mantenimiento y reparacion de maquinas equipos hidraulicos ii
DESCRIPTION
Mantenimiento y Reparacion de Maquinas Equipos Hidraulicos II.TRANSCRIPT
.¡r,
SERVICIO NACIONAL DE ADIESTRAMIENTO EN TRABAJO INDUSTRIAL
IVIAN UAL D E APRE ND TZ AJE
COIIIGO : 89000776
de Nivel
\
MAI{TEI{IMIEI{TO Y REPARACIÓXDE MÁeurf{As/Eeurpos
HIT}MULICOS(PAR.TE II)
Opetativo.

AuroRr zlclóx Y DTFUSTóx
MATERIAL DIDACTICO ESCRITO
FAM. OCUPACIONAL :
ocuPAcróx
NIVEL
METALMpcÁNIcA.
MECÁNTCo DE MANTENIMIENTo.
rÉcNICo oPERATIVo.
Con la firtalidad de facilitar el aprendizaje en el desarrollo de la formación y capacitación en laocupación del MECÁNICO DE MANTENIMIENTO a nivel nacional y dejando la posibilidad deun mejoramiento y actualización permanente, se attoriza la APLICACIÓN y pfUSlÓN ¿ematerial didáctico escrito referido a MANTENIMIENTO Y nnpAn¡.CfÓX DEuÁqurN.l,s/Eeurpos nmnÁulrcos (rARTE II).
Los Directores Zonales y Jefes de Unidades Operativas son los responsables de su difusi'ón yaplicación oportuna.
DOCUMENTO APROBADO POR ELGERENTE TÉCNICO DEL SENATI
Registro de derecho de autor:

SEMANA NO 3
TAREA N" 02
REPARAGIÓN DE BOMBA CENTRIFUGA
OPERAGION
o Reparar eje (flecha)
o Reparar el impulsor
I
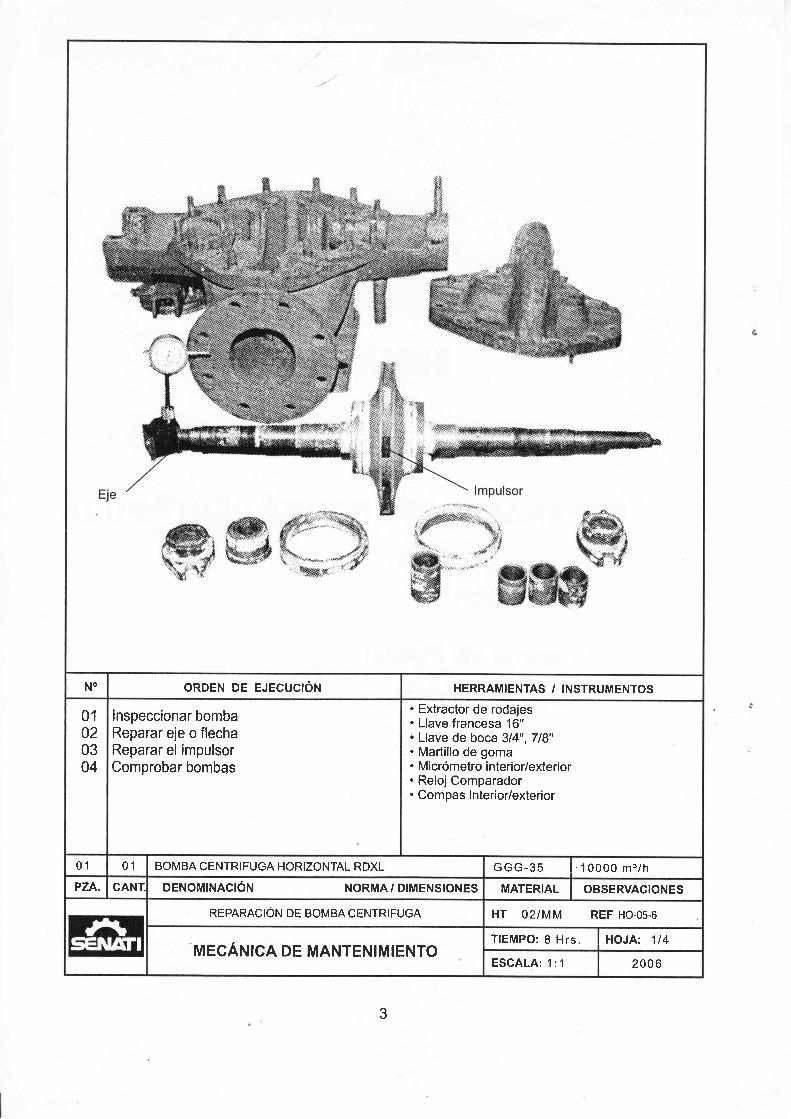
No ORDEN DE EJECUCIÓN HERRAMIENTAS / INSTRUMENTOS
01020304
lnspeccionar bombaReparar eje o flechaReparar el impulsorComprobar bombas
. Extractor de rodajes
. Llave francesa 16"
. Llave de boc a 314" , 7lB
. Martillo de goma
. Micrómetro interior/exterior
. Reloj Comparador
. Compas interior/exterior
01 01 BOMBA CENTRIFUGA HORIZONTAL RDXL GGG-35 l'10000 m3/h
PZA. CANT DENOMINACIÓN NORMA / DIMENSIONES MATERIAL I OBSERVACIONES
REPARACIÓN DE BOMBA CENTRIFUGA HT O2IM M REF HO-05-6
MECÁNICA DE MANTENIMIENTOTIEMPO:8Hrs. IHOJA:114
ESGALA:1:1 | 2006
3

I mnureururENTo y REpARAcTóru DE MAeurNAs/Eeurpos nronnuLrcos
opeRecróH:REPARAR EJE O FLECHA
Esta operación consiste en reparar reconstruyendo el eje o flecha de la bombacentrifuga que se encuentra en mal estado con desgastes, grietas o deformaciones.
Se ejecuta cad avezque la bomba presentefallas de vibración , c? lentamiento en elsistema de bombeo (perdida de caudal).
PROCESO DE EJECUCIÓN
1o PASO : Desmonte los elementos de labomba.
a) Inspeccione la situación delos elementos de la bomba
b) Marque los elementos quese encuentran alojados ensu interior, para mantenersu ubicación original,emplee un granete ymartillo.
c) Desmonte las chumaceras.
OBSERVACIÓNUt¡lice llave de boca ocorona adecuada.
d) retire las tuercas de losespárragos con llave deboca o corona y desacoplela tapa superior. Fig. 1
e) Desmonte los elementos deleje, retirando Iosrodamientos haciendo usode un extractor derodamientos (Fig .2)'.
f) Retire la prensa estopa, losanillos de lubricación y elimpulsor (Fig. 3)
Fig. 1
Fig.2
Fig. 3
REF. H.O.os/MM 1/,2MECANrcO DE MANTENIMIENTO 4
I umrrmMtENTo y REpARAcÉu DE MAeutNAs/Eeutpos n¡onnulrcos
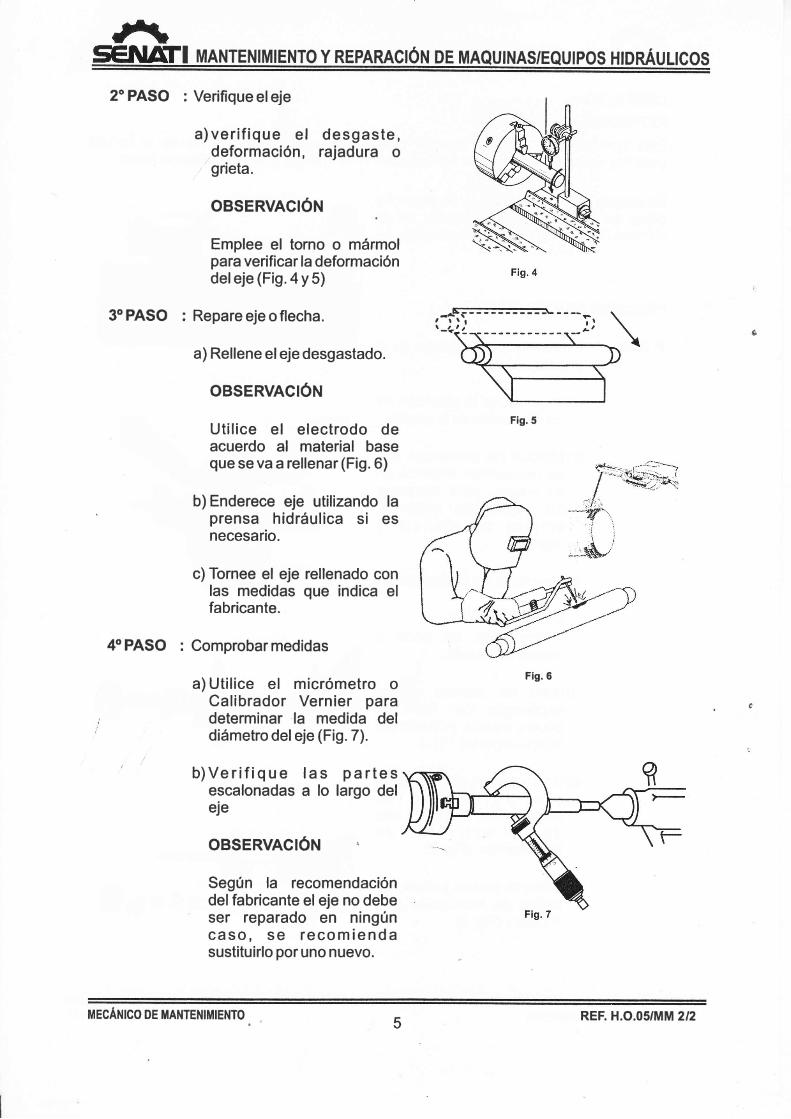
2" PASO : Verifique el eje
a) verif ique el desgaste,deformación, rajadura ogrieta.
OBSERVAGIÓN
Emplee el torno o mármolpa ra verific ar ladeforma cióndel eje (F¡9. 4 y 5)
3o PASO : Repare eje o flecha.
a) Rellene el eje desgastado.
OBSERVACIÓN
Ut¡lice el electrodo deacuerdo al material baseque se va a rellenar (Fig. 6)
b) Enderece eje utilizando laprensa hidráulica si esnecesario.
c) Tornee el eje rellenado conlas medidas que indica elfabricante.
40 PASO : Comprobar medidas
a) Utilice el micrómetro oCalibrador Vernier paradeterminar la medida deldiámetro del eje (F¡g .7).
b)Verifique las partesescalonadas a lo largo deleje
OBSERVAGIÓN 1
Según la recomendacióndel fabricante el eje no debeser reparado en ningúncaso, se recomiendasustituirlo por uno nuevo.
Fig. 5
Fig. 6
-lff-----------r trl
MECANrcO DE MANTENIMIENTO REF. H.O,os/MM 2/,25

I unrureumrENTo y REpARAc¡ón DE MAeurNAs/Eeurpos nronluucos
openRc¡ót¡:REPARAR EL IMPULSOR
Esta operación consiste en desmontar y reparar el impulsor de la bomba, que vibra ysobrecalienta debido a que el impulsorse encuentra dañado.
Se aplica cada vezque el impulsor presentedesalineamiento y rozamiento con lacarcasa '
PROCESO DE EJECUCIÓN
1O PASO
2"PASO
3O PASO
4'PASO
I nspeccione el impulsor.
a) Inspeccione si haydesgaste, rajaduras ydesalineamiento delimpulsor
b) Inspeccione los anillos dedesgaste del ¡mpulsorempleando el micrómetrointerior (Fig. 1).
c) Inspeccione si las aletaspresentan desgaste.
OBSERVACIÓN
Se debe tener en cuenta elespacio de luz entre lacarcasa y el rodete (0.03mm).
Repare el impulsor.
a) Bisele la parte a soldar,
b) Suelde la parte afectada odesgastada, con electrodoadecuado (Fig .2).
Mecanice el impulsor.
a)Tornee la parte soldada,teniendo considerando lasmedidas del fabricante.
Balancee estáticamente elimpulsor.
a) Marque el impulsor encuatro partes iguales.
b) Balancee y coloque placashasta lograr el giro uniforme(F¡9,3).
Fig. I
Fig.2
Fig. 3
REF. H.O.06/MM 1/1MECÁNrcO DE MANTENIMIENTO

I mnruremmtENTo y REpARAcón DE MAeutNA /Eeutpos nlonnuLtcos
BOMBAS HIDRÁULICAS
Son máquinas movidas por cualquier tipo delíquidos, de un nivel bajo a otro mas alto, o parade movimiento.
agente motor y usadas para elevarimpulsarlos, Gomunicandoles energía
Las bombas h¡dráulicas absorbe energíamecánica y restituye al liquido que laatraviesa energía hidráulica. Las bombasse emplean para impulsar toda clase delíquidos (agua, aceites de lubricación,combustibles, ácidos; líquidos alimenticios:cervez?, leche etc.) También se empleanlas bombas para bombear líquidos espesoscon sólidos en suspensión como: pastas depapel, melazas,fangos, desperdicios, etc.
Glasificación de las bombas
Según la dirección del flujo.'bombas de flujo radial, de flujo axial y de flujo radio axial.
Segun la posición del eje: de eje horizontal, de eje vertical y de eje inclinado.
.Según la presión engendrada,'bombas de baja presión, de media presión y de altapresión.
Según el numero de flujos en la bomba: de simple aspiración o de un flujo y dedoble aspiración o de dos flujos.
Según el numero de rodetes.'de un escalonamiento o de varios escalonamientos
iifI,.
II

I rvrm¡reuurENTo y REpARAcTóru DE MAeurNAs/Eeurpos ruonnuLrcos
Las bombas se clasifican según dos consideraciones generales diferentes:1 .- La que se toma en consideración las características de movimiento de liquido2.-La que se ba'sa en eltipo o aplicación especificapara los cuales ha sido diseñado labomba.
Hay 3 clases de bombas de uso común: centrifuga, rotatoria y reciprocante. Cada clasese divide a su vez en un numero de tipos diferentes.
j: ._ :iÉ:i: :
_;i :
__., .i_iñ::-:: -
jj' " ' .'' 't!' ' 'i ii . Voluta it i¡
1 ii 'oirusot ii ii . Turbina reoenerativa iI centrifusa ii .;;;;;;;;il'-"'" i1i':ii ii . Fluio mixto i: ili ij . Flujo axial i
' il _ -""'"- _ j.I ti -! .ii . EnOraneS i!.t i!
i ji . Alabes it ii '"----
i ii . Leva y pistón iI Rotatoria ii . torni'il' i
i ii . lo¡rlo i't ii -. ,,¡ ;1 . Bloque de vaivén ;
i .. ¡i ,. .i'ri'ii ii 'Acción directa i
I - ii . Potenc¡a ij Reciorocante ti ^. -I ' ;i . uraragma i
i il . Rotatoria pistón ir",,,,.,,....,,
Notese que estos términos se aplican solamente a la mecánica del movimiento delliquido, y no alservicio para elque se ha diseñado la bomba.
Esto es importante, porque muchas bombas se construyen y venden para un servicioespecifico, yen elcomplejo problema de elegírla que tenga mejores detalles de diseño,pueden perderse de vista los problemas básicos de clase ytipo.
I

I rrllrurruMtENTo y REpARAcóru DE MAeutNAs/Eeutpos npnluLtcos
BoMBAS ceurRlpuols
Las bombas centrífugas, también denominadas rotativas, tienen un rotor de paletasgiratorio sumergido en ellíquido. El líquido entra en la bomba cerca deleje del rotor, y laspaletas lo arrastran hacia sus extremos a alta presión. El rotor también proporciona allíquido una velocidad relativamente alta que puede transformarse en presión en unaparte estacionaria de la bomba, conocida como difusor. En bombas de alta presiónpueden emplearse varios rotores en serie, y los difusores posteriores a cada rotorpueden contener aletas de guía para reducir poco a poco la velocidad del líquido.
En las bombas de baja presión, el difusor suele ser un canal en espiral cuya superficietransversal aumenta de forma gradual para reducir la velocidad. El rotor debe sercebado antes de empezar a funcionar, es decir, debe estar rodeado de líquido cuandose arranca la bomba. Esto puede lograrse colocando una válvula de retención en elconducto de succión, que mantiene el lÍquido en la bomba cuando el rotor no gira. Siesta válvula pierde, puede ser necesario cebar la bomba introduciendo líquido desdeuna fuente externa, como el depósito de salida. Por lo general, las bombas centrífugastienen una válvula en el conducto de salida para controlar el flujo y la presión.
En el caso de flujos bajos y altas presiones, la acción del rotor es en gran medida radial.En flujos más elevados y presiones de salida menores, la dirección de flujo en el interiorde la bomba es más paralela al eje del rotor (flujo axial). En ese caso, el rotor actúa comouna hélice. La transición de un tipo de condiciones a otro es gradual, y cuando lascondiciones son intermedias se habla de flujo mixto.
Elementos que constituyen elcuerpo de la bomba
Los principales elementos que constituyenl"l ,rerpo de una bomba son:
a) La cubierta, carcasa o cuerpo
b) El impulsor o rodete
c) El eje o flecha
d) Cubre flecha
e) El estopero
f) La prensaestopa
g) La empaquetadura
h) Los rodamientos
¡) Los acoplamientos
La cubierta.- Recibe este nombrerecibe el liquido descargado por elenergía potencial,
la envoltura que rodea al impulsor. Esta secciónimpulsor y convierte la energía de velocidad en
En cuanto a su forma cada fabricante le da diversa configuración así hay bombas quecon el motorforman un solo bloque, unidos mediante pernos; en otros por elcontrario,van separados, uniendose, sus ejes, por medio de acoplamientos.
I

I mnrureumENTo y REpARAc¡óru DE MAeUTNAS/Eeurpos n¡onnuucos
Clases de bombas centrifugas y usos
Muchas son las clases de bombas centrifug?s,forma y modelado; con respectos al materialcomunes las s¡guientes.
Bombas detipovoluta
Llamada también del tipo evolvente, o desimple voluta aquí el impulsor descarga enuna caja espiral que se expandeprogresivamente, proporcionada de talforma que la velocidad del liquido se reduceen forma gradual. Por este medio, parte dela energía de la velocidad del liquido seconvierte en presión estática. Fig. 1
atendido al tipo de impulsores, por sude construcción, etc. Siendo las mas
Fig. I
Este tipo de bomba es de aplicación general; generalmente de tipo voluta conaditamento de bronce de un solo paso horizontalson diseñadas para manejar líquidoslimpios y fríos a temperaturas ambiente o moderadas. Encuentran gran numero deaplicaciones en suministros de agua, particularmente aguas de superficies.
Bomba de tipo difusor
En este tipo de bomba los alabes direccionales estacionarios, rodean al rotor oimpulsor. Estos pasajes con expansión gradualcambian la dirección delflujo del liquidoy convierten la energía de velocidad a columna de presión.
Usos generalmente se usan para alimentación de calderas en plantas de presionesbajasymedias. Fig.2.
Bomba de tipo turbina
También se conocen como bombas regenerativas, en este tipo se producen remolinosen el liquido por medio de los alabes a velocidades muy altas dentro del canal anular enel que gira el impulsor. El liquido va recibiendo impulso de energía. Fig. 3.
Fig.2
10
Fig. 3

I MANTENIMIENTo y REpARAcTóN DE MAeutNAs/Eeutpos HIDNNUUCOS
En la bomba centrÍfuga que se muestra en la Fig. 4 podemos apreciar a simple vistatodas las piezas -que la componen, así como su configuración y el lugar que lescorresponde a cada una. En primer lugar y sin entrar en detalles procéderemos aestudiar el despiece de dicha bomba y más tarde nos ocuparemos de la función que lecorresponde a cada una de las piezas porseparado.
Con la letra A hemos señalado la empaquetadura o más corrientemente la estopada.Esta es uno de los elementos de la bomba alque deben prestarse más cuidados, tantoal procedera su colocación en eleje, comó más tarde en su revisión y conservación. Laletra B señala unos arcos metálicos que, aparte de presionar la primera estopa, dejanentre su ranura central una cámara que impide en parte el paso de los escapes delíquido a la segunda empaquetadura, cuando la bomba está en funcionamiento. Ellíquido que escapa de la primera estopada y el que se acumula en la ranura del arometálico actúa como refrigerante de la empaquetadura; por ello, aunque es perjudicialque escape mucho líquido, también puede ser contraproducente el apretar tanto laempaquetadura que impida la entrada de cierta cantidad de líquido que la refrigere.
En la parte posterior de este aro puede apreciarse otra estopada que, en esta ocasión,se trata de una empaquetadura sencilla y cuya función es impedirtotalmente el paso dellíquido alexterior. Elprensaestopas (C) con sus dos tornillos de presión tiene la misión,como su nombre indica, de presionar la estopada. Las letras D y N señalan la carcasainferior del cuerpo de bomba y F la brida que sujeta el tubo de aspiración. La base M delcojinete, que sirve de apoyo aleje de la bomba, pertenece alcuerpo de bomba, o sea,está fundido en una sola pieza con elcuerpo de bomba; dicho cojinete se lubrica graciasa la grasa que le proporciona el engrasador L. El rodete de la bomba está indicado con laletra H y finalmente las letras G y F señalan la parte interior y exterior del cuerpo debomba superior, el cualva fijado alinferior mediante espárragos que alavezse utilizanen este modelo para elanclaje de los tornillos del prensaestopas.
Fig. 4
11
I unrurEuMENTo y REpARAc¡óH DE MAeutNA /Eeutpos nlomuucos
Bomba de eje libre
Descripción
La bomba centrifuga de ejb libre y conexiones roscadas es una bomba diseñada para eltrabajo pesado en un amplio rango de caudales y alturas. Fabricada siguiendo los masaltos estandares de calidad, la bomba centrifuga de eje libre y conexiones roscadastiene garantizada una larga vida utiel con un mantenimiento mínimo. La característicade eje libre le da gran versatilidad, pudiendo ser accionada mediante un motor eléctricoo de combustión, elcual puede estar acopiado directamente, mediante fajas y poleas oa través de cualquierotro tipo de transmisión.
Componentes1.- Caja.- Fabricada en función gris o nodular. Diseñada con el sistema "back pull out"que permite un rápido desmontaje en una eventual reparación o inspección.Opcionalmente se suministra en bronce o acero inoxidable
2.- lmpulsor.- Del tipo centrifugo cerrado. Fabricado de fierro fundido gris o nodular,está diseñado para una máxima eficiencia de bombeo. Balanceado electrónicamentepara evitarvibraciones, Opcionalmente se suministra en bronce o acero inoxidable.
3.- Soporte.- Construido en fierro fundido gris con rodamientos lubricados por grasaespecialmente seleccionados para trabajo pesado. Su fabricación robusta le garantizalarga vida, rigidez y un funcionamiento sin vibraciones.
4.- Sello mecánico.- El sello es construido con elementos de acero y buna, caras decerámica y carbón, permitiendo las operaciones en condiciones severas de hasta 90"Cy presiones hasta 75 PS¡. Este componente no requiere ajuste o mantenimiento.
lnstalación
La bomba deberá ser instalada de modo que tanto la tubería de succión como la dedescarga pueden ser conectadas directamente con los accesorios, los cuales debenestar soportados y anunciados de manera independiente cerca de la bomba, para queasí ningunafuel'za o tensión sea transmitida a la bomba. Tuberías tensionadas causangeneralmente desalineamiento, vibración, roturas de acoplamiento y daños en losrodajes.
De suficiente espacio en la instalación para permitirtrabajos de inspección, desmontajey mantenimiento de la bomba y del equipo auxiliar. Si las bombas se colocan en fosas,estos y tienen que estar protegidos contra inundaciones.
Alineamiento
Su bomba puede venir montada sobre una base común con el motor. La unidad debombeo es alineada correctamente en la fabrica haciendo coincidir sxactamente el ejede la bomba con eldel motor. Sin embargo, la experiencia ha demostrado que es muyprobable que este alineamiento se pierda durante el transporte. En consecuencia, noexiste ninguna garantía de que se conserve el alineamiento original, por lo que esindispensable restablecerlo una vez que la unidad ha sido montada en su base decimentación, Recuerde que un mal alineamiento se traduce en un funcionamiento convibraciones, mayordesgaste de los rodamientos delmotory la bomba, y una menorvidautieldelequipo.
12

I mnnr¡rurutENTo y REpARAcIón DE MAeutNA /Eeutpos npRnulrcos
Puesta en marcha
l.Gebado de la bomba.-Antes de arrancar la bomba es necesario cebarla, en otraspalabras tanto la caja de la bomba como la tuberla de succión deben llenarsecompletamente de agua antes del arranque. El liquido en la bomba sirve de lubricantepara los elementos rotatorios que guardan pequeñas tolerancias y estos puedendañarse seriamente si la bomba se opera en seco. De acuerdo altipo de instalación,para el cebado de la bomba se empleara uno de los siguientes procedimientos:
. lnstalaciones con succión negativa.- Cuando el nivel del liquido se encuentrapor debajo del eje de la bomba y existe una válvula de pie en la succión, el cebadose realiza llenando la tubería de succión y la caja de la bomba a través de laconexión instalada especialmente para este fin (D).
. lnstalación con succión positiva.- Cuando el nivel del liquido a bombear seencuentra por encima del eje de la bomba, el cebado se realiza abriendo la válvulade la succión (E) y la conexión de purga de aire ubicada en la caja. El ingreso delliquido desplazara al aire y llenara la tubería de succión y la cajade la bomba.
2. Revisiónfinal
La primera vez haga una revisión final antes delarranque. Verifique que:
de
me
se encuentra de todo residuo de
- Como el momento de inercia de las partes rotativas no es muy grande, sise empleaun arrancador estrella-triangulo para el motor eléctrico, la regulación deltemporizadorde cambio de conexión no debe ser mayora cuatro segundos.
' El suministro y la construcción eléctrica coincide con lo indicado en la placa del motor.- Eltablero eléctrico de arranque cuenta con los elementos adecuados de protección y
están regulados de acuerdo a los datos indicados en la placa del motor.
3.Arranque de la bomba
1. Con la bomba cebada, la válvula de descarga parcialmente cerrada y la válvula desucción (sila hubiera)totalmente abierta, arranque la unidad.
2. Ab¡a la descarga lentamente para prevenir el golpe de ariete.
3. Si al poner en marcha la bomba, la presió)no aumenta, es señal de'que aun hay aireen la succión. Pare la bomba y cebela nuevamente.
4. lnmediatamente después del arranque controle los parámetros de operación:temperatura de los rodamientos, amperaje, presiones de descarga y succión, etc.Detenga el equipo si encuentra cualquier anomalía (excesiva vibración o ruido,sobrecarga del motor, etc.) En elfuncionamiento. Recomendamos revisar la guía deproblemas de operación incluida en este manual.
anclaje firmemente ajustados y el
nte.
ntada
unida
sido
13
I mnnreururENTo y REpARAcÉru DE MAeUTNAS/Eeurpos uonnuLrcos
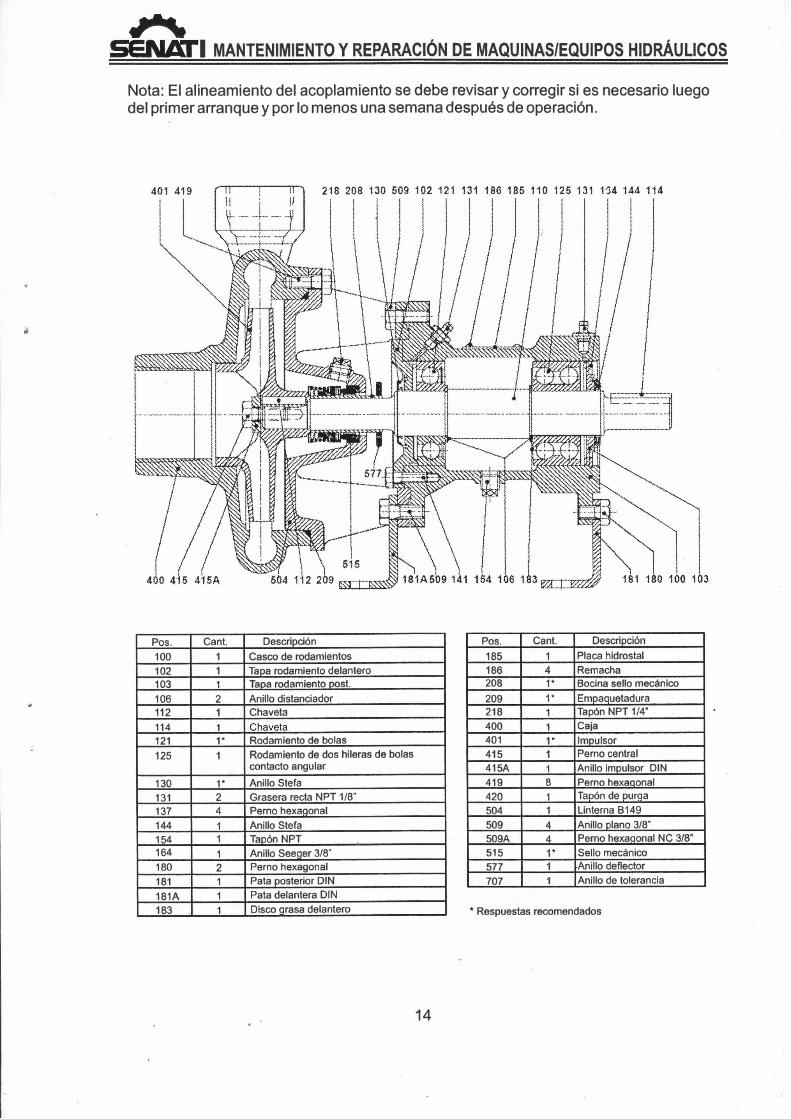
Nota: Elalineamiento del acoplamiento se debe revisary corregir si es necesario luegodel primer arranque y por lo menos una semana después de operación.
Pos. Cant. Descripción
100 I Casco de rodamientos
102 1 Tapa rodamiento delantero103 Taoa rodamiento post.
106 2 Anillo distanciador112 1 Chaveta
114121 1 Rodamiento de bolas
125 1 Rodamiento de dos hileras de bolascontacto angular
130 1 Anillo Stefa
131 2 Grasera recta NPT 1/8"
137 4 Perno hexaqonal
144 Anillo Stefa
154 I Taoón NPT164 1 Anillo Seeqer 3/8'180 2 Perno hexagonal
181 1 Pata posterior DIN
181A 'l Pata delantera DIN
183 Disco orasa delantero
Pos. Cant. Descrioción
185 1 Placa hidrostal
186 4 Remacha208 1 Bocina sello mecánico
209 1 Empaquetadura218 1 Tapón NPT 1/4'
400 1 Caia
401 1 lmpulsor415 1 Perno central415A Anillo imoulsor DIN
419 I Perno hexaoonal420 Tapón de ourqa
s04 1 Linterna 8149
509 4 Anillo olano 3/8"
509A 4 Perno hexaqonal NC 3/8'
515 1 Se lo mecánico577 1 An llo deflector
707 1 An llo de tolerancia
14
* Respuestas recomendados
I MANTENTMIENTo y REpARAcTóN DE MAeUtNAS/Eeutpos HtDnnuucos
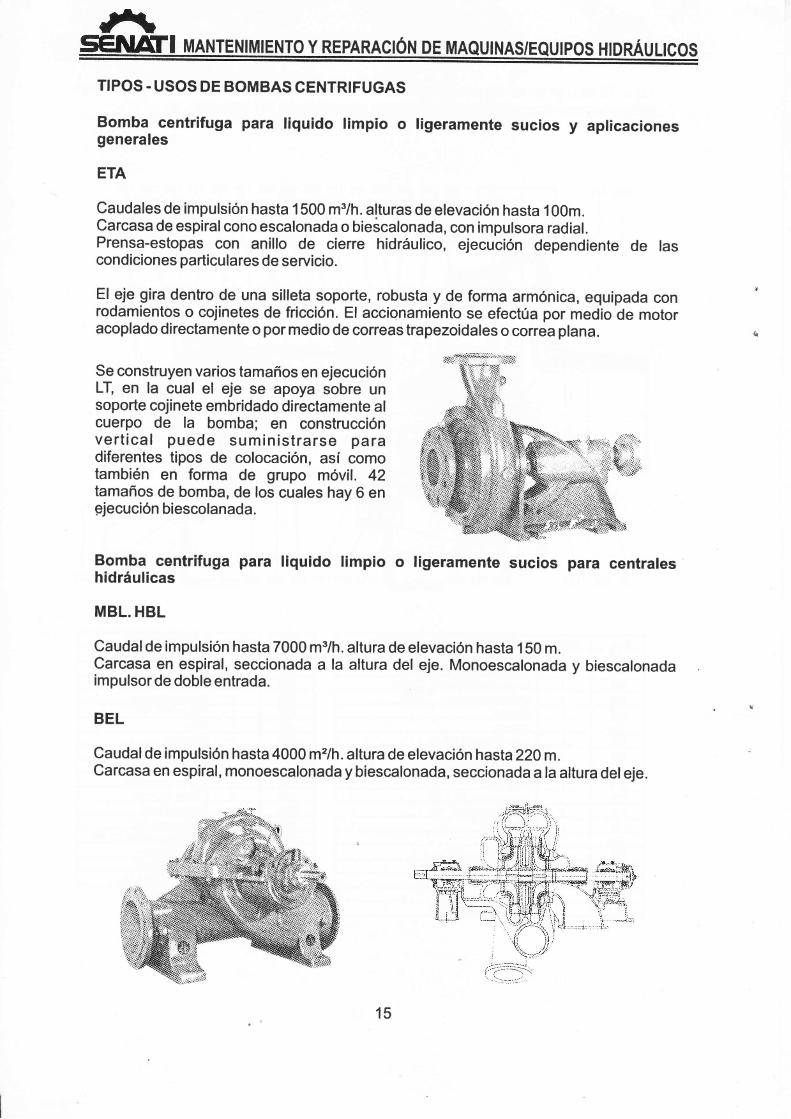
TIPOS . USOS DE BOMBAS CENTRIFUGAS
Bomba centrifuga para liquido limpio o ligeramente sucios y aplicacionesgenerales
ETA
caudales de impulsión hasta 1500 m3/h. alturas de elevación hasta 100m.Carcasa de espiral cono escalonada o bieócalonada, con impulsora radial.Prensa-estopas con anillo de cierre hidráulico, ejecución dependiente de lascondiciones particulares de servicio.
El eje gira dentro de una silleta soporte, robusta y de forma armónica, equipada conrodamientos o cojinetes de fricción. El accionamiento se efectúa por medio de motoracoplado directamente o por medio de correas trapezoidales o correa plana.
Se construyen var¡os tamaños en ejecuciónLT, en la cual el eje se apoya sobre unsoporte cojinete embridado directamente alcuerpo de la bomba; en construcciónvertical puede suministrarse paradiferentes tipos de colocación, ásí comotambién en forma de grupo móvil. 42tamaños de bomba, de los cuales hay 6 enpjecución biescola nada.
Bomba centrifuga para liquido limpio o ligeramente sucios para centraleshidráulicas
MBL. HBL
Caudalde impulsión hasta 7000 m3/h. altura de elevación hasta 150 m.Carcasa en espiral, seccionada ala altura del eje. Monoescalonada y biescalonadaimpulsor de doble entrada.
BEL
Caudalde impulsión hasta 4000 m2lh. altura de elevación hasta 220 m.Carcasa en espiral, monoescalonada y biescalonada, seccionada a la altura deleje.
15

I unrurguurENTo y REpARAcTón DE MAeurNAs/Eeurpos nronnuLrcos
Bombas centrifugas autoaspirantes
LMF
Caudal de impulsión hasta 250 m3/h. alturade elevación hasta 1 60 m.
Tipo de construcción: celularmultiescalonada, con bomba de aireaciónmontada en forma armónica. Cierre del ejepor medio de prensa-estopas deempaquetaduras, o por junta mecánica.Para líquidos limpios.
En ejecución especial para la impulsión decombustibles. El tamaño LMF 150 estaadmitido como bomba Sprinkler.
Bomba centrifuga de circulación para calefacción y agua caliente
ETA
Caudal de impulsión hasta 450 m'/h. alturade elevación hasta 50 m.
Presión de carga hasta 4 atm. Presión finalde la bomba hasta 7,5 atm. Temperaturasdel agua hasta 140"C. Cojinetes de fricción,cuando se desea una marcha muysilenciosa.
Bomba centrifuga de aguas sucias, pastas y líquidos mecánicamente abrasivos
KRKCaudalde impulsión hasta 1700 m3/h. altura de elevación hasta 40 m.Carcasa anular con lavado de los intersticios. Equipado con rodete de un solo canal, depaso constante igual aldiámetro nominalde la bomba. Casquillo de protección del eje,anillo de cierre hidráulico. Para líquidos con mezclas gruesas y fibras largas.
16

