manual de operación · 2012-09-19 · manual de operación cnc 8065 mc (ref: 1209) ·7· opciones...
TRANSCRIPT

(Ref: 1209)
8065 MCCNCManual de operación

Todos los derechos reservados. No puede reproducirse ninguna parte de estadocumentación, transmitirse, transcribirse, almacenarse en un sistema derecuperación de datos o traducirse a ningún idioma sin permiso expreso deFagor Automation. Se prohíbe cualquier duplicación o uso no autorizado delsoftware, ya sea en su conjunto o parte del mismo.
La información descrita en este manual puede estar sujeta a variacionesmotivadas por modificaciones técnicas. Fagor Automation se reserva el derechode modificar el contenido del manual, no estando obligado a notificar lasvariaciones.
Todas las marcas registradas o comerciales que aparecen en el manualpertenecen a sus respectivos propietarios. El uso de estas marcas por terceraspersonas para sus fines puede vulnerar los derechos de los propietarios.
Es posible que el CNC pueda ejecutar más funciones que las recogidas en ladocumentación asociada; sin embargo, Fagor Automation no garantiza la validezde dichas aplicaciones. Por lo tanto, salvo permiso expreso de Fagor Automation,cualquier aplicación del CNC que no se encuentre recogida en la documentaciónse debe considerar como "imposible". En cualquier caso, Fagor Automation nose responsabiliza de lesiones, daños físicos o materiales que pudiera sufrir oprovocar el CNC si éste se utiliza de manera diferente a la explicada en ladocumentación relacionada.
Se ha contrastado el contenido de este manual y su validez para el productodescrito. Aún así, es posible que se haya cometido algún error involuntario y espor ello que no se garantiza una coincidencia absoluta. De todas formas, secomprueba regularmente la información contenida en el documento y seprocede a realizar las correcciones necesarias que quedarán incluidas en unaposterior edición. Agradecemos sus sugerencias de mejora.
Los ejemplos descritos en este manual están orientados al aprendizaje. Antesde utilizarlos en aplicaciones industriales deben ser convenientementeadaptados y además se debe asegurar el cumplimiento de las normas deseguridad.
SEGURIDADES DE LA MÁQUINA
Es responsabilidad del fabricante de la máquina que las seguridades de lamáquina estén habilitadas, con objeto de evitar lesiones a personas y prevenirdaños al CNC o a los productos conectados a él. Durante el arranque y lavalidación de parámetros del CNC, se comprueba el estado de las siguientesseguridades. Si alguna de ellas está deshabilitada el CNC muestra un mensajede advertencia.
• Alarma de captación para ejes analógicos.
• Límites de software para ejes lineales analógicos y sercos.• Monitorización del error de seguimiento para ejes analógicos y sercos
(excepto el cabezal), tanto en el CNC como en los reguladores.• Test de tendencia en los ejes analógicos.
FAGOR AUTOMATION no se responsabiliza de lesiones a personas, dañosfísicos o materiales que pueda sufrir o provocar el CNC, y que sean imputablesa la anulación de alguna de las seguridades.
AMPLIACIONES DE HARDWARE
FAGOR AUTOMATION no se responsabiliza de lesiones a personas, dañosfísicos o materiales que pudiera sufrir o provocar el CNC, y que sean imputablesa una modificación del hardware por personal no autorizado por FagorAutomation.
La modificación del hardware del CNC por personal no autorizado por FagorAutomation implica la pérdida de la garantía.
VIRUS INFORMÁTICOS
FAGOR AUTOMATION garantiza que el software instalado no contiene ningúnvirus informático. Es responsabilidad del usuario mantener el equipo limpio devirus para garantizar su correcto funcionamiento.
La presencia de virus informáticos en el CNC puede provocar su malfuncionamiento. Si el CNC se conecta directamente a otro PC, está configuradodentro de una red informática o se utilizan disquetes u otro soporte informáticopara transmitir información, se recomienda instalar un software antivirus.
FAGOR AUTOMATION no se responsabiliza de lesiones a personas, dañosfísicos o materiales que pudiera sufrir o provocar el CNC, y que sean imputablesa la presencia de un virus informático en el sistema.
La presencia de virus informáticos en el sistema implica la pérdida de la garantía.
Manual de operación
CNC8065 MC
(REF: 1209)
·3·
I N D I C E
Acerca del producto...................................................................................................................... 5Declaración de conformidad ......................................................................................................... 9Histórico de versiones ................................................................................................................ 11Condiciones de seguridad .......................................................................................................... 13Condiciones de garantía............................................................................................................. 17Condiciones de reenvío .............................................................................................................. 19Mantenimiento del CNC.............................................................................................................. 21
CAPÍTULO 1 CONCEPTOS GENERALES
1.1 Acceso al modo conversacional .................................................................................... 231.2 Teclado .......................................................................................................................... 24
CAPÍTULO 2 TRABAJO EN MODO MANUAL
2.1 Introducción ................................................................................................................... 282.1.1 Pantalla estándar del modo de trabajo conversacional ............................................. 282.1.2 Pantalla auxiliar del modo de trabajo conversacional ................................................ 292.1.3 Edición de un ciclo ..................................................................................................... 312.1.4 Simulación de un ciclo ............................................................................................... 322.1.5 Ejecución de un ciclo ................................................................................................. 332.2 Operaciones con los ejes............................................................................................... 342.2.1 Búsqueda de referencia máquina. ............................................................................. 342.2.2 Desplazamiento manual de los ejes (mediante JOG)................................................ 352.2.3 Desplazamiento manual de los ejes (mediante volantes).......................................... 372.2.4 Desplazamiento de un eje a una cota........................................................................ 392.2.5 Preselección de cotas ................................................................................................ 392.3 Control del cabezal ........................................................................................................ 402.4 Selección y cambio de herramienta............................................................................... 412.5 Definir el avance y la velocidad. .................................................................................... 412.6 Definir y activar los decalajes de origen o de garras. .................................................... 422.7 Calibración de herramientas .......................................................................................... 432.7.1 Calibración manual. Calibración sin palpador............................................................ 442.7.2 Calibración semiautomática. Calibración con palpador ............................................. 472.7.3 Calibración automática con palpador y ciclo fijo ........................................................ 50
CAPÍTULO 3 TRABAJO CON OPERACIONES O CICLOS
3.1 Conceptos generales. .................................................................................................... 533.1.1 Funciones G asociadas a la ejecución de los ciclos. ................................................. 543.1.2 Configurar el editor de ciclos. .................................................................................... 553.1.3 Modo teach-in. .......................................................................................................... 563.1.4 Planos de trabajo y desplazamiento de los mecanizados. ........................................ 573.1.5 Selección de datos, perfiles e iconos......................................................................... 593.1.6 Valor que se aplica cuando un parámetro vale 0....................................................... 603.1.7 Asociar un mecanizado múltiple a un ciclo fijo........................................................... 613.2 Punteado........................................................................................................................ 623.2.1 Funcionamiento básico. ............................................................................................. 643.3 Taladrado....................................................................................................................... 653.3.1 Funcionamiento básico. ............................................................................................. 663.4 Taladrado profundo........................................................................................................ 673.4.1 Funcionamiento básico. ............................................................................................. 683.5 Fresado de taladro......................................................................................................... 693.5.1 Funcionamiento básico. ............................................................................................. 713.6 Roscado con macho. ..................................................................................................... 723.6.1 Funcionamiento básico. ............................................................................................. 743.7 Fresado de rosca. .......................................................................................................... 753.7.1 Funcionamiento básico. ............................................................................................. 773.8 Escariado ....................................................................................................................... 783.8.1 Funcionamiento básico. ............................................................................................. 793.9 Mandrinado. ................................................................................................................... 803.9.1 Funcionamiento básico. ............................................................................................. 813.10 Mandrinado con orientación de cabezal. ....................................................................... 823.10.1 Funcionamiento básico. ............................................................................................. 843.11 Cajera rectangular simple. ............................................................................................. 853.11.1 Funcionamiento básico. ............................................................................................. 88

·4·
Manual de operación
CNC8065 MC
(REF: 1209)
3.12 Cajera rectangular con redondeos. ............................................................................... 893.12.1 Funcionamiento básico. ............................................................................................. 933.13 Cajera circular................................................................................................................ 943.13.1 Funcionamiento básico. ............................................................................................. 983.14 Cajera circular prevaciada. ............................................................................................ 993.14.1 Funcionamiento básico. ........................................................................................... 1023.15 Cajera perfil 2D............................................................................................................ 1043.15.1 Fichero ejecutable de la cajera ................................................................................ 1083.15.2 Funcionamiento básico. ........................................................................................... 1093.15.3 Ejemplos de definición de perfiles 2D...................................................................... 1103.16 Cajera perfil con islas 3D............................................................................................. 1133.16.1 Fichero ejecutable de la cajera ................................................................................ 1193.16.2 Funcionamiento básico. ........................................................................................... 1203.16.3 Ejemplos de definición de perfiles 3D...................................................................... 1213.17 Moyú rectangular. ........................................................................................................ 1243.17.1 Funcionamiento básico. ........................................................................................... 1283.18 Moyú circular. .............................................................................................................. 1293.18.1 Funcionamiento básico. ........................................................................................... 1323.19 Planeado...................................................................................................................... 1333.19.1 Funcionamiento básico. ........................................................................................... 1363.20 Fresado de perfil de puntos. ........................................................................................ 1373.20.1 Funcionamiento básico. ........................................................................................... 1403.21 Fresado de perfil libre. ................................................................................................. 1413.21.1 Funcionamiento básico. ........................................................................................... 1443.22 Ranurado. .................................................................................................................... 1453.22.1 Funcionamiento básico. ........................................................................................... 1493.23 Mecanizado múltiple en línea recta. ............................................................................ 1513.24 Mecanizado múltiple formando un arco. ...................................................................... 1523.25 Mecanizado múltiple formando un paralelogramo....................................................... 1543.26 Mecanizado múltiple formando una malla. .................................................................. 1553.27 Mecanizado múltiple random. ...................................................................................... 156
CAPÍTULO 4 MEMORIZACIÓN DE PROGRAMAS
4.1 Lista de programas memorizados ............................................................................... 1584.2 Editar un nuevo programa pieza.................................................................................. 1594.3 Borrar un programa pieza............................................................................................ 1594.4 Memorizar un ciclo....................................................................................................... 159
CAPÍTULO 5 EJECUCIÓN Y SIMULACIÓN
5.1 Ejecutar un programa pieza......................................................................................... 1625.1.1 Ejecutar parte de un programa pieza....................................................................... 1625.1.2 Pantalla de gráficos en ejecución ............................................................................ 1635.2 Simular un programa pieza.......................................................................................... 1645.2.1 Simular parte de un programa pieza........................................................................ 1645.2.2 Pantalla de gráficos en simulación .......................................................................... 1655.3 Simular o ejecutar una operación memorizada ........................................................... 1665.3.1 Simulación de un ciclo ............................................................................................. 1665.3.2 Ejecución de un ciclo ............................................................................................... 167

Manual de operación
CNC8065 MC
(REF: 1209)
·5·
ACERCA DEL PRODUCTO
CARACTERÍSTICAS BÁSICAS.
Características básicas. ·M· ·T·
Sistema basado en PC. Sistema abierto
Sistema operativo. Windows XP
Número de ejes. 3 a 28
Número de cabezales. 1 a 4
Número de almacenes. 1 a 4
Número de canales de ejecución. 1 a 4
Número de volantes. 1 a 12
Tipo de regulación. Analógica / Digital Sercos / Digital Mechatrolink
Comunicaciones. RS485 / RS422 / RS232Ethernet
PLC integrado. Tiempo de ejecución del PLC.Entradas digitales / Salidas digitales.Marcas / Registros.Temporizadores / Contadores.Símbolos.
< 1ms/K1024 / 10248192 / 1024
512 / 256Ilimitados
Tiempo de proceso de bloque. < 1 ms
Módulos remotos. RIOW RIO5 RIO70
Comunicación con los módulos remotos. CANopen CANopen CANfagor
Entradas digitales por módulo. 8 16 ó 32 16
Salidas digitales por módulo. 8 24 ó 48 16
Entradas analógicas por módulo. 4 4 8
Salidas analógicas por módulo. 4 4 4
Entradas para sondas de temperatura. 2 2 - - -
Entradas de contaje. - - - - - - 4TTL diferencialSenoidal 1 Vpp
Personalización.
Sistema abierto basado en PC, completamente personalizable.Ficheros de configuración INI.Herramienta de configuración visual FGUIM.Visual Basic®, Visual C++®, etc.Bases de datos internas en Microsoft® Access.Interface OPC compatible.

·6·
Manual de operación
CNC8065 MC
(REF: 1209)
OPCIONES DE SOFTWARE.
Se debe tener en cuenta que algunas de las prestaciones descritas en este manual dependen de lasopciones de software instaladas. La siguiente tabla es informativa; a la hora de adquirir las opciones desoftware, sólo es valida la información ofrecida por el ordering handbook.
Opciones de software (modelo ·M·).
8065 M 8065 M Power
Basic Pack 1 Basic Pack 1
Sistema abierto. Acceso al modo administrador.
- - - - - - Opción Opción
Número de canales de ejecución 1 1 1 1 a 4
Número de ejes 3 a 6 5 a 8 5 a 12 8 a 28
Número de cabezales 1 1 a 2 1 a 4 1 a 4
Número de almacenes 1 1 1 a 2 1 a 4
Limitación 4 ejes interpolados Opción Opción Opción Opción
Lenguaje IEC 61131 - - - Opción Opción Opción
Gráficos HD Opción Opción Estándar Estándar
IIP conversacional Opción Opción Opción Opción
Máquina combinada (M-T) - - - - - - Opción Estándar
Eje C Estándar Estándar Estándar Estándar
RTCP dinámico - - - Opción Opción Estándar
Sistema de mecanizado HSSA Estándar Estándar Estándar Estándar
Ciclos fijos de palpador Opción Estándar Estándar Estándar
Ejes Tándem - - - Opción Estándar Estándar
Sincronismos y levas - - - - - - Opción Estándar
Control tangencial - - - Estándar Estándar Estándar
Compensación volumétrica (hasta 10 m³). - - - - - - Opción Opción
Compensación volumétrica (más de 10 m³). - - - - - - Opción Opción

Manual de operación
CNC8065 MC
(REF: 1209)
·7·
Opciones de software (modelo ·T·).
8065 T 8065 T Power
Basic Pack 1 Basic Pack 1
Sistema abierto. Acceso al modo administrador.
- - - - - - Opción Opción
Número de canales de ejecución 1 1 a 2 1 a 2 1 a 4
Número de ejes 3 a 5 5 a 7 5 a 12 8 a 28
Número de cabezales 2 2 3 a 4 3 a 4
Número de almacenes 1 1 a 2 1 a 2 1 a 4
Limitación 4 ejes interpolados Opción Opción Opción Opción
Lenguaje IEC 61131 - - - Opción Opción Opción
Gráficos HD Opción Opción Estándar Estándar
IIP conversacional Opción Opción Opción Opción
Máquina combinada (T-M) - - - - - - Opción Estándar
Eje C Opción Estándar Estándar Estándar
RTCP dinámico - - - - - - Opción Estándar
Sistema de mecanizado HSSA Opción Estándar Estándar Estándar
Ciclos fijos de palpador Opción Estándar Estándar Estándar
Ejes Tándem - - - Opción Estándar Estándar
Sincronismos y levas - - - Opción Opción Estándar
Control tangencial - - - - - - Opción Estándar
Compensación volumétrica (hasta 10 m³). - - - - - - Opción Opción
Compensación volumétrica (más de 10 m³). - - - - - - Opción Opción


Manual de operación
CNC8065 MC
(REF: 1209)
·9·
DECLARACIÓN DE CONFORMIDAD
El fabricante:
Fagor Automation, S. Coop.
Barrio de San Andrés Nº 19, C.P. 20500, Mondragón -Guipúzcoa- (SPAIN).
Declara lo siguiente:
El fabricante declara bajo su exclusiva responsabilidad la conformidad del producto:
CONTROL NUMÉRICO 8065
Compuesto por los siguientes módulos y accesorios:
8065-M-ICU8065-T-ICUMONITOR-LCD-10, MONITOR-LCD-15HORIZONTAL-KEYB, VERTICAL-KEYB, OP-PANELBATTERYRemote Modules RIOW, RIO5, RIO70
Nota. Algunos caracteres adicionales pueden seguir a las referencias de los modelos indicados arriba. Todosellos cumplen con las Directivas listadas. No obstante, el cumplimiento puede verificarse en la etiqueta delpropio equipo.
Al que se refiere esta declaración, con las siguientes normas.
De acuerdo con las disposiciones de las Directivas Comunitarias 2006/95/EC de Baja Tensión y2004/108/EC de Compatibilidad Electromagnética y sus actualizaciones.
En Mondragón a 1 de Octubre de 2011.
Normas de baja tensión.
EN 60204-1: 2006 Equipos eléctricos en máquinas — Parte 1. Requisitos generales.
Normas de compatibilidad electromagnética.
EN 61131-2: 2007 Autómatas programables — Parte 2. Requisitos y ensayos de equipos.


Manual de operación
CNC8065 MC
(REF: 1209)
·11·
HISTÓRICO DE VERSIONES
A continuación se muestra la lista de prestaciones añadidas en cada referencia de manual.
Ref. 1103
Ref. 1201
Ref. 1209
Software V04.20Primera versión.
Software V04.22Ciclos fijos. Fresado de perfil de puntos. La tabla para definir los puntos del perfil admite 25 puntos. Ciclos fijos. Fresado de perfil de puntos. Nuevo icono para borrar todos los puntos de la tabla.
Ciclos fijos. La tecla [DEL] borra un perfil de la lista.Ciclos fijos. Al pulsar [RECALL] sobre una herramienta, se accede a la tabla de herramientas.En la lista de programas están disponibles los atajos de teclado [CTRL][C] y [CTRL][V] para copiar y pegar un programa.
Seleccionar un programa para la edición ya no implica seleccionarlo también para ejecución. Para seleccionar un programa paraejecutarlo hay que utilizar la softkey "Ejecutar Programa".
Software V04.24Ciclos fijos. Cajera rectangular simple. El punto inicial de la cajera puede estar en su centro.
Ciclos fijos. Cajera rectangular con redondeos. El punto inicial de la cajera puede estar en su centro.


Manual de operación
CNC8065 MC
(REF: 1209)
·13·
CONDICIONES DE SEGURIDAD
Leer las siguientes medidas de seguridad con objeto de evitar lesiones a personas y prevenir daños a esteproducto y a los productos conectados a él. Fagor Automation no se responsabiliza de cualquier daño físicoo material derivado del incumplimiento de estas normas básicas de seguridad.
PRECAUCIONES ANTES DE LIMPIAR EL APARATO
Si el CNC no se enciende al accionar el interruptor de puesta en marcha, comprobar el conexionado.
PRECAUCIONES DURANTE LAS REPARACIONES
En caso de mal funcionamiento o fallo del aparato, desconectarlo y llamar al servicio de asistencia técnica.
PRECAUCIONES ANTE DAÑOS A PERSONAS
Antes de la puesta en marcha, comprobar que la máquina donde se incorpora el CNC cumple loespecificado en la Directiva 89/392/CEE.
No manipular el interior del aparato. Sólo personal autorizado de Fagor Automation puede manipular elinterior del aparato.
No manipular los conectores con el aparatoconectado a la red eléctrica.
Antes de manipular los conectores (entradas/salidas, captación, etc.)cerciorarse que el aparato no se encuentra conectado a la redeléctrica.
No manipular el interior del aparato. Sólo personal autorizado de Fagor Automation puede manipular elinterior del aparato.
No manipular los conectores con el aparatoconectado a la red eléctrica.
Antes de manipular los conectores (entradas/salidas, captación, etc.)cerciorarse que el aparato no se encuentra conectado a la redeléctrica.
Interconexionado de módulos. Utilizar los cables de unión proporcionados con el aparato.
Utilizar cables apropiados. Para evitar riesgos, utilizar sólo cables de red, Sercos y bus CANrecomendados para este aparato. Para prevenir riesgos de choque eléctrico en la unidad central, utilizarel conector de red apropiado. Usar cables de potencia de 3conductores (uno de ellos de tierra).
Evitar sobrecargas eléctricas. Para evitar descargas eléctricas y riesgos de incendio, no aplicartensión eléctrica fuera del rango seleccionado en la parte posteriorde la unidad central del aparato.
Conexionado a tierra. Con objeto de evitar descargas eléctricas, conectar las bornas detierra de todos los módulos al punto central de tierras. Asimismo,antes de efectuar la conexión de las entradas y salidas de esteproducto asegurarse que la conexión a tierras está efectuada.Con objeto de evitar descargas eléctricas comprobar, antes deencender el aparato, que se ha efectuado la conexión de tierras.
No trabajar en ambientes húmedos. Para evitar descargas eléctricas, trabajar siempre en ambientes conhumedad relativa inferior al 90% sin condensación a 45 ºC (113 ºF).
No trabajar en ambientes explosivos. Con objeto de evitar riesgos, lesiones o daños, no trabajar enambientes explosivos.

·14·
Manual de operación
CNC8065 MC
(REF: 1209)
PRECAUCIONES ANTE DAÑOS AL PRODUCTO
PROTECCIONES DEL PROPIO APARATO
Ambiente de trabajo. Este aparato está preparado para su uso en ambientes industrialescumpliendo las directivas y normas en vigor en la ComunidadEconómica Europea.Fagor Automation no se responsabiliza de los daños que pudierasufrir o provocar el CNC si se monta en otro tipo de condiciones(ambientes residenciales o domésticos).
Instalar el aparato en el lugar apropiado. Se recomienda que, siempre que sea posible, la instalación delcontrol numérico se realice alejada de líquidos refrigerantes,productos químicos, golpes, etc. que pudieran dañarlo.El aparato cumple las directivas europeas de compatibilidadelectromagnética. No obstante, es aconsejable mantenerlo apartadode fuentes de perturbación electromagnética, como pueden ser:
Cargas potentes conectadas a la misma red que el equipo.Transmisores portátiles cercanos (Radioteléfonos, emisores deradio aficionados).Transmisores de radio/TV cercanos.Máquinas de soldadura por arco cercanas.Líneas de alta tensión próximas.
Envolventes. El fabricante es responsable de garantizar que la envolvente en quese ha montado el equipo cumple todas las directivas al uso en laComunidad Económica Europea.
Evitar interferencias provenientes de lamáquina.
La máquina debe tener desacoplados todos los elementos quegeneran interferencias (bobinas de los relés, contactores, motores,etc.).
Utilizar la fuente de alimentación apropiada. Utilizar, para la alimentación del teclado y los módulos remotos, unafuente de alimentación exterior estabilizada de 24 V DC.
Conexionado a tierra de la fuente dealimentación.
El punto de cero voltios de la fuente de alimentación externa deberáconectarse al punto principal de tierra de la máquina.
Conexionado de las entradas y salidasanalógicas.
Realizar la conexión mediante cables apantallados, conectandotodas las mallas al terminal correspondiente.
Condiciones medioambientales. La temperatura ambiente que debe existir en régimen defuncionamiento debe estar comprendida entre +5 ºC y +45 ºC (41 ºFy 113 ºF).La temperatura ambiente que debe existir en régimen de nofuncionamiento debe estar comprendida entre -25 ºC y 70 ºC (-13 ºFy 158 ºF).
Habitáculo de la unidad central. Garantizar entre la unidad central y cada una de las paredes delhabitáculo las distancias requeridas.Utilizar un ventilador de corriente continua para mejorar la aireacióndel habitáculo.
Disposi tivo de seccionamiento de laalimentación.
El dispositivo de seccionamiento de la alimentación ha de situarse enun lugar fácilmente accesible y a una distancia del suelo comprendidaentre 0,7 y 1,7 metros (2,3 y 5,6 pies).
Módulos remotos. Todas las entradas-salidas digitales disponen de aislamientogalvánico mediante optoacopladores entre la circuitería interna y elexterior.

Manual de operación
CNC8065 MC
(REF: 1209)
·15·
SÍMBOLOS DE SEGURIDAD
Símbolos que pueden aparecer en el manual.
Símbolos que puede llevar el producto.
Símbolo de peligro o prohibición.Indica acciones u operaciones que pueden provocar daños a personas o aparatos.
Símbolo de advertencia o precaución.Indica situaciones que pueden causar ciertas operaciones y las acciones que se deben llevar acabo paraevitarlas.
Símbolo de obligación. Indica acciones y operaciones que hay que realizar obligatoriamente.
Símbolo de información.Indica notas, avisos y consejos.
Símbolo de protección de tierras.Indica que dicho punto puede estar bajo tensión eléctrica.
i

Manual de operación
CNC8065 MC
(REF: 1209)
·17·
CONDICIONES DE GARANTÍA
GARANTÍA INICIAL
Todo producto fabricado o comercializado por FAGOR tiene una garantía de 12 meses para el usuario final,que podrán ser controlados por la red de servicio mediante el sistema de control de garantía establecidopor FAGOR para este fin.
Para que el tiempo que transcurre entre la salida de un producto desde nuestros almacenes hasta la llegadaal usuario final no juegue en contra de estos 12 meses de garantía, FAGOR ha establecido un sistemade control de garantía basado en la comunicación por parte del fabricante o intermediario a FAGOR deldestino, la identificación y la fecha de instalación en maquina, en el documento que acompaña a cadaproducto en el sobre de garantía. Este sistema nos permite, además de asegurar el año de garantía ausuario, tener informados a los centros de servicio de la red sobre los equipos FAGOR que entran en suárea de responsabilidad procedentes de otros países.
La fecha de comienzo de garantía será la que figura como fecha de instalación en el citado documento,FAGOR da un plazo de 12 meses al fabricante o intermediario para la instalación y venta del producto,de forma que la fecha de comienzo de garantía puede ser hasta un año posterior a la de salida del productode nuestros almacenes, siempre y cuando se nos haya remitido la hoja de control de garantía. Esto suponeen la practica la extensión de la garantía a dos años desde la salida del producto de los almacenes deFagor. En caso de que no se haya enviado la citada hoja, el periodo de garantía finalizará a los 15 mesesdesde la salida del producto de nuestros almacenes.
La citada garantía cubre todos los gastos de materiales y mano de obra de reparación en Fagor utilizadosen subsanar anomalías de funcionamiento de los equipos. FAGOR se compromete a la reparación osustitución de sus productos en el período comprendido desde su inicio de fabricación hasta 8 años a partirde la fecha de desaparición de catálogo.
Compete exclusivamente a FAGOR el determinar si la reparación entra dentro del marco definido comogarantía.
CLAUSULAS EXCLUYENTES
La reparación se realizará en nuestras dependencias, por tanto quedan fuera de la citada garantía todoslos gastos ocasionados en el desplazamiento de su personal técnico para realizar la reparación de unequipo, aún estando éste dentro del período de garantía antes citado.
La citada garantía se aplicará siempre que los equipos hayan sido instalados de acuerdo con lasinstrucciones, no hayan sido maltratados, ni hayan sufrido desperfectos por accidente o negligencia y nohayan sido intervenidos por personal no autorizado por FAGOR. Si una vez realizada la asistencia oreparación, la causa de la avería no es imputable a dichos elementos, el cliente está obligado a cubrir todoslos gastos ocasionados, ateniéndose a las tarifas vigentes.
No están cubiertas otras garantías implícitas o explícitas y FAGOR AUTOMATION no se hace responsablebajo ninguna circunstancia de otros daños o perjuicios que pudieran ocasionarse.

·18·
Manual de operación
CNC8065 MC
(REF: 1209)
GARANTÍA SOBRE REPARACIONES
Análogamente a la garantía inicial, FAGOR ofrece una garantía sobre sus reparaciones estándar en lossiguientes términos:
En los casos en que la reparación haya sido bajo presupuesto, es decir se haya actuado solamente sobrela parte averiada, la garantía será sobre las piezas sustituidas y tendrá un periodo de duración de 12 meses.
Los repuestos suministrados sueltos tienen una garantía de 12 meses.
CONTRATOS DE MANTENIMIENTO
A disposición del distribuidor o del fabricante que compre e instale nuestros sistemas CNC, existe elCONTRATO DE SERVICIO.
PERIODO 12 meses.
CONCEPTO Cubre piezas y mano de obra sobre los elementos reparados (osustituidos) en los locales de la red propia.
CLAUSULAS EXCLUYENTES Las mismas que se aplican sobre el capítulo de garantía inicial.Si la reparación se efectúa en el período de garantía, no tieneefecto la ampliación de garantía.

Manual de operación
CNC8065 MC
(REF: 1209)
·19·
CONDICIONES DE REENVÍO
Si va a enviar la unidad central o los módulos remotos, empaquételos en su cartón original con su materialde empaque original. Si no dispone del material de empaque original, empaquételo de la siguiente manera:
1 Consiga una caja de cartón cuyas 3 dimensiones internas sean al menos 15 cm (6 pulgadas) mayoresque las del aparato. El cartón empleado para la caja debe ser de una resistencia de 170 Kg (375 libras).
2 Adjunte una etiqueta al aparato indicando el dueño del aparato, su dirección, el nombre de la personaa contactar, el tipo de aparato y el número de serie. En caso de avería indique también el síntoma yuna breve descripción de la misma.
3 Envuelva el aparato con un rollo de polietileno o con un material similar para protegerlo. Si va a enviaruna unidad central con monitor, proteja especialmente la pantalla.
4 Acolche el aparato en la caja de cartón rellenándola con espuma de poliuretano por todos lados.
5 Selle la caja de cartón con cinta para empacar o grapas industriales.


Manual de operación
CNC8065 MC
(REF: 1209)
·21·
MANTENIMIENTO DEL CNC
LIMPIEZA
La acumulación de suciedad en el aparato puede actuar como pantalla que impida la correcta disipaciónde calor generado por los circuitos electrónicos internos, con el consiguiente riesgo de sobrecalentamientoy avería del aparato. La suciedad acumulada también puede, en algunos casos, proporcionar un caminoconductor a la electricidad que puede provocar fallos en los circuitos internos del aparato, especialmentebajo condiciones de alta humedad.
Para la limpieza del panel de mando y del monitor se recomienda el empleo de una bayeta suave empapadacon agua desionizada y/o detergentes lavavajillas caseros no abrasivos (líquidos, nunca en polvos), o biencon alcohol al 75%. No utilizar aire comprimido a altas presiones para la limpieza del aparato, pues ellopuede ser causa de acumulación de cargas que a su vez den lugar a descargas electrostáticas.
Los plásticos utilizados en la parte frontal de los aparatos son resistentes a grasas y aceites minerales,bases y lejías, detergentes disueltos y alcohol. Evitar la acción de disolventes como clorohidrocarburos,benzol, ésteres y éteres porque pueden dañar los plásticos con los que está realizado el frontal del aparato.
PRECAUCIONES ANTES DE LIMPIAR EL APARATO
Fagor Automation no se responsabilizará de cualquier daño material o físico que pudiera derivarse de unincumplimiento de estas exigencias básicas de seguridad.
• No manipular los conectores con el aparato conectado a la red eléctrica. Antes de manipular losconectores (entradas/salidas, captación, etc) cerciorarse que el aparato no se encuentra conectadoa la red eléctrica.
• No manipular el interior del aparato. Sólo personal autorizado de Fagor Automation puede manipularel interior del aparato.
• Si el CNC no se enciende al accionar el interruptor de puesta en marcha, comprobar el conexionado.


CNC8065 MC
(REF: 1209)
1
·23·
CONCEPTOS GENERALES
1.1 Acceso al modo conversacional
Una vez arrancado el CNC, para poder pasar al modo conversacional, pulsar las teclas[SHIFT] [ESC]. Si se desea volver al modo M, pulsar otra vez las teclas [SHIFT] [ESC].
[SHIFT] [ESC]
[SHIFT] [ESC]
La puesta a punto del CNC se debe efectuar en el modo de trabajo M. Asimismo, algunos errores debenser eliminados en el modo de trabajo M.

