link - rieter.com · propiedades de las fibras celulósicas las fibras celulósicas tienen las...
TRANSCRIPT
link 1 /2008
04 TECHNOLOGY Tecnología R 40 para Viscosa 14 PRODUCT NEWS La continua de hilar con anillos más larga 19 RIETER INSIDE Rieter en China 22 EVENTS ITMA ASIA y CITME 2008
La revista para clientes de Rieter Spun Yarn Systems
Año 20 / No . 52 . Julio 2008 / ES
2 Rieter . LINK 52 . 1 /2008
03 EDITORIAL
TECHNOLOGY04 Viscosa SPV procesada en Tecnología Rotor R 40 La combinación de fibras de viscosa SPV con la Tecnología
Rotor 40 Rieter permite velocidades hasta 130 000 rpm y una velocidad de entrega de 175 m/min. El factor óptimo de torsión para procesar viscosa SPV está entre αm 100 y 110.
PRODUCT NEWS 09 El nuevo manuar compacto SB-D 11
11 Alta productividad gracias a los hilos de rotor ComfoRo®
14 La continua con anillos y la máquina compacta de hilar más larga del mundo Después de las primeras experiencias acumuladas, las primeras instalaciones con continuas de hilar con anillos G 35 y las máquinas ComforSpin K 45 satisfacen las grandes expectativas en la práctica industrial.
17 Mayor comodidad gracias a piezas de recambio originales
RIETER INSIDE19 80 años de Rieter en China Rieter lleva ya más de 80 años trabajando en China. Desde
la primera entrega de máquinas en 1927 al Imperio del Centro hasta los éxitos actuales se recorrió un camino lleno de piedras. Roger Naef echa una mirada retrospectiva a una historia muy agitada.
EVENTS22 Récords mundiales textiles en la ITMA Asia
Verano 2008 en China: Por la primera vez fueran presentados los cuatro récords mundiales de Rieter en Shangai, en el nuevo centro de exhibición para la feria combinada CITME 08 e ITMA Asia 08.
CONTENIDO
Editor y Jefe de Redacción:Marketing Spun Yarn Systems,
Heiner Eberli
Copyright: © 2008 by Maschinenfabrik Rieter AG,
Klosterstrasse 20, CH-8406 Winterthur,
www.rieter.com, [email protected]
Reproducción permitida con autorización.
Ejemplares de prueba solicitados.
Realización y producción: Marketing Rieter CZ a.s., Pavel Bielik
Imprenta HRG s.r.o., República Checa
Grabado de la portada:Shanghai Skyline
©Istockphoto

