informe estado del arte de los procesos productivos del ...©rmicos... · rev.: 0 fecha: 26-06-2018...
TRANSCRIPT
Rev.: 0
Fecha: 26-06-2018
La información contenida en este trabajo es financiado por un fondo CORFO de Bien Público, por lo que todo lo que aquí se detalla es para difusión.
Integración de tecnología termosolar en la industria metalúrgica chilena para
mejorar sus ventajas competitivas. CORFO 16BPE-62274
Informe Estado del arte de los procesos productivos del cobre,
hierro, oro y metalurgia manufacturera
MANDANTE: APOYOS:

Integración de tecnología termosolar en la industria metalúrgica chilena para
mejorar sus ventajas competitivas. CORFO 16BPE-62274
Rev.: 0
Fecha: 26-06-2018
Página 2 de 72
PARA DIFUSION
INDICE
1 ÍNDICE DE FIGURAS ........................................................................................................ 5
2 INTRODUCCIÓN Y OBJETO .......................................................................................... 8
2.1 Introducción al trabajo ........................................................................................................... 8
2.2 Objeto del Documento ........................................................................................................... 9
3 COBRE SULFUROS ......................................................................................................... 10
3.1 Conminución ........................................................................................................................ 10
3.2 Concentración ...................................................................................................................... 10
3.2.1 Flotación .......................................................................................................................... 10
3.2.2 Espesamiento ................................................................................................................... 12
3.2.3 Filtración ......................................................................................................................... 12
3.3 Fundición ............................................................................................................................. 12
3.3.1 Secado de concentrado .................................................................................................... 14
3.3.2 Alimentación de concentrados al horno de fusión .......................................................... 19
3.3.3 Fusión de concentrados ................................................................................................... 19
3.3.4 Limpieza de escorias ....................................................................................................... 23
3.3.5 Conversión de eje y metal blanco ................................................................................... 24
3.3.6 Refinación y moldeo de ánodos ...................................................................................... 25
3.3.7 Tostación ......................................................................................................................... 26
3.3.8 Precipitación de Escorodita ............................................................................................. 32
3.4 Refinación electrolítica ........................................................................................................ 33
4 COBRE ÓXIDOS ............................................................................................................... 34
4.1 Lixiviación ........................................................................................................................... 34
4.1.1 Lixiviación en botaderos ................................................................................................. 34
4.1.2 Lixiviación en Pilas ......................................................................................................... 35
4.1.3 Lixiviación agitada .......................................................................................................... 37
4.2 Extracción por solvente ........................................................................................................ 37
4.3 Electroobtención .................................................................................................................. 38
4.4 Tratamiento de minerales oxidados de cobre ....................................................................... 38
4.5 Tratamiento de minerales mixtos y sulfuros de cobre ......................................................... 39

Integración de tecnología termosolar en la industria metalúrgica chilena para
mejorar sus ventajas competitivas. CORFO 16BPE-62274
Rev.: 0
Fecha: 26-06-2018
Página 3 de 72
PARA DIFUSION
5 HIERRO ............................................................................................................................. 40
5.1 Peletización y Endurecimiento Térmico .............................................................................. 40
5.2 Horno de parrilla .................................................................................................................. 42
5.3 Horno rotatorio ..................................................................................................................... 42
5.4 Fabricación de hierro y acero: Hornos Eléctricos ................................................................ 44
5.4.1 Características principales ............................................................................................... 44
5.4.2 Materia prima .................................................................................................................. 44
5.4.3 Ventajas ........................................................................................................................... 44
5.4.4 Desventajas...................................................................................................................... 45
5.4.5 Energía necesaria............................................................................................................. 45
5.4.6 Capacidad ........................................................................................................................ 45
5.4.7 Uso en la minería del hierro y del acero.......................................................................... 46
5.4.8 Proceso de fundición ....................................................................................................... 46
5.5 Horno de inducción .............................................................................................................. 48
5.5.1 Principio de funcionamiento los hornos de inducción .................................................... 49
5.5.2 Ventajas y desventajas .................................................................................................... 49
5.5.3 Principales usos de los Hornos de Inducción .................................................................. 50
5.5.4 Capacidad y necesidades energéticas .............................................................................. 50
6 ORO..................................................................................................................................... 51
6.1 Introducción ......................................................................................................................... 51
6.2 Lixiviación del oro ............................................................................................................... 53
6.3 Proceso de Merril Crowe ..................................................................................................... 54
6.4 Secado y Retorteo: Hornos de retorta .................................................................................. 55
7 METALURGIA MANUFACTURERA ........................................................................... 56
7.1 Carga .................................................................................................................................... 57
7.2 Fusión ................................................................................................................................... 58
7.2.1 Altos Hornos ................................................................................................................... 58
7.2.2 Período Oxidante - Horno Convertidor ........................................................................... 59
7.2.3 Hornos de inducción........................................................................................................ 60
7.2.4 Proceso de Fusión Reductora: ......................................................................................... 61
7.2.5 Proceso en Horno Eléctrico de Arco: .............................................................................. 61
7.3 Horno Cuchara ..................................................................................................................... 63
7.4 Calentamiento de utillaje ..................................................................................................... 63

Integración de tecnología termosolar en la industria metalúrgica chilena para
mejorar sus ventajas competitivas. CORFO 16BPE-62274
Rev.: 0
Fecha: 26-06-2018
Página 4 de 72
PARA DIFUSION
8 REQUERIMIENTOS OPERACIONALES .................................................................... 64
8.1 Cobre Sulfuros ..................................................................................................................... 64
8.1.1 Conminución ................................................................................................................... 64
8.1.2 Concentración.................................................................................................................. 64
8.1.3 Fundición ......................................................................................................................... 64
8.1.4 Refinación electrolítica ................................................................................................... 65
8.2 Cobre Óxidos ....................................................................................................................... 66
8.2.1 Lixiviación ...................................................................................................................... 66
8.2.2 Extracción por solvente (SX) .......................................................................................... 66
8.2.3 Electroobtención (EW) .................................................................................................... 66
8.3 Hierro ................................................................................................................................... 67
8.3.1 Endurecimiento térmico de Pellets .................................................................................. 67
8.3.2 Fabricación de hierro y acero: Hornos Eléctricos ........................................................... 67
8.3.3 Horno de Inducción ......................................................................................................... 68
9 REFERENCIAS ................................................................................................................. 69

Integración de tecnología termosolar en la industria metalúrgica chilena para
mejorar sus ventajas competitivas. CORFO 16BPE-62274
Rev.: 0
Fecha: 26-06-2018
Página 5 de 72
PARA DIFUSION
1 ÍNDICE DE FIGURAS
Figura 1: Consumo eléctrico esperado de la minería del cobre por procesos a nivel nacional . 8
Figura 2: Diagrama de fundición de Chuquicamata ................................................................... 13
Figura 3: Diagrama de fundición Caletones (División El Teniente)........................................... 13
Figura 4: Conjunto de imágenes del secador rotatorio de calor directo. ................................... 16
Figura 5: Conjunto de imágenes del secador rotatorio de calor indirecto ................................. 17
Figura 6: Secador de lecho fluidizado. ........................................................................................ 18
Figura 7: Secador a vapor Kumera. ............................................................................................ 19
Figura 8: Esquema del horno flash Outukumpu. ......................................................................... 20
Figura 9: Esquema del horno flash INCO. .................................................................................. 21
Figura 10: Esquema de Convertidor Teniente. ............................................................................ 22
Figura 11: Horno de limpieza HLE. ............................................................................................ 23
Figura 12: Imágenes y esquema del horno de Peirce-Smith ....................................................... 25
Figura 13: Horno de ánodos y vaciado a rueda de moldeo. ....................................................... 26
Figura 14: Diagrama del proceso de tostación des-arsenificante de División Ministro Hales de
Codelco......................................................................................................................................... 27
Figura 15: Diagrama del proceso en planta piloto para el tratamiento de concentrados de molibdeno.
...................................................................................................................................................... 28
Figura 16: Imágenes y esquema de un tostador de lecho fluidizado. .......................................... 29
Figura 17: Imágenes y esquema de un tostador de pisos. ........................................................... 31
Figura 18: Esquema de tratamientos del proceso AAA ............................................................... 32
Figura 19: Diagrama del proceso de precipitación de escorodita. ............................................. 33
Figura 20: Disposición de cátodos y ánodos. .............................................................................. 33
Figura 21: Tambor aglomerador, (1) Tambor aglomerador, (2) Revestimiento interno, (3) Rueda
motriz, (4) Rueda de giro libre, (5) Sistema de impulsión, (6) Sistema moto-reductor, (7) Chute de
descarga, (8) Estructura de soporte. ............................................................................................ 35
Figura 22: Tambor aglomerador. ................................................................................................ 36

Integración de tecnología termosolar en la industria metalúrgica chilena para
mejorar sus ventajas competitivas. CORFO 16BPE-62274
Rev.: 0
Fecha: 26-06-2018
Página 6 de 72
PARA DIFUSION
Figura 23: Pila de Lixiviación de Radomiro Tomic. Consta de dos pilas de 380 m de ancho por 1.300
m de largo y 9 m de altura. Pendiente transversal 3 - 4 º y pendiente longitudinal 1 - 2 º. Cada pila
contiene 13 módulos. Ciclo apilamiento por módulo 3,5 días. .................................................... 36
Figura 24: Diagrama de flujo del proceso de tratamiento de minerales de cobre por vía
hidrometalúrgica. ......................................................................................................................... 39
Figura 25: Planta de pellets de CAP Minería, planta Huasco. ................................................... 40
Figura 26: Diagrama del endurecimiento térmico de pellets. ..................................................... 41
Figura 27: Diagrama Horno de Parilla. ..................................................................................... 42
Figura 28: Sección transversal de horno rotatorio. (YAMAGUCHI, 2010) ............................... 43
Figura 29: Horno de arco eléctrico. ............................................................................................ 44
Figura 30: Vaciado de escorias por inclinación. ........................................................................ 47
Figura 31: Diagrama horno inducción ........................................................................................ 48
Figura 32: Diagrama bobina ....................................................................................................... 49
Figura 33: Diagrama de flujo general del proceso para tratamiento de minerales que se pueden
lixiviar directamente. ................................................................................................................... 52
Figura 34: Diagrama general para el tratamiento de minerales refractarios de oro. ................ 52
Figura 35: Horno de retorta mercurio ........................................................................................ 55
Figura 36: Procesos de siderurgia moderna con horno alto y horno a inducción. .................... 56
Figura 37: Proceso de tratamiento del hierro en la siderurgia moderna. .................................. 57
Figura 38: De izquierda a derecha, pellets de hierro, caliza y coque. ........................................ 57
Figura 39: Funcionamiento del alto horno.................................................................................. 58
Figura 40: Esquema del alto horno. ............................................................................................ 59
Figura 41: Proceso de hornos convertidores en la siderurgia. ................................................... 59
Figura 42: A la izquierda: Horno convertidor antiguo (Bessemer y Thomas) y derecha: Hornos
convertidores actuales.................................................................................................................. 60
Figura 43: Esquema de Horno de Reducción. ............................................................................. 60
Figura 44: Izquierda a derecha: Horno Eléctrico de Arco y Horno de Inducción. .................... 61
Figura 45: Esquema Horno de Arco Eléctrico. ........................................................................... 62
Figura 46: Izquierda a derecha: Horno Cuchara y Vagón Torpedo. .......................................... 62

Integración de tecnología termosolar en la industria metalúrgica chilena para
mejorar sus ventajas competitivas. CORFO 16BPE-62274
Rev.: 0
Fecha: 26-06-2018
Página 7 de 72
PARA DIFUSION
Figura 47: Esquema Horno Cuchara. ......................................................................................... 63

Integración de tecnología termosolar en la industria metalúrgica chilena para
mejorar sus ventajas competitivas. CORFO 16BPE-62274
Rev.: 0
Fecha: 26-06-2018
Página 8 de 72
PARA DIFUSION
2 INTRODUCCIÓN Y OBJETO
2.1 Introducción al trabajo
En la actualidad, se explotan diversos minerales que favorecen y mejoran la calidad de vida de todos
quienes habitan este planeta, entre los que destacan el cobre, oro, hierro, entre otros. Chile no es la
excepción; según datos entregados por la Comisión Chilena del Cobre, indican que durante el año
2014 Chile tuvo una participación del 31.5% de la producción mundial de Cobre y se espera que
disminuya su participación al año 2023 con una participación del 31% (COCHILCO, 2014). Sin
embargo, en el caso del oro, Chile no se ha destacado en la producción del mismo a nivel mundial,
según el informe de Cochilco se estima que la producción de oro fino para el 2023, sitúa a Chile como
el cuarto productor del mineral con un 11,1% de participación (COCHILCO, 2014).
En este momento existe una alta competitividad en el ámbito minero y los costos asociados a los
procesos de producción, aumentan día a día. Recursos tales como agua, energía y combustible, son
uno de los principales insumos críticos de la minería actual, cabe destacar que en la minería del cobre,
los costos de energía (electricidad y combustible) tiene valores cercanos al 15% de los costos
operacionales entre los años 2008-2011 (COCHILCO, 2015), además, se espera que el consumo
eléctrico esperado de la minería del cobre aumente un 34,4% con respecto al año 2016, lo que
representa 29,5 Tera Watts-hora (COCHILCO, 2016), por lo tanto, las principales soluciones a estas
limitaciones se enfocan en aumentar la eficiencia energética y productividad de la metalurgia
extractiva.
Figura 1: Consumo eléctrico esperado de la minería del cobre por procesos a nivel nacional1
Actualmente en Chile, se producen cátodos de cobre provenientes de dos fuentes principales, la
electro-obtención y electro-refinación de ánodos de cobre producidos en base a concentrados de
minerales sulfurados en el proceso de fundición. Para lograr esto, los minerales que se extraen desde
los yacimientos mineros se someten a distintos procesos mineralógicos produciendo cátodos de cobre
de alta pureza, 99,9%. Para todo lo anterior, se debe incurrir en procesos térmicos que consumen sólo
en fundición el 20% de los costos energéticos, que se dividen en valores cercanos al 10% en
combustible y 10% en electricidad.
1 Fuente: (COCHILCO, 2016)
Integración de tecnología termosolar en la industria metalúrgica chilena para
mejorar sus ventajas competitivas. CORFO 16BPE-62274
Rev.: 0
Fecha: 26-06-2018
Página 9 de 72
PARA DIFUSION
En el oro, la producción chilena es menor en comparación al nivel mundial como ya fue escrito
anteriormente, también tienen procesos térmicos en los que se destaca el secado y el retorteo. Sin
embargo, es tan poca la capacidad de producción en Chile, que la integración tecnológica con energía
termosolar conversada con expertos de la industria1 y expertos en energía termosolar2 se visualiza en
el calentamiento de soluciones.
Respecto del hierro, se revisan los procesos térmicos con enfoque en el endurecimiento térmico de
pellets y en manufactura se estudia sobre los hornos de cuchara, el proceso de fusión y calentamiento
de utillaje.
2.2 Objeto del Documento
El objeto de este informe es describir y registrar, a través del estado del arte, todos los procesos
térmicos de la minería actual extractiva del cobre, oro y hierro, y la metalurgia manufacturera de
Chile.
En cuanto al cobre, se subdividirá en cobres de tipo sulfuros y óxidos, y los demás minerales de hierro
y oro se estudiarán con foco en sus procesos térmicos, al igual que la manufactura nacional.
Una vez finalizado el estado del arte de los procesos térmicos se espera estudiar la pre-factibilidad de
la integración con energía termosolar de Colectores Planos, Cilindros Parabólicos, Lineal Fresnel, y
Hornos Solares, siendo las tecnologías escogidas y dimensionadas en base a su uso requerido y de la
necesidad de la industria metalúrgica.
1 Información obtenida de la reunión sostenida el día 20 de abril de 2017 con Felipe Nuñez, gerente de procesos de Yamana Gold.
2 En referencia al equipo termosolar del proyecto Metalurgia Solar.

Integración de tecnología termosolar en la industria metalúrgica chilena para
mejorar sus ventajas competitivas. CORFO 16BPE-62274
Rev.: 0
Fecha: 26-06-2018
Página 10 de 72
PARA DIFUSION
3 COBRE SULFUROS
La producción de cobre a partir de sus minerales sulfurados representa más del 70% de la producción
total de cobre y su procesamiento involucra las etapas de Conminución o Reducción de tamaño,
Concentración por flotación, Fusión y Conversión de los concentrados de cobre y finalmente
Refinación electrolítica para obtener cátodos de > 99.99% de cobre.
Para la etapa de fundición se tomará como referencia el diseño que tienen la mayoría de las
fundiciones en Chile.
3.1 Conminución
La conminución, es un proceso donde se reduce el tamaño de la roca y para lograrlo se consume gran
cantidad de energía, esencialmente energía eléctrica para los motores de los equipos. La primera etapa
es el chancado, donde se reduce el tamaño y se realiza en máquinas que operan con el mineral seco o
con la humedad que trae el mineral desde la mina. Los chancadores funcionan de manera lenta,
aplicando gran fuerza a la roca para que se fragmente. En esta etapa puede haber chancador primario,
secundario y terciario ya que no se puede fragmentar la roca en un solo equipo, siendo necesario la
utilización de más para lograr la granulometría deseada que se sitúa entre ½” y ¾”.
El mineral chancado pasa por una etapa de clasificación, que consiste en separar el mineral según las
granulometrías deseadas para que puedan pasar a la siguiente etapa que es molienda. En la etapa de
clasificación, se usan harneros que impiden que el material que tiene mayor granulometría pueda
seguir al siguiente proceso.
Finalmente, el proceso de molienda es la etapa previa a la concentración, que tiene como objetivo
reducir el material a un tamaño óptimo para el proceso ya mencionado. La molienda, se puede realizar
en molinos de barras, bolas o semiautógenos (SAG) y por lo general operan con una pulpa de mineral
con agua.
3.2 Concentración
3.2.1 Flotación
La flotación es un proceso físico químico que aprovecha las propiedades de hidrofobicidad de algunos
minerales para separarlos de otros más hidrofílicos. El proceso consiste en formar una pulpa del
mineral molido más agua y reactivos en un estanque agitado, a la cual se le inyecta un flujo de aire
que da origen a burbujas y a las cuales se adhieren en forma selectiva aquellos minerales que son
hidrofóbicos. Las burbujas ascienden con las partículas de mineral adheridas hasta la superficie desde
donde son recuperados, dejando la ganga o estéril en el fondo del estanque. Los reactivos utilizados
incluyen colectores que favorecen la hidrofobicidad de los sulfuros, espumantes que estabilizan la
espuma formada por el aire y la pulpa, y lechada de cal para ajustar a un pH óptimo. Industrialmente
se utilizan estanques agitados (celdas de flotación) que operan a temperatura ambiente, en forma
continua y pueden llegar a capacidades que superan los 500 m3. El producto es un concentrado de
cobre con leyes de 25 a 35% de Cu.