I lvlnrur¡uutENTo y REpARAcóru DE MAeutNA /Eeutpos n¡omultcos
Bomba centrifuga para la industria química
TSK
Caudalde impulsión hasta 250 m3/h. altura de elevación hasta 40 m.Hierro fundido al silicio NORICID. La carcasa protegida con bridas contra rotura. Lassuperficies de junta van especificadas. Rodete de canal, con canales de descarga.Casquillo de protección del eje.
HzK
Caudal de impulsión hasta 250 m3/h. Altura de elevación hasta 100 m. Presión final de labomba hasta 15 atm. Temperatura de servicio hasta 400"C.Bomba monoescalonada o biescalonada, carcasa en espiral y con camara decalefacción. Prensa-estopas refrigerado, con conexión para liquido de cierre. Paramaterias que solamente pueden ilpulsarse pr bomba en caliente.
Bombas centrifugas para fabricas de azúcar y de conseryas y para la industriapapelera
Ksk200
Caudalde impulsión hasta 400 m3/h.Altura de elevación hasta 25m.Bomba para la impulsión de cualquier clase de cortaduras. Carcasa anular conblindajes recambiables. Rodete de una o dos palas, con alabes posteriores. Llevacasquillo de protección del eje y la prensa-estopas lleva montado un anillo de cierrehidráulico.
cDc cEc
Caudal de impulsión hasta 1600 m3/hAltura de elevación hasta 40 m.Temperaturas de servicio hasta 180oC.Bombas de circulación para lejas calientes.La carcasa va suspendida por el centro deleje y tiene anillos de desgasterecambiables. El impulsor puede ser desimple o doble entrada. Eje con casquillosde protección, gira sobre rodamientosrefrigerados. Prensa-estopas refrigerados,con refrigeración de los intersticios y anillode cierre hidráulico.
17

I mnureumrENTo y REpARAcÉru DE MAeurNAs/Eeurpos n¡oRnulrcos
Rendimientos de la bomba
La operación y eficiencia de la bomba hidráulica, en su función básica de obtener unapresión determinada, a un número también determinado de revoluciones por minuto sedefine mediante tres rendimientos a saber: rendimiento volumétrico, rendimientomecánico y rendimiento total.
Rendim iento volumétrico
El rendimiento volumétrico de la bomba es el cociente que se obtiene al dividir el caudalde liquido que comprime la bomba y el que teóricamente debería comprimir, conforme asu geometriay a sus dimensiones. Dicho en otros términos el rendimiento volumétricoexpresa las fugas de liquido que hay en la bomba durante el proceso de compresión,fugas que se deben a las holguras existentes en el interior de los componentes de labomba.
El rendimiento volumétrico es un factor de la bomba muy importante, pues a partir de élse puede analizar la capacidad de diseño y elestado de desgaste en que se encuentrauna bomba, así siel rendimiento volumétrico disminuye con una alta tasa de cambio, eldesgaste de sus elementos ya es demasiado.
El rendimiento volumétrico se ve afectado también por la presión del fluido hidráulicoque se transporta y también por la temperatura del mismo.
Rendimiento mecánico
Elrendimiento mecánico mide las perdidas de energía mecánica que se producen en labomba, debidas al rozamiento y a la fricción de los mecanismos internos. Es esencialevitar la fricción y el rozamiento en el interior de la bomba, de tal manera que la energíaque se comunica aleje de la bomba se invierta, en elmayorgrado posible en aumentarla presión del liquido y no en vencer rozamientos y fricciones excesivas entre las partesmecánicas de la bomba.
En térrninos generales se puede afirmarque una bomba de bajo rendimiento mecánico'es una bomba de desgaste acelerado, pripcipalmente debido al rozamiento que sufrelas partes en movimiento.
Rendimiento total o global
El rendimiento total o global es el producto de los rendimientos volumétrico y mecánico.Se llama totalporque mide la eficiencia generalde la bomba en su función de bombearliquido a presión, con el aporte mínimo de energía al eje de la bomba. Estaconsideración, de aporte mínimo de energía a los mecanismos del avión, es generalymuy importante en la ingeniería aeronáutica, debido a que toda la energía se obtiene delos motores.
Así pues el rendimiento total se expresa como elconsumo de energía necesario paraproducir la presión hidráulica nominal delsistema.
18

I MANTENIMIENTo y REpARAcÉN DE MAeutNAs/Eeurpos HIDRAULICOS
Bombas de desplazamiento positivo y no positivo
Bombas de des plazamiento no positivo
Estas bombas son empleadasgeneralmente para el trasiego de fluidos ,laenergía cedida al fluido es cinética yfunciona generalmente mediante fue r*acentrifuga. Una bomba de despl azamientono positivo, también llamada hidrodinámicano dispone de sistemas de estanqueidadentre los orificios de entrada y salida; porello produce un caudal que variara enfunción de la contrapresión que encuentreel fluido a su salida
El caudal suministrado por la bomba notiene suficiente fuerza parc vencer lapresión que encuentra en la salida y al noexistir estanqueidad entre esta y la entrada,el fluido fuga interiormente de un orificio aotro y disminuye el caudal a medida queaumenta la presión, según la gráfica que sernuestra en la siguiente figura.
Bombas de desplazamiento positivo
Las bombas h¡drostáticas dedespl azamiento positivo son los elementosdestinados a transformar la energ íamecánica en hidráulica. Estas bombas sonaquellas que suministran la mism a cantidadde liquido en cada ciclo o revolución delelemento de bombeo, independiente de lapresión que encuentre el liquido a su salida.
El fluido entra por el centro
Fig. I Bomba centrifuga
Rendimiento de una bomba centrifuga(valores tipicos)
^
\\\\
r r r r l ,Y¡ r r r
0 2 4 6 I 10 12
Presión
-{- Caudal
Fig. 2. Rendimiento de una bomba centrifuga
Rendimiento de una bomba de desplazamientopositivo (valores típicos)
0 50 100 1s0 200 250 300
Presión
Fig. 3. Rendimiento de unabomba de desplazamiento p,ositivo
No hay estanqueidadentre el rotor y la carcasade la bomba
300250200150100
50
En este tipo de bombas la presión máxima alcanzable variara en función de la velocidadde rotación delelemento impulsor.Dentro de este grupo de bombas de desplazamiento no positivo se incluyen las bombasperistáticas, que son un intermedio entre estas y las de desplazamiento positivo yprincipalmente se utilizan para bajas presiones.
300250200
15010050
La homogeneidad de caudalen cada ciclo se consigue gracias a unas tolerancias muyajustadas entre el elemento de bombeo y la carcaza de la bomba. Así, la cantidad deliquido que fuga interiormente en la bomba de desplazamiento positivo es mínima, ydespreciable comparada con el máximo caudalde la misma.
19

I runrureruMtENTo y REpARAc¡óru DE MAeutNA /Eeutpos n¡oRÁuucos
Cuando estas bombas presentan fugas internas considerables deben ser reparadas osustituidas ya que no trabajan correctamente, Orientatívamente el rendimientovolumétrico de las bombas de desplazamiento positivo, aunque varia de un tipo a otrono debe ser inferior al85o/o.
La comparación entre las gráficas de rendimiento para cada tipo hace comprender elporque todas las bombas de los sistemas hidráulicos de aviación son dedesplazamiento positivo. Las tres razones más importantes son:
. En la bomba de desplazamiento no positivo, cuando el esfuerzo a vencer por elsistema alcance un valor determinado, la bomba dejara de dar caudal y el equipo sedetendrá.
. En el caso anterior, y aun antes de alcanzar este valor concreto de presión, el caudalva disminuyendo notablemente, por lo que no se dispone de un control preciso de lavelocidad de movimiento del sistema.
. Las fugas internas en este tipo de bombas implican un elevado consumo de energíamecánica que se desaprovecha al no convertirse en energía hidráulica.
Las bombas hidrostáticas se agrupan según eltipo de elemento de bombeo y se dividenen dos grupos principales: Bombas de caudal fijo y bombas de caudal variable. Eldesplazamiento de fluido en cada cilindrada de una bomba de caudalfijo se mantieneconstante en cada ciclo o revolución, pues el caudal es constante a una velocidad detrabajo determinada; por el contrario, el caudal de salida de una bomba de caudalvariable puede cambiarse y alterar la geometría delelemento de bombeo o la cilindradadelmismo.
20
I mRrureruMlENTo y REpARAcóu DE MAeutNA /Eeutpos n¡onnulrcos
FALLAS otvenfls EN LAs BoMBAS cENTRIFUGAS
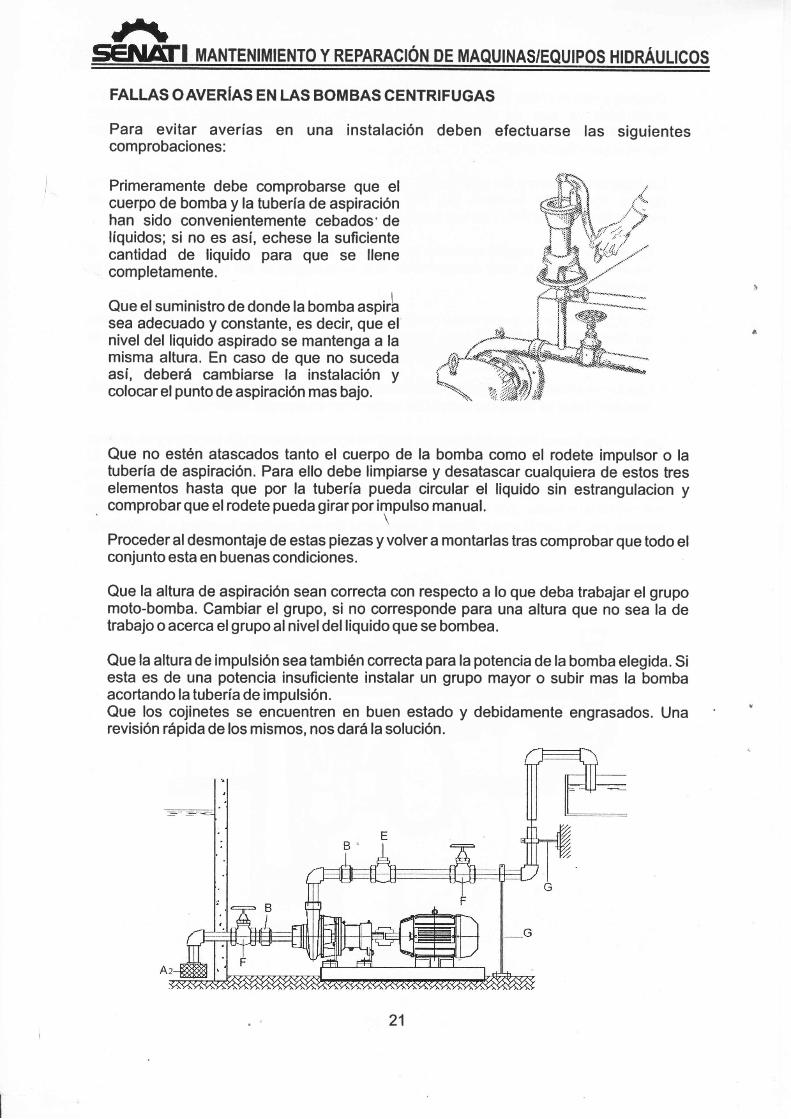
Para evitar averías en una instalación deben efectuarse las siguientescomprobaciones:
Primeramente debe comprobarse que elcuerpo de bomba y la tubería de aspiraciónhan sido convenientemente cebados' delíquidos; si no es así, echese la suficientecantidad de liquido para que se llenecompletamente.
Que el suministro de donde la bomba asp¡r!sea adecuado y constante, es decir, que elnivel del liquido aspirado se manteng a a lamisma altura. En caso de que no sucedaasí, deberá cambiarse la instalación ycolocar el punto de aspiración mas bajo.
Que no estén atascados tanto el cuerpo de la bomba como el rodete impulsor o latubería de aspiración. Para ello debe limpiarse y desatascar cualquiera de estos treselementos hasta que por la tubería pueda circular el liquido sin estrangulacion ycomprobar que el rodete pueda girar por impulso manual.
Procederaldesmontaje de estas piezas yvolvera montarlas tras comprobarque todo elconjunto esta en buenas condiciones.
Que la altura de aspiración sean correcta con respecto a lo que deba trabajar el grupomoto-bomba. Cambiar el grupo, si no corresponde para una altura que no sea la detrabajo o acerca elgrupo al nivel del liquido que se bombea.
Que la altura de impulsión sea también correcta para la potencia de la bomba elegida. Siesta es de una potencia insuficiente instalar un grupo mayor o subir mas la bombaacortando la tubería de impulsión.Que los cojinetes se encuentren en buen estado y debidamente engrasados. Unarevisión rápida de los mismos, nos dará la solución.
21

I mnrureuMrENTo y REpARAcTóru DE MAeurNAs/Eeurpos HrDRÁuucos
Si esta en mal estado, cambiarlos; si esfalta de engrase, o este es excesivo, serecomienda limpiar los cojinetes de la formaque anteriormente hemos indicado. Que noexistan piezas deformadas o rotas, debidoa un agrietamiento o a un golpe dado a labomba, y que han producido desperfectos.
Que todos los tornillos estén debidamente apretados y bien colocados. Reparar lostornillos con llaves adecuadas que no estropeen las cabezas de los mismos. Que noexista en la tubería de aspiración bolsas de aire o fugas.
En el peor de los casos, y de no poderrepa rar la avería cambiando la instalaciónacoplar a la tubería de aspiraciÓn el grifoque haga falta para la salida periódica deaire. Cuando existan fugas estas puedensuprimirse por soldadura. Que por lospuntos de unión de las tuberías no existanfugas importantes. Aprietese bien todos lostornillos de las bridas de unión.
Que no se haya obstruido el colados o la válvula de pie así como la tubería deaspiración. Desmontar el colador y limpiarlo convenientemente en unión de la válvulade pie y, así es necesario, revisar y limpiar la tubería.
Que la altura de aspiración se haya aumentado por bajar el nivel del liquido. Proceder abajar la bomba a un nivel cercano al liquido. Que la bomba, sies deltipo autoaspirante,tenga suficiente agua para formar el aro liquido; en caso contrario, debe llenarse bien elcuerpode la bomba.
Precauc¡ones para con las tuberías
Muchos de los fallos de las bombas sonconsecuenc¡a de una instalaciÓn abandonadadurante largo tiempo, al igual que el nopreocuparse de efectuar una limpieza per¡Ódicade las tuberías tanto de asp¡ración como deimpulsión. La obstrucc¡ón parcial o total de lastuberías da como resultado un escasorendimiento de la bomba, siendo por elloimprescindible conservar bien limpias de aquellasincrustaciones que se formen por el constantepaso del liquido a través del interior de lasmismas.
Sin necesidad de hacer comparaciones entre líquidos para vér el porcentaje deimpurezas que arrastran consigo, diremos que incluso el agua corriente llega a formarincrustaciones en el interior de las tuberías. No debe olvidarse que cualquierobstrucción en las tuberías, debido al estrangulamiento que forman, hace aumentarconsiderablemente el rozamiento y por consiguiente, aumenta también la alturamanométrica de las bombas, restando por 1o tanto, potencia y eficacia en elfuncionamiento del grupo.
22

I mRrureruMtENTo y REpARAcIóru DE MAeutNA /Eeutpos HtDRÁuucos
Así mismo, el agua ordinaria y mucho más, otros líquidos que no sean limpioscontienen, como hemos dicho, sales en disolución o materiales abrasivos ensuspensión. Cuanto mas sucios o calcinosos sean los líquidos mas incrustacionesformaran en el interior de los tubos y accesorios.
Al circular el liquido por la instalación, bienpor la eva porización o por el roce del mismocontra las paredes de los conductores,hace que las sales o materias en disoluciónse precipiten formando depósitos sobre lasparedes metálicas con adherencia mas omenos fuerte. La natu raleza o composiciónde los líquidos que se bombean influye en elbuen funcionamiento de las bombas por locual es conveniente que se den la mayorcantidad de detalles posible a la casaconstructora, a fin de que puedarecomendar el tipo de grupo masadecuado.
Ruidos de las bombas
Los grupos moto-bomba de pequeñapotencia instalados en casas particularesgeneralmente suelen colocarse en lossotanos o en el exterior de los edificios. S¡los grupos se instalan en el interio/ O" losedificios producen un ruido molesto, no soloel motor sino también las tuberías pordonde circule el liquido.
Esto es debido a la velocidad con que el liquido circula por el interior de la tubería,produciendo en la mayoría de los.casos trepidaciones que ocasionan ruidos bastantemolestos. Estos ruidos aumentan por la resonancia que pueda producir el local. Poresta razón al instalar un grupo debe tenerse en cuenta esta particularidad.
Para evitar que las trepidaciones y ruidos se comuniquen a las paredes recomendamosno montar ningún grupo sobre socalos o cimentaciones que se hallen apoyadas endichas paredes. Los grupos deben siempre ir separados de ellas y montados sobre unaplataforma adecuada altamaño delgrupo; estas plataformas se construyen de cementoarmado y ademas, debe colocarse un aislante una plancha de corcho, fieltro o cualquierotra materia semejante entr el grupo y la pared.
Los ruidos de las tuberías asícomo sus trepidaciones pueden disminuirse apretandofuertemente los tramos de las tuberías entre si y procurando que queden bien ajustadasen las bridas de anclaje. En los grupos equipados con bomba de tipo autoaspirante,puede conseguirse que su funcionamiento se efectúe casi en un silencio completo, abase de instalar una válvula especial llamada de burbujas, que hace de amortiguadorde ruido entre el liquido y la tubería.
23

I mnnreumrENTo y REpARAcTón DE MAeUTNAS/Eeutpos HtDRÁuucos
Detecte los problemas de sus bombas
Las averias y descomposfuras inesperadas de las bombas centrífugas
Pueden evitarse por medio de un estudio sobre cómo operan. Cuando el problema seavecina, la bomba generalmente indica si la falla es de origen mecánico o hidráulico.Las bombas centrífugas son máquinas simples y tienen pocos problemas mecánicos.La mayoría de estos se debe a que fallan las condiciones en elsistema de succión.
Los problemas de las bombas centrífugas pueden localizarse y remediarse confacilidad, pero por que- ciertas condiciones producen fallas de operación no es tan fácilde entender. Siendo así, un breve estudio de lo que ocurre en m sistema de succión seráde utilidad.
Condiciones de succ ión. Las figuras desucción y las presiones en ciertos puntosmuestra la distancia en pies del nivel delimpulsor, E.
la 1 a la 4 muestran 4 condiciones típicas dedentro de la línea de succión. La columna Dagua en la fosa de succión al eje del ojo del
La columna P da la presión absoluta en el ojo del impulsor. Porejemplo, en la figura 1, eleje del impulsor está a 20 pies por encima del nivel del líquido en la fosa de succión. Lapresión atmosférica,14.7 psia, se aplica a la superficie delfluido en la fosa de succión.Esta es toda la presión aprovechable para hacer que el agua entre a la bomba. Peroesta presión tiene la oposición de una columna de agua de 20 pies de altura que ejerceuna pretiGn hacia bajode 20x0.434 = 8.68 psi.
Para obtener la presión absoluta en el ojo del impulsor hay que restar la presión de lacolumna de agua de la presión atmosférica, o sea, 14.7 - 8.68 = 6.02 psia (libras porpulgada cuadrada absoluta) como se muestra en la columna P. Esto supone que no haypérdidas porfricción en la línea de succión,
Si la bomba está puesta de manera que la succión sea solamente de 15 pies por arribadel nivel del líquido en la fosa de succión, la presión en el ojo del impulsor aumenta a 8.2psia. Cuanto más bajo esté la bomba, más elevada será la presión de succión absoluta.En las otras figuras, la presión a la succión de la bomba se obtiene como en la figura 1.
En la figura. 2, ésta es de 15 pies desde el nivel en la fosa de succión hasta el ojo desucción de la bomba. La presión debida a esta columna de agua es de 15x0.434 = 6.51psi, que añadidos a la presión atmosférica son 6.51 + 14.7 21.2 psia.
Capacidad nominal. Para que una bomba centrifuga suministre su capacidad nominal,debe aplicarse una presión dada en elojo de la succión E del impulsorgiratorio.
Si la presión en E cae por abajo de la necesaria para que la bomba trabaje a sucapacidad nominal se originarán problemas,
Por ejemplo, en las figuras 1 y 3,las presiones en la succión están por abajo de laatmosférica y una junta defectuosa podría permitir que el aire se filtrara dentro de latubería. En las figuras 2y 4,las presiones en la línea de succión están por arriba de laatmósfera y el líquido podría fugarse a través de una junta defectuosa.
Aire o gas. Ambos causan problemas en la línea de succión debido a que aumentan devolumen cuando disminuye la presión sobre ellos. Cuando elaire o elgas se expandeen una línea de succión, el líquido es desplazado y se reduce la capacidad de la bomba.
24

trod cciónos oprob de la fal a. En expande anen 7+6.1= 4
bea aire o de gas en soluciónueb el gas en la solucion se+9. umenen E.Aunqueelvo, oS oría, resulta suficiente pa
I MANTENIMIENTo y REpARAcóN DE MAeutNAs/Eeutpos HIDNNUUCOS
La cantidad de aire o gas que son soltados y el volumen del líquido desplazado nopueden encontrarse con exactitud. Sin embargo, la experiencia muestra que etaire o elgas liberados en tubería de succión corta causan menos problemas que en una tuberíade succión larga. Por esta razón deben usarse las líneas cortas siempre que seaposible.
En elsistema de succión es mayoren E que en la fosa de succión, pero mas baja que apresión atmosférica en todos los puntos de la linea. Elaire que se mete a través de unajunta deficiente, sube al espacio por encima del liquido y hace bajar el vacío. La filtraciónde aire a través de los empaques del lado de la succión tiene el mismo efecto.
Las dificultades que pueden originarse en una bomba centrifuga y sus causas seilustran en laTabla mostrada arriba. Conserve esta tabla a la manoytendrá siempre unarespuesta preparada cuando surjan los problemas con las bombas.
Corrosión en bombas centrifugas. La corrosión electrolítica ataca con frecuencia alas bombas centrifugas debido a los metales disimiles que están en contacto con elagua que se maneja, la cual actúa como un electrolito. Esto origina corrientes locales.Pueden estas no ser suficientes para producir una corrosión seria pero no puedencausarque se pique el metal, especialmente en los cojinetes.
El remedio es conectar a tierra !a tubería de la bomba y montar un anillo deslizante en laflecha delimpulsor. Luego se coloca un cojinete con una escobilla de carbón a tierra. Latierra debe ser perfecta para eliminar cualesquiera corrientes locales.
Ojo de succión Ojo de succión
25

MANTENIMIENTO Y RE RACóN DE MAQUINAS/EQUIPOS HIDRAUHCOS
Lista para verificar las fallas de las bombas centrifugas y sus causas
Síntoma Causas posibles del problema Síntoma Causas posibles del problema
Falla en elsuministrodel liquido
La bomba noproporctonala capacidadnominal
Baja presiónen la descargade la bomba
Baja presiónen la descargade la bomba
1. Rotación con dirección equivocada2. Bomba no cebada3. La linea de succión no esta llena de liquido4. Bolsa de aire o vapor en la linea de suación5. La entrada a la tubería de succión no esta
suficientemente sumergida6. La carga neta de succión positiva disponible
(NPSH) no es suficiente alta7. La altura del nivel del liquido al eje de la
bomba es demasiado grande (Fig. 1)
8. La distancia del nivel del liquido en la fosade succión al eje de la bomba es demasiadopequeña (Fig. 3)
9. La diferencia entre la presión de succión Py la presión de vapor es demasiadopequeña (Fig. a).
10. La bomba no alcanza la velocidad nominal11. La carga total es mayor que la carga para la
que esta dlseñada la bomba.
1. Dirección equivocada de rotación2. La linea de succión no esta llena de liquido3. Bolsa de vapor o aire en la linea de succión4. El aire se mete a la linea de succión a través
de la caja del presaestopas5. La toma del tubo de succión no esta sumergida
lo suficiente6. No es suficiente la NPSH disponible7, La altura desde el nivel del liquido hasta el eje
de la bomba es demasiado grande (Fig. 1)8. La distancia del nivel del liquido en la fosa
de succión al eje de la bomba es demasiadopequeña (Fig. 3)
9. La diferencia entre la presión de succión Py la presión de vapor es demasiadopequeña (Fig. a).
10. La bomba no alcanza la velocidad nominal11. La carga tolal es mayor que la carga para la que
esta diseñada la bomba.12. Válvula de pie demasiado pequeña13. Válvula de pie tapada con basura14. La viscosidad del liquido es mayor que la del
liquido para el que esta diseñada la bomba15. Defectos mecánicos, tales como anillos
desgastados, impulsor dañado o fugas internasproducidas por empaques defectuosos.
1. Gas o vapor en el liquido2.La bomba no alcanza la velocidad nominal3. Presión de descarga mayor de la necesaria que
aquella gara la que esta diseñada la bomba4. Liquido mas espeso que aquel para el que se
diseñó la bomba5. Rotación equivocada6. Defectos mecánicos tales como anillos de
desgaste desgastados, impulsor dañado, o fugasinternas producidas por empaques defectuosos
1. Empaque demasiado ajustado2. Empaque sin lubricación i3. Calidad o tipo de empaque equivocados4. No hay suficiente agua de enfriamiento en las
camrsas5. Prensaestopas mal empacado
1. La linea de la succión no esta llena de liquido2. El aire penetra a la tubería de succión a través de
los prensaestopas3. Hay gas o vapor en el liquido4. Bolsas de aire o vapor en la linea de succión5. La toma de la linea de succión no esta sumergida
lo suficiente6. No es suficiente la NPSH disponible7. La altura desde el nivel del liquido hasta el eje de la
bomba es demasiado grande (Fig. 1)8. La distancia del nivel del liquido en la fosa
de succión al eje de la bomba es demasiadopequeño (Fig. 3)
9. La diferencia entre la succión y la presión devapor es demasiado pequeña (Fig. 4)
10. La tuberfa para el sello liquido en el anillo de lalinterna esta tapada
11. El anillo de linterna no esta debidamente colocadoen el presaestopas
1. Velocidad demasiado alta2. Carga total inferior a la carga nominal3. La gravedad especifica o la viscosidad del liquido
o ambas son diferentes de los que se especificópara la bomba
4, Defectos mecánicos, tales como desalineación, oflecha doblada, tozan los elementos giratorios, oempaques demasiado apretados
1. Succión subalimentada debido a la presencia de gaso vapor en el liquido, la carga de succión neta positivadisponible no es suficiente, la toma de la linea desucción no esta suficientemente sumergida, o bienhay bolsas de vapor o gas en la linea de succión
2. Carga total inferior a la carga nominal3. La grávedad especifica o la viscosidad del liquido
o ambas son diferentes de los que se especificópara la bomba
4. Defectos mecánicos, tales como desalineación, oflecha doblada, rozan los elementos giratorios, oempaques demasiado apretados
1. Nivel de aceite muy bajo2. Calidad de aceite inadecuado o deficiente3. Suciedad en los cojines4. Aceite sucio5. Humedad en el aceite6. Enfriador de aceite7. Alguna falla en el sistema de lubricación8. Agua de enfriamiento insuficiente9. Cojinetes demasiado apretados
10. Los sellos de aceite demasiado apretados a la flecha11. Mala alineación
1. Mala alineación2. Flecha doblada3. Vibración4. Empuje excesivo como resultado de una falla
mecánica dentro de la bomba5. Falta de lubricación6. Cojinetes inadecuadamente instalados7. Cojinetes sucios8. Humedad en el aceite9. Enfriamiento excesivo en los cojinetes
La bombapierdecebadodespués delarranque
La bombasobrecargael motor
Vibración
Sobrecalenlamiento enlos cojinetes
Los cojinetesse desgastanrápidamente
26

I uRrureumtENTo y REpARAcIóru DE MAeutNA /Eeutpos HtDRÁuucos
Cambios en eltamaño de los tubos
Hay que evitar los cambios bruscos en el tamaño de los tubos de succión. Estoscambios producen bolsas de aire, A y B, que reducen la capacidad de la bomba ocausan que pierda cebado. Para cambiar eltamaño de los tubos se usan aumentadoreso reductores graduales o cónicos en lugarde usarsolamente bridas.
lncorrecto
Reductores de tubo
No utilice un reductor concéntrico entre eltubo de succión y la forma de la bomba Descarsa-
porque se forma una bolsa de aire.
Tamaños de tubosCuando el tubo de succión es mayor que la toma de la bomba, se usan reductoresexcéntricos como enA, B y C. Dado caso que la tubería de succión constituya un ramaldel cabezal, haga la conexión al mismo tamaño que el cabezal y use un reductorexcéntrico como en B.
Motoruescarga
Gorrecto Gorrecto Gorrecto
Linea de succión largaCuando la linea de succión es larga y elnivel del agua en la fosa esta por abajo deleje, como lo muestra la linea continua. Si eltubo baja hacia Ia bomba, como se indicapor lineas punteadas, se forma una bolsade aire en el punto superior y se reduce lacapacidad de la bomba.
Linea de succión verticalCuando Ia linea de succión sube hacia labomba, se permite un codo de radio grandeconectado a la succión, pero es mejorinsertar un tramo recto de tubo entre el codode Ia toma de la bomba. Del lado de ladescarga, uJt reductor o aumentadorconcéntrico es satisfactorio para la mayoríade las instalaciones.
lncorrecto
Reductor concéntrico
lncorrecto
' Reductor' excéntrico
Bolsa de aire Succiónr g -n'-^ ln"orrecto :
.. Fosa de succión
- Boca de campana
Válvula compuerta
i V¿lurla de retención
Permisible'
27

I unrurruutENTo y REpARAcóu DE MAeutNA /Eeutpos nlomuucos
EJE o FLEcHA. orseño DE FLEcHns Rlcroas y FLExIBLES
La función básica de la flecha es transmisión los momentos de flexión o torques que sepresentan al arrancar y durante la operación, mientras esta soportando el impulsor y lasotras partes giratorias.
Las flechas generalmente están proporcionadas para resistir el esfuerzo al arrancarsúbitamente una bomba. Sila bomba maneja líquidos calientes, la flecha esta diseñadapara resistir el esfuerzo aplicando, cuando la unidad se arranca fria sin uncalentamiento preliminar.
Como la velocidad critica es un factor clave para la selección de los diámetros de lasflechas, el usuario de bombas deberá tener un conocimiento general de esta materia.
Cualquier objeto hecho de material elástico tiene un periodo de oscilación propia.Cuando el rotor o eje de una bomba gira a cualquier velocidad que correspondan a unafrecuencia natural, los pequeños desequilibrios se agigantaran. Aestas velocidades seles llama velocidades criticas.
Se ha establecido que los diámetros de las flechas tengan dimensiones mas grandes delos estrictamente necesario para transmitir eltorque. El diámetro de la flecha debe serescalonado del extremo del acoplamiento a su centro para facilitar el montaje delimpulsor. Fig.1 y 2.
Fig. 1
Recibe el nombre de eje lapieza que sirve de soporte a otras piezas giratorias. Los ejesno transmiten fuerza alguna y solamente están sometidos a esfuerzos de flexión ycortadura según sea su montaje y como consecuencia del peso y de la fuerza que actúesobre las piezas que sostienen y que giran con ellos. Ahora bien, el eje de una bomba noes propiamente un eje, sino un árbol, ya que también transmite movimiento de giro deun elementoa otro.
La diferencia, pues, que existe entre un eje y un árbol puede resumirse de la siguienteforma: un ejes una pieza que soporta otros elementos que giran sobre el, aunque estesujeto y privado de movimiento. Un árbol es una pieza que sostiene otros elementosunidos a el y que, al girar uno de estos gira también el árbol, transmitiendo asímovimiento a todos ellos.
Por esta razón los arboles'de las bombas no solo están sometidos a esfuerzos deflexión y cortadura, sino también al esfuerzo de torsión necesario transmitir el giro deuna a otra pieza. Los ejes de las bombas, debido a que están sometidos a unaconsiderable esfuerzo, son de construcción robusta y fabricados en su totalidad deacero de gran resistencia y dureza, ademas de poseer un perfecto acabdo demecanización
lmpulsor lmpulsor
28
I mnrureuMtENTo y REpARAc6u DE MAeutNA /Eeutpos n¡onnulrcos
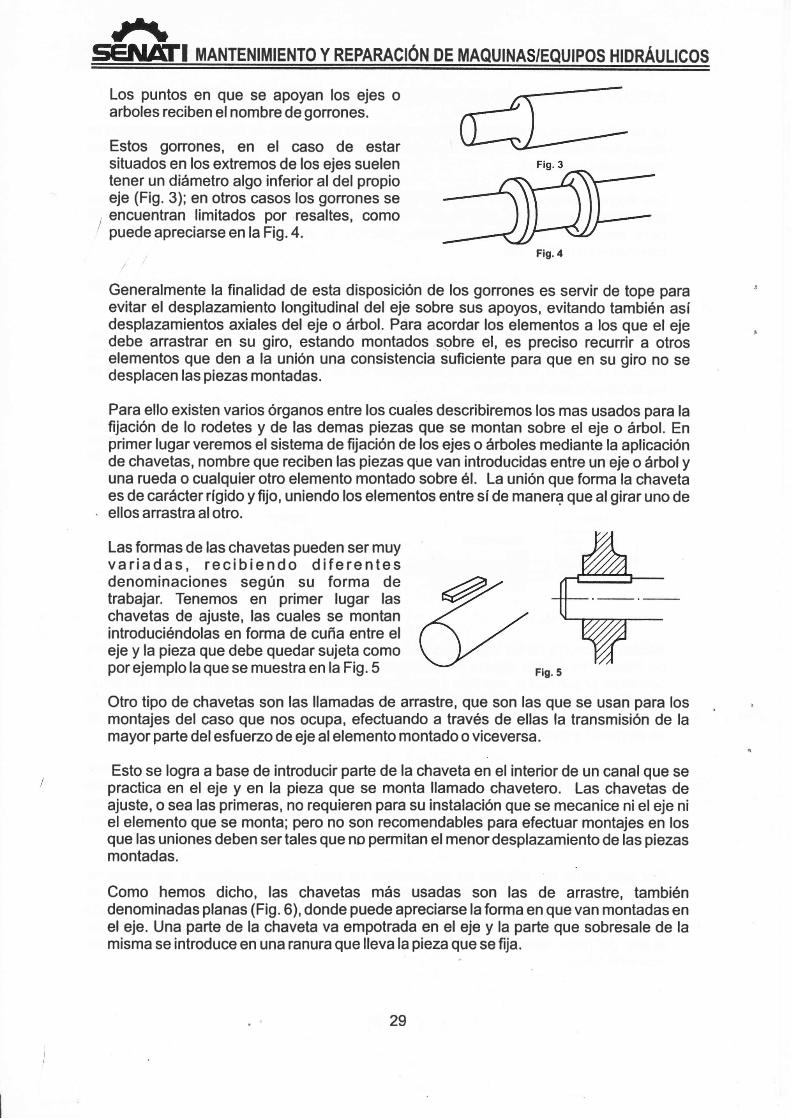
Los puntos en que se apoyan los ejes oarboles reciben el nombre de gorrones.
Estos gorrones, er el caso de estarsituados en los extremos de los ejes suelentener un diámetro algo inferior al del propioeje (F¡g. 3); en otros casos los gorrones seencuentran limitados por resaltes, comopuede apreciarse en la Fig .4.
Generalmente la finalidad de esta disposición de los gorrones es servir de tope paraevitar el desplazamiento longitudinal del eje sobre sus apoyos, evitando también asídesplazamientos axiales del eje o árbol. Para acordar los elementos a los que el ejedebe arrastrar en su giro, estando montados s.gbre el, es preciso recurrir a otroselementos que den a la unión una consistencia suficiente para que en su giro no sedesplacen las piezas montadas.
Para ello existen varios órganos entre los cuales describiremos los mas usados para lafijación de lo rodetes y de las demas piezas que se montan sobre el eje o árbol. Enprimer lugarveremos elsistema de fijación de los ejes o árboles mediante la aplicaciónde chavetas, nombre que reciben las piezas que van introducidas entre un eje o árbolyuna rueda o cualquier otro elemento montado sobre é1. La unión que forma la chavetaes de carácter rígido y fijo, uniendo los elementos entre sí de manera que al girar uno deellos arrastra alotro.
Las formas de las chavetas pueden ser muyvariadas, recibiendo d¡ferentesdenominaciones según su forma detrabajar. Tenemos en primer lugar laschavetas de ajuste, las cuales se montanintroduciéndolas en forma de cuña entre eleje y Ia pieza que debe quedar sujeta comopor ejemplo la que se muestra en la Fig. 5 Fig. 5
Otro tipo de chavetas son las llamadas de arrastre, que son las que se usan para losmontajes del caso que nos ocupa, efectuando a través de ellas la transmisión de lamayor parte del esfuerzo de eje al elemento montado o viceversa.
Esto se logra a base de introducir parte de la chaveta en el interior de un canal que sepractica en el eje y en la pieza que se monta llamado chavetero. Las chavetas deajuste, o sea las primeras, no requieren para su instalación que se mecanice niel eje niel elemento que se monta; pero no son recomendables para efectuar montajes en losque las uniones deben sertales que no permitan el menordesplazamiento de las piezasmontadas,
Como hemos dicho, las chavetas más usadas son las de arrastre, tambiéndenominadas planas (Fig. 6), donde puede apreciarse la forma en que van montadas enel eje. Una parte de la chaveta va empotrada en el eje y la parte que sobresale de lamisma se introduce en una ranura que lleva lapteza que se fija.
Fig. 4
29