3 Rieter . LINK 52 . 1 /2008
EDITORIAL
En los últimos años se vió claramente, que los mercados más importantes para la industria europea de maquina-ria textil se seguían desplazando a Asia. Así, el 80% de nuestras cifras de ventas en máquinas textiles se gene-ran en este continente. China, junto con India, es el mer-cado más importante. Se puede decir sin temor a la exa-geración, que en este año China e India organizaron las dos ferias más importantes para máquinas textiles al ni-vel actual de la técnica, la ITMA Asia en Shangai y la ITME India en Bangalore.
La 3ª. ITMA Asia, que tuvo lugar por vez primera en Shangai del 27 al 31 de Julio 2008, ha confirmado cla-ramente esa tendencia. A través de todo nuestro sector, previa apertura de la feria, se hacía la pregunta: ¿cómo resultará, después de la exitosa ITMA 07 en Munich?
Nosotros, Rieter Textile Systems, pudimos demostrar a nuestros visitantes procedentes de muchos países, pero especialmente de los mercados asiáticos, las innovacio-nes más recientes procedentes de nuestros departamen-tos de desarrollo. En el presente ejemplar de LINK les proporcionamos una breve mirada retrospectiva sobre lo más importante expuesto en Shangai. Pudimos de-mostrar a los expertos en hilandería que mejoramos aún más el éxito que tuvimos en el stand de Rieter en Mu-nich.
Para Rieter Textile Systems, China es, como toda Asia, desde hace décadas, un mercado muy importante, que representa además un reto especial dadas sus caracte-rísticas especiales con vista a la concepción y elabora-
ción de los productos y a su promoción de mercados. Desde siempre era nuestra meta principal colocar las ventajas de las soluciones de sistemas optimizados y orientados a la clientela en el centro de nuestros es-fuerzos dirigidos al mercado, lo que se confirmó en la pasada ITMA Asia.
En nuestro stand se exhibieron varias máquinas en su versión más reciente y que son parte de nuestra oferta de sistemas: entre otras la peinadora E 76 con su preparación de rollos de napa OMEGAlap perfec-tamente sintonizada. Aparte de la carda C 60 y de la máquina de hilar Comfor 45, exhibimos novedades en el sector de los manuares. Asimismo mostramos la versión mejorada de la máquina de hilar automá-tica con rotores R 40. Los hilos Comfo-Ro® produci-dos en élla gozan de una fama excelente en todos los mercados.
Hacia fines del 2008 se celebrará lo segunda gran feria del año en Bangalore (India). También en esta exposición Rieter podrá sorprender al mundo textil con novedades. Desde ahora nos alegramos de su visita. 8-103 •
Dr. Martin FoliniDirector de Grupo Comercial SYS [email protected]
4 Rieter . LINK 52 . 1 /2008
1 2
3 4
TECHNOLOGY
las, el camino apropiado es el uso del sistema de do-bles telas: por ejemplo, para vestimentas deportivas y similares, en las que el sudor puede causar proble-mas, una combinación de diferentes telas puede, por un lado, transportar la humedad desde el cuerpo a la capa externa (poliéster) y, por otro lado, lograr que la piel enfríe mejor (mezclas de viscosa o celulosa), al absorber esa humedad.
Propiedades de las fibras celulósicasLas fibras celulósicas tienen las mejores propieda-des anti-bacteriales, comparándolas con poliamida, poliéster, polipropileno y algodón. Además tienen una buena absorción de humedad y, dependiendo del tipo, una muy buena distribución de de la hume-dad. Así, Tencel® absorbe hasta un 50% más hume-dad que el algodón.
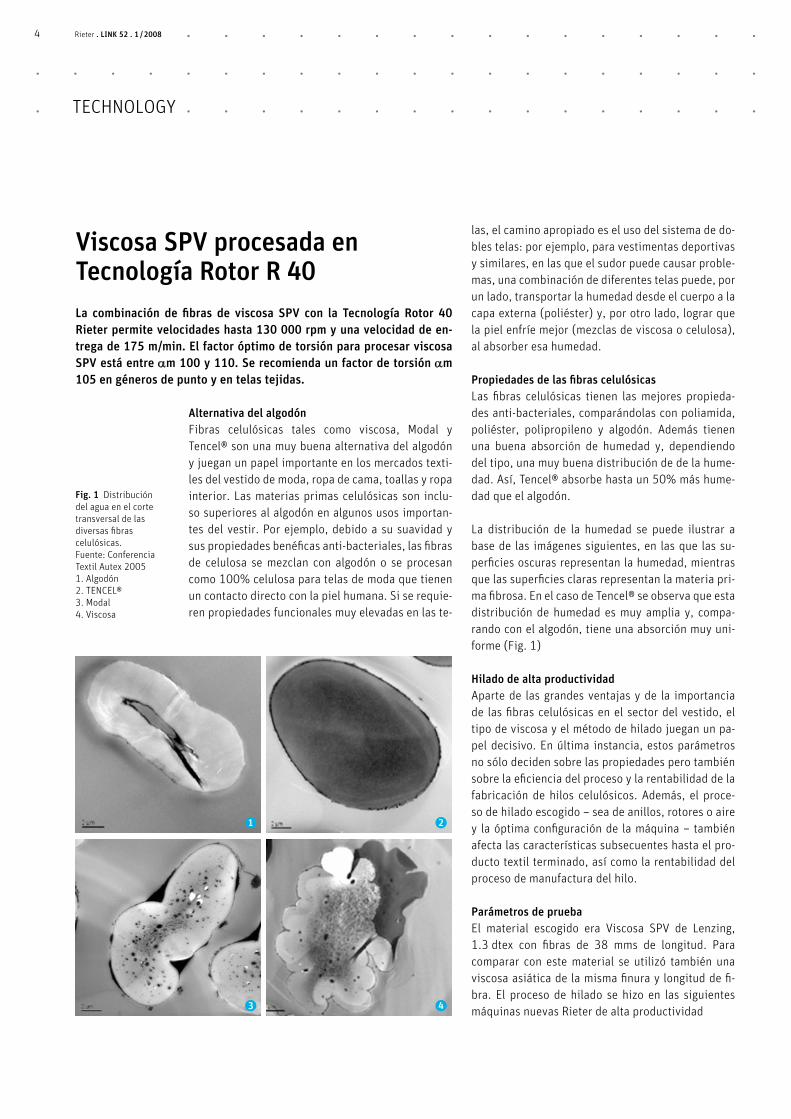
La distribución de la humedad se puede ilustrar a base de las imágenes siguientes, en las que las su-perficies oscuras representan la humedad, mientras que las superficies claras representan la materia pri-ma fibrosa. En el caso de Tencel® se observa que esta distribución de humedad es muy amplia y, compa-rando con el algodón, tiene una absorción muy uni-forme (Fig. 1)
Hilado de alta productividadAparte de las grandes ventajas y de la importancia de las fibras celulósicas en el sector del vestido, el tipo de viscosa y el método de hilado juegan un pa-pel decisivo. En última instancia, estos parámetros no sólo deciden sobre las propiedades pero también sobre la eficiencia del proceso y la rentabilidad de la fabricación de hilos celulósicos. Además, el proce-so de hilado escogido – sea de anillos, rotores o aire y la óptima configuración de la máquina – también afecta las características subsecuentes hasta el pro-ducto textil terminado, así como la rentabilidad del proceso de manufactura del hilo.
Parámetros de pruebaEl material escogido era Viscosa SPV de Lenzing, 1.3 dtex con fibras de 38 mms de longitud. Para comparar con este material se utilizó también una viscosa asiática de la misma finura y longitud de fi-bra. El proceso de hilado se hizo en las siguientes máquinas nuevas Rieter de alta productividad
Viscosa SPV procesada en Tecnología Rotor R 40
Fig. 1 Distribución del agua en el corte transversal de las diversas fibras celulósicas.Fuente: Conferencia Textil Autex 20051. Algodón2. TENCEL®3. Modal4. Viscosa
La combinación de fibras de viscosa SPV con la Tecnología Rotor 40 Rieter permite velocidades hasta 130 000 rpm y una velocidad de en-trega de 175 m/min. El factor óptimo de torsión para procesar viscosa SPV está entre αm 100 y 110. Se recomienda un factor de torsión αm 105 en géneros de punto y en telas tejidas.
Alternativa del algodónFibras celulósicas tales como viscosa, Modal y Tencel® son una muy buena alternativa del algodón y juegan un papel importante en los mercados texti-les del vestido de moda, ropa de cama, toallas y ropa interior. Las materias primas celulósicas son inclu-so superiores al algodón en algunos usos importan-tes del vestir. Por ejemplo, debido a su suavidad y sus propiedades benéficas anti-bacteriales, las fibras de celulosa se mezclan con algodón o se procesan como 100% celulosa para telas de moda que tienen un contacto directo con la piel humana. Si se requie-ren propiedades funcionales muy elevadas en las te-
5 Rieter . LINK 52 . 1 /2008
1
2
TECHNOLOGY
Carda C 60Manuar SB-D 15Máquina de hilar con rotores R 40Hilo No. ingl. 30/1 (No. metr. 50/1 = 20 tex).
En general, los hilos de viscosa producen una tela con tacto suave y flexible. Por el contrario, los hilos de rotor tienen, en general, un tacto más bien rígido, dada su estructura de “fibra envolvente”. La combi-nación de hilos de rotor y de viscosa da un toque perfecto al género. El resultado de esa combinación ideal entre materia prima y estructura del hilo OE son muy buenos valores de “pilling” y una alta ren-tabilidad, gracias a la alta velocidad de entrega que ofrece la tecnología del rotor.
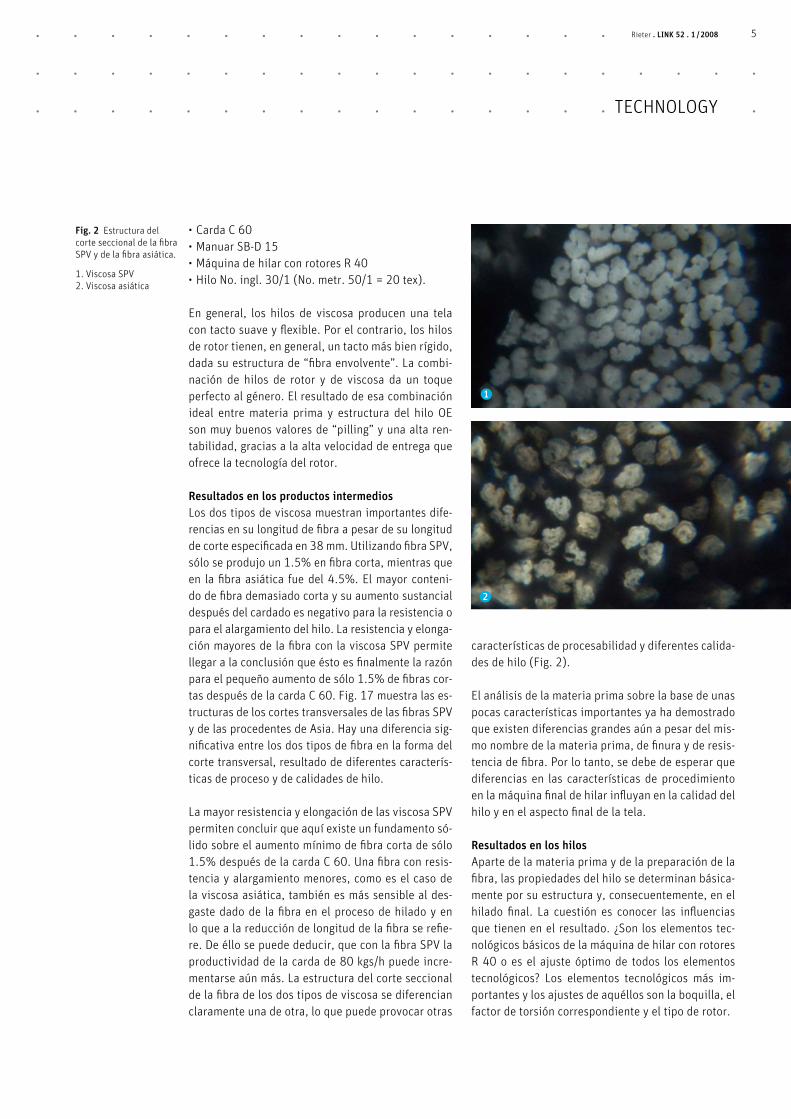
Resultados en los productos intermediosLos dos tipos de viscosa muestran importantes dife-rencias en su longitud de fibra a pesar de su longitud de corte especificada en 38 mm. Utilizando fibra SPV, sólo se produjo un 1.5% en fibra corta, mientras que en la fibra asiática fue del 4.5%. El mayor conteni-do de fibra demasiado corta y su aumento sustancial después del cardado es negativo para la resistencia o para el alargamiento del hilo. La resistencia y elonga-ción mayores de la fibra con la viscosa SPV permite llegar a la conclusión que ésto es finalmente la razón para el pequeño aumento de sólo 1.5% de fibras cor-tas después de la carda C 60. Fig. 17 muestra las es-tructuras de los cortes transversales de las fibras SPV y de las procedentes de Asia. Hay una diferencia sig-nificativa entre los dos tipos de fibra en la forma del corte transversal, resultado de diferentes caracterís-ticas de proceso y de calidades de hilo.
La mayor resistencia y elongación de las viscosa SPV permiten concluir que aquí existe un fundamento só-lido sobre el aumento mínimo de fibra corta de sólo 1.5% después de la carda C 60. Una fibra con resis-tencia y alargamiento menores, como es el caso de la viscosa asiática, también es más sensible al des-gaste dado de la fibra en el proceso de hilado y en lo que a la reducción de longitud de la fibra se refie-re. De éllo se puede deducir, que con la fibra SPV la productividad de la carda de 80 kgs/h puede incre-mentarse aún más. La estructura del corte seccional de la fibra de los dos tipos de viscosa se diferencian claramente una de otra, lo que puede provocar otras
••••
características de procesabilidad y diferentes calida-des de hilo (Fig. 2).
El análisis de la materia prima sobre la base de unas pocas características importantes ya ha demostrado que existen diferencias grandes aún a pesar del mis-mo nombre de la materia prima, de finura y de resis-tencia de fibra. Por lo tanto, se debe de esperar que diferencias en las características de procedimiento en la máquina final de hilar influyan en la calidad del hilo y en el aspecto final de la tela.
Resultados en los hilosAparte de la materia prima y de la preparación de la fibra, las propiedades del hilo se determinan básica-mente por su estructura y, consecuentemente, en el hilado final. La cuestión es conocer las influencias que tienen en el resultado. ¿Son los elementos tec-nológicos básicos de la máquina de hilar con rotores R 40 o es el ajuste óptimo de todos los elementos tecnológicos? Los elementos tecnológicos más im-portantes y los ajustes de aquéllos son la boquilla, el factor de torsión correspondiente y el tipo de rotor.
Fig. 2 Estructura del corte seccional de la fibra SPV y de la fibra asiática.
1. Viscosa SPV 2. Viscosa asiática
6 Rieter . LINK 52 . 1 /2008
900
850
800
750
70096 98 100 102 104 106 108 110 112
Mima 1 Mima 2 nano 4 nano 4
TECHNOLOGY
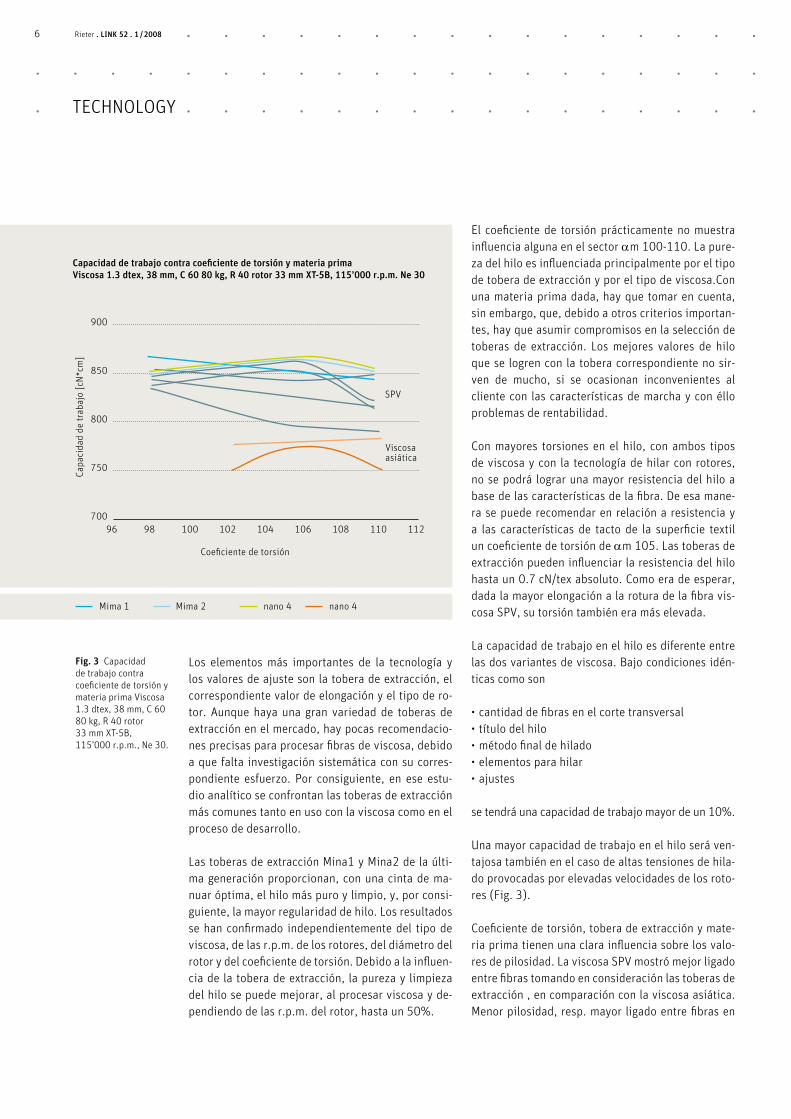
Fig. 3 Capacidad de trabajo contra coeficiente de torsión y materia prima Viscosa 1.3 dtex, 38 mm, C 60 80 kg, R 40 rotor 33 mm XT-5B, 115’000 r.p.m., Ne 30.
Capa
cida
d de
trab
ajo
[cN
*cm
]
Capacidad de trabajo contra coeficiente de torsión y materia primaViscosa 1.3 dtex, 38 mm, C 60 80 kg, R 40 rotor 33 mm XT-5B, 115’000 r.p.m. Ne 30
Coeficiente de torsión
Los elementos más importantes de la tecnología y los valores de ajuste son la tobera de extracción, el correspondiente valor de elongación y el tipo de ro-tor. Aunque haya una gran variedad de toberas de extracción en el mercado, hay pocas recomendacio-nes precisas para procesar fibras de viscosa, debido a que falta investigación sistemática con su corres-pondiente esfuerzo. Por consiguiente, en ese estu-dio analítico se confrontan las toberas de extracción más comunes tanto en uso con la viscosa como en el proceso de desarrollo.
Las toberas de extracción Mina1 y Mina2 de la últi-ma generación proporcionan, con una cinta de ma-nuar óptima, el hilo más puro y limpio, y, por consi-guiente, la mayor regularidad de hilo. Los resultados se han confirmado independientemente del tipo de viscosa, de las r.p.m. de los rotores, del diámetro del rotor y del coeficiente de torsión. Debido a la influen-cia de la tobera de extracción, la pureza y limpieza del hilo se puede mejorar, al procesar viscosa y de-pendiendo de las r.p.m. del rotor, hasta un 50%.
El coeficiente de torsión prácticamente no muestra influencia alguna en el sector αm 100-110. La pure-za del hilo es influenciada principalmente por el tipo de tobera de extracción y por el tipo de viscosa.Con una materia prima dada, hay que tomar en cuenta, sin embargo, que, debido a otros criterios importan-tes, hay que asumir compromisos en la selección de toberas de extracción. Los mejores valores de hilo que se logren con la tobera correspondiente no sir-ven de mucho, si se ocasionan inconvenientes al cliente con las características de marcha y con éllo problemas de rentabilidad.
Con mayores torsiones en el hilo, con ambos tipos de viscosa y con la tecnología de hilar con rotores, no se podrá lograr una mayor resistencia del hilo a base de las características de la fibra. De esa mane-ra se puede recomendar en relación a resistencia y a las características de tacto de la superficie textil un coeficiente de torsión de αm 105. Las toberas de extracción pueden influenciar la resistencia del hilo hasta un 0.7 cN/tex absoluto. Como era de esperar, dada la mayor elongación a la rotura de la fibra vis-cosa SPV, su torsión también era más elevada.
La capacidad de trabajo en el hilo es diferente entre las dos variantes de viscosa. Bajo condiciones idén-ticas como son
cantidad de fibras en el corte transversaltítulo del hilométodo final de hiladoelementos para hilarajustes
se tendrá una capacidad de trabajo mayor de un 10%.
Una mayor capacidad de trabajo en el hilo será ven-tajosa también en el caso de altas tensiones de hila-do provocadas por elevadas velocidades de los roto-res (Fig. 3).
Coeficiente de torsión, tobera de extracción y mate-ria prima tienen una clara influencia sobre los valo-res de pilosidad. La viscosa SPV mostró mejor ligado entre fibras tomando en consideración las toberas de extracción , en comparación con la viscosa asiática. Menor pilosidad, resp. mayor ligado entre fibras en
•••••
Viscosa asiática
SPV

