guÍa para la obtenciÓn de biogÁs mediante … · anaerobia a partir de desechos de la industria...
TRANSCRIPT

GUÍA PARA LA OBTENCIÓN DE BIOGÁS MEDIANTE DIGESTIÓN
ANAEROBIA A PARTIR DE DESECHOS DE LA INDUSTRIA
AGROALIMENTARIA
Estrategias sostenibles para un
manejo integral de los residuos
y subproductos orgánicos de la
industria agroalimentaria

Este documento, que se desarrolla en el marco del proyecto AGROWASTE,
tiene por objetivo ofrecer una guía para la valorización de los residuos y
subproductos orgánicos mediante la digestión anaerobia. Se explicará de forma
exhaustiva en qué consiste la digestión anaerobia, describiendo ampliamente la
tecnología, los parámetros a tener en cuenta, la adecuación de los residuos,
así como los tipos de digestores que existen actualmente. De igual modo se
verán los distintos usos que se le puede dar tanto al biogás como al digerido
obtenido por digestión anaerobia dependiendo del tipo de residuo utilizado.
Además, como objetivo principal de este documento, se desarrollará un manual
práctico de cómo llevar a cabo una digestión anaerobia, basado en las
demostraciones a escala piloto realizada como parte de las acciones del
proyecto AGROWASTE.
1
LIFE+ AGROWASTE
El proyecto LIFE+ AGROWASTE trata de ayudar a las empresas de transformados vegetales en la apuesta por la
valorización de sus residuos y subproductos utilizando tecnologías limpias y para ello se han unido el Centro de
Edafología y Biología Aplicada del Segura (CEBAS-CSIC), el Centro Tecnológico Nacional de la Conserva y
Alimentación (CTC) y la Agrupación de Conserveros y Empresas de Alimentación de Murcia, Alicante y Albacete
(AGRUPAL). El proyecto está cofinanciado por el programa LIFE, instrumento de financiación de la UE para el medio
ambiente.
Hasta el momento el trabajo desarrollado ha puesto de manifiesto que en la Región de Murcia se generan más de
500.000 toneladas anuales de desechos orgánicos, cuyo destino es la alimentación animal, en mayor medida,
aportando un valor económico nulo o mínimo para las empresas, siendo las industrias de cítricos y de alcachofa
aquellas que aportan una mayor cantidad de subproductos al total.
El proyecto incluye el uso de la valorización agrícola y la energética para demostrar que los desechos agroalimentarios
tienen un uso medioambientalmente y económicamente interesante para las empresas. Por otro lado, también
presentan la extracción de compuestos de interés de diferentes subproductos como una alternativa para dar salida y
obtener un rendimiento económico dentro del propio sector, ya que el uso de compuestos bioactivos extraídos de
fuentes naturales para la elaboración de alimentos funcionales, o con propiedades interesantes para alargar la vida útil
de un producto puede abrir nuevos mercados con una pequeña inversión.
Detalles del proyecto:
LIFE10ENV/ES/000469
Duración: 36 meses (01/01/2012 – 31/12/2014)
Socios del proyecto
Centro de Edafología y biología Aplicada del Segura (CEBAS-CSIC).
Dpto. conservación de suelos y Agua y Manejo de Residuos Orgánicos
Centro Tecnológico Nacional de la Conserva y Alimentación
Agrupación de Conserveros y Empresas de Alimentación de Murcia,
Alicante y Albacete
www.agrowaste.eu
2