I nltnrureuMrENTo y REpARAcTór,¡ DE MAeurNAs/Eeurpos nronnulrcos
ñt'1ig9
Fig. 6
,Otro de los sistemas de fijación de ejes es elde tornillos de presión. La fig, 7 nos muestrala disposición de este sistema con respectoal eje donde se monta. Consiste en untaladro practicado en el cubo de la pieza, alcual una vez roscado se le aplica un tornilloque, por presión contra el eje o árbol, fijarígidamente a la pieza. Por último tenemosel acoplamiento por tuerca. Fig. 7
En la Fig, I se muestra una fijación de este tipo, que como puede verse consiste enpracticar una rosca en el extremo del eje o árbol, en el que una vez colocada la pieza seatornilla una tuerca que presiona a dicha pieza. La forma cónica con que debemecanizarse el eje produce una fijación más consistente; no obstante, este tipo defrjación sólo es practicable en los extremos de los ejes, La Fig. 9 nos muestra otravariante de este último acoplamiento, en elque eleje no ha sido mecanizado cónico.
Fig. I
Cubreflechas
Son los órganos que protegenresistenc¡a. Se usan mucho engeneralmente se elimina conestoperos
Fig. 9
flecha contra la corrosión y desgaste que afecte subombas grandes, pero en las pequeñas, la cubiertaobjeto de reducir las perdidás hidráulicas y las
alalasel
Es construida de un metal con suficienteresistenc¡ a a la corrosiÓn y al desgaste paradar una v¡da sat¡sfactoria Fig. 10.
mb DJFig. 10
30
I MANTENIMIENTo y REpARAcÉN DE MAeUtNAS/Eeutpos HIDNNUUCOS
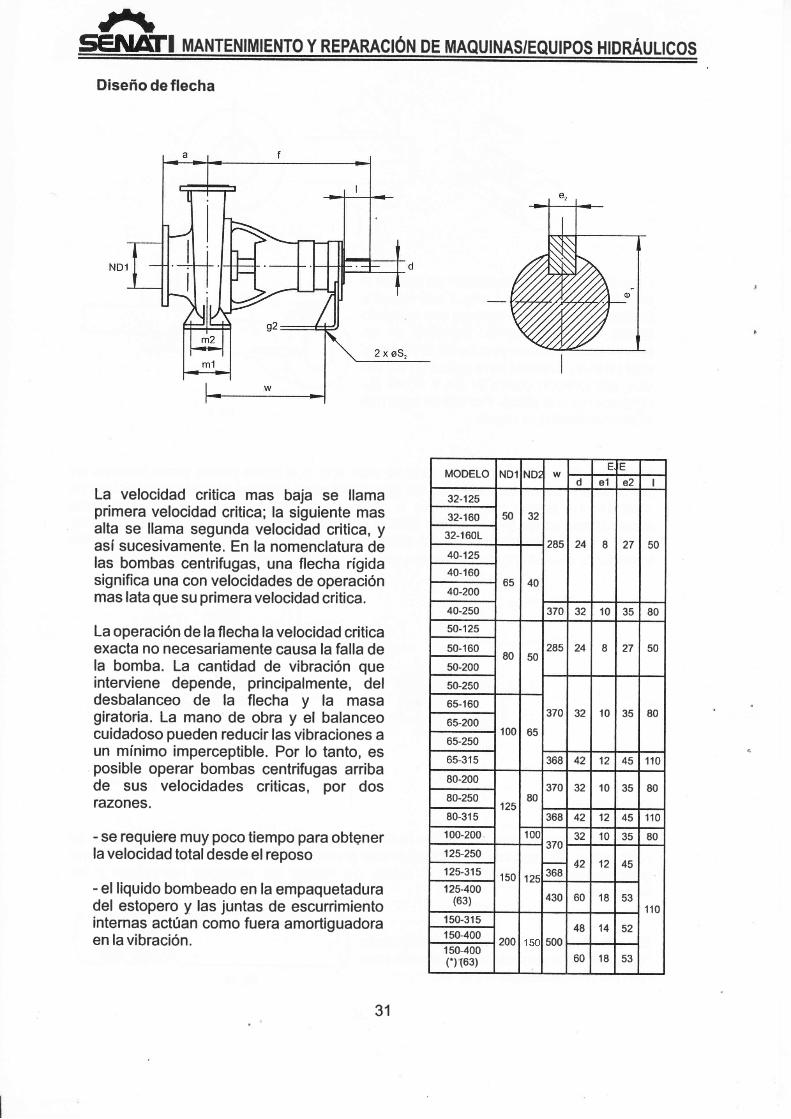
Diseño de flecha
La velocidad critica mas baja se llamaprimera velocidad critica; la s¡guiente masalta se llama segunda velocidad critic?, yasí sucesivamente. En la nomenclatura delas bombas centrifugas, una flecha rígidasignifica una con velocidades de operaciónmas lata que su primera velocidad critica.
La operación de la flech alavelocidad criticaexacta no necesariamente causa la falla dela bomba. La cantidad de vibración queinterviene depende, principalmente, deldesbalanceo de la flecha y la masagiratoria. La mano de obra y el balanceocuidadoso pueden reducir las vibraciones aun mínimo imperceptible. Por lo tanto, eSposible operar bombas centrifugas arribade sus velocidades criticas, por dosrazones.
- se requiere muy poco tiempo para obtenerla velocidad total desde el reposo
- el liquido bombeado en la empaquetaduradel estopero y las juntas de escurrimientointernas actúan como fuera amortiguadoraen la vibración.
31
MODELO ND1 NDi wE E
d e1 e2 I
32-125
50 32
285 24 I 27 50
32-160
32-1 601
40-125
65 4040-160
40-200
40-250 370 32 10 35 80
50-125
80 50285 24 I 27 5050-160
s0-200
50-250
370 32 10 35 8065-1 60
100 6565-200
65-250
65-315 368 42 12 45 110
80-200
12580
370 32 10 35 8080-250
80-315 368 42 12 45 110
100-200 100370
32 10 35 80
125-250
150 125
42 12 45
110
'125-315 368
125-400(63) 430 60 18 53
150-315
200 150 500
48 14 52150-400
150-400(.) (63) 60 18 53

I mnrur¡ututENTo y REpARAcóru DE MAeutNA /Eeutpos HtDRÁuucos
Determinación del tamaño de las flechas
Lo diámetros de las flechas y tiene, generalmente, dimensiones mas grandes que loestrictamente necesario para transmitir el torq ue.
Un factor que asegura ese diseño es el requisito de facilidad para armar el rotor; por lotanto, el diámetro de la flecha debe ser escalonado desde el extremo del acoplamiento asu centro, para facilitar el montaje del impulsor (Fig. 1 1 ).
Fig. 11
Empezando con el diámetro máximo, en la montadura del impulsor hay un escalón parael manguito de la flecha; otro, para la tuerca externa de la flecha, seguidos de variosescalones para los cojinetes y el acoplamiento. Por lo tanto, eldiámetro de la flecha enel impulsor excede al requerido por el esfuerzo de torsión en el acoplamiento, por lomenos, una cantidad suficiente para permitir los escalones intermedios.
Una excepción frecuente, para exceder eltamaño de la flecha en el impulsor, ocurre enunidades de dos bombas de doble admisión y un solo paso. Como resta bomba debetransmitir el caballaje total para la unidad en serie, el diámetro de la flecha en elrodamiento debe ser mayor q ue el d iámetro normal.
El diseño de flechas de bombas de impulsores de succión por el extremo y volantes,presenta un problema algo diferente. Un método para reducir la desviación de la flechaen el impulsor y en el estopero, es aumentar considerablemente el diámetro de !a flechaentre los cojinetes. Este diseño acorta el espacio entre apoyos de la flecha, permitiendouna unidad mas compacta.
En algunos tamaños pequeños de bombas, las flechas se protegen cbntra eldesgaste,erosión y corrosión, con manguitos para flecha, renovables. Sin embargo, en bombasmuy pequeñas, los manguitos para flecha presentan algunas desventajas.
Para eliminar, principalmente, estas deficiencias, las bombas muy pequeñas usanflechas de acero inoxidable o de algún materialque sea suficientemente resistente a lacorrosión y al desgaste, para no necesitar manguito en la flecha.
32

I mnrureuutENTo v nepnndcó¡¡ DE MAeutNAs/Eeutpos HtDRÁuucos
EL IMPULSOR. PARTES - TIPOS
El impulsor o rodete es el órgano de la bomba encargado de crear una aspiración queobliga al líquido a ascender por la tubería de impulsión. Una descripción completa de losimpulsores de las bombas sólo daría lugar a una serie interminable de figuras, puestoque se trata, de unos órganos destinados a una misma función y presentan más omenos el mismo aspecto.
En la Fig.1 se muestra un impulsorcentrífugo de construcción robusta en elque pueden verse las aletas impulsaras y unmedio canal en el centro de ellas. Estecanal no siempre lo tienen los rodetescentrífugos y por regla general en bombasde poca potencia se prescinde de é1. Losextremos inferiores de las aletas al girarproducen la aspiración y, combinándosecon su parte superior, impulsan al líquidohacia el exterior.
Fig.I
Otra variante de rodetes puede verse en la Fig. 2 el cual es de sencilla construcción ycompuesto de 4 aletas, que en esta ocasión forman un solo conjunto acoplado al eje.La Fig. 3 nos muestra un grupo moto-bomba cuyo rodete está formado por un solobloque.
Fig.2Fig. 3
Puede decirse que el rodete, tanto de las bombas autoaspirantes como de lascentrífugas, no tienen unas características especiales; sin embargo no ocurre así en lasbombas axiales cuyo rodete presenta características bien distintas, este rodete (fig. a)es semejante a las hélices de los barcos; elgran paso de sus aletas perm¡te lacirculación de cuerpos extraños, siendo,por tanto, ideales para el manejo delíquidos turbios y mezclados con cuerpossólidos, los cuales como hemos dicho nodificultan en este caso el buenfuncionamiento de la bomba.Las bombas centrífugas también sefabrican con rodetes especiales quepermiten la circulación de líquidos turbiospor su interior. En este caso se trata derodetes o impulsores que van provistos deun solo canal con amplia secc¡ón de paso(Fig. 5).
Fig. 4
33
Fig: 5

T mmIrrruIMIENTo Y REPARACÉ¡I DE MAQUINAS/EQUIpos n¡onAULrcOs
Glases de impulsores
El Rodete: Se le considera como el corazón de una bomba centrifuga porque es elencargado de transformar la energía mecánica recibida del eje en energía de velocidad.Los rodetes se clasifican en cuatro tipos según la forma de sujeción de Iosálabes (Fig.6):
. Rodete cerrado de simple aspiración: las caras anteriores y posteriores forman unacaja entre ambas caras sefijan los álabes
. Rodete cerrado de doble aspiración
.Rodete semiabierto de simple aspiración: sin la cara anterior los alabes se fijan en lacara posterior.
. Rodete abierto de doble aspiración sin cara anterior ni posterior: los alabes se fijan enel núcleo ocubo delrodete.
Cerradode simple aspiración
Según su entrada
A) lmpulsor de aspiración simple.- LaFig 7 muestra el sistema defuncionamiento para una bomba conimpulsor de asp¡ración sirnple en este caso,el fluido entra al ojo de succión o aspiraciónpor un lado. Generalmente, las bombas concarcaza verticalmente dividida usanimpulsores de aspiración simple.
Lumbrera deEquilibrioHidráulico
Flg.7
Para unidades pequeñas, el impulsor de admisión simple es mas práctico parafabricarse que elde doble admisio'n, porque las vías de agua no están divididas en dosconductos muy estrechos.
Las bombas de succión por el extremo con impulsores volantes tienen ventajas, tantode costo inicial como de mantenimiento, que no se obtienen con un impulsor deadmisión doble. Por lo tanto, la tía yorÍa de las bombas con cubierta radialmente divididausa impulsores de admisión simple, debido a que un impulsor no requiere una extensiónde la flecha (eje) dentro de su entrada de succión
0"0,3?'J;fl3du,..
Fig. 6
del fluido, el impulsor puede ser:
Semiabierto
Aspiración
Abierto dedoble aspiración
34

I IuImreruIMIENTo Y REPARAcÉru DE MAQUINA /EQUIPos HIDRÁuucos
B) lmpulsores de aspiración doble.- LaFig. 8 ilustra el sistema de funcionamientopara una bomba con impulsor de aspiracióndoble, que de hecho consiste en un par deimpulsores de admisión simple arregladosuno contra otro en una sola fundición,donde el fl uido entra al impulsorsimultáneamente por ambos lados.
Aspiración
-'/
Para el diseño de cubierta axialmente dividida de un solo paso, para servicio general, seprefiere un impulsorde doble admisión pordos razones:
1.- Está balanceado hidráulicamentp en el eje, eliminando la necesidad de un cojinetede empuje de gran tamaño, constantemente sujeto a toda la carga; y
2.'La mayor área de succión, en un impulsor de doble admisión, permite que la bombaopere con menos carga positiva de succión neta para una capacidad dada.
En las bombas de varios pasos, los impulsores de admisión simple se usan casiuniversalmente, por la complicación de diseño, costo inicial y mantenimiento querequiere la etapa de admisión doble.
Según la construcción mecánica los impulsores pueden ser:
A) lmpulsores abiertos.- Son los que están sujetos a un cubo central, para montarseen la flecha, sin forma alguna de pared lateral o cubierta. La desventaja de esteimpulsor es su debilidad estructural; por eso, si los alabes son largos, deben irreforzados con costillas o cubiertas parciales. Generalmente, los impulsores abiertosse usan en bombas pequeñas y baratas, o en bombas que manejan líquidos abrasivos.
El espacio libre, entre los alabes del impulsor y las paredes laterales, permite ciertodeslizamiento de agua, que aumenta conforme aumenta eldesgaste. Para restaurar laeficiencia original, se debe reponer tanto el impulsor como las placas laterales. Estorequiere un gasto mayor del que ocurriría en bombas de impulsor cerrado.
Otra de las características de este impulsor es que el gran paso de sus aletas permite lacirculación de cuerpos extraños, siendo por lo tanto ideal para el manejo de líquidosturbios y mezclados con cuerpos sólidos; los que, en algunos casos, dificultan el buenfuncionamiento de la bomba (Fig. 9).
Fig. 9
35

I rvrnrureuMrENTo y REpARAcÉ¡¡ DE MAeutNAs/Eeutpos HtDRÁuucos
G) lmpulsores cerrados.- Se usa generalmente para manejar líquidos limpios,consiste de cubiertas o paredes laterales que encierran totalmente las vías de agua.Aunque este diseño evita el escurrimiento de agua que ocurre entre un impulsor abiertoo semiabierto y sus placas laterales, es necesaria una junta movible entre losimpulsores y la cubierta para reparar las cámaras de succión y descarga de la bomba.Ftg.11y 12.
B) lmpulsores sem iabiertos.- Comprendeuna cubierta o pared trasera del mismo.Su función es reducir la presión en el cuboposterior del impulsor y evitar que lamateria extraña que se bombea se acumuleatrás del impulsor e interfiera con laoperación apropiada de la bomba y delestopero Fig. 10. .
Fig. 11
Según la forma constructiva de las aspas,los impulsores pueden ser:
A) De aspas radiales.- Son aspas desimple curvatura, vueltas siempre haciaatrás y son de flujo radial. Generalmente seusan para gastos pequeños y cargas altas yde baja velocidad especifica. Fig. 13.
B) De aspas para flujo mixto.- Las aspastambién tienen doble curvatura, anchas. Elflujo tiende a ser mas axial. Puedenmanejar líquidos con sólidos desuspensión. Fig. 14.
C) De aspas tipo francis.- Las aspas eneste caso tienen doble curva con losextremos de succión torcidos. Son masanchos y el flujo tiende a ser radial y axial.Aumenta Ia velocidad especifica. Fig. 15.
Fig. 10
Fig. 12
Fig. 13
Fig. 14
36
Fig. 15

II
I unrureumr¡úro yhepnnncÉu DE MAeurNA /Eeurpos xronnulrcos
D) De aspas tipo propela.- En este tipo lasaspas también tienen doble curvatura, peroel flujo es completamente axial, Los alabesson de forma helicoidal. Fig. 16.
De lo anterior se puede deducir que ladirección de flujo puede ser una manera dedistinguir los impulsores, o sea flujo radial,flujo mixto, flujo axial.
La Fig. 17 ilustra en forma simplificada el sentido de flujo delfluido en cada tipo de alabey rodete (mostrados en cortes parciales, aplicables a cada tipo de alabe).
Alabes de rodetedel flujo mixto
Alabe francisdel flujo mixto
Ejemplo de diseño de impulsores
Sello lado bomba,en contacto conel liquido bombeado
Alabes de flujoradial inferior
Fig. 17
^ Camara de aceite
Sello lado soporteen camara de aceite
Fig. 16
37

I unrureumrENTo y REpARAc¡ón DE MAeurNAs/Eeurpos nlonnultcos
CALCULA DE FUERZA CENTRIFUGA EN LAS BOMBAS
Las fuerzas F, actúa ,obtülo, soportes de la tubería y su magnitud es:
Para entender la magnitud de las fuerzasprovocadas por una mala instalaciÓn de lajunta de expansión, Veamos el siguienteejemplo basados en la tercera Ley deNEWTON "La reacción es igual a la acción".
Si en una tubería de 20 cm de diámetro secoloca verticalmente una junta de dilataciónantes del codo de succión y la presión es de2kglcrTr2. La fuerza haci aabajo seria de:
= 628 kg
Soporte o anclaje
Esta fuerza puede llegar a ser de tal magnitud que provoque elbomba de su cimentación con la consiguiente desalineaciónaccionamiento.
Soporte oanclaje detuberfa
Fundación
desplazamiento de laentre la bomba y el .
Generalmente las juntas de expansión no son recomendables en instalaciones de altapresión. Por ejemplo, en un sistema con una tubería de 60 cm y con una presión de 12kg/cm2 se produciría una relación.
x 12 kg = 33929 kg
Aproximadamente 34 toneladas. En este caso, elcuerpo de la bomba tendría que estartotalmente empotrado y anclado en hormigón para mantenerlo en su lugar.
38

I mmreumtENTo y REpARAcÉu DE MAeutNA /Eeutpos ntomuucos
ELABoRAc¡óru oe plAsncos TERMoESTABLES
Los polvos de moldeo son plásticos termoestables mezclados con sustancias de relleno(cargas).
Entre los termoestables importantes están los fenoplásticos y los aminoplásticos.
Los fenoplásticos se componen de fenol(CuHuOH- del alquitrán de hulla) y metanál(HCHO).
Del plástico se desprende olor a ácidoférrico. Los aminoplásticos estáncompuestos de urea y metanal. La urea seobtiene de amoniaco (NHr) y dióxido decarbono (COr). Puesto que estos plásticosson frágiles, se les añaden cargas derelleno (piedra molida, fibra de amonianto,serrín, trozos de papel).
El plástico gana así resistencia yelasticidad, reduciéndose su fragilidad.
Los polvos de termoestables se moldeanpor prensado. Para ello se colocan en losinoldes las cantidades necesarias de polvocalentando previamente. El molde vaprovisto de calefacción permanente.
Una vez cerrado el molde, la masa lorellena. El calentamiento se hace a unatemperatura de 140 a 170"C y la presiónaplicada es de varias centenas de bar. Unavezendurecido el polvo de plástico, se abreel molde y se expulsa la pieza (F¡g. 1).El color natural de los fenoplásticos espardoamarillento. Entre otras piezas, sefabrican con este material muebles deaparatos de radio, interruptores eléctricos,envases, caj?s, discos y tubos. Losaminoplásticos son inodoros, insípidos e
incoloros. Se fabrican con ellos piezas de
Pieza prensada
Canal de aire
Émbolo
Extractor
mpación con molde.
Fig. I
electrodomésticos, teléfonos y artículoselectrotécnicos.
Ensayo de combustión: las probetas huélen a pelo quemado.
Las piezas formadas por moldeo a presión de láminas son más duras que las obtenidaspor el moldeo de polvos. Están constituidas por capas de tela o papel, como carga derelleno, impregnadas de resina fenólica, que se prensan en caliente. En forma deplacas, se conoce como papel duro y tela prensada (celotex). Entre otras piezasprensadas fabricadas por este procedimiento figuran engranajes, casquillos paracojinetes, roldanaspara poleas, revestimientos o aislamiento.
Fenolv
metanal
enoplásticosAminoplásticos
ustanciade relleno
Sustanciasprensadas en molde
BaquelitaTrolitanTipos segúnDtN 7708
Sustanciasprensadas en capas
papel duroMadera duraMadera prensada
en capas
Estructura de los plásticos termoestables
39
I n¡t¡rur¡uurENTo y REpARAcTóru DE MAeutNAs/Eeutpos HtDRÁuucos
Las sustancias prensadas en capas son muy duras, dúctiles y se mecanizan bien porarranque de viruta. Algunas denominaciones comerciales son: Durcoton, linex, novotexy resistes, para telas prensadas, y pertinaxytrolitax para papelduro.
La madera contrachapeada se obtiene uniendo hojas delgadas de madera medianteresinas sintéticas. Piezas acabadas por este sistema son: mobiliario, engranajes,estanterías, etc
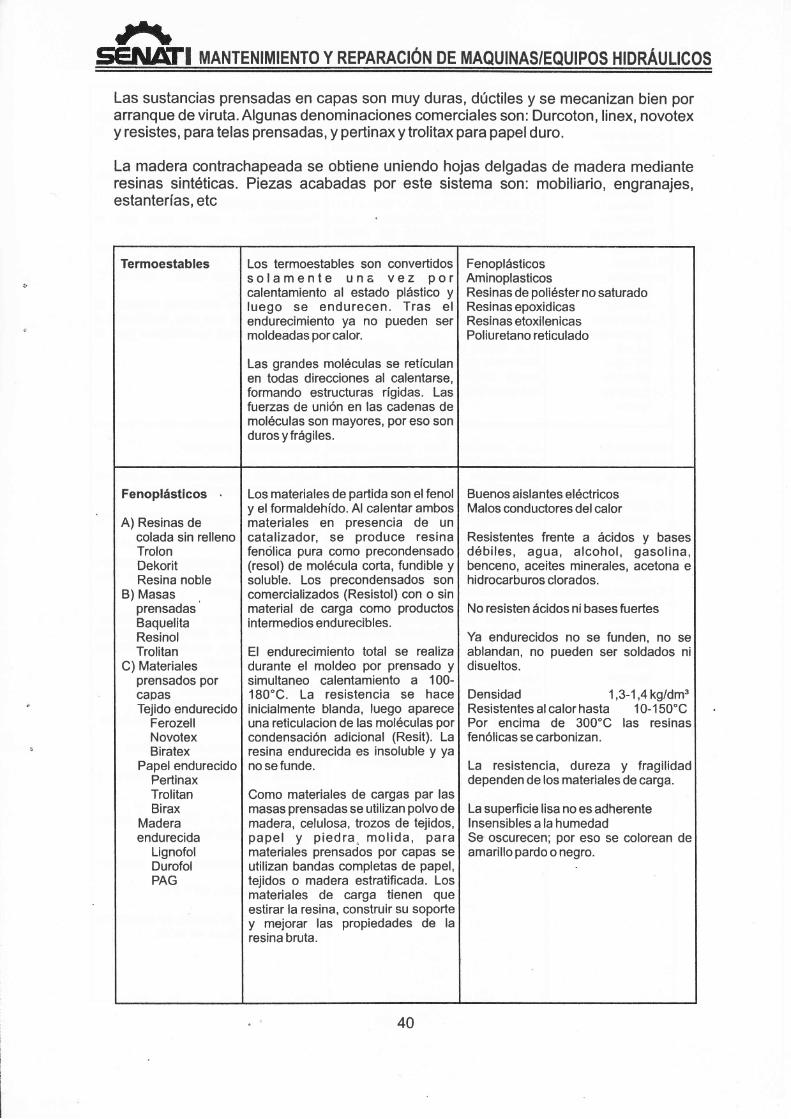
Termoestables Los termoestables son convertidossolamente una vez porcalentamiento al estado plástico yluego se endurecen. Tras elendurecimiento ya no pueden sermoldeadas por calor.
Las grandes moléculas se retículanen todas direcciones al calentarse,formando estructuras rígidas. Lasfuerzas de unión en las cadenas demoléculas son mayores, por eso sonduros y frágiles.
FenoplásticosAminoplasticosResinas de poliéster no saturadoResinas epoxidicasResinas etoxilenicasPol iu reta no reticu lado
Fenoplásticos ,
A) Resinas decolada sin rellenoTrolonDekoritResina noble
B) Masas ,
prensadasBaquelitaResinolTrolitan
C) Materialesprensados porcapasTejido endurecido
FerozellNovotexBiratex
Papel endurecidoPertinaxTrolitanBirax
Maderaendurecida
LignofolDurofolPAG
Los materiales de partida son el fenoly el formaldehído. Al calentar ambosmateriales en presencia de uncatalizador, se produce resinafenolica pura como precondensado(resol) de molécula corta, fundible ysoluble. Los precondensados soncomercializados (Resistol) con o sinmaterial de carga como productosintermedios endurecibles.
El endurecimiento total se realizadurante el moldeo por prensado ysimultaneo calentamiento a 100-180"C. La resistencia se haceinicialmente blanda, luego apareceuna reticulacion de las moléculas porcondensación adicional (Resit). Laresina endurecida es insoluble y yano se funde.
Como materiales de cargas par lasmasas prensadas se utilizan polvo demadera, celulosa, trozos de tejidos,papel y p¡edra molida, paramateriales prensados por capas seutilizan bandas completas de papel,tejidos o madera estratificada. Losmateriales de carga tienen queestirar la resina, construir su soportey mejorar las propiedades de laresina bruta.
Buenos aisla ntes eléctricosMalos conductores del calor
Resistentes frente a ácidos y basesdébiles, agua, alcohol, gasolina,benceno, aceites minerales, acetona ehid rocarburos clorados.
No resisten ácidos ni bases fuertes
Ya endurecidos no se funden, Do seablandan, no pueden ser soldados nidisueltos.
Densidad 1,3-1,4kgldm3Resistentes al calor hasta 10-150"CPor encima de 300"C las resinasfenólicas se ca rbon izan.
La resistencia, d ureza y fragilidaddependen de los materiales de carga.
La superficie lisa no es adherentelnsensibles alahumedadSe oscurecen; por eso se colorean deamarillo pardo o negro.
40
I rrlRrureuutENTo y REpARAcóru DE MAeutNA /Eeutpos ¡lloRRuLtcos
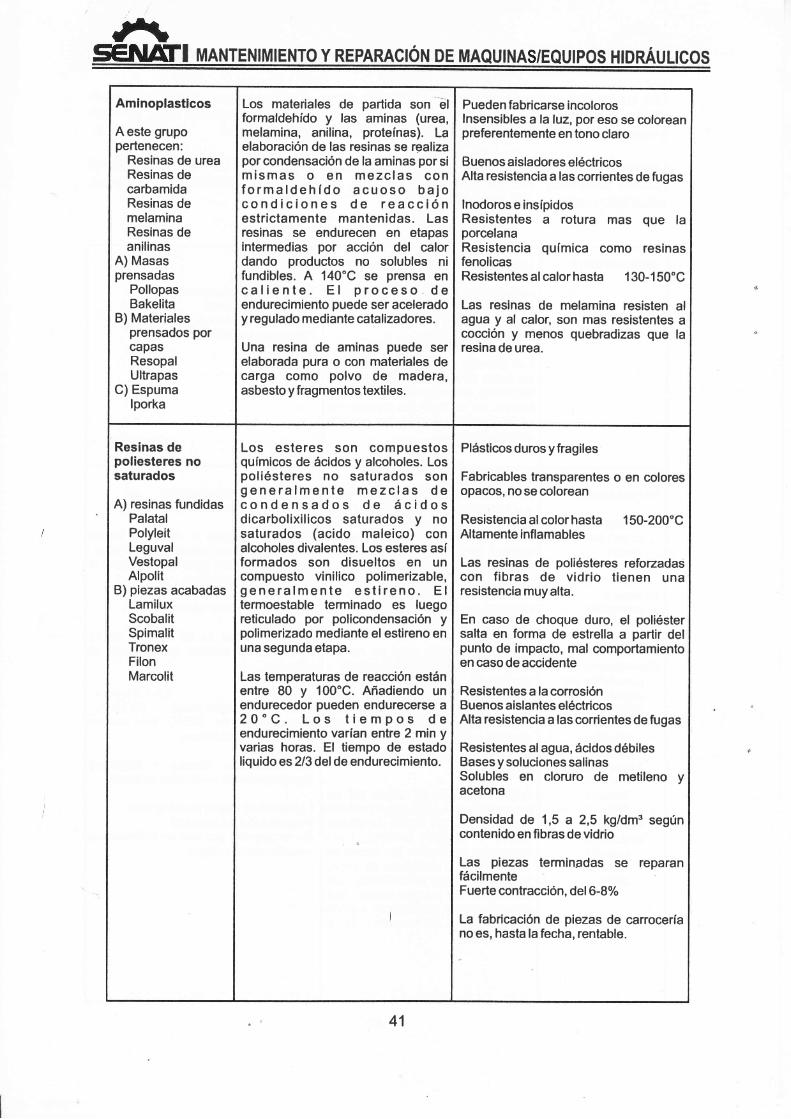
Aminoplasticos
A este grupopertenecen:
Resinas de ureaResinas decarbamidaResinas demelaminaResinas deanilinas
A) Masasprensadas
PollopasBakelita
B) Materialesprensados porcapasResopalUltrapas
C) Espumalporka
Los materiales de partida son élformaldehído y las aminas (urea,melamina, anilina, proteínas). Laelaboración de las resinas se realizapor condensación de la aminas por simismas o en mezclas conformaldehído acuoso bajocondiciones de reacciónestrictamente mantenidas. Lasresinas se endurecen en etapasintermedias por acción del calordando productos no solubles nifundibles. A 140"C se prensa encaliente. EI proceso deendurecimiento puede ser aceleradoy regulado mediante catalizadores.
Una resina de aminas puede serelaborada pura o con materiales decarga como polvo de madera,asbesto y fragmentos textiles.
Pueden fa bricarse incoloroslnsensibles a la luz, por eso se coloreanpreferentemente en tono claro
Buenos aisladores eléctricosAlta resistencia a las corrientes de fugas
lnodoros e insípidosResistentes a rotura mas que laporcelanaResistencia química como resinasfenolicasResistentes al calor hasta 130-150"C
Las resinas de melamina resisten alagua y al calor, son mas resistentes acocción y menos quebradizas que laresina de urea.
Resinas depoliesteres nosaturados
A) resinas fundidasPalatalPolyleitLeguvalVestopalAlpolit
B) piezas acabadasLamiluxScobalitSpimalitTronexFilonMarcolit
Los esteres son compuestosquímicos de ácidos y alcoholes. Lospoliésteres no satu rados songeneralmente mezclas decondensados de ácidosdicarbolixilicos saturados y nosaturados (acido maleico) conalcoholes divalentes. Los esteres asíformados son disueltos en uncompuesto vinilico polimerizable,generalmente estireno. Eltermoestable terminado es luegoreticulado por policondensación ypolimerizado mediante el estireno enuna segunda etapa.
Las temperaturas de reacción estánentre 80 y 100"C. Añadiendo unendurecedor pueden endurecerse a20"C. Los tiempos deendurecimiento varían entre 2 min yvarias horas. El tiempo de estadoliquido es2l3 del de endurecimiento.
Plásticos duros y fragiles
Fabricables transparentes o en coloresopacos, no se colorean
Resistencia al color hasta 150-200"CAltamente inflamables
Las resinas de poliésteres reforzadascon fibras de vidrio tienen unaresistencia muy alta.
En caso de choque duro, el poliéstersalta en forma de estrella a partir delpunto de impacto, mal comportamientoen caso de accidente
Resistentes a lacorrosiónBuenos a islantes eléctricosAlta resistencia a las corrientes de fugas
Resistentes al agua, ácidos débilesBases y soluciones salinasSolubles en cloruro de metileno yacetona
Densidad de 1,5 a 2,5 kg/dm3 segúncontenido en fibras de vidrio
Las piezas terminadas se reparanfácilmenteFuerte contracción, del 6-8%
La fabricación de piezas de carroceríano es, hasta la fecha. rentable.
41

I mmr¡nrMrENTo y REpARAcÉ¡¡ DE MAeurNAs/Eeutpos ntomuucos
ESQUEMA DE BOMBA CENTRIFUGA

I MANTENIMIENTo y REpARAcÉN DE MAeUINAS/Eeutpos HIDNNULICOS
218
ESQUEMA DE BOMBA CENTRIFUGA
456 424 200 419 218-A 215 208 144 131 121 183 104 110 100 190 131 130 114
408 455 401 400 214 209 2',t3 202 229 220 102 141 154 105 117 181 180 137 103
POS. DEScRrpc¡ót¡ CANT.
100 Casco rodamiento 1
102 Tapa rodamiento delant. 1
103 Rodamiento de 2 hileras de bolas 1
104 Anillo distanciador delantero 1
105 Anillo distanciador posterior 1a
110 Eie 1
114 Chaveta 1
117 Rodamiento de bolas 1
* 121 Rodamiento de bolas de contacto angular 1
*1 30 Anillo Stefa 1
131 Grasera recta NPT 1/8 2
137 Perno hexaqonal 4141 Tuerca hexagonal 4
* 144 Anillo Stefa 1
154 Tapón NPT 1
180 Tuerca hexagonal 2
181 Pata posterior DIN 1
183 Disco grasa delantero 1
POS. DESCRIPCIÓN CANT..1 90 Anillo tolerancia 1
200 Pieza intermedia 1
202 Luneta 1
*208 Bocina eje/bocina sello mecánico 'a
.209 Empaquetadura 1
2',13 Pin de anastre 1
*214 Anillo jebe 1
*215 Empaquetadura prensaestopa 5c
218 Tapón NPT 114 - Conex. 2 1
218-A Tapón NPT 114 - Conex. 1 1
220 Tuerca hexagonal 2
229 Anillo plano 2
400 Caja 1
*401 lmpulsor 1
.409 Anillo desgaste delantero 1
419 Perno hexagonal 8
424 Tapón NPT - Manómetro 1
455 Pin de seguridad delantero 1
456 Tapón NPT - Vacuómetro 1
* Las especificaciones están sujetas a cambio sin previo aviso
Notasa(2) : Paralasbombasl50-315/150-400,c (4) : Para las bombas 32-125 I 32-1 60-L / 40-1 25 I 40-160 I 40-200 I 50-125 I 50-160 / 50-200
43

I runrureuMrENTo y REpARAcÉru DE MAeurNA /Eeurpos HtDRÁuucos
Medidas en milímetro de las bombas centrifugas
ND1
Modelo ND1 ND2 a f gt g' h ht h' j mt mt nt n' n' aSt @5, wEie Peso
(kq)d a e' I
32 - 125
50 32
80385
13
3
252 112 140
50 100 70
190 140
110
15
14
285 24 8 27 50
33
32 - 16010 292 132 160 240 190
31
32 - 1601
40 - 125
65 40
13 252 112 140 214 160
40 - 16010
292 132 160 24A 190
40 - 200
100
340 160 180 265 212 41
40 - 250 500 12 4.5 405 180 225 65 125 95 324 250 370 32 10 35 80 75
50 - 125
80 50385
14
3
292 132 160
50 100 70
240 190
285 24 I 27 5050 - 16010
340160
180265 212
35
50 - 200 360 200 42
50 - 250 125
500
12
4.5
405 180 225
65 125 95
320 250
370 32 10 35 8065 - 160
100 65
100 10360 160 200 280 212 61
65 - 200 40s 180 225 320 250 69'
65 - 250
125
13 450 200 25080 160 120
360 28018
93
65 - 315 530 15 505 225 280 400 315 368 42 12 45 110 106
80 - 200
12580
50012 430 180 250 65 125 95 345 280 15
370 32 10 35 8080 - 250
15505 225 280
80 160 120
400 315
18
62
80 - 315 530 565 250 315 368 42 12 45 110 118
100 - 200 100 500 12 480 200 280 360 280370
32 10 35 80
125- 250
150 125 14C
53015 60s 250
355400 315
42 12 45
110
108
125- 315
20
635 280
100 200 150
500 400
22
368 157
125- 400(63) 712
6
715 315 400
140
430 60 18 55 225
150- 315
200 150 160
670550 450 500
48 14 521 50- 400
765 315 4501 50- 400(.x63) 712 60 18 55
44

\
I mnrureutmtENTo y REpARAc¡óru DE MAeutNA /Eeutpos nlonnultcos
ESQUEMADE EJES DE LAS BOMBAS
EzLua
-OTUJtLotU-?tU
ijT]o.9,
oÉ.
oEo€o

I unnreumrENTo y REpARAc6l¡ DE MAeutNAs/Eeutpos HtDRAuucos
ELABORAC¡ÓN DE UN PROGRAMA DE SEGURIDAD
L Actitud de la gerencia.
Para alcanzar y mantener un sistemaverdaderamente eficaz, que elimine losaccidentes evitables, la gerencia debeaceptar plena responsabilidad por laseguridad.
2. Asignación de responsabilidades
Como la gerencia tiene demasiadasresponsabilidades sobre la marcha de laempresa, surge la necesidad de asignarresponsabilidades que son :
- el encargado de seguridad- supervisores trabajadores- comités de seguridad- departamentos de mantenimiento
4. Adiestramiento en seguridadLa educación es neces aria en cualquier .
esfuerzo tendiente a prevenir accidentes,ya que la seguridad depende de loshombres
3. Mantenimiento de las condicionesseguras de trabajo
Las condiciones seguras se mantienemediante:- lnspecciones- lngeniería- Compras
5. Registros de accidentes
Así como el calculo exacto de los ctstos, losinformes pormenorizados sonindispensables para el buenfuncionamiento de una empresa, de Iamisma manera, el registro de accidentes,es esencial para obtener un alto grado deseguridad.
Registro de accidentes
46

