gestion mantenimiento(mantenimiento predictivo)
DESCRIPTION
Mantenimiento predictivoTRANSCRIPT
GESTIÓN DEL
MANTENIMIENTO
PREDICTIVO
MSc Ing. Víctor D. Manríquez
IPEMAN – 14 & 15 julio 2012
INTRODUCCIÓN
Víctor D. Manríquez 2
Generalidades del Mantenimiento Industrial
Tipos de Mantenimiento
Beneficios del PdM
Confiabilidad
Víctor D. Manríquez 3
MANTENIMIENTO
Cuando todo va bien, nadie recuerda que existe.Cuando algo va mal, dicen que no existe.
Cuando es para gastar, se dice que no es necesario.Pero cuando realmente no existe,
todos concuerdan en que debería existir
A. Suter (Westinghouse)
RCM TPM ERP EAM CMMS BSC
SAP CBM TPS SIG MTBF MTTR
SCADA RCA FMEA OEE ASME ISO
SMRP RAM RBI KPI IEEE RCFA
WCM PDCA CAPEX OPEX LOTO IPER
Víctor D. Manríquez 4
Víctor D. Manríquez 5
Actividad minera en Arizona, año1912
¿Quién es el Supervisor?
Photo Credit Freeparking
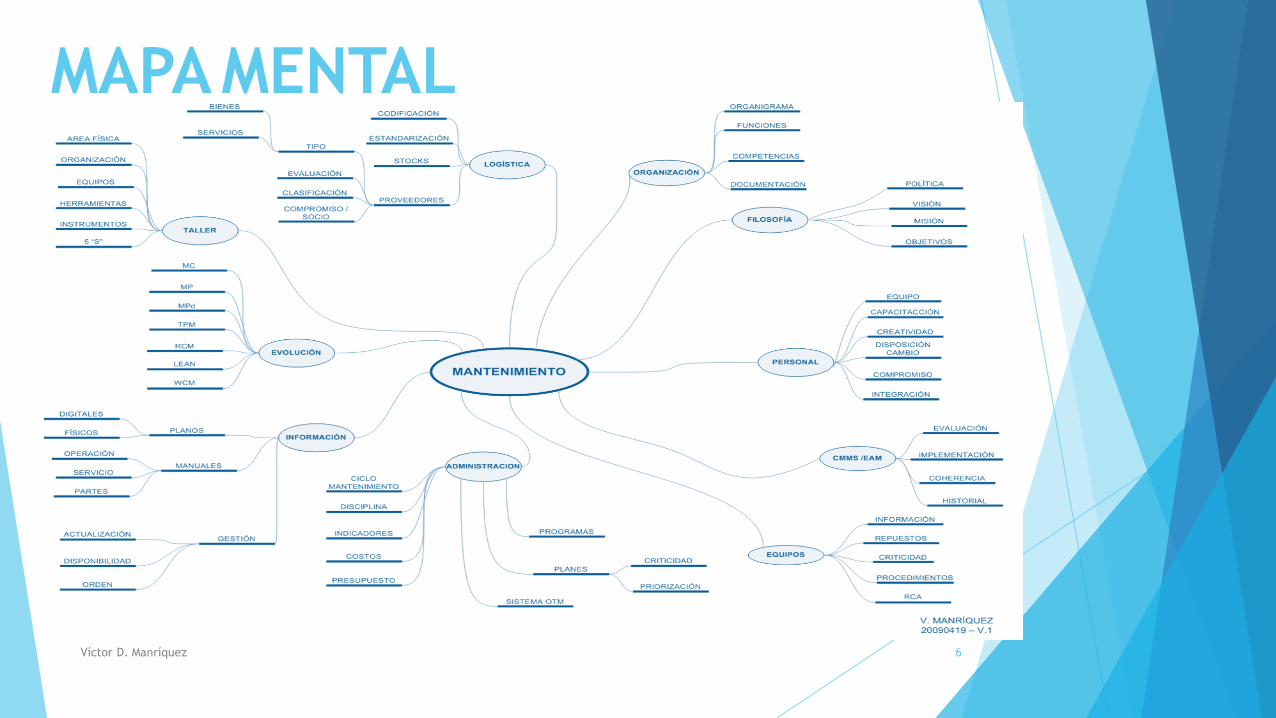
MAPAMENTAL
Víctor D. Manríquez 6
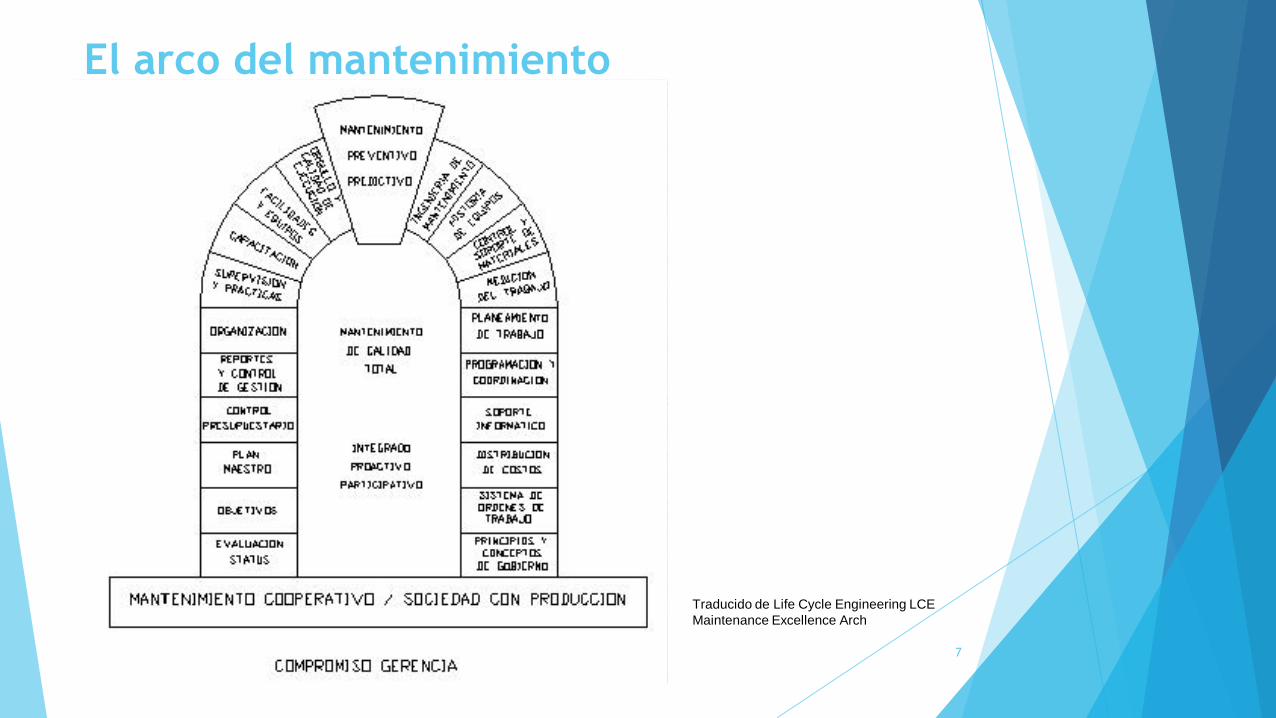
El arco del mantenimiento
Víctor D. Manríquez 7
Traducido de Life Cycle Engineering LCE
Maintenance Excellence Arch
¿QUÉ ES MANTENIMIENTO?
Víctor D. Manríquez 8
MANTENIMIENTOCombinación de todas las acciones
técnicas y administrativas,
incluyendo supervisión, previstas
para conservar o restablecer un ítem
a un estado en el cual pueda
desempeñar la función requerida.
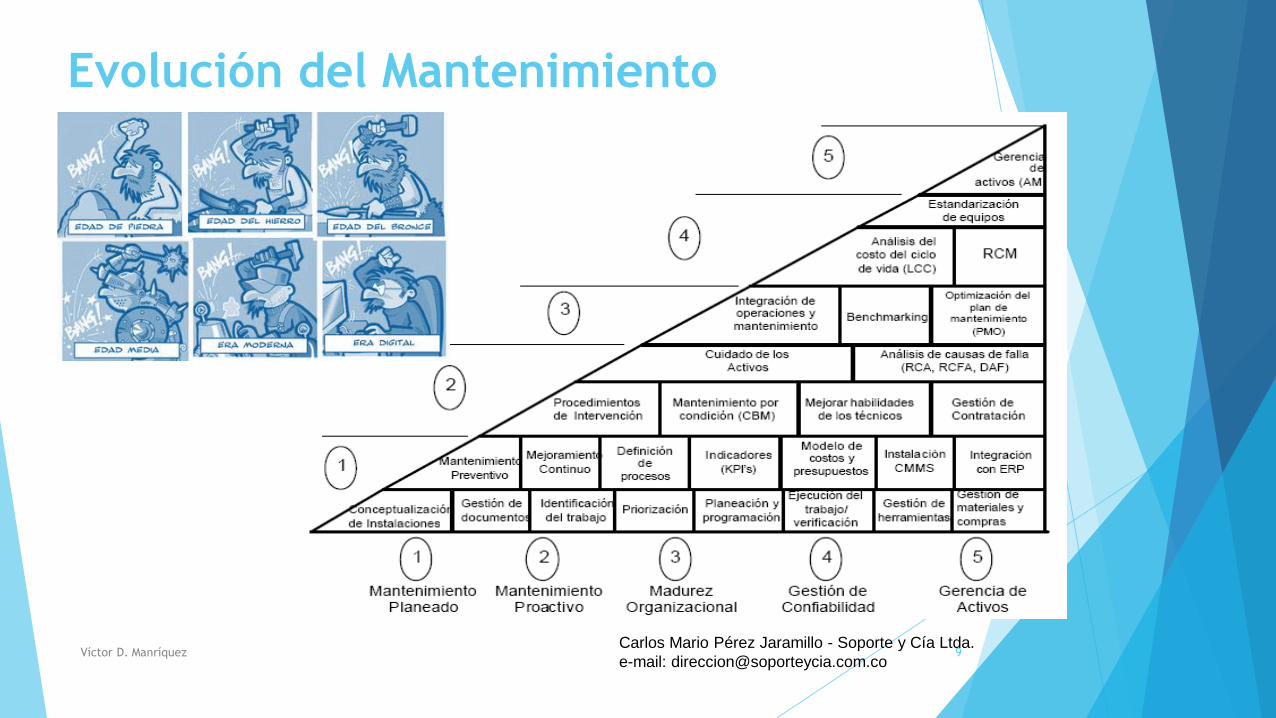
Evolución del Mantenimiento
Víctor D. Manríquez 9Carlos Mario Pérez Jaramillo - Soporte y Cía Ltda.
e-mail: [email protected]
Cambios de relevancia para el Mantenimiento
Víctor D. Manríquez 10
Globalización
Competitividad
Dificultad pronósticos
Enfoque al cliente
Mayores expectativas
Valor agregado
Cambios de relevancia para el Mantenimiento
Víctor D. Manríquez 11
Comunicaciones
Medición desempeño
Gestión del cambio
Stakeholders
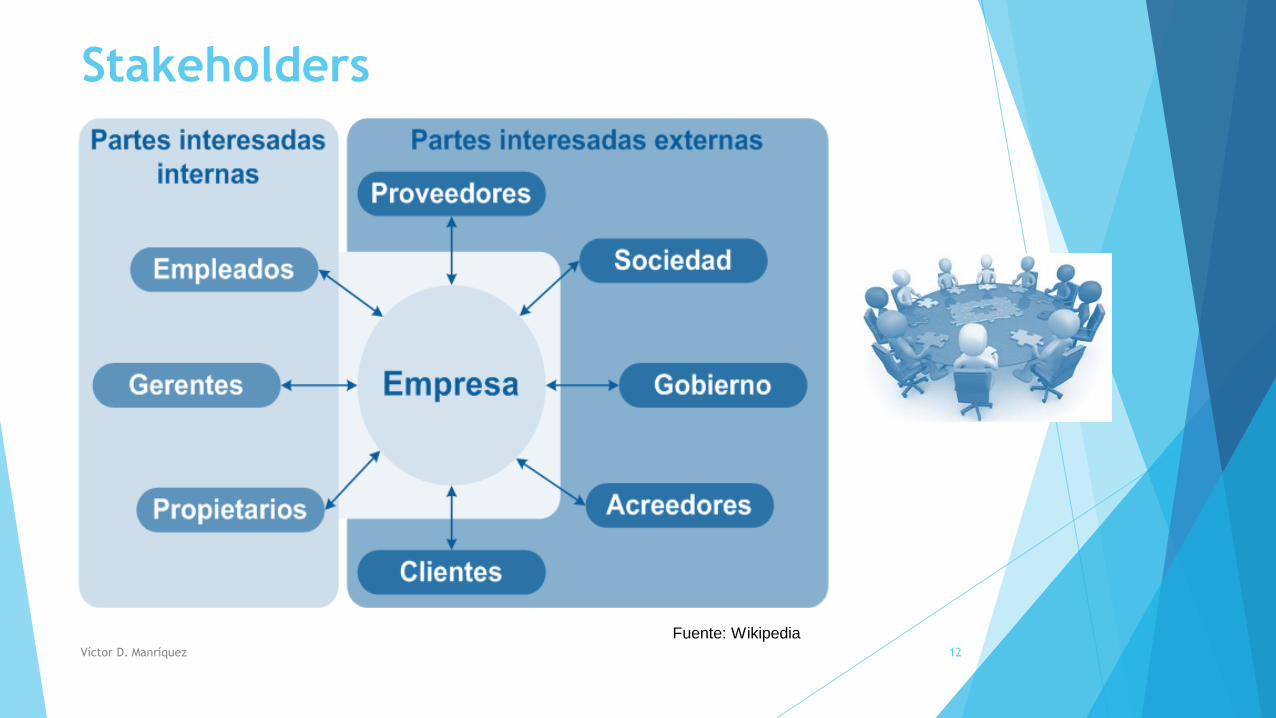
Stakeholders
Víctor D. Manríquez 12
Fuente: Wikipedia
OBJETIVOS CORPORATIVOS, OPERATIVOS Y DE MANTENIMIENTO
Víctor D. Manríquez 13
Aspectos esenciales
A todo nivel
Alineamiento
Liderazgo Dirección

Los objetivos deben ser…
Víctor D. Manríquez 14
Escritos
Entendibles
MediblesDesafiantes
Obtenibles
Los objetivos están hechos de…
Víctor D. Manríquez 15
Verbo
Atributos
Unidad de medida
Cantidad
Unidad de tiempo
Ejemplos de objetivos
Víctor D. Manríquez 16
Incrementar la disponibilidad
promedio de planta desde el 92%
actual a 95% en 6 meses y a 97 %
en un año.
