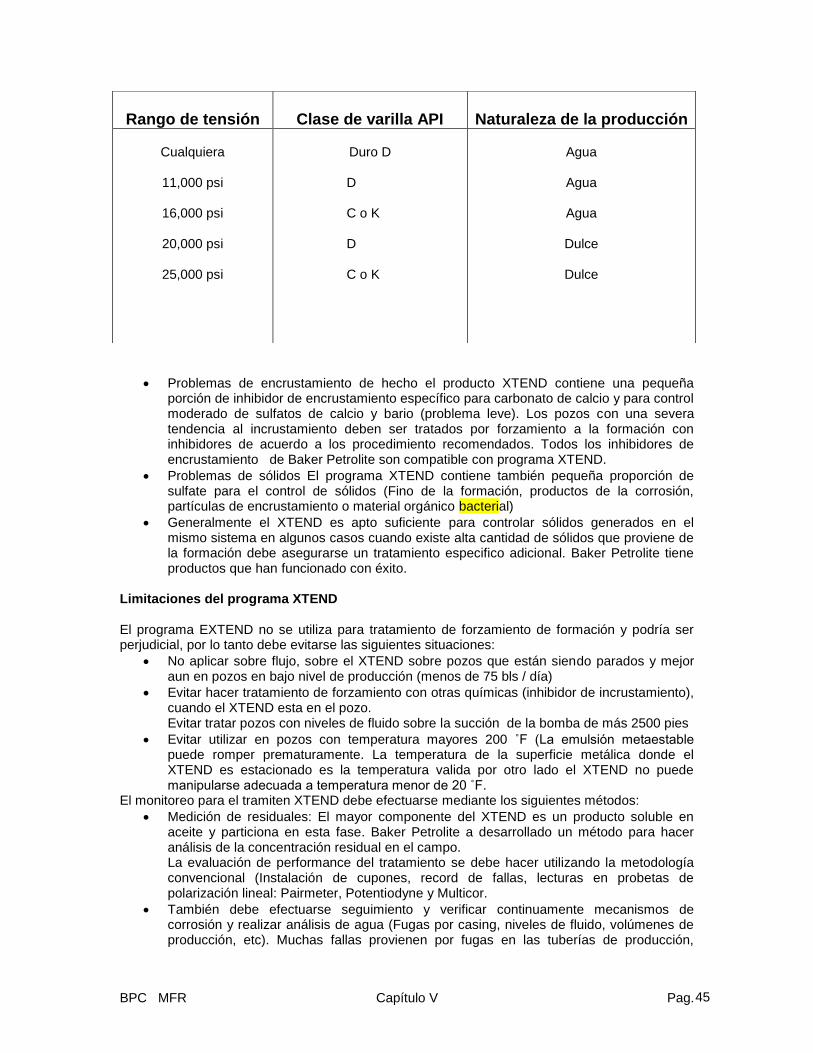
BPC MFR Capítulo V Pag. 45
Problemas de encrustamiento de hecho el producto XTEND contiene una pequeña porción de inhibidor de encrustamiento específico para carbonato de calcio y para control moderado de sulfatos de calcio y bario (problema leve). Los pozos con una severa tendencia al incrustamiento deben ser tratados por forzamiento a la formación con inhibidores de acuerdo a los procedimiento recomendados. Todos los inhibidores de encrustamiento de Baker Petrolite son compatible con programa XTEND.
Problemas de sólidos El programa XTEND contiene también pequeña proporción de sulfate para el control de sólidos (Fino de la formación, productos de la corrosión, partículas de encrustamiento o material orgánico bacterial)
Generalmente el XTEND es apto suficiente para controlar sólidos generados en el mismo sistema en algunos casos cuando existe alta cantidad de sólidos que proviene de la formación debe asegurarse un tratamiento especifico adicional. Baker Petrolite tiene productos que han funcionado con éxito.
Limitaciones del programa XTEND El programa EXTEND no se utiliza para tratamiento de forzamiento de formación y podría ser perjudicial, por lo tanto debe evitarse las siguientes situaciones:
No aplicar sobre flujo, sobre el XTEND sobre pozos que están siendo parados y mejor aun en pozos en bajo nivel de producción (menos de 75 bls / día)
Evitar hacer tratamiento de forzamiento con otras químicas (inhibidor de incrustamiento), cuando el XTEND esta en el pozo. Evitar tratar pozos con niveles de fluido sobre la succión de la bomba de más 2500 pies
Evitar utilizar en pozos con temperatura mayores 200 ˚F (La emulsión metaestable puede romper prematuramente. La temperatura de la superficie metálica donde el XTEND es estacionado es la temperatura valida por otro lado el XTEND no puede manipularse adecuada a temperatura menor de 20 ˚F.
El monitoreo para el tramiten XTEND debe efectuarse mediante los siguientes métodos:
Medición de residuales: El mayor componente del XTEND es un producto soluble en aceite y particiona en esta fase. Baker Petrolite a desarrollado un método para hacer análisis de la concentración residual en el campo. La evaluación de performance del tratamiento se debe hacer utilizando la metodología convencional (Instalación de cupones, record de fallas, lecturas en probetas de polarización lineal: Pairmeter, Potentiodyne y Multicor.
También debe efectuarse seguimiento y verificar continuamente mecanismos de corrosión y realizar análisis de agua (Fugas por casing, niveles de fluido, volúmenes de producción, etc). Muchas fallas provienen por fugas en las tuberías de producción,
Rango de tensión
Clase de varilla API
Naturaleza de la producción
Cualquiera
11,000 psi
16,000 psi
20,000 psi
25,000 psi
Duro D
D
C o K
D
C o K
Agua
Agua
Agua
Dulce
Dulce

BPC MFR Capítulo V Pag. 46
bombas deterioradas y checks inoperativos; se debe chequear las condiciones de limpieza del pozo y se debe usar un aditivo sulfatante cuando sea necesario. Verificar la compatibilidad con otros tratamientos y métodos. Nada debe forzarse a la formación mientras el XTEND se encuentra en el pozo.