I um,¡rerurutENTo y REpARAc¡ón DE MAeutNA /Eeutpos nlonnuucos
6. Selvicios de salud y pr¡mero",",l*ilios
Los propósitos de un programa de saludy primeros auxilios en una empresaindustrial son "PROMOVER" y"MANTENER" la salud física y mental detodos los tra bajadores.
-"Aceptac,u'o;#:j:::?:biridad por ros '
7. Aceptación de la responsabilidad porlos trabajadores
La aceptación de la responsabilidadpersonal por los trabajadores, esnecesaria, si se quiere que la prevenciónde accidentes tenga éxito.
Responsabilidades de la gerencia
1 . Asumir plena responsabilidad por la seguridad.2. Responsabilizara los ejecutivos porla seguridad de lostrabajadores.3. Aprobar las disposiciones de seguridad formuladas por el departamento respectivo.4. Participar en el programa como lo sugiere el departamento y comité de seguridad.
Sesponsabilidad del encargado de seguridad
l.Asesorarsin autoridad de línea, a todos los niveles.2. Coordinar actividades de seguridad.3. Preparary analizar los informes de accidentes.4. Dirigirlas actividades educativas de seguridad en todos los niveles de supervisión.5. Mantener y conservar el interés de los trabajadores por la seguridad.6. Desarrollar los programas educativos de seguridad para los trabajadores.7. Desempeñar Ia labor de secretario en el comité de seguridad.8. Supervisaryvalorizar la investigación de accidentes.9. Proyectary dirigir los programas de inspección de seguridad.
Responsab¡lidades de los supervisores
1. Vigilar por el cumplimiento de las reglasde seguridad.
2. Adiestrar a los trabajadores para laborarcon seguridad
3. Responsabilizarse por la seguridad de supersonal.
4. Mantener condiciones seguras, detrabajo (l uz,ventilación, Iim pteza, etc. ).
5. Conseguir con prontitud los primerosaux¡lios para los lesionados.
6. Reportar e investigar todos losaccidentes y corregir las causas.
7 . Formar parte del comité de seguridad.8. Efectuar reuniones de seguridad con su
personal.
47
I unm¡UMIENTo Y REPARACóru DE MAQUINAS/EQUIPoS HIDRAuucos
Responsab¡l ¡dades de las trabajadores
1. Trabajar de acuerdo con las practicas deseguridad aceptadas.
2. Reportar las practicas y condicionesinseguras.
3. Cumplir con las reglas y disposicionesde seguridad. !
4. Dar sugerencias de seguridad,
Responsabilidad del departamento de mantenimiento
1. Colaborará con el comité de seguridad, el encargado de seguridad y lossupervisores.
2. Ejecutar rápidamente las ordenes de trabajo, emanadas del departamento deseguridad.
3. Cooperaren el diseño de equipo de seguridad, guardaryaccesorios4. Seguir un programa regular de mantenimiento de todo el equipo, desde el punto de
vista de la seguridad y llevar registros de mantenimiento.
Responsabilidades de los comités seccionales
1 . Desarrollar actitudes de seguridad en los trabajadores.2. Hacer inspecciones de la planta.3. Presentarsugerencias para eliminar los riesgos de accidentes.4, Cooperar en los programas de educación de seguridad para los trabajadores.5. Apoyaren el cumplimiento de las reglas de seguridad
4B

I mnruremMtENTo y REpARAcÉru DE MAeutNA /Eeutpos HtDRÁuucos
LESIONES
Cualesquiera que sean las lesiones, son aplicables una serie de normas generales.Siempre hay que evitar el pánico y la precipitación. A no ser que la colocación de lavíctima lo exponga a lesiones adicionales, deben evitarse los cambios de posición hastaque sedetermine la naturalezadel proceso.
Un socorrista entrenado ha de examinar alaccidentado para valorar las heridás,quemaduras y fracturas. Se debetranquiltzar alaVíctima explicándole que yaha sido solicitada ayuda médica. La cabezadebe mantenerse al mismo nivel que eltronco excepto cuando exista dificultadrespiratoria.
En ausencia de lesiones craneales o cervicales se pueden elevar ligeramente loshombros y la cabeza para mayor comodidad. Si se producen náuseas o vómitos debegirarse la cabeza hacia un lado para evitar aspiraciones. Nunca se deben administraralimentos o bebidas (si el paciente va a requerir cirugía hay que esperar hasta que sevacíe elestómago), y mucho menos en el paciente inconsciente.
La primera actuación, la más inmediata, debe ser procurar al paciente una respiraciónaceptable: conseguir la desobstrucción de las vías respiratorias para evitar la asfixia,extrayendo los cuerpos extraños -sólidos o líquidos - y retirando la lengua caída haciaatrás. Si el paciente no respira por sí sólo habrá que ventilarlo desde el exteriormediante respiración boca a boca hasta disponerde un dispositivo mecánico.
El segundo aspectoshock.
a corregir es el referente al sistema circulatorio, para evitar el
Se deben valorar la frecuencia cardiaca y latensión arterial. Una valoración inicial seobt¡ene tomando el pulso: permite valorar lafrecuenc¡a y ritmo cardiaco, y su "fortaleza"nos indica una adecuada tensión arterial.
El shock o choque es un trastornohemodinámico agudo caracterizado poruna perfusiÓn inadecuada, general yduradera, de los tejidos que pone en peligrola vida.
Las urgencias que requieren primerosauxilios con más frecuencia son losaccidentes en los que se produce asfixia,parada e infarto cardiacos, sangrado grave,envenenamiento, quemaduras, golpe decalor, desvanec¡miento, coma, esguinces,fracturas.
49
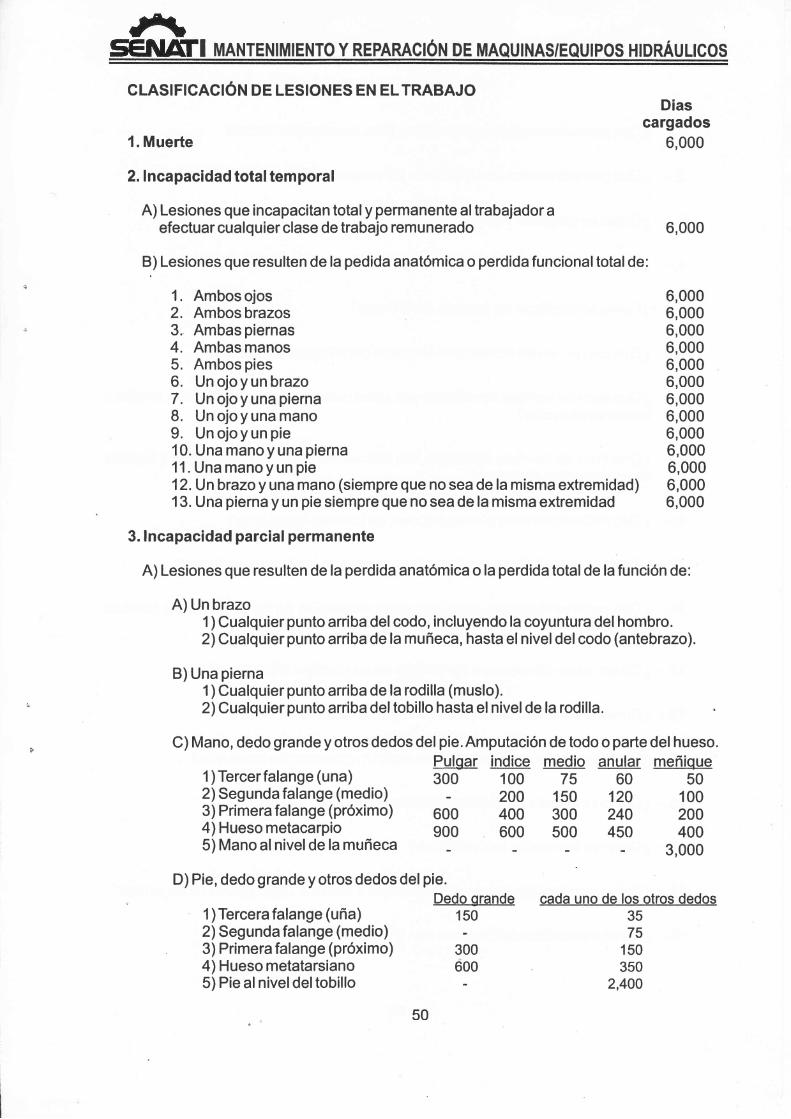
I tvwrreurlYlrENTo y REpARAqóru DE MAeUtNAS/Eeutpos n¡onlultcos
CLASIFICACIÓN DE LESIONES EN ELTRABAJO
1. Muerte
2. lnca pacidad total tem poral
A) Lesiones que incapacitan total y permanente al trabajador aefectuar cualquier clase de trabajo remunerado
Diascargados
6,000
50100200400
3,000
6,000
B) Lesiones que resulten de la pedida anatómica o perdida funcionaltotal de:
1. Ambos ojos 6,0002. Ambos brazos 6,0003. Ambas piernas 6,0004. Ambas manos 6,0005. Ambos pies 6,0006. Unojoyunbrazo 6,0007 . Un ojo y una pierna 6,0008. Un ojoyuna mano 6,0009. Unojoyunpie 6,00010. Una mano y una pierna 6,00011 . Una mano y un pie 6,00012.Un brazo y una mano (siempre que no sea de la misma extremidad) 6,00013. Una pierna y un pie siempre que no sea de la misma extremidad 6,000
3. lncapacidad parcial permanente
A) Lesiones que resulten de la perdida anatómica o la perdida totalde la función de:
A) Un brazo1 ) Cualquier punto arriba del codo, incluyendo la coyuntura del hombro.2) Cualquierpunto arriba de la muñeca, hasta elniveldelcodo (antebrazo).
B)Una pierna1) Cualquier punto arriba de la rodilla (muslo).2) Cualquier punto arriba deltobillo hasta el nivel de la rodilla
C) Mano, dedo grande y otros dedos del pie. Amputación de todo o parte del hueso.Pulgar indice medio anular meñique
1 ) Tercer falange (una)2) Segund afalange (medio)
5) Mano al nivel de la muñeca
D) Pie, dedo grande y otros dedos del p¡e.
1 )Tercera falange (uña)2) Segund afalange (medio)3) Prime rafalange (próximo)4) Hueso metatarsiano5) Pie al nivel del tobillo
300 100 75 60200 150 120
600 ulo *u_o
3) Primerafalange (próximo) 600 400 300 2404) Hueso metacarpio 900
Dedo grande cada uno de los otros dedos150-
300u:o
3575
150350
2,400
50
I uRrureumtENTo y REpARAcTóru DE MAeurNAs/Eeutpos tloRRULIcos
HOJA DE TRABAJO
1.- ¿Que pasos importantes se considera para reparareje oflecha?
2.- ¿Que procedimientos se consideran para repararel impulsor?
3.- ¿Como se clasifican las bombas hidráulicas?
4.- ¿Que elementos constituyen el cuerpo de la bomba centrifuga?
5.- ¿Como se clasifican las bombas centrifugas?
6.- ¿Que componentes constituyen la bomba centrifuga de eje libre?
7 .- ¿Que tipos de bombas centrifugas son adecuadas para impulsar líquidos limpios oligeramente sucios?
8.- ¿Que tipos de bombas centrifuga son adecuadas para impulsar pastas y líquidosmecánicamente abrasivos?
: ¿Que mide elrendimiento mecánico en las bombas hidráulicas?
10.- ¿Cuales son las fallas o averías que presentan las bombas centrifugas?
11.- ¿Que recomendaciones considera en la instalación de los tubos de las bombashidráulicas?
'12.- ¿Como deben diseñarse el eje o flecha en las bombas hidráulicas?
13.- ¿Como se clasifican los impulsores según su entrada de fluido?
14.- ¿Como se clasifican los impulsores según la construcción mecánica?
15.- ¿Como se elabora los plásticos termoestables?
1 6.- ¿Como se forman los fenoplásticos?
17.- ¿Que pasos importantes se consideran para elaborar un programa de seguridad?
18.- ¿Como se clasifican las lesiones sen eltrabajo?
51
SEMANA NO 4
TAREA N" 02
REPARACIÓN DE BOMBA CENTRIFUGA
OPERACIÓN
. Verificar / cambiar rodamiento / cojinetes
I
52
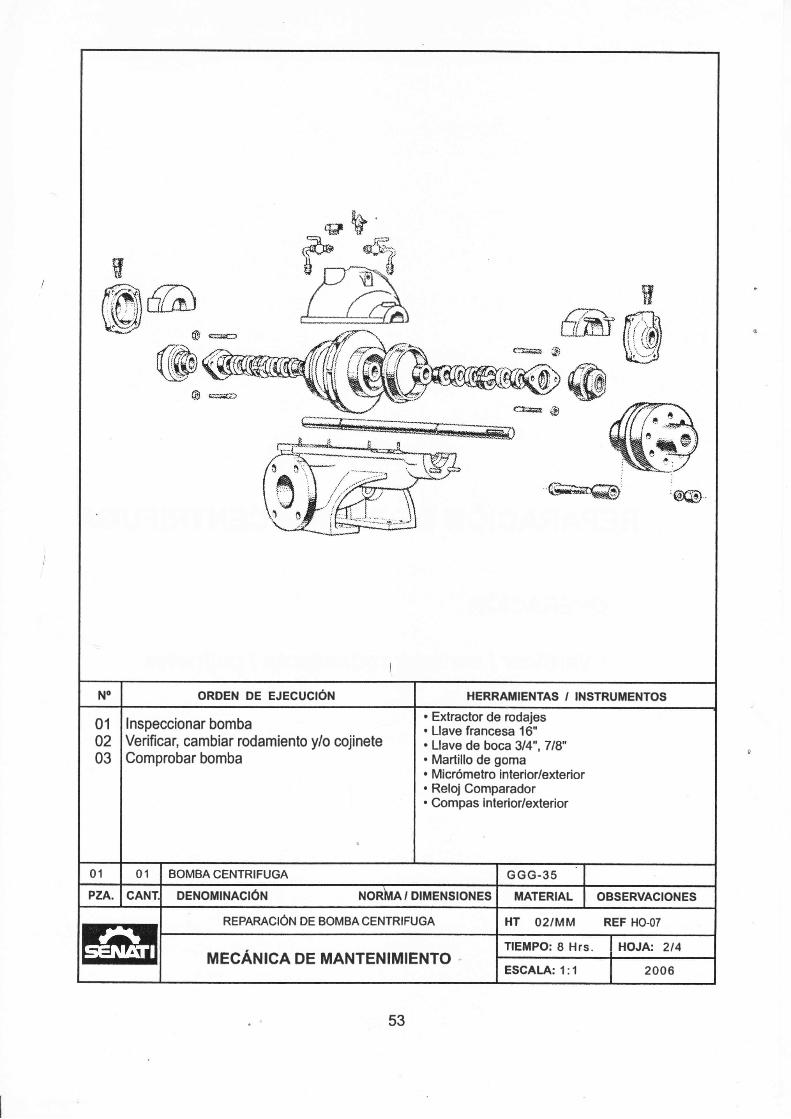
No ORDEN DE EJECUCIÓN HERRAMIENTAS / INSTRUMENTOS
010203
lnspeccionar bombaVerificar, cambiar rodamiento ylo cojineteComprobar bomba
. Extractor de rodajes
. Llave francesa 16"
. Llave de boca 314" , 718
. Martillo de goma
. Micrómetro interior/exterior
. Reloj Comparador
. Compas interior/exterior
01 01 BOMBA CENTRIFUGA G GG.35
PZA. CANT DENOMINACIÓN NORhTA '
DIMENSIONES MATERIAL I OBSERVACIONES
REPARACIÓN DE BOMBA CENTRIFUGA HT OZIM M REF HO.O7
MECÁNICA DE MANTENIMIENTOTIEMPO: I Hrs. I HOJA: 214
ESCALA:1:1 I 2006
53

I maurenrMrENTo y REpARAcTóu DE MAeutNAs/Eeutpos HtDRÁuucos
opeRRcrón:VERIFICAR/ CAMBIAR RODAMIENTOS / COJINETEEsta operación consiste en verificar detectando fallas ocasionadas por el rodamiento ycojinete, para luego iniciar el desmontaje y cambios de los elementos defectuosos de labomba centrífuga.
PROCESO DE EJECUCIÓN
lo PASO : Desmonte el rodamiento.
?OPASO :
3O PASO :
a) Emplee un extractor para elretiro de los rodamientos,(Fig. 1).
b) Retire los anillos distancia-dores del eje o flecha
Verifique los rodamientos.
a) Lave los rodamientos ycojinetes de la bomba(Fig. 3)
b) Verifique la situación derodamiento.
OBSERVACIÓNDetermine si los roda-mientos muestran un juegoexcesivo.
Cambie los rodamientos.
a) ldentifique la serie de losrodamientos y seléccione eladecuado.
b) Monte los rodamientos en eleje o flecha evitando dañarel aro interior (F¡g .4).
ffiw
Fig. I
#rh.ri'i'i
Fig. 3
54
Fig. 4
REF. H.O.07/MM 1/1MECANICO DE MANTENIMIENTO

I unrur¡uutENTo y REpARAcTóru DE MAeutNA /Eeutpos npnnuLtcos
BoMBAS cENTRIFUGAs DE BAJAvALTA pReslóru
Bombas de baja presión
Las bombas centrifugas de baja presión se emplean para impulsar líquidos a pequeñasy medianas alturas.
Eltipo que representa la Fig. 1 es adecuado para alturas de impulsión desde 2 metros a60 metros, y para caudales entre 0,4 l/s y 250 l/s
Para alturas de impulsión entre 2 metros y20 metros, y caudales mayores, es precisorecurrir a tipos especiales, con grancapacidad de absorción; como, porejemplo, la que muestra la Fig . 2, puedeimpulsar hasta 2000 l/s, y aun caudalesmayores.
Fig.2
Para caudales semejantes a los anteriores, y aun mayores hasta 15000 l/s, se puedenutilizar las bombas axiales de rodete helicoidaly las bombas axiales de hélice, que sonsusceptibles de funcionamiento a mayor nurnero de revoluciones, permaneciendoiguales las condiciones restantes Fig. 3 y4.
Fig. 1
Fig. 3
55
Fig. 4

I mnur¡umtENTo y REpARAcIóru DE MAeutNA /Eeutpos HtDRÁu¡-rcos
Bombas de alta presión
Las bombas de este grupo están proyectadas para velocidades de giro bajas, y suconstrucción se ha ideado de forma que todos los puntos que están expuestos al ataquede las mezclas solidas, contenidas en el liquido de impulsión, queden protegidos porpiezas recambiables, tales como, blindajes, anillos de desgaste, casquillos deprotección de eje, etc. El equilibrio del empuje axial hidráulico, se consigue dediferentes maneras, de acuerdo con las.condiciones particulares delservicio.
Bombas de tipo: HAK (Fig. 1)
Caudal de impulsión hasta 450 m3/hAltura de elevación hasta 400 mTipo de construcción: celular multiescalo-nada, con blindajes recambiables,difusores, casquillos de distancias ycasquillos de protección de eje. Prensa-estopas descargado con anillo de cierrehidráulico.EI eje gira apoyando en ambos lados, sobrerodamientos. Aplicable para líquidosligeramente sucios, así como bombaauxiliar para el agotamiento de minassegún D|N24251.
Bombas de tipo: HEG (Fig .2)
Caudal de impulsión hasta 500 m3/hAltura de elevación hasta 1000 mRendimientos superiores, sobre consulta. Tipo de construcción: celular multiescalo-nada, con blindajes, recambiables, difusores, casquillos de distancia y casquillos deprotección del eje. Equilíbrio del empuje axial mediante dispositivos de descargahidráulica. El eje gira apoyado, en ambos lados, sobre cojinetes de fricción oscilantes.Aplicable como bomba principal, para agotamientos de minas según DIN 24251
Bombas de tipo:2H (Fig. 3)
Caudal de impulsión hasta 900 m3/hAltura de elevación hasta 400 m. Tipo deconstrucción: celular multiescalonada, conblindajes recambiables y casquillos deprotección del eje. Los impulsores estándispuestos en grupos en paralelo, conmovimiento opuesto. Aplicables para aguasuc¡a de minas, colectores, etc.
Bombas de tipo: KH (Fig .4)
Caudal de impulsión hasta 150 m3/hAltura de elevación hasta 200 m, Tipo de construcción: celular con blindajescambiables, Los impulsores de gran paso y descargados, están dispuestos en gruposen serie, con movimiento opuesto. Casquillos de protección del eje, anillos de cierrehidráulico. El eje gira, apoyado a ambos lados, sobre cojinetes de rodillos. Aplicablepara la impulsión hidráulica de materias solidas, tales como escorias, carbón, fangos,bauxita, arena, etc.
Fig. I
Fig.2
Fig. 3
Fig. 4
56

I unrureruIMIENTo Y REPARAc¡Ón DE MAQUINA IEQUIPos HIDRÁuucos
FALLAS O DESGASTES DE RODAMIENTOS Y COJINETES EN LAS BOMBASCENTRIFUGAS
Gojinetes
La función principal de los cojinetes en las bombas es mantener la flecha o eje encorrecto alineamiento con las partes estacionarias bajo la acción de cargas radiales ytransversales.
Tipos de cojinetesSon de diferentes tipos, ya que el árbol puede desplazarse de su posición en distintaforma. Para comprender esto, en la figura, se aprecian los movimientos an que estánsometidos Ios ejes. Si el movimiento es vertical, o sea en el sentido de la flecha sedenomina "movimiento radial", y por lo tanto los cojinetes que se dispongan debenimpedir este movimiento, llamandose entonces "cojinetes radiales", si por el contrario,el movimiento es como indica la flecha, esto es en sentido longitudinal, los cojinetesdeben ser "axiales" o de tope, o sea que eviten el movimiento axial Fig. 1 .
La alineación de los cojinetes con respecto al eje debe ser perfecta, pues de lo contrariose corre el riesgo de que ambos se deformen o inutilicen, debido a un recalentamientoexcesivo de los cojinetes. También debe tomarse la precaución de que ninguno de losaros al girar roce en ninguna parte de la cabeza o cubierta de la bomba. Esto podriallegar a hacer que el árbol se doblara, dañandose consjderablemente los órganos de labomba.
Generalmente, se usan dos cojinetes exteriores para la bomba de uso general, uno acada lado de la cubierta. Estos eran originalmente deltipo de babbit con lubricación deaceite, pero en años mas rpcientes la mayoría de los fabricantes han cambiado acojinetes a la fricción que usfn lub¡icación de grasa o aceite.
//Algunas bombas de líquidos limpios, están provistas de cojinetes de manguito interior.Elpropio liquido se usa como lubricante, aunque en algunos diseños se usa lubricaciónde grasa. Fig .2.
Los cojinetes de las ombas pueden serrigidosoautolineantes,Ucojineteautolineante se ajusta a un cambio en laposición angular de la flecha.
Los cojinetes mas comunes resistentés a lafricción, que se usan con bombas, son losdiversos tipos de cojinetes de bolas. Loscojinetes de rodillos se usan menosfrecuentemente, aunque el cojineteesferico de rodillos se usa frecuentementepara tamaños grandes de flechas.
57
Fig.2

I umrr¡ruMrENTo y REpARAcTón DE MAeutNAs/Eeutpos nlonnuLrcos
Para ello se dispone de cojinetes que en suforma más sencilla están compuestos porun anillo hecho de material adecuado(bronce por regla general) que disminuye elrozamiento, ffiontándose en forma fija en elsoporte del gorrón (F¡g. 3), eh cuyo interiorse apoya éste de forma que pueda girarlibremente.
.
Si anteriormente hemos dicho que loscojinetes sirven de puntos de apoyo de losgorrones o lo que es lo mismo de los ejes oárboles, se desprende que la función delcojinete es pues, no solamente la de disminuirel roce en los gorrones, sino también la de mantener el árbol en su posición de trabajo.
Los cojinetes en sus aplicaciones presentan una gran variedad de formas y modelos,según los casos particulares para que se emplean; no obstante, aquínos limitaremos alos cojinetes que generalmente se utilizan para el montaje en bombas; sin embargo,hacemos constar que tanto en unas como en otras máquinas la disposición de loscojinetes es casi igual para todas.
Gojinetes de rozamiento
Los casquillos de los cojinetes de rozamiento se construyen de bronce, materialresistente alrozamiento. Los cojinetes en forma más sencilla consisten en simples aroscuyas superficies están perfectamente mecanizadas. Cuando el rozamiento de estoscasquillos, como en el caso de las bombas, es excesivo dado el elevado número derevoluciones a que están sometidos, es necesario que estén dotados de un sistema deengrase interno, para lo cual en su superficie interior se practican unas ranuras ocanales por los que circula el aceite de engrase. Estas ranuras están en comunicacióncon el engrasador a través de un orificlo practicado en una de las ranuras. El orificiotiene comunicación directa con el engrasador o caja de engrase, siempre, claro está,que se trata de cojinetes que estén dotados de este sistema de engrase. En la mayoríade los casos, para facilitar el montaje y desmontaje de estos cojinetes, los casquillos delmismo se fabrican partidos en dos medios anillos. En la Fig.4 pueden verse los mediosaros de cojínete así como las ranuras y orificios de engrase.
Fig. 4
58
Soporte
Cojinete
Gorrón

I mnrure¡¡rurENTo y REpARAcÉn DE MAeutNA /Eeutpos HtDRÁuucos
El conjunto completo de estos cojinetes lisos o de rozamiento nos muestra de una formacompleta la Fig. 5, cuyo aspecto general se ha dibujado en corte para apreciartodos loselementos que lo componen. El gorrón del eje gira en el interior del casquillo (1) el cualestá provisto de una ranura (3)que permite poner en comunicación el casquillo con elarode engrase (2).
Este aro de engrase, guya parte inferior está sumergida en el aceite que contiene la cajade engrase (4), hace las veces de ranuras de engrase. Al girar el anillo se le adhiere uriacapa de aceite elevándola hasta la abertura delcasquillo donde la vierte sobre el eje; lagrasa transportada por el anillo se extieñde a lo largo del casquillo, gracias a unoscanales suplementarios que desembocan en otras ranuras colectaras de aceite por lasque fa grasa que eleva el aro vuelve de nuevo a la caja de engrase. Una sucesióncontinua de esta operación establece un engrase progresivo deleje y cojinete,
Para comprendermejor este montaje hemos ampliado estas partes en la Fig. 6, en laque vemos como los medios casquillos del cojinete rodean al árbol y se apoyan en lapieza inferior, que pertenece a una parte segmentada del cuerpo de bómba. Elsombrero o parte superior del cojinete es el que se encarga de la sujeción de los aros alcuerpo de la bomba, mediante unos espárragos.
Sombrero
Bancada
Fig. 5 Fig.6
Con apropiada aplicación y lubricación, los cojinetes resistentes a la fricción tendránuna larga vida y estarán libres de dificultades. Sin embargo, pueden ocurrirfallas por losiguiente:
- uso de un tipo o tamaño indebido para la aplicación determinada;-montaje defectuoso, debido a la mano de obra inexperta en la fabricación omantenimiento;- lubricante o práctica de lubricación inadecuados;- entrada de agua, mugre o arenisca dentro del cojinete; y- daño mecánico a las bolas, rodillos o anillos.
Los diseñadores de bombas basan su selección deltipo de cojinetes, en el tamaño y lalubricación para adaptarse al campo de servicio para el que se usará la bomba.Ocasionalmente, por equivocación, vina bomba se usa para condiciones olocalizaciones no apropiadas para su diseño de cojinetes, y por lo tanto, tendrá unacorta vida. El anillo interiorde los cojinetes antifricción no debe girar en la flecha, el anilloexterior no debe girar en la caja, y el rodamiento debe estar correctamente alineado.
Fig. 6
59

I unrureuMtENTo y REpARAcÉru DE MAeutNAs/Eeutpos HtDRÁuucos
Generalmente, los cojinetes antifricción están prensados o montados en caliente en susflechas; siintervienen cargas de empuje, se sostienen en posición axialen sus flechas,por topes y tuercas de flecha. Si la flecha es de menor tamaño, el ajuste queda muy flojo,permitiendo la rotación del anillo interior en la flecha, con el consecuente daño delcojinete, de la flecha o de ambos. Por otra parte, un diámetro de la flecha demasiadogrande puede dar por resultado la expansión del anillo interior, causando una holgurainsuficiente entre las bolas o los rodillos y sus anillos interiory exterior.
lgualmente, la montura debe prou""r la suficiente fuerza de sostén, con sujeciónadecuada del anillo exterior en la caja, para evitar que gire en ella. En los rodamientosradiales, el anillo exterior debe moverse axialmente en su caja, si los cambios detemperatura originan expansiones desiguales de la flecha y la cubierta.También es importante que los cojinetes antifricción estén montados a escuadra en susflechas y en sus cajas, y que no estén inclinados. Un diseñador de bombas tiene queestar seguro de que la cubierta no se deformará indebidamente cuando se aplica lapresión, pues la deformación sacará, del alineamiento al cojinete. Los cojinetesantifricción tienen tolerancias precisas; el diseño de la bombay la mano de obra debencumplircon ellas.
Algunos diseños de cajas de cojinetes cuentan con medios para asegurar el centradoinicial de los cojinetes (Fig, 7). En esos casos, se debe llegar al alineamiento apropiadodespués que la bomba y la mano de obra cumplan con ellas. Muchas de las fallas de loscojinetes antifricción, se deben al uso de lubricantes inadecuados.
Se debe tener cuidado y evitar que entreagua al cojinete. Se sabe que, demasiadoenfriamiento de la caja, causacondensación de la humedad dentro deaquélla. caja
Si se permite que entren al cojinete mugre oarenisca, naturalmente causarán daño.Como la grasa forma un buen sello contra elpolvo y la mugre, generalmente se prefierela lubricación con grasa, si la bomba se vaainstalar en un lugar polvoriento,
Mantenimiento de los cojinetes de fricción(bujes).- Generalmente se recomienda queel espacio libre entre la flecha y losmanguitos no exceda un porcentaje de laholgura original, antes de que se renueve.
Cuando se inspeccionan los cojinetes, €smuy importante examinar la condición de laflecha en las chumaceras.
en bomba de doble admisión
lgualmente, debe examinarse los manguitos para ver si hay picaduras. Si se descubrenmarcas de picaduras, se deben disponer medios para eliminarlas, o se debe aislar lacaja delcojinete o el pedestal.Aunque frecuentemente se tienen en existencia manguitos de repuesto la cuadrilla demantenimiento puede encontrarse con el problema de una flecha dañada. Esa flechadebe rebajarse y pulirse, y entonces no serán adecuados los rnanguitos de respuesto.
60
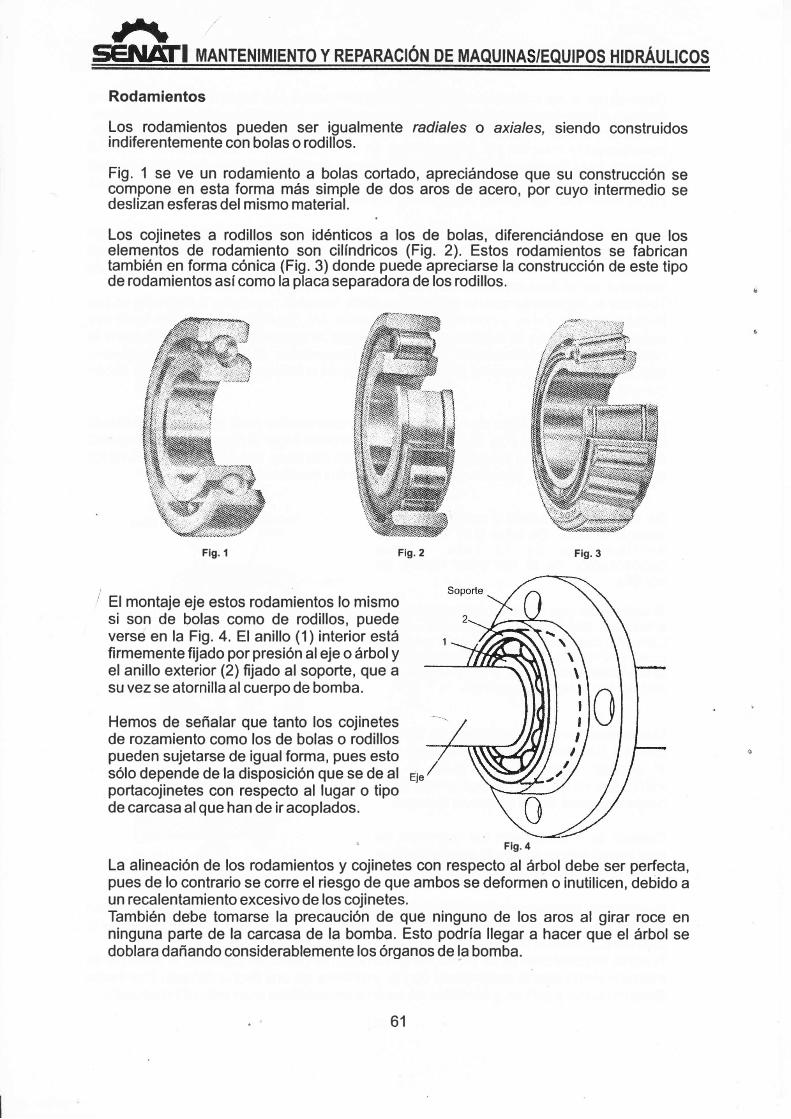
I runure¡¡rutENTo y REpARAcTóu DE MAeutNA /Eeutpos ntonnulrcos
Rodamientos
Los rodamientos pueden ser igualmente radiales o axiales, siendo construidosindiferentemente con bolas o rodillos.
Fig, 1 se ve un rodamiento a bolas cortado, apreciándose que su construcción secompone en esta forma más simple de dos aros de acero, por cuyo intermedio sedeslizan esferas del mismo material.
Los cojinetes a rodillos son idénticos a los de bolas, diferenciándose en que loselementos de rodamiento son cilíndricos (Fig. 2). Estos rodamientos se fabricantambién en forma cónica (Fig. 3)donde puede apreciarse la construcción de este tipode rodamientos asícomo la placa separadora de los rodillos.
Fig. 1 Fig.2 Fig. 3
El montaje eje estos rodamientos lo mismos¡ son de bolas como de rodillos, puedeverse en la Fig.4. El anillo (1) interior estáfirmemente fijado por presión al eje o árbol yel anillo exterior (2) fijado al soporte, que asu vez se atornilla al cuerpo de bomba.
Hemos de señalar que tanto los cojinetesde rozamiento como los de bolas o rodillospueden sujetarse de igual forma, pues estosólo depende de la disposición que se de al Eje
portacojinetes con respecto al lugar o tipode carcasa al que han de ir acoplados.
La alineación de los rodamientos y cojinetes con respecto al árbol debe ser perfecta,pues de lo contrario se corre el riesgo de que ambos se deformen o inutilicen, debido aun recalentamiento excesivo de los cojinetes.También debe tomarse la precaución de que ninguno de los aros al girar roce enninguna parte de la carcasa de la bomba. Esto podría llegar a hacer que el árbol sedoblara dañando considerablemente los órganos de la bomba.
Fig. 4
61

I rvrnruremMtENTo y REpARAc6u DE MAeutNA /Eeutpos HtDRÁuucos
En la figura 5 se muestran diferentes tipos de rodamientos de rodillos, así comotambién deltipo mixto, es decircojinetes compuestos a la vez por rodillos y bolas. En laparte superior se muestran cojinetes de rodillos de tipo axial y en la parte inferior los deapoyo.
En el grabado inferior de la citada figura 16 el primero de los cuatro corresponde a unrodamiento mixto que está construido por bolas y rodillos; utilizándose paracontrarrestar a la vez tanto el desplazamiento axial como el radial. En este tipo derodamiento los rodillos trabajan de Bpoyo y evitan así el desplazamiento radial delárbol. Al mismo tiempo, las bolas evitan el desplazamiento longitudinal o. axialapoyándose en uno de los aros del rodamiento.
Fig. 5
Mantenimiento de los cojinetes y rodamientois
El engrase debe efectuarse en su medidajusta, pues la cantidad de grasa, tanto si esinsuficiente como si es excesiva, resultaperjudicial para la vida de los cojinetes(F¡g. 6). Al mismo tiempo debe procurarseque el lubrificante se mantenga siemprelimpio, libre de sustancias extrañas oimpurezas. Los asientos de los cojinetestanto de rozamiento como de bolas orodillos pierden sus buenas característicasde funcionamiento si reciben golpes o serayan, por lo que se recomienda poneiespecial cuidado al manejar estas piezas.'
F¡9. 6
La cantidad de lubrificante que llevan normalmente los cojinetes montados en la bombaes suficiente para no tener que reponerlo hasta varios meses de servicio; no obstante,es necesario introducir por los orificios de engrase y, de vez en cuando, algunas gotasde aceite de buena calidad, lo que hará que se mantenga un nivel constante y suficientepara que se consiga una buena lubrificación.
62

