gestiÓn de la producciÓn en industrias...
TRANSCRIPT

GESTIÓN DE LA PRODUCCIÓN EN INDUSTRIAS METÁLICAS
LUCENA S.A.S.
Jonathan Stiven Sarmiento Acosta
UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS
INGENIERÍA DE PRODUCCIÓN
BOGOTÁ D.C.
Marzo 2019.

ii GESTIÓN DE LA PRODUCCIÓN EN INDUSTRIAS METÁLICAS
LUCENA S.A.S.
Autor:
Jonathan Stiven Sarmiento Acosta
20171377087
Manuel Mayorga Morato
Director:
Línea y tema de investigación:
LÍNEA 2: GESTIÓN DE LA PRODUCCIÓN Y DE LAS OPERACIONES.
TEMA: 205 PLANEACIÓN, PROGRAMACIÓN Y CONTROL DE LA
PRODUCCIÓN.
UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS
INGENIERÍA DE PRODUCCIÓN
BOGOTÁ D.C.

iii Copyright © 2019 por Jonathan Stiven Sarmiento Acosta. Todos los derechos reservados.

iv
NOTA DE ACEPTACIÓN
____________________________________
____________________________________
____________________________________
____________________________________
____________________________________
____________________________________
____________________________________
MANUEL MAYORGA MORATO
TUTOR
____________________________________
JOSE ALBERTO LUCENA
JURADO

v
DEDICATORIA
A Dios padre
Por haberme permitido llegar hasta este punto y
haberme dado salud para lograr mis objetivo.
A mi mamá
Por haberme apoyado en todo momento,
por sus consejos, sus valores, por la motivación
constante que me ha permitido ser una persona
de bien, pero más que nada, por su amor.
A mi papá
Por los ejemplos de perseverancia y
constancia que lo caracterizan y que me ha
infundado siempre, por el valor mostrado
para salir adelante y por su amor.
A mis maestros
Ing. Manuel Mayorga por su gran apoyo
y motivación para la culminación de
nuestros estudios profesionales y para
la elaboración de esta tesis
Dr. David Navarro, Lic. Nevis Balanta Castilla, Lic. Nazly Vargas
a ustedes mil gracias, porque me permitieron vivir
una experiencia superior a la académica, infundieron en mi
la investigación, y compromiso con la proyección social
A mis amigos
Por soplarme parte de esta niebla.

vi AGRADECIMIENTOS
A la UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS por brindarme la
oportunidad de realizar mis estudios profesionales.
A INDUSTRIAS METALICAS LUCENA S.A.S. por brindarme la oportunidad de hacer
un acercamiento al mundo productivo, por abrir las puertas de sus instalaciones y
permitirme descubrir el modo ingenieril de la industria.

vii RESUMEN
El presente trabajo de pasantía titulado: “GESTIÓN DE LA PRODUCCIÓN EN INDUSTRIAS
METÁLICAS LUCENA S.A.S.” fue realizado en Industrias Metálicas Lucena S.A.S, tuvo como
problema central: ¿De qué manera la implementación de un sistema de gestión de la producción
permitiría aumentar la productividad de Industrias Metálicas Lucena S.A.S.?, por ende, estructurar
una propuesta de un plan de gestión de la producción en Industrias Metálicas Lucena S.A.S. que
permita aumentar la productividad de su actividad, fue el objetivo general.
El desarrollo del trabajo escrito, se enfoca en los procesos productivos desde la planificación,
siendo este un factor crítico de éxito para la empresa en mención y un objeto de interés para
evaluación por parte del autor. La elaboración de este trabajo busca generar interés a la gerencia
para que opte estas herramientas de ingeniería y aplique a sus procesos como una alternativa para
la gestión, control y planificación de la planta.
Industrias Metálicas Lucena S.A.S. es una empresa del sector mobiliario, con gran recorrido y
reconocimiento en su sector, la oferta de esta empresa suple la demanda nacional, siendo sus
principales clientes entes públicos, desde ministerios hasta alcaldías.
Dadas las políticas inherentes en los procesos de producción, se fueron ajustando las necesidades
del proceso productivo, y se llegó a obtener una propuesta de implementación de un modelo MRP
II como herramienta de planeación, gestión y control de Industrias Metálicas Lucena S.A.S

viii ABSTRACT
The present work of internship titled: "PRODUCTION MANAGEMENT IN METAL
INDUSTRIES LUCENA SAS" was carried out in Industrias Metálicas Lucena SAS, had like
central problem: In what way the application of a system of management of the production?
Industrias Metálicas Lucena SAS, therefore, structuring a proposal for a production management
plan in Industrias Metálicas Lucena SAS That allowed to increase the productivity of its activity,
was the general objective.
The development of written work, focuses on the production processes from the planning, this
being a critical factor of success for the company in the mention and an object of interest for the
evaluation by the author. The elaboration of this work seeks to generate interest to the management
so that it chooses these engineering tools and applies to the processes as an alternative for the
management, control and planning of the plant.
Industrias Metálicas Lucena S.A.S. is a company in the furniture sector, with great travel and
recognition in its sector, the offer of this company meets the national demand, being its main
customers public entities, from ministries to town halls.
Given the politics inherent in the production processes, they were adjusted to the needs of the
production process, and a proposal was obtained to implement an MRP II model as a planning,
management and control tool for Industrias Metálicas Lucena S.A.S

ix TABLA DE CONTENIDOS
GENERALIDADES ............................................................................................................... 4 PROBLEMA. .............................................................................................................................. 4
Descripción. ............................................................................................................................ 4
Formulación. ........................................................................................................................... 5 OBJETIVOS ............................................................................................................................... 5
General. ................................................................................................................................... 5 Específicos. ............................................................................................................................. 5
DELIMITACIÓN O ALCANCE. ............................................................................................... 5
METODOLOGÍA. ...................................................................................................................... 6 Tipo de investigación. ............................................................................................................. 6 Diseño de la investigación ...................................................................................................... 6
MARCO REFERENCIAL ...................................................................................................... 7 MARCO TEÓRICO.................................................................................................................... 9
La capacidad productiva en la empresa. ................................................................................. 9 MRP II ¿En qué consiste? ..................................................................................................... 10
Objetivos del MRP II ............................................................................................................ 10 Ventajas y beneficios del MRP II ......................................................................................... 11
Limitaciones e inconvenientes del MRP II ........................................................................... 11 Planeación de requerimientos de materiales (MRP) ............................................................. 12 El programa maestro de producción PMP ............................................................................ 14
La lista de materiales (BOM) ................................................................................................ 14 Pronósticos ............................................................................................................................ 15
Patrones de la demanda ......................................................................................................... 16
VSM. (Value Stream Mapping) ............................................................................................ 16
Tiempo de ciclo..................................................................................................................... 17 Takt time ............................................................................................................................... 17
MARCO LEGAL. ..................................................................................................................... 17
DDIAGNÓSTICO OPERATIVO Y ADMINISTRATIVO DE INDUSTRIAS
METÁLICAS LUCENA S.A.S. ................................................................................................... 18
ESTRUCTURA ORGANIZACIONAL. .................................................................................. 22 PORTAFOLIO. ......................................................................................................................... 23 PROCESOS .............................................................................................................................. 23
Objetivo del proceso. ............................................................................................................ 23 Ficha Técnica Sillas Universitarias. ...................................................................................... 24 Alcance del proceso. ............................................................................................................. 26 Líder del proceso................................................................................................................... 26
Proveedor .............................................................................................................................. 27 Entrada .................................................................................................................................. 27 Flujograma ............................................................................................................................ 28 Caracterización del proceso. ................................................................................................. 29
RECURSOS. ............................................................................................................................. 32
Mano de obra. ....................................................................................................................... 32 Estacionalidad. ...................................................................................................................... 32 Maquinas ............................................................................................................................... 32

x DIAGNÓSTICO DEL SISTEMA DE PLANEACIÓN Y CONTROL DE LA
PRODUCCIÓN DE INDUSTRIAS METÁLICAS LUCENA S.A.S. ......................................... 35
GESTIÓN DE LA PLANEACIÓN Y CONTROL .................................................................. 35 Planeación de la producción ................................................................................................. 35 Proceso productivo................................................................................................................ 36 Gestión de inventarios........................................................................................................... 38 Control de las operaciones del proceso productivo .............................................................. 38
Control de calidad ................................................................................................................. 39 Control de costos................................................................................................................... 39 Gestión de clientes ................................................................................................................ 39 Gestión de proveedores. ........................................................................................................ 39
ANÁLISIS DEL CONTROL Y PLANEACIÓN DE PRODUCCIÓN EN INDUSTRIAS
METÁLICAS LUCENA S.A.S. ............................................................................................... 40
PROPUESTA DE IMPLEMENTACIÓN MRP II ............................................................... 43
5.1. MODELO MRP II ........................................................................................................ 43 5.2. BALANCE DE LÍNEAS. .................................................................................................. 44
5.2.1. Situación inicial. ......................................................................................................... 45 5.2.2. Propuesta balanceo de líneas ...................................................................................... 46
5.3. PRONÓSTICOS ................................................................................................................ 48 5.3.1. Calculo del pronostico .......................................................................................... 50
5.4. PLAN MAESTRO DE PRODUCCIÓN ............................................................................ 52 5.4.1. Plan agregado de producción. ..................................................................................... 52 5.4.2. Plan de requerimientos de producción ........................................................................ 55
5.4.3. Explosión del Plan de Requerimiento de Materiales .................................................. 56 5.4.4. lanzamiento de orden de producción. ................................................................... 56
5.4.5. Plan de requerimientos de capacidad (CRP) ........................................................... 1 5.4.6. Programa de producción ......................................................................................... 4
5.5. PLAN MAESTRO DE PROVEEDORES ...................................................................... 5 5.5.1. Objetivo: ....................................................................................................................... 5 5.5.2. Alcance: ........................................................................................................................ 5
5.5.3. Definiciones: ................................................................................................................. 5 5.5.4. Responsabilidades y autoridades: ........................................................................... 6
5.5.5. Descripción de la actividad ..................................................................................... 6 5.5.6. Selección de proveedores ........................................................................................ 6
5.5.7. Evaluación de proveedores ......................................................................................... 7
5.5.8. Escala de calificación de desempeño: ..................................................................... 9 5.5.9. Periodicidad de la calificación .............................................................................. 10 5.5.10. Comunicación de la evaluación a los proveedores ............................................... 10
5.5.11. Reevaluación de proveedores ............................................................................... 10
5.5.12. Operación y gestión del proceso ........................................................................... 11 5.5.13. registro de proveedores ......................................................................................... 11 5.5.14. Verificación........................................................................................................... 11 5.5.15. Matriz selección de proveedores ........................................................................... 11 5.5.13. logística global .......................................................................................................... 13

xi Lista de tablas
Tabla 1. Talento Humano ............................................................................................................... 8 Tabla 2.Caracterización del proceso ............................................................................................. 29 Tabla 3. Demanda histórica 2017 - 2018 ...................................................................................... 49 Tabla 4. Elaboración pronostico ................................................................................................... 50
Tabla 5. Promedio demanda T2 .................................................................................................... 56 Tabla 6. Producción inicial ........................................................... ¡Error! Marcador no definido. Tabla 7. PRM ................................................................................................................................ 56 Tabla 8. Requerimiento de insumos.............................................................................................. 56 Tabla 9. Requisición del abastecimiento ...................................... ¡Error! Marcador no definido.
xii
Lista de figuras
Figura 1. Diseño metodológico ...................................................................................................... 6 Figura 2. Participación del sector de muebles y productos de madera en el PIB total. .................. 7
Figura 3. Organigrama Industrias Lucena S.A.S. ......................................................................... 23
Figura 4. Organigrama nodo producción ...................................................................................... 27
Figura 5. Demanda por trimestre .................................................................................................. 32 Figura 6. Proceso de la planeación de la producción .................................................................... 35 Figura 7. Diagrama de causa y efecto ........................................................................................... 42 Figura 8.Modelo MRP II............................................................................................................... 44
Figura 9. Demanda 2017 - 2018 ................................................................................................... 49 Figura 10 Comportamiento estacional .......................................................................................... 51
Figura 11. Pronostico 2019 ........................................................................................................... 51 Figura 12. Diagrama de operaciones ............................................ ¡Error! Marcador no definido. Figura 13. BOM ............................................................................................................................ 55
Figura 14. Tiempo y capacidad de corte. ........................................................................................ 1

1
INTRODUCCIÓN
El presente trabajo tiene como objetivo principal estructurar una propuesta de un
plan de gestión de la producción en industrias Metálicas Lucena S.A.S que permita
aumentar la productividad de su actividad económica, aplicando herramientas de ingeniería
y conceptos que han sido adquirido por medios teórico - prácticos en el aula de clase, que
formulan generar resultados consolidados en las empresas que tomen como ejercicio de
causa estas acciones.
La importancia de estudiar la gestión de la producción en Industrias Metálicas
Lucena S.A.S, se centra en la oportunidad de generar un cambio positivo en la estructura
organizacional, que se verá reflejado en la obtención de ganancias, mediante el mejor uso
e inversión del capital humano, de la maquinaria disponible, de la capacidad instalada y de
los métodos y herramientas que ésta empresa usa.
Diversos trabajos, estudios e investigaciones se han presentado sobre la
planificación, programación y control, abordándose desde diferentes escenarios, algunos
escritos sugieren la aplicación de estas herramientas como solución implícita a todos los
problemas de producción, afirmación que no carece de realidad. Sin embargo, este trabajo
plantea la gestión de la producción como herramienta de administración, que es allí donde
el autor quiere aunar el objeto de este estudio.
En el capítulo 1 se encuentra un marco referencial, donde se abordan argumentos y
conceptos teóricos que en primer lugar ubican y generan un reconocimiento de la empresa
Industrias Metálicas Lucena S.A.S. como organización, su trasegar histórico y
participación económica en el sector de fabricación de muebles, el éxito de este
emprendimiento y su modo de dirección basado en prácticas empíricas. Por otro lado, se
presentan elementos teóricos que actúan con pertinencia en el respaldo de la solución a la
problemática de investigación del presente documento.
En el capítulo 2 se realiza un diagnóstico de la empresa, donde se lleva a cabo un
análisis exploratorio de las diferentes variables y conceptos que llevan a conocer el
funcionamiento y modo de operar de la empresa, su estructura organizacional, la cual se
evidenció mediante un instrumento aplicado a los empleados, el portafolio de servicios y
los recursos con los que cuenta la organización.
2
En el capítulo 4 se lleva a cabo la implementación de la propuesta, diseñada para
las necesidades encontradas, por medio de un MRP II se realizan todos los procesos de
medición y obtención de datos, para el posterior análisis y tratamiento de la información.
Estrategia la cual permitió llevar a cabo la implementación de diferentes herramientas de
ingeniería que mejorarían los procesos ya constituidos en la empresa.

