hidro desulfurización del diesel (hds) grupo3
TRANSCRIPT


1. OBJETIVOSConocer el proceso de hidro - desulfurización, en
especial en el campo de los combustibles (diesel).
Utilizar la simbología ISA (Standard on Instrumentation Symbols and Identification), para representar los diferentes instrumentos de control y sus controladores.
Utilizar el programa Cimplicity para simular una
operación unitaria de la hidro - desulfuración.

2. MARCO PREVIOEl diesel es en la actualidad el destilado medio de mayor
demanda en el Perú debido a su empleo en la industria así como en el transporte.
Los destilados medios provenientes de la destilación de petróleo crudo están en un rango de 200ºC a 400ºC. El contenido de azufre en estos cortes depende del origen del crudo, y en todos los casos la reducción de azufre es necesaria para alcanzar las especificaciones comerciales.
Los destilados medios del mismo rango de temperaturas de ebullición obtenidos en procesos de conversión, llámese Craqueo Catalítico Fluidizado o Visbreaking, poseen también un porcentaje de azufre mayor que la especificación comercial; por ello estos cortes deben ser desulfurizados.

3. HIDRODESULFURACIONLa hidrodesulfuración (HDS) es un proceso destinado a
eliminar el azufre(que es una impureza contaminante) que se encuentra en las fracciones del petróleo, luego de diversos procesos, tales como destilación fraccionada, destilación por presión reducida, reformado, etc
Este azufre se encuentra combinado formando componentes químicos que, de ser encontrados en los combustibles en el motor en el momento de la combustión, este se corroería y al mismo tiempo, al ser expulsados los gases, contaminarían el ambiente.

El nivel de hidrodesulfuración depende de varios factores entre ellos:
la naturaleza de la fracción de petróleo a tratar (composición y tipos de compuestos de azufre presentes),
de la selectividad y actividad del tipo de catalizador utilizado (concentración de sitios activos, propiedades del soporte, etc.)
de las condiciones de reacción (presión, temperatura, relación hidrocarburo/hidrógeno, etc.)
del diseño del proceso. Es importante señalar que el H2S debe ser continuamente
removido porque es un inhibidor de las reacciones de HDS y envenena el catalizador.

4. DESCRIPCIÓN DEL PROCESOLa primera etapa es la preparación de la alimentación, en
la cual se acondiciona la carga para lograr el mayor rendimiento de la etapa siguiente.
En esta primera etapa, la carga es filtrada, precalentada y finalmente calentada hasta la temperatura optima de entrada a la etapa de reacción.
También incluye la unión de las corrientes de hidrocarburo con la de gas (H2 Aportación + gas de reciclo). El Hidrógeno de Aportación es comprimido hasta la presión de operación y su flujo depende de la composición del gas de reciclo.

En la segunda etapa se tiene al reactor como equipo principal, en el cual se llevan a cabo las reacciones del hidrotratamiento.
Aquí se tienen varias corrientes como productos de las reacciones, de las cuales el gas es separado de la fase liquida y enviado a tratamiento con aminas para eliminar el H2S y luego ser recirculado a la carga del reactor.
El agua es separada de los hidrocarburos en diferentes recipientes, para luego ser enviada a la unidad de Tratamiento de Aguas Acidas.
Los hidrocarburos se envían a la tercera etapa de Separación y Purificación, en la cual mediante una columna de destilación y agotadores se obtienen los productos finales.


Preparación de la cargaLa carga a la unidad es una mezcla de los siguientes
destilados provenientes de las diferentes unidades de proceso de la refinería: Nafta de Destilación Primaria, Diesel de Destilación Primaria, LVGO (Gasóleo Ligero de Vacío), LCO (Aceite Cíclico Ligero de Craqueo Catalítico), LVBGO (Gasóleo Ligero de Visbreaking), etc.
Esta carga ingresa a un recipiente de separación, donde el agua es separada de la carga por la diferencia de densidades, luego es precalentada en un tren de intercambiadores de calor.

La corriente pasa a través de un filtro para eliminar posibles sólidos suspendidos, ingresando posteriormente al recipiente de recepción de carga caliente.
Desde este punto es bombeada y mezclada con el gas de recirculación y el hidrógeno de aportación.
Un tercer intercambiador eleva aun mas su temperatura recibiendo calor de los efluentes del reactor.
En la parte final de la etapa de preparación, la carga
ingresa al horno donde se incrementa la temperatura hasta las condiciones óptimas para llevar a cabo las reacciones de hidrodesulfuración.