Integración de tecnología termosolar en la industria metalúrgica chilena para
mejorar sus ventajas competitivas. CORFO 16BPE-62274
Rev.: 0
Fecha: 26-06-2018
Página 11 de 72
PARA DIFUSION
Las ventajas de este proceso son:
• Flexibilidad suficiente para concentrar selectivamente, es decir, con producción de
concentrados limpios y de alta ley, todos los sulfurados y la mayoría de los no sulfurados y
oxidados. Mediante combinaciones (o formulaciones) adecuadas de aditivos, o reactivos de
flotación.
• Adaptarse fácilmente al tratamiento en gran escala y con ayuda de técnicas automáticas de
control y medición, a pulpas de mineral con granulometría de amplia gama: entre 48
mallas/pulgadas hasta unos pocos micrones.
• Integrarse fácilmente con técnicas modernas de molienda y clasificación, así como con medios
mecanizados de manejo de productos, tales como bombeo separación sólido/líquido.
El mecanismo esencial de la flotación comprende la anexión de partículas minerales a las burbujas de
aire, de tal modo que dichas partículas son llevadas a la superficie de la pulpa mineral, donde pueden
ser removidas. Este proceso abarca las siguientes etapas:
• El mineral es molido húmedo hasta aproximadamente 48 mallas (297 micrones)
• La pulpa que se forma, es diluida con agua hasta alcanzar un porcentaje de sólidos en peso
entre 25% y 45%.
• Se adiciona pequeñas cantidades de reactivos, que modifican la superficie de determinados
minerales.
• Otro reactivo, específicamente seleccionado, se adiciona para que actúe sobre el mineral que
se desea separar por flotación. Este reactivo cubre la superficie del mineral haciéndola
aerofílica e hidrofóbica.
• Luego se adiciona otro reactivo, que ayuda a establecer una espuma estable.
• La pulpa químicamente tratada en un depósito apropiado, entra en contactos con aire
introducido por agitación o por la adición directa de aire a baja presión.
• El mineral aerofílico, como parte de la espuma, sube a la superficie de donde es extraído. La
pulpa empobrecida, pasa a través de una serie de tanques y celdas, con el objetivo de proveer
tiempo y oportunidad a las partículas de mineral para contactar burbujas de aire y pueden ser
recuperadas en la espuma.
Para que la flotación de minerales sea efectiva, se requiere de los siguientes aspectos:
Reactivos químicos:
• Colectores
• Espumantes
• Activadores
• Depresores
• PH
Componentes del equipo
• Diseño de la celda
• Sistema de agitación
• Flujo de aire
• Configuración de los bancos de celdas
• Control de los bancos de celdas

Integración de tecnología termosolar en la industria metalúrgica chilena para
mejorar sus ventajas competitivas. CORFO 16BPE-62274
Rev.: 0
Fecha: 26-06-2018
Página 12 de 72
PARA DIFUSION
Componentes de la operación
• Velocidad de alimentación
• Mineralogía
• Tamaño de partículas
• Densidad de pulpa
• Temperatura.
3.2.2 Espesamiento
Forma parte de la etapa de separación de sólidos y líquidos del material, el espesamiento tiene como
principal proceso la sedimentación de las partículas que sirve como base para la separación, donde se
pueden añadir floculantes para acelerar el proceso. Existen espesadores destinados a la sedimentación
de pulpas del concentrado de cobre y espesadores para los relaves o colas del proceso de flotación.
El objetivo de esta etapa es recuperar la mayor cantidad de agua clara para recircularla al proceso y
producir una pulpa lo más concentrada en sólido para ser transportada a la etapa de filtración, en el
caso de los concentrados de cobre, y a los tranques de relave en el caso de las colas del proceso de
flotación. Estos últimos son los más grandes, pues, las colas de flotación representan
aproximadamente el 95% de la masa total de mineral y el concentrado solo el 5%. La operación de
estos equipos es crítica en las plantas concentradoras y en particular por la escasez de agua disponible
para los procesos. La operación de estos equipos es a temperatura ambiente y habitualmente a la
intemperie.
3.2.3 Filtración
La filtración también es parte de la separación de sólidos y líquidos, la filtración utiliza un medio
poroso que retiene material sólido permitiendo que pase sólo el líquido, de esta manera, posibilita la
separación por medio de la diferencia de presión que existe entre la cara de alimentación y la cara
posterior del medio poroso o filtrante. La etapa de filtración se aplica a los concentrados de cobre
antes de enviarlos a la fundición.
3.3 Fundición
Para entender la magnitud de una fundición a continuación se muestran dos diagramas de proceso
que corresponden a las fundiciones de Chuquicamata y El Teniente.

Integración de tecnología termosolar en la industria metalúrgica chilena para
mejorar sus ventajas competitivas. CORFO 16BPE-62274
Rev.: 0
Fecha: 26-06-2018
Página 13 de 72
PARA DIFUSION
Figura 2: Diagrama de fundición de Chuquicamata
Figura 3: Diagrama de fundición Caletones (División El Teniente)1
1 Fuente: (Duran, Simulación de proceso de secado de concentrado de cobre, 2013)

Integración de tecnología termosolar en la industria metalúrgica chilena para
mejorar sus ventajas competitivas. CORFO 16BPE-62274
Rev.: 0
Fecha: 26-06-2018
Página 14 de 72
PARA DIFUSION
3.3.1 Secado de concentrado
El secado del concentrado es el proceso en el que se remueve el agua contenida en el sólido con la
finalidad de reducir la humedad existente en el mismo especialmente en aquellos casos en que estos
serán alimentados a hornos de fusión flash. El proceso se efectúa a temperaturas en el rango 110-
120°C durante tiempos de residencia variables, típicamente 1 a 5 horas (dependiendo del tipo de
secador) (Riveros, 2009).
Existen 4 tipos de secadores: Secador tipo bandeja, rotario, de lecho fluidizado y a vapor. En este
informe no se profundizará en el primero dado que no se emplea en las fundiciones nacionales.
3.3.1.1 Secador Rotatorio
Existen dos tipos de secadores rotatorios: de calor directo e indirecto. Ambos son estructuras
cilíndricas ligeramente inclinadas y sostenidas por dos anillos de rodadura. Se emplean para procesar
grandes tonelajes y el volumen de llenado oscila entre 10 y 15%.
Esta etapa es demandante de energía térmica por lo que representa una potencial aplicación para la
energía solar. En las fundiciones se dispone del calor sensible de los gases que podría ser utilizado
en esta etapa de secado, sin embargo, puede ser más conveniente que dicho calor se utilice para
generación de electricidad y secar el concentrado con energía solar.
Calor directo
El secador rotatorio de calor directo es aplicable a materiales que tienen formas granulares, la
transferencia de calor es principalmente por convección. Además, el material que ingresa al secador
no es reactivo a las temperaturas normales de secado, por tanto, no es afectado por el contacto directo
con gases de combustión. El material puede ser secado en paralelo o contra la corriente del gas
caliente y ambos sistemas tienen ventaja
La Figura 4, es un conjunto de imágenes que representan el diseño de un secador rotatorio de calor
directo.

Integración de tecnología termosolar en la industria metalúrgica chilena para
mejorar sus ventajas competitivas. CORFO 16BPE-62274
Rev.: 0
Fecha: 26-06-2018
Página 15 de 72
PARA DIFUSION

Integración de tecnología termosolar en la industria metalúrgica chilena para
mejorar sus ventajas competitivas. CORFO 16BPE-62274
Rev.: 0
Fecha: 26-06-2018
Página 16 de 72
PARA DIFUSION
Figura 4: Conjunto de imágenes del secador rotatorio de calor directo.
Calor indirecto
En el caso del secador rotatorio con calor indirecto, el material entra en contacto sólo con la superficie
caliente del cilindro, la cual es calentada de manera externa por gases de combustión o vapor, de este
modo el calor es transferido desde el medio que aporta calor hacia el concentrado mediante
conducción.
Además, se puede emplear con materiales que son reactivos en las condiciones de combustión de
hidrocarburos dentro del equipo y también en aquellos casos en que el calor es recuperado desde otra
fuente en las mismas instalaciones (por ejemplo calor recuperado desde el sistema de manejo y
limpieza de gases).
La siguiente Figura 5 muestra el diseño del secador rotatorio con calor indirecto.

Integración de tecnología termosolar en la industria metalúrgica chilena para
mejorar sus ventajas competitivas. CORFO 16BPE-62274
Rev.: 0
Fecha: 26-06-2018
Página 17 de 72
PARA DIFUSION
Figura 5: Conjunto de imágenes del secador rotatorio de calor indirecto

Integración de tecnología termosolar en la industria metalúrgica chilena para
mejorar sus ventajas competitivas. CORFO 16BPE-62274
Rev.: 0
Fecha: 26-06-2018
Página 18 de 72
PARA DIFUSION
3.3.1.2 Secador de lecho fluidizado
La fluidización convierte un lecho de partículas sólidas en una masa suspendida y expandida que
posee muchas de las propiedades de un líquido.Las velocidades ascendentes del gas varían entre
0,15 a 6 m/s, la que se conoce como velocidad superficial, uo. En estos equipos se sopla aire a través
de un lecho de partículas sólidas a una velocidad determinada (antes mencionada), con el fin de que
se pueda mantener a las partículas en estado de suspensión mejorando así la velocidad de transferencia
de calor entre los concentrados y el gas y alcanzando altas tasas de procesamiento.
El combustible que se utiliza para el funcionamiento del secador es gas natural, por ende, el
combustible se quemará con el aire de combustión, el que es introducido por el ventilador de
combustión generando la temperatura deseada (Duran, Simulación de proceso de secado de
concentrado de cobre, 2013).
La Figura 6, muestra el diseño de un lecho fluidizado.
Figura 6: Secador de lecho fluidizado.5
3.3.1.3 Secador a vapor
El secador de vapor Kumera es una solución patentada para el secado de concentrado de cobre, así
como otros materiales abrasivos. Por lo general, el vapor se puede obtener a partir de una caldera de
calor residual, así como también, de una caldera de recuperación desde la planta de ácido.
Las principales características del secador Kumera, que se encuentra publicado en su página6 son:
- Alta capacidad de tasa de alimentación de concentrado 250 t/h
- Alta capacidad de tasa de evaporación de agua a 25-30 t/h
5 Fuente: (Kumera Corporation, 2017) 6 Fuente: (Kumera Corporation, 2017)

Integración de tecnología termosolar en la industria metalúrgica chilena para
mejorar sus ventajas competitivas. CORFO 16BPE-62274
Rev.: 0
Fecha: 26-06-2018
Página 19 de 72
PARA DIFUSION
- Alta eficiencia energética
- Tiene menor consumo de energía específica en comparación a otros secadores
- Cero emisiones de gases, por ej. CO2, SOX, NOX
- Menor tasa de emisión de polvo debido al bajo flujo de gas
- Costos operacionales más bajos que cualquier otro secador
- Menor necesidad de mantenimiento
- La más alta disponibilidad comparada con cualquier otro secador de concentrado
- Mantenimiento fácil debido a componentes livianos
- Espacio mínimo requerido
- Equipo de manejo de gas de bajo costo y tamaño pequeño
- Bajo consumo de energía y vapor
Figura 7: Secador a vapor Kumera.7
3.3.2 Alimentación de concentrados al horno de fusión
Cuando se alcanza el porcentaje de humedad deseado se descarga desde el secador el concentrado de
cobre y se transporta en forma neumática a tolvas intermedias. Junto a las tolvas intermedias, se
encuentran las tolvas de almacenamiento de fundentes. Los fundentes se utilizan para la formación
de la escoria en cantidades y composición adecuadas. Junto a los concentrados y fundentes se
alimenta otros materiales generados dentro de la fundición tales como escoria de refinación y polvos
de fundición, entre otros (Codelco, 2017). Esta mezcla está entonces lista para ser alimentada a los
reactores de fusión de concentrados.
3.3.3 Fusión de concentrados
La etapa de fusión de concentrados se realiza a temperaturas por sobre los 1250 ºC y tienen lugar en
reactores con un sistema que contiene la suspensión de partículas sólidas y líquidas, además del gas
7 Fuente: (Kumera Corporation, 2017)

Integración de tecnología termosolar en la industria metalúrgica chilena para
mejorar sus ventajas competitivas. CORFO 16BPE-62274
Rev.: 0
Fecha: 26-06-2018
Página 20 de 72
PARA DIFUSION
(reactores de fusión flash) o bien en otros en los que el concentrado se alimenta directamente al baño
fundido (reactores de fusión en baño).
El objetivo principal de esta etapa es crear una fase de sulfuros líquidos (ya sea la mata o metal blanco
de cobre que contiene además de sulfuros de cobre y hierro los metales nobles) la que debe contener
idealmente todo el cobre alimentado y una fase la escoria que idealmente debe contener la mayor
parte de las impurezas. Si la escoria tiene bajo contenido de cobre se descarta, de lo contrario, debe
ser procesada a fin de recuperar parte del cobre contenido.
3.3.3.1 Horno Flash Outokumpu
El horno flash Outokumpu es el reemplazo del Horno Reverbero y está compuesto por tres cámaras:
sedimentación, reacción y gases de salida. El quemador se ubica de manera vertical como se puede
apreciar en la Figura 8. En cuanto al contenido de cobre en la mata éste varía entre 55-70%. Cuando
el contenido de cobre es mayor a 70% (y hasta 75%) se denomina metal blanco). La obtención de uno
u otro está asociado al tipo de tecnología empleada. Por ejemplo, en Chile los hornos de fusión flash
generan matas con 63% de cobre y los convertidores Teniente permiten obtener metal blanco con 72-
75% de cobre.
Los gases alcanzan una temperatura de 1.350 – 1.500 ºC y van a una caldera recuperadora de calor,
la que permite además remover el material particulado de la corriente gaseosa. Los polvos con
contenidos de cobre atractivos pueden recircularse al proceso si el contenido de impurezas no es muy
elevado (especialmente de arsénico). El flujo de gases que circula dentro del horno es del orden de
70.000 Nm3/h (metros cúbicos en condiciones normales). (Codelco, 2009).
El contenido de cobre en la mata (o ley de eje) se ajusta en el proceso a través de la cantidad de
oxígeno que se sopla. Si se quiere obtener un eje de mayor ley, se deberá soplar una mayor cantidad
de oxígeno. Por otro lado, el porcentaje de escoria en esta etapa varía entre 1,5 y 3%, la que
posteriormente se trata por flotación de la escoria enfriada o bien en hornos de limpieza de escoria.
El contenido de dióxido de azufre (SO2), va a depender del oxígeno (O2) presente en el aire, pero
generalmente varía en el rango 12-18%.
Figura 8: Esquema del horno flash Outukumpu.

Integración de tecnología termosolar en la industria metalúrgica chilena para
mejorar sus ventajas competitivas. CORFO 16BPE-62274
Rev.: 0
Fecha: 26-06-2018
Página 21 de 72
PARA DIFUSION
3.3.3.2 Horno Flash INCO
A diferencia del horno flash Outokumpu, el Flash INCO está conformado por una cámara con
quemadores de concentrado horizontales, tal como se muestra en la Figura 9. Este proceso también
es autotérmico pues además utiliza oxígeno técnico (95% O2). En esta etapa, la humedad del
concentrado no puede exceder de 0,1 – 0,3% para no obstruir los quemadores. Los gases son
evacuados por el centro del horno y la escoria producida se elimina directamente (el porcentaje de
cobre contenido en estas escorias no supera el 0,6%).
Los quemadores pueden tratar entre 15 – 20 t/h de carga con un flujo de 2.000 – 2.500 Nm3 de O2/h
(Riveros, 2009).
Figura 9: Esquema del horno flash INCO.
3.3.3.3 Convertidores Teniente
El convertidor Teniente comienza a funcionar con la inyección de concentrado seco, de manera
neumática, a través de toberas al baño fundido del reactor. La generación del metal blanco con un 72
– 75% de cobre, se debe gracias al aprovechamiento del calor generado por las reacciones de
oxidación de la carga de sulfuros (especialmente el azufre y el hierro) con el aire enriquecido que se
sopla por toberas (que contiene entre 33 y 36% de O2). (Duran, Simulación de proceso de secado de
concentrado de cobre, 2013).
La separación de fases entre el metal blanco y la escoria se origina en la diferencia de densidades que
tienen. El metal blanco es más denso (5,2 g/cm3 y la escoria tiene 3,5 g/cm3) por lo que pueden
también ser sangrados (retirados) desde el reactor periódicamente y por separado y transportados
luego en tazas a los convertidores de Peirce-Smith para la etapa siguiente (conversión). Por otro lado,
la escoria es evacuada por el extremo opuesto del horno (y separada del metal blanco) como muestra
la Figura 10 y es llevado posteriormente al horno eléctrico de limpieza de escorias, denominado
HELE, en el que se realiza un proceso de sedimentación, reducción y recuperación del mineral de
interés.

Integración de tecnología termosolar en la industria metalúrgica chilena para
mejorar sus ventajas competitivas. CORFO 16BPE-62274
Rev.: 0
Fecha: 26-06-2018
Página 22 de 72
PARA DIFUSION
Los gases que genera el CT llevan polvos que son recuperados en los precipitadores electroestáticos
y posteriormente llevados a la planta de tratamiento de polvos.
Figura 10: Esquema de Convertidor Teniente.

Integración de tecnología termosolar en la industria metalúrgica chilena para
mejorar sus ventajas competitivas. CORFO 16BPE-62274
Rev.: 0
Fecha: 26-06-2018
Página 23 de 72
PARA DIFUSION
3.3.4 Limpieza de escorias
3.3.4.1 Horno de limpieza de escorias (HLE)
El horno de limpieza de escorias es un reactor donde se realiza la reducción de magnetita que se
encuentra contenida en la escoria proveniente del Convertidor Teniente y que dificulta la eficiente
separación del cobre contenido. Tiene como objetivo principal la disminución de la viscosidad de la
escoria para poder recuperar el cobre a través de la sedimentación y separación de fases por diferencia
de densidades. Las reacciones de reducción que tienen lugar son de tipo endotérmicas, por lo que se
requiere generar calor con un quemador (típicamente empleando ENAP-6), de manera que se pueda
conservar la temperatura del baño y de esa forma, junto con la reducción de la magnetita a wustita
(FeO), mantener las fases fundidas, disminuir la viscosidad y permitir la sedimentación de las gotas
de cobre y/o cobre sulfurado formando una fases eje en el fondo del baño. El agente reductor más
utilizado es el carboncillo inyectado por toberas al baño (Duran, Simulación de proceso de secado de
concentrado de cobre, 2013).
Cuando termina el proceso de sedimentación, la escoria con bajo contenido de cobre se envía al
escorial (botadero de escorias) en tazas a temperaturas del orden de 1200 – 1250 ºC. La mata de cobre
recuperada, en cambio, se retorna al proceso de fundición generalmente a los convertidores de Peirce-
Smith.
Los gases del proceso de reducción salen del HLE a través del sistema de manejo y limpieza de gases
donde se enfrían y neutralizan para que puedan ser expulsados a la atmósfera. Los polvos arrastrados,
por su parte, se recuperan para evitar que sean emitidos.
Figura 11: Horno de limpieza HLE.
FUNDENTE
INTERFASE
ESCORIA
PETROLEO REDUCCION
AIRE REDUCCION
AIRE
QUEMADOR
PETROLEO
QUEMADOR
GASES
ALIMENTACION
DE ESCORIA
ESCORIA
A
VENTAEJE
EJE
SALIDA DE GASES
PLACA DE SANGRIA
EJE