·24·
Manual de operación
CNC8065 MC
1.
CO
NC
EP
TO
S G
EN
ER
AL
ES
(REF: 1209)
Tec
lado
1.2 Teclado
Teclado vertical y horizontal
Permiten seleccionar caracteres, desplazarse por las diferentes pantallas y seleccionar losdiferentes modos de trabajo.
Teclado de JOG
Permite desplazar los ejes de la máquina, gobernar el cabezal, modificar el avance de losejes y la velocidad del cabezal, y comenzar y detener la ejecución.
Q W E R T Y U I O P
S D F G H J K L ÑA
Z X C V B N M
ALTGRALTCTRL
CAPS INS
DEL
MAINMENU
END
HOME
7 8 9
4 5 6
1 2 3
_ 0 .+
*
=
/
CUSTOM
RECALL ENTER
, . -
{ }
^ESC
SHIFTSHIFT<
SPACE
UTILITIESTOOLSTABLESEDITMANUALAUTO
MDI
END
HOME
7 8 9
4 5 6
1 2 3
_ 0 .+
*
=
/
A B C D E F
G H I J K L
M N Ñ O P Q
R S T U V W
X Y Z INS DEL
SPACE
ENTER
RECALL
ESC
ALT
CAPS
SHIFT
CTRL
MDI
EDITMANUALAUTO
MAINMENU
CUSTOM
TABLES TOOLS UTILITIES
200190
180
170
160
150
140
130
120110
100908070
60
50
40
30
20
10
42
0
CNCOFF
X+
X-
Y+ Z+
Y- Z-
4+ 5+ 6+
4- 5- 6-
7+ 7- 200190
180
170
160
150
140
130
120110
100908070
60
50
40
30
20
10
42
0
FEED
_
+
ZERO SINGLE RESET
SPEED
100001000
100101
10010 1
jog

Manual de operación
CNC8065 MC
CO
NC
EP
TO
S G
EN
ER
AL
ES
1.
(REF: 1209)
·25·
Tec
lado
Conjunto teclado con teclado jog y monitor.

·26·
Manual de operación
CNC8065 MC
1.
CO
NC
EP
TO
S G
EN
ER
AL
ES
(REF: 1209)
Tec
lado

CNC8065 MC
(REF: 1209)
2
·27·
TRABAJO EN MODO MANUAL
La pantalla estándar del modo de trabajo MC es la siguiente:
Si se pulsa la tecla bicolor, el CNC muestra la pantalla auxiliar del modo de trabajo MC:

·28·
Manual de operación
CNC8065 MC
2.
TR
AB
AJO
EN
MO
DO
MA
NU
AL
(REF: 1209)
Intr
oduc
ción
2.1 Introducción
2.1.1 Pantalla estándar del modo de trabajo conversacional
1 Softkey para el cambio de unidades mm/pulgadas.
2 Softkey para entrar en inspección de herramientas.
3 Softkey para acceder a los gráficos en modo ejecución.
4 Softkey para la selección de OFFSETS.
5 Softkey para la calibración de herramientas.
6 Ventana en la que se muestran:
• La herramienta seleccionada (T).
• Representación gráfica del factor de forma.
• El número del corrector (D) asociado a la herramienta seleccionada.
• Los offsets definidos para la herramienta.
• Las cotas, referidas al cero máquina, correspondientes al punto de cambio deherramienta. Si una de estas cotas está seleccionada, se le puede dar el valor dela cota actual de ese eje pulsando [RECALL].
7 Ventana para mostrar el avance de los ejes que se encuentra seleccionado, F, el % deF que está aplicado y el valor de la F real. En caso de que se seleccione un jogincremental o un volante, se indicará también en esta ventana mediante el iconocorrespondiente y el % seleccionado.
8 Ventana para mostrar la información relativa al cabezal:
• Velocidad de giro teórica que está seleccionada. Valor S cuando se trabaja en r.p.m.y valor VCC cuando se trabaja con velocidad de corte constante.
• Estado del cabezal. Está representado mediante un icono y puede estar girando aderechas, a izquierdas o parado.
• El % de velocidad de cabezal que se está aplicando.
• Revoluciones máximas de cabezal (Smax).
• Gama de cabezal activa.
9 Softkeys para la edición de ciclos.
10 Barra de mensajes.
11 Revoluciones reales del cabezal.
12 Cotas de los ejes. El símbolo f indica que el eje está trabajando en diámetros.
Si hay más de un cabezal en el canal activo, se puede elegir el cabezal del que se muestranlos datos pulsando S más de una vez. Si ya está la celda de la velocidad de giro programadaseleccionada, cada vez que se pulsa S se mostrará la información del siguiente cabezal.
1
2
3
4
5
6
7
910
11
12
8

Manual de operación
CNC8065 MC
TR
AB
AJO
EN
MO
DO
MA
NU
AL
2.
(REF: 1209)
·29·
Intr
oduc
ción
2.1.2 Pantalla auxiliar del modo de trabajo conversacional
1 Softkey para el cambio de unidades mm/pulgadas.
2 Softkey para entrar en inspección de herramientas.
3 Softkey para acceder a los gráficos en modo ejecución.
4 Softkey para la selección de OFFSETS.
5 Softkey para la calibración de herramientas.
6 Ventana que muestra el estado de las funciones G, F, T, D, M.
7 Ventana en la que se muestran:
• La herramienta seleccionada (T).
• Representación gráfica del factor de forma.
• El número del corrector (D) asociado a la herramienta seleccionada.
8 Ventana para mostrar el avance de los ejes que se encuentra seleccionado, F, el % deF que está aplicado y el valor de la F real.
9 Ventana que muestra el valor de las variables:
• Partc: Indica el número de piezas consecutivas que se han ejecutado con un mismoprograma. Cada vez que se selecciona un nuevo programa, esta variable asume elvalor 0.
• CyTime: Indica el tiempo transcurrido durante la ejecución de la pieza. Vendráexpresado en el formato “horas:minutos:segundos:centésimas de segundo”. Cadavez que se comienza la ejecución de un programa, aunque sea repetitivo, estavariable asume el valor 0.
• Timer: Indica la cuenta del reloj habilitado por PLC. Vendrá expresado en el formato“horas:minutos:segundos”.
10 Ventana con información relativa al cabezal:
• Velocidad de giro teórica que está seleccionada. Valor S cuando se trabaja en r.p.m.y valor VCC cuando se trabaja con velocidad de corte constante.
• El % de velocidad de cabezal que se está aplicando.
• Revoluciones máximas de cabezal (Smax).
• Gama de cabezal activa.
11 Barra de mensajes.
12 Ventana con información relativa el cabezal:
• Velocidad teórica.
• Velocidad en RPM.
• Velocidad en m/min.
1
2
3
4
511
12
13
147
8
9
6
10

·30·
Manual de operación
CNC8065 MC
2.
TR
AB
AJO
EN
MO
DO
MA
NU
AL
(REF: 1209)
Intr
oduc
ción
13 Ventana con información relativa a los ejes:
• COMANDO: Indica la cota programada, es decir, la posición que debe alcanzar el eje.
• ACTUAL: Indica la cota real o posición actual del eje.
• RESTO: Indica la distancia que le queda por recorrer al eje para alcanzar la cotaprogramada.
14 Ventana que muestra las líneas del programa que se está ejecutando.
Manual de operación
CNC8065 MC
TR
AB
AJO
EN
MO
DO
MA
NU
AL
2.
(REF: 1209)
·31·
Intr
oduc
ción
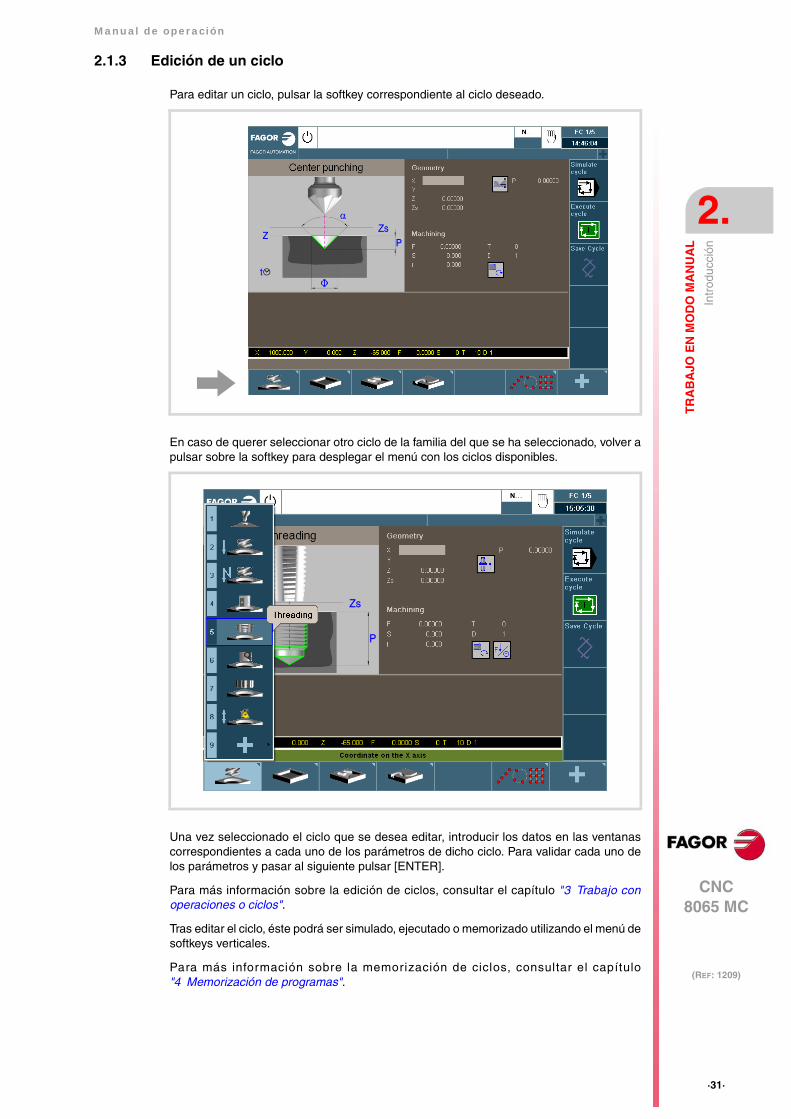
2.1.3 Edición de un ciclo
Para editar un ciclo, pulsar la softkey correspondiente al ciclo deseado.
En caso de querer seleccionar otro ciclo de la familia del que se ha seleccionado, volver apulsar sobre la softkey para desplegar el menú con los ciclos disponibles.
Una vez seleccionado el ciclo que se desea editar, introducir los datos en las ventanascorrespondientes a cada uno de los parámetros de dicho ciclo. Para validar cada uno delos parámetros y pasar al siguiente pulsar [ENTER].
Para más información sobre la edición de ciclos, consultar el capítulo "3 Trabajo conoperaciones o ciclos".
Tras editar el ciclo, éste podrá ser simulado, ejecutado o memorizado utilizando el menú desoftkeys verticales.
Para más información sobre la memorización de ciclos, consultar el capítulo"4 Memorización de programas".

·32·
Manual de operación
CNC8065 MC
2.
TR
AB
AJO
EN
MO
DO
MA
NU
AL
(REF: 1209)
Intr
oduc
ción
2.1.4 Simulación de un ciclo
Para simular el ciclo editado pulsar la softkey vertical [Simular ciclo].
1 Softkey para iniciar la simulación del ciclo.
2 Softkey para detener la simulación del ciclo.
3 Softkey para hacer un reset de la simulación.
4 Softkey para realizar una simulación del ciclo por bloques.
5 Las softkeys horizontales permiten configurar la visualización del ciclo simulado.
• Tipo de vista.
• Configuración.
• Acciones.
• Borrar.
• Dimensiones.
• Medición.
1
2
3
4
5

Manual de operación
CNC8065 MC
TR
AB
AJO
EN
MO
DO
MA
NU
AL
2.
(REF: 1209)
·33·
Intr
oduc
ción
2.1.5 Ejecución de un ciclo
Para ejecutar un ciclo será necesario pulsar la softkey vertical [Ejecutar ciclo]. Tras ésto,aparecerá un icono con el símbolo de marcha, para avisar al usuario de que va a procedera ejecutar el ciclo.
En caso de que se quiera ejecutar el ciclo, habrá que pulsar [MARCHA]. Si no se quiere llevara cabo la ejecución, pulsar la tecla [ESC].

·34·
Manual de operación
CNC8065 MC
2.
TR
AB
AJO
EN
MO
DO
MA
NU
AL
(REF: 1209)
Ope
raci
ones
con
los
ejes
.
2.2 Operaciones con los ejes.
2.2.1 Búsqueda de referencia máquina.
La búsqueda de referencia máquina es la operación mediante la cual se realiza lasincronización del sistema. Esta operación es necesaria cuando el CNC pierde la posicióndel origen (por ejemplo, apagando la máquina).
Durante la operación de "Búsqueda de referencia máquina" los ejes se desplazan al puntode referencia máquina y el CNC asume las cotas definidas por el fabricante para ese punto,referidas al cero máquina. En caso de disponer de Io codificados o captación absoluta, losejes sólo se desplazarán lo necesario para verificar su posición.
La búsqueda de referencia máquina de los ejes se puede realizar de forma manual (eje aeje desde el panel de mando) o automática (con ayuda de una subrutina).
Búsqueda de referencia máquina manual (eje a eje).
Búsqueda de referencia máquina automática (con subrutina).
Esta posibilidad de búsqueda sólo está disponible si el fabricante de la máquina ha definidouna subrutina de búsqueda de referencia.
La búsqueda de referencia máquina eje a eje anula el decalaje de origen, de amarre y el offset demedición. El CNC asume como nuevo cero pieza la posición del cero máquina.i
1 Seleccionar, mediante el teclado alfanumérico, el eje a referenciar. ElCNC enmarcará la cota de dicho eje, indicando así que se encuentraseleccionado.
Para seleccionar ejes numerados (por ejemplo "X1"), seleccionar uneje cualquiera y a continuación desplazar la selección hasta situarseencima del eje deseado. El foco se desplaza con las teclas [][].
2 Pulsar la tecla [ZERO] de búsqueda de referencia máquina. El CNCmostrará en la zona numérica el símbolo "1", indicando así que se vaa realizar una búsqueda.
3 Pulsar la tecla [START] para efectuar la búsqueda de referenciamáquina, o la tecla [ESC] para cancelar la operación.
1 Pulsar la tecla [ZERO] de búsqueda de referencia máquina. El CNCmostrará un cuadro de diálogo solicitando confirmación para ejecutarla búsqueda de referencia máquina.
2 Pulsar la tecla [START] para efectuar la búsqueda de referenciamáquina, o la tecla [ESC] para cancelar la operación.
X Y Z
ZERO
ESC
ZERO
ESC

Manual de operación
CNC8065 MC
TR
AB
AJO
EN
MO
DO
MA
NU
AL
2.
(REF: 1209)
·35·
Ope
raci
ones
con
los
ejes
.
2.2.2 Desplazamiento manual de los ejes (mediante JOG)
El CNC permite desplazar manualmente los ejes de la máquina mediante el teclado de JOGsituado en el panel de mando. La selección del tipo de desplazamiento, continuo oincremental, se realiza mediante el selector situado en el panel de mando.
El teclado jog y el selector de avances.
Teclado de jog.
En función del comportamiento de las teclas, hay dos tipos de teclado de jog.
Teclas de usuario como teclas de jog.
El CNC ofrece al fabricante la posibilidad de habilitar las teclas de usuario como teclas dejog. Las teclas de usuario así definidas se comportan de la misma manera que las teclasde jog.
Selector de avances.
Jog continuo Jog incremental Volantes
El teclado dispone de dos teclas para cada eje. Una para desplazarel eje en sentido positivo y otra para desplazarlo en sentido negativo.
Para desplazar un e je sólo es necesar io pulsar la teclacorrespondiente al eje y sentido de desplazamiento.
El teclado dispone de una tecla para cada eje y dos teclas para elsentido, comunes a todos los ejes.
Para desplazar un eje es necesario que tanto la tecla del eje como ladel sentido estén activas. Hay dos opciones, dependiendo de cómohaya sido configurado el teclado de jog.
• El eje se desplazará mientras se mantengan pulsadas ambasteclas, la del eje y la del sentido.
• Al pulsar la tecla del eje, ésta se mantiene activa. El eje sedesplazará mientras se mantenga pulsada la tecla del sentido.Para dejar de seleccionar el eje, pulsar [ESC] o [STOP].
El desplazamiento se realiza al avance definido por el fabricante de lamáquina. El avance se podrá variar entre el 0% y el 200% mediante elselector de avances del panel de mando.
100001000
100101
10010 1 jog
jog
X+
X-
Y+ Z+
Y- Z-
7+ 7-
X
_+
Y Z
4 5 6
200190
180
170
160
150
140
130
120110
100908070
60
50
40
30
20
10
42
0
FEED

·36·
Manual de operación
CNC8065 MC
2.
TR
AB
AJO
EN
MO
DO
MA
NU
AL
(REF: 1209)
Ope
raci
ones
con
los
ejes
.
Movimiento en jog continuo.
En JOG continuo, el desplazamiento de los ejes se mantiene mientras se esté actuandosobre el teclado de JOG. Los desplazamientos en JOG continuo permiten desplazar variosejes simultáneamente.
1 Situar el selector de movimientos del panel de mando en la posición de JOG continuo.
2 Mediante el teclado de JOG desplazar el eje deseado. Si durante el desplazamiento seselecciona un segundo eje, el nuevo eje se desplazará simultáneamente junto al anterioren las mismas condiciones.
Movimiento en jog incremental.
En JOG incremental, el eje se desplaza una distancia determinada cada vez que se pulsauna tecla. Los desplazamientos en JOG incremental permiten desplazar varios ejessimultáneamente.
1 Situar el selector de movimientos del panel de mando en una de las posiciones de JOGincremental. Cada posición desplazará el eje una distancia determinada, siendo losvalores típicos los siguientes.
2 Mediante el teclado de JOG desplazar el eje deseado. Cada vez que se actúe sobre elteclado de JOG, el eje se desplazará la distancia especificada por el selector de JOG.Si durante el desplazamiento se selecciona un segundo eje, el nuevo eje se desplazarásimultáneamente junto al anterior en las mismas condiciones.
Si durante el desplazamiento se pulsa la tecla de avance rápido, el desplazamiento serealizará al avance rápido especificado por el fabricante de la máquina. Este avance seaplicará mientras se esté pulsando dicha tecla, recuperando el avance anterior al soltar lamisma. El avance rápido se podrá modificar entre el 0% y el 200% mediante el selector deavance del panel de mando.
Posición. Desplazamiento por cada pulsación.
1 0.001 mm ó 0.0001 pulgadas.
10 0.010 mm ó 0.0010 pulgadas.
100 0.100 mm ó 0.0100 pulgadas.
1000 1.000 mm ó 0.1000 pulgadas.
10000 10.000 mm ó 1.0000 pulgadas.

Manual de operación
CNC8065 MC
TR
AB
AJO
EN
MO
DO
MA
NU
AL
2.
(REF: 1209)
·37·
Ope
raci
ones
con
los
ejes
.
2.2.3 Desplazamiento manual de los ejes (mediante volantes)
El CNC permite gobernar el desplazamiento de los ejes mediante volantes electrónicos.Atendiendo al tipo de volante, el CNC puede disponer de volantes generales para desplazarcualquier eje de la máquina o de volantes individuales que sólo desplazan el eje al que estáasociado.
Para desplazar los ejes mediante volantes, situar el selector de movimientos del panel demando en una de las posiciones de volante. Cada posición indica el factor de multiplicaciónque se aplica a los impulsos proporcionados por el volante, siendo los valores típicos lossiguientes.
Una vez seleccionada la resolución deseada, y en función del tipo de volante que se va autilizar, general o individual, seguir los pasos siguientes.
Volante general
El CNC puede disponer de varios volantes generales. El volante general no está asociadoa ningún eje en particular, permite desplazar cualquier eje de la máquina aunque tenga unvolante individual asociado.
• Si hay varios ejes seleccionados en modo volante, con el volante general se desplazarántodos ellos.
• Si hay seleccionado un eje que tiene un volante individual asociado, este eje se podrámover con el volante general, con el individual o con ambos a la vez. Si se utilizan ambosvolantes simultáneamente, el CNC sumará o restará los impulsos de ambos volantes,dependiendo del sentido de giro de los mismos.
• Si el CNC tiene varios volantes generales, cualquiera de ellos podrá desplazar los ejesseleccionados en modo volante. Si se utilizan varios volantes simultáneamente, a cadaeje implicado se le aplicará la suma de los incrementos de todos los volantes.
Los pasos a seguir para desplazar uno o varios ejes con el volante general son los siguientes.
1 Seleccionar el eje o los ejes que se desean desplazar. El CNC mostrará en vídeo inversolos ejes seleccionados. Al seleccionar un eje, o salir del modo volante con el selectorde movimientos, se deselecciona automáticamente el anterior.
2 Una vez seleccionado el eje, el CNC lo desplazará según se vaya girando el volante,teniendo en cuenta la posición del selector y respetándose además el sentido de giroaplicado.
El avance al que se realiza el desplazamiento, depende de la velocidad a la que se gire elvolante.
Selección de los ejes que se desea desplazar
Hay dos maneras de seleccionar los ejes.
1 En el teclado de JOG, pulsar una de las teclas asociadas al eje que se desea desplazar.Al seleccionar un eje se deselecciona el anterior. Para seleccionar varios ejes, pulsarsimultáneamente una de las teclas de cada eje.
Para seleccionar un eje no es necesario que éste pertenezca al canal activo. Desde uncanal se puede poner en modo volante un eje de otro canal, si este segundo canaltambién está en modo manual.
2 Si se dispone de un volante con pulsador, éste permite seleccionar de forma secuenciallos ejes a desplazar. Cuando se acciona el pulsador, se selecciona el primero de los ejesvisualizados. Si ya hay un eje seleccionado, se deselecciona y se selecciona el siguiente.Si era el último, se vuelve a seleccionar el primero.
Sólo se pueden seleccionar los ejes que se están visualizando en el canal activo, sinimportar a que canal pertenezcan. No se permite seleccionar los ejes de otro canal, odel propio canal, si no se están visualizando.
Posición. Desplazamiento por vuelta del volante.
1 0.100 mm ó 0.0100 pulgadas.
10 1.000 mm ó 0.1000 pulgadas.
100 10.000 mm ó 1.0000 pulgadas.

·38·
Manual de operación
CNC8065 MC
2.
TR
AB
AJO
EN
MO
DO
MA
NU
AL
(REF: 1209)
Ope
raci
ones
con
los
ejes
.
La selección de ejes se anula al salir del modo volante con el selector de movimientos y trasun reset. Si un eje ha sido puesto en modo volante desde PLC, sólo se puede desactivardesde el PLC; un reset no lo desactiva.
Selección de un eje desde el modo automático
Cuando sólo se dispone de un canal, si estando en el modo automático se coloca elconmutador en modo volante y seleccionamos un eje, al pasar al modo manual se mantieneel eje seleccionado.
Volante individual
El CNC puede disponer de varios volantes individuales, dónde cada uno de ellos estáasociado a un eje en particular. El CNC desplazará cada uno de los ejes según se vayagirando el volante correspondiente, teniendo en cuenta la posición del selector yrespetándose además el sentido de giro aplicado.
En un movimiento simultáneo de varios ejes mediante volantes, podrán participar todosaquellos ejes con volante propio, más los seleccionables mediante el volante general.Cuando se desplazan dos o más ejes a la vez, el avance al que se realiza el desplazamientode cada eje depende de la velocidad a la que se gire su volante asociado.
Volante de avance.
Habitualmente, cuando se mecaniza una pieza por primera vez, el avance se controlamediante el conmutador del panel de mando. El volante de avance permite utilizar uno delos volantes de la máquina para controlar dicho avance en función de lo rápido que gire elvolante.
En modo volante, este símbolo al lado de un eje indica que el eje tiene un volanteindividual asociado.
Puede ocurrir que en función de la velocidad de giro del volante y de la posición del selector, se soliciteal CNC un desplazamiento con un avance superior al máximo permitido. En este caso, el CNCdesplazará el eje la cantidad indicada, pero limitando el avance a dicho valor.
i
La gestión de esta prestación se debe realizar desde el PLC. Habitualmente esta prestación se activay desactiva mediante un pulsador externo o una tecla configurada a tal efecto.i

Manual de operación
CNC8065 MC
TR
AB
AJO
EN
MO
DO
MA
NU
AL
2.
(REF: 1209)
·39·
Ope
raci
ones
con
los
ejes
.
2.2.4 Desplazamiento de un eje a una cota
Comportamiento del avance
El avance al que se realiza el desplazamiento, depende de la función G00 ó G01 activa. Esteavance se puede variar entre el 0% y el 200% mediante el selector del panel de mando. Elporcentaje se aplicará tanto a los desplazamientos efectuados en G00 como a losefectuados en G01.
• Con la función G00 activa, el desplazamiento se ejecuta al avance rápido definido porel fabricante de la máquina.
• Con la función G01 activa, el desplazamiento se ejecuta al avance activo. Si no hayningún avance activo, el desplazamiento se ejecuta al avance definido por el fabricantede la máquina.
2.2.5 Preselección de cotas
La preselección de cotas se debe realizar eje a eje. La preselección realizada se puedeanular mediante una búsqueda de referencia máquina manual eje a eje, o mediante lafunción "G53".
1 Seleccionar, mediante el teclado alfanumérico, el eje a desplazar. ElCNC enmarcará la cota de dicho eje, indicando así que se encuentraseleccionado.
Para seleccionar ejes numerados (por ejemplo "X1"), seleccionar uneje cualquiera y a continuación desplazar la selección hasta situarseencima del eje deseado. El foco se desplaza con las teclas [][].
2 Introducir la cota del punto al que se quiere desplazar el eje.
3 Pulsar la tecla [START] para ejecutar el desplazamiento, o la tecla[ESC] para cancelar la operación.
X Y Z
ESC
1 Seleccionar, mediante el teclado alfanumérico, el eje cuya cota sedesea preseleccionar. El CNC enmarcará la cota de dicho eje,indicando así que se encuentra seleccionado.
Para seleccionar ejes numerados (por ejemplo "X1"), seleccionar uneje cualquiera y a continuación desplazar la selección hasta situarseencima del eje deseado. El foco se desplaza con las teclas [][].
2 Introducir el valor que se desea preseleccionar.
3 Pulsar la tecla [ENTER] para preseleccionar el valor introducido, o latecla [ESC] para cancelar la operación.
X Y Z

·40·
Manual de operación
CNC8065 MC
2.
TR
AB
AJO
EN
MO
DO
MA
NU
AL
(REF: 1209)
Con
trol
del
cab
ezal
2.3 Control del cabezal
Visualizar los datos de varios cabezales
En la pantalla sólo se muestra la información de un cabezal. Si hay varios cabezales en elcanal, se podrá ver la información del siguiente cabezal pulsando la tecla "S". La primerapulsación sirve para programar la velocidad de giro, la segunda pulsación muestra lainformación del segundo cabezal y así sucesivamente.
Control del cabezal
El CNC permite controlar manualmente el cabezal de la máquina mediante las siguientesteclas del panel de mando. Las teclas siempre hacen referencia al cabezal master del canalactivo.
Se aconseja definir la velocidad de giro del cabezal (mediante el modo MDI) antes deseleccionar el sentido de giro, evitando de esta forma un arranque repentino del cabezal aldefinir la velocidad "S", por encontrarse activo el sentido de giro.
Variar el override de la velocidad desde el panel de mando.
El panel de mando permite variar porcentualmente la velocidad, mediante un teclado jogo un conmutador (depende del modelo).
Tecla. Significado.
Arrancar el cabezal a derechas (equivalente a la función M03), a la velocidad activa.El CNC muestra la función M03 en la historia del programa.
Arrancar el cabezal a izquierdas (equivalente a la función M04), a la velocidad activa.El CNC muestra la función M04 en la historia del programa.
Detener el giro del cabezal (equivalente a la función M05). El CNC muestra la funciónM05 en la historia del programa.
Orientar el cabezal (equivalente a la función M19). El CNC muestra la función M19en la historia del programa.
Tecla. Significado.
Aumenta o disminuye porcentualmente la velocidad de giro del cabezal. Los valoresmáximos y mínimos, así como el paso incremental, están definidos por el OEM,siendo los valores típicos una variación entre el 50% y el 120% con un paso del 5%.
Establece el porcentaje a aplicar a la velocidad de giro. Los valores máximos ymínimos están definidos por el OEM, siendo los valores típicos una variación entreel 50% y el 120%.
_+
200190
180
170
160
150
140
130
120110
100908070
60
50
40
30
20
10
42
0
SPEED

Manual de operación
CNC8065 MC
TR
AB
AJO
EN
MO
DO
MA
NU
AL
2.
(REF: 1209)
·41·
Sel
ecci
ón y
cam
bio
de h
erra
mie
nta
2.4 Selección y cambio de herramienta
Desde el modo manual se permite cambiar la herramienta que se encuentra en el cabezal.Los pasos a seguir son los siguientes.
1 Pulsar, en el teclado alfanumérico, la tecla [T]. El CNC enmarcará el número de laherramienta actual, indicando así que se encuentra seleccionada.
2 Introducir el número de la herramienta que se quiere colocar en el cabezal.
3 Pulsar la tecla [START] para ejecutar el cambio de herramienta, o la tecla [ESC] paracancelar la operación.
2.5 Definir el avance y la velocidad.
Definir un nuevo avance en el canal.
El avance definido desde el modo manual sólo se aplica a este modo de trabajo y para elcanal activo. Si desde el modo MDI/MDA se define un nuevo avance, éste será el nuevoavance para los modos manual y automático.
Para seleccionar un nuevo avance, seguir los siguientes pasos.
1 En el teclado alfanumérico pulsar la tecla [F]. El CNC enmarcará el dato correspondiente,indicando así que se encuentra seleccionado.
2 Introducir el nuevo avance.
3 Pulsar la tecla [START] para asumir el valor introducido o la tecla [ESC] para cancelarla operación.
Definir una nueva velocidad para el cabezal.
La velocidad definida desde el modo manual se aplica al cabezal visible en la pantalla enese momento. Si hay varios cabezales en el canal, se podrán visualizar el resto de cabezalesde forma rotativa pulsando la tecla [S]. La velocidad seleccionada en el modo manual semantiene al cambiar al modo automático y viceversa.
Para seleccionar una nueva velocidad, seguir los siguientes pasos.
1 En el teclado alfanumérico, pulsar la tecla [S] hasta seleccionar el cabezal deseado. Laprimera vez que se pulsa esta tecla, el CNC enmarcará el dato correspondiente,indicando así que se encuentra seleccionado.
2 Introducir la nueva velocidad.
3 Pulsar la tecla [START] para asumir el valor introducido o la tecla [ESC] para cancelarla operación.
·42·
Manual de operación
CNC8065 MC
2.
TR
AB
AJO
EN
MO
DO
MA
NU
AL
(REF: 1209)
Def
inir
y ac
tivar
los
deca
laje
s de
orig
en o
de
garr
as.
2.6 Definir y activar los decalajes de origen o de garras.
El modo manual permite guardar en la tabla de orígenes o de amarres el decalaje activo(traslado de origen, preselección de cotas, etc), así como activar un traslado de origen yadefinido en las tablas.
Cargar un nuevo traslado de origen o de garras en la tabla.
Con un decalaje activo, seleccionar con el cursor un traslado de la lista y pulsar la tecla[ENTER] para guardar el decalaje actual en ese traslado. En el traslado seleccionado seactualiza la posición de todos los ejes del canal.
Aplicar un traslado de origen o de garras almacenado en la tabla.
Seleccionar con el cursor un traslado de origen o de garras de la lista y pulsar la tecla [START]para activarlo. El nuevo traslado se aplica a todos los ejes del canal.
Esta softkey muestra la lista de traslados de origen y garras del sistema, y su valor en cadauno de los ejes del canal. Esta lista es una información resumida de las tablas de orígenesy garras, y cualquier cambio realizado desde el modo manual afecta igualmente a esastablas.

