informe de seguimiento final del estudio de minimización...
TRANSCRIPT

Informe de seguimiento final del Estudio de Minimización de Residuos Peligrosos 2008-
2012
Nuevo Estudio de Minimización 2012-2016
Sector Metal de la C.A.P.V.
Julio 2012

Informe de seguimiento final del Estudio de Minimización de Residuos Peligrosos
2008-2012
Nuevo Estudio de Minimización 2012-2016
2

Informe de seguimiento final del Estudio de Minimización de Residuos Peligrosos
2008-2012
Nuevo Estudio de Minimización 2012-2016
3
ÍNDICE
1 INTRODUCCIÓN
1.1 La minimización de residuos peligrosos: antecedentes legales
1.2 Finalidad del Estudio Sectorial de Minimización de Residuos Peligrosos
1.3 Periodo de Vigencia del Estudio
2 Cierre del Estudio de minimización 2008-2012: Informe final de seguimiento
2.1 Residuos generados y producción
2.1.1 Tipos de residuos peligrosos generados
2.1.2 Destino de los residuos generados
2.1.3 Datos de producción
2.2 Resultado de los indicadores
2.3 Medidas adoptadas en el periodo 2008-2012
3 ESTUDIO DE MINIMIZACIÓN 2012-2016
3.1 Datos de partida
3.2 Indicadores
3.3 Objetivos 2012-2016
3.4 Medidas de minimización previstas para el período 2012-2016
4 LIMITACIONES PARA LA MINIMIZACIÓN DE RESIDUOS PELIGROSOS IDENTIFICADAS EN EL SECTOR
4.1 Limitaciones legales
4.2 Limitaciones Técnicas
4.3 Limitaciones socio–económicas y de mercado
4.4 Limitaciones económicas
ANEXO. EMPRESAS PARTICIPANTES

Informe de seguimiento final del Estudio de Minimización de Residuos
Peligrosos 2008-2012
Nuevo Estudio de Minimización 2012-2016
4
1 INTRODUCCIÓN
1.1 La minimización de residuos peligrosos: antecedentes legales
La Directiva 2008/98/CE del Parlamento Europeo y del Consejo, de 19 de noviembre de 2008, sobre los residuos («Directiva marco de residuos»), establece el marco jurídico de la Unión Europea para la gestión de los residuos, proporciona los instrumentos que permiten disociar la relación existente entre crecimiento económico y producción de residuos, haciendo especial hincapié en la prevención, entendida como el conjunto de medidas adoptadas antes de que un producto se convierta en residuo, para reducir tanto la cantidad y contenido en sustancias peligrosas como los impactos adversos sobre la salud humana y el medio ambiente de los residuos generados.
Esta Directiva incorpora el principio de jerarquía en la producción y gestión de residuos que ha de centrarse en la prevención, la preparación para la reutilización, el reciclaje u otras formas de valorización, incluida la valorización energética y aspira a transformar la Unión Europea en una «sociedad del reciclado» y contribuir a la lucha contra el cambio climático.
La transposición de esta Directiva al ordenamiento jurídico español se lleva a cabo en 2011 a través de la Ley 22/2011, de 28 de julio, de residuos y suelos contaminados, que sustituye a la anteriormente vigente Ley 10/1998, de 21 de abril, de Residuos.
Esta nueva Ley, acorde a lo que establece la Directiva marco, pretende orientar la política de residuos conforme al principio de jerarquía en la producción y gestión de los mismos, maximizando el aprovechamiento de los recursos y minimizando los impactos de la producción y gestión de residuos. La Ley promueve la implantación de medidas de prevención, la reutilización y el reciclado de los residuos. Asimismo, aspira a aumentar la transparencia y la eficacia ambiental y económica de las actividades de gestión de residuos. Finalmente, forma parte del espíritu de la Ley promover la innovación en la prevención y gestión de los residuos, para facilitar el desarrollo de las soluciones con mayor valor para la sociedad en cada momento, lo que sin duda incidirá en la reducción de emisiones de gases de efecto invernadero asociadas a este sector y contribuirá a la conservación del clima.
Como novedad procedente de la nueva Directiva se formula una nueva jerarquía de residuos que explicita el orden de prioridad en las actuaciones en la política de residuos: prevención (en la generación de residuos), preparación para la reutilización, reciclado, otros tipos de valorización (incluida la energética) y, por último, la eliminación de los residuos.

Informe de seguimiento final del Estudio de Minimización de Residuos
Peligrosos 2008-2012
Nuevo Estudio de Minimización 2012-2016
5
Es en este marco normativo en el que se encuadra el presente Estudio de minimización de Residuos Peligrosos. En concreto, en el art. 17 de la Ley 22/2011, de 28 de julio, de residuos y suelos contaminados, se establece que «los productores de residuos peligrosos estarán obligados a elaborar y remitir a la Comunidad Autónoma un estudio de minimización comprometiéndose a reducir la producción de sus residuos».
El presente documento da respuesta a esta obligación para aquellas empresas del sector metal de la CAPV que se ven afectadas por la misma.
1.2 Finalidad del Estudio Sectorial de Minimización de Residuos Peligrosos
CONFEBASK (Confederación de Empresarios Vascos) y las Asociaciones Territoriales de Empresarios de la CAPV: SEA EMPRESARIOS ALAVESES, CEBEK (Confederación Empresarial de Bizkaia) y ADEGI (Asociación de Empresarios de Guipúzcoa), a la vista de la legislación vigente, que recoge como exigencia legal la presentación de Estudios de Minimización de Residuos Peligrosos, han asumido el papel de facilitar a las empresas que lo desearan, la posibilidad de cumplir con tales obligaciones normativas a través de la redacción de un Estudio Sectorial de Minimización de Residuos Peligrosos.
Cabe destacar que la finalidad del Estudio no se detiene en el cumplimiento de la legislación vigente. Las empresas han tomado conciencia desde tiempo atrás de la necesidad de reducir los efectos que sus residuos originan en el medio ambiente. Son plenamente conscientes que la mejor protección de nuestro entorno es la que no es necesaria. Por ello es su voluntad ir más allá de meras políticas de “fin de línea” para atacar los problemas donde se originan, considerando la prevención como la mejor solución.
Las políticas y actuaciones de minimización han sido práctica habitual en las empresas, fundamentalmente en los últimos años con la adopción de sistemas de gestión en diferentes áreas (Calidad, Medio Ambiente, Ecodiseño y Seguridad).
La finalidad del presente documento es, por un lado, poner de manifiesto las actuaciones llevadas a cabo hasta la fecha por las empresas para minimizar la cantidad de residuos generados, en el marco del anterior período de vigencia 2008-2012 y, por otro lado, asumir nuevos objetivos de minimización para el período 2012-2016, proponiendo una serie de medidas para alcanzarlos.
Ello les permitirá ser mucho más eficientes en la asignación de recursos y a la par cumplir con la normativa vigente y contribuir al objetivo sectorial de minimización de residuos peligrosos.
Informe de seguimiento final del Estudio de Minimización de Residuos
Peligrosos 2008-2012
Nuevo Estudio de Minimización 2012-2016
6
1.3 Periodo de Vigencia del Estudio
El Estudio de minimización de Residuos Peligrosos elaborado en 2008, en cumplimiento de la normativa vigente, tiene una vigencia de cuatro años.
En el año 2010, transcurridos dos años desde la elaboración del Estudio de
Minimización, se realizó el correspondiente Informe de Seguimiento (Primer Informe
de Seguimiento), mediante el cual se presentó un análisis de situación de los
resultados, en base a los objetivos establecidos, así como de las modificaciones que
con este fin habían adoptado las empresas participantes.
En el presente año 2012 se presenta el Informe final de seguimiento del Estudio
2008-2012, así como el nuevo Estudio de minimización para el período 2012-2016.
Hay que señalar que, aunque la normativa no exige la elaboración de Informes de Seguimiento para los Estudios de Minimización de Residuos Peligrosos, en el marco del proyecto sectorial de CONFEBASK las empresas se comprometieron a realizar un seguimiento bienal.

Informe de seguimiento final del Estudio de Minimización de Residuos
Peligrosos 2008-2012
Nuevo Estudio de Minimización 2012-2016
7
2 CIERRE DEL ESTUDIO DE MINIMIZACIÓN 2008-2012: INFORME FINAL DE SEGUIMIENTO
A continuación se presentan los resultados finales del anterior Estudio de
minimización 2008-2012, y se analizan los resultados obtenidos en base a los objetivos
planteados.
Hay que señalar que este año algunas empresas que no participaron en el anterior
Estudio Sectorial, han decidido adherirse al nuevo Estudio, y por tanto los datos de
estas empresas sólo serán tenidos en cuenta en el apartado referente al nuevo Estudio
2012-2016.
Por otro lado, existen empresas que en su día participaron en el Estudio Sectorial
2008-2012, pero que han decidido no participar este año, no habiendo aportado los
datos necesarios para el presente cierre.
2.1 Residuos generados y producción
2.1.1 Tipos de residuos peligrosos generados
En primer lugar, para analizar la evolución en la tipología y cantidades de residuos
peligrosos generados por las empresas participantes, y teniendo en cuenta que el
seguimiento se realiza bienalmente, se presenta a continuación la comparativa de los
residuos generados, por código LER, en los años 2009 y 2011.
Hay que tener en cuenta que ha habido empresas que en el año 2009 aportaron los
datos de generación, pero que, al no participar este año, no se dispone de sus datos de
2011. Para no desvirtuar los resultados, y que esto pueda presentarse erróneamente
como una mejora en la gestión, se ha decidido realizar la comparativa anual sin tener
en cuenta los datos de 2009 de las empresas no participantes en 2011. De esta forma,
se entiende que la evolución y las mejoras que puedan darse, sí serían directamente
achacables a las empresas participantes.
Esto hace que, tanto la cantidad total de residuos peligrosos generados como los
indicadores presentados más adelante, adopten un valor ligeramente diferente al que
se presentaba en el anterior informe de seguimiento.

Informe de seguimiento final del Estudio de Minimización de Residuos
Peligrosos 2008-2012
Nuevo Estudio de Minimización 2012-2016
8
PRODUCCIÓN POR CÓDIGO
LER (kg) Variación 09/11
LER Descripción 2009 2011
06 01 01 Ácido sulfúrico y ácido sulfuroso 4.360 4.840 11,01%
06 01 02 Acido clorhídrico 192.610 161.960 -15,91%
06 02 01 Hidróxido cálcico 0 10.840 -
06 02 05 Otras bases 23.120 1.976 -91,45%
06 03 11 Sales sólidas y soluciones que contienen cianuros
3.855 0 -100,00%
06 03 13 Sales sólidas y soluciones que contienen metales pesados
2.123 9.500 347,48%
06 04 05 Residuos que contienen otros metales pesados 380 180 -52,63%
06 05 02 Lodos del tratamiento in situ de efluentes que contienen sustancias peligrosas
873 0 -100,00%
07 01 01 Líquidos de limpieza y licores madre acuosos 751 0 -100,00%
07 01 07 Residuos de reacción y de destilación halogenados
811 1.540 89,89%
07 01 08 Residuos de reacción y de destilación 2.340 4.188 78,97%
07 06 01 Líquidos de limpieza y licores madre acuosos 7.408 0 -100,00%
08 01 11
Residuos de pintura y barniz que contienen disolventes orgánicos y otras sustancias peligrosas
26.482 21.055 -20,49%
08 01 13
Lodos de pinturas y barnices que contienen disolventes orgánicos u otras sustancias peligrosas
0 182 -
08 01 15
Lodos acuosos que contienen pintura o barniz con disolventes orgánicos u otras sustancias peligrosas
19.353 21.140 9,23%
08 01 17
Residuos del decapado o eliminación de pintura y barniz que contienen disolventes orgánicos u otras sustancias peligrosas
4.534 0 -100,00%
08 01 19
Suspensiones acuosas que contienen pintura o barniz con disolventes orgánicos u otras sustancias peligrosas
16.411 73.691 349,03%
08 03 12 Residuos de tintas que contienen sustancias peligrosas
5 0 -100,00%
08 03 17 Residuos de tóner de impresión que contienen sustancias peligrosas
0 78 -
08 05 01 Isocianatos residuales 400 0 -100,00%
09 01 04 Soluciones de fijado 3.056 2.155 -29,48%

Informe de seguimiento final del Estudio de Minimización de Residuos
Peligrosos 2008-2012
Nuevo Estudio de Minimización 2012-2016
9
PRODUCCIÓN POR CÓDIGO
LER (kg) Variación 09/11
LER Descripción 2009 2011
10 02 07 Residuos sólidos del tratamiento de gases que contienen sustancias peligrosas
2.462.957 1.927.600 -21,74%
10 02 11 Residuos del tratamiento del agua de refrigeración que contienen aceites
202.260 0 -100,00%
10 03 08 Escorias salinas de producción secundaria 18.914.000 33.989.000 79,70%
10 03 15
Espumas inflamables o que emiten, en contacto con el agua, gases inflamables en cantidades peligrosas
1.000.000 1.761.000 76,10%
10 03 23 Residuos sólidos, del tratamiento de gases, que contienen sustancias peligrosas
616.000 934.520 51,71%
10 06 06 Residuos sólidos del tratamiento de gases 2.317.312 2.457.713 6,06%
11 01 05 Ácidos de decapado 5.369.100 4.535.445 -15,53%
11 01 06 Ácidos no especificados en otra categoría 35.592 37.500 5,36%
11 01 07 Bases de decapado 1.142.470 1.324.080 15,90%
11 01 08 Lodos de fosfatación 63.188 70.555 11,66%
11 01 09 Lodos y tortas de filtración que contienen sustancias peligrosas
451.449 559.237 23,88%
11 01 11 Líquidos acuosos de enjuague que contienen sustancias peligrosas
0 6.220 -
11 01 13 Residuos de desengrasado que contienen sustancias peligrosas
135.140 120.410 -10,90%
11 01 98 Otros residuos que contienen sustancias peligrosas
32.847 93.846 185,71%
11 03 01 Residuos que contienen cianuro 0 10.413 -
11 03 02 Otros residuos 24.000 20.560 -14,33%
12 01 06
Aceites usados de mecanizado que contienen halógenos (excepto las emulsiones o disoluciones)
145.580 110.020 -24,43%
12 01 07 Aceites minerales de mecanizado sin halógenos (excepto las emulsiones o disoluciones)
2.424 49.286 1933,25%
12 01 08 Emulsiones y disoluciones de mecanizado que contienen halógenos
142.010 0 -100,00%
12 01 09 Residuos emulsionados de mecanizado sin halógenos
264.491 504.982 90,93%
12 01 12 Ceras y grasas usadas 727 0 -100,00%

Informe de seguimiento final del Estudio de Minimización de Residuos
Peligrosos 2008-2012
Nuevo Estudio de Minimización 2012-2016
10
PRODUCCIÓN POR CÓDIGO
LER (kg) Variación 09/11
LER Descripción 2009 2011
12 01 14 Lodos de mecanizado que contienen sustancias peligrosas
68.8231 150.873 119,22%
12 01 16 Residuos de granallado o chorreado que contienen sustancias peligrosas
2.040 10.540 416,67%
12 01 18 Lodos metálicos (lodos de esmerilado, rectificado y lapeado) que contienen aceites
32.869 4.690 -85,73%
12 01 20 Muelas y materiales de esmerilado usados que contienen sustancias peligrosas
0 5.220 -
12 03 01 Líquidos acuosos de limpieza 66.312 102.468 54,52%
13 01 05 Emulsiones no cloradas 110.320 154.127 39,71%
13 01 09 Aceites hidráulicos minerales clorados 400 0 -100,00%
13 01 10 Aceites hidráulicos minerales no clorados 28.231 8.814 -68,78%
13 01 13 Otros aceites hidráulicos 1.427 320 -77,58%
13 02 04 Aceites minerales clorados de motor, de transmisión mecánica y lubricantes
214 8.503 3873,36%
13 02 05 Aceites minerales no clorados de motor, de transmisión mecánica y lubricantes
45.542 29.490 -35,25%
13 02 08 Otros aceites de motor, transmisión mecánica y lubricantes
19.660 18.187 -7,49%
13 03 01 Aceites de aislamiento y transmisión de calor que contienen PCB
1.300 0 -100,00%
13 03 07 Aceites minerales no clorados de aislamiento y transmisión de calor
81.525 79.920 -1,97%
13 03 08 Aceites sintéticos de aislamiento y transmisión de calor
3.280 3.720 13,41%
13 05 02 Lodos de separadores agua/sustancias aceitosas 165.179 116.397 -29,53%
13 05 06 Aceites procedentes de separadores de agua/sustancias aceitosas
1.020 660 -35,29%
13 05 07 Agua aceitosa procedente de separadores de agua/sustancias aceitosas
25.735 13.221 -48,63%
13 07 03 Otros combustibles (incluidas mezclas) 48 0 -100,00%
13 08 02 Otras emulsiones 37.027 20.200 -45,45%
14 06 02 Otros disolventes y mezclas de disolventes halogenados
5.886 3.700 -37,14%
1 En el informe de seguimiento anterior este valor era de 68.423 kg. Se han añadido 400 kg que anteriormente se presentaban bajo el LER 12 01 04, cuando en realidad les corresponde este LER: 12 01 14