ÍNDICE
INTRODUCCIÓN…………………………………………………………………………………………... 4
1.- Descripción del proceso.……………………………….......................................................... 5
2.- Parámetros……………………………………………………………………………………...... 7
3.-Residuos aprovechables para la digestión anaerobia………………………………………... 8
4.- Tipos de digestores……………………………………………………………………………… 10
USO DEL BIOGÁS............................................................................................................................. 13
PROTOCOLO DE OBTENCIÓN…............…………………………………………………………….... 15
PREVIO………………………………………………………………………………………….. 15
DEMOSTRACIONES A ESCALA PILOTO…………………………………………………... 16
1.- Lodo de depuración de empresas de transformados y restos de alcachofa………..… 17
1.1.- Selección del subproducto………………………………………………………… 17
1.2.- Toma de muestra y análisis inicial de los subproductos……………………...... 17
1.3.- Descripción del proceso………………………………………………………...…. 18
1.4.- Seguimiento de los parámetros de control del proceso……………………...…. 18
1.5.- Seguimiento de la producción de biogás…………………………………...……. 19
2.- Lodo de depuración de empresas de transformados y restos de melocotón……….… 20
1.1.- Selección del subproducto………………………………………………………… 20
1.2.- Toma de muestra y análisis inicial de los subproductos……………………...... 20
1.3.- Descripción del proceso………………………………………………………...…. 21
1.4.- Seguimiento de los parámetros de control del proceso……………………...…. 21
1.5.- Seguimiento de la producción de biogás…………………………………...……. 22
1.6.- Análisis de la composición del biogás……………………………………………. 23
BIBLIOGRAFÍA…………………………………………………………………………………………….. 24
AGRADECIMIENTOS……………………………………………………………………………………... 25
3
GUÍA PARA LA OBTENCIÓN DE
BIOGÁS MEDIANTE DIGESTIÓN
ANAEROBIA A PARTIR DE
DESECHOS DE LA INDUSTRIA
AGROALIMENTARIA
INTRODUCCIÓN
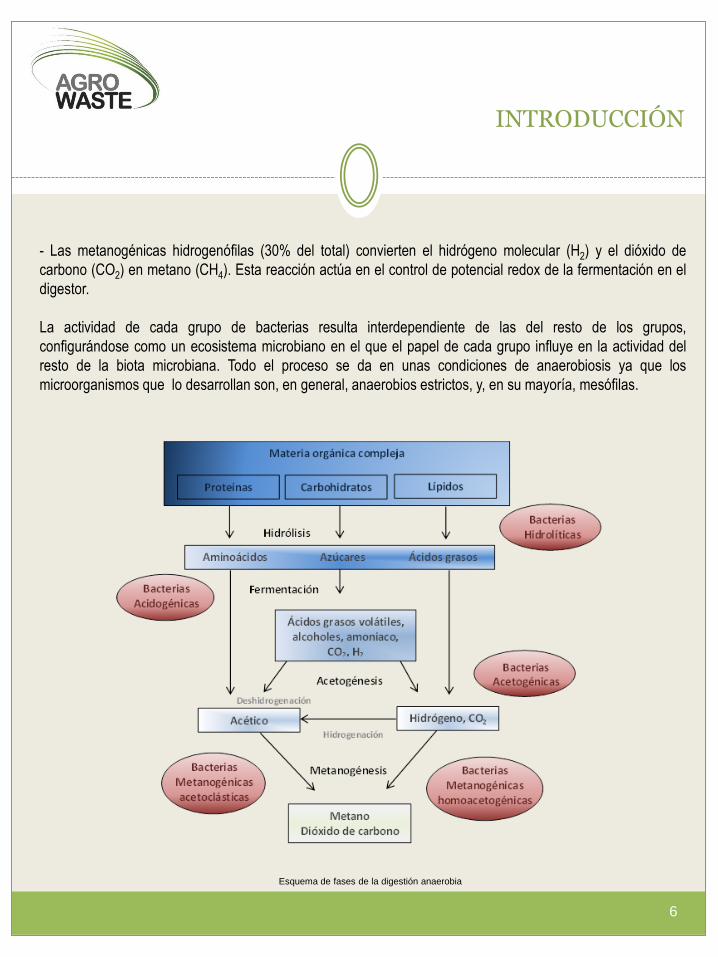
- Las metanogénicas hidrogenófilas (30% del total) convierten el hidrógeno molecular (H2) y el dióxido de
carbono (CO2) en metano (CH4). Esta reacción actúa en el control de potencial redox de la fermentación en el
digestor.
La actividad de cada grupo de bacterias resulta interdependiente de las del resto de los grupos,
configurándose como un ecosistema microbiano en el que el papel de cada grupo influye en la actividad del
resto de la biota microbiana. Todo el proceso se da en unas condiciones de anaerobiosis ya que los
microorganismos que lo desarrollan son, en general, anaerobios estrictos, y, en su mayoría, mesófilas.
6
Esquema de fases de la digestión anaerobia

INTRODUCCIÓN
El producto final del proceso es una mezcla de gases generados por las reacciones microbiológicas,
compuesto de metano (50-75%), dióxido de carbono (25-50%) y otros gases como nitrógeno, hidrógeno,
sulfuro de hidrógeno (1-5%). Esta mezcla de gases de composición variable es lo que se conoce como
Biogás. La calidad del biogás obtenido es tanto mejor cuanto mayor sea el porcentaje de metano en la mezcla,
ya que un alto componente de metano permite unos usos similares a los del gas natural.
2.- Parámetros
Para un buen desarrollo del proceso es necesario controlar ciertos parámetros importantes relacionados ocn
las condiciones en las que se desarrolla el proceso. A continuación se procede a describir estos parámetros:
Temperatura: Lo habitual es que las reacciones se desarrollen en una temperatura mesofílica (en torno a 35º
C), pues en este rango la actividad de las bacterias hidrolíticas, acetogénicas y metanogénicas es muy similar.
pH: Las bacterias metanogénicas son muy sensibles a las variaciones de pH, por lo que las condiciones
óptimas para que se desarrolle el proceso se dan con un pH estable de alrededor de 7.0-7.2.
Compuestos presentes en el medio: Las bacterias metanogénicas son sensibles a la presencia de
determinados compuestos en alta concentración: metales pesados, fenoles, amonio, compuestos aromático.
Asimismo, la presencia de ácidos volátiles influye en el metabolismo de las metanogénicas, optimizándolo
cuando se encuentran a pequeñas concentraciones, e inhibiendo su actividad en concentraciones superiores a
2000ppm.
Velocidad de Carga Orgánica (VCO): Máxima cantidad de materia orgánica por unidad de volumen y tiempo
que puede introducirse en el digestor para su transformación en biogás sin que provoque una distorsión en el
proceso.
Tiempo de retención hidráulico (TRH) o tiempo de retención de sólidos (TRS): Tiempo de permanencia de un
determinado residuo en el digestor para que toda la sustancia orgánica se transforme en metano.
Contenido en materia orgánica del vertido: Si el proceso se ha desarrollado bien debería ser muy bajo, señal
de que se ha transformado en biogás la mayoría de los nutrientes disponibles.
7