Manual de operación
CNC8065 MC
TR
AB
AJO
EN
MO
DO
MA
NU
AL
2.
(REF: 1209)
·43·
Cal
ibra
ción
de
herr
amie
ntas
2.7 Calibración de herramientas
La calibración de herramientas está disponible desde el modo manual. La softkey paraacceder a la calibración de herramientas será diferente, en función del software instalado(modelo torno o fresadora). Para salir del modo calibración y volver al modo manual, pulsarla tecla [ESC].
El CNC ofrece en ambos modelos la posibilidad de calibrar tanto herramientas de tornocomo de fresadora. El CNC mostrará los datos necesarios y actualizará el gráfico de ayudaen función de la herramienta seleccionada.
Tipos de calibración
Se dispone de varios modos de calibrar una herramienta. Algunos modos sólo estarándisponibles cuando se disponga de un palpador de sobremesa.
Las cinemáticas activas se tienen en cuenta y no impiden la calibración en este modo. Enel caso de que haya activa alguna transformación de coordenadas (#CS ó #ACS) o que estéactiva la función RTCP ó TLC, no se permitirá la calibración manual ni semiautomática.
Calibrado manual. Calibración sin palpador.
Se realiza sin el palpador de sobremesa. Es necesaria una pieza de referencia para podercalibrar la herramienta. Todos los movimientos se realizan de forma manual.
Calibrado semiautomático. Calibración con palpador.
Este modo de calibración está disponible cuando se dispone de un palpador de sobremesa.Los movimientos de posicionamiento se realizan manualmente y el movimiento depalpación lo realiza el CNC.
Calibrado automático. Calibración con palpador y ciclo fijo.
Este modo de calibración está disponible cuando se dispone de un palpador de sobremesa.Todos los movimientos los realiza el CNC utilizando el ciclo fijo de calibración #PROBE.
Selección del palpador
En el CNC puede haber configurados dos palpadores. Para la calibración se utiliza elpalpador activo en ese momento. Se puede cambiar el palpador activo desde el programapieza o MDI mediante la sentencia #SELECT PROBE.
Calibración de herramienta en un modelo fresadora.
Cuando no se dispone de palpador de sobremesa, sólo estádisponible la calibración manual. Con palpador de sobremesa, estándisponibles todos los tipos de calibración. Los diferentes modos decalibración se pueden seleccionar desde el menú vertical de softkeys.
#SELECT PROBE [1]Selecciona el primer palpador.
#SELECT PROBE [2]Selecciona el segundo palpador.

·44·
Manual de operación
CNC8065 MC
2.
TR
AB
AJO
EN
MO
DO
MA
NU
AL
(REF: 1209)
Cal
ibra
ción
de
herr
amie
ntas
2.7.1 Calibración manual. Calibración sin palpador
Este modo sólo permite calibrar la herramienta activa, que podrá ser tanto de fresadoracomo de torno. El CNC mostrará los datos necesarios y actualizará el gráfico de ayuda enfunción de la herramienta seleccionada.
A Datos de la máquina. Posición de los ejes, herramienta y corrector activo, velocidad realdel cabezal y avance real de los ejes.
B Datos de la pieza que se utiliza para la calibración y dibujo indicativo de que la calibraciónestá permitida. Si la ventana no muestra este dibujo, falta por definir alguno de los datos.
C Datos necesarios para la calibración.
D Datos de la herramienta.
Calibración de la herramienta
Como no se dispone de palpador, es necesaria una pieza de referencia para poder calibrarla herramienta. La calibración consiste en desplazar la herramienta manualmente hastahacer contacto con la pieza y a continuación validar la calibración en cada uno de los ejes.Tras la validación, los nuevos valores se guardan en la tabla de herramientas.
Selección de una herramienta
Desde el propio modo de calibración se puede cambiar la herramienta y el corrector activo.Tras definir la nueva herramienta o corrector en los datos del ciclo, pulsar la tecla [START]y el CNC ejecutará el cambio de herramienta.
Téngase en cuenta que si la herramienta definida es la herramienta activa, cuando se pulsa[START] el CNC asume los valores que en ese momento tiene el corrector.
Calibración de herramientas
• En las herramientas de fresadora se calibra la longitud de la herramienta y se inicializael valor del desgaste a cero. El radio y el desgaste del radio se pueden definirmanualmente.
Para calcular la longitud se tiene en cuenta la cota del eje longitudinal de la herramientasegún el plano activo (G17, G18, G19, G20), la orientación de la herramienta sobre eleje (#TOOL AX) y la cota de la pieza de referencia. Para la calibración se asume quela cota de la pieza de referencia se refiere al eje longitudinal de la herramienta.
• En las herramientas de torno se calibran los offsets en cada uno de los ejes. Los desgastede los offsets se inicializan a cero.
A
B
C
D

Manual de operación
CNC8065 MC
TR
AB
AJO
EN
MO
DO
MA
NU
AL
2.
(REF: 1209)
·45·
Cal
ibra
ción
de
herr
amie
ntas
Validar la calibración.
La validación se realiza desde el menú vertical de softkeys. Una vez calibrada laherramienta, si se pulsa [START] el CNC asume los nuevos valores del corrector.
Definición de los datos
Para definir los datos, situar el foco sobre el dato correspondiente, teclear el valor deseadoy pulsar la tecla [ENTER].
Para una herramienta de torno.
Para una herramienta de fresadora.
Pasos a seguir para calibrar la herramienta
Para calibrar la longitud, seguir los siguientes pasos.
1 Definir las dimensiones de la pieza de referencia que se va a utilizar en la calibración.
2 Seleccionar la herramienta y el corrector a calibrar. Tras la selección, el CNC muestralas dimensiones definidas en la tabla de herramientas para ese corrector.
Para calibrar una herramienta, ésta debe ser la herramienta activa. Si se selecciona unaherramienta y se pulsa [ENTER], el CNC sólo muestra los datos de esa herramienta.Para que el CNC realice el cambio de herramienta y éste pase a ser la herramienta activa,se debe pulsar [START]. Ver "Selección de una herramienta" en la página 44.
Softkey. Descripción.
Validar la calibración de la longitud de una herramienta de fresadora.
Validar la calibración de los offset de una herramienta de fresadora.
Validar la calibración de los offset de una herramienta de torno.
Datos Significado
Zp Xp Dimensiones de la pieza de referencia que se va a utilizar en la calibración. Estascotas están referidas a los ejes principales de la herramienta.
T Herramienta a calibrar.
D Corrector a calibrar.
Off YOff X
Offsets de la herramienta en cada uno de los ejes.
Lw Desgaste de los offsets en cada uno de los ejes.
Datos Significado
Zp Cota de la pieza de referencia que se va a utilizar en la calibración. Esta cota estáreferida al eje longitudinal de la herramienta.
T Herramienta a calibrar.
D Corrector a calibrar.
L Longitud de la herramienta.
Lw Desgaste de la longitud.
R Radio de la herramienta.
Rw Desgaste del radio.
·46·
Manual de operación
CNC8065 MC
2.
TR
AB
AJO
EN
MO
DO
MA
NU
AL
(REF: 1209)
Cal
ibra
ción
de
herr
amie
ntas
3 Calibrar la herramienta. Aproximar la herramienta manualmente hasta hacer contactocon la pieza y a continuación validar la calibración desde el menú de softkeys.
Tras validar la calibración se actualizan los valores y se inicializa el valor del desgastea cero. Los nuevos valores se guardan en la tabla de herramientas.
4 Si se desea que el CNC asuma los nuevos valores del corrector, pulsar [START].
Para calibrar otra herramienta, repetir los pasos 2 y 3.
Consideraciones a los offsets y sus desgastes.
Hay que indicar que el offset de una herramienta en un eje es la distancia entre la base dela herramienta y el extremo de la misma. Esto implica que si estamos calculando el offsetde una herramienta de fresa en un eje que incluye la dimensión del radio, ese radio quedaincluido en el offset. Lo mismo sucede para la longitud.
Cuando se calibran los offsets de una herramienta de fresadora, en la tabla de herramientasse borra el valor de la longitud pero no se borra el valor del radio.
Criterio de signos de los offsets y sus desgastes.
El criterio de signos relativo a los offsets y sus desgastes viene definido por el parámetromáquina TOOLOFSG.
Introducción incremental o absoluta de los desgastes.
En la tabla de herramientas se puede definir si el desgaste se introduce con valor incrementalo absoluto.
Con desgaste incremental, el valor que el usuario introduce se sumará (o restará en casode ser negativo) al valor absoluto que tenía del desgaste. Tras pulsar [ENTER] para aceptarel nuevo valor, el campo del desgaste mostrará el valor absoluto resultante.
TOOLOFSG Significado.
Negativo. La calibración de herramienta devuelve un offset negativo. El desgaste del offsetse debe introducir con valor positivo.
Positivo. La calibración de herramienta devuelve un offset positivo. El desgaste del offsetse debe introducir con valor negativo.
Desgaste inicial Desgaste incremental Desgaste total
1 0.2 1.2
1 -0.2 0.8
-1 0.2 -0.8
-1 -0.2 -1.2

Manual de operación
CNC8065 MC
TR
AB
AJO
EN
MO
DO
MA
NU
AL
2.
(REF: 1209)
·47·
Cal
ibra
ción
de
herr
amie
ntas
2.7.2 Calibración semiautomática. Calibración con palpador
Esta opción sólo está disponible si se dispone de un palpador de sobremesa instalado enla máquina. En un modelo fresadora, permite calibrar la longitud o el radio de lasherramientas de fresar y los offsets de las herramientas de torno.
A Datos de la máquina. Posición de los ejes, herramienta y corrector activo, velocidad realdel cabezal y avance real de los ejes.
B Datos del movimiento de palpación.
C Datos necesarios para la calibración.
La herramienta debe estar en el cabezal. Tras la calibración, el desgaste se inicializa a cero.
Cuando se modifican los datos de la herramienta y tras la calibración, se actualizan los datosde la tabla de herramientas.
Calibración de la herramienta
La calibración consiste en aproximar la herramienta manualmente al palpador y acontinuación ordenar al CNC que realice el movimiento de palpación. El CNC desplazarála herramienta en el eje seleccionado hasta hacer contacto con el palpador. Tras hacercontacto con el palpador se da por finalizada la calibración en ese eje se actualizan losvalores.
Selección de una herramienta
Desde el propio modo de calibración se puede cambiar la herramienta y el corrector activo.Tras definir la nueva herramienta o corrector en los datos del ciclo, pulsar la tecla [START]y el CNC ejecutará el cambio de herramienta.
Téngase en cuenta que en este modo de calibración, la tecla [START] tiene dos funciones.Si se ha seleccionado una herramienta nueva, ejecuta el cambio de herramienta. Si laherramienta seleccionada es la activa, al pulsar [START] se inicia la calibración.
Calibración de herramientas
En las herramientas de fresadora se calibra la longitud o el radio de la herramienta. Tras lacalibración de una de las dos dimensiones, el valor de su desgaste se inicializa a cero.
En las herramientas de torno se calibran los offsets en cada uno de los ejes. Los desgastede los offsets se inicializan a cero.
Validar la calibración
Desde el menú horizontal de softkeys se selecciona el eje y el sentido de desplazamientopara realizar la calibración. Una vez seleccionado, y tras haber colocado la herramienta enel cabezal, pulsar [START] para iniciar la calibración. La herramienta se moverá en ladirección indicada hasta tocar el palpador, tras lo cual se dará por finalizada la calibraciónen ese eje y se actualizarán los datos de la herramienta con los valores medidos.
Una vez calibrada la herramienta, el CNC muestra un mensaje invitando a pulsar [START]para asumir los nuevos valores del corrector. Si se pulsa [START] con este mensaje visible,
B
A
C

·48·
Manual de operación
CNC8065 MC
2.
TR
AB
AJO
EN
MO
DO
MA
NU
AL
(REF: 1209)
Cal
ibra
ción
de
herr
amie
ntas
el CNC asume los nuevos valores del corrector; si el mensaje no está visible, al pulsar[START] se vuelve a ejecutar el movimiento de palpación.
A modo de ayuda, una vez seleccionado un desplazamiento, en la ventana se mostrara undibujo informativo indicando el tipo de calibración a realizar.
Definición de los datos
Para definir los datos, situar el foco sobre el dato correspondiente, teclear el valor deseadoy pulsar la tecla [ENTER].
Pasos a seguir para calibrar la herramienta
Para calibrar la herramienta, seguir los siguientes pasos:
1 Definir la distancia y el avance de palpación. Si no se define el avance, la palpación serealiza al avance definido por el fabricante de la máquina.
2 Seleccionar la herramienta y el corrector a calibrar. Tras la selección, el CNC muestralas dimensiones definidas en la tabla de herramientas para ese corrector.
Para calibrar una herramienta, ésta debe ser la herramienta activa. Si se selecciona unaherramienta y se pulsa [ENTER], el CNC sólo muestra los datos de esa herramienta.Para que el CNC realice el cambio de herramienta y éste pase a ser la herramienta activa,se debe pulsar [START]. Ver "Calibración de la herramienta" en la página 47.
3 Aproximar manualmente la herramienta al palpador hasta situarla en trayectoria queserá usada para la palpación. Para calibrar el radio con palpador cilíndrico la trayectoriatiene que coincidir con el punto central del palpador, si no es así el cálculo del radio seráerróneo.
4 Calibrar la herramienta. Seleccionar en el menú de softkeys el eje y el sentido depalpación y pulsar [START].
El palpador se desplaza paralelo al eje y en el sentido seleccionado hasta tocar elpalpador. Se actualiza el valor medido y se inicializa el valor del desgaste a cero. Losdatos se almacenan en la tabla de herramientas.
5 Si se desea que el CNC asuma los nuevos valores del corrector, volver a pulsar [START].Para asumir los nuevos valores, se debe pulsar [START] mientras el mensaje de la parteinferior está visible; en caso contrario, se vuelve a ejecutar el movimiento de palpación.
Consideraciones a los offsets y sus desgastes.
Hay que indicar que el offset de una herramienta en un eje es la distancia entre la base dela herramienta y el extremo de la misma. Esto implica que si estamos calculando el offsetde una herramienta de fresa en un eje que incluye la dimensión del radio, ese radio quedaincluido en el offset. Lo mismo sucede para la longitud.
Cuando se calibran los offsets de una herramienta de fresadora, en la tabla de herramientasse borra el valor de la longitud pero no se borra el valor del radio.
Datos Significado
PRBMOVE Máxima distancia de palpado. Si una vez recorrida dicha distancia el CNC no recibela señal del palpador, se detiene el movimiento de los ejes.
F Avance de palpación.
T Herramienta a calibrar.
D Corrector a calibrar.
L Longitud de la herramienta.
Lw Desgaste de la longitud.
R Radio de la herramienta.
Rw Desgaste del radio.
Off XOff Z
Offsets de la herramienta en cada uno de los ejes.

Manual de operación
CNC8065 MC
TR
AB
AJO
EN
MO
DO
MA
NU
AL
2.
(REF: 1209)
·49·
Cal
ibra
ción
de
herr
amie
ntas
Criterio de signos de los offsets y sus desgastes.
El criterio de signos relativo a los offsets y sus desgastes viene definido por el parámetromáquina TOOLOFSG.
Introducción incremental o absoluta de los desgastes.
En la tabla de herramientas se puede definir si el desgaste se introduce con valor incrementalo absoluto.
Con desgaste incremental, el valor que el usuario introduce se sumará (o restará en casode ser negativo) al valor absoluto que tenía del desgaste. Tras pulsar [ENTER] para aceptarel nuevo valor, el campo del desgaste mostrará el valor absoluto resultante.
TOOLOFSG Significado.
Negativo. La calibración de herramienta devuelve un offset negativo. El desgaste del offsetse debe introducir con valor positivo.
Positivo. La calibración de herramienta devuelve un offset positivo. El desgaste del offsetse debe introducir con valor negativo.
Desgaste inicial Desgaste incremental Desgaste total
1 0.2 1.2
1 -0.2 0.8
-1 0.2 -0.8
-1 -0.2 -1.2

·50·
Manual de operación
CNC8065 MC
2.
TR
AB
AJO
EN
MO
DO
MA
NU
AL
(REF: 1209)
Cal
ibra
ción
de
herr
amie
ntas
2.7.3 Calibración automática con palpador y ciclo fijo
Esta opción sólo está disponible si se dispone de un palpador de sobremesa instalado enla máquina. Este modo permite calibrar tanto herramientas de fresadora como de torno. ElCNC mostrará los datos necesarios y actualizará el gráfico de ayuda en función de laherramienta seleccionada.
A Datos de la máquina. Posición de los ejes, herramienta y corrector activo, velocidad realdel cabezal y avance real de los ejes.
B Herramienta a calibrar.
C Datos para la calibración y posición del palpador.
D Datos para la medición del desgaste.
Calibración de la herramienta
La calibración se realiza mediante un ciclo fijo de palpador. El CNC desplaza la herramientahasta hacer contacto con el palpador y valida la calibración en cada uno de los ejes. Laherramienta se podrá calibrar en los dos ejes del plano o en los tres del triedro.
La calibración comienza al pulsar la tecla [START]. Cuando el CNC termina la calibraciónen los ejes seleccionados, actualiza la tabla de herramientas con los valores medidas.Además, al CNC asume los nuevos valores.
Selección de una herramienta
En este modo de calibración es el propio ciclo el que ejecuta el cambio de herramienta ycorrector. No hace falta colocar la herramienta previamente en el cabezal.
Téngase en cuenta que al pulsar la tecla [START], se inicia el ciclo de calibración.
Seleccionar una posición alternativa para el palpador.
Calibración de herramientas
En las herramientas de fresadora ofrecen dos opciones, seleccionables mediante lossiguientes iconos.
En las herramientas de torno se calibran los offsets en cada uno de los ejes. Los desgastede los offsets se inicializan a cero.
Para la calibración se utiliza la posición del palpador definida en los parámetrosmáquina. Opcionalmente se podrá definir una posición alternativa para elpalpador, que solo será válida para la calibración definida. La nueva posición noafecta a los valores definidos en los parámetros máquina.
• Calibrar los offsets e inicializar los desgastes a cero.
• Calibrar la longitud y el radio y medir los desgastes.
A
B
C
D

Manual de operación
CNC8065 MC
TR
AB
AJO
EN
MO
DO
MA
NU
AL
2.
(REF: 1209)
·51·
Cal
ibra
ción
de
herr
amie
ntas
Definición de los datos
Para definir los datos, situar el foco sobre el dato correspondiente, teclear el valor deseadoy pulsar la tecla [ENTER]. Para cambiar los iconos, situar el foco sobre él y pulsar la tecla[SPACE].
Para calibrar la longitud, radio y desgastes de una herramienta de fresadora.
Los datos que se muestran dependen de la opción de calibrado seleccionada en el menúhorizontal de softkeys. Desde este menú se podrá seleccionar si se desea calibrar la longitudy/o el radio y si se desea o no calcular sus desgastes. Si no se calculan los desgastes, seinicializan a cero tras el calibrado.
Para calibrar los offsets en una herramienta de torno o fresadora.
Datos Significado
T Herramienta a calibrar.
D Corrector a calibrar.
Ds Distancia de seguridad.
F Avance para el movimiento de palpación.Si no se define, los movimientos se realizan al avance por defecto, definido por elfabricante de la máquina.
N Número de cuchillas de la herramienta.Si se define con valor ·0·, el CNC conoce la localización de una cuchilla y sólorealizará el movimiento una vez. La velocidad de giro del cabezal debe ser ·0·.Si se define con valor distinto de ·0· se calibran todas las cuchillas. El CNC realizaun primer movimiento para localizar una cuchilla, luego parará el cabezal y realizarála medición precisa de cada cuchilla. Hay que definir la velocidad del cabezal y ladistancia Dm.
Dm Distancia que se aleja el borde de la herramienta del centro del palpador paraposicionar la siguiente cuchilla.
S Velocidad del cabezal.
Cara del palpador a tocar.
Comportamiento si se supera el desgaste máximo permitido; rechazar laherramienta o cambiarla por otra de la misma familia.
Lw Desgaste máximo permitido en longitud.
Rw Desgaste máximo permitido en radio.
PRB1MAX···PRB2MIN
Posición del palpador.Los valores aquí definidos sólo se tiene en cuenta durante el ciclo de calibrado; nomodifican los valores de los parámetros máquina.
Datos Significado
T Herramienta a calibrar.
D Corrector a calibrar.
Ds Distancia de seguridad.
F Avance para el movimiento de palpación.Si no se define, los movimientos se realizan al avance por defecto, definido por elfabricante de la máquina.
PRB1MAX···PRB2MIN
Posición del palpador.Los valores aquí definidos sólo se tiene en cuenta durante el ciclo de calibrado; nomodifican los valores de los parámetros máquina.
Este icono establece el número de ejes sobre los que se quiere realizar la palpación.

·52·
Manual de operación
CNC8065 MC
2.
TR
AB
AJO
EN
MO
DO
MA
NU
AL
(REF: 1209)
Cal
ibra
ción
de
herr
amie
ntas
Pasos a seguir para calibrar la herramienta
Para calibrar la longitud, seguir los siguientes pasos.
1 Seleccionar la herramienta y el corrector a calibrar. No es necesario colocar laherramienta en el cabezal; el CNC se encarga de hacer esta operación si es necesario.
2 Definir los datos que definen la calibración. Si se va a calibrar una herramienta defresadora, seleccionar en el menú horizontal de softkeys la operación a realizar.
3 Pulsar la tecla [START] para comenzar la calibración. El CNC calibra la herramientarealizando todos los movimientos necesarios; no es necesario aproximar la herramientamanualmente. Si es necesario, el CNC realiza el cambio de herramienta.
4 Tras la calibración, se actualizan los datos de la tabla de herramientas.

CNC8065 MC
(REF: 1209)
3
·53·
TRABAJO CON OPERACIONES O CICLOS
3.1 Conceptos generales.
Seleccionar los ciclos de mecanizado.
Los ciclos de mecanizado del editor se agrupan del siguiente modo. Al pulsar una de estassoftkeys, el editor muestra el último ciclo utilizado en ese grupo. Al pulsar la misma softkeypor segunda vez, el menú muestra todos los ciclos del grupo.
Activar el modo teach-in.
Configurar el editor de ciclos.
Acceder a los ciclos de palpador.
Mecanizados en Z.
Punteado, taladrado, taladrado profundo, fresado de taladro, roscado conmacho, fresado de rosca, escariado, mandrinado y mandrinado conorientación de cabezal.
Cajeras / Moyús.
Cajera rectangular simple, cajera rectangular con redondeos, cajeracircular, cajera circular prevaciada, moyú rectangular y moyú circular.
Cajeras perfil 2D/3D.
Cajera perfil 2D y cajera perfil con islas 3D.
Desbastes.
Fresado de perfil de puntos, fresado de perfil libre, planeado y ranurado.
Mecanizados múltiples.
Puntos en línea, puntos en arco, puntos en rectángulo, puntos en malla,puntos en random (varios puntos definidos por el usuario). Losmecanizados múltiples se pueden asociar a los ciclos fijos, de forma queel mecanizado se repita en varios puntos.
La softkey "+" muestra a su vez la softkey para activar el modo teach-in,el cual permite desplazar manualmente los ejes de la máquina e introduciren los datos del ciclo la posición real de los ejes. Ver "3.1.3 Modoteach-in." en la página 56.
La softkey "+" muestra a su vez la softkey para configurar algunasopciones de los ciclos del editor.
La softkey "+" muestra a su vez la softkey para acceder a los ciclos depalpador o del modelo torno (si están disponibles).

·54·
Manual de operación
CNC8065 MC
3.
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
(REF: 1209)
Con
cept
os g
ener
ales
.
3.1.1 Funciones G asociadas a la ejecución de los ciclos.
Durante la ejecución de estos ciclos fijos, el CNC muestra las siguientes funciones "G" enla ventana de funciones activas.
Función. Ciclo fijo.
G281 Punteado.
G282 Taladrado.
G283 Taladrado profundo.
G284 Roscado con macho.
G285 Escariado.
G286 Mandrinado.
G287 Cajera rectangular con redondeos.
G288 Cajera circular.
G289 Cajera rectangular simple.
G290 Planeado.
G291 Moyú rectangular.
G292 Moyú circular.
G293 Fresado de perfil de puntos.
G294 Fresado de perfil libre.
G295 Ranurado.
G296 Cajera circular prevaciada.
G297 Mandrinado con orientación de cabezal.
G298 Fresado de taladro.
G299 Fresado de rosca.

Manual de operación
CNC8065 MC
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
3.
(REF: 1209)
·55·
Con
cept
os g
ener
ales
.
3.1.2 Configurar el editor de ciclos.
Programación de las funciones M en cada operación.
Habilitar la programación de funciones M en los ciclos fijos, para su ejecución antes de cadaoperación de mecanizado. Esto permite, por ejemplo, ejecutar subrutinas asociadas afunciones M antes de las distintas operaciones.
Con esta opción activa, el editor ofrecerá en cada operación del ciclo la opción de editarhasta 4 funciones M. Para ejecutar sólo alguna de ellas, definirlas en primer lugar y dejarel resto de datos sin programar.
Programación de la herramienta siguiente.
Habilitar la capacidad de programar en los ciclos la herramienta siguiente, aquella que seva a ejecutar después del ciclo. Cuando el almacén es rándom, éste preparará laherramienta durante la ejecución del ciclo, lo que permite disminuir el tiempo de mecanizado.
Programación de la distancia de aproximación a la superficiede la pieza.
Habilitar la programación de la distancia de aproximación a la superficie de la pieza. Estaopción está disponible para los ciclos de punteado, taladrado, roscado, escariado ymandrinado.
Seleccionar la configuración de ejes.
La softkey "+" muestra a su vez la softkey para configurar algunasopciones de los ciclos del editor.
En las pantallas de los ciclos, para ver y definir los datos de las funciones M hayque activar su visualización; en caso contrario los datos no estarán visibles.
En las pantallas de los ciclos, para ver y definir la herramienta siguiente hay queactivar su visualización; en caso contrario los datos no estarán visibles.
La opción está habilitada. Los ciclos muestran el parámetro ·Dp· paraprogramar la distancia de aproximación a la superficie de la pieza.
La opción está deshabilitada. Los ciclos asumen una distancia deaproximación de 1 mm.
Establecer un configuración de ejes para el editor de ciclos. Laconfiguración de ejes definida sólo es válida para faclitar la edición delciclo, ya que muestra los datos asociados a cotas y planos según laconfiguración de ejes escogida.
Los ciclos fijos no tiene asociado ningún plano de trabajo, se ejecutanen el plano de trabajo activo en dicho momento.

·56·
Manual de operación
CNC8065 MC
3.
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
(REF: 1209)
Con
cept
os g
ener
ales
.
3.1.3 Modo teach-in.
Con este modo activo, el editor de ciclos muestra en la parte inferior una ventana con laposición real de los ejes, así como las condiciones de mecanizado activas. La informaciónde la ventana no es configurable, no esta condicionada por la configuración realizada enel modo EDISIMU para el modo teach-in.
Con el modo teach-in activo, los datos de los ejes se podrán editar directamente desde elteclado o se les podrá asignar la posición real de los ejes. Ambas formas de edición puedenser utilizadas indistintamente, incluso durante la definición de un mismo ciclo. Para asignara un dato la posición de su eje, seguir los siguientes pasos.
1 Seleccionar uno de los datos mediante el cursor.
2 Desplazar los ejes a la posición deseada mediante el teclado de jog, volantes o el modoMDI/MDA.
3 Pulsar la tecla [RECALL]. El editor introduce en el dato seleccionado mediante el cursor,la posición real del eje correspondiente.
La softkey "+" muestra a su vez la softkey para activar el modo teach-in,el cual permite desplazar manualmente los ejes de la máquina e introduciren los datos del ciclo la posición real de los ejes. El resto de los datos delciclo se deben editar manualmente.
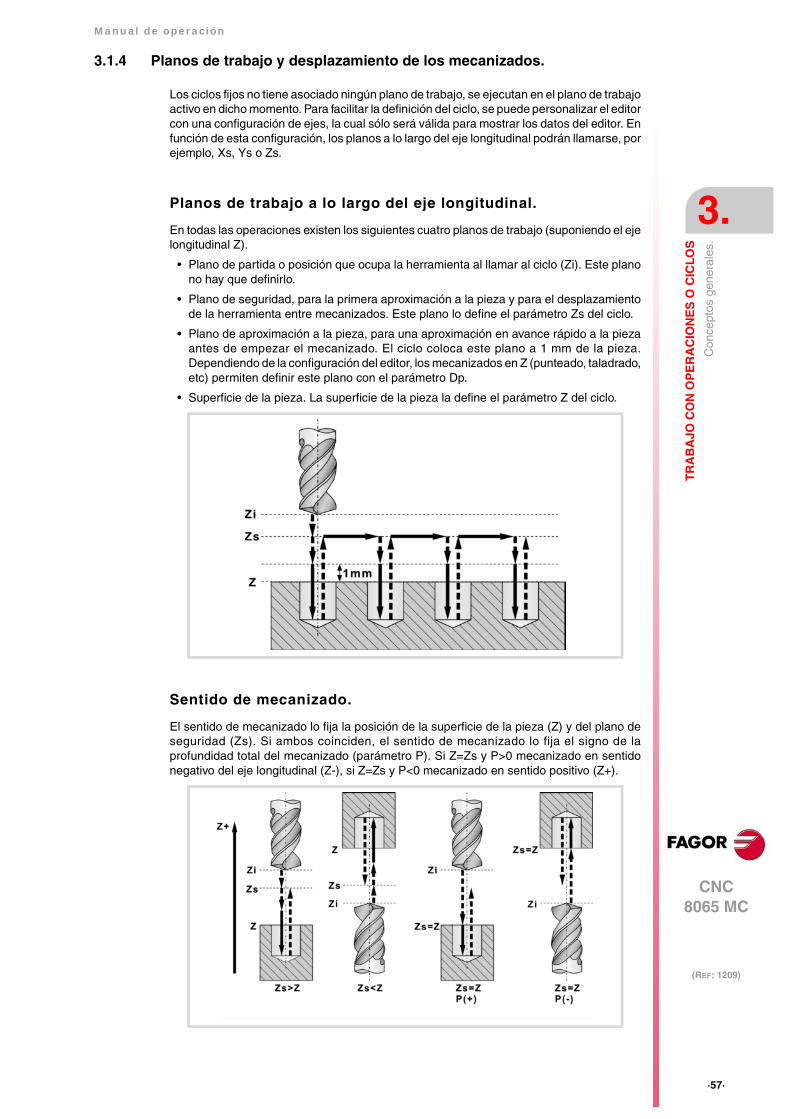
Manual de operación
CNC8065 MC
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
3.
(REF: 1209)
·57·
Con
cept
os g
ener
ales
.
3.1.4 Planos de trabajo y desplazamiento de los mecanizados.
Los ciclos fijos no tiene asociado ningún plano de trabajo, se ejecutan en el plano de trabajoactivo en dicho momento. Para facilitar la definición del ciclo, se puede personalizar el editorcon una configuración de ejes, la cual sólo será válida para mostrar los datos del editor. Enfunción de esta configuración, los planos a lo largo del eje longitudinal podrán llamarse, porejemplo, Xs, Ys o Zs.
Planos de trabajo a lo largo del eje longitudinal.
En todas las operaciones existen los siguientes cuatro planos de trabajo (suponiendo el ejelongitudinal Z).
• Plano de partida o posición que ocupa la herramienta al llamar al ciclo (Zi). Este planono hay que definirlo.
• Plano de seguridad, para la primera aproximación a la pieza y para el desplazamientode la herramienta entre mecanizados. Este plano lo define el parámetro Zs del ciclo.
• Plano de aproximación a la pieza, para una aproximación en avance rápido a la piezaantes de empezar el mecanizado. El ciclo coloca este plano a 1 mm de la pieza.Dependiendo de la configuración del editor, los mecanizados en Z (punteado, taladrado,etc) permiten definir este plano con el parámetro Dp.
• Superficie de la pieza. La superficie de la pieza la define el parámetro Z del ciclo.
Sentido de mecanizado.
El sentido de mecanizado lo fija la posición de la superficie de la pieza (Z) y del plano deseguridad (Zs). Si ambos coinciden, el sentido de mecanizado lo fija el signo de laprofundidad total del mecanizado (parámetro P). Si Z=Zs y P>0 mecanizado en sentidonegativo del eje longitudinal (Z-), si Z=Zs y P<0 mecanizado en sentido positivo (Z+).

·58·
Manual de operación
CNC8065 MC
3.
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
(REF: 1209)
Con
cept
os g
ener
ales
.
Movimientos en los planos de trabajo.
Al iniciar la ejecución del ciclo, la herramienta se desplaza en avance rápido (G0) desde elplano de partida (Zi) al plano de seguridad (Zs).
• Si el plano de partida se encuentra por encima del plano de seguridad (imagen de laizquierda), primero hay un movimiento sobre el plano y luego del eje longitudinal Z.
• Si el plano de partida se encuentra por debajo del plano de seguridad (imagen de laderecha), primero hay un movimiento del eje longitudinal y luego sobre el plano.
A continuación, la herramienta se desplaza en avance rápido (G0) al plano de aproximacióny por último en avance de trabajo para efectuar el mecanizado. Una vez efectuado elmecanizado la herramienta retrocede hasta el plano de seguridad (Zs). Si el ciclo tieneasociado un mecanizado múltiple, la herramienta se desplaza a lo largo del plano deseguridad (Zs), hasta el siguiente punto a mecanizar.
El plano de aproximación permite, como en el caso de la figura, una aproximación rápidaa la superficie de mecanizado cuando el plano de seguridad (Zs) se encuentra alejado dela superficie de la pieza.

