informe soldadura a tope y angular.docx
TRANSCRIPT

7/27/2019 Informe soldadura a tope y angular.docx
http://slidepdf.com/reader/full/informe-soldadura-a-tope-y-angulardocx 1/9
UNIVERSIDAD DEL AZUAY
FACULTAD DE CIENCIA Y TECNOLOGÍA
ESCUELA DE INGENIERÍA MECÁNICA AUTOMOTRÍZ
Estudiantes:
Christian Tacuri.
Felipe Calderón.
Profesor:
Ing. Néstor Bernal.
Materia:
Soldadura.
Paralelo:
Octavo “F”
Año Lectivo:
2014

7/27/2019 Informe soldadura a tope y angular.docx
http://slidepdf.com/reader/full/informe-soldadura-a-tope-y-angulardocx 2/9
SOLDADURA A TOPE
PROCEDIMIENTO:- Primero cortamos 2 placas de hierro de igual longitud (10 cm) y realizamos una
adecuada limpieza de las superficies para que la soldadura sea correcta.
- Después verificamos el aislamiento de los cables y porta electrodos en el equipo de
soldadura. También comprobamos el estado de los elementos de seguridad necesarios
para la soldadura.
- Seleccionamos los electrodos adecuados: el electrodo E6011 para colocar los puntos ypara obtener penetración en la soldadura, y el electrodo E6013 para darle una mejor
presentación a la soldadura.
- Para realizar los puntos colocamos las placas con una separación entre las piezas igual
al grosor del núcleo del electrodo. Luego, para comprobar que los puntos están
correctos, se deja caer el conjunto desde cierta altura y esta no se debe separar.
- Luego soldamos con el electrodo E6011 y con un movimiento de látigo para conseguir
la penetración deseada. En la finalización del cordón debemos tener cuidado de que
no se formen cráteres ya que estos afectan a la resistencia final de la soldadura.
- Luego se procede a la correcta limpieza de la pieza sin dejar residuos de escoria.
- Después de limpiar la pieza soldamos con el electrodo E6013 para darle una mejor
presentación a nuestro trabajo.
- Nuevamente limpiamos la pieza y la dejamos libre de escoria y suciedad.

7/27/2019 Informe soldadura a tope y angular.docx
http://slidepdf.com/reader/full/informe-soldadura-a-tope-y-angulardocx 3/9
- Analizamos el perfil de nuestra soldadura como indica el texto guía.
PRUEBAS DE RESISTENCIA Y ANÁLISIS DE SOLDADURA
- Para efectuar estas pruebas debemos realizar un corte a 35 mm. desde un extremosegún la norma AISI, para verificar el estado de la unión siendo este correcto si no
contiene grietas, fisuras, porosidades ni escorias entre las soldaduras con electrodo
E6011 y electrodo E6013.