7 Rieter . LINK 52 . 1 /2008
900
850
800
750
700
650
600
TECHNOLOGY
Fig. 4 Capacidad de trabajo contra r.p.m. del rotor y materia prima, Viscosa 1.3 dtex, 38 mm, C 60 80 kg, Ne 30, αm 105, tobera nano 4.
el cuerpo del hilo puede tener efectos positivos en la resistencia, torsión y capacidad de trabajo del hilo. Dependiendo de la aplicación en los procesos subse-cuentes a las que se somete el hilo, la menor pilosi-dad tiene una influencia positiva sobre el “pilling” y la abrasión de la fibra.
Velocidad del rotor, eficiencia y rentabilidadLas características físicas de la fibra, de su estructu-ra y finalmente del hilo pueden pronosticar que los límites de productividad pueden ser diferentes en la máquina de hilar final.
En la prueba realizada, se seleccionaron para ambos tipos de viscosa las toberas de extracción más conve-nientes para las condiciones de marcha de la máquina de hilar por rotores. En ese punto sólo hubo poco com-promiso en relación a la calidad del hilo. Independien-temente de la materia prima de viscosa, del coeficien-te de torsión, del tipo y diámetro del rotor, las toberas de extracción recién desarrolladas nano 4, Mima 1 y Mima 2 han demostrado ser las mejores. Consideran-do la pureza del hilo y algo de velocidad reducidad del
rotor, las toberas de extracción Mima1 y Mima2 die-ron valores extraordinariamente buenos.
Se logró una velocidad máxima del rotor de 130 000 rpm en la R 40 usando estas boquillas nue-vas, con 31 mm ∅ del rotor en combinación con vis-cosa SVP, tomando en consideración un factor bajo de rotura de hilo (<200 rot/fib por 1 000 horas de rotor). Es posible una velocidad aún mayor con un diámetro menor del rotor. Pero es importante con-siderar factores y características como es el tacto de la tela. Con la viscosa asiática, no se pudo lograr una velocidad del rotor superior a los 115 000 rpm con tolerancias aceptables de roturas, a pesar de un ro-tor más pequeño. Dependiendo de la combinación de materiales de viscosa, tecnología moderna de la maquinaria y finura del hilo, el ejemplo demuestra que el aumento en velocidad máxima del rotor puede fácilmente ser del > 13%.
La cuestión final son las diferencias claras en pro-ductividad en la máquina de hilar con rotores con los tipos diferentes de viscosa. Los tipos de boquilla ya fueron determinados como la boquilla óptima in-dependiente del tipo de viscosa. Antes de que esta pregunta quede finalmente contestada dentro del contexto de este estudio, propiedades del hilo tales como resistencia, alargamiento, pilosidad y capaci-dad de trabajo deberían de ser consideradas primero en relación con la velocidad del rotor:
Como evidencian las características de las fibras, la viscosa SVP tiene más resistencia y elongación, un porcentaje considerablemente menor en fibras cor-tas y una fibra más larga en promedio. Por otra par-te, las fibras se integran mejor en el hilo, lo que se refleja en una pilosidad más baja, una propiedad que también influye positivamente en la resistencia y la elongación del hilo. Resistencia y alargamiento dis-minuyen como resultado de la tensión del hilo dada la velocidad más alta del rotor y la tensión de hilado. La pérdida de alargamiento en el hilo afecta más con esta materia prima que la pérdida de resistencia. La resistencia del hilo y su elongación disminuyen a consecuencia de la mayor velocidad de los rotores y de la mayor tensión de hilado. La pérdida de torsio-nes en el hilo tiene un mayor efecto que la pérdida de resistencia. Estas características del hilo afectan
115000 120000 125000 130000
Capa
cida
d de
trab
ajo
[cN
*cm
]
33-er Rotor Viscose Asien
Capacidad de trabajo contra r.p.m. del rotor y materia primaViscosa, 1.3 dtex, 38 mm, C 60 80 kg, Ne30, αm 105, tobera nano 4
Velocidad rotor (r.p.m.)
rotor 33 XT-5B - SPV rotor 31 XK-5B - SPV
r.p.m. máx. p viscosa asiática r.p.m. máx. para SPV