Separación y Purificación de ProductosLa separación y purificación de los productos se realiza en
un absorbedor, una columna de destilación y despojadores.
La primera separación se da en un recipiente de alta temperatura, donde la fase gaseosa se separa de la fase líquida. La fase líquida ingresa a un agotador para eliminar los hidrocarburos ligeros como el fuel gas.
La fase gaseosa que consta de una mezcla de hidrocarburos, sulfuro de hidrógeno (H2S) e hidrógeno (H2), es enfriada con el fin de condensar a los hidrocarburos para luego entrar a otro recipiente de separación donde la fase gaseosa se ha reducido básicamente a H2S y H2.
La mezcla de H2S y H2 ingresa a un recipiente donde se eliminan las pequeñas cantidades de fase líquida que pueda arrastrar el gas. Luego el gas ingresa al absorbedor con aminas, donde el H2S es absorbido por una amina (MEA o MDEA). La amina enriquecida con H2S es enviada a la columna regeneradora donde se elimina el H2S y la amina regenerada es recirculada a la columna absorbedora.
El gas remanente que contiene H2 y H2S en mínima proporción,
ingresa a un recipiente en el cual se separa la posible amina arrastrada, el gas es comprimido para incrementar su presión hasta la presión adecuada a la cual se pueda recircular el H2.
Después de pasar por el agotador, donde se separan los
hidrocarburos ligeros, los hidrocarburos pesados son precalentados antes de su ingreso al horno previo a la columna de destilación atmosférica.

En la columna de destilación atmosférica, se separan el diesel de los productos ligeros (nafta principalmente). La columna trabaja con vapor de baja presión que ingresa por la parte inferior para lograr un buen despojamiento.
El producto de fondo de la columna es utilizado como
fluido de calentamiento en el rehervidor del agotador de diesel y también para precalentar la carga y para generar vapor: Su destino es carga a FCC o como material de corte.
Por el tope de la columna sale nafta mezclada con vapor,
corriente que es enfriada para condensarla, el agua se separa por diferencia de densidad y la nafta es bombeada una parte como reflujo de tope de y la otra es enviada a tanques.
La salida de diesel se localiza a la mitad de la columna, el
diesel va hacia el agotador o stripper para regular su punto de inflamación.

5. REACCIONES QUÍMICASHidrogenación de Compuestos de Azufre:

Hidrogenación de Compuestos de Nitrógeno:
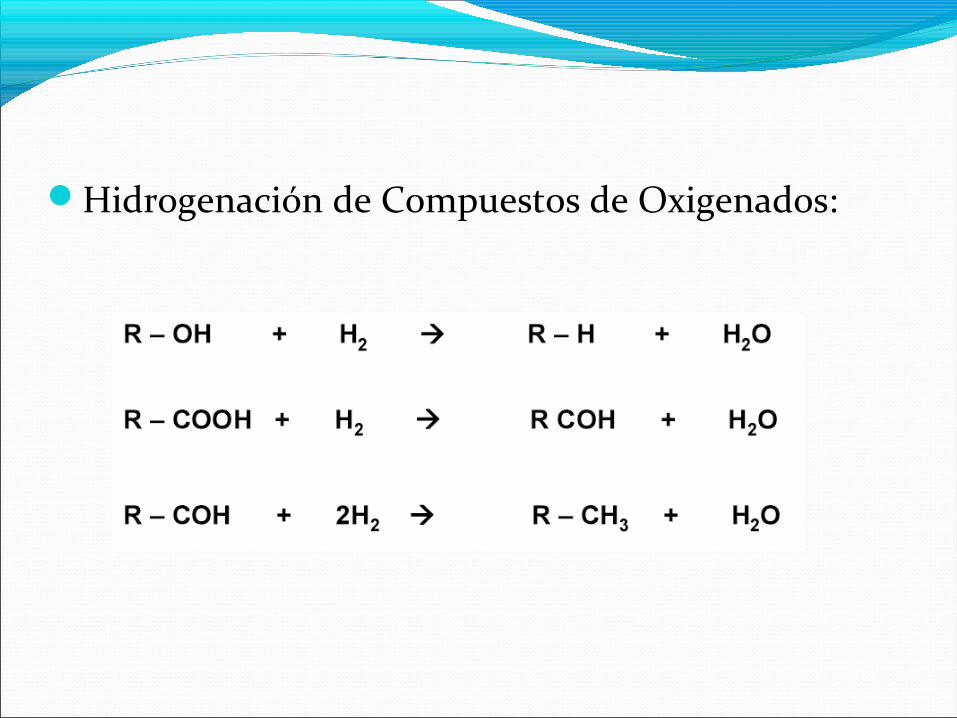
Hidrogenación de Compuestos de Oxigenados:

Hidrogenación de Compuestos Olefínicos y Aromáticos:
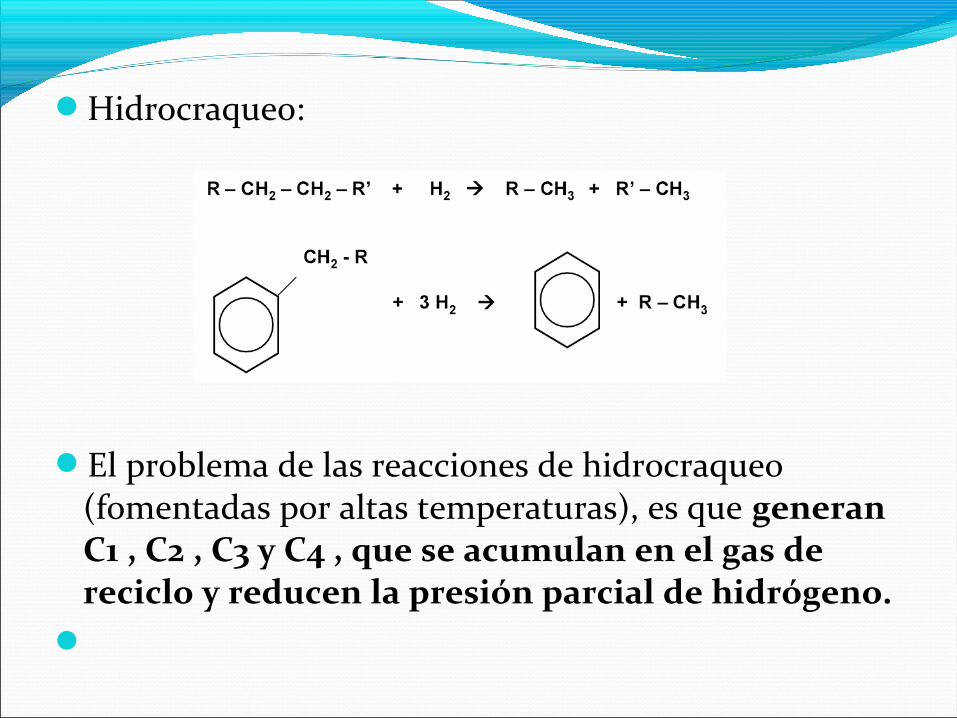
Hidrocraqueo:
El problema de las reacciones de hidrocraqueo (fomentadas por altas temperaturas), es que generan C1 , C2 , C3 y C4 , que se acumulan en el gas de reciclo y reducen la presión parcial de hidrógeno.

6. Remoción de Compuestos Metálicos y MetaloidesLos compuestos organometálicos son craqueados y los metales son atrapados por el catalizador.
Normalmente, no hay compuestos metálicos en los destilados medios provenientes de los procesos de destilación atmosférica o a vacío, pero si en los destilados medios que provienen de los procesos de conversión, estas impurezas quedan en el catalizador.
Estas impurezas no son removidas por la regeneración, por lo que se van acumulando en cada ciclo, produciendo la reducción de la actividad del catalizador.

CoquificaciónLa coquificación es una reacción adversa y es la
polimerización y aglomeración de moléculas de gran longitud. Esta vinculado a los productos insaturados pesados (aromáticos polinucleares). Trazas residuales de olefinas de alto peso molecular o diolefinas pueden también provocar la formación de coque.
Un alto punto final de ebullición en la carga significa un alto porcentaje de poliaromáticos. La mala distribución en el reactor favorece temperaturas altas localizadas y con esto la formación de coque. El coque depositado en el catalizador reduce la superficie activa del catalizador lo cual reduce grandemente la actividad del catalizador.

Es posible limitar estas reacciones adversas, para ello podríamos :
Controlar la cantidad de moléculas grandes (asfaltenos) en la carga las cuales son difíciles de hidrogenar y bloquean los poros del catalizador, esto se logra ajustando el rango de destilación de la carga.
, contando con una Operar a la más baja temperatura de reacción posible, adecuada presión parcial de hidrógeno y con una alta velocidad espacial.
VARIABLES DE OPERACIÓNLas variables de operación son las siguientes:
• Temperatura
• Velocidad Espacial
• Presión Parcial de Hidrógeno
• Calidad de la Carga

Estos parámetros de operación son variables independientes, es decir, cada una puede ser modificada dentro de los rangos operativos de los equipos, independientemente de las otras. Para un conjunto de variables independientes, existe solo una respuesta por parte de la unidad en términos de:
• Rendimiento de Producto
• Calidad de Producto
• Estabilidad del Catalizador

FLOW SHEET HDS

T.I.1
T.C.1
P.C.1
L.C.1
T.C.2
L.C.2
L.C.3
T.C.3
T.I.3P.I.1 P.C.2
T.I.4
T.I.5
P.C.3
V-1
V-7
V-4
V-3
V-5
V-2
V-8
FLOW SHEET HDS (ISA)