Manual de operación
CNC8065 MC
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
3.
(REF: 1209)
·59·
Con
cept
os g
ener
ales
.
3.1.5 Selección de datos, perfiles e iconos
Selección de datos.
Para introducir o modificar un dato es necesario que esté seleccionado, que tenga el focode edición.
Los parámetros de los ciclos se podrán seleccionar con las teclas [] [] [] [] o mediantelas teclas de acceso directo. También se puede seleccionar el primer dato de cada grupopulsando las teclas de página arriba o página abajo.
Las teclas de acceso directo corresponden al nombre de los parámetros; [F] para losavances, [T] para las herramientas, etc. Cada vez que se pulse la misma tecla, se seleccionael siguiente dato del mismo tipo.
Introducción de datos.
Situarse en la ventana correspondiente, teclear el valor deseado y pulsar la tecla [ENTER].Si no se pulsa la tecla [ENTER] no se asume el nuevo valor.
Si esta seleccionado el modo Teach-in, se puede asignar la posición actual de la máquinaa una cota. Posicionarse en la ventana correspondiente y pulsar la tecla [RECALL].
En los parámetros del eje X se tomará la cota del primer eje del canal en el que se encuentreactivo el modo edición-simulación. En los parámetros del eje Y la cota del segundo eje yen los parámetros del eje Z la cota del tercero.
Cambiar el estado de un icono.
Situarse sobre el icono deseado y pulsar la barra espaciadora.
Acceder a la tabla de herrameintas.
Al pulsar [RECALL] sobre una herramienta, se accede a la tabla de herramientas y a losdatos de esa herramienta.
Seleccionar - definir un perfil.
Para seleccionar o modificar un perfil, es necesario que el dato correspondiente estéseleccionado, que tenga el foco de edición.
• Para seleccionar un perfil existente, pulsar la tecla [] para desplegar la lista de perfilesdefinidos y seleccionar uno, o bien escribir su nombre.
• Para definir un perfil nuevo, escribir el nombre deseado y pulsar la tecla [RECALL] paraacceder al editor de perfiles.
• Para modificar un perfil existente, seleccionarlo de la lista o escribir su nombre y pulsarla tecla [RECALL] para acceder al editor de perfiles.
• Para borrar un perfil, pulsar la tecla [] para desplegar la lista de perfiles y seleccionaruno. Pulsar la tecla [DEL] para borrarlo.

·60·
Manual de operación
CNC8065 MC
3.
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
(REF: 1209)
Con
cept
os g
ener
ales
.
3.1.6 Valor que se aplica cuando un parámetro vale 0
Paso de profundización I=0:
Si se programa I=0 coge como paso la longitud de corte asignada a la herramienta en latabla.
Si el valor de la tabla también es 0 se da error.
Avance de profundización Fz=0:
Si se programa Fz=0 la profundización de desbaste y acabado se efectúa a la mitad delavance de fresado "F" seleccionado para cada una de las operaciones.
Ángulos de profundización β=0 y θ=0:
En ambos casos, si se programa 0 se coge el valor asignado a la herramienta en la tabla.
Si el valor de la tabla también es 0 se efectúa una profundización vertical, sin inclinación,ángulo 90°.
Pasadas de acabado o número de profundizaciones N=0:
Si se programa N=0 se efectúa el menor número de pasadas posibles, teniendo en cuentala longitud de corte asignada a la herramienta en la tabla.
En las cajeras y moyús (excepto en las cajeras 2D y 3D), si el valor de la tabla también es0 se analizan las herramientas de desbaste y acabado. Si es la misma, el acabado de lasparedes se efectúa en cada profundización, tras el desbaste, con entrada y salidatangencial.
Si son distintas se da error.

Manual de operación
CNC8065 MC
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
3.
(REF: 1209)
·61·
Con
cept
os g
ener
ales
.
3.1.7 Asociar un mecanizado múltiple a un ciclo fijo
El editor de ciclos permite asociar un mecanizado múltiple a los siguientes ciclos:
• Punteado, taladrado, taladrado profundo, fresado de taladro, roscado con macho,fresado de rosca, escariado, mandrinado y mandrinado con orientación de cabezal.
• Cajera rectangular simple, cajera rectangular con redondeos, cajera circular, cajeracircular prevaciada.
• Moyú rectangular y moyú circular.
Cómo seleccionar un mecanizado múltiple.
Cuando el ciclo fijo ocupa toda la pantalla, el mecanizado múltiple se superpone a la misma,como indica la siguiente figura. En estos casos, durante la edición de los datoscorrespondientes al ciclo, la ventana superior se desplaza automáticamente para mostrarlos datos.
Para asociar un mecanizado múltiple a un ciclo, primero se debeseleccionar y definir un ciclo de mecanizado de entre los permitidos. Acontinuación, sin abandonar la edición de ciclo, pulsar la softkey asociadaa los mecanizados múltiples y seleccionar uno de ellos.
La siguiente figura muestra el ciclo de taladrado (parte superior) con un mecanizado múltipleen línea asociado (parte inferior). Para editar los datos del ciclo fijo o del mecanizado múltipleseleccionar la ventana correspondiente con la tecla [FOCUS].
FOCUS

·62·
Manual de operación
CNC8065 MC
3.
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
(REF: 1209)
Pun
tead
o.
3.2 Punteado.
Parámetros geométricos:
Tipo de programación de la profundidad (icono).
Parámetros de mecanizado:
Sentido de giro del cabezal (icono).
Programación de funciones M.
X, Y Punto de mecanizado.
Z Cota de la superficie de la pieza.
Zs Cota del plano de seguridad.
Dp Distancia de aproximación a la superficie de la pieza.El editor sólo mostrará este dato si el usuario ha configurado el editor para permitirlo. Si noestá habilitada está opción, el ciclo asume como distancia de aproximación 1 mm.
Programación de la profundidad total.
Programación del ángulo y el diámetro.
P Profundidad total.
α Ángulo de punteado.
φ Diámetro del punteado.
Con Z=Zs el sentido de mecanizado es siempre hacia Z(-).
F Avance.
S Velocidad de giro del cabezal.
T Herramienta.
D Corrector.
t Temporización en el fondo, en segundos.
Sentido horario.
Sentido antihorario.
Activar o desactivar la ejecución de funciones M antes del mecanizado. El ciclo permiteeditar hasta 4 funciones M. Para ejecutar sólo alguna de ellas, definirlas en primer lugary dejar el resto de datos sin programar.El editor sólo mostrará esta opción si el usuario ha configurado el editor para permitirprogramar funciones M.

Manual de operación
CNC8065 MC
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
3.
(REF: 1209)
·63·
Pun
tead
o.
Herramienta siguiente.
Activar o desactivar la preparación de la herramienta siguiente. El editor sólo mostrará esta opción si el usuario ha configurado el editor para permitirprogramar la herramienta siguiente.

·64·
Manual de operación
CNC8065 MC
3.
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
(REF: 1209)
Pun
tead
o.
3.2.1 Funcionamiento básico.
1 Arranca el cabezal en el sentido solicitado.
2 Desplazamiento, en avance rápido (G0), hasta el punto XY y plano de seguridad (Zs).Dependiendo del plano de partida, se desplaza primero en XY y luego en Z, o viceversa.
3 Desplazamiento, en avance rápido (G0), hasta el plano de aproximación.
4 Profundización, al avance "F".
5 Tiempo de espera "t".
6 Retroceso, en avance rápido (G0), hasta el plano de seguridad (Zs).
Si tiene asociado un mecanizado múltiple efectúa los siguientes pasos las veces necesarias:
7 Se desplaza, en avance rápido (G0), al punto siguiente.
8 Repite los pasos 3, 4, 5, 6.

Manual de operación
CNC8065 MC
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
3.
(REF: 1209)
·65·
Tal
adra
do.
3.3 Taladrado.
Parámetros geométricos:
Parámetros de mecanizado:
Sentido de giro del cabezal (icono).
Programación de funciones M.
Herramienta siguiente.
X, Y Punto de mecanizado.
Z Cota de la superficie de la pieza.
Zs Cota del plano de seguridad.
Dp Distancia de aproximación a la superficie de la pieza.El editor sólo mostrará este dato si el usuario ha configurado el editor para permitirlo. Si noestá habilitada está opción, el ciclo asume como distancia de aproximación 1 mm.
P Profundidad total.
I Paso de profundización. El taladrado se efectúa con el paso dado, excepto el último paso quese mecaniza el resto.
Zr Cota de desahogo a la que retrocede, en avance rápido (G0), tras cada paso de taladrado.
Si no se ha alcanzado la cota "Zr", retrocede hasta el plano de aproximación.
F Avance.
S Velocidad de giro del cabezal.
T Herramienta.
D Corrector.
t Temporización en el fondo, en segundos.
Sentido horario.
Sentido antihorario.
Activar o desactivar la ejecución de funciones M antes del mecanizado. El ciclo permiteeditar hasta 4 funciones M. Para ejecutar sólo alguna de ellas, definirlas en primer lugary dejar el resto de datos sin programar.El editor sólo mostrará esta opción si el usuario ha configurado el editor para permitirprogramar funciones M.
Activar o desactivar la preparación de la herramienta siguiente. El editor sólo mostrará esta opción si el usuario ha configurado el editor para permitirprogramar la herramienta siguiente.

·66·
Manual de operación
CNC8065 MC
3.
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
(REF: 1209)
Tal
adra
do.
3.3.1 Funcionamiento básico.
1 Arranca el cabezal en el sentido solicitado.
2 Desplazamiento, en avance rápido (G0), hasta el punto XY y plano de seguridad (Zs).Dependiendo del plano de partida, se desplaza primero en XY y luego en Z, o viceversa.
3 Desplazamiento, en avance rápido (G0), hasta el plano de aproximación.
4 Profundiza, al avance "F", la cantidad "I".
5 Bucle de taladrado hasta alcanzar la profundidad total "P".
En primer lugar, retroceso en avance rápido (G0) hasta la cota de desahogo Zr. Si todavíano se ha alcanzado la cota "Zr", la herrameinta retrocede hasta el plano de aproximación.A continuación, aproximación en avance rápido (G0) hasta 1 mm del paso de taladradoanterior. Para finalizar, profundización en avance "F", la cantidad "I".
6 Tiempo de espera "t".
7 Retroceso, en avance rápido (G0), hasta el plano de seguridad (Zs).
Si tiene asociado un mecanizado múltiple efectúa los siguientes pasos las veces necesarias:
8 Se desplaza, en avance rápido (G0), al punto siguiente.
9 Efectúa un nuevo taladrado, pasos 3, 4, 5, 6, 7.

Manual de operación
CNC8065 MC
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
3.
(REF: 1209)
·67·
Tal
adra
do p
rofu
ndo.
3.4 Taladrado profundo.
Parámetros geométricos:
Parámetros de mecanizado:
Sentido de giro del cabezal (icono).
Programación de funciones M.
Herramienta siguiente.
X, Y Punto de mecanizado.
Z Cota de la superficie de la pieza.
Zs Cota del plano de seguridad.
Dp Distancia de aproximación a la superficie de la pieza.El editor sólo mostrará este dato si el usuario ha configurado el editor para permitirlo. Si noestá habilitada está opción, el ciclo asume como distancia de aproximación 1 mm.
P Profundidad total.
I Paso de profundización. El taladrado se efectúa con el paso dado, excepto el último paso quese mecaniza el resto.
B Distancia de desahogo (cantidad que retrocede), en avance rápido (G0), tras cada paso detaladrado. Si se define con valor ·0· (cero), la herramienta retrocede hasta el plano deaproximación, situado a 1 mm de la superficie de la pieza.
F Avance.
S Velocidad de giro del cabezal.
T Herramienta.
D Corrector.
t Temporización en el fondo, en segundos.
Sentido horario.
Sentido antihorario.
Activar o desactivar la ejecución de funciones M antes del mecanizado. El ciclo permiteeditar hasta 4 funciones M. Para ejecutar sólo alguna de ellas, definirlas en primer lugary dejar el resto de datos sin programar.El editor sólo mostrará esta opción si el usuario ha configurado el editor para permitirprogramar funciones M.
Activar o desactivar la preparación de la herramienta siguiente. El editor sólo mostrará esta opción si el usuario ha configurado el editor para permitirprogramar la herramienta siguiente.

·68·
Manual de operación
CNC8065 MC
3.
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
(REF: 1209)
Tal
adra
do p
rofu
ndo.
3.4.1 Funcionamiento básico.
1 Arranca el cabezal en el sentido solicitado.
2 Desplazamiento, en avance rápido (G0), hasta el punto XY y plano de seguridad (Zs).Dependiendo del plano de partida, se desplaza primero en XY y luego en Z, o viceversa.
3 Desplazamiento, en avance rápido (G0), hasta el plano de aproximación.
4 Profundiza, al avance "F", la cantidad "I".
5 Bucle de taladrado hasta alcanzar la profundidad total "P".
En primer lugar, retroceso en avance rápido (G0) la distancia de desahogo "B". Si B=0,retroceso hasta el plano de aproximación, situado a 1 mm de la superficie de la pieza.A continuación, aproximación en avance rápido (G0) hasta 1 mm del paso de taladradoanterior. Si B=0, aproximación hasta el paso de mecanizado anterior. Para finalizar,profundización en avance "F", la cantidad "I".
6 Tiempo de espera "t".
7 Retroceso, en avance rápido (G0), hasta el plano de seguridad (Zs).
Si tiene asociado un mecanizado múltiple efectúa los siguientes pasos las veces necesarias:
8 Se desplaza, en avance rápido (G0), al punto siguiente.
9 Repite los pasos 3, 4, 5, 6, 7.

Manual de operación
CNC8065 MC
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
3.
(REF: 1209)
·69·
Fre
sado
de
tala
dro.
3.5 Fresado de taladro.
Este ciclo permite agrandar el diámetro de un agujero mediante un movimiento helicoidalde la herramienta. Además de esto, si la herramienta lo permite, también es posiblemecanizar un agujero sin tener un agujero previo.
Parámetros geométricos:
Sentido de mecanizado.
Repaso del fondo.
Parámetros de mecanizado:
Define el sentido de la trayectoria helicoidal del taladrado.
Define si se repasa el fondo del taladrado (taladrado ciego), o si no se repasa(taladrado pasante).
X, Y Punto de mecanizado.
Z Cota de la superficie de la pieza.
Zs Cota del plano de seguridad.
P Profundidad total.
Dp Distancia de aproximación a la superficie de la pieza.El editor sólo mostrará este dato si el usuario ha configurado el editor para permitirlo. Si noestá habilitada está opción, el ciclo asume como distancia de aproximación 1 mm.
φ Diámetro del taladrado.
φK Diámetro del pre-taladrado.
Si se parte de un agujero mecanizado previamente, este parámetro define el diámetro de dichoagujero. Si no se programa o se programa con valor 0, indica que no hay un agujero previo.La herramienta debe cumplir las siguientes condiciones:
• El radio de la herramienta debe ser menor que J/2.• El radio de la herramienta debe ser mayor o igual que (J-K)/4.
Si no se cumplen estas dos condiciones, el CNC visualizará el error correspondiente.
B Paso de profundización helicoidal.
F Avance.
S Velocidad de giro del cabezal.
T Herramienta.
D Corrector.

·70·
Manual de operación
CNC8065 MC
3.
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
(REF: 1209)
Fre
sado
de
tala
dro.
Sentido de giro del cabezal (icono).
Programación de funciones M.
Herramienta siguiente.
Sentido horario.
Sentido antihorario.
Activar o desactivar la ejecución de funciones M antes del mecanizado. El ciclo permiteeditar hasta 4 funciones M. Para ejecutar sólo alguna de ellas, definirlas en primer lugary dejar el resto de datos sin programar.El editor sólo mostrará esta opción si el usuario ha configurado el editor para permitirprogramar funciones M.
Activar o desactivar la preparación de la herramienta siguiente. El editor sólo mostrará esta opción si el usuario ha configurado el editor para permitirprogramar la herramienta siguiente.

Manual de operación
CNC8065 MC
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
3.
(REF: 1209)
·71·
Fre
sado
de
tala
dro.
3.5.1 Funcionamiento básico.
1 Desplazamiento, en rápido, hasta el centro del agujero (X, Y).
2 Desplazamiento, en rápido, hasta el plano de referencia (Z).
3 Desplazamiento, en rápido, hasta la cota de entrada tangencial en el eje longitudinal.
4 Entrada tangencial a la trayectoria helicoidal del taladrado.
5 Movimiento helicoidal, con el paso dado en el parámetro B y en el sentido dado medianteel icono, hasta el fondo del agujero.
6 Repaso del fondo del agujero (sólo se realiza este paso si el signo del parámetro B espositivo).
7 Movimiento de salida tangencial a la trayectoria helicoidal del taladrado hasta el centrodel agujero.
8 Desplazamiento, en rápido, hasta el plano de referencia (G99) o el plano de partida(G98).

·72·
Manual de operación
CNC8065 MC
3.
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
(REF: 1209)
Ros
cado
con
mac
ho.
3.6 Roscado con macho.
Parámetros geométricos:
Tipo de roscado (icono).
Parámetros de mecanizado:
Sentido de giro del cabezal (icono).
Tipo de avance (icono).
X, Y Punto de mecanizado.
Z Cota de la superficie de la pieza.
Zs Cota del plano de seguridad.
Dp Distancia de aproximación a la superficie de la pieza.El editor sólo mostrará este dato si el usuario ha configurado el editor para permitirlo. Si noestá habilitada está opción, el ciclo asume como distancia de aproximación 1 mm.
P Profundidad total.
Kf Factor de avance para la salida.Un roscado rígido permite efectuar una salida rápida de rosca manteniendo siempre elsincronismo entre el avance y la velocidad. El avance de retroceso se multiplica por este factor(Kf) y la velocidad se adapta al nuevo avance.
Roscado con compensador.
Roscado rígido.
F Avance.
S Velocidad de giro del cabezal.
T Herramienta.
D Corrector.
t Temporización en el fondo, en segundos.
Sentido horario.
Sentido antihorario.
En mm/min o (inch/min).
En mm/vuelta.

Manual de operación
CNC8065 MC
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
3.
(REF: 1209)
·73·
Ros
cado
con
mac
ho.
Programación de funciones M.
Herramienta siguiente.
Activar o desactivar la ejecución de funciones M antes del mecanizado. El ciclo permiteeditar hasta 4 funciones M. Para ejecutar sólo alguna de ellas, definirlas en primer lugary dejar el resto de datos sin programar.El editor sólo mostrará esta opción si el usuario ha configurado el editor para permitirprogramar funciones M.
Activar o desactivar la preparación de la herramienta siguiente. El editor sólo mostrará esta opción si el usuario ha configurado el editor para permitirprogramar la herramienta siguiente.

·74·
Manual de operación
CNC8065 MC
3.
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
(REF: 1209)
Ros
cado
con
mac
ho.
3.6.1 Funcionamiento básico.
1 Si roscado rígido orienta el cabezal (M19).
Si roscado con compensador arranca el cabezal en el sentido solicitado.
2 Desplazamiento, en avance rápido (G0), hasta el punto XY y plano de seguridad (Zs).Dependiendo del plano de partida, se desplaza primero en XY y luego en Z, o viceversa.
3 Desplazamiento, en avance rápido (G0), hasta el plano de aproximación.
4 Roscado. Se efectúa al 100% del avance "F" y de la velocidad "S" programadas. No sepuede detener el roscado con compensador. En el roscado rígido se puede cambiar elporcentaje del avance e incluso pararlo (override al 0%).
5 Si "t" distinto de 0, parada del cabezal (M05) y temporización.
6 Si roscado con compensador invierte el sentido de giro del cabezal.
7 Retroceso, salida de la rosca, hasta el plano de aproximación.
Al 100% del avance "F" y de la velocidad "S" programadas. No se puede detener la salidade rosca en el roscado con compensador. En el roscado rígido se puede cambiar elporcentaje del avance e incluso pararlo (override al 0%).
8 Si roscado con compensador invierte el sentido de giro del cabezal (recupera el inicial).
9 Retroceso, en avance rápido (G0), hasta el plano de seguridad Zs.
Si tiene asociado un mecanizado múltiple efectúa los siguientes pasos las veces necesarias:
10 Se desplaza, en avance rápido (G0), al punto siguiente.
11 Repite los pasos 3, 4, 5, 6, 7, 8, 9.

Manual de operación
CNC8065 MC
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
3.
(REF: 1209)
·75·
Fre
sado
de
rosc
a.
3.7 Fresado de rosca.
Parámetros geométricos:
Tipo de roscado.
Sentido de mecanizado.
Dirección de mecanizado de la rosca.
Tipo de roscado.
Fresado de rosca interior: Fresado de rosca exterior:
Define el tipo de roscado a realizar (interior o exterior).
Define el sentido de la trayectoria helicoidal del taladrado.
Define el sentido de mecanizado de la rosca (desde la superficie de la pieza hastael fondo, o desde el fondo hasta la superficie de la pieza).
Depende del tipo de herramienta utilizada.
X, Y Punto de mecanizado.
Z Cota de la superficie de la pieza.
Zs Cota del plano de seguridad.
P Profundidad total.
Dp Distancia de aproximación a la superficie de la pieza.El editor sólo mostrará este dato si el usuario ha configurado el editor para permitirlo. Si noestá habilitada está opción, el ciclo asume como distancia de aproximación 1 mm.
φ Diámetro de la rosca.
K Profundidad de la rosca.
B Paso de rosca.
Ds Distancia de aproximación.
α Ángulo de entrada a la rosca.
Ángulo (en grados) del segmento que forman el centro del agujero y el punto de entrada ala rosca respecto al eje de abscisas.
N Número de filos de la cuchilla
Define el número de filos de la cuchilla (sólo si el mecanizado se realiza con una cuchilla den filos).
φ
Zs
P
B
K
δ
Δ
φ
Zs
P
B
K
δ

·76·
Manual de operación
CNC8065 MC
3.
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
(REF: 1209)
Fre
sado
de
rosc
a.
Parámetros de mecanizado:
Sentido de giro del cabezal (icono).
Programación de funciones M.
Herramienta siguiente.
Δ Paso de profundización de la rosca.
δ Demasía de acabado.
F Avance.
S Velocidad de giro del cabezal.
T Herramienta.
D Corrector.
Sentido horario.
Sentido antihorario.
Activar o desactivar la ejecución de funciones M antes del mecanizado. El ciclo permiteeditar hasta 4 funciones M. Para ejecutar sólo alguna de ellas, definirlas en primer lugary dejar el resto de datos sin programar.El editor sólo mostrará esta opción si el usuario ha configurado el editor para permitirprogramar funciones M.
Activar o desactivar la preparación de la herramienta siguiente. El editor sólo mostrará esta opción si el usuario ha configurado el editor para permitirprogramar la herramienta siguiente.

Manual de operación
CNC8065 MC
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
3.
(REF: 1209)
·77·
Fre
sado
de
rosc
a.
3.7.1 Funcionamiento básico.
1 Desplazamiento, en rápido, hasta el centro del agujero (X, Y).
2 Desplazamiento, en rápido, hasta el plano de referencia (Z).
3 Desplazamiento, en rápido, de los ejes del plano hasta el punto de entrada a la rosca.
4 Desplazamiento, en rápido, hasta la cota del eje longitudinal de entrada a la rosca.
5 Entrada a la rosca en movimiento helicoidal tangente a la primera trayectoria helicoidalde roscado.
6 Realización del roscado en función del tipo de herramienta seleccionada:
7 Desplazamiento, en rápido, hasta el centro del agujero (X, Y).
8 Desplazamiento, en rápido, hasta la cota de entrada a la rosca en el eje longitudinal.
9 Repetición de los puntos 3 a 8 hasta alcanzar la profundidad de la demasía de acabado.
10 Repetición de los puntos 3 a 8 hasta alcanzar la profundidad de la rosca.
11 Desplazamiento, en rápido, hasta el plano de referencia (G99) o el plano de partida(G98).
(1) Movimiento helicoidal, en el sentido indicado, hasta el fondo de la rosca (el movimientoserá de una sola vuelta).
(2) Movimiento helicoidal de salida de la rosca, tangente a la trayectoria helicoidalanterior.Se debe tener en cuenta que en la salida tangente a la trayectoria helicoidal, el puntode salida superará la cota en el eje longitudinal del fondo del roscado.
(1) Movimiento helicoidal, con paso y sentido dados, hasta el fondo de la rosca.(2) Movimiento helicoidal de salida de la rosca, tangente a la trayectoria helicoidal
anterior.Se debe tener en cuenta que en la salida tangente a la trayectoria helicoidal, el puntode salida superará la cota en el eje longitudinal del fondo del roscado.
(1) Movimiento helicoidal con paso y sentido dados (el movimiento será de una solavuelta).
(2) Movimiento helicoidal de salida de la rosca, tangente a la trayectoria helicoidalanterior.
(3) Desplazamiento, en rápido, hasta el punto de entrada a la rosca, de la siguientetrayectoria de roscado.
(4) Desplazamiento en rápido hasta la cota Z de entrada a la rosca, de la siguientetrayectoria de roscado.
(5) Repetición de los 3 pasos anteriores hasta llegar al fondo del roscado. Se debe teneren cuenta que en la salida helicoidal final, el punto de salida superará la cota en eleje longitudinal del fondo del roscado.
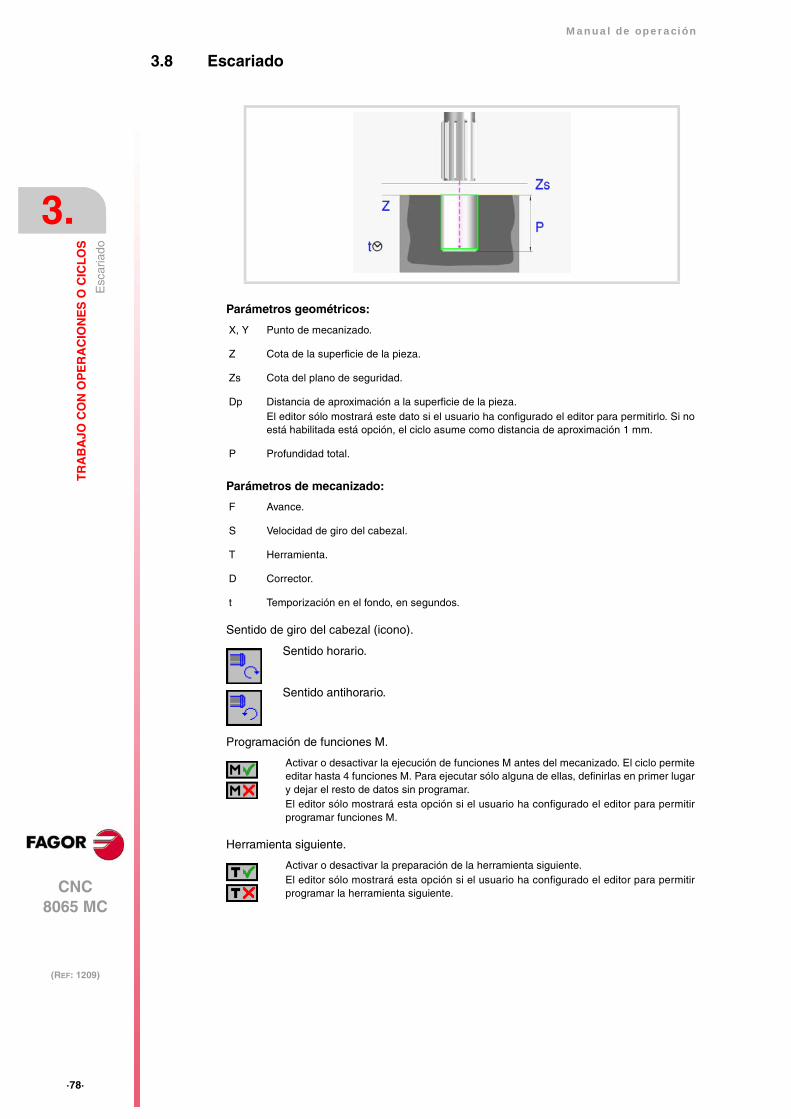
·78·
Manual de operación
CNC8065 MC
3.
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
(REF: 1209)
Esc
aria
do
3.8 Escariado
Parámetros geométricos:
Parámetros de mecanizado:
Sentido de giro del cabezal (icono).
Programación de funciones M.
Herramienta siguiente.
X, Y Punto de mecanizado.
Z Cota de la superficie de la pieza.
Zs Cota del plano de seguridad.
Dp Distancia de aproximación a la superficie de la pieza.El editor sólo mostrará este dato si el usuario ha configurado el editor para permitirlo. Si noestá habilitada está opción, el ciclo asume como distancia de aproximación 1 mm.
P Profundidad total.
F Avance.
S Velocidad de giro del cabezal.
T Herramienta.
D Corrector.
t Temporización en el fondo, en segundos.
Sentido horario.
Sentido antihorario.
Activar o desactivar la ejecución de funciones M antes del mecanizado. El ciclo permiteeditar hasta 4 funciones M. Para ejecutar sólo alguna de ellas, definirlas en primer lugary dejar el resto de datos sin programar.El editor sólo mostrará esta opción si el usuario ha configurado el editor para permitirprogramar funciones M.
Activar o desactivar la preparación de la herramienta siguiente. El editor sólo mostrará esta opción si el usuario ha configurado el editor para permitirprogramar la herramienta siguiente.

Manual de operación
CNC8065 MC
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
3.
(REF: 1209)
·79·
Esc
aria
do
3.8.1 Funcionamiento básico.
1 Arranca el cabezal en el sentido solicitado.
2 Desplazamiento, en avance rápido (G0), hasta el punto XY y plano de seguridad (Zs).Dependiendo del plano de partida, se desplaza primero en XY y luego en Z, o viceversa.
3 Desplazamiento, en avance rápido (G0), hasta el plano de aproximación.
4 Profundización, al avance "F".
5 Tiempo de espera "t".
6 Retroceso, al avance "F", hasta el plano de aproximación.
7 Desplazamiento, en avance rápido (G0), hasta el plano de seguridad (Zs).
Si tiene asociado un mecanizado múltiple efectúa los siguientes pasos las veces necesarias:
8 Se desplaza, en avance rápido (G0), al punto siguiente.
9 Repite los pasos 3, 4, 5, 6, 7.