8 Rieter . LINK 52 . 1 /2008
TECHNOLOGY
la capacidad de trabajo en el hilo. Por lo tanto, las propiedades mencionadas influyen en la capacidad de trabajo del hilo. Lo conspicuo es que la velocidad máxima del rotor se produjo, en ambos casos, con la misma capacidad de trabajo de cada viscosa selec-cionada. (Fig. 4.)
Esto demuestra que la velocidad máxima del rotor depende esencialmente de la capacidad de trabajo, para poder manejar la tensión que va en aumento con el aumento de la velocidad del rotor. Eso es, bajo condiciones generales idénticas como
finura del hilofactor de torsiónboquilla óptima para velocidades altasfinura de fibrasfibra cortada.
El límite previo a la rotura del hilo es el menos de-pendiente de los factores de materiales adicionales siguientes, o la causa de velocidades máximas dife-rentes de los rotores, en este estudio entre los dos tipos de viscosa:
resistencia de la fibraalargamiento de la fibracontenido de fibra corta o fibra promediocapacidad de la fibra para integrarse en el hilo (rigidez de la fibra)
Aparte de las velocidades máximas de los rotores, no se debería de olvidar que con velocidades más altas empeoran los valores del hilo. Hay por lo menos tres razones que son la causa:
1. La velocidad más alta del rotor produce una rela-ción diferente de velocidades entre la salida del ci-lindro abridor (VA) y la pared del rotor (VR).
2. La relación aumentada de entrega de fibras por unidad de tiempo conduce a una mayor desorienta-ción en el canal de guía de la fibra.
3. La velocidad más alta del rotor causa una mayor tensión de hilado y, por consiguiente, una mayor fricción en la bobina de hilo y en los elementos que forman parte del proceso de hilado.
•••••
••••
Además, el diámetro y densidad del hilo crecen con la mayor velocidad del rotor por acción de la fuer-za centrífuga. Valores como diámetro y densidad del hilo, con una finura constante del hilo, afectan el tac-to y el efecto de cobertura de la tela. Las velocidades de los rotores afectan, por lo tanto, las propiedades del hilo y del género textil, además de los costes de producción. El siguiente ejemplo muestra una reduc-ción del 20% (aprox.) en costes de producción en-tre las velocidades de rotores comprendidas entre de 110 000 y 150 000 rpm.
ResúmenCombinando las fibras de viscosa SPV con la Tecno-logía Rotor R 40 Rieter se pueden lograr velocida-des de rotores hasta 130 000 rpm y velocidades de entrega hasta 175 m/min. El factor óptimo de tor-sión para procesar viscosa SPV está entre αm 100-110. Sobre la base de las propiedades de hilo obte-nidas se puede recomendar un factor de torsión de αm 105 tanto para géneros de punto como para te-las tejidas. Para procesar viscosa en la máquina de hilar R 40 con rotores, se ha comprobado que boqui-llas como las nano 4, Mima 1 y Mima 2 son óptimas en lo que a velocidad de rotores y a la calidad del hilo se refiere. Si se compara con otras fibras de vis-cosa del mercado asiático, esto corresponde a una ganancia en producción de aprox. 13%, lo que resul-ta en una disminución de costes de producción del hilo de aprox. 20%. El estudio completo está dispo-nible mencionando al artículo 8-105 al Departamen-to de Promoción de Mercados.
Frente a otra fibra de viscosa comparable y que se encuentra en el mercado asiático, éllo corresponde a una ganancia en producción de aprox. 13%, por lo que los costes de fabricación del hilo pueden re-ducirse de aprox. 20%. Un resúmen del estudio SYS Tecnología Y/YP/TIS 22419 se puede obtener bajo Ref. 8-105 en el Departamento de Marketing. 8-105 •
Harald SchwipplDirector de Tecnología Rieter Spun Yarn System Winterthur [email protected]

9 Rieter . LINK 52 . 1 /2008
PRODUCT NEWS
El nuevo manuar compacto SB-D 11
cambio automático de botes garantiza una elevada autonomía de marcha. El depósito de botes puede cargar hasta dos botes vacíos, dependiendo de sus tamaños. Tamaños grandes de botes hasta 1 000 mm ∅ en la entrada y en la salida permiten eficiencias superiores al 90%.
Calidad mediante la técnica moderna de trenes de estirajeCon más de 25 000 manuares surtidos a todo el mundo, Rieter cuenta con una amplia experiencia en la construcción de trenes de estiraje. El tren de esti-raje inclinado 3 sobre 3 (Fig. 3), con su bien proba-da geometría de los cilindros, garantiza los mejores valores de calidad al nivel de la generación D 40. El cilindro inferior con un acanalado de alta precisión, así como una varilla de presión con perfil especial en el campo principal de estiraje, garantizan una con-ducción exacta de las fibras. Los diámetros grandes de los cilindros superiores (comparados con los de la competencia) aseguran las mejores característi-cas de marcha, con temperatura de los cilindros y tiempos de permanencia mínimos.
El dispositivo aspirador garantiza cintas limpias y reduce las intervenciones del operario. A ciertos in-tervalos se desprenden cuchillas de limpieza de los cilindros superiores, con lo que las impurezas acu-muladas y las fibras cortas van directamente a la as-piración. El enhebrado neumático del velo facilita al operario volver a insertar la cinta. Cintas de fibras químicas y sus mezclas requieren de un dispositivo
Fig. 1 RSB-D 11 – el nuevo manuar sin reglaje hasta 1 100 m de velocidad de entrega.
SB-D 40
SB-D 11
-42%
Fig. 2 El manuar de una cabeza más corto en el mundo.
SB-D 11 es el nuevo manuar de una cabeza sin reglaje para velocidades de entrega hasta 1 100 m/min. El manuar de una salida más corto del mundo impresiona por su construcción compacta, por la excelente calidad de la cinta y por la baja inversión por kg de cinta.
La mayor tendencia hacia las mezclas de fibras exige una mayor cantidad de pasajes de manuar en la hi-landería y por consiguiente una superficie requerida. Estas fueron las metas propuestas al desarrollar la construcción compacta del SB-D 11 (Fig. 1).
El manuar de una cabeza más corto del mundoLa máquina es un 42% más corta comparada con el manuar SB-D 40. De ese modo, el SB-D 11 es el ma-nuar de una cabeza más corto del mundo (Fig. 2). Gracias a su construcción compacta se obtienen me-nores costes de inversión para máquina, edificio, cli-matización e iluminación.
Velocidad de entrega y eficiencia altasEl nuevo desarrollo del SB-D 11 está exactamen-te sintonizado con su velocidad de entrega de 1 100 m/min aplicado en línea con el RSB-D 40. El