3
JUSTIFICACIÓN
El presente estudio determina los pasos a seguir que deben realizar los funcionarios
encargados en la administración de operaciones, al momento de realizar una programación
de producción. De esta manera, se garantiza las condiciones de trabajo apropiadas durante
todo el periodo productivo, defendiendo una serie de conceptos que generan dudas por
parte de la administración, pero que actúan con total coherencia y valía en el proceso
productivo.
La investigación se realiza con el objetivo de afianzar y aportar conocimiento sobre
los procesos de gestión de la producción, como herramienta para la planificación,
producción y control de las empresas, cuyo resultado serán expuestos y evidenciados en
una propuesta de implementación para ser incorporada en el modo de administrar de
Industrias Metálicas Lucena S.A.S.
Esta propuesta de pasantía ha sido estructurada según las necesidades que agregan
valor a la empresa, que mejoran el desempeño de las actividades propias y aumenten
significativamente la productividad.
La elaboración de este trabajo se ha fundamentado fuertemente en el uso de la
observación como principal elemento de identificación de la información, una vez
realizados lo proceso de validación, se puede aplicar en otros trabajos e instituciones
4
GENERALIDADES
PROBLEMA.
Descripción.
En el diagnóstico de funcionalidad empresarial realizado a Industrias Metálicas Lucena
S.A.S., presenta cifras que demuestra resultados de producción constantes, se vislumbran
incumplimiento en las fechas de entrega de producto terminado, evidenciándose falta de
control respecto al requerimiento de materias primas.
Obtener información que permita la planificación y coordinación de recursos mediante la
estimación de capacidades requeridas, tiempos y costos, es un tema que se dificulta debido
a la ausencia de esta información, desconociendo indicadores clave como, por ejemplo, el
valor porcentual en mermas y desperdicios; esto disminuye el acercamiento a obtener una
situación actual del sistema de costos real.
La empresa cuenta con una fábrica suficientemente grande para rendir lo que objeta su
demanda. Sin embargo, es una oportunidad que genera mayor uso de suelo obsoleto, debido
a las malas prácticas control de desperdicios, afectando el transito libre de los
colaboradores y provocando que se alarguen los tiempos improductivos. Debido a la
ausencia de control de desperdicios, no se contabiliza cuanta materia prima estan
desechando, exponiéndose a incurrir en costos extra de materia prima, acumulación de
desperdicios, obstrucción en los puestos de trabajo y aumento de los niveles de
accidentabilidad.
Además, se presenta un alto grado de empiricidad en los procesos de planeación, un factor
crítico de éxito, el cual ha generado resultados sin tener en cuenta un plan de gestión y
control de la producción, su modo de gestión en cuanto a la etapa de producción es por
contingencia.

5
Formulación.
¿De qué manera la implementación de un sistema de gestión de la producción permitiría
aumentar la productividad de Industrias Metálicas Lucena S.A.S.?
OBJETIVOS
General.
Estructurar una propuesta de un plan de gestión de la producción en Industrias Metálicas
Lucena S.A.S. que permita aumentar la productividad de su actividad.
Específicos.
• Elaborar un diagnóstico del proceso productivo de la organización que permita
identificar variables, recursos, actores y conexiones determinantes en la capacidad
del proceso, programación de tareas y caudal productivo.
• Analizar las condiciones que generan improductividad en la capacidad del proceso
para evidenciar las áreas de trabajo.
• Proponer la planificación, programación y control del proceso productivo
integrando los elementos propios del sistema e incorporando indicadores de gestión
que evidencien la mejora del sistema actual.
DELIMITACIÓN O ALCANCE.
El proyecto está orientado a realizar un diagnóstico de funcionamiento actual de Industrias
Metálicas Lucena S.A.S. para proceder con la obtención de una propuesta de gestión de la
producción y presentarla a la gerencia para posible implementación en el sistema
productivo de industrias metálicas Lucena S.A.S.
A continuación, se presentan consideraciones:
Tiempo: noviembre del 2018 a enero del 2019
Lugar: Industrias Metálicas Lucena S.A.S. se encuentra ubicada en la localidad
de Bosa, dirección: Calle 65 A sur No 78 B – 5
Organización/Campo: Producción

6
METODOLOGÍA.
Tipo de investigación.
Según el objetivo: Aplicada: debido a que permite encontrar mecanismos o
herramientas que permitan lograr un objetivo concreto
Según el nivel de
profundización
Exploratoria: debido a que se realizó un primer
acercamiento que permite que trabajos o investigaciones a
futuro, partiendo de lo explorado.
Según los datos
empleados:
Mixta: Si bien las herramientas usadas son cuantitativas, se
recogió información la cual fue importante hacer análisis
cualitativo
Según el grado de
manipulación de las
variables
Cuasi-experimental: Debido a que el autor no pudo tener un
intervención directa con las variables.
Diseño de la investigación
Figura 1. Diseño metodológico
Fuente: elaboración propia

7
MARCO REFERENCIAL
2.1. MARCO HISTÓRICO.
Sector económico. Industrias Metálicas Lucena S.A.S centra sus operaciones bajo
la clasificación industrial internacional uniforme 3110 fabricación de muebles de todo tipo,
utilizados en el hogar, oficinas, restaurantes, locales comerciales, teatros, colegios y
centros de enseñanza, iglesias, hoteles, entre otros.
La industria del mueble y la madera ha tenido un comportamiento constante en el PIB en
sus últimos 10 años, según el DANE mantuvo una participación del 0.67% del PIB,
logrando un valor en el 2017 de $3.76 billones teniendo en cuenta los tres subsectores:
forestal, productos de madera y muebles. En específico para el subsector de fabricación de
muebles y productos de madera participaron con un 4.2% del PIB de la industria de
manufactura al cierre del 2017, teniendo una representación del 0.36% del PIB total en el
mismo año (Ver figura 1). Observando una disminución de la participación en 0.05 puntos
porcentuales con relación al año 2012.
Figura 2. Participación del sector de muebles y productos de madera en el PIB total.
Fuente: Dane
La participación de Industrias Metálicas Lucena S.A.S. en el PIB del subsector de muebles
y productos de madera fue de 0.26% en el año 2017, 0.003% en el PIB Industrial y
0.000336% del PIB total para el año 2017

8
Es de resaltar que el sector ha tenido un buen comportamiento financiero en los últimos 5
años, dada la desaceleración económica que se ha presentado en el país, del año 2016 al
2017 obtuvo un crecimiento porcentual de 0.98 puntos. Lo cual permite observar un buen
estado en ventas, según el Sistema de Inteligencia Comercial de Legiscomex.com, el sector
mobiliario genero ingresos operacionales en el año 2016 por $1.34 billones, generando una
utilidad neta de $30.742 millones.
La organización. Ejerciendo sus actividades en la industria mobiliaria, en la ciudad
de Bogotá D.C, lugar donde reside el 40% de las empresas del sector, se encuentra
“Industrias Metálicas Lucena”. Empresa creada en 1985 y a la fecha de hoy es una empresa
líder y reconocida.
Industria Metálica Lucena, cuenta con una fábrica de 5.000 metros cuadrados de superficie,
en la cual posee en ella herramientas mecánicas, manuales y eléctricas; equipos eléctricos,
hidráulico y neumáticos, así como maquinaria especializada.
Dirige sus esfuerzos productivos en la atención de mobiliario escolar e institucional,
logrando con ello un portafolio de 62 productos en total. 61 personas hacen parte del talento
humano (Ver tabla 1) que constituyen esta organización, en su gran mayoría fuerza laboral
semicalificada.
Tabla 1. Talento Humano
Cargo Número de
colaboradores
Gerente General 1
Sub Gerente 1
Jefes de Área 6
Contador 1
Asistencia
Administrativa
5
Operarios 47
Fuente: elaboración propia
Industrias metálicas Lucena, es una empresa líder en el sector, cuenta con las mejores
máquinas de uso semi-especializado en su entorno, han invertido en desarrollos con el

9
objetivo de disminuir la dependencia de proveedores. Sus clientes son de carácter privado
y público, asegurando una alta demanda y producción por lotes.
El éxito de esta empresa de caracter familiar ha estado fundamentado en el trabajo arduo,
traduciéndose en compromiso y dedicación inquebrantable por parte de su dueño. Este alto
compromiso se manifiesta directa y en buena medida a los clientes bajo la forma de una
atención de un alto nivel de servicio.
El modo de dirección se ha basado en la corrección de prácticas generadas de experiencias,
a la medida que han pasado los años, logrando con ello un modo intuitivo de gestión, donde
la empiricidad ha jugado un papel importante. Este método de gestión ha producido una
empresa con éxito.
Sus principales clientes son Ministerio de educación, Secretaria de Educación Distrital,
gobernaciones y alcaldías.
MARCO TEÓRICO.
La capacidad productiva en la empresa.
La capacidad de producción de un proceso, es la producción máxima posible en un período
dado en la nomenclatura y la calidad demandada por los clientes, utilizando plenamente y
en correspondencia con el régimen de trabajo normado, los equipos y las áreas productivas
disponibles. (Torres Cabrera & Urquiaga Rodríguez , 2007)
Por otro lado (Chase, Jacobs, & Aquilano, 2009) mencionan que, desde la perspectiva de
los negocios, es más frecuente definir la capacidad como la cantidad de producción que un
sistema puede conseguir durante un período específico, donde los administradores de
operaciones deben tomar en cuenta las entradas de recursos y las salidas de productos.

10
MRP II ¿En qué consiste?
El MRP II, planificación de recursos de manufactura, la planificación de recursos de
manufactura (MRP II) es un método integrado de planificación operativa y financiera para
las empresas de manufactura. MRP II funciona como extensión de la MRP (Planificación
de los requerimientos de material de ciclo cerrado, también abreviada CLMPR).
El típico sistema de MRP II usa una organización estructural modular. Los módulos
regulan y llevan el registro de características específicas y funciones de la organización
entera. Algunos ejemplos incluyen, pero no se limitan a, los siguientes:
Diseño del producto
Especificaciones del producto
QC (Control de Calidad)
QA (Aseguramiento de la
Calidad)
Control de planta
Gestión de pedidos
Compras
Inventario
Cálculo de costos
Informe de costos
Contabilidad general
Flujo de efectivo
Cálculo de impuestos
Pago de impuestos
El proceso MRP II es llevado a cabo por una combinación sinérgica de recursos humanos
y computacionales. La MRP II es fundamentalmente diferente de la planificación puntual
de contacto, en la cual las características y funciones individuales tienen sus propios
sistemas dedicados.
Objetivos del MRP II
Según, Oleskow & Pawlewski, manifiestan que los objetivos de los sistemas MRP II son:
Determinar el número de piezas, componentes y materiales necesarios para
producir cada artículo final.
Determinar el momento adecuado para pedir piezas.

11
Mantener una lista de materiales que contengan partes del producto final
("esquema, árbol de estructura ").
Optimizar el uso de la planta y el equipo.
Mejorar el servicio al cliente.
Minimizar la inversión en inventario.
Maximizar la eficiencia operativa de la producción.
Ventajas y beneficios del MRP II
Cuando los sistemas MRP se implementan correctamente, permiten a las empresas obtener
los siguientes beneficios:
Capacidad de precio más competitivo.
Reducir el precio de venta.
Reducir inventario. • Mejor servicio al cliente.
Mejor respuesta a las demandas del mercado.
Capacidad de cambiar el horario maestro.
Reducir la configuración y reducir los costos.
Tiempo de inactividad reducido.
Además de estos beneficios, los sistemas MRP también:
Da aviso anticipado para que los gerentes antes de las órdenes de liberación
real.
Indica cuándo desacelerar y acelerar.
Retrasa o cancela pedidos.
Cambia las cantidades de pedido.
Anticipos o retrasos en las fechas de vencimiento de la orden.
Ayuda a la planificación de la capacidad.
Limitaciones e inconvenientes del MRP II

12
Según, D’alessio (2004) las limitaciones del MRP se originan de las condiciones en que se
encuentra antes de iniciar el sistema. Es necesario contar con un equipo de cómputo, la
estructura del producto debe estar orientada hacia el ensamblado; la información sobre la
lista de materiales y el estado legal del inventario debe ser reunida y computarizada y contar
con un adecuado programa maestro. Otra consideración es la integridad de los datos. Los
datos poco confiables sobre inventarios y transacciones, provenientes del taller, pueden
hacer fracasar un sistema MRP bien planeado. El capacitar el personal para llevar registros
precisos no es una tarea fácil, pero es crítica para que la implantación tenga éxito. La
naturaleza dinámica del MRP es una ventaja decisiva, pues reacciona bien ante condiciones
cambiantes. En la actualidad hay sistemas de cómputo que permiten haces nuevas corridas
del MRP y revisar los planes de producción y adquisición de materiales para reaccionar
con rapidez a los cambios en la demanda de los clientes. De acuerdo con Domínguez
Machuca (1995) aun existiendo grandes beneficios del MRP II también existen pequeños
inconvenientes entre los que cabe destacar: La literatura APICS citó los siguientes cuatro
problemas como la causa de la mayoría de los fallos del sistema MRP:
Falta de compromiso de la alta dirección.
Falta de educación de quienes utilizan el sistema.
Un MPS poco realista.
Datos inexactos, incluyendo lista de materiales e inventario.
Planeación de requerimientos de materiales (MRP)
Según Coffee (2007) el MRP es un conjunto de técnicas que utilizan conocimiento de datos
de material, datos de inventario y el plan maestro de producción para calcular los
requerimientos de materiales, también teniendo la posibilidad de recomendar órdenes de
reposición de material. Según Domínguez Machuca (1995) MRP es un sistema de
planificación de componentes de fabricación que, mediante un conjunto de procedimientos
lógicamente relacionados, traduce un Programa Maestro de Producción, PMP, en
necesidades reales de componentes, con fechas y cantidades. La limitación de este sistema
es que no permite conocer qué actividad desarrolla cada unidad productiva en cada

13
momento de tiempo para fabricar los pedidos planificados en el orden establecido, ni
tampoco si se cuenta o no con la capacidad suficiente de hacerlo.
De acuerdo con Brady (2011) las empresas tienen que controlar los tipos y cantidades de
materiales que compran, planean qué productos han de ser fabricados y en qué cantidades,
además de asegurarse que son capaces de satisfacer la demanda actual y futura, todo al
menor costo posible. Realizar una mala decisión en cualquiera de estas áreas hará que la
empresa pierda dinero. Algunos ejemplos de esto son los siguientes:
Si una empresa compra cantidades insuficientes de un elemento utilizado en la
fabricación o compra el artículo incorrecto, pueden ser incapaces de cumplir
con los contratos de entrega de productos en la fecha acordada.
Si una empresa compra cantidades excesivas de un elemento, el dinero se está
perdiendo, ni siquiera puede ser utilizado en absoluto.
A partir de la producción de una orden de fabricación en el momento
equivocado puede hacer que los plazos de cumplimiento no se cumplan y que
los clientes se puedan perder.
MRP es una herramienta para hacer frente a estos problemas. Proporciona respuestas a
varias preguntas:
¿Qué elementos se necesitan?
¿Cuántos se necesitan?
¿Cuándo son necesarias?
MRP se puede aplicar tanto a los artículos que se compran a proveedores del exterior, sub-
ensambles y producción interna. En cuanto a las características del sistema MRP se
resumen en:
Está orientado a los productos, a partir de las necesidades de estos, planifica los
componentes necesarios.
Es prospectivo, pues la planificación se basa en las necesidades futuras de los
productores.