Informe de seguimiento final del Estudio de Minimización de Residuos
Peligrosos 2008-2012
Nuevo Estudio de Minimización 2012-2016
11
PRODUCCIÓN POR CÓDIGO
LER (kg) Variación 09/11
LER Descripción 2009 2011
14 06 03 Otros disolventes y mezclas de disolventes 16.081 11.857 -26,27%
14 06 04 Lodos o residuos sólidos que contienen disolventes halogenados
990 695 -29,80%
15 01 10 Envases que contienen restos de sustancias peligrosas o están contaminados por ellas
102.803 80.047 -22,14%
15 02 02
Absorbentes, materiales de filtración, trapos de limpieza y ropas protectoras contaminados por sustancias peligrosas
243.445 259.332 6,53%
16 01 07 Filtros de aceite 94 731 677,66%
16 01 14 Anticongelantes que contienen sustancias peligrosas
0 2.326 -
16 02 09 Transformadores y condensadores que contienen PCBs
32.597 5.445 -83,30%
16 02 13
Equipos desechados que contienen componentes peligrosos distintos de los especificados en los códigos 16 02 09 a 16 02 12
22.152 13.585 -38,67%
16 03 03 Residuos inorgánicos que contienen sustancias peligrosas
0 80 -
16 03 05 Residuos orgánicos que contienen sustancias peligrosas
0 120 -
16 05 04 Gases en recipientes a presión (incluidos los halones) que contienen sustancias peligrosas
1.471 1.566 6,49%
16 05 06
Productos químicos de laboratorio que consisten en, o contienen, sustancias peligrosas, incluidas las mezclas de productos químicos de laboratorio
660 169 -74,39%
16 05 08 Productos químicos orgánicos desechados que consisten en, o contienen, sustancias peligrosas
0 324 #¡DIV/0!
16 06 01 Baterías de plomo 10.885 686 -93,70%
16 06 02 Acumuladores de Ni-Cd 26 231 788,46%
16 06 03 Pilas que contienen mercurio 2 1 -50,00%
16 09 02 Cromatos, por ejemplo, cromato potásico, dicromato sódico o potásico
1.100 105 -90,45%
16 10 01 Residuos líquidos acuosos que contienen sustancias peligrosas
7.964 714 -91,03%
16 11 01
Revestimientos y refractarios a partir de carbono, procedentes de procesos metalúrgicos, que contienen sustancias peligrosas
520 0 -100,00%
Informe de seguimiento final del Estudio de Minimización de Residuos
Peligrosos 2008-2012
Nuevo Estudio de Minimización 2012-2016
12
PRODUCCIÓN POR CÓDIGO
LER (kg) Variación 09/11
LER Descripción 2009 2011
17 06 01 Materiales de aislamiento que contienen amianto
40 0 -100,00%
17 06 05 Materiales de construcción que contienen amianto
10 25 150,00%
17 09 03
Otros residuos de construcción y demolición (incluidos los residuos mezclados) que contienen sustancias peligrosas
0 4.280 -
18 01 03
Otros residuos cuya recogida y eliminación es objeto de requisitos especiales para prevenir infecciones
231 122 -47,05%
19 02 05 Lodos de tratamientos físico-químicos que contienen sustancias peligrosas
405.660 324.434 -20,02%
19 02 07 Aceites y concentrados procedentes del proceso de separación
115.660 68.840 -40,48%
19 02 11 Otros residuos que contienen sustancias peligrosas
35.880 21.600 -39,80%
19 08 10
Mezcla de grasas y aceites procedentes de la separación de aguas/sustancias aceitosas distintas de las especificadas en el código 19 08 09
63.010 38.500 -38,90%
19 08 13
Lodos que contienen sustancias peligrosas procedentes de otros tratamientos de aguas residuales industriales
10.070 3.392 -66,32%
19 12 11 otros residuos procedentes de tratamiento mecánico de residuos peligrosos
1.123.389 1.621.500 44,34%
20 01 21 Tubos fluorescentes y otros residuos que contienen mercurio
2.164 2.080 -3,89%
20 01 33
Baterías y acumuladores especificados en los códigos 16 06 01, 16 06 02 ó 16 06 03 y baterías y acumuladores sin clasificar que contienen esas baterías
863 410 -52,49%
TOTAL 36.525.022 52.019.959 42,42%
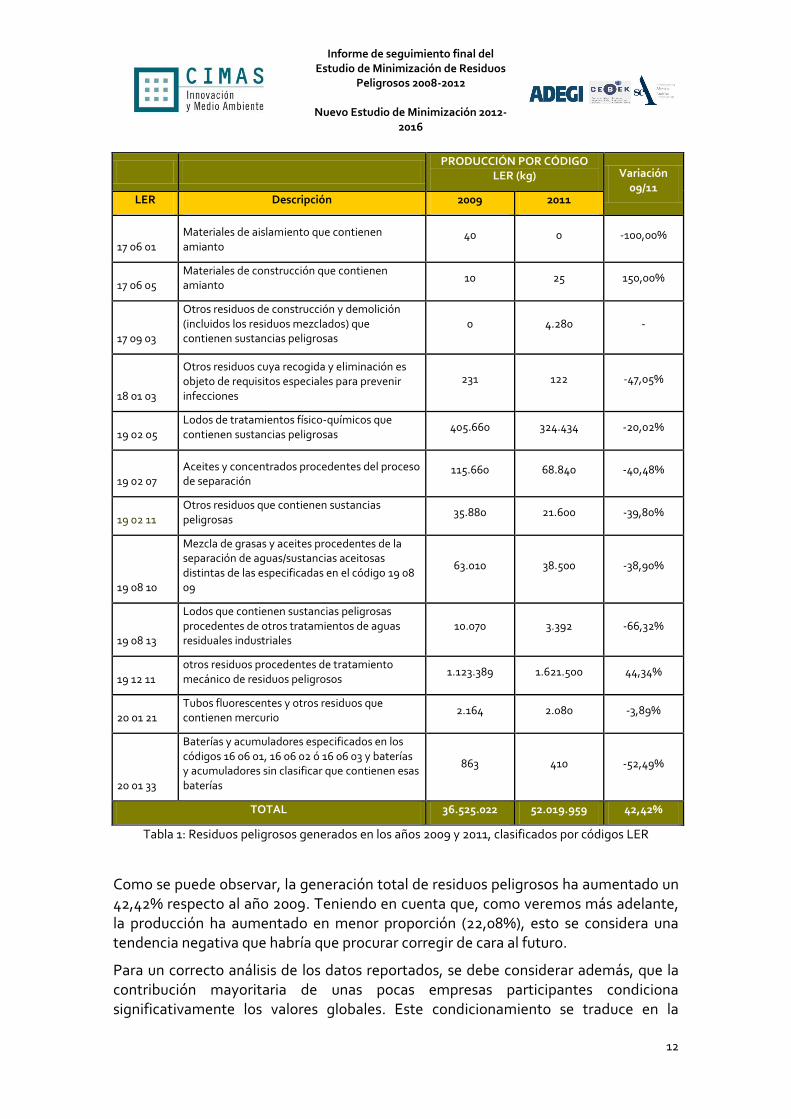
Tabla 1: Residuos peligrosos generados en los años 2009 y 2011, clasificados por códigos LER
Como se puede observar, la generación total de residuos peligrosos ha aumentado un 42,42% respecto al año 2009. Teniendo en cuenta que, como veremos más adelante, la producción ha aumentado en menor proporción (22,08%), esto se considera una tendencia negativa que habría que procurar corregir de cara al futuro.
Para un correcto análisis de los datos reportados, se debe considerar además, que la contribución mayoritaria de unas pocas empresas participantes condiciona significativamente los valores globales. Este condicionamiento se traduce en la
Informe de seguimiento final del Estudio de Minimización de Residuos
Peligrosos 2008-2012
Nuevo Estudio de Minimización 2012-2016
13
aparición de determinados residuos cuya generación es significativamente superior a la del resto.
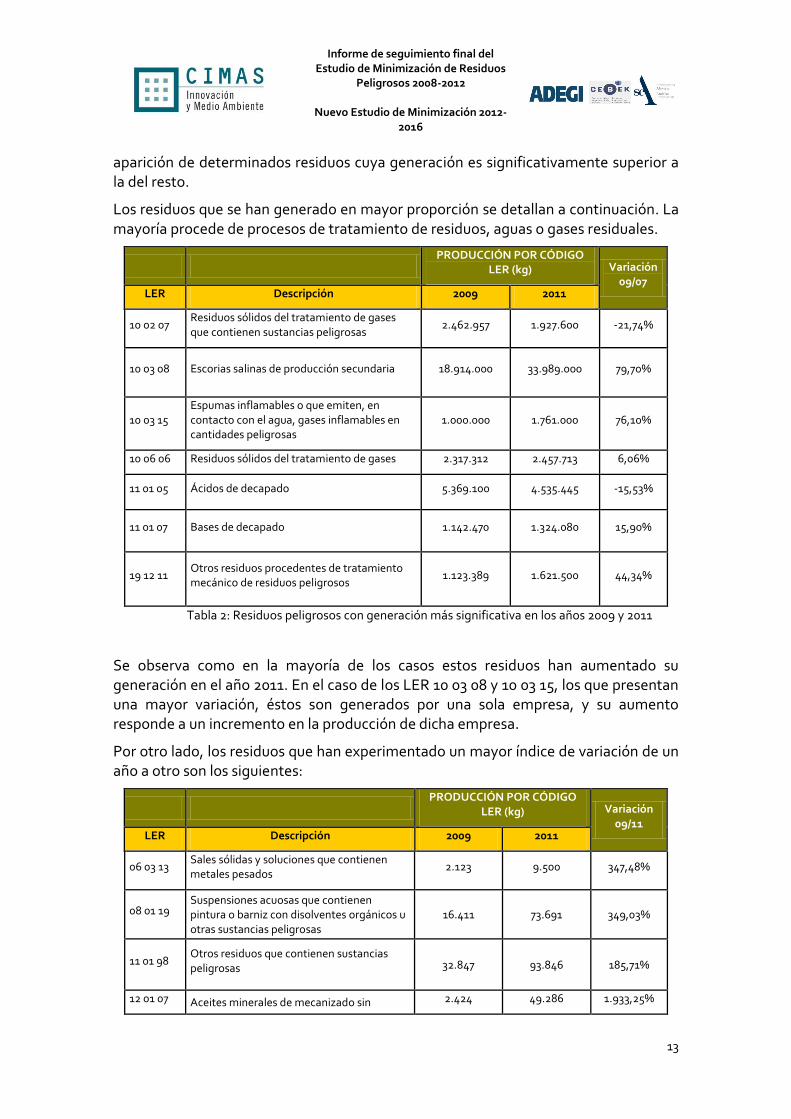
Los residuos que se han generado en mayor proporción se detallan a continuación. La mayoría procede de procesos de tratamiento de residuos, aguas o gases residuales.
PRODUCCIÓN POR CÓDIGO
LER (kg) Variación 09/07
LER Descripción 2009 2011
10 02 07 Residuos sólidos del tratamiento de gases que contienen sustancias peligrosas
2.462.957 1.927.600 -21,74%
10 03 08 Escorias salinas de producción secundaria 18.914.000 33.989.000 79,70%
10 03 15 Espumas inflamables o que emiten, en contacto con el agua, gases inflamables en cantidades peligrosas
1.000.000 1.761.000 76,10%
10 06 06 Residuos sólidos del tratamiento de gases 2.317.312 2.457.713 6,06%
11 01 05 Ácidos de decapado 5.369.100 4.535.445 -15,53%
11 01 07 Bases de decapado 1.142.470 1.324.080 15,90%
19 12 11 Otros residuos procedentes de tratamiento mecánico de residuos peligrosos
1.123.389 1.621.500 44,34%
Tabla 2: Residuos peligrosos con generación más significativa en los años 2009 y 2011
Se observa como en la mayoría de los casos estos residuos han aumentado su generación en el año 2011. En el caso de los LER 10 03 08 y 10 03 15, los que presentan una mayor variación, éstos son generados por una sola empresa, y su aumento responde a un incremento en la producción de dicha empresa.
Por otro lado, los residuos que han experimentado un mayor índice de variación de un año a otro son los siguientes:
PRODUCCIÓN POR CÓDIGO
LER (kg) Variación 09/11
LER Descripción 2009 2011
06 03 13 Sales sólidas y soluciones que contienen metales pesados
2.123 9.500 347,48%
08 01 19 Suspensiones acuosas que contienen pintura o barniz con disolventes orgánicos u otras sustancias peligrosas
16.411 73.691 349,03%
11 01 98 Otros residuos que contienen sustancias peligrosas 32.847 93.846 185,71%
12 01 07 Aceites minerales de mecanizado sin 2.424 49.286 1.933,25%

Informe de seguimiento final del Estudio de Minimización de Residuos
Peligrosos 2008-2012
Nuevo Estudio de Minimización 2012-2016
14
PRODUCCIÓN POR CÓDIGO
LER (kg) Variación 09/11
LER Descripción 2009 2011
halógenos (excepto las emulsiones o disoluciones)
12 01 14 Lodos de mecanizado que contienen sustancias peligrosas
68.823 150.873 119,22%
12 01 16 Residuos de granallado o chorreado que contienen sustancias peligrosas
2.040 10.540 416,67%
13 02 04 Aceites minerales clorados de motor, de transmisión mecánica y lubricantes
214 8.503 3.873,36%
16 01 07 Filtros de aceite 94 731 677,66%
16 06 02 Acumuladores de Ni-Cd 26 231 788,46%
17 06 05 Materiales de construcción que contienen amianto
10 25 150,00%
Tabla 3: Residuos peligrosos que han experimentado un mayor aumento entre los años 2009 y 2011
Como se observa en la tabla, la generación bruta de estos residuos no es muy significativa, en comparación con los de la tabla anterior, aunque porcentualmente sufren un aumento muy grande.
Cabe destacar que algunos residuos han visto aumentada su generación en porcentajes de hasta un 3.873,36% (aceites minerales clorados de motor, de transmisión mecánica y lubricantes) y 1.933,25% (aceites minerales de mecanizado sin halógenos (excepto las emulsiones o disoluciones)).
En el primer caso, este residuo es generado prácticamente por una sola empresa, que ha aumentado mucho su generación en 2011 motivado por contaminación reiterada y fortuita de este tipo de aceite.
En el segundo caso ocurre algo parecido, y la empresa en cuestión presenta un aumento generalizado de todos los residuos generados debido a varias razones: en el año 2009 la generación fue muy baja debido a la situación de crisis económica que estaba sufriendo la empresa, se ha cambiado la forma de calcular la cantidad de residuos generados y durante los años 2009 y 2010 se almacenaron algunos residuos para ser gestionados en el año 2011.
Por otro lado, los residuos que mayor reducción han experimentado son los siguientes:
PRODUCCIÓN POR CÓDIGO
LER (kg) Variación 09/11
LER Descripción 2009 2011
06 02 05 Otras bases 23.120 1.976 -91,45%
12 01 18 Lodos metálicos (lodos de esmerilado, 32.869 4.690 -85,73%

Informe de seguimiento final del Estudio de Minimización de Residuos
Peligrosos 2008-2012
Nuevo Estudio de Minimización 2012-2016
15
PRODUCCIÓN POR CÓDIGO
LER (kg) Variación 09/11
LER Descripción 2009 2011
rectificado y lapeado) que contienen aceites
13 01 13 Otros aceites hidráulicos 1.427 320 -77,58%
16 02 09 Transformadores y condensadores que contienen PCBs
32.597 5.445 -83,30%
16 05 06
Productos químicos de laboratorio que consisten en, o contienen, sustancias peligrosas, incluidas las mezclas de productos químicos de laboratorio
660 169 -74,39%
16 06 01 Baterías de plomo 10.885 686 -93,70%
16 09 02 Cromatos, por ejemplo, cromato potásico, dicromato sódico o potásico
1.100 105 -90,45%
16 10 01 Residuos líquidos acuosos que contienen sustancias peligrosas
7.964 714 -91,03%
Tabla 4. Residuos peligrosos con mayor porcentaje de reducción entre los años 2009 y 2011
Como se puede observar, aunque en términos globales las cantidades no son muy significativas, sí que se han dado importantes reducciones cercanas al 100%, sobre todo en baterías de plomo, restos líquidos acuosos que contienen sustancias peligrosas y otras bases. Estos valores son fruto del esfuerzo realizado por las empresas en aplicar medidas de minimización eficaces en la generación de residuos peligrosos.
Por otro lado, a continuación se presentan los residuos de nueva generación en 2011, así como los que han dejado de producirse:
PRODUCCIÓN POR CÓDIGO
LER (kg) Variación 09/07
LER Descripción 2009 2011
06 02 01 Hidróxido cálcico 0 10.840 -
08 01 13 Lodos de pinturas y barnices que contienen disolventes orgánicos u otras sustancias peligrosas
0 182 -
08 03 17 Residuos de tóner de impresión que contienen sustancias peligrosas
0 78 -
11 01 11 Líquidos acuosos de enjuague que contienen sustancias peligrosas
0 6.220 -
11 03 01 Residuos que contienen cianuro 0 10.413 -
12 01 20 Muelas y materiales de esmerilado usados que contienen sustancias peligrosas
0 5.220 -
16 01 14 Anticongelantes que contienen sustancias peligrosas
0 2.326 -