Integración de tecnología termosolar en la industria metalúrgica chilena para
mejorar sus ventajas competitivas. CORFO 16BPE-62274
Rev.: 0
Fecha: 26-06-2018
Página 24 de 72
PARA DIFUSION
3.3.5 Conversión de eje y metal blanco
En la etapa de conversión de eje y metal blanco las temperaturas de la reacción (de tipo exotérmica)
pueden llegar hasta los 1.350 ºC. El calor generado se emplea para mantener la temperatura de las
fases fundidas y los gases, y para compensar las pérdidas de calor del reactor y sistemas anexos.
3.3.5.1 Convertidor Peirce-Smith
El equipo que más se utiliza en la producción de cobre blíster es el convertidor de Peirce-Smith,
dando cuenta del 85% de los ejes y metal blanco de cobre. La conversión del metal blanco junto a la
conversión de eje es un proceso de tipo exotérmico, el que se traduce en un aumento sostenido de la
temperatura interna del reactor de no añadirse carga fría para mantener el equilibrio térmico.
Mediante el proceso de oxidación selectiva se remueve del baño el azufre y el hierro de manera
secuencial, además de otras impurezas contenidas en el metal blanco. La oxidación procede mediante
el soplado de aire enriquecido por toberas directamente en el baño.
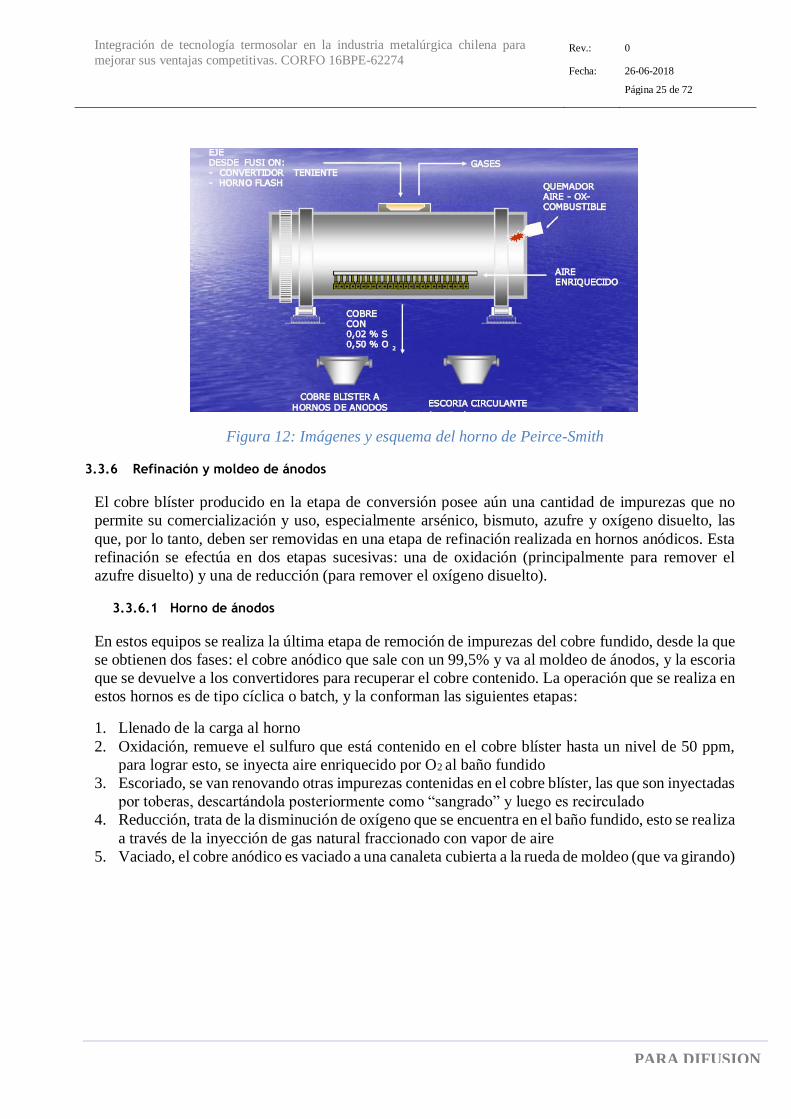
La Figura 12, muestra el esquema del convertidor Peirce-Smith el cual está construido con una
plancha de acero entre 4 y 5 centímetros de grosor, envuelto con ladrillos de cromo magnesita. Se
procesa entre 300 y 500 toneladas de mata por día, para producir entre 100 y 200 toneladas de cobre
blíster (Riveros, 2009), es una operación no continua, ya que tiene un ciclo que tarda entre 8 y 12
horas, donde se utiliza de 2 a 5 convertidores alineados. Los convertidores no se utilizan al mismo
tiempo, de tal manera de optimizar esta etapa y que todos vayan recibiendo la mata proveniente de
los hornos de fusión.
El convertidor opera de la siguiente manera:
1. Carguío de mata al convertidor por la boca
2. Soplado a escoria
3. Vaciado de escoria
4. Soplado a cobre
5. Vaciado de cobre Blíster en ollas refractarias
En cuanto a los gases de salida de cada reactor, estos son capturados durante el soplado por una
campana externa situada sobre la boca del convertidor (ver Figura 12), la cual está ensamblada a un
sistema de ventilación común que los envía a la planta de ácido sulfúrico.
Se debe destacar que el caudal de soplado es 500-700 Nm3/mín. (Riveros, 2009)
Integración de tecnología termosolar en la industria metalúrgica chilena para
mejorar sus ventajas competitivas. CORFO 16BPE-62274
Rev.: 0
Fecha: 26-06-2018
Página 25 de 72
PARA DIFUSION
Figura 12: Imágenes y esquema del horno de Peirce-Smith
3.3.6 Refinación y moldeo de ánodos
El cobre blíster producido en la etapa de conversión posee aún una cantidad de impurezas que no
permite su comercialización y uso, especialmente arsénico, bismuto, azufre y oxígeno disuelto, las
que, por lo tanto, deben ser removidas en una etapa de refinación realizada en hornos anódicos. Esta
refinación se efectúa en dos etapas sucesivas: una de oxidación (principalmente para remover el
azufre disuelto) y una de reducción (para remover el oxígeno disuelto).
3.3.6.1 Horno de ánodos
En estos equipos se realiza la última etapa de remoción de impurezas del cobre fundido, desde la que
se obtienen dos fases: el cobre anódico que sale con un 99,5% y va al moldeo de ánodos, y la escoria
que se devuelve a los convertidores para recuperar el cobre contenido. La operación que se realiza en
estos hornos es de tipo cíclica o batch, y la conforman las siguientes etapas:
1. Llenado de la carga al horno
2. Oxidación, remueve el sulfuro que está contenido en el cobre blíster hasta un nivel de 50 ppm,
para lograr esto, se inyecta aire enriquecido por O2 al baño fundido
3. Escoriado, se van renovando otras impurezas contenidas en el cobre blíster, las que son inyectadas
por toberas, descartándola posteriormente como “sangrado” y luego es recirculado
4. Reducción, trata de la disminución de oxígeno que se encuentra en el baño fundido, esto se realiza
a través de la inyección de gas natural fraccionado con vapor de aire
5. Vaciado, el cobre anódico es vaciado a una canaleta cubierta a la rueda de moldeo (que va girando)

Integración de tecnología termosolar en la industria metalúrgica chilena para
mejorar sus ventajas competitivas. CORFO 16BPE-62274
Rev.: 0
Fecha: 26-06-2018
Página 26 de 72
PARA DIFUSION
Figura 13: Horno de ánodos y vaciado a rueda de moldeo.
3.3.6.2 Horno de Scrap
El horno de Scrap sirve para fundir los restos de cobre que quedaron en el proceso de refinería
electrolítica, formando cobre fundido el que es reciclado y llevado a los hornos de ánodo.
3.3.7 Tostación
El proceso de tostación consiste en la oxidación parcial de los sulfuros del concentrado. Las altas
temperaturas que rondan en el proceso varían entre 500 - 800 ºC, esto va a depender de los productos
que se desean obtener. Además, elimina parcialmente el azufre contenido en el concentrado como
SO2.
3.3.7.1 Tostación de concentrados de División Ministro Hales de Codelco
División Ministro Hales de Codelco aplica la tecnología de tostación para la eliminación de arsénico
desde concentrados de cobre por volatilización en un reactor de lecho fluidizado que opera a 700ºC.
Este proceso es autógeno desde el punto de vista de la energía térmica y solo requiere de aporte
externo de calor en las etapas de calentamiento del horno.
El concentrado se alimenta con la humedad que entrega la etapa de filtración y se seca y fluidiza en
el reactor con aire. A la temperatura de operación los sulfuros que componen el concentrado liberan
azufre elemental que reacciona con el oxígeno generando el calor necesario para mantener la
temperatura del proceso. A esta temperatura la enargita se descompone y libera el As como As2S3
gas. El exceso de calor en el reactor se controla agregando agua.
Los gases pasan por ciclones que recuperan los polvos arrastrados y el gas continúa a una etapa de
post combustión en la cual se agrega aire para oxidar el As2S3 y transformarlo en As2O3. La oxidación

Integración de tecnología termosolar en la industria metalúrgica chilena para
mejorar sus ventajas competitivas. CORFO 16BPE-62274
Rev.: 0
Fecha: 26-06-2018
Página 27 de 72
PARA DIFUSION
de este sulfuro genera calor y permite que esta etapa se realice a una temperatura de 650ºC. Luego
los gases pasan por un enfriador evaporativo para bajar la temperatura a 350ºC y puedan ingresar al
precipitador electrostático donde se recuperan los polvos más finos arrastrados por los gases.
Los gases finalmente van a una etapa de lavado donde se genera una solución que contiene el arsénico
y que posteriormente se trata con lechada de cal para fijar el As como arsenito de calcio. En la Figura
14 se muestra el diagrama de proceso. En general no se requiere de aporte de calor externo y hay
calor disponible que no se recupera desde los gases y desde el mismo reactor.
Figura 14: Diagrama del proceso de tostación des-arsenificante de División Ministro Hales de
Codelco.
3.3.7.2 Tostación de concentrados de Molibdeno
Otra aplicación es la tostación de concentrados de molibdeno para transformarlo en trióxido de
molibdeno que se realiza en hornos de pisos que operan entre 550 y 650 ºC. La reacción es exotérmica
y genera gran cantidad de calor, pero, a diferencia del proceso de tostación de DMH, la tostación de
molibdeno requiere altos tiempos de residencia (8 a 10 horas) lo que se traduce en una baja tasa de
reacción por unidad de tiempo y por lo tanto baja tasa de generación de calor. Además, los hornos de
piso se caracterizan por tener una baja eficiencia por lo que requieren de apoyo térmico a través de
quemadores en cada piso. Esta condición podría ser favorable para evaluar el empleo de energía solar
en este tipo de proceso, pero posiblemente requeriría cambiar el tipo de horno.
Además de la etapa de tostación, este tipo de plantas tienen incorporado una etapa de eliminación de
cobre que se realiza mediante lixiviación agitada en reactores cerrados a 110 ºC y cloruro férrico. El
circuito incluye etapas cementación del cobre, regeneración del cloruro férrico, filtración y secado
del concentrado de molibdeno. La energía necesaria para el calentamiento de los reactores y el secado
del concentrado son potenciales aplicaciones para la energía solar térmica.
Conc. DMH + 3-5% arenade silke
Alim.rotativo
Reactortostaciónlechofluido
Ciclones(276)
Agua decontrol detemperatura
Aire
Camarapostcomb.
Enfr.evap.
Agua
Precipitadorelectrostático
Aire
Vent. controlde tiraje
Lav.gases
Agua
Solución de PE húmedo
Solución arsenicala Ecometales
EnfriadorpolvosAire caliente
Gases aP.E. húmedode plantade ácido
Colu
mna
atr
apa
gota
s y
enfr
iam
iento
Polvos arsenicalesa Ecometales
Buzónpolvo
Aire
Aire
Aire
Buzóncalcinas
AireAire
Aire precalentadode planta ácido
Sopl. gas
Calcina a mezcladoy fusión flash
Enfriadorcalcinas

Integración de tecnología termosolar en la industria metalúrgica chilena para
mejorar sus ventajas competitivas. CORFO 16BPE-62274
Rev.: 0
Fecha: 26-06-2018
Página 28 de 72
PARA DIFUSION
Ejemplos de empresas con esta tecnología son Molymet con sus plantas en Nos y en Mejillones, y
Codelco con su planta Molyb ubicada en Mejillones. En la Figura 15 se muestra el diagrama de flujo
de una planta piloto que simula el proceso completo ya descrito.
M
Concentrado de molibdenita
Reactorlixiviación
Calentadoragua eléctrico
Filtro prensa
Bombadiafragma
Cementode cobre
Filtro cementocobre
Solución a regeneraciónQueque molibdenita purificada
Secador de
bandejas eléctrico
Vapor a laatmósfera
Cl2
Buzónmóvil
Aire calientea la atmósfera
Gases
Ciclones
Agua
Polvos
GL
Buzón calcinasde trióxido demolibdeno
Solución adescarte
Soplador aire
Estanque solución
Estanquepreparación
NaOH
NaOH (M)
Agua
Solución a tratamiento
Estanquesolución
Control tiraje
Gasesa la atmósfera
Sis
tem
a en
fram
ient
o ga
ses
Col
umna
de
neut
raliz
ació
n
Col
umna
atr
apa
gota
s
Man
ifold
gas
es s
alid
a
Planta Piloto MOLYB
Harneromalla 4
(+)
(-)
-4mallas
BalanzaBombadiafragma Bomba
diafragma
Gas
es
Est.preparación
pulpa
Solución FeCl3
Agua
20 ºCG
ases
Est.enfriamiento y
Gases a planta tratamiento de gases
~=
M
M
M = Operaciónmanual
Solución atratamiento
Sopladoraire
~=
M
Horno de tostaciónde pisos múltiples
Mol
ibde
nita
pur
ifica
da s
eca
M
M
1
2
2
5
3 7
10
9
6
4
21
22
28
27
18
29
31
32
35
38
37
25
48
12
3
11
16
14
15 34
33
36
39
40
46
41
55
53
46
47
52 5556
64
65
66
5452
61
57
58
59
62
63
60
53
54
Est. solución
débil yalmacenamiento
69
Granallasde hierro
Tambor decementación
Hierro recirculado
M
M
26
71
23
Bomba centr.aceite term.
Est.exp.
~=
Calentador
Aceite térmico
almacenam.
Est. prep.solución férrica
72
74
TK-1 TK-2TK-3
TK-4
TK-5
TK-6
TK-7
TK-8TK-9
cemento
cobre y soluc.
eléctrico
Pol
vos
32Agua
Est. de recepción
de neutral.
de lavado
70
Bombadiafragma
Gases
Bombacentrífuga
Bombaperistáltica
Bombacentrífuga
Bombadiafragma
Bombacentrífuga
CondensadorAgua
20 ºC
Bombadiafragma
Agua20 ºCInter.
calor
M
Gasesdespres.
Vibrador
Agua20 ºC
Diagrama de Procesos
Departamento de Ingeniería Metalúrgica
Universidad de Concepción
(Revisión 21-04-2015)
B-TK-7
B-TK-9B-TK-8
B-TK-5
B-FCB-TK-6
B-TK-1B-TK-2/3
B-TK-4
8
13
B-TK-3B-AT
42
TCC
FCC
FP
HN
SM
Horno detostación
HT
SE
G
CN
-1
CN
-2
Ventilador
VS
Aire
Aire
hierro
recirc.
Cajón
solución
fuerte
Est. cabeza
Bombacentrif.
B-SF
Agua20 ºC
P
Vibrador
Aire
Aire
Sistema alimentaciónconcentrado
Agua desmin.
19
Agua 70 °C
Figura 15: Diagrama del proceso en planta piloto para el tratamiento de concentrados de
molibdeno.
3.3.7.3 Tostador de lecho fluidizado
El tostador de lecho fluidizado u horno de lecho fluidizado funciona por transferencia de calor de tipo
convección, que se facilita desde las partículas que conforman el lecho y el concentrado. Como
característica principal es que se tiene una masa de partículas sólidas agitadas de manera intensa y en
mezcla cercana a la mezcla ideal, esto ocurre en los tostadores que funcionan con gas (aire
precalentado).
El gas es suministrado por un soplador. La Figura 16, muestra el esquema del tostador de lecho
fluidizado.
Las siguientes características fueron encontradas en el Manual de operaciones 5140, área de tostación
de Codelco (Puga, 2014):
• Capacidad : 70 t/h
• Humedad: = 10% (entre 8 a 10 %)
• Temperatura de diseño: 700 ºC.
• Tecnología : Outotec Lecho fluidizado
• Tiempo de operación: 24 h/d 330 días al año
• Carcasa de acero revestida de ladrillos refractarios
• Precalentamiento: tres quemadores para calentar el lecho a aprox. 600°C
• Arena: 2-4% del concentrado, como material inerte para estabilizar el lecho

Integración de tecnología termosolar en la industria metalúrgica chilena para
mejorar sus ventajas competitivas. CORFO 16BPE-62274
Rev.: 0
Fecha: 26-06-2018
Página 29 de 72
PARA DIFUSION
• Tolva de alimentación en la parte superior del tostador: actúa como sello para evitar que el
gas del proceso escape al ambiente
• Alimentador rotativo de accionamiento hidráulico
• Alimentación por tres tuberías desde la tolva de alimentación
• Aire de fluidización: aire precalentado a 200-280°C
• Aire por tonelada de concentrado: debe ser tan bajo como sea posible, una vez elegida la
temperatura de tostación.
• Temperatura de tostación: 650-700°C
• Presión en el tostador: presión negativa
• Azufre en calcina: tanto azufre como sea posible (>de 20 %)
• Arsénico: =0.3 %
• Descarga del horno: parte inferior del lecho, por encima de las toberas
Figura 16: Imágenes y esquema de un tostador de lecho fluidizado.

Integración de tecnología termosolar en la industria metalúrgica chilena para
mejorar sus ventajas competitivas. CORFO 16BPE-62274
Rev.: 0
Fecha: 26-06-2018
Página 30 de 72
PARA DIFUSION
3.3.7.4 Tostación en horno de pisos
Un horno de pisos múltiples (ver Figura 17) consta de un cilindro de acero revestido internamente
con un cierto número de plataformas alineadas montadas horizontalmente llamadas chimeneas. Los
pisos circulares son más delgados cerca del centro, donde tiene una abertura para un eje vertical.
Un variador de velocidad ajustable con protección contra sobrecarga gira el eje entre 0,2 y 5 rpm.
Poseen de uno a cuatro brazos de arrastre de carga (rastras) por chimenea que se enclavan al eje de
forma hermética al gas. Estos brazos llevan dientes de agitación oblicua para mover los sólidos sobre
el piso. En un piso el movimiento de la carga sólida es desde el centro al borde y en el siguiente, del
borde al centro, dependiendo de la inclinación de los dientes de las rastras.
Las aberturas en las chimeneas, a través de las cuales la carga viaja desde la parte superior del horno
hasta el fondo, por lo tanto, alternan de central a periférica. Debido a la alta temperatura en el horno,
el eje y los brazos son enfriados por aire. El eje tiene paredes dobles. El aire frío suministrado por un
ventilador entra en el espacio exterior, pasa a través del eje y los brazos y sale del horno a 200 - 300
◦C a través del espacio central. Cada piso tiene varias puertas que permiten el monitoreo de la reacción
y el reemplazo de las rastras en caso de reparaciones.
Las puertas pueden cerrarse herméticamente o pueden tener ranuras de aire ajustables para admitir
aire de enfriamiento o de combustión si se mantiene una ligera presión sub-atmosférica en el horno.
Los hornos de pisos múltiples se construyen en varios tamaños, que van de 2 a 8 m de diámetro y
tienen 3 - 16 pisos. El tiempo de residencia en el horno se controla fácilmente variando la velocidad
de rotación del eje o el número de brazos y dientes en cada rastra. Este tipo de hornos se recomiendan
en casos tales como:
1) Reacciones lentas (debido a que se pueden conseguir largos tiempos de residencia),
2) Reacciones entre sólidos y cantidades de gas que son demasiado pequeñas para mantener un lecho
fluidizado,
3) Procesos en los que el sólido entra en forma de pulpa y se desea el secado más lento posible,
4) Procesos en los que los sólidos deben ser expuestos a una temperatura de reacción variable durante
el proceso térmico (dentro de ciertos límites, la temperatura y la atmósfera del gas pueden variar en
cada piso),
5) Reacciones en las que el sólido experimenta un ligero ablandamiento, aglomeración o sinterización
de manera que no se pueden emplear reactores de lecho fluidizado.

Integración de tecnología termosolar en la industria metalúrgica chilena para
mejorar sus ventajas competitivas. CORFO 16BPE-62274
Rev.: 0
Fecha: 26-06-2018
Página 31 de 72
PARA DIFUSION
Figura 17: Imágenes y esquema de un tostador de pisos.