14
Realiza un decalaje de tiempo de las necesidades de ítems en función de los
tiempos de suministro, estableciendo las fechas de emisión y entrega de los
pedidos
No tiene en cuenta las restricciones de capacidad, por lo que no asegura que el
plan de pedidos sea viable.
Es una base de datos integrada que debe ser empleada por las diferentes áreas de
la empresa.
El programa maestro de producción PMP
De acuerdo con Domínguez Machuca (1995) en esta entrada el horizonte de planificación
se subdividirá en periodos o cubos de tiempo semanales, sin embargo, es posible que no se
descomponga en periodos idénticos, pudiendo ocurrir que las proporciones más alejadas
en el tiempo se expresen en meses, incluso en trimestres. Del programa maestro de
producción depende la planificación de componentes y con ella la de personal, equipos,
compra de materiales necesario para llevarlo a cabo.
De esta forma el plan de materiales derivado de la parte firme del PMP también queda
congelado, garantizando una cierta estabilidad en el nivel de ejecución. Otro aspecto a tener
en cuenta son los componentes para los que existe una demanda directa que se vende como
piezas de repuesto o para reparaciones, aunque en ese sentido son auténticos productos
finales, en entornos MRP no suelen incluirse en el PMP sino que las correspondientes
necesidades son introducidas directamente durante el proceso de explosión en el momento
en que son computadas las derivadas de la demanda dependiente.
Para concluir se debe considerar que el PMP utilizado en el MRP originario no toma en
cuenta las limitaciones de capacidad por lo que el plan de materiales resultante podría ser
inviable. Para evitarlo se hace necesario obtenerlo mediante técnicas externas como
Overall Factors (CPOF), Capacity Bills (CB) y Resource Profiles (RP).
La lista de materiales (BOM)

15
De acuerdo a Domínguez Machuca (1995) esta entrada es una descripción clara y precisa
de la estructura que caracteriza la obtención de un determinado producto, mostrando
claramente:
Los componentes que lo integran
Las cantidades necesarias de cada una de ellos para formar una unidad del producto
en cuestión
La secuencia en que los distintos componentes se combinan para obtener el artículo
final.
Aunque existen diversas formas de expresar la Lista de Materiales, la más clara, es la de la
estructura en forma de árbol, con diferentes niveles de fabricación y montaje. La
codificación por niveles facilita la explosión de las necesidades a partir del elemento final,
y su lógica es la siguiente:
Nivel 0: los productos finales no usados, en general, como componentes de otros
productos, es el nivel más complejo de la lista.
Nivel 1: los componentes unidos directamente a un elemento de nivel 0.
Y en general en cada nivel i se situarán aquellos ítems en relación directa con otros de nivel
i-1, siguiendo este proceso hasta llegar a las materias primas y partes compradas en el
exterior. Respecto a los elementos de nivel 0, hay que decir que no siempre se tratara de
productos finales. En el caso de múltiples productos finales, que son en realidad opciones
de un número reducido de modelos, se colocaran en el nivel 0 los subconjuntos complejos
representativos de cada uno de estos. Cuando se da este caso, las listas de materiales se
denominan modulares.
Pronósticos
Según D’alessio (2004) tratar de dirigir una operación de manufactura sin pronósticos
equivale a navegar en una embarcación sin brújula. Según Krajewski (2008:522) Un
pronóstico es una predicción de acontecimientos futuros que se utiliza con propósitos de
planificación y consiste en la estimación y el análisis de la demanda futura para un producto
en particular, componente o servicio, utilizando inputs como ratios históricos de venta,

16
estimaciones de marketing e información provisional, a través de diferentes técnicas de
previsión.
Patrones de la demanda
Según Krajewski (2008:522) Las observaciones repetidas de la demanda de un producto
o servicio en el orden en que se realizan forman un patrón que se conoce como serie de
tiempo, los cinco patrones básicos de la mayoría de las series de tiempo aplicables a la
demanda son:
Horizontal. La fluctuación de los datos en torno de una media constante.
Tendencia. El incremento o decremento sistemático de la media de la serie a
través del tiempo.
Estacional. Un patrón repetible de incrementos o decrementos de la demanda,
dependiendo de la hora del día, la semana el mes o la temporada.
Cíclico. Una pauta de incrementos o decrementos graduales y menos previsibles
de la demanda, los cuales se presentan en el transcurso de periodos más largos
(años o decenios).
Aleatorio. La variación imprevisible de la demanda.
VSM. (Value Stream Mapping)
Es una herramienta de lean manufacturing que permite identificar oportunidades de mejora
dentro de procesos productivo de una organización. Su análisis y diseño de acciones a
tomar se realiza a partir de las cadenas de sub-procesos de fabricación ya que se caracteriza
por dividir en parte pequeñas situaciones de producción complejas.
Es una herramienta de gestión visual, que considera el flujo del proceso en su totalidad
donde lo representa, analiza y mejora en cada etapa o sub-proceso permitiendo “mapear la
situación actual y analizar donde se concentran los mayores problemas del proceso,
extrayendo actividades que no generen valor” para luego mapear una situación deseable.
(Hanemann Ortíz & Gonzales Benavidez, 2006) . Vale la pena resaltar que se puede aplicar
a todo tipo de empresa, ya sea de producción o de servicios.

17
Es un mapeo de la cadena de valor que permite a las partes interesadas de la organización
(Paredes Rodriguez, 2016) diferenciar el desperdicio en cuanto a tiempo, costo e
infraestructura y crear un plan de acción para eliminarlo dentro del proceso como acción
de mejora.
Tiempo de ciclo.
El tiempo de ciclo es el tiempo que se requiere para elaborar una unidad de producto,
calculo que se realiza inicialmente de manera teórica o nominal, luego con la capacidad del
cálculo y luego la capacidad real. A partir de este, se establecen las cantidades a elaborar y
la producción tanto máxima como mínima que se pueden producir
Takt time
El Takt time mide el ritmo de la demanda, de acuerdo al tiempo de producción
disponible sobre la cantidad total requerida. Este va relacionado con el tiempo de ciclo
en el VSM para que la organización cumpla con lo establecido.
MARCO LEGAL.
El señor JOSÈ ALBERTO LUCENA MARTINEZ dueño y único representante legal con
establecimiento de comercio denominado INDUSTRIAS METÀLICAS LUCENA
debidamente constituido en la cámara de comercio de Bogotá, el día 22 de enero de 1985,
bajo el registro 0022793, la empresa es de persona jurídica en la ciudad de Bogotá D.C. El
señor Lucena se constituye comercial y tributariamente como persona natural – régimen
común NIT: 19.365.784-1.

18
DDIAGNÓSTICO OPERATIVO Y ADMINISTRATIVO DE INDUSTRIAS
METÁLICAS LUCENA S.A.S.
3.1. PLATAFORMA ESTRATÉGICA.
Evaluando el punto de llegada de Industrias Metálicas Lucena S.A.S y hacia donde la
dirección enfoca todos los esfuerzos de la organización, podemos destacar misión y visión
como únicos elementos que soportan el pensamiento estratégico de la empresa;
identificando un vacío en pilares estratégicos, relacionados con los valores y políticas
organizacionales.
Dada la política creada en el imaginario colectivo de la organización, donde el empirismo
es parte de las practicas productivas, no se plantean estrategias que permitan disminuir el
riesgo de aumentar la improvisación, que generalmente dilatan y/o retroceden resultados
esperados.
Análisis de elementos existentes en la plataforma estratégica de Industrias
Metálicas Lucena S.A.S.
Misión: La misión presenta el propósito de la compañía, sin especificar el mercado
objetivo el cual satisfacen y las necesidades que suplen, presentan los valores
corporativos como herramientas para satisfacer las necesidades, sin embargo, no se
definen los productos. Se es indispensable inferior el valor agregado y la forma de
medir el éxito de la misión. A continuación, se encuentra textualmente la misión de
Industrias Metálicas Lucena:
laborar y distribuir productos con eficiencia y calidad comprometiéndonos a
hacer una empresa altamente productiva y plenamente humana, que satisfaga
las necesidades y expectativas de nuestros clientes a nivel estatal y
empresarial, estando siempre disponibles a la expectativa para cubrir las
necesidades que el mercado exige, a la par de formar éticamente a cada uno de
los empleados en su vida laboral y personal.
Visión: La visión posee un periodo de tiempo vencido y dada esta situación, es
aprovechable hacer prospección y evaluación respecto a la situación actual de la
19
empresa, logrando evidenciar que lo propuesto años atrás al día de hoy se ha
cumplido, INDUSTRIAS METÁLICAS LUCENA S.A.S. es una empresa líder en
su sector, los progresos de la empresa han permitido que su desarrollo sea sostenible
y se han explorados mercados emergentes, como lo evidencian sus principales
clientes, teniendo en cuenta que el 90% de su demanda está dada por actividades
licitatorias a entes públicos. A continuación, encontramos textualmente la visión de
Industrias Metálicas Lucena:
Nuestra visión para el 2017; Es ser una empresa líder en fabricación de
productos escolar, empresarial y hogar con la mejor calidad y tecnología,
creando de esta manera un desarrollo sostenible, para poder explorar
mercados emergentes, ya sea a nivel de importación o exportación con un
fin primordial: satisfacer las necesidades de nuestro cliente.
Evaluación de la cultura empresarial.
Modelar una cultura de trabajo no es una tarea fácil; lograr la cohesión, identificación,
diferenciación y motivación de los colaboradores son tareas que toda alta dirección debe
tener entre sus objetivos críticos. Los empleados de Industrias Metálicas Lucena S.A.S.,
han accedido a realizar un diagnóstico para identificar donde se encuentra la organización
en materia de cultura organizacional.
Para efectos del diagnóstico se realizó una encuesta descriptiva de tipo cerrada (Ver anexo
1), Estas preguntas están encaminadas a identificar el acercamiento que los colaboradores
tienen sobre la visión, misión, valores de la organización y en general la cultura
organizacional.
En este diagnóstico se usaron un total de 10 colaboradores, los cuales abarcan todos los
puestos jerárquicos de la compañía, a excepción de los gerentes. Ya que ellos, según Lopez
(2018) “son quienes están modelando la personalidad de la empresa hacia todos los niveles.
Los jefes son responsables en un alto porcentaje de la satisfacción (o insatisfacción) de los
empleados”
Generalidades

20
Preliminarmente, se puede observar que los colaboradores no tienen clara la misión y
visión de la compañía, están dedicados a producir bajo la demanda existente, sintiéndose
inspirados de forma regular con la misión y visión, esto genera que, al no tener certeza del
propósito de la compañía, trabajen con un nivel de entusiasmo medio. Sin embargo, no es
suficiente para que ellos dejen de recomendar la empresa como un buen lugar para trabajar,
resaltando a partir de esto el compromiso y lealtad con Industrias metálicas Lucena S.A.S.
Ambiente Laboral
Sin duda, un factor crítico en el ambiente laboral es la ausencia de un espacio de
esparcimiento, esto afecta en el desempeño y bienestar de los colaboradores, los puestos
de trabajo en su gran mayoría poseen las condiciones mínimas de seguridad y son
físicamente cómodos favoreciendo un aumento de productividad; los recursos, equipos,
herramientas y materiales son de fácil acceso y permiten realizar la labor sin problema. La
cultura organizacional es un tema que no se toca dentro de la empresa, demostrando la
ausencia de la misma en todos los espacios productivos.
Reconocimiento y Motivación.
El reconocimiento del trabajo bien hecho, genera un equipo motivado, con sentido de
pertenencia, este factor se cumple de forma regular, ya que los trabajadores no evidencian
reconocimiento en las actividades que desarrollan y perciben que los reconocimientos que
se realizan periódicamente en la compañía, no generan mayor impacto.
Retroalimentación del desempeño
Se destacan los procesos de retroalimentación en la escena operativa de la compañía,
debido que permite afianzar la seguridad y compromiso con la labor, en el diagnostico se
pregunta “¿Consideras que tu jefe inmediato se preocupa por darte retroalimentación?” con
el objetivo de identificar y valorar que tan valorado se siente el trabajador en su oficio,
destacando la participación y labor de los jefes de área en estos procesos. Se identifica, así

21
mismo, falta de confianza y seguridad para opinar libremente por parte de los trabajadores,
es importante eliminar estas conductas debido a que impiden mantener un alto nivel de
compromiso por parte de los empleados, teniendo en cuenta que un proceso de
retroalimentación es bidireccional.
Satisfacción y balance
Los trabajadores sienten que pueden manejar un esquema flexible, otorgando tiempo de
descanso y dándoles autonomía basada en la confianza y la responsabilidad para
administrar su tiempo sin perder eficiencia en los resultados esperados. El balance del
trabajo con su vida cotidiana, debe ser factor de análisis en la administración, es un tema
estratégico para aumentar el nivel de compromiso de los empleados los próximos años.
A los colaboradores les falta un sentido de trascendencia y propósito en su trabajo, se
recomienda tener un manual de funciones claro, dándoles a conocer como su trabajo
importa y contribuye al objetivo misional de la empresa
Crecimiento y desarrollo
La compañía debe generar recursos e ideas respecto a un plan carrera dentro de la
organización, con el objetivo de aumentar el compromiso de la fuerza laboral, los
trabajadores ven con cara inconclusa su futuro profesional dentro de la compañía. Para
prosperar los empleados deben tener más retos que los permita desarrollar en mejor medida
sus habilidades, esto lo podemos ver evidenciado en la oportunidad que tienen los
empleados para decidir cómo hacer su trabajo.
Relación de los empleados con su jefe inmediato
La relación con el jefe inmediato desde la mirada de los empleados es buena, sin queja que
permita ver algún punto de declive, el centro la buena relación es la confianza con que se
ha construido el equipo, de forma que todos persiguen el mismo objetivo. Si bien, no toda

22
la información económico administrativa se puede divulgar es importante mantener
informado el estado de la organización de forma directa, con ello se brinda mayor confianza
y transparencia desde la administración.
Relación de los empleados con sus compañeros.
Existe una conexión regular entre los pares, en los ambientes laborales se deben trabajar
en asesorías de trabajo en equipo, para hacer sentir al colaborador más seguro y satisfechos.
La persona les gusta sentirse incluidas por ello se debe mejorar el sentido de pertenencia
al grupo. El 85% de los encuestados afirmaron tener amigos dentro de la organización, esto
es positivo debido a que incrementa la retención de los colaboradores y mejora el clima,
entre los colaboradores existe un recibimiento a la crítica constructiva, esto permite generar
discusiones que terminan en oportunidades de mejora.
ESTRUCTURA ORGANIZACIONAL.
Tal como lo plantea el modelo Competing Values FrameWork, Industrias Metálicas
Lucena hace parte de una clasificación denominada mercado, lo cual hace de una
organización que esté orientada a los resultados, lo cual su principal indicador, es que las
cosas salgan bien, sin pormenor. La gerencia es competitiva y orientada a os objetivos. La
reputación y éxito en los negocios es más que un capital de valor, por ello se esmeran al
máximo por generar dinámicas que los tenga en la punta del mercado y posicionamiento.
En este ambiente de trabajo, el control impera sobre la organización y los mandos más alto
se encargan de ello.
En la figura 3, podemos observar el organigrama institucional, el cual cita a plenitud la
organización institucional.

23
Figura 3. Organigrama Industrias Lucena S.A.S.
Fuente: Industrias Lucena S.A.S.
PORTAFOLIO.
Dentro de la propuesta comercial que Industrias Metálicas Lucena S.A.S. ofrece a su sector,
presenta 72 productos en su portafolio, divididos por 9 nichos específicos los cuales son:
oficina, colbòn, escolar, archivo/institucional, cafetería/jardín, tubería eléctrica, estantería
y accesorios. (Ver anexo 2)
PROCESOS
Objetivo del proceso.
Producir sillas universitarias adecuadas para consumo final mediante operaciones
secuenciales en Industrias Metálicas Lucena S.A.S. de transformación y valor agregado,
para objeto de este estudio se ha decidido usar este proceso, debido a que genera el 60%
de las ventas para la empresa.