10 Rieter . LINK 52 . 1 /2008
PRODUCT NEWS
separador de cintas. La SB-D 11 resuelve esta tarea sin dispositivos mecánicos o accionamientos suple-mentarios. La parte delgada producida entre tren de estiraje y calandra de entrega es alimentada hasta por debajo del plato giratorio y se rompe con el cam-bio de botes. El sistema separador de cintas (paten-tado) es equipo estándar de la máquina.
Calidad mediante plato giratorio CLEANcoilCon velocidades altas, el depósito de cintas tiene una importancia decisiva para la calidad. Aquí se utiliza el bien probado plato giratorio CLEANcoil. El CLEAN-coil garantiza un depósito sin estirajes falsos gracias a la geometría (patentada) del canal de cintas. Me-diante la estructura alveolar especial en la parte infe-
rior del plato giratorio, el ciclo de limpieza se alarga hasta siete días, incluso con tipos críticos de fibras químicas.
Alimentación innovadora de la cinta para botes de entradaLos cilindros accionados de alimentación son ejecu-ción estándar en la SB-D 11. Para trabajar con botes de 1 000 mm ∅ se utiliza, como en la (R)SB-D 40, una alimentación de cintas diseñada especialmente para esta aplicación. Un anillo de guía suplementa-rio por encima del centro del bote asegura hasta el último metro un tiraje céntrico de las cintas sin esti-rajes falsos y sin interrupciones, lo que mantiene la eficiencia alta y evita restos de cinta en los botes.
Ventajas gracias a botes grandes de salidaLos manuares de cabezas dobles, de construcción asiática, sólo pueden llenar botes de máximo 500 mm o, excepcionalmente, de 600 mm ∅. La SB-D 11 permite el uso de botes con 1 000 mm ∅ y de 1 500 mm de altura. Esto representa por año y SB-D 11 has-ta 200 000 menos transportes de botes y alimenta-dores de cintas y, por consiguiente, ventajas conside-rables en calidad y para el personal. Botes grandes y grandes cantidades de llenado son asimismo impor-tantes en las etapas de proceso posteriores, p. ej., en la preparación del peinado. Se incrementa la eficien-cia productiva del OMEGAlap de un 8% utilizando bo-tes de 1 000 mm ∅ en lugar de botes de 500 mm ∅.
Versatilidad elevadaLa SB-D 11 utiliza los mismos cilindros superiores y los mismos platos giratorios que la (R)SB-D 40, lo que eleva la versatilidad y disminuye los costes de almacenajes. Gracias a su construcción compacta, la SB-D 11 impresiona por su accesibilidad, gracias a lo cuál se facilitan mucho las tareas de operación, ajustes y mantenimiento, rápidas y sencillas (Fig. 4). Además el montaje y puesta en marcha se hace de forma simple y en muy poco tiempo. 8-106 •
Fig. 3 La mejor calidad mediante tren de estiraje compacto Rieter.
Fig. 4 La buena accesibilidad facilita los trabajos de operación y mantenimiento.
Jürgen MüllerDirector de producto “Manuar” Rieter Ingolstadt GMBH Ingolstadt [email protected]
11 Rieter . LINK 52 . 1 /2008
PRODUCT NEWS
Alta productividad gracias a los hilos de rotor ComfoRo®El hilado con rotores es un método para hilar muy versátil en relación a posibles finuras y materiales de fibras. Producir económicamente hilos de algodón, de viscosa o de fibras químicas con finuras de Ne 3 a Ne 60, se logra sin problemas en la R 40 Rieter para hilar con rotores.
Óptimo para el uso finalLos hilos fabricados en la máquina de rotores R 40 tienen los empalmes idénticos al mismo hilo, y ofre-cen un nivel de calidad que proporciona ventajas que van hasta el producto final. En concordancia con su uso final, los hilos ComfoRo® se pueden hilar óp-timamente. La resistencia del hilo en sí es alta y a penas muestra variaciones. El procesamiento en las etapas siguientes se lleva a cabo sin interrupciones. Por eso la productividad en las etapas siguientes es más alta y los operarios pueden supervisar un mayor número de máquinas. Los géneros hechos con hilo ComfoRo® de rotores tienen menos defectos que otros hilos, una superficie uniforme y un tacto agra-dable (Fig. 1).
Alta productividad con todos los títulos y materialesLas ventajas que tiene el hilado con rotores de fi-bras cortas y de longitudes disparejas se presen-tan sobretodo con el algodón. La tecnológicamente avanzada R 40, con su caja de hilado SC-R, ofrece la mejor calidad y un carácter ideal del hilo. Las aplica-ciones de la mayoría de los hilos procedentes de la R 40 van desde los hilos gruesos para “denim” con finuras de Ne 5 a Ne 12, pasando por hilos para toa-llas de Ne 12 a Ne 16, hilos para tricotar para ves-timenta deportiva y para tiempo de ocio de Ne 18 a Ne 24, hasta los hilos para géneros de punto Ne 30 y más finos.
Hilos para denimLa R 40 trabaja muy rápida con hilos para denim, pues tanto fábricas de tipo vertical como hilande-rías que venden sus hilos producen hoy en día el hilo Ne 10 a una velocidad de entrega de más de 230 m/min. Los rotores TC, con su ranura especial-mente diseñada para denim, garantizan un hilo dócil a muy alta producción. Estos hilos, con poca tenden-cia al rizo, trabajan de forma óptima en los procesos posteriores de manufactura, como, p. ej., en la tintu-ra de madejas. Sobretodo el abrir las madejas siem-pre es crítico después del teñido, pero en este caso se vuelve fácil y no causa paros.
Tejidos de rizoPara tejidos de rizo las exigencias son variables: el hilo para el fondo tiene que tener una pilosidad baja y una resistencia alta, ya que está sometido a esfuer-
Fig. 1 La elaboración de productos de alta calidad hechos con hilos de rotor puede optimizarse aún más con R 40 y ComfoRo®.
Para adaptarse a las diversas aplicaciones se dispo-ne de una gran cantidad de componentes tecnológi-cos: rotores desde 26 a 57 mm ∅, con los diseños más diversos de ranuras. Diversas toberas de extrac-ción para influenciar la pilosidad, el carácter del hilo o su resistencia amplían estas posibilidades. Dife-rentes tipos de cilindros disgregadores para diferen-tes materias primas y sus mezclas, así como efectos irregulares en el hilo redondean la versatilidad del campo de aplicaciones. Además, para intervenir en la estabilidad de hilado están disponibles diferentes elementos “TWISTstop”. De esta manera se garanti-za la necesaria estabilidad de hilado, precisamente con las torsiones más bajas para hilos para tricotar.
12 Rieter . LINK 52 . 1 /2008
PRODUCT NEWS
Fig. 2 ComfoRo® para tejidos de rizo.
zos importantes. Hilos de la R 40 pueden suplantar sin problema a hilos de continua con anillos, incluso en parte a hilos retorcidos, gracias a que la calidad de los empalmes es sobresaliente y la resistencia es constante.
Hilos de trama con una buena pilosidad básica, que en máquinas de tejer con aire comprimido gastan un mínimo de aire, se pueden hilar en la R 40 con la to-bera de extracción KS-NX. Produce una buena pilosi-dad en la gama de 1-2 mm, evitándose fibras largas desprendidas (Fig. 2).
El bucle (rizo) representa un reto para cualquier hilo. Para un buen bucle recto el hilo no debe de ser rebelde ni agresivo. Aquí también el rotor TC tiene sus ventajas. Gracias a la geometría especial de las ranuras se obtiene un hilo dócil, incluso a velocida-des más altas. Las fibras se entrelazan bien, de modo que no se pierden fibras ni en el lavado, ni en el aca-bado ni en el uso diario. El aspecto del género man-tiene su alta calidad claramente apreciable.
Hilos para tricotarLa R 40 es bien conocida para la fabricación de alta producción de hilos suaves para géneros de punto. Una R 40 con 500 posiciones produce por hora el hilo Ne 24 para 400 camisas sport o Ne 30 para 480
camisetas. Gracias a su perfecto comportamiento de marcha en el tricotaje y su acabado sencillo, se pue-den fabricar artículos tricotados de alta calidad a pre-cios bajos, una de las razones por las cuáles Rieter es líder en el mercado de Turquía con sus R 40 de 500 cajas SC-R de hilado.
Hilos de viscosaDesde que se introdujo, uno de las especialidades de la R 40 es el hilado de viscosa. Hilos Ne 30 se pro-ducen comúnmente con velocidades de entrega de 185 m/min y más altas, con rotores de 31 mm. Ac-tualmente se está probando un rotor de 29 mm desa-rrollado especialmente para hilar viscosa a muy altas velocidades de rotor. Permite una mayor productivi-dad con el mismo consumo de energía. Clientes para esta ejecución se encuentran en todo el mundo, des-de Brasil pasando por Europa y Turquía, hasta India, Indonesia y Vietnam.
Fibras químicasAumenta la demanda por hilos de alta calidad de po-liéster, p. ej., para usos técnicos. También en este caso la R 40 muestra sus ventajas: con una abridora especial para la preparación de fibras químicas, el SPEEDpass y la tobera de extracción Mima1, se dis-pone de un equipo completo para el hilado exitoso de fibras de poliéster en la R 40. Se evitan los depó-sitos de avivaje durante el proceso de hilado o, por lo menos, se minimizan. Tampoco fibras especiales de poliéster, como, p. ej., acabados para pilosidad reducida, anti-alérgicas (con iones de plata) o no in-flamables, son problema para la R 40 equipada con las cajas SC-R. Una regularidad del hilo hasta la fe-cho no alcanzada y las resistencias más altas carac-terizan los hilos ComfoRo® de poliéster.
Tratamientos posteriores rentablesLos hilos ComfoRo® se caracterizan por su marcha sin interrupciones en los procesos posteriores. Los hilos de la R 40 han pasado por los purgadores de hilo más modernos para detectar defectos. El parafi-nado con bloques de cera especialmente grandes se aplica uniformemente y disminuye el factor de roce del hilo. Las bobinas grandes de hasta 6 kgs pasan de la R 40 directamente a las máquinas de género de punto, evitándose un rebobinado dañino. Lo anterior se hace necesario en otros procedimientos de hila-

13 Rieter . LINK 52 . 1 /2008
AEROpiecing
Conventional automated piecing
Both yarns: Count Ne 30, Twist multiplier αe = 4.6
10.6 cm
Piecing continues
Start End
Scale 2 mm
PRODUCT NEWS
Fig. 3 La tecnología AEROpiecing de la R 40 es la responsable de un hilo casi sin defectos.
Stefan Weidner-BohnenbergerDirector Product Management Rotor Rieter Ingolstadt GmbH [email protected]
do, para limpiar el hilo de defectos, para parafinar-lo o para obtener grandes metrajes en los paquetes. ComfoRo® baja los costes de operación, aumenta la eficiencia de la máquina y su producción.
En la preparación de urdimbres. las longitudes exac-tas de las bobinas de la R 40 son ideales para las file-tas de urdido. Las bobinas se pueden desenrollar per-fectamente desde cualquier fileta de la generación que sea, a velocidades entre 600 y 1 100 m/min. Gracias a los metrajes enrollados con precisión, prácticamente no quedan restos de hilo en las bobi-nas. Las tejedurías se ahorran un rebobinado caro y las pérdidas de hilo restantes en las bobinas.
Mediante medios apropiados de hilado, la pilosidad es ajustable de forma selectiva en la ComfoRo®. Así se consumen menos productos de engomado y abrir los hilos en el campo de separación después de apli-carles la goma se hace con éxito, incluso a velocida-des de 70 m/min.En el caso de las máquinas de tejer con toberas de aire, la pilosidad definida de los hilos reduce los costes de energía durante la inserción de la trama. Son muy pocos los paros causados por la inserción de la trama, y lo mismo se refiere a paros en urdimbre. Por consiguiente, se pueden asignar un mayor número de máquinas de tejer por tejedor. Los hilos de rotor ComfoRo® se caracterizan, por la re-ducción de fibra volátil y de desprendimiento de fi-bras durante los cambios de calada y la batida del peine, lo que permite intervalos más largos de mante-nimiento y, por lo tanto, mayor producción (Fig. 3).
Conocimientos técnicos (‘know how’) para el acabadoEn Europa y América, los acabadores tienen mucha experiencia en la tintura de géneros hechos con hilos de rotor. Se conocen las recetas con máquinas, pro-ductos químicos, tiempos y temperaturas, para ha-cer resaltar un tacto específico, así como para refor-zar las propiedades de uso.
Sin embargo, si telas hechas con hilos de rotor se tra-tan sin este conocimiento técnico de la misma mane-ra que tejidos con hilos de continua de anillos, pue-den resultar artículos de menor calidad. Junto con sus asociados, Rieter puede ofrecer sus conocimien-tos desde la fibra hasta el hilo y, más allá, hasta el material acabado. Bajo el título “ComfoRo” Rieter colabora con expertos internacionales en prepara-ción de urdimbres, telas tejidas y géneros de pun-to y en acabados. Estos colaboradores expertos in-dican cómo debe de configurarse de modo óptimo el siguiente proceso para los hilos de rotor. La asesoría puede llevarse a cabo directa y localmente, siempre y cuando se considere necesario. Con estas sólidas alianzas, los usuarios tienen en sus manos la clave del éxito y la ventaja sobre la competencia. 8-107 •