Ejemplos de objetivos
Víctor D. Manríquez 17
Reducir los costos de
mantenimiento correctivo en
un 10% respecto del año
2011.
Ejemplos de objetivos
Víctor D. Manríquez 18
Mejorar la efectividad de la
operación en unidades
aceptadas de 1x106 actual a
1,5x106 en 12 meses.
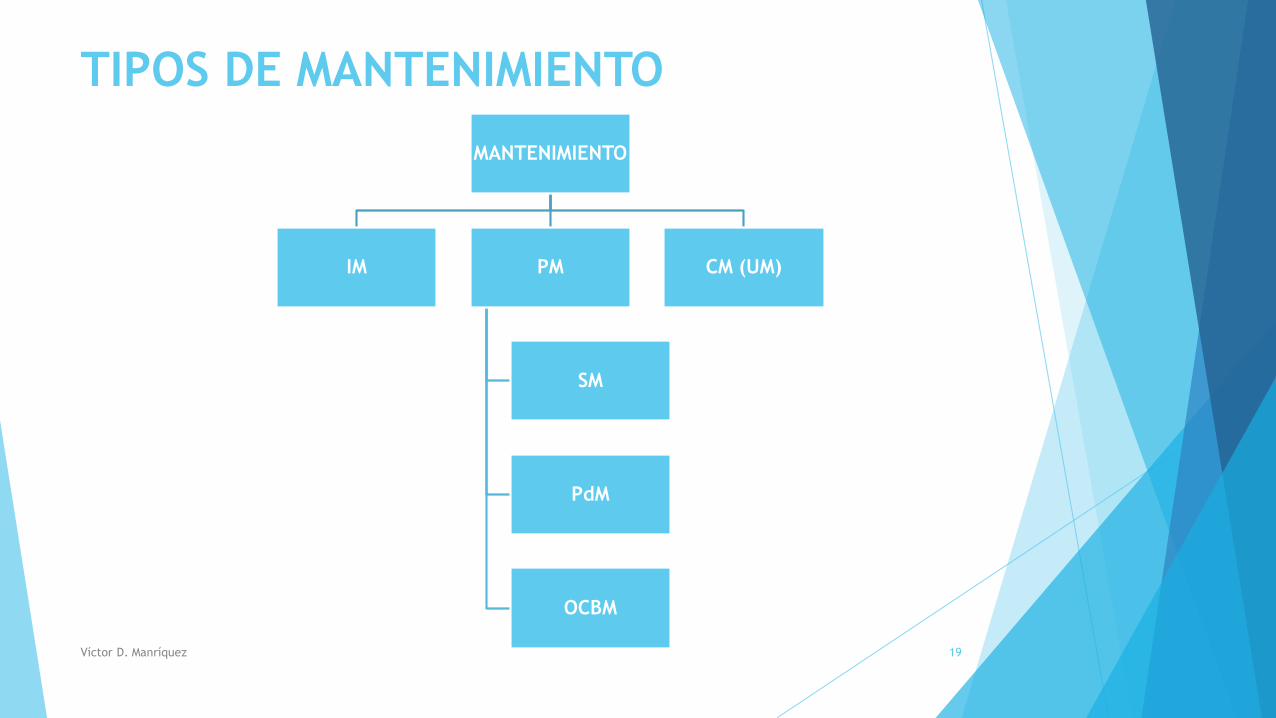
TIPOS DE MANTENIMIENTO
Víctor D. Manríquez 19
MANTENIMIENTO
IM PM
SM
PdM
OCBM
CM (UM)
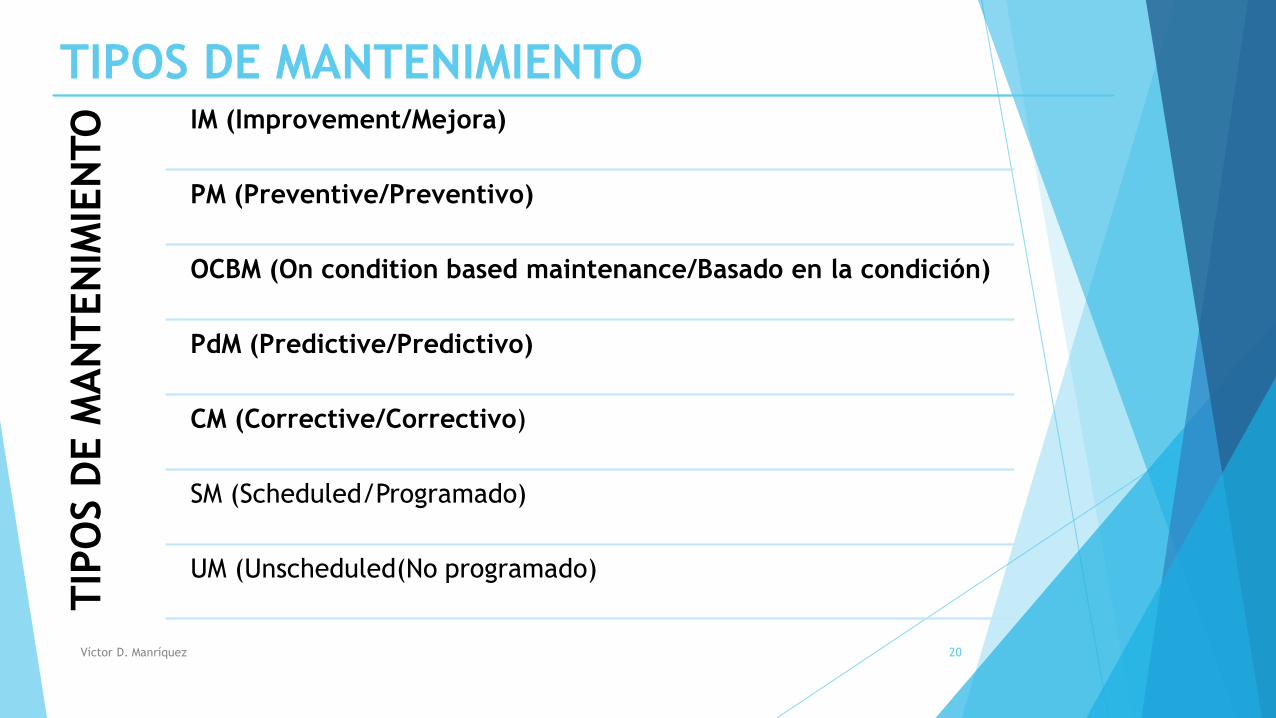
TIPOS DE MANTENIMIENTO
Víctor D. Manríquez 20
TIP
OS D
E M
AN
TEN
IMIE
NTO IM (Improvement/Mejora)
PM (Preventive/Preventivo)
OCBM (On condition based maintenance/Basado en la condición)
PdM (Predictive/Predictivo)
CM (Corrective/Correctivo)
SM (Scheduled/Programado)
UM (Unscheduled(No programado)
Mantenimiento Correctivo
Víctor D. Manríquez 21
Mantenimiento no programado o
acciones de reparación, realizadas
como resultado de una falla o
deficiencias, para restablecer activos
a una condición específica.
Características
Víctor D. Manríquez 22
Reparación de averías.
No planificado.
Aplicación mediante análisis de costos.
Características
Víctor D. Manríquez 23
Aplicable
a
equip
os:
Sin significación en el proceso productivo
Bajo costo
Auxiliares
Sin riesgo para el personal o el medio ambiente
“Aquí solo hacemos reparaciones permanentes”
Víctor D. Manríquez 24
Razones
com
unes
para
que
una p
lanta
no s
iga las
“M
ejo
res
Prá
cti
cas
de
Mante
nim
iento
”:
Mantenimiento totalmente reactivo.
Personal de mantenimiento no tiene las competencias requeridas.
Equipo de mantenimiento carece de la disciplina o dirección necesarias.
La dirección no apoya suficientemente la gestión del mantenimiento.
Mantenimiento Preventivo
Víctor D. Manríquez 25
Acciones realizadas con el objetivo de
mantener un activo en una condición
específica de operación proveyendo una
inspección y detección sistemáticas y
prevención de fallas incipientes.
Mantenimiento Predictivo
Víctor D. Manríquez 26
Acciones para determinar la condición de
una máquina mientras está en operación y
detectar fallas, analizarlas, encontrar su
causa y corregir el problema,
programando el mantenimiento correctivo
antes de la falla.
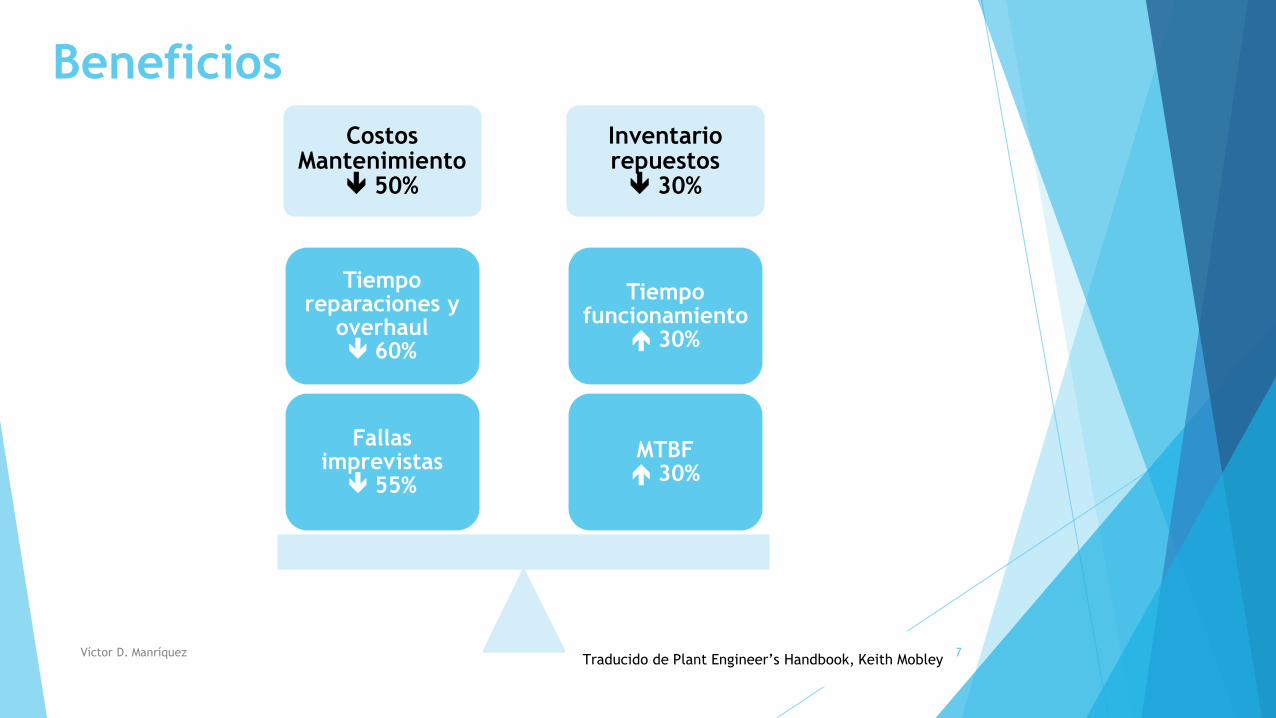
Beneficios
Víctor D. Manríquez 27
Costos Mantenimiento
50%
Inventario repuestos 30%
MTBF 30%
Tiempo funcionamiento
30%
Fallas imprevistas 55%
Tiempo reparaciones y
overhaul 60%
Traducido de Plant Engineer’s Handbook, Keith Mobley
Víctor D. Manríquez 28
Beneficios
Para una planta manufacturera típica, una reducción de 10 % en los costos de mantenimiento tiene el mismo efecto en los resultados de la empresa que un incremento de 40% en las ventas
Con un programa de PdM apropiadamente diseñado pueden reemplazarse hasta un 30 % de las tareas de mantenimiento preventivo.
Allied Reliability, Inc.

OEE (Overall Equipment Efectiveness)
Víctor D. Manríquez 29
OEE = DISPONIBILIDAD x VELOCIDAD PRODUCCIÓN x
CALIDAD
VELOCIDAD= (PRODUCCIÓN
REAL)/(CAPACIDAD EQUIPO)
CALIDAD= (PRODUCCIÓN TOTAL-
PRODUCCIÓN PERDIDA)/(PRODUCCIÓN
TOTAL)
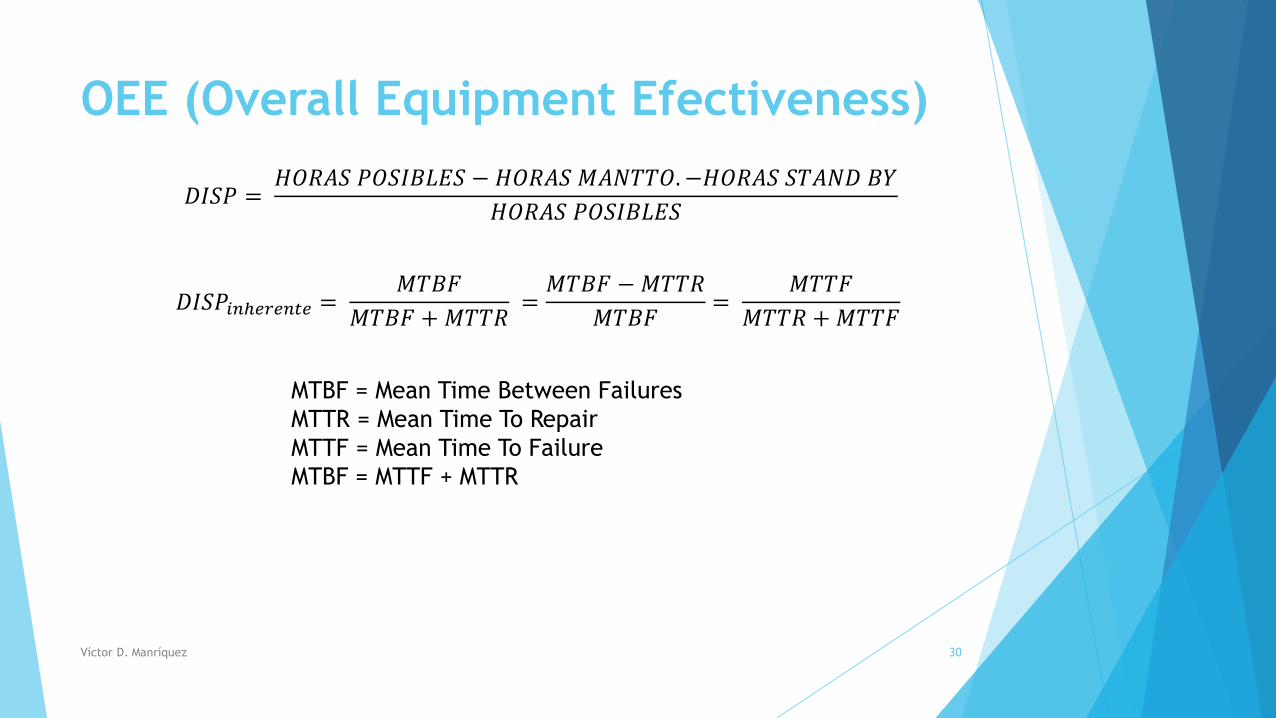
OEE (Overall Equipment Efectiveness)
Víctor D. Manríquez 30
𝐷𝐼𝑆𝑃 =𝐻𝑂𝑅𝐴𝑆 𝑃𝑂𝑆𝐼𝐵𝐿𝐸𝑆 − 𝐻𝑂𝑅𝐴𝑆 𝑀𝐴𝑁𝑇𝑇𝑂.−𝐻𝑂𝑅𝐴𝑆 𝑆𝑇𝐴𝑁𝐷 𝐵𝑌
𝐻𝑂𝑅𝐴𝑆 𝑃𝑂𝑆𝐼𝐵𝐿𝐸𝑆
𝐷𝐼𝑆𝑃𝑖𝑛ℎ𝑒𝑟𝑒𝑛𝑡𝑒 =𝑀𝑇𝐵𝐹
𝑀𝑇𝐵𝐹 +𝑀𝑇𝑇𝑅=𝑀𝑇𝐵𝐹 −𝑀𝑇𝑇𝑅
𝑀𝑇𝐵𝐹=
𝑀𝑇𝑇𝐹
𝑀𝑇𝑇𝑅 +𝑀𝑇𝑇𝐹
MTBF = Mean Time Between Failures
MTTR = Mean Time To Repair
MTTF = Mean Time To Failure
MTBF = MTTF + MTTR
Confiabilidad
Víctor D. Manríquez 31
Confiabilidad
Capacidad de un ítem de
desarrollar una función
requerida bajo las condiciones
dadas por un intervalo de tiempo
dado.