- Se realiza la prueba de flexión, para esto se coloca la pieza en una entenalla de forma
que esté sujeta justo debajo de la soldadura y con una llave universal grande se sujeta
el otro extremo y se procede a flexionar la pieza continuamente hasta llegar al límitede fluencia del material. Nuestra pieza no superó esta prueba, ya que falló debido a
que los puntos iniciales de soldadura no estuvieron correctamente realizados.-
-
7/27/2019 Informe soldadura a tope y angular.docx
http://slidepdf.com/reader/full/informe-soldadura-a-tope-y-angulardocx 4/9
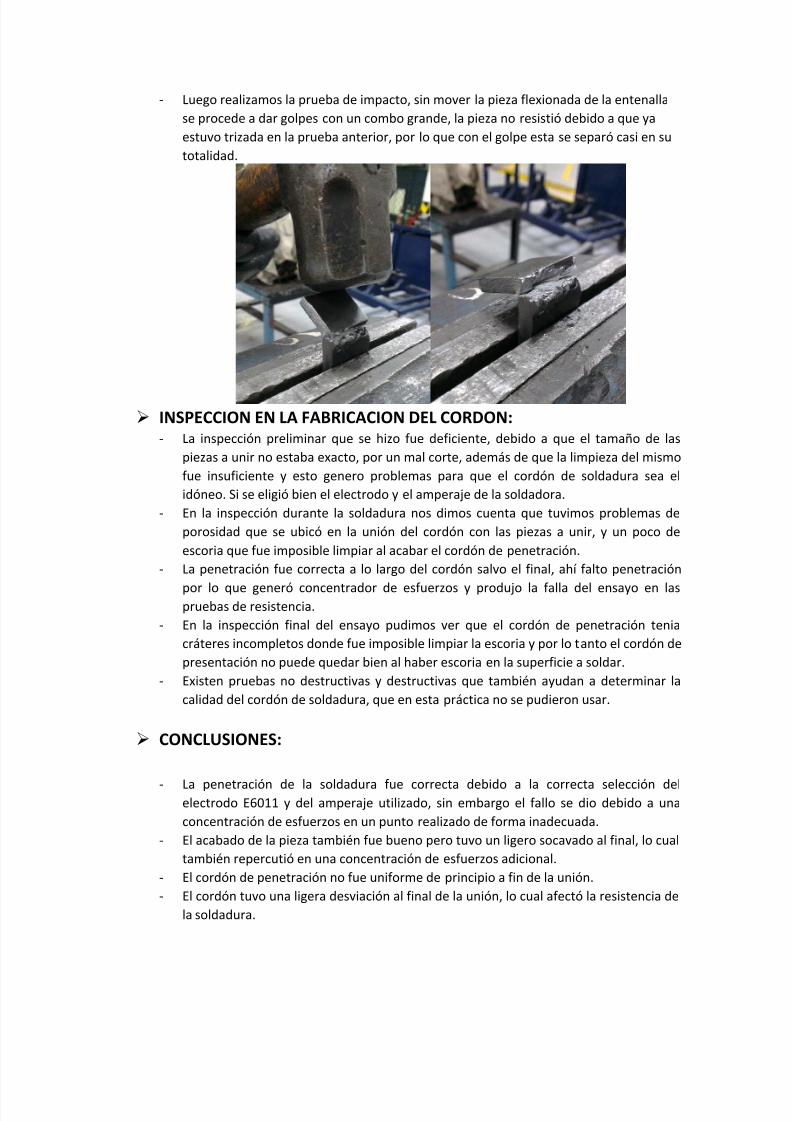
- Luego realizamos la prueba de impacto, sin mover la pieza flexionada de la entenalla
se procede a dar golpes con un combo grande, la pieza no resistió debido a que ya
estuvo trizada en la prueba anterior, por lo que con el golpe esta se separó casi en su
totalidad.
INSPECCION EN LA FABRICACION DEL CORDON:- La inspección preliminar que se hizo fue deficiente, debido a que el tamaño de las
piezas a unir no estaba exacto, por un mal corte, además de que la limpieza del mismo
fue insuficiente y esto genero problemas para que el cordón de soldadura sea el
idóneo. Si se eligió bien el electrodo y el amperaje de la soldadora.
- En la inspección durante la soldadura nos dimos cuenta que tuvimos problemas de
porosidad que se ubicó en la unión del cordón con las piezas a unir, y un poco de
escoria que fue imposible limpiar al acabar el cordón de penetración.
- La penetración fue correcta a lo largo del cordón salvo el final, ahí falto penetración
por lo que generó concentrador de esfuerzos y produjo la falla del ensayo en laspruebas de resistencia.
- En la inspección final del ensayo pudimos ver que el cordón de penetración tenia
cráteres incompletos donde fue imposible limpiar la escoria y por lo tanto el cordón de
presentación no puede quedar bien al haber escoria en la superficie a soldar.
- Existen pruebas no destructivas y destructivas que también ayudan a determinar la
calidad del cordón de soldadura, que en esta práctica no se pudieron usar.