Informe de seguimiento final del Estudio de Minimización de Residuos
Peligrosos 2008-2012
Nuevo Estudio de Minimización 2012-2016
16
PRODUCCIÓN POR CÓDIGO
LER (kg) Variación 09/07
LER Descripción 2009 2011
16 03 03 Residuos inorgánicos que contienen sustancias peligrosas
0 80 -
16 03 05 Residuos orgánicos que contienen sustancias peligrosas
0 120 -
16 05 08 Productos químicos orgánicos desechados que consisten en, o contienen, sustancias peligrosas
0 324 -
17 09 03 Otros residuos de construcción y demolición (incluidos los residuos mezclados) que contienen sustancias peligrosas
0 4.280 -
Tabla 5. Residuos peligrosos de nueva generación en el año 2011
PRODUCCIÓN POR CÓDIGO
LER (kg) Variación 09/11
LER Descripción 2009 2011
06 03 11* Sales sólidas y soluciones que contienen cianuros
3.855 0 -100,00%
06 05 02* Lodos del tratamiento in situ de efluentes que contienen sustancias peligrosas
873 0 -100,00%
07 01 01* Líquidos de limpieza y licores madre acuosos
751 0 -100,00%
07 06 01* Líquidos de limpieza y licores madre acuosos
7.408 0 -100,00%
08 01 17* Residuos del decapado o eliminación de pintura y barniz que contienen disolventes orgánicos u otras sustancias peligrosas
4.534 0 -100,00%
08 03 12* Residuos de tintas que contienen sustancias peligrosas
5 0 -100,00%
08 05 01* Isocianatos residuales 400 0 -100,00%
10 02 11* Residuos del tratamiento del agua de refrigeración que contienen aceites
202.260 0 -100,00%
12 01 08* Emulsiones y disoluciones de mecanizado que contienen halógenos
142.010 0 -100,00%
12 01 12* Ceras y grasas usadas 727 0 -100,00%
13 01 09* Aceites hidráulicos minerales clorados 400 0 -100,00%
13 03 01* Aceites de aislamiento y transmisión de calor que contienen PCB
1.300 0 -100,00%
13 07 03* Otros combustibles (incluidas mezclas) 48 0 -100,00%
16 11 01* Revestimientos y refractarios a partir de carbono, procedentes de procesos
520 0 -100,00%
Informe de seguimiento final del Estudio de Minimización de Residuos
Peligrosos 2008-2012
Nuevo Estudio de Minimización 2012-2016
17
PRODUCCIÓN POR CÓDIGO
LER (kg) Variación 09/11
LER Descripción 2009 2011
metalúrgicos, que contienen sustancias peligrosas
17 06 01* Materiales de aislamiento que contienen amianto
40 0 -100,00%
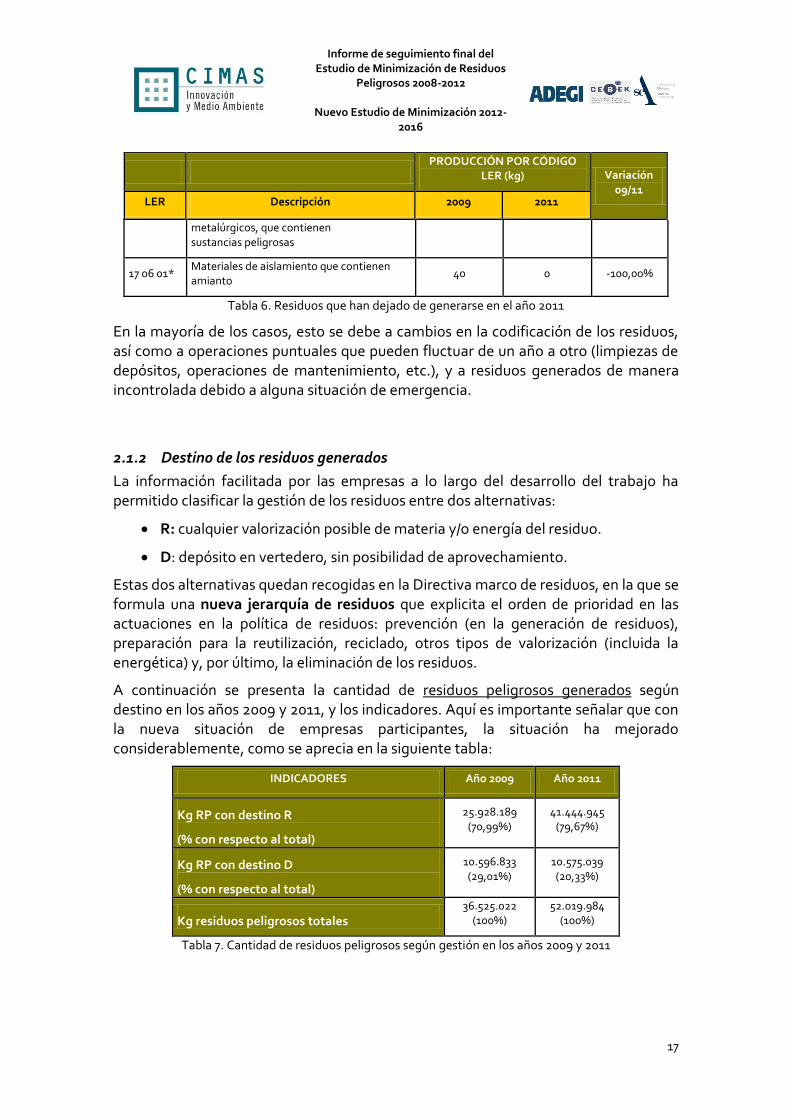
Tabla 6. Residuos que han dejado de generarse en el año 2011
En la mayoría de los casos, esto se debe a cambios en la codificación de los residuos, así como a operaciones puntuales que pueden fluctuar de un año a otro (limpiezas de depósitos, operaciones de mantenimiento, etc.), y a residuos generados de manera incontrolada debido a alguna situación de emergencia.
2.1.2 Destino de los residuos generados
La información facilitada por las empresas a lo largo del desarrollo del trabajo ha permitido clasificar la gestión de los residuos entre dos alternativas:
R: cualquier valorización posible de materia y/o energía del residuo.
D: depósito en vertedero, sin posibilidad de aprovechamiento.
Estas dos alternativas quedan recogidas en la Directiva marco de residuos, en la que se formula una nueva jerarquía de residuos que explicita el orden de prioridad en las actuaciones en la política de residuos: prevención (en la generación de residuos), preparación para la reutilización, reciclado, otros tipos de valorización (incluida la energética) y, por último, la eliminación de los residuos.
A continuación se presenta la cantidad de residuos peligrosos generados según destino en los años 2009 y 2011, y los indicadores. Aquí es importante señalar que con la nueva situación de empresas participantes, la situación ha mejorado considerablemente, como se aprecia en la siguiente tabla:
INDICADORES Año 2009 Año 2011
Kg RP con destino R
(% con respecto al total)
25.928.189 (70,99%)
41.444.945 (79,67%)
Kg RP con destino D
(% con respecto al total)
10.596.833 (29,01%)
10.575.039 (20,33%)
Kg residuos peligrosos totales 36.525.022
(100%) 52.019.984
(100%)
Tabla 7. Cantidad de residuos peligrosos según gestión en los años 2009 y 2011

Informe de seguimiento final del Estudio de Minimización de Residuos
Peligrosos 2008-2012
Nuevo Estudio de Minimización 2012-2016
18
70,99%
29,01%
GESTIÓN DE LOS RESIDUOS GENERADOS EN 2009
R (Valorización)
D (Depósito)
Gráfica 1. Destino de los residuos peligrosos en 2009
79,67%
20,33%
GESTIÓN DE LOS RESIDUOS GENERADOS EN 2011
R (Valorización)
D (Depósito)
Gráfica 2. Destino de los residuos peligrosos en 2011
Como se observa en la tabla y en las gráficas, la gestión de los residuos, en cuanto a su destino se refiere, ha mejorado bastante con respecto al año 2009, de forma que ha aumentado el porcentaje de residuos enviados a reciclado o valorización de un 71% a casi un 80%, frente a los que son depositados en vertederos o celdas de seguridad. Esta situación pone de manifiesto una mejor gestión de los residuos peligrosos por parte de las empresas que han participado en el presente informe de seguimiento.
2.1.3 Datos de producción
Un parámetro importante que hay que tener en cuenta a la hora de analizar la importancia relativa del incremento o descenso en el tiempo de la generación de residuos peligrosos es la producción. Ambos factores (generación de residuos y producción) son determinantes a la hora de calcular el ratio de generación de residuos peligrosos por unidad de producto puesta en el mercado (en este caso la unidad de referencia son kilos de producto).
Los datos de producción para los años 2009 y 2011 son los siguientes:
Informe de seguimiento final del Estudio de Minimización de Residuos
Peligrosos 2008-2012
Nuevo Estudio de Minimización 2012-2016
19
TOTALES 2009
(kg productos)
TOTALES 2011
(kg productos)
VARIACIÓN 09/11
323.558.950 395.006.331 22,08%
Tabla 8: Datos de Producción años 2009 y 20112
Como se puede observar, la producción se ha visto incrementada en un 22,08%, respecto a 2009. Teniendo en cuenta que el aumento en la generación de residuos peligrosos ha sido algo mayor (un 42,42%), deberá procurar mejorarse esta tendencia de cara al próximo período.
2.2 Resultado de los indicadores
En la Ley 22/2011, de 28 de julio, de residuos y suelos contaminados, se establece que los productores de residuos peligrosos estarán obligados a elaborar y remitir a la Comunidad Autónoma un estudio de minimización comprometiéndose a reducir la producción de sus residuos.
A diferencia de la legislación específica sobre envases y residuos de envases que establecen los indicadores que se deben tomar como referencia a la hora de elaborar los planes de prevención, ni la Ley 22/2011, ni la normativa anterior, define ningún indicador concreto a tener en cuenta.
Como resultado de las reuniones de trabajo mantenidas con las empresas participantes en el primer estudio de minimización, se seleccionaron una serie de indicadores de cara a realizar el seguimiento de los sucesivos estudios, y poder comprobar mediante su análisis y comparación la efectividad de las medidas de minimización propuestas hasta el momento.
Como base para estos cálculos se debe denotar la necesidad de hacer referencia en ellos a la cantidad total de producción que muestran las empresas, en este caso del sector metal, ya que de esta forma se hace posible un análisis relativo del aumento o disminución de la cantidad total de residuos peligrosos gestionados.
Así, los indicadores elegidos para reflejar la mejora en la gestión de estos residuos peligroso son los que se detallan a continuación:
Indicador 1: kg de residuos peligrosos totales/ kg de productos puestos en el mercado
Con este indicador se consigue relacionar la producción de residuos peligrosos en la empresa asociadas a la fabricación del producto terminado, obteniendo de esta manera un ratio en base a la producción.
2 Los datos de producción son referentes a las empresas participantes que han facilitado los datos de producción
anual en peso (kilogramos o toneladas)

Informe de seguimiento final del Estudio de Minimización de Residuos
Peligrosos 2008-2012
Nuevo Estudio de Minimización 2012-2016
20
Indicador 2: kg de residuos peligrosos a valorización / kg de residuos peligrosos totales
Se trata de seguir las directrices fijadas a nivel europeo en la jerarquía de prioridades con respecto a la gestión de residuos peligrosos. Este indicador es el cociente entre los residuos sometidos a valorización de cualquier tipo, bien en forma de materia y/o energía (opción más deseable) y los depositados en vertedero (opción menos deseable).
Indicador 3: kg de residuos peligrosos a depósito / kg de residuos peligrosos totales
El % de los residuos que se destinan a eliminación mediante su deposición en vertedero en relación con la cantidad total de residuos indica la tasa de eliminación.
En el Estudio de minimización sectorial 2008-2012 se establecieron unos objetivos concretos para cada indicador, que se distribuían en dos escenarios (2010 y 2012).
A modo de cierre del anterior Estudio, a continuación se presenta la comparativa entre los objetivos establecidos y los resultados finales:
INDICADORES
Año 2007 (Situación de partida)
Objetivo 2010
Resultado 2010 (datos 2009)
Objetivo 2012
Resultado 2012 (datos 2011)
INDICADOR 1: kg de residuos peligrosos / kg productos
0,1415 0,080 0,1129 0,070 0,1317
INDICADOR 2: kg residuos peligrosos a valorización / kg residuos peligrosos totales
0,7368 0,760 0,7099 0,780 0,7967
INDICADOR 3: kg residuos peligrosos a depósito / kg residuos peligrosos totales
0,2632 0,240 0,2901 0,220 0,2033
Tabla 9. Comparativa de indicadores y resultados finales 2008-2012
Como se puede observar, con la nueva situación de empresas participantes, la
situación ha mejorado y han llegado a cumplirse dos de los tres objetivos, los relativos
al destino de los residuos. En el caso indicador 1, que relaciona la cantidad total de
residuos peligrosos en función de la producción, ya hemos visto que la tendencia no ha
sido positiva.
A continuación se analiza más en detalle cada uno de los indicadores:
Informe de seguimiento final del Estudio de Minimización de Residuos
Peligrosos 2008-2012
Nuevo Estudio de Minimización 2012-2016
21
Indicador 1:
Se observa que la tendencia ha ido mejorando entre los años 2007 y 2009,
teniendo en cuenta que lo deseable es que tienda a disminuir, aunque
finalmente el resultado de 2011 se ha quedado por encima del objetivo
marcado.
Indicador 2:
El objetivo estaba establecido en un 78% de residuos a valorización, y
finalmente se ha conseguido mejorar dicha proporción, llegando hasta casi el
80%.
Indicador 3:
En consonancia con lo anterior, el porcentaje de residuos con destino a depósito, ha disminuido considerablemente. El objetivo estaba establecido en un 22% de residuos a depósito, y finalmente se ha conseguido mejorar dicha proporción, disminuyéndola hasta el 20%.
Para el establecimiento de los nuevos objetivos para el período 2012-2016, se tendrán en cuenta los datos de las nuevas empresas participantes y, en base a ello, se establecerán los nuevos objetivos.
2.3 Medidas adoptadas en el periodo 2008-2012
A continuación se hace un resumen de las medidas adoptadas en los últimos años por
las empresas del sector metal participantes, encaminadas a lograr la reducción de las
cantidades de residuos peligrosos generados.
Estas medidas se han agrupado en torno a las siguientes líneas de actuación:
Medidas de ahorro de materias primas
Medidas de sustitución de materias primas de menor peligrosidad
Ahorro de otros consumos (combustibles, aguas, etc.)
Cambios tecnológicos en el proceso: adopción de tecnologías limpias
Cambios organizativos en el proceso o en la empresa
Mejoras en el control y la supervisión internos
Reutilización de residuos en el propio proceso
Reciclaje “in situ” de residuos
Otras formas de recuperación “in situ” (por ejemplo: valorización energética)
Cambio de destino externo de los residuos, de operaciones de eliminación a operaciones de valorización
Informe de seguimiento final del Estudio de Minimización de Residuos
Peligrosos 2008-2012
Nuevo Estudio de Minimización 2012-2016
22
Otras medidas