PROGRAMA CRONOX FILM PLUS El programa CRONOX FILM PLUS funciona en base a una mezcla binaria de dos inhibidores de corrosión que debe ser aplicado en forma programada de manera que dicha mezcla contacte las superficies metálicas, dentro de las 4 – 6 horas de preparada la mezcla. Una demora sobre este plazo reduce la efectividad de tratamiento. Las recomendaciones más importantes para la aplicación del programa CRONOX FILMS PLUS son las siguientes:
La aplicación se hace de manera similar de cualquier inhibidor convencional bombeando el inhibidor de corrosión con un fluido de transporte por el anular hacia el fondo del pozo y recirculando de nuevo a fin de maximizar el contacto del CRONOX FILMS PLUS con las superficies metálicas del pozo.
En pozos con alto nivel de fluido es necesario recircular o aumentar volumen de sobre flujo para desplazar el CRONOX FILMS PLUS hasta mojar toda la tubería de producción. Por tal motivo debe efectuarse un cálculo de volúmenes requeridos, velocidades de desplazamiento de acuerdo al tipo de instalación. Es importante conocer la mayor información del pozo. En el anexo V.a se da una relación de información que debe conocerse.
En pozos que funcionan con controladores de tiempo el pozo debe ser recirculado después del tratamiento con CRONOX FILM PLUS y siempre considerando el periodo de 4 – 6 horas inicialmente recomendadas.
Es necesario realizar pruebas de tendencia a la emulsión entre el CRONOX FILM PLUS y los fluidos producidos (Prueba de dispersibilidad y tendencia a la emulsión). Baker Petrolite recomienda un método para realizar estas pruebas.
Si se observa problema de emulsión deben evaluarse las versiones modificadas de este programa CRONOX FILM PLUS: S1, T1 y T2. Si el problema de emulsión persiste se debe probar el kit de demulsificantes de BPC y una vez seleccionado el mejor solicitar confirmación de Sugar Land para aplicaciones en el campo.
Para medir la efectividad del programa CRONOX FILM PLUS se recomienda utilizar la metodología conocida: Cupones de corrosión, conteo de Fe, probetas de resistencia eléctrica y medición electroquímica (Polarizacion lineal, potencio dinámica, etc). Las probetas deben colocarse en las líneas preferentes en la cabeza del pozo cerca a las válvulas check y en posición 5 hrs. Se recomiendan lecturas diarias cuando se inicia el programa a fin de determinar la vida útil o persistencia fílmica del inhibidor. Una vez que se ha obtenido un relativo control se puede utilizar cupones y conteo de Fe.
La optimización del programa CRONOX FILM PLUS se efectúa en base a la formación de la primera película de protección. Si ella ha sido establecida apropiadamente se podrán cambiar y optimizar los volúmenes y frecuencia del tratamiento. Baker Petrolite provee guías especificas de tratamiento inicial para este programa que pueden ser consultadas en el Manual de corrosión BPC capitulo 4 como comentario general se puede mencionar que en la mayoría de las aplicaciones del programa CRONOX FILM PLUS, los mayores ahorros del cliente han provenido de extender la persistencia de película y no reducir los volúmenes de inhibidor de corrosión utilizados, manteniendo ciclos de tratamiento estables. Adicionalmente, se ha logrado considerables ahorros reduciendo el número de fallas. (Pérdida de producción por parada de pozos, altos costos de mantenimiento y reemplazo de equipo). Estas ventajas se hacen mas ostensibles en pozos con altos niveles de corrosión. Limitaciones del CRONOX FILM PLUS No puede ser aplicado en pozos de levantamiento mecánico con alto nivel de rozamiento en las varillas porque no se puede demostrar la eficiencia del programa. Otra limitación es su aplicación

BPC MFR Capítulo V Pag. 47
en pozo de baja corrosividad porque igualmente no se puede demostrar ventajas significativas con respecto a los programas convencionales.

BPC MFR Capítulo V Pag. 48
Bibliografía
1. Manual Corrosion Technology, Baker Petrolite, 2001
2. Corrosion and Corrosion Protection Handbook, 2nd edition, by Philip Schweitzer, P.E., 1988.
3. Corrosión, efectos y control, Colegio de Químicos del Perú, Curso de actualización profesional, Feb ,
1999
4. Corrosion Control in Petroleum Production, NACE, TPC, Publication TPC 5.-, 1979
5. Forms of Corrosion, Recognition and Prevention, , CP. Dillon Edition, NACE Handbook 1
6. Corrosion Monitoring Primer, Rohrback Cosasco Manual, 1997
7. NACE STANDARD, RP0775-91, Practicas recomendadas para preparación é instalación de cupones
de corrosión é interpretación de los datos de prueba
8.- Corrosion and Its Control, JTN Atkinson and H. VanDroffelar , NACE
9.- NACE STANDARDS:
-RP-04-75 , Selection of Metallic Materials to be used in all Phases of Water Handling for
injection to Oil Bearing Formations
-RP-01-75, Control of internal corrosion in Steel Pipes and Piping Systems.
10.-New frontiers in Chemical Corrosion Control: Materials Performance, NACE, 1998
11.-Effect of treatment Method on Corrosion Inhibitor Performance, A Cizek, Baker Ptrolite, Journal
of Petroleum Technology, , Vol. 49, 1997
BPC MFR Capítulo V Pag. 49
Anexo I.a METALURGIA DE UN ACERO Los aceros son las aleaciones más comunes utilizadas en las operaciones petroleras. El acero es una solución sólida intersticial de carbón en hierro siendo este el principal elemento. Generalmente se considera como acero las aleaciones con menos de 2.5% de carbón. Sin embargo los aceros que se usan actualmente en los campos petroleros tiene contenidos que varían entre 0.2 y 0.4%. Recientemente se están experimentando aceros con menos de 0.1% que con otros elementos como el cromo, níquel y otros confieren especial resistencia a la corrosión por gas carbónico y ácido sulfrídico. Las aleaciones con más de 2.5% se clasifican como hierro fundido cuyo grado comercial tiene otro componente que es el silicio que a su vez promueve la formación de grafito durante el proceso térmico del acero. La diferencia entre el hierro fundido y el acero es la presencia de silicio en el primero. Los acero en cambio solo tienen carbón combinado como Fe3C (Carburo de hierro). El diagrama de fases de Hierro-Carburo de Fierro Los cambios de la fase en estado sólido del acero es muy interesante, no sólo por que ayuda a explicar las propiedades de los acero si no también por que permite entender las reacciones de estado sólido del mismo en diferentes medios. El diagrama (Ver Fig. No 1) muestra las fases de equilibrio a determinadas temperaturas y composiciones. El diagrama hierro-carbón, es caracterizado por tres puntos invariables
- Punto Peritectico: a 0.17% de C y 1495 ◦C. - Punto Eutectico : a 4.32% de C y 1154 ◦C. - Punto Eutectoide : a 0.77% de C y 0.72 ◦C.