I mnureumtENTo y REpARAcIón DE MAeUtNAS/Eeutpos HtDRÁuucos
Cuando los grupos moto-bombas son de tamaño considerable en vez de cojinetes debolas, la casa constructora reemplaza estos cojinetes por cojines de rozamiento. Lascajas de estos cojinetes han sido igualmente cargadas de lubrificante en fábrica, asíque, en un período de tiempo prudencial, no necesitan cuidados inmediatos.
Si las cajas de los cojinetes se llenan excesivamente, éstos se calientan y el lubrificantesalta hacia fuera al ser batido por el movimietno de giro del eje.Por esta razón las cajasde los cojinetes deben limpiarse periódicamente, pero no podemos particularizar untiempo exacto para cada tipo. La persona'encargada del mantenimiento de los grupospuede entonces porsí misma establecerel período de tiempo para la limpieza y recargade los cojinetes y cajas de engrase.
La limpieza de los cojinetes y rodamientos puede hacerse de dos formas, según estén ono desmontados del eje. En los cojinetes de fricción, el desmontaje es fácil y por lo tantono presenta ninguna dificultad proceder al mismo. No ocurre esto con los rodamientos abolas, los cuales al estar montados a presión sobre los ejes es difícil separarlos. Paraello, téngase en cuenta que los rodamientos a bolas no deben ser nunca golpeados conun martillo. Para separarlos de! eje se utiliza una herramienta llamada extractor (Fig. 7).
Para extraer un rodamiento se apoyan laspatas del extractor en el aro pequeño delrodamiento (nunca en el aro mayor) y eltornillo al girar hace palanca sobre el centrodel eje al que está acoplado el rodamiento.Repetimos que las patas del extractor seapoyen en el aro pequeño, o sea, sobre elaro señalado con flechas en la Fig. 8,siempre claro está que sea éste el que vamontado a presión en el eje, pues de ser elaro exterior del cojinete el que va montado apresión en el soporte, las patas delextractor se apoyarán sobre éste. Es decir,las patas del extractor deben apoyarsesobre el aro del cojinete que va montado apresión.
Fig.8
Hay varias contradicciones sobre qué líquido es más adecuado para limpiar losrodamientos y cojinetes. Muchas casas indican que para la limpieza es recomendableutilizar el petróleo refinado, gasolina o benzol y otras, por el contrario, indican que elpetróleo es perjudicialy que no debe usarse nunca.Nosotros particularmente podemos recomendar tanto la gasolina o benzol como elpetróleo. Ahora bien, al utilizar gasolina o benzol deben tenerse muchas precaucionesporque son líquidos muy inflamables.
Una vez desmontado el rodamiento con un punzón de madera o un rascado¡ se quitatoda la grasa que se pueda. Para la limpieza de los rodamientos no deben usarse nuncautensilios metálicos que puedan produclr rayaduras. El aire comprimido, siempre quepueda disponerse de é1, y sea seco, es una gran ayuda, eficaz y recomendable. Elchorro de aire se dirige contra el rodamiento al mismo tiempo que se hace girara éste.
Fig. 7
oooooo
ooooo
ooooo
ooooo
63

I mnrureru¡MtENTo y REpARAcÉru DE MAeutNAs/Eeutpos HtDRÁut-¡cos
Después de haber limpiado de grasa el rodamiento se prepara un recipiente congasolina, benzolo petróleo yse sumerge el rodamiento durante unos minutos. Despuéscon un pincel se les acaba de límpiar; al hacer este trabajo hay que tener cuidado de queno queden pelos agarrados o pegados entre los elementos rodantes del cojinete.
Si con una operación de limpieza no se logra que se desprenda toda la suciedad hayque rcpetir el baño y la operación de limpieza hasta que se pueda comprobar que nohan quedado adherencias de grasa nide ninguna otra materia. Los pelos delpincelquese quedan pegados deben de quitarse cuidadosamente. Por último, se dirige al cojineteun chorro de aire comprimido para que queden completamente limpios.
Cuando los rodamientos son pequeños y no entra una espátula de madera en susrincones, el baño se efectúa colocándolos en un recipiente agujereado sumergido en elrecipiente de disolvente (gasolina, petróleo, benzol) y se agita. Es decir, losrodamientos se colocan entonces en un recipiente cualquiera que esté provisto deorificios, parecido a un colador casero. Este colador que contiene en su interior losrodamientos, se sumerge en el recipiente que contenga la gasolina o el petróleo. Al girarel colador, el disolvente pasa por los agujeros del colador limpiando así los rodamientos.También es conveniente hacerlos girar dentro del disolvente, después de haberpermanecido un tiempo sumergidos.
Si los rodamientos una vez limpios no van a ser montados ni engrasados enseguida, serecomienda aceitarlos convenientemente para evitar posibles oxidaciones. La casaconstructora recomienda los aceites y los disolventes más adecuados para la limpiezade sus rodamientos.
Al proceder al aceitado se hace girar lentamente el rodamiento, de modo que el líquidoengrasante pueda penetrar bien en todas sus partes. lgualmente los cojinetes que seanlubrificados con grasas pastosas deben hacerse girar algunas vueltas, para que todaslas superficies queden bien engrasadas y protegidas contra el efecto de lasoxidaciones. Estas precauciones sirven sobre todo, para aquellos rodamientos cuyomontaje no va a efectuarse inmediatamente sino que por cualquier causa han deguardarse durante un tiempo más o menos largo, es decir, para conservar los cojinetesdesmontados.
En elcaso de que los rodamientos hayan de permanecerdesmontados y almacenadosdurante largo tiempo se recomienda darles un baño de autoxidante. En este caso, no essuficiente con aplicarles un baño de aceite mineral corriente, sino que, además se lesdebe dar una capa de vaselina natural de buena calidad. Para protegerlos del polvo,etc., se les envuelve en papel parafinado.
Si el rodamiento no puede ser desmontado del eje o árbol, utilizando una jeringa, serocía con petróleo o gasolina procurando que penetre bien por todas las partes delcojinete y al mismo tiempo se girará éste.
En caso de que el rodamiento se halle montado dentro de una caja de engrase se rocíade gasolina o petróleo utilizando una jeringa, como en elcaso anterior. Asimismo todaslas superficies accesibles se secan a continuación con un trapo bien limpio. Estaoperación debe hacerse hasta que la gasolina o el petróleo que quede después depasar por el cojinete salga bien limpio.
64
I mnrur¡mlvltENTo y REpARAcIóH DE MAeutNA /Eeutpos xlomuLtcos
Cuando los rodamientos están muy sucios y con grasa mezclada de polvo adherida ensu contorno, se recomienda que, estando la bomba o el motor aún calientes y conpreferencia antes de parar el grupo, se vacíe el aceite engrasante y se llenen lossoportes con aceite mineralmuyfluido o mezclado con petróleo o gasolina;se deja queel grupo siga funcionando y al cabo de un rato se vuelven a vaciar los soportes o caja deengrase. El mismo movimiento de los elementos del cojinete bate el aceite, limpiandotodas sus partes. Esta operación debe repetirse todas las veces necesarias hasta quelos cojinetesqueden bien limpios.También pueden limpiarse los cojinetes con lejía, ya que ésta no perjudica loselementos de acero de los rodamientos ni las coronas de bronce de los cojinetes.Los grupos que vayan montados con cojinetes de coronas de aluminio, no serecomienda limpiarlos con lejía, ya que elaluminio es atacado porella.Los rodamientos que llegan embalados cuando se recibe un grupo y se tienen quemontar en é1, no necesitan ser limpiados, pues ya lo han sido minuciosamente antes derecibir el producto antioxidante.No obstante, antes de montar los rodamientos, es preciso quitar el antioxidante quehaya en el interior del aro pequeño así como también eliminar al que recubre la parteexteriordelaro mayor.
La consecuencia que podemos sacar dé todo lo dicho es que en los cojinetes deresbalamiento o lisos, los cuidados que deben tomarse para su mantenimiento sonmínimos ya que se reducen a mantenerlos bien engrasados y limpios. Para ello una delas principales precauciones consiste en cerrar bien la tapa del cojinete así como la delnivel de aceite para evitar que por ellos se introduzcan cuerpos extraños que ensucien o
. espesen el engrasante. La rutina de echar periódicamente aceite en los cojinetes, esotra de las cosas necesarias, pero consideramos que es mejorprocedera la limpieza delos cojines cada cuatro o cinco meses. No obstante como ya dijimos, el encargado de lamáquina es el más indicado para llegar a establecer el período de tiempo en que espreciso procedera esta operación.También debe vigilarse que elcojinete sea estanco, es decir, hermético con respecto ala bomba o el motor puesto que, de no ser así, el engrasante escapará quedando elcojinete sin aceite, lo que producirá un agarrotamiento totaldel eje. Así pues las tapas,filtros o cuerpos de cierre, aros de obtuYación, etc., deben sei observados tambiénperiódicamente y sustituirlos por otros nuevos siempre que se encuentren en malestado.Los cojinetes de rodadura se lubrifican con grasa consistente, o sea, grasa compacta.Cuando la grasa se vuelve sucia o turbia, es conveniente limpiar todo el rodamiento,nunca echar sobre la grasa usada otra grasa nueva. Los rodamientos no precisan unalimpieza periódica muy seguida, basta con hacerlo cada uno o dos años según loscasos, por lo cual muchos de los grupos moto-bomba se fabrican sin agujeros deengrase, obligando así aldesmontaje del rodamiento cuando se ha de renovar la grasa,lo que asegura una revisión de los mismos antes de volverlos a montar.Las características principales de una buena grasa tanto para rodamientos como paracojinetes deben reunir las condiciones siguientes. No debe ponerse pegajosa al serusada. No debe tampoco endureierse, descomponerse ni producir oxidacionescualquiera que sea el tipo de rodamiento a que se le aplique. Tiene.que ser libre deresina, sales minerales y otros materiales que produzcan rayaduras tales como cal,arena, etc.Hoy en día existen en el mercado gran cantidad de tipos de grasas de las cuales la casaconstructora de las bombas recomienda la más adecuada para sus máquinas; incluso aveces las mismas casas contructoras de las bombas fabrica la grasa adecuada paraellas.
65

I unrureumtENTo y REpARAcón DE MAeutNAs/Eeutpos nlonauLtcos
JUNTAS DE HERMETICIDAD
Las juntas tienen la función de formar un sello hermético en una junta rígida deteniendo I
las filtraciones o fugas a través de las empaquetaduras presionadas según la unión y losuficientemente apretada para tener una buena adaptación y un buen sello herméticosin trayectorias de fugas.
Para sellar herméticamente la juntd debeadaptarse ala superficie de la unión que seacople. La mayoría de las juntas se hacende material suave de manera que alcomprimirlas ceda, presionando y tomandoformas con irregularidades de la superficie.Con algunos materiales se produce elmismo efecto. Otra forma de flujo resulta deuna combinación de compresión y arrastrellamada de atracción o trituración Fig .1 .
Atracción
Fig. I
Estoperos.- Es una de las partes mas importantes de la bomba; aun pequeñosdefectos en su arreglo o condición pueden evitarla operación correcta de la bomba.
Los estoperos tiene la función principal de proteger la bomba contra escurrimiento en elpunto en elque la flecha atraviesa la cubierta de la bomba.
Sin embargo, esta función varia tanto en si misma como en la forma en que se ejecuta.Por ejemplo: si la bomba maneja una elevación de succión y si la presión interior delestopero es inferior a la atmosférica, la función del estopero es evitar que entre aire a labomba. Siesta presión es superiora la atmosférica, la función es evitarelescurrimientode liquidofuera de a bomba. Fig. 2 y 3.
Prensa estopasAnillo linterna o jaula
Fig. 3
Prensaestopa
Como su nombre indica, es el encargado de presionar la estopa o empaquetaduracontra el cuerpo de la bomba e impedir así la salida del liquido por el eje procedente dela bomba. Pueden tenervarias formas: sólidos y divididos.
Ftg.2
Compresión
Anillo linterna
Buje de gargantadel estopero
66

I nltnureuutENTo y REpARAc¡óru DE MAeutNA /Eeutpos npnnuucos
Prensaestopa sólidos.- consta de una solapieza, s€ asemeja a una brida, por el orificiocentral, sin que tenga rozamiento, gira eleje, utilizandose los dos orificios lateralespara fijar el prensaestopa al cuerpo de labomba. Fig.4
Prensaestopa dividido.- Están hechos ;,mitades de modo que se pueden sacar de laflecha sin desmantelar la bomba, dejandoasí mas este si el espacio entre caja y elcojinete es restringido.
Las presaestopa generalmente se hacende bronce, aunque se puede usar hierrocolado o acero para bombas equipadatotalmente de hierro. Fig. 5 Fig. 5
Montaje de las estopadas y prensaestopadas
Anteriormente ya hemos hablado de las estopadas y prensaestopadas de su forma y delos diferentes tipos en que se fabrican. Ahora vamos a tratar de su colocación alrededordel eje o árbol y de las operaciones necesarias para comprobar su hermeticidad yfuncionamiento seguro.Hay que recordar que el montaje correcto de las estopadas, así como una manipulaciónadecuada de los prensa-estopas son las condiciones indispensables para que sepueda obtener una buena función delconjunto.
Cuando ha transcurr¡do cierto tiempo defuncionamiento, después de haberapretado el prensaestopas repetidas vecespor medio de las tuercas acopladas almismo, y el casquillo se ha introducldo por ./completó, es necesar¡o añadir ráé aros deestopada. Para ello primero se aprietan lastuercas del prensaestopas y se vuelven aaflojar, y luego, se retiran tanto elprensaestopas como el casquillo delmismo, dejándolos en situación de quepuedan colocar nuevos anillos en la caja(Fig.6).
Las estopadas blandas se cortan oblicuamente y en forma de anillo, que abriéndolelateralmente pueda deslizarse a lo largo del eje hasta la caja de las estopadas y ésta sevuelve a cerrar dejándola como estaba antes de abrirla. En esta primera operación esconveniente -apretar el prensaestopas con las manos, pues así se puede comprobar sies suficiente sólo con el aro de estopas puesto en la bomba. Una vez puesta en marchala bomba, si la caja de estopadas no queda completamente hermética, vuelve a pararsela máquina y se aprieta algo más el prensaestopas.
Fig. 4
67

I mnrureumtENTo y REpARAcÉn DE MAeutNAs/Eeutpos nlonnulrcos
Cuando se trata de estopadas con plano grafitado se abre el anillo lateralmente igualque en el caso anterior para que una vez colocado en el eje pueda deslizarse por elmismo hasta )a ca¡a de estopadas. A continuación, se aprieta con una llave adecuadapara conseguirque elanillo quede situado en eleje, sin juego alguno.
Al mismo tiempo que se aprieta se hace girar el casquillo con la mano hasta que seobserve una cierta resistencia a la rotación; entonces se afloja la tuerca delprensaestopas para que éste retroceda y se vuelve a apretar con la mano, paracomprobar si solamente con esta presión es suficiente para obtener hermeticidad en'lacajade estopadas.
S¡ de esta forma no se logra hermeticidadse añaden más aros de estopada (Fig .7) y,en caso de que esto no sea suficiente, debecambiarse toda la empaquetadura, porquees señal de que ésta se halla en malascondiciones.
Fig. 7
Para ello antes de colocarla nueva estopada es necesario quitarlos restos de la anteriorasí como limpiar bien la caja de estopadas. Acontinuación, se coloca dentro de la cajael número conveniente de anillos para formar la empaquetadura, procurando que loscortes de los aros no queden alineados, lo cual podría dar lugar a una rendija por donde '
pueda existir escape. Después de colocar el casquillo y el prensaestopas, se aprietaéste hasta que la caja de la estopada quede cerrada herméticamente, apretando ysoltando alternativamente hasta lograrlo.
Si durante el funcionamiento de la bomba la caja de eStopada se calienta más de lonormal es conveniente parar el grupo y aflojar las tuercas del prensaestopas para volvera apretarlas de nuevo pero ligeramente ya mano.Cuando las bombas se utilizan para eltrasiego de líquidos con elevado contenido de cal, deben revisarse los cuerpos debombas v estopadas, ya que la costra calcárea que se forma es perjudicial para estosórganos. Se recomienda hacer un repaso de esto cada 6 u ocho meses.
Salida de aguade enfriamiento
Conducto taladradoal espacio anular
Preenfriamiento deescurrimiento
Colocación con la unión giradade los anillos de empaquetadura
Area anular denfria miento alrededorde la empaquetadura Fig. 9
Entrada de aguade enfriamiento
Estopero especial enfriado con aguapara temperaturas y presiones altas
Fig. 8
68
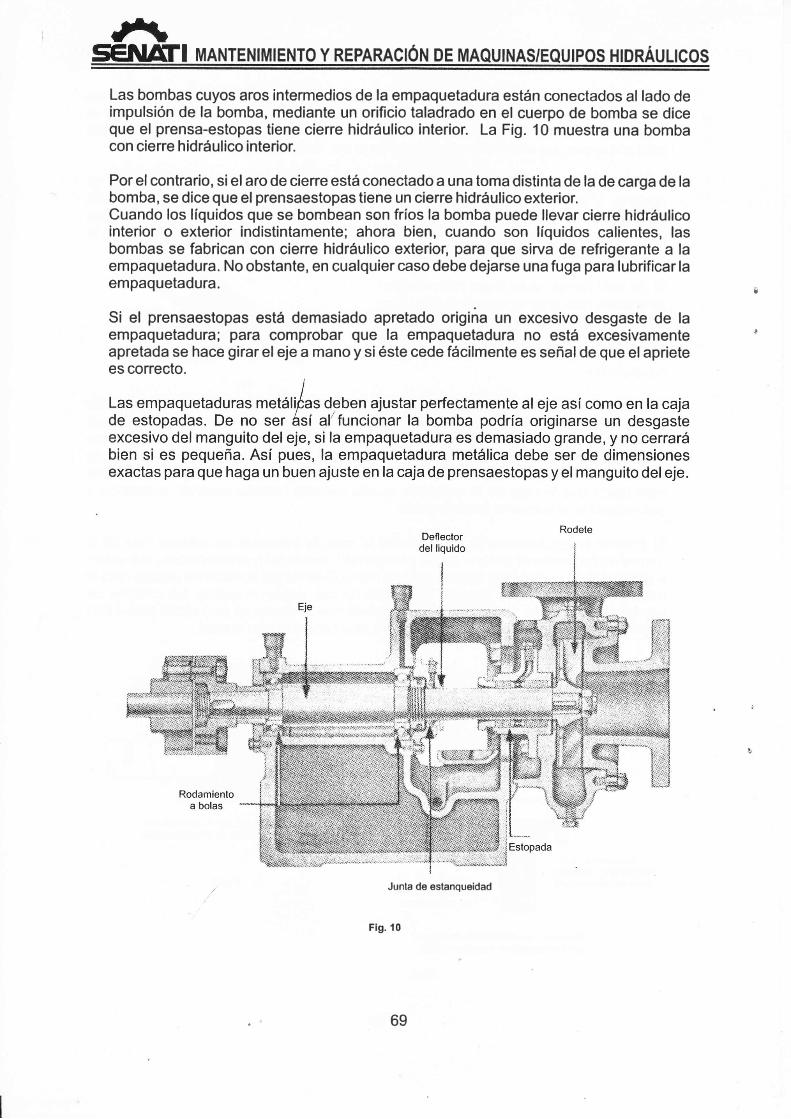
I unrureuMrENTo y REpARAcTóru DE MAeUtNAS/Eeutpos HtDRÁur-lcos
Las bombas cuyos aros intermedios de la empaquetadura están conectados al lado deimpulsión de la bomba, mediante un orificio taladrado en el cuerpo de bomba se diceque el prensa-estopas tiene cierre hidráulico interior. La Fig. 10 muestra una bombacon cierre hidráulico interior.
Por el contrario, sielaro de cierre está conectado a una toma distinta de la de carga de labomba, se dice que el prensaestopas tiene un cierre hidráulico exterior.Cuando los líquidos que se bombean son fríos la bomba puede llevar cierre hidráulicointerior o exterior indistintamente; ahora bien, cuando son líquidos calientes, lasbombas se fabrican con cierre hidráulico exterior, para que sirva de refrigerante a laempaquetadura. No obstante, en cualquier caso debe dejarse una fuga para lubrificar laempaquetadura.
Si el prensaestopas está demasiado apretado origiña un excesivo desgaste de laempaquetadura; para comprobar que la empaquetadura no está excesivamenteapretada se hace girar el eje a mano y si éste cede fácilmente es señal de que el aprietees correcto.
Lda
be
2.
Junta de estanqueidad
Fis. 10
69
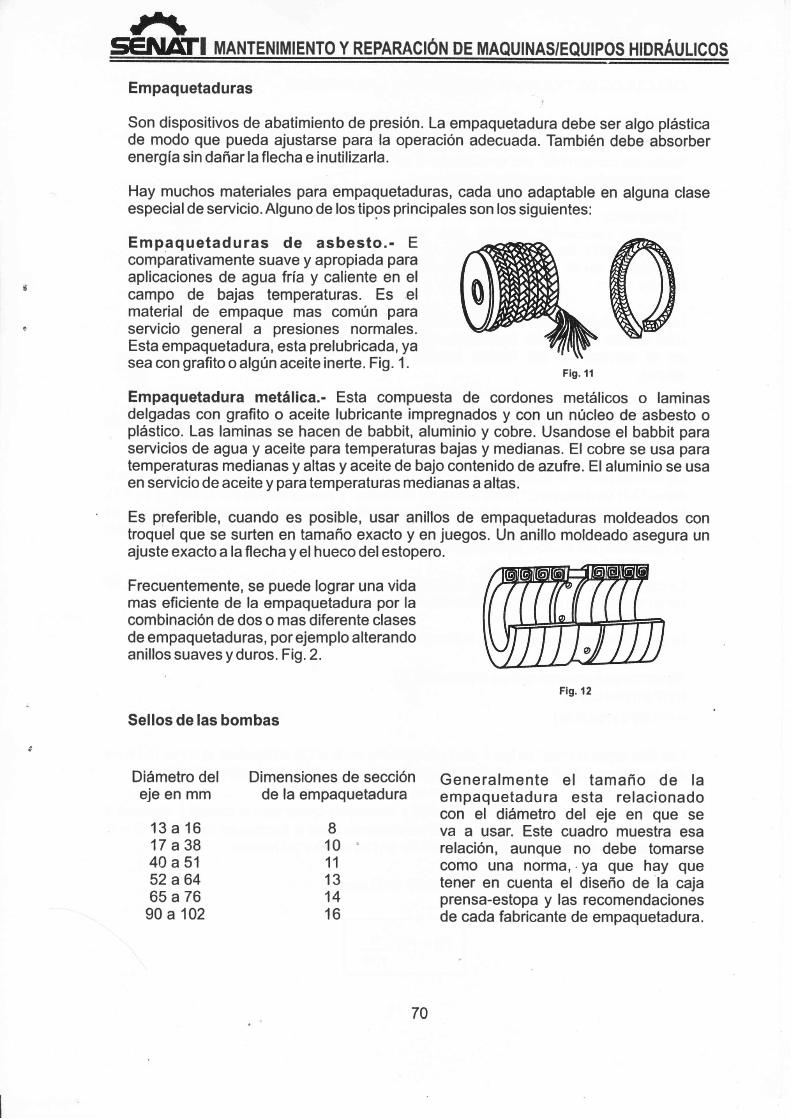
I rvrmr¡urmrENTo y REpARAcóru DE MAeutNAs/Eeutpos HtDRÁuucos
Empaquetaduras
Son dispositivos de abatimiento de presión. La empaquetadura debe ser algo plásticade modo que pueda ajustarse para la operación adecuada. También debe absorberenergía sin dañar la flecha e inutilizarla.
Hay muchos materiales para empaquetaduras, cada uno adaptable en alguna claseespecial de servicio. Alguno de los tipos principales son los siguientes:
Empaquetaduras de asbesto.- Ecomparativamente suave y apropi ada paraaplicaciones de agua fría y caliente en elcampo de bajas temperaturas. Es elmaterial de empaque mas común paraservicio general a presiones normales.Esta empaquetadura, esta prelubrica da, yasea con grafito o algún aceite inerte. Fig .1.
Empaquetadura metálica.- Esta compuesta de cordones metálicos o laminasdelgadas con grafito o aceite lubricante impregnados y con un núcleo de asbesto oplástico. Las laminas se hacen de babbit, aluminio y cobre. Usandose el babbit paraservicios de agua y aceite para temperaturas bajas y medianas. El cobre se usa paratemperaturas medianas y altas y aceite de bajo contenido de azufre. El aluminio se usaen servicio de aceite y para temperaturas medianas a altas.
Es preferible, cuando es posible, usar anillos de empaquetaduras moldeados controquel que se surten en tamaño exacto y en juegos. Un anillo moldeado asegura unajuste exacto a la flecha y el hueco del estopero.
Frecuentemente, se puede lograr una vidamas eficiente de la empaquetadura por lacombinación de dos o mas diferente clasesde empaquetaduras, por ejemplo alterandoanillos suaves y duros. Fig .2.
Fis. 11
Fig. 12
Sellos de las bombas
Diámetro deleje en mm
13 a 1617 a 3840a5152a6465a7690 a 102
Dimensiones de secciónde la empaquetadura
81011
131416
Generalmente el tamaño de laempaquetadura esta relacionadocon el d¡ámetro del eje en que seva a usar. Este cuadro muestra esarelación, aunque no debe tomarsecomo una norma , -ya que hay quetener en cuenta el diseño de la cajaprensa-estopa y las recomendacionesde cada fabricante de empaquetadura.
70

I unrureruffitENTo y REpARAc6ru DE MAeutNAs/Eeutpos nlonnulrcos
cÁLcuLos DETRABAJo, porENctADE LAS BoMBAS
Llamaremos P1, potencia ln Put, o"potencia consumida" por una bomba a sugasto energético en la unidad de tiempo.
Llamaremos P2, potencia OUT PUT ,o"potencia necesaria" aquella que, paracada posición de la curva Q-H, ha deverificarse en el eje de rotación de labomba.
Llamaremos P3, "potencia desarrollada" outiel aquella que puede medirse traducidaen el movimiento del liquido (caudal yaltura).
H(mg)
O (1/ses)(1/min)( 1/h)
La relación P2lP'l = p se llama rendimiento del motor, vale entre 0,6 y 0,85, depende decaracterísticas puramente eléctricas y es constante para cada modelo de bomba.
La relación entre la potencia desarrollada P3 y la necesaria P2 en cada posición de lacurya Q-H se denomina "rendimiento de la bomba" y se representa por la letra n, (n < 1 ).En este parámetro, que es función, básicamente, del caudal que mueve la bomba, seincluye, ademas, la perdida de potencia que se produce por rozamiento de los cojinetes,la viscosidad del liquido, formación de torbellinos, perdidas por ranuras, etc.
La características Q-H-P1 ,P2y de una bomba se representan en un solo diagrama, talcomo se indica en la Fig. ***, sobre el que haremos lo siguientes comentarios:
Nota.- P3 no se representa sino indirectamente a través de la curva Q-H.
Tampoco es frecuente que se represente P2.P2lP3 (constante)'q=P3lP2 (variable)
Las diferentes curvas "se leen" siempre sobre la verticalQp a impulsar, la curva Q-H nosdarála altura, P1 y P2las potencias en kw y n nos dara el rendimiento en %.
Las curvas de las potencias consumida y necesaria crece con el caudal y decrece apartir de un cierto valor del mismo. El rendimiento q de la bomba es nulo para Q = 0,aumenta con el caudaly decrece a partilde un cierto valordel mismo.
La "potencia desarrollada" para cada valor de Q sera
P3=P2 n
100
71

I rvlmreruMtENTo y REpARAcÉru DE MAeutNA /Eeutpos lr¡oRRuLtcos
Mediante gráficas y tablas comerciales
Una vez establecido el punto P de nuestra instalación convendrá escoger una br¡mbaque no solo tengo su curva Q-H lo mas cercana posible al punto P, sino que, para elcaudal Qotenga un rendimiento q elevado. A parte de las curvas Q-H, P, y r4 las casascomerciales aportan tablas en las que vienen consignados los valores de P. y P,correspondientes al caudal máximo.
Sielevamos un cierto caudalQ a una altura H, P3 o "potencia desarrollada" sera:
En caballos P3 = * nt siendo: Q en l/seg y H en ms.75
Encaballos P3 =+ ^ + QH siendo: Qenm"/hyHenms3,6 75
Mientras P2, "potencia necesaria" (OUT PUT)sera:
En caballos P2 = 1
P3 (P3 en caballos)n
En kw p2=L 0,736p3 (t1, adimencional, <1)
n
Asu vez P1 , "potencia consumida" (lN PUT) sera:
< 0.85
>0.6
Ejemplo. Sea el caso anteriormente planteado. Sera:
p"= 1 " -]- x 6x 50=1,11c.v." 3,6 75
Y tomando prudentemente r1 = 0,5 (50%) tenemos:
P,= lx 0,736x1,11 =1,63kw' 0,5
Ytomando r=0:,
A fin de cubrir las incidencias eléctricas (par de arranque, caídas de tensión, etc.)Procede elegiruna bomba con una potencia máxima un20o/o mayor.
, max P'l = 1,20x2,32=2,78kw resUltado similar al obtenido mediantegráficas y tablas comerciales
72

I mnrure¡¡tMtENTo y REpARAc¡óu DE MAeutNA /Eeutpos nlonnuLtcos
ELABORAC IÓN DE TERMOPLÁSTICOS
Los termoplásticos se deformanplásticamente calentándolos entre 80 y200'C y no pierden sus propiedades. A latemperatura ambiente son sólidos ydúctiles. Plásticos de esta clase son elpoliestireno, la poliamida y el cloruro, depolivinilo.
En la colada por inyección (F¡g. 1), Lospolvos de plástico se inyectan a través deuna tobera dosificadora en un molderefrigerado, donde sol¡dif¡can muyrápidamente y toman la forma del mismo,por ejemplos, jaulas para rodamientos yruedas dentadas.
El estirado por aspiración (F¡g. 2l(moldeado al vacío) es una conformaciónpor tracción. Es muy apropiada para piezasplanas de gran superficie.
La matrizesta conectada mediante orificiosa una cámara de depresión.
Al abrir una válvula, la plancha de plásticocaliente es atraída hacia la matriz por lapresión atmosférica y enfriada; p.ej., platosbandejas.
Depresión (aspirar)Fig. 2 Estirado por aspiración
Semi-moldes
La embutición profunda con punzón (Fig. 3), Es un procedimiento de tracción ycompresión especialmente apropiado para fabricar piezas redondas, p.ej., tubos. Laplancha de plástico calentada es conformada por el punzón frío descendente. Paraobtener un espesor de pared uniforme se calientan el plato de la matriz y el pisador.
En los trabajos con matriz y punzón, (F¡9. a) es necesario una exacta regulación de latemperatura de ambas piezas.
Punzón (o macho (molde)
Plancha de pl
la matriz
Polvo de moldeo
Espacio de llenado
a-
Flg. I Procedlmlento de lnyecclón
Punzón
Fig. 4 Embutición profunda sin matrizFig. 3 Embutición profunda sin matriz
73
I runnreuurENTo y REpARAcTóru DE MAeutNAs/Eeutpos n¡omultcos
Clasificación de los termoplásticos
Termoplásticos cel ulósicos
Termoplásticos vin íl icos
PolietilenoPoliestirenoPolicloruro de viniloPolicloruro de vin¡dilenoPoliacetato de viniloPolialcohol de viniloAcetal, formal y butiral de poliviniloPolimetacrilato de metilo
Plásticos celulósicos
Los plásticos derivados de la celulosa son todos termoplásticos, es decir, quereblandecen con el calor cuantas veces se calientan y constituyen el grupo más antiguode esta clase de plásticos.
Todos los plásticos de este grupo se producen partiendo de la celulosa como materiaprima fundamental, que se obtiene generalmente de los linters de algodón (parágrafo50-4), que son las fibrillas que quedan adheridas a las cascaras de los frutos de algodónyque están compuestos aproximadamente por94 porciento de celulosa.
Los plásticos celulósicos no es necesario polimerizarlos para alargarsus moléculas, yaque la celulosa está formada por macromoléculas constituidas por cadenas de 2.000 a3.000 moléculas de glucosa, Los plásticog derivados de la celulosa más importantesson la nitrocelulosa, el acetato de celulosa, el acetobutirato de celulosa y la etilcelulosa.
Nitrocelulosa. La nítrocelulosa o nitrato decelulosa es la resina base de un plásticomuy conocido en España con el nombre deceluloide, que se fabrica desde 1870 y quedurante muchos años ha sido un productoinsustituible para la fabricación de películascinematográficas y otros artículos. Seprepara la nitrocelulosa tratando los lintersde algodón con ácido nítrico concentradoen presencia de ácido sulfúrico comocatalizador.
Las proporciones de los ácidos y la forma de conducir la reacción debe cuidarse paraque el contenido de nitrógeno de la celulosa esté comprendido entie 10 y 11 por ciento,pues en proporciones superiores resulta demasiado inflamable.
Una vez obtenida la nitrocelulosa en forma de polvo blanco, se plastifica amasándolacon alcanfor, que es un aceite natural, obteniéndose una masa transparenteligeramente amarillenta que puede colorearse añadiéndole pigmentos. Este es elproducto conocido comercialmente con el nombre de celuloide.
NA lulosaA de celulosaE
74
I unrureurmrENTo y REpARAcTóru DE MAeurNAs/Eeu¡pos ulonluucos
El celuloide es un material muy ten ?2, degran resistenc¡a a los choques y a latracción. Se moldea muy fácilmente atemperaturas comprendidas entre 80' y1 30o, pudiendo reducirse a láminasfinísimas.El celuloide tiene el gran inconveniente deque es muy inflamable, lo que ha reducidosu empleo en cuanto se han dispuesto deotros materiales plásticos que pudieransustituirlo.A pesar de todo se emplea mucho como material de revestimiento de mangos, dedepósitos, etc., y para la fabricación de numerosos artículos, y se sigue empleando parala fabricación de películas fotográficas y cinematográficas, pues no se ha encontradotodavía ningún material mas adecuado, a pesarde su inflamabilidad.Sefabrica en España al precio de44 pesetas kilo.
Acetato de celulosa. Elacetato de celulosa es actualmente el más importante de losplásticos derivados de la celulosa. Se obtiene tratando los linters de algodón con ácidoacético y anhídrido acético en presencia de un catalizadorcomo el ácido sulfúrico.El acetato de celulosa es un material termoplástico transparente, incluso a luzultravioleta. Es muy lenaz y resistente. Tiene, en cambio, el inconveniente de que es
ligeramente higroscópico. Como es menosinflamable que el celuloide sust¡tuye a esteinaterial para la fabricación de películas,aunque es menos flexible.El acetato de celulosa se fabrica en Españaal precio de unas 50 pesetas kilo.
Acetobutirato de celulosa. Esta resina es similar al acetato de celulosa, pero esmenos higroscópica, ya que admite menos de la mitad delagua que ésta, en inmersiónprolongada.Se prepara también partiendo de los linters de algodón tratados con ácido acético y unamezcla de anhídrido acético y ácido butírico.
Es una resina termoestable, blanc?,escamosa.Se emplea para Ia fabricación de piezas deautomóviles, como volantes, etc.
Etilcelclosa. Es el plástico celulósico más moderno, pues su fabricación no se iniciahasta 1936, adquiriendo después gran desarrollo. Se prepara tratando los linters dealgodón con hidróxido sódico. Despuésla celulosa alcalina obtenida se hace reaccionarcon cloruro de etilo cuyo radicaletílico reemplaza al sodio y se forma la etilcelulosa.
La etilcelulosa es una resina termoplástica de color blanco. Es la más ligera de todas lasresinas derivadas de la celulosa, pues su densidad es 1,14. Su propiedad más notablees su resistencia a las bajas temperaturas, ya que conserva íntegramente suspropiedades mecánicas, elasticidad y resistencia alchoque a temperaturas de 50" bajocero. Se emplea mucho por su resistencia y poco peso en las fabricacionesaeronáuticas.
75

I unrureumtENTo y REpARAc¡óru DE MAeutNA /Eeutpos HtDRÁuucos
Plásticos vinilicos
Los plásticos basados en las resinas vinílicas son todos termoplásticos y forman unalarga serie en constante aumento en numero e importancia. Actualmente las resinas deeste grupo son las siguientes:Polietileno.Poliestireno.Policloruro de vinilo.Policloruro de vinilideno.Poliacetato de vinilo.Polialcoholde vinilo.Poliacetalde vinilo.Poliformalde vinilo.Polibutiralde vinilo.Polimetacrilato de metilo.
Todos los plásticos de vinilo son muy ligeros y transparentes y dan películas claras,elásticas ytenaces.
Polietileno. El polietileno o politeno es un materialmuy moderno, pues hasta 1939 nose inició su fabricación en lnglaterra.
Se prepara por polimerización del etileno (GtHo), que es un gas que se obtiene de ladepuración de gases naturales y también de la deshidratación del alcohol etílico, por loque puede conseguirse este producto en grandes cantidades de la agricultura,La polimerización se logra a presiones de 1.500 atmósferas a -temperaturas entre 50'y250" , obteniéndose el polímero de un peso molecular de 20.000.
El polietileno es un material blanco muyligero, de densidad 0,93, muy flexible, depropiedades eléctricas excelentes einatacable por los ácidos y álcalis einsensible a la corrosión atmosférica y a lahumedad. Tiene el inconveniente de que esmuy blando y se rayacon la uña.
Se utiliza para la fabricación de utensiliosde cociñ?, piezas industriales y para elrevesti miento de ca bles eléctricos.
Poliestireno. El poliestireno es una de las resinas más antiguas, pues ya se conocía enel siglo pasado. Sin .embargo, su desarrollo comercial no tuvo lugar hasta la segundaguerra mundial, en que por necesitarse el estireno en grandes cantidades para lafabricación del caucho sintético GR-S (parágrafo 49-10) se abarató su producción.
El estireno es un líquido.blanco que se deriva del etilbenceno, que se obtiene porsíntesis directa del benceno y del cloruro de etilo. La polimerización se realiza porcalentamiento.
El poliestireno es un material incoloro de densidad 1,5. Es el plástico de mejorescaracterísticas eléctricas y sería perfecto si no fuese relativamente frágil y pocoaconsejable su utilización a temperaturas .superiores a 80'.
76