INTRODUCCIÓN
Caudal de metano: La relación entre este parámetro y el contenido en materia orgánica del vertido da una
medida del coeficiente de rendimiento del digestor.
3.- Residuos aprovechables para la digestión anaerobia
Existe una amplísima variedad de residuos valorizables mediante la digestión anaerobia, aunque no todos
poseen las mismas propiedades de cara al aprovechamiento. Existe una serie de variables características de
los diferentes tipos de residuos a tener en cuenta para posibilitar el desarrollo del procedimiento: volumen de
residuo disponible, potencial contaminante del residuo, potencial de producción de biogás, contenido en
metano del biogás generado, relación C/N del residuo, capacidad tampón del residuo(alcalinidad),
subproductos generados en la reacción (posibilidades de inhibición de la reacción), cantidad de sólidos
volátiles del residuo, necesidad de pretratamiento, etc.
En general, los residuos más utilizados para la generación de biogás se resumen a continuación:
Residuos ganaderos y de granjas: Purines de cerdo y vaca, estiércoles, gallinaza. En general, su potencial
para la producción del biogás no es demasiado alto, debido a su alto contenido en nitrógeno y a su excesiva
liquidez para el proceso. No obstante, por causa de su poder contaminante de suelos y por la abundancia de
recurso, sumado a la ausencia de tratamientos eficientes de valorización, los residuos ganaderos constituyen
el combustible por excelencia para la generación de biogás mediante digestión anaerobia.
Residuos agrícolas: Los restos agrícolas procedentes de cultivos de consumo, cultivos energéticos o de
generación de materias primas para la industria alimentaria constituyen un sustrato apropiado, en general,
para la digestión anaerobia. No obstante, la tipología del material usado, en función de la carga orgánica que
posea, genera una gran variabilidad en el potencial de biogás existente en el residuo. Además, presenta la
problemática de estar sometido a la estacionalidad del recurso.
Residuos de la industria alimentaria: El procesado de las materias primas animales y vegetales para la
elaboración de productos alimenticios genera abundantes residuos susceptibles de ser aprovechados para la
producción de biogás. Las industrias lácteas, cerveceras, conserveras, azucareras y similares producen unos
residuos con alta carga de materia orgánica, muy adecuados para el aprovechamiento energético. No
obstante, en función del tipo de residuo, puede ser necesario un pretratamiento previo para maximizar el
potencial de generación de biogás.
8