14 Rieter . LINK 52 . 1 /2008
PRODUCT NEWS
Continua de hilar y máquina compacta más larga del mundoDespués de las primeras experiencias acumuladas, las primeras instala-ciones con continuas de hilar con anillos G 35 y las máquinas ComforS-pin K 45 satisfacen las grandes expectativas en la práctica industrial. Logran nuevas dimensiones en lo referente a constancia de calidad, comportamiento de marcha, versatilidad y rentabilidad.
Tecnología de la máquina ComforSpin K 45Las buenas experiencias hechas mundialmente con más de 2 millones de husos ComforSpin han refor-zado la confianza en la solución con cilindros metáli-cos perforados (Fig. 1). Sin embargo, se observó que se podían optimizar las boquillas de aspiración y la conducción del aire en la unidad compactada. Para la nueva generación de máquinas, las partes tecno-lógicas de ese sector fueron sometidas a nuevos de-sarrollos. Las boquillas de aspiración se rediseñaron completamente y fueron mejoradas desde el punto de vista aerodinámico (Fig. 2).
Tanto la máquina convencional como la máquina compacta se construyen con ecartamientos los hu-sos de 70 ó 75 mm. Ambos ecartamientos están pre-vistos para una gama amplia de títulos de hilos:
Ecartamiento 70 mm: Ne 12 – 160Ecartamiento 75 mm: Ne 4.5 – 100 (K 45 ab Ne 10)
Sector de hilos gruesosGracias a la disposición especial de la husada y de las canillas en el sistema de transporte SERVOdisc la máquina con 75 mm de ecartamiento y anillos hasta 54 mm se puede aprovechar al máximo (Fig. 3). El peso máximo por husada está en 155 grs. Ello es es-pecialmente importante para los fabricantes de hilos para el Denim.
Óptima disposición de la hilanderíaPara reaccionar con rapidez y versatilidad en el mer-cado del hilo, se planean muchos proyectos nuevos de instalaciones combinando máquinas de anillos
Fig. 1 Las buenas experiencias hechas mundialmente con más de 2 millones de husos ComforSpin con tecnología K 45 han reforzado la confianza en la solución con cilindros metálicos perforados.
Fig. 2 Para la nueva generación de máquinas ComforSpin K 45 boquillas aspiradoras y de la conducción del aire en la unidad compactada fueron sometidas a nuevos desarrollos tecnológicos.
En Link 50 se presentaron por primera vez y con todo detalle la continua de hilar con anillos G 35 y la má-quina ComforSpin K 45. El artículo informa prime-ro sobre aspectos técnicos y tecnológicos, y luego se describen las experiencias hechas en producción in-dustrial con las primeras instalaciones.
Tecnología de la continua de hilar con anillos G 35Los desarrollos tecnológicos progresivos en la con-tinua de anillos convencional G 35 se concentraron en la optimización de la geometría de hilado, con la meta de mejorar la estabilidad de hilado y el com-portamiento de marcha. Con la nueva disposición de la jaula en el tren de estiraje así como mediante adaptaciones en los ángulos de hilado y acortando el curso del guía-hilos se han logrado estas metas.

15 Rieter . LINK 52 . 1 /2008
PRODUCT NEWS
hilos a lo largo de cada lado de la continua significa, en una instalación de 10 continuas de hilar con ani-llos con 1 632 husos c.u., un recorrido de 1 200 m lineales para el operario. Con el sistema de control individual de los husos ISM (Individual Spindel Mo-nitoring) se conduce al operario mediante un siste-ma de guía de 3 pasos, que son los siguientes:
Paso 1: señal óptica al pié y a la cabeza de la máquina Paso 2: señal óptica de la secciónPaso 3: señal óptica del huso – luz parpadeante = huso “lento” luz fija (permanente) = hilo roto
Con la instalación arriba mencionada se reduce el camino por rotura de hilo en 42 m de promedio. La rentabilidad del ISM queda probada con un operario con menor carga de trabajo y con la eficiencia pro-ductiva más elevada de la máquina. Para el hilande-ro que produce hilos de alta gama, las posibilidades de análisis estadístico y el aspecto calidad, como, por ejemplo, la rápida detección de husos problemá-ticos, tienen mucha importancia.
Informes sobre experienciaCon la impresión de la presente edición de LINK se habrán entregado ya unas 300 máquinas largas en-tre continuas de anillos y máquinas ComforSpin. De éstas ya hay más de 200 en operación industrial.
Continuas de hilar G 35 con anillosLa primera instalación con 42 continuas G 35 se puso en operación a principios del 2007 en Co-rea del Sur, con Ilshin en Gwangju. La instalación completa Rieter para hilos peinados produce hilos Ne 20 - Ne 40.
Con máquinas de más de 62 metros de longitud lla-ma la atención que, allá dónde hace unos pocos años, estaba colocado el cabezal de la máquina con 800 husos, ahora, con 1 632 husos, hay en el centro de la máquina un accionamiento adicional del tren de estiraje. Rieter, para reducir la torsión de los ci-lindros, se ha decidido por colocar un accionamiento del cilindro inferior medio en el centro de la máqui-na. En la práctica este accionamiento ha contribui-do de manera esencial a la estabilidad del hilado y
Fig. 3 Gracias a la disposición especial de husadas y canillas en el sistema de transporte SERVOdisc, en el sector de los hilos gruesos se puede aprovechar al máximo la máquina con 75 mm ecartamiento y anillos de 54 mm.
Fig. 4 Con control ISM individual de los husos, se reduce el camino por rotura de hilo en un promedio de 42 m.
convencionales con máquinas compactas. Esta ten-dencia impulsó a Rieter de prever la máxima canti-dad de husos en la máquina compacta. Ya en las pri-meras instalaciones hay máquinas largas G 35 junto a la máquina compacta K 45 más larga del mundo con 1 632 husos.
Control ISM individual de los husosCuanto más larga la máquina, tan importante es un sistema de control individual de los husos así como una conducción eficiente del operario (Fig. 4). El pa-trullaje periódico de control para reparar roturas de

16 Rieter . LINK 52 . 1 /2008
180
160
140
120
100
80
60
40
20
00 100 200 300 400 500 600 700 800
272523211917151311
97
PRODUCT NEWS
Fig. 5 La primera instalación con 42 continuas de hilar con anillos G 35 y 70 000 husos se puso en operación a principios del 2007 en Corea del Sur con Ilshin en Kwangju. En la foto, la G 35 con 1 632 husos. Foto cedida amablemente por ILshin.
Volu
men
fluj
o [l
itro
s/m
inut
o]
Canal de succión en punto de compactación “flor” (flujo)
Flujo de volumen K 45 (1 632 Husos)
Resi
sten
cia
del h
ilo e
n cN
/tex
y C
V (C
oefic
ient
e de
Var
iaci
ón)
en %
Huso No. 1 Huso No. 816 Huso No. 1 632
K 45: Medicionessobre longitud de máquinaNe 30, 100% algodón peinado
Regularidad del hilo
Pilo
sida
d U
ster
Pilosidad del hiloResistencia del hilo
al buen comportamiento de marcha. Ilshin produce Ne 40 con 22 000 rpm de los husos. La frecuencia de roturas en mudada (“doffer”) y en husos trabajando es muy baja y están incluso por debajo de las expec-tativas de Ilshin.
Máquina de hilar ComforSpin K 45Un aspecto frecuentemente cuestionado por espe-cialistas, en el caso de máquinas de más de 60 m de largo, se refiere a mantener constante el flujo de vo-lumen en los tubitos de aspiración para los restos de hilo y especialmente en los tubitos de aspiración de las posiciones de compactación. En la hilandería tur-ca Topkapi se midieron las condiciones del canal de aspiración en una K 45. La Fig. 6 muestra en la cur-va superior (azul) el ascenso aerodinámico del flujo de volumen sobre toda la longitud del canal. La cur-va inferior (marrón) muestra los valores sacados de la práctica industrial de los flujos de volumen en los tubitos de aspiración de la compactación. El ascenso es paralelo a la curva superior, pero se mantiene en un nivel constante sobre todo el largo de la máquina mediante medidas especiales en los puntos de aspi-ración. La Fig. 7 muestra los resultados de los hilos, medidos en una máquina ComforSpin de 1 632 hu-sos en Topkapi. La regularidad, la resistencia y la pi-losidad del hilo se mantienen casi constantes entre la primera y la última sección.
Nuevas parámetros de calidadCon la nueva generación de continuas de hilar con anillos Rieter, las hilanderías obtienen nuevos parámetros en relación a constancia de calidad, características de marcha, versatilidad y economía. En la práctica se demuestra que las medidas mecáni-cas y aerodinámicas se encargan de proporcionar las mismas condiciones de hilado para todos los 1 632 husos. 8-108•
Bert RuschRieter Spinning Systems Winterthur [email protected]
Fig. 6
Fig. 7
54.543.532.521.510.50

17 Rieter . LINK 52 . 1 /2008
PRODUCT NEWS
Mayor comodidad gracias a piezas de recambio originales
Fig. 1 Segura, rápida y única. La mudada sin enrollado en la base con el SERVOgrip.
En los tiempos acelerados que vivimos, partes o componentes se sustitu-yen con rapidez y se cambian por soluciones más modernas. Es decisivo implantar la nueva solución a tiempo. Así se evitan interrupciones de pro-ducción no previstas y prolongadas. Rieter informa a tiempo a sus clien-tes y ofrece los productos requeridos correspondientes.
Seguridad operativa e incremento de la producciónCon mayor producción, la carga en ciertas piezas de la máquina aumenta, y al no ser observada, puede acabar en un mayor desgaste y costes de operación más elevados. Por otro lado, el esfuerzo, p. ej., a cau-sa de un paro de emergencia, puede conducir a un trabajo tan excesivo como innecesario y finalmente a un mayor desgaste de la instalación. Sin embargo, cualquier problema tiene una solución tan correcta como segura. Algunos ejemplos:
Recubrimiento XR de cilindros disgregadores Rieter“XR” significa EXTRA RESISTANT. Este “EXTRA” se logra con capas nano-estructuradas de los cilindros disgregadores (Fig. 2). Las pruebas de desgaste en cilindros disgregadores con recubrimiento DN mues-tran claramente la problemática que aparece proce-sando fibras sensibles de poliéster (PET): tan pronto como la capa de níquel del recubrimiento DN haya disminuido a un cierto grosor, y la capa – relativa-mente áspera- de diamante aparece en la superficie, los cilindros disgregadores se vuelven inservibles. La superficie áspera causa un peor comportamien-to de marcha, más polvo en el hilado y mayores da-ños a la fibra. Se producen depósitos más grandes y problemas de acumulación de polvo en los procesos siguientes. Los cilindros disgregadores DN deben de reemplazarse, por lo tanto, cuando la capa de níquel se haya desgastado, sin que la capa diamantada se haya dañado todavía.
Fig. 2 Recubrimiento XR (EXTRA RESISTANT) para cilindros disgregadores Rieter.
Aparte de la venta de máquinas nuevas, Rieter se de-dica intensamente a desarrollos progresivos en má-quinas de generaciones anteriores. Así se mejoran de manera decisiva productividad, calidad, compor-tamiento de marcha, facilidad operativa y rentabi-lidad.
Adaptación a las necesidades del mercado El desarrollo en la construcción de de maquinaria textil es vertiginoso: partes o componentes deben de ser relevados y sustituidos a tiempo, para evitar pa-ros imprevistos y prolongados en la producción. Para mantenerse competitivo, se requiere calidad, opti-mización de procedimientos y economía en costes. Con mejoras constructivas, nuevas tecnologías y mo-dernizaciones en máquinas existentes, Rieter ofrece la posibilidad de adaptar continuamente el parque de maquinaria al nivel de la actualidad (Fig. 1). La información ininterrumpida al cliente le proporciona la certeza de poder producir siempre la mejor cali-dad posible del hilo.