CONCLUSIONES:
- La penetración de la soldadura fue correcta debido a la correcta selección delelectrodo E6011 y del amperaje utilizado, sin embargo el fallo se dio debido a una
concentración de esfuerzos en un punto realizado de forma inadecuada.
- El acabado de la pieza también fue bueno pero tuvo un ligero socavado al final, lo cual
también repercutió en una concentración de esfuerzos adicional.
- El cordón de penetración no fue uniforme de principio a fin de la unión.
- El cordón tuvo una ligera desviación al final de la unión, lo cual afectó la resistencia de
la soldadura.

7/27/2019 Informe soldadura a tope y angular.docx
http://slidepdf.com/reader/full/informe-soldadura-a-tope-y-angulardocx 5/9
RECOMENDACIONES:
- Se recomienda que los puntos iniciales sean lo más resistentes posible, ya que estos
pueden ser un concentrador de esfuerzos al final.
- Tener mucho cuidado al finalizar cada cordón, ya que al dejar socavados también se
genera concentrador de esfuerzos.
- El cordón debe ser uniforme de principio a fin.
- El ancho y la altura de los cordones deben ser correctos ya que de no ser así estos
pierden resistencia.
7/27/2019 Informe soldadura a tope y angular.docx
http://slidepdf.com/reader/full/informe-soldadura-a-tope-y-angulardocx 6/9
LA SOLDADURA ANGULAR
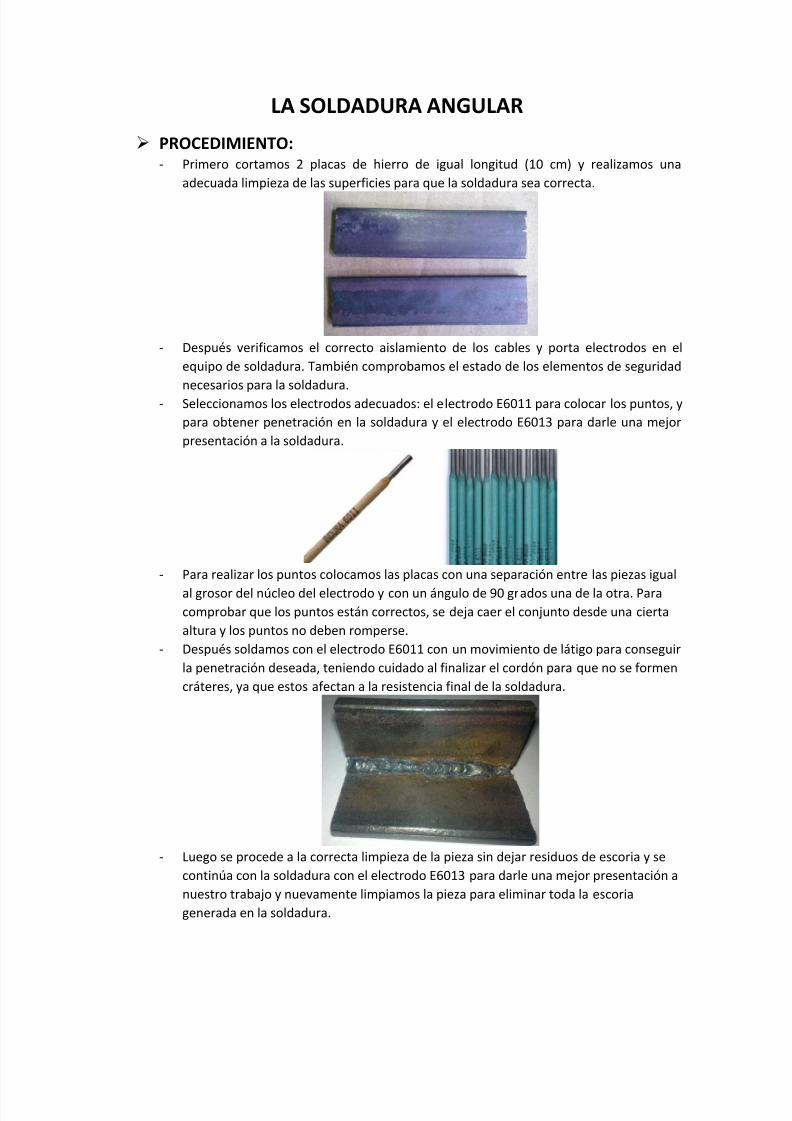
PROCEDIMIENTO:- Primero cortamos 2 placas de hierro de igual longitud (10 cm) y realizamos una
adecuada limpieza de las superficies para que la soldadura sea correcta.