Informe de seguimiento final del Estudio de Minimización de Residuos
Peligrosos 2008-2012
Nuevo Estudio de Minimización 2012-2016
23
MEDIDAS DE MINIMIZACIÓN ADOPTADAS EN EL PERIODO 2008-2012
Tipología Medidas de minimización Cuantificación en peso Periodo de tiempo
Medidas de ahorro de materias primas Polvo de acería Sistema de pesaje en silo de polvo de acería - 2008
Aguas aciduladas Automatización de neutralizado en el tratamiento de aguas aciduladas
- 2009
Fosfato Colocación de dosificador con regulador para reducir el consumo del producto químico (fosfato) que se añade al baño de pintura polvo para la preparación de las piezas.
- 2008
Chatarra Disminución de piezas achatarradas 0.42% 2008-2009
Virutas de mecanizado Centrifugado y briquetado de virutas de mecanizado 150 t Desde 2007
Impurezas, óxidos y orgánicos procedentes de las materias primas
Realización de estudio de tratamiento de materias primas para eliminar sus posibles impurezas, óxidos y orgánicos
2.000 t/año 2008-2010
Ácido de neutralización Reutilización del ácido de la etapa de neutralización como reactivo en la depuradora para la etapa de reducción
Ahorro de entre 12‐ 15 t de ácido clorhídrico nuevo
2008-2010
Piezas contaminadas Colocación de redes en cubas de pasivados para sacar las piezas que caen y evitar su contaminación
Ahorro estimado: 25 % del pasivado usado en esa instalación
2008-2012
Piezas defectuosas
Instalación en los motores de subida/bajada de las cargas de variadores de frecuencia para evitar que se produzcan cambios bruscos de velocidad y evitar que se caigan piezas. Se alarga la vida de los productos
Ahorro estimado: 5 % del producto usado en esa instalación
2008-2012
Acero Reducir el consumo de acero 4.000 kg/año Descartada por no ser viable económicamente
Recuperación de metales no férreos Recuperador sector secundario 95% 2011

Informe de seguimiento final del Estudio de Minimización de Residuos
Peligrosos 2008-2012
Nuevo Estudio de Minimización 2012-2016
24
MEDIDAS DE MINIMIZACIÓN ADOPTADAS EN EL PERIODO 2008-2012
Tipología Medidas de minimización Cuantificación en peso Periodo de tiempo
Aceite Ahorro en el consumo de aceite, y consecuentemente en la generación de aceite usado, mediante la reducción de pérdidas en los circuitos hidráulicos de varias máquinas
100 kg/año Desde 2009
Ácidos de decapados
Colocación de redes en cubas de decapados para sacar las piezas que caen y evitar el desgaste del ácido al atacar a dichas piezas. También se alargaría la vida de dichos decapados
Ahorro estimado 10% de ácido clorhídrico nuevo.
Descartada por no conseguir el ahorro esperado y no ser rentable. En su defecto, se colocaron variadores de intensidad en los motores de subida y bajada de piezas para evitar caídas.
Latón Reducción del peso del cuerpo de contador Se reduce unos 50 gr el peso del latón en cada cuerpo (12% del peso anterior)
2010
General Reducción de piezas defectuosas 92,1 kg 2 años
ISO 14006 Certificación en ISO 14006 - 2012
Acero Reducir Piezas defectuosas - 2011
Acero Reducir el consumo de acero - 2011
BT Reducir el porcentaje de materia prima en BT 3,94 % 2012
Aceite dieléctrico Reducir el porcentaje de aceite dieléctrico desperdiciado 5,5 % 2012
Sal fundente
Sustituir parte de la sal fundente por carnalita. Esto genera un ahorro en la cantidad de fundente que debe ser empleado en el interior de los hornos y por tanto, en la cantidad generada de escoria salina (RP)
500 t/año Continuado

Informe de seguimiento final del Estudio de Minimización de Residuos
Peligrosos 2008-2012
Nuevo Estudio de Minimización 2012-2016
25
MEDIDAS DE MINIMIZACIÓN ADOPTADAS EN EL PERIODO 2008-2012
Tipología Medidas de minimización Cuantificación en peso Periodo de tiempo
General Realización de estudio de tratamiento de materias primas para eliminar sus posibles impurezas, óxidos y orgánicos
2.000 t/año 2008-2010
Aceite dieléctrico Reducción de cantidad de aceite dieléctrico - 2011
Medidas de sustitución de materias primas de menor peligrosidad PCB Sustituir el transformador contaminado por PCBs 100% 2008-2010
Serrín recogida de derrames Cambio de serrín por sepiolita para la recogida de derrames
- 2008
Agua-Glicol Sustitución del Agua-Glicol por esteres sintéticos 28 t 2008
Percloroetileno Sustitución de percloroetileno por otra sustancia menos peligrosa
3.500 Kg 2009
Disolvente orgánico no Halogenado - limpieza
Sustitución del residuo generado en el proceso productivo “Disolvente orgánico no halogenado (Odorless)” con LER 140603 por “Soluciones acuosas de limpieza” con LER 120301
100% 2010
Aceite hidráulico Cambio de aceite hidráullico por agua glicol 10 t Desde 2007
Agua glicol Sustitución de agua glicol por ésteres sintéticos -
Descartada por problemas de funcionamiento (desaconsejado por el propio fabricante)
PCBs Sustitución de condensadores con PCB por condensadores ecológicos (que no contienen PCB)
- -
Gases que agotan la capa de ozono Eliminación progresiva de gases que agotan la capa de ozono y gestión adecuada como RP
100% A través de varios ejercicios
Pyraleno Retirada trafos con pyraleno 14.000 Kg 2011-2012
Tricloroetileno Eliminación del tricloroetileno en las compras 1.750 kg 2009 en adelante

Informe de seguimiento final del Estudio de Minimización de Residuos
Peligrosos 2008-2012
Nuevo Estudio de Minimización 2012-2016
26
MEDIDAS DE MINIMIZACIÓN ADOPTADAS EN EL PERIODO 2008-2012
Tipología Medidas de minimización Cuantificación en peso Periodo de tiempo
Cromo VI Eliminación de compuestos con cromo VI para formulación de baños ácidos
11.000 kg Anual
Cromo VI Eliminación de compuestos con cromo VI para formulación de baños alcalinos
27.000 kg Anual
Disolvente orgánico no halogenado Sustitución de disolvente orgánico no halogenado por solución acuosa en lavadora de herramientas
245 kg Anual
COVs Desarrollo de un material de enmascaramiento exento de compuestos orgánicos volátiles
4.000 kg/año
Descartada porque las propiedades plásticas del material desarrollado no superaron las especificaciones técnicas
Desengrasantes Pintura
Adquisición de productos menos dañinos, pintura al agua, etc.
- Continuado
Xileno (pintura en base disolvente) Eliminación del uso de Xileno como disolvente en el proceso de pintado REDICOAT por agua, mediante la sustitución de la pintura de base disolvente a base agua
2,5 t/año 2009
Disolvente orgánico no halogenado
Sustitución del uso de disolvente orgánico no halogenado para limpieza de piezas de mantenimiento por líquido acuoso de limpieza, más seguro para los trabajadores y eliminando las emisión de COVs
280 kg/año 2009
Metal Aumento de porcentaje de metal recuperado, con chatarras más ricas en metal, que requieren menos sal fundente
1.000 t/año Continuado

Informe de seguimiento final del Estudio de Minimización de Residuos
Peligrosos 2008-2012
Nuevo Estudio de Minimización 2012-2016
27
MEDIDAS DE MINIMIZACIÓN ADOPTADAS EN EL PERIODO 2008-2012
Tipología Medidas de minimización Cuantificación en peso Periodo de tiempo
Virutas Sustitución de virutas actuales por virutas pretratadas con disminución de aceites y taladrinas alimentadas a los procesos productivos
1.000 t/año Continuado
Solución fosfatante Sustitución de la solución fosfatante para superficies metálicas
1.200 kg 2010-2011
Ahorro de otros consumos (combustibles, agua, etc.)
Aguas de enjuagues alcalinos, aguas de lavado ácidas, residuos del Scanacon
Estudio de la viabilidad de recuperación de aguas
Supone una reducción importante en la generación de lodos de neutralizado (se generan tortas de filtración). Igualmente con la puesta en marcha del scanacon, se consigue prácticamente eliminar el 100% del residuo de HNO3
2008-2009
Agua Adecuación de los circuitos de agua
Antes de fin de 2010 se ajustarán circuitos para minimizar el consumo de agua
2008-2010
Gas de calefacción Sustitución de calderas de gas de calefacción por sistema de gas de calefacción cerámico
- 2008 - 2009
Agua - 0,1% (m3/t estampada) 2008-2009
Agua Se han recuperado en este periodo el 99,67% de las aguas industriales en su proceso final (apagado de escorias)
Se han mandado al proceso 15.586m3 y se han vertido 51m3 al colector del Consorcio de Aguas.
2011

Informe de seguimiento final del Estudio de Minimización de Residuos
Peligrosos 2008-2012
Nuevo Estudio de Minimización 2012-2016
28
MEDIDAS DE MINIMIZACIÓN ADOPTADAS EN EL PERIODO 2008-2012
Tipología Medidas de minimización Cuantificación en peso Periodo de tiempo
Gasóleo y aceites hidráulicos
Sustitución de la maquinaria móvil (Objetivo Medio Ambiental)
Difícil cuantificar (entre el periodo 2008/2009 se han comprado Caterpillar V300B, Caterpillar 914Gy Caterpillar 938H
2008-2011
Gas natural Aprovechamiento de los gases de escape de la Planta de Cogeneración para el secado de los cementos
510.300 m3N/año de gas natural
Descartada por la falta de materiales para su tratamiento por la situación actual del mercado
Trapos impregnados Trapos de mayor absorción Utillaje para prensar los trapos en los bidones a gestionar
10% (520 Kg. / uds producción o Kg. de producción)
-
Aceite Mantenimiento preventivo para reducir la cantidad de aceite en fugas
20.000 litros
Descartada por el alto coste económico. Se han priorizado otras medidas
Agua Minimización del consumo de agua mediante la reparación de una fuga en la red de suministro soterrada
El consumo desde 2008 a 2011 se ha mantenido prácticamente constante, con pequeños altibajos
-
Agua caliente del proceso de Cogeneración
Aprovechamiento del agua caliente del proceso de Cogeneración para calentar el agua sanitaria en los vestuarios. Al aprovechar los gases de escape de los motores de Cogeneración para producir vapor
Ahorro de 140x103 m3N gas/año
2009

Informe de seguimiento final del Estudio de Minimización de Residuos
Peligrosos 2008-2012
Nuevo Estudio de Minimización 2012-2016
29
MEDIDAS DE MINIMIZACIÓN ADOPTADAS EN EL PERIODO 2008-2012
Tipología Medidas de minimización Cuantificación en peso Periodo de tiempo
Envases que han contenido sustancias peligrosas Reducción del consumo de aceite, combustibles, etc. con la consecuente reducción de la generación de envases contaminados
- -
Sensibilización Intento de concienciación del personal en el correcto uso y consumo de agua, luz… mediante carteles informativo…
- -
Enfriamiento de barras Instalación automática de enfriamiento al agua de las barras (duplex, superduplex y alloys) en el enfriadero del Tren de Laminación
- Descartada
Aguas de refrigeración Instalación de refrigeración de las aguas del circuito de refrigeración directa de la nave de Laminación.
- Descartada
Agua Ahorro de agua sustitución filtro vía húmeda 25% del agua total 2011
Sensibilización Concienciación del personal en el correcto uso y consumo de agua, luz, etc. mediante carteles informativos, charlas y demás
5% del consumo total 2010-2012
Agua Reducción del consumo de agua 40% del total del consumo 2009-2011
Agua Sistema de recirculación de agua en la planta de decapado
4% agua -
Agua Ahorro en el consumo de agua 2009 – 1.874 m
3
2011 – 2.300 m3
Continuado
Gas y electricidad Menor gasto de gas y electricidad - 2011
Sensibilización Formación para aumentar la concienciación en materia ambiental y de reducción del consumo energético
- 2011
Tecnologías limpias Cambios tecnológicos en el proceso: adopción de tecnologías limpias, etc.
- 2011
Eficiencia proceso fabricación Modificación del proceso de fabricación de llaves fijas y combinadas por otro más eficiente energéticamente
- 2011

Informe de seguimiento final del Estudio de Minimización de Residuos
Peligrosos 2008-2012
Nuevo Estudio de Minimización 2012-2016
30
MEDIDAS DE MINIMIZACIÓN ADOPTADAS EN EL PERIODO 2008-2012
Tipología Medidas de minimización Cuantificación en peso Periodo de tiempo
Absorbentes Ahorro de absorbentes por la inutilización del proceso de decoletaje
50% -
Agua de refrigeración Aumento de porcentaje de aluminio líquido enviado a los clientes. El aluminio líquido no emplea aguas de refrigeración puesto que no debe ser solidificado
1000 t/año Continuado
Combustible
Reestructuración del espacio interior de las instalaciones, disminuyendo las necesidades de moviendo interno del parque móvil con la consiguiente disminución de gasto de combustible
5000 t/año Continuado
Aceite Aceite desplazante de agua en spray 3000 kg -
Cambios tecnológicos en el proceso: adopción de tecnologías limpias, etc.
Productos Químicos
Modificación del circuito de agua de refrigeración con el objeto de:
Evitar que el agua de refrigeración se contamine
Eliminar una torre de refrigeración
- -
COVs
Minimización de la contaminación que se produce en el proceso de pintado del tubo mediante una nueva pistola de pintura que dirija la pintura a un foco y de esta forma se evite la nube de pintura que produce la pulverización
- -
Arenas filtrado depuradora (11.3475 Kg. gestionados/a.m. Aluminio)
Sustitución de sistema de filtraje y secado de aguas de decantación
75 % (8.5106 Kg. minimizados / t Aluminio)
-
Disolventes usados no halogenados 5393 Kg./año
Instalar una recicladora de disolventes de mayor volumen. Optimizar las series de barnizado, tal que se puedan limpiar los equipos con menor frecuencia
- -
Pilas Utilizar pilas recargables. Utilizar calculadoras solares 1 kg/año -
Emulsión aceitosa Estación centralizadora de taladrina - -

Informe de seguimiento final del Estudio de Minimización de Residuos
Peligrosos 2008-2012
Nuevo Estudio de Minimización 2012-2016
31
MEDIDAS DE MINIMIZACIÓN ADOPTADAS EN EL PERIODO 2008-2012
Tipología Medidas de minimización Cuantificación en peso Periodo de tiempo
Disolvente (6.98x10-4 Kg./uds producción)
Máquina de limpieza de disolvente. Máquina para limpieza automática de pistolas
- -
Agua con aceite y keroseno Instalación de una depuradora 35% (16800 Kg. / uds producción)
-
Residuo de pintura seca Mezclas con agua 10% (4.600 kg) 2007
Residuos peligrosos en general Sensibilización ambiental sobre la gestión de residuos a través de mecanismo de comunicación interna
- 2008 en adelante
Refractario contaminado Eliminación de cubas con ladrillo refractario con restos ácidos (sustitución por cubas de resina fenólica)
- 2008
PCBs Sustitución de transformadores con PCBs por otros de aceite o silicona que no contienen PCBs
100% de los equipos 2011
Taladrinas Instalación de un vaporización aplicable a minimizar el residuo de taladrinas usadas
Se estima una minimización del 70% anual (35.000 kg): 2008: 60.400 kg 2009: 33.000 kg 2010: 43.360 kg 2011: 49.860 kg (Resultados observables a partir de 2010 y 2011: reducción del 20%).
A partir de 2009
Lodos de neutralizado Reducción del residuo “lodos de neutralizado” mediante el desecado con filtro prensa (móvil)
100% residuo sustituido. Actualmente sólo se generan fangos de filtración
-
Pyraleno Transformador de pyraleno por transformador de silicona (Con fecha 13/11/2008 fue retirado por Befesa para su gestión)
P. total: 2650kg P. pyraleno: 870kg
2008

Informe de seguimiento final del Estudio de Minimización de Residuos
Peligrosos 2008-2012
Nuevo Estudio de Minimización 2012-2016
32
MEDIDAS DE MINIMIZACIÓN ADOPTADAS EN EL PERIODO 2008-2012
Tipología Medidas de minimización Cuantificación en peso Periodo de tiempo
Cascarilla Disposición de solera en zona de cascarilla - Descartada
Vertedero Ampliación y adecuación del vertedero - Descartada
Decantador secundario Mejoras en la gestión de lodos del decantador secundario.
- Descartada
Escorias Implementación nave para conos de escorias - Descartada
Sensibilización Sensibilización ambiental sobre la gestión de residuos a través de mecanismo de comunicación interna TXOSTEN
- Descartada
PCBs Eliminación de equipos que contienen PCB (cumplimiento del Real Decreto 228/2006)
- Descartada
ADR Proyecto para la mejora en la gestión de residuos como mercancías peligrosas. Revisión de la clasificación y de la documentación aplicable
- Descartada
Envases retornables Compra de resinas químicas en GRG´s retornables (reducción de envases)
- -
Limpieza Implantación de máquinas de limpieza por chorreado de bicarbonato sódico
2.000 kg
Descartada por el coste económico. Se intentará introducir en presupuestos futuros
Cromo VI Reducción química del cromo VI en el proceso de mecanizado electroquímico
72300 kg Anual
Aguas de enjuague Neutralización de las aguas de enjuague del proceso de fresado químico
27920 kg Anual