·80·
Manual de operación
CNC8065 MC
3.
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
(REF: 1209)
Man
drin
ado.
3.9 Mandrinado.
Parámetros geométricos:
Parámetros de mecanizado:
Sentido de retroceso (icono).
Sentido de giro del cabezal (icono).
Programación de funciones M.
Herramienta siguiente.
X, Y Punto de mecanizado.
Z Cota de la superficie de la pieza.
Zs Cota del plano de seguridad.
Dp Distancia de aproximación a la superficie de la pieza.El editor sólo mostrará este dato si el usuario ha configurado el editor para permitirlo. Si noestá habilitada está opción, el ciclo asume como distancia de aproximación 1 mm.
P Profundidad total.
F Avance.
S Velocidad de giro del cabezal.
T Herramienta.
D Corrector.
t Temporización en el fondo, en segundos.
En avance "F" con el cabezal girando.
En avance rápido (G0) con el cabezal parado.
Sentido horario.
Sentido antihorario.
Activar o desactivar la ejecución de funciones M antes del mecanizado. El ciclo permiteeditar hasta 4 funciones M. Para ejecutar sólo alguna de ellas, definirlas en primer lugary dejar el resto de datos sin programar.El editor sólo mostrará esta opción si el usuario ha configurado el editor para permitirprogramar funciones M.
Activar o desactivar la preparación de la herramienta siguiente. El editor sólo mostrará esta opción si el usuario ha configurado el editor para permitirprogramar la herramienta siguiente.
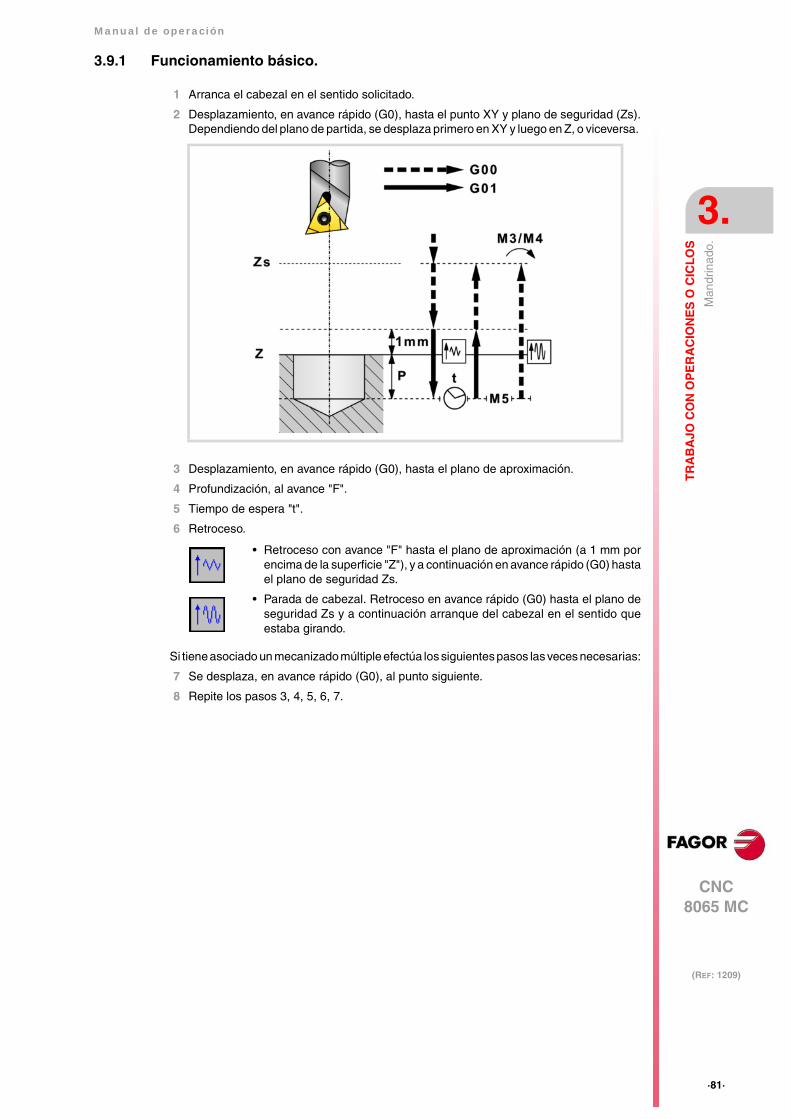
Manual de operación
CNC8065 MC
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
3.
(REF: 1209)
·81·
Man
drin
ado.
3.9.1 Funcionamiento básico.
1 Arranca el cabezal en el sentido solicitado.
2 Desplazamiento, en avance rápido (G0), hasta el punto XY y plano de seguridad (Zs).Dependiendo del plano de partida, se desplaza primero en XY y luego en Z, o viceversa.
3 Desplazamiento, en avance rápido (G0), hasta el plano de aproximación.
4 Profundización, al avance "F".
5 Tiempo de espera "t".
6 Retroceso.
Si tiene asociado un mecanizado múltiple efectúa los siguientes pasos las veces necesarias:
7 Se desplaza, en avance rápido (G0), al punto siguiente.
8 Repite los pasos 3, 4, 5, 6, 7.
• Retroceso con avance "F" hasta el plano de aproximación (a 1 mm porencima de la superficie "Z"), y a continuación en avance rápido (G0) hastael plano de seguridad Zs.
• Parada de cabezal. Retroceso en avance rápido (G0) hasta el plano deseguridad Zs y a continuación arranque del cabezal en el sentido queestaba girando.

·82·
Manual de operación
CNC8065 MC
3.
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
(REF: 1209)
Man
drin
ado
con
orie
ntac
ión
de c
abez
al.
3.10 Mandrinado con orientación de cabezal.
Parámetros geométricos:
Parámetros de mecanizado:
Sentido de giro del cabezal (icono).
X, Y Punto de mecanizado.
Z Cota de la superficie de la pieza.
Zs Cota del plano de seguridad.
Dp Distancia de aproximación a la superficie de la pieza.El editor sólo mostrará este dato si el usuario ha configurado el editor para permitirlo. Si noestá habilitada está opción, el ciclo asume como distancia de aproximación 1 mm.
P Profundidad total.
β Posición del cabezal, en grados, para el retroceso.
Δx, Δy Cantidad que se debe desplazar la herramienta, para retirar de la pared la cuchilla, antesdel retroceso.
F Avance.
S Velocidad de giro del cabezal.
T Herramienta.
D Corrector.
t Temporización en el fondo, en segundos.
Sentido horario.
Sentido antihorario.
El siguiente ejemplo muestra cómo utilizar los parámetros β, Δx y Δy. La posición de reposodel cabezal (posición Io) se encuentra a -30º respecto del eje X.

Manual de operación
CNC8065 MC
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
3.
(REF: 1209)
·83·
Man
drin
ado
con
orie
ntac
ión
de c
abez
al.
Programación de funciones M.
Herramienta siguiente.
Activar o desactivar la ejecución de funciones M antes del mecanizado. El ciclo permiteeditar hasta 4 funciones M. Para ejecutar sólo alguna de ellas, definirlas en primer lugary dejar el resto de datos sin programar.El editor sólo mostrará esta opción si el usuario ha configurado el editor para permitirprogramar funciones M.
Activar o desactivar la preparación de la herramienta siguiente. El editor sólo mostrará esta opción si el usuario ha configurado el editor para permitirprogramar la herramienta siguiente.

·84·
Manual de operación
CNC8065 MC
3.
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
(REF: 1209)
Man
drin
ado
con
orie
ntac
ión
de c
abez
al.
3.10.1 Funcionamiento básico.
1 Arranca el cabezal en el sentido solicitado.
2 Desplazamiento, en avance rápido (G0), hasta el punto XY y plano de seguridad (Zs).Dependiendo del plano de partida, se desplaza primero en XY y luego en Z, o viceversa.
3 Desplazamiento, en avance rápido (G0), hasta el plano de aproximación.
4 Profundización, al avance "F".
5 Tiempo de espera "t".
6 Se para el cabezal quedando la herramienta orientada en la posición "β" (M19).
7 Retira la cuchilla de la pared. Desplaza lo indicado en "Δx, Δy".
8 Retroceso en avance rápido (G0) hasta el plano de aproximación.
9 Vuelve la herramienta a su posición (XY) y arranca el cabezal en el sentido que estabagirando.
10 Desplazamiento, en avance rápido (G0), hasta el plano de seguridad (Zs).
Si tiene asociado un mecanizado múltiple efectúa los siguientes pasos las veces necesarias:
11 Se desplaza, en avance rápido (G0), al punto siguiente.
12 Repite los pasos 3, 4, 5, 6, 7, 8, 9, 10.

Manual de operación
CNC8065 MC
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
3.
(REF: 1209)
·85·
Caj
era
rect
angu
lar
sim
ple.
3.11 Cajera rectangular simple.
La forma de empalmar los bloques en el desbaste y acabado de este ciclo será la definidapreviamente por el usuario mediante las instrucciones #HSC, G5, G50 ó G7. Se recomiendausar #HSC ó G5 controlando la forma de las aristas con la sentencia #ROUNDPAR.
Parámetros geométricos:
Punto inicial de la cajera (icono).
Parámetros de mecanizado:
X, Y Coordenadas del punto inicial de la cajera.
Punto inicial en una esquina de la cajera.
Punto inicial en el centro de la cajera.
L, H Dimensiones de la cajera.
Cuando el punto inicial de la cajera está en una de sus esquinas, el signo indica orientaciónrespecto al punto XY.
Z Cota de la superficie de la pieza.
Zs Cota del plano de seguridad.
P Profundidad total.
Δ Paso o anchura de fresado máximo.
El ciclo recalcula el paso para que todas las pasadas sean iguales, con valor igual o inferioral programado. Si se programa con valor 0, se toma como valor 3/4 del diámetro de laherramienta seleccionada.
δ Demasía de acabado en las paredes laterales.

·86·
Manual de operación
CNC8065 MC
3.
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
(REF: 1209)
Caj
era
rect
angu
lar
sim
ple.
Sentido de giro del cabezal (icono).
Sentido de mecanizado (icono).
Programación de funciones M.
I Paso de profundización.
• Si se programa con signo positivo (I+), el ciclo recalcula el paso para que todas lasprofundizaciones sean iguales, con valor igual o inferior al programado.
• Si se programa con signo negativo (I-), la cajera se mecaniza con el paso dado, exceptoel último paso que se mecaniza el resto.
En ambos casos el ciclo limita el paso a la longitud de corte asignada a la herramienta en latabla.
Fz Avance de profundización.
F Avance de fresado superficial.
S Velocidad de giro del cabezal.
T Herramienta.
D Corrector.
Sentido horario.
Sentido antihorario.
Sentido horario.
Sentido antihorario.
Activar o desactivar la ejecución de funciones M antes del mecanizado. El ciclo permiteeditar hasta 4 funciones M. Para ejecutar sólo alguna de ellas, definirlas en primer lugary dejar el resto de datos sin programar.El editor sólo mostrará esta opción si el usuario ha configurado el editor para permitirprogramar funciones M.

Manual de operación
CNC8065 MC
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
3.
(REF: 1209)
·87·
Caj
era
rect
angu
lar
sim
ple.
Herramienta siguiente.
Activar o desactivar la preparación de la herramienta siguiente. El editor sólo mostrará esta opción si el usuario ha configurado el editor para permitirprogramar la herramienta siguiente.

·88·
Manual de operación
CNC8065 MC
3.
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
(REF: 1209)
Caj
era
rect
angu
lar
sim
ple.
3.11.1 Funcionamiento básico.
1 Arranca el cabezal en el sentido solicitado.
2 Desplazamiento, en avance rápido (G0), hasta el centro de la cajera y el plano deseguridad (Zs). Dependiendo del plano de partida se desplaza primero en XY y luegoen Z, o viceversa.
3 Desplazamiento, en avance rápido (G0), hasta el plano de aproximación.
4 Primera profundización, al avance "Fz", la cantidad "I".
5 Fresado de la superficie de la cajera.
El desbaste se realiza al avance "F", con pasos definidos en "Δ" y hasta una distancia"δ" de la pared de la cajera. La pasada de acabado "δ" se realiza con entrada y salidatangencial y al avance "F".
6 Retroceso, en avance rápido (G0), hasta el centro de la cajera en el plano deaproximación.
7 Nuevas superficies de fresado hasta alcanzar la profundidad total de la cajera.
Profundización, al avance indicado en "Fz" hasta una distancia "I" de la superficieanterior. Fresado de la nueva superficie siguiendo los pasos indicados en los puntos 5y 6.
8 Retroceso, en avance rápido (G0), hasta el plano de seguridad Zs.
Si tiene asociado un mecanizado múltiple efectúa los siguientes pasos las veces necesarias:
9 Se desplaza, en avance rápido (G0), al punto siguiente.
10 Repite los pasos 3, 4, 5, 6, 7, 8.

Manual de operación
CNC8065 MC
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
3.
(REF: 1209)
·89·
Caj
era
rect
angu
lar
con
redo
ndeo
s.
3.12 Cajera rectangular con redondeos.
La forma de empalmar los bloques en el desbaste y acabado de este ciclo será la definidapreviamente por el usuario mediante las instrucciones #HSC, G5, G50 ó G7. Se recomiendausar #HSC ó G5 controlando la forma de las aristas con la sentencia #ROUNDPAR.
Parámetros geométricos:
Punto inicial de la cajera (icono).
X, Y Coordenadas del punto inicial de la cajera.
Punto inicial en una esquina de la cajera.
Punto inicial en el centro de la cajera.
L, H Dimensiones de la cajera.
Cuando el punto inicial de la cajera está en una de sus esquinas, el signo indica orientaciónrespecto al punto XY.
Z Cota de la superficie de la pieza.
Zs Cota del plano de seguridad.
P Profundidad total.
α Ángulo en grados que forma la cajera con el eje de abscisas. El giro se realiza sobre la esquinadefinida, punto X,Y.
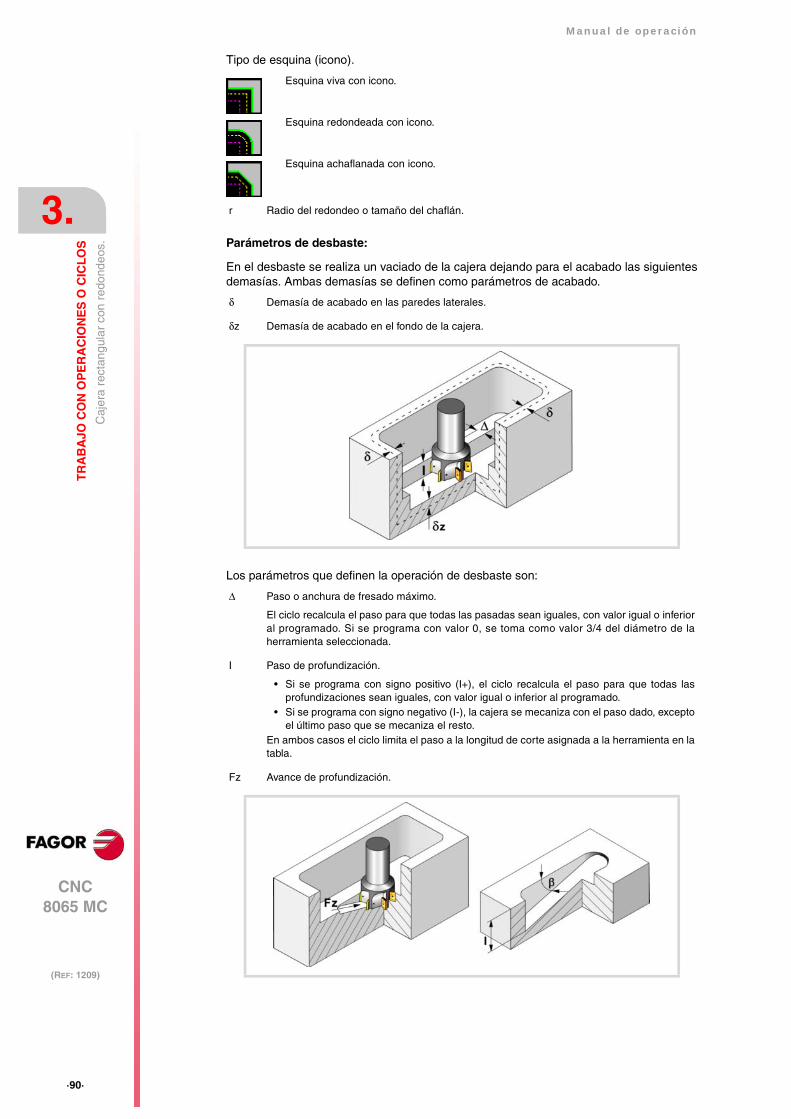
·90·
Manual de operación
CNC8065 MC
3.
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
(REF: 1209)
Caj
era
rect
angu
lar
con
redo
ndeo
s.
Tipo de esquina (icono).
Parámetros de desbaste:
En el desbaste se realiza un vaciado de la cajera dejando para el acabado las siguientesdemasías. Ambas demasías se definen como parámetros de acabado.
Los parámetros que definen la operación de desbaste son:
Esquina viva con icono.
Esquina redondeada con icono.
Esquina achaflanada con icono.
r Radio del redondeo o tamaño del chaflán.
δ Demasía de acabado en las paredes laterales.
δz Demasía de acabado en el fondo de la cajera.
Δ Paso o anchura de fresado máximo.
El ciclo recalcula el paso para que todas las pasadas sean iguales, con valor igual o inferioral programado. Si se programa con valor 0, se toma como valor 3/4 del diámetro de laherramienta seleccionada.
I Paso de profundización.
• Si se programa con signo positivo (I+), el ciclo recalcula el paso para que todas lasprofundizaciones sean iguales, con valor igual o inferior al programado.
• Si se programa con signo negativo (I-), la cajera se mecaniza con el paso dado, exceptoel último paso que se mecaniza el resto.
En ambos casos el ciclo limita el paso a la longitud de corte asignada a la herramienta en latabla.
Fz Avance de profundización.

Manual de operación
CNC8065 MC
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
3.
(REF: 1209)
·91·
Caj
era
rect
angu
lar
con
redo
ndeo
s.
Sentido de giro del cabezal (icono).
Sentido de mecanizado (icono).
Programación de funciones M.
Parámetros de acabado:
El acabado se realiza en 2 fases. Primero se mecaniza el fondo de la cajera y a continuaciónlas paredes laterales, con entrada y salida tangencial.
Los parámetros que definen la operación de acabado son:
β Ángulo de profundización.
La profundización se realiza en zigzag, partiendo y terminando en el centro de la cajera.Si se define con un valor superior al asignado a la herramienta en la tabla, se coge el valorde la tabla.
F Avance de fresado superficial.
S Velocidad de giro del cabezal.
T Herramienta de desbaste.
Si se programa T=0, no hay desbaste.
Sentido horario.
Sentido antihorario.
Sentido horario.
Sentido antihorario.
Activar o desactivar la ejecución de funciones M antes del mecanizado. El ciclo permiteeditar hasta 4 funciones M. Para ejecutar sólo alguna de ellas, definirlas en primer lugary dejar el resto de datos sin programar.El editor sólo mostrará esta opción si el usuario ha configurado el editor para permitirprogramar funciones M.
δ Demasía de acabado en las paredes laterales.
δz Demasía de acabado en el fondo de la cajera.
Δ Paso o anchura de fresado en el fondo de la cajera.
El ciclo recalcula el paso para que todas las pasadas sean iguales, con valor igual o inferioral programado. Si se programa con valor 0, se toma como valor 3/4 del diámetro de laherramienta seleccionada.

·92·
Manual de operación
CNC8065 MC
3.
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
(REF: 1209)
Caj
era
rect
angu
lar
con
redo
ndeo
s.
Sentido de giro del cabezal (icono).
Sentido de mecanizado (icono).
Programación de funciones M.
Herramienta siguiente.
N Número de pasadas de profundización para realizar el acabado lateral. Si el paso resultantees mayor que la longitud de corte asignada a la herramienta en la tabla, el paso se limita adicho valor.
θ Ángulo de profundización.
La profundización se realiza al avance fijado en el parámetro de desbaste "Fz", partiendo yterminando en el centro de la cajera. Si se define con un valor superior al asignado a laherramienta en la tabla, se coge el valor de la tabla.
F Avance de fresado superficial y lateral.
S Velocidad de giro del cabezal.
T Herramienta de acabado.
Si se programa T=0, no hay acabado.
D Corrector.
Sentido horario.
Sentido antihorario.
Sentido horario.
Sentido antihorario.
Activar o desactivar la ejecución de funciones M antes del mecanizado. El ciclo permiteeditar hasta 4 funciones M. Para ejecutar sólo alguna de ellas, definirlas en primer lugary dejar el resto de datos sin programar.El editor sólo mostrará esta opción si el usuario ha configurado el editor para permitirprogramar funciones M.
Activar o desactivar la preparación de la herramienta siguiente. El editor sólo mostrará esta opción si el usuario ha configurado el editor para permitirprogramar la herramienta siguiente.

Manual de operación
CNC8065 MC
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
3.
(REF: 1209)
·93·
Caj
era
rect
angu
lar
con
redo
ndeo
s.
3.12.1 Funcionamiento básico.
1 Selecciona la herramienta de desbaste y arranca el cabezal en el sentido solicitado.
2 Desplazamiento, en avance rápido (G0), hasta el plano de seguridad (Zs)posicionándose sobre el centro de la cajera. Dependiendo de la posición de laherramienta se desplaza primero en XY y luego en Z, o viceversa.
3 Desplazamiento, en avance rápido (G0), hasta el plano de aproximación.
4 Operación de desbaste. Se efectúa por capas, hasta alcanzar la profundidad total menosla demasía de acabado en el fondo "δz".
En primer lugar, profundización "I" al avance "Fz" y con el ángulo "β". A continuación,fresado de la superficie de la cajera hasta una distancia "δ" de la pared de la cajera. Seefectúa con avance "F" y si hace falta recalcula el paso (Δ) para que todos sean iguales.Para finalizar, retroceso en avance rápido (G0) al centro de la cajera, separándose en1 mm de la superficie mecanizada.
5 Retroceso, en avance rápido (G0), hasta el plano de seguridad Zs.
6 Selecciona la herramienta de acabado y se aproxima, en avance rápido (G0), hasta 1mm del fondo desbastado.
7 Acabado del fondo de la cajera.
Profundización al avance "Fz" y con el ángulo "θ". Fresado del fondo de la cajera hastauna distancia "δ" de la pared de la cajera. Se efectúa con avance "F" de acabado y sihace falta recalcula el paso de acabado (Δ) para que todos sean iguales.
8 Retroceso, en avance rápido (G0), hasta el centro de la cajera en el plano deaproximación (a 1 mm por encima de la superficie "Z").
9 Acabado de las paredes laterales. El acabado se realiza en "N" pasadas, con el avance"F" de acabado y con entrada y salida tangencial.
10 Retroceso, en avance rápido (G0), hasta el centro de la cajera en el plano de seguridadZs.
Si tiene asociado un mecanizado múltiple efectúa los siguientes pasos las veces necesarias:
11 Se desplaza, en avance rápido (G0), al punto siguiente.
12 Repite los pasos 3, 4, 5, 6, 7, 8, 9, 10.

·94·
Manual de operación
CNC8065 MC
3.
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
(REF: 1209)
Caj
era
circ
ular
.
3.13 Cajera circular.
Parámetros geométricos:
Parámetros de desbaste:
En el desbaste se realiza un vaciado de la cajera dejando para el acabado las siguientesdemasías. Ambas demasías se definen como parámetros de acabado.
Los parámetros que definen la operación de desbaste son:
Xc, Yc Centro de la cajera.
R Radio de la cajera.
Z Cota de la superficie de la pieza.
Zs Cota del plano de seguridad.
P Profundidad total.
δ Demasía de acabado en las paredes laterales.
δz Demasía de acabado en el fondo de la cajera.
Δ Paso o anchura de fresado máximo.
El ciclo recalcula el paso para que todas las pasadas sean iguales, con valor igual o inferioral programado. Si se programa con valor 0, se toma como valor 3/4 del diámetro de laherramienta seleccionada.
I Paso de profundización.
• Si se programa con signo positivo (I+), el ciclo recalcula el paso para que todas lasprofundizaciones sean iguales, con valor igual o inferior al programado.
• Si se programa con signo negativo (I-), la cajera se mecaniza con el paso dado, exceptoel último paso que se mecaniza el resto.
En ambos casos el ciclo limita el paso a la longitud de corte asignada a la herramienta en latabla.
Fz Avance de profundización.

Manual de operación
CNC8065 MC
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
3.
(REF: 1209)
·95·
Caj
era
circ
ular
.
Sentido de giro del cabezal (icono).
Sentido de mecanizado (icono).
Programación de funciones M.
Parámetros de acabado:
El acabado se realiza en 2 fases. Primero se mecaniza el fondo de la cajera y a continuaciónlas paredes laterales, con entrada y salida tangencial.
β Ángulo de profundización.
La profundización se realiza en trayectoria helicoidal, partiendo y terminando en el centro dela cajera. Si se define con un valor superior al asignado a la herramienta en la tabla, se cogeel valor de la tabla.
F Avance de fresado superficial.
S Velocidad de giro del cabezal.
T Herramienta de desbaste.
Si se programa T=0, no hay desbaste.
D Corrector.
Sentido horario.
Sentido antihorario.
Sentido horario.
Sentido antihorario.
Activar o desactivar la ejecución de funciones M antes del mecanizado. El ciclo permiteeditar hasta 4 funciones M. Para ejecutar sólo alguna de ellas, definirlas en primer lugary dejar el resto de datos sin programar.El editor sólo mostrará esta opción si el usuario ha configurado el editor para permitirprogramar funciones M.

·96·
Manual de operación
CNC8065 MC
3.
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
(REF: 1209)
Caj
era
circ
ular
.
Los parámetros que definen la operación de acabado son:
Sentido de giro del cabezal (icono).
δ Demasía de acabado en las paredes laterales.
δz Demasía de acabado en el fondo de la cajera.
Δ Paso o anchura de fresado en el fondo de la cajera.
El ciclo recalcula el paso para que todas las pasadas sean iguales, con valor igual o inferioral programado. Si se programa con valor 0, se toma como valor 3/4 del diámetro de laherramienta seleccionada.
N Número de pasadas de profundización para realizar el acabado lateral. Si el paso resultantees mayor que la longitud de corte asignada a la herramienta en la tabla, el paso se limita adicho valor.
θ Ángulo de profundización.
La profundización se realiza en trayectoria helicoidal, al avance fijado en el parámetro dedesbaste "Fz", partiendo y terminando en el centro de la cajera. Si se define con un valorsuperior al asignado a la herramienta en la tabla, se coge el valor de la tabla.
F Avance de fresado superficial y lateral.
S Velocidad de giro del cabezal.
T Herramienta de acabado.
Si se programa T=0, no hay acabado.
D Corrector.
Sentido horario.
Sentido antihorario.

Manual de operación
CNC8065 MC
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
3.
(REF: 1209)
·97·
Caj
era
circ
ular
.
Sentido de mecanizado (icono).
Programación de funciones M.
Herramienta siguiente.
Sentido horario.
Sentido antihorario.
Activar o desactivar la ejecución de funciones M antes del mecanizado. El ciclo permiteeditar hasta 4 funciones M. Para ejecutar sólo alguna de ellas, definirlas en primer lugary dejar el resto de datos sin programar.El editor sólo mostrará esta opción si el usuario ha configurado el editor para permitirprogramar funciones M.
Activar o desactivar la preparación de la herramienta siguiente. El editor sólo mostrará esta opción si el usuario ha configurado el editor para permitirprogramar la herramienta siguiente.

·98·
Manual de operación
CNC8065 MC
3.
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
(REF: 1209)
Caj
era
circ
ular
.
3.13.1 Funcionamiento básico.
1 Selecciona la herramienta de desbaste y arranca el cabezal en el sentido solicitado.
2 Desplazamiento, en avance rápido (G0), hasta el centro de la cajera y el plano deseguridad (Zs). Dependiendo del plano de partida se desplaza primero en XY y luegoen Z, o viceversa.
3 Desplazamiento, en avance rápido (G0), hasta el plano de aproximación.
4 Operación de desbaste.
Se efectúa por capas, hasta alcanzar la profundidad total menos la demasía de acabadoen el fondo "δz".
En primer lugar, profundización "I" al avance "Fz" y con el ángulo "β". A continuación,fresado de la superficie de la cajera hasta una distancia "δ" de la pared de la cajera. Seefectúa con avance "F" y si hace falta recalcula el paso (Δ) para que todos sean iguales.Para finalizar, retroceso en avance rápido (G0) al centro de la cajera, separándose en1 mm de la superficie mecanizada.
5 Retroceso, en avance rápido (G0), hasta el plano de seguridad Zs.
6 Selecciona la herramienta de acabado y se aproxima, en avance rápido (G0), hasta 1mm del fondo desbastado.
7 Acabado del fondo de la cajera.
Profundización al avance "Fz" y con el ángulo "θ". Fresado del fondo de la cajera hastauna distancia "δ" de la pared de la cajera. Se efectúa con avance "F" de acabado y sihace falta recalcula el paso de acabado (Δ) para que todos sean iguales.
8 Retroceso, en avance rápido (G0), hasta el centro de la cajera en el plano deaproximación.
9 Acabado de las paredes laterales. El acabado se realiza en "N" pasadas, con el avance"F" de acabado y con entrada y salida tangencial.
10 Retroceso, en avance rápido (G0), hasta el centro de la cajera en el plano de seguridadZs.
Si tiene asociado un mecanizado múltiple efectúa los siguientes pasos las veces necesarias:
11 Se desplaza, en avance rápido (G0), al punto siguiente.
12 Repite los pasos 3, 4, 5, 6, 7, 8, 9, 10.

Manual de operación
CNC8065 MC
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
3.
(REF: 1209)
·99·
Caj
era
circ
ular
pre
vaci
ada.
3.14 Cajera circular prevaciada.
Parámetros geométricos:
Parámetros de desbaste:
En el desbaste se realiza un vaciado de la cajera dejando para el acabado las siguientesdemasías. Ambas demasías se definen como parámetros de acabado.
Los parámetros que definen la operación de desbaste son:
Xc, Yc Centro de la cajera.
R Radio de la cajera.
r Radio del prevaciado.
Z Cota de la superficie de la pieza.
Zs Cota del plano de seguridad.
P Profundidad total.
δ Demasía de acabado en las paredes laterales.
δz Demasía de acabado en el fondo de la cajera.
Δ Paso o anchura de fresado máximo.
El ciclo recalcula el paso para que todas las pasadas sean iguales, con valor igual o inferioral programado. Si se programa con valor 0, se toma como valor 3/4 del diámetro de laherramienta seleccionada.

·100·
Manual de operación
CNC8065 MC
3.
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
(REF: 1209)
Caj
era
circ
ular
pre
vaci
ada.
Sentido de giro del cabezal (icono).
Sentido de mecanizado (icono).
Programación de funciones M.
Parámetros de acabado:
El acabado se realiza en 2 fases. Primero se mecaniza el fondo de la cajera y a continuaciónlas paredes laterales, con entrada y salida tangencial.
Los parámetros que definen la operación de acabado son:
I Paso de profundización.
• Si se programa con signo positivo (I+), el ciclo recalcula el paso para que todas lasprofundizaciones sean iguales, con valor igual o inferior al programado.
• Si se programa con signo negativo (I-), la cajera se mecaniza con el paso dado, exceptoel último paso que se mecaniza el resto.
En ambos casos el ciclo limita el paso a la longitud de corte asignada a la herramienta en latabla.
F Avance de fresado superficial.
S Velocidad de giro del cabezal.
T Herramienta de desbaste.
Si se programa T=0, no hay desbaste.
D Corrector.
Sentido horario.
Sentido antihorario.
Sentido horario.
Sentido antihorario.
Activar o desactivar la ejecución de funciones M antes del mecanizado. El ciclo permiteeditar hasta 4 funciones M. Para ejecutar sólo alguna de ellas, definirlas en primer lugary dejar el resto de datos sin programar.El editor sólo mostrará esta opción si el usuario ha configurado el editor para permitirprogramar funciones M.
δ Demasía de acabado en las paredes laterales.
δz Demasía de acabado en el fondo de la cajera.
Δ Paso o anchura de fresado en el fondo de la cajera.
El ciclo recalcula el paso para que todas las pasadas sean iguales, con valor igual o inferioral programado. Si se programa con valor 0, se toma como valor 3/4 del diámetro de laherramienta seleccionada.

Manual de operación
CNC8065 MC
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
3.
(REF: 1209)
·101·
Caj
era
circ
ular
pre
vaci
ada.
Sentido de giro del cabezal (icono).
Sentido de mecanizado (icono).
Programación de funciones M.
Herramienta siguiente.
N Número de pasadas de profundización para realizar el acabado lateral. Si el paso resultantees mayor que la longitud de corte asignada a la herramienta en la tabla, el paso se limita adicho valor.
Fz Avance de profundización.
θ Ángulo de profundización.
La profundización se realiza en trayectoria helicoidal, al avance fijado en el parámetro deacabado "Fz", partiendo y terminando en el centro de la cajera. Si se define con un valorsuperior al asignado a la herramienta en la tabla, se coge el valor de la tabla.
F Avance de fresado superficial y lateral.
S Velocidad de giro del cabezal.
T Herramienta de acabado.
Si se programa T=0, no hay acabado.
D Corrector.
Sentido horario.
Sentido antihorario.
Sentido horario.
Sentido antihorario.
Activar o desactivar la ejecución de funciones M antes del mecanizado. El ciclo permiteeditar hasta 4 funciones M. Para ejecutar sólo alguna de ellas, definirlas en primer lugary dejar el resto de datos sin programar.El editor sólo mostrará esta opción si el usuario ha configurado el editor para permitirprogramar funciones M.
Activar o desactivar la preparación de la herramienta siguiente. El editor sólo mostrará esta opción si el usuario ha configurado el editor para permitirprogramar la herramienta siguiente.