- Después verificamos el correcto aislamiento de los cables y porta electrodos en el
equipo de soldadura. También comprobamos el estado de los elementos de seguridad
necesarios para la soldadura.
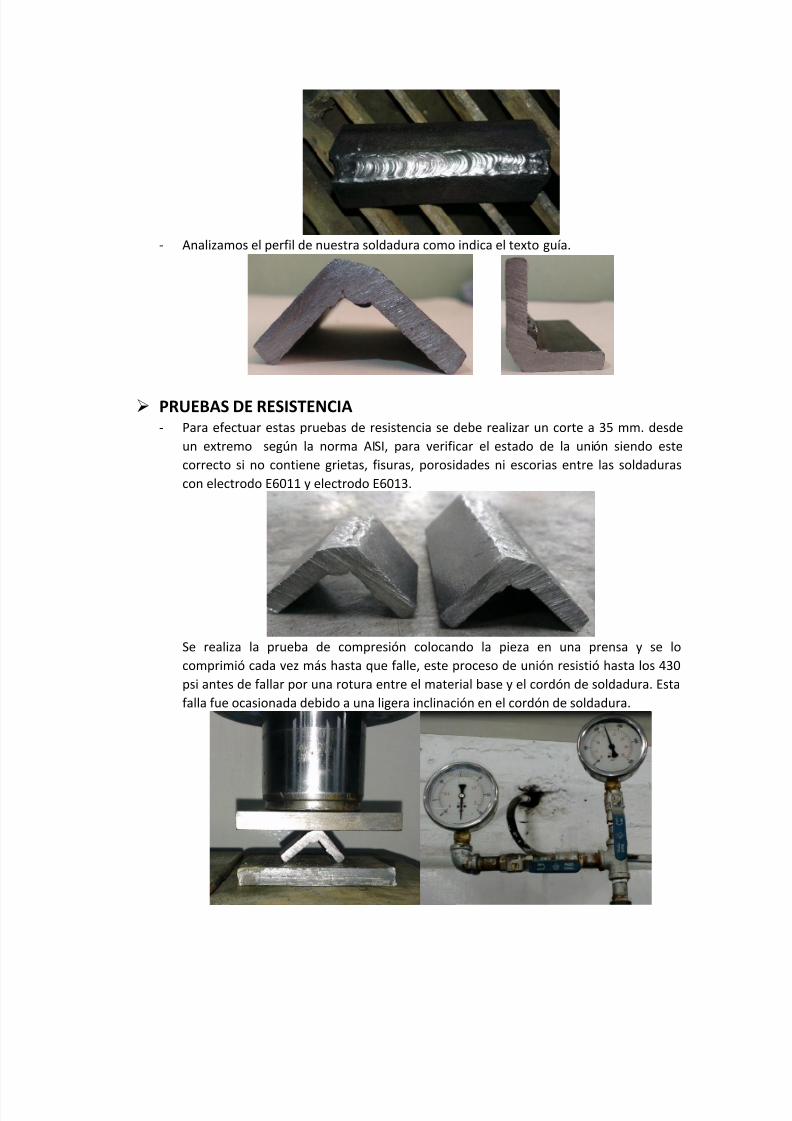
- Seleccionamos los electrodos adecuados: el electrodo E6011 para colocar los puntos, y
para obtener penetración en la soldadura y el electrodo E6013 para darle una mejor
presentación a la soldadura.