Integración de tecnología termosolar en la industria metalúrgica chilena para
mejorar sus ventajas competitivas. CORFO 16BPE-62274
Rev.: 0
Fecha: 26-06-2018
Página 32 de 72
PARA DIFUSION
3.3.8 Precipitación de Escorodita
La empresa Ecometales, filial de Codelco, ofrece soluciones ambientales a la minería y procesos para
la recuperación de metales, se menciona en este informe ya que ha diseñado un desarrollo tecnológico
patentado N° 50.423/2014/Chile cotizado a nivel mundial denominado “AAA” que significa
Abatimiento de Arsénico y Antimonio, el esquema se puede ver en la siguiente Figura 19.
Del proceso de lixiviación ácida de polvos y residuos de refinería se obtiene una solución rica en
cobre, llamada PLS (pregnant leach solution), el que alimenta al proceso AAA, y por consiguiente,
se le realizan tres tratamientos de manera consecutiva, como señala el siguiente esquema:
Figura 18: Esquema de tratamientos del proceso AAA8
Existen tres maneras para el abatimiento de arsénico, de aplicación mundial, su uso va a depender
según sea la peligrosidad del residuo generado, el volumen, posibilidades de recuperación de
subproductos, además de costos del proceso.
1. Arsenito o arseniato de calcio: Actualmente es el que más se utiliza, en el tratamiento de
residuos lìquidos de refinería. Se adiciona lechada de cal en un medio básico, lo que provoca
un residuo sólido peligroso, el cual debe ser llevado a depósitos de seguridad, debido a que
debe cumplir el Decreto Supremo 148/03. Una de sus ventajas son los bajos costos de
operación y su desventaja es que genera gran volumen de residuo. Por lo general este proceso
se aplica a las plantas de ácido sulfúrico.
2. Trisulfuro de arsénico: Sólo se usa este proceso cuanto se desea tener soluciones con menos
de 1 parte por millón (ppm) de arsénico. Durante la fase usa gas: H2S o NaHS, en un medio
ácido. En caso de que el contenido de arsénico no sea alto, el efluente se puede volver a
recircular a la fundición, fijando así, el arsénico en la escoria.
La ventaja de este proceso es la mínima generación de residuos, mientras que su desventaja
es que genera un residuo peligroso el cual debe ser llevado a depósitos de seguridad por el
Decreto mencionado anteriormente. Por lo general, este proceso se aplica a las plantas de
ácido sulfúrico.
3. Escorodita: Se utiliza para soluciones con alto contenido de cobre, como es la solución rica
en cobre (PLS), proveniente de los polvos de fundición y residuos o efluentes de refinería. Es
una precipitación química en un medio ácido que tiene condiciones oxidativas. En
comparación a los anteriores, es el único que genera un residuo estable y sólido, que cumple
con el Decreto mencionado anteriormente.
Entre sus ventajas se destaca que no genera un residuo peligroso, mientras que su desventaja,
es que se debe adicionar oxidantes. Por lo general, este proceso se aplica en el tratamiento de
polvos de fundición.
8 Fuente: (ECOMETALES, 2017)
Oxidación del arsénico (III) a
arsénico (V)Ajuste de pH
Precipitación de sulfato
férrico, a partir de magnetita

Integración de tecnología termosolar en la industria metalúrgica chilena para
mejorar sus ventajas competitivas. CORFO 16BPE-62274
Rev.: 0
Fecha: 26-06-2018
Página 33 de 72
PARA DIFUSION
Figura 19: Diagrama del proceso de precipitación de escorodita.9
3.4 Refinación electrolítica
La refinación electrolítica es el proceso de disolución electroquímica de los ánodos de cobre y
deposición selectiva del cobre disuelto, lo que permite obtener un cobre sólido de calidad superior
que el ánodo inicial.
Se realiza en un sistema de celdas múltiples en las que se dispone los ánodos (cobre impuro) y cátodos
(cobre puro en proceso de deposición) dispuestas en paralelo, en el que los ánodos y cátodos se
disponen de manera intercalada como señala la Figura 20, cada ánodo está dispuesto entre dos
cátodos, de tal manera que se disuelven electroquímicamente a velocidades similares. Las celdas están
conectadas en serie para formar secciones, las cuales están conectadas eléctricamente para que la
tensión total sea del orden de 100 a 250 V, dependiendo del equipo de rectificación de la planta.
Una vez colocados los ánodos y cátodos se conecta la energía eléctrica y el cobre se disuelve
gradualmente desde los ánodos para luego depositarse en los cátodos. Esto usualmente ocurre con
una temperatura donde circula el electrolito entre 55-65 ºC. Un ánodo regularmente produce dos
cátodos luego de 12 o 14 días, lo que se denomina periodo de “cosecha”.
Figura 20: Disposición de cátodos y ánodos.
9 Fuente: (ECOMETALES, 2017)

Integración de tecnología termosolar en la industria metalúrgica chilena para
mejorar sus ventajas competitivas. CORFO 16BPE-62274
Rev.: 0
Fecha: 26-06-2018
Página 34 de 72
PARA DIFUSION
4 COBRE ÓXIDOS
Por vía hidrometalúrgica se tratan principalmente minerales oxidados de cobre y sulfuros secundarios.
Existen algunas operaciones en que se lixivian botaderos de sulfuros primarios pero con muy baja
eficiencia.
La tecnología convencional para el tratamiento de minerales de cobre vía hidrometalúrgica es la
Lixiviación en Pilas – Extracción por solvente (SX) – Electroobtención (EW). Las etapas de
Lixiviación y SX se realizan a temperatura ambiente y la EW a 45 – 50 ºC. En esta última etapa es
que se ha incorporado el empleo de energía solar para calentar el electrolito.
4.1 Lixiviación
Existen diferentes técnicas de lixiviación cuya aplicación depende de la mineralogía y de las leyes
principalmente, estas técnicas son:
• Lixiviación "in-situ"
• Lixiviación en botaderos (dump leaching)
• Lixiviación en pilas (heap leaching)
• Lixiviación en bateas inundadas (vat leaching)
• Lixiviación por agitación
• Lixiviación a presión
De estas técnicas en Chile son más importantes por su aplicación, la lixiviación en pilas, lixiviación
en botaderos y la lixiviación por agitación.
4.1.1 Lixiviación en botaderos
Este método se aplica generalmente a materiales con leyes marginales por lo que se descartan en la
operación normal de la mina, normalmente en operaciones a rajo abierto (desmontes o sobrecarga.
La mayoría de los botaderos son formados cerca de la mina usando formaciones naturales del terreno.
Con frecuencia se rellenan valles angostos o el material es vaciado en la falda de un cerro. Cuando el
terreno no es adecuado para recolectar las soluciones, debe realizarse una preparación previa. Los
botaderos grandes pueden tener 200 m de altura, 80 m de ancho en la parte superior y unos 250 m en
la parte inferior. Pueden contener 50.000 a 300.000 ton de mineral. Por lo general el mineral en los
botaderos no es sometido a una reducción de tamaño previa y tiene el tamaño que obtuvo en el proceso
de extracción, lo que se conoce como mineral ROM (Run of Mine).
La solución de lixiviación, agua o ácido sulfúrico diluido es regada en la parte superior del botadero
y se filtra a través del material recolectándose en la base, posteriormente son enviadas a circuitos de
SX-EW. Estas operaciones se caracterizan por tener ciclos muy largos (generalmente mayores de 1
año) y las recuperaciones son bajas, pero los costos son muy bajos. Actualmente en Chile es común
las este tipo de operación como complemento a la línea principal de producción. Existen ejemplos
asociados a plantas hidrometalúrgicas como Radomiro Tomic y otra asociada a una concentradora
como es el caso de Los Bronces de Angloamerican en la cual se lixivian sulfuros primarios de baja
ley.
Integración de tecnología termosolar en la industria metalúrgica chilena para
mejorar sus ventajas competitivas. CORFO 16BPE-62274
Rev.: 0
Fecha: 26-06-2018
Página 35 de 72
PARA DIFUSION
4.1.2 Lixiviación en Pilas
Esta técnica se usa como método primario de tratamiento de menas de minerales oxidados y mezclas
de óxidos con sulfuros secundarios (Cu2S, CuS). El material a lixiviar, previamente triturado, se
acumula sobre una base o carpeta impermeable formando pilas sobre las que se rocía la solución de
lixiviación. El tamaño de las pilas, el grado de trituración más apropiados, la cantidad óptima de ácido
y la velocidad de irrigación generalmente se determinan mediante pruebas experimentales que se
realizan en columnas o gaviones. Estas variables dependen de la ley del mineral y de sus
características físicas. Cuando el mineral es fino 100% -3/8” o 100% -1/4, se acostumbra realizar un
aglomerado del mineral para mejorar la permeabilidad de la cama de sólidos, además, en el caso de
minerales de cobre, se acostumbra a agregar ácido concentrado junto con el agua en la aglomeración
para efectuar el “curado ácido”. Con este curado ácido se consigue mejorar la disolución de cobre y
además inhibir la disolución de algunas especies indeseables como el aluminio y la sílice. La mezcla
del ácido concentrado con la humedad del mineral genera calor aumentando la temperatura del
sistema, lo que favorece la cinética de las reacciones en la etapa de curado. Las reacciones del ácido
con los minerales también son exotérmicas. Para lograr una buena mezcla y aglomeración homogénea
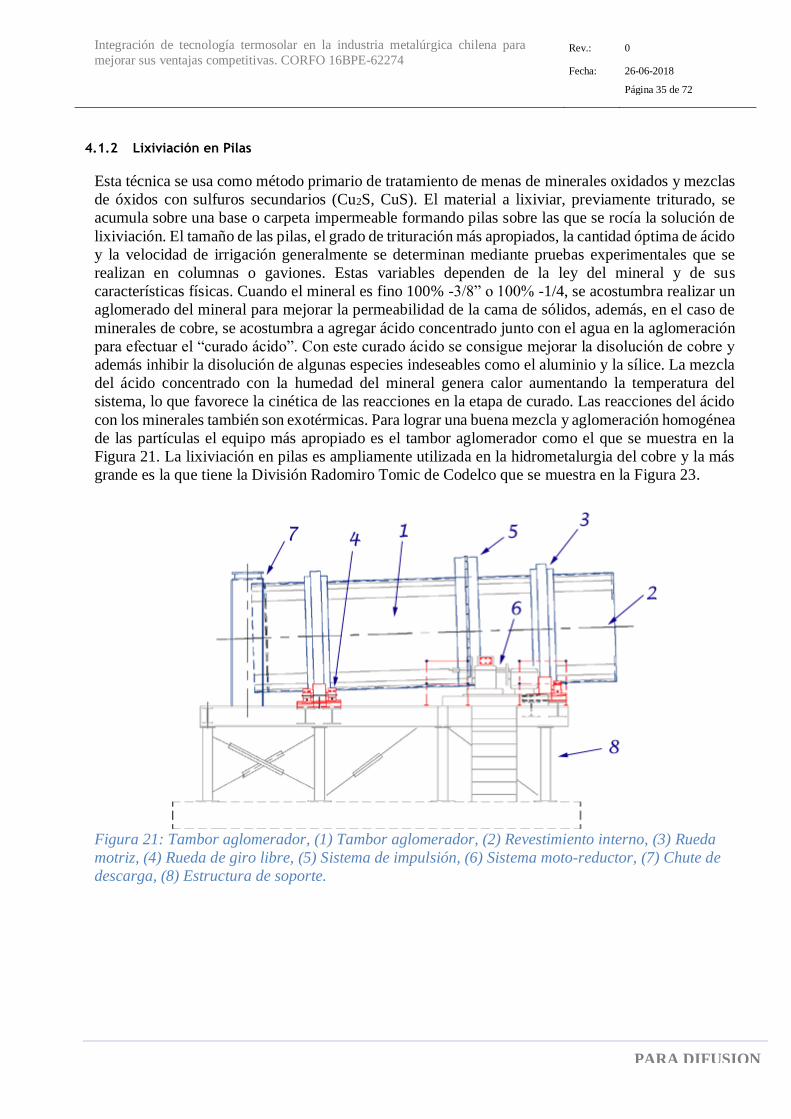
de las partículas el equipo más apropiado es el tambor aglomerador como el que se muestra en la
Figura 21. La lixiviación en pilas es ampliamente utilizada en la hidrometalurgia del cobre y la más
grande es la que tiene la División Radomiro Tomic de Codelco que se muestra en la Figura 23.
Figura 21: Tambor aglomerador, (1) Tambor aglomerador, (2) Revestimiento interno, (3) Rueda
motriz, (4) Rueda de giro libre, (5) Sistema de impulsión, (6) Sistema moto-reductor, (7) Chute de
descarga, (8) Estructura de soporte.

Integración de tecnología termosolar en la industria metalúrgica chilena para
mejorar sus ventajas competitivas. CORFO 16BPE-62274
Rev.: 0
Fecha: 26-06-2018
Página 36 de 72
PARA DIFUSION
Figura 22: Tambor aglomerador.
Figura 23: Pila de Lixiviación de Radomiro Tomic. Consta de dos pilas de 380 m de ancho por
1.300 m de largo y 9 m de altura. Pendiente transversal 3 - 4 º y pendiente longitudinal 1 - 2 º.
Cada pila contiene 13 módulos. Ciclo apilamiento por módulo 3,5 días.

Integración de tecnología termosolar en la industria metalúrgica chilena para
mejorar sus ventajas competitivas. CORFO 16BPE-62274
Rev.: 0
Fecha: 26-06-2018
Página 37 de 72
PARA DIFUSION
4.1.3 Lixiviación agitada
La lixiviación por agitación está limitada al tratamiento aquellas menas que debido a sus
características mineralógicas o granulometría no pueden ser tratadas efectivamente por lixiviación en
pilas o lixiviación en bateas. Este método se usa industrialmente para lixiviar minerales de oro, cobre
y uranio.
En el caso del cobre se aplica a menas de ley relativamente alta que no responden bien a la lixiviación
en un lecho de material, como es el caso de menas con diseminación muy fina, o que generan
demasiados finos durante la reducción de tamaño y por lo tanto forman lechos de baja porosidad, o
menas que presentan una alta desintegración en contacto con las soluciones de lixiviación. También
se usan para tratar colas de flotación de minerales mixtos y puede emplearse para lixiviar
concentrados o calcinas de tostación.
Generalmente se realiza en estanques agitados y los sólidos se dispersan mediante la rotación de un
impulsor o inyección de aire. En el caso del cobre, este tipo de lixiviación se aplica en algunas plantas
de Enami para lixiviar relaves de flotación de minerales mixtos, también se utiliza para la lixiviación
de polvos de fundición como es el caso de Ecometales que trata los polvos de Fundición de
Chuquicamata, al igual que la Fundición Altonorte y la División El Teniente que utilizan un sistema
de lixiviación agitada para tratar sus polvos de fundición.
4.2 Extracción por solvente
La extracción por solventes es un método de purificación de soluciones es decir un método para
separar un ion metálico de otros iones metálicos en solución acuosa. En este sentido la extracción por
solventes es uno más de una serie de métodos químicos y físicos de separar metales que pueden ser
utilizados en la práctica. Los objetivos del proceso de extracción por solvente pueden ser:
- Separación de un metal o metales de otros contaminantes. Esto se puede lograr extractando el
metal deseado desde la solución de modo que las impurezas permanecen en ésta, o en ocasiones
extractando la impureza y dejando el o los metales de interés en la solución.
- Concentración de los metales de interés de modo de reducir los costos para el proceso siguiente.
- Conversión del metal a una forma que simplifique su recuperación. Por ejemplo traspaso de medio
básico a medio ácido, y traspaso del metal de un medio complejante como el medio cloruro a
medio sulfato.
En el caso del cobre el proceso de SX separa selectivamente el cobre desde la solución de lixiviación
y además lo concentra para enviarlo a EW. El proceso de extracción por solventes, involucra el uso
en forma cíclica de una fase orgánica que es inmiscible con la fase acuosa. Esta fase orgánica actúa
como el medio de intercambio para efectuar la partición selectiva de un componente dado. El proceso
se lleva a cabo en dos etapas, la primera etapa es la Extracción, en la cual los iones cobre son extraídos
por la fase orgánica, y la segunda etapa es la re-extracción, que es donde el cobre es descargado desde
la fase orgánica a una nueva fase acuosa más pura y más concentrada que se envía a EW. El proceso
es a temperatura ambiente.

Integración de tecnología termosolar en la industria metalúrgica chilena para
mejorar sus ventajas competitivas. CORFO 16BPE-62274
Rev.: 0
Fecha: 26-06-2018
Página 38 de 72
PARA DIFUSION
4.3 Electroobtención
El objetivo principal del proceso de electroobtención es recuperar el metal desde una solución, la cual
está acondicionada, y luego depositándolo en un cátodo por medio de la electrólisis. Para lo anterior,
se requiere circular una corriente eléctrica continua de baja intensidad entre los ánodos y cátodos.
Los fundamentos de la operación tienen relación con:
• La operación se basa en la deposición electroquímica del cobre sobre la superficie catódica.
• Se presentan dos reacciones, una catódica y otra anódica.
• La reacción catódica produce deposición del cobre mientras que la reacción anódica produce
electrólisis del agua, con la consiguiente generación de protones y oxígeno gaseoso
En cuanto a la temperatura, si ésta aumenta, aumenta la conductividad del electrolito, el rango en que
se opera está entre 45° a 50ºC. Para el calentamiento del electrolito las plantas El Tesoro de AMSA,
con una producción de 125 mil t/año, y minera Gaby de Codelco, con una producción de 100 mil
t/año, han incorporado tecnología termosolar.
4.4 Tratamiento de minerales oxidados de cobre
Los minerales oxidados de cobre son solubles en medio ácido y con una cinética rápida de disolución.
La producción de cobre a partir de estos minerales se reactivó al inicio de los años 80 con la
incorporación de la tecnología de extracción por solvente, la lixiviación en pilas y otros aspectos de
mercado y ambientales, los que en su conjunto permitieron la explotación de minerales que se
consideraban en esa época, de baja ley o antieconómicos. La producción en el año 1992 mediante
SX-EW fue de 135 mil toneladas y en el año 2000 ya superaba los 1.5 millones de toneladas. La
producción continuó creciendo hasta el año 2009 cuando alcanzó los 2.12 millones de toneladas
estabilizándose algunos años y después comenzó a disminuir debido al agotamiento de las reservas,
llegando a 1.78 millones el 2015. De esta producción la mayor parte proviene del tratamiento de
minerales oxidados y una fracción menor se genera de la lixiviación de sulfuros de cobre.
El procesamiento convencional de estos minerales es por Lixiviación en pilas – SX – EW para
producir cátodos de cobre. Previo la lixiviación se aplica la etapa de curado debido a que favorece la
disolución de algunos óxidos como la crisocola (silicato) y la presencia de algunos sulfuros, amerita
la aplicación de la etapa de curado.
El proceso de lixiviación y SX se realizan a temperatura ambiente. En la Figura 24 se muestra el
diagrama de flujo general para el tratamiento de minerales de cobre por vía hidrometalúrgica.

Integración de tecnología termosolar en la industria metalúrgica chilena para
mejorar sus ventajas competitivas. CORFO 16BPE-62274
Rev.: 0
Fecha: 26-06-2018
Página 39 de 72
PARA DIFUSION
MINA
FINOS DE
CHANCADO
REDUCCION DE
TAMAÑOESTERIL Y MINERAL
DE BAJA LEY
DRENAJE
ACIDO DE MINA
AGLOMERACION
BOTADERO DE
RIPIOS
ACIDO SULFURICO
AGUA
LIXIVIACION
CATODOS DE COBRE
>99.99% Cu
AGUA DE
DESECHO
AGUA
FRESCA
EXTRACCION
POR SOLVENTE
ELECTRO-
OBTENCION
Re
fin
o
NEBLINA ACIDA
LODOS DE ELCTRO-
OBTENCION (Pb)
LODOS
Reactivo rgànico de SX +
soluciòn de lixiviación
Figura 24: Diagrama de flujo del proceso de tratamiento de minerales de cobre por vía
hidrometalúrgica.
4.5 Tratamiento de minerales mixtos y sulfuros de cobre
Las etapas involucradas para este tipo de mineral son las mismas que en el caso de los minerales
oxidados, sin embargo, la presencia de minerales sulfurados dificulta la lixiviación del cobre debido
a una cinética extremadamente lenta a temperatura ambiente.
Para extraer el cobre desde minerales sulfurados por lixiviación se requiere de la presencia de un
agente oxidante (habitualmente el ion férrico, oxígeno (aireación) y bacterias, con tiempos
significativamente mayores a los utilizados para la lixiviación de óxidos (el ciclos de lixiviación de
un mineral oxidado de cobre es de 30 a 60 días, mientras que para un mineral sulfurado puede ser
más de un año). En la práctica se aplica la lixiviación en pilas a sulfuros secundarios que presentan
una cinética mucho más favorable que con los sulfuros primarios. El diagrama de flujo para estos
minerales es el mismo mostrado en la Figura 24, pero, lo que cambia son las condiciones de
lixiviación. La lixiviación en pilas de sulfuros primarios no es factible con las actuales tecnologías.
Desde el punto de vista de las reservas, los sulfuros primarios (como la calcopirita) representan sobre
el 75% de las reservas de cobre, por lo tanto para mejorar las proyecciones de la producción de cobre
por vía hidrometalúrgica, se requiere mejorar la eficiencia de lixiviación de los sulfuros primarios.
Una de las variables que mayor influencia puede tener en la cinética de lixiviación de sulfuros es la
temperatura. Se han publicado estudios de lixiviación en columnas en los cuales se muestra que a 70
ºC se pueden alcanzar extracciones de cobre atractivas para lixiviación en pilas con mineral que
contiene calcopirita, sin embargo, dicha temperatura no es factible económicamente por las
características propias del sistema. En este escenario, la energía solar puede ser una alternativa
atractiva para enfrentar este desafío y mejorar las condiciones de la lixiviación de minerales
sulfurados de cobre.