I unrureuMtENTo y REpARAc¡óu DE MAeutNA /Eeutpos nlomuucos
El producto comercialdenominado poliestireno expandido se obtiene con la adición decompuestos químicos que producen gran volumen de gases, que quedan en la masadel poliestireno, disminuyendo la densidad aparente de éste a cifras bajísimas. Elpoliestireno expandido se utiliza mucho para embalajes de material delicado, comocámaras fotográficas, tomavistas, aparatos de radio en miniatura, etc.
Policloruro de vinilo. El policloruro de vinilo o cloruro de polivinilo es la materiaplástica de mayor consumo en el mundo, pues se calcula que en 1956 se produjeronunas 500.000 toneladas de este plástico.
El cloruro de vinilo se fabrica haciendo pasar una mezcla de acetileno y ácido clorhídricoen presencia de un catalizador como el cloruro de mercurio. Después el cloruro devinilo, que es gaseoso, se polimeriza con la ayuda de calory un catalizador.
Las resinas de cloruro de polivinilo sontermoplásticas, transparentes o blancas,de densidad 1,33. Son poco estables ,alcalor y a la lnz. Sus propiedades mecánicásno son muy buenas. Pero, en cambio, sonprácticamente inatacables a los ácidos yálcalis ordinarios, por Io que se empleanpara revestimiento de depósitos de laindustria química, para la fabricación detuberías flexibles y rígidas y para elrevesti miento de cables eléctricos.
4?,.;
ffirffiPolicloruro de vinilideno. El policloruro de vinilideno o cloruro de polivinilideno es unplástico de fabricación moderna (año 1939), que se designa a veces con la abreviaturade Cv'. El policloruro de vinilideno se produce clorando el etileno y tratando despuéscon cal el tricloroetileno formado. El cloruro de vinilideno obtenido se polimerizafácilmente a temperaturas superiores a 0'en forma de polvo blanco.
El policloruro de vinilideno es extraordinariamente resistente a los agentes químico ydisolventes y tan poco higoscrópico como el poliestireno. Pero tiene el inconveniente desu elevada temperatura de reblandecimiento, entre 85" y 200", con muy poco margende trabajo, pues a 225" se descompone. Además es incompatible con los plastificantescorrientes.
Estos inconvenientes se corrigen copolimerilizando el cloruro de vinilideno con otrosmonómetros, como elcloruro de vinilo, con lo cual baja su punto de reblandecimiento atemperaturas entre 120" y 140o, con un peso molecularde 20.000.
El copolimero de cloruro de vinilideno ycloruro de vinilo se deno'minacomercialmente Sarán, y es un plástico degran inercia química y excelentespropiedades mecá n icas.El Sarán se emplea para la fabricación decuerda, tejidos gruesos, tejidos filtrantes,correas e incluso para reem plazar piezasmecánicas en Ia industria del rayón por suresistenci a a la corrosión.
77
Correa trapezoidal

I mn¡rreuMtENTo y REpARAcTóu DE MAeutNAs/Eeutpos nlomuLtcos
Poliacetato de vinilo. El poliacetato de vinilo o acetato de polivinilo es una de lasmaterias plásticas más importantes, más que porella misma, pues se utiliza poco porsubajo punto de reblandecimiento, por la gran aplicación de sus copolímeros, como elcopolimero de acetato de vinilo y el cloruro de vinilo, y la de sus derivados, como elpolialcohol de vimlo, el polifomwl de vinilo y el poltbutira\de vinilo.
El acetato de vinilo se obtiene de la reacción del acetileno con el ácido acético gracial enpresencia de un catalizador, que suele ser el sulfato mercúrico. Después se polimerizafácilmente en presencia de peróxido de benzoilo.
El poliacetato de vinilo es un líquido incoloro,inodoro, insípido, de densidad 1,18, que seutiltza principalmente como adhesivo, parapegar tejidos, papel, porcelah?, metales,cuero, etc. Como se ha indicado antes, no seutiliza como materia plástica por su bajopunto de reblandecimiento, a pesar de quesus características mecánicas y eléctricasson muy aceptables.
El copolimero de acetato de vinilo y cloruro de vinilo es un material muy elástico yresistente, que ha resistido en ensayos hasta 3.000.000 de flexiones y alargamientoshasta de 500 por ciento. Se emplea para impermeabilización de tejidos, pararevestimientos de conductores y para fabricación de tubo flexible.
Polialcohol de vinilo. Esta resina procede del poliacetato de vinilo, de la que seobtiene por hidrólisis en presencia de un catalizador como ácido sulfúrico.
El polialcohol de vinilo o alcohol de polivinilo se presenta en forma de polvo blancofigeramente amarillento, de densidad 1,2. Este material tiene dos notablespropiedades: Es extraordinariamente resistente a los aceites, grasas y a la mayoría delos disolventes. Y tiene la propiedad de que los tubos fabricados con este materialtransmiten elsonido sin absorberlo y, portanto, sin apenas distorsión.
El polialcoholde vinilo se utiliza para la fabricación de membranas, para la industria delautomóvil, tubos flexibles, para eltransporte de petróleo, etc.
78
I mnrureruMtENTo y REpARAcIón DE MAeutNAs/Eeutpos ntonnuLrcos
POLIACETAL, POLIFORMAL Y POLIBUTIRAL DE VlNlLO. Del acetato de polivinilo,además del alcohol, se obtiene el poliacetal, que tiene muy poca importancia; etpoliformaly el polibutiral, que es el más importante de todos.
El poliformalde vinilo se emplea para revestimiento de hilos conductores, sustituyendoal antiguo esmaltado, dándole protección más eficaz con menos espesor derecubrimiento. Se emplea también comd cola para el pegamento de loscontrachapados de madera con que se fabrican las hélices de aviones.
El polibutiral de vinilo se emplea como capaintermedia de cristales de seguridad, en losque las capas exteriores son de vidrio,sustituyendo con ventaja al nitrato decelulosa o al acetato de celulosa que seempleaban antes. iid,,iiii;iii:ii.:i.;.:et:..:j'.#tjtiitiiii¡*r1Éi.i'i '::;::: '
Polimetacrilato de metilo. Elpolinietacrilato de metilo, popularizado en España con ladenominación comercial de plexiglás, se empezó a fabricar en 1935, desarrollándosesu industrialización con rapidez por su gran aplicación en las contruccíonesaeronáuticas.
/./El metacrilato de metilo se obtiendde la acetona, que es un derivado del acetileno, quese trata con ácido cianhídrico. Después la cianhidrina de acetona formada sedeshidrata, saponifica y estirifica con ácido sulfúrico y alcoholmetílico, obteniéndose elmetacrilato de metilo en forma de líquido incoloro. La polimerización se logra porcalentamiento y con ayuda de un catalizador. El polimetacrilato de metilo es un plásticotermoplástico de densidad 1 ,16, muy transparente; con un índice de trasmisión de la luzdel 92 por ciento y con un peso 113 del que tiene el vidrio. Además es indiferente a loscambios de temperaturas. Porotra parte, tiene excelentes propiedades mecánicas conuna resistencia al choque superior diez veces a la del cristal. Tiene también muy buenaspropiedades dieléctricas.
El polimetacrilato de met¡lo es muy fácil demoldear y trabajar con sierra, taladro, etc.;sólo tiene el inconveniente de que se rayacon facilidad, pero se restaura fácilmentepuliéndolo. Su principal aplicación es lasust¡tución del vidrio en las cabinas de lorpilotos de av¡ones, en las vitrinas, eñ lafabricación de piezasde óptica, gafas, etc.
79

I runrureuutENTo y REpARAc¡óru DE MAeUtNAS/Eeutpos HtDRÁut-lcos
ESQUEMA DE IMPULSOR DE BOMBA
BO
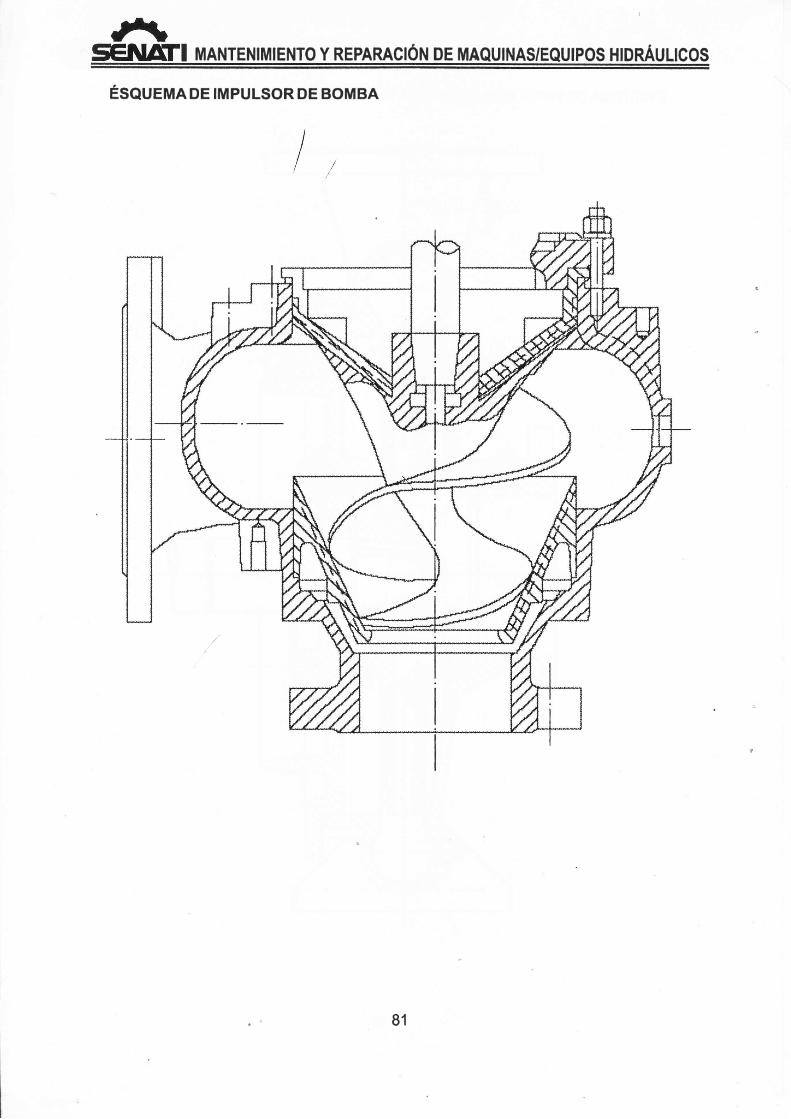
I mnrureuurENTo y REpARAcTón DE MAeutNAs/Eeutpos nlomuucos
ÉsouEMA DE TMPULSoR DE BoMBA
81

I umreumrENTo y REpARAc¡ón DE MAeUtNAS/Eeutpos HtDRÁuucos
PRECAUCIONES DEACCIDENTES CON LAS BOMBAS CENTRIFUGAS
Para dar el mantenimiento de la bomba,levante con grúa si la carga es pesada.
Ut¡lice un nudo de presilla en el gnnchoevitando que se afloje . Este es un nudo delos mas útiles para ser utilizadoespecialmente en grúas (Fig. 1)
lnstale y fije bien las bombas centrifugaspara evitar las vibraciones que puedencausar daños en Ia bomba debido alaflojamiento de los tornillos.
Nudo Blacwell
Tenga cuidado al inspeccionar las chumaceras de las bombas, para evitarquemadurasque pasan de la temperatura normal.
Nunca arranque un motor después que los motores de las bombas se han dejado deoperar por un largo tiempo, pueden producir una sobrecarga o daños en la personadebido a que las bombas tienen cierta humedad (Fig. 3)
Cuando se bombea líquidos de viscosidades mayores que las delagua, los motores nodeben trabajarcon mas 10o/ode su capacidad nominalen HP (Fig.4)
Utilice la llave adecuada y con la medida establecida según el tipo de tornillo para evitargolpes debido a la holgura que existe entre la llave ylacabezadeltornillo
Fig. 3
82
Fig. 4
I unnrgruffirENTo y REpARAcÉn DE MAeutNA /Eeutpos nronnulrcos
HOJA DE TRABAJO
1.- ¿Que pasos importantes se consideran para cambiar rodamientos en las bombashidráulicas?
2.- ¿Paraque se emplean las bombas de baja presión?
3.- ¿Como están diseñadas las bombas de alta presión?
4.- ¿Que fallas presentan los rodamientos en las bombas hidráulicas?
5.- ¿Que fallas presentan los cojinetes en las bombas hidráulicas?
6.- ¿Quefunción cumple las juntasde hermeticidad?
7.- ¿Que elementos se considera como junta de hermeticidad?
8.- Que tipo de empaquetadura se encuentran en las bombas hidráulicas?
9.- ¿Como se elaboran los termoplásticos?
10.- ¿Como se clasifican los termoplásticos vinílicos?
11 .- ¿Como se obtiene el policroruro de vinilo?
'12.- ¿Que se obtiene del polietileno?
13.- ¿Que se obtiene del policroruro de vinilideno?
14.- Que precauciones se consideran al repararlas bombas centrifugas?
83
SEMANA NO 5
TAREA N" 02
REPARACIÓN DE BOMBA CENTRIFUGA
oPERAclóN
o Verificar I sustituir empaquetaduraso Verificar lsustituir sellos
84

! - -*\\
Empaquetaduras
ORDEN DE EJECUCIÓN HERRAMIENTAS / INSTRUMENTOS
. Extractor de rodajes
. Llave francesa 16"
. Llave de boca 314" , 718
. Martillo de goma
. Micrómetro exterior
. Compas interior/exterior
lnspeccionar bombaVerific ar, y sustituir empaquetadurasCom proba r fu nc¡onam iento
DENOMINACIÓN NORMA / DIMENSIONES OBSERVACIONES
HT O?IM M REF HO.O8REPARACIÓN DE BOMBA CENTRIFUGA
MECÁNICA DE MANTENIMIENTOTIEMPO: I H rs. HOJA: 314
ESGALA: 1:2
B5II

Sellos mecánicos
No ORDEN DE EJECUCIÓN HERRAMIENTAS / INSTRUMENTOS
010203
lnspeccionar bombaVerificdt, y sustituir sellosComprobar fu ncionamiento
. Extractor de rodajes
. Llave francesa 16"
. Llave de boca 314",718"
. Martillo de goma
. Micrómetro exterior
. Compas interior/exterior
01 01 BOMBA CENTRIFUGA CON SELLOS
PZA. CANT DENOMINACIÓN NORMA / DIMENSIONES MATERIAL I OBSERVACIONES
REPARACIÓN DE BOMBA CENTRIFUGA HT O2IM M REF HO.O8
MECÁNICA DE MANTENIMIENTOTIEMPO: 8 Hrs. I HOJA: 414
ESGALA:1:2 | 2006
86

I runrurruMrENTo y REpARAcÉru DE MAeurNAs/Eeutpos HtDRÁuucos
opeRRcrón:VERIFICAR / SUSTITUIR EMPAQUETADURAS / SELLOSEsta operación consiste en retirar las empaquetaduras y sellos de la bomba, paraverificación de su estado y/o cambio de la respectiva, de acuerdo a su estado deconservación.
Se aplica cada vez que se realice unmantenimiento de verificación de labomba.
PROCESO DE EJECUCIÓN
1o PASO : Verifique empaquetaduras.
a) Inspeccione las empaqueta-duras y el ajuste con laprensaestopa (Fig. 1).
b) Cambie las empaquetadu-ras rotas o desgastadas.
OBSERVACIÓN
La posición de las empa-quetaduras deben ir giradasa 120o, para evitar fuga deflu ídos.
c) Retire y cambie las empa-quetaduras de laminas de lacarcasa (Fig .2).
20 PASO : Verifique sello mecánico
a) Verifique el estado de lossellos mecánicos.
OBSERVACIÓN
Verif ique el resorte, elcarbón dentro del collarín.
b) Cambie el sello mecánicocolocando el resorte sobreel casquillo y el conjunto desus elementos sobre laflecha (F¡g. 3).
OBSERVACIÓN
Tenga cuidado de nomaltratar las superficiespulidas del sellado.
Fig. 1
Fig.2
MECÁNICO DE MANTENIMIENTO87
Fig. 3
REF. H.O,08/MM 1/1

I mru,¡r¡mMtENTo y REpARAcÉu DE MAeutNA /Eeutpos HtDRÁuucos
INsrALActót'¡, ltvelRcrót¡ yALrNEAMIENTo DE LAs BoMBAs cENTRIFuGAs
¡rusrnlRc¡óru
Las instalaciones más corrientes en el tema que tratamos son las llamadas de tipoestacionarias, o sea, que los grupos moto-bombas permanecen siempre en el lugarquese instalan. No obstante, también se instalan grupos móviles, es decir, que sontransportables a otros lugares. En éstos casos la instalación se efectúa sobreplataformas móviles, formadas por una bancada de hierro o acero. Estas instalacionesson generalmente usadas para grupos móviles de pequeña potencia; sin embargo,para casos especiales existen grupos de gran potencia de aspiración sobre estasplataformas.
La colocación de los grupos moto-bombas en los lugares fijos donde deben funcionarpermanentemente se hace situándolos sobre plataformas macizas de hormigónarmado o manipostería, las cuales se construyen exprofeso para esta finalidad yteniendo en cuenta las características del grupo que se tenga que colocar sobre ellas.Estas plataformas macizas se denominan fundaciones o cimentaciones.
Existen dos tipos de cimentaciones. Las construidas para asentar los grupos medianteun anclaje fijo, y las que se preparan para dotar al grupo de un movimiento parcialmediante el cual se amortiguan en parte las vibraciones producidas por el mismoempuje del líquido bombeado y las que son consecuencia de la mismafuezadelmotorauxiliar. Aclaremos este último párrafo para que no haya confusiones con lo expuestoanteriormente. En el tipo de anclaje fijo, puede existir la variante de que a un grupomontado en forma rígida y que no tenga movilidad se le dote de cierta flexibilidad paraamortiguar las vibraciones; pero nos referimos a permitir cierta movilidad de todo elgrupo o bancada sobre la que se halla asentado el motor y la bomba, ya que en ningúncaso debe existir movimiento en lo que se refiere a la bomba y su motor auxiliarpropiamente dichos.Este tipo de instalaciones basculantes o flexibles sólo se aplican para grupos moto-bomba de mediana o gran potencia siendo preferible que para los grupos de pequeñapotencia se les aplique un'anclaje fijo. Más adelante, veremos cómo se realiza eltipo deanclaje basculante.
Fundaciones fijas
En la Fig. 1 se muestra en dibujo alzado yplanta un ejemplo de fundación fija, paraacoplar un grupo de pequeña potencia. Enel mismo se aprecia claramente laprofundidad bajo el terreno que debe tenereste tipo de cimentación.
La altura sobre el nivel del suelo debe sercomo mínimo de 20 a 25 centímetros paraque el grupo quede elevado del terreno. Encuanto a la profundidad del hoyo paracolocar la cimentación bajo el nivel delsuelo se recomienda escabar hastaencontrar una capa de terreno firme. Fig. I
Alzada
Planta
-'fr
Ltc
T
E
8B

I mnruremmrENTo y REpARAcón DE MAeutNAs/Eeutpos HtDRÁuucos
No obstante, como esto no sería factible hacerlo en terrenos blandos o arenosos, debeprocurarse que el trozo de cimentación enterrada sea unas tres o cuatro veces más quela parte que sobresale delniveldelsuelo.
,
Las distancias entre los agujeros varían según las dimensiones de la bancada donde vamontado elgrupo. Las dimensiones de estos agujeros también varían según el tipo detornillos de anclaje que quieran ponerse, pero se recomienda que los agujeros deben irrodeados de unos cinco centimetros de fundación como mínimo. O sea que si ladistancia entre los agujeros es de 40 centímetros, la cimentación correspondiente aesta anchura sería de 50 centímetros como mínimo.
Una vez determinado el lugar exacto para colocar el grupo, de acuerdo con la distanciade los taladros de fijación, se rellenan los agujeros con hormigón, procurando que laspartes roscadas del tornillo de anclaje queden por encima de la fundación a una alturaen relación con la potencia del grupo. Normalmente, la parte roscada debe sobresalirunos cinco o diez centímetros fuera de la cimentación, esto claro está varía, según eltamañode la máquina.
La Fig . 2 nos muestra cuatro tipos detornillos de anclaje. Puede verse que laspartes que quedan enterradas estánabiertas o dobladas por ser las encargadasde hacer la fuerza que impide todomovimiento a los grupos.Las fundaciones de hormigón son las másempleadas para la fijación de los grupos ,yaque son de fácil construcción y dan muybuenos resultados.
Una vez profundizado el suelo se coloca un encofrado de madera en el que se vierte unamezcla compuesta por una parte de cemento, dos partes de arena y cuatro de grava.Después de unidos y mezclados en seco se remojan, y al mismo tiempo que se viertesobre el encofrado, se van apisonando por capas sobre la armadura de la cimentación.Para los agujeros de los pernos de fijación, al comenzar el hormigonado, se introducenunos trozos de madera de dimensiones apropiadas, trozos que deben sacarse en elmomento de montar la máquina.
El hormigón armado tarda en quedar prensado o sea, bien endurecido, unos 14 ó 15días y hasta este momento no se deben montar los pernos de fijación. Si se utilizanladrillos para la construcción de cimentaciones se emplea mortero compuesto por unaparte de cemento y tres de arena; esta mezcla tarda en fraguar unos 6 díasaproximadamente.
Fijaciones elásticas
La finalidad de estas fijaciones consiste en evitar la transmisión de ruidos y vibracionesde los grupos sustituyendo su base rígida por una base elástica que amortigua yabsorbe dichos ruidos. Este caso puede resolverse de dos formas. La primera a base deintercalar en la cimentación algunos materiales que tieñen propiedades elásticas, y quese montan directamente sobre las fundaciones. Estos materiales pueden ser fieltro,corcho, goma o cualquier otra sustancia parecida, pero preferentemente la goma es lamateria que tiene mejores propiedades elásticas.
/89

I mnrureurmrENTo y REpARAcTóru DE MAeutNAs/Eeutpos HtDRÁuucos
Un ejemplo de fundación elástica es la quese muestra en la Fig. 3, en corte alzado y enplanta, tratándose de una cimentación paraun grupo de mediana potencia. Para estafundación se utiliza una plancha de corchode una pulgada de espesor, las cuales seencuentra n fácilmente en el mercado.
Comparando este sistema con el de tipo fijopodemos ver que el aspecto exterior es elmismo y no se diferencia en nada puestoque el hormigón envuelve también laplancha de corcho.
Para las cimentaciones de grupos demedian ay gran potencia se utilizan, casi sinexcepcióñ,Íundaciones elásticas o también Fis' 3
llamadas flotantes. La Fig. 4 muestra ladisposición de uno de estos montajes.
Este tipo de fijación, es muy complicado yengorroso, porque cada uno de ellosrequiere un estudio especial con suscorrespondientes cálculos; ésta es la razónpor la cual aquí sólo tratamos de dar aconocer este tipo de fundación, peroadvirtiendo que es casi imposible elefectuar por uno mismo su colocación.Téngase en cuenta que el cálculo devibraciones y amortiguaciones constituye
una verdadera especialidad dentro del ramo de ingeniería.Para comprobar el buen acabado de la superficie de la fundación, se unta con miniouna chapa de hierro, suficientemente ancha y aplanada, la cual se hace deslizar sobrela fundación. Al retirar la chapa se comprueba que los toques de la cimentación en laplaca, sean más del 50 % y que además se encuentren repartidos unifo;memente portoda la zona de apoyo.
Al instalar un grupo moto-bomba en primer lugar debe tenerse en cuenta que lacolocación de la bomba se lleva a cabo en un lugar accesible, tan cerca del punto deaspiración como sea posible y preferentemente que esté situada más abajo que elniveldel agua, para que ésta fluya a la bomba simplemente porgravedad.
A simple vista, esto parece imposible, pero téngase en cuenta que los grupomotobomba no sólo se emplean para succionar líquidos de pozos, sino que tambiénse emplea para elevarlos de un delpósito a otro situado a mayor altura, lo que permitecolocar la bomba más abajo que el nivel del líquido que se quiere bombear.
Debe procurarse, además, que la instalación se monte en un espacio amplio, para quese pueda llevar a cabo la debida inspección del grupo. Acontinuación vamos a aclararel significado de algunos términos usados al hablarde grupos-bomba y asíevitarnos laaclaración de los mismos, siempre que citemos alguno de ellos.
Fig. 4
Alzada
Agujeros Planchapernos de de corcho
de1pulgada
ii EI tri!r ii
90

I mnruremMtENTo y REpARAc¡óru DE MAeUtNAS/Eeutpos nroRnuLrcos
Altura geométrica total
Se determina como altura geométrica totalIa distancia vertical entre el nivel más bajodel líquido aspirado y el punto más elevadode Ia tubería de impulsión. Si el agua salelibremente, o si la tubería de impulsiónentra por debajo de un depósito, se,{omaráentonces desde el punto más elevádo de latubería de impulsión hasta el nivel más altodel mismo (Fig.5).
Altura manométrica totalLa altura manométrica total (F¡g. 6) es laaltura geométrica sumada a la pérdida porrozamiento en la tubería. Para calcularestas pérdidas, producidas por las curvas,codos válvulas, etc., se usa la tabla cuyomanejo viene explicado en el apartado"tuberías en general".
Altura manométrica de aspiraciónSe define como altura manométrica deaspiración a la distancia vertical que existeentre el nivel más bajo del líquido que sedesea elevar y el centro de la bomba,'sumándole además las pérdidas en latubería de aspiración (Fig. 7).Recomendamos que la altura manométricade aspiración no sea mayor de 5 metros enbombas centrífugas y de unos 8 metros enbombas autoaspirantes; no obstante cadafabricante da las correspondientesinstrucciones de montaje para un mayorrendimiento de los grupos que fabrica.
Fig. 5
ñoño.oEoCoE(!
==(Etl
Centro de la bomba
Deposito
Fig.6
Deposito
Fig, 7
Téngase en cuenta que las indicaciones anteriores corresponden para líquidos atemperaturas hasta 30' centígrados, puesto que cuanto más elevada sea latemperatura de los mismos más pequeña es la altura a que pueden aspirar las bombas;así por ejemplo para un líquido a 60'C éste debe llegar a la bomba por su propio peso y,si la temperatura es aún mayor, es conveniente que el líquido llegue por sí mismo concierta presión.
En el caso de las bombas centrÍfugas y de hélice es muy importante que la altura deaspiración quede, en lo posible, muy reducida y así se conseguirá un funcionamientomás satisfactorio. Además, con esto se evitará la entrada de aire por el prensaestopasasí como por los puntos de la tubería de aspiración, debido a. que elvaiío que producela aspiración será más reducido.
El aire, al entrar en la bomba, hace disminuir notablemente la cantidad de líquidoelevado y si la cantidad de aire es excesiva, puede llegar a romper la columna delíquido, quedando por tanto interrumpida la elevación. Se puede disminuir la alturamanométrica con sólo disponer la bomba más baja.
Deposito
Eo(Uc,
.oEoo(')(ú
f=
Deposito
Deposito
6oo().oEoo(')o
Deposito
oc.gEoNeoCLoopE'oo,+(¡to.6EooCD(g
f
Deposito
91

I mnrureruMtENTo y REpARAcIóru DE MAeUtNAS/Eeutpos nlonnultcos
Altura manométrica de impulsiónSe conoce como altura manométrica deimpulsión a la distancia vertical desde elcentro de la bomba hasta el punto más altode la tubería (Fig. 8).
En el caso de que el líquido salgalibremente o la tubería de impulsión penetrepor debajo del depósito, se considerará laaltura manométrica de impulsión desde elcentro de la bomba hasta el nivel más altoen el depósito, todo esto sumado a laspérdidas de la tubería de impulsión,
Es recomendable, en el caso de que sólo exista altura de aspiraciSfi'3"gUn la instalaciónde la bomba, el adosar a ésta por lo menos un metro de tubo vertical, con lo que seevitará la entrada de aire en la bomba, ocasionado por los remolinos; de esta formatambién se logra que haya presión sobre el prensaestopas del eje Io cual dificulta laentrada de aire porelmismo.
c.oa
=9o.-Lq¡.ooEoñ()N'EO.(D
tr66cLC.tooEPoE=oÉo-{+
c:9a
=9oq¡.oEEo(EON'EO
P;óo.CaEEoE=oÉo-i+
Deposito
Deposito
92

I mnrureumtENTo y REpARAcTón DE MAeutNAs/Eeutpos tuoRnulrcos
ru¡velRclón
Una vez preparada la cimentación o fundación se procede al montaje del grupo moto-bomba. Una vez situado éste sobre los fundamentos que han de sostenerlo, la primeraoperación consiste en comprobar que esté bien nivelado es decir, que quedeperfectamente horizontal. Para ello se utilizan niveles de los cuales el más indicado yutilizado en la práctica es el llamado nivelde agua o también nivel de burbuja de aire,que veremos seguidamente.
\Este tipo de nivel (Fig. 1) consta de un tubode cristal lleno de líquido (alcohol o agua).El pequeño espacio que deja libre el Iíquidolo ocupa una burbuja de aire que, debido asu menor densidad, tiende a ocupar el lugarmás alto del tubo.
Eltubo se monta sobre una guarnición metálica y en el cristal hay grabados unos trazosa distancias determinadas para que la burbuja quede bien centrada entre ellos. Laguarnición metálica está rectificada por la parte en que debe apoyarse sobre lassuperficies de los cuerpos a nivelar. Los niveles cuando aparecen a la venta ya estáncomprobados tanto en las marcas deltubo de cristalcomo en la nivelación deltubo conrespecto a su guarnición.
Cuando la burbuja está perfectamentecentrada (a) de la Fig. 2 el nivel o lasuperficie sobre la que descansa el nivel,estará entonces horizontal, es decir, biennivelada. Cuando la burbuja estédescentrada, el nivel está desequilibrado yla superficie sobre la que descansa no espor cons¡guiente horizontal (b) y (c) de laFig .2.
F19.2
El procedimiento que se sigue para nivelar el motor eléctrico de un grupo de medianapotencia cuya bomba deberá acoplarse más tarde a él utilizando un nivel, es elsiguiente:
Fig. 1
Una vez montado el motor sobre lacimentación, bien sea directamente sobrela fundición, o bien a través de carr¡lestensores (F¡g. 3) se pasa una regla dehierro de una a otra parte de la máquina ode dos carriles tensores, se va centrando laburbuja del nivel por medio de cuñas dehierro que se van introduciendo debájo delas patas o de los carr¡les.
No se recomienda el empleo de cuñas demadera, ya que, al poner cemento, sehinchan debido a la humedad de éste yhacen por consiguiente, perder lahorizontalidad de la máquina.
a
.\
c
93
Fig. 3
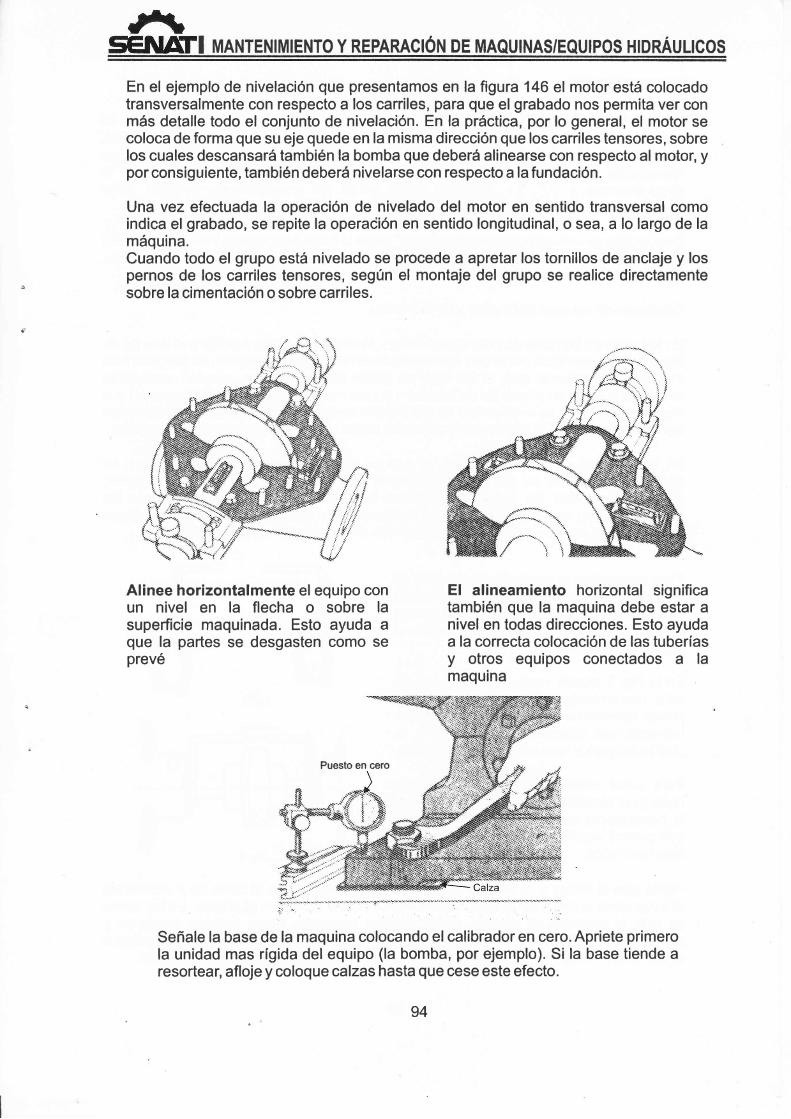
I lvlnrureurMrENTo y REpARAcÉru DE MAeurNAs/Eeurpos HtDRÁuucos
En el ejemplo de nivelación que presentamos en la figura 146 el motor está colocadotransversalmente con respecto a los carriles, para que el grabado nos permita ver conmás detalle todo el conjunto de nivelación. En la práctica, por lo general, el motor secoloca de forma que su eje quede en la misma dirección que los carriles tensores, sobrelos cuales descansará también la bomba que deberá alinearse con respecto almotor, ypor consiguiente, también deberá nivelarse con respecto a la fundación.
Una vez efectuada la operación de nivelado del motor en sentido transversal comoindica el grabado, se repite la operaiión en sentido longitudinal, o sea, a lo largo de lamáquina.Cuando todo el grupo está nivelado se procede a apretar los tornillos de anclaje y lospernos de los carriles tensores, según el montaje del grupo se realice directamentesobre la cimentación o sobre carriles.
Al¡nee horizontalmente el equipo conun nivel en Ia flecha o sobre lasuperficie maquinada. Esto ayuda aque la partes se desgasten como seprevé
El alineamiento horizontal significatambién que la maquina debe estar anivel en todas direcciones. Esto ayudaala correcta colocación de las tuberíasy otros equipos conectados a lamaquina
Señale la base de la maquina colocando elcalibradoren cero. Apriete primerola unidad mas rígida del equipo (la bomba, por ejemplo). Si la base tiende aresortear, afloje y coloque calzas hasta que cese este efecto.
Puesto en cero
94

I nrlnrureuMtENTo y REpARAc¡ón DE MAeUTNAS/Eeutpos ntoRluLtcos
ALINEAMIENTO
Aunque la bomba como unidad viene acoplada a su motor desde fabrica, siempre esconveniente verificar el alineamiento. Al ser colocada sobre la base debe ser nivelada,usando cuñas para este efecto, los pernos de anclaje ajustados para que descansefirmemente removiendo las poleas y usando una regla en cuatro puntos de lacircunferencia a 90'. La distancia entre caras del acoplamiento también debeverificarse con calibrados de laminas.
Desde dejarse una luz aproximadamente 1" entre la base de concreto y la base metálicade la bomba pa'a llenar ese espacio con pasta de cemento en proporción adecuada,para después removerlas cuñas.
Centrado de los ejes del motory de la bomba
En los usos de bombas de potencia grande y mediana, el motor auxiliar y el cuerpo debomba van separados por lo que es necesario centrar sus ejes cuando se proceda a sumontaje, recordemos que, si los ejes no están bien centrados, pueden producirseaverías o roturas en el cuerpo de bomba o en los motores auxiliares, así como en susórganos internos. Las averías que puede ocasionar un mal centrado de los ejes puedenser desde un desgaste rápido de los cojinetes hasta un deterioro total del motor auxiliar.
En los motores eléctricos que son los que se usan principalmente para grupos, undescentramiento de su eje puede ocasionar que el inducido roce con el inductor,destrozando todos los órganos interiores, tanto los órganos interiores, tanto losbobinajes como los elementos que los sostienen. Por esta razón, al instalar un grupodebe ponerse especialcuidado en la nivelación de los ejes delmotory la bomba.
Para comprobar el centrado de los ejes deun grupo se emplean herramientas como laque se muestra en la Fig . 1 , esta se colocade forma que entre sus puntos quede elmenor espacio posible.
En la Fig. 2 puede verse la disposición deesta herramienta sobre los ejes, dondepuede apreciarse que los dos grupos de lasherramientas coincidan perfectamente, locual indic que los ejes están bien centrados.
Para tener mayor seguridad en ello, sehace girar simultáneamente los dos ejes: sila herramienta no varia la distancia entresus puntos s¡gnificara que los ejes e,stánbien centrados.
Hasta que el motor y la bomba no estén bien centrados, en el caso de ir montadosdirectamente sobre la cimentación, los tornillos del eje no deben ajustarse. En los casosen que el montaje se efectúe sobre carriles tensores, estos pueden nivelarse yatornillarse independientemente de la bomba y elmotor, pues estos llevan sus patas osoportes bien lisos y nivelados, por lo cualdespués elgrupo quedara bien nivelado,
95