Los aceros situados a la derecha del punto eutectoide (conteniendo mas de 0.77% de carbón), son denominados hipereutectoidicos mientras que los situados a la izquierda del mismo punto, son denominados hipoeutectoidicos. Los aceros hipereutectoidicos son los que se utilizan mas en petróleo y por esta razón interesa mucho el estudio de la transformación de fases en esta región del diagrama de fases. Durante el enfriamiento del estado líquido a temperatura normal, todos lo aceros hipereutectoidicos pasan a través de la región Austenita (La austenita es una solución sólida de carbón en hierro gamma). Debajo de 727˚C, la microestructura del acero hipereutectoide contiene dos elementos básicos: Ferrita pro-eutectoide y perlita. Si la concentración del carbón en el acero iguala la concentración eutectoide, la estructura consistirá solo de perlita.
- La ferrita es una solución de trazos de carbón en hierro alfa. - La perlita (estructura eutectoide) es una mezcla de ferrita y cementita - La cementita es un carburo de hierro (CFe3).
Otras dos denominaciones son la bainita y la martensita que se forman en condiciones de enfriamiento no equilibrado. Estas diferentes microestructuras son la base del tratamiento térmico de los acero. Influencias de los elementos en las aleaciones del acero Todos los aceros contienen impurezas, como oxigeno, azufre, fósforo y nitrógeno que causan efectos perjudiciales en algunas de las propiedades mecánicas de los aceros. Así también existen elementos metálicos que neutralizan efectos causados por las impurezas y mejoran incluso algunas propiedades mecánicas del acero:
BPC MFR Capítulo V Pag. 50
Cromo: Incrementa la resistencia a la corrosión y oxidación, la dureza y la resistencia al rozamiento y abrasión. Manganeso: Incrementa la dureza y neutraliza la fragilidad causada por el azufre. Molibdeno: Incrementa la resistencia en caliente, la dureza y tenacidad. Silicio y Aluminio: incrementan la resistencia a la oxidación. Níquel: Mejora la tenacidad de los aceros con alto % de cromo y retienen la fase de austenita. Tungsteno: Imparte dureza al rojo, resistencia, resistencia, resistencia a la abrasión y es un fuerte formador de carburos. Columbio y Vanadio: Mejoran la templabilidad y resistencia a la corrosión intergranular. Titanio: Incrementa la templabilidad de la austenita y mejora la resistencia intergranular. Cobalto: Aumenta la resistencia al rojo. Sistemas de Denominación de Aleaciones El instituto Americano de hierro y Acero (AISI), y la Sociedad de Ingenieros de Automotores (SAE), han establecido estándares específicos que cubren la composición química de los aceros que son utilizados por la industria. El sistema ISI tiene una designación de 4 números. Los dos primeros números describen el mayor de los elementos aleatorios y los dos últimos, el porcentaje nominal en peso de carbón. Esta denominación permite un reconocimiento fácil de la química básica. Por ejemplo un acero muy popular, el AISI 4240 contiene nominalmente 1% de Cr, 0.2% de Mo y 0.40 de carbón. El Instituto Americano de Petróleo (API) tiene una serie de especificaciones que cubren aceros de química nominal. Sin embargo no hay correlación con la denominación AISI y esto representa un dolor de cabeza en la metalurgia petrolera. TRATAMIENTO TERMICO DEL ACERO El tratamiento térmico del acero supone ciertas modificaciones en las velocidades de enfriamiento desde la región Austenita a la temperatura ambiente dependiendo de las propiedades físicas que se requieren. La terminología del tratamiento asume que el acero es calentado cerca de la región Austenita. La velocidad del enfriamiento determina la denominación del tratamiento. Si un acero es enfriado lentamente, alcanza un equilibrio de fases, pero el acero es blando, dúctil y libre de esfuerzos internos. Cuando el enfriamiento es suficientemente rápido para prevenir la formación de fases, se forman constituyentes que no están en equilibrio resultando un acero de mayor resistencia pero de menor ductibilidad. Los aceros se encuentran generalmente en cuatro condiciones de tratamiento térmico y cada una de ellas tiene diferentes microestructura y por ende, diferentes propiedades mecánicas. Acero Recocido o Destemplado Consiste en calentar el acero a temperatura sobre A3, A13, seguida de un enfriamiento en horno hasta debajo de la temperatura A1. La temperatura A1, no es constante pero es diferente para cada sistema de aleaciones y es dependiente de la velocidad de calentamiento. El tratamiento térmico, refina el tamaño de los granos, reduce la dureza y reprecipitando la fase carburo. El destemplado sub-crítico consiste en calentar el acero hasta justo debajo de la temperatura A1 y luego enfriarlo lentamente. Este tratamiento relaja esfuerzos y dureza y produce modificaciones menores en la microestructura. También recristaliza granos trabajados en frío. La estructura resultante es normalmente la Perlita “gruesa”.