ISO 14224 :2006 3.44
Confiabilidad
Víctor D. Manríquez 32
𝑅 = 𝑒−(
𝑡𝜂
)𝛽 = 𝑒−(
𝑡𝑀𝑇𝐵𝐹
)𝛽 = 𝑒−𝜆𝑡
Distribución de Weibull
t tiempo de mantenimiento programado
tiempo de supervivencia
β < 1 MORTALIDAD INFANTIL (montaje, diseño, material)
β = 1 ALEATORIO (operación, mantenimiento, mezclando falla)
β > 1 DESGASTE
RCM (Reliability Centered Maintenance)
Víctor D. Manríquez 33
Proceso utilizado para determinar
que se debe hacer para asegurar
que cualquier activo físico
continúe haciendo lo que sus
usuarios quieren que haga en su
contexto operacional actual.
(RCM II; Moubray, John)
¿Implementación o Implantación?
Víctor D. Manríquez 34
implementar.1. tr. Poner en funcionamiento, aplicar métodos, medidas, etc., para llevar algo a cabo.
implantar.2. tr. Establecer y poner en ejecución nuevas doctrinas, instituciones, prácticas o costumbres.
Implementación de un Programa de PdM
Víctor D. Manríquez 35
• Lista de equipos
• Técnicas de PdM a aplicar
• Equipos a monitorear
• Flujo del PdM
• Indicadores del programa
• Bases de datos del PdM
• Tipo de Programa
Lista de equipos
Víctor D. Manríquez 36
La base de un programa exitoso
de PdM es una simple lista.
Una lista detallada y precisa de equipos.
Lista de equipos
Víctor D. Manríquez 37
Identificar como puede fallar el
equipo.
Escoger la tecnología
apropiada para aplicar al activo.
Determinar la cantidad ideal de
PdM para su planta.
Ranking de criticidad de cada activo.
Construir las bases de datos
para cada tecnología de
PdM.
Determinar los niveles de staff
del PdM.
Lista de equipos
Víctor D. Manríquez 38
Código (TAG) del equipo
Descripción del equipo
Tipo de equipo
Área / Ubicación del equipo
Lista de equipos
Víctor D. Manríquez 39
Recolección manual de data basada en papel.
Uso de software de recolección de data.D
ata
incom
ple
ta
Data
impre
cisa
Técnicas de PdM a aplicar
Víctor D. Manríquez 40
¿Por
dónde c
om
enzar?
Muchas compañías comienzan por una de las tecnologías más comunes.
Análisis vibracional.
¿Tiene sentido, no?
¡Incorrecto!
¿Cuáles son los conceptos básicos del PdM?
Técnicas de PdM a aplicar
Víctor D. Manríquez 41
ENTENDER MODOS DE FALLA
APLICAR TECNOLOGÍAS DE
DETECCIÓN
Técnicas de PdM a aplicar
Víctor D. Manríquez 42
CONFIRMAR TÉCNICAS A APLICAR
MODOS DE FALLA
LISTA DE EQUIPOS
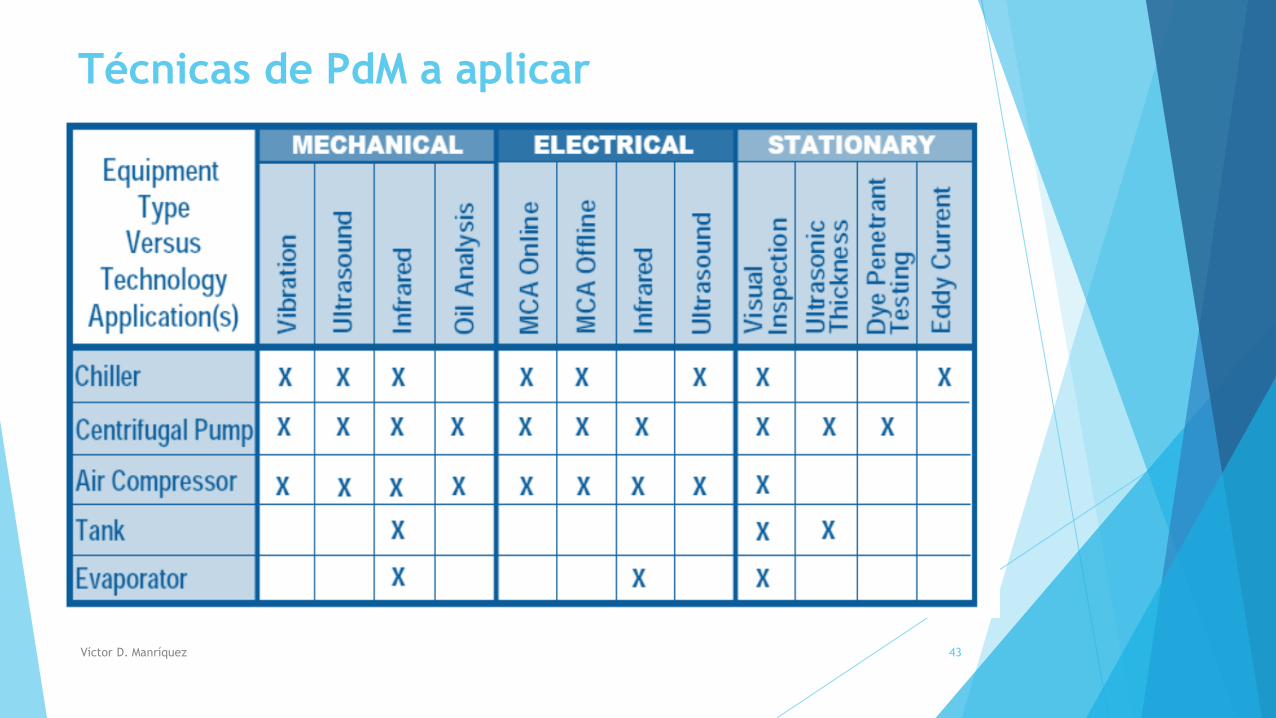
Técnicas de PdM a aplicar
Víctor D. Manríquez 43
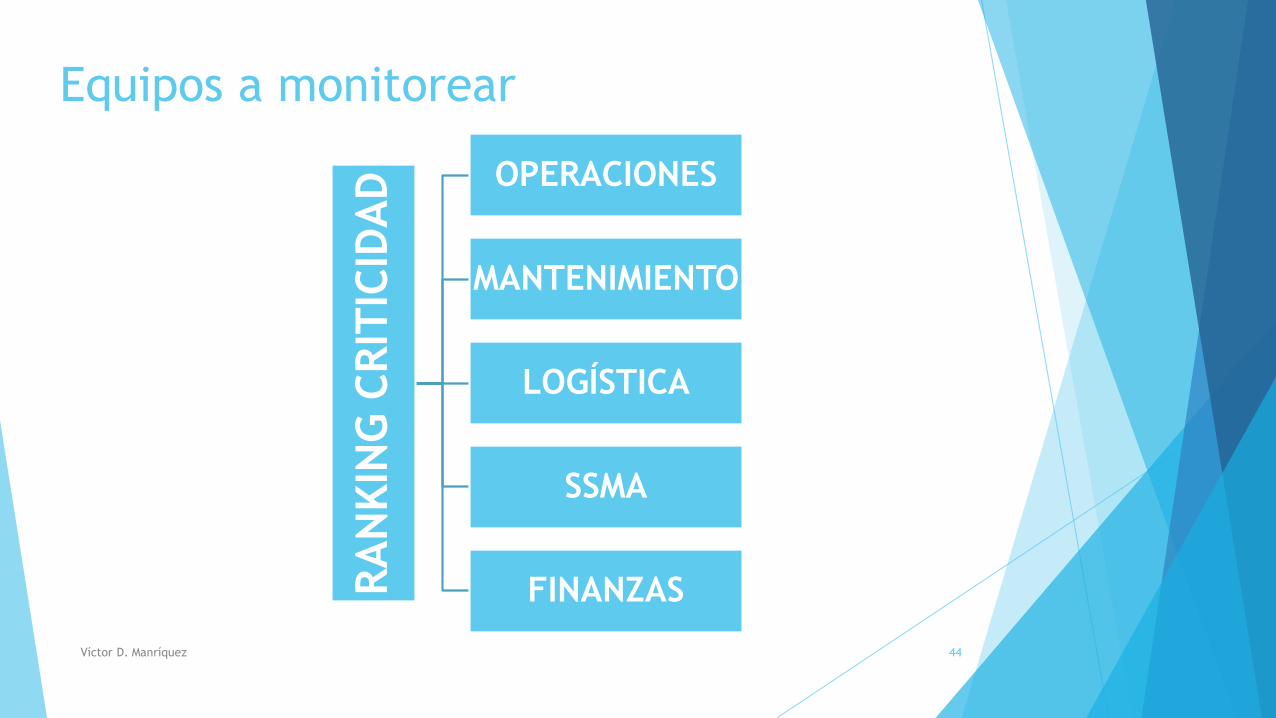
Equipos a monitorear
Víctor D. Manríquez 44
RA
NK
ING
CR
ITIC
IDA
D OPERACIONES
MANTENIMIENTO
LOGÍSTICA
SSMA
FINANZAS
Equipos a monitorear
Víctor D. Manríquez 45
SISTEMA ABC 80 - 20

Equipos a monitorear
Víctor D. Manríquez 46
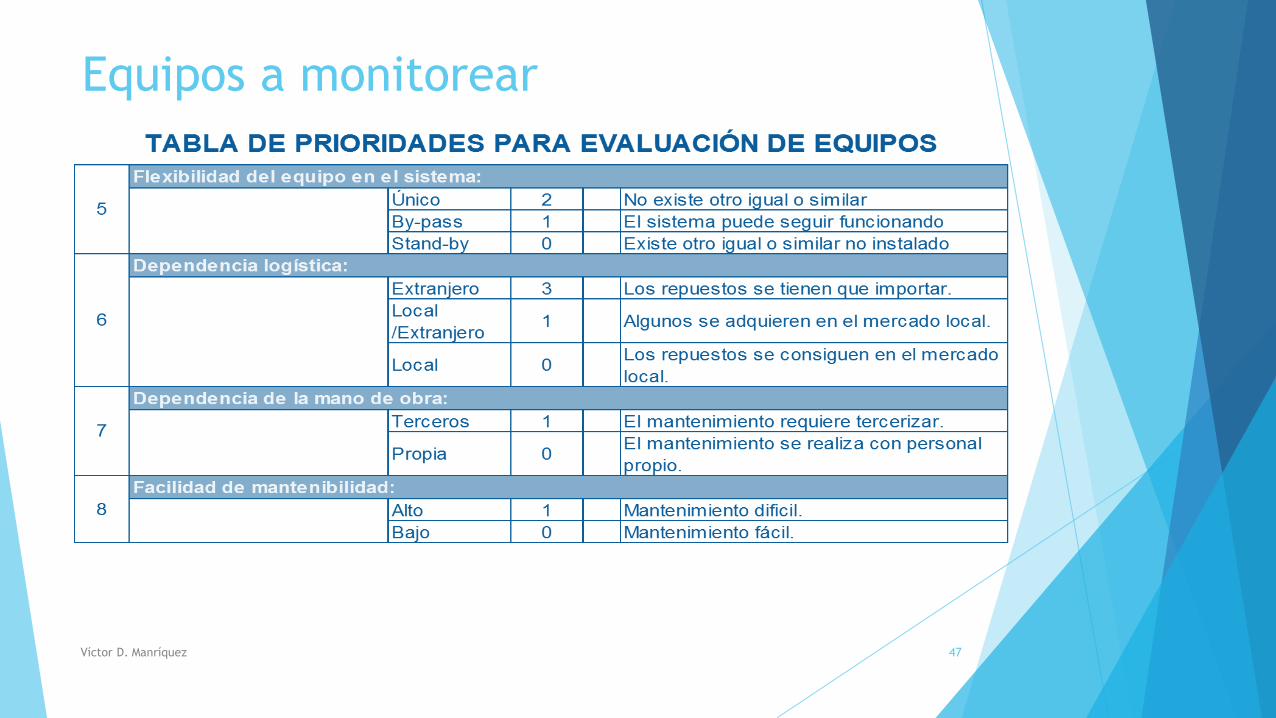
Equipos a monitorear
Víctor D. Manríquez 47
Equipos a monitorear
Víctor D. Manríquez 48
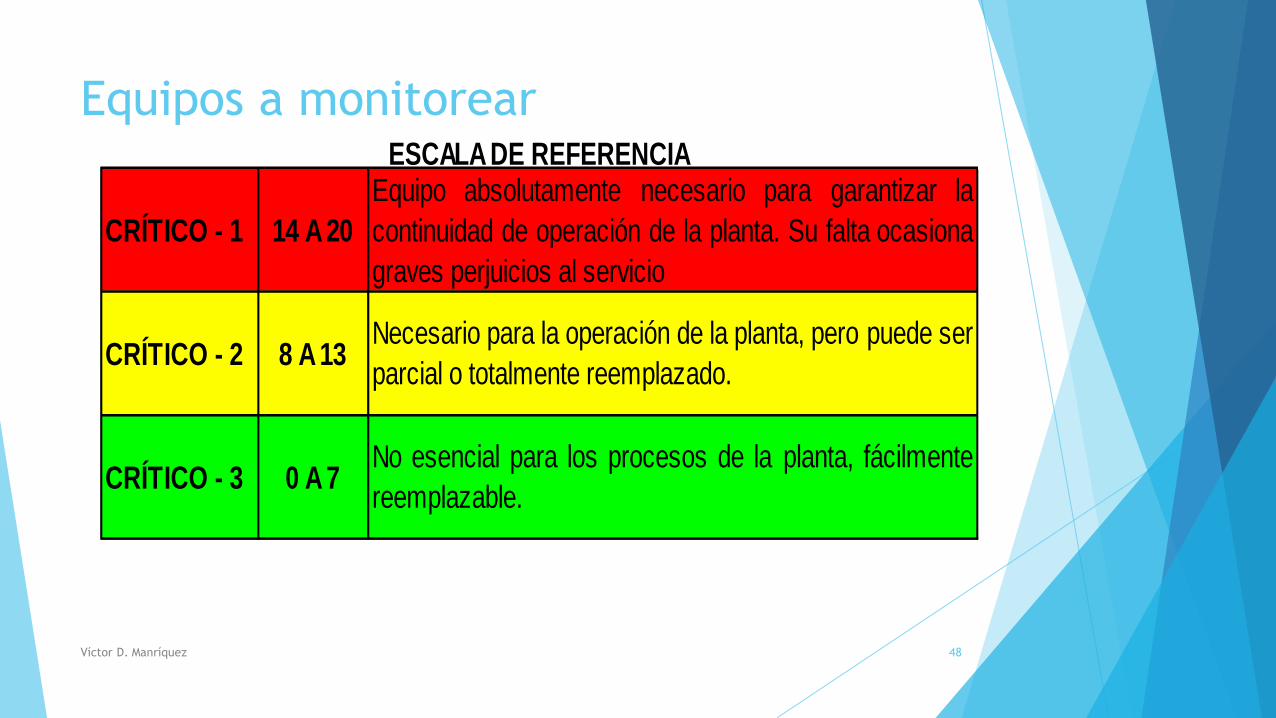
CRÍTICO - 1 14 A 20
CRÍTICO - 2 8 A 13
CRÍTICO - 3 0 A 7
Equipo absolutamente necesario para garantizar la
continuidad de operación de la planta. Su falta ocasiona
graves perjuicios al servicio
Necesario para la operación de la planta, pero puede ser
parcial o totalmente reemplazado.