Informe de seguimiento final del Estudio de Minimización de Residuos
Peligrosos 2008-2012
Nuevo Estudio de Minimización 2012-2016
33
MEDIDAS DE MINIMIZACIÓN ADOPTADAS EN EL PERIODO 2008-2012
Tipología Medidas de minimización Cuantificación en peso Periodo de tiempo
Sustitución de combustible Sustitución de quemadores de gasoil por gas natural - 2011
Aceite con agua Separación de aceite con agua para la minimización de la generación de RPs
35% -
Aceite de bombas Reducir consumo de residuos de aceite/nº bomba 15 kg/mes bomba 2012
Disolventes Implantación de línea de pintura al agua 100% 2008-2009
Mecanizado Aumento de la carga de las células de mecanizado en seco
- 2008-2012
Pinturas al agua Utilización de pinturas al agua - 2010
Cambios organizativos en el proceso o en la empresa
SGMA Conseguir la certificación en el Sistema de Gestión Ambiental ISO 14.001
- -
Lodos de fosfatado Instalar una depuradora de aguas. Optimizar el número de piezas que se tratan simultáneamente en la fase de desengrasado y fosfatado
35890 kg/año -
Bidones vacíos que han contenido aceites Área de limpieza de los mismos. El agua se gestiona como aguas aceitosas o en la depuradora
100% (1800 Kg. / uds producción)
-
Residuos peligrosos en general
Reorganización de los puestos de trabajo con cambio de ubicación de máquinas y almacenamiento de maquinas que se encuentren fuera de uso, mejorando el aprovechamiento de espacios
- 2008 – 2009 – 2010
Hornos de crisol Sustitución de hornos de crisol por hornos integrales 4 hornos Desde 2008
Minimización de ácido nítrico Depósito de transvase para limpieza de cubas (evita necesidad de retirar ácidos hacia zona de agotados, sin estarlo)
Objetivo reciclar el 100% del ácido nítrico
-

Informe de seguimiento final del Estudio de Minimización de Residuos
Peligrosos 2008-2012
Nuevo Estudio de Minimización 2012-2016
34
MEDIDAS DE MINIMIZACIÓN ADOPTADAS EN EL PERIODO 2008-2012
Tipología Medidas de minimización Cuantificación en peso Periodo de tiempo
Fango filtro prensa en depuración de aguas Eliminación de generación 100% lodos de neutralizado. Se genera nuevo residuo pero mucho menos húmedo
- -
Taladrina Se retiran de la empresa las dos máquinas que quedaban de la célula flexible de mecanizado, eliminando el depósito de 7000 l de taladrina
7000 l 2008-2012
Taladrina Retirada de la empresa la rectificadora DANOBAT 6000 4000 l 2008-2012
Ácido de decapado agotado
Alargar la vida de los decapados en base a adicciones de ácido nuevo semanales hasta comprobar que podemos llegar a tener problemas de limpieza de las piezas. Requiere más tiempo del personal de laboratorio para su control
Reducir prácticamente a la mitad la generación de este ácido
2011
Chatarra de acero Prima por menor chatarra de acero (achatarramiento de obsoletos)
Ratio chatarra consumo total: 2009 – 7,4% 2011 – 9,5%
Continuado
Mejoras en el control y la supervisión internos
Formaciaón Continuación en la formación a personal como recordatorio y motivación en la selección y minimización de residuos
- -
Baterías Concienciar al personal para cuidar mejor las baterías 1029 Kg./año -
Absorbentes contaminados Mantenimiento preventivo de materiales, equipos y maquinaria con gran número de fallos
18 Kg./año -
Residuos peligrosos en general Identificación y gestión de indicadores ambientales que contemplan la generación de residuos
- 2008 en adelante
Trapos impregnados con aceite Reciclaje de trapos impregnados con aceite. Sustitución de su envío a vertedero de peligrosos por operación de lavado y reutilización
Se emplean en zona de taller mecánico
2008 en adelante

Informe de seguimiento final del Estudio de Minimización de Residuos
Peligrosos 2008-2012
Nuevo Estudio de Minimización 2012-2016
35
MEDIDAS DE MINIMIZACIÓN ADOPTADAS EN EL PERIODO 2008-2012
Tipología Medidas de minimización Cuantificación en peso Periodo de tiempo
Fluorescentes Gestión de fluorescentes usadas a través del SIG Ambilamp
100%
Descartada por la negativa de Ambilamp a gestionar estos residuos, por motivos económicos
Aceites usados Gestión de aceites usados a través del SIGAUS 100% Inicio 2007
Neumáticos Gestión de neumáticos fuera de uso a través del SIGNUS 100% Inicio 2007
Taladrina Centralización del control de la Taladrina 100 % 2008-2009
Grasa Optimización del proceso de desengrase pasando de cambio de 2500 l cada semana a 2000 l. cada 2 semanas
70 t/año menos 2008
Control de la gestión de residuos Mejoras generales en las herramientas informáticas de gestión de residuos que provocan un aumento del control y en general de la eficiencia
- -
Control de compras Creación de requisitos técnicos de compra asociados a los residuos y que acompañan a los pedidos de la empresa
- -
Tierras excavadas Puesta en marcha procedimiento gestión del suelo, que incluye el estudio específico de las tierras excavadas en obras
- -
Sensibilización Sensibilización medioambiental del personal - -
Sensibilización Sensibilización en la segregación de residuos - -
Segregación Mejoras en la segregación de residuos (aceites limpios, envases de plástico limpios, etc.)
- 2010-2012
Indicadores ambientales Identificación y gestión de indicadores ambientales que contemplan la generación de residuos
- 2011
Segregación Mejoras en la segregación de residuos envases-residuos urbanos
- 2011

Informe de seguimiento final del Estudio de Minimización de Residuos
Peligrosos 2008-2012
Nuevo Estudio de Minimización 2012-2016
36
MEDIDAS DE MINIMIZACIÓN ADOPTADAS EN EL PERIODO 2008-2012
Tipología Medidas de minimización Cuantificación en peso Periodo de tiempo
Sensibilización Sensibilización en la segregación de residuos - 2011
Reutilización y Reciclaje “in situ” de residuos de Residuos en el propio proceso
Lodos aceitosos (7.6736 Kg. gestionados/t Aluminio)
Optimización del sistema de decantación. Reutilización de taladrinas
30 % (2.3 Kg. minimizados/ t Aluminio)
-
Virutas de aluminio con taladrina (7.8777 Kg. gestionados/t Aluminio)
Prensado con reutilización de virutas como materia prima y taladrina
100% (7.8777 Kg. minimizados / t Aluminio)
-
Absorbentes con hidrocarburos Comprimir con prensa el residuo en el envase para concentrar mas el residuo y recuperar aceite
- -
Taladrina Filtrado taladrina en sala de bombas - 2007 en adelante
Virutas de mecanizado Centrifugado y briquetado de virutas de mecanizado 150 t Desde 2007
Polvos de filtro Proyecto para el reciclaje de los polvos de filtro generados en los procesos productivos
200 t/año 2008-2010
Agua Aprovechamiento de las aguas de salida de las torres de refrigeración para otros usos
5000 kg Desde 2011
Palets de madera Reutilización de palets de madera aprovechando los travesaños de unos y otros
600 kg Desde 2011
Regeneración del ácido nítrico Regeneración de ácidos (decapado) mediante resinas de intercambio iónico (Scanacom).
- 2009 Pendiente funcionamiento 100%
Segregación de residuos Segregación en planta para su gestión de ciertos residuos: manta refractaria, discos abrasivos, filtros de aspiración
- -
Varios 1. Óxidos metálicos mayor granulometría (>8% Cu) 2. Escorias recirculación 3. Metal recirculación
1. 1079 ton/año (2011) 2. 9326 ton/año (2011) 3. 406 ton/año (2011)
2008-2012

Informe de seguimiento final del Estudio de Minimización de Residuos
Peligrosos 2008-2012
Nuevo Estudio de Minimización 2012-2016
37
MEDIDAS DE MINIMIZACIÓN ADOPTADAS EN EL PERIODO 2008-2012
Tipología Medidas de minimización Cuantificación en peso Periodo de tiempo
Fangos de depuradora Reciclaje in situ
Año 2008: 2.530kg. Año 2009: 7.230kg. Año 2010: 7.141kg. Año 2011: 3.392kg.
2008-2012
Envases metálicos Reciclaje in situ
Año 2008: 162kg. Año 2009: 130kg. Año 2010: 152kg. Año 2011: 128kg.
2008-2012
Óxidos metálicos producidos en las campañas de Estaño negro
A medida que se van produciendo son recirculados de nuevo al proceso
671 ton/año (2011) 2009-2012
Escorias producidas en las campañas de Estaño negro
Son consumidas en las campañas de cobre negro 4250 ton/año (2011) 2009-2012
GRGs Aprovechamiento de GRG’s usados como contenedores de otros residuos
80 kg/año Desde enero 2009
Residuos metálicos de acería Recuperación limpiezas con contenidos metálicos de acería para reciclaje en horno. Reducir residuos generados y consumo de materias primas
- -
Palets y bidones de plástico Reutilización de palets y bidones metálicos - -
Ácido de neutralización Reutilización del ácido de la etapa de neutralización como reactivo en la depuradora para la etapa de reducción
120,6 t 2011
Taladrina Reciclaje de taladrina en la propia planta y control de las mismas cada dos meses
- Continuado
Residuos de decapado y desengrase Gestión interna de residuos de decapado y desengrase - 2011
Embalaje de plástico Reciclaje de embalaje de plástico (segregación y compactación)
1500 kg/año 2012

Informe de seguimiento final del Estudio de Minimización de Residuos
Peligrosos 2008-2012
Nuevo Estudio de Minimización 2012-2016
38
MEDIDAS DE MINIMIZACIÓN ADOPTADAS EN EL PERIODO 2008-2012
Tipología Medidas de minimización Cuantificación en peso Periodo de tiempo
Polvos de filtro Proyecto para el reciclaje de los polvos de filtro generados en los procesos productivos
200 t/año Descartada por problemas técnicos/operacionales
Espumas de aluminio
Reciclaje in situ de las espumas de aluminio que se generan en el proceso productivo. Las espumas son empleadas como materias primas de nuevos procesos productivos
3500 t/año Continuado
Materiales impregnados con HC Limpieza de materiales impregnados de hidrocarburos para su reutilización
40% 2008-2012
Trapos Implantación de sistema de limpieza trapos impregnados en aceite, colas, etc.
- 2009
Fluorescentes Gestión residuos de fluorescentes usados a través de AMBILAMP
- 2009
Cambio de destino externo de los residuos, de operaciones de eliminación a operaciones de valorización
Trapos impregnados con aceite Reciclaje de trapos impregnados con aceite. Sustitución de su envío a vertedero de peligrosos por operación de lavado y reutilización
Sólo se pone en marcha en algunas líneas productivas
2008 en adelante
Fluorescentes Gestión de fluorescentes usadas a través del SIG Ambilamp
100% 2007 en adelante
Aceites usados Gestión de aceites usados a través del SIGAUS 100% 2007 en adelante
Neumáticos fuera de uso Gestión de neumáticos fuera de uso a través del SIGNUS 100% 2007 en adelante
Otros Otros SIG empleados para gestión de residuos: Asimelec (equipos informáticos), Ecopilas (pilas y baterías)
- -
Aguas Implantación de una planta depuradora de aguas 100 % 2008-2010
Residuos peligrosos en general De DESTRUIR a RECUPERAR 0,08% 67,23% 2007 - 2009
Polvo de granalla Estudios para la valorización del polvo de granalla 70 t 2008

Informe de seguimiento final del Estudio de Minimización de Residuos
Peligrosos 2008-2012
Nuevo Estudio de Minimización 2012-2016
39
MEDIDAS DE MINIMIZACIÓN ADOPTADAS EN EL PERIODO 2008-2012
Tipología Medidas de minimización Cuantificación en peso Periodo de tiempo
Trapos contaminados Valorización de sólidos contaminados (trapos). Se valoriza el residuo. Los trapos se lavan en externo y se reponen al proceso
10.000 kg A partir de 2008
Envases de plástico Cambio de tipo de envases de plástico al comprar materia prima: eliminar las garrafas de 25 litros y utilizar bidones de 125 litros reutilizables
100 % de los residuos plásticos
A partir de 2008
Polvos de filtro Planificado nuevo destino para los polvos de filtros generados. Con el proyecto planteado, se pretenden reciclar en lugar de depositar en vertedero
200 t/año 2008-2010
Baños agotados de desengrase Cambio del tratamiento de destino de los residuos de baños agotados de desengrase de destino depósito D13 a R13
50 t/año 2008
Virutas de mecanizado Centrifugado y briquetado de virutas de mecanizado 150 t Desde 2007
Trapos contaminados Reciclar (lavado de trapos), para limpieza de maquinaria, manos, suelo, etc.
1000 kg Desde 2009 Pendiente implantación total
Óxidos metálicos De eliminación a valorización Valorizados: 2.431.920kg (98,96)% Eliminados: 25.580kg
2008-2012
Disolventes no halogenados Se han sustituido por Desengrasante en base a agua 440kg 2008-2012
Ácidos agotados
Reutilización del residuo ácido generado en el proceso “fresado químico” para la fase de acidificación en la reducción de cromo VI del proceso “mecanizado electroquímico”
-
Descartada por problemas operacionales y económicos
Estudio Estudiar en el mercado opciones de valorización frente a eliminación y que a su vez sean económicamente viables
- 2011

Informe de seguimiento final del Estudio de Minimización de Residuos
Peligrosos 2008-2012
Nuevo Estudio de Minimización 2012-2016
40
MEDIDAS DE MINIMIZACIÓN ADOPTADAS EN EL PERIODO 2008-2012
Tipología Medidas de minimización Cuantificación en peso Periodo de tiempo
Trapos de limpieza Reutilizar trapos para la limpieza en vez de gestionarlos como residuo
-
Descartada por suponer un coste bastante más elevado que la gestión tradicional del residuo
Polvos de filtros Planificado nuevo destino para los polvos de filtros generados. Con el proyecto planteado, se pretenden reciclar en lugar de depositar en vertedero
200 t/año Descartada por problemas técnicos/operacionales
Medidas de eficiencia energética Gasoil Consumo de Gas natural en lugar de Gasoil 100 % 2008
Luminarias Sustitución de las luminarias de toda la empresa por luminarias de la misma potencia pero de menor consumo
- 2008 - 2009
Auditoría energética
En base a resultados pondremos objetivos para optimizar los recursos energéticos: 1. Aumento rendimiento eléctrico de la Planta de Cogeneración. 2. Mejora en la programación de los compresores de aire comprimido en base al funcionamiento de la Planta de Secado (400Kwh, 110Kwh y 110Kwh)
1. Entre 41.5 y 42% 2. 5,7% aprox.
1. 2008 2. 2012
Auditoría energética Auditoría energética y acciones correctoras derivadas de dicha auditoría
Reducción del 10% del consumo
2010-2012
Cogeneración Aprovechamiento de los gases de escape de la Planta de Cogeneración para el secado de cementos con el 40% de humedad
7.200 MWh/año
Descartada por la falta de materiales para su tratamiento por la situación actual del mercado

Informe de seguimiento final del Estudio de Minimización de Residuos
Peligrosos 2008-2012
Nuevo Estudio de Minimización 2012-2016
41
MEDIDAS DE MINIMIZACIÓN ADOPTADAS EN EL PERIODO 2008-2012
Tipología Medidas de minimización Cuantificación en peso Periodo de tiempo
Desengrase-fosfatado Eliminación del calentamiento en el desengrase-fosfatado por sustitución de productos
21.540 kg 2011
Consumo eléctrico Uso de compresores dimensionados Reducción 30 % consumo eléctrico
2010 - 2011
Gas natural Cierre Pabellón 2 - calefacción Reducción 35 % consumo de gas natural
2010 - 2011
Consumo eléctrico Menor consumo eléctrico debido al proceso de estampación en frio
-
Descartada por la tendencia del sector, se necesita realizar estampación en caliente
Consumo eléctrico Reducción del consumo eléctrico por la instalación de nuevas máquinas
2009 – 14.018 kW 2011 – 15.522 kW
Continuado
Pérdidas de calor Reducción de pérdidas de calor mediante monitorización de puertas de acceso al pabellón
- 2011
Pantallas radiantes Revisión y ajuste de los sensores de puesta en marcha de las pantallas radiantes
- 2011
Fugas de aire Eliminación de fugas de aire - 2011
Aislamiento Mejora del aislamiento del pabellón - 2011
Lámparas eficientes Sustitución progresiva de lámparas por otras más eficientes
- 2011
Aprovechamiento del calor generado Utilización del calor generado en los compresores para calentar partes del pabellón (invierno) o las cubas de Ni-Cr (verano)
- 2012
Aluminio líquido Aumento del porcentaje de aluminio líquido enviado a los clientes. El aluminio en estado líquido proporciona importantes ahorros energéticos con respecto al sólido
10.000 t/año Continuado

