fundicion-y-moldeo-ii-1.docx
DESCRIPTION
metalurgiaTRANSCRIPT

UNIVERSIDAD NACIONAL DANIEL ALCIDES CARRION FACULTAD DE INGENIERIA
ESCUELA DE FORMACION PROFESIONAL DE INGENIERIA METALURGICA
MOLDEO A MANO
1. INTRODUCCION
La fundición de metales es el proceso de fabricación de piezas mediante el
colado del material derretido en un molde. El proceso tradicional es la fundición en
arena, por ser ésta un material refractario muy abundante en la naturaleza y que,
mezclada con arcilla, adquiere cohesión y moldeabilidad sin perder la permeabilidad
que posibilita evacuar los gases desmolde al tiempo que se vierte el metal fundido.
El proceso comienza con la elaboración del modelo que es la pieza que se
desea reproducir; cuando la producción es en masa se la maquina en metales
“blandos” como el aluminio. Este procedimiento de fabricación se aplica para
producir piezas (moldeadas por colada). Para el moldeo por colada se usa un molde
que corresponda a la configuración de la pieza deseada. Los moldes para la colada
pueden ser: moldes permanentes y moldes no permanentes
En cuanto a la forma de la pieza, para darle a un cuerpo formas cilíndricas,
cónicas, esféricas, estas se obtienen con el uso de las herramientas de corte
1 FUNDICION Y MOLDEO II

UNIVERSIDAD NACIONAL DANIEL ALCIDES CARRION FACULTAD DE INGENIERIA
ESCUELA DE FORMACION PROFESIONAL DE INGENIERIA METALURGICA
2. ANTECEDENTES
La fundición es el procedimiento más antiguo para dar forma a los metales.
Fundamentalmente radica en fundir y colar metal líquido en un molde de la forma y
tamaño deseado para que allí solidifique. Generalmente este molde se hace en
arena, consolidado por un apisonado manual o mecánico alrededor de un modelo,
el cual se extrae antes de recibir el metal fundido. No hay limitaciones en el tamaño
de las piezas que puedan colarse, variando desde pequeñas piezas de
prótesis dental, con peso en gramos, hasta los grandes bastidores de máquinas de
varias toneladas. Este método, es el más adaptable para dar forma a los metales y
muchas piezas que son imposibles de fabricar por otros procesos convencionales
como la forja, laminación, soldadura, etc.
El primer acercamiento del hombre con metales en estado natural (oro,
plata, cobre) se estima que ocurrió hace 4000—7000 años a.n.e. Su
verdadera acción como fundidor el hombre la inicio posteriormente, cuando fue
capaz de fundir el cobre a partir del mineral.
El desarrollo en la obtención de productos fundidos se manifestó tanto
en Europa como en Asia y África. Los romanos explotaron yacimientos de hierro en
Estiria (Australia) de donde obtenían el metal para sus armas, instrumentos
de trabajo y de uso doméstico.
Hoy en día los países desarrollados, al calor de la revolución científico-técnica
contemporánea, acometen las tareas de mecanización y automatización, la
implantación de nuevas tecnologías y el perfeccionamiento de las existentes.
Etapas Del Proceso De Fundición
La posibilidad de fundir un metal o una aleación depende de su composición
(fijada por el intervalo de solidificación), temperatura de fusión y tensión superficial
del metal fundido. Todos estos factores determinan su fluidez.
En lingoteras : Se usa la fundición de primera fusión a la que se añaden los
elementos de aleación necesarios que posteriormente se depositan en lingoteras
de colada por gravedad o a presión.
2 FUNDICION Y MOLDEO II

UNIVERSIDAD NACIONAL DANIEL ALCIDES CARRION FACULTAD DE INGENIERIA
ESCUELA DE FORMACION PROFESIONAL DE INGENIERIA METALURGICA
Colada continua : En este tipo se eliminan las bolsas de aire y las secreciones,
tanto longitudinales como transversales. Mediante este sistema se obtienen
barras, perfiles, etc.
Fundición en moldes : Se extraen las piezas completas.
En este trabajo se utiliza el método de fundición en molde pues es el método
más utilizado en el taller de fundición de empresa Planta Mecánica.
Preparación De Mezcla
1. Moldeo
2. Fusión
3. Vertido
4. Desmolde ,limpieza, acabado
Cada uno de ellos dispondrá de su respectiva tecnología y se desarrollaran como
dos flujos de producción paralelos los cuales en determinado momento se unirán
para darle forma y terminación a la pieza como se demuestra en el
siguiente diagrama de flujo.
Esquema de flujo del proceso de fundición de piezas.
3 FUNDICION Y MOLDEO II

UNIVERSIDAD NACIONAL DANIEL ALCIDES CARRION FACULTAD DE INGENIERIA
ESCUELA DE FORMACION PROFESIONAL DE INGENIERIA METALURGICA
Un factor determinante en este proceso es la elección del horno. Existen varios
tipos de hornos entre ellos tenemos:
El cubilote : Es un horno utilizado en la mayoría de las fundiciones por razón del
buen aprovechamiento de los combustibles, facilidad de maniobra y
pequeños gastos en la instalación y conservación.
Horno de reverbero : Indicado cuando se trata de fundir piezas de gran tamaño
Horno de crisol : Tiene la ventaja de que se elimina el contacto del hierro con los
combustibles ,pero a su vez es muy costoso y se emplea en fundiciones de alta
calidad
Horno eléctrico : Posee ventajas indiscutibles sobre cualquier otro tipo de horno
como sencillez y rapidez de las operaciones, la ausencia de ventiladores,
combustibles etc.
VERTIDO
En la tecnología de vertido se tomarán en cuenta aspectos como el tipo de
cuchara, temperatura de vertido, tiempo de mantenimiento del metal liquido en la
cuchara y las particularidades de fundición de las aleaciones
Para el vertido o llenado de los moldes se utilizan las denominadas cucharas de
colada las cuales presentan determinadas clasificaciones en el caso de nuestra
tecnología será:
Según transportación : Accionadas por grúas
Según la inclinación de las paredes :Cilíndricas
Según el tipo de volteo de la cuchara :Por medio de palanca vertical
Según la forma del pico :Vaciado por debajo
El vertido se realizará con cierto sobrecalentamiento de la aleación por encima
de la temperatura de liquidez, lo que favorece a la fluidez y mejora la capacidad de
llenado del molde; sin embargo, el acero sufre variación en sus propiedades en
4 FUNDICION Y MOLDEO II