No esencial para los procesos de la planta, fácilmente
reemplazable.
ESCALA DE REFERENCIA
Flujo del PdM
Víctor D. Manríquez 49
Identificar problemas
Planear y programar mantenimiento correctivo
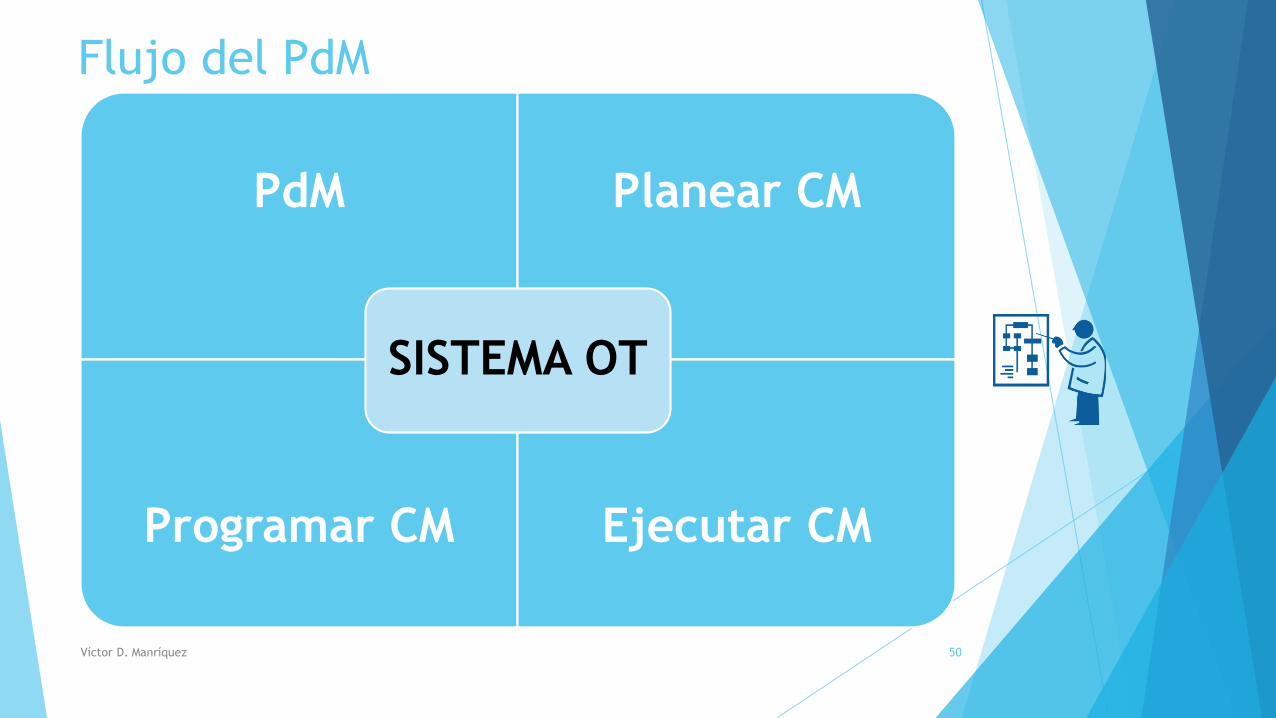
Flujo del PdM
Víctor D. Manríquez 50
PdM Planear CM
Programar CM Ejecutar CM
SISTEMA OT
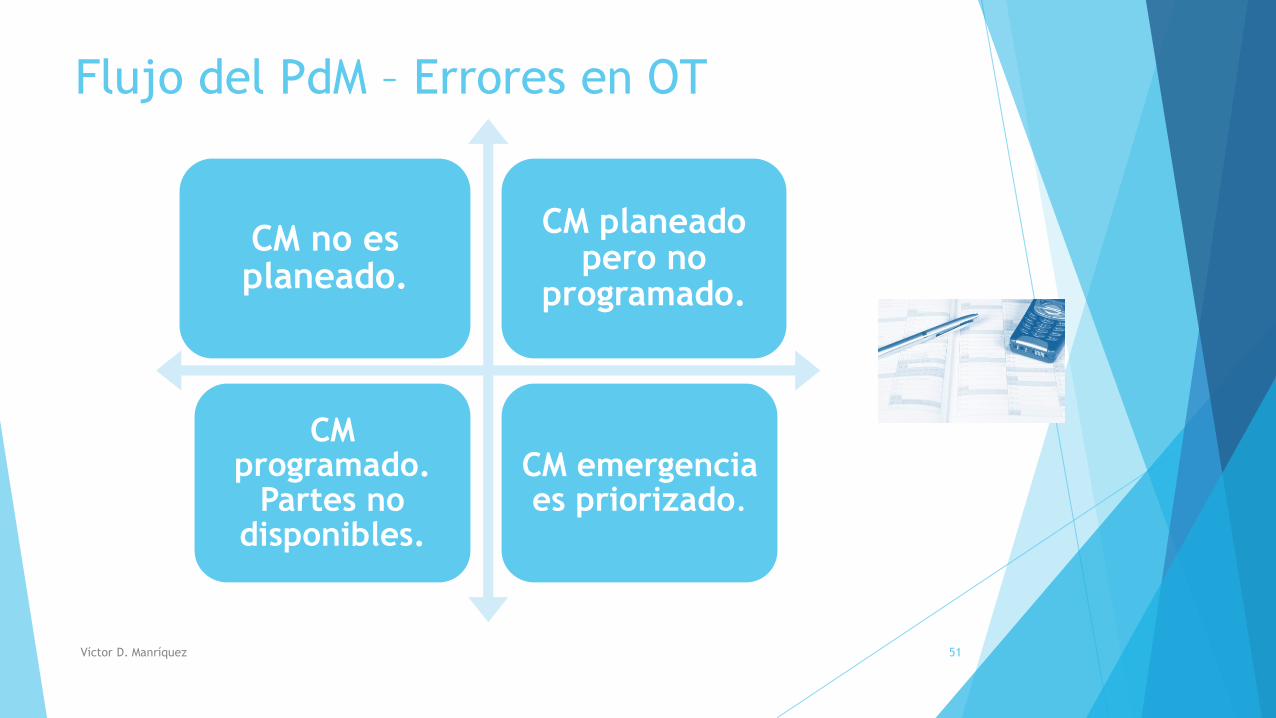
Flujo del PdM – Errores en OT
Víctor D. Manríquez 51
CM no es planeado.
CM planeado pero no
programado.
CM programado.
Partes no disponibles.
CM emergencia es priorizado.
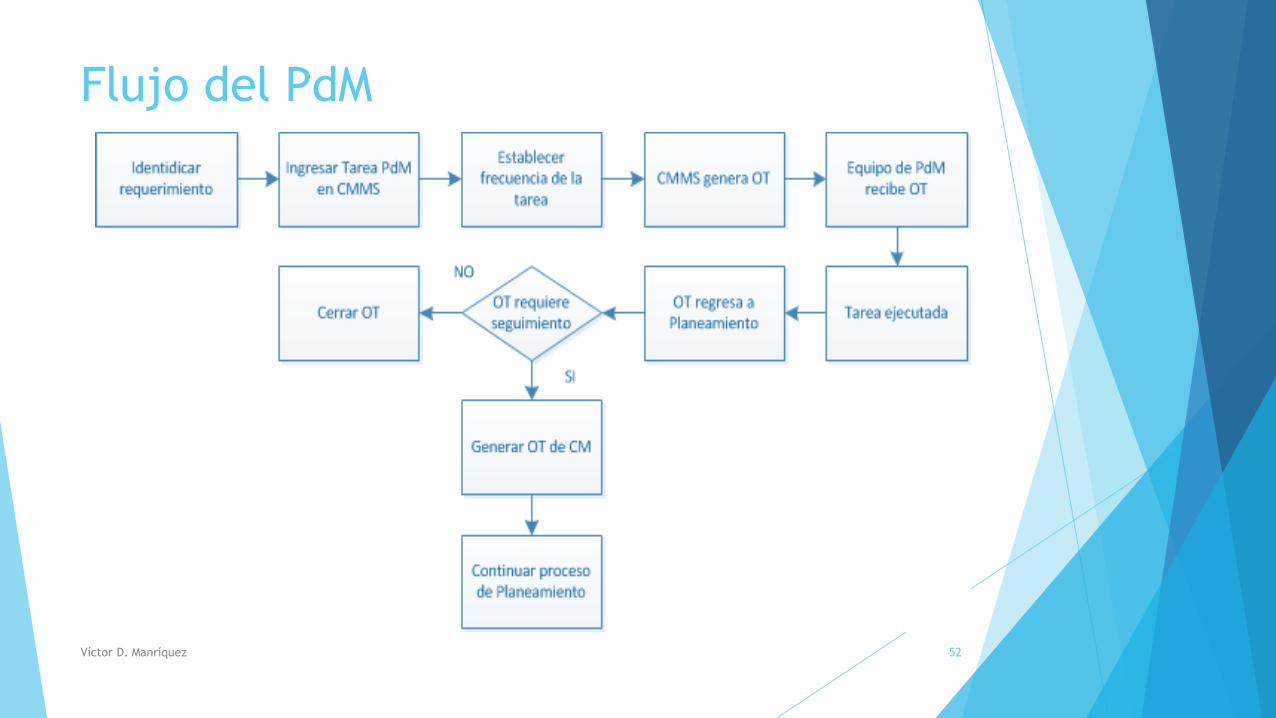
Flujo del PdM
Víctor D. Manríquez 52
Indicadores del programa
Víctor D. Manríquez 53
¿Qué m
edir
? Si no lo mide, no puede probar que ocurrió.
Cuanto menos sepa, más tendrá que medir.
Lo que se mide puede ser mejorado.
Indicadores del programa
Víctor D. Manríquez 54
DIEZ INDICADORES SUGERIDOS
PRINCIPAL% H-H DE MANTENIMIENTO GENERADAS POR PdM
Indicadores del programa
Víctor D. Manríquez 55
Mejores prácticas:
50 % H-H de mantenimiento
PdM y CM generado por
PdM
Indicadores del programa
Víctor D. Manríquez 56
Eficacia del PdM
•𝐻𝑂𝑅𝐴𝑆 𝐷𝐸 𝐶𝑀 𝐼𝐷𝐸𝑁𝑇𝐼𝐹𝐼𝐶𝐴𝐷𝐴 𝑃𝑂𝑅 𝑃𝑑𝑀
𝐻𝑂𝑅𝐴𝑆 𝑈𝑇𝐼𝐿𝐼𝑍𝐴𝐷𝐴𝑆 𝐼𝑁𝑆𝑃𝐸𝐶𝐶𝐼𝑂𝑁𝐸𝑆 𝑃𝑑𝑀
Víctor D. Manríquez 57
Indicadores del programa
Víctor D. Manríquez 58
% recomendaciones PdM completadas entre 30 a 90 días.
Porcentaje de mantenimiento planeado .
% Mantenimiento planeado en el Backlog.
Adherencia al PdM programado.
Indicadores del programa
Víctor D. Manríquez 59
MTBF
OEE
Wrench Time
Costos de mantenimiento como % costo del activo
Indicadores del programa
Víctor D. Manríquez 60
Rela
cio
nado
con…
Horas Hombre
Inventario de repuestos
Consumo de energía
Calidad de producto
Performance SSMA
Capacidad de procesos

Indicadores del programa
Víctor D. Manríquez 61
¿QUÉ NO MEDIR?
COSTOS EVITADOS
NO FIGURAN EN ESTADOS FINANCIEROS
Bases de datos del PdM
Víctor D. Manríquez 62
PdM es un proceso conducido por datos.
Adquisición de la data correcta.
Integridad de la data.
Bases de datos del PdM
Víctor D. Manríquez 63
¿Qué data necesitamos colectar,
para que en caso haya un
problema se muestre y podamos
observarlo?