INTRODUCCIÓN
Residuos de matadero: Constituyen uno de los residuos con mayor potencial para la generación de biogás.
Los restos de contenidos estomacales, intestinos, etc., así como los restos de depuración de los efluentes de
este tipo de residuos, suponen un sustrato muy adecuado para la biometanización, aunque, generalmente,
este aprovechamiento se realiza en codigestión con otros residuos.
Residuos pesqueros: Los restos de pesca y de procesamiento de productos alimentarios de la industria
conservera y similar resultan ser un muy buen sustrato para la digestión anaerobia.
Lodos de Depuradora: Los tratamientos de depuración de aguas residuales generan lodos de difícil
tratamiento, muy apropiados para la generación de biogás. De hecho,
existen numerosas EDARs que se autoabastecen con el aprovechamiento térmico del biogás generado.
Residuos de plantas de biocombustibles: En este tipo de plantas, particularmente en las de biodiesel se
generan grandes cantidades de glicerina, que es uno de los residuos con mayor potencial de generación de
biogás. No obstante, existen otras formas de aprovechamiento de la glicerina, lo que supone que, a día de hoy,
la glicerina procedente de las plantas de biodiesel sea un residuo dependiente, por un lado de la producción
real de las plantas, y por otro lado, de la utilización del subproducto en otros aprovechamientos independientes
de la producción de biogás mediante digestión anaerobia.
Fracción Orgánica de Residuos Sólidos Urbanos (FORSU): Los RSU constituyen una fuente de sustratos para
la biometanización, suponiendo esta operación una fuente de valorización y reducción de los mismos. No
obstante, hay una gran variabilidad en el potencial de producción de biogás por parte de estos residuos, en
función de las operaciones de separación previas que se hayan realizado previamente. La utilización de
FORSU previo tratamiento para generar biogás supone una posibilidad de reducir el volumen de residuos
existente.
Biogás de vertedero: Existen vertederos que cuentan con sistemas de aprovechamiento del biogás, mediante
la colocación de una red de tuberías y chimeneas que reconducen el biogás que se genera hasta los motores
para generación eléctrica. De este modo se aprovecha de forma pasiva la emisión gaseosa de la fermentación
de los vertidos para la generación de un biogás con bajo contenido en metano.
9
INTRODUCCIÓN
4.- Tipos de digestores
Los diseños utilizados para digestión anaerobia pueden clasificarse en función de su capacidad para mantener
altas concentraciones de microorganismos en el reactor, siguiendo diferentes métodos.
Reactor de mezcla completa sin recirculación
Es el reactor más simple y es el más utilizado para residuos. Consiste en un reactor en el que se mantiene una
distribución uniforme de concentraciones, tanto de substrato como de microorganismos. Esto se consigue
mediante un sistema de agitación. Ésta puede ser mecánica (agitador de hélice o palas, de eje vertical u
horizontal) o neumática (recirculación de biogás a presión), y nunca violenta. Esta tipología de reactor no
ofrece problemas de diseño. Comparativamente a otros reactores, el tiempo de retención necesario es alto,
debido a que la concentración de cualquier especie, que se mantiene en el reactor en régimen estacionario, es
la misma que la que se pretende en el efluente. Si la velocidad de reacción depende de la concentración,
como es el caso de los procesos biológicos, la velocidad será baja, y la forma de compensarla es aumentando
el tiempo de reacción.
Reactor de mezcla completa con recirculación
Este sistema tiene el nombre de reactor anaerobio de contacto y sería equivalente al sistema de fangos
activos aerobios para el tratamiento de aguas residuales Se comprueba que regulando la recirculación es
posible conseguir tiempos de retención hidráulica más bajos que en un reactor simple de mezcla completa.
Esto es a costa de aumentar el tiempo de retención de los microorganismos, gracias a su confinamiento en el
sistema mediante la separación en el decantador y re-circulación. Debido a la necesaria separación de
microorganismos en el decantador, este sistema sólo es aplicable a aguas residuales de alta carga orgánica
(aguas residuales de azucareras, cerveceras, etc.), para las que sea posible una separación de fases líquido-
sólido, con la fracción sólida consistente básicamente en flóculos biológicos. Antes del decantador se debe
disponer de un sistema de desgasificación, sin el cual la decantación se puede ver impedida.
Reactor con retención de biomasa, sin recirculación
Si se consigue retener bacterias en el interior del reactor, evitando la configuración del reactor de mezcla
completa, es posible reducir el tiempo de retención por debajo del de éste. Los métodos de retención de
biomasa son básicamente dos:
a) inmovilización sobre un soporte (filtros anaerobios y lechos fluidizados)
b) agregación o floculación de biomasa y su retención por gravedad (reactores de lecho de lodos).
10
INTRODUCCIÓN
Aunque los reactores de flujo pistón no estarían encuadrados en este apartado, el hecho de que la tasa de
crecimiento de microorganismos sea más elevada a la entrada del reactor, donde la concentración de sustrato
también es más elevada, hace que la concentración media en el reactor sea superior a la correspondiente a
mezcla completa, o en todo caso superior a la de salida, con lo cual el tiempo de retención será inferior. Este
tipo de reactor ha sido aplicado a diferentes tipos de residuos orgánicos, como fracción orgánica de residuos
municipales (configuración vertical y flujo ascedente), residuos de porcino y bovino, y una de las dificultades es
la debida a la falta de homogenización en la sección transversal a la dirección del flujo, en las configuraciones
horizontales, lo cual se puede evitar mediante un sistema de agitación transversal (reintroducción de biogás a
presión en la base del digestor si el reactor es horizontal, por ejemplo).
El filtro anaerobio. En este sistema las bacterias anaerobias están fijadas a la superficie de un soporte inerte —
formando biopelículas—, columna de relleno, o atrapadas en los intersticios de éste, con flujo vertical. El
soporte puede ser de material cerámico o plástico. Su distribución puede ser irregular, en este caso las
bacterias se encuentran mayoritariamente atrapadas en los intersticios, o regular y orientado verticalmente, en
este caso la actividad es debida básicamente a las bacterias fijadas, recibiendo el nombre de lecho fijo con
flujo descendente En caso de utilizar un soporte orientado verticalmente con flujo ascendente y un sustrato
lentamente degradable, con elevado tiempo de retención, la retención por sedimentación de los fragmentos de
biopelícula desprendidos adquiere un efecto de importancia en la actividad del reactor.
Este sistema ha sido extensamente aplicado para el tratamiento de aguas residuales de industria
agroalimentaria, y existen experiencias piloto para la fracción líquida de residuos ganaderos. El coste de
inversión es un limitante importante para su implantación.
El lecho fluidizado. En este sistema las bacterias se encuentran fijadas, formando una biopelícula, sobre
pequeñas partículas de material inerte que se mantienen fluidizadas mediante el flujo ascendente adecuado
del fluido. Para mantener el caudal adecuado, que permita la expansión y fluidización del lecho, se recurre a la
recirculación. Igual que el filtro, puede ser aplicado a aguas residuales, especialmente de la industria
agroalimentaria, y a fracciones líquidas o sobrenadante de residuos ganaderos, aunque las experiencias en
este ámbito son muy limitadas.
El reactor de lecho de lodos. En este sistema se favorece la floculación o agregación de bacterias entre ellas,
formando gránulos o consorcios, de forma que por sedimentación se mantienen en el interior del reactor, con
la velocidad ascendente adecuada del fluido, siempre que en la parte superior exista un buen separador
sólido/líquido/gas.
11

INTRODUCCIÓN
Sistemas discontinuos
En un sistema discontinuo, la curva de evolución temporal de la producción de biogás sigue la misma
tendencia que la curva típica del crecimiento de microorganismos (latencia, crecimiento exponencial,
estacionalidad y decrecimiento). Aquí el concepto de tiempo de retención no tiene sentido y se hablaría de
tiempo de digestión. Para conseguir una producción de biogás cercana a la continuidad deben combinarse
varios reactores discontinuos con puestas en marcha intercaladas en el tiempo. Estos reactores han sido
aplicados a residuos con una alta concentración de sólidos que dificultan la adopción de sistemas de bombeo,
tales como residuos de ganado vacuno con lecho de paja.
Otros sistemas
Los reactores anteriores pueden ser combinados para conseguir sistemas más eficientes, según el tipo de
residuo a tratar.
1.- Sistemas de dos etapas
Estos consisten en un primer reactor con elevado tiempo de retención, en el cual se favorece la hidrólisis,
seguido de un reactor de bajo tiempo de retención que digiere la materia orgánica disuelta y los ácidos
producidos en la primera etapa. Si la primera etapa consiste en un reactor discontinuo, el líquido tratado en la
segunda es el obtenido por percolación en la primera una vez recirculado el efluente de la segunda. Este
sistema permite mantener fácilmente la temperatura en el reactor discontinuo, controlando la temperatura del
efluente del segundo reactor. Ha sido aplicado con éxito para tratar residuos sólidos cuya etapa limitante es la
hidrólisis: frutas, verduras, residuos sólidos urbanos, de ganado vacuno, etc.
2.- Sistemas de dos fases
A diferencia de los sistemas de dos etapas, la separación de fases se refiere a mantener dos reactores en
serie, en los cuales se realizan, respectivamente, las fases de acidogénesis y metanogénesis, y su objetivo es
conseguir un tiempo de retención global inferior al correspondiente a un único reactor de mezcla completa. La
separación es de tipo cinético, controlando el tiempo de retención de cada reactor, el cual será inferior en el
primero, debido a las más altas tasas de crecimiento de las bacterias acidogénicas. Este tipo de sistema ha
sido aplicado con éxito a la digestión de residuos con alta concentración de azúcares y bajo contenido en
sólidos, pero no para residuos con fibras y, en general, sustratos complejos cuyo limitante es la hidrólisis.
12