UNIVERSIDAD NACIONAL DANIEL ALCIDES CARRION FACULTAD DE INGENIERIA
ESCUELA DE FORMACION PROFESIONAL DE INGENIERIA METALURGICA
mayor o menor medida en función de la temperatura, por lo que cada acero tiene
un rango óptimo de temperatura de vertido.
Desmolde, limpieza y acabado
En el caso de la pieza a tratar al ser suministradas por fundición, en bruto, es
necesario maquinarla para eliminar las desviaciones que puedan
presentar, producto de las contracciones del material durante el proceso de
fundición y la posterior normalización a que son sometidos.
Los Sprocket deben estar libres de rechupes, en caso de aparecer estos en la
zona donde se eliminaron por oxicorte las mazarotas (Rechupe concentrado) se
examinarán los mismos, si su profundidad no compromete el funcionamiento fiable
de la pieza, se procederá a su reparación por soldadura. Las zonas reparadas por
soldadura se re inspeccionarán verificando que estén libres de grietas y cumplan
con los requerimientos de acabado
3. GENERALIDADES:
El moldeo a mano se realiza cuando las operaciones conducentes a reproducir
en la arena la forma de la pieza que se quiere obtener se efectúa en su mayor en su
mayor parte por medios puramente manuales.
El moldeo a mano es todavía el más usado para las piezas grandes o pequeñas
en cantidades reducidas, y constituye la característica de las fundiciones de piezas
variadas o de las que se dedican a la construcción de grandes piezas.
En estas fundiciones, los moldeadores se enfrentan continuamente con
problemas nuevos. Los móldelos son muy distintos unos de otros y no siempre
están construidos teniendo en cuenta las exigencias de la fundición. Con mucha
frecuencia, los mismos técnicos que proyectan las piezas dejan de lado o ignoran
tales exigencias. Y, finalmente, el número de piezas se reduce, casi siempre, a una o
muy pocas unidades, es decir, en cantidades tan exiguas, que los eventuales fallos
repercuten en mayor medida.
5 FUNDICION Y MOLDEO II

UNIVERSIDAD NACIONAL DANIEL ALCIDES CARRION FACULTAD DE INGENIERIA
ESCUELA DE FORMACION PROFESIONAL DE INGENIERIA METALURGICA
El moldeador a mano debe ser, por lo tanto, un operario especializado, que
conozca a fondo el arte de la fundición, tenga larga experiencia y sea capaz de
asimilar rápida y exactamente las indicaciones y sugerencias de los jefes de taller,
con frecuencia resumidos y rápidos.
Describiremos el sistema más sencillo y generalizado de moldeo a mano y
añadiremos después algunos ejemplos.
4. FUNDAMENTOS DEL MOLDEO A MANO:
Si la fundición está bien organizada, el moldeador que deba obtener una o más
piezas del mismo modelo ha de estar provisto de:
a) Una orden escrita o una hoja de trabajo, con las indicaciones del número de
piezas, marca y número del modelo y de las eventuales cajas de machos y
sistema de moldeo a emplear (verde y seco).
b) El modelo completo, con todas sus partes previamente reordenadas.
c) La caja o cajas de moldeo necesarias, en perfectas condiciones.
d) Indicaciones sobre la caja a emplear.
e) Indicaciones precisas sobre el sistema de moldeo y la colada.
f) Todas las demás herramientas y materiales necesarios para el moldeo.
6 FUNDICION Y MOLDEO II

UNIVERSIDAD NACIONAL DANIEL ALCIDES CARRION FACULTAD DE INGENIERIA
ESCUELA DE FORMACION PROFESIONAL DE INGENIERIA METALURGICA
7 FUNDICION Y MOLDEO II

UNIVERSIDAD NACIONAL DANIEL ALCIDES CARRION FACULTAD DE INGENIERIA
ESCUELA DE FORMACION PROFESIONAL DE INGENIERIA METALURGICA
8 FUNDICION Y MOLDEO II

UNIVERSIDAD NACIONAL DANIEL ALCIDES CARRION FACULTAD DE INGENIERIA
ESCUELA DE FORMACION PROFESIONAL DE INGENIERIA METALURGICA
TIPOS DE MOLDEO
Moldeo en arena: consiste en la confección de un molde elaborado con arena que
es un material refractario muy abundante, mezclada con arcilla, con lo que adquiere
cohesión y moldeabilidad sin perder la permeabilidad que posibilita evacuar
los gases del molde cuando se vierte el metal fundido.
Por este método se obtienen pequeñas series de piezas complejas, y pueden ser
moldeados materiales con elevada temperatura de fusión.
Moldeo en coquilla, en este caso los moldes son fabricados con materiales
metálicos (acero), llamados coquillas, con lo que es posible reutilizarlos un elevado
número de veces, aunque con el uso van perdiendo los perfiles y es necesario
sustituirlos, este proceso es muy barato y se consiguen altos ritmos de producción,
se emplea cuando es necesario producir grandes series de piezas sencillas, y se
9 FUNDICION Y MOLDEO II

UNIVERSIDAD NACIONAL DANIEL ALCIDES CARRION FACULTAD DE INGENIERIA
ESCUELA DE FORMACION PROFESIONAL DE INGENIERIA METALURGICA
debe emplear con materiales que tengan una temperatura de fusión
significativamente más baja que la coquilla.
Existen dos tipos de proceso de moldeo que cabe citar por sus características
especiales, en los moldes transitorios, la
arena debe ser contenida de un
recipiente adecuado que soporte
la fuerza de compresión de la arena y la presión metalostática que ejerce el metal
liquido en el acto de la colada. Según esto puede distinguirse:
Moldeo al descubierto : cuando la reproducción o huella en la cual se verterá el
metal liquido se practica en el suelo de arena del taller de fundición y la cara
superior de la pieza queda al aire libre este sistema se aplica a piezas de poca
importancia en donde es indiferente que la cara superior resulte regular o
irregular, como por ejemplo : lingotes de fundición , armazones para moldes ,
etc.
10 FUNDICION Y MOLDEO II
Imagen 6. monografias.com. Copyright