Bases de datos del PdM
Víctor D. Manríquez 64
Teoría detrás de las tecnologías de PdM
Puntos de medición en el equipo
Capacidad de detección de las técnicas de PdM
Modos de falla
Bases de datos del PdM
Víctor D. Manríquez 65
Establecer los límites de alarma
Como trabajan el hardware y el software
Presentación de la data para análisis
Bases de datos del PdM
Víctor D. Manríquez 66
RECOMENDACIÓN
La configuración y ajuste de la
base de datos son mejor
desarrollados por un analista
de nivel 3 en la tecnología
específica

Tipo de Programa
Víctor D. Manríquez 67
CONTRATO
MIXTO
INTERNO
Tipo de Programa
Víctor D. Manríquez 68
• El programa de PdM es gestionado enteramente en la organización: Recolección, interpretación, análisis y recomendaciones.
Interno
• Todas las funciones son desarrolladas por una empresa de servicios (Outsourcing).Contrato
• Combina las dos primeras.Por ejemplo recolección interna, análisis externo.Mixto

Tipo de Programa
Víctor D. Manríquez 69
Costos M.O.Entrenamiento
& DesarrolloCoaching &
Tutoría
ReclutamientoHardware &
SoftwarePlazo de
implementación
Diagnósticos remotos y soporte
adicional
Oportunidades de carrera
Tipo de Programa
Víctor D. Manríquez 70
¿Cuándo o
pta
r por
el
outs
ourc
ing?
Requisito inmediato de experiencia.
PdM no es parte del “core business”
Organizaciones con múltiples locaciones.
Oportunidades de mejora en otras áreas de la confiabilidad.
Visión objetiva del estado de los activos.
Tipo de Programa
Víctor D. Manríquez 71
¿Cóm
o s
ele
ccio
nar
el pro
veedor?
Habilidad de integrar múltiples tecnologías.
PdM es una competencia central.
Analistas calificados en cada tecnología.
Integración con el los softwares de gestión de la organización (CMMS, EAM, ERP).
Víctor D. Manríquez 72
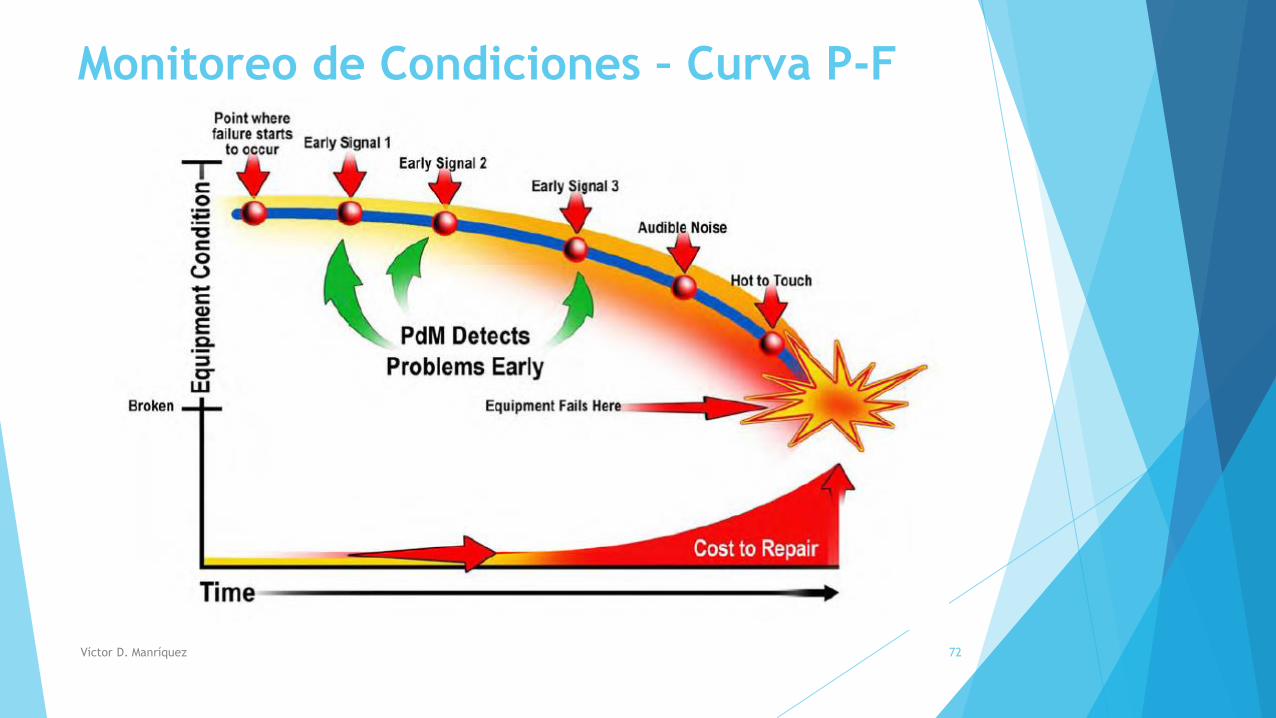
Monitoreo de Condiciones – Curva P-F
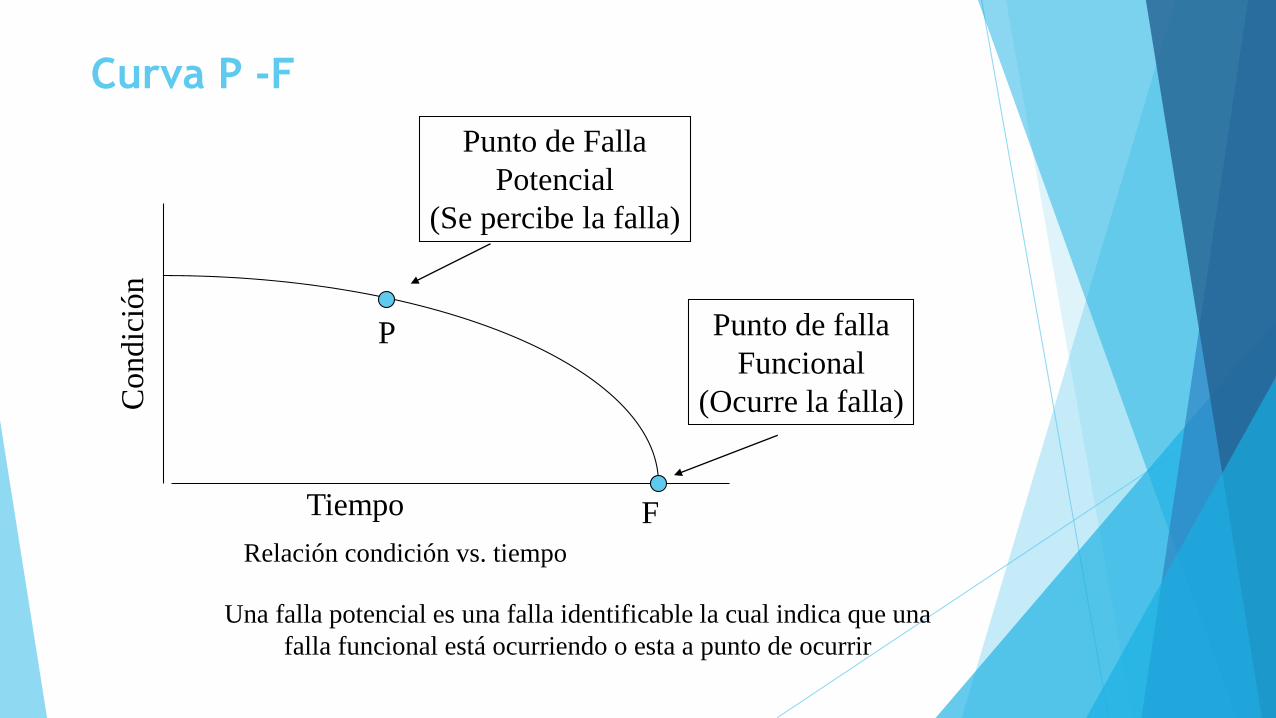
Curva P -F
F
P
Tiempo
Co
ndic
ión
Punto de Falla
Potencial
(Se percibe la falla)
Punto de falla
Funcional
(Ocurre la falla)
Una falla potencial es una falla identificable la cual indica que una
falla funcional está ocurriendo o esta a punto de ocurrir
Relación condición vs. tiempo
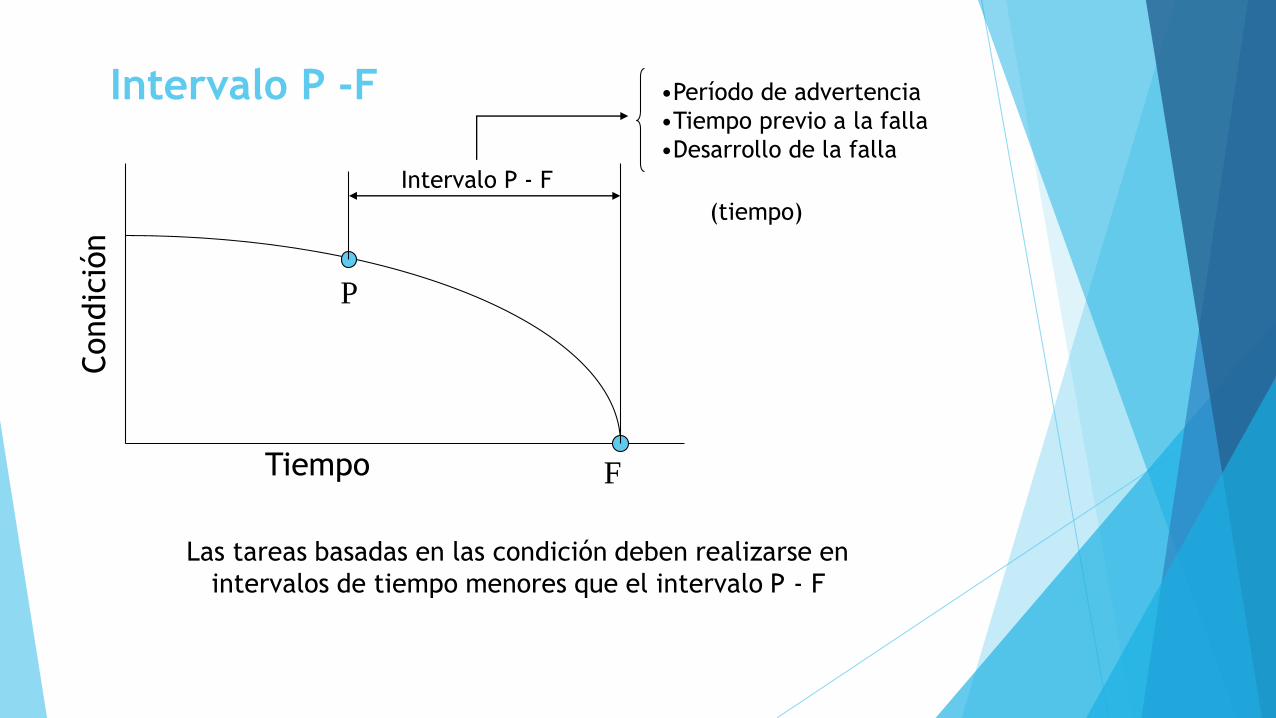
Intervalo P -F
F
P
Tiempo
Condic
ión
Las tareas basadas en las condición deben realizarse en
intervalos de tiempo menores que el intervalo P - F
Intervalo P - F
•Período de advertencia
•Tiempo previo a la falla
•Desarrollo de la falla
(tiempo)
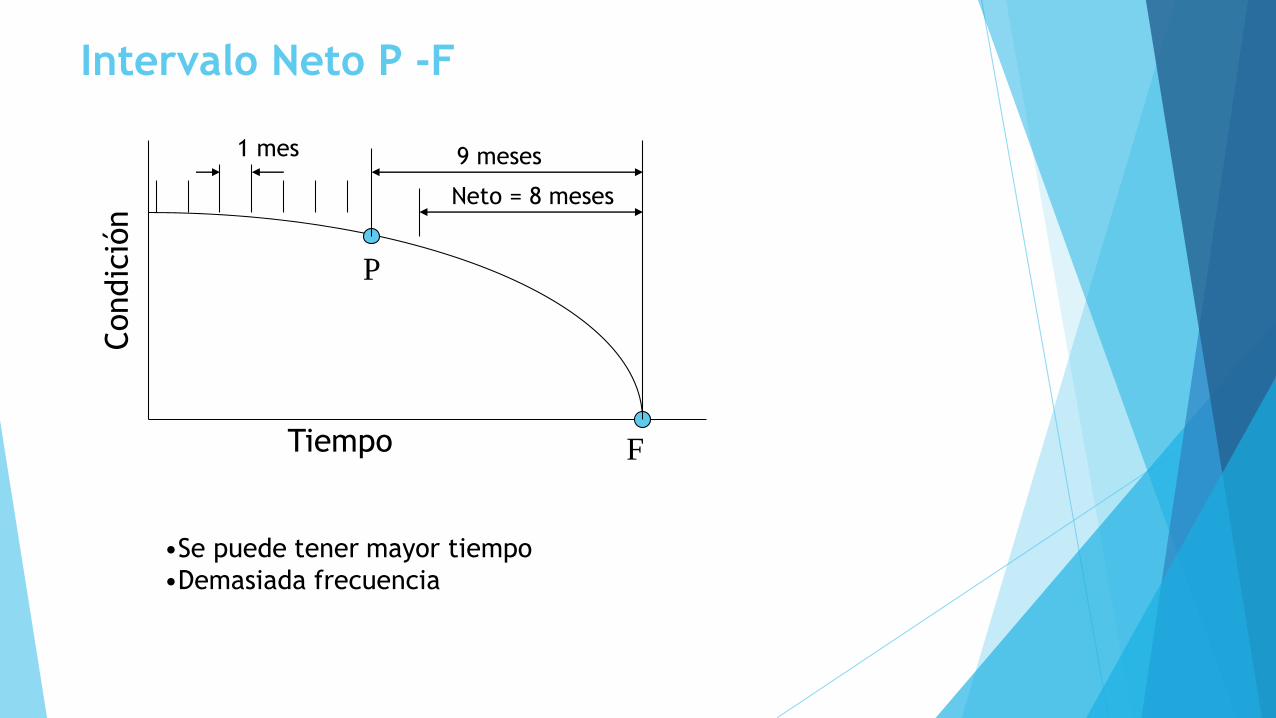
Intervalo Neto P -F
F
P
Tiempo
Condic
ión