- Para realizar los puntos colocamos las placas con una separación entre las piezas igual
al grosor del núcleo del electrodo y con un ángulo de 90 grados una de la otra. Para
comprobar que los puntos están correctos, se deja caer el conjunto desde una cierta
altura y los puntos no deben romperse.
- Después soldamos con el electrodo E6011 con un movimiento de látigo para conseguir
la penetración deseada, teniendo cuidado al finalizar el cordón para que no se formen
cráteres, ya que estos afectan a la resistencia final de la soldadura.
- Luego se procede a la correcta limpieza de la pieza sin dejar residuos de escoria y se
continúa con la soldadura con el electrodo E6013 para darle una mejor presentación a
nuestro trabajo y nuevamente limpiamos la pieza para eliminar toda la escoria
generada en la soldadura.
7/27/2019 Informe soldadura a tope y angular.docx
http://slidepdf.com/reader/full/informe-soldadura-a-tope-y-angulardocx 7/9
- Analizamos el perfil de nuestra soldadura como indica el texto guía.
PRUEBAS DE RESISTENCIA- Para efectuar estas pruebas de resistencia se debe realizar un corte a 35 mm. desde
un extremo según la norma AISI, para verificar el estado de la unión siendo este
correcto si no contiene grietas, fisuras, porosidades ni escorias entre las soldaduras
con electrodo E6011 y electrodo E6013.
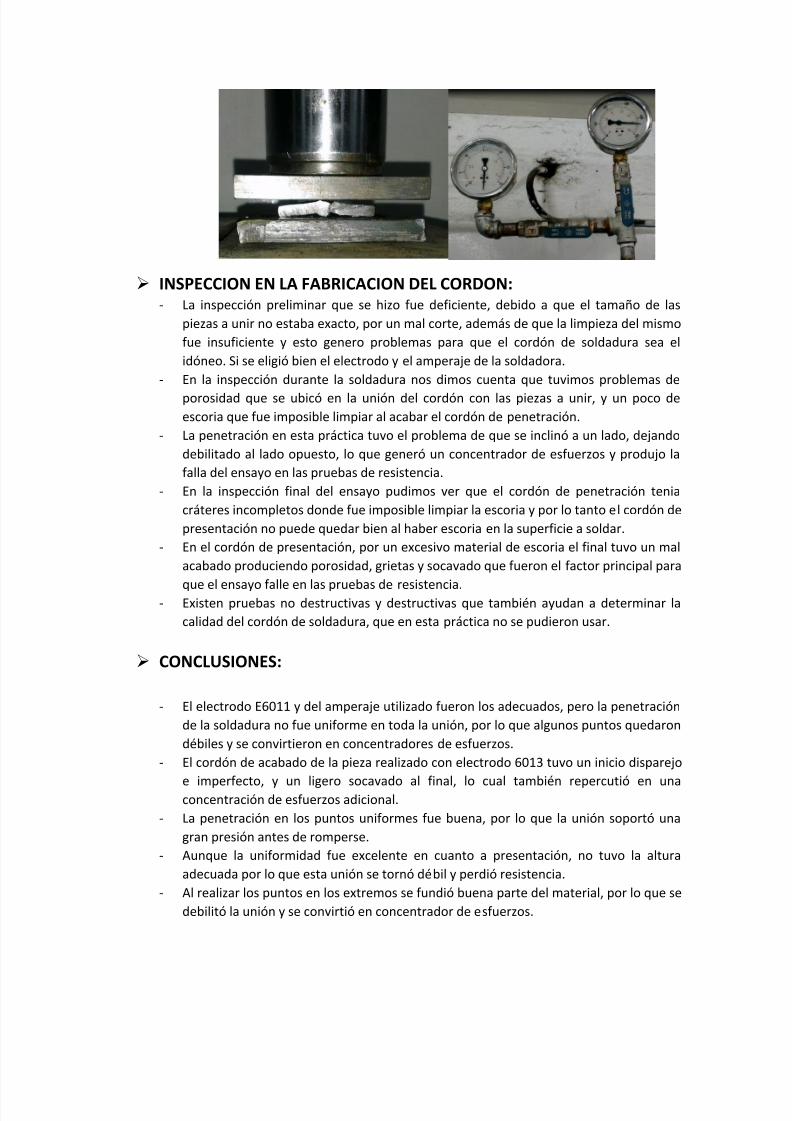
- Se realiza la prueba de compresión colocando la pieza en una prensa y se lo
comprimió cada vez más hasta que falle, este proceso de unión resistió hasta los 430
psi antes de fallar por una rotura entre el material base y el cordón de soldadura. Esta
falla fue ocasionada debido a una ligera inclinación en el cordón de soldadura.