UNIVERSIDAD NACIONAL DANIEL ALCIDES CARRION FACULTAD DE INGENIERIA
ESCUELA DE FORMACION PROFESIONAL DE INGENIERIA METALURGICA
Colada de modelo para piezas en serie
Moldeo en fosa : cuando la reproducción se efectúa en una cavidad o fosa en el piso
del taller de fundición. El moldeo en fosa se completa siempre con una caja superior
que cierra el molde. Es un sistema muy conveniente para fundir piezas de gran
tamaño. Se prepara el molde sobre una capa porosa de coque o de escoria
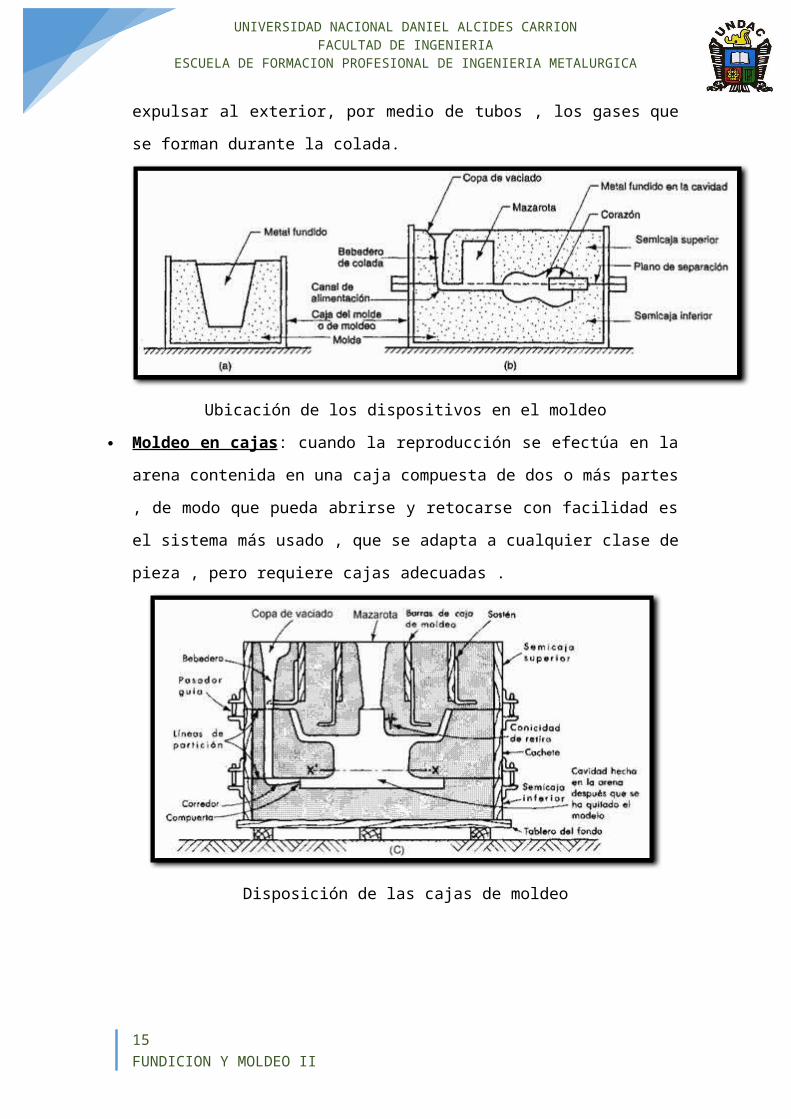
destinada a expulsar al exterior, por medio de tubos , los gases que se forman
durante la colada.
Ubicación de los dispositivos en el moldeo
Moldeo en cajas : cuando la reproducción se efectúa en la arena contenida en una
caja compuesta de dos o más partes , de modo que pueda abrirse y retocarse con
facilidad es el sistema más usado , que se adapta a cualquier clase de pieza , pero
requiere cajas adecuadas .
11 FUNDICION Y MOLDEO II

UNIVERSIDAD NACIONAL DANIEL ALCIDES CARRION FACULTAD DE INGENIERIA
ESCUELA DE FORMACION PROFESIONAL DE INGENIERIA METALURGICA
Disposición de las cajas de moldeo
Moldeo en bloque de arena : cuando la caja se emplea solo para hacer el molde y
después se quita de modo que el metal líquido se vierte sobre el bloque de arena.
Fig. 12. Fundición de una pieza en arena y desmolde
Moldeo con machos: cuando el molde (espacio vacío) se efectúa con machos
dispuestos en una caja. Es un sistema adecuado para piezas complicadas, y que
tengan que llevar agujeros internos. Los machos pueden adquirir diferente
configuración de acuerdo con la forma del agujero.
12 FUNDICION Y MOLDEO II

UNIVERSIDAD NACIONAL DANIEL ALCIDES CARRION FACULTAD DE INGENIERIA
ESCUELA DE FORMACION PROFESIONAL DE INGENIERIA METALURGICA
Modelo de una pieza en la caja de moldeo
Moldeo con terraja : se utiliza para confeccionar moldes de piezas
de revolución y generalmente de grandes dimensiones. Normalmente
usados en la industria naval y minera. Consiste en un eje central en el que se
monta una plantilla que al girar manualmente se va confeccionado la
cavidad del molde
Diseño fundamental del vertido de metales
Función específica de un modelo:
o Formar la cavidad del molde para reproducir la forma de objeto, que se desea
obtener por fundición.
o Formar las marcas o estampas para la colocación de los machos
13 FUNDICION Y MOLDEO II