•Se puede tener mayor tiempo
•Demasiada frecuencia
9 meses
Neto = 8 meses
1 mes
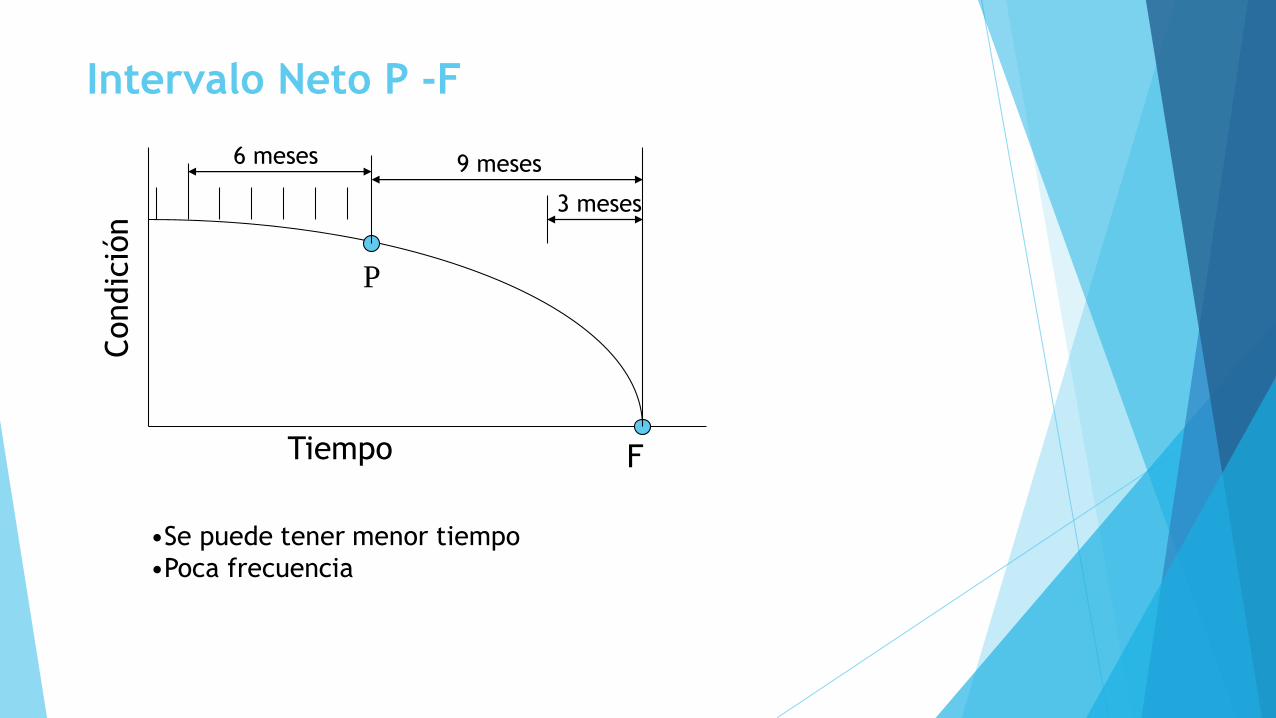
Intervalo Neto P -F
F
P
Tiempo
Condic
ión
•Se puede tener menor tiempo
•Poca frecuencia
9 meses
3 meses
6 meses
Buscar un Equilibrio
Inte
rvalo
Neto
Lo más largo posible por razones de:
Paradas (tener tiempo para programar la parada)
Costos de reparación
Seguridad
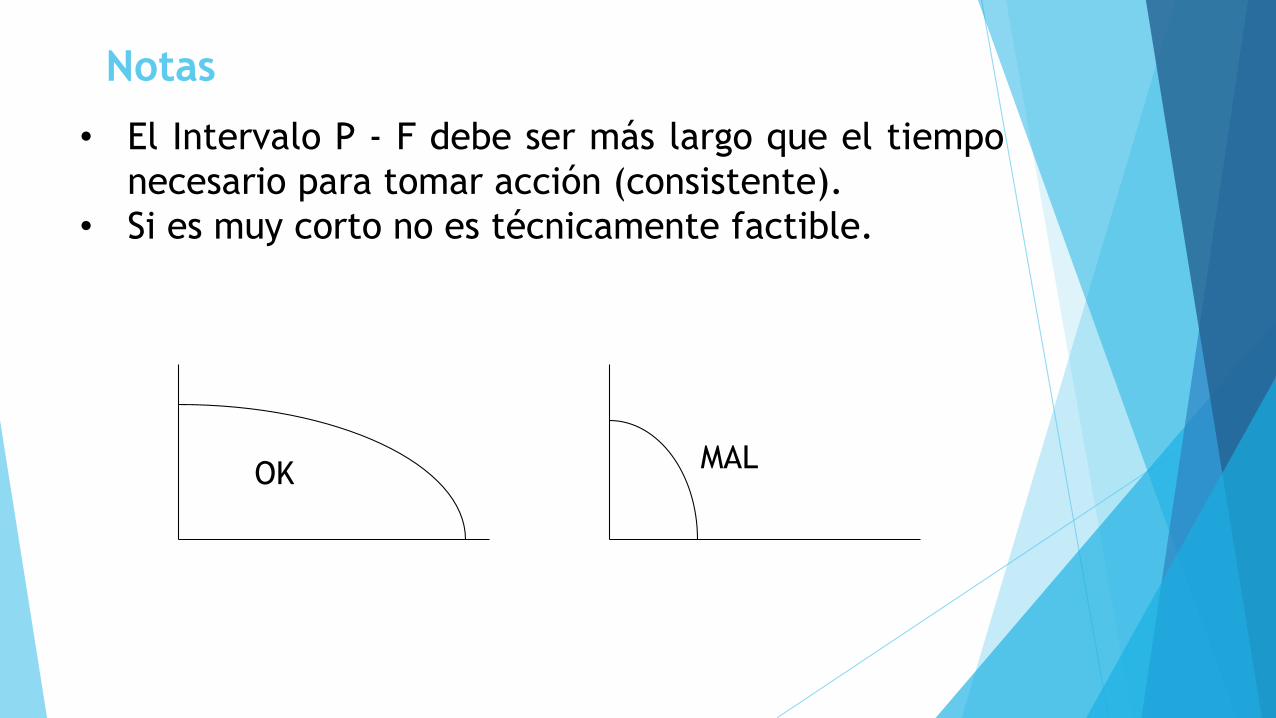
Notas
• El Intervalo P - F debe ser más largo que el tiempo
necesario para tomar acción (consistente).
• Si es muy corto no es técnicamente factible.
OKMAL
Factibilidad
• Sí se define claramente P. (Identificar la falla
potencial)
• Sí el intervalo P - F es consistente.
• Es practico el monitoreo a intervalos menores que el
intervalo P - F. (El costo de monitoreo es menor que
el costo de reparación)
• Intervalo P - F es grande como para ser usado.
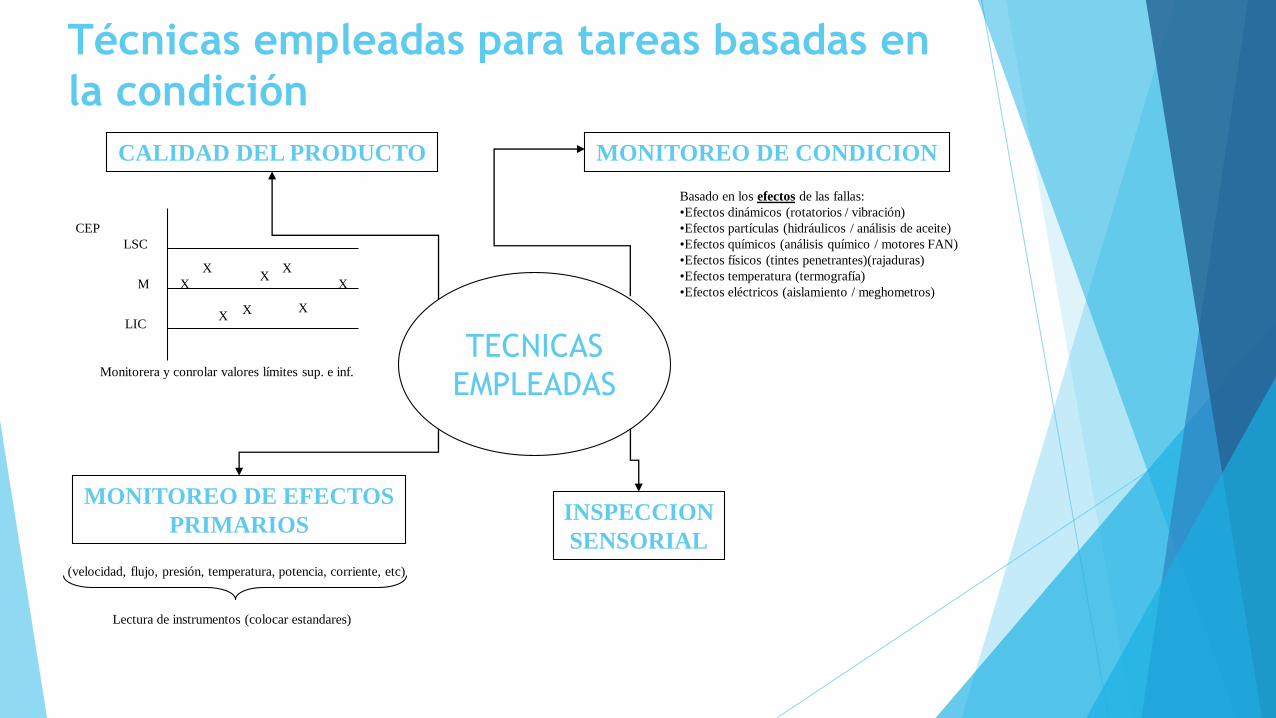
Técnicas empleadas para tareas basadas en
la condición
CALIDAD DEL PRODUCTO MONITOREO DE CONDICION
TECNICAS
EMPLEADAS
INSPECCION
SENSORIAL
MONITOREO DE EFECTOS
PRIMARIOS
X
X
XX
XX
X
X
CEP
Monitorera y conrolar valores límites sup. e inf.
LSC
M
LIC
(velocidad, flujo, presión, temperatura, potencia, corriente, etc)
Lectura de instrumentos (colocar estandares)
Basado en los efectos de las fallas:
•Efectos dinámicos (rotatorios / vibración)
•Efectos partículas (hidráulicos / análisis de aceite)
•Efectos químicos (análisis químico / motores FAN)
•Efectos físicos (tintes penetrantes)(rajaduras)
•Efectos temperatura (termografía)
•Efectos eléctricos (aislamiento / meghometros)
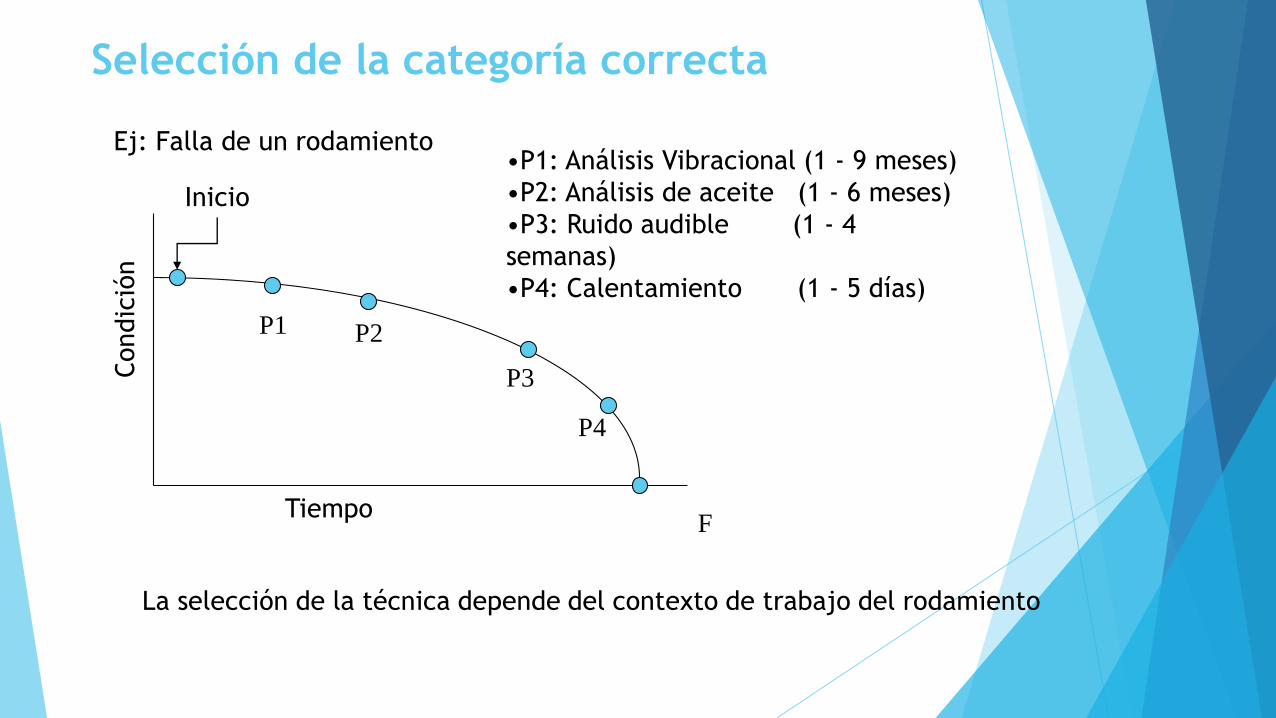
Selección de la categoría correcta
Ej: Falla de un rodamiento
Inicio
P1 P2
P3
P4
FTiempo
Condic
ión
•P1: Análisis Vibracional (1 - 9 meses)
•P2: Análisis de aceite (1 - 6 meses)
•P3: Ruido audible (1 - 4
semanas)
•P4: Calentamiento (1 - 5 días)
La selección de la técnica depende del contexto de trabajo del rodamiento
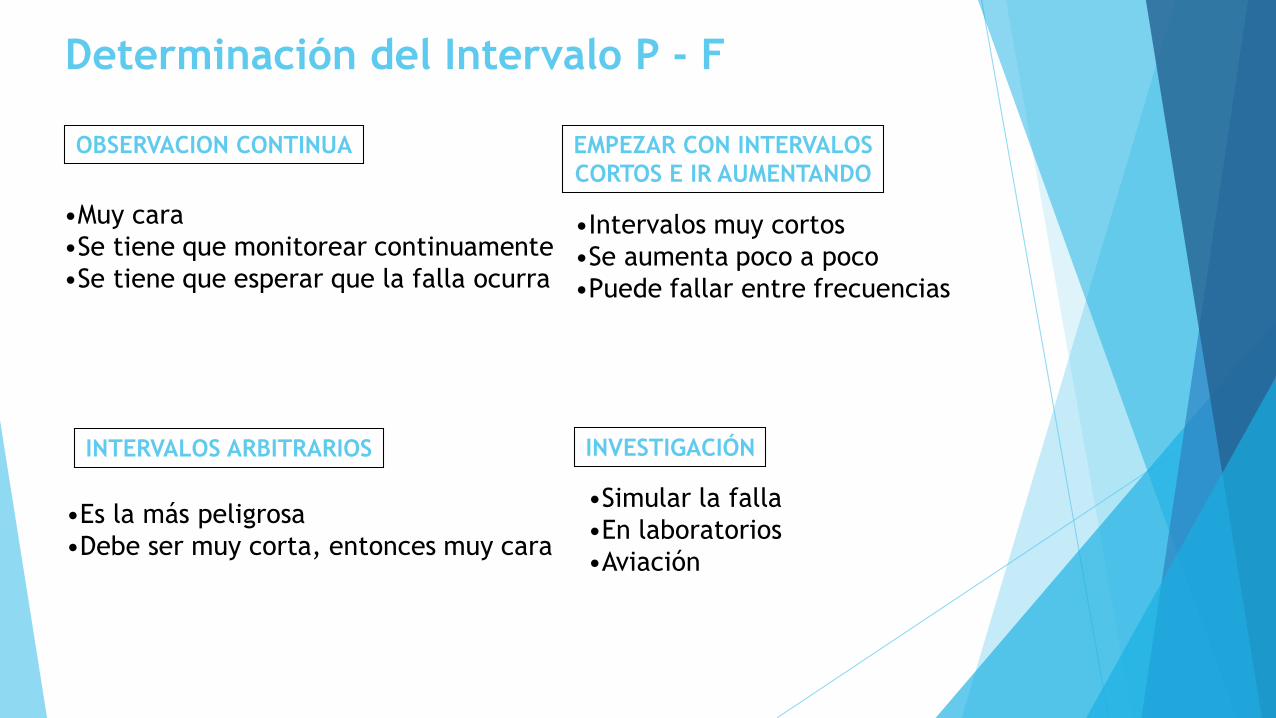
Determinación del Intervalo P - F
OBSERVACION CONTINUA EMPEZAR CON INTERVALOS
CORTOS E IR AUMENTANDO
INTERVALOS ARBITRARIOS INVESTIGACIÓN
•Muy cara
•Se tiene que monitorear continuamente
•Se tiene que esperar que la falla ocurra
•Intervalos muy cortos
•Se aumenta poco a poco
•Puede fallar entre frecuencias
•Es la más peligrosa
•Debe ser muy corta, entonces muy cara
•Simular la falla
•En laboratorios
•Aviación
Determinación del Intervalo P - F
Apro
xim
ació
n
racio
nalHacer la pregunta correcta ¿Cuanto tiempo?