·102·
Manual de operación
CNC8065 MC
3.
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
(REF: 1209)
Caj
era
circ
ular
pre
vaci
ada.
3.14.1 Funcionamiento básico.
1 Selecciona la herramienta de desbaste y arranca el cabezal en el sentido solicitado.
2 Desplazamiento, en avance rápido (G0), hasta el centro de la cajera y el plano deseguridad (Zs). Dependiendo del plano de partida se desplaza primero en XY y luegoen Z, o viceversa.
3 Desplazamiento, en avance rápido (G0), hasta el plano de aproximación.
4 Operación de desbaste. Se efectúa por capas, hasta alcanzar la profundidad total menosla demasía de acabado en el fondo "δz".
En primer lugar, profundización "I" y aproximación con entrada tangencial a la caraprevaciada. A continuación, fresado de la superficie de la cajera hasta una distancia "δ"de la pared de la cajera. Se efectúa con avance "F" y si hace falta recalcula el paso (Δ)para que todos sean iguales. Para finalizar, retroceso en avance rápido (G0) al centrode la cajera, separándose en 1 mm de la superficie mecanizada.
5 Retroceso, en avance rápido (G0), hasta el plano de seguridad Zs.
6 Selecciona la herramienta de acabado y se aproxima, en avance rápido (G0), hasta 1mm del fondo desbastado.
7 Acabado del fondo de la cajera.
Profundización al avance "Fz" y con el ángulo "θ". Fresado del fondo de la cajera hastauna distancia "δ" de la pared de la cajera. Se efectúa con avance "F" de acabado y sihace falta recalcula el paso de acabado (Δ) para que todos sean iguales.
8 Retroceso, en avance rápido (G0), hasta el centro de la cajera en el plano deaproximación (a 1 mm por encima de la superficie "Z").
9 Acabado de las paredes laterales. El acabado se realiza en "N" pasadas, con el avance"F" de acabado y con entrada y salida tangencial.

Manual de operación
CNC8065 MC
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
3.
(REF: 1209)
·103·
Caj
era
circ
ular
pre
vaci
ada.
10 Retroceso, en avance rápido (G0), hasta el centro de la cajera en el plano de seguridadZs.
Si tiene asociado un mecanizado múltiple efectúa los siguientes pasos las veces necesarias:
11 Se desplaza, en avance rápido (G0), al punto siguiente.
12 Repite los pasos 3, 4, 5, 6, 7, 8, 9, 10.

·104·
Manual de operación
CNC8065 MC
3.
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
(REF: 1209)
Caj
era
perf
il 2D
.
3.15 Cajera perfil 2D.
Una cajera se compone de un contorno exterior y de una serie de contornos interiores aéste que se denominan islas. Las cajeras 2D tienen todas las paredes verticales.
Se recomienda definir previamente la sentencia #ROUNDPAR para obtener un buenacabado, puesto que las pasadas de acabado se realizan en G05.
Parámetros geométricos:
La composición de la cajera y el perfil en el plano se almacenan en \ Cnc8070\ Users\ Profile.
cajera.P2D Composición de la cajera.
perfil.PXY Perfil en el plano.
P.2D Nombre de la cajera 2D.
Una vez validada la configuración de la cajera el CNC asocia al nombre de la cajera lageometría de la misma.
P.XY Nombre del perfil en el plano.
En el perfil se debe especificar el contorno exterior de la cajera y el contorno o contornos delas islas.
Z Cota de la superficie de la pieza.
Zs Cota del plano de seguridad.
P Profundidad total.

Manual de operación
CNC8065 MC
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
3.
(REF: 1209)
·105·
Caj
era
perf
il 2D
.
Taladrado (icono).
Pulsar la softkey "Taladrado" para acceder al ciclo de taladrado y tras definirlo pulsar lasoftkey "Fin" para volver al ciclo de cajera 2D.
El diámetro de la herramienta de taladrado no debe ser mayor que el radio de laherramienta de desbaste; o del desbaste en el fondo si no hay desbaste.
El punto de taladrado la calcula el propio ciclo en función del perfil programado y de laherramienta de desbaste.
Parámetros de desbaste:
En el desbaste se realiza un vaciado de la cajera dejando para el acabado las siguientesdemasías. Ambas demasías se definen como parámetros de acabado.
Los parámetros que definen la operación de desbaste son:
Indica si antes de mecanizar la cajera se realiza un taladrado o no. Esaconsejable su utilización cuando la herramienta de desbaste no puedemecanizar frontalmente (hacia abajo).
δ Demasía de acabado en las paredes laterales.
δz Demasía de acabado en el fondo de la cajera.
Δ Paso o anchura de fresado máximo.
El ciclo recalcula el paso para que todas las pasadas sean iguales, con valor igual o inferioral programado. Si se programa con valor 0, se toma como valor 3/4 del diámetro de laherramienta seleccionada.
I Paso de profundización.
• Si se programa con signo positivo (I+), el ciclo recalcula el paso para que todas lasprofundizaciones sean iguales, con valor igual o inferior al programado.
• Si se programa con signo negativo (I-), la cajera se mecaniza con el paso dado, exceptoel último paso que se mecaniza el resto.
En ambos casos el ciclo limita el paso a la longitud de corte asignada a la herramienta en latabla.
Fz Avance de profundización.
β Ángulo de profundización.
La profundización se realiza manteniendo este ángulo hasta alcanzar la profundidadcorrespondiente. Si se define con un valor superior al asignado a la herramienta en la tabla,se coge el valor de la tabla.
F Avance de fresado superficial.

·106·
Manual de operación
CNC8065 MC
3.
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
(REF: 1209)
Caj
era
perf
il 2D
.
Sentido de giro del cabezal (icono).
Programación de funciones M.
Parámetros de acabado:
El acabado se realiza en 2 fases. Primero se mecaniza el fondo de la cajera y a continuaciónlas paredes laterales, con entrada y salida tangencial.
Los parámetros que definen la operación de acabado son:
S Velocidad de giro del cabezal.
T Herramienta de desbaste.
Si se programa T=0, no hay desbaste.
Sentido horario.
Sentido antihorario.
Activar o desactivar la ejecución de funciones M antes del mecanizado. El ciclo permiteeditar hasta 4 funciones M. Para ejecutar sólo alguna de ellas, definirlas en primer lugary dejar el resto de datos sin programar.El editor sólo mostrará esta opción si el usuario ha configurado el editor para permitirprogramar funciones M.
δ Demasía de acabado en las paredes laterales.
δz Demasía de acabado en el fondo de la cajera.
Δ Paso o anchura de fresado en el fondo de la cajera.
El ciclo recalcula el paso para que todas las pasadas sean iguales, con valor igual o inferioral programado. Si se programa con valor 0, se toma como valor 3/4 del diámetro de laherramienta seleccionada.
N Número de pasadas de profundización para realizar el acabado lateral.
Si se programa con valor 0 se efectúa el menor número de pasadas posibles, teniendo encuenta la longitud de corte asignado a la herramienta en la tabla.
θ Ángulo de profundización.
La profundización se realiza al avance fijado en el parámetro de desbaste "Fz", manteniendoeste ángulo hasta alcanzar la profundidad correspondiente. Si se define con un valor superioral asignado a la herramienta en la tabla, se coge el valor de la tabla.

Manual de operación
CNC8065 MC
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
3.
(REF: 1209)
·107·
Caj
era
perf
il 2D
.
Sentido de giro del cabezal (icono).
Programación de funciones M.
Herramienta siguiente.
F Avance de fresado superficial y lateral.
S Velocidad de giro del cabezal.
T Herramienta de acabado.
Si se programa T=0, no hay acabado.
D Corrector.
Sentido horario.
Sentido antihorario.
Activar o desactivar la ejecución de funciones M antes del mecanizado. El ciclo permiteeditar hasta 4 funciones M. Para ejecutar sólo alguna de ellas, definirlas en primer lugary dejar el resto de datos sin programar.El editor sólo mostrará esta opción si el usuario ha configurado el editor para permitirprogramar funciones M.
Activar o desactivar la preparación de la herramienta siguiente. El editor sólo mostrará esta opción si el usuario ha configurado el editor para permitirprogramar la herramienta siguiente.

·108·
Manual de operación
CNC8065 MC
3.
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
(REF: 1209)
Caj
era
perf
il 2D
.
3.15.1 Fichero ejecutable de la cajera
Para simular o ejecutar este tipo de cajeras, el CNC utiliza un fichero ejecutable con lainformación de la geometría. Este fichero se genera la primera vez que se simula o se ejecutala cajera. Si desde el editor se modifica algún dato de la geometría de la cajera o laherramienta utilizada, el CNC volverá a generar dicho fichero.
Los ficheros ejecutables se guardan en el directorio CNC8070 \Users \Pocket con el nombrede la cajera (parámetro P.2D) y extensión C2D. No se deben borrar, cambiar de ubicaciónni manipular estos ficheros. Si a la hora de ejecutar o simular la cajera el CNC no encuentraestos ficheros, los genera.
En general, una cajera 2D está compuesta por los siguientes ficheros.
cajera.P2D Composición de la cajera.
perfil.PXY Perfil en el plano.
cajera.C2D Archivo ejecutable.
Tras una actualización de software, cuando se ejecute o simule la cajera también seactualiza el fichero ejecutable.
En versiones anteriores a la V2.00, el usuario generaba el archivo ejecutable desde el editor, antesde insertar el ciclo. A partir de la versión V2.00 no es necesario, siendo el CNC el encargado de generarel fichero ejecutable cuando es necesario.
i

Manual de operación
CNC8065 MC
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
3.
(REF: 1209)
·109·
Caj
era
perf
il 2D
.
3.15.2 Funcionamiento básico.
El CNC calcula la cota de comienzo, en función de la geometría de la cajera y del radio dela herramienta.
1 Operación de taladrado. Sólo si se ha programado.
2 Selecciona la herramienta de desbaste y arranca el cabezal en el sentido solicitado.
3 Desplazamiento, en avance rápido (G0), hasta el punto inicial de desbaste y el planode seguridad (Zs). Dependiendo del plano de partida se desplaza primero en XY y luegoen Z, o viceversa.
4 Desplazamiento, en avance rápido (G0), hasta el plano de aproximación.
5 Operación de desbaste. Se efectúa por capas, hasta alcanzar la profundidad total menosla demasía de acabado en el fondo "δz".
En primer lugar, profundización "I" al avance "Fz" y con el ángulo "β". A continuación,fresado de la superficie de la cajera hasta una distancia "δ" de la pared de la cajera. Seefectúa con avance "F" y si hace falta recalcula el paso (Δ) para que todos sean iguales.
El mecanizado de la cajera se realiza siguiendo trayectorias concéntricas al perfil, enel mismo sentido que se definió el perfil exterior. El mecanizado de las islas se efectúaen sentido contrario.
Para finalizar, retroceso en avance rápido (G0), separándose en 1 mm de la superficiemecanizada.
6 Retroceso, en avance rápido (G0), hasta el plano de seguridad Zs.
7 Selecciona la herramienta de acabado y se aproxima, en avance rápido (G0), hasta 1mm del fondo desbastado.
8 Acabado del fondo de la cajera.
En primer lugar, profundización al avance "Fz" y con el ángulo "θ". A continuación,fresado del fondo de la cajera hasta una distancia "δ" de la pared de la cajera. Se efectúacon avance "F" y si hace falta recalcula el paso (Δ) para que todos sean iguales.
El mecanizado de la cajera se realiza siguiendo trayectorias concéntricas al perfil, enel mismo sentido que se definió el perfil exterior. El mecanizado de las islas se efectúaen sentido contrario.
9 Retroceso en avance rápido (G0) hasta el plano de aproximación.
10 Acabado de las paredes laterales. El acabado se realiza en "N" pasadas, con el avance"F" de acabado y con entrada y salida tangencial. El ciclo ejecuta el perfil exterior en elmismo sentido que se definió, y las islas en sentido contrario.
11 Retroceso, en avance rápido (G0), hasta el plano de seguridad Zs.

·110·
Manual de operación
CNC8065 MC
3.
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
(REF: 1209)
Caj
era
perf
il 2D
.
3.15.3 Ejemplos de definición de perfiles 2D
Configuración:
Perfil:
Aristas
Terminar:
Salvar Perfil
Perfil P.XY FAGOR 101 [RECALL]
Eje Abscisas: X Eje Ordenadas: Y
Autozoom: Sí Validar
Punto Inicial X 20 Y -8 Validar
Recta X 20 Y -40 Validar
Recta X 145 Y -40 Validar
Recta X 145 Y -25 Validar
Arco horario Xf 145 Yf 25 R 25 Validar
Recta X 145 Y 40 Validar
Recta X 20 Y 40 Validar
Recta X 20 Y 8 Validar
Recta X 55 Y 8 Validar
Recta X 55 Y -8 Validar
Recta X 20 Y -8 Validar
Chaflán
Seleccionar esquina inferior izquierda [ENTER]
Chaflán 15 [ENTER]
Seleccionar esquina superior izquierda [ENTER]
Chaflán 15 [ENTER]
[ESC]

Manual de operación
CNC8065 MC
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
3.
(REF: 1209)
·111·
Caj
era
perf
il 2D
.
Configuración:
Perfil (perfil exterior):
Aristas
Perfil P.XY FAGOR 102 [RECALL]
Eje Abscisas: X Eje Ordenadas: Y
Autozoom: Sí Validar
Punto Inicial X 20 Y 0 Validar
Recta X 20 Y -40 Validar
Recta X 145 Y -40 Validar
Recta X 145 Y 40 Validar
Recta X 20 Y 40 Validar
Recta X 20 Y 0 Validar
Chaflán
Seleccionar esquina inferior izquierda [ENTER]
Chaflán 15 [ENTER]
Seleccionar esquina inferior derecha [ENTER]
Chaflán 15 [ENTER]
Seleccionar esquina superior derecha [ENTER]
Chaflán 15 [ENTER]
Seleccionar esquina superior izquierda [ENTER]
Chaflán 15 [ENTER]
[ESC]

·112·
Manual de operación
CNC8065 MC
3.
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
(REF: 1209)
Caj
era
perf
il 2D
.
Nuevo perfil (isla):
Terminar:
Salvar Perfil
Punto Inicial X 115 Y -25 Validar
Recta X 115 Y 0 Validar
Arco horario Xf 90 Yf 25
Xc 115 Yc 25 R 25 Validar
Recta X 50 Y 25 Validar
Recta X 50 Y 0 Validar
Arco horario Xf 75 Yf -25
Xc 50 Yc -25 R 25 Validar
Recta X 115 Y -25 Validar

Manual de operación
CNC8065 MC
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
3.
(REF: 1209)
·113·
Caj
era
perf
il co
n is
las
3D.
3.16 Cajera perfil con islas 3D.
Una cajera se compone de un contorno exterior y de una serie de contornos interiores aéste que se denominan islas.
A diferencia de las cajeras 2D, que tienen todos los perfiles verticales, las cajeras 3Dpermiten definir un perfil de profundidad distinto para cada contorno (hasta un máximo de4 diferentes).
El perfil de superficie define todos los contornos, el exterior y los interiores (islas).
A los 4 primeros contornos definidos, en el perfil de superficie, se les puede asociar un perfilde profundidad propio. El resto de los perfiles serán verticales.
La cajera 3D de la figura tiene 2 contornos con "perfil vertical" (C y E) y 4 contornos con"perfil no vertical" (A, B, D y F).
Como sólo se pueden definir 4 contornos con "perfil no vertical" los contornos A, B, D, F sedeben definir los primeros y los contornos C, E al final.
Se recomienda definir previamente la sentencia #ROUNDPAR para obtener un buenacabado, puesto que las pasadas de acabado se realizan en G05.
Parámetros geométricos:
La composición de la cajera y los perfiles en el plano y de profundidad se almacenan en \ Cnc8070\Users\ Profile.
cajera.P3D Composición de la cajera.
perfil.PXY Perfil en el plano.
perfil.PXZ Perfil de profundidad.

·114·
Manual de operación
CNC8065 MC
3.
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
(REF: 1209)
Caj
era
perf
il co
n is
las
3D.
P.Z1 P.Z2 P.Z3 P.Z4
Nombres de los perfiles de profundidad.
Corresponden a los 4 primeros contornos definidos en el perfil de superficie, elnúmero indica el orden.
Para definir el perfil de profundidad utilizar uno de los ejes del plano y el ejeperpendicular.
Utilizar el mismo punto para definir el comienzo del contorno y el comienzo del perfilde profundidad.
Para el contorno exterior uno de la superficie (1).
Para las islas uno de la base (2).
Todos los perfiles deben ser abiertos y sin cambios de sentido en su recorrido (queno hagan zig-zag).
Los perfiles de profundidad verticales correspondientes al contorno exterior y a lasislas que llegan hasta el plano de superficie, no hace falta programarlos.
En la figura se muestran tres ejemplos de programación.
P.3D Nombre de la cajera 3D.
Una vez validada la configuración de la cajera el CNC asocia al nombre de la cajera lageometría de la misma (perfil de superficie y perfiles de profundidad).
P.XY Nombre del perfil de superficie o perfil en el plano.
Debe indicar todos los contornos.Para el contorno exterior el correspondiente a la superficie (1).Para las islas el correspondiente a la base (2).Todos los contornos deben ser cerrados y no deben cortarse consigo mismo.Recordar la importancia del orden al definir los contornos.
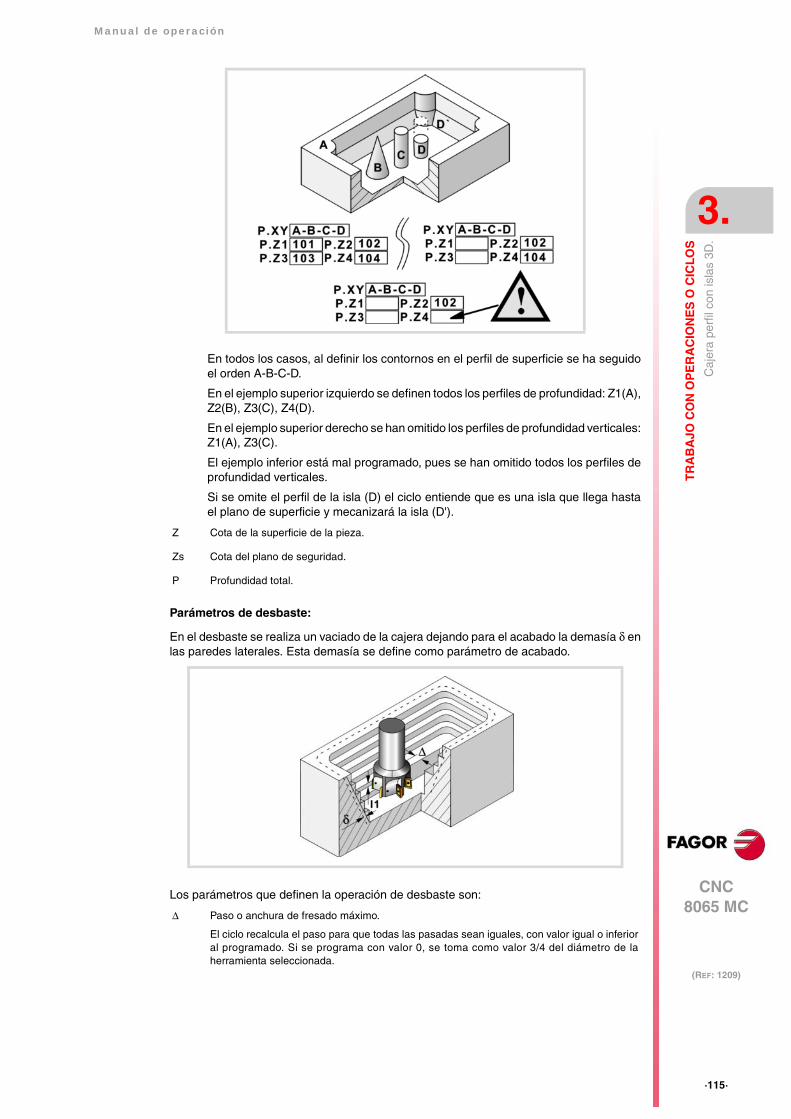
Manual de operación
CNC8065 MC
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
3.
(REF: 1209)
·115·
Caj
era
perf
il co
n is
las
3D.
En todos los casos, al definir los contornos en el perfil de superficie se ha seguidoel orden A-B-C-D.
En el ejemplo superior izquierdo se definen todos los perfiles de profundidad: Z1(A),Z2(B), Z3(C), Z4(D).
En el ejemplo superior derecho se han omitido los perfiles de profundidad verticales:Z1(A), Z3(C).
El ejemplo inferior está mal programado, pues se han omitido todos los perfiles deprofundidad verticales.
Si se omite el perfil de la isla (D) el ciclo entiende que es una isla que llega hastael plano de superficie y mecanizará la isla (D').
Parámetros de desbaste:
En el desbaste se realiza un vaciado de la cajera dejando para el acabado la demasía δ enlas paredes laterales. Esta demasía se define como parámetro de acabado.
Los parámetros que definen la operación de desbaste son:
Z Cota de la superficie de la pieza.
Zs Cota del plano de seguridad.
P Profundidad total.
Δ Paso o anchura de fresado máximo.
El ciclo recalcula el paso para que todas las pasadas sean iguales, con valor igual o inferioral programado. Si se programa con valor 0, se toma como valor 3/4 del diámetro de laherramienta seleccionada.

·116·
Manual de operación
CNC8065 MC
3.
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
(REF: 1209)
Caj
era
perf
il co
n is
las
3D.
Sentido de giro del cabezal (icono).
Programación de funciones M.
Parámetros de preacabado:
Esta operación minimiza las creces que quedan en las paredes laterales tras la operaciónde desbaste y mantiene la demasía de acabado δ.
I1 Paso de profundización.
• Si se programa con signo positivo (I+), el ciclo recalcula el paso para que todas lasprofundizaciones sean iguales, con valor igual o inferior al programado.
• Si se programa con signo negativo (I-), la cajera se mecaniza con el paso dado, exceptoel último paso que se mecaniza el resto.
En ambos casos el ciclo limita el paso a la longitud de corte asignada a la herramienta en latabla.
Fz Avance de profundización.
β Ángulo de profundización.La profundización se realiza manteniendo este ángulo hasta alcanzar la profundidadcorrespondiente. Si se define con un valor superior al asignado a la herramienta en la tabla,se coge el valor de la tabla.
F Avance de fresado superficial.
S Velocidad de giro del cabezal.
T Herramienta de desbaste.
Si se programa T=0, no hay desbaste.
D Corrector.
Sentido horario.
Sentido antihorario.
Activar o desactivar la ejecución de funciones M antes del mecanizado. El ciclo permiteeditar hasta 4 funciones M. Para ejecutar sólo alguna de ellas, definirlas en primer lugary dejar el resto de datos sin programar.El editor sólo mostrará esta opción si el usuario ha configurado el editor para permitirprogramar funciones M.
Manual de operación
CNC8065 MC
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
3.
(REF: 1209)
·117·
Caj
era
perf
il co
n is
las
3D.
Los parámetros que definen la operación de preacabado son:
Sentido de giro del cabezal (icono).
Programación de funciones M.
Parámetros de acabado:
La operación de acabado tiene en cuenta la geometría de la punta de la herramienta. Secompensa el radio de la punta definido en la tabla.
Sentido de mecanizado de las paredes laterales (icono).
Sentido de giro del cabezal (icono).
I2 Paso de profundización.
• Si se programa con signo positivo (I+), el ciclo recalcula el paso para que todas lasprofundizaciones sean iguales, con valor igual o inferior al programado.
• Si se programa con signo negativo (I-), la cajera se mecaniza con el paso dado, exceptoel último paso que se mecaniza el resto.
En ambos casos el ciclo limita el paso a la longitud de corte asignada a la herramienta en latabla.
F Avance de fresado.
S Velocidad de giro del cabezal.
T Herramienta de preacabado.
Si se programa T=0, no hay preacabado.
D Corrector.
Sentido horario.
Sentido antihorario.
Activar o desactivar la ejecución de funciones M antes del mecanizado. El ciclo permiteeditar hasta 4 funciones M. Para ejecutar sólo alguna de ellas, definirlas en primer lugary dejar el resto de datos sin programar.El editor sólo mostrará esta opción si el usuario ha configurado el editor para permitirprogramar funciones M.
δ Demasía de acabado en las paredes laterales.
ε Paso o anchura de fresado de las caras laterales.
Siempre hacia abajo.
Siempre hacia arriba.
En zig-zag.
F Avance de fresado.
S Velocidad de giro del cabezal.
T Herramienta de acabado.
Si se programa T=0, no hay acabado.
D Corrector.
Sentido horario.
Sentido antihorario.

·118·
Manual de operación
CNC8065 MC
3.
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
(REF: 1209)
Caj
era
perf
il co
n is
las
3D.
Programación de funciones M.
Herramienta siguiente.
Activar o desactivar la ejecución de funciones M antes del mecanizado. El ciclo permiteeditar hasta 4 funciones M. Para ejecutar sólo alguna de ellas, definirlas en primer lugary dejar el resto de datos sin programar.El editor sólo mostrará esta opción si el usuario ha configurado el editor para permitirprogramar funciones M.
Activar o desactivar la preparación de la herramienta siguiente. El editor sólo mostrará esta opción si el usuario ha configurado el editor para permitirprogramar la herramienta siguiente.

Manual de operación
CNC8065 MC
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
3.
(REF: 1209)
·119·
Caj
era
perf
il co
n is
las
3D.
3.16.1 Fichero ejecutable de la cajera
Para simular o ejecutar este tipo de cajeras, el CNC utiliza un fichero ejecutable con lainformación de la geometría. Este fichero se genera la primera vez que se simula o se ejecutala cajera. Si desde el editor se modifica algún dato de la geometría de la cajera o laherramienta utilizada, el CNC volverá a generar dicho fichero.
Los ficheros ejecutables se guardan en el directorio CNC8070 \Users \Pocket con el nombrede la cajera (parámetro P.3D) y extensión C3D. No se deben borrar, cambiar de ubicaciónni manipular estos ficheros. Si a la hora de ejecutar o simular la cajera el CNC no encuentraestos ficheros, los genera.
En general, una cajera 2D está compuesta por los siguientes ficheros.
cajera.P3D Composición de la cajera.
perfil.PXY Perfil en el plano.
perfil.PXZ Perfil de profundidad.
cajera.C3D Archivo ejecutable.
Tras una actualización de software, cuando se ejecute o simule la cajera también seactualiza el fichero ejecutable.
En versiones anteriores a la V2.00, el usuario generaba el archivo ejecutable desde el editor, antesde insertar el ciclo. A partir de la versión V2.00 no es necesario, siendo el CNC el encargado de generarel fichero ejecutable cuando es necesario.
i

·120·
Manual de operación
CNC8065 MC
3.
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
(REF: 1209)
Caj
era
perf
il co
n is
las
3D.
3.16.2 Funcionamiento básico.
El CNC calcula la cota de comienzo, en función de la geometría de la cajera y del radio dela herramienta.
1 Selecciona la herramienta de desbaste y arranca el cabezal en el sentido solicitado.
2 Desplazamiento, en avance rápido (G0), hasta el punto inicial de desbaste y el planode seguridad (Zs). Dependiendo del plano de partida se desplaza primero en XY y luegoen Z, o viceversa.
3 Desplazamiento, en avance rápido (G0), hasta el plano de aproximación.
4 Operación de desbaste. Se efectúa por capas, hasta alcanzar la profundidad total.
En primer lugar, profundización "I1" al avance "Fz" y con el ángulo "β". A continuación,fresado de la superficie de la cajera hasta una distancia "δ" de la pared de la cajera. Seefectúa con avance "F" y si hace falta recalcula el paso (Δ) para que todos sean iguales.
El mecanizado de la cajera se realiza siguiendo trayectorias concéntricas al perfil, enel mismo sentido que se definió el perfil exterior. El mecanizado de las islas se efectúaen sentido contrario.
Para finalizar, retroceso en avance rápido (G0), separándose en 1 mm de la superficiemecanizada.
5 Retroceso en avance rápido (G0) hasta el plano de aproximación.
6 Selecciona la herramienta de preacabado y arranca el cabezal en el sentido solicitado.
7 Operación de preacabado de las paredes laterales. Se efectúa por capas, hasta alcanzarla profundidad total. El ciclo no realizará las pasadas de preacabado que coincidan conalguna pasada previa de desbaste.
Se hace con la pasada indicada en "I2" y con el avance "F" de preacabado. El perfilexterior en el mismo sentido que se definió, y las islas en sentido contrario.
8 Retroceso en avance rápido (G0) hasta el plano de aproximación.
9 Selecciona la herramienta de acabado y arranca el cabezal en el sentido solicitado.
10 Acabado de las paredes laterales. Se hace con el paso "ε" y en el sentido indicado porel icono.
Retroceso, en avance rápido (G0), hasta el plano de seguridad Zs.

Manual de operación
CNC8065 MC
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
3.
(REF: 1209)
·121·
Caj
era
perf
il co
n is
las
3D.
3.16.3 Ejemplos de definición de perfiles 3D
Configuración:
Perfil (perfil exterior):
Terminar:
Salvar Perfil
Cajera P.3D FAGOR-A
Perfil P.XY FAGOR 110 [RECALL]
Eje Abscisas: X Eje Ordenadas: Y
Autozoom: Sí Validar
Punto Inicial X 20 Y 0 Validar
Recta X 20 Y -40 Validar
Recta X 145 Y -40 Validar
Recta X 145 Y 40 Validar
Recta X 20 Y 40 Validar
Recta X 20 Y 0 Validar
Perfil P.Z1 FAGOR 211 Recall

·122·
Manual de operación
CNC8065 MC
3.
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
(REF: 1209)
Caj
era
perf
il co
n is
las
3D.
Configuración:
Perfil (perfil profundidad):
Terminar:
Salvar Perfil
Eje Abscisas: X Eje Ordenadas: Z
Autozoom: Sí Validar
Punto Inicial X 20 Z0 Validar
Recta X 30 Z -20 Validar
Cajera P.3D FAGOR-B
Perfil P.XY FAGOR 120 [RECALL]
30
0
-40
40
-30
3020 145135
3020
0
-20
40
10
82,5

Manual de operación
CNC8065 MC
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
3.
(REF: 1209)
·123·
Caj
era
perf
il co
n is
las
3D.
Configuración:
Perfil (perfil exterior):
Nuevo perfil (isla):
Terminar:
Salvar Perfil
Configuración:
Perfil (perfil profundidad exterior):
Terminar:
Salvar Perfil
Configuración:
Perfil (perfil profundidad isla):
Terminar:
Salvar Perfil
Eje Abscisas: X Eje Ordenadas: Y
Autozoom: Sí Validar
Punto Inicial X 20 Y 0 Validar
Recta X 20 Y -40 Validar
Recta X 145 Y -40 Validar
Recta X 145 Y 40 Validar
Recta X 20 Y 40 Validar
Recta X 20 Y 0 Validar
Circulo X 62,5 Y0 Xc 82,5 Yc 0 Validar
Perfil P.Z1 FAGOR 221 [RECALL]
Eje Abscisas: X Eje Ordenadas: Z
Autozoom: Sí Validar
Punto Inicial X 20 Z 0 Validar
Recta X 30 Z -20 Validar
Perfil P.Z2 FAGOR 222 Recall
Eje Abscisas: X Eje Ordenadas: Z
Autozoom: Sí Validar
Punto Inicial X 62,5 Z -20 Validar
Recta X 77,5 Z 0 Validar

·124·
Manual de operación
CNC8065 MC
3.
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
(REF: 1209)
Moy
ú re
ctan
gula
r.
3.17 Moyú rectangular.
La forma de empalmar los bloques en el desbaste y acabado de este ciclo será la definidapreviamente por el usuario mediante las instrucciones #HSC, G5, G50 ó G7. Se recomiendausar #HSC ó G5 controlando la forma de las aristas con la sentencia #ROUNDPAR.
Parámetros geométricos:
Tipo de esquina (icono).
X, Y Esquina del moyú.
L, H Dimensiones del moyú.
El signo indica orientación respecto al punto XY.
Z Cota de la superficie de la pieza.
Zs Cota del plano de seguridad.
P Profundidad total.
α Ángulo en grados que forma el moyú con el eje de abscisas. El giro se realiza sobre la esquinadefinida, punto X,Y.
Q Cantidad de material que se desea eliminar.
Esquina viva con icono.
Esquina redondeada con icono.
Esquina achaflanada con icono.
r Radio del redondeo o tamaño del chaflán.