Integración de tecnología termosolar en la industria metalúrgica chilena para
mejorar sus ventajas competitivas. CORFO 16BPE-62274
Rev.: 0
Fecha: 26-06-2018
Página 40 de 72
PARA DIFUSION
5 HIERRO
5.1 Peletización y Endurecimiento Térmico
La peletización tiene como objetivo transformar el mineral de hierro muy fino en bolas de diámetro
entre 9-16 mm, que se conocen como pellet y que se emplean como alimentación en plantas de
reducción directa y también para altos hornos debido a que poseen un intervalo de tamaño uniforme,
una alta porosidad -que permite mayor grado de metalización gracias a la alta velocidad de reacción,
una alta resistencia mecánica a estrés térmico en fase de reducción y una baja degradación en el
transporte. De esta manera el pellet de mineral de hierro da origen a pellet básico o auto-fundente, a
pellet de reducción directa y a pellet chip (Infoacero).
El proceso completo de una planta de peletización se muestra en la Figura 25, donde cabe destacar
las temperaturas utilizadas, las cuales varían desde la temperatura ambiental del aire a 25°C hasta los
1.300°C. Además, en esta imagen se logra apreciar la reutilización continua de los fluidos calientes
para procesos previos a su calentamiento.
Figura 25: Planta de pellets de CAP Minería, planta Huasco.
En el caso de la planta de Pellets de Huasco, el proceso comienza en canchas de recepción donde la
materia prima, denominada preconcentrado, proveniente de Mina Los Colorados, luego de lo cual es
almacenada y homogenizada. Desde aquí pasan a la fase de Molienda y Concentración Magnética vía
húmeda, con el propósito de reducir las partículas a una granulometría apropiada, eliminando
impurezas y obteniendo una superficie adecuada (CAP mineria, s.f.). Específicamente, esta etapa
consiste en humedecer el mineral de hierro fino con agua hasta obtener un 9% de humedad para luego
mezclarlo con una pequeña cantidad de Bentonita y flujos como cal y Dolomita (mme-co, s.f.). Luego,
el material es espesado, agitado, homogenizado y filtrado en disco, produciendo el Pellet Feed, el
cual pasa al proceso de Balling donde es filtrado y mezclado con aditivos, produciéndose los pellets

Integración de tecnología termosolar en la industria metalúrgica chilena para
mejorar sus ventajas competitivas. CORFO 16BPE-62274
Rev.: 0
Fecha: 26-06-2018
Página 41 de 72
PARA DIFUSION
verdes que luego son seleccionados según tamaño en los harneros de rodillo. Posteriormente, se pasa
a un proceso de endurecimiento térmico y formación de gránulos homogéneos, el cual está
representado en la Figura 26, en el cual se utiliza un horno parrilla, un horno rotatorio y un enfriador
anular (YAMAGUCHI, 2010). Este sistema utiliza combustible para llevar a cabo el secado,
precalentamiento y calcinación de los pellets.
Figura 26: Diagrama del endurecimiento térmico de pellets.10
Aquí, los pellets verdes seleccionados por una zona de secado, de precalentado y de calentado en el
Horno de Parillas hasta alcanzar una temperatura de 1.100°C. Luego son llevados al Horno
Rotatorio, donde son endurecidos a temperaturas de aproximadamente 1.300°C. Finalmente, son
enfriados mediante convección forzada de flujo de aire a temperatura ambiente, en el Enfriador
Anular, produciendo gránulo cocido.
Cabe destacar que el refrigerador anular se utiliza para enfriar el gránulo caliente del horno rotatorio,
y también para absorber el calor del gránulo caliente para reutilizarlo en el proceso anterior (alibaba,
s.f.). En consecuencia, el enfriamiento no necesita fuente de calor externa, sino que produce calor que
es reutilizado como fuente principal de calor para secar y precalentar los gránulos, y también como
fuente de aire secundario de la combustión producida en el horno giratorio. (YAMAGUCHI, 2010)
Finalmente, los pellets que han sido enfriados son clasificados según su tamaño y enviados para su
almacenamiento a las canchas de productos, donde son acopiados para su uso en los Altos Hornos,
proceso Corex o módulos de reducción directa, en caso de contar con las características finales
necesarias de resistencia, propiedades químicas y físico-metalúrgicas.
10 Fuente: (CAP Minería, 2017)

Integración de tecnología termosolar en la industria metalúrgica chilena para
mejorar sus ventajas competitivas. CORFO 16BPE-62274
Rev.: 0
Fecha: 26-06-2018
Página 42 de 72
PARA DIFUSION
A continuación, se presenta una descripción de los procesos que utilizan calor, con el objetivo de
analizar la posibilidad obtener el calor necesario para estos procesos por medio de tecnología solar,
en reemplazo del consumo de combustible. Particularmente, en el caso del calentamiento del horno
de parrilla y el horno giratorio, la tecnología podría ser reemplazada con hornos solares.
5.2 Horno de parrilla
La carga, residuo no triturado, cae a la parrilla por efecto de la gravedad o por medio de un cilindro
hidráulico. A lo largo de la parrilla se libera aire desde la parte inferior del horno, como se muestra
en la Figura 27.
Figura 27: Diagrama Horno de Parilla.11
En la medida que el material desciende -a causa de planos inclinados o por rodillos o parrillas
móviles-, pasa desde las parrillas de pre-secado a las parrillas principales de combustión, en donde
se permite la evacuación de los gases calientes. Este paso de secado y precalentamiento endurece los
gránulos para alcanzar una resistencia que soporte el tambor y el calentamiento que se producen en
el siguiente paso del horno, de donde se obtienen las escorias producidas por la reacción de
combustión (Elias).
A pesar de que este proceso utiliza calor, este calor no proviene de la combustión directa, si no que
del calor que se obtiene en el horno rotatorio, el cual es reutilizado para alimentar al horno de parrila.
En consecuencia, el foco del estudio para el uso de tecnología solar en el proceso de peletización está
en el horno rotatorio.
5.3 Horno rotatorio
El horno rotatorio, también llamado giratorio, se usa en áreas como la industria del cemento, la
industria siderúrgica y metalúrgica, en la producción de materiales refractarios y químicos, en la
industria de la fabricación del papel (hjcrusher, s.f.) y en procesos de protección ambiental. En
consecuencia, existen diferentes tipos de hornos dependiendo de las especificaciones de los materiales
que se necesiten generar. Todos ellos tienen como función principal convertir residuos sólidos,
líquidos o pastosos en gases, produciendo materiales como: Cemento; cal; materiales refractarios;
11 Fuente: (Fundación CEDDET, 2015)

Integración de tecnología termosolar en la industria metalúrgica chilena para
mejorar sus ventajas competitivas. CORFO 16BPE-62274
Rev.: 0
Fecha: 26-06-2018
Página 43 de 72
PARA DIFUSION
dióxido de titanio; alúmina (óxido de aluminio); Vermiculita; balines de hierro. El Horno rotatorio
de metalurgia es usado en procesos de minerales ferrosos y otros no ferrosos como el hierro, aluminio,
cobre, zinc, estaño, níquel, wolframio, cromo, entre otros (Constructora industrial y minas, s.f.).
Dentro del horno, los materiales se someten a un proceso para elevarlos a una temperatura suficiente
que se puedan calcinar en un proceso continuo. A diferencia de los hornos tradicionales, tiene la
ventaja de tener un 30% más de rendimiento y 40% menos de consumo de calor. La temperatura de
su descarga de gases es inferior a 250ºC lo que hace fácil la recogida de polvo, favoreciendo al medio
ambiente (Cement Machine, s.f.).
Los componentes básicos de un horno giratorio son la carcasa de acero, revestimientos refractarios,
neumáticos, rodillos de apoyo, engranajes de accionamiento e intercambiadores internos de calor. El
horno dispone de una entrada para la alimentación de residuos, un quemador auxiliar y la entrada de
aire comburente. La chapa metálica del horno (carcasa) se hace de placas de acero y puede tener hasta
230 metros de longitud y hasta seis metros de diámetro e idealmente se sitúa en un eje localizado en
dirección este-oeste para evitar corrientes parasitarias generadas por el campo magnético de la tierra,
conocidas como corrientes de Foucault (Cement Machine, s.f.).
Respecto al funcionamiento del horno giratorio, la alimentación de horno se ajusta hasta lograr que
la carga ocupe un 20% del volumen interno del horno, como se muestra en la Figura 28. La salida de
gases se lleva a cabo en toda la sección del horno produciendo escorias, las cuales -por efecto de la
inclinación- evacuan por el cenicero de manera continua. Variando la inclinación o la velocidad de
rotación del motovariador es posible controlar el tiempo de permanencia de los sólidos en la cámara
de combustión.
Figura 28: Sección transversal de horno rotatorio. (YAMAGUCHI, 2010)
Además, se utiliza un ventilador general de tiro para arrastras los gases, lo que permite evitar fugas
de gas al exterior y ayuda a enfriar las escorias y los materiales inertes que salen justo a ellas.
En caso de no instalar una caldera de recuperación para enfriar los gases, el aire de combustión se
precalienta con los gases generados para ser distribuido hacia el horno o hacia la cámara de oxidación
y post-combustión. Finalmente, el aire sobrante se evacua a la atmósfera (Elias).
Integración de tecnología termosolar en la industria metalúrgica chilena para
mejorar sus ventajas competitivas. CORFO 16BPE-62274
Rev.: 0
Fecha: 26-06-2018
Página 44 de 72
PARA DIFUSION
5.4 Fabricación de hierro y acero: Hornos Eléctricos
5.4.1 Características principales
Este tipo de horno utiliza la diferencia de potencial eléctrico para producir un arco eléctrico de donde
se obtiene el calor para fundir los materiales, a través del uso de arcos eléctricos de alta potencia
formados entre electrodos, un cátodo y uno para DC o tres cátodos para AC (Worrell et al., 2010,
página 14).
Figura 29: Horno de arco eléctrico.12
5.4.2 Materia prima
La chatarra de acero (productos reciclados hechos de acero que han llegado al final de su vida útil
corresponde al 80% de todas las materias primas para hornos de arco eléctrico (IEA, 2007). Esto se
debe a que, comparado con la fabricación primaria de acero a partir de minerales, el uso de chatarra
reduce en gran medida la energía requerida para fabricar acero. A pesar de que principalmente se use
chatarra, se dispone de otras materias primas que se han producido a partir de mineral de hierro.
Estos incluyen hierro reducido directo (DRI) y carburo de hierro, así como arrabio, que es hierro de
un alto horno que ha sido fundido y se dejó enfriar, en lugar de ser cargado directamente en un
recipiente de oxígeno básico (Learning Process of the Steel Use in Building Engineering Students,
2017). También es posible derretir chatarra de baja densidad tales como carrocerías compactas de
coches o virutas y desechos procedentes de tornos y talleres mecánicos
5.4.3 Ventajas
El horno de arco eléctrico junto con el proceso básico del oxígeno son las maneras de hacer el acero.
En comparación con la sinterización y otros procesos, los minerales fusionados en un horno eléctrico
ofrecen una serie de resultados beneficios tales como materiales de alta pureza, baja porosidad y con
grandes tamaños de cristal (AZO materials, 2017).
El horno eléctrico es capaz de procesar casi cualquier material de óxido (AZO materials, 2017), y
casi cualquier operación metalúrgica puede realizarse durante el período de operación de baño plano
(después de la fusión), en donde el oxígeno y la inyección de polvo de carbón son operaciones
comunes de tratamiento. (Worrell, et al., 2010. p. 14, Steeluniversity.org)
Puesto que los materiales se funden y alcanzan el estado líquido, el resultado final es una fusión casi
perfecta (AZO materials, 2017). Se puede controlar la temperatura dentro de intervalos muy precisos,
lo que permite a la siderúrgica variar la producción de acuerdo a la demanda (Learning Process of the
12 Fuente: (Constructoria industrial y minas, 2017)
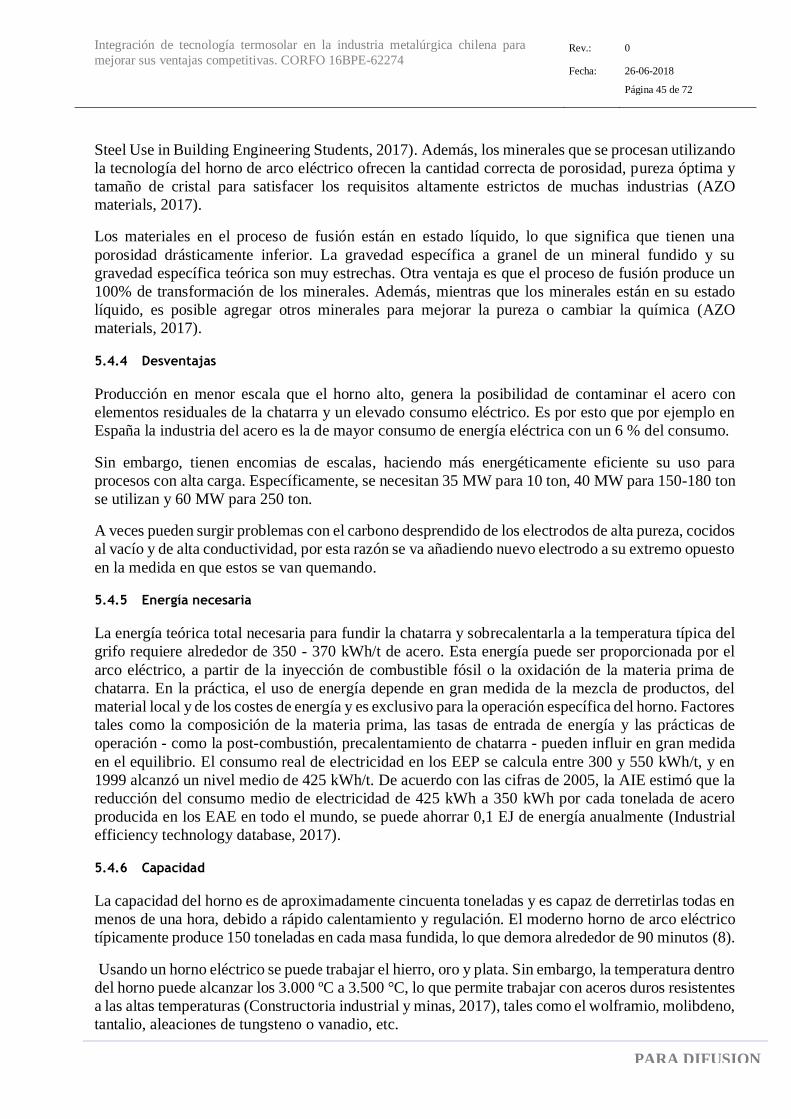
Integración de tecnología termosolar en la industria metalúrgica chilena para
mejorar sus ventajas competitivas. CORFO 16BPE-62274
Rev.: 0
Fecha: 26-06-2018
Página 45 de 72
PARA DIFUSION
Steel Use in Building Engineering Students, 2017). Además, los minerales que se procesan utilizando
la tecnología del horno de arco eléctrico ofrecen la cantidad correcta de porosidad, pureza óptima y
tamaño de cristal para satisfacer los requisitos altamente estrictos de muchas industrias (AZO
materials, 2017).
Los materiales en el proceso de fusión están en estado líquido, lo que significa que tienen una
porosidad drásticamente inferior. La gravedad específica a granel de un mineral fundido y su
gravedad específica teórica son muy estrechas. Otra ventaja es que el proceso de fusión produce un
100% de transformación de los minerales. Además, mientras que los minerales están en su estado
líquido, es posible agregar otros minerales para mejorar la pureza o cambiar la química (AZO
materials, 2017).
5.4.4 Desventajas
Producción en menor escala que el horno alto, genera la posibilidad de contaminar el acero con
elementos residuales de la chatarra y un elevado consumo eléctrico. Es por esto que por ejemplo en
España la industria del acero es la de mayor consumo de energía eléctrica con un 6 % del consumo.
Sin embargo, tienen encomias de escalas, haciendo más energéticamente eficiente su uso para
procesos con alta carga. Específicamente, se necesitan 35 MW para 10 ton, 40 MW para 150-180 ton
se utilizan y 60 MW para 250 ton.
A veces pueden surgir problemas con el carbono desprendido de los electrodos de alta pureza, cocidos
al vacío y de alta conductividad, por esta razón se va añadiendo nuevo electrodo a su extremo opuesto
en la medida en que estos se van quemando.
5.4.5 Energía necesaria
La energía teórica total necesaria para fundir la chatarra y sobrecalentarla a la temperatura típica del
grifo requiere alrededor de 350 - 370 kWh/t de acero. Esta energía puede ser proporcionada por el
arco eléctrico, a partir de la inyección de combustible fósil o la oxidación de la materia prima de
chatarra. En la práctica, el uso de energía depende en gran medida de la mezcla de productos, del
material local y de los costes de energía y es exclusivo para la operación específica del horno. Factores
tales como la composición de la materia prima, las tasas de entrada de energía y las prácticas de
operación - como la post-combustión, precalentamiento de chatarra - pueden influir en gran medida
en el equilibrio. El consumo real de electricidad en los EEP se calcula entre 300 y 550 kWh/t, y en
1999 alcanzó un nivel medio de 425 kWh/t. De acuerdo con las cifras de 2005, la AIE estimó que la
reducción del consumo medio de electricidad de 425 kWh a 350 kWh por cada tonelada de acero
producida en los EAE en todo el mundo, se puede ahorrar 0,1 EJ de energía anualmente (Industrial
efficiency technology database, 2017).
5.4.6 Capacidad
La capacidad del horno es de aproximadamente cincuenta toneladas y es capaz de derretirlas todas en
menos de una hora, debido a rápido calentamiento y regulación. El moderno horno de arco eléctrico
típicamente produce 150 toneladas en cada masa fundida, lo que demora alrededor de 90 minutos (8).
Usando un horno eléctrico se puede trabajar el hierro, oro y plata. Sin embargo, la temperatura dentro
del horno puede alcanzar los 3.000 ºC a 3.500 °C, lo que permite trabajar con aceros duros resistentes
a las altas temperaturas (Constructoria industrial y minas, 2017), tales como el wolframio, molibdeno,
tantalio, aleaciones de tungsteno o vanadio, etc.

Integración de tecnología termosolar en la industria metalúrgica chilena para
mejorar sus ventajas competitivas. CORFO 16BPE-62274
Rev.: 0
Fecha: 26-06-2018
Página 46 de 72
PARA DIFUSION
Las temperaturas promedio de los hornos de arco eléctrico pueden ser considerablemente elevadas
alrededor de 1.800 ºC - 2.500 °C, en base al punto de fusión de los materiales fundidos (AZO
materials, 2017). Sin embargo, debido a que se pueden alcanzar los 3.500 °C, el recipiente de acero
está provisto de un sistema de refrigeración por agua, para enfriar material líquido contra la envoltura
y ayuda a crear una pared protectora entre la cáscara de acero y el líquido fundido, de manera de
evitar quemaduras (AZO materials, 2017).
5.4.7 Uso en la minería del hierro y del acero
Las acerías se encargan de fundir el material mediante un horno eléctrico para posteriormente colarlo
y fabricar lingotes y/o plantillas de acero.
Particularmente se puede obtener (Constructoria industrial y minas, 2017):
• Hierro fundido cuando se usa chatarra no contaminada con otros materiales no ferrosos, como
cobre, plomo o aluminio.
• Aceros alelados cuando se añaden los fundentes necesarios y las posibles aleaciones deseadas
como níquel y cobre.
• Acero inoxidable cuando se añade cromo y níquel.
• Aceros rápidos, de alta dureza y resistencia a la temperatura cuando se añade tungsteno, vanadio
y molibdeno.
Aceros especiales de calidad. Una amplia gama de aceros de calidad especial se fabrica en hornos de
arco eléctrico mediante la adición de otros metales para formar aleaciones de acero. El más conocido
de estos es el acero inoxidable, que tiene cromo y níquel añadido para formar un acero resistente a la
corrosión.
Sin embargo, hay muchos otros: los aceros muy duros utilizados para fabricar máquinas herramienta,
los aceros especialmente formulados para hacerlos aptos para la ingeniería, los aceros desarrollados
para sobrevivir durante décadas el ambiente hostil de los reactores nucleares, aceros ligeros pero
fuertes utilizados en la industria aeroespacial, aceros extra resistentes para la galvanoplastia - por
nombrar sólo algunos.
5.4.8 Proceso de fundición
Las unidades de hierro se cargan en una cesta junto con piedra caliza - para la formación de escoria -
y se cargan en el horno.
Selección y distribución de la materia prima
• En primer lugar, los minerales secos se pesan, luego se mezclan y se distribuyen uniformemente
a través del horno con chutes de alimentación (AZO materials, 2017).
• El procedimiento del horno eléctrico empieza desde la selección del material, ya que se trata
siempre de colocar los materiales más duros en la parte más baja de la cuba y los más ligeros y
suaves en la parte de arriba, debido a que así se hace más fácil la fundición del material.
Fusión
• Una vez lleno, se agregan los fundentes y cualquier tipo de aditivo que se vaya a utilizar. Luego,
se acercan tres electrodos que hacen corte permitiendo que el arco eléctrico empiece a fundir.