BPC MFR Capítulo V Pag. 51
Acero Esferoidizado Consiste en calentar justo debajo de la temperatura A1 y mantenerlo allí por un tiempo prolongado seguido de un enfriamiento lento. El esferoidizado produce una estructura globular de carburo. Esta microestructura es ideal para maquinación y acabado de superficies. Es poco usado en petróleo. Acero Normalizado Consiste en calentar el acero hasta 37-65 ◦C (100-150˚F) sobre la línea A3, seguido del enfriamiento al aire libre. En éste caso el enfriamiento es efectuado en minutos y el acero se transforma en un rango de temperatura entre 550 ˚C y 600 ˚C. La microestructura resultante es perlita “fina”. El normalizado mejora la maquinabilidad y las propiedades mecánicas. Está demostrado que una estructura ferritica-perlitica normalizada resulta en una mayor resistencia a la corrosión que la distribución globular de carburo, característica de las microestructuras templadas pro inmersión. Templado por inmersión Consiste en un tratamiento térmico efectuado en dos etapas. Primero un calentamiento hasta 50-100 ˚C sobre la línea a3 (Para aceros hipoeutectoidicos) seguido por un enfriado por inmersión rápido (Apagado) en un baño de agua o aceite y luego recalentado a temperatura debajo de A1 y mantenido allí por un período de tiempo fijo (Templado), después de lo cual, el acero es enfriado nuevamente a la temperatura ambiente. La severidad del apagado es menor cuando se usa aceite y es la máxima cuando se usa agua salada. El templado por inmersión produce una microestructura martensítica, la cual es dura y fuerte, pero frágil y muy susceptible de desarrollar fractura debido a deformaciones térmicas y esfuerzos residuales internos. El templado mejora las propiedades mecánicas de los aceros apagados, relaxando tensiones internas y reganando algo de ductilidad pero sacrificando dureza y resistencia. El templado cambia también en forma significativa la microestructura martensítica del apagado original produciendo una estructura más estable. A excepción del cobalto, la mayoría de los elementos aleatorios incrementan su habilidad para producir martensita (templabilidad). Sobre un enfriamiento no equilibrado, la templabilidad es también una función del contenido de carbón, tamaño de grano de la austenia y velocidad de enfriamiento. METALURGIA DEL EQUIPO DE PRODUCCIÓN Las especificaciones para el equipo de la industria petrolera están controladas por el API bajo las denominaciones 5A, 5AC y 5AX, estas normas están dirigidas a establecer ciertas propiedades mecánicas como resistencia al colapso, limitaciones al esfuerzo y dimensiones de los acoplamientos o uniones roscadas. Se ha puesto muy poco énfasis en los requerimientos de resistencia química y de corrosión para los grados 5A y 5AX restringiendo sólo el contenido de fósforo y azufra a máximos de 0.04 y 0.06 respectivamente. Los grados 5A representan la menor resistencia y son los más