I run¡¡reuMtENTo y REpARAc¡óru DE MAeutNA /Eeutpos HtDRAU¡-lcos
Así pues, €r este ultimo caso, undescentramiento pequeño puedearreglarse, aunque los carriles estén yafijos en la cimentación, bastando para elloel añadir cuñas o arandelas.
En la Fig. 3 puede apreciarse como quedanasentadas las patas del motor o la bombaen las dos clases de montaje, o sea,directamente sobre el fundamento y sobrecarriles tensores.
Gomo alinear los acoples
Una escala o regla colocadaentre las dos mitades delsople en cuatro sitiosalrededor del cople es unaverificación visual. Pero elindicador es mucho maspreciso y ahorra el costosodesgaste.
Verificacion angular
1 Coloque un hule entre losextremos de las flechas (nocerca de la orilla) para mantenerapartadas las mitades. Marquelas mitades, monte el indicadorcomo se muestr?, giresimultáneamente las mitadespara hacer la verificaciónangular.
4 La holgura en los extremosentre las mitades del cople debeser la correcta. Si no es así, elcojinete de empuje gastado o elrotor pesado puede cargarcontra los motores mas ligerosproduciendo algún daño serio.
Con galgas entre las mitadesdel cople en cuatro lugaresalrededor del circulo semostrara si las flechas estánalineadas. Pero esto no s€,naturalmente, tan precisocomo usar un indicador decaratula
Calculo del desalineamientode los rimes
3 Con úna lectura de cero enla parte superior y de 0.020pulg en la parte inferior; 0.020dividido entre 2da 0.010 pulgque es lo que estadesalineada una maquina.Suba la maquina por mediode calzas de 0.010 pulg.
Verificación del rim
2 Para verificar el rim, cambieel indicador de caratula comose muestra aquí. Giresimultáneamente las dosmitades y observe la caratula.Suba la misma distancia laspatas de la maquina pormedio de lainas, si la revisiónresulta correcta ang u la rmente
Fig. 3
96

I lYlnruremurENTo y REpARAc¡ón DE MAeutNA /Eeutpos nlonnuucos
CEBADO DE BOMBAS
Cebado es la operación de llenar elorificio de entrada de una bomba, con liquido, paradesalojar el aire interior. La expulsión del aire, gas o vapor puede hacerse manual oautomáticamente, dependiendo del tipo y controles usados. Cuando se pone enservicio por primera vez una bomba centrifugas sus contactos están llenos de aires. Sila alimentación de succión esta a presión mayor que la atmosférica, este aire seatrapara en la bomba y se comprimirá algo cuando se abra la válvula de succión.
Amenos que la presión de succión sea suficientemente alta, sin embargo, elaire no secomprimirá lo suficiente para permitir que se llenen con agua los conductos de succión yel ojo del impulso¡ y la bomba no estará cebada, por lo tanto se debe expulsar el aire.Con una carga de succión positiva en la bomba, elcebado se logra escapando elaire alexterior de la bomba por una válvula provista para ese objetivo.
Cámaras de cebado
Una camara de cebado en su forma mas simple, es un tanque con una salida en elfondoque esta a nivel con la boquilla de succión de la bomba y directamente conectada conella. Generalmente, es mas ventajoso comprar una camara de cebado comercial conescapes apropiados automáticos y otros accesorios. Un diseño muy conocido es el quemuestra la Fig. 1, donde este tipo de camara de cebado es mas satisfactorio para lamayoría de las instalaciones.
A. Tanque superiorB. Tanque inferior1 . Descarga del cebador al drenaje o a untanque2. Succión del colector al cebador3. lnterruptor del flotador4. Tanque de succión o presa colectora5. Válvula para aire6. Descarga de la bomba alcebador7. lgualador o cortador de vacío8. Bomba y motor9. Flotador10. Succión del cebador a la bomba11. Extremo abierto de la tubería desucción
Fig. I
Proceso
Cuando la bomba arranca (lzquierda) jala liquido deltanque inferiory lo descarga poreltanque superior. El retiro del liquido originE un vacío parcial en el tanque inferior y fluyeliquido del pozo altanque y luego a la borhba. Cuando se para la bomba (derecha), elliquido del tanque superior regresa por la bomba al tanque inferior por gravedad,conservando la bomba lista para arrancar.
Tiempo requerido para elcebado
El tiempo requerido para cebar en una bomba con dispositivo que produce vacio,depende:1.- Delvolumen totalque se va a expulsar2.- El vacío inicial y final3.- La capacidad delproducto de vacío en fluctuación de vacío, que son elresultado delciclo de cebado.
AI
ti
l+"zr'zr;;;a;('I
AII
2-. -i
97

I MANTENIMIENTo y REpARAcóN DE MAeUtNAS/Eeutpos HIDRAULICOS
Métodos para cebar las bombas
Existen varios métodos para el cebado O" 1", bombas, operación necesaria antes deponer éstas en marcha. Seguidamente estudiaremos cada uno de los métodos decebado y sus particularidades.
Las bombas centrífugas y axiales son las que principalmente precisan la operación decebado. El cebado consiste en llenar de líquido el cuerpo de la bombay la tubería deaspiración antes de poneren marcha'la bomba. Los sistemas de cebado más corrientesson: por aspiración sumergida, por eyector, mediante bomba de vacío, por válvula depie y porcebado automático.
Cebado por aspiración sumergida
Este sistema de cebado se aplica a las bombas que estén instaladas debajo del nivel dellíquido que se quiere bombear. Por ello se ceban automáticamente (fig. 126) cuando seabre el grifo de purga instalado sobre el cuerpo de bomba; esto permite la salida del aireque desaloja el agua al entrar por su propia fueza en el interior del tubo de aspiración.
En dicha Fig . 2 puede verse claramentecómo se realiza este sistema de cebado, AIabrir la válvula de compuerta en la tuberíade aspiración, el agua penetra por ellahasta el cuerpo de la bomba. Si el cuerpo debomba tiene aire estancado en ella sale alexterior a través del grifo.
Gebado por eyector
El sistema de cebado por eyector essemejante al anter¡or y se aplica en gruposo bombas instaladas a un nivel más alto queel del líquido que se bombea,
En la Fig. 3 se muestra el eyector o expulsorinstalado en la parte superior del cuerpo debomba. Se recomienda que su colocaciónse efectúe no sólo en la parte super¡or, sinoen la parte más alta pos¡ble.Los eyectores o expulsores van accionadospor aire compr¡mido o agua que produce laexpulsión del aire del cuerpo de bomba yhace que el líquido que se bombea lleguehasta la bomba por la tubería de aspiración.
Para cebar la bomba con un eyector oexpulsor debe cerrarse la llave de pasoinstalada en la tubería de impulsióninmediata a la bomba. Si la tubería deimpulsión está llena de líquido no haynecesidad de cerrar la llave de paso,porque el mismo peso del líquido cierra laválvula de retención.
Nivel minimo
4
1. Válvula de compuerta2. Válvula de retención.3. Difusor.4. Difusor excéntrico.5. Tubería de aspiración.6. Colador.7. Difusor.8 Codo de la tubería.9. Válvula de compuerta.10.Grifo.ll.Tuberia de impulsión.
1 . Tubería de impulsión2. Válvula de compuerta3. Válvula de retención4. Difusor5. Linea de aire6. Colador7. Difusor8. Tubería de aspiración9. Codo10. Difusor excéntrico11 . Válvula de cebado
9B
Fig. 3

I mmreumrENTo y REpARAcTó¡¡ DE MAeutNAs/Eeutpos npnnulrcos
Una vez abierto el expulsor, en cuanto el escape del líquido produce un chorro continuopuede ponerse en marcha la bomba. Una vez puesto en funcionamiento el grupo, elexpulsor debe seguir lanzando un chorro continuo de líquido lo cual indicará que labomba está bien cebada. Si por el contrario, el escape de líquido por el eyector no escontinuo, debe pararse la bomba y procederde nuevo a su cebado.
Cebado mediante bomba de vacío
La Fig. 4 nos muestra la instalación de ungrupo moto-bomba situado más alto que elnivel del líquido que se bombea.
En este caso el eyector ha sidoreemplazado por un purgador de vacío, queestá en comunicación con otra bomba devacío mediante un tubo. Si la tubería deimpulsión está vacía debe cerrarse laválvula de paso. Si por el contrario, latubería se encuentra llena, la mism aválvulade retención instalada debajo de la de pasose encarga de cerrar la tubería, como en elcaso anterior.
Nivel minimo
1 . Válvula de compuerta2. Válvula de retención3. Difusor4. Difusor excéntrico5. Colador6. Difusor7. Tubería de aspiración8. Codo9. Purgador de liquido cuando
se emplea bomba de vacío10. Tubería de impulsiónFig. 4
Alponerse en marcha, la bomba de vacío aspira elaire que pueda haberen elcuerpo debomba y en la tubería de aspiración, haciendo que, por efecto de la gravedad, asciendael líquido llenando la tubería y la bomba.
Recomendamos para este tipo de cebado que las bombas de vacío que se utilicen seandeltipo de vacío húmedo, ya que éstas no se deterioran aunque penetre líquido en suinterior procedente del cuerpo de bomba. Si se instalan bombas de vacío seco debeefectuarse el montaje de forma que el líquido no pueda entrar en ningún momentodentro de ella. Para los grupos pequeños se utilizan bombas de vacío accionadas amano.
Cebado con válvula de pie
Ya hemos dicho anteriormente, que la válvula de pie, se utiliza también para cebar lasbombas centrífugas o axiales. lgual que en los casos anteriores, cuando no hay líquidoen la tubería de impulsión debe cerrarse la válvula de paso.Acontinuación, se coloca unembudo en elgrifo de purga y se echa agua hasla llenar eltubo de aspiración y el cuerpode bomba.
La válvula de pie permite que este líquido que se echa quede en eltubo de aspiración.En grupos de mediana potencia es muy práctico utilizar una bomba de agua a presióncon la cual se llenará más rápidamente todo el conjunto de tubería.
Una vez puesto en marcha elgrupo, debe verificarse que la bomba está bien cebada,para evitar que pueda quedar interrumpido su funcionamiento. Esta verificación seefectúa abriendo el grifo de purga y comprobando el líquido que saleininterrumpidamente.
/
99

I unrureumtENTo y REpARAcTóru DE MAeutNA /Eeutpos xlomuucos
La figura 125 muestra este tipo de cebado que se realiza por medio de una tuberíaconectada desde eltubo de impulsión alde aspiración. Esta forma de cebado es muyútil para bombas de trabajo alternativo ya que, en cuanto se para la bomba, el líquidoque queda en la tubería de impulsión pasa a la de aspiración, dejándola ya cebada paracuando la bomba se ponga de nuevo en marcha.
La válvula de pie en este sistema de cebado impide que se vacíe la tubería deaspiración, facilitando el llenado de ésta cadavezque sea necesario, es decir, no serápreciso echar tanta cantidad de agua. La válvula de pie debe revisarse periódicamenteya que es preciso que siempre se halle lo más limpia posible.
En las Figs. 5, 6,7 y I se representan respectivamente dos montajes correctos y otrosdos incorrectos. Las indicaciones anotadas en los pies de las figuras le ayudarán a vermás claramente la disposición de los accesorios en la tubería de aspiración e impulsión.
Fig. 5
lnstalación correcta
1. Válvula de compuerta2. Válvula de retención3. Difusor cónico4. Difusor excéntrico5. Codo6. Difusor7. Válvula de pie8. colador
Fig. 7 lnstalación incorrectaEn (1) se señala la mala disposición de la válvula de retención, ya que estadebe colocarse siempre enlre la válvula de paso y el difusor. En (2) se indicaque la tubería de aspiración esta mas levantada del centro lo cual da lugar aformación de bolsas de aire por no tener una inclinación constante. En (3) seindica que la válvula de pie esta instalada mas alta que el nivel del liquido ypor lo tanto no cumple su función, es decir es inútil.
Fig. 6
lnstalación correcta.En (1) puede observarse lainclinación que se da a latuberla de aspiración haciaabajo desde la bomba.
1
Nivel mínimo
Fig. 8
lnstalación incorrecta porque el difusor(1) debe estar montado junto a la bomba;en la tubería (2) se formarán bolsas deaire por no emplear difusor excéntricoy la válvula de pie es inútil porque estainstalada mas alta que el nivel del liquido
Nivel mlnimo
-
100
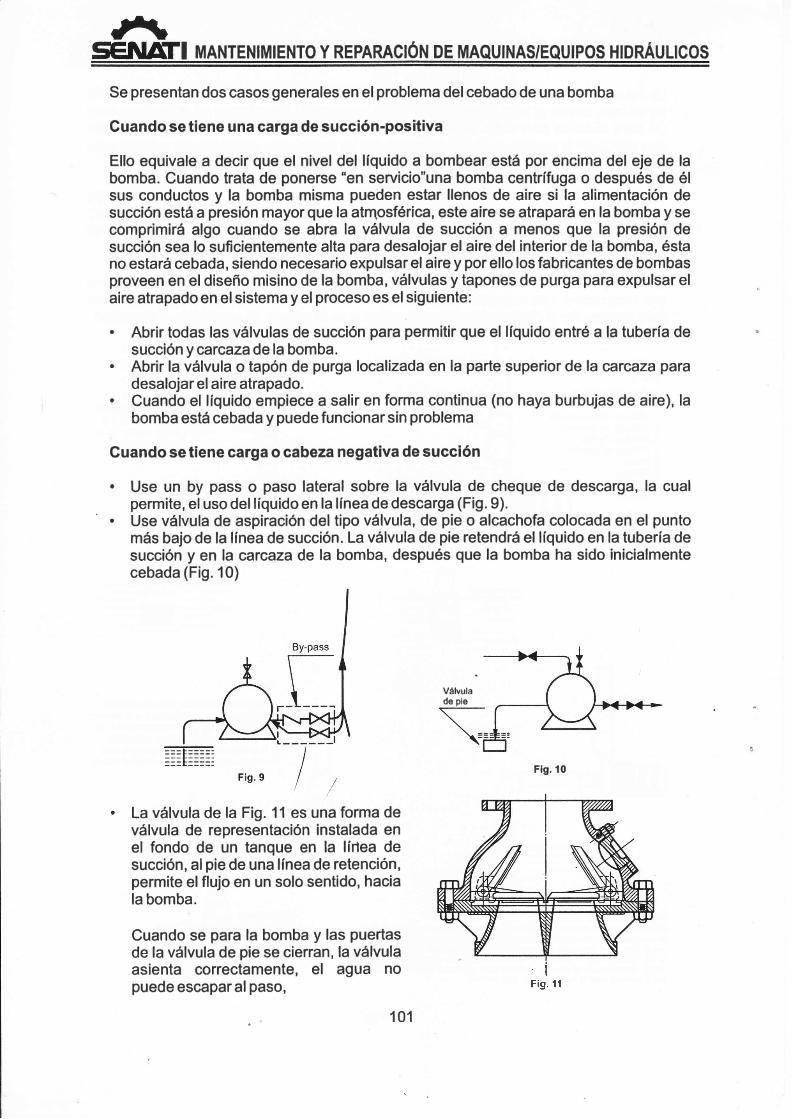
I umrrumrENTo y REpARAc¡óru DE MAeurNAs/Eeurpos npmuucos
Se presentan dos casos generales en el problema del cebado de una bomba
Guando se tiene una carga de succión-positiva
Ello equivale a decir que el nivel del líquido a bombear está por encima del eje de labomba. Cuando trata de ponerse "en seryicio"una bomba centrífuga o después de élsus conductos y la bomba misma pueden estar llenos de aire si la alimentación desucción está a presión mayor que la atr4osférica, este aire se atrapará en la bomba y secomprimirá algo cuando se abra la válvula de succión a menos que la presión desucción sea lo suficientemente alta para desalojar el aire del interior de la bomba, éstano estará cebada, siendo necesario expulsar el aire y por ello los fabricantes de bombasproveen en el diseño misino de la bomba, válvulas y tapones de purga para expulsar elaire atrapado en el sistema y el proceso es el siguiente:
. Abrir todas las válvulas de succión para permitir que el líquido entré a la tubería desucción y carcazade la bomba.. Abrir la válvula o tapón de purga localizada en la parte superior de la carcaza paradesalojar el aire atrapado.. Cuando el líquido empiece a salir en forma continua (no haya burbujas de aire), labomba está cebada y puede funcionarsin problema
Cuando se tiene carga o cabeza negativa de succión
. Use un by pass o paso lateral sobre la válvula de cheque de descarga, la cualpermite, elusodellíquidoen la línea dedescarga (Fig.9).
. Use válvula de aspiración del tipo válvula, de pie o alcachofa colocada en el puntomás bajo de la línea de succión. La válvula de pie retendrá el líquido en la tubería desucción y en la carcaza de la bomba, después que la bomba ha sido inicialmentecebada (Fig. 10)
Válvulade pie
Fig. 10
i
Fig. 11
La válvula de la Fig . 11 es una forma deválvula de representación instalada enel fondo de un tanque en la lírlea desucción, al pie de una línea de retención,permite el flujo en un solo sentido, haciala bomba.
Cuando se para la bomba y las puertasde la válvula de pie se cierran, la válvulaasienta correctamente, el agua nopuede escapar al paso,
101

I mnrurrruMrENTo y REpARAc¡óru DE MAeutNAs/Eeutpos ntonRultcos
Desafortunadamente, por efecto de lapérdida o desgaste del asiento en laválvula, la bomba puede ir perdiendo sucebado,
El diagrama típico de instalación paraeste tipo de cebado se muestra en la Fig.12. La tendencia de funcionamientodefectuoso , aumenta si el agua contiene pequeñas partículas de materialextraño como are[3, no siendorecomendable para esté tipo de servicio,ni tampoco para sistemas que trabajan aaltas presiones.
La Fig. 13 muestra una bomba auxiliar,la cual extrae el aire para dar un a accióncebante, que generalmente es unabomba de desplazamiento de1 tipomanual, como puede ser el casomostrado en la figura.
La Fig. 14 muestra esquemáticamenteel sistema que, emplea un eyector paraextraer el aire de la carcasa,, .y así cebarla bomba principal. Cuando en lasinstalaciones de las plantas haysuministro de aire comprimido, agua aalta presión o vapor, la bomba puede sercebada conectando un eyector decebado al tapón de respiro, localizadoen el punto más alto de la carcasa.
Tal como muestra la Fig. 15, el proceso deoperación es el siguiente:
- Abrir la válvula de succión.- Abrir el eyector para que escape el aire dela bomba y da la línea de succión.
La válvula V, se abre para iniciar ItCoperación del eyector y luego se abre laválvulaY,
para desahogo\Llave de purga
Tuberla delsuministro de
Válvula deretención de
descarga
Válvula decompuerta dela descarga
En la Fig. , puede observar que la bomba puede llenarse inicialmente mediante unembudo colocado en la conexión de cebado, mediante un tanque elevado ocualquierotra fuente de agua pendiente.
Abra posteriormente la válvula de despegue, localizada en el punto más alto de lacarcaza, para permitir que el aire escape. Cuando el liquido aparezca en forma dechorro continuo, la bomba está cebada y puede funcionar adecuadamente.
álvula de zapata
Fig. 12
Fig. 13
102
Fig. 15

I mnrureuurENTo y REpARAcóru DE MAeutNAs/Eeutpos lr¡oRRuLtcos
PRU EBA DE FU NCIONAMIENTó
Después que una bomba se ha instalado correctamente y se han tomado todas lasprecauciones necesarias para alinearla con su impulsor, queda lista para servició en suarranque inicial. Se recomienda unas cuantas verificaciones de última hora. Loscojinetes y el sistema de lubricación deben estar limpios. Antes de poner la bomba enservicio se deben quitar las tapas de los cojinete> y lavar éstos con kerosene y limpiarlocompletamente. No se debe emplear Wype para limpiar cojinetes porque puede caerpelusa en el lubricante: los trapos limpios son superiores para este objeto. Toda la grasay el aceite que se usen en el sistema de lubricación deben estar libres de agua, mugre uotros contaminantes. Los cojinetes deben llenarse con lubricante limpió de acuerdo conlas recomendaciones del fabricante.Con elacoplamiento desconectado, se deberá probar nuevamente Ia rotación correctadel impulsor. Generalmente hay una flecha marcada en la bomba para señalar larotación correcta.
Todas las partes deben inspeccionarse finalmente antes de arrancar. Debe ser posibledar vuelta al rotor de la bomba con la mano, y en caso de una bomba que manejelíquidos calientes, el rotor debe girar libremente con la bomba fría o calentada. Si el rotorestá pegado o si se arrastra ligeramente, no debe operarse la bomba hasta que selocaliza la causa de la dificultad y se corrige.
Procedimientos de arranque y parad¡
Los pasos necesarios para arrancar una bomba centrifuga dependerán'de su tipo y delservicio en el que está instalada. Muchas instalaciones requieren pasos que soninnecesarias en otras. Por ejemplo, las bombas de emergencia con frecuencia seconseryan listas para arranque inmediato, especialmente las bombas centrifugas dealimentación a calderas. Las válvulas de compuerta de succión y descarga se tienenabiertas y se evita elflujo inverso por la bomba con una válvula de retención en la líneade descarga.
Válvula aisladoi" ,)
- Válvula - -ta'
regulador; f.
Agua de enfriamientoal cojinete interior -
I
\'Eo
lrfOU'EE.-c o
:EEaEoo-;Prcjo
Valvula de control deagua de enfriamiento
:. Agua de enfriamiento
Agua de enfriamientoal cojinete exterior
103

I mnrureumtENTo y REpARAcÉru DE MAeutNAs/Eeutpos HtDRÁuucos
Suponiendo que la bomba considerada está movida a motor que su potencia encaballos de fuerza no excede a la potencia segura del motor, y que se va a arrancarcontra una válvula de compuerta cerrada, elprocedimiento de arranque es elsiguiente:
1.- Cebe la bomba, abriendo la válvula de succión y cerrando las purgas para prepararla bomba para operación.2.-Abra la válvula de suministro de agua de enfriarniento a los cojinetes.3.-Abra la válvula de suministro de agua a los estoperos si son enfriados con agua4.-Abra la válvula de suministro liquido de sello si la bomba tiene ese equipo.5.- Abra la válvula de calentamiento de una bomba que maneja líquidos calientes si labomba normalmente no se conserva a la temperatura de operación. Cuando la bombase ha calentado, cierre la válvula.6.- Abra la válvula de la línea de recirculación si la bomba no debe operarse contra unadescarga totalmente cerrada.7.-Arranque el motor8.-Abra la válvula de descarga lentamente9.- Observe el escurrimiento de los estoperos y ajuste Ia válvula de líquido de sello paratener un flujo apropiado de lubricación de la empaquetadura. Si la empaquetadura esnueva, no apriete el prensaestopas inmediatamente, sino déjese asentar el empaqueantes de reducir el escurrimiento por los estoperos.10.- Verifique la operación general mecánica de la bomba 7 del motor.11.- Cierre la válvula de la línea de recirculación cuando va haya suficiente flujopor la bomba para evitar sobrecalentamiento.
Si la unidad se va a arrancar contra una válvula de compuerta de la descarga abierta, losrasos serian los mismos, excepto que la válvula de descarga de compuerta se deberáabrir un poco antes de arrancar el motor. En algunos casos, el agua, el agua deenfriamiento de los cojinetes y el agua de sello a los faroles del sello es suministradorpor la misma bomba. Esto elimina la necesidad de los pasos (2) a (4) en elprocedimiento de arranque.
El procedimiento para parar una bomba también depende del tipo y del servicio de labomba. Generalmente, el procedimiento para parar una bomba que puede operarcontra una válvula de compuerta cerrada es elsiguiente:
1.- Abra la válvula en el sistema derecirculación2.- Cierre laválvula de compuerta3.- Pare el motor4.- Abra la válvula de calentamiento si labomba se va a conservar a la temperaturade operación.5.- Cierre la válvula del suministro de aguaestoperos si son enfriados con agua.
de enfriamiento a los cojinetes y a los
6.- S¡ no se requiere el suministro de líquido de sello cuando la bomba está inactiva,cierre la válvula en esta línea de abastecimiento.7.- Cierre la válvula de succión y abra las válvulas de drenaje, según lo requierá cadainstalación en particular, o sise va a abrir la bomba para inspección.
Si la bomba no puede operar contra una válvula cerrada, se invierten los pasos (2) y (3).Muchas instalaciones permiten parar el motor antes de cerrar la válvula de compuertade la descarga.
104

I mnnrEurrvlrENTo y REpARAcTóru DE MAeurNAs/Eeutpos n¡omuLtcos
Generalmente, el arranque y parada de bombas movidas con turbina de vaporrequieren los mismos pasos y la misma secuencia que las bombas movidas por motor.Como regla general, las turbinas de vapor requieren calentamiento previo al arranque ytienen purgas y sello que deben abrirse y cerrarse antes y después de la operación. Porlo tanto, el operador deberá seguir concienzudamente todos los pasos señalados por elfabricante para arrancar y parar la turbina. Esto también se aplica en el caso de lasmáquinas de combustión cuando se usan para mover bombas.
Hay que recordar que el montaje .orr"óto de tas estopas, así como una manipulaciónadecuada de los prensa-estopas son las condiciones indispensables para que sepueda obtener una buena función del conjunto.
Cuando ha transcurrido cierto tiempo de funcionamiento, después de haber apretado elprensaestopas remetidas veces por medio de las tuercas acopladas al mismo, y elcasquillo se ha introducido por completo, es necesario añadir más aros de estopadas.Para ello primero se aprietan las tuercas del prensaestopas y se vuelven a aflojar, yluego, se retiran tanto el prensaestopas como el casquillo del mismo, dejándolos ensituación de que puedan colocar nuevos anillos en la caja.
Las estopadas blandas se cortan oblicuamente y en forma de anillo, que abriéndolelateralmente pueda deslizarse a lo largo del eje hasta la caja de las estopadas y ésta sevuelve a cerrar dejándola como estaba antes de abrirla. En esta primera operación esconveniente apretar el prensaestopas con las manos, pues así se puede de comprobarsi es suficiente solo con el aro de estopas puesto en la bomba. Una vez puesta enmarcha la bomba, si la caja de estopadas no queda completamente hermética, vuelve apararse la máquina y se aprieta algo más el prensaestopas.
Cuando se trata de estopadas con plano grafitado se abre el anillo lateralmente igualque en el caso anterior para que una vez colocado en el eje pueda deslizarse por elmismo hasta la caja de estopadas. A continuación, se aprieta con una llave adecuadapara conseguir que el anillo quede situado en eleje, sin juego alguno. Al mismo tiempoque se aprieta se hace girar el casquillo con la mano hasta que se observe una ciertaresistencia a la rotación; entonces se afloja la tuerca del prensaestopas para que ésteretroceda y se vuelve a apretar con la mano, para comprobar si solamente con estapresión es suficiente para obtener hermeticidad en la caja de estopadas.
S¡ de esta forma no se logra hermeticidadse añaden más aros de estopadas y, encaso, de que esto sea suficiente, debecambiarse toda la empaquetadura, porquees señal de que ésta se halla en malascondiciones.
Para ello antes de colocar la nuevaestopadas es necesario quitar los restos dela anterior así coreo limpiar bien la caja deestopadas. A continuación, se colocadentro de la caja el número conveniente de anillos para formar la empaquetadura,procurando que los cortes de los aros no queden alineados, lo cual podría dar lugar auna rendija por donde pueda existir escape. Después de colocar el casquillo y elprensaestopas, se aprieta éste hasta que la caja de la estopada quede cerradaherméticamente, afretando y soltando alternativamente hasta lograrlo.
105
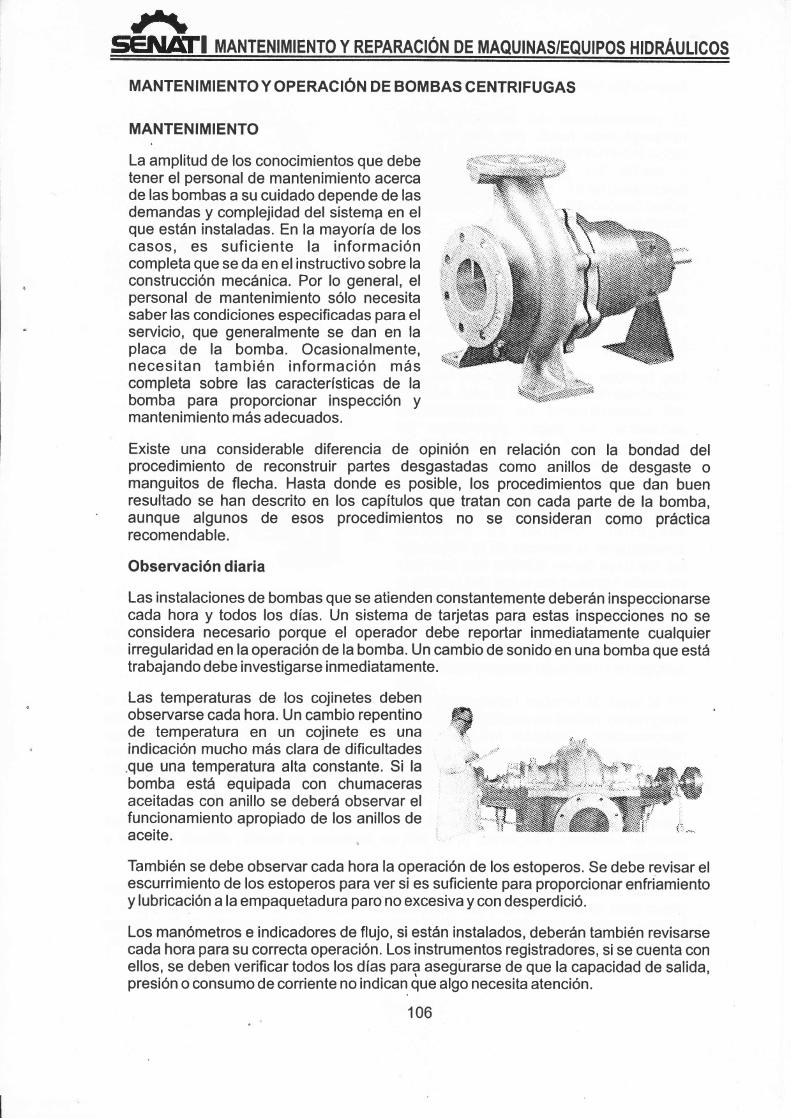
I lvlnnreulvltENTo y REpARAcÉru DE MAeutNA /Eeutpos nlonnulrcos
MANTENTMtENTo y opERAclót¡ oe BoMBAS cENTRTFUGAS
MANTENIMIENTO
La amplitud de los conocimientos que debetener el personal de mantenimiento acercade las bombas a su cuidado depende de lasdemandas y complejidad del sistema en elque están instaladas. En Ia mayoría de loscasos, es suficiente la informacióncompleta que se da en el instructivo sobre laconstrucción mecánica. Por lo general, elpersonal de mantenimiento sólo necesitasaber las condiciones especificadas para elservicio, que generalmente se dan en laplaca de la bomba. Ocasionalmente,necesitan también información máscompleta sobre las características de labomba para proporcionar inspección ymantenimiento más adecuados.
Existe una considerable diferencia de opinión en relación con la bondad delprocedimiento de reconstruir partes desgastadas como anillos de desgaste omanguitos de flecha. Hasta donde es posible, los procedimientos que dan buenresultado se han descrito en los capítulos que tratan con cada parte de la bomba,aunque algunos de esos procedimientos no se consideran como prácticarecomendable.
Observación diaria
Las instalaciones de bombas que se atienden constantemente deberán inspeccionarsecada hora y todos los días, Un sistema de tarjetas para estas inspecciones no seconsidera necesario porque el operador debe reportar inmediatamente cualquierirregularidad en la operación de la bomba. Un cambio de sonido en una bomba que estátrabajando debe investigarse inmediatamente.
Las temperaturas de los cojinetes debenobseruarse cada hora. Un cambio repentinode temperatura en un cojinete es unaindicación mucho más clara de dificultades.que una temperatura alta constante. Si labomba está equipada con chumacerasaceitadas con anillo se deberá observar elfuncionamiento apropiado de los an¡llos deace¡te. j
También se debe observar cada hora la operación de los estoperos. Se debe revisar elescurrimiento de los estoperos para ver si es suficiente para proporcionar enfriamientoy lubricación a la empaquetadura paro no excesiva y con desperdició.
Los manómetros e indicadores de flujo, si están instalados, deberán también revisarsecada hora para su correcta operación. Los instrumentos registradores, sise cuenta conellos, se deben verificar todos los días para asegurarse de que la capacidad de salida,presión o consumo de corriente no indican que algo necesita atención.
106

I unnreuutENTo y REpARAc¡óru DE MAeutNA /Eeutpos nronnulrcos
lnspección semestral (semianual)
El prensaestopas del estopero deberárevisarse cada medio año para ver quetenga movimiento libre. Se deberán limpiary aceitar los pernos y tuercas delprensaestopas e inspeccionar laempaquetadura para determinar sinecesita reponerse. r
El alineamiento de la bomba y del impulsor deberá verificarse y corregir se si esnecesario. Los cojinetes lubricados con aceite deberán vaciarse, escurrirse y rellenarsecon aceite nuevo. Los cojinetes lubricados con grasa deberán inspeccionarse rara versiproporcionó la cantidad correcta de grasa ysitodavía es de consistencia adecuada.
lnspección anual
Las bombas se deben inspeccionar muycuidadosamente una vez al año. Ademásdel procedimiento de mantenimientosemestral, se deben desmontar loscojinetes, l¡mp¡ar y examinar si tienendefectos. Las cajas de cojinetes debenlimpiarse y lubricarse cuidadosamente. Losbaleros antifricción deberán examinarse,para ver s¡ están rayados o tienendesgastes, después de limpiarse.lnmediatamente después de la inspecciónlos cojinetes deben cubrirse con una carade aceite o grasa para evitar que le entre lamugre o la humedad.
La empaquetadura deberá sacarse y los manguitos de las flechas, o la flecha si no seusan manguitos, deberán examinarse buscando si hay desgaste. Las mitades delacoplamiento deberán desconectarse y verificar el alineamiento.
En el caso de bombas horizontales con cojinetes de babbit, deberán verificarse elmovimiento verticalen ambos extremos con la empaquetadura fuera y elacoplamientodesconectado. Cualquier movimiento vertical superior a 150% del juego originalrequiere una investigación para determinar la causa. El juego en los extremospermitidos por los cojinetes también deberá verificarse y si tiene más del recomendadoporelfabricante, se deberá determinar la causa y corregirse.
Los drenajes, tubería de agua de sello, tubería de agua de enfriamiento otras tuberíasdeberán revisarse y soplarse, Si se usa un enfriador de aceite, deberá soplarse ylimpiarse.
Se deberán reempacar los estopero, y volver a conectar el acoplamiento. Si se tienendisponibles dispositivos e instrumentos de medición, éstos deberán recalibrarse yhacer una prueba para determinar si se obtiene un funcionamiento correcto. Si se hacenreparaciones internas deberá probarse nuevamente la bomba al terminar la reparación.
107

I MANTENTMIENTo Y REPARAcÉN DE MAQUINAS/EQU IPOS HIDNNU UCOS
Reconstrucción com pleta
Algunas bombas en servicio severos pueden requerir una reconstrucción completacada mes, mientras que otras aplicaciones sólo la requieren cada dos a cuatro años y aveces con menos frecuencia.
La mayoría de los diseñadores de bombas y los especialistas considerar que unabomba centrífuga no necesita abrirse para inspeccionarla a menos que la evidencia dehecho o circunstancial indique que es necesaria la reconstrucción.
Se debe establecer un programa para pruebas completas frecuentes de bombeo y losresultados de estas pruebas se comparan con el funcionamiento de la bomba en sucondición inicial.
Cualquier declinación repentina en el funcionamiento se puede advertirinmediatamente. Esta comparación de funcionamiento, y no eltranscurso de un periodode tiempo fijo, deberá ser la base para determinar si es o no suficiente el desgasteinterno que ha ocurrido para que se requiera una reconstrucción completa. El correrunaprueba completa es menos costoso que abrir una bomba para inspección y no serequiere sacarde servicio la unidad.
Evidencia circunstancial
La evidencia circunstancial se refiere a los datos acumulados por la experienciaobtenida con anteríoridad, ya sea con la bomba en cuestión o con equipo similar enservicio igual, Por ejemplo, si un grupo de bombas de alimentación a calderasconstruidas con acero inoxidable con aleación de cromo ha trabajado continuamentedurante 80,000 hr. sin la necesidad de una reconstrucción una unidad duplicada norequerirá antes de que haya operado 30,000 hr,
Las bombas en servicios severos que han requerido reconstrucción a intervalos de tresmeses pueden sustituirse por unidades mejor construida o más fuertes. Sin embargo,hasta que el nuevo equino se ha probado y se ha establecido un tipo nuevo deexperiencia, la bomba deberá abrirse alfinal de tres meses para valorar el efecto de lanueva construcción o de los nuevos materiales.
Excepciones
Las dificultades por corrosión-erosión que no se rueden clasificar con algunos de lostipos de evidencia procedentes, no necesariamente serán obvias en las característicasde funcionamiento de la bomba obtenidas por medio de pruebas le rutina. Si se permiteque estas dificultades continúen sin atenderse, sin embargo, pueden fácilmenteconducir a la destrucción de la bomba, más allá de cualquier Posibilidad de reparación.Sin embargo, las dificultades por corrosión-erosión son generalmente previsibles. Porejemplo, una bomba que maneja pioductos químicos corrosivos que está construidacon materiales ordinarios o de materiales que no se han probado en esa aplicación enparticular puede dañarse rápida y severamente. En ese caso, la bomba deberá abrirsepara inspección pronto, después de la instalación inicial y después a intervalosfrecuentes hasta que se rueda determinar la vida de los materiales de la bomba en lascondiciones actuales.
108