Integración de tecnología termosolar en la industria metalúrgica chilena para
mejorar sus ventajas competitivas. CORFO 16BPE-62274
Rev.: 0
Fecha: 26-06-2018
Página 47 de 72
PARA DIFUSION
• Durante el proceso de fusión, se añaden otros metales (ferro-aleaciones) al acero para darle la
composición química requerida y posteriormente oxígeno. Aquí se pueden agregar los metales
deseados para las aleaciones que se quieren formar y después se gira hacia el otro lado donde
sale el material deseado ya fundido y homogenizado.
• La Inyección de oxígeno sirve para reducir la mezcla y librarse de ciertos materiales que no se
desean, como silicio, azufre, etc. La escoria con oxígeno se utiliza a menudo para eliminar el
carbono en presencia de cromo y permite usar chatarra de acero inoxidable (Learning Process of
the Steel Use in Building Engineering Students, 2017). Como con el proceso básico del oxígeno,
el oxígeno es soplado adentro al horno para purificar el acero y la cal y el espatoflúor se agregan
para combinar con las impurezas y formar la escoria.
• En el baño se lleva a cabo una reacción de oxidación – reducción (proceso redox). Durante la
fusión oxidante se elimina el fósforo y durante la reductora el óxido de hierro disuelto en el baño
y el azufre.
Vaciado de escoria
• Cuando el material se encuentra líquido dentro del horno se vacía. Debido a que el horno eléctrico
se encuentra suspendido y es capaz de girar, las escorias salen por la parte lateral.
• Para generar escoria se añade cal, caliza, etc. El contenido en nitrógeno suele ser elevado debido
a las altas temperaturas generadas inmediatamente por debajo de los electrodos (3.500°C) aunque
se mantiene a un nivel aceptable para la mayoría de los aceros.
• Después de que se han tomado muestras para comprobar la composición química del acero, el
horno se inclina para permitir que la escoria, que está flotando sobre la superficie del acero
fundido, sea vertida.
• El horno es entonces inclinado en la otra dirección y el acero fundido vertido (tapped) en una
cuchara, donde se somete a la fabricación secundaria de acero o se transporta a la rueda. Se utiliza
una segunda escoria limosa para eliminar el azufre y para desoxidar el metal en el horno
(Learning Process of the Steel Use in Building Engineering Students, 2017).
Figura 30: Vaciado de escorias por inclinación.

Integración de tecnología termosolar en la industria metalúrgica chilena para
mejorar sus ventajas competitivas. CORFO 16BPE-62274
Rev.: 0
Fecha: 26-06-2018
Página 48 de 72
PARA DIFUSION
Moldeado, enfriado y acabado
• Al lograr la química correcta en el material fundido, Se vierte en una cuchara metálica que lo
transportará al siguiente proceso o al área de moldeo para luego mantenerse en enfriamiento
durante 24 horas.
• Con el fin de conseguir las propiedades acabadas deseadas del material, el lingote solidificado se
somete a varias etapas de procesamiento y reducción del tamaño del polvo (AZO materials,
2017). Los abrasivos, granos cerámicos y polvos desempeñan un papel muy importante en la
forma en que miles de productos aparecen y realizan en todo el mundo independientemente de si
el proceso de acabado utilizado es una muela abrasiva, papel de lija, rociado térmico o chorro a
presión (AZO materials, 2017).
5.5 Horno de inducción
Este tipo de horno posee una bobina por la que se hace correr corriente alterna. El calentamiento se
produce por las corrientes secundarias que pasan dentro del material al generarse la inducción
electromagnética (Constructoria industrial y minas, 2017). Las fundiciones más modernas utilizan
este tipo de horno y cada vez más fundiciones están sustituyendo los hornos de arco eléctrico por los
de inducción, debido a que aquellos generaban mucho polvo entre otros contaminantes.
Figura 31: Diagrama horno inducción
Los principales componentes de un sistema de calentamiento por inducción son: el cuerpo de bobinas,
la fuente de alimentación, la etapa de acoplamiento de la carga, una estación de enfriamiento, el
material refractario que protege a las bobinas del baño líquido y la pieza a ser tratada. Los tipos de
bobinas usadas son bobinas de fuerza y bobinas de refrigeración, donde el tamaño y forma de la
bobina es determinada según la aplicación específica para la que se utilice el horno (Ecured, 2017).

Integración de tecnología termosolar en la industria metalúrgica chilena para
mejorar sus ventajas competitivas. CORFO 16BPE-62274
Rev.: 0
Fecha: 26-06-2018
Página 49 de 72
PARA DIFUSION
Figura 32: Diagrama bobina
Existen tres clases fundamentales de hornos de inducción. El primero es de Baja frecuencia, en el cual
el calor se produce por el efecto Joule de la corriente inducida por corriente alterna a través del metal
que queremos fundir. El segundo es de Alta frecuencia, donde el calor es causado por corrientes de
Foucault, también llamadas parasitarias, las cuales son inducidas en el metal y actúan como núcleo de
un selenoide. Finalmente, el tercero es de tipo Hornos electrónicos, en el cual el calor es efecto de la
vibración molecular del cuerpo que se trata de calentar cuando es sometido a un fuerte campo
de radiaciones electromagnéticas de muy alta frecuencia (Ecured, 2017).
5.5.1 Principio de funcionamiento los hornos de inducción
Por medio del control de velocidad se hace funcionar el motor para proporcionarle energía mecánica
al alternador de alta frecuencia. Luego, el alternador de alta frecuencia proporciona la energía alterna
utilizada por el horno de inducción, esta energía pasa a través de un banco de capacitores automáticos
para poder regular el factor de potencia. Posteriormente, un sensor indica la temperatura del horno,
transmitiendo la señal a un indicador de temperatura y a un controlador o variador de velocidad.
Finalmente, el variador de velocidad regula las revoluciones por minuto, al hacer esto está variando
la frecuencia del alternador (Ecured, 2017).
5.5.2 Ventajas y desventajas
Las principales de ventajas de este tipo de horno es ser limpios, rápidos para generar calor, asequibles
para mantener y operar, energéticamente eficientes y ecológico (Ecured, 2017). Un horno de
inducción puede ser empleado en la fusión de materiales ferrosos y no ferrosos y todas sus aleaciones,
y permite un control más preciso de la temperatura y el calor en comparación con otras tecnologías.
Las corrientes electromagnéticas producen un movimiento beneficioso, puesto que uniformizan la
masa a fundir. Además, se puede fundir en vacío y las oxidaciones son muy pequeñas.
A pesar de sus ventajas, a diferencia del horno eléctrico de arco, no se puede refinar material y los
materiales introducidos deben estar una composición conocida y libre de productos oxidantes.
Además, algunas aleaciones pueden perderse debido a la oxidación por lo que deben ser re-añadidos.

Integración de tecnología termosolar en la industria metalúrgica chilena para
mejorar sus ventajas competitivas. CORFO 16BPE-62274
Rev.: 0
Fecha: 26-06-2018
Página 50 de 72
PARA DIFUSION
5.5.3 Principales usos de los Hornos de Inducción
El rango de capacidades de los hornos de inducción abarca desde menos de un kilogramo hasta cien
toneladas y son utilizados para fundir hierro y acero, cobre, aluminio y metales preciosos o fabricar
refractarios, aceros inoxidables y aceros de alta aleación para electro magnetos.
Las fundiciones más modernas utilizan este tipo de horno y cada vez más fundiciones están
sustituyendo los altos hornos por los de inducción, debido a que aquellos generaban mucho polvo
entre otros contaminantes. Los hornos de inducción pueden ser utilizados para fundir, soldar, tratar o
ajustar por contracción cualquier material que sea adecuado para su uso con calor por inducción. El
tratamiento puede incluir materiales de recocido, endurecimiento o templado (Ecured, 2017).
La inducción de calor puede ser utilizada para soldaduras fuertes o soldadura simple de cobre, bronce,
latón o acero. El ajuste por contracción puede implicar el montaje de piezas para una fabricación
precisa. Los procesos de fundición se pueden hacer con material de hormigón que sea compatible con
calor por inducción. Estos metales incluyen el acero, bronce, cobre y latón (Ecured, 2017).
5.5.4 Capacidad y necesidades energéticas
Las capacidades de los hornos eléctricos van de sesenta a noventa toneladas por día, y su calidad es
superior a las de los demás tipos de horno ya que el combustible no contamina la fundición
(Constructoria industrial y minas, 2017). Un horno para una tonelada precalentado puede fundir una
carga fría en menos de una hora. En la práctica se considera que se necesitan 600 kW para fundir una
tonelada de hierro en una hora.
Maneja un rango de capacidades entre menos de 1 Kg y varias decenas de toneladas, y frecuencias
desde las de red (50-60 Hz) hasta los 400KHz, en función del metal que se quiere fundir, la capacidad
del horno y la velocidad de fundición deseada
Un horno de frecuencia elevada (más de 3000 Hz) es más rápido, siendo utilizados generalmente en
la fundición de aceros, dado que la elevada frecuencia disminuye la turbulencia y evita la oxidación.
Frecuencias menores generan más turbulencias en el metal, reduciendo la potencia que puede
aplicarse al metal fundido (Ecured, 2017).
En la actualidad los hornos de frecuencia de línea han quedado en desuso, ya que los mismos poseían
muy poca eficiencia energética y además cargaban con un alto coste de mantenimiento, dado que
contenían una gran cantidad de elementos electromecánicos. Además, en las últimas décadas se han
incorporado equipos de estado sólido, con lo que el rendimiento y eficiencia de estos equipos ha
aumentado considerablemente.

Integración de tecnología termosolar en la industria metalúrgica chilena para
mejorar sus ventajas competitivas. CORFO 16BPE-62274
Rev.: 0
Fecha: 26-06-2018
Página 51 de 72
PARA DIFUSION
6 ORO
6.1 Introducción
La producción de oro varía desde una escala tan pequeña como la minería artesanal hasta el de grandes
empresas que procesan miles de toneladas por día de mineral. Las propiedades del oro, el tipo de
depósito donde se encuentra y la ley de oro y sus propiedades son los principales aspectos que definen
su procesamiento. Su elevada gravedad específica permite separarlo fácilmente por métodos
gravitacionales y por lo tanto cuando se encuentra liberado y en tamaño adecuado basta con la
concentración gravimétrica y posterior fusión para el oro metálico, sin embargo, esta condición
generalmente se da en depósitos a pequeña escala.
Lo más común es que se encuentre diseminado en tamaño muy fino y también asociado a sulfuros
(pirita/arsenopirita). Cuando se encuentra diseminado y no es factible concentrarlo en forma eficiente
por concentración gravitacional, se recurre a la lixiviación. Como agente lixiviante se utiliza el
cianuro, que tiene la propiedad de lixiviar al oro a temperatura ambiente y en bajas concentraciones
de este reactivo. En el caso de minerales de oro asociados a sulfuros (mineral de oro refractario) se
requiere de una etapa previa a la lixiviación con cianuro para eliminar los sulfuros, pues, de otra forma
no es factible la lixiviación de oro con cianuro en forma eficiente.
Esta etapa previa generalmente, y dependiendo de la ley de oro, considera una etapa de concentración
por flotación de los sulfuros junto con el oro, y luego una etapa de oxidación de los sulfuros para
formar un óxido de hierro y así permitir la lixiviación del oro con cianuro. La etapa de oxidación de
los sulfuros es a través de una etapa de tostación o mediante lixiviación en autoclave en medio ácido.
En la Figura 33 se muestra un diagrama de flujo general del proceso para tratamiento de minerales
que se pueden lixiviar directamente, y en la Figura 34 un diagrama general para el tratamiento de
minerales refractarios de oro.
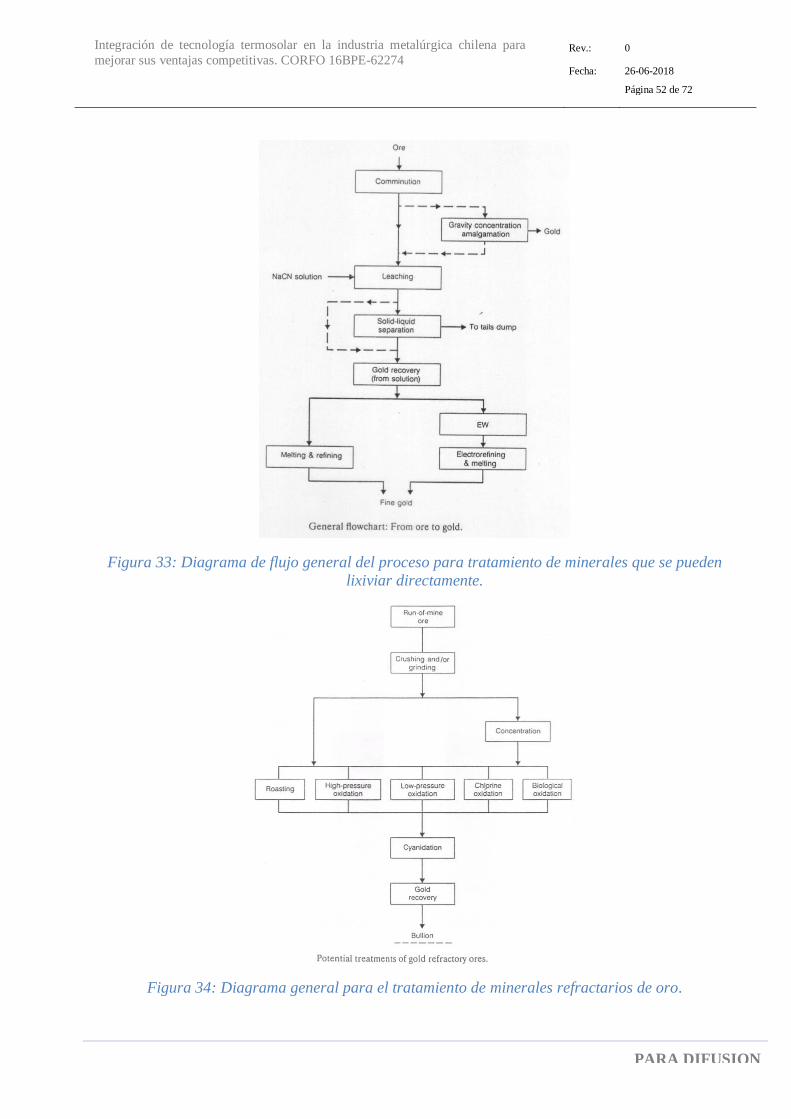
Integración de tecnología termosolar en la industria metalúrgica chilena para
mejorar sus ventajas competitivas. CORFO 16BPE-62274
Rev.: 0
Fecha: 26-06-2018
Página 52 de 72
PARA DIFUSION
Figura 33: Diagrama de flujo general del proceso para tratamiento de minerales que se pueden
lixiviar directamente.
Figura 34: Diagrama general para el tratamiento de minerales refractarios de oro.

Integración de tecnología termosolar en la industria metalúrgica chilena para
mejorar sus ventajas competitivas. CORFO 16BPE-62274
Rev.: 0
Fecha: 26-06-2018
Página 53 de 72
PARA DIFUSION
El proceso de extracción del oro inicia con la exploración, explotación, transporte y chancado; estos
son los que realizan la extracción del mineral desde la faena y los transportan para ser tratados por la
planta productiva.
6.2 Lixiviación del oro
Cuando el oro se encuentra diseminado, de baja ley, pero sin presencia de sulfuros, la técnica habitual
para la extracción del oro es mediante lixiviación en pilas. La pila se riega con una solución de cianuro
de sodio y el sistema se mantiene a un pH entre 10 y 11, con el empleo de cal, para evitar la formación
de ácido cianhídrico que es letal. La solución percola a través de la pila lixiviando el oro y se recolecta
en el fondo generando el PLS (pregnant leach solution – solución enriquecida del mineral). La
recuperación de oro desde la solución puede ser a través de la precipitación de oro con Zinc (proceso
Merril Crowe) o a un tratamiento con carbón activado y luego electroobtención (EW). El carbón
activado adsorbe el oro y luego se reextrae utilizando una solución con NaOH y NaCN y con
temperatura (desorción o elución), la cual se envía luego a EW.
Cuando se trata de minerales de alta ley o concentrados de oro en más conveniente aplicar lixiviación
agitada en vez de lixiviación en pilas. La recuperación de oro desde la solución puede ser igual que
en el caso de la lixiviación en pilas, pero, para aplicar el proceso Merrill Crowe se requiere de una
etapa de separación sólido líquido previa, mientras que con carbón activado se puede operar con la
pulpa directamente. Los procesos con carbón activado más conocidos son Carbón en Pulpa (CIP) y
Carbón en Lixiviación (CIL).
En el proceso CIP la pulpa de lixiviación se envía a los estanques de adsorción (4 a 6 estanques en
serie) sin una etapa de separación sólido/líquido previa. La pulpa y el carbón van en contracorriente
en el circuito de adsorción. La pulpa se alimenta al primer estanque y el carbón se descarga en el
último. Desde el primer estanque sale el carbón cargado que se envía a la etapa de elución o descarga,
previo lavado y harneado. La separación del carbón de la pulpa se realiza por harneado y para esto el
tamaño del carbón debe ser mayor al tamaño más grueso de la pulpa. El carbón debe ser duro y
resistente a la abrasión.
En el proceso CIL la adsorción se realiza en la misma etapa de lixiviación, en este caso el carbón
activado se agrega directamente en los estanques de lixiviación. La principal ventaja de este proceso
frente al CIP, es que no se requiere de una etapa adicional de adsorción con carbón activado, es decir,
tanto la lixiviación del oro como la adsorción se realizan en los mismos estanques.
Estos procesos se realizan a temperatura ambiente, pero, la etapa de desorción del oro desde el carbón
cargado, se realiza en caliente a temperaturas entre 85 y 95ºC al igual que en el caso indicado
anteriormente.
De esta forma, el circuito de elución recibe el carbón cargado frío para luego ser tratado en un circuito
caliente. El equipo calentador, una caldera o un calentador eléctrico, calienta la solución a la
temperatura de trabajo. La solución caliente los componentes del circuito y mantiene la temperatura
de la columna de elución. La columna debe ser aislada para impedir pérdidas excesivas calor. Una
vez que el circuito ha calentado, una serie de intercambiadores de calor transfieren calor a la solución
de elución dejando la columna y calientan la solución de elución que ingresa a la columna. Las
pérdidas de calor son altas, con ciclos frecuentes.

Integración de tecnología termosolar en la industria metalúrgica chilena para
mejorar sus ventajas competitivas. CORFO 16BPE-62274
Rev.: 0
Fecha: 26-06-2018
Página 54 de 72
PARA DIFUSION
El agua caliente o calderas generadoras de vapor se usan comúnmente para proveer la energía
necesaria para calentar la solución de elución. Unos intercambiadores de calor transfieren el calor del
vapor o el agua caliente para la solución. La máxima tarea de la caldera, que es proveer los
requerimientos de calor para la puesta en marcha y minimizar las pérdidas de calor luego de la puesta
en marcha. El equipo, el carbón, y la solución deben calentarse desde la temperatura ambiental hasta
la temperatura de operación. A partir de la totalidad de componentes la capacidad de calentamiento
de estos, la temperatura se incrementa hasta llegar al requerimiento de la operación, esta es una forma
de estimar la energía requerida, y luego se divide por los tiempos se cada ciclo.
6.3 Proceso de Merril Crowe
En este proceso, las soluciones de lixiviación en pilas, con pH 10.5-10.8, y 0.05 a 0.2 g/lt de oro se
tratan con polvo de zinc para reducir el oro y precipite como oro metálico (cementación de oro con
zinc). El exceso de cinc empleado varía de 20 a 50% respecto del estequeométrico. Con este proceso
se recupera sobre el 99% del oro y es relativamente simple y de bajo costo. La reacción que describe
este proceso es:
2Na(Au(CN)2) + Zn = Na2(Zn(CN)4 + 2 Au
El precipitado de oro que además contiene zinc y podría contener plata, si es que es un depósito de
Au y Ag, se funde para producir oro metálico o metal doré. En el caso de que el depósito tuviera Hg,
entonces, el precipitado puede requerir una etapa previa de separación de este elemento mediante
volatilización - condensación utilizando un horno de retorta.
La relevancia que puede tener la etapa de fusión y horno de retorta en el consumo de energía, habría
que evaluarlo en cada caso. Por ejemplo, una planta puede acumular por una semana la carga de oro
para realizar una fusión. Una empresa de la gran minería del oro en Chile debe producir de 100 a 200
kg de oro a la semana y si además contiene plata, puede llegar a 10 a 20 veces esa cantidad debido a
la mayor proporción de plata.