- - -
- -
7/27/2019 Informe soldadura a tope y angular.docx
http://slidepdf.com/reader/full/informe-soldadura-a-tope-y-angulardocx 8/9
INSPECCION EN LA FABRICACION DEL CORDON:- La inspección preliminar que se hizo fue deficiente, debido a que el tamaño de las
piezas a unir no estaba exacto, por un mal corte, además de que la limpieza del mismo
fue insuficiente y esto genero problemas para que el cordón de soldadura sea el
idóneo. Si se eligió bien el electrodo y el amperaje de la soldadora.
- En la inspección durante la soldadura nos dimos cuenta que tuvimos problemas de
porosidad que se ubicó en la unión del cordón con las piezas a unir, y un poco de
escoria que fue imposible limpiar al acabar el cordón de penetración.
- La penetración en esta práctica tuvo el problema de que se inclinó a un lado, dejando
debilitado al lado opuesto, lo que generó un concentrador de esfuerzos y produjo la
falla del ensayo en las pruebas de resistencia.
- En la inspección final del ensayo pudimos ver que el cordón de penetración tenia
cráteres incompletos donde fue imposible limpiar la escoria y por lo tanto el cordón de
presentación no puede quedar bien al haber escoria en la superficie a soldar.
- En el cordón de presentación, por un excesivo material de escoria el final tuvo un mal
acabado produciendo porosidad, grietas y socavado que fueron el factor principal para
que el ensayo falle en las pruebas de resistencia.- Existen pruebas no destructivas y destructivas que también ayudan a determinar la
calidad del cordón de soldadura, que en esta práctica no se pudieron usar.
CONCLUSIONES:
- El electrodo E6011 y del amperaje utilizado fueron los adecuados, pero la penetración
de la soldadura no fue uniforme en toda la unión, por lo que algunos puntos quedaron
débiles y se convirtieron en concentradores de esfuerzos.
- El cordón de acabado de la pieza realizado con electrodo 6013 tuvo un inicio disparejo
e imperfecto, y un ligero socavado al final, lo cual también repercutió en unaconcentración de esfuerzos adicional.
- La penetración en los puntos uniformes fue buena, por lo que la unión soportó una
gran presión antes de romperse.
- Aunque la uniformidad fue excelente en cuanto a presentación, no tuvo la altura
adecuada por lo que esta unión se tornó débil y perdió resistencia.
- Al realizar los puntos en los extremos se fundió buena parte del material, por lo que se
debilitó la unión y se convirtió en concentrador de esfuerzos.

7/27/2019 Informe soldadura a tope y angular.docx
http://slidepdf.com/reader/full/informe-soldadura-a-tope-y-angulardocx 9/9
RECOMENDACIONES:
- Se recomienda que el cordón de penetración sea uniforme a lo largo de toda la
longitud, ya que aquí se pueden generar concentradores de esfuerzos que disminuyen
la resistencia de la unión de las placas.
- Tener cuidado al finalizar cada cordón, ya que al dejar socavados también se genera
concentrador de esfuerzos.
- Utilizar el amperaje adecuado al colocar los puntos de suelda iniciales, ya que un
amperaje excesivo puede fundir el material y debilitar la soldadura.
- Los cordones deben tener la altura y el ancho adecuado, ya que esto afecta a la
resistencia de la unión.