24
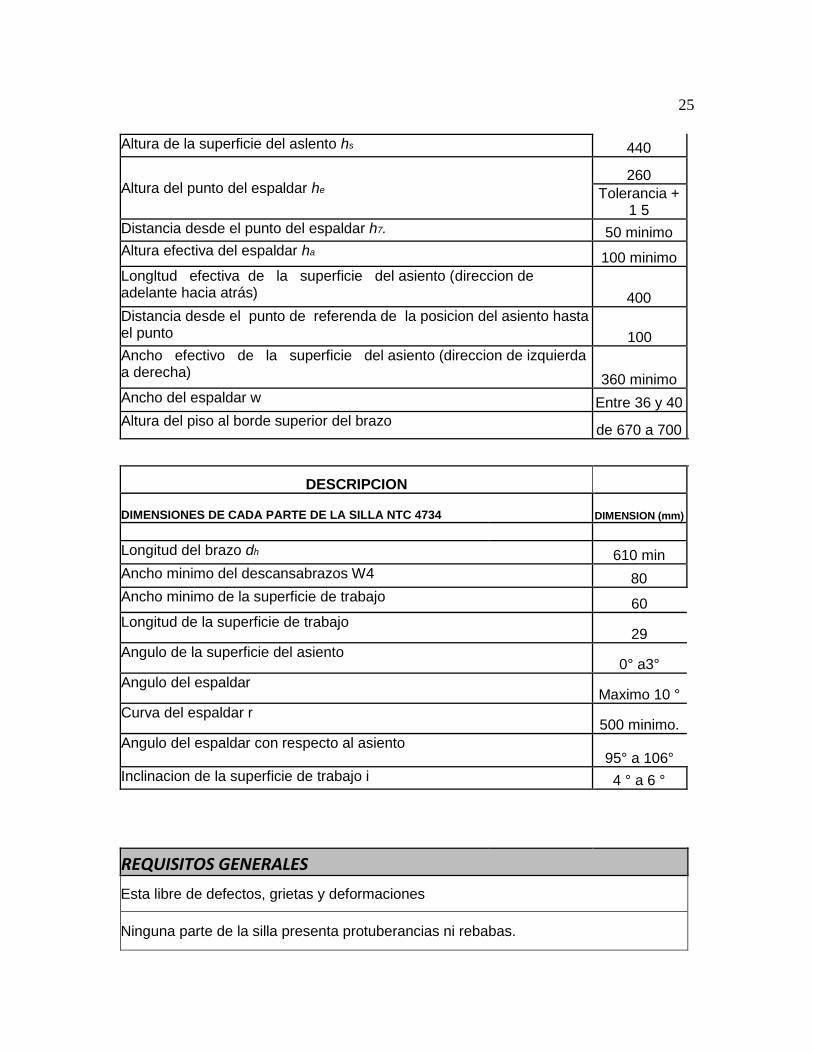
Ficha Técnica Sillas Universitarias.
SILLA UNIVERSITARIA NTC 4734
Compuesto por: UNA (1) SILLA CLASE 4
DESCRIPCION Y USO
Sillas destinadas al trabajo en las aulas de clase.
DESCRIPCION TECNICA
ESPECIFICACIONES TECNICAS CUMPLE NO CUMPLE
ESTRUCTURA DE LA SILLA
Espesor nominal de lapared del tubo de acero cold rolled 1.21 minimo (Cal.18), diametro 22mm minimo 7/8" x
Bandeja portalibros en lámina Cold Rolled de 0.76 mm (calibre 22) x
Asiento y espaldar curvo en triplex minimo de 12mm sellado y lacado mate x
Brazo en triplex de 12mm, superficie lisa. x
Pintura de la estructura en polvo horneable electrostática NTC 2800 x
Módulos en pintura para madera laca catalizada mate x
Aplicación soldadura Mig x DESCRIPCION
DIMENSIONES DE CADA PARTE DE LA SILLA NTC 4734 DIMENSION (mm)
25
Altura de la superficie del aslento hs 440
Altura del punto del espaldar he 260
Tolerancia + 1 5
Distancia desde el punto del espaldar h7. 50 minimo
Altura efectiva del espaldar ha 100 minimo
Longltud efectiva de la superficie del asiento (direccion de adelante hacia atrás) 400
Distancia desde el punto de referenda de la posicion del asiento hasta el punto 100
Ancho efectivo de la superficie del asiento (direccion de izquierda a derecha)
360 minimo
Ancho del espaldar w Entre 36 y 40
Altura del piso al borde superior del brazo de 670 a 700
DESCRIPCION
DIMENSIONES DE CADA PARTE DE LA SILLA NTC 4734 DIMENSION (mm)
Longitud del brazo dh 610 min
Ancho minimo del descansabrazos W4 80
Ancho minimo de la superficie de trabajo 60
Longitud de la superficie de trabajo 29
Angulo de la superficie del asiento 0° a3°
Angulo del espaldar Maximo 10 °
Curva del espaldar r 500 minimo.
Angulo del espaldar con respecto al asiento 95° a 106°
Inclinacion de la superficie de trabajo i 4 ° a 6 °
REQUISITOS GENERALES
Esta libre de defectos, grietas y deformaciones
Ninguna parte de la silla presenta protuberancias ni rebabas.

26
La superficie del asiento y del espaldar de la silla son anatómicos, de apariencia uniforme e impiden que el usuario resbale.
La silla terminada no presenta defectos como desviaciones, grietas, aristas vivas ni elementos que afectan la seguridad del usuario, igualmente, las esquinas de la superficie son redondeadas.
El ensamble de la silla es fuerte y se hace mínimo con soldadura tipo mig o con otro método que la supere.
Si se emplean tornillos u otros accesorios metálicos se aseguran de forma que las uniones no se aflojen.
La superficie de trabajo esta diseñada de tal forma que permanece firme cuando esta en uso.
Las partes que van adheridas no se desprenden.
Cualquier elemento o ensamble que une la estructura con la tabla superior, esta hecho de tal forma que sus extremos no sobresalen de los bordes de la misma.
Las partes salientes y las patas tienen tapones internos a presión para que al mover la silla no queden marcas ni rayones en el piso ni ocasionen ruido excesivo ni filos expuestos que afecten al usuario.
El borde frontal del asiento es redondeado.
La silla tiene un lugar para guardar los útiles de trabajo, sin alterar los requisitos dimensionales y funcionales.
La silla tiene descansabrazo.
La silla es liviana de tal forma que los usuarios pueden moverla sin dificultades.
Los materiales utilizados en la fabricación de la silla son tratados para evitar la propagación del fuego y la emisión de gases tóxicos.
Alcance del proceso.
El proceso inicia con el recibimiento de la materia prima al área de corte de tubos, a partir
de allí es transformado por medios mecánicos, electroestáticos y de fusión, hasta llegar al
producto terminado, empacado y preparado para despacho.
Líder del proceso.

27
Nicolás Lucena, Gerente de producción. De él se desprenden demás responsables del
equipo de producción (Ver figura 4)
Figura 4. Organigrama nodo producción
Fuente: Industrias Lucena S.A.S.
Proveedor
Proveedor Interno: Para el desarrollo de este proceso establecemos como
proveedor interno las tablas de madera que corresponden a procesos diferentes
y no hay intersección en el uso con la maquinaria y equipo.
Proveedor externo: Laminas y tubos
Entrada
Tubo de acero Cold Rolled:
o Espesor nominal minimo 1.21 mm (calibre 18)
o Diámetro 22 mm, minimo 7/8”
Lámina Cold Rolled
o Espesor nominal 0.76 mm (calibre 22)
Pintura en polvo hornearle electrostática NTC 2800
Soldadura mig
Asiento punta baja Triplex de 12mm
Espaldar curvo Triplex de 12 mm
Brazo en triplez de 12 mm lacado al natural

28
Flujograma
Diagrama de flujo de funciones cruzadas
Tuberias Soldadura Limpieza PinturaPulidoDoblado Portalibros Terminados Ensamble
Cortado de lamina
Alistamiento
Pulzonado
Trazado
Flejado
Iniciar
Desengrasado
Enjuague Alistamiento
Pintura electroestática
Corte de tubo espaldar (1.55 m)
Soldadura de patas y espaldar
Soldado de tubos de refuerzo y portalibros
Secado
Terminar
Corte de tubo patas X2(1.6 m)
Corte de tubo brazos (1.3 m)
Corte de tubo codo (0.77 m)
Soldado del tubo de brazo y el
codo.
Se realizan cuatro (4) dobleces
Se realizan tres (3) dobleces
Se realizan tres (3) dobleces
Se realizan dos (2) dobleces
Pulido de las puntas y uniones
de soldadura
Lavado
Horneado
Perforados para anclaje del espaldar
Tapones base
Vinipelado de las patas
Ensamble de la estructura con la base del asiento
Ensamble de la estructura con el
brazo
Ensamble del espaldar

29
Caracterización del proceso.
EL siguiente elemento de la caracterización se hace referencia a las actividades que desarrolla el proceso para transformar los elementos
de entrada en elementos de salida y se describen en torno al ciclo PHVA.
Tabla 2.Caracterización del proceso
1. OBJETIVO
Describir el proceso fabricación del producto, así como del talento humano, materia prima y mano de obra necesarios para el
funcionamiento de dichas operaciones
2. ALCANCE
Satisfacer al cliente a tiempo y de calidad
3. LÍDER DEL PROCESO
Sub Gerente administrativo
4. DESCRIPCIÓN
PROVEEDOR INSUMO (Entrada) ÍTEM PRODUCTO/SERVICIO
(Salida) CLIENTE
P
Determinación de
cantidad de sillas
para producción,
basado en los
requerimientos por
parte de ventas.
Producción de Tubos Materia prima H Almacenamiento
corte Tubos de aluminio Corte de tubos

30
Almacenamiento de
corte tubos de aluminio Corte Tubos cortados dobladora de tubos
dobladora de tubos Tubos cortados Doblado tubos doblados Almacenamiento tubos
doblados
Almacenamiento
láminas de aluminio Materia prima
Almacenamiento de
láminas de aluminio Láminas de aluminio Cortado de lamina
Almacenamiento de
láminas de aluminio Láminas de aluminio cortado 5 Pulzonado
Cortado 5 Pulzonado Laminas pulzonadas Trazado
Pulzonado Laminas pulzonadas Trazados Laminas trazadas Flejado
Trazado Laminas trazadas Flejado Laminas flejadas Soldadura
Almacenamiento
tubos doblados tubos doblados Soldadura Tubos soldados Soldadura
Laminas flejadas Materia prima Soldadura Estructura soldada Pulido
Soldadura Estructura soldada Pulido Estructura pulida Limpieza
Pulido Estructura pulida Limpieza Estructura desengrasada, lavada
y secada Pintura
Limpieza
Estructura
desengrasada, lavada
y secada Pintura Estructura pintada y horneada Terminados
Pintura Estructura pintada y
horneada Terminados Estructura con bases y tapones Ensamble

31
Terminados Estructura con bases
y tapones Ensamble
Estructura con base del asiento,
espaldar y estructura del brazo Despacho
INDICADORES
V Conteo de sillas
REGISTROS
Total Unidades entregadas
Cantidad de sillas producidas
Fuente: propia

32
RECURSOS.
Mano de obra.
La empresa tiene como capital humano 61 trabajadores, entre ellos se encuentran los del
plantel operativo y administrativo. En la tabla 1, podemos observar la división de cada
categoría.
Estacionalidad.
Teniendo en cuenta el tipo de producto en cuestión, denota una estacionalidad en ventas,
por tanto, para los gerentes el precio de la silla aumenta o disminuye, según sea el periodo
de tiempo. En el capítulo 3, se abordará a profundidad este tema.
Figura 5. Demanda por trimestre
Elaboración: propia
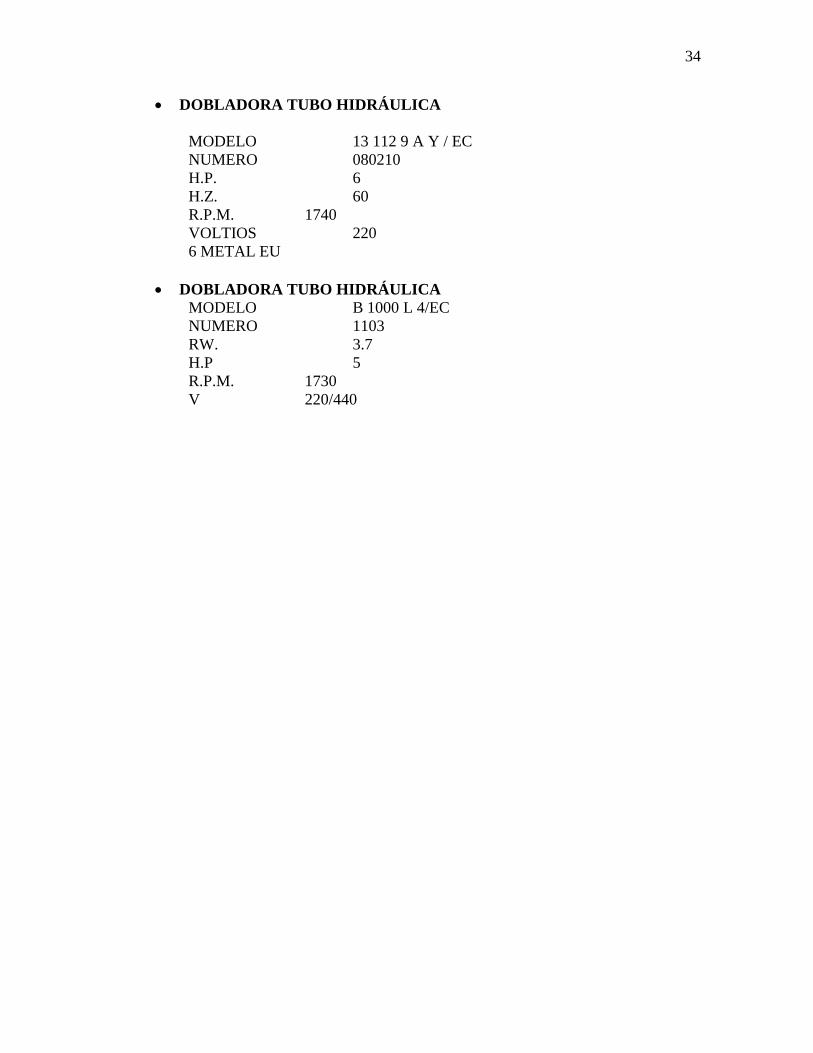
Maquinas
A continuación, se presentan el listado de las máquinas que existen en la empresa, aportando
una buena oferta productiva al proceso, el limitante del proceso no son las máquinas. Las
0
50
100
150
200
250
300
350
T1(2017)
T2(2017)
T3(2017)
T4(2017)
T1(2018)
T2(2018)
T3(2018)
T4(2018)
T1(2019)
T2(2019)
T3(2019)
T4(2018)
Demanda

33
maquinas no son de última generación, pero si están en buen estado, ofreciendo en muy pocas
ocasiones paradas técnicas
DESPUNTADORA HIDRÁULICA
MARCA KING
MODELO 2000
SERIE 0308
NUMERO 003
MOTOR 2.20 A 440
2 HP
1680 R.P.M.
PLEGADORA DISAM
MODELO WC67 X -63/2500
NOMINAL PARCE 630 RN
MANUFACTURA 1102100
MANUFACTURA DATA 2011 2
MOTOR TYPE Y132 M2 -6
NUMERO 36663
RPM 1155
CURREN 223 A
PLEGADORA CNC HIDRÁULICA
TYPE A P H 5 26060
MODELO 11 / 2014
SERIAL 21608
CAPACIDAD 60 TONELADAS
BENDING LENGTH MN 2600
MAIN VOLTAJE V / H 2 /PH 220 /60 /3
MOTOR POMAN KW 5.5
SERIAL MAQUINA APHS 26060
GRAFADORA ELECTRICA
NIAGRA MOTOR 220
120 QUE GRAFA
GRAFADORA DE 49 CM HIDRÁULICA
MOTOR
5.5 HP
220/ 440
R.P.M. 1730
60 H.Z.
34
DOBLADORA TUBO HIDRÁULICA
MODELO 13 112 9 A Y / EC
NUMERO 080210
H.P. 6
H.Z. 60
R.P.M. 1740
VOLTIOS 220
6 METAL EU
DOBLADORA TUBO HIDRÁULICA
MODELO B 1000 L 4/EC
NUMERO 1103
RW. 3.7
H.P 5
R.P.M. 1730
V 220/440

35
DIAGNÓSTICO DEL SISTEMA DE PLANEACIÓN Y CONTROL DE LA
PRODUCCIÓN DE INDUSTRIAS METÁLICAS LUCENA S.A.S.
GESTIÓN DE LA PLANEACIÓN Y CONTROL
Planeación de la producción
El proceso de producción de Industrias Metálicas Lucena S.A.S., el cual se presenta a
continuación (Ver figura 6) se puede evidenciar que está divido en 4 partes generales las
cuales se funcionan de la siguiente forma:
Figura 6. Proceso de la planeación de la producción
Diagrama de flujo de la planeación de la producción
Gerente de producción
Jefes de área Producción Ensamble
Iniciar
Requerimiento licitatorio de productos.
Preparar plan de producción
Orden de producción partes
de madera
Orden de producción estructura metálica
Orden ensamble
Disponibilidad de material
SI Producción
NO
Disponibilidad de material
SI Producción
No
Ensamble
Fin
Fuente: propia
Gerente de producción
Una vez una oferta o licitación se haya concretado y llegado a un acuerdo de pago, el
gerente de producción se reúne con los jefes de área para realizar y dar una mirada al