A la gente correcta (operador)
Concentrarse en un solo modo de falla
Cuando considerar una tarea basada en la
condición
Rediseñar
Incidentes ocultos con riesgo de incidentes múltiples. (Consecuencia a la Seguridad) Detectar equipos que generen fallas múltiples - Sistemas de Seguridad.
La falla afecta a la Seguridad y medio ambiente; solo sí hay tiempo para actuar. (Consecuencia al medio ambiente)
Cuando considerar una tarea basada en la
condición
Reingeniería
No afecta la seguridad y medio ambiente pero tiene grandes costos operativos (Consecuencia Operacional)
Cuando reparar la falla funcional cuesta más que inspeccionar y reparar la falla potencial. (Consecuencia no Operacional)
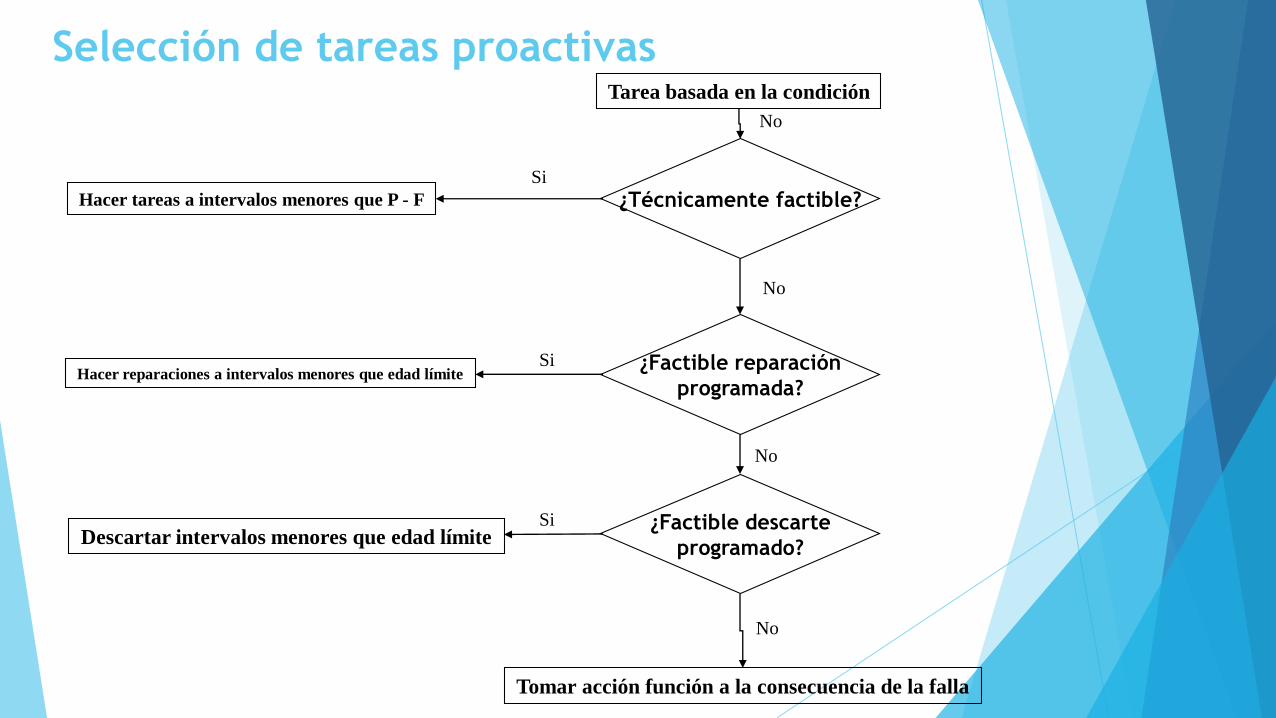
Tarea basada en la condición
¿Técnicamente factible?
¿Factible descarte
programado?
¿Factible reparación
programada?
Tomar acción función a la consecuencia de la falla
Hacer tareas a intervalos menores que P - F
Hacer reparaciones a intervalos menores que edad límite
Descartar intervalos menores que edad límite
Si
Si
Si
No
No
No
No
Selección de tareas proactivas
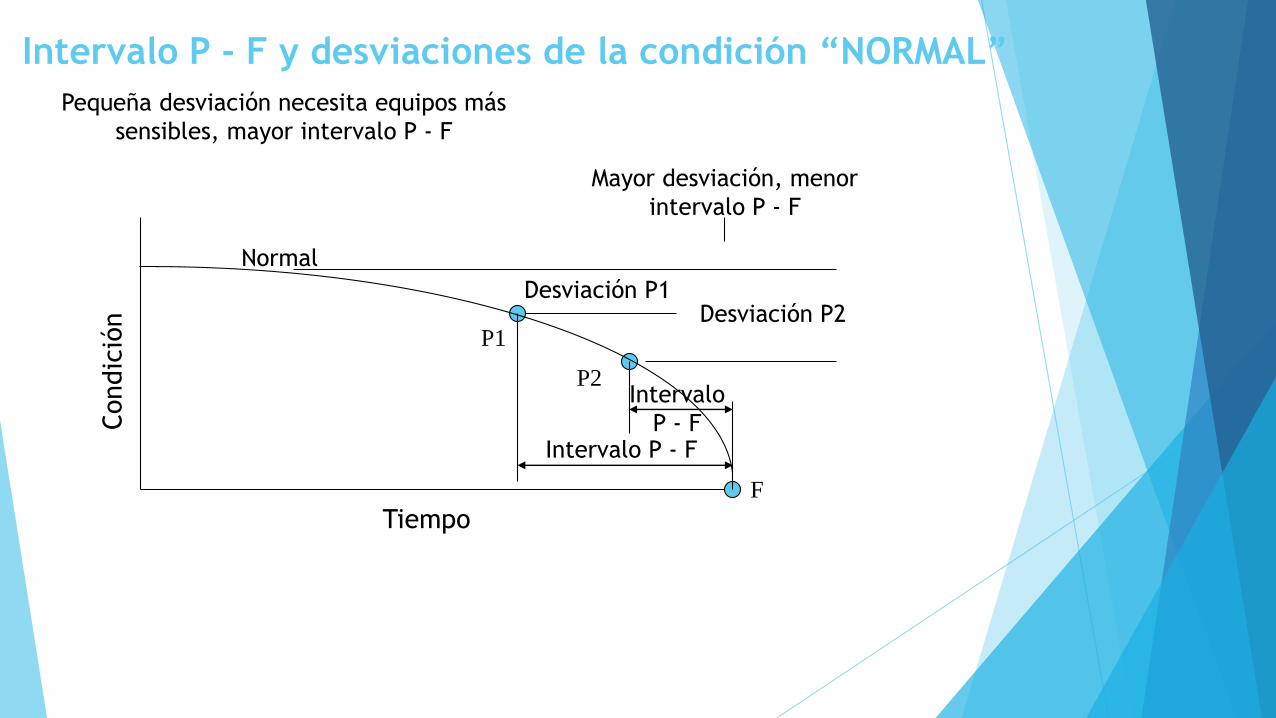
Intervalo P - F y desviaciones de la condición “NORMAL”
Condic
ión
TiempoF
P1
P2
Normal
Mayor desviación, menor
intervalo P - F
Desviación P1Desviación P2
Intervalo
P - FIntervalo P - F
Pequeña desviación necesita equipos más
sensibles, mayor intervalo P - F
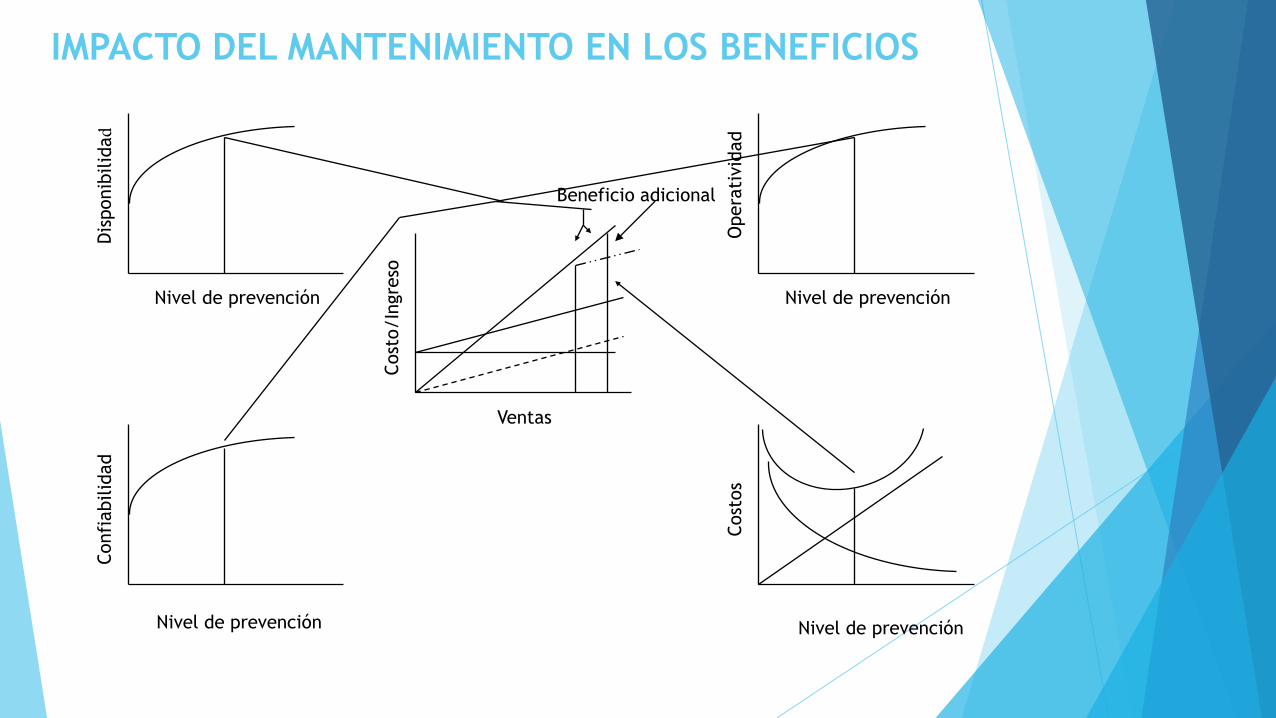
IMPACTO DEL MANTENIMIENTO EN LOS BENEFICIOS
Nivel de prevención Nivel de prevención
Nivel de prevención Nivel de prevención
Ventas
Beneficio adicional
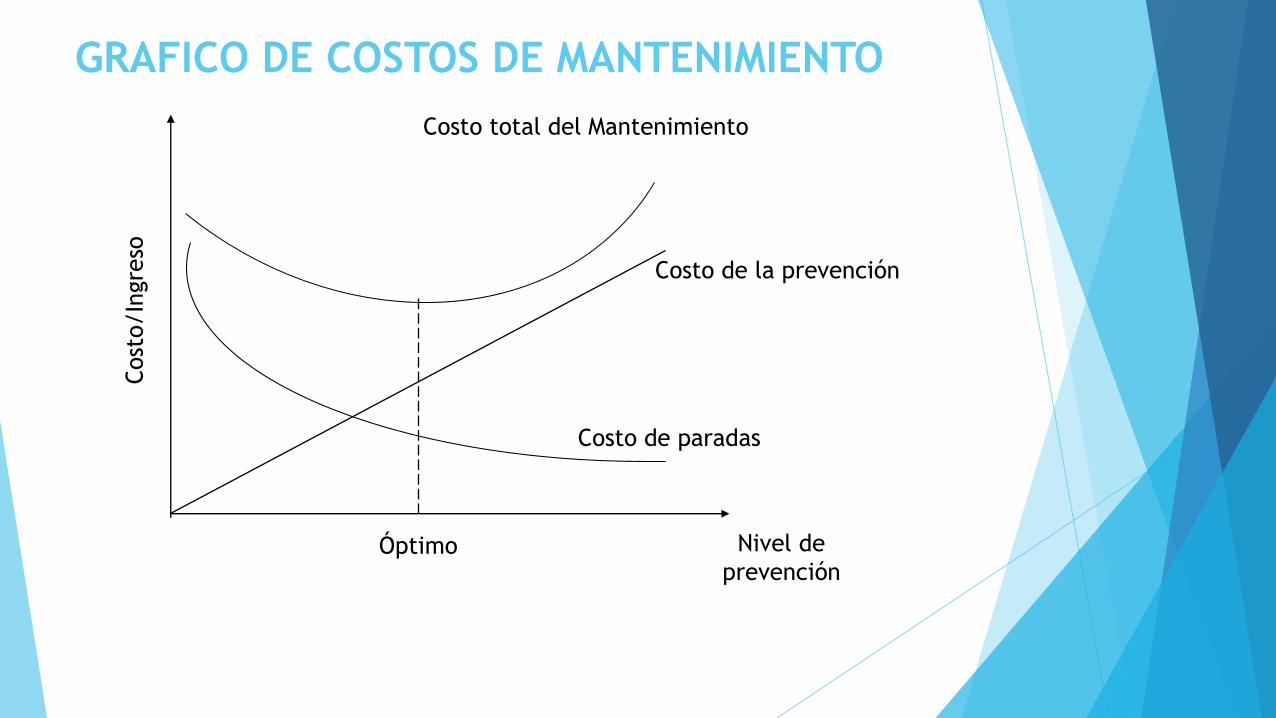
GRAFICO DE COSTOS DE MANTENIMIENTO
Cost
o/In
gre
so
Nivel de
prevención
Costo total del Mantenimiento
Costo de paradas
Costo de la prevención
Óptimo
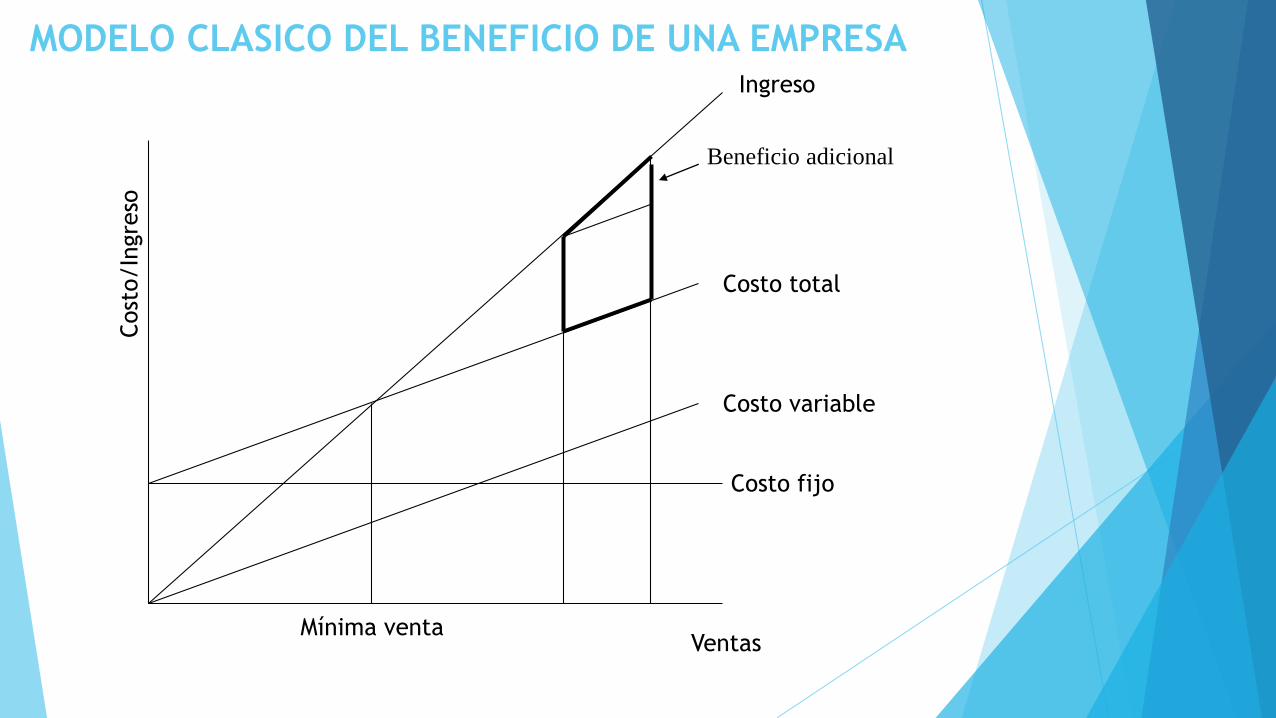
MODELO CLASICO DEL BENEFICIO DE UNA EMPRESA