comunes. Presentan la mayor tolerancia a los productos químicos normalmente utilizados y también al tratamiento químico. Los grados N-80 y j-55 son los más populares en ésta categoría. La tubería de N-80 esta casi siempre suministrada en la forma templado por inmersión mientras que la J-55 es suministrada como normalizado para también puede ser templado por inmersión. Los grados 5AX representan la mayor resistencia y pueden ser normalizados o templados por inmersión o normalizado y temperado y si son engrosados, completamente tratados térmicamente después del engrosamiento.
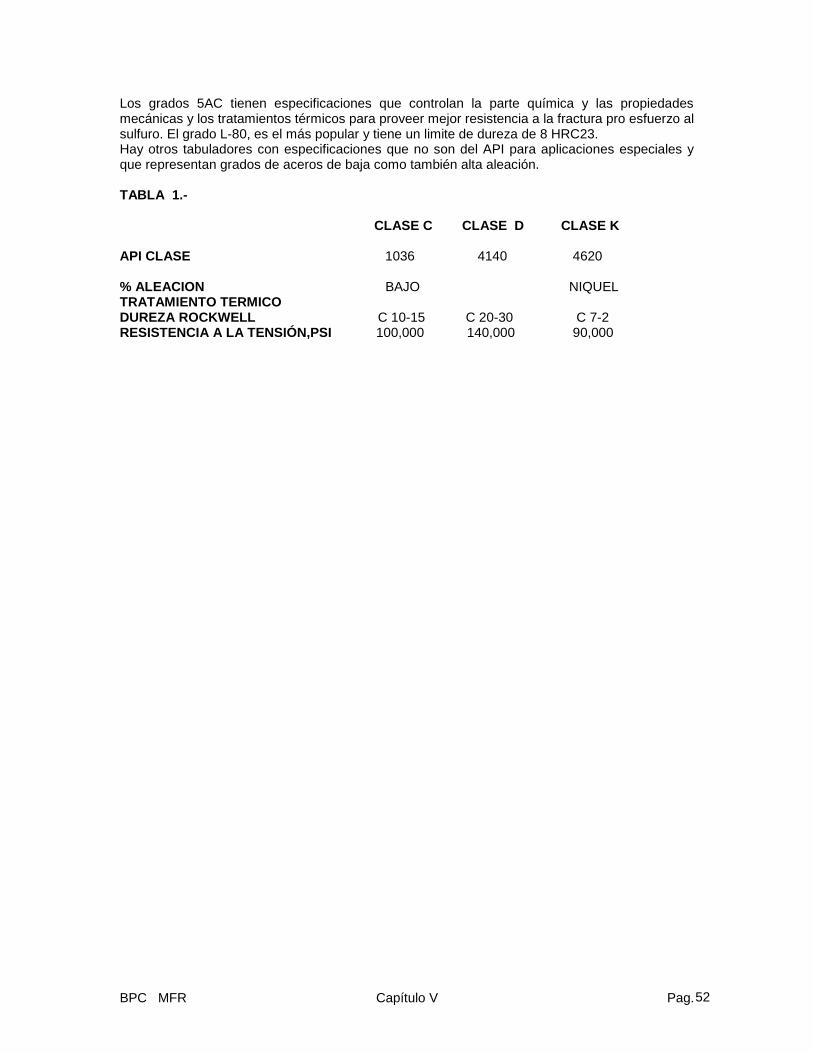
BPC MFR Capítulo V Pag. 52
Los grados 5AC tienen especificaciones que controlan la parte química y las propiedades mecánicas y los tratamientos térmicos para proveer mejor resistencia a la fractura pro esfuerzo al sulfuro. El grado L-80, es el más popular y tiene un limite de dureza de 8 HRC23. Hay otros tabuladores con especificaciones que no son del API para aplicaciones especiales y que representan grados de aceros de baja como también alta aleación. TABLA 1.- CLASE C CLASE D CLASE K API CLASE 1036 4140 4620 % ALEACION BAJO NIQUEL TRATAMIENTO TERMICO DUREZA ROCKWELL C 10-15 C 20-30 C 7-2 RESISTENCIA A LA TENSIÓN,PSI 100,000 140,000 90,000
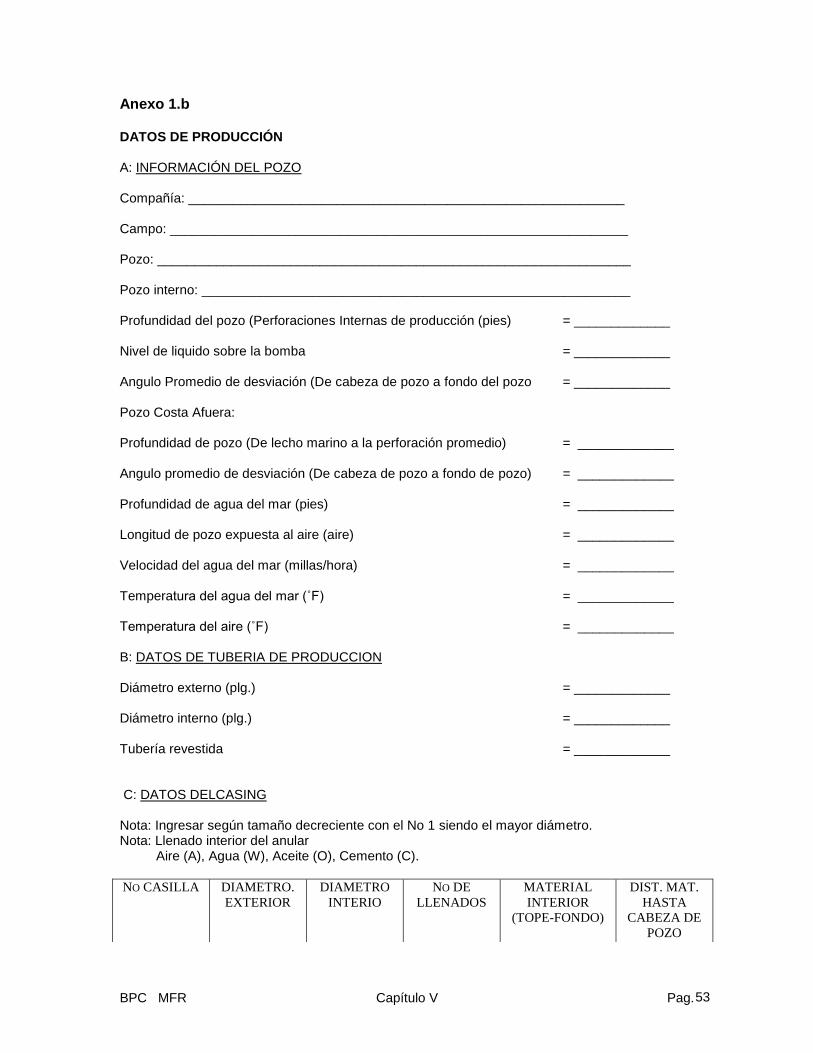
BPC MFR Capítulo V Pag. 53
Anexo 1.b DATOS DE PRODUCCIÓN A: INFORMACIÓN DEL POZO Compañía: ___________________________________________________________ Campo: ______________________________________________________________ Pozo: ________________________________________________________________ Pozo interno: __________________________________________________________ Profundidad del pozo (Perforaciones Internas de producción (pies) = _____________ Nivel de liquido sobre la bomba = _____________ Angulo Promedio de desviación (De cabeza de pozo a fondo del pozo = _____________ Pozo Costa Afuera: Profundidad de pozo (De lecho marino a la perforación promedio) = _____________ Angulo promedio de desviación (De cabeza de pozo a fondo de pozo) = _____________ Profundidad de agua del mar (pies) = _____________ Longitud de pozo expuesta al aire (aire) = _____________ Velocidad del agua del mar (millas/hora) = _____________ Temperatura del agua del mar (˚F) = _____________ Temperatura del aire (˚F) = _____________ B: DATOS DE TUBERIA DE PRODUCCION Diámetro externo (plg.) = _____________ Diámetro interno (plg.) = _____________ Tubería revestida = _____________ C: DATOS DELCASING Nota: Ingresar según tamaño decreciente con el No 1 siendo el mayor diámetro. Nota: Llenado interior del anular Aire (A), Agua (W), Aceite (O), Cemento (C).
NO CASILLA
DIAMETRO.
EXTERIOR
DIAMETRO
INTERIO
NO DE
LLENADOS
MATERIAL
INTERIOR
(TOPE-FONDO)
DIST. MAT.
HASTA
CABEZA DE
POZO
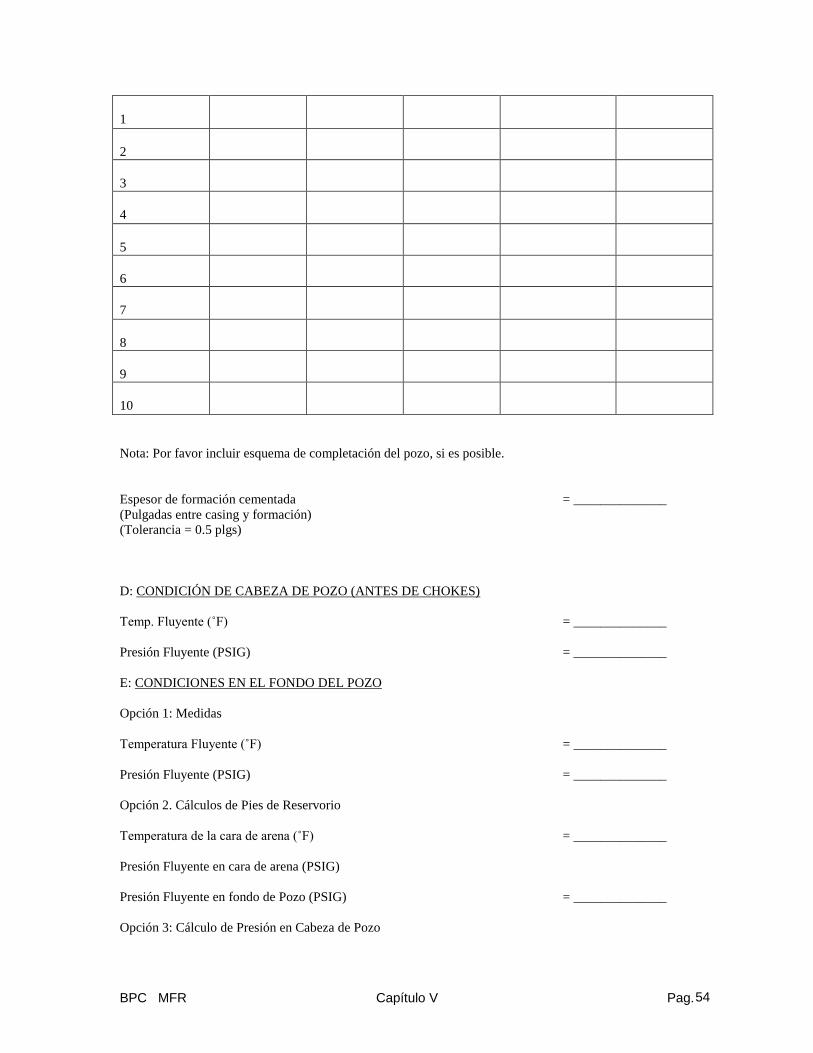
BPC MFR Capítulo V Pag. 54
Nota: Por favor incluir esquema de completación del pozo, si es posible.