UNIVERSIDAD NACIONAL DANIEL ALCIDES CARRION FACULTAD DE INGENIERIA
ESCUELA DE FORMACION PROFESIONAL DE INGENIERIA METALURGICA
o Moldear el sistema de alimentación
o Establecer superficie de participación o planos de referencia
o Minimizar defectos, para esto el modelo debe ser lo más pulido posible y recubierto
de un barniz
o Se debe buscar un costo mínimo en la confección del modelo , que está
en función directa con el número de piezas a fabricar
Diseño del modelo y molde en arena
Formas de compactar la arena: en los moldes de arena (transitorios, que solo sirven
para confeccionar una pieza), la arena puede compactarse o atacarse por una de las
siguientes formas:
o A presión: cuando se dispone alrededor del modelo y en una caja una cierta
cantidad de arena suelta para compactarla en la medida y dirección adecuadas, esto
puede efectuarse: directamente con la mano, usando compactadores de mano
neumáticos o eléctricos
o Por vibración o sacudimiento: cuando una vez colocado la arena alrededor del
modelo dentro de una caja se somete al conjunto a una serie de sacudías o de
vibraciones que asiente los granos de arena.
14 FUNDICION Y MOLDEO II
UNIVERSIDAD NACIONAL DANIEL ALCIDES CARRION FACULTAD DE INGENIERIA
ESCUELA DE FORMACION PROFESIONAL DE INGENIERIA METALURGICA
o Por vibración y presión combinadas: se puede diseñar dispositivos que ejecuten
estas dos formas de compactar la arena.
o Por proyección centrifuga : cuando la arena de moldeo se proyecta contra el
modelo dentro de una caja mediante una rueda que gira dentro de una carcasa
provista de una abertura tangencial
o Por proyección neumática: cuando la arena se proyecta por medio de aire
comprimido. Es un sistema característico de ciertas máquinas modernas para
confeccionar machos, que por su velocidad de acción se denominan máquinas de
disparar noyos. Este sistema es similar a una sistema de arenado para limpiar
superficie oxidadas con una chorro de arena/aire
Corrección del modelo de fundición:
Consiste en hacer ciertos arreglos en el modelo de tal forma que la pieza fundida
nos salga de las dimensiones y forma deseada. Dentro de las correcciones más
importantes que se deben hacer a los modelos tenemos:
o Corrección por contracción
o Corrección por ángulo de salida
o Corrección por sacudida de molde
o Corrección por distorsión
o Corrección por mecanizado
o Corrección del modelo por contracción:
Es la corrección lineal que se debe hacer al modelo para compensar la contracción
producción durante el enfriamiento del metal fundido en la cavidad del molde. Esta
corrección es la más importante que hay que hacer al modelo, independientemente
de que el modelo sea de madera o de metal. La corrección del modelo por
contracción se debe efectuar en la zona solida
15 FUNDICION Y MOLDEO II

UNIVERSIDAD NACIONAL DANIEL ALCIDES CARRION FACULTAD DE INGENIERIA
ESCUELA DE FORMACION PROFESIONAL DE INGENIERIA METALURGICA
Proceso de solidificación del metal en fundición
Análisis de las arenas en fundición de metales.
Una arena de fundición debe cumplir una serie de requisitos para que sea
utilizada óptimamente en fundición, existen muchos tipos de análisis de arenas
pero dentro de los más importantes tenemos:
o Determinación del porcentaje de humedad
o Determinación del porcentaje de arcilla
o Determinación de la dureza
o Determinación de la permeabilidad
o Análisis granulométrico de la arena de fundición
Determinación del porcentaje de humedad:
Existen básicamente dos métodos para determinar la humedad de una arena de
fundición es:
16 FUNDICION Y MOLDEO II

UNIVERSIDAD NACIONAL DANIEL ALCIDES CARRION FACULTAD DE INGENIERIA
ESCUELA DE FORMACION PROFESIONAL DE INGENIERIA METALURGICA
Tamizado de la arena en fundición
Sistema de alimentación
Un sistema de alimentación es un conjunto de canales, incluyendo la balsa,
por medio del cual el metal fundido es conducido a la cavidad del molde.
Las funciones básicas de un sistema de alimentación son:
o Proveer en forma continua y uniforme de metal fundido y sin turbulencias a la
cavidad del molde.
o Abastecer a la pieza fundida de metal liquido durante la solidificación y
enfriamiento
o Prevenir el sangrado de escorias, arena y otras inclusiones no metálicas desde la
entrada al molde.
o Prevenir la destrucción de las paredes del molde debido al torrente del metal
líquido.
Un sistema de alimentación estándar para metales ferrosos consta de las
siguientes partes:
La balsa, cubeta o embudo: generalmente es un recipiente en forma de una taza
ubicada en la parte superior del molde, donde se vierte el metal líquido fundido
para formar la pieza en el interior del modelo.
El bebedero: es un ducto de sección redonda o cuadrada, de mayor diámetro en la
parte inferior es decir tiene la forma de un tronco cónico, une la balsa con el pozo o
embalse.
17 FUNDICION Y MOLDEO II

UNIVERSIDAD NACIONAL DANIEL ALCIDES CARRION FACULTAD DE INGENIERIA
ESCUELA DE FORMACION PROFESIONAL DE INGENIERIA METALURGICA
Diseño del sistema de alimentación en fundición
PROCEDIMIENTOS DEL MOLDEO A MANO
El moldeador, después de examinar cuidadosamente el modelo siguiendo las
instrucciones del capataz y de haberse asegurado de que dispone de todo el
material necesario, moja las paredes interiores de la caja de moldeo, para
18 FUNDICION Y MOLDEO II

UNIVERSIDAD NACIONAL DANIEL ALCIDES CARRION FACULTAD DE INGENIERIA
ESCUELA DE FORMACION PROFESIONAL DE INGENIERIA METALURGICA
asegurar la adhesión de la arena de moldeo, con una suspensión de arcilla en
agua.
Coloca el modelo sobre un tablero a, y sobre un plano de trabajo b, y sobre una
falsa caja c (en el caso de que el modelo no sea plano), en la cual, con arena de
fundición o, si se quiere hacer más estable, con yeso o un conglomerado de
cemento o materiales similares, habrá formado previamente un lecha capaz de
sostener el modelo en la posición deseada.
Dispone la caja de moldeo correspondiente (mitad interior) encima del modelo,
de molde que quede suficiente espacio para los canales de colada.
Con un cedazo cubre el modelo de arena fina o para modelo, para los moldeos
pequeños hasta llegar de 5 a 10 cm para los grandes.
Llena la caja del moldeo con arena gruesa o de relleno.
Ataca la arena con atacador, ligeramente entorno a la arena y con más fuerza de
las paredes de la caja, sin atacar dos veces sobre el mismo punto.
Añada más arena de relleno hasta desbordar unos cm de la caja y apisona esta
arena con la porrilla con el apisonador neumático a mano o también primero con
los pies. Sin el tamaño del molde.
Allana la superficie superior de la caja arrastrando una rasqueta sobre los bordes
de la misma y quitando la arena sobrante. Con la aguja de dar gases pincha el
molde en los puntos y dirección adecuados, procurando asurcarse al modelo,
pero sin tocarlo, a fin de no producir daños en el mismo.
Preparar cerca de las caja un lecho de arena, levanta la caja moldeada con el
modelo y le da vuelta asentándola sobre un lecho de arena, procurando que se
apoye uniformemente en toda su superficie.
Quita el tablero de la falsa caja, descubre los bordes del modelo y las
contrasalidas (si las tiene) y procede el acabado del plano dice separación del
molde, alisándolo con la paleta y con la espátula.
Coloca la otra parte del modelo, si este es dividido, moldea las piezas
correspondientes a las partes que presentan contrasalida, espolvorea el plano de
separación con polvo aislante y sopla con el fuelle de mano o el soplador de aire
comprimido para eliminar el exceso.
Coloca la caja superior, centrándola mediante pasadores de registro.
19 FUNDICION Y MOLDEO II