36
proceso de producción que satisfaga las características requeridas por el cliente.
Asigna tareas a los jefes de área y continua el proceso. El gerente de producción, así
mismo, se encarga de negociar con proveedores y hacer compras.
Jefes de área
Los jefes de área posterior a recibir por parte de la gerencia, la notificación de lo que
deben de producir, realizan un control de su inventario de insumos, asignan tareas a
los operarios y solicitan la materia prima faltante.
Producción
Teniendo la materia prima completa o incompleta, se comienza la producción con la
materia prima existente, usando de la forma más eficiente la fuerza laboral.
Ensamble
Una vez todos los procesos anteriores se ha realizado el grupo de ensamble entra en
acción y comienza su labor, se intenta que este proceso sea muy eficiente ya que este
presenta un alto riesgo de ser factor de cuello de botella.
Proceso productivo
El proceso mediante el cual, este trabajo ha centrado sus aportes teóricos y académicos, está
dado por el sistema productivo de las sillas universitarias, producto estrella de Industrias
Metálicas Lucena S.A.S., el cual representa el 60% de las ventas y contiene la línea de
producción más completa con relación a los demás productos que ofrece la empresa.
El sistema está compuesto por 6 etapas las cuales están definidas de la siguiente forma:
madera, tubería, doblado, portalibros, soldadura, pulido, limpieza, pintura, terminados. Es
preciso dar una descripción de la didáctica de funcionamiento de cada una de estas etapas,
las cuales para la descripción se realizaron entrevistas a los operarios y observación directa
que permitieran reconocer los procesos e implicaciones en cada una de éstas. A continuación,
observamos la respectiva descripción de cada una:
Madera: Este proceso inicia con el pegado de tres (3) láminas Triplex de 4mm,
las cuales se pegan una a otra hasta alcanzar la altura del producto en cuestión,

37
para este caso, las sillas universitarias regidas por la NTC 4734 exige 12 mm
de altura,
Tubería: Un (1) operario se encarga de hacer cortes perpendiculares en tubos
7/8” de calibre 18, teniendo en cuenta las medidas establecidas para la
fabricación de las sillas (Ver tabla 1). El operario se encarga de sacar lotes por
medida, una vez terminado, comienza a sacar el lote de la siguiente medida. Así
hasta completar todas las unidades para el lote a producir. El almacenamiento
del tubo se tiene a disposición del puesto del trabajo, el tubo cortado se deja a
un lado del puesto de trabajo.
Doblado: Un (1) operario se encarga de arquear los tubos, usando una dobladora
de tubos hidráulica, con la ayuda de un metro y revisión a ojo configura la
curvatura ideal, se establecen las medidas en la máquina y se inicia con el
proceso pieza por pieza, tal cual trabaja el cortador de tubos produce la cantidad
necesaria por lotes.
Portalibros: Con el uso de una prensa, se realizan cortes de lo que será la
superficie de los portalibros, luego de ello este material es llevado a la
punzonadora, la cual con la alimentación y supervisión de una operaria la
punzonadora realiza los perforados y punzados que requiera el diseño, luego de
este proceso se devuelven las láminas cortadas y se trazan las líneas por donde
se flejaran y realizarán los dobleces, esto requiere la atención de dos operarios
y una plegadora Disam y una plegadora CNC hidráulica.
Soldadura: Teniendo los portalibros, tubos cortados y doblados, el soldador
dispone a soldar las patas junto al espaldar, para ello utiliza una plantilla
metálica, la cual tiene la función de sostener los tubos en las medidas
preestablecidas y posteriormente soldarlas. Luego, une refuerzos y el
portalibros. El soldador retira la estructura soldada de su puesto de trabajo e
instala una nueva plantilla que sirve para soldar el codo y el tubo del brazo,
terminando con ello el proceso de soldado
Pulido: Un (1) operario con la ayuda de una pulidora eléctrica se encarga de
obtener un aspecto agradable en los puntos de la soldadura y un estado
de superficie de alta calidad caracterizado por su mínima rugosidad.
38
Limpieza: El operario que se encarga de pulir ancla las estructuras metálicas a
un riel, el cual conduce a un túnel de aspersión, el cual lava, desengrasa,
enjuaga, y seca, al salir del túnel la estructura la recibe un operario, el cual se
encarga de secar con una toalla y desechar los residuos de agua que quedan por
dentro de la estructura.
Pintura: Un (1) operario se encarga de colgar la estructura metálica a un riel, el
cual es la entrada al túnel de horneado, en ese punto el operario con la ayuda de
una pistola aspersa la pintura electroestática en polvo una vez pintado inicia su
recorrido en el horno.
Terminados: Al salir del horno, un operario realiza unos huecos en el espaldar
para el anclaje de la madera, luego se ponen los tapones de las patas y se procede
a un vinipelado de las patas.
Ensamble: Teniendo ya la estructura, se procede a instalar la base del asiento,
la base del espaldar y posterior a ello, el brazo. Usando un destornillador
neumático se instalan las tuercas y tornillos con los que se ajustan todas las
piezas.
Gestión de inventarios
Dadas las políticas de gerencia inventarios de materia prima tienen, debido a que ellos
trabajan por pedidos, para lo cual realizan compras de materia prima y almacenan junto a la
estación de trabaja cada vez que van a producir el especifico producto.
Lo mismo ocurre, con el inventario de productos terminados, se almacenan junto a la estación
de trabajo en espera de despacho, procurando manejar las cargas para no generar una
sobreacumulación de producto terminado.
Control de las operaciones del proceso productivo
Para controlar el tiempo de producción y la cantidad de materia prima procesada, los jefes
de área hacen pares de supervisión, para verificar y contabilizar el rendimiento de los
operarios, de forma empírica se llevan estos procesos, evidenciando la ausencia de una
herramienta que permita tener en datos exactos cuanto te ha producido en determinado
momento.

39
Control de calidad
El control de calidad a los materiales los hace el operario que hace parte del primer proceso
de modificación de esa materia prima, rechazando el elemento que no cumple con las
especificaciones mínimas de funcionamiento que son críticas para el operario.
Durante el proceso, los encargados de realizar labores de calidad serían los jefes de área, sin
embargo, según lo estudiado por observación para fines de este estudio, no se observa
practica alguna que denotara la importancia de la calidad en el proceso.
El control de calidad en producto terminados lo revisan el grupo de ensamble, al momento
de hacer su tarea, pieza que se detecte un grave error que afecte su funcionamiento es
rechazada. Sin embargo, no tienen ningún lineamiento que orden a este proceso.
Control de costos
El control de materiales directos y de producción en lo que corresponde a costos, lo maneja
de forma directa el gerente de producción él se encarga de compras y proveedores. Por otro
lado, los costos que se generan por el capital de trabajo se encargan la profesional de talento
humano, la cual liquida y maneja el control de costos por parte de los colaboradores.
Gestión de clientes
Industrias Metálicas Lucena S.A.S. tiene importantes ventas en el sector público,
distribuyendo su capacidad de oferta en todo el territorio nacional.
Los clientes de Industrias Metálicas Lucena S.A.S adquieren su producto en la mayoría de
las veces al por mayor, teniendo en cuenta que el 80% de sus ventas son de carácter licitatorio.
Gestión de proveedores.
La política de compras, está dada por la decisión del gerente de producción, manejando
proveedores rotatorios que generen una oportunidad de ahorro, para la materia prima de
primera necesidad como son los tubos, se mantienen acuerdo con proveedores.
Dados los manejos de producción por contingencia, en ocasiones los proveedores de materia
prima pueden llegar a ser las ferreterías cercanas a la fábrica. Prima el cubrimiento de la
necesidad que la planeación.

40
ANÁLISIS DEL CONTROL Y PLANEACIÓN DE PRODUCCIÓN EN
INDUSTRIAS METÁLICAS LUCENA S.A.S.
El proceso de planeación y control de la producción es deficiente en varios aspectos, debido
a que no se tienen las herramientas necesarias para ejercer en primer medida control sobre
los procesos. Por otro lado, se evidencia que la mayoría de información se encuentra
centralizada en una persona, lo cual ofrece una oportunidad por el manejo especializado que
se le pueden dar a las diferentes situaciones de contingencia, pero al mismo tiempo ofrece
una amenaza para el tránsito y flujo eficiente de la organización, teniendo en cuenta que ésta
la hace parte un sinnúmero de colaboradores que requieren de información para poder
ejecutar de forma más eficiente sus trabajos. El tener información centralizada en un sistema
que permita retroalimentar y distribuir información de forma inmediata generaría un mayor
provecho de la información.
Al no contar con una visión clara y amplia de los requerimientos por parte de los clientes
tanto de cantidad, calidad y tiempo, los involucrados en el proceso no pueden desarrollar de
manera adecuada sus funciones, teniendo resultados funcionales, pero no óptimos, esto
genera pérdidas funcionales, mermas, horas hombre inutilizables, etc.
Logrando mejorar la planeación se podría optimar de mejor manera el uso de la maquinaria
y la fuerza laboral logrando una eficiente mezcla de pedido, esto actualmente se realiza de
forma empírica y teniendo en cuenta la necesidad de pedidos contigentes o de corto plazo,
sin aprovechar las diversas combinaciones que se pueden lograr con un buen planeamiento.
El bajo nivel de stock se convierte en una oportunidad por el manejo de espacio, disminución
de porcentaje de perdida de materia prima por avería o robo y nulo costo de almacenaje. Sin
embargo, al no tener un stock mínimo en época de contingencia se producen paro de
producción pudiendo generar un mayor daño productivo y económico a la empresa por la
incomodidad al cliente que esto produce, además de la imagen desordenada que se vería de
la empresa.

41
Dado el manejo que se le está dando por parte de planeación es imposible determinar
exactamente el costo de fabricación, llevan control de insumos, pero no de las horas hombre
que vale producir una unidad, ni la depreciación y horas que se dedica una maquina por
unidad. No hay un control exacto del tiempo dedicado de la capacidad instalada de la planta
en la generación de producto terminado, por ende, los costos de producción no se pueden
obtener de forma confiable
Al no contar con un sistema de carácter informático que conecte todas las áreas de la empresa,
dificulta manejar una planeación eficiente en todos los sectores e involucrados directos en la
misión de la empresa.
A continuación, se presenta a modo gráfico un diagrama causa – efecto (ver figura X ), el
cual nos genera un panorama más claro de las problemáticas de Industrias Metálicas Lucena
S.A.S. detectando el problema específico en la deficiencia del proceso de planeación y
control de la producción, para lo cual el autor propone implementar MRP II, como
herramienta de ayuda para la estandarización de procesos.

42
Elaboración : propia
Figura 7. Diagrama de causa y efecto
43
PROPUESTA DE IMPLEMENTACIÓN MRP II
5.1.MODELO MRP II
Para implementar la planeación de los recursos de manufactura, se debe orientar a todos los
involucrados en una misma dirección, y desarrollen sus actividades en torno a una metodlogia
especifica que alimente no solo su operación si no el sistema en general, que es lo que se
pretende lograr con esta implementación. El modelo que se muestra a continuación (ver
figura 8), identifica y expone las conexiones, e información que se requiere para llevar un
buen flujo de información:

44
Figura 8.Modelo MRP II
5.2. BALANCE DE LÍNEAS.
Para el respectivo balanceo de línea, utilizamos la técnica heurística para el balanceo de línea
de un ensamble, usando procedimientos y reglas como herramienta de resolución de
problemas.
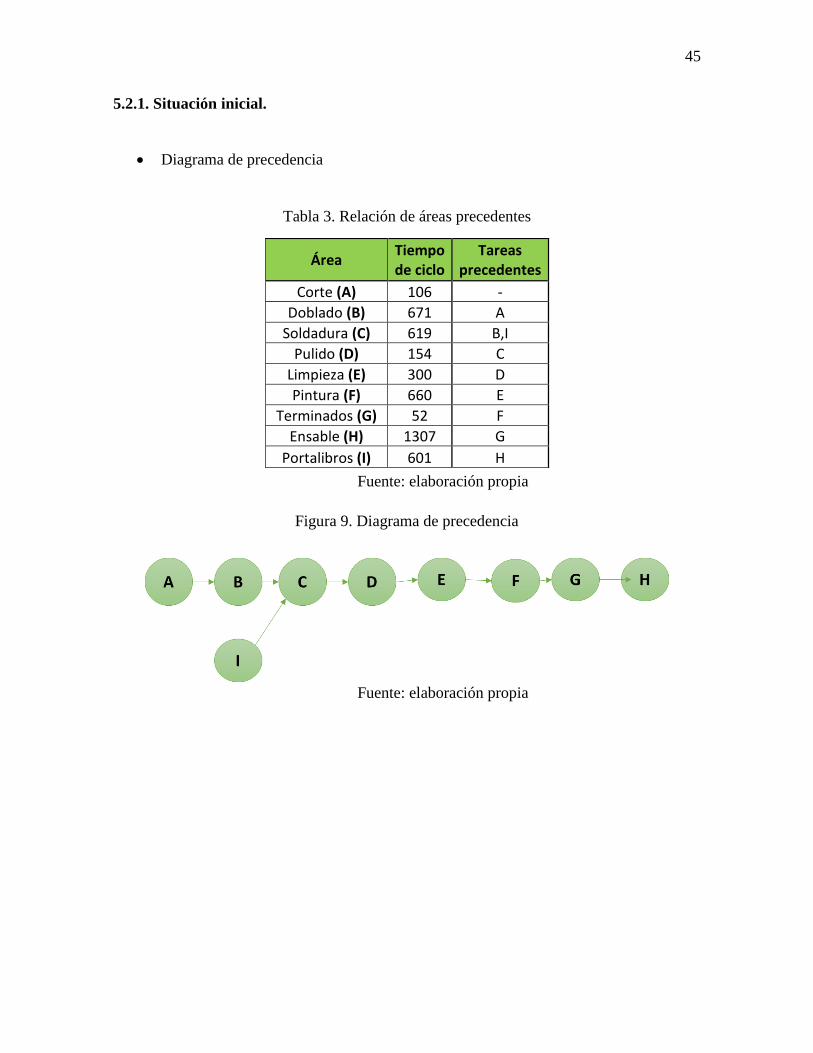
45
5.2.1. Situación inicial.
Diagrama de precedencia
Tabla 3. Relación de áreas precedentes
Fuente: elaboración propia
Fuente: elaboración propia
Área Tiempo de ciclo
Tareas precedentes
Corte (A) 106 -
Doblado (B) 671 A
Soldadura (C) 619 B,I
Pulido (D) 154 C
Limpieza (E) 300 D
Pintura (F) 660 E
Terminados (G) 52 F
Ensable (H) 1307 G
Portalibros (I) 601 H
Figura 9. Diagrama de precedencia

46
Cycle Time / Takt Time Chart
Min
/Ite
m
0
1
2
3
4
5
6
7
8
9
10
11
A0030 A0050 A0070 A0090 A0110 A0130 A0150 A0170 A0220
Cycle Time Per Unit
Legend
Activity Takt Time
5.2.2. Propuesta balanceo de líneas
Tiempo de ciclo de la estación de trabajo
𝑇𝑖𝑒𝑚𝑝𝑜 𝑑𝑒 𝐶𝑖𝑐𝑙𝑜 = 540 minutos/dia
70 𝑢𝑛𝑖𝑑𝑎𝑑𝑒𝑠/𝑑𝑖𝑎= 7,71 𝑚𝑖𝑛𝑢𝑡𝑜𝑠/𝑢𝑛𝑖𝑑𝑎𝑑
Teniendo en cuenta el diagrama de precedencias y los tiempos unitarios de las actividades,
Industrias Metálicas Lucena S.A.S. determina que se requiere de 7.71 minutos/unidad para
salida de la línea de ensamble.
Número mínimo teórico de estaciones de trabajo (Nt) requeridas.
𝑁𝑡 =Suma de los tiempos de las tareas (T)
Tiempo del ciclo (TC)
𝑁𝑡 =(106 + 671 + 619 + 154 + 300 + 660 + 52 + 1307)
7.71 minutos
𝑁𝑡 =64.48 𝑚𝑖𝑛𝑢𝑡𝑜𝑠
6
𝑁𝑡 = 8 𝑒𝑠𝑡𝑎𝑐𝑖𝑜𝑛𝑒𝑠
Por medio del número mínimo teórico obtenemos las estaciones necesarias para obtener una
solución que no restringe los requerimientos de existencia y que agrupa las tareas en 8
estaciones.