Espesor de formación cementada = ______________
(Pulgadas entre casing y formación)
(Tolerancia = 0.5 plgs)
D: CONDICIÓN DE CABEZA DE POZO (ANTES DE CHOKES)
Temp. Fluyente (˚F) = ______________
Presión Fluyente (PSIG) = ______________
E: CONDICIONES EN EL FONDO DEL POZO
Opción 1: Medidas
Temperatura Fluyente (˚F) = ______________
Presión Fluyente (PSIG) = ______________
Opción 2. Cálculos de Pies de Reservorio
Temperatura de la cara de arena (˚F) = ______________
Presión Fluyente en cara de arena (PSIG)
Presión Fluyente en fondo de Pozo (PSIG) = ______________
Opción 3: Cálculo de Presión en Cabeza de Pozo
1
2
3
4
5
6
7
8
9
10
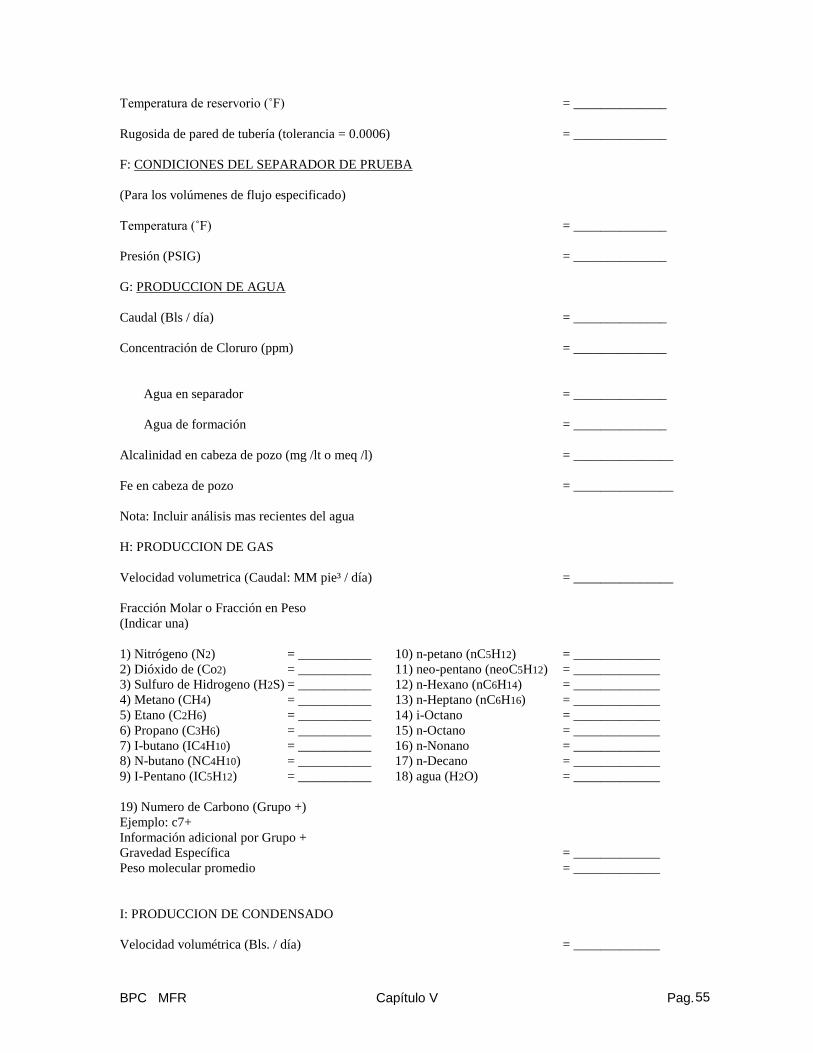
BPC MFR Capítulo V Pag. 55
Temperatura de reservorio (˚F) = ______________
Rugosida de pared de tubería (tolerancia = 0.0006) = ______________
F: CONDICIONES DEL SEPARADOR DE PRUEBA
(Para los volúmenes de flujo especificado)
Temperatura (˚F) = ______________
Presión (PSIG) = ______________
G: PRODUCCION DE AGUA
Caudal (Bls / día) = ______________
Concentración de Cloruro (ppm) = ______________
Agua en separador = ______________
Agua de formación = ______________
Alcalinidad en cabeza de pozo (mg /lt o meq /l) = _______________
Fe en cabeza de pozo = _______________
Nota: Incluir análisis mas recientes del agua
H: PRODUCCION DE GAS
Velocidad volumetrica (Caudal: MM pie³ / día) = _______________
Fracción Molar o Fracción en Peso
(Indicar una)
1) Nitrógeno (N2) = ___________ 10) n-petano (nC5H12) = _____________
2) Dióxido de (Co2) = ___________ 11) neo-pentano (neoC5H12) = _____________
3) Sulfuro de Hidrogeno (H2S) = ___________ 12) n-Hexano (nC6H14) = _____________
4) Metano (CH4) = ___________ 13) n-Heptano (nC6H16) = _____________
5) Etano (C2H6) = ___________ 14) i-Octano = _____________
6) Propano (C3H6) = ___________ 15) n-Octano = _____________
7) I-butano (IC4H10) = ___________ 16) n-Nonano = _____________
8) N-butano (NC4H10) = ___________ 17) n-Decano = _____________
9) I-Pentano (IC5H12) = ___________ 18) agua (H2O) = _____________
19) Numero de Carbono (Grupo +)
Ejemplo: c7+
Información adicional por Grupo +