Informe de seguimiento final del Estudio de Minimización de Residuos
Peligrosos 2008-2012
Nuevo Estudio de Minimización 2012-2016
42
MEDIDAS DE MINIMIZACIÓN ADOPTADAS EN EL PERIODO 2008-2012
Tipología Medidas de minimización Cuantificación en peso Periodo de tiempo
Gas natural Eliminar el consumo de gas natural 100% 2008
Auditorías energéticas Realización de auditorías energéticas con objeto de ver las posibilidades que tenemos de ser más eficientes energéticamente
- 2010
Minimización de residuos peligrosos
Óxidos metálicos Esta reducción es debido a que en 2010 el consumo de materia prima se ha sido de 2.188 ton menos.
238 ton/año de minimización con respecto al 2010
Descartada
Aguas con fosfórico Producido en la limpieza química del circuito de refrigeración. Dada su alta agresividad del producto se minimizará esta agua fosfórica
No se ha vuelto a utilizar esta limpieza química desde el 2007
2008-2012
Aguas con aceite Segregar con separador de hidrocarburos
En el año 2010 se ha instalado un decantador y un separador de hidrocarburos en el lavado de camiones y maquinaria móvil
2008-2012
Disolvente orgánico Sustitución a productos en base a aguas jabonosas (enzimáticas)
100% (sustituido) 2008-2012
Gestión de envases Gestión de envases pequeño por GRG´s de 1m3
Se compran en GRG´s aceites e hidráulicos para la maquinaria móvil, productos químicos como ácido sulfúrico, hipoclorito sódico, hidróxido sódico.
2008-2012
Otras medidas Envases de plástico - 1220 Kg/año -
Envases de metal usados - 1020 Kg/año -

Informe de seguimiento final del Estudio de Minimización de Residuos
Peligrosos 2008-2012
Nuevo Estudio de Minimización 2012-2016
43
MEDIDAS DE MINIMIZACIÓN ADOPTADAS EN EL PERIODO 2008-2012
Tipología Medidas de minimización Cuantificación en peso Periodo de tiempo
Fluorescentes y halogenuros Concienciar el personal para que se apaguen las máquinas y luces siempre que sea necesario
10 Kg./año -
Lodos de barnizado - 0 Kg./año -
Material electrónico - 5 Kg./año -
Restos resinas y carbón activo - 280 Kg./año -
Barnices catalizados - 1 8515 Kg./año -
Líquidos de prensado Impermeabilización cubeto recogida de residuos líquidos procedentes del prensado de envases metálicos
- 2008
Aguas de colada de cobre Instalación de un filtro-prensa e instalación de agitación de los fangos del depósito de recogida de aguas de la colada de cobre negro
- 2008
Residuos Peligrosos en general Implantación de MTDs - 2008
Residuos líquidos procedentes de derrames Cambio de ubicación del almacenamiento de productos químicos con nuevos cubetos de retención
- 2008
Residuos peligrosos en general Nuevo almacenamiento de los RPs producidos - 2008
Residuos peligrosos en general Creación de grupos de mejoras - 2008
Residuos peligrosos en general Formación general de todo el personal del Plan de Riesgos Laborales
- 2008
Aguas Optimización en la recogida de aguas en los almacenes 4 y 5
- 2008
ADR Adecuación de clasificación ADR y documentación asociada para todos los residuos que lo requieran.
- -
SIGAUS Incorporación del aceite de laminación halogenado en SIGAUS
- -
Indicadores ambientales Identificación y gestión de indicadores ambientales que contemplan la generación de residuos
- -

Informe de seguimiento final del Estudio de Minimización de Residuos
Peligrosos 2008-2012
Nuevo Estudio de Minimización 2012-2016
44
MEDIDAS DE MINIMIZACIÓN ADOPTADAS EN EL PERIODO 2008-2012
Tipología Medidas de minimización Cuantificación en peso Periodo de tiempo
Cambio destino polvos aspiración Disposición de polvos de aspiración de destino vertedero a valorización (aprovechamiento de contenidos metálicos en residuos)
- -
Eliminación de refractarios Sustitución de cubas construidas con ladrillos refractarios (eliminación de la generación de este residuo peligroso)
- -
Taladrinas Sustitución de aceites en prensas orientados a evitar contaminación de taladrinas
- -
Pintura al agua Se ha implantado la utilización de pintura al agua en las cabinas viejas.
- Continuado
Pintura al agua Se cambió el equipamiento para la utilización de pintura al agua (equipos de pintura nuevos).
- Continuado
Baños Cambios en el producto del baño para reducir las emisiones (cabinas nuevas).
- Continuado
Sensibilización Campañas de sensibilización, información y formación sobre prevención de residuos peligrosos
- Continuado
Eficiencia energética Optimización del uso de las bobinas de inducción en los hornos de forja
- 2012
Residuos de desengrase Reducción de la cantidad de residuos de desengrase mediante aplicación de tratamiento físico-químico a los baños agotados de desengrase
30 t/año menos
Descartada. Proyecto no factible, debido a limitaciones técnicas y económicas
Tabla 10. Medidas de Minimización de Residuos Peligrosos adoptadas por las empresas en el periodo 2008-2012

Informe de seguimiento final del Estudio de Minimización de Residuos
Peligrosos 2008-2012
Nuevo Estudio de Minimización 2012-2016
45
Entre las medidas puestas en marcha por las empresas del sector metal, destacan por una parte aquellas enfocadas al ahorro en el uso de materias primas, sobre todo en lo que respecta a metales y aceites.
Asimismo, también se observa un interés en la búsqueda de materias primas y auxiliares alternativas de menor peligrosidad, con objeto de que los residuos generados sean menos contaminantes y generen menor impacto medioambiental.
Por otra parte, cabe mencionar la gran cantidad de iniciativas llevadas a cabo por las empresas, orientadas al ahorro de consumos de electricidad, agua y combustibles, además de medidas enfocadas a la mejora de la eficiencia energética de sus procesos.
En cuanto al destino aplicado a los residuos generados, cabe destacar la limpieza externa y reutilización de trapos y absorbentes impregnados con sustancias peligrosas en lugar de su gestión como residuos peligrosos, y la reutilización de envases y embalajes internos, así como de palets de madera en las propias empresas.
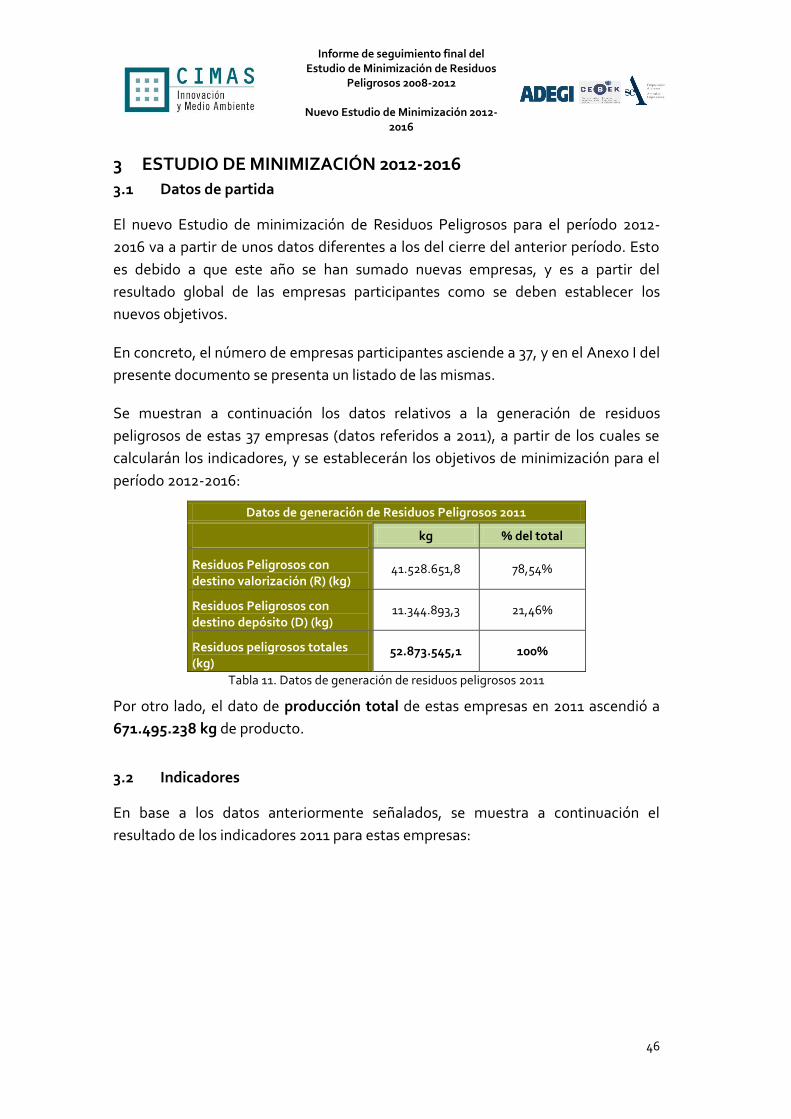
Informe de seguimiento final del Estudio de Minimización de Residuos
Peligrosos 2008-2012
Nuevo Estudio de Minimización 2012-2016
46
3 ESTUDIO DE MINIMIZACIÓN 2012-2016
3.1 Datos de partida
El nuevo Estudio de minimización de Residuos Peligrosos para el período 2012-
2016 va a partir de unos datos diferentes a los del cierre del anterior período. Esto
es debido a que este año se han sumado nuevas empresas, y es a partir del
resultado global de las empresas participantes como se deben establecer los
nuevos objetivos.
En concreto, el número de empresas participantes asciende a 37, y en el Anexo I del
presente documento se presenta un listado de las mismas.
Se muestran a continuación los datos relativos a la generación de residuos
peligrosos de estas 37 empresas (datos referidos a 2011), a partir de los cuales se
calcularán los indicadores, y se establecerán los objetivos de minimización para el
período 2012-2016:
Datos de generación de Residuos Peligrosos 2011
kg % del total
Residuos Peligrosos con destino valorización (R) (kg)
41.528.651,8 78,54%
Residuos Peligrosos con destino depósito (D) (kg)
11.344.893,3 21,46%
Residuos peligrosos totales (kg)
52.873.545,1 100%
Tabla 11. Datos de generación de residuos peligrosos 2011
Por otro lado, el dato de producción total de estas empresas en 2011 ascendió a
671.495.238 kg de producto.
3.2 Indicadores
En base a los datos anteriormente señalados, se muestra a continuación el
resultado de los indicadores 2011 para estas empresas:

Informe de seguimiento final del Estudio de Minimización de Residuos
Peligrosos 2008-2012
Nuevo Estudio de Minimización 2012-2016
47
INDICADORES Año 2011
INDICADOR 1: kg de residuos peligrosos / kg productos
0,0787
INDICADOR 2: kg residuos peligrosos a valorización / kg residuos peligrosos totales
0,7854
INDICADOR 3: kg residuos peligrosos a depósito / kg residuos peligrosos totales
0,2146
Tabla 12. Indicadores 2011
3.3 Objetivos 2012-2016
En base a estos indicadores de partida, y teniendo en cuenta el propósito de las
empresas participantes de reafirmar su compromiso en la minimización de los
residuos peligrosos generados y en la mejora de su gestión en la medida de lo
posible, se plantean los siguientes objetivos para el próximo período 2012-2016:
INDICADORES Objetivos 2014 Objetivos 2016
INDICADOR 1: kg de residuos peligrosos / kg productos
0,0700 0,0650
INDICADOR 2: kg residuos peligrosos a valorización / kg residuos peligrosos totales
0,80 0,84
INDICADOR 3: kg residuos peligrosos a depósito / kg residuos peligrosos totales
0,20 0,16
Tabla 13: Objetivos 2012-2016

Informe de seguimiento final del Estudio de Minimización de Residuos
Peligrosos 2008-2012
Nuevo Estudio de Minimización 2012-2016
48
3.4 Medidas de minimización previstas para el período 2012-2016
Para poder dar cumplimiento en los próximos 4 años a los objetivos planteados, es
necesario poner en marcha nuevas medidas de minimización. A continuación se
plantean las medidas previstas por parte de las empresas participantes, las cuales
podrán ser actualizadas y revisadas, y a las cuales se realizará un seguimiento a lo
largo del periodo de vigencia del Estudio para comprobar si realmente han
resultado eficaces.
El tipo de medidas, al igual que en años anteriores, se enmarcan en alguna de las
siguientes áreas:
Medidas de ahorro de materias primas
Medidas de eficiencia energética
Ahorros de otros consumos (agua, combustibles…)
Cambios tecnológicos en el proceso: adopción de tecnologías más limpias,
etc.
Reutilización de residuos en el propio proceso
Medidas de sustitución de materias primas de menor peligrosidad
Cambios organizativos en el proceso o en la empresa
Cambio de destino externo de los residuos, de operaciones de eliminación a
operaciones de valorización
Mejoras en el control y la supervisión internos
Reciclaje “in situ” de residuos

Informe de seguimiento final del Estudio de Minimización de Residuos
Peligrosos 2008-2012
Nuevo Estudio de Minimización 2012-2016
49
MEDIDAS DE MINIMIZACIÓN 2012-2016 Tipología Medidas de minimización Cuantificación en peso Periodo de tiempo
Medidas de ahorro de materias primas Reutilización Incremento aprovechamiento residuos conteniendo materias primas - 2012-2016
Manta refractaria Sustitución manta refractaria por manta ecológica - 2012-2016
Latón Reducción del peso del cuerpo de contador
Reducción del peso del latón en cada cuerpo (25% del peso anterior – modelo S220/Y290)
2012
Lodos de pulimento Eliminación del consumible “Pasta de pulir” y del residuo “Lodos de pulimento” 100% 2013-2014
Desechos de forja Optimización de los procesos de fabricación para reducir la cantidad de material desechado en forja
- 2012-2016
Pintura epoxi Pinturas con mayor poder de rendimiento, al pintar 700 kg / año 2012 -2016
Fundentes/escorias salinas Sustituir h0rno rotativo de eje fijo, por horno rotativo basculante. El horno basculante requiere menor cantidad de consumo de fundentes y por tanto menor generación de escorias salinas (RP)
1.000 t/año 2012-2013
Aceite del sistema hidráulico Aceite del sistema hidráulico (utilizar riñón de filtrado) 5-10% 2012-2013
Medidas de eficiencia energética
Hornos de crisol Sustitución progresiva de los hornos de crisol por hornos integrales - 2012-2016
Gases cogeneración Aprovechamiento de los gases de escape de la Planta de Cogeneración para el secado de cementos con el 40% de humedad
7.200 MWh/año (se retoma al comprobar que hay suficiente material en el mercado)
2012-2016
Consumos generales Control de consumos por línea de trabajo - 2012-2014
Lámparas Sustitución de lámparas de los talleres por otras de menor consumo 5% del consumo total 2012-2013
Baños de desengrase Baños de desengrase químico con control de temperatura mediante tiristores y plc y tecnologías de ultrasonidos y vacío
1000 kg Anual

Informe de seguimiento final del Estudio de Minimización de Residuos
Peligrosos 2008-2012
Nuevo Estudio de Minimización 2012-2016
50
MEDIDAS DE MINIMIZACIÓN 2012-2016 Tipología Medidas de minimización Cuantificación en peso Periodo de tiempo
Gas natural Reducción consumo de gas natural Reducción 15 % del consumo
2012 -2013
Consumo eléctrico 1. Sistema para recoger información de consumos eléctricos por máquina/sección para disminuir consumos 2. Disminución de la presión de trabajo en compresores
1. 3% 2. 2%
2012
Consumo eléctrico Seguir reduciendo el consumo eléctrico por empleado 10% 2 años
Consumo de combustibles fósiles Ahorro de combustible, gasoil para calefacción y gasolina para coches de empresa (dentro del plan de movilidad)
- 2012-2016
Proceso forja Continuar con la optimización del uso de bobinas de inducción en los hornos de forja
- 2012-2013
Baños de pintura Cambio de producto en baños de pintura para trabajar en frio o menor temperatura
- 2012-2016
Embaladora Cambio de embaladora (ahorraría plástico y energía eléctrica) - 2012+2016
Auditoría energética Realización de una auditoría energética, de la que saldrán medidas a poner en marcha en el futuro
- 2012
Horno basculante Sustituir antiguo h0rno rotativo de eje fijo, por nuevo horno rotativo de tipo basculante. El horno basculante nuevo presenta una mayor eficiencia energética
1000 t/año 2012-2013
Aluminio líquido Potenciar la comercialización del aluminio en estado líquido frente al sólido, propiciando un menor consumo energético asociado a la solidificación
5000 t/año 2012-2016
Lámparas Sustitución de las lámparas de la instalación de iluminación 20% 2011-2014
Luminarias Sustitución luminarias de menor consumo energético 2% 2013-2014
Luminarias Cambio de luminarias, fluorescentes por unas de menor consumo 10% 2012-2016
Consumo eléctrico Colocación de contadores de consumo eléctrico por diferentes secciones para optimizar consumos por secciones
- 2012-2016
Eficiencia energética Mejoras en el aislamiento de los túneles de calentamiento 5-10% 2012-2016