47
Reglas de asignación.
Dar prioridad a las tareas que les siga un número mayor de otras tareas.
Tarea Tareas siguientes
A 7
B, I 6
C 5
D 4
E 3
F 2
G 1
H 0
Asignación de las tareas para formar las estaciones de trabajo.
Teniendo en cuenta Tiempo de Ciclo= 7.71 minutos, identificamos las tareas que hacen parte
de una misma estación por estar dentro del tiempo de ciclo. Así mismo, se identifica un
tiempo de ocio de 662 segundos. Para lo cual se propone optimizar capacidades en los puestos
de trabajo.
Estación Tarea Tiempo de la
tarea
Tiempo restante
no asignado
1 A 106 481,4
2 B 671 -83,6
3 I 601 -13,6
4 C 619 -31,6
5 D 154 433,4
E 300 133,4
6 F 660 -72,6

48
7 G 52 535,4
8 H 1307 -719,6
Calculo de la eficiencia
𝐸𝑓𝑖𝑐𝑖𝑒𝑛𝑐𝑖𝑎 = 𝑇
𝑁𝑟 ∗ 𝐶
𝐸𝑓𝑖𝑐𝑖𝑒𝑛𝑐𝑖𝑎 = 64.48 𝑚𝑖𝑛𝑢𝑡𝑜𝑠/𝑠𝑖𝑙𝑙𝑎
8 𝑒𝑠𝑡𝑎𝑐𝑖𝑜𝑛𝑒𝑠 ∗ 7.71 𝑚𝑖𝑛𝑢𝑡𝑜𝑠
𝐸𝑓𝑖𝑐𝑖𝑒𝑛𝑐𝑖𝑎 = 0.97 = 97%
El tiempo de ciclo está afectado por un cuello de botella en ensamble, se es necesario realizar
cambio en la línea de ensamblaje obteniendo con ello un 97% de eficiencia. Se propone
aumentar el pie de fuerza de 2 mínimo 4 colaboradores en ensamble.
Cycle Time / Takt Time Chart
Min
/Ite
m
0
1
2
3
4
5
6
A0030 A0050 A0070 A0090 A0110 A0130 A0150 A0170 A0220
Cycle Time Per Unit
Legend
Activity Takt Time
5.3. PRONÓSTICOS
Para pronosticar las ventas, se tomará en cuentas las ventas históricas de los últimos 24 meses
de sillas universitarias, y se proyectará la demanda para los 12 meses del año 2019. En primer
lugar, se analizará la demanda mensual (Ver figura 10), donde se puede observar que las
ventas muestran una tendencia estacional con ciclo. De acuerdo con este análisis previo, se

49
utilizarán el modelo cuantitativo de series de tiempo, y los métodos de Promedio Móvil
Simple
Se establece la demanda a partir de las unidades aproximadas producidas en los últimos dos
años, levantando la información a partir de facturas y cuentas de cobro, debido a que la
sistematización en histórico de ventas es inexistente.
Tabla 4. Demanda histórica 2017 - 2018
Trimestre Unidades Vendidas 2
01
7
1 1074
2 1262
3 866
4 1387
20
18
1 1280
2 1650
3 1100
4 1771
Fuente: elaboración propia
Figura 10. Demanda 2017 - 2018
Elaboración: propia
Dado el comportamiento estacional de las sillas universitarias, se evalúa y tratan los datos
mediante la herramienta de índices estacionales, como resultado se obtiene una proyección
por trimestres.
0
100
200
300
400
500
600
700
800
Demanda 2017 - 2018
2017 2018

50
5.3.1. Calculo del pronostico
Observando los ciclos expuestos por el comportamiento de la demanda y tal como de observa
en la figura 10. Podemos identificar. En el proceso de la elaboración del pronóstico, (ver
tabla 5) es necesario aislar el patrón estacional, a modo de suavizar los datos por medio de
un promedio móvil, un promedio móvil centrado, los índices de estacionalidad y por
resultado las ventas.
Realizamos el pronóstico con ayuda de la herramienta informática Excel, posterior a ello
aplicamos los índices de variación estacional los cuales recogen el incremento o disminución
porcentual del componente estacional en cada periodo (ver tabla 6).
Tabla 5. Elaboración pronostico
Año Trimestre t Unidades Vendidas
Promedio movil
Promedio movil
centrado
Valor indice
Indice estacional
Ventas des-estacionalizadas
t*Yt t2
20
17
1 1 1073,5 1,0 1111,3 1111,3 1,0
2 2 1261,6 1,2 1306,0 2612,0 4,0
3 3 866,4 1147,1 1172,9 0,7 0,7 896,9 2690,7 9,0
4 4 1387,0 1198,8 1247,3 1,1 1,1 1435,8 5743,3 16,0
20
18
1 5 1280,0 1295,9 1325,1 1,0 1325,1 6625,3 25,0
2 6 1650,0 1354,3 1402,3 1,2 1708,1 10248,4 36,0
3 7 1100,0 1450,3 1138,7 7971,0 49,0
4 8 1771,0 1833,3 14666,6 64,0
Elaboración: propia
Año Trimestre Pronostico
201
9
1 1637
2 2086
3 1367
4 2144
Para verificar que el método utilizado logra pronosticar el índice estacional, y reducir la
variación del patrón cíclico evidenciado, se verifica mediante una representación gráfica (ver

51
figura 7) que se mantiene el comportamiento estacional de la demanda y se evidencia un
incremento en la demanda de los últimos dos periodos.
Figura 11 Comportamiento estacional
Elaboración: propia
Por último, se grafican los datos obtenidos de las demandas históricas 2017 - 2018 y las
demandas proyectadas para el año 2019. Observando fielmente el comportamiento estacional
y el futuro comportamiento del mercado. (Ver figura 8)
Figura 12. Pronostico 2019
Elaboración: propia
0
200
400
600
800
1000
1200
1400
1600
T1 (2017) T2 (2017) T3 (2017) T4 (2017)
Comportamiento estacional
Series1 Series2 Series3
0
500
1000
1500
2000
2500
T1 (2017)
T2 (2017)
T3 (2017)
T4 (2017)
T1 (2018)
T2 (2018)
T3 (2018)
T4 (2018)
T1 (2019)
T2 (2019)
T3 (2019)
T4 (2019)
Unidades producidas
Unidades producidas

52
5.4. PLAN MAESTRO DE PRODUCCIÓN
5.4.1. Plan agregado de producción.
Para la elaboración del plan agregado de producción es necesario identificar las variables que
intervienen en la producción otorgando capacidad de carga para los procesos de producción.
Horas hombre necesarias
Teniendo en cuenta la proyección de la demanda y los tiempos tomados en el área de
producción que se requiere para la fabricación de cada producto, en horas hombre requerido
son:
Producto
Tiempo
(minutos)
Tiempo
en
horas
20
19
T1 12623 210
T2 16082 268
T3 10539 176
T4 16533 276
Total 55776 930
Horas hombre disponibles
Industrias metálicas Lucena S.A.S. cuenta con una fuerza laboral de 15 operarios,
distribuidos entre las diferentes áreas de producción que intervienen con la producción de la
silla universitaria. A continuación, se relaciona la cantidad por área.
Fuerza
laboral
Contratados
Tuberías 1
Doblado 2
Portalibros 2

53
Soldadura 2
Pulido 1
Limpieza 1
Pintura 1
Terminados 1
Ensamble 4
Total 15
Si bien, no podemos contar con una fuerza laboral constante debido a imprevistos que pueden
ocurrir a los colaboradores que impiden que la producción sea igual en cualquier periodo,
esto puede ser por bajo rendimiento o ausentismo según datos obtenidos por la empresa en
promedio un colaborador falla 9 días al año por diferentes causas, entre ellas permisos y
obligaciones médicas
Por tanto, el índice de ausentismos para industrias metálicas seria:
𝐼𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑎𝑢𝑠𝑒𝑛𝑡𝑖𝑠𝑚𝑜: 9
246 𝑑í𝑎𝑠 𝑙𝑎𝑏𝑜𝑟𝑎𝑙𝑒𝑠= 0.03 ∴ 3.65%
Se observa que el nivel de asistencia de los colaboradores del 96.35%, tiempo disponible
para la producción.
Por políticas empresariales los colaboradores trabajan 45 horas cada semana, que comprende
la semana días laborados de lunes a viernes, es decir que al mes se trabajan 180 horas,
teniendo en cuenta el ausentismo
180ℎ𝑜𝑟𝑎𝑠
𝑚𝑒𝑠∗ 0.96 = 172.8 ∴ 172 ℎ𝑜𝑟𝑎𝑠 𝑑𝑖𝑠𝑝𝑜𝑛𝑖𝑏𝑙𝑒𝑠
Otro aspecto a tener en cuenta para las horas disponibles por colaborador, está unido al
portafolio de productos que dependen de la misma línea de producción, ocupando el 50% del
tiempo disponible
𝐻𝑜𝑟𝑎𝑠 𝑑𝑖𝑠𝑝𝑜𝑛𝑖𝑏𝑙𝑒𝑠: 172 ℎ𝑜𝑟𝑎𝑠 𝑑𝑖𝑠𝑝𝑜𝑛𝑖𝑏𝑙𝑒𝑠 ∗ 0.5 = 86 ℎ𝑜𝑟𝑎𝑠/𝑚𝑒𝑠
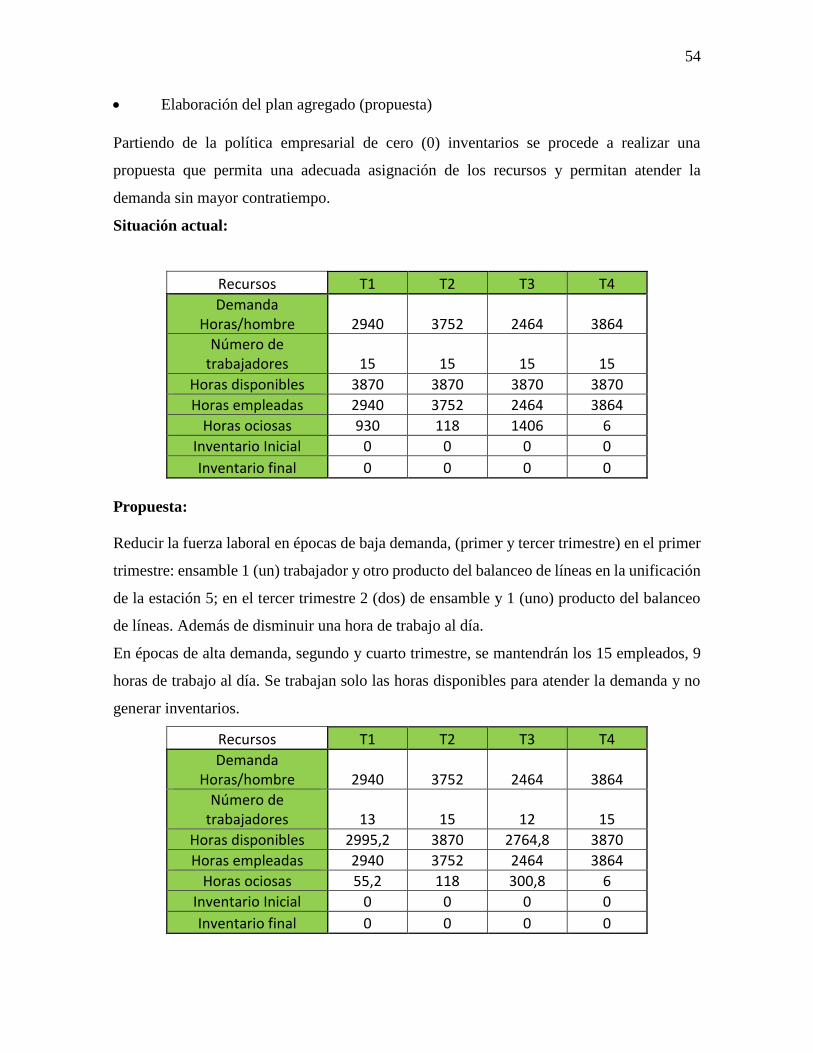
54
Elaboración del plan agregado (propuesta)
Partiendo de la política empresarial de cero (0) inventarios se procede a realizar una
propuesta que permita una adecuada asignación de los recursos y permitan atender la
demanda sin mayor contratiempo.
Situación actual:
Recursos T1 T2 T3 T4
Demanda Horas/hombre 2940 3752 2464 3864
Número de trabajadores 15 15 15 15
Horas disponibles 3870 3870 3870 3870
Horas empleadas 2940 3752 2464 3864
Horas ociosas 930 118 1406 6
Inventario Inicial 0 0 0 0
Inventario final 0 0 0 0
Propuesta:
Reducir la fuerza laboral en épocas de baja demanda, (primer y tercer trimestre) en el primer
trimestre: ensamble 1 (un) trabajador y otro producto del balanceo de líneas en la unificación
de la estación 5; en el tercer trimestre 2 (dos) de ensamble y 1 (uno) producto del balanceo
de líneas. Además de disminuir una hora de trabajo al día.
En épocas de alta demanda, segundo y cuarto trimestre, se mantendrán los 15 empleados, 9
horas de trabajo al día. Se trabajan solo las horas disponibles para atender la demanda y no
generar inventarios.
Recursos T1 T2 T3 T4
Demanda Horas/hombre 2940 3752 2464 3864
Número de trabajadores 13 15 12 15
Horas disponibles 2995,2 3870 2764,8 3870
Horas empleadas 2940 3752 2464 3864
Horas ociosas 55,2 118 300,8 6
Inventario Inicial 0 0 0 0
Inventario final 0 0 0 0

55
Análisis:
Teniendo en cuenta el recurso inicial y en contraste con la propuesta, podemos observar que
reducimos las horas de ocio en un 80,48%, reduciendo así los costos en horas ociosas de
$8’487.000 a $1’656.000 al año aproximadamente, La fuerza laboral se vería reducida en un
9% ahorrando un aproximadamente de $12’420.000 al año.
5.4.2. Plan de requerimientos de producción
Basados en la demanda proyectada para el año 2019, se tiene esta variable dependiente para
el cálculo de todas las materias primas e insumos necesarios para la elaboración de las sillas
universitarias.
Estructura del producto
Figura 13. BOM
Elaboración: propia

56
Partiendo del supuesto, que Industrias Metálicas Lucena S.A.S no tiene la capacidad
instalada para almacenar insumos para producción trimestral, realizamos un promedio
aritmético para la demanda mensual, y partir de esos datos realizamos los suministros
necesarios.
Tabla 6. Promedio demanda T2
Producto Abril Mayo Junio
Sillas Universitarias 696 696 696
Elaboración: propia
5.4.3. Explosión del Plan de Requerimiento de Materiales
Tabla 7. PRM
Producto
Tubos Lamina Tapones Espaldar
(madera)
Brazo
(madera)
Base
asiento
(Madera)
Tuercas Tornillos
Unidades Mts Mts^2 Uds Unidad Unidad Unidad Unidad Unidad
Sillas universitarias 6,8 1,5 4,0 1,0 1,0 1,0 10,0 10,0
Elaboración: propia
La cantidad de insumos solicitados para producir en el próximo trimestre (T2), se refleja en
la siguiente tabla (Ver Tabla 8) Producto de tener la demanda total en el trimestre y el total
de los recursos a usar.
Tabla 8. Requerimiento de insumos.
Producto A
producir Tubos Lamina Tapones
Espaldar (madera)
Brazo (madera)
Base asiento
(Madera) Tuercas Tornillos
Sillas universitarias
2086 14230 3134 8344 2086 2086 2086 20860 20860
TOTALES 1453 320 852 213 213 213 2130 2130
Elaboración: propia
5.4.4. lanzamiento de orden de producción.
Para el objeto de la requisición del abastecimiento, se deberá dar trámite a la solicitud de
compra de los insumos (ver tabla 9) los cuales obedecen a la producción de Sillas
Universitarias para el segundo trimestre (T2).
57
A continuación, se encuentran elaboró el plan de requerimiento de materiales, el cual posee
la capacidad de combinarlo con el plan maestro de producción y la programación escalonada
de tareas. En éste plan se proporciona la cantidad a pedir semanalmente para garantizar el
abastecimiento oportuno y el cumplimiento de los programas de producción y así la entrega
a tiempo de los pedidos
En cada fila de cada componente en la denominación pedido, corresponde a lo que se debe
de pedir para garantizar el abastecimiento oportuno y por ende el cumplimiento de los
programas de producción según los planes que permitan cumplir con los pedidos en los
tiempos acordados.