USO DEL BIOGÁS
El biogás es el nombre genérico de los gases producidos como consecuencia de la degradación anaerobia de
los residuos orgánicos que, por su alto contenido en metano, posee un elevado poder calorífico y puede
usarse energéticamente de diversas maneras (El-Fadel y Massoud, 2001). La composición o riqueza del
biogás depende del material digerido y del funcionamiento del proceso.
1.- Producción de calor
El calor producido por el biogás tiene diferentes usos: doméstico, industria, agricultura, calefacción urbana.
Normalmente después de la condensación y la eliminación de partículas, el biogás se comprime, se enfría, se
deshidrata y luego se transporta por tuberías a un lugar cercano para su uso como combustible para calderas
o quemadores. Otra alternativa para aplicaciones de biogás es generar vapor a partir de una caldera in situ. El
biogás, después de la condensación y la eliminación de partículas y compresión, se quema en una caldera. La
producción de calor es la aplicación más simple y común para el biogás. La combustión de biogás genera
bajas emisiones de óxidos de nitrógeno de aproximadamente la mitad del nivel de la combustión de petróleo.
2.- Producción de electricidad utilizando motores a gas o turbinas a gas
Cuando se utiliza un motor de movimiento alternativo, el biogás debe estar condensado y las partículas deben
haber sido eliminadas. Para poder mover el gas combustible en una cámara de combustión de turbina de gas,
el biogás deben tener la mayor parte de la humedad visible y cualquier partícula eliminada, posteriormente se
comprime.
3.- Producción combinada de calor y energía
La producción combinada de electricidad y calor es comúnmente una alternativa a la producción de calor solo.
La división entre la cantidad de electricidad y el calor producido se determina por el diseño de la planta, pero el
valor normal es de aproximadamente 35% de electricidad y el 65% de calor con una eficiencia total de
alrededor de 90%. En el caso de la producción de calor y energía, el biogás debe drenarse o secarse.
4.- Combustible para vehículos
Para la utilización del biogás como combustible para vehículos se utiliza el mismo motor que para el de gas
natural. Sin embargo, las exigencias de calidad del gas son estrictas. El dióxido de carbono, sulfuro de
hidrógeno, amoníaco, partículas, componentes traza y el agua tiene que ser eliminados para que el gas tenga
un contenido de metano por encima del 95%. El uso de biogás en ciudades como combustible para los
vehículos, tales como autobuses, taxis y vehículos públicos en general, tiene ventajas medioambientales
evidentes.
13
USO DEL BIOGÁS
5.- Aplicación en red de distribución de gas natural
El biogás se puede convertir en gas de alto poder calorífico e inyectarse en un conducto de gas natural. En
comparación con otras alternativas de generación de energía, el coste es alto debido a los sistemas de
tratamiento que se utilizan para eliminar el CO2 y las impurezas. Además, el gas mejorado necesita una
cantidad significativa de compresión para ajustarse a la presión de las tuberías. Sin embargo, tiene muchas
ventajas: es la única manera de producir gas natural renovable, pueden suministrar de 10 a 30% de las
necesidades de gas natural en Europa, puede contribuir a la seguridad del suministro de gas en Europa.
6.- Conversión a otras formas químicas
Es posible convertir el biogás a otras formas químicas tales como metanol, amoníaco o urea. De estas tres
opciones, la conversión de metanol es el más factible económicamente. Para convertir el gas con alto
contenido de metano a metanol, tienen que eliminarse el vapor de agua y el dióxido de carbono. Además, el
gas debe ser comprimido a alta presión, reformado, y convertido catalíticamente. Esto tiende a ser un proceso
costoso, que se traduce en aproximadamente 67 por ciento de pérdida de la energía disponible.
14