18 Rieter . LINK 52 . 1 /2008
PRODUCT NEWS
Fig. 3 El recubrimiento RD patentado para rotores Rieter.
Fig. 4 “Generación neXT” Rieter de toberas “nano6” y “nano8”.
Para resolver este problema se desarrolló el recubri-miento XR. Se distingue, gracias a su muy alta dure-za y las capas nano-estructuradas, por su resistencia al desgaste extremadamente alta. Gracias a un aca-bado especial de la superficie, la aspereza superfi-cial se compara con una guarnición sin recubrimien-to. La superficie tan lisa y con trato cuidadoso de la fibra, se conserva constante gracias a la estructura homogénea de las capas, lo que garantiza condicio-nes inalterables de hilado.
Calidad constante gracias al recubrimiento RD de los rotores Rieter“RD” para rotores significa “Rieter Diamond” y es un recubrimiento RD patentado, que Rieter ofrece de forma exclusiva para sus rotores (Fig. 3). La cons-trucción sistemática por capas de diamante propor-ciona una estructura superficial diferente en la pa-red y en la ranura del rotor. Eso no solo es ideal para el proceso del hilado, sino que la construcción in-teligente de las capas diamantadas garantiza por lo menos la misma vida que un recubrimiento BD. Por añadidura, el recubrimiento RD garantiza valo-res tecnológicos constantes durante todo el tiempo en uso. Los campos de aplicación del nuevo recu-brimiento corresponden a los del recubrimiento BD. Gracias a este proceso innovador de acabado el Ro-tor RD puede ofrecerse a un precio más bajo que el Rotor BD.
“Generación neXT” de toberas “nano6” y “nano8”La formación especial de la tobera de extracción in-fluye mucho en la estabilidad del hilado y en el ca-rácter del hilo, el cuál se determina principalmen-te por su pilosidad. Introducir ranuras en el embudo
de la tobera es, como se sabe, una medida eficaz. La pilosidad y la estabilidad del hilado dependen de la cantidad, tamaño, forma y posición de las ranu-ras así como de la sintonización de estos paráme-tros con el radio del embudo y el tacto de la super-ficie resp. el valor de frote hacia el hilo. Con estas toberas de extracción “nano6” y “nano8” se logró de forma ideal la sintonización de estos grados multi-dimensionales de libertad, destinados al desarrollo progresivo y sistemático para su aplicación corres-pondiente (Fig. 4).
El desarrollo progresivo de la “Generación neXT” se redondea con una técnica optimizada de materiales y de fabricación. La técnica de materiales utilizada, con su estructura de superficies resultante, permi-te en ambas toberas de extracción tanto una reduc-ción del desgaste como un daño mínimo a la fibra, así como mayor productividad. La técnica de fabri-cación con tolerancias mínimas garantiza un nivel máximo y reproducible de la calidad. 8-109•
Hans SpeichRieter Spinning Systems Business Unit Parts [email protected]
Jörg FeiglRieter Spinning Systems Business Unit Parts [email protected]
19 Rieter . LINK 52 . 1 /2008
RIETER INSIDE
80 años de Rieter en China
Fig. 1 Colaboradores competentes y motivados son la clave para el éxito.
Rieter lleva ya más de 80 años trabajando en China. Desde la primera entrega de máquinas en 1927 al Imperio del Centro hasta los éxitos ac-tuales se recorrió un camino lleno de piedras. Roger Naef echa una mi-rada retrospectiva a una historia muy agitada.
Oferta de sistemasLas condiciones previas del éxito obtenido hasta la fecha y de la confianza en el futuro son las realidades del mercado en China. La industria textil se mudó a Asia, con China e India como países de mayor atrac-tivo. China sola instaló en los dos últimos años unos 10 000 000 de husos por año, con su sus respec-tivos equipos de preparación. Aún así sigue la gran demanda de inversiones para la sustitución. Nue-vos aspectos del mercado, como, por ejemplo, nue-vos niveles de clientes, problemas ambientales, pero también los costes más elevados, exigen las insta-laciones más modernas. Rieter, al ofertar sistemas completos con sus productos más importantes, pue-de corresponder totalmente al interés y a la deman-da (Fig. 1).
Las primeras actividades comercialesLos primeros negocios de Rieter en China eran emo-cionantes y los intentos para tomar pié en China son ya muy lejanos: ya en 1927 se embarcaron las pri-meras máquinas a China. Los eventos turbulentos a mediados del Siglo XX impidieron más ventas. Las relaciones comerciales se reemprendieron en 1974 con la entrega de 80 peinadoras con su preparación correspondiente. En 1978 se vendió una instalación completa de hilar con anillos para Dalian. Después de absorber “Ernest Scragg & Sons”, Rieter creó en 1982 su primera filial propia en Hongkong. Con la compra de “Schubert & Salzer” a mediados de los años 80 se pudo ganar, en el sector OE, otro porcen-taje importante de participación en el mercado. En los años siguientes Rieter surtió muchas hilanderías completas a China. Al contrario de otros fabricantes europeos, Rieter decidió, a principios de los años 90, no otorgar licencias, sino crecer en China por su propia fuerza: en 1991 se fundaron en Pekín y Shan-gai las primeras sedes de ventas.
CooperacionesLa presión hacia la cooperación se mantuvo y desem-bocó en 1994 en un “Joint Venture” (empresa asocia-da) con Jingwei, el mayor vendedor chino de máqui-nas de hilar locales. Sin embargo, diferentes metas y expectativas de los dos socios condujeron, después de años turbulentos, a la disolución en 1998. Las di-ferencias en metas llevaron en aquel tiempo a mu-chas empresas asociadas al fracaso, no solo en la in-
La organización de Rieter, después de más de 80 años turbulentos en China, se encuentra una vez más ante un punto de inflexión: los esfuerzos pasa-dos para levantar el negocio en China muestran éxi-tos, pero se espera un año 2008 difícil.
20 Rieter . LINK 52 . 1 /2008
RIETER INSIDE
dustria textil. Como problema adicional para Rieter y Jingwei, causado por factores externos, llegó a me-diados de los 90 el programa de la gran reducción a solo 10 millones de husos, que el gobierno de China llevó a cabo de forma rigurosa.
Adquisición de ICBTEn 2001 Rieter adquirió la ICBT francesa que se ocupaba en desarrollar y producir máquinas para la fabricación de fibras químicas. Con esta compra, Rieter se hizo dueña de los pequeños talleres ICBT en Changzou (China). La fábrica, a aprox. 2 horas de coche de Shangai, tenía, en aquel entonces, una su-perficie de producción de 10 000 m2 y 120 colabora-dores. Se montaban máquinas para el mercado chino y se surtían componentes adquiridos a ICBT en Fran-cia. Poco después de la adquisición de ICBT se lanza-ron los primeros proyectos de fabricación de conti-nuas de hilar con anillos en Changzou. En la primera fase las actividades se caracterizaban por “la prueba y el error”. los sectores problemáticos, que son inhe-rentes a todo inicio de una producción en el Lejano Oriente, se manifestaron poco a poco: colaboración y distribución de competencias entre Europa y Chi-na, la protección del “know how” por un lado y, por el otro, su transferencia, así como diferencias cultu-
rales, etc., y los problemas locales, que la economía popular china, en rápido crecimiento, trae consigo.
Cambios en el programa de productosEn 2004 se produjo una directiva nueva, estratégica y ambiciosa: fue la señal de arranque para la amplia-ción sistemática y rápida del centro de producción en Changzou, para el desarrollo y la fabricación de máquinas de hilar destinadas al mercado chino. En 2006 se vendió el negocio permanentemente defi-citario para la elaboración de fibras químicas, con lo que los talleres de Changzou dispusieron de más espacio.
Reestructuración totalEl punto de inversión fue una reestructuración com-pleta de la empresa hacia una organización basada en procesos de negocio puramente funcionales. Hoy, en 2008, Changzou cuenta con 30 000 m2 de super-ficie productiva y ofrece trabajo a 500 personas, con tendencias fuertes al alza. Aparte de la producción se ampliaron claramente las competencias en todos los procesos del negocio: desarrollo de productos, com-pras y logística, recursos humanos (Fig. 2), así como la introducción de los sistemas IT más modernos.
Lo más destacadoEn este punto queremos mencionar algunos eventos de mayor trascendencia en Changzou: se creó la ins-talación para fabricar láminas, chapas y similares, que fué capaz de producir a precios competitivos, a pesar de las máximas exigencias relativas a cali-dad en el entorno chino. Los departamentos de desa-rrollo de productos en Changzou se fusionaron con sus similares en Europa, formando equipos. Gracias a esta asociación se elaboraron muchos proyectos comunes, ya sea para nuevos desarrollos o para de-sarrollos progresivos de máquinas en Europa o para adaptación e innovaciones destinados al mercado chino. Un ejemplo: en 2007 se lanzó en China el ma-nuar no regulador de dos cabezales SB-D 201. Fué desarrollado simultánea y conjuntamente por grupos de ingenieros en China y en Alemania. El tren de es-tiraje, el soporte básico del “know how”, procede de Alemania, mientras que la parte más grande restante se desarrolló en China.
Fig. 2 La generación jóven de Rieter China trabaja concentrándose en nuevos éxitos.