58
Abril Mayo Junio Tu
bo
s
Elemento Semana 0 Semana 1
Semana 2
Semana 3
Semana 4
Semana 5
Semana 6
Semana 7
Semana 8
Semana 9
Semana 10
Semana 11
Semana 12
Necesidad bruta 4743 4743 4743 4743 4743 4743 4743 4743 4743 4743 4743 4743
Disponibilidad 0 0 0 0 0 0 0 0 0 0 0 0 0
Necesidad Neta 0 4743 4743 4743 4743 4743 4743 4743 4743 4743 4743 4743 4743
Recepción planificada 0 4743 4743 4743 4743 4743 4743 4743 4743 4743 4743 4743 4743
Pedido 4743,2
833 4743 4743 4743 4743 4743 4743 4743 4743 4743 4743 4743 4743
Abril Mayo Junio
Lam
ina
Elemento Semana 0 Semana 1
Semana 2
Semana 3
Semana 4
Semana 5
Semana 6
Semana 7
Semana 8
Semana 9
Semana 10
Semana 11
Semana 12
Necesidad bruta 261 261 261 261 261 261 261 261 261 261 261 261
Disponibilidad 0 0 0 0 0 0 0 0 0 0 0 0 0
Necesidad Neta 0 261 261 261 261 261 261 261 261 261 261 261 261
Recepción planificada 0 261 261 261 261 261 261 261 261 261 261 261 261
Pedido 261,15
806 261 261 261 261 261 261 261 261 261 261 261 261

59
Abril Mayo Junio Ta
po
nes
Elemento Semana 0 Semana 1
Semana 2
Semana 3
Semana 4
Semana 5
Semana 6
Semana 7
Semana 8
Semana 9
Semana 10
Semana 11
Semana 12
Necesidad bruta 695 695 695 695 695 695 695 695 695 695 695 695
Disponibilidad 0 0 0 0 0 0 0 0 0 0 0 0 0
Necesidad Neta 0 695 695 695 695 695 695 695 695 695 695 695 695
Recepción planificada 0 695 695 695 695 695 695 695 695 695 695 695 695
Pedido 695,33
333 695 695 695 695 695 695 695 695 695 695 695 695
Abril Mayo Junio
Esp
ald
ar
Elemento Semana 0 Semana 1
Semana 2
Semana 3
Semana 4
Semana 5
Semana 6
Semana 7
Semana 8
Semana 9
Semana 10
Semana 11
Semana 12
Necesidad bruta 174 174 174 174 174 174 174 174 174 174 174 174
Disponibilidad 0 0 0 0 0 0 0 0 0 0 0 0 0
Necesidad Neta 0 174 174 174 174 174 174 174 174 174 174 174 174
Recepción planificada 0 174 174 174 174 174 174 174 174 174 174 174 174
Pedido 173,83
333 174 174 174 174 174 174 174 174 174 174 174 174

60
Abril Mayo Junio B
razo
Elemento Semana 0 Semana 1
Semana 2
Semana 3
Semana 4
Semana 5
Semana 6
Semana 7
Semana 8
Semana 9
Semana 10
Semana 11
Semana 12
Necesidad bruta 174 174 174 174 174 174 174 174 174 174 174 174
Disponibilidad 0 0 0 0 0 0 0 0 0 0 0 0 0
Necesidad Neta 0 174 174 174 174 174 174 174 174 174 174 174 174
Recepción planificada 0 174 174 174 174 174 174 174 174 174 174 174 174
Pedido 173,83
333 174 174 174 174 174 174 174 174 174 174 174 174
Abril Mayo Junio
Bas
e as
ien
to
Elemento Semana 0 Semana 1
Semana 2
Semana 3
Semana 4
Semana 5
Semana 6
Semana 7
Semana 8
Semana 9
Semana 10
Semana 11
Semana 12
Necesidad bruta 174 174 174 174 174 174 174 174 174 174 174 174
Disponibilidad 0 0 0 0 0 0 0 0 0 0 0 0 0
Necesidad Neta 0 174 174 174 174 174 174 174 174 174 174 174 174
Recepción planificada 0 174 174 174 174 174 174 174 174 174 174 174 174
Pedido 173,83
333 174 174 174 174 174 174 174 174 174 174 174 174

61
Abril Mayo Junio Tu
erca
s
Elemento Semana 0 Semana 1
Semana 2
Semana 3
Semana 4
Semana 5
Semana 6
Semana 7
Semana 8
Semana 9
Semana 10
Semana 11
Semana 12
Necesidad bruta 1738 1738 1738 1738 1738 1738 1738 1738 1738 1738 1738 1738
Disponibilidad 0 0 0 0 0 0 0 0 0 0 0 0 0
Necesidad Neta 0 1738 1738 1738 1738 1738 1738 1738 1738 1738 1738 1738 1738
Recepción planificada 0 1738 1738 1738 1738 1738 1738 1738 1738 1738 1738 1738 1738
Pedido 1738,3
333 1738 1738 1738 1738 1738 1738 1738 1738 1738 1738 1738 1738
Abril Mayo Junio
Torn
illo
s
Elemento Semana 0 Semana 1
Semana 2
Semana 3
Semana 4
Semana 5
Semana 6
Semana 7
Semana 8
Semana 9
Semana 10
Semana 11
Semana 12
Necesidad bruta 1738 1738 1738 1738 1738 1738 1738 1738 1738 1738 1738 1738
Disponibilidad 0 0 0 0 0 0 0 0 0 0 0 0 0
Necesidad Neta 0 1738 1738 1738 1738 1738 1738 1738 1738 1738 1738 1738 1738
Recepción planificada 0 1738 1738 1738 1738 1738 1738 1738 1738 1738 1738 1738 1738
Pedido 1738,3
333 1738 1738 1738 1738 1738 1738 1738 1738 1738 1738 1738 1738

1 5.4.5. Plan de requerimientos de capacidad (CRP)
Se implementa el CRP con el objetivo de disponer recursos y materiales, que controlen la
producción en tiempos y niveles de cumplimientos, así como de ocupar el mayor grado de
productividad disponible en el área productiva.
Para efectos de análisis en este plan, el autor ha utilizado una herramienta Lean, como
estrategia para analizar los flujos de materiales e información que se requieren para poner a
disposición del cliente las sillas universitarias, por lo anterior, VSM: el mapa de flujo de
valor junto con una herramienta informática eVSM, ha sido la herramienta seleccionada para
el tratamiento y estudio de tiempos y desperdicios del mismo.
Tiempo total por unidad.
Corte
El Corte tiene un tiempo de ciclo de 106 segundos, logrando
una capacidad de producción de 305 cortes de tubos por día.
Industrias metálicas S.A.S poses una sola estación una y 1
(un) tubo por ciclo.
Doblado
El Corte tiene un tiempo de ciclo de 671 segundos, logrando una
capacidad de producción de 96 dobleces de tubos por día.
Industrias metálicas S.A.S poses dos estaciones una y 1 (un) tubo
por ciclo.
Figura 14. Tiempo y
capacidad de corte.
Fuente: elaboración propia
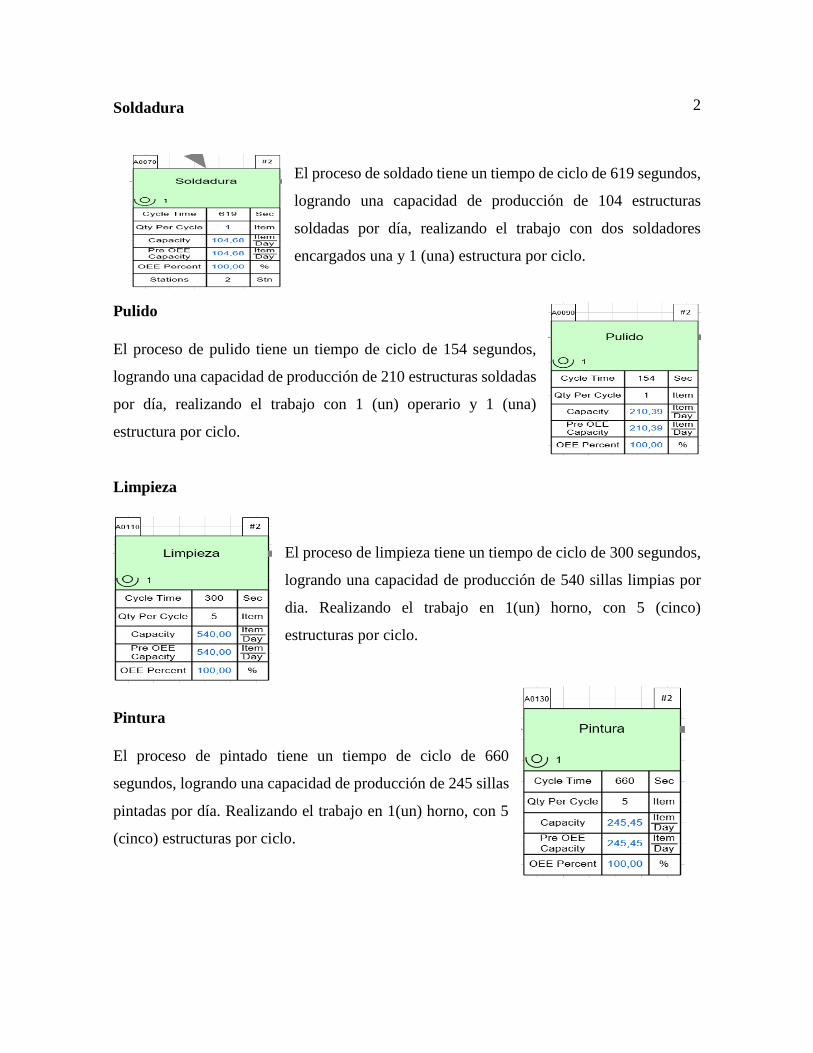
2 Soldadura
El proceso de soldado tiene un tiempo de ciclo de 619 segundos,
logrando una capacidad de producción de 104 estructuras
soldadas por día, realizando el trabajo con dos soldadores
encargados una y 1 (una) estructura por ciclo.
Pulido
El proceso de pulido tiene un tiempo de ciclo de 154 segundos,
logrando una capacidad de producción de 210 estructuras soldadas
por día, realizando el trabajo con 1 (un) operario y 1 (una)
estructura por ciclo.
Limpieza
El proceso de limpieza tiene un tiempo de ciclo de 300 segundos,
logrando una capacidad de producción de 540 sillas limpias por
dia. Realizando el trabajo en 1(un) horno, con 5 (cinco)
estructuras por ciclo.
Pintura
El proceso de pintado tiene un tiempo de ciclo de 660
segundos, logrando una capacidad de producción de 245 sillas
pintadas por día. Realizando el trabajo en 1(un) horno, con 5
(cinco) estructuras por ciclo.

3 Terminados
El proceso de terminado tiene un tiempo de ciclo de 52 segundos,
logrando una capacidad de producción de 623 sillas por día.
Realizando el trabajo en 1(una) estación, con 1 (una) estructura
por ciclo.
Ensamble
El proceso de ensamble tiene un tiempo de ciclo de 1307
segundos, logrando una capacidad de producción de 49 sillas por
día. Realizando el trabajo en 3 (tres) estaciones, con 1 (una)
estructura por ciclo.
Porta libros
El proceso de la elaboración del portalibros tiene un tiempo de
ciclo de 601 segundos, logrando una capacidad de producción
de 107 portalibros por día. Realizando el trabajo con dos
colaboradores.
Lista de capacidades
Realizando el análisis de la capacidad por unidad de sillas por día, podemos encontrar qué
área genera mayor productividad, así mismo, evidenciamos que: terminados, limpieza y corte
(ver figura X), son lo que mayor capacidad generan, esto es directamente proporcional al
tiempo de ciclo de cada elemento.

4
Área Capacidad Sillas/día
Corte 305
Doblado 96
Soldadura 104
Pulido 210
Limpieza 540
Pintura 245
Terminados 623
Ensable 49
Portalibros 107
5.4.6. Programa de producción
El plan de requerimiento de materiales, nos permite identificar los requerimientos de
materiales y proceder a la adquisición, también permite determinar un programa de
producción en el tiempo, como observaremos en la tabla siguiente:
Abril Mayo Junio
Silla
s U
niv
ersi
tari
as
Elemento
Semana 0
Semana 1
Semana 2
Semana 3
Semana 4
Semana 5
Semana 6
Semana 7
Semana 8
Semana 9
Semana 10
Semana 11
Semana 12
Unidades
174 174 174 174 174 174 174 174 174 174 174 174 174
0
100
200
300
400
500
600
700
Capacidad por área productiva
Capacidad

5
El programa de producción lo debemos ajustar a los tiempos establecidos de entrega y
disponibilidad de maquinaria, el caso de optar por producción cruzada, se deberán incluir
ambos requerimientos de materiales.
5.5. PLAN MAESTRO DE PROVEEDORES
5.5.1. Objetivo:
Establecer la metodología de selección y evaluación de proveedores para la empresa
Industrias Metálicas Lucena donde se definen los lineamientos necesarios y adecuados para
poner el cumplimiento de los requerimientos tanto de la empresa como de los clientes basado
en la respuesta óptima necesaria de las necesidades.
5.5.2. Alcance:
El presente documento aplica para proveedores locales y nacionales, los cuales se conectan
directamente con la empresa. No aplica para proveedores que no estén relacionados con la
materia prima tales como empresas subcontratistas.
5.5.3. Definiciones:
Proveedor: Persona natural o jurídica que suministra el producto de Guayaba que
cumpla con los requerimientos de selección de la empresa.
Proveedor comerciante: Persona natural o jurídica que compra a productores de
guayaba.
Proveedor productor: Persona natural o jurídica que siembra, cosecha y mantiene el
fruto de guayaba, éste proveedor generalmente está certificado buenas prácticas
agrícolas BPA, por el Instituto Colombiano Agropecuario ICA.
Bloqueo de Proveedor: Dejar de contratar un proveedor que no cumpla con el
reglamento técnico y medida sanitaria para sus productos del ministerio de salud.
6 5.5.4. Responsabilidades y autoridades:
Gerente general: Es la persona encargada de dirigir a la organización, ejecutar y dar órdenes
para lograr el cumplimiento de la misión de la organización, velando por el bienestar en los
trabajadores y la administración correcta de los recursos.
Gerente de compras: Es la persona encargada de comprar la materia prima, bienes y
suministros que necesita la organización, promoviendo que la cadena de suministro sea ágil,
fluida y eficaz.
Director de logística y abastecimiento: Persona encargada de supervisar y coordinar la
recepción de la materia prima, debe realizar seguimiento a los planes de mejora de los
proveedores con calificación menor a 69,9% en la evaluación de desempeño
5.5.5. Descripción de la actividad
La actividad del plan maestro de proveedores se enfoca en generar una aprobación idónea
sobre la selección de materia prima, basando el criterio de selección en calidad, precio,
cantidad, distancia y tiempo de entrega. Generando una evaluación, reevaluación entre 50
proveedores para seleccionar 3 proveedores que tengan la mejor puntuación acorde al sistema
americano.
5.5.6. Selección de proveedores
La norma ISO 9001:2015, declara que la empresa es autónoma de realizar su selección de
proveedores según la capacidad, por lo que se procede inicialmente a determinar el proceso
previo a la compra con el fin de llegar a la contratación de los proveedores más acordes a la
empresa para el suministro de la materia prima e insumos.