PROTOCOLO DE OBTENCIÓN
PREVIO
La selección del subproducto se ha llevado a cabo partiendo de la premisa de dar valor a subproductos que
mayoritariamente se generen en las empresas de frutas y hortalizas de la Región de Murcia, además de tener
en cuenta una serie de características técnicas tales como:
-. Contenido en sólidos totales y humedad: Los subproductos estudiados contienen un alto porcentaje de
humedad, el agua no produce biogás pero resulta imprescindible para un desarrollo adecuado de la digestión
anaerobia. Normalmente el porcentaje de sólidos totales utilizado en la digestión anaerobia de subproductos
de la agroindustria está por debajo del 15%.
-. Biodegradabilidad: El contenido en proteínas, azúcares, celulosa etc. de los subproductos agroalimentarios
presentan una buena biodegradabilidad y el contenido en sólidos volátiles suele variar entre el 70% y el 95%.
-. Balance C/N: El ratio C/N idóneo para la digestión anaerobia está comprendido entre 20-30. Dicho balance
es fácilmente aportado por los subproductos de la agroindustria.
Teniendo en cuenta estas características se decidió realizar diferentes combinaciones de los distintos residuos
y subproductos orgánicos.
15
PROTOCOLO DE OBTENCIÓN
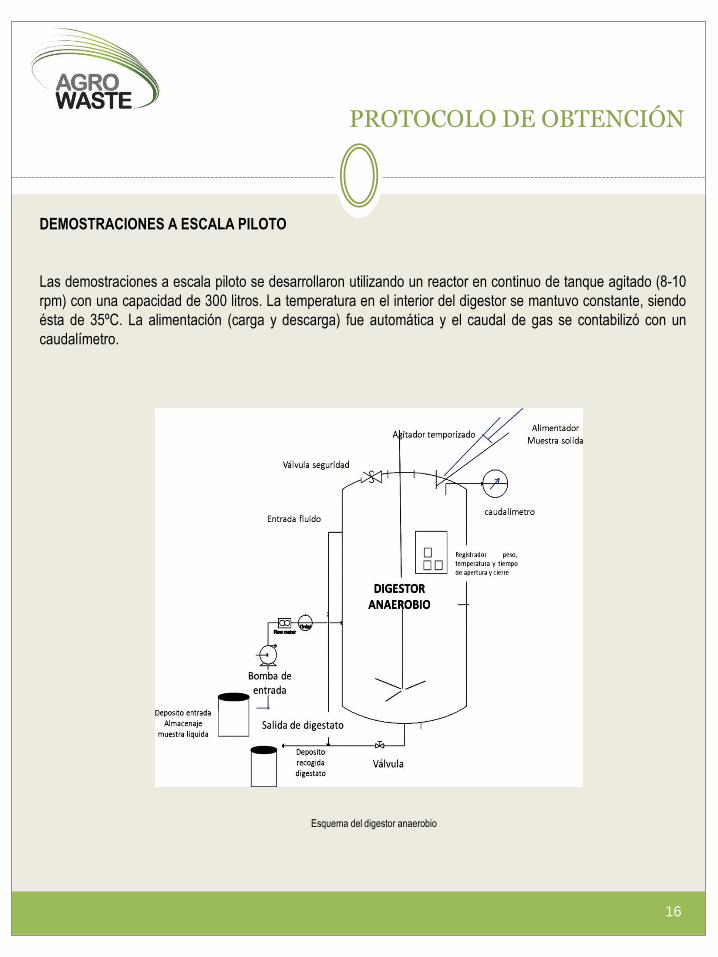
DEMOSTRACIONES A ESCALA PILOTO
Las demostraciones a escala piloto se desarrollaron utilizando un reactor en continuo de tanque agitado (8-10
rpm) con una capacidad de 300 litros. La temperatura en el interior del digestor se mantuvo constante, siendo
ésta de 35ºC. La alimentación (carga y descarga) fue automática y el caudal de gas se contabilizó con un
caudalímetro.
16
Esquema del digestor anaerobio

PROTOCOLO DE OBTENCIÓN
1.LODO DE DEPURACIÓN DE EMPRESA DE TRANSFORMADOS
(PIMIENTO Y ALCACHOFA) + RESTOS DE ALCACHOFA.
1.1- Selección del subproducto
El arranque de cualquier digestor anaerobio es lento debido a la baja producción de biomasa en relación al
sustrato consumido, por lo que es conveniente la inoculación (Pacheco J. et al, 2003). A modo de inóculo se
utilizó el lodo de depuradora urbana.
En la Región de Murcia los residuos hortícolas más abundantes son los derivados del procesamiento del
pimiento (87000 Tn) y la alcachofa (69000 Tn), debido a que cuentan con campañas prolongadas en el marco
del periodo anual con medias de diez meses en pimiento y ocho meses en alcachofa, lo que garantizaría el
aprovisionamiento de material -subproducto- como materia prima para procesos de valorización, asegurando la
viabilidad de los mismos al reducirse al mínimo la estacionalidad. El lodo de depuración de empresas de
transformados de pimientos y alcachofas es por la tanto un residuo a considerar debido tanto a su volumen
como a su disponibilidad temporal.
1. 2.- Toma de muestra y análisis inicial de los subproductos
Tabla 1: análisis fisico-químicos de los subproductos
17
Parámetros Lodo urbano Lodo
agroindustria
Alcachofa Lodo agroindustria
+ alcachofa
pH 7.8 6.35 ( 5.93-6.76) 5.31 (4.83-5.63) 5.85 (5.32-6.41)
CE (µS cm-1) 14000 3492 (2750-4090) 3900 (2820-4620) 6883 (5080-8810)
% ST 1.4 2.94 (1.79-4.09) 11.96 (9.80-13.20) 8.32 (7.36-9.84)
% COT 31.5 48.87 (45.64-50.97) 93.93 (92.86-94.70) 50.82 (48.79-51.53)
CHS (mg kg-1) nd 3000 nd 15000
% NT 12.86 8.17 (7.87-8.45) 1.23 (0.27-2.78) 5.05 (4.08-6.6)
C/N 2.45 5.91 (5.79-6.03) 10.06 (11.96-7.81)