Gravedad Específica = _____________
Peso molecular promedio = _____________
I: PRODUCCION DE CONDENSADO
Velocidad volumétrica (Bls. / día) = _____________
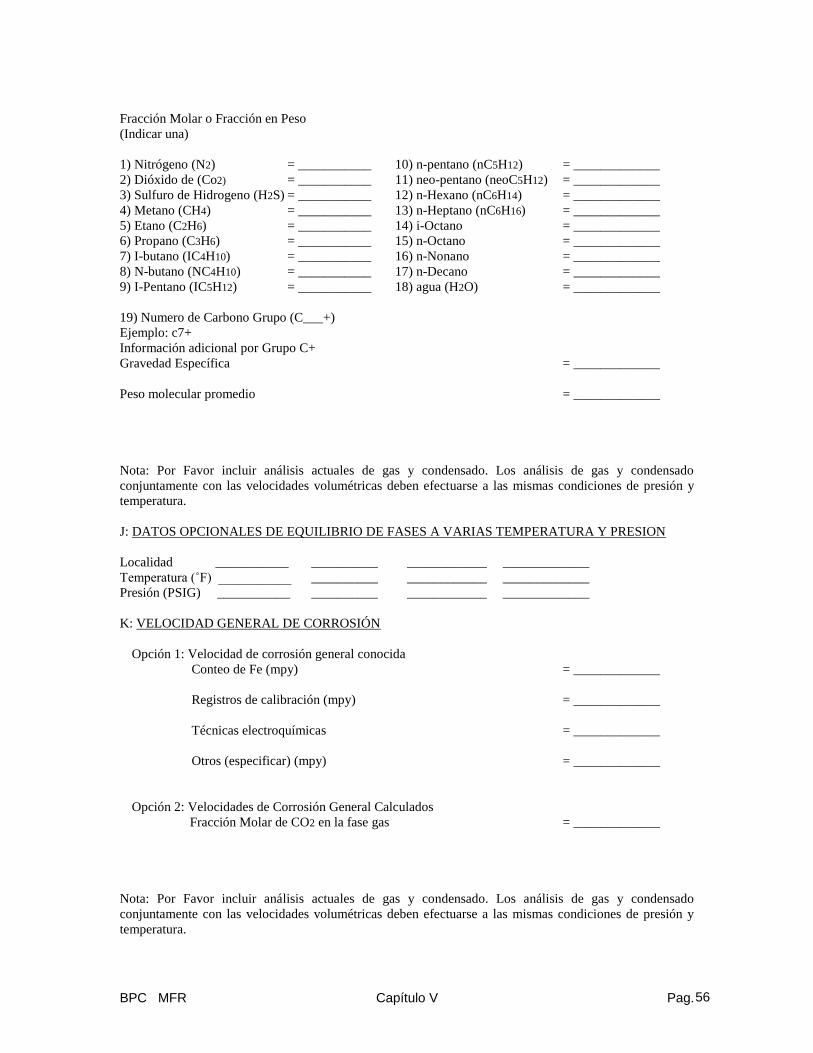
BPC MFR Capítulo V Pag. 56
Fracción Molar o Fracción en Peso
(Indicar una)
1) Nitrógeno (N2) = ___________ 10) n-pentano (nC5H12) = _____________
2) Dióxido de (Co2) = ___________ 11) neo-pentano (neoC5H12) = _____________
3) Sulfuro de Hidrogeno (H2S) = ___________ 12) n-Hexano (nC6H14) = _____________
4) Metano (CH4) = ___________ 13) n-Heptano (nC6H16) = _____________
5) Etano (C2H6) = ___________ 14) i-Octano = _____________
6) Propano (C3H6) = ___________ 15) n-Octano = _____________
7) I-butano (IC4H10) = ___________ 16) n-Nonano = _____________
8) N-butano (NC4H10) = ___________ 17) n-Decano = _____________
9) I-Pentano (IC5H12) = ___________ 18) agua (H2O) = _____________
19) Numero de Carbono Grupo (C___+)
Ejemplo: c7+
Información adicional por Grupo C+
Gravedad Específica = _____________
Peso molecular promedio = _____________
Nota: Por Favor incluir análisis actuales de gas y condensado. Los análisis de gas y condensado
conjuntamente con las velocidades volumétricas deben efectuarse a las mismas condiciones de presión y
temperatura.
J: DATOS OPCIONALES DE EQUILIBRIO DE FASES A VARIAS TEMPERATURA Y PRESION
Localidad ___________ __________ ____________ _____________
Temperatura (˚F) ___________ __________ ____________ _____________
Presión (PSIG) ___________ __________ ____________ _____________
K: VELOCIDAD GENERAL DE CORROSIÓN
Opción 1: Velocidad de corrosión general conocida
Conteo de Fe (mpy) = _____________
Registros de calibración (mpy) = _____________
Técnicas electroquímicas = _____________
Otros (especificar) (mpy) = _____________
Opción 2: Velocidades de Corrosión General Calculados
Fracción Molar de CO2 en la fase gas = _____________
Nota: Por Favor incluir análisis actuales de gas y condensado. Los análisis de gas y condensado
conjuntamente con las velocidades volumétricas deben efectuarse a las mismas condiciones de presión y
temperatura.