UNIVERSIDAD NACIONAL DANIEL ALCIDES CARRION FACULTAD DE INGENIERIA
ESCUELA DE FORMACION PROFESIONAL DE INGENIERIA METALURGICA
Dispone adecuadamente los modelos de los bebedores, cargadores, mazarotas,
etc., y distribuye las arenas finas, para modelo, y gruesa, de relleno, atacándola
del mismo modo que lo hizo en la caja inferior.
Coloca los ganchos y las armaduras en los puntos donde sea necesario afirmar la
arena demasiado alejada de los bordes de la caja, después haberlos sumergido
en agua arcillosa, y completa el trabajo de modo análogo a como lo hizo en la
caja inferior.
Extrae los modelos del bebedero y los cargadores, etc., y abre el molde,
levantando con cuidado la caja superior siguiendo la guía de los pasadores de
registro; luego la apoya sobre soportes adecuados al lado de la caja superior.
Con el pincel mojado en agua humedece la arena alrededor del modelo.
Introduce uno o más tiritones en las planchas fileteadas de hierro dispuestas
para facilitar la extracción y da unos golpes de maza en todos los sentidos
laterales a fin de crear el hueco necesario para realizarla. Algunas veces, lo
mismo en el moldeo a mano que a máquina, la percusión se hace con vibradores.
Extrae el modelo, poniendo mucho cuidado en no deteriorar el molde.
Quita con precaución las piezas eventuales b, c.
Con la espátula corta los canales que comunican el molde con los bebedores de
colada y con los cargadores, formando los embudos y asientos para los filtros.
Repasa las partes del molde que se hayan removido al extraer el modelo. Rellena
de arena los huecos dejados por las partes añadidas y ajenas al modelo
(travesaños de refuerzo, por ejemplo). Redondea los salientes con los alisadores
de ángulo adecuados, refuerza con varillas o clavos las paredes más expuestas a
la corriente del metal líquido a fin de evitar desprendimientos de arena, quita
con el fuelle los residuos de arena u otros materiales que haya en el molde;
espolvorea con grafito el molde o, si la colada es en seco, lo barniza, utilizando
un pincel blando o a pistola, dándole una capa informe de negro de estufa
liquida.
Da gases, procurando que, donde existan machos, esto tengan canales de
ventilación que desemboquen en los gases practicados en el molde.
Envía el molde que debe colarse e seco a la estufa de secado, o bien, si el molde
es de fosa, lo seca con una o más estufas portátiles.
20 FUNDICION Y MOLDEO II

UNIVERSIDAD NACIONAL DANIEL ALCIDES CARRION FACULTAD DE INGENIERIA
ESCUELA DE FORMACION PROFESIONAL DE INGENIERIA METALURGICA
Repasa el molde como se ha indicado en el párrafo 21, ya que durante el secado
puede sufrir también algún deterioro.
Efectúa la colación de los machos, es decir, dispone los machos en las posiciones
asignadas en el molde y los fija con algún material adhesivo (dextrina), con clavos
de fundición, con tirafondos incorporados al mismo macho, con soportes para
machos de tamaños apropiados, a fin de que puedan quedar incorporados al
metal y en número suficiente para sostener el peso del macho, hacia abajo
primeramente, para equilibrar después, durante la colada, la presión
metalostatica hacia arriba. Coloca también los enfriadores exteriores (o
coquillas) cuando haga falta acelerar el enfriamiento de las partes maciza de la
pieza, o los enfriadores interiores (ganchos, grapas) u otras coquillas en los
puntos donde queda obtenerse una mayor dureza sin recurrir a sucesivos
tratamientos térmicos.
Comprueba los espesores. Tal objeto, sitúa en tales puntos del molde inferior
motas de arcilla húmeda, cierra el molde con la caja superior y vuelve a abrirlo,
juzgando el espesor que tendrá la pieza por el espesor de la mota de arcilla en
los distintos puntos. Barniza y cierra las entregas para evitar oclusiones en los
gases. Asegura la punta de las dos cajas poniendo un cordoncillo de arcilla blanda
o de yeso en polvo alrededor del molde si es en seco, o bien trazando un ligero
surco en el mismo si es en verde después de asegurarse de que todas las
operaciones se han realizado de modo correcto, cierre definitivamente el molde.
Realza el bebedero o los cargadores, cuando es necesario para crear la presión
metalostatica, con cajas en la cuales se forma el embudo de colada
Une las cajas con grapas y bulones, las carga con los pesos previstos para
contrarrestar la presión metalostatica y tapa con arcilla las junturas de las cajas
por su parte exterior.
Efectúa la colada, procurando que el metal liquido salga de la cuchara limpio de
escorias y que los gases no queden obturados; después de cubre el metal que
aparece en los bebederos como cargadores y mazarotas con arena seca, para
hacer más lento el enfriamiento de dicho metal. Ilustradas en líneas generales las
operaciones de moldeo a mano daremos algunos ejemplos.
21 FUNDICION Y MOLDEO II