PROTOCOLO DE OBTENCIÓN
1.LODO DE DEPURACIÓN DE EMPRESA DE TRANSFORMADOS
(PIMIENTO Y ALCACHOFA) + RESTOS DE ALCACHOFA.
1.3.- Descripción del proceso
El digestor fue inicialmente cargado con 215 L de lodo digerido de depuración de aguas urbanas y 20 L de lodo
de depuración de empresa de transformados, con un tiempo de retención hidráulico de 22.5 días. El reactor
fue alimentado con 12 Kg de lodo agroalimentario diariamente. Después de 55 días se inició el proceso de
codigestión, añadiendo restos de alcachofa con una proporción 60/40 y un tiempo de residencia de 30 días.
1.4.- Seguimiento de los parámetros de control del proceso
Para que el proceso de digestión anaerobia pueda desarrollarse correctamente se controlan diversos
parámetros ambientales tales como el pH, que debe estar en un rango comprendido entre 6.5-7.5; la
alcalinidad mediante el parámetro FOS/TAC que mide la relación entre la alcalinidad debida a los ácidos
grasos volátiles (AGV) y la debida al bicarbonato (alcalinidad), recomendándose no sobrepasar un valor de
0.3-0.4 para evitar la acidificación del reactor; la temperatura; agitación; tiempo de retención hidráulico; y la
carga orgánica volumétrica, cantidad de materia orgánica introducida diariamente en el digestor.
18
% Sólidos totales y % sólidos volátiles durante la digestión anaerobia
(La flecha indica la incorporación de alcachofa)
FOS/TAC y amonio durante la digestión anaerobia
(La flecha indica la incorporación de alcachofa)

PROTOCOLO DE OBTENCIÓN
1.LODO DE DEPURACIÓN DE EMPRESA DE TRANSFORMADOS
(PIMIENTO Y ALCACHOFA) + RESTOS DE ALCACHOFA.
1.5.- Seguimiento de la producción de biogás
19
Acumulación de la producción de biogás (la flecha indica la incorporación de alcachofa)
PROTOCOLO DE OBTENCIÓN
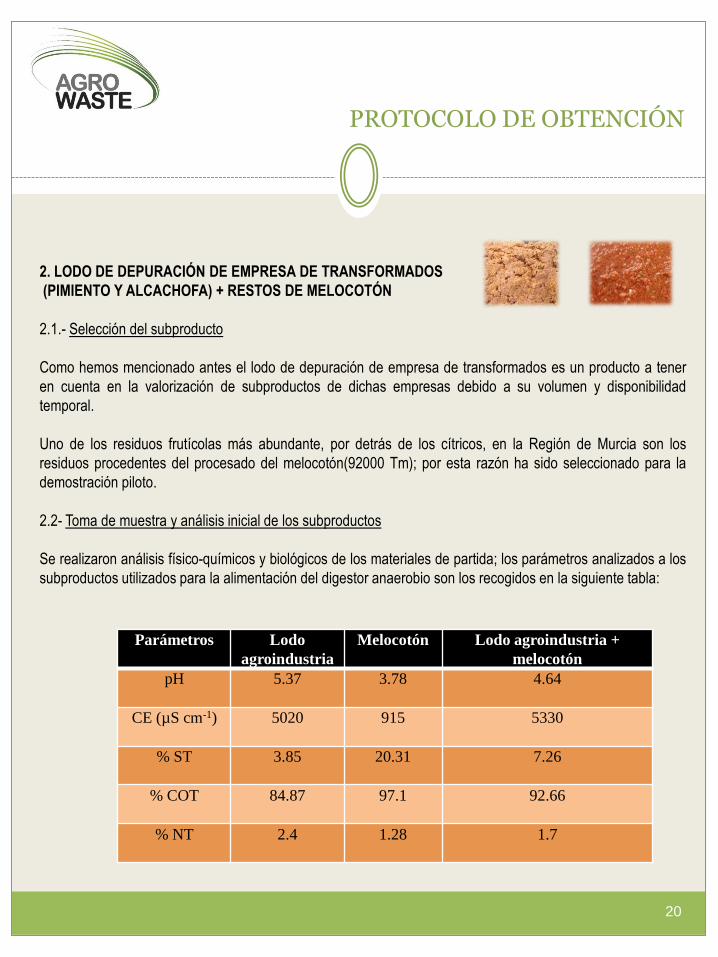
2. LODO DE DEPURACIÓN DE EMPRESA DE TRANSFORMADOS
(PIMIENTO Y ALCACHOFA) + RESTOS DE MELOCOTÓN
2.1.- Selección del subproducto
Como hemos mencionado antes el lodo de depuración de empresa de transformados es un producto a tener
en cuenta en la valorización de subproductos de dichas empresas debido a su volumen y disponibilidad
temporal.
Uno de los residuos frutícolas más abundante, por detrás de los cítricos, en la Región de Murcia son los
residuos procedentes del procesado del melocotón(92000 Tm); por esta razón ha sido seleccionado para la
demostración piloto.
2.2- Toma de muestra y análisis inicial de los subproductos
Se realizaron análisis físico-químicos y biológicos de los materiales de partida; los parámetros analizados a los
subproductos utilizados para la alimentación del digestor anaerobio son los recogidos en la siguiente tabla:
20
Parámetros Lodo
agroindustria
Melocotón Lodo agroindustria +
melocotón
pH 5.37 3.78 4.64
CE (µS cm-1) 5020 915 5330
% ST 3.85 20.31 7.26
% COT 84.87 97.1 92.66
% NT 2.4 1.28 1.7