Informe de seguimiento final del Estudio de Minimización de Residuos
Peligrosos 2008-2012
Nuevo Estudio de Minimización 2012-2016
51
MEDIDAS DE MINIMIZACIÓN 2012-2016 Tipología Medidas de minimización Cuantificación en peso Periodo de tiempo
Luminarias Racionalizar el nº de luminarias necesarias - 2012-2016
Eficiencia energética Optimizar los sistemas automáticos de encendido y apagado de los túneles de calentamiento y hornos de tratamiento
2% 2012-2016
Consumo eléctrico Cambio de carretillas eléctricas por otras de última generación 5-10% 2012-2014
Ahorros de otros consumos (agua, combustibles, …)
Agua de lluvia Realizar estudio para aprovechar el agua procedente de la lluvia para la refrigeración de piezas
- 2012 - 2015
Reutilización de agua Adecuar al 100% los sistemas de tratamiento de aguas ácidas y alcalinas -
Gasóleo y aceites hidráulicos Ahorro en gasóleo y aceites hidráulicos a través de la sustitución de la maquinaria móvil (Objetivo Medio Ambiental)
Difícil de cuantificar 2012-2016
Gas natural Ahorro en gas natural como consecuencia del aprovechamiento de los gases de escape de la Planta de Cogeneración para el secado de los cementos
510.300m3N/año de gas natural (Se retoma al comprobar que hay suficiente material en el mercado)
2012-2016
Sensibilización Concienciación del personal mediante charlas informativas 5% del consumo total Continuo
Consumo energético Instalación de tapas en los hornos con el objetivo de minimizar las fugas térmicas - 1 año
Agua Mejorar en el consumo de agua y otros consumibles - 2012-2016
Agua Reducción del consumo de agua en las instalaciones de tratamiento superficial - 2012-2013
Gasoil Implantación de cortinas de aire caliente para el ahorro de gasoil 20% 2012-2014
Agua de refrigeración Potenciar la comercialización del aluminio en estado líquido frente al sólido, propiciando un menor consumo de agua de refrigeración
1.000 t/año 2012-2016
Aceite Aceite desplazante de agua en spray 6.000 kg 2013
Cambios tecnológicos en el proceso: adopción de tecnologías limpias, etc.

Informe de seguimiento final del Estudio de Minimización de Residuos
Peligrosos 2008-2012
Nuevo Estudio de Minimización 2012-2016
52
MEDIDAS DE MINIMIZACIÓN 2012-2016 Tipología Medidas de minimización Cuantificación en peso Periodo de tiempo
Trapos Sustitución del sistema actual de trapos de limpieza a sistema de reciclaje para reducir la generación de sólidos
Reducción del 30% 2012
Aguas aceitosas Sustitución de sistema depuración aguas aceitosas a uno de mayor capacidad Reducción del 50% de la generación actual
2012
Filtros usados Colocación de un nuevo filtro en el proceso de depuración para reducir la carga contaminante
- 2012
Finos Instalación de una planta de oxidación térmica regenerativa (RTO) para la Planta de secado de materiales finos
- 2012-2016
Filtros usados Instalación de un Filtro de carbón activo en la depuración de gases del horno de fusión
Conseguir bajar la Dioxinas y Furanos por debajo de 0,1ng/Nm3
2012-2016
CFCs Sustitución paulatina de equipos de aire acondicionado con refrigerantes CFCs por ecológicos
- 2012-2016
Uralita Sustitución de URALITA por chapa prelacada - 2012-2016
Emisión de partículas Compra de 2 aparatos de medición de partículas de inmisión de PM10 y PM2.5
- 2012-2016
Lodos de cortinas de agua Aspiración de polvos y partículas por vía seca en Moldeo (en lugar de filtro húmedo)
1.000 kg/año 2 años
Emulsiones aceitosas Implantación de sistemas de filtrado de agua de emulsiones aceitosas 30.000 kg 2012
Aspiración/filtración de humos Sistema de aspiración/filtración de humos de las máquinas de estampación - 2012
Lodos de mecanizado Mejora en el sistema de filtraje de lodos de mecanizado - 2012-2013
Mecanizado por microlubricación Implantación de un sistema de mecanizado con microlubricación - 2012-2013
Baño agotado + tortas Modificación del proceso de sellantes en baños 800 kg/año 2012-2016
Líquidos acuosos de limpieza Utilización un producto biodegradable para limpieza sin retirada de residuo 360 kg /año 2012-2016
Lodos de fosfatado + tortas Modificación del proceso de fosfatado en Murga 2100 kg/año 2012-2016

Informe de seguimiento final del Estudio de Minimización de Residuos
Peligrosos 2008-2012
Nuevo Estudio de Minimización 2012-2016
53
MEDIDAS DE MINIMIZACIÓN 2012-2016 Tipología Medidas de minimización Cuantificación en peso Periodo de tiempo
Consumo disolventes y generación RPs Sustitución de la máquina actual de poliuretano
Eliminación consumo disolventes: 1.500 kg/año Eliminación generación residuos peligrosos: 1.700 Kg/año
2016
Tortas de depuradora Instalación de separadores de aceite para eliminar peligrosidad de las tortas depuradora
32000 kg/año pasarán a ser residuo no peligroso
2013
Lodos filtro prensa Instalación de filtro prensa y separador de aceite para reducir los lodos generados y eliminar la peligrosidad (quitar el aceite) del residuo
440.000 kg/año, objetivo reducir a 220.000kg/año y pasar a ser Residuo no peligroso
2013
Desmoldeante Desmoldeante (dosificar por pistola, no por rodillo) 10-20% 2012-2016
Disolvente Disolvente (Filtrar para aumentar el nº de usos) 5-10% 2012-2016
Reutilización de residuos en el propio proceso
Reutilización Óxidos metálicos mayor granulometría (>8% Cu) 1079 ton/año (2011) 2012-2016
Reutilización Escorias recirculación 9326 ton/año (2011) 2012-2016
Reutilización Metal recirculación 406 ton/año (2011) 2012-2016
Reutilización Incrementar aprovechamiento de residuos metálicos - -
Taladrinas Reutilización después de control de cada uno de los residuos - 2012-2016
Pintura epoxi Recubrir piezas no visibles con residuos 300 kg/año 2012-2016
Recortes de goma Estudio de valoración de residuos de recortes de goma de compuestos W0721 y W0730 para su reutilización para la formación de nuevos compuestos
5 t/año menos a vertedero >2012
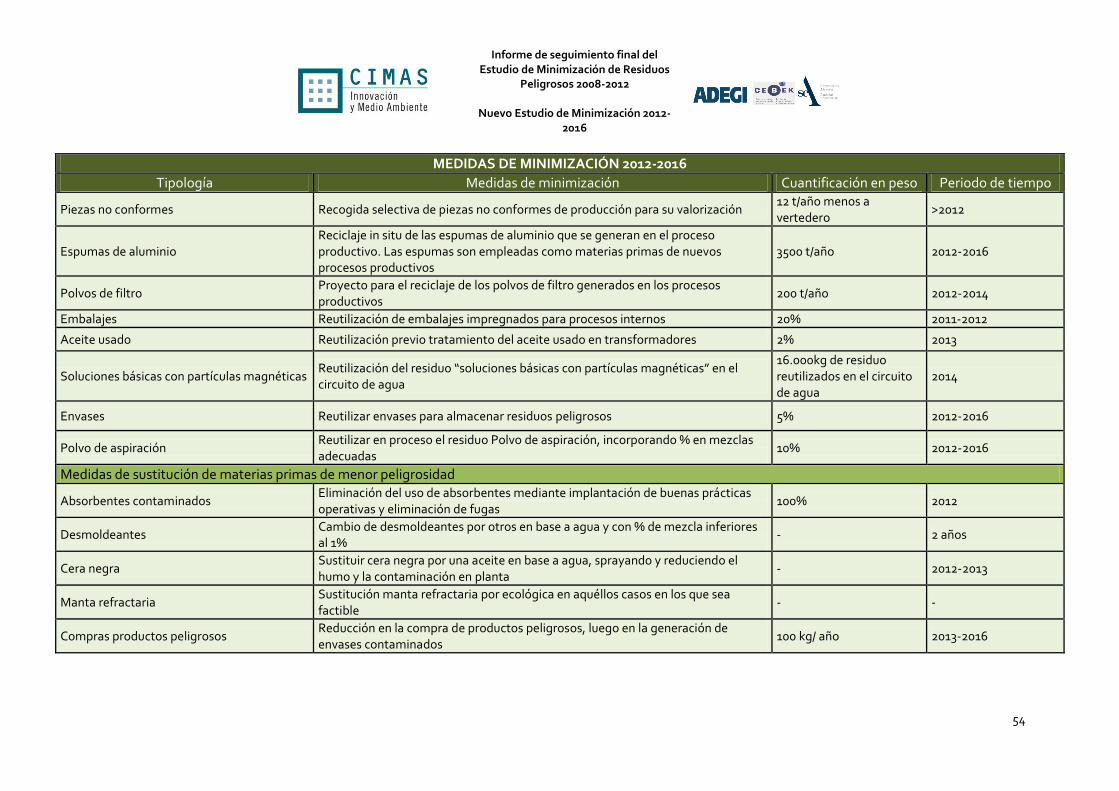
Informe de seguimiento final del Estudio de Minimización de Residuos
Peligrosos 2008-2012
Nuevo Estudio de Minimización 2012-2016
54
MEDIDAS DE MINIMIZACIÓN 2012-2016 Tipología Medidas de minimización Cuantificación en peso Periodo de tiempo
Piezas no conformes Recogida selectiva de piezas no conformes de producción para su valorización 12 t/año menos a vertedero
>2012
Espumas de aluminio Reciclaje in situ de las espumas de aluminio que se generan en el proceso productivo. Las espumas son empleadas como materias primas de nuevos procesos productivos
3500 t/año 2012-2016
Polvos de filtro Proyecto para el reciclaje de los polvos de filtro generados en los procesos productivos
200 t/año 2012-2014
Embalajes Reutilización de embalajes impregnados para procesos internos 20% 2011-2012
Aceite usado Reutilización previo tratamiento del aceite usado en transformadores 2% 2013
Soluciones básicas con partículas magnéticas Reutilización del residuo “soluciones básicas con partículas magnéticas” en el circuito de agua
16.000kg de residuo reutilizados en el circuito de agua
2014
Envases Reutilizar envases para almacenar residuos peligrosos 5% 2012-2016
Polvo de aspiración Reutilizar en proceso el residuo Polvo de aspiración, incorporando % en mezclas adecuadas
10% 2012-2016
Medidas de sustitución de materias primas de menor peligrosidad
Absorbentes contaminados Eliminación del uso de absorbentes mediante implantación de buenas prácticas operativas y eliminación de fugas
100% 2012
Desmoldeantes Cambio de desmoldeantes por otros en base a agua y con % de mezcla inferiores al 1%
- 2 años
Cera negra Sustituir cera negra por una aceite en base a agua, sprayando y reduciendo el humo y la contaminación en planta
- 2012-2013
Manta refractaria Sustitución manta refractaria por ecológica en aquéllos casos en los que sea factible
- -
Compras productos peligrosos Reducción en la compra de productos peligrosos, luego en la generación de envases contaminados
100 kg/ año 2013-2016

Informe de seguimiento final del Estudio de Minimización de Residuos
Peligrosos 2008-2012
Nuevo Estudio de Minimización 2012-2016
55
MEDIDAS DE MINIMIZACIÓN 2012-2016 Tipología Medidas de minimización Cuantificación en peso Periodo de tiempo
Desengrasante en base agua Introducción, en la limpieza de piezas, el uso del desengrasante en base agua - 20102-2016
Producto limpieza piezas Sustitución del producto de limpieza de piezas por otro más ecológico 1320 kg/año 2013
Pintura epoxi Pintura sin componentes peligrosos 100 kg/año 2012-2016
Isopropilo etílico Sustitución de adhesivo en base a disolventes, por base agua 60% menos de consumo al año de IPA
>2012
Aceites y taladrinas Empleo de virutas pretratadas con disminución de aceites y taladrinas alimentadas a los procesos productivos
1000 t/año 2012-2016
Disolvente Sustitución del disolvente para limpieza de piezas por otro no inflamable 1200 l/año 2012
Disolvente orgánico no halogenado Sustitución de las máquinas de limpieza de piezas, actualmente con disolvente, por máquinas con producto biorremediadores que eliminan hidrocarburos
Reducción de 500 kg 2013
Soluciones acuosas de limpieza Reducción de 1000 kg 2015
Criolita Sustitución ó minimización del consumo de Criolita por otra materia prima menos peligrosa
- 2012-2016
Cambios organizativos en el proceso o en la empresa
General Implantación de un sistema 5S con fin de mejorar en orden y limpieza - 2012 -2014
Taladrina Retirada de máquina con depósito de taladrina - 2012-2016
Embalajes de cartón Sustitución de embalajes de cartón por embalajes de plástico para reducir el consumo de cartón
Reducción del 5% del cartón utilizado para piecerío adquirido
2012-2013
Horno de normalizado Optimización del uso de energía del horno de normalizado - 2012
Envases vacíos Unificación almacenajes de productos de consumo común en diferentes plantas 300 kg/año 2012
Lodos de fosfatado + tortas Colocación de Skimer para separación de aceites y reutilización del baño en continuo
2.100 kg/año 2012
Pintura epoxi Estudio para adjudicar cada referencia a pintar a la instalación que mejor rendimiento saque
2.100 kg/año 2012

Informe de seguimiento final del Estudio de Minimización de Residuos
Peligrosos 2008-2012
Nuevo Estudio de Minimización 2012-2016
56
MEDIDAS DE MINIMIZACIÓN 2012-2016 Tipología Medidas de minimización Cuantificación en peso Periodo de tiempo
Restos de Lija y otros abrasivos Control del rechazo en peso por línea de fabricación, ajuste de máquinas, para el residuo “Restos de Lija y otros abrasivos”
5% 2012-2016
Lodos evaporadora Reducir frecuencia de fregado de suelos 10-20% 2012-2016
Cambio de destino externo de los residuos, de operaciones de eliminación a operaciones de valorización
Tierras de filtración Revalorización del residuo de tierras de filtración 80.000 kg 2016
Residuos metálicos Valorización externa de residuos con contenidos metálicos - -
Trapos Extender la opción de limpieza y reutilización de trapos con aceite a toda la planta - -
Filtros Filtros de aspiración grupo reciclado en horno de acería - -
Residuos metálicos Cambio de destino de D a R de residuos peligrosos conteniendo materiales metálicos
- -
Fluorescentes y aceites usados Fluorescentes (Gestión de fluorescentes usadas a través del SIG) Aceites usados (Gestión de aceites usados a través del SIGAUS)
100% 2012-2016
Finos de aspiración Búsqueda de tratamiento valorización en vez de eliminación del residuo finos aspiración
1.500.000 Kg/año 2012-2014
Trapos contaminados Cambio del gestor y de los trapos sucios utilizados en el laboratorio 1000 Kg 2012
Estudio Seguir estudiando el mercado en busca de opciones de valorización frente a eliminación y que a su vez sean económicamente viables
- 2012
Polvos de filtro Planificado nuevo destino para los polvos de filtros generados. Con el proyecto planteado, se pretenden reciclar en lugar de depositar en vertedero
200 t/año 2012-2014
Sólidos impregnados en residuo oleoso “Sólidos impregnados en residuo oleoso” enviados a cementera 8000kg de residuo peligroso valorizado
2015
Mejoras en el control y la supervisión internos