Manual de operación
CNC8065 MC
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
3.
(REF: 1209)
·125·
Moy
ú re
ctan
gula
r.
Parámetros de desbaste:
En el desbaste se realiza un mecanizado del moyú dejando para el acabado las siguientesdemasías. Ambas demasías se definen como parámetros de acabado.
Los parámetros que definen la operación de desbaste son:
Sentido de giro del cabezal (icono).
Sentido de mecanizado (icono).
δ Demasía de acabado en las paredes laterales.
δz Demasía de acabado en la base del moyú.
Δ Paso o anchura de fresado máximo.
El ciclo recalcula el paso para que todas las pasadas sean iguales, con valor igual o inferioral programado. Si se programa con valor 0, se toma como valor 3/4 del diámetro de laherramienta seleccionada.
I Paso de profundización.
• Si se programa con signo positivo (I+), el ciclo recalcula el paso para que todas lasprofundizaciones sean iguales, con valor igual o inferior al programado.
• Si se programa con signo negativo (I-), el moyú se mecaniza con el paso dado, exceptoel último paso que se mecaniza el resto.
En ambos casos el ciclo limita el paso a la longitud de corte asignada a la herramienta en latabla.
Fz Avance de profundización.
F Avance de fresado superficial.
S Velocidad de giro del cabezal.
T Herramienta de desbaste.
Si se programa T=0, no hay desbaste.
D Corrector.
Sentido horario.
Sentido antihorario.
Sentido horario.
Sentido antihorario.

·126·
Manual de operación
CNC8065 MC
3.
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
(REF: 1209)
Moy
ú re
ctan
gula
r.
Programación de funciones M.
Parámetros de acabado:
El acabado se realiza en 2 fases. Primero se mecaniza la base del moyú y a continuaciónlas paredes laterales, con entrada y salida tangencial.
Los parámetros que definen la operación de acabado son:
Sentido de giro del cabezal (icono).
Sentido de mecanizado (icono).
Activar o desactivar la ejecución de funciones M antes del mecanizado. El ciclo permiteeditar hasta 4 funciones M. Para ejecutar sólo alguna de ellas, definirlas en primer lugary dejar el resto de datos sin programar.El editor sólo mostrará esta opción si el usuario ha configurado el editor para permitirprogramar funciones M.
δ Demasía de acabado en las paredes laterales.
δz Demasía de acabado en la base del moyú.
N Número de pasadas de profundización para realizar el acabado lateral. Si el paso resultantees mayor que la longitud de corte asignada a la herramienta en la tabla, el paso se limita adicho valor.
F Avance de fresado superficial y lateral.
S Velocidad de giro del cabezal.
T Herramienta de acabado.
Si se programa T=0, no hay acabado.
D Corrector.
Sentido horario.
Sentido antihorario.
Sentido horario.
Sentido antihorario.

Manual de operación
CNC8065 MC
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
3.
(REF: 1209)
·127·
Moy
ú re
ctan
gula
r.
Programación de funciones M.
Herramienta siguiente.
Activar o desactivar la ejecución de funciones M antes del mecanizado. El ciclo permiteeditar hasta 4 funciones M. Para ejecutar sólo alguna de ellas, definirlas en primer lugary dejar el resto de datos sin programar.El editor sólo mostrará esta opción si el usuario ha configurado el editor para permitirprogramar funciones M.
Activar o desactivar la preparación de la herramienta siguiente. El editor sólo mostrará esta opción si el usuario ha configurado el editor para permitirprogramar la herramienta siguiente.

·128·
Manual de operación
CNC8065 MC
3.
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
(REF: 1209)
Moy
ú re
ctan
gula
r.
3.17.1 Funcionamiento básico.
1 Selecciona la herramienta de desbaste y arranca el cabezal en el sentido solicitado.
2 Desplazamiento, en avance rápido (G0), hasta el punto inicial del desbaste y el planode seguridad (Zs). Dependiendo del plano de partida se desplaza primero en XY y luegoen Z, o viceversa.
3 Desplazamiento, en avance rápido (G0), hasta el plano de aproximación.
4 Operación de desbaste. Se efectúa por capas, hasta alcanzar la profundidad total menosla demasía de acabado en la base "δz".
En primer lugar, profundización "I" al avance "Fz". A continuación, fresado de lasuperficie del moyú hasta una distancia "δ" de la pared lateral. Se efectúa con avance"F" y si hace falta recalcula el paso (Δ) para que todos sean iguales. Para finalizar,retroceso en avance rápido (G0) al punto de partida.
5 Retroceso, en avance rápido (G0), hasta el plano de seguridad Zs.
6 Selecciona la herramienta de acabado y se aproxima, en avance rápido (G0), hasta 1mm del último desbastado.
7 Acabado de la base del moyú.
Profundización al avance "Fz". Fresado de la base del moyú hasta una distancia "δ" dela pared lateral. Se efectúa con avance "F" de acabado y con el paso del desbaste.
8 Retroceso, en avance rápido (G0), hasta el punto de partida en el plano de aproximación.
9 Acabado de las paredes laterales. El acabado se realiza en "N" pasadas, con el avance"F" de acabado y con entrada y salida tangencial.
10 Retroceso, en avance rápido (G0), hasta el plano de seguridad Zs.
Si tiene asociado un mecanizado múltiple efectúa los siguientes pasos las veces necesarias:
11 Se desplaza, en avance rápido (G0), al punto siguiente.
12 Repite los pasos 3, 4, 5, 6, 7, 8, 9, 10.

Manual de operación
CNC8065 MC
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
3.
(REF: 1209)
·129·
Moy
ú ci
rcul
ar.
3.18 Moyú circular.
Parámetros geométricos:
Parámetros de desbaste:
En el desbaste se realiza un mecanizado del moyú dejando para el acabado las siguientesdemasías. Ambas demasías se definen como parámetros de acabado.
Los parámetros que definen la operación de desbaste son:
Xc, Yc Centro del moyú.
R Radio del moyú.
Z Cota de la superficie de la pieza.
Zs Cota del plano de seguridad.
P Profundidad total.
Q Cantidad de material que se desea eliminar.
δ Demasía de acabado en las paredes laterales.
δz Demasía de acabado en la base del moyú.
Δ Paso o anchura de fresado máximo.
El ciclo recalcula el paso para que todas las pasadas sean iguales, con valor igual o inferioral programado. Si se programa con valor 0, se toma como valor 3/4 del diámetro de laherramienta seleccionada.
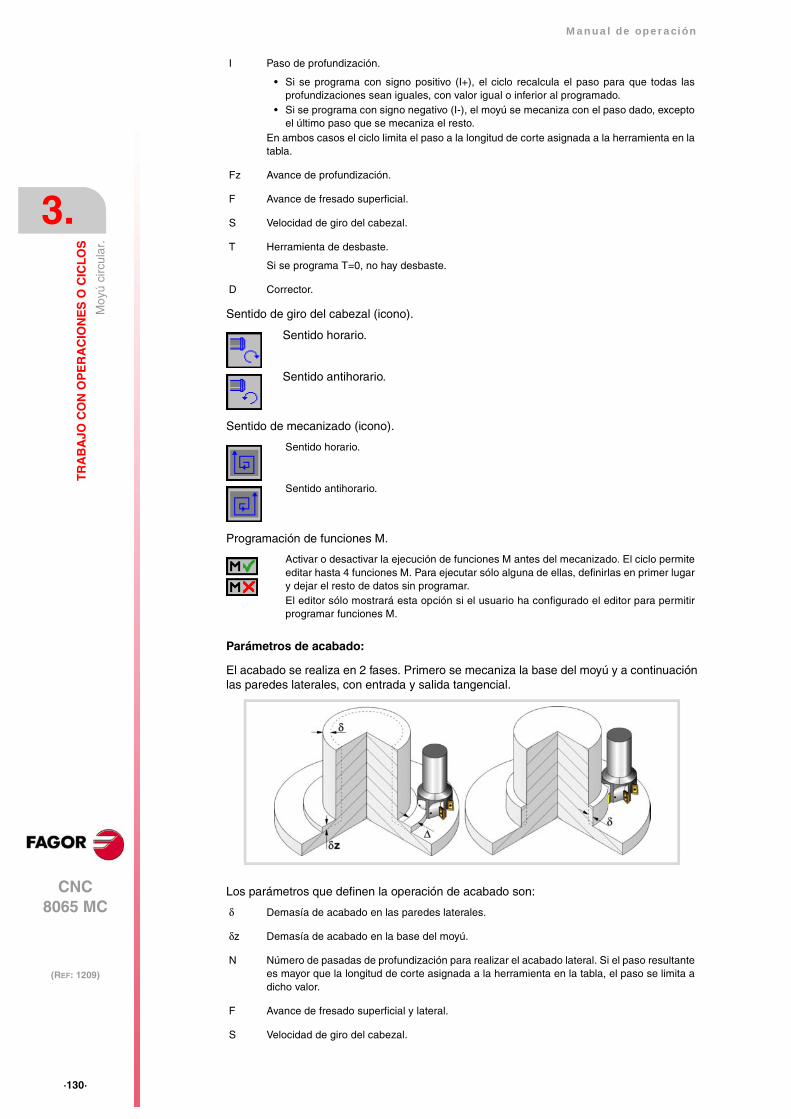
·130·
Manual de operación
CNC8065 MC
3.
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
(REF: 1209)
Moy
ú ci
rcul
ar.
Sentido de giro del cabezal (icono).
Sentido de mecanizado (icono).
Programación de funciones M.
Parámetros de acabado:
El acabado se realiza en 2 fases. Primero se mecaniza la base del moyú y a continuaciónlas paredes laterales, con entrada y salida tangencial.
Los parámetros que definen la operación de acabado son:
I Paso de profundización.
• Si se programa con signo positivo (I+), el ciclo recalcula el paso para que todas lasprofundizaciones sean iguales, con valor igual o inferior al programado.
• Si se programa con signo negativo (I-), el moyú se mecaniza con el paso dado, exceptoel último paso que se mecaniza el resto.
En ambos casos el ciclo limita el paso a la longitud de corte asignada a la herramienta en latabla.
Fz Avance de profundización.
F Avance de fresado superficial.
S Velocidad de giro del cabezal.
T Herramienta de desbaste.
Si se programa T=0, no hay desbaste.
D Corrector.
Sentido horario.
Sentido antihorario.
Sentido horario.
Sentido antihorario.
Activar o desactivar la ejecución de funciones M antes del mecanizado. El ciclo permiteeditar hasta 4 funciones M. Para ejecutar sólo alguna de ellas, definirlas en primer lugary dejar el resto de datos sin programar.El editor sólo mostrará esta opción si el usuario ha configurado el editor para permitirprogramar funciones M.
δ Demasía de acabado en las paredes laterales.
δz Demasía de acabado en la base del moyú.
N Número de pasadas de profundización para realizar el acabado lateral. Si el paso resultantees mayor que la longitud de corte asignada a la herramienta en la tabla, el paso se limita adicho valor.
F Avance de fresado superficial y lateral.
S Velocidad de giro del cabezal.

Manual de operación
CNC8065 MC
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
3.
(REF: 1209)
·131·
Moy
ú ci
rcul
ar.
Sentido de giro del cabezal (icono).
Sentido de mecanizado (icono).
Programación de funciones M.
Herramienta siguiente.
T Herramienta de acabado.
Si se programa T=0, no hay acabado.
D Corrector.
Sentido horario.
Sentido antihorario.
Sentido horario.
Sentido antihorario.
Activar o desactivar la ejecución de funciones M antes del mecanizado. El ciclo permiteeditar hasta 4 funciones M. Para ejecutar sólo alguna de ellas, definirlas en primer lugary dejar el resto de datos sin programar.El editor sólo mostrará esta opción si el usuario ha configurado el editor para permitirprogramar funciones M.
Activar o desactivar la preparación de la herramienta siguiente. El editor sólo mostrará esta opción si el usuario ha configurado el editor para permitirprogramar la herramienta siguiente.

·132·
Manual de operación
CNC8065 MC
3.
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
(REF: 1209)
Moy
ú ci
rcul
ar.
3.18.1 Funcionamiento básico.
1 Selecciona la herramienta de desbaste y arranca el cabezal en el sentido solicitado.
2 Desplazamiento, en avance rápido (G0), hasta el punto inicial del desbaste y el planode seguridad (Zs). Dependiendo del plano de partida se desplaza primero en XY y luegoen Z, o viceversa.
3 Aproximación, en avance rápido (G0), hasta 1 mm de la superficie "Z".
4 Operación de desbaste. Se efectúa por capas, hasta alcanzar la profundidad total menosla demasía de acabado en la base "δz".
En primer lugar, profundización "I" al avance "Fz". A continuación, fresado de lasuperficie del moyú hasta una distancia "δ" de la pared lateral. Se efectúa con avance"F" y si hace falta recalcula el paso (Δ) para que todos sean iguales. Para finalizar,retroceso en avance rápido (G0) al punto de partida.
5 Retroceso, en avance rápido (G0), hasta el plano de seguridad Zs.
6 Selecciona la herramienta de acabado y se aproxima, en avance rápido (G0), hasta 1mm del último desbastado.
7 Acabado de la base del moyú.
Profundización al avance "Fz". Fresado de la base del moyú hasta una distancia "δ" dela pared lateral. Se efectúa con avance "F" de acabado y con el paso del desbaste.
8 Retroceso, en avance rápido (G0), hasta el punto de partida en el plano de aproximación.
9 Acabado de las paredes laterales. El acabado se realiza en "N" pasadas, con el avance"F" de acabado y con entrada y salida tangencial.
10 Retroceso, en avance rápido (G0), hasta el plano de seguridad Zs.
Si tiene asociado un mecanizado múltiple efectúa los siguientes pasos las veces necesarias:
11 Se desplaza, en avance rápido (G0), al punto siguiente.
12 Repite los pasos 3, 4, 5, 6, 7, 8, 9, 10.

Manual de operación
CNC8065 MC
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
3.
(REF: 1209)
·133·
Pla
nead
o.
3.19 Planeado.
La forma de empalmar los bloques en el desbaste y acabado de este ciclo será la definidapreviamente por el usuario mediante las instrucciones #HSC, G5, G50 ó G7. Se recomiendausar #HSC ó G5 controlando la forma de las aristas con la sentencia #ROUNDPAR.
Parámetros geométricos:
Sentido de mecanizado (icono).
Esquina en la que comienza el planeado (icono).
Mecanizado bidireccional, según el eje de abscisas.
Mecanizado bidireccional, según el eje de ordenadas.
Mecanizado unidireccional, según el eje de abscisas.
Mecanizado unidireccional, según el eje de ordenadas.
Mecanizado en espiral, según el eje de abscisas.
Mecanizado en espiral, según el eje de ordenadas.
Se puede seleccionar cualquiera de las 4 esquinas.
X Y Esquina para comenzar el mecanizado.
El punto (X, Y) no tiene por qué coincidir con la esquina seleccionada como comienzo delmecanizado.
L H Superficie a planear.
El signo de L y H indica la orientación respecto al punto XY.

·134·
Manual de operación
CNC8065 MC
3.
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
(REF: 1209)
Pla
nead
o.
Parámetros de desbaste:
En el desbaste se realiza un planeado dejando para el acabado la demasía δz que se definecomo parámetro de acabado. Los parámetros que definen la operación de desbaste son:
Sentido de giro del cabezal (icono).
Programación de funciones M.
Parámetros de acabado:
Z Cota de la superficie de la pieza.
Zs Cota del plano de seguridad.
P Profundidad total.
α Ángulo en grados que forma la superficie con el eje de abscisas. El giro se realiza sobre laesquina definida, punto X,Y.
Δ Paso o anchura de fresado máximo.
El ciclo recalcula el paso para que todas las pasadas sean iguales, con valor igual o inferioral programado. Si se programa con valor 0, se toma como valor 3/4 del diámetro de laherramienta seleccionada.
E Sobrepasamiento o distancia que sale el extremo de la herramienta de la superficie amecanizar.
Fz Avance de profundización.
I Paso de profundización.
• Si se programa con signo positivo (I+), el ciclo recalcula el paso para que todas lasprofundizaciones sean iguales, con valor igual o inferior al programado.
• Si se programa con signo negativo (I-), el planeado se mecaniza con el paso dado, exceptoel último paso que se mecaniza el resto.
En ambos casos el ciclo limita el paso a la longitud de corte asignada a la herramienta en latabla.
F Avance de fresado superficial.
S Velocidad de giro del cabezal.
T Herramienta de desbaste.
Si se programa T=0, no hay desbaste.
D Corrector.
Sentido horario.
Sentido antihorario.
Activar o desactivar la ejecución de funciones M antes del mecanizado. El ciclo permiteeditar hasta 4 funciones M. Para ejecutar sólo alguna de ellas, definirlas en primer lugary dejar el resto de datos sin programar.El editor sólo mostrará esta opción si el usuario ha configurado el editor para permitirprogramar funciones M.
δz Demasía de acabado.

Manual de operación
CNC8065 MC
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
3.
(REF: 1209)
·135·
Pla
nead
o.Sentido de giro del cabezal (icono).
Programación de funciones M.
Herramienta siguiente.
Δ Paso o anchura de fresado máximo.
El ciclo recalcula el paso para que todas las pasadas sean iguales, con valor igual o inferioral programado. Si se programa con valor 0, se toma como valor 3/4 del diámetro de laherramienta seleccionada.
F Avance de fresado superficial.
S Velocidad de giro del cabezal.
T Herramienta de desbaste.
Si se programa T=0, no hay desbaste.
D Corrector.
Sentido horario.
Sentido antihorario.
Activar o desactivar la ejecución de funciones M antes del mecanizado. El ciclo permiteeditar hasta 4 funciones M. Para ejecutar sólo alguna de ellas, definirlas en primer lugary dejar el resto de datos sin programar.El editor sólo mostrará esta opción si el usuario ha configurado el editor para permitirprogramar funciones M.
Activar o desactivar la preparación de la herramienta siguiente. El editor sólo mostrará esta opción si el usuario ha configurado el editor para permitirprogramar la herramienta siguiente.

·136·
Manual de operación
CNC8065 MC
3.
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
(REF: 1209)
Pla
nead
o.
3.19.1 Funcionamiento básico.
1 Selecciona la herramienta de desbaste y arranca el cabezal en el sentido solicitado.
2 Desplazamiento, en avance rápido (G0), hasta el punto inicial de desbaste y el planode seguridad (Zs). Dependiendo del plano de partida se desplaza primero en XY y luegoen Z, o viceversa.
3 Desplazamiento, en avance rápido (G0), hasta el plano de aproximación.
4 Operación de desbaste. Se efectúa por capas, hasta alcanzar la profundidad total menosla distancia de acabado "δz".
En primer lugar, profundización "I" al avance "Fz". A continuación, fresado con avance"F" y si hace falta recalcula el paso (Δ) para que todos sean iguales.
• En los planeados bidireccionales y en espiral todos los desplazamientos son conavance "F".
• En los planeados unidireccionales los desplazamientos entre 2 pasadas sucesivasde fresado se realizan en avance rápido y en el plano de seguridad Zs.
Para finalizar, retroceso en avance rápido (G0), primero hasta el plano de seguridad Zsy luego hasta el punto de partida.
5 Desplazamiento, en avance rápido (G0), hasta 1 mm por encima de la última pasada.
6 Acabado.
Profundización al avance "Fz". Fresado con avance "F" de acabado y si hace faltarecalcula el paso de acabado (Δ) para que todos sean iguales.
7 Retroceso, en avance rápido (G0), hasta el plano de seguridad Zs.
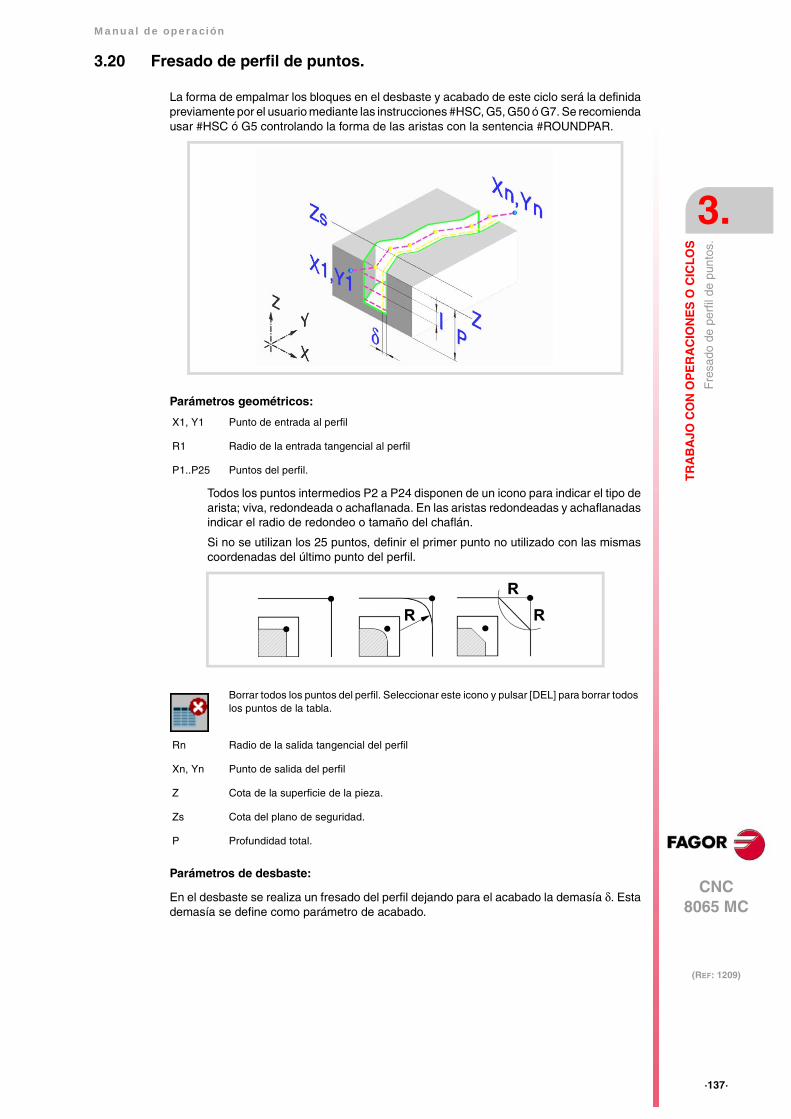
Manual de operación
CNC8065 MC
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
3.
(REF: 1209)
·137·
Fre
sado
de
perf
il de
pun
tos.
3.20 Fresado de perfil de puntos.
La forma de empalmar los bloques en el desbaste y acabado de este ciclo será la definidapreviamente por el usuario mediante las instrucciones #HSC, G5, G50 ó G7. Se recomiendausar #HSC ó G5 controlando la forma de las aristas con la sentencia #ROUNDPAR.
Parámetros geométricos:
Todos los puntos intermedios P2 a P24 disponen de un icono para indicar el tipo dearista; viva, redondeada o achaflanada. En las aristas redondeadas y achaflanadasindicar el radio de redondeo o tamaño del chaflán.
Si no se utilizan los 25 puntos, definir el primer punto no utilizado con las mismascoordenadas del último punto del perfil.
Parámetros de desbaste:
En el desbaste se realiza un fresado del perfil dejando para el acabado la demasía δ. Estademasía se define como parámetro de acabado.
X1, Y1 Punto de entrada al perfil
R1 Radio de la entrada tangencial al perfil
P1..P25 Puntos del perfil.
Borrar todos los puntos del perfil. Seleccionar este icono y pulsar [DEL] para borrar todoslos puntos de la tabla.
Rn Radio de la salida tangencial del perfil
Xn, Yn Punto de salida del perfil
Z Cota de la superficie de la pieza.
Zs Cota del plano de seguridad.
P Profundidad total.

·138·
Manual de operación
CNC8065 MC
3.
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
(REF: 1209)
Fre
sado
de
perf
il de
pun
tos.
Los parámetros que definen la operación de desbaste son:
Sentido de giro del cabezal (icono).
Compensación de radio de herramienta (icono).
Programación de funciones M.
Parámetros de acabado:
Para poder efectuar el acabado hay que definir el desbaste con compensación de radio deherramienta. En la operación se elimina la demasía de acabado (δ).
Fz Avance de profundización.
I Paso de profundización.
• Si se programa con signo positivo (I+), el ciclo recalcula el paso para que todas lasprofundizaciones sean iguales, con valor igual o inferior al programado.
• Si se programa con signo negativo (I-), el planeado se mecaniza con el paso dado, exceptoel último paso que se mecaniza el resto.
En ambos casos el ciclo limita el paso a la longitud de corte asignada a la herramienta en latabla.
F Avance de fresado superficial.
S Velocidad de giro del cabezal.
T Herramienta de desbaste.
Si se programa T=0, no hay desbaste.
D Corrector.
Sentido horario.
Sentido antihorario.
Sin compensación.
Compensación por la izquierda.
Compensación por la derecha.
Activar o desactivar la ejecución de funciones M antes del mecanizado. El ciclo permiteeditar hasta 4 funciones M. Para ejecutar sólo alguna de ellas, definirlas en primer lugary dejar el resto de datos sin programar.El editor sólo mostrará esta opción si el usuario ha configurado el editor para permitirprogramar funciones M.

Manual de operación
CNC8065 MC
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
3.
(REF: 1209)
·139·
Fre
sado
de
perf
il de
pun
tos.
Los parámetros que definen la operación de desbaste son:
Sentido de giro del cabezal (icono).
Programación de funciones M.
Herramienta siguiente.
δ Demasía de acabado en las paredes laterales.
Cuando se trabaja sin compensación de radio no hay acabado, no se tiene en cuenta lademasía (δ).
F Avance de fresado.
S Velocidad de giro del cabezal.
T Herramienta de acabado.
Si se programa T=0, no hay acabado.
D Corrector.
Sentido horario.
Sentido antihorario.
Activar o desactivar la ejecución de funciones M antes del mecanizado. El ciclo permiteeditar hasta 4 funciones M. Para ejecutar sólo alguna de ellas, definirlas en primer lugary dejar el resto de datos sin programar.El editor sólo mostrará esta opción si el usuario ha configurado el editor para permitirprogramar funciones M.
Activar o desactivar la preparación de la herramienta siguiente. El editor sólo mostrará esta opción si el usuario ha configurado el editor para permitirprogramar la herramienta siguiente.

·140·
Manual de operación
CNC8065 MC
3.
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
(REF: 1209)
Fre
sado
de
perf
il de
pun
tos.
3.20.1 Funcionamiento básico.
1 Selecciona la herramienta de desbaste y arranca el cabezal en el sentido solicitado.
2 Desplazamiento, en avance rápido (G0), hasta el punto XY y plano de seguridad (Zs).Dependiendo del plano de partida, se desplaza primero en XY y luego en Z, o viceversa.
3 Desplazamiento, en avance rápido (G0), hasta el plano de aproximación.
4 Operación de desbaste. Se efectúa por capas, hasta alcanzar la profundidad total.
En primer lugar, profundización "I" al avance "Fz". A continuación, fresado del perfil conavance "F" y entrada tangencial si se ha programado. Si el desbaste se definió concompensación de radio, el fresado se efectúa a una distancia "δ" de la pared. Tras acabarel desbaste, salida al punto XnYn con salida tangencial si se ha programado. Parafinalizar, retroceso en avance rápido (G0), primero hasta el plano de seguridad Zs y luegohasta el punto de partida X1Y1.
5 Selecciona la herramienta de acabado y arranca el cabezal en el sentido solicitado.
6 Operación de acabado.
7 Profundización hasta el fondo, al avance "Fz".
Fresado del perfil con avance "F" y entrada tangencial si se ha programado. Salida alpunto XnYn con salida tangencial si se ha programado.
8 Retroceso, en avance rápido (G0), hasta el plano de seguridad Zs.

Manual de operación
CNC8065 MC
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
3.
(REF: 1209)
·141·
Fre
sado
de
perf
il lib
re.
3.21 Fresado de perfil libre.
La forma de empalmar los bloques en el desbaste y acabado de este ciclo será la definidapreviamente por el usuario mediante las instrucciones #HSC, G5, G50 ó G7. Se recomiendausar #HSC ó G5 controlando la forma de las aristas con la sentencia #ROUNDPAR.
Parámetros geométricos:
Nombre del perfil.
Para mecanizar con entrada y salida tangencial, definir dichos valores dentro delperfil.
Parámetros de desbaste:
En el desbaste se realiza un fresado del perfil dejando para el acabado la demasía δ. Estademasía se define como parámetro de acabado.
Los parámetros que definen la operación de desbaste son:
X, Y Punto de entrada al perfil
Z Cota de la superficie de la pieza.
Zs Cota del plano de seguridad.
P Profundidad total.
Fz Avance de profundización.

·142·
Manual de operación
CNC8065 MC
3.
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
(REF: 1209)
Fre
sado
de
perf
il lib
re.
Sentido de giro del cabezal (icono).
Compensación de radio de herramienta (icono).
Programación de funciones M.
Parámetros de acabado:
Para poder efectuar el acabado hay que definir el desbaste con compensación de radio deherramienta. En esta operación se elimina la demasía de acabado (δ).
I Paso de profundización.
• Si se programa con signo positivo (I+), el ciclo recalcula el paso para que todas lasprofundizaciones sean iguales, con valor igual o inferior al programado.
• Si se programa con signo negativo (I-), el planeado se mecaniza con el paso dado, exceptoel último paso que se mecaniza el resto.
En ambos casos el ciclo limita el paso a la longitud de corte asignada a la herramienta en latabla.
F Avance de fresado superficial.
S Velocidad de giro del cabezal.
T Herramienta de desbaste.
Si se programa T=0, no hay desbaste.
D Corrector.
Sentido horario.
Sentido antihorario.
Sin compensación.
Compensación por la izquierda.
Compensación por la derecha.
Activar o desactivar la ejecución de funciones M antes del mecanizado. El ciclo permiteeditar hasta 4 funciones M. Para ejecutar sólo alguna de ellas, definirlas en primer lugary dejar el resto de datos sin programar.El editor sólo mostrará esta opción si el usuario ha configurado el editor para permitirprogramar funciones M.

Manual de operación
CNC8065 MC
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
3.
(REF: 1209)
·143·
Fre
sado
de
perf
il lib
re.
Los parámetros que definen la operación de desbaste son:
Sentido de giro del cabezal (icono).
Programación de funciones M.
Herramienta siguiente.
δ Demasía de acabado en las paredes laterales.
Cuando se trabaja sin compensación de radio no se tiene en cuenta la demasía (δ). En estecaso el recorrido del centro de la herramienta es el mismo en el desbaste y en el acabado.
F Avance de fresado.
S Velocidad de giro del cabezal.
T Herramienta de acabado.
Si se programa T=0, no hay acabado.
D Corrector.
Sentido horario.
Sentido antihorario.
Activar o desactivar la ejecución de funciones M antes del mecanizado. El ciclo permiteeditar hasta 4 funciones M. Para ejecutar sólo alguna de ellas, definirlas en primer lugary dejar el resto de datos sin programar.El editor sólo mostrará esta opción si el usuario ha configurado el editor para permitirprogramar funciones M.
Activar o desactivar la preparación de la herramienta siguiente. El editor sólo mostrará esta opción si el usuario ha configurado el editor para permitirprogramar la herramienta siguiente.

·144·
Manual de operación
CNC8065 MC
3.
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
(REF: 1209)
Fre
sado
de
perf
il lib
re.
3.21.1 Funcionamiento básico.
1 Selecciona la herramienta de desbaste y arranca el cabezal en el sentido solicitado.
2 Desplazamiento, en avance rápido (G0), hasta el punto XY y plano de seguridad (Zs).Dependiendo del plano de partida, se desplaza primero en XY y luego en Z, o viceversa.
3 Desplazamiento, en avance rápido (G0), hasta el plano de aproximación.
4 Operación de desbaste. Se efectúa por capas, hasta alcanzar la profundidad total.
En primer lugar, profundización "I" al avance "Fz". A continuación, fresado del perfil conavance "F". Si el desbaste se definió con compensación de radio, el fresado se efectúaa una distancia "δ" de la pared. Para finalizar, retroceso en avance rápido (G0), primerohasta el plano de seguridad Zs y luego hasta el punto de partida X1Y1.
5 Selecciona la herramienta de acabado y arranca el cabezal en el sentido solicitado.
6 Operación de acabado.
7 Profundización hasta el fondo, al avance "Fz". Fresado del perfil con avance "F".
8 Retroceso, en avance rápido (G0), hasta el plano de seguridad Zs.