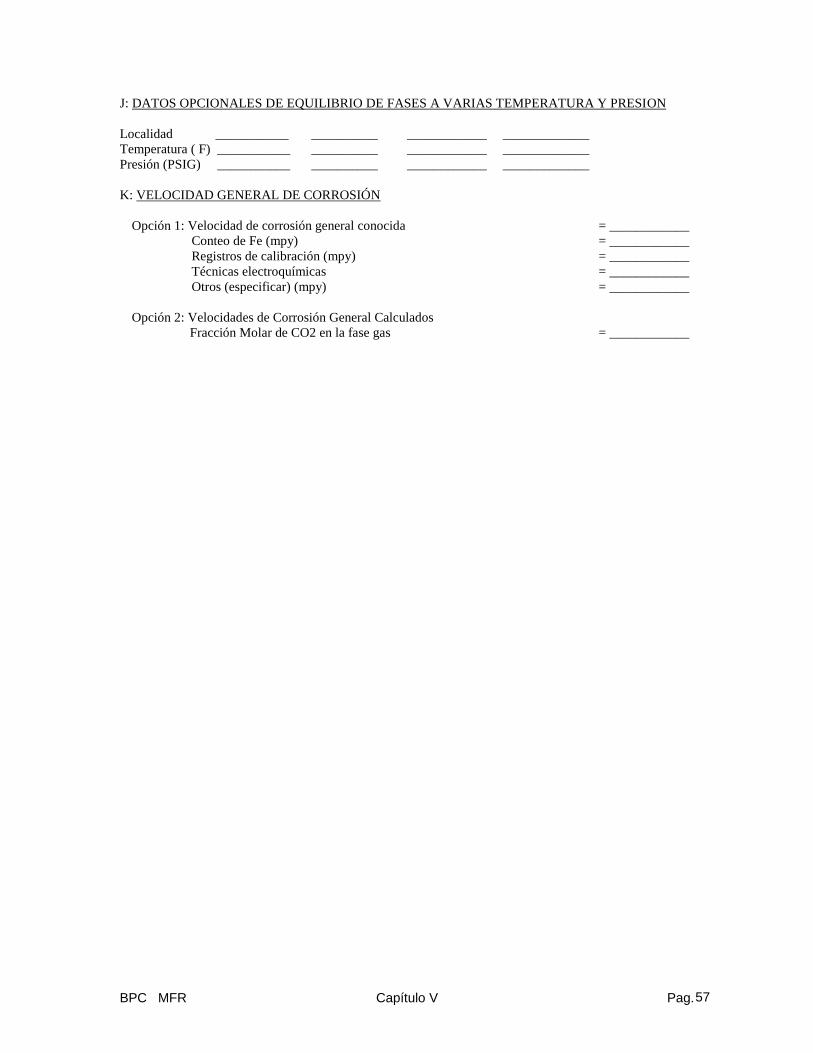
BPC MFR Capítulo V Pag. 57
J: DATOS OPCIONALES DE EQUILIBRIO DE FASES A VARIAS TEMPERATURA Y PRESION
Localidad ___________ __________ ____________ _____________
Temperatura ( F) ___________ __________ ____________ _____________
Presión (PSIG) ___________ __________ ____________ _____________
K: VELOCIDAD GENERAL DE CORROSIÓN
Opción 1: Velocidad de corrosión general conocida = ____________
Conteo de Fe (mpy) = ____________
Registros de calibración (mpy) = ____________
Técnicas electroquímicas = ____________
Otros (especificar) (mpy) = ____________
Opción 2: Velocidades de Corrosión General Calculados
Fracción Molar de CO2 en la fase gas = ____________
BPC MFR Capítulo V Pag. 1
INDICE
CONTROL DE CORROSIÓN EN OPERACIÓN DE PRODUCCIÓN DE PETRÓLEO
I.- Conceptos Generales
I.1 Corrosión
2 Ciclo energético del acero
3 Serie Galvánica de los elementos
4 Serie de la corrosión
II. CAUSAS PRINCIPALES DE LA CORROSIÓN
II.-1 Composición química del agua
II.-1.1 Concentración de gases disueltos
II.- 1.1.1 Oxigeno disuelto
II.- 1.1.2 Dioxido de carbono disuelto
II.- 1.1.3 Äcido sulfidrico disuelto
II.- 2 Metalurgia del acero
II.- 3 Variables físicas que influyen
II.-3.1 Temperatura
2 Presión
3 Velocidad
4 Esfuerzo
II.- 4 Otras causas directas de corrosión y tipos de corrosión
II.- 4.1 Corrosión localizada
II.-4.1.1 Celdas de concentración
2 Corrosión bi-metálica/galvánica
3 Corrosión-erosión
4 Cavitación
5 Corrosión Intergranular
6 Fallas causadas por hidrógeno
7 Corrosión por fatiga
II.- 5 Formas más comunes que representan en la producción de petróleo
II.-5.1 Corrosión por oxígeno
2 Corrosión por Dióxido de Carbono
3 Corrosión por ácido sulfídrico
III.- CONTROL DE CORROSION
III.- 1 Uso de inhibidores de corrosión
III.- 2 Cualidades que deben reunir los inhibidores de corrosión
III.- 3 Naturaleza química de los inhibidores de corrosión
Estructuras
Principales moléculas utilizadas
III.- 4 Aplicación de los inhibidores de corrosión
III. 4.1.- Inyección Contínua
4.1.1.- Inyección directa al espacio anular
4.1.2.- Inyección por tubería capilar al fondo del pozo
4.1.3.- Directo en fluidos de motor
III. 4.2.- Batch
4.2.1.- Tratamiento directo a tanques/líneas
4.2.2.- Desplazamiento tubular
IV.- METODOS DE MONITOREO Y EVALUACIÓN DE PERFOMANCE DE LOS IN. DE
CORROSIÓN
IV.1 Inspección de equipo -------------VI.1 Visual
BPC MFR Capítulo V Pag. 2
VI.2 Ultrasonido
VI.3 Electromagnético
Medición de velocidad de corrosión
Cupones de corrosión
Probetas de corrosión – LPR
Probetas galvánicas
Evaluación con análisis químicos: Residual del inhibidor
Fe
Mg
Cal
Otros Probeta de H2
Electro
Insp
V.- CONTROL DE CORROSIÓN EN SISTEMAS DE PRODUCCIÓN
V.1 Sistemas de bombeo mecánico
V1.1 Bomba de sub-suelo
V1.2 Varillas de levantamiento
1.2.1 Fallas por tensión
Fatiga
Daño mecánico
Corrosión
Corrosión fatiga
V.1.3 Tubería y Casing
V.2.- Sistemas de levantamiento con gas lift
V.3.- Sistemas de levantamiento con bombas eléctricas sumergidas
V.4.- Sistemas de bombeo hidráulico
V.5.- Pozos de gas
V.5.1 Tratamiento en batch
V.5.2 Tratamiento por desplazamiento tubular
V.5.3 Tratamiento contínuo
V.5.4 Tratamiento de forzamiento
V.6.- Sistemas de Inyección de agua
V.7.- Tuberías de recolección y transporte
V.8.- Pruebas Hidrostáticas de tuberías
V.9.- Fluidos de empaquetamiento
V.10.- Programas especiales de BPC
V.10.1 XTEND
V.10.1.1 Variaciones del programa
V.10.1.2 Limitaciones
ANEXOS
I.a Metalurgia del acero
I.b Datos de Produccion

BPC MFR Capítulo V Pag. 3