Informe de seguimiento final del Estudio de Minimización de Residuos
Peligrosos 2008-2012
Nuevo Estudio de Minimización 2012-2016
57
MEDIDAS DE MINIMIZACIÓN 2012-2016 Tipología Medidas de minimización Cuantificación en peso Periodo de tiempo
Segregación Mejor segregación de los residuos - 2012-2016
Contenedores Retorno de grandes contenedores al suministrador 1000 kg Anual
Talleres Cambio renovador en todos los procesos en taller, lo que llevará a mejoras en la supervisión interna
- 2012-2016
Aspectos ambientales Establecer un seguimiento mensual detallado de los aspectos ambientales relevantes
- 2012
Segregación Sensibilización en la segregación de residuos - 2012
Pintura epoxi Control de los parámetros de instalaciones para evitar no conformes y repintados a polvo perdido
700 kg/año 2012-2016
Aceite usado Eliminar fugas. Evitar rotura de tuberías 100 kg/año 2012-2016
Almacén Renovación de los almacenes de residuos peligrosos 100% 2012
Sensibilización Jornadas de sensibilización Medioambiental: Segregación de residuos/concienciación del correcto uso y consumo de agua, luz, etc.
- 2012-2016
Sepiolita Sepiolita (Ajustes máquinas, control de fugas) 5% 2012-2016
Reciclaje “in situ” de residuos Reciclaje Fangos de depuradora 100% 2012-2016
Reciclaje Envases metálicos 100% 2012-2016
Plástico Reciclaje de plástico: segregación y compactación 2000 kg/año 2012-2016
Tabla 14. Medidas de Minimización 2012-2016


Informe de seguimiento final del Estudio de Minimización de Residuos
Peligrosos 2008-2012
Nuevo Estudio de Minimización 2012-2016
59
4 LIMITACIONES PARA LA MINIMIZACIÓN DE RESIDUOS PELIGROSOS IDENTIFICADAS EN EL SECTOR
Para establecer los objetivos de minimización que las empresas incluidas en el Estudio deben alcanzar, así como especificar las medidas de minimización que éstas van a adoptar para cumplir dichos objetivos, es preciso tener en cuenta la realidad en que éstas están inmersas, y estudiar las limitaciones con las que las empresas y el sector se encuentran a la hora de realizar una reducción efectiva de residuos generados.
Estas limitaciones se han recogido en los siguientes grupos:
Limitaciones legales
Limitaciones técnicas
Limitaciones socio–económicas y de mercado
Limitaciones económicas
4.1 Limitaciones legales
Los requisitos legales existentes sobre gestión de residuos peligrosos van
dirigidos a garantizar unos requisitos básicos de protección medioambiental y
de seguridad y que obligan a las empresas productoras a su seguimiento.
A continuación se lista la legislación más relacionada con el tema que aquí se
trata:
Legislación sobre Transporte de Mercancías Peligrosas por Carretera
(ADR)
La legislación sobre trasporte de mercancías peligrosas por carretera, que
incluye en su campo de aplicación los residuos peligrosos, establece
requisitos en cuanto a las condiciones en que debe realizar el transporte de
este tipo de mercancías, el medio de transporte, envasado, etiquetado, etc.
En este caso, además de las normas sobre resistencia de los envases (para la
protección medioambiental y de la salud de las personas), que para ciertas
categorías de peligro requieren hasta una homologación de prototipo,
existen límites para acceder a ciertas exenciones. Así por ejemplo, los envases
Informe de seguimiento final del Estudio de Minimización de Residuos
Peligrosos 2008-2012
Nuevo Estudio de Minimización 2012-2016
60
de menos de 3 litros o Kg., y los bultos de menos de 30 Kg. permiten eximirse
del transporte en camiones homologados, lo que constituye una barrera a la
utilización de grandes formatos (lo que reduciría de forma considerable la
generación de envase contaminados).
Legislación sobre Clasificación, Envasado y Etiquetado de Sustancias
La normativa sobre sustancias y mezclas establecen requisitos generales
sobre la resistencia, estanqueidad, estabilidad y solidez de los envases, lo que
puede suponer aumentos en el peso de los envases contaminados que
generan residuos.
Legislación sobre seguridad en el trabajo
Existe obligación de disponer de luminarias por motivos de seguridad en
determinados puntos de la planta, lo que aumenta el consumo de este tipo de
dispositivos y consecuentemente la generación de residuos.
El empleo de envases menores en cuanto a volumen de determinados
productos químicos, como ácidos, se debe fundamentalmente a la necesidad
de evitar riegos a los operarios que deben manipularlos.
Sistemas de Gestión (ISO 9000, ISO 14001)
Las empresas que voluntariamente deciden implantar un sistema de gestión
adquieren una serie de compromiso para la mejora de su gestión, bien sea
con respecto a la calidad (mejora de sus procesos productivos) o con respecto
al medio ambiente (mejora de la protección medioambiental). Además la
norma ISO 14001 obliga al cumplimiento estricto de todos los requisitos
legales aplicables a cada empresa en materia medioambiental.
Las empresas que están en cumplimiento legal con respecto a los diferentes
requisitos recogidos consideran que se encuentran en situación de
competencia desleal con respecto a otras que no gestionan adecuadamente
los residuos peligrosos, de forma que consiguen ahorros importantes en su
gestión.
En cuanto a la determinación de la peligrosidad de un residuo, las empresas
se están encontrando con problemas para la gestión de algunos residuos que
en un principio están considerados como no peligrosos y que los gestores de
este tipo de residuos no los están aceptando en sus instalaciones, lo que
Informe de seguimiento final del Estudio de Minimización de Residuos
Peligrosos 2008-2012
Nuevo Estudio de Minimización 2012-2016
61
obliga a las empresas generadoras a gestionarlos como residuos peligrosos.
En algunas ocasiones se debe a razones como: contenido de humedad por
encima del límite fijado para su aceptación en vertedero de inertes, contenido
en carbono orgánico total elevado, etc.
4.2 Limitaciones Técnicas
Las limitaciones a la minimización de residuos peligrosos vienen dadas por los condicionantes técnicos, tanto de los propios productos, como de su proceso de fabricación, envasado y distribución. Limitaciones relativas al grado de desarrollo técnico El desarrollo técnico de algunos productos no está muy avanzado teniendo en cuenta que para determinados productos la alternativa en el mercado de menor peligrosidad no consigue las mismas prestaciones. Limitaciones relativas a la vida útil de las materias primas Existe limitaciones en este sentido ya que numerosas materias primas y auxiliares tienen una vida útil fijada, transcurrida la cual es necesaria su reposición y su gestión como residuo peligroso para la materia agotada. Esta vida útil se está prolongando con actividades de mantenimiento preventivo, pero es inevitable que con el uso su vida se agote, por ejemplo: catalizadores, baños de ácido clorhídrico, etc. Limitaciones relativas a la falta de espacio físico en planta En otros casos las limitaciones técnicas no dependen del estado del arte en el sector o mercado sino que tienen que ver con las características del emplazamiento. Limitaciones a la reutilización de envases La reutilización de envases se encuentra con limitaciones sobre todo dependiendo de las características del producto comercializado. En algunos casos resulta muy difícil la limpieza del envase para su posterior reutilización. Hay que considerar también, en los casos en los que se cuenta con una instalación de limpieza de envases retornables, la gestión de las aguas de lavado generadas durante el tratamiento de los mismos, con el consiguiente gasto para la empresa.

Informe de seguimiento final del Estudio de Minimización de Residuos
Peligrosos 2008-2012
Nuevo Estudio de Minimización 2012-2016
62
Desconocimiento de las mejores prácticas empleadas por las empresas del sector Algunas empresas, por diversos motivos (falta de medios técnicos, humanos, económicos), no tienen acceso a información sobre las mejores técnicas y prácticas que están adaptando otras empresas del sector más avanzadas en lo que se refiere a la gestión de residuos peligrosos.
Las empresas demandan formación, fundamentalmente para el personal que se va a encargar de la gestión de los residuos peligrosos.
Limitaciones relativas al proceso productivo Las empresas han planteado en algunas ocasiones la sustitución de materias primas, como el aceite de los cabezales, pero se han encontrado con que el fabricante de la maquinaría suele imponer un tipo determinado de aceite que aparece indicado en el manual de instrucciones de la máquina y que, en muchas ocasiones, suele suministrar directamente. Limitaciones relativas a especificaciones técnicas y a la viabilidad Muchas empresas, a la hora de poner en marcha medidas de minimización de residuos peligrosos se encuentran con dificultades para cumplir las especificaciones técnicas asociadas, o bien el análisis de viabilidad no resulta satisfactorio. 4.3 Limitaciones socio–económicas y de mercado
Las limitaciones socio-económicas son las impuestas por los suministradores, por los canales de distribución y venta del producto, y por el cliente directo.
Exigencias del cliente
Las empresas han detectado que el cliente demanda productos muy específicos. Hay mayor demanda de productos especiales o según muestra, lo que implica fabricaciones muy pequeñas, obliga a mayor número de operaciones de limpieza y al uso de mayor variedad de materias primas.
Las empresas se tienen que ajustar a las exigencias del cliente en la mayoría de los casos, por ejemplo: alambre recubierto en ocasiones con capas de fosfatado o de borato.
Informe de seguimiento final del Estudio de Minimización de Residuos
Peligrosos 2008-2012
Nuevo Estudio de Minimización 2012-2016
63
Disponibilidad de los proveedores
Los proveedores de materias primas peligrosas o productos químicos, cuyo envase se va a convertir en residuo peligroso, no están en muchas ocasiones dispuestos a colaborar para negociar el aumento de la capacidad de los envases, alegando razones de afección a su proceso productivo.
En ocasiones se ha planteado a los suministradores que retiren los envases utilizados para su reutilización posterior, pero no se ha detectado disponibilidad por su parte. También se han planteado en alguna ocasión medidas para modificar los formatos de los envases pero es muy dificultoso asumir cambios a las costumbres adquiridas.
Existencia de alternativas menos contaminantes
Las empresas están tratando de adquirir productos alternativos menos contaminantes pero el mercado no está maduro en este sentido. En general, el precio de este tipo de productos suele ser más elevado. Este hecho se produce por ejemplo, con las taladrinas. En este caso, las taladrinas menos contaminantes suelen ser más caras ya que hay pocas empresas suministradoras con las características requeridas y son complicados, a su vez, los circuitos de distribución o proveedores que las suministren.
Por otro lado, el mercado debe prepararse técnica y materialmente para la aplicación de nuevos productos (su aplicación es más compleja), por ejemplo: pinturas hidrosolubles.
4.4 Limitaciones económicas
Las inversiones económicas necesarias para el cambio en la gestión de residuos peligrosos pueden ser elevadas, además de un factor determinante. La mejora en la gestión supone inversiones o costes que en muchos de los casos las empresas no pueden asumir porque no repercuten directamente en su productividad e ingresos.
En el mercado no siempre existen alternativas menos contaminantes y aún cuando éstas existen los costes son muy elevados.
Por otra parte, la situación de crisis económica en la que se encuentra inmerso actualmente el sector ha obligado a muchas empresas a suspender o posponer la implantación de diversas medidas previamente planificadas.
La realización de estudios sobre minimización o reciclaje de residuos o de reducción de su peligrosidad está limitada por el hecho de que se desconoce la posible rentabilidad de la realización de estos estudios y procesos.

Informe de seguimiento final del Estudio de Minimización de Residuos
Peligrosos 2008-2012
Nuevo Estudio de Minimización 2012-2016
64
ANEXO. EMPRESAS PARTICIPANTES
En el presente Informe de seguimiento del Estudio de Minimización de Residuos Peligrosos del sector metal han participado las siguientes
empresas:
Empresa Territorio Histórico Dirección Asociación
territorial
ACHA-ORBEA, EGAÑA Y CÍA, S.A. Vizcaya C/ Fueros, 1 - 48250 (Zaldibar) CEBEK
BEFESA ALUMINIO, S.L. Vizcaya Carretera Lutxana-Asúa, 13 - 48950 (Erandio) CEBEK
ELECTROTECNICA ARTECHE HNOS, S.L. Vizcaya Derio Bidea, 24-28 - 48100 (Mungia) CEBEK
ELMET,S.L.U. Vizcaya Bº Arene, 20 - 48640 (Berango) CEBEK
INDUMETAL RECYCLING, S.A. Vizcaya Ctra dela Cantera, 11 - 48950 (Asua/Erandio) CEBEK
MELCHOR GABILONDO, S.A. Vizcaya Polígono Industrial EITUA,6 - 48240 (Bérriz) CEBEK
JESUS OÑATE Y HERMANOS, S.A. Vizcaya Larrasoloeta 8 - 48200 (Durango) CEBEK
WARTSILA IBÉRICA, S.A. Vizcaya Pg Landabaso s/n -48370 (Bermeo) CEBEK
TALLERES FABIO MURGA Vizcaya Bº La Magdalena, 28 - 48800 (Balmaseda) CEBEK
ZF LEMFORDER TVA, S.A. Vizcaya Zeharkalea, s/n - 48260 (Ermua) CEBEK
INDUSTRIA DE TURBO PROPULSORES, S.A (ITP) Vizcaya Parque Tecnológico de Zamudio, nº 300 - 48170 (Zamudio) CEBEK
NUEVA HERRAMIENTA DE CORTE, SA (NECO) Vizcaya Bº Urkizuaran s/n (Elorrio) CEBEK
INDUSTRIAS ALGA, S.A. Vizcaya Barrio Lebario, 10 - 48220 (Abadiño) CEBEK

Informe de seguimiento final del Estudio de Minimización de Residuos
Peligrosos 2008-2012
Nuevo Estudio de Minimización 2012-2016
65
Empresa Territorio Histórico Dirección Asociación
territorial
ASEA BROWN BOVERI S.A. (ABB) * Vizcaya Barrio Galindo s/n (Trapagarán) CEBEK
BRUSS JUNTAS TÉCNICAS S.L. Vizcaya Estanislao Labairu kalea, 2 (Durango) CEBEK
CANDY - HOOVER ELECTRODOMESTICOS Guipúzcoa Apartado 29 - 20570 (Bergara) ADEGI
OBE HEITTICH, S.L. Guipúzcoa Apartado 84 - 20749 (Zestoa) ADEGI
ROTHENBERGER, S.A. Vizcaya Ctra. Durango-Elorrio Km. 2 - 48220 (Abadiano) ADEGI
INDUSTRIAS APERRIBAY, S.L. Guipúzcoa Apartado 100 - 20570 (Bergara) ADEGI
ALGON EMM, S.L Guipúzcoa Lamisingo Iturria, 2 pol. Ind. Arretxe-Ugalde - 20305 (Irun) ADEGI
ELSTER IBERCONTA, S.A. Guipúzcoa C/ Masti-Loidi, nº 13 (Errenteria) ADEGI
CHINCHURRETA, S.A. Guipúzcoa Bº San Pedro, 11 (Oñati) ADEGI
SNA EUROPE INDUSTRIES IBERIA (Irún) Guipúzcoa Hilanderas, 1 - 20303 (Irún) ADEGI
GERDAU SIDENOR AZKOITIA* Guipúzcoa Crta. Zumarraga s/n (Azkoitia) ADEGI
FUNDICIONES DEL ESTANDA, S.A. Guipúzcoa Anzizar 17 - 20200 (Beasain) ADEGI
ACERIA DE ALAVA, S.A. Álava Tres cruces, 8 - 01400 (Llodio) SEA
EQUIPOS DE TRANSMISIÓN Álava Portal de Vergara, 38 - 01013 (Vitoria) SEA
FUNDICIONES INYECTADAS ALAVESAS (FIASA) Álava Polígono Industrial Subillabide - C / La Haya, Nº 12 - E01230 (Nanclares de Oca)
SEA
SNA EUROPE INDUSTRIES IBERIA (Vitoria) Álava Avda. del Cantábrico, 14 (Vitoria-Gasteiz) SEA
PERNOS Y DERIVADOS Álava Gerespea, 2 (Jundiz) SEA
TUBACEX TUBOS INOXIDABLES, S.A. –PLANTA DE Álava Tres cruces, 8 - 01400 (Llodio) SEA

Informe de seguimiento final del Estudio de Minimización de Residuos
Peligrosos 2008-2012
Nuevo Estudio de Minimización 2012-2016
66
Empresa Territorio Histórico Dirección Asociación
territorial
LLODIO
TUBACEX TUBOS INOXIDABLES, S.A. –PLANTA DE AMURRIO
Álava Tres cruces, 8 - 01400 (Llodio) SEA
ZAYER Álava Portal de Vergara, 7 (Vitoria-Gasteiz) SEA
METALURGIA CERRAJERA MONDRAGÓN Álava C/ Artapadura, 12 - 01013 (Vitoria-Gasteiz) SEA
KIDER, S.A. * Álava Polígono industrial de Murga s/n (Murga) SEA
TALLER AUXILIAR DE GALVANOTECNIA ALAVESA (TAGASA, S.A)
Álava Portal de Gamarra 44 int. (Vitoria-Gasteiz) SEA
PFERD RÜGGEBERG, S.A.* Álava Pol. Industrial Jundiz, C/Jundiz nº 18 (Vitoria-Gasteiz) SEA
PFERD ABRASIVOS, S.L.* Álava Pol. Industrial Asparrena, C/Intxerdui nº 40 (Araia) SEA
* Empresas participantes únicamente para el nuevo período 2012-2016 (no en el 2008-2012).