UNIVERSIDAD NACIONAL DANIEL ALCIDES CARRION FACULTAD DE INGENIERIA
ESCUELA DE FORMACION PROFESIONAL DE INGENIERIA METALURGICA
MOLDEO DESCUBIERTO EN EL SUELO
El moldeo descubierto en el suelo requiere ante todo la preparación del
terreno donde se debe trabajar. Esta operación consiste en sacar con una pala la
arena del suelo donde se efectuara el moldeo y llenar la superficie vaciada con
arena de moldear no apisonada. Realizado esto se introducen en la arena, y a la
debida distancia una de otra, dos reglas de madera R1 y R2 y se disponen
horizontalmente mediante el nivel carpintero, L1 y una tercera regla R3, bien recta y
de paralelas, regla que se hace correr a lo largo de las dos primeras para obtener un
plano de trabajo completamente horizontal.
I. MOLDEO DE UNA ARMAZON REDONDA CON VARILLAS DE HIERRO
INCORPORADAS
Preparado el plano de trabajo, se ahonda el modelo en la arena,
colocándolo, si es posible, sobre un tablero, y a continuación se desmoldea. En la
huella que deja el modelo se clavan a la debida profundidad las varillas de hierro a.
la colada se efectúa vertiendo directamente el metal en la huella.
II. MOLDEO DE UNA PARED LATERAL DE UNA CAJA DE MOLDEO DE GRAN
TAMAÑO
22 FUNDICION Y MOLDEO II

UNIVERSIDAD NACIONAL DANIEL ALCIDES CARRION FACULTAD DE INGENIERIA
ESCUELA DE FORMACION PROFESIONAL DE INGENIERIA METALURGICA
El moldeo se construye en esqueleto, como indica en la figura, con las
entregas para los agujeros a de los tornillos de unión con las otras paredes, así
como las marcas para los agujeros b de las asas, etc.
Preparado el suelo como se ha indicado, se efectúa la reproducción del
modelo en la arena. Sin embargo por tratarse de un modelo de gran tamaño, sería
muy difícil ahondarlo en la arena del moldeo por simple presión, golpeándolo con
herramientas adecuadas o apretándolo con los pies.
Modelos metálicos: cuando se quiere fabricar una gran cantidad de piezas de
tamaño pequeño o mediano se debe utilizar modelos metal. Para hacer los modelos
metálicos se utilizan un primer modelo de madera, llamándose a esta modelo de
doble contracción.
Ventajas de los modelos metálicos:
Se tiene gran presión en la pieza terminada
Es rentable económicamente cuando la producción supera las 1500 unidades
Desventajas de los modelos metálicos:
Necesita un segundo modelo de madera
Difícil de ser mecanizados.
Metales más usados en la confección de modelos:
a.- Fierro fundido: su costo es relativamente bajo, y es el más utilizado dentro de
los metales, se, maquina con facilidad, es resistente a la abrasidad de la arena, pero
tiene como desventajas su peso excesivo de alrededor de 7.1 a 7.4 Kgf /dm3.
23 FUNDICION Y MOLDEO II

UNIVERSIDAD NACIONAL DANIEL ALCIDES CARRION FACULTAD DE INGENIERIA
ESCUELA DE FORMACION PROFESIONAL DE INGENIERIA METALURGICA
b.- Latón: se utiliza cuando se quiere obtener gran precisión en el
dimensionamiento ,se fabrican por soldadura los moldes metálicos , se utilizan
generalmente para pequeñas piezas y para el moldeo en racimo .c.- Aluminio y
sus aleaciones: se utilizan para fabricar piezas de pequeño y mediano tamaño, como
desventaja su peso específico es bajo alrededor de 2 a 2.45 Kgf /dm3, tiene
buena resistencia a la acción abrasiva de la arena.
Otros materiales usados para hacer modelos:
a.- Yeso de parís: para objetos pequeños y de gran exactitud, se emplean
en estado pastoso, su contracción es despreciable alrededor de 2 por mil . Se lo
puede utilizar en la fabricación de cajas de machos de pequeñas dimensiones.
b.- Resinas epóxicas: se utilizan para fabricar modelos y moldes de pequeñas
dimensiones. Son fácilmente trabajables, pueden ser corregidos en el mismo
modelo, ahorro en mano de obra, su peso específico es menor que el del aluminio.
El más común es el formaldehido de urea, y otros formaldehidos del tipo fenol
MOLDEO CUBIERTO EN EL SUELO CON MODELO SIMPLIFICADO, TERRAJAS Y CAJAS
DE MACHOS
Por razones de economía se decide preparar un modelo simplificado
constituido por una terraja a, una contra terraja b y las cajas c para formar los
radios, d para el agujero central y para un grupo de dientes. La parte inferior del
molde de obtiene en una fosa, y en lo superior en una caja de cobertura. Las fases
del trabajo son, resumidas los siguientes:
1. Se prepara el plano de trabajo procurando que tenga una capa bien
permeable, a base de coque o escorias como se indicó anteriormente.
2. Se espolvorea el perfil y se cubre con hojas de papel fino bien extendidas.
Se quita el eje de la terraja y se coloca de la caja de cobertura sobre la fosa,
fijándola con espigas de registros. Se cubre el perfil con arena fina, se
colocan las armaduras y se completan en relleno de las cajas superior o de
cobertura.
24 FUNDICION Y MOLDEO II

UNIVERSIDAD NACIONAL DANIEL ALCIDES CARRION FACULTAD DE INGENIERIA
ESCUELA DE FORMACION PROFESIONAL DE INGENIERIA METALURGICA
3. Se levanta la caja con la guía, se vuelve a colocar el eje de la terraja
aplicándole la contra terraja b, con la cual se tornea el perfil interior,
quitando la arena sobrante.
4. Se tendrán preparados y secos los cinco machos c, el macho d, y el número
necesario de machos e.
5. Se seca el molde de la fosa con una espátula portátil, la caja superior
después de hacer cortado los bebederos de colada y dar los gases, puede
ser secada en la estufa si su tamaño lo permite o si no puede ser introducida
en está colocándola encima de la fosa, cuando se está secando el molde.
6. Se retocan molde y caja se colocan los machos, disponiendo los machos c a
la distancia correcta, el macho e para los dientes. Para estos últimos es
conveniente señalar el molde, dividiéndolo en 4, 5 o 6 partes iguales, y
colocar los machos e partiendo de puntos opuestos, al objeto de subdividir
las probables diferencias. Si se encuentran diferencias en más se retocan
uniformemente las paredes laterales de todos los machos, para reducirlos a
la medida necesaria y así encuentran diferencias en menos se colocan entre
macho y m achos hojas de papel o cartón exactamente iguales.
7. Si se advierte que todo está en orden, se quita el polvo con un fuelle, se
cierra la forma, se carga y se procede a la colada.
Este sistema de moldeo a terraja recibe el nombre de método indirecto porque
en la primera terraja a se prepara el falso modelo del molde superior. El método
directo consiste en preparar separadamente, con dos terrajas, los moldes
superiores e inferiores pero en general, no es de resultados tan precisos como el
método indirecto.
25 FUNDICION Y MOLDEO II