Ventas
Cost
o/In
gre
so
Mínima venta
Costo fijo
Costo variable
Costo total
Ingreso
Beneficio adicional
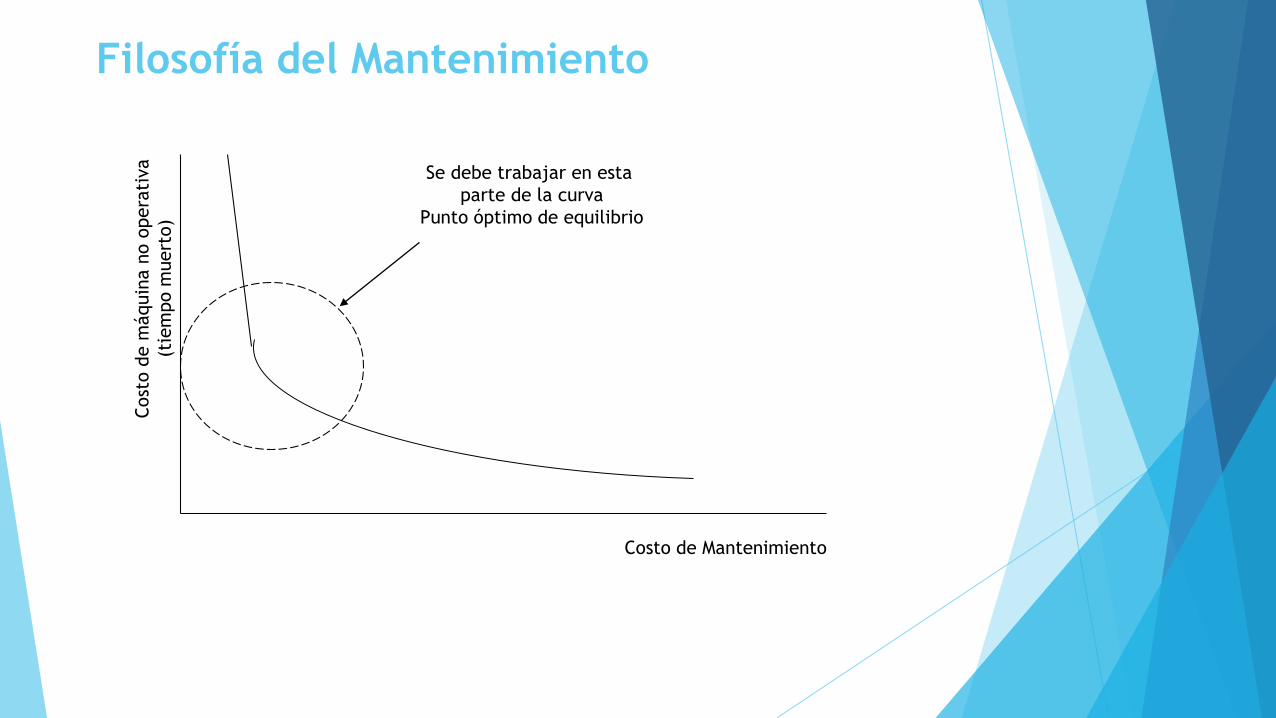
Filosofía del Mantenimiento
Costo de Mantenimiento
Cost
o d
e m
áquin
a n
o o
pera
tiva
(tie
mpo m
uert
o)
Se debe trabajar en esta
parte de la curva
Punto óptimo de equilibrio
Evaluación económica
Víctor D. Manríquez 92
TIR
ROI
VAN
PAYBACK
Evaluación económica
Víctor D. Manríquez 93
Evitar paradas y pérdidas de producción
Prevenir daño ambiental, penalidades, mitigaciones
Reducir fallas secuenciales
Reducir MTTR
Detectar deterioro oportunamente
Evaluación económica
Víctor D. Manríquez 94
Evitar penalidades.
Mitigar la escasez de trabajadores experimentados.
Mayor seguridad en trabajos planeados
Eliminar distracciones de personal de operaciones
Costo de oportunidad

Evaluación económica
Víctor D. Manríquez 95
EVALUACIÓN
VAN
TIR
Evaluación económica
Víctor D. Manríquez 96
VNA(tasa;valor1;[valor2];...)
TIR(valores; [estimar])
Evaluación económica
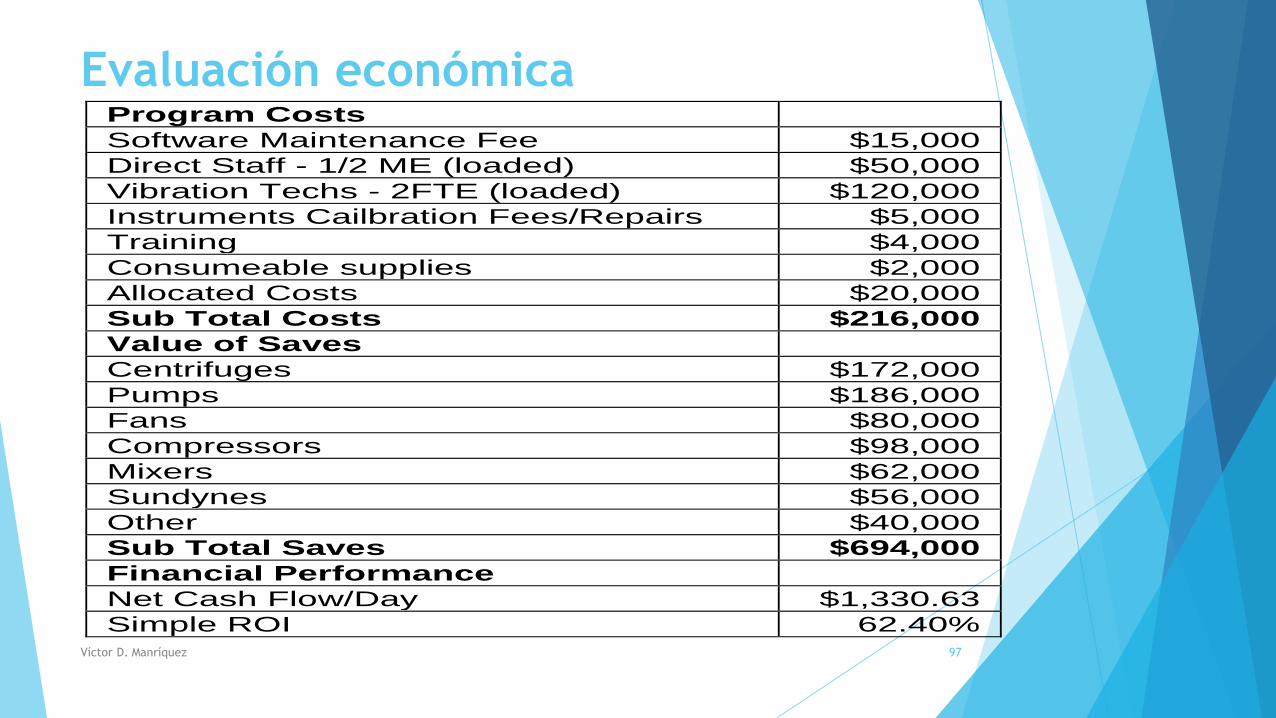
Víctor D. Manríquez 97
Program Costs
Software Maintenance Fee $15,000
Direct Staff - 1/2 ME (loaded) $50,000
Vibration Techs - 2FTE (loaded) $120,000
Instruments Cailbration Fees/Repairs $5,000
Training $4,000
Consumeable supplies $2,000
Allocated Costs $20,000
Sub Total Costs $216,000
Value of Saves
Centrifuges $172,000
Pumps $186,000
Fans $80,000
Compressors $98,000
Mixers $62,000
Sundynes $56,000
Other $40,000
Sub Total Saves $694,000
Financial Performance
Net Cash Flow/Day $1,330.63
Simple ROI 62.40%
Evaluación económica
Víctor D. Manríquez 98
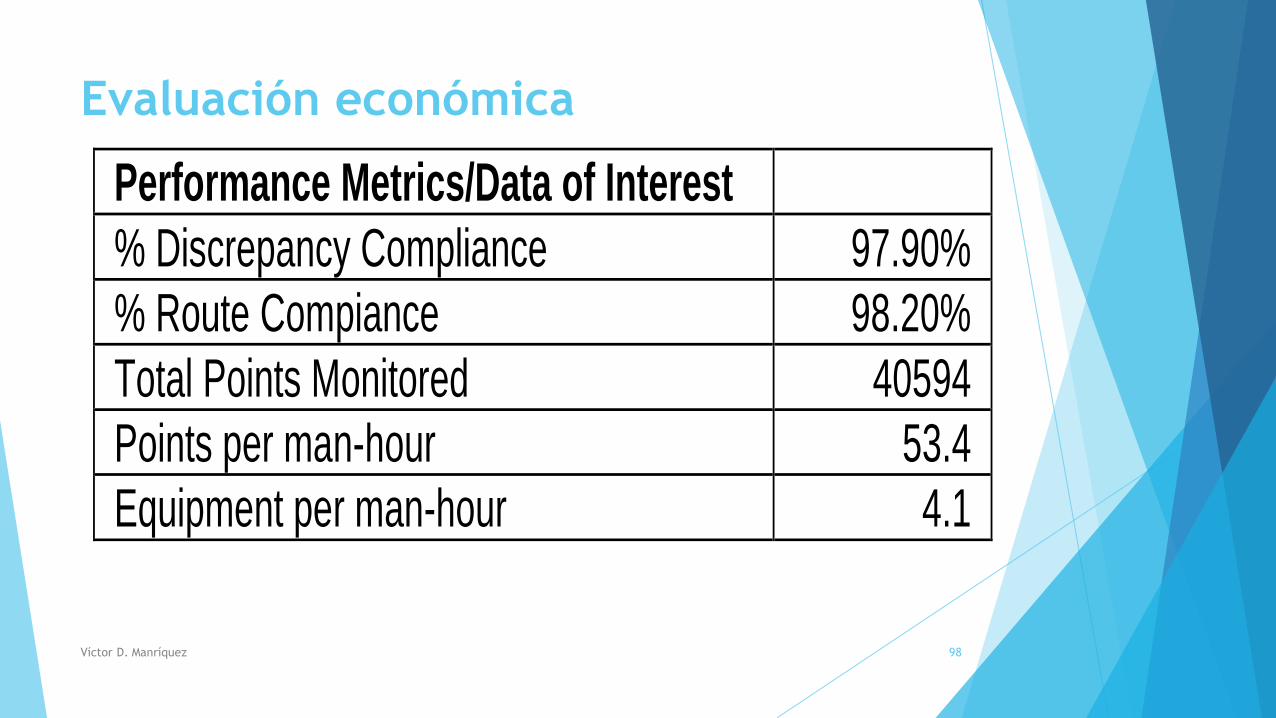
Performance Metrics/Data of Interest
% Discrepancy Compliance 97.90%
% Route Compiance 98.20%
Total Points Monitored 40594
Points per man-hour 53.4
Equipment per man-hour 4.1

Víctor D. Manríquez 99