7
5.5.7. Evaluación de proveedores
La evaluación de proveedores se enfocará en los datos iniciales que se obtienen de la
información de posibles proveedores, generando una matriz de puntos puntuar la información
que se encuentra de cada posible proveedor.
La puntuación será considerada de la siguiente manera:
PUNTAJE DESCRIPCIÓN
9 Aprobación completa acorde al criterio de selección
7 Aprobación simple acorde al criterio de selección
5 Cumple parcialmente con el criterio de selección
3 Poco cumplimiento con el criterio de selección
1 No cumple con el criterio de selección
Evaluación de proveedores de la materia prima:
Criterio Descripción de criterio Puntaje Recomendación
Calidad Se refiere a las
especificaciones del
requeridas por la empresa y
establecido en la norma de la
Sociedad Americana para
Pruebas y Materiales
(ASTM),
como el complemento de
selección de la empresa
referente a la materia prima
● Peso
● Composición
● Gramaje
Cumple con todos los
requerimiento 9
Cumple parcialmente 7
Cumple con lo
especificado en la
resolución 5
Cumple con el con
complemento de la
empresa 3
No cumple 1
cumplir con lo
estipulado en la
resolución y el
complemento de la
empresa

8
Precio hace referencia al precio en
pesos registrado en cotización
para el producto ya que el
precio es.
20% más que el precio
de la media = 1
10% más que el precio
de la media = 3
Precio de la media = 5
20% menos que el
precio según la media
= 7
25% menos que el
precio según la media
= 9
Se sabe que
dependiendo de la
temporada, el precio
varia, se recomienda
estipular precios
reales sin inflación
Por otro lado,
respetar los precios
pactados
anteriormente sin
refutar o subir el
precio cuando la
materia prima
necesite cambios.
Cantidad Hace referencia al
cumplimiento de la cantidad
solicitada.
Cumple totalmente en
un solo transporte= 9
Cumple parcialmente
= 7
No cumple = 1
La cantidad requerida
debe llegar a la
empresa en su
totalidad.
Distancia Es la distancia entre la
empresa y el centro de
distribución del proveedor
De 0 a 100 Km = 9
De 100 a 200 km =7
De 200 a 300 km= 5
De 300 a 400 km = 3
Más 400 < x = 1
Es necesario
determinar los
tiempos de
alistamiento para que
la distancia no se vea
afectada por el
tiempo
Tiempo
de
entrega
Se refiere a los tiempos de
entrega desde el tiempo de
notificación de la necesidad
hasta el tiempo de entrega en
la empresa.
Entre 0 y 1 día = 9
Entre 1 y 2 días = 7
Entre 2 y 3 días= 5
Entre 3 y 4 días = 3
Más de 4 días <x = 1
Tiempo de entrega
óptimo de acuerdo a
los requerimiento.
Respetar tiempos
pactados

9
5.5.8. Escala de calificación de desempeño:
La calificación de desempeño es única para los proveedores seleccionados y se realiza para
evaluar si la promesa del proveedor cumplida.
Calificación de
desempeño
Plan de Acción Resultado final
Mayor o igual al 70% Continuar con proveedor CALIFICADO
Entre el 50% y el
69,9%
Se debe exigir plan de mejora
acorde a los parámetros
incumplidos
CALIFICADO con
condición de plan de mejora
Menor que el 50% Proveedor con incumplimientos que
genera o puede generar
incumplimiento en el producto
final.
Pausar compras hasta que no realice
plan y acciones de mejora..
DESCALIFICADO
Ésta calificación de desempeño debe realizarse trimestralmente con el fin de evaluar y
gestionar de manera correcta el cumplimiento de la cadena de suministro, está evaluación
debe ser registrada en el sistema con el fin de hacer una promedio calificativo anual de cada
proveedor.
La comunicación con cada proveedor debe realizarse cada vez que se realice la calificación,
con el fin de que el proveedor sea retroalimentado y continúe realizando el proceso como lo
está realizando planes de mejora continua o realizando planes y acciones de mejora en caso
de que su calificación haya sido menor al 69,9%.
Todos los proveedores deben ser notificados vía correo electrónico y telefónicamente para
cerciorar la retroalimentación.
Para el proveedor calificado como “CALIFICADO con condición de plan de mejora”, se
debe comunicar los puntos de falencia y en base a éso debe comunicar a la organización el
plan de mejora en un plazo no mayor a 10 días hábiles. En caso que en las dos siguientes

10 evaluaciones de desempeño el proveedor continúe con la misma calificación 9se procederá
a suspender el contrato de compra y se seleccionará otro proveedor.
A los proveedores descalificados se les debe suspender el contrato de compra, hasta que no
realicen el plan de mejora y se puede evidenciar los cambios en las puntos de falencia
identificados.
5.5.9. Periodicidad de la calificación
La calificación del proveedor se debe realizar cada 3 meses y se deben evaluar los mismos
puntos para todos los proveedores, con el fin de buscar una justa e imparcial calificación de
proveedores.
5.5.10. Comunicación de la evaluación a los proveedores
Los proveedores mediante reunión o cita con el gerente de compras o el gerente general,
deberán comunicar de manera escrita la información de los procesos y se deben relacionar
las entradas, salidas y tiempos de los procesos que realiza como proveedor, con el fin de
correlacionar el proceso logístico del proveedor con la cadena de abastecimiento de la
organización.
● Director de logística y abastecimiento: Debe realizar seguimiento a las compras
realizadas a los proveedores. A su vez debe hacer calificaciones parciales de los planes
de mejora de los proveedores que han tenido una calificación menor al 69,9% con el
objetivo de identificar el compromiso del proveedor con el cumplimiento de los
requisitos de la organización, esas calificaciones parciales deben ser comunicadas al
proveedor para que exista una retroalimentación.
5.5.11. Reevaluación de proveedores
Se estipula la reevaluación de proveedores para realizar una evaluación periódica post
servicio realizando mejoras continuas en el servicio permitiendo la mejora continua tanto del
proveedor como de la empresa en el proceso de selección y evaluación de proveedores. Se

11 debe realizar dicha reevaluación iniciando con el registro en el formato “Evaluación del
servicio recibido” y estará abierto para los encargados del proceso de contratación.
5.5.12. Operación y gestión del proceso
La selección, evaluación y reevaluación de proveedores estará liderada por el director de
logística y abastecimiento y la realizará mediante el Sistema de Evaluación y Reevaluación
de proveedores que estará gestionada mediante formularios en google drive y se realizarán
los KPI’s en hojas de cálculo de google. Dicha información será modificable solamente por
el director de logística y abastecimiento.
5.5.13. registro de proveedores
El área de logística y abastecimiento debe registrar los proveedores mediante el formulario
de registro de proveedores, con el fin de salvar la información importante de ellos.
5.5.14. Verificación
Se debe verificar el proceso en la plataforma habilitada por la empresa para tal fin.
5.5.15. Matriz selección de proveedores
A continuación, se detalla la matriz que se desarrolló para la selección de los proveedores
(Para conocer los nombre ver tabla enviada por correo)
Proveedor # #
Tie
mp
o
$P
reci
o
Can
tid
ad
Cal
idad
Dis
tan
cia
Su
mat
ori
a
KP
I'S
PU
ES
TO
Po
rcen
taje
de
com
pra
Ferrocortes 21 9 9 7 5 9 39 86,67 1 80%
Dibtec S.A.S. 22 9 5 9 7 9 39 86,67 2 15%
Domo Y Aceros Tolosa 20 9 5 5 9 9 37 82,22 3 5%
Acero Inoxidable Imporinox
S.A.S. 19 9 3 9 5 9 35 77,78 4
Imporinox S.A.S 23 9 7 3 7 9 35 77,78 5
Proveinox S.A.S 5 5 7 9 7 5 33 73,33 6
Industrias Endocort Ltda. 8 5 9 9 7 3 33 73,33 7
Cercol Colombia S.A.S. 10 7 3 9 9 5 33 73,33 8
Industrias Cdt Ltda. 16 5 7 9 9 3 33 73,33 9
Herrager Industrias
Metalmecánica 50 7 1 7 9 9 33 73,33 10

12
Industrias Ferrecort S.A.S. 15 5 5 9 9 3 31 68,89 11
Sierras Y Equipos S.A. 37 5 9 7 9 1 31 68,89 12
Doblamos S.A. 4 7 3 5 9 5 29 64,44 13
Cortemetal S.A.S. 6 5 3 9 9 3 29 64,44 14
Frencher Servicios
~Industriales S.A.S. 9 5 5 9 7 3 29 64,44 15
Trailers Y Tanques S.A.S 11 5 7 7 9 1 29 64,44 16
Dobladora Y Cortadora
Exito 18 7 7 3 7 5 29 64,44 17
Indomec 35 3 9 9 7 1 29 64,44 18
Jacobsen Aparicio Asociados
S.A.S. 7 5 5 9 5 3 27 60 19
Nacional De Cortes Ltda. 17 5 3 9 7 3 27 60 20
Prodysa Ltda. 39 5 9 5 7 1 27 60 21
Soluciones Y Servicios
Industriales Ricaurte 40 5 5 7 9 1 27 60 22
Canales Y Bajantes 1 5 3 5 9 3 25 55,56 23
Indomec Ltda. 2 7 3 5 7 3 25 55,56 24
Polanca Ltda 3 7 5 5 5 3 25 55,56 25
Royal Tubos 13 7 1 9 5 3 25 55,56 26
Montinox Ltda 14 5 3 9 7 1 25 55,56 27
Cercol 25 5 5 9 5 1 25 55,56 28
Sánchez Espinosa José Luis 29 5 5 9 5 1 25 55,56 29
Supertrader Bussiness
International 33 3 7 9 5 1 25 55,56 30
Inmetaliec Julio E.
Castañeda 38 7 3 9 5 1 25 55,56 31
Pomar Ramírez Jorge 43 5 5 9 5 1 25 55,56 32
Soluciones En Tubos Y
Despuntes Ltda 48 5 5 5 9 1 25 55,56 33
Adeparques 12 5 1 9 5 3 23 51,11 34
Industria Colombiana De
Dobleces Ltda. 26 5 7 7 3 1 23 51,11 35
Imc Industrias Metálicas
Cortes Ltda. 34 5 1 7 9 1 23 51,11 36
R.C. Creaciones 41 7 1 9 5 1 23 51,11 37
El Palacio Del Aluminio 46 7 1 7 7 1 23 51,11 38
Martínez Sánchez S.A.S. 47 5 3 9 5 1 23 51,11 39
Figuhierros Ft S.A.S 30 1 3 7 9 1 21 46,67 40
Metecno De Colombia 32 5 3 5 7 1 21 46,67 41

13
Acero Inoxidable Imporinox
S.A.S. 36 7 5 3 5 1 21 46,67 42
Almacén El Constructor 42 5 3 7 3 1 19 42,22 43
Tecno Construcciones Y
Suministros S.A.S. 49 7 1 3 7 1 19 42,22 44
Ferreoriente Ltda. 27 5 7 3 1 1 17 37,78 45
La Roca Abrasivos S A S 28 3 3 3 7 1 17 37,78 46
Ferretería La Solución 31 5 5 1 5 1 17 37,78 47
C & M Ingeniería Y
Suministros S.A.S. 45 5 1 1 9 1 17 37,78 48
Distribuciones Todo
Colombia S.A.S. 24 5 3 1 5 1 15 33,33 49
Distritubos De Colombia
S.A.S. 44 7 1 3 3 1 15 33,33 50
SUMATORIA 286 220 332 330 138 NA NA NA
KPI'S 63,56 48,9 73,778 73,3 30,667 NA NA NA
Como se evidencia, se seleccionan 3 proveedores que corresponden a los proveedores
Nombre
/Razón
Social # Proveedor
Porcentaje
de Compra Departamento
Ciudad
Ferrocortes 21
80% Cundinamarca Bogotá D.C.
Dibtec
S.A.S. 22 15%
Cundinamarca Bogotá D.C.
Domo Y
Aceros
Tolosa
20 5%
Cundinamarca Bogotá D.C.
Estos tres proveedores fueron seleccionados después de la calificación por impares
inicialmente por que están ubicados en Bogotá y pueden entregar en tiempo corto los pedidos.
Si la empresa llega a tener una mayor demanda a la planeada, podrán solicitar la materia
prima y será entregada en la planta el mismo día o a más tardar al siguiente día de colocar el
pedido. Teniendo en cuenta la Demanda Total de Materia Prima, mencionada en la parte de
abajo, se hace la proyección de la cantidad de pedido a realizar por casa proveedor escogido.
5.5.13. logística global

14 Se declara la estrategia Logística Global. En la etapa inicial del proceso de compra se
pretende minimizar costos, mantener cero inventarios ya que es un producto perecedero,
reducción en los costos logísticos, de administración y operación, se toma como una ventaja
las herramientas informáticas de la empresa que ayudan a una buena selección del proveedor.

15
6. CONCLUSIONES
Se identificó que los recursos utilizados para la programación y control de la
producción obedecen a prácticas que se han ido afinando al transcurrir el tiempo,
denotando la empiricidad como factor clave de éstas prácticas.
No existe con un planeamiento de recursos de manufactura, lo que genera problemas
de cumplimiento, abastecimiento de insumos y sobrecostos en la mano de obra
Se permitió crear una propuesta de un sistema de gestión de la producción en
Industrias Metálicas Lucena S.A.S. que identifico y aplico herramientas de ingeniería
para reconocer de inicio a fin el proceso productivo que enmarca la fabricación de las
sillas universitarias. Herramientas que registraron el cruce de operaciones, la
proyección de la demanda estacionaria, el balance de las líneas de producción, un
plan de requerimiento de materiales que garantice abastecimiento y un plan de
proveedores que permitan identificar la mejor opción de compra.
Con respecto a factor económico se logró evidenciar un impacto positivo en lo
presupuestal, enfocando los esfuerzos en la disminución del tiempo de ocio, a partir
de allí se trabajó el resultado del balanceo de líneas y disminución de carga laboral
improductiva, generando una disminución del 80.48% de las horas ociosas y un 9 %
de la fuerza laboral improductiva
De acuerdo a las deficiencias encontradas en el proceso de gestión de la producción
y teniendo en cuenta la capacidad productiva de la fábrica se es necesario plantear el
uso de un sistema informatico MRP II que apoye la planificación y control de la
producción en Industrias Metálicas Lucena S.A.S.

16
7. RECOMENDACIONES
La empresa cuenta con un amplio portafolio de servicios, sería conveniente se
aplicaran todas las herramientas de ingeniería aplicadas al proceso de las sillas
universitarias a las demás unidades.
Es de importancia que la empresa adelante gestiones de documentación y
levantamiento de la información, para garantizar que las decisiones que se tomen sean
correctas y eficientes.
Sería beneficioso para Industrias Metalicas Lucena S.A.S. la implementación de un
sistema MRP II automatizado que genere prácticas de control y planificación de
manera eficiente y rápida, con ello se disminuyen costos y se releva de la sobrecarga
que posee el dueño de la empresa.
Implementar una distribución en plata que permita delimitar mejor los espacios de
áreas productivas, áreas de tránsito y zonas de riesgo para evitar accidentes y tiempos
muertos identificados en traslado de material.