UNIVERSIDAD NACIONAL DANIEL ALCIDES CARRION FACULTAD DE INGENIERIA
ESCUELA DE FORMACION PROFESIONAL DE INGENIERIA METALURGICA
MOLDEO EN LA FOSA DE UN BASTIDOR PARA MOTOR
Después de haber preparado el suelo por el sistema ya descrito, se hunde el
modelo y se ataca la arena a su alrededor hasta el nivel del pavimento, se coloca la
caja de cobertura se espolvorea el modelo y se ataca la caja superior, formando los
bebederos, los cargadores y las mazarotas.
Se levanta la caja, se extrae el modelo, se retocan la caja y el molde y se da
negro. Se seca con estufas portátiles.
Se procede a la comprobación y al rectificado de los machos preparados
aparte, los espacios correspondientes a los machos se han dejado en blanco. Se
colocan asegurándose de sus espesores y disponiéndolos en los lugares oportunos
soportes para machos de forma y tamaño adecuados.
Se cierra en molde una vez cerciorados de que todo está en orden, se
forman los bebederos realzados de colada y se carga la caja con peso suficiente.
Luego, se procede a la colada.
MOLDEO EN CAJA CON MACHOS DE UNA BANCADA
Algunas veces puede resultar conveniente especialmente si la pieza requiere
gran número de machos o si se requiere ganar tiempo distribuyendo el trabajo
entre muchos noyeros en vez de entre pocos moldeadores, realzar el modelo con
machos solamente.
26 FUNDICION Y MOLDEO II

UNIVERSIDAD NACIONAL DANIEL ALCIDES CARRION FACULTAD DE INGENIERIA
ESCUELA DE FORMACION PROFESIONAL DE INGENIERIA METALURGICA
Con un modelo prismático sencillo de preparar una reproducción en fosa o
en caja del moldeo.
Se preparan los machos, se secan, se comprueban se rectifica y al final se
colocan de abajo arriba. Entre macho y macho, donde deba existir un espesor de l
pieza, se colocan los adecuados soportes y se cubre con la caja superior,
previamente secada y en la cual de habrán formado los bebederos, los cargadores,
etc.
Se sujeta fuertemente la caja a las paredes de la fosa para compensar la
presión metalostatica y se procede a la procede a la colada.
MOLDEO EN COQUILLA DE UN CILINDRO DE FUNDICION
En la figura se representa el moldeo en coquilla de un cilindro de hierro fundido
de laminador. La parte que debe resultar de estructura blanca, es decir, de gran
dureza, es la parte intermedia de mayor diámetro llamada mesa, la cual se moldea
en la coquilla, mientras los muñones, tréboles y la mazarota se moldean en arena.
En la parte correspondiente a la mesa, por consiguiente el molde está
constituido por una coquilla a, esto es, por un cilindro hueco de hierro fundido de
gran espesor y de peso generalmente dos tres veces mayor que el del cilindro.
En la parte inferior de la coquilla se fija a una caja b, en una o dos piezas
robustas y casi siempre de acero para resistir la presión metalostatica en la cual de
moldean siempre con arena en seco en uno de los muñones c y el canal de entrada
d.
En la parte superior de la coquilla se fija otra caja de moldeo e, también en
una o dos piezas, más ligera que la inferior en la cual se moldean siempre con
arena en seco, el otro muñón f y, algunas veces, un segundo canal de entrada g.
En la parte lateral del molde se fija una caja cilíndrica de moldeo h, que se abre
siguiendo un plano diametral, dentro de la cual se moldea el bebedero y el canal
27 FUNDICION Y MOLDEO II

UNIVERSIDAD NACIONAL DANIEL ALCIDES CARRION FACULTAD DE INGENIERIA
ESCUELA DE FORMACION PROFESIONAL DE INGENIERIA METALURGICA
vertical de colada l, en la caja superior se moldea eventualmente un bebedero m,
la cual presenta también un rebosadero.
La colada se inicia a través del bebedero, algunas veces, si los cilindros son de
gran peso, el bebedero, al objeto de evitar deterioros, se hace de materiales
refractarios. Cuando el metal liquido alcanza en nivel superior de la coquilla, se
continúan la colada por el bebedero.
Al final de la colada se continúa introduciendo metal líquido durante unos
instantes para eliminar a través del rebosadero n el primer metal vertido, más frio
o cargado de escorias de arenas.
1.-MOLDEO EN COQUILLA
28 FUNDICION Y MOLDEO II

UNIVERSIDAD NACIONAL DANIEL ALCIDES CARRION FACULTAD DE INGENIERIA
ESCUELA DE FORMACION PROFESIONAL DE INGENIERIA METALURGICA
Coquilla es un molde metálico que se utiliza para obtener un gran número
de piezas idénticas. Tiene dos partes: el cuerpo del molde que reproduce la pieza y
los machos o núcleos, que nos permiten obtener las cavidades o entrantes de las
piezas. El cuerpo siempre es metálico y los machos pueden serlo o no.
El cuerpo metálico más sencillo estaría formado por dos partes denominadas
placas. Puede que necesitemos otra placa horizontal denominada pedestal o
plantilla, que sirve de soporte y cierra una parte del molde además de impedir los
movimientos de las otras placas. Las placas y el pedestal se van a unir mediante
clavijas. Si la pieza es compleja puede que se necesiten más placas superpuestas en
pisos.
Determinar la composición, la fuerza y el número de placas es técnica e
ingenio.
El espesor de las paredes del molde depende del tamaño de la pieza, pero si
las hacemos demasiado grande nos vamos a encontrar con una gran inercia
térmica, que retrasará el enfriamiento y el calentamiento. El tamaño lógico es que
queda comprendido entre 3 y 4 veces el grueso de la pieza, con unos límites por
abajo y por arriba (40 mm y 60 mm respectivamente).
NUCLEOS EN COQUILLAS
Son los elementos que van a reproducir las cavidades. Pueden ser metálicos
o de arena. En un molde puede haber varios núcleos y, a su vez, puedes ser
metálicos o de arena.
Los núcleos metálicos tienen que tener una forma ligeramente cónica para
facilitar su extracción. También tienen que tener un cierto juego con relación al
29 FUNDICION Y MOLDEO II