PROTOCOLO DE OBTENCIÓN
2. LODO DE DEPURACIÓN DE EMPRESA DE TRANSFORMADOS
(PIMIENTO Y ALCACHOFA) + RESTOS DE MELOCOTÓN
2.3.- Descripción del proceso
El digestor fue inicialmente cargado con 270 L de lodo digerido de depuración de aguas urbanas, con un
tiempo de retención hidráulico de 27 días. El reactor fue alimentado con 10 Kg de lodo agroalimentario
periódicamente. Después de 60 días se inició el proceso de codigestión, añadiendo restos de pulpa de
melocotón. La proporción de lodo
de agroindustria/pulpa de melocotón de la alimentación fue variando buscando el
incremento en el tiempo del % de sólidos totales incorporados con la alimentación.
2.4.- Seguimiento de los parámetros de control del proceso
Como hemos mencionado anteriormente, los parámetros a los que se le ha hecho un seguimiento han sido:
pH, FOS/TAC, % ST y %SV.
21
Variación del pH
Variación FOS/TAC durante la digestión anaerobia

PROTOCOLO DE OBTENCIÓN
2. LODO DE DEPURACIÓN DE EMPRESA DE TRANSFORMADOS
(PIMIENTO Y ALCACHOFA) + RESTOS DE MELOCOTÓN
22
Variación del % ST del digestato
2.5.- Seguimiento de la producción de biogás
Acumulación de biogás durante el proceso de digestión anaerobia
PROTOCOLO DE OBTENCIÓN
2. LODO DE DEPURACIÓN DE EMPRESA DE TRANSFORMADOS
(PIMIENTO Y ALCACHOFA) + RESTOS DE MELOCOTÓN
23
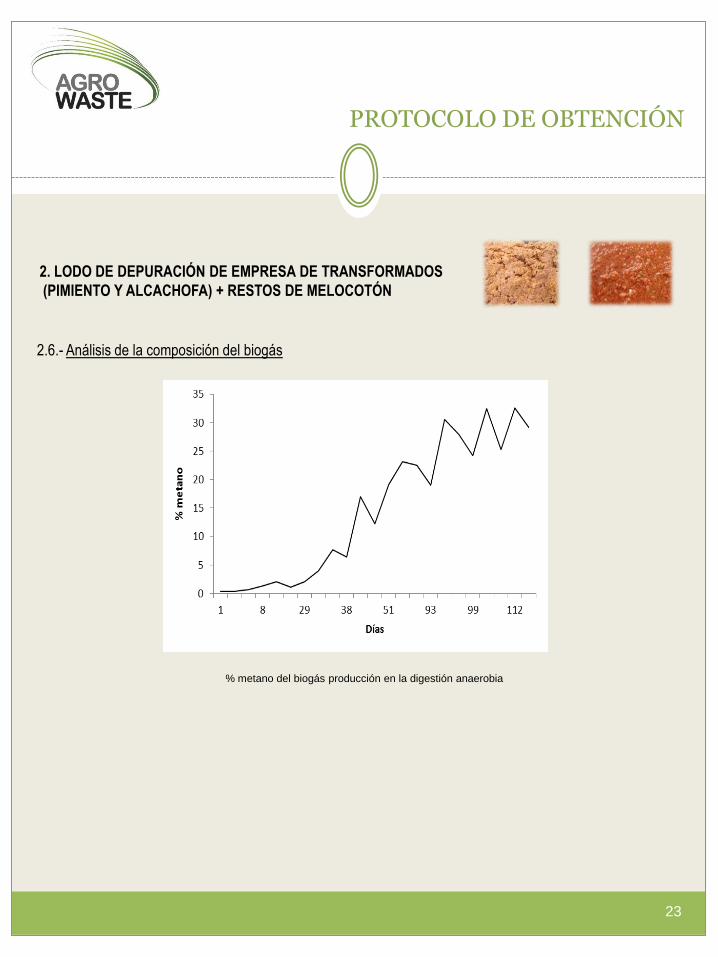
2.6.- Análisis de la composición del biogás
% metano del biogás producción en la digestión anaerobia

BIBLIOGRAFÍA
- BIOEXELL Training Manual. Teodorita Al Seadi, University of Southern Denmark, Esbjerg,
Denmark.
- Lise Appels et al (2008). Principles and potential of the anaerobic digestion of waste-activated
sludge. Progress in Energy and Combustion Science; 34, 755–781.
- Look Hulshoff et al (2008). Look hulshoff.biogas technology in Europe. Lettinga Associates
Foundation.
- Rafael Borja (2008). La Experiencia del Biogás en Andalucía. Consejo Superior de
Investigaciones Científicas.
- PROBIOGÁS (2009). Manual del estado del arte de la codigestión anaerobia de residuos
ganaderos y agroindustriales.
- IDAE (2007). Biomasa: Digestores anaerobios.
- M. Ros et al (2013). Archaeal community dynamics and abiotic characteristics in a mesophilic
anaerobic co-digestion process treating fruit and vegetable processing waste sludge with chopped
fresh artichoke waste, Bioresource Techonology: 136, 1-7.
- Pacheco et al (2003). Arranque de un reactor anaerobio, Ingeniería: 7, 21-25.
- El-Fadel y Massoud (2001). Estimation of methane emissions from wastewater management,
Environmental pollution, 114, 177-185.
24

AGRADECIMIENTOS
Agrowaste es un proyecto europeo cofinanciado por la Unión Europea dentro del programa LIFE+. Los socios
del proyecto queremos expresar nuestro sincero agradecimiento a la Comisión Europea por su apoyo.
También, los miembros del proyecto LIFE+Agrowaste queremos agradecer el apoyo y colaboración recibido
por parte de las empresas de nuestra Región. Desde aquí nos gustaría destacar su respuesta positiva y
facilidades para la recogida de la materia prima utilizada en las demostraciones planificadas a lo largo de estos
años.
ULTRACONGELADOS AZARBE, S.A
CITRICOS DE MURCIA, S.A
Sociedad de Depuración
Virgen de los Dolores, S.L.
25