Integración de tecnología termosolar en la industria metalúrgica chilena para
mejorar sus ventajas competitivas. CORFO 16BPE-62274
Rev.: 0
Fecha: 26-06-2018
Página 55 de 72
PARA DIFUSION
6.4 Secado y Retorteo: Hornos de retorta
Figura 35: Horno de retorta mercurio13
El horno de retorta se recomienda para faenas artesanales en las cuales se utiliza el proceso de
amalgamación para recuperar el oro. También existen plantas que lo utilizan debido a la presencia de
mercurio en los depósitos de oro u oro y plata.
El horno de retorta es usado para secar el concentrado seguido con elevar la temperatura para evaporar
la amalgama (“aleación de mercurio con otro metal), con el fin de reducir las impurezas que no sean
Oro o Plata. La temperatura de funcionamiento del horno retorta es normalmente de 650ºC, para la
evaporación del mercurio se necesitan 356 ºC. Los hornos de retorta siguen la misma idea que es
calentar la solución para que se separe el amalgama y se pueda recuperar el mercurio, se pueden
diferenciar por sus diseños en base a la sofisticación (por ejemplo: si se desea adicionar un control de
temperaturas). Debe tener un diseño que permita condensar
El horno consiste en un crisol que contiene el concentrado y es cerrado herméticamente para crear un
estado de vacío que baja la temperatura de ebullición del concentrado. En la parte superior del crisol
tiene un tubo que dirige los gases de la evaporación hacia un sistema de refrigeración con agua para
recuperar el mercurio. El fuego empleado para calentar el crisol proviene de la quema de combustibles
fósiles y es necesario que el operador encargado tenga conocimiento de los procesos ya que debe
medir el tiempo de refogado con el fin de no hacer uso innecesario de combustible o evitar pérdidas
de mercurio. La temperatura externa de combustión debe estar a unos 500ºC para que en su interior
pueda alcanzar los 360 ºC que requiere el mercurio para evaporarse.
Cuando termina el proceso de quema de combustible, se debe esperar a que el crisol esté a temperatura
ambiente para evitar que los gases retenidos sean expuestos al medio ambiente. El horno de retorta
de mercurio se encarga de eliminar el 99 % de Hg en el concentrado. Es importante realizar
mantenimiento de los hornos retortas por lo menos una vez al mes para la seguridad de los
trabajadores y mejor funcionamiento de extracción del mercurio.
13 Fuente: (Tecpromin, 2017)

Integración de tecnología termosolar en la industria metalúrgica chilena para
mejorar sus ventajas competitivas. CORFO 16BPE-62274
Rev.: 0
Fecha: 26-06-2018
Página 56 de 72
PARA DIFUSION
7 METALURGIA MANUFACTURERA
La metalurgia física consiste en seguir una serie de procesos para tratar los minerales extraídos y
convertirlos en subproductos que serán de uso futuro para la fabricación de estructuras u objetos
usados en el día a día. Están una serie de procesos establecidos para la fabricación de subproductos,
sin embargo pueden tener variaciones según el mineral que se esté tratando, en este caso es la
transformación del hierro en acero. En las empresas de metalurgia física se pueden estar usando
cualquiera de estas 3 vías clásicas de fabricación de acero:
- Mineral → Horno Alto → Arrabio → Convertidor → Acero Líquido
- Mineral → Horno Alto → Arrabio → Siemens → Acero Líquido
- Chatarra (a veces arrabio + mineral) → Siemens → Acero Líquido
Figura 36: Procesos de siderurgia moderna con horno alto y horno a inducción.
En la siderurgia moderna los procesos comienzan con la carga de los minerales o de la chatarra para
llevar a altas temperaturas ya sea usando horno alto u hornos a inducción y que se genere el proceso
de fusión. Seguido de un periodo oxidante en donde se produce la descarburación y desfosforación
para luego realizar el proceso de des escoriado. Finalmente está el periodo reductor donde se realiza
la desoxidación y la desulfuración para ajustar la composición y verterlo en un horno cuchara o en
vagones torpedo para su transporte a kilómetros de la fundición. Para el mejor entendimiento de estos
procesos, serán representados en el siguiente diagrama:

Integración de tecnología termosolar en la industria metalúrgica chilena para
mejorar sus ventajas competitivas. CORFO 16BPE-62274
Rev.: 0
Fecha: 26-06-2018
Página 57 de 72
PARA DIFUSION
Figura 37: Proceso de tratamiento del hierro en la siderurgia moderna.
Para transformar los pellets de hierro en arrabio en el proceso de la siderurgia moderna se puede
hacer de dos maneras: usando el alto horno y el convertidor de oxígeno o de la misma manera pueden
ocuparse hornos de inducción que cumplen con la misma función de ambos integrados. Se explicará
la diferencia de entre los dos para poder entender ambos, ya que el proceso que sigue después de
producir el arrabio líquido es el mismo para ambos casos.
7.1 Carga
Figura 38: De izquierda a derecha, pellets de hierro, caliza y coque.
En el proceso de carga se seleccionan los minerales y/o elementos que serán mezclados a futuro en
el horno alto para su combustión en el proceso de fusión. Para formar arrabio (hierro en su estado
líquido), es necesario que en la carga se haga adición de los siguientes minerales: pellets de hierro
(puede ser chatarra y escorificantes), caliza (carbonato de calcio) y coque (carbón destilado en hornos
adecuados).
Los pellets de hierro provienen de las minas y tienen pequeños grados de impureza, se usa
dependiendo del tipo de horno pellets de hierro vírgenes o también chatarra, esto ayuda a que sean
más flexibles y económicos.
Carga (chatarra + escorificantes)
Fusión (Alto Horno / Horno de
Inducción)
Período oxidante (descarburación +
desfosforación)
DesescoriadoPeriodo reductor (desoxidación + desulfuración)
Ajuste de composición
Basculación del horno a la cuchara
o vagón torpedo

Integración de tecnología termosolar en la industria metalúrgica chilena para
mejorar sus ventajas competitivas. CORFO 16BPE-62274
Rev.: 0
Fecha: 26-06-2018
Página 58 de 72
PARA DIFUSION
Cal es uno de los minerales necesitados para la reacción química y la facilidad de extracción de las
impurezas, este es extraído también de las minas de cal y son tratadas para reducir su tamaño. La
obtención de la caliza ocupa un proceso de calcinación que dura entre 2 a 3 días y hay temperaturas
de 900 a 1000ºC, son pequeños hornos rotatorios en donde se aplican capas de cal y coque para la
producción de caliza. Para que la cal entre al proceso de calcinación debe pasar por uno de secado
que mantenga la humedad específica que necesita.
La adición de caliza tiene como función combinar los silicatos que se encuentran en estas reacciones
y formar las impurezas del mineral en escoria para ser expulsadas. La escoria tiene un punto de fusión
más bajo y una densidad más pequeña que el arrabio, lo que hace que queden en suspensión y puedan
ser extraídas de manera más sencilla.
El último mineral necesitado es el coque que cumplirá con la función de ser el combustible de esta
reacción. El coque primeramente es extraído como carbón en las minas y son llevados a centros de
coquización para que en hornos especiales se introduzca ese carbón molido y se mantiene entre 12 a
16 horas. En este punto ya ha perdido sus materias volátiles, sale incandescente y se apaga con chorros
potentes de agua para no perder su poder calorífico de manera innecesaria. El coque es adicionado
con la función de ser combustible, reducir el mineral de hierro por la extracción de oxígeno de su
composición y el arrabio queda con un 2-4% de carbono lo que ayuda a bajar el punto de fusión.
7.2 Fusión
7.2.1 Altos Hornos
Todos los minerales son introducidos al “alto horno” llamado así por su gran altura. A la mezcla de
estos minerales se le inyecta 1.000 𝑚3 de aire precalentado de 900 a 1.250 ºC que facilita la
combustión y genera elevadas temperaturas junto con gases reductores. Esta reacción química tiene
como característica principal ser exotérmica en donde el producto final es arrabio y escoria
alcanzando temperaturas de hasta 1.800 ºC. El alto horno es un horno de cuba que tiene gran altura y
pequeño diámetro. El funcionamiento es el siguiente:
Figura 39: Funcionamiento del alto horno.

Integración de tecnología termosolar en la industria metalúrgica chilena para
mejorar sus ventajas competitivas. CORFO 16BPE-62274
Rev.: 0
Fecha: 26-06-2018
Página 59 de 72
PARA DIFUSION
Figura 40: Esquema del alto horno.
Iniciando con el abastecimiento de minerales, en el vientre se inyecta aire caliente que ayuda a
encender la reacción química entre el hierro, el coque y la caliza. Los minerales actuando en la
combustión desprenden su poder calorífico y generan gases provenientes de la reacción. Los gases se
elevan y van por unas tuberías dirigidas hacia una torre que usará este calor para calentar aire, luego
son reinsertados al vientre con presión para avivar la combustión. El Arrabio tiene mayor densidad
que la escoria y por esto se deposita en el fondo del horno, la escoria flota es extraída de la superficie
cada 20-30 minutos. Es necesario mantener el calor en este horno y por esto es un proceso continuo
que tiene muchas pérdidas al ser frenado por el hecho de que debe mantenerse a esas temperaturas.
7.2.2 Período Oxidante - Horno Convertidor
Figura 41: Proceso de hornos convertidores en la siderurgia.
Este periodo oxidante se usa para la refinación del arrabio, el hierro se transforma en acero líquido y
se ajusta su composición química final. En la Figura 41 está representado el proceso del periodo
oxidante, se observa que el primer paso es llenar el horno convertidor con arrabio, chatarra y fundente

Integración de tecnología termosolar en la industria metalúrgica chilena para
mejorar sus ventajas competitivas. CORFO 16BPE-62274
Rev.: 0
Fecha: 26-06-2018
Página 60 de 72
PARA DIFUSION
(compuesto químico usualmente en forma de polvo que cumple una doble función: reduce la
temperatura de fusión del hierro y reaccionan con los otros elementos para formar la escoria).
Dependiendo de la temperatura que deba alcanzar se van añadiendo virutas de metal. Se añade cal y
oxígeno puro en el segundo paso y las impurezas se quemarán. El carbón se convierte en gas y el
hierro en acero, flotan las impurezas y son desechadas. El arrabio se vierte sobre la cuchara y se
añaden ferroaleaciones y carbono para ajustar la composición.
Figura 42: A la izquierda: Horno convertidor antiguo (Bessemer y Thomas) y derecha: Hornos
convertidores actuales.
Actualmente usan convertidores al oxígeno “Convertidores LD” u “Hornos de afino de O2 básico” y
“hornos eléctricos de arco”. La diferencia entre los actuales y los antiguos hornos es la capacidad de
tratar la chatarra. El aporte de aire anteriormente era por la zona inferior del horno pero las altas
temperaturas hacían difícil este proceso, actualmente es desde la parte superior mediante una lanza
refrigerada.
Por otro lado está el proceso de generación de arrabio cuando se usan hornos de inducción, este inicia
con carga de minerales y hacia un proceso de reducción directa:
7.2.3 Hornos de inducción
Figura 43: Esquema de Horno de Reducción.

Integración de tecnología termosolar en la industria metalúrgica chilena para
mejorar sus ventajas competitivas. CORFO 16BPE-62274
Rev.: 0
Fecha: 26-06-2018
Página 61 de 72
PARA DIFUSION
Este proceso usa temperaturas más bajas que el horno alto y a diferencia de esta no usa coque como
elemento reductor, sino gas, carbón o aceite, dependiendo de la técnica utilizada. Se obtiene de la
maquinaria esponja de hierro y no arrabio líquido. Al mineral de hierro se le extrae el O2 y los
componentes se mantienen en la esponja de hierro resultante DRI (Direct Reduced Iron). Los gases
de reducción entran a la zona de reducción del reactor a 850ºC y salen a una temperatura de 400ºC
por el tope, su función es remover el oxígeno del óxido de hierro. El gas extraído del horno es lavado
y parte del agua se condensa y se separa para ser recirculado hacia un clarificador. Finalmente el gas
natural se mezcla con el gas enfriado antes de entrar. Luego de esto, la esponja es tratada con hornos
de arco eléctrico y obtener el acero.
7.2.4 Proceso de Fusión Reductora:
Luego de ser transformada en esponja de hierro en una cuba de reducción, se traslada a una unidad
de fusión y gasificación donde se le añade el carbón y oxígeno que produce un arrabio líquido. El
arrabio es sometido a un proceso de afino en un convertidor al oxígeno para entrar al proceso de horno
eléctrico.
7.2.5 Proceso en Horno Eléctrico de Arco:
Ambos tipos de horno tienen la misma función que es fundir el hierro con energía eléctrica pero se
diferencian por su diseño. El horno eléctrico de arco inserta tres electrodos de grafito para descargar
la energía eléctrica y el horno de inducción ya tiene integrado una cubierta bobinada con un medio
conductivo magnético. Inicialmente son cargados con chatarra (también se puede añadir esponja de
hierro, arrabio y/o mineral de hierro) y realizan el tratamiento metalúrgico completo: desde la fusión
de la chatarra hasta el afino del acero.
Figura 44: Izquierda a derecha: Horno Eléctrico de Arco y Horno de Inducción.

Integración de tecnología termosolar en la industria metalúrgica chilena para
mejorar sus ventajas competitivas. CORFO 16BPE-62274
Rev.: 0
Fecha: 26-06-2018
Página 62 de 72
PARA DIFUSION
Figura 45: Esquema Horno de Arco Eléctrico.
La energía que necesitan para la fusión se genera a través del arco eléctrico que se producen en los
electrodos. Son más flexibles que los convertidores ya que pueden trabajar con chatarra, arrabio o
con esponja, así como también son más económicos. Los hornos eléctricos de arco junto con los
hornos de inducción calientan en menor tiempo la solución dentro de ellos, pero para el
funcionamiento de un horno pequeño de inducción, se puede estar consumiendo desde 450KVA.
Figura 46: Izquierda a derecha: Horno Cuchara y Vagón Torpedo.
Al obtener el arrabio por cualquiera de los dos métodos presentados, este puede ser vertido en un
horno cuchara o en un vagón torpedo, la decisión depende de la distancia a la que se encuentre el
siguiente proceso de la manufactura metalúrgica. Si la planta en la que se está fundiendo el mineral
no tiene continuidad en el tratamiento del acero, el arrabio será vertido en un vagón torpedo
construido con materiales aisladores que mantendrán la temperatura de 1.500ºC al momento de
transportarlo. En el caso de que la planta fundidora tenga su propia línea de producción
manufacturera, el arrabio será vertido en un horno cuchara para llevarlo al siguiente proceso.
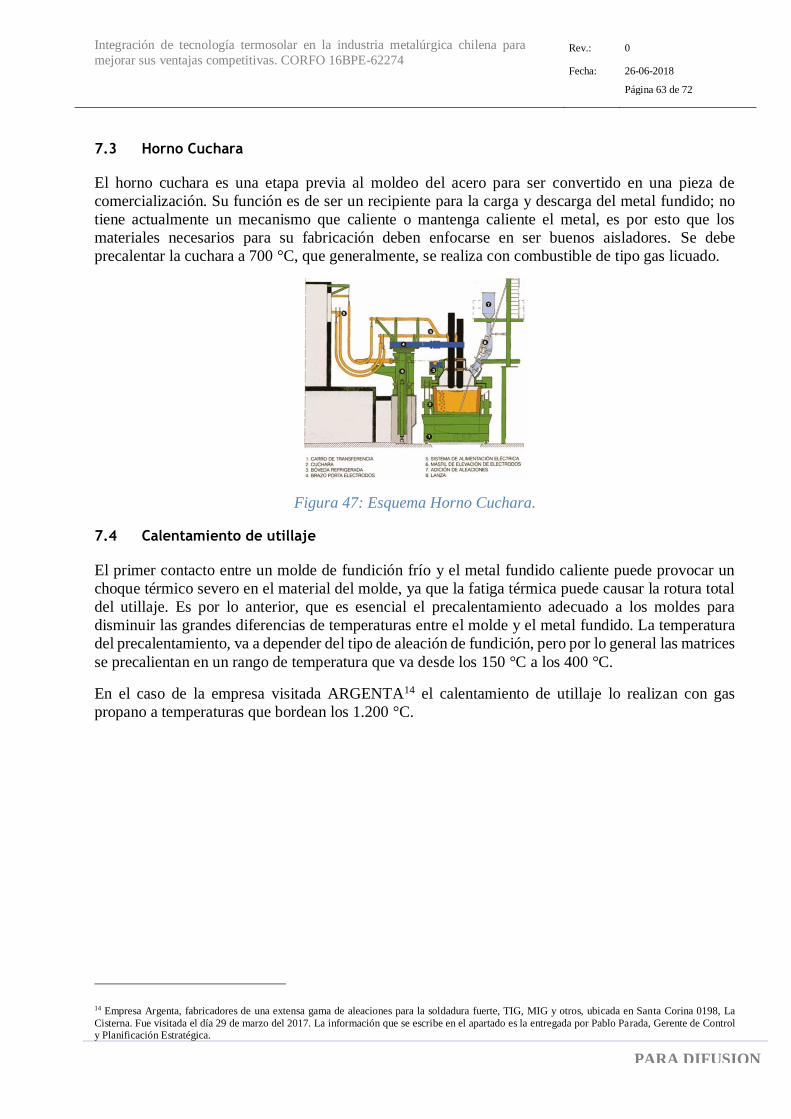
Integración de tecnología termosolar en la industria metalúrgica chilena para
mejorar sus ventajas competitivas. CORFO 16BPE-62274
Rev.: 0
Fecha: 26-06-2018
Página 63 de 72
PARA DIFUSION
7.3 Horno Cuchara
El horno cuchara es una etapa previa al moldeo del acero para ser convertido en una pieza de
comercialización. Su función es de ser un recipiente para la carga y descarga del metal fundido; no
tiene actualmente un mecanismo que caliente o mantenga caliente el metal, es por esto que los
materiales necesarios para su fabricación deben enfocarse en ser buenos aisladores. Se debe
precalentar la cuchara a 700 °C, que generalmente, se realiza con combustible de tipo gas licuado.
Figura 47: Esquema Horno Cuchara.
7.4 Calentamiento de utillaje
El primer contacto entre un molde de fundición frío y el metal fundido caliente puede provocar un
choque térmico severo en el material del molde, ya que la fatiga térmica puede causar la rotura total
del utillaje. Es por lo anterior, que es esencial el precalentamiento adecuado a los moldes para
disminuir las grandes diferencias de temperaturas entre el molde y el metal fundido. La temperatura
del precalentamiento, va a depender del tipo de aleación de fundición, pero por lo general las matrices
se precalientan en un rango de temperatura que va desde los 150 °C a los 400 °C.
En el caso de la empresa visitada ARGENTA14 el calentamiento de utillaje lo realizan con gas
propano a temperaturas que bordean los 1.200 °C.
14 Empresa Argenta, fabricadores de una extensa gama de aleaciones para la soldadura fuerte, TIG, MIG y otros, ubicada en Santa Corina 0198, La
Cisterna. Fue visitada el día 29 de marzo del 2017. La información que se escribe en el apartado es la entregada por Pablo Parada, Gerente de Control y Planificación Estratégica.