I mnnreu¡MrENTo y REpARAc¡óu DE MAeutNA /Eeutpos nlonnuucos
Reparación de los elementos de una bomba centrifuga
Varios son los procesos, a seguir para Ia reparación de los elementos de una bomba,que esta de acuerdo altipo de bomba centrífuga.
Una nota muy importante que se debe tomar en cuenta es la siguiente: generalmentelas partes desgastadas se deberán, renovar si no se va a examinar la bomba hasta elsiguiente periodo de rutina, sin considerar el funcionamiento de la bomba, porquecuando se arman partes nuevas o en buenas condiciones en contacto con partessucias o desgastadas, es muy probable que las piezas nuevas se desgasten muyrápidamente.
Citaremos los elementos y las cusas principales que originan sus averías.
Elementos Causas de las averías
Bociñ?, buje omanguito
- Falta de lubricació- Cabeceo del impulsor
Desgaste de rodajes- Demasiado ajuste de empaquetaduras
Empaquetadura no conveniente- Nota.- Las bocinas desgastadas, ordinariamente se
reponen en vez de repararlas
lmpulsor o rodete - Mal aseguqado- Con luces ho apropiadas
Mal balanceado- Mal dirección de giro
Eje o flecha Uso de bo ina no apropiada- Demasiada luz (axial y radial)- Cabeceo del eje- Empaquetadura no apropiada- M al ajuste del prensaestopa- No utilizado en su verdadero trabajo
Rodamiento - Falta de lübricación- Demasiada lubricación- Ajuste apropiado (en el eje o en la caja)- Cabeceo del impulsor- Demasiado juego axial
Empaquetadura - Ajuste no apropiadoEmpaquetadura no apropiada
- Forma de ponerlasUso correcto
109

I un¡¡rrumENTo y REpARAcIóu DE MAeutNA /Eeutpos nlonnulrcos
Manten i miento de estopero (empaquetadura y prensaestopas)
El mantenimiento de los estóperos consiste principalmente en reponer lasempaquetaduras. Aunque esto parece sencillo, deberá hacerse correctamente, o laoperación de la bomba no será satisfactoria. Se debe seguir el siguiente procedimientopara reempacar un estopero:
1.- Nunca trate de agregar uno o dos anillos al empaque viejo. Esto es falsa economía.Saque el empaque viejo completambnte, usando un extractor de empaquetaduras, sise tiene a mano, y límpiese perfectamente la caja. Revise el manguito para asegurarse r
que está en condiciones aceptables. Si se pone empaquetadura nueva en una cajacontra un manguito áspero o bastante desgastado no se obtendrá un serviciosatisfactorio.
2.- Asegúrese de que la empaquetadura nueva es de tipo adecuado para el líquido,presión y temperatura de operación. A menos que el empaque venga preformado enjuegos, asegúrese de que cada anillo se corte a escuadra en un mandril de tamañocorrecto.
3.- lnserte cada anillo de empaquetadura por separado, empujándolo derecho dentrode la caja y asentándolo firmemente, usando anillos divididos de empuje de tamañoapropiado, que se ajusten bien a la caja. Los anillos de empaque sucesivos deberángirarse para que sus juntas queden separadas 120 ó 180 grados.
4.- Cuándo se usa una jaula de sello,asegúrese de que se instale elprensaestopa y apriete firmemente lastuercas del mismo. Asegúrese de que seinstala entre los dos anillos de empaqueapropiados para que manejecorrectamente el suministro de líquidoobturador cuando el estopero estátotalmente empacado y ajustado.
5.- Después de que se han insertado todoslos anillos de empaquetadura requeridos,instale el prensaestopa y aprietefirmemente las tuercas del mismo.Asegúrese de que el casquillo penetra en elestopero derecho sin ladearse, para quetod ala periferia de la empaquetadura tengauna presión uniforme.
6.- Después del primer apriete del prensaestopa, retrocédanse las tuercas hasta quesólo estén apretadas con los dedos. Arranque la bomba con el estopero flojo, de modoque haya un escurrimiento inicial excesivo. Apriétense ligeramente y parejas las tuercasdel prensaestopa, a intervalos de quince a veinte minutos, de modo que elescurrimiento se reduzca a lo normal después de varías horas.
No se pretenda reducirel escurrimiento elestado de "goteo". Debe ser un flujo continuo,suficiente para arrastrar el calor de fricción de la empaquetadura.
110

I lvtnnreruMrENTo y REpARAc¡óru DE MAeutNA /Eeutpos nlonRuLtcos
A menos de que escurra suficiente líquidopor la caja para eliminar el calor, laempaquetadura se quemará y se rayará elmanguito. (En bombas con prensaestopade enfriamiento, suspenda el suministro aintervalos y observe el escurrimiento realpor el estopero, de otro modo la inspecciónvisual no puede distinguir entre elescurrimiento por el empaque y elsuministro de agua de enfriamiento). Elreempacado y ajuste de estoperos sólodeberá ejecutarlo personal experimentado.Cuando se asigne este trabajo a otros seles deberá advertir que no pongandemasiada presión en el prensaestopa. Sedebe aclarar que el escurrimiento excesivono es tan perjudicial como cuando esescaso.
La empaquetadura que se saca de un estopero cuando se reempaca, deberáexaminarse con objeto de obtener toda la información que sea posible sobre la causadeldesgaste delempaque. Con frecuencia las condiciones de operación susceptiblesde corregirse o procedimientos empaque se revelan poreste examen.Algunosde los síntomas másfrecuentemente encontrados son los siguientes:
l.- Desgaste excesivo en los anillos más cercanos al prensaestopa, mientras que losdel fondo permanecen en buen estado; se debe a apriete excesivo de laempaquetadura en un ajuste o por no insertar lgs anillos uno a uno y empujándolo hastasu lugar antes de insertar el siguiente.
2.- El carboneo o lustrado de la circunferencia interior de los anillos es causado por elcalor excesivo, lubricación insuficiente, o material de empaque inadecuado para lascondiciones de presión y temperatura.
3.- El desgaste en la circunferencia exterior de los anillos ocurre cuando giran dentro dela caja delestopero.
4.- El desgaste marcado de anillos de empaque en una porción selectiva de lacircunferencia interior puede ser causado por cojine tes excesivamente gastados o laoperación excéntrica del rotor.
5.- S¡ algunos anillos se cortan muy escasos o se encogen excesivamente, los anillosadyacentes se hincharán y se encajgrán en el espacio abierto.
ll '/
111
lncorrecto lncorrecto

I mnrurEumtENTo y REpARAcÉru DE MAeutNA /Eeutpos HtDRÁuucos
Sintoma Causas posibles
La bomba no descarga agua
Clave: 1,2,3, 4, 6, 1 1, 14,16, 1 7,22,23,
Capac¡dad de descarga insuficiente
Clave: 2, 3, 4, 5,6,7,8, 9, 10, 11, 14, 17,20,22,23,29,30
Presión desarrol lar i nsuficiente
Clave: 5, 1 4,16, 17 ,20,22,29,30, 31
La bomba pierde el cebado despuésde a rrancar
Clave: 2,3, 5, 6, 7 ,8, 11 , 12,13
La bomba requiere fuerza excesivaClave: 15, 16, 17 , 18, 19, 20, 23, 24,26, 27 ,
29,33,34,37
El estopero escurre excesivamente
Clave: 13 ,24,26,32,34, 35, 36, 38, 39, 40
El empaque dura poco
Clave: 12, 13 ,24, 26, 28, 32, 33 ,34,35, 36,37, 39, 39,40
1.- No esa cebada la bomba2.- Bomba o tubería de succión no
completamente llena de agua3.- Elevación de succión muy alta4.- Margen insuficiente entre la
presión de succión y la presiónde vapor
5.- Cantidad excesiva de aire o gasen el líquido
6.- Bolsa de aire en la línea desucción
7.- Entrada de aire a la línea desucción
B.- Entrada de aire a la bomba porlos estoperos
9.- Válvula de pie muy chica10.- Sumersión insuficiente del tubo
de entrada de succión11.- Válvula de pie parcialmente
atascada12.- Tubería del sello de agua tapada13.- Jaula de sello incorrec tamente
colocada en el estopero,evitando que el líquido selladorentre al escio para formar elsello.
14.- Velocidad muy baja15.- Velocidad muy alta16.- Dirección de rotación invertida17.- Carga total del sistema más alta
que la carga de diseño de labomba.
18.- Carga total del sistema mas altaque la carga de diseño de labomba.
19.- Peso específico del liquidodiferente al del diseño
20.- Viscosidad el líquido distintaalaque se usó para el diseño.Operación a capacidad muy bajaOperación inadecuada debombas en paralelo para esaoperaciónCuerpos extraños en el impulsorDesalineamiento
-Cimentación no rígida-Flecha doblada
Parte giratoria que roza en unaparte estacionaria
- Cojinetes gastadosAnillos de desgaste gastadoslmpulsor dañado
--
l
I
_l
2122
2324252627
282930
c.o'6O:faacoaoEo=f,olf-
ó
(It
Eo{-,.9a6coU'o1f,G=fol{-
ñ
aG.9cr(uooEaoEñ==o
l{-
i5
Cuadro de comprobación para determinar fallas en las bombas centrifugas
112

I unrureuurENTo y REpARAcóru DE MAeutNAs/Eeutpos nlonnuucos
Síntoma Causas posibles
La bomba se sobrecalienta y se pega
Clave : 1,4,21 ,22,24,27 ,28,15,1O, +lIt,/
La bomba vibra o hace ruido
Clave:2,3,4,9,1 0, 1 1,21,23,24,25,26,27 ,
28, 30, 35, 36, 41, 42, 43, 44, 45, 46, 47
Los cojinetes tienen vida corta
Clave:24,26,27,28,35, 36, 41 ,42, 43,44,45,46,47
31.- Junta de la cubierta defectuosapermitiendo escurrimientointerior
32.- Flechas o manguitos de flechagastados o rayados en laempaquetadura
33.- Empaquetadura incorreta mentecolocada
34.- Tipo incorrecto de empaque-tadura para las condiciones deoperación
35.- Flecha que opera descen-tradapor cojinetes gastados o pordesalineamiento.
36.- Rotor desbalanceado que causavibración
37.- Prensaestopa muy apretado queda como resultado que no fluyalíquid.o para lubricar laempaquetadura
38.- Falta de alimentación de Iíquidoenfriamiento a estoperosenfriados por agua
39.- Espacio libre excesivo en elfondo del estopero entre la flechay la cubierta haciendo que sefuerce Ia empaque-tadura alinterior de la bomba
40.- Mugre o tierra en el líquidosellado que origina que se rayela flecha o el manguito
41 .- Empuj excesivo causado poruna falla mecanica dentro de labomba o por falla del dispositivode balance hidraúlico si lo hay
42.- Cantidad excesiva de grasa oaceite en la caja de un cojinete antrifricción o falta dé enfriamientoque causa temperatu ra alta en elcojineteFalta de lubricaciónlnstalación indebida de cojinetesantifricción (daño durante elmontaje, montaje incorrecto decojinetes de balas en pila, uso debaleros diferente como par)Mugre que entra a los cojinetesOxidación de cojinetes debida aentrada de agua alacaja
47.- Enf riamiento excesivo decojinetes enfriados con agua,da ndo por resu I tado lacondensación de lía humedad dela atmósfera ei Ia caja de loscojinetes.
4344
ao.9c\oC)oEaoT)o=ffJ
lF
ó
113

I mnrureumtENTo y REpARAcTóru DE MAeutNAs/Eeutpos nroRAuLrcos
GALCULO DE RENDTMTENTO (EF|CTENCIAS) DE LAS BOMBAS
Eficiencia hidráulica
Tiene en cuenta todas y solo las perdidas de altura total en la bomba.
Rendimiento total (r1,)
Tiene en cuenta todas las perdidas en la bomba ysu valores:
Entonces la potencia útil de la bomba en función del rendimiento total quedaraexpresada de la siguiente manera:
rl'-QpgH'rl,
Ejemplo de calculo
Una bomba tiene las siguientes características:- Caudal0-0392 m3/seg.- Altura útil de bombeo 104.447 m y una eficiencia de 85%. Calcule la potencia deaccionamiento de la bomba y la potencia útil que la bomba da alfluido, siendo el liquidoa bombearagua.
Resolución:
A)Calculode la potencia útil
P,-OpgH(watts)
Reemplazando:
B) calculo de la potencia de accionamiento
p" =& - aol?lw = 4B9T2wIt 0.82
P, - 0.0392 m3 x 1000 Kg x g.g081
*g m'
P, = 40157 (watts)
m X rc4.447 msegt
P" = 48972w
114

I mnrureumrENTo y REpARAcTóru DE MAeutNAs/Eeutpos npmuLtcos
TERMOPLASTICOS: PVC DURO Y BLANDO
Elcloruro de polivinilo (PVC) es eltermoplástico más empleado y se obtiene con ácidoclorhídrico (HCl) y el acetileno (CrHr). Ambas sustancias de partida se combinanformando gas cloruro de vinilo. Por polimerización se obtiene el cloruro de polivinilo, quees un polvo blanco.
El PVC duro sustituye en muchos casos.a los metales. Se fabrica en planchas y entubos (depósitos y tuberías). Las piezas se mecanizan con arranque de viruta de lamisma forma que los metales. La resistencia a la tracción es de 60 N/ mm'a temperaturanormal y el alargamiento es del 300%.
La conductividad térmica es muy pequeña.El PVC duro es muy sensible al entalle, esinsípido e inodoro, y resistente a las lejías ya los ácidos.
El PVC blando se fabrica como el PVCduro con adicción de un "reblandecedor".Por este sistema consigue propiedadescomo las de la goma blanda.
Se colore a y se lamina en forma de hojas yplanchas,
Ejemplos de aplicación son las manguerascon o sin soporte textil y el cuero artificialpara tapicería. El PVC blando se corta,perforay suelda bien, pero por arranque deviruta se mecaniza mal.
Estructura de los termoplásticos.
Polimerización{,
Cloruro de poliviniloPVC, trovidurAstralon, Mipolam,Acella, pegulan
Polimerización{,
PolietilenoLupolen, Trolen,
Genathene,Polithene
Material Obtención Propiedades, uti I ización
Cloruro de polivinilo(Pvc)
AstralonMipolamSupradurTrovidurHostalitVestolitvinoflex
Material de partida: cloruro de vinilo obtenido delacetileno y del cloruro sódico.
El cloruro de vinilo se polimeriza fácil mente enpresencia de catalizadores adecuados a 50-80"Cy 10 bar. El polímero parece una emulsión lechosacuya parte solida puede ser separada por secado,por pulverización o laminación. Al polvo de PVCpueden añadirse, antes del tratamiento,ablandadores, aditivos para que deslice,colorantes y diluentes.
El PVC duro es duro y tenaz, el blando esblando y elástico, se ablanda 80-100"G, laresistencia cae yaa partirde 40'C; con elfrfose hace frágil, gran dilatación térmica,resistente al agua, ácidos y base débiles,alcohol, gasolina y aceites, sensible al éter,benceno y acetona; el PVC blando solo esresistente a los ácidos y bases débiles.
Designación Prueba de combustión Otros signosDistintivos
Llama Olor Características especiales
Cloruro depolivinilo(PVc)
Amarillenta,orlada en verde,chispeante
Penetrante aclorhfdrico
Se calcina en la llama, seapaga fuera de ella
El ensayo de la llama con hilo de cobreincandescente muestra llama verdosa.
115

I unrureuutENTo y REpARAcIór,¡ DE MAeutNAs/Eeutpos HtDRÁuucos
ESeu EMAS DE N tvEr-aclór.¡ yALt N EAM I ENTo D E LA BoMBA c ENTRT FUGA
N ooñt
lr.,soC\
ct)¡-oñt
u-,rf)AI
NNN
c\¡
c{c\¡
C\¡(ocf)N
(\o,CON
(! ,,(f)(f)
ñt
q,)(0sN
ro6,t
@(o(oC\¡
F lr)@$
a oN(oÉ.
COosf
o YNro
fL O)c{
o oco
z ooñ¡
oo@
u)O
o)J cr)
Ooo(\aroro(\¡
.q
o,
$.C,
lifr.l)C!
ñ¡ rf)ocf,
-cloÍ)!ü
@(o
() (o rf)
@
ro$@
c!o)
¡Á,cr)O
(t,cf)o
ac{
@toCDO)o
(9NN
cr)o(\C\cf)!ü
o olf)ro
lC3z
N
C)od)
U)
=z
I(0
Oo$
oo-oO
of.-o
o@o
oF-o
o@o
f.-N
I!ü
$(0
lJocoÉ.
t-c{
Isrsl(o
oEr-o9CO(otr
TL
ooñt
aroNñ¡
toNC\¡
oroN
ao@N
o@c\¡
alocf)
tf)
CO
Fl'-\t$Fo,$\ü
f-ooro
o,Ooro
lJ
=z
116

I umremMrENTo y REpARAcTóru DE MAeUTNAS/Eeutpos nlomuucos
INCENDIOS
Es la propagación del fuego que abrasa loque no está destinado a arder. Si el fuegoalca nza grandes proporciones y escapa anuestro control, se traen enemigoterriblemente destructor que todo loavasalla, lo destruye o lo transfonr€t,creando en el ser humano sentimientos deterror y pánico que nubla su mente yadquiere dimensiones aún más dantescascuando se presenta como efectocomplementario de un desastre mayor,contribuyendo a aumentar la desolación yla muerte en el área afectada.
EI fuego es el nombre genérico que se da alacombustión
La combustión: Es la combinación de dos o más elementos o sustancias queproducen una tercera con características completamente diferentes a las queintervinieron.
Las explosiones e incendios ocurren comoconsecuencia de producirse derrames depetróleo y productos refinados, y fugas degas natural. Numerosos incendios se hanocasionado como resultado delvolcamiento de camiones cisternas decombustibles, y la operación indebida deequipos de extracción y núcleos de bombeode crudo e instalaciones de refinación.
El hecho de que anualmente el número de incendios es bastante elevado indica lanecesidad de que se aprecien con más detenimiento los peligros de incendios y seponga en vigortodos los medios necesarios para su control.
La mayoría de éstos obedecen a riesgos tan comunes como fósforos, colillas deciga rros, ch ispas, artefactos eléctricos, etc.
Generalmente se menciona la destrucción directa causada por el fuego o pérdida devidas, sin embargo, no se mencionan otro tipo de pérdidas que siguen al siniestro,¿cuáles serían? lnterrupción de los negocios, pérdidas de salarios de'los trabajadores,pérdidas de mercado, gastos en combatir elfuego, etc.
De acuerdo a las estadísticas que se han hecho, las pérdidas indirectas son de 2 a 3veces mayores que las directas.
117

I mn¡¡rentMtENTo y REpARAcón DE MAeUtNAS/Eeutpos tronnulrcos
Gausas de incendios
Eléctricas (19%l: El equipo eléctrico, es lacausa principal de incendios en la industria,normalmente está bien proyectado ycuidadosamente instalado, pero surgend¡ficultades cuando no está debidamenteatendido o se hace mal uso de é1.
.
Fricción (a%l: Cojinetes recalentados,piezas mala lineadas o rotas de lasmáquinas transmisiones de energía otransportadores mal ajustados, constituyenla segunda de las principales causas deincendios en la industria.
Cómo se inician losincendios en las
industrias
Eléctricos 19%Por fricción 14o/o
Materias extrañas 12o/o
Flamas abiertas 9%Cigarrillos y fósforos 8%lgnición espontánea |YoSuperficies calientes 7o/o
Chispas de combustión 6%Mat. sobrecalentados 3%Electricidad estática 2%Diversos 5%No determinables 7o/o
Materias extrañas (12%l= Cuando se permite que junto con el material que seestá'trabajando se mezclen materias metálicas extrañas, se pueden producir chispasen las maquinas procesadoras.
Llamas descubiertas (9%): Los sopletescortadores y soldadores mal empleados,mecheros de petróleo y gas ¡ndebidamente.ajustados, y el mal empleo de sopletes degasolina para soldar, constituyen la cuartade las causas princ¡pales de incendios en laindustria.
Cigarrillos y fósforos (8%) : Es una costumbre riesgosa fumar, o permitirque se fume,cerca de materiales inflamables. La temperatura que desarrollan los fósforos va de1200oF a 2000oF (650"C a 1090oC)y la de los cigarrillos va de 550oF a 1150oF (290o a62ooc).
lgnición espontánea (8%) : La eliminación inadecuada de desechos y basuras.aceitosas, las materias depositadas en conductos y chimeneas, el almacenamientoimpropio de materiales de baja calidad, puede tenertodo ello como resultado la igniciónespontánea que cause un incendio.
118

I mnrureuMtENTo y REpARAcÉru DE MAeu¡NAs/Eeutpos xpmuucos
Superficies calientes ( 7%l: Loscombustibles expuestos al calor normal decalderas y hogares, de conductos ochimeneas calientes, de tuberías de vapor,de lámparas eléctricas o de metal calienteque se está trabajando, son causa del 7 porciento de todos los incendios en la industria.
Chispas de combustión (6%): Lcisincendios debidos a combustión dedesechos, efl cubilotes de fundición, deaceites pesados de motores, en hogares yhornos, y en equipo de elaboración soncausa del 6 por ciento de todos losincendios en la industria.
Materiales sobrecalentados (3%) : Lastemperaturas anormales de elaboración,que afectan a líquidos inflamables omateriales sobrecalentados en secadoresmal regulados, son causa del 3 por cientode todos los incendios en la industria.
Electricidad estática (2%l: Los incendiosdebidos a chispas y arcos estáticos enbqripo inadecuadamente conectado atierra ascienden al2o/o del total de incendiosen la industria.
Diversos =
5o/o
Esta categoría incluye los incendios propagados desde locales contiguos, e incendios aderrames de materias en fusión y a rayos, así como incendios internacionales.
lndeterminados (7o/ol= No se encontró causa del incendio, o las pruebas eraninsuficientes para que justificase una conclusión definitiva.
Propagación de incendios
Diseminación delfuego: Para la aplicación de las distintas medidas de controlque sonesenciales para impedir la propagación del fuego se hace necesaria una claracomprensión de los métodos de transmisión del calor.
Contacto directo: El contacto directo demateriales inflamables o combustibles conuna flama es el medio más común para queel fuego se difunda o propague.
119
Contacto directo

I mnrureumtENTo y REpARAc¡óru DE MAeutNA /Eeutpos nlonnuucos
Conducción: Conducción es latransferencia de calor de un cuerpo u objetoa otro, a través de un medio conductorintermedio.
Por, lo general, el medio conductor queinterviene es un cuerpo sólido.
Convección: Convección es la transm¡s¡Onde calor por un medio circulante , yá seagaseoso o líquido.
Puesto que los medios calentados sedilatan y elevan, los gases y el humocalientes llevan calor y gases tóxicos a lospisos superiores.
Cuanto más intenso es el fuego, tantomayor es la velocidad con que se elevan elhumo y el calor.
Gonducción
Convección
La convección de humo, calor y gases tóxicos a través de aberturas verticales planteagrandes riesgos a las personas que se encuentran en los pisos superiores de losedificios. Algunos de los gases tóxicos delfuego son: CO, So, CO, y aire caliente.
Radiación
Los rayos u ondas de calor liberados en todas direcciones por un cuerpo caliente sedesplazan en línea recta hasta que quedan absorbidos o reflejados por otro objeto. Lacantidad de calor radiado desde la fuente aumenta con mucha rapidez a medida quesube la temperatura de la fuente.
La cantidad de calor radiante que llega a unobjeto expuesto a la radiación depende dela diferencia de temperatura entre la fuentede calor y objeto , y también de la distanciaentre uno y otro.
Radiación
Otra causa de incendios es el calor generado por la energía eléctrica, debido a chispas,lámparas incandescentes, arcos eléctricos, cortos circuítos, etc.
Se considera como causa, también a la electricidad estática. Es importante tomarla encuenta como cualquier otra fuente dB energía y calor. Lo conocido como rayo y que enuna tempestad se forma vertiginosamente y es atraído por la tierra, no es más que elproducto de millones y millones de partículas de agua que al a'scender hacia laatmósfera van almacena ndo electricidad estática.
La fricción es otra fuente común; el frotar de un cuerpo contra otro, genera calor y enpresencia de combustibles y oxígeno provoca fuego, es decir se incendia la materia.
120
I nnnrureu¡MrENTo y REpARAc¡óru DE MAeurNAs/Eeutpos HtDRÁur-lcos
Daños que produce el fuego
Los incendios producen daños sobre la vida, la salud, y la economía.
Es muy conocido que en los siniestros unaspersonas pierden la vida y otras sufranquemaduras y sofocamiento de gradovariable. Así mismo, la destrucción. deviviendas, locales, instalacionos, muebles,equipos y otros objetos dan por resultado lapérdida de cuantiosas sumas de dinero quecon frecuencia sobrepasan a variopmillones de soles.
Clasificación de incendios
Desde el punto de vista de la extinción de incendios, estos de dividen en:
GlaseA
lncendio de materiales combustibles, sólidoscorrientes (maderas, basuras, papeles, etc).Estos fuegos se combaten esencialmente abase de agua, para producir un pfecto"enfriante". -
r r \'
Clase B
Producidos por líquidos inflamables (gasolina,alcohol, pinturas, aceites, gras?s, etc).
Clase G
Se inician en equipo eléctrico "VIVO" (líneaseléctricas, conmutadores, switchs, ffiotores,etc) se emplean agentes extinguidores noconductores de la electricidad.
Glase D
Los fuegos de la clase D son los que seproducen en metales combustibles, comomagnesio, titanio, circonio, Iitio y sodio.
En estos incendios se necesitan agentesextinguidores, equipos y técnicas especiales.
En los incendios de metales no deben usarseextinguidores normales debido a que se corre elpeligro de una reacción química que puedeaumentar la intensidad del fuego u ocasionarexplosiones.
121

I rvlnrureumtENTo y REpARAcóru DE MAeUtNAS/Eeutpos HtDRÁuucos
GASES:o Gas Natural.o Propano.o Butano.o Hidrógeno.o Acetileno.o Monóxido de
Carbono.o Ofros
LIQUIDOS:o Gasolinao Kerosén.. Alcohol.o Pinttna.o BarnnOo Aceite.. I-aca.. Otros.
sÓlrDos:o Carbón.. Madera. :
. Papelo Tela.. Cuero.o Plástico.. Azucar.o Granos.o Etc.
Estado Físico
*nrnbustibln
ffixaffiwn0 #alg,r
Triángulo del fuego
FUENTE DE OXIGENO:Se requiere
aproximadamente 16"/0.o Normalmente el aire
contie ne 24 oA de C2. '
o ,a,lgunos materialesco mb ustib les co ntie nensuficiente oxígeno en símismos corno para apoprla conútstión
FUEI\TE DE CALOR:Temperatura Para
ern pezar la reacción.. Llama abierta- el Sol.o Srperficie Caliente.o Chispas y arcos.. Fricción - acción química.o Energia elécfrica.o Cornpresión de gases.
122
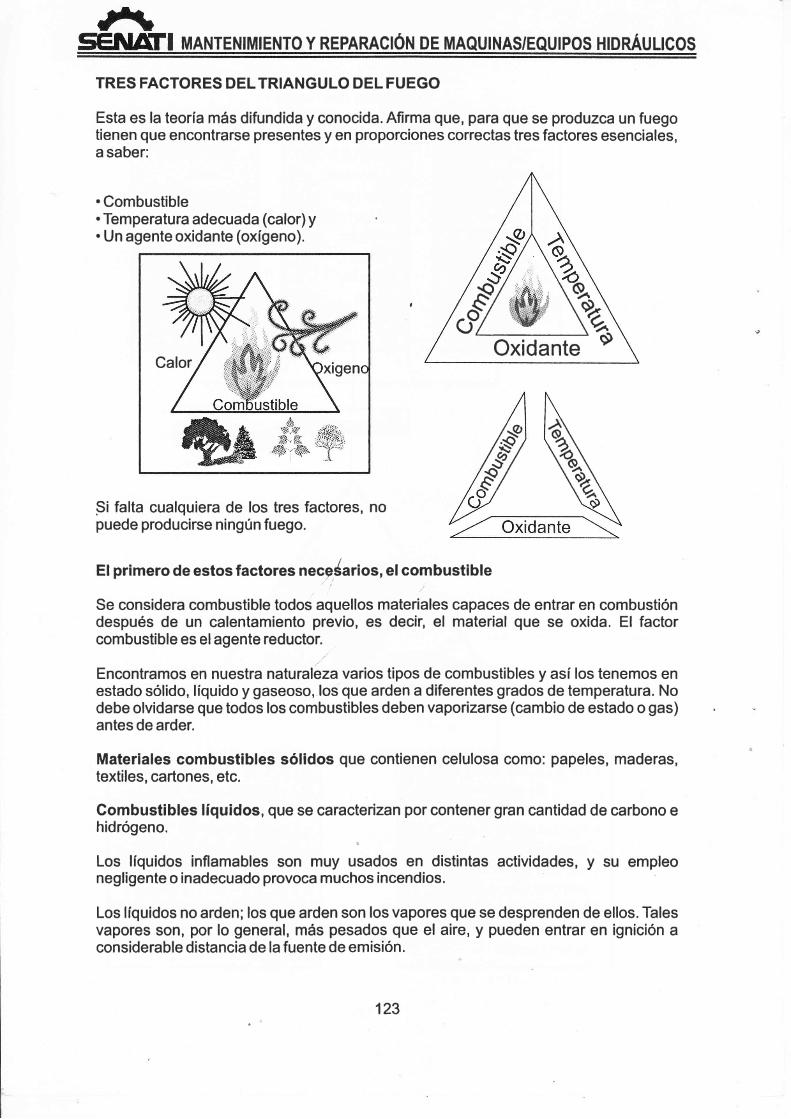
I unrureruffirENTo y REpARAcTóru DE MAeurNAs/Eeurpos nroRluucos
TRES FACTORES DEL TRIANGULO DEL FUEGO
Esta es la teoría más difundida y conocida. Afirma que, para que se produzca un fuegotienen que encontrarse presentes y en proporciones correctas tres factores esenciales,a saber:
. Combustible
. Temperatura adecuada (calor) yo lf n agente oxidante (oxígeno).
Si falta cualquiera de los tres factores, nopuede producirse ningún fuego.
El primero de estos factores neceJar¡os, el combustible
Se considera combustible todos aquellos materiales capaces de entrar en combustióndespués de un calentamiento previo, es deci¡ el material que se oxida. El factorcombustible es elagente reductor.
Encontramos en nuestra naturaleza varios tipos de combustibles y así los tenemos enestado sólido, líquido y gaseoso, los que arden a diferentes grados de temperatura. Nodebe olvidarse que todos los combustibles deben vaporizarse (cambio de estado o gas)antes de arder.
Materiales combustibles sólidos que contienen celulosa como: papeles, maderas,textiles, cartones, etc.
Combustibles líquidos, que se caracterizan por contener gran cantidad de carbono ehidrógeno.
Los líquidos inflamables son muy usados en distintas actividades, y su empleonegligente o inadecuado provoca muchos incendios.
Los líquidos no arden; los que arden son los vapores que se desprenden de ellos. Talesvapores son, por lo general, más pesados que el aire, y pueden entrar en ignición aconsiderable distancia de la fuente de emisión.
s7 ,\9'd/wvffie
Calor xigen
b
123

I rvllrureutMtENTo y REpARAcIón DE MAeutNAs/Eeutpos HtDRÁuucos
Existe una gran variedad en líquidosinflamables, utilizados hoy en distintasactividades. Los más comunes son: nafta,benciñ?, aceites, lubricantes, solventes,thiner, pinturas, aceites, alcohol, etc.
Los combustibles !íquidos más pesados,como los aceites, no arden a temperaturasordinarias, pero cuando se los calienta,
desprenden vapores que en forma progresiva van favoreciendo la posibilidad de lacombustión, la cualllega a concentrarse una temperatura suficiente alta.
El segundo factoresencial para que elfuego arda es el calor
La temperatura adecuada (calor) es el factor que hace que el combustible desprendavapores inflamables, y los pone en ignición. El calor es el elemento necesario parainiciar una combustión, como ser las provenientes de fósforos, chispas o irradiación.
Como se ha dicho que para producir el fuego es necesaria la combinación de los 3componentes básicos, se puede deducir que eliminando uno de ellos se lograext¡nguirlo.a. Retirando el combustible (por segregación).b. Excluyendo el oxígeno (por sofocación).c. Reduciendo la temperatura (por enfriamiento).
Las fuentes de calor pueden ser: tuberíasde conducción de vapor, ch¡spas desoldadura, arcos y chispas de conductoreseléctricos, fósforos, cigarros o cigarrillos,etc; la cantidad de calor tiene que sersuficiente par que vaporice y ponga enignición el combustible especifico.
Eltercerfactor para que elfuego arda, es el oxígeno (comburentes)
El comburente que generalmente se presenta en los fuegos es el oxígeno del aire.
El oxígeno es un gas que ayuda a laaproximadamente. Para sostenerconcentración de oxígeno del 16o/0.
combustión y se encuentra en el aire en un 21%la vida necesitamos, cuando menos, una
Este es también el mínimo para que sesostenga la combustión (fuego).Elperóxido de sodio, el flúor, el cloro, el ácidonítrico fumante y el tetróxido de nitrógenoson agentes oxidantes que, sumados aloxígeño, mantienen la combustión.
Para provocar la ignición y comenzar aarder, el fuego necesita oxígeno.
124
I rum¡reumrENTo y REpARAcTóru DE MAeurNAs/Eeurpos nronnuLrcos
HOJA DE TRABAJO
1.- ¿Que procedimientos se consideran para verificar y sustituir empaquetaduras ysellos?
2.- ¿Como debe ser la fundaciones en,la instalación de las bombas centrifugas?
3.- ¿En que casos se utilizg las fundaciones elásticas?It,4.- ¿Que procedimientos'se cohsidera para montarel motoreléctrico?
5.- ¿Como se nivela las bombas hidráulicas?
6.- ¿Como se debe alinear Ios acoplamientos en las bombas hidráulicas?
7.- ¿Que se verifica con el reloj comparador en los acoples de las bombascentrifugas?
8.- Que se entiende porcebado en las bombas hidráulicas?
9.- ¿En que consiste elcebado poraspiración sumergida?
10.- ¿En que consiste elcebado mediante la bomba de vacío?
11.- ¿Que procedimientos se considera cuando la bomba tiene en elcebado una cargade succión positiva?
12.- ¿Como se debe ejecutar el mantenimiento de las bombas centrifugas?
13.- ¿Que causas presentan las bombas cuando pierde el cebado después dear¡ancar?'
14.- ¿Que sucede cuando una bomba presenta vibraciones o hace ruido?
15.- Que propiedades tiene el termoillástico PVC duro?
16.- ¿Cuales son las causas de los incendios?
17 . Que factores se consideran en eltriangulo delfuego?
125

I rvlnrureumtENTo y REpARAcÉn DE MAeutNAs/Eeutpos xlomulrcos
BIBLIOGRAFíA
. EQUIPOS INDUSTRIALES TOMO ll : McGRAW-HILL
O TECNOLOCíA DE LOS METALEE
O BOMBAS HIDRAULICAS
O TECNOLOGíN OE LOS METALES
INDUSTRIALES
.BOMBAS HIDNÁULIGAS
O BOMBAS TEORíA, DISEÑO YAPLICACIONES
O REVISTA KSB
O BOMBAS INDUSTRIALESFASICULO 4
. BOMBAS SELECCIÓN, USO Y
MANTENIMIENTO
O MANTENIMIENTO 1
CICLO ESPECIALIZADO
126
G.T.Z
JOSÉ CHOIMET GALLARDO
LASHERASSÁrucHEz. MARíN
JOSE MANUEL SAENZ DE
ECHEVARRIACEAC
MANUEL VIEJOZUBICARAY
KLEIN, SCHANZLIN
SENATI
KENNET MCNAUGHTON
SENATI

t,
'I
-t'/ {t,l¿
t--
t,i-I
t" ,t/'//FROprEnAp fmÉítcruAr DEL sENAfl pROrrrBrDASU REPRODUCCIÓN YVENTA SIN LAAUTORIZACIÓN
CORRESPONDIENTE
EDtCtÓwENERO 2OO8
l*prc* 6n d Contro do lmpreslón d€ lBM dc{ Perú SAC
)!.