Manual de operación
CNC8065 MC
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
3.
(REF: 1209)
·145·
Ran
urad
o.
3.22 Ranurado.
La forma de empalmar los bloques en el desbaste y acabado de este ciclo será la definidapreviamente por el usuario mediante las instrucciones #HSC, G5, G50 ó G7. Se recomiendausar #HSC ó G5 controlando la forma de las aristas con la sentencia #ROUNDPAR.
Parámetros geométricos:
Tipo de ranurado (icono).
Hay 6 tipos posibles.
4 para ranurar cada una de las esquinas de la pieza.
2 para ranurar transversalmente la pieza.
Parámetros de desbaste:
En el desbaste se realiza un mecanizado dejando para el acabado las siguientes demasías.Ambas demasías se definen como parámetros de acabado.
X, Y Esquina de la superficie a ranurar.
L, H Dimensiones del ranurado.
El signo indica orientación respecto al punto XY.
Z Cota de la superficie de la pieza.
Zs Cota del plano de seguridad.
P Profundidad total.
α Ángulo en grados que forma el ranurado con el eje de abscisas. El giro se realiza sobre laesquina definida, punto X,Y.
δ Demasía de acabado en las paredes laterales.
δz Demasía de acabado en el fondo de la cajera.

·146·
Manual de operación
CNC8065 MC
3.
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
(REF: 1209)
Ran
urad
o.
Los parámetros que definen la operación de desbaste son:
Sentido de giro del cabezal (icono).
Sentido de mecanizado (icono).
Programación de funciones M.
Δ Paso o anchura de fresado máximo.
El ciclo recalcula el paso para que todas las pasadas sean iguales, con valor igual o inferioral programado. Si se programa con valor 0, se toma como valor 3/4 del diámetro de laherramienta seleccionada.
E Sobrepasamiento o distancia que sale el extremo de la herramienta de la superficie amecanizar.
Fz Avance de profundización.
I Paso de profundización.
• Si se programa con signo positivo (I+), el ciclo recalcula el paso para que todas lasprofundizaciones sean iguales, con valor igual o inferior al programado.
• Si se programa con signo negativo (I-), el ranurado se mecaniza con el paso dado, exceptoel último paso que se mecaniza el resto.
En ambos casos el ciclo limita el paso a la longitud de corte asignada a la herramienta en latabla.
F Avance de fresado superficial.
S Velocidad de giro del cabezal.
T Herramienta de desbaste.
Si se programa T=0, no hay desbaste.
D Corrector.
Sentido horario.
Sentido antihorario.
Sentido horario.
Sentido antihorario.
Activar o desactivar la ejecución de funciones M antes del mecanizado. El ciclo permiteeditar hasta 4 funciones M. Para ejecutar sólo alguna de ellas, definirlas en primer lugary dejar el resto de datos sin programar.El editor sólo mostrará esta opción si el usuario ha configurado el editor para permitirprogramar funciones M.

Manual de operación
CNC8065 MC
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
3.
(REF: 1209)
·147·
Ran
urad
o.
Parámetros de acabado:
El acabado se realiza en 2 fases. Primero se mecaniza el fondo de la ranura y a continuaciónlas paredes laterales, con entrada y salida tangencial.
Los parámetros que definen la operación de acabado son:
Sentido de giro del cabezal (icono).
Sentido de mecanizado (icono).
δ Pasada de acabado en las paredes laterales.
δz Pasada de acabado en el fondo.
Δ Paso o anchura de fresado en el fondo de la ranura.
El ciclo recalcula el paso para que todas las pasadas sean iguales, con valor igual o inferioral programado. Si se programa con valor 0, se toma como valor 3/4 del diámetro de laherramienta seleccionada.
N Número de pasadas de profundización para realizar el acabado lateral. Si el paso resultantees mayor que la longitud de corte asignada a la herramienta en la tabla, el paso se limita adicho valor.
F Avance de fresado superficial y lateral.
S Velocidad de giro del cabezal.
T Herramienta de acabado.
Si se programa T=0, no hay acabado.
D Corrector.
Sentido horario.
Sentido antihorario.
Sentido horario.
Sentido antihorario.

·148·
Manual de operación
CNC8065 MC
3.
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
(REF: 1209)
Ran
urad
o.
Programación de funciones M.
Herramienta siguiente.
Activar o desactivar la ejecución de funciones M antes del mecanizado. El ciclo permiteeditar hasta 4 funciones M. Para ejecutar sólo alguna de ellas, definirlas en primer lugary dejar el resto de datos sin programar.El editor sólo mostrará esta opción si el usuario ha configurado el editor para permitirprogramar funciones M.
Activar o desactivar la preparación de la herramienta siguiente. El editor sólo mostrará esta opción si el usuario ha configurado el editor para permitirprogramar la herramienta siguiente.

Manual de operación
CNC8065 MC
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
3.
(REF: 1209)
·149·
Ran
urad
o.
3.22.1 Funcionamiento básico.
1 Selecciona la herramienta de desbaste y arranca el cabezal en el sentido solicitado.
2 Desplazamiento, en avance rápido (G0), hasta el punto inicial de desbaste y el planode seguridad (Zs). Dependiendo del plano de partida se desplaza primero en XY y luegoen Z, o viceversa.
3 Desplazamiento, en avance rápido (G0), hasta el plano de aproximación.
4 Operación de desbaste. Se efectúa por capas, hasta alcanzar la profundidad total menosla distancia de acabado "δz".
En primer lugar, profundización "I" al avance "Fz". A continuación, ranurado de lasuperficie hasta una distancia "δ" de la pared. La ranura se efectúa con avance "F" y sihace falta recalcula el paso (Δ) para que todos sean iguales. Tras acabar el desbaste,retroceso en avance rápido (G0), primero hasta el plano de seguridad Zs y luego hasta

·150·
Manual de operación
CNC8065 MC
3.
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
(REF: 1209)
Ran
urad
o.
el punto de partida. Para finalizar, aproximación en avance rápido (G0) hasta 1 mm dela superficie mecanizada.
5 Retroceso, en avance rápido (G0), hasta el plano de seguridad Zs.
6 Selecciona la herramienta de acabado y se aproxima, en avance rápido (G0), hasta 1mm del fondo desbastado.
7 Acabado del fondo de la ranura.
Profundización al avance "Fz". Fresado del fondo de la ranura hasta una distancia "δ"de la pared. Se efectúa con avance "F" de acabado y si hace falta recalcula el paso deacabado (Δ) para que todos sean iguales.
8 Retroceso, en avance rápido (G0), hasta el plano de seguridad Zs.
9 Acabado de las paredes laterales. El acabado se realiza en "N" pasadas, con el avance"F" de acabado.
10 Retroceso, en avance rápido (G0), hasta el plano de seguridad Zs.
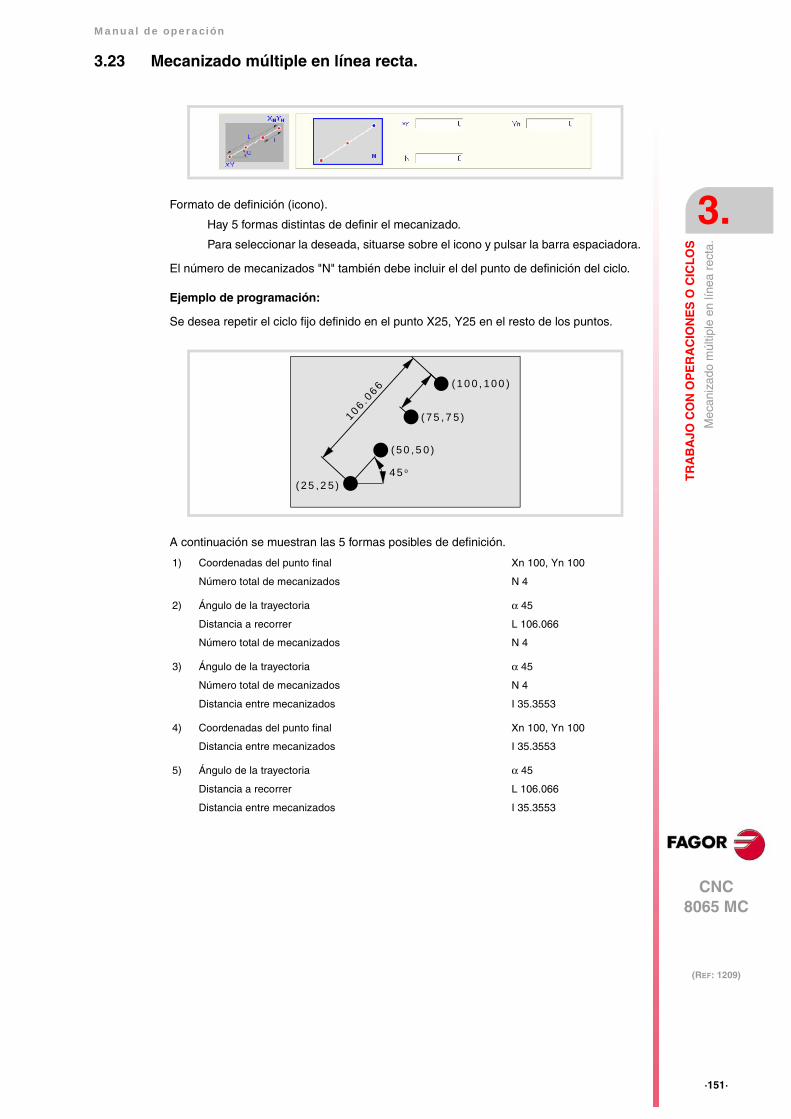
Manual de operación
CNC8065 MC
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
3.
(REF: 1209)
·151·
Mec
aniz
ado
múl
tiple
en
línea
rec
ta.
3.23 Mecanizado múltiple en línea recta.
Formato de definición (icono).
Hay 5 formas distintas de definir el mecanizado.
Para seleccionar la deseada, situarse sobre el icono y pulsar la barra espaciadora.
El número de mecanizados "N" también debe incluir el del punto de definición del ciclo.
Ejemplo de programación:
Se desea repetir el ciclo fijo definido en el punto X25, Y25 en el resto de los puntos.
A continuación se muestran las 5 formas posibles de definición.
1) Coordenadas del punto final Xn 100, Yn 100
Número total de mecanizados N 4
2) Ángulo de la trayectoria α 45
Distancia a recorrer L 106.066
Número total de mecanizados N 4
3) Ángulo de la trayectoria α 45
Número total de mecanizados N 4
Distancia entre mecanizados I 35.3553
4) Coordenadas del punto final Xn 100, Yn 100
Distancia entre mecanizados I 35.3553
5) Ángulo de la trayectoria α 45
Distancia a recorrer L 106.066
Distancia entre mecanizados I 35.3553
106 . 06 6 ( 1 0 0 , 1 0 0 )
( 7 5 , 7 5 )
( 5 0 , 5 0 )
( 2 5 , 2 5 )4 5 o

·152·
Manual de operación
CNC8065 MC
3.
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
(REF: 1209)
Mec
aniz
ado
múl
tiple
form
ando
un
arco
.
3.24 Mecanizado múltiple formando un arco.
Formato de definición (icono).
Hay 9 formas distintas de definir el mecanizado.
Para seleccionar la deseada, situarse sobre el icono y pulsar la barra espaciadora.
El desplazamiento en arco se realiza en sentido antihorario. Para efectuarlo en sentidohorario definir la distancia angular entre mecanizados β con signo negativo.
El número de mecanizados "N" también debe incluir el del punto de definición del ciclo.
Ejemplo de programación:
Se desea repetir el ciclo fijo definido en el punto X90, Y50 en el resto de los puntos.
A continuación se muestran las 9 formas posibles de definición.
1) Coordenadas del centro Xa 50, Ya 50
Número total de mecanizados N 7
Ángulo del punto final τ 270
2) Coordenadas del centro Xa 50, Ya 50
Número total de mecanizados N 7
Distancia angular entre mecanizados β 45
3) Radio R 40
Número total de mecanizados N 7
Ángulo del punto inicial α 0
Ángulo del punto final τ 270
4) Radio R 40
Número total de mecanizados N 7
Ángulo del punto inicial α 0
Distancia angular entre mecanizados β 45
5) Coordenadas del centro Xa 50, Ya 50
Ángulo del punto final τ 270
Distancia angular entre mecanizados β 45
6) Radio R 40
Ángulo del punto inicial α 0
Ángulo del punto final τ 270
Distancia angular entre mecanizados β 45
4 5 o
( 50 , 1 0 )
4 0
( 50 , 5 0 )( 90 , 5 0 )

Manual de operación
CNC8065 MC
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
3.
(REF: 1209)
·153·
Mec
aniz
ado
múl
tiple
form
ando
un
arco
.
7) Coordenadas del centro Xa 50, Ya 50
Radio R 40
Número total de mecanizados N 7
Ángulo del punto inicial α 0
Distancia angular entre mecanizados β 45
8) Coordenadas del centro Xa 50, Ya 50
Radio R 40
Número total de mecanizados N 7
Ángulo del punto inicial α 0
Ángulo del punto final τ 270
9) Coordenadas del centro Xa 50, Ya 50
Radio R 40
Ángulo del punto inicial α 0
Ángulo del punto final τ 270
Distancia angular entre mecanizados β 45
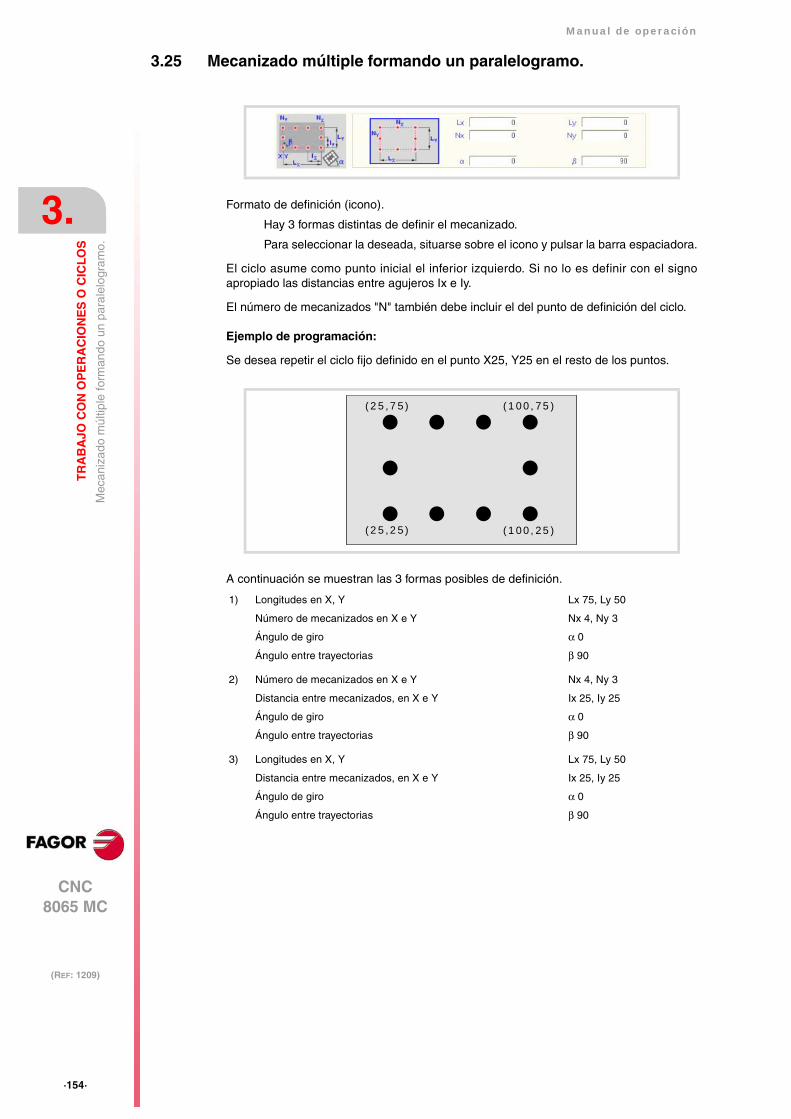
·154·
Manual de operación
CNC8065 MC
3.
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
(REF: 1209)
Mec
aniz
ado
múl
tiple
form
ando
un
para
lelo
gram
o.
3.25 Mecanizado múltiple formando un paralelogramo.
Formato de definición (icono).
Hay 3 formas distintas de definir el mecanizado.
Para seleccionar la deseada, situarse sobre el icono y pulsar la barra espaciadora.
El ciclo asume como punto inicial el inferior izquierdo. Si no lo es definir con el signoapropiado las distancias entre agujeros Ix e Iy.
El número de mecanizados "N" también debe incluir el del punto de definición del ciclo.
Ejemplo de programación:
Se desea repetir el ciclo fijo definido en el punto X25, Y25 en el resto de los puntos.
A continuación se muestran las 3 formas posibles de definición.
1) Longitudes en X, Y Lx 75, Ly 50
Número de mecanizados en X e Y Nx 4, Ny 3
Ángulo de giro α 0
Ángulo entre trayectorias β 90
2) Número de mecanizados en X e Y Nx 4, Ny 3
Distancia entre mecanizados, en X e Y Ix 25, Iy 25
Ángulo de giro α 0
Ángulo entre trayectorias β 90
3) Longitudes en X, Y Lx 75, Ly 50
Distancia entre mecanizados, en X e Y Ix 25, Iy 25
Ángulo de giro α 0
Ángulo entre trayectorias β 90
( 2 5 , 7 5 )
( 2 5 , 2 5 )
( 1 0 0 , 7 5 )
( 1 0 0 , 2 5 )

Manual de operación
CNC8065 MC
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
3.
(REF: 1209)
·155·
Mec
aniz
ado
múl
tiple
form
ando
una
mal
la.
3.26 Mecanizado múltiple formando una malla.
Formato de definición (icono).
Hay 3 formas distintas de definir el mecanizado.
Para seleccionar la deseada, situarse sobre el icono y pulsar la barra espaciadora.
El ciclo asume como punto inicial el inferior izquierdo. Si no lo es definir con el signoapropiado las distancias entre agujeros Ix e Iy.
El número de mecanizados "N" también debe incluir el del punto de definición del ciclo.
Ejemplo de programación:
Se desea repetir el ciclo fijo definido en el punto X25, Y25 en el resto de los puntos.
A continuación se muestran las 3 formas posibles de definición.
1) Longitudes en X, Y Lx 75, Ly 50
Número de mecanizados en X e Y Nx 4, Ny 3
Ángulo de giro α 0
Ángulo entre trayectorias β 90
2) Número de mecanizados en X e Y Nx 4, Ny 3
Distancia entre mecanizados, en X e Y Ix 25, Iy 25
Ángulo de giro α 0
Ángulo entre trayectorias β 90
3) Longitudes en X, Y Lx 75, Ly 50
Distancia entre mecanizados, en X e Y Ix 25, Iy 25
Ángulo de giro α 0
Ángulo entre trayectorias β 90
( 2 5 , 7 5 )
( 2 5 , 2 5 )
( 1 0 0 , 7 5 )
( 1 0 0 , 2 5 )

·156·
Manual de operación
CNC8065 MC
3.
TR
AB
AJO
CO
N O
PE
RA
CIO
NE
S O
CIC
LO
S
(REF: 1209)
Mec
aniz
ado
múl
tiple
ran
dom
.
3.27 Mecanizado múltiple random.
El punto inicial es el punto de definición del ciclo.
En la zona correspondiente al mecanizado múltiple se deben definir el resto de los puntos(P2) a (P12).
Cuando no se utilizan todos, definir el primer punto no utilizado con las mismas coordenadasdel último punto del perfil.
Ejemplo de programación:
Se desea repetir el ciclo fijo definido en el punto X25, Y25 en el resto de los puntos.
El ciclo fijo se define en el punto (P1) X25, Y25
En la zona correspondiente al mecanizado múltiple se deben definir el resto de los puntos(P2) a (P7).
Como sólo hay 7 puntos, hay que definir (P8) = (P7).
(P2) X 50 Y 25
(P3) X 100 Y 25
(P4) X 75 Y 50
(P5) X 50 Y 50
(P6) X 25 Y 75
(P7) X 100 Y 75
(P8) X 100 Y 75
( P1 ) ( P 2 ) ( P 3 )
( P 4 )( P 5 )
( P6 ) ( P 7 )
2 5
5 0
7 5
1 0 07 55 025
CNC8065 MC
(REF: 1209)
4
·157·
MEMORIZACIÓN DE PROGRAMAS
El CNC permite editar, memorizar, simular y ejecutar programas pieza. Cada uno de estosprogramas esta formado por la concatenación de operaciones o ciclos elementales. Laforma de editar o definir dichas operaciones o ciclos está detallado en el capítulo "3 Trabajocon operaciones o ciclos".

·158·
Manual de operación
CNC8065 MC
4.
ME
MO
RIZ
AC
IÓN
DE
PR
OG
RA
MA
S
(REF: 1209)
List
a de
pro
gram
as m
emor
izad
os
4.1 Lista de programas memorizados
Para acceder a la lista de programas pieza memorizados se debe pulsar la tecla [EDIT]. ElCNC mostrará la siguiente pantalla:
1 Softkey para el inicio de la simulación del programa seleccionado.
2 Softkey para el inicio de la ejecución del programa seleccionado.
3 Softkey para crear un programa nuevo.
4 Softkey que cambia el menú de softkeys horizontales. Las softkeys que aparecen traspulsar esta softkey son:
• Abrir programa.
• Operaciones de bloques.
• Deshacer/Rehacer.
• Insertar el ciclo en edición.
5 Reemplazar o insertar el ciclo editado.
6 Ventana que muestra los ciclos y bloques de código ISO que componen la piezaseleccionada. Para editar un ciclo habría que pulsar [RECALL] con el cursor encima delciclo.
7 Barra de mensajes.
8 Ventana que muestra la lista de programadas almacenados. En esta ventana es posiblemoverse por la lista de programas. Cada vez que se seleccione un programa se mostrarásu contenido en la ventana de la derecha. Si se quisiera cambiar la carpeta de trabajo,habría que pulsar [RECALL] estando el foco en la lista, y se abriría un explorador decarpetas para elegir el nuevo directorio.
Para cambiar el foco entre la lista de programas y el editor de piezas, pulsar [CTRL] + [F2].
PROGRAM
PROGRAM
PROGRAM
1
2
3
4
57
86

Manual de operación
CNC8065 MC
ME
MO
RIZ
AC
IÓN
DE
PR
OG
RA
MA
S
4.
(REF: 1209)
·159·
Edi
tar
un n
uevo
pro
gram
a pi
eza
4.2 Editar un nuevo programa pieza
Para editar un nuevo programa pieza se deben seguir los siguientes pasos:
1 Acceder a la lista de programas memorizados pulsando la tecla [EDIT].
2 Pulsar la softkey vertical "Nuevo programa". Aparecerán las siguientes opciones:
• Nuevo: Al introducir un nombre en el cuadro de diálogo y pulsar al botón Nuevo secreará un archivo vacío con ese nombre.
• Copiar: Al introducir un nombre en el cuadro de diálogo y pulsar el botón Copiar, secreará un archivo con ese nombre y en el que se copiará todos los ciclos y bloquesde código ISO del programa que estuviera seleccionado en ese momento en la listade programas.
• Cancel: Para cancelar la creación de un programa nuevo.
En la lista de programas están disponibles los atajos de teclado [CTRL][C] y [CTRL][V] paracopiar y pegar un programa.
4.3 Borrar un programa pieza
Para borrar un programa pieza se deben seguir los siguientes pasos:
1 Acceder a la lista de programas pieza memorizados pulsando la tecla [EDIT].
2 Seleccionar, con el puntero, en la columna de la izquierda el programa pieza que sedesea borrar. No se puede borrar un programa si éste está siendo ejecutado o simulado.
3 Pulsar la tecla [DEL].
El CNC mostrará, en la parte inferior, un mensaje solicitando la confirmación de la operaciónde borrado.
• Si se pulsa la tecla [ENTER] el CNC borrará el programa seleccionado y actualiza la listade programas pieza memorizados.
• Si se pulsa la tecla [ESC] el programa no se borrará y se abandonará la operación deborrado.
4.4 Memorizar un ciclo
Se puede añadir el ciclo al final del programa, tras la última operación, insertarlo entre 2operaciones existentes o bien reemplazarlo por uno de los ciclos del programa. Paramemorizar el ciclo se deben seguir los siguientes pasos:
1 Definir el ciclo deseado, asignándole los datos correspondientes.
2 Pulsar la softkey "Memorizar ciclo" para acceder a la lista de programas piezamemorizados.
3 Seleccionar, en la columna de la izquierda el número de programa deseado y pasar ala columna de la derecha.
4 Situar el cursor en la posición en la que se desea insertar o reemplazar el ciclo editado.
5 Pulsar la softkey vertical de reemplazar o insertar el ciclo editado.
6 Seleccionar si se desea insertar el ciclo o reemplazarlo por uno ya existente.

·160·
Manual de operación
CNC8065 MC
4.
ME
MO
RIZ
AC
IÓN
DE
PR
OG
RA
MA
S
(REF: 1209)
Mem
oriz
ar u
n ci
clo

CNC8065 MC
(REF: 1209)
5
·161·
EJECUCIÓN Y SIMULACIÓN
La simulación permite reproducir gráficamente un programa pieza o una operación con losdatos que se han definido. De esta forma, mediante la simulación, se puede comprobar elprograma pieza o la operación antes de ejecutarla o memorizarla y por consiguiente corregiro modificar sus datos.
El CNC permite ejecutar o simular un programa pieza o cualquier operación. Dichasimulación o ejecución puede efectuarse de principio a fin o bien pulsar la tecla [SINGLE]para que se ejecute o simule paso a paso.

·162·
Manual de operación
CNC8065 MC
5.
EJE
CU
CIÓ
N Y
SIM
UL
AC
IÓN
(REF: 1209)
Eje
cuta
r un
pro
gram
a pi
eza
5.1 Ejecutar un programa pieza
Siempre que se desee ejecutar un programa pieza se deben seguir los siguientes pasos:
1 Pulsar la tecla [EDIT] para acceder a la lista de programas pieza memorizados.
2 Seleccionar en la columna de la izquierda el programa que se desea ejecutar.
3 Pulsar la softkey vertical "Ejecutar programa".
Tras pulsar esta softkey el CNC mostrará la pantalla estándar del modo de trabajo MC.Si se pulsa la tecla bicolor el CNC mostrará la pantalla auxiliar del modo de trabajo MC.Si se pulsa la softkey vertical "Graphics", el CNC mostrará la pantalla de gráficos enejecución.
4 Una vez seleccionada la pantalla deseada, pulsar la tecla [START].
5.1.1 Ejecutar parte de un programa pieza
Para ejecutar parte de un programa pieza se deben seguir los siguientes pasos:
1 Pulsar la tecla [EDIT] para acceder a la lista de programas pieza memorizados.
2 Seleccionar en la columna de la izquierda el programa y en la columna de la derechala operación a partir de la cual se desea ejecutar el programa pieza.
3 Pulsar la softkey vertical "Ejecutar programa".
Tras pulsar esta softkey el CNC mostrará la pantalla estándar del modo de trabajo MC.Si se pulsa la tecla bicolor el CNC mostrará la pantalla auxiliar del modo de trabajo MC.Si se pulsa la softkey vertical "Graphics", el CNC mostrará la pantalla de gráficos enejecución.
4 Una vez seleccionada la pantalla deseada, pulsar la tecla [START].

Manual de operación
CNC8065 MC
EJE
CU
CIÓ
N Y
SIM
UL
AC
IÓN
5.
(REF: 1209)
·163·
Eje
cuta
r un
pro
gram
a pi
eza
5.1.2 Pantalla de gráficos en ejecución
1 Ventana que informa sobre la posición de los ejes durante la ejecución del programa.
2 Ventana que muestra el estado de las funciones G.
3 Ventana que muestra la herramienta seleccionada T, el corrector de herramienta D, laF real y la programada así como la S real y la programada.
4 Softkeys con las opciones de visualización de los gráficos.
• Tipo de vista.
• Configuración.
• Acciones.
• Borrar.
• Dimensiones.
• Medición.
5 Barra de mensajes.
6 Ventana en la que se muestra las líneas del programa en ejecución.
7 Ventana en la que se muestra el avance del programa en ejecución a través de gráficos.
45
6
71
2
3

·164·
Manual de operación
CNC8065 MC
5.
EJE
CU
CIÓ
N Y
SIM
UL
AC
IÓN
(REF: 1209)
Sim
ular
un
prog
ram
a pi
eza
5.2 Simular un programa pieza
Siempre que se desee simular un programa pieza se deben seguir los siguientes pasos:
1 Pulsar la tecla [EDIT] para acceder a la lista de programas pieza memorizados.
2 Seleccionar en la columna de la izquierda el programa que se desea simular.
3 Pulsar la softkey vertical "Simulación gráfica". Tras pulsar esta softkey el CNC mostrarála pantalla de gráficos en simulación.
4 Pulsar la softkey vertical "Start simulación".
5.2.1 Simular parte de un programa pieza
Para simular parte de un programa pieza se deben seguir los siguientes pasos:
1 Pulsar la tecla [EDIT] para acceder a la lista de programas pieza memorizados.
2 Seleccionar en la columna de la izquierda el programa y en la columna de la derechala operación a partir de la cual se desea ejecutar el programa pieza.
3 Pulsar la softkey vertical "Simulación gráfica". Tras pulsar esta softkey el CNC mostrarála pantalla de gráficos en simulación.
4 Pulsar la softkey vertical "Start simulación".

Manual de operación
CNC8065 MC
EJE
CU
CIÓ
N Y
SIM
UL
AC
IÓN
5.
(REF: 1209)
·165·
Sim
ular
un
prog
ram
a pi
eza
5.2.2 Pantalla de gráficos en simulación
Descripción de los componentes de la página:
1 Softkey para el inicio de la simulación del programa seleccionado.
2 Softkey para parar la simulación del programa seleccionado.
3 Softkey para resetear le ejecución del programa seleccionado.
4 Softkey para simular el programa bloque a bloque.
5 Ventana que informa sobre la posición de los ejes durante la ejecución del programa.
6 Ventana que muestra el estado de las funciones G.
7 Ventana que muestra la herramienta seleccionada T, el corrector de herramienta D, laF real y la programada así como la S real y la programada.
8 Softkeys con las opciones de visualización de los gráficos.
9 Barra de mensajes.
10 Ventana en la que se muestra las líneas del programa en ejecución.
11 Ventana en la que se muestra el avance del programa en ejecución a través de gráficos.
1
2
3
4
5
7
89
10
11
6

·166·
Manual de operación
CNC8065 MC
5.
EJE
CU
CIÓ
N Y
SIM
UL
AC
IÓN
(REF: 1209)
Sim
ular
o e
jecu
tar
una
oper
ació
n m
emor
izad
a
5.3 Simular o ejecutar una operación memorizada
Para simular o ejecutar una operación que se encuentra memorizada como parte de unprograma pieza se deben seguir los siguientes pasos:
1 Pulsar la tecla [EDIT] para acceder a la lista de programas pieza memorizados.
2 Seleccionar en la columna de la izquierda el programa que lo contiene y en la columnade la derecha la operación que se desea simular o ejecutar.
3 Pulsar la tecla [RECALL].
4 Para simular la operación se debe pulsar la softkey vertical "Simular ciclo" y paraejecutarla la softkey vertical "Ejecutar ciclo".
5.3.1 Simulación de un ciclo
Para simular el ciclo editado pulsar la softkey vertical "Simular ciclo".
Para más información sobre la simulación de ciclos, consultar el capítulo "2.1.4 Simulaciónde un ciclo".

Manual de operación
CNC8065 MC
EJE
CU
CIÓ
N Y
SIM
UL
AC
IÓN
5.
(REF: 1209)
·167·
Sim
ular
o e
jecu
tar
una
oper
ació
n m
emor
izad
a
5.3.2 Ejecución de un ciclo
Para ejecutar el ciclo editado pulsar la softkey vertical "Ejecutar ciclo".
Para más información sobre la ejecución de ciclos, consultar el capítulo "2.1.5 Ejecuciónde un ciclo".

·168·
Manual de operación
CNC8065 MC
5.
EJE
CU
CIÓ
N Y
SIM
UL
AC
IÓN
(REF: 1209)
Sim
ular
o e
jecu
tar
una
oper
ació
n m
emor
izad
a

Manual de operación
CNC8065 MC
(REF: 1209)
·169·

·170·
Manual de operación
CNC8065 MC
(REF: 1209)