Integración de tecnología termosolar en la industria metalúrgica chilena para
mejorar sus ventajas competitivas. CORFO 16BPE-62274
Rev.: 0
Fecha: 26-06-2018
Página 64 de 72
PARA DIFUSION
8 REQUERIMIENTOS OPERACIONALES
La siguiente sección tratará de los requerimientos operacionales de los procesos térmicos asociados
a Cobre y Hierro, algunos de los cuales serán evaluados para integrarlos con tecnología termosolar.
Los requerimientos operacionales son los indicadores clave de desempeño, en sus siglas en inglés
KPI, se realizará por mineral y por proceso para ser posible caso de estudio.
8.1 Cobre Sulfuros
Se presentan los requerimientos operacionales asociados a los procesos levantados del área “cobre
sulfuros” y su aplicación industrial o potencial aplicación. Cabe mencionar que los procesos
asociados a diminución de tamaño para liberación del mineral son altamente demandantes de energía
eléctrica (30% del total del procesamiento) y se realizan a temperatura ambiente, por lo que desde el
punto de vista de la energía termosolar, no es aplicable.
8.1.1 Conminución
No aplica
8.1.2 Concentración
Si bien los procesos de concentración de mineral (Flotación) se realizan a temperatura ambiente, es
posible que la temperatura de la pulpa influya en las características físico-químicas y cinética de los
concentrados obtenidos, pero no se encontraron estudios asociados.
8.1.3 Fundición
Tal como se mencionó en capítulo anteriores, las operaciones unitarias asociadas al proceso de
fundición de Cu son en su mayoría exotérmicos, es decir, generan energía. Sin embargo, dentro de
los procesos de fundición, se identificaron los siguientes Sub-procesos endotérmicos, los cuales
requieren suministro de energía térmica.
8.1.3.1 Proceso de secado
El proceso de secado “a muerte” remueve el agua contenida en el concentrado de cobre desde un
rango de humedad de 8% a 11% hasta un 0,2%, El proceso se efectúa a temperaturas en el rango de
120 °C durante tiempos de residencia variables, típicamente 1 a 5 horas. Para esta operación, los
requerimientos operacionales son:
a. Consumo específico de energía:
𝐶𝑜𝑛𝑠𝑢𝑚𝑜 𝑒𝑠𝑝𝑒𝑐í𝑓𝑖𝑐𝑜 𝑑𝑒 𝑒𝑛𝑒𝑟𝑔í𝑎 =𝑘𝑊ℎ 𝐶𝑜𝑛𝑠𝑢𝑚𝑖𝑑𝑜
𝑇𝑜𝑛𝑒𝑙𝑎𝑑𝑎 𝑑𝑒 𝐶𝑜𝑛𝑐𝑒𝑛𝑡𝑟𝑎𝑑𝑜 𝑆𝑒𝑐𝑜
Considerando un secador que opera con gas natural (Poder calorífico de 11,70 kWh/m3) y que de
acuerdo al balance de masa existe una relación de 9 m3 gas natural / ton de concentrado húmedo, el
consumo específico de energía aproximado de un proceso de secado de concentrado a muerte es de
126,4 kWh / ton de concentrado, equivalente al 20% de la energía total requerida en los
procesos de Fusión / Conversión de concentrado de Cu (650 kWh / ton de concentrado
aproximadamente, depende de cada Fundición)
Integración de tecnología termosolar en la industria metalúrgica chilena para
mejorar sus ventajas competitivas. CORFO 16BPE-62274
Rev.: 0
Fecha: 26-06-2018
Página 65 de 72
PARA DIFUSION
8.1.3.2 Precipitación de escorodita
La aplicación para este proceso, consiste en calentar la solución PLS desde 20°C hasta 90°C, para
posteriormente inyectar un 30% adicional de esta energía para mantener la temperatura de operación
en 85°C (existen procesos intermedios de enfriamiento), entregando el siguiente consumo térmico
por unidad de producción:
𝐶𝑜𝑛𝑠𝑢𝑚𝑜 𝑇é𝑟𝑚𝑖𝑐𝑜 [𝑘𝑊ℎ
𝑚3𝑃𝐿𝑆] = 𝐷𝑒𝑛𝑠𝑖𝑑𝑎𝑑 𝑃𝐿𝑆 [
𝑡𝑜𝑛
𝑚3] × 𝐶𝑝 [
𝑘𝑊ℎ
𝑡𝑜𝑛 °𝐶] × 𝛥 𝑇[°𝐶]
En donde:
𝐷𝑒𝑛𝑠𝑖𝑑𝑎𝑑 𝑃𝐿𝑆 es la densidad del PSL, 1,1 ton/m3
𝐶𝑝 es la capacidad calorífica del PLS 1,19 kWh/ton °C
𝛥 𝑇 es el delta de la temperatura, desde 20°C a 90°C
Llegando a un consumo de 91,9 kWh/m3 de PLS. Agregando el 30% adicional que requiere el proceso
para mantener la temperatura de operación requerida considerando corrientes de enfriamiento
adicionales, se obtiene un consumo de 103.8 kWh/m3 de PLS.
8.1.4 Refinación electrolítica
De lo indicado en el capítulo anterior, la refinación electrolítica es la disolución electroquímica de
los ánodos impuros de cobre, para permitir que el metal se deposite en forma selectiva y con máxima
pureza sobre cátodos de cobre, con el objetivo de eliminar las impurezas que dañan las propiedades
eléctricas y mecánicas del cobre y separar las impurezas valiosas del cobre, las que pueden ser
recuperadas después como subproductos metálicos
El proceso de refinación electrolítica se realiza a una temperatura de 55°C a 65°C. Es por esto, que
para calcular la energía térmica asociada el calentamiento del electrolito, se debe utilizar la misma
fórmula anterior, bajo las siguientes consideraciones.
𝐷𝑒𝑛𝑠𝑖𝑑𝑎𝑑 𝐸𝑙𝑒𝑐𝑡𝑟𝑜𝑙𝑖𝑡𝑜 es la densidad del Electrolito, 1,15 ton/m3
𝐶𝑝 es la capacidad calorífica del EL 1,21 kWh/ton °C
𝛥 𝑇 es el delta de la temperatura, desde 20°C a 65°C
Dicha ecuación entrega un requerimiento energético de 62,5 kWh/m3 de electrolito para mantener la
temperatura en el rango de operación de 55°C a 65°C.

Integración de tecnología termosolar en la industria metalúrgica chilena para
mejorar sus ventajas competitivas. CORFO 16BPE-62274
Rev.: 0
Fecha: 26-06-2018
Página 66 de 72
PARA DIFUSION
8.2 Cobre Óxidos
Se presentan los requerimientos operacionales asociados a los procesos levantados del área “cobre
óxidos” y su aplicación industrial o potencial aplicación.
8.2.1 Lixiviación
La lixiviación consiste en una disolución de minerales en presencia de un medio acido. Este proceso
es ampliamente utilizado en la disolución de cobre oxidado y su cinética esta relacionada con la
temperatura. La aplicación de calor es el procedimiento más efectivo en la mayoría de los casos, de
suministrar la energía de activación a las moléculas reaccionantes y, por lo tanto, de aumentar la
velocidad de una reacción. Cualitativamente, se puede señalar en forma aproximada que la velocidad
de reacción química se duplica con cada incremento de 10°C en un sistema. Por lo tanto, la aplicación
de la energía termosolar permitiría aumentar la cinética de extracción y disminuir la oscilación
térmica del proceso, disminuyendo la variabilidad de éste. La factibilidad de esta aplicación radica
en que no se necesita un cambio estructural significativo para la integración del calor solar en faenas
existentes.
Para calcular los requerimientos térmicos asociados, se toma como base mantener el PLS a una
temperatura de contante de 50°C. Utilizando la fórmula anterior, bajo las siguientes consideraciones.
𝐷𝑒𝑛𝑠𝑖𝑑𝑎𝑑 𝑃𝐿𝑆 es la densidad del PLS, 1,1 ton/m3
𝐶𝑝 es la capacidad calorífica del EL 1,15 kWh/ton °C
𝛥 𝑇 es el delta de la temperatura, desde 15°C a 50°C
Se entrega un requerimiento energético de 44,3 kWh/m3 de PLS para mantener la temperatura a 50°C.
8.2.2 Extracción por solvente (SX)
Existen cuatro características del PLS, las que pueden ser controladas de manera de lograr una más
eficiente separación o purificación del metal mediante SX:
• Acidez libre
• Potencial de óxido-reducción expresado por el nivel de Eh.
• Concentración de aniones que forman complejos como cloruro, sulfato y cianuro.
• Temperatura, la que influye directamente en el equilibrio de la extracción, las cinéticas de
transferencia del metal, la solubilidad de las especies extraídas, la separación de fases y en
las pérdidas por atrapamiento y arrastre.
Por lo tanto, más que aplicar temperatura en la etapa de SX, se requiere un control de temperatura en
la etapa previa de lixiviación de acuerdo a lo indicado.
8.2.3 Electroobtención (EW)
La temperatura aumenta la conductividad del electrolito, con un rango de operación entre 45°C a
50ºC. Para mantener la temperatura en ese rango, se calcula un requerimiento energético de 44,3
kWh/m3 del electrolito.

Integración de tecnología termosolar en la industria metalúrgica chilena para
mejorar sus ventajas competitivas. CORFO 16BPE-62274
Rev.: 0
Fecha: 26-06-2018
Página 67 de 72
PARA DIFUSION
8.3 Hierro
8.3.1 Endurecimiento térmico de Pellets
Los pellets verdes, previamente seleccionados son secados y calentados en el Horno de Parillas hasta
una temperatura de 1.100 °C. Luego son llevados al Horno Rotatorio, donde finalmente son
endurecidos a temperaturas de aproximadamente 1.300°C. Los pellets incandescentes son enfriados
mediante un flujo de aire a temperatura ambiente, en el Enfriador Anular.
El aire caliente obtenido de la transferencia de calor es recuperado hacia el Horno Rotatorio y el
Horno Parilla. De acuerdo a información publicada por CAP, el consumo térmico de energía es de
155 kcal/t de pellet producido, equivalente a 0,18 kWh/t de pellet producido.
De acuerdo a estudios de la Universidad de Lulea de Suecia el gasto energético en el proceso de
obtención de pellets de hierro a partir de los pellets verdes es de 200 kWh/t de pellet producido.
En el estudio de la Universidad del Caribe de Colombia se determinó que la energía utilizada en el
proceso determinada a partir de los parámetros operativos fue de un total de 497.7 MJ / tonelada de
pellet producido, que es equivalente a 140 kWh/t de pellet producido.
8.3.2 Fabricación de hierro y acero: Hornos Eléctricos
La energía teórica total necesaria para fundir la chatarra y sobrecalentarla a la temperatura típica del
grifo requiere alrededor de 350 - 370 kWh/t de acero. Esta energía puede ser proporcionada por el
arco eléctrico, a partir de la inyección de combustible fósil o la oxidación de la materia prima de
chatarra. En la práctica, el uso de energía depende en gran medida de la mezcla de productos, del
material local y de los costes de energía y es exclusivo para la operación específica del horno. Factores
tales como la composición de la materia prima, las tasas de entrada de energía y las prácticas de
operación - como la post-combustión, precalentamiento de chatarra - pueden influir en gran medida
en el equilibrio. El consumo real de electricidad en los EEP se calcula entre 300 y 550 kWh/t, y en
1999 alcanzó un nivel medio de 425 kWh/t. De acuerdo con las cifras de 2005, la AIE estimó que la
reducción del consumo medio de electricidad de 425 kWh a 350 kWh por cada tonelada de acero
producida en los EAE en todo el mundo, se puede ahorrar 0,1 EJ de energía anualmente [21].
Según el estudio de la Universidad Nacional de Trujillo de Perú, se determinó que la energía en el
proceso de fabricación de acero mediante horno eléctrico de la corporación aceros de Arequipa S.A.
es de 96.6 MWh de los cuales 32.1 MWh son entregados por energía eléctrica, para obtener una
producción de 112.5 ton de acero por hora, lo cual el consumo total de energía es de 858 kWh/t de
Acero de los cuales 285 kWh/t de Acero son de energía eléctrica [202].
En el estudio de la Universidad de Nueva León de México, se determinó que la energía necesaria para
la ceración de acero mediante Horno eléctrico de arco es de 804 kWh/t de Acero de las cuales 483
kWh/t de Acero son de energía eléctrica [203].

Integración de tecnología termosolar en la industria metalúrgica chilena para
mejorar sus ventajas competitivas. CORFO 16BPE-62274
Rev.: 0
Fecha: 26-06-2018
Página 68 de 72
PARA DIFUSION
8.3.3 Horno de Inducción
Las capacidades de los hornos eléctricos van de sesenta a noventa toneladas por día, y su calidad es
superior a las de los demás tipos de horno ya que el combustible no contamina la fundición 15. Un
horno para una tonelada precalentado puede fundir una carga fría en menos de una hora. En la práctica
se considera que se necesitan 600 kW para fundir una tonelada de hierro en una hora.
Maneja un rango de capacidades entre menos de 1 Kg y varias decenas de toneladas, y frecuencias
desde las de red (50-60 Hz) hasta los 400KHz, en función del metal que se quiere fundir, la capacidad
del horno y la velocidad de fundición deseada
Un horno de frecuencia elevada (más de 3000 Hz) es más rápido, siendo utilizados generalmente en
la fundición de aceros, dado que la elevada frecuencia disminuye la turbulencia y evita la oxidación.
Frecuencias menores generan más turbulencias en el metal, reduciendo la potencia que puede
aplicarse al metal fundido 16
La operación se inicia cargando primero la chatarra pesada previamente. Generalmente se considera
que en el proceso no hay pérdida de ningún elemento, y se calculan las cargas de manera que el
conjunto de ellas resulte en la composición del acero que se desea obtener. En los hornos ácidos se
suele añadir trozos de vidrio para formar la escoria y en los hornos básicos un poco de cal. Cuando el
horno se ha llenado se hace pasar la corriente, y la carga metálica del crisol comienza a ser atravesada
por corrientes de inducción que calientan primero la chatarra situada exteriormente, cerca de la pared
del horno, y luego este calor se transmite por conducción a la zona central. En un horno de 500 kg y
350 kWh la fusión tarda en realizarse una hora, aproximadamente, por lo cual, al considerar 1 Ton,
se tiene que el gasto energético es de 700 kWh/t de Acero 17
Otra de sus ventajas es la capacidad para generar una gran cantidad de calor de manera rápida, un
horno para una tonelada precalentado puede fundir una carga fría en menos de una hora. En la práctica
se considera que se necesitan 600 kWh/t de hierro. Especificaciones técnicas de la tecnología definen
un consumo específico de 570 kWh/t de Acero18
15 Información obtenida de la reunión sostenida el día 20 de abril de 2017 con Felipe Nuñez, gerente de procesos de Yamana Gold.
16 Información obtenida de la reunión sostenida el día 20 de abril de 2017 con Felipe Nuñez, gerente de procesos de Yamana Gold.
17 Potential Applications of Concentrated Solar Thermal Technologies
18 KOBELCO TECHNOLOGY REVIEW.
Integración de tecnología termosolar en la industria metalúrgica chilena para
mejorar sus ventajas competitivas. CORFO 16BPE-62274
Rev.: 0
Fecha: 26-06-2018
Página 69 de 72
PARA DIFUSION
9 REFERENCIAS
[
1
]
COCHILCO, «Proyectos de inversión minera de cobre y oro en los principales países productores
mineros - 2014,» Santiago, 2014.
[
2
]
COCHILCO, «Caracterización de los costos de la gran minería del cobre,» 2015.
[
3
]
COCHILCO, «Proyección del consumo de energía eléctrica en la minería del cobre 2016-2027,»
2016.
[
4
]
G. Riveros, «Pirometalurgia,» Curso MI 51 A, Santiago, 2009.
[
5
]
M. Duran, «Simulación de proceso de secado de concentrado de cobre,» Valparaíso, 2013.
[
6
]
Codelco, «Fundamentos de la fundición,» 2017. [En línea]. Available:
https://www.codelcoeduca.cl/procesos_productivos/tecnicos_fundicion.asp. [Último acceso: 06
Marzo 2017].
[
7
]
Codelco, «Codelco,» 2009. [En línea]. Available: https://www.u-
cursos.cl/ingenieria/2009/2/MI51A/1/material_docente/bajar?id_material=248510. [Último
acceso: 07 Marzo 2017].
[
8
]
M. Duran, «Simulación de proceso de secado de concentrado de cobre,» 2013.
[
9
]
J. Puga, «Tostación de concentrados de cobre con alto contenido de arsénico,» 2014. [En línea].
Available: http://www.monografias.com/trabajos107/tostacion-concentrados-cobre-alto-
contenido-arsenico/tostacion-concentrados-cobre-alto-contenido-
arsenico.shtml#ixzz4agRLfuSM. [Último acceso: 07 Marzo 2017].
[
1
0
]
Infoacero, «infoacero,» [En línea]. Available:
http://www.infoacero.cl/docs/proceso_planta_pellet.pdf. [Último acceso: 10 Marzo 2017].
[
1
1
]
CAP mineria, [En línea]. Available: http://www.capmineria.cl/operacione/valle-del-huasco/.
[
1
mme-co, [En línea]. Available: http://www.mme-co.de/es/Home/products/Mining-and-
Pelletizing.html.

Integración de tecnología termosolar en la industria metalúrgica chilena para
mejorar sus ventajas competitivas. CORFO 16BPE-62274
Rev.: 0
Fecha: 26-06-2018
Página 70 de 72
PARA DIFUSION
2
]
[
1
3
]
F. Y. N. YAMAGUCHI, «Pelletizing Process,» KOBELCO TECHNOLOGY REVIEW, p. 29,
2010.
[
1
4
]
alibaba, [En línea]. Available: https://www.alibaba.com/product-detail/annular-cooler-for-Iron-
Ore-Pellet_1497452275.html.
[
1
5
]
X. Elias, «Cap 4: Tipos de Hornos.,» de Emisiones a la atmosfera y correcciones..
[
1
6
]
hjcrusher, [En línea]. Available: http://www.hjcrusher.es/3-rotary-kiln-3.html.
[
1
7
]
Constructora industrial y minas, [En línea]. Available:
http://constructoraindustrialyminas.com/blog/equipos-horno-giratorio-parte-1/.
[
1
8
]
Cement Machine, «Cement Machine,» [En línea]. Available: http://www.cement-
machine.com.es/metallurgy-rotary-kiln.html.
[
1
9
]
C. Cabrera, C. Moron y A. García, «Learning Process of the Steel Use in Building Engineering
Students,» 19 Mayo 2017. [En línea]. Available:
https://www.google.cl/url?sa=t&rct=j&q=&esrc=s&source=web&cd=1&cad=rja&uact=8&ved
=0ahUKEwjXjoqrh_3TAhUEGZAKHRdiDwQQFggkMAA&url=http%3A%2F%2Fpubs.sciep
ub.com%2Feducation%2F2%2F6%2F6%2F&usg=AFQjCNESv1GY5V4DFWJV3JGs8LH6E7
UjxA&sig2=C-zqW5lrfYEpbcK7jaRnNw.
[
2
0
]
AZO materials, «What are the Benefits of Using Electric Arc Furnace Technology?,» 19 Mayo
2017. [En línea]. Available: http://www.azom.com/article.aspx?ArticleID=12054.
[
2
1
]
Industrial efficiency technology database, «Electric Arc Furnace,» 19 Mayo 2017. [En línea].
Available: http://ietd.iipnetwork.org/content/electric-arc-furnace.

Integración de tecnología termosolar en la industria metalúrgica chilena para
mejorar sus ventajas competitivas. CORFO 16BPE-62274
Rev.: 0
Fecha: 26-06-2018
Página 71 de 72
PARA DIFUSION
[
2
2
]
8, [En línea]. Available: http://www.eef.org.uk/uksteel/About-the-industry/How-steel-is-
made/step-by-step/The-electric-arc-furnace.htm.
[
2
3
]
Constructoria industrial y minas, 19 Mayo 2017. [En línea]. Available:
http://constructoraindustrialyminas.com/blog/tag/horno-electrico/.
[
2
4
]
Ecured, «Horno de inducción,» 19 Mayo 2017. [En línea]. Available:
https://www.ecured.cu/Horno_de_inducci%C3%B3n.
[
2
5
]
J. H. A. B. a. M. D. THOMAS EGLINTON, «Potential Applications of Concentrated Solar
Thermal Technologies in the Australian Minerals Processing and Extractive Metallurgical
Industry,» The Minerals, Metals & Materials Society , vol. 65 , nº 12, pp. 1710-1720, 2013.
[
2
6
]
Codelco, «Codelco, Sustentabilidad,» 2011. [En línea]. Available:
https://www.codelco.com/prontus_codelco/site/artic/20110217/pags/20110217194753.html .
[Último acceso: 07 Marzo 2017].
[
2
7
]
Fundación CEDDET, «slideshare,» 13 Abril 2015. [En línea]. Available:
https://es.slideshare.net/RedesExpertos/04-incineracin-1-46940511.
[
2
8
]
3, [En línea]. Available: https://es.wikipedia.org/wiki/Alto_horno_el%C3%A9ctrico.
[
2
9
]
4, [En línea]. Available: https://es.wikipedia.org/wiki/Horno_de_inducci%C3%B3n.
[
3
0
]
2, [En línea]. Available: http://electroheatinduction.com.mx/hornos-de-induccion-para-metales/.
[
3
1
]
Kumera Corporation, 19 Mayo 2017. [En línea]. Available: http://www.kumera.com/pt/kumera-
secador-para-concentrado-de-cobre.html.

Integración de tecnología termosolar en la industria metalúrgica chilena para
mejorar sus ventajas competitivas. CORFO 16BPE-62274
Rev.: 0
Fecha: 26-06-2018
Página 72 de 72
PARA DIFUSION
[
3
2
]
ECOMETALES, «Reporte de Sustentabilidad 2015,» 19 Mayo 2017. [En línea]. Available:
http://www.ecometales.cl/sustentabilidad/reportes-de-sustentabilidad/.
[
3
3
]
CAP Minería, «Presentación de la planta de pellets de Huasco,» Huasco, Vallenar, 2017.
[
3
4
]
Tecpromin, «Horno de retorta extracción mercurio,» 19 Mayo 2017. [En línea]. Available:
http://www.tecpromin.cl/es/index.php?option=com_content&view=article&id=102&limitstart=
4.