21 Rieter . LINK 52 . 1 /2008
RIETER INSIDE
La participación de mercado creceLos grandes esfuerzos trajeron sus frutos en los años 2006 y 2007: esto se comprueba especialmente con la mayor participación de mercado de manuares y de máquinas semi-automáticas de hilar con rotores. También crece el porcentaje de participación en el mercado de las peinadoras. Aunque éstas no fueron fabricadas en China, los sistemas de negocios bien definidos y la asignación de competencias en ventas y promoción de mercados están a la base de estos buenos resultados. La fábrica de Changzou se con-virtió en un productor fiable y rentable de máquinas y componentes para el mercado chino, y a un nivel de calidad que nada tiene que envidiar al europeo.
Sin embargo, los éxitos exhiben aún ciertos puntos débiles: el bajo nivel de ocupación de la capacidad productiva en Changzou sigue siendo crítico. La for-mación de personal a nivel dirección, pero también a nivel técnico, toma más tiempo de lo esperado.
Perspectivas positivasLos pronósticos de crecimiento a largo plazo para China siguen siendo buenos, también para el mer-cado textil. El poder adquisitivo en China, especial-mente de la capa social media, seguirá creciendo; aunque calidad y conciencia de mercado siguen en sus inicios, pero progresarán ineludiblemente. Estas son las mejores expectativas para el éxito de Rieter en China.
Sin embrago, hay problemas suficientes a corto plazo para dificultar un crecimiento continuo: como ejem-plos están los precisos “in crescendo” del algodón, la sobre-capacidad, la revaluación de la moneda china, la política restrictiva de los créditos, los mercados inseguros para la exportación de los textiles chinos. Especialmente en este año, estos factores conduci-rán a una debilitación del mercado. Aún así también hay oportunidades en un entorno difícil del merca-do: se tienen que hacer y se harán inversiones para sustituir equipos, ya que la modernización del par-que de maquinaria es una condición importante para el éxito de la industria textil china. Rieter tiene, para estos finos, productos adecuados y listos (Fig. 3).
Compromiso a largo plazoEl compromiso de Rieter con China es a largo plazo: se van ampliando los talleres de producción, aumen-tando la capacidad de fabricación, se amplían de for-ma continua las competencias en desarrollo de pro-ductos, ventas y promoción de mercados, así como en el servicio técnico. Los ochenta años tan anima-dos en China tienen hoy en día su continuación: los éxitos de antaño y lo aprendido en el pasado nos per-miten mirar con optimismo hacia el futuro. 8-110•
Fig. 3 Estar presentes en China significa, aparte de construir fábricas, participar también en numerosas ferias locales.
Roger NaefManager Marketing, Rieter Textile Systems China [email protected]

22 Rieter . LINK 52 . 1 /2008
EVENTS
Récords mundiales textiles en la ITMA Asia
Fig. 1 Atractivas modelos presentaron en el “stand” y en vivo los hilos Rieter.
Verano 2008 en China: Por vez primera se presentaron los cuatro ré-cords mundiales de Rieter en Shangai, en el nuevo lugar de exhibición para la feria combinada CITME 08 e ITMA Asia 08.
La ITMA es la exposición internacional de maquina-ria textil más grande en el mundo y también se califi-ca como la “Olimpiada” de la Industria de Maquina-ria Textil. Desde 1951 se celebra cada cuatro años, como en el caso de los Juegos Olímpicos. En 2001 y 2005 la ITMA Asia se llevó a cabo en Singapur con mucho éxito. La CITME, la China Internacional Ma-chinery Exhibition, tuvo lugar por primera vez en 1988 en Pekín.
ITMA Asia en ChinaAhora y por vez primera la ITMA Asia se ubicó en Chi-na (Fig. 1). La señal de salida de una nueva feria es-pecializada y combinada, se dió el 27 de Julio 2008 con el nombre “ITMA Asia + CITME 2008”. En el fu-turo, la novedad será que la ITMA Asia se organizará cada dos años. En una superficie de 130 000 m2 más
de 1000 expositores internacionales y chinos mos-traron sus desarrollos innovadores.
El pistolazo de salidaLa señal de salida para la planeación detallada de la feria se dió en Rieter exactamente a las 2 semanas de terminada la ITMA 2007 en Munich. Y se pisó el acelerador. Un equipo de 6 personas como ejecuto-res responsables de la feria inicia la planeación. Des-pués de la asignación de superficies por la empresa organizadora de la feria, se planeó con todo detalle el diseño del “stand”, en colaboración con el construc-tor del mismo, durante Diciembre 2007. Las máqui-nas destinadas a la feria se sometieron ya en Marzo 2008 a las pruebas de funcionamiento, en las que de-bían de lograr la máxima productividad bajo las con-diciones climáticas más rigurosas, ya que un salón de feria no ofrece una climatización ideal como en el caso normal de una hilandería. A principios de Mayo se empacaron cuidadosamente las cintas de fibra, los rollos de peinadoras y las bobinas de mechera, para que resistieran sin daño alguno el largo viaje a China por vía marítima, junto con las máquinas destinadas a la exposición. Allí, un equipo de expertos, capitanea-dos por los dos especialistas en ferias Jürg Fürrer y Bo Cheng Zhao, instaló en tiempo récord las máquinas en

23 Rieter . LINK 52 . 1 /2008
EVENTS
Nadia QaudDirectora Proyecto ITMA Marketing Spun Yarn Systems Winterthur [email protected]
Fig. 2 Se presentó la carda C 60 en toda su anchura en el “stand” de la ITMA.
el área de exposición de Shangai, el estadio de los ré-cords mundiales textiles. A continuación las máquinas se prepararon a fondo para el evento, para que, bajo candilejas, se mostrasen en las mejores condiciones desde el primer día de la exposición
Resultados tipo récord mundialDe las máquinas Rieter se esperan y también se pro-ducen récords mundiales, no sólo sobre el papel, sino en vivo ante un público muy crítico. Cuentan con récords mundiales las máquinas C 60, E 75, K 45 y R 40. La carda C 60 mostró su potencia y perseve-rancia: trabajó con diámetros enormes de botes en la salida, con su tambor siempre en movimiento, elimi-nando impurezas vegetales y partículas sucias y pro-duciendo una alta calidad, dicho y hecho, a 220 kg/h de producción. Un récord mundial, que se consigue
casi jugando gracias a su construcción de 1.5 m de ancho (Fig. 2). La peinadora E 76 demostró su posi-ción de líder. Con la guarnición de 8 tradicional y una productividad máxima, se mantiene a la cabeza en la carrera del peinado. Se admiraron los 500 golpes de peine por minuto resp las producciones de hasta 74 kgs/h. Desde luego, estos resultados no serían posi-bles sin el equipo de preparación de la peinadora, ya que para lograr estos resultados se requiere de una preparación de rollos de napas perfectamente sinto-nizada con OMEGAlap resp. UNIlap (Fig. 3).
En la carrera también participó la máquina de hilar Comfor K 45 con 1632 husos y 68 metros de longi-tud, la continua de hilar por contacto más larga del mundo. Como la primera máquina de su género glo-balmente hablando, puede producir hilos compacta-dos COM4® con tanta versatilidad. 6 hilos compacta-dos COM4® simultáneamente en la misma máquina – no se puede ser más versátil. Además tiene un con-sumo energético muy bajo. Asimismo, la máquina de hilar con rotores R 40, automática, con hasta 500 ro-tores, estuvo en primera posición: en una longitud de 70.5 metros, simultáneamente se hila, se limpia y se embobina. El consumo de energía por kg de hilo pro-ducido, a muy bajo nivel, no tiene competencia. Los hilos ComfoRo® de la R 40, con calidad sobresaliente de los empalmes, determinan el futuro. En lo relati-vo a productividad y rentabilidad, la R 40 amplía con claridad su ventaja sobre las demás máquinas de hi-lar con rotores. Con longitud total, la R 40 hace posi-ble las 160 000 rpm de los rotores con velocidades de entrega hasta 270 m/min.
Nadie adelantó al nuevo manuar SB-D 11 en lo que se refiere a espacio ocupado y a productividad. Todos los datos de producción de las máquinas Rieter se re-gistran y se valorizan con el sistema de recopilación de datos SPIDERweb. En plena luz del interés tecno-lógico se encontraron los hilos Rieter COM4®, Comfo-Ro® y Rotona®. 8-111•
Fig. 3 Con sus 500 golpes por minuto, la peinadora E 76 está bajo candilejas en la ITMA Asia.

www.rieter.com
Rieter Machine Works Ltd.Klosterstrasse 20CH-8406 WinterthurT +41 52 208 71 71F +41 52 208 83 [email protected]
Rieter Ingolstadt GmbHFriedrich-Ebert-Strasse 84DE-85055 IngolstadtT +49 841 95 36 01F +49 841 95 36 895
Rieter CZ a.s.Čs. armády 1181CZ-56215 Ústí nad OrlicíT +420 465 557 232F +420 465 557 226
Rieter India Pvt Ltd65 & 66 A Wing Mittal Court Nariman Point IN - 400021 Mumbai T +91 22 22840606F +91 22 22820002
Rieter South America Com Imp Exp e Repr. LtdaRua Henri Dunant 137 Conj EChacara Sto AntonioBR - 04709-110 São Paulo SPT +55 11 51814977F +55 11 51812568
Rieter CorporationPO Box 4383BUS I 85 and SC 9 Spartanburg, SC 29305United States of AmericaT +1 864 5825466F +1 864 5851643
Rieter Textile Machinery Trading and Service LtdPolat Plaza 4 Blok K9-10 Ali Kaya SokTR - 80620 Istanbul Levent T +90 212 2806500F +90 212 2809123
立达纺织机械(上海)有限公司中国上海娄山关路83号 新虹桥中心大厦12楼 邮编: 200336电话: +86 21 6236 8013传真: +86 21 6236 8012
El equipo Rieteren la ITMA Asia + Citme 2008 en Shangai – siempre al servicio de los clientes.