UNIVERSIDAD NACIONAL DANIEL ALCIDES CARRION FACULTAD DE INGENIERIA
ESCUELA DE FORMACION PROFESIONAL DE INGENIERIA METALURGICA
asiento del molde porque el núcleo se ha de calentar previamente. Las cabezas de
los núcleos suelen tener un saliente que hace de tope, incluso un segundo saliente
que hace de ajuste.
COLADA DE METAL EN COQUILLA
Podemos hacerla de tres formas distintas:
DIRECTA: se emplea cuando la altura de la pieza es pequeña. El metal debe dejarse
caer suavemente y sobre la pared del molde. Se debe tener la coquilla inclinada
para que el metal se deslice.
EN FUENTE: se emplea cuando la pieza tiene una sección decreciente o cuando los
llenados hay que hacerlos con rapidez.
POR EL COSTADO: es muy empleada. Es una colada tranquila y se facilita cuando se
hace un bebedero inclinado. También se puede hacer un bebedero en sifón o con
varios bebederos, llamándose ramificado.
A veces esa operación de colada es más compleja y, a medida que se va
llenando el molde, este va cambiando de movimiento.
También se puede poner una bomba en el fondo que succione el metal,
haciéndolo llegar con garantías a zonas de difícil acceso.
LUBRICACION DE LAS COQUILLAS:
Para proteger los moldes de la abrasión del metal fundido y facilitar su paso,
se emplean lubricantes, que pueden ser de diversos tipos, empleándose unos u
otros dependiendo del tipo de metal o aleación que se cuele.
CALENTAMIENTO:
Es una solución con la que tratamos de evitar la aparición de grietas en la
coquilla calentándola previamente.
ENFRIAMIENTO DE LOS NUCLEOS:
30 FUNDICION Y MOLDEO II

UNIVERSIDAD NACIONAL DANIEL ALCIDES CARRION FACULTAD DE INGENIERIA
ESCUELA DE FORMACION PROFESIONAL DE INGENIERIA METALURGICA
A veces es aconsejable enfriar los núcleos, para ello se sumergen en agua
destilada. La cantidad de agua estará en relación con el tamaño de los núcleos,
intentando que esta no hierva.
CONDICIONES DE USOS DE LAS COQUILLAS:
En el proyecto, antes de fabricarse la coquilla, ha de concretarse la manera
en la que ha de utilizarse la coquilla a modo de instrucciones de uso.
En ese sentido, hay que dar los siguientes datos:
Qué lubricante se debe emplea.
A qué temperatura se hace la colada
A qué temperatura se debe mantener la coquilla
A qué velocidad ha de hacerse la colada
En qué orden se desmolda
Cómo han de enfriarse, en su caso, los núcleos
MOLDEO ESPECIAL DE TUBOS DE FUNDICION
Los tubos tienen un diámetro interior de 60 mm exterior de 100 mm y una
longitud de 2 m, con bridas. Han de colarse sin soportes para aguantar los machos,
porque los tubos se mojan con líquidos ácidos que atacarían rápidamente el
hierro de que estén formados los soportes. Se escoge el moldeo en verde y se
renuncia a la centrifugación, dado el pequeño número de piezas a confeccionar. El
moldeo se efectuara en posición horizontal y la colada verticalmente.
a) El modelo a se construye el metal en dos mitades fijas sobre dos placas
modelo. Por el hecho de que el tubo es simétrico bastaría una placa
modelo; se emplean dos para acelerar la producción.
b) Las cajas b se construyen para todo moldeo horizontal y colada vertical,
como ya se ha dicho.
31 FUNDICION Y MOLDEO II

UNIVERSIDAD NACIONAL DANIEL ALCIDES CARRION FACULTAD DE INGENIERIA
ESCUELA DE FORMACION PROFESIONAL DE INGENIERIA METALURGICA
c) Se preparan las linternas c en tubos de hierro agujereadas, con una tuerca
fileteada y soldada en un extremo, y el otro extremo fileteado y provisto de
tuerca y arandela.
d) Se coloca la linterna en una caja metálica d y se moldea verticalmente el
macho con arena aglomerada, la mano, o sobre un plano de sacudimiento, o
con un vibrador. Para facilitar la adhesión de la arena a la linterna se
reviste esta última con alambre o cordel.
e) Se abre la caja de machos, se pone el macho e en una caja de secado y se
lleva a la estufa.
f) Se moldean horizontalmente las dos medias cajas, procurando atacar
fácilmente la arena en las zonas altas.
g) Se desmoldea.
h) Se coloca el macho y se cierra el molde como en g. La linterna, y con ella el
macho, se centra en entregas adecuadas abiertas en los testeros de las
cajas. Debajo de la tuerca de la linterna se coloca un fuerte muelle m, que
se tensa para fijar la linterna apretando dicha tuerca.
i) Se dispone verticalmente la caja y se procede a la colada. La linterna,
vertical y fija, se mantiene centrada sin necesidad de soportes, porque la
dilatación térmica la distención del muelle.
Si las cantidades fuesen mayores las mismas piezas podrían obtenerse
ventajosamente mediante la centrifugación.
32 FUNDICION Y MOLDEO II

UNIVERSIDAD NACIONAL DANIEL ALCIDES CARRION FACULTAD DE INGENIERIA
ESCUELA DE FORMACION PROFESIONAL DE INGENIERIA METALURGICA
5. PROCEDIMIENTO DEL MOLDEO A MANO CON CAJAS.
El moldeador, después de examinar cuidadosamente el modelo siguiendo las
instrucciones y de haberse asegurado de que dispone de todo el material
necesario, moja las paredes interiores de la caja de moldeo, para asegurar la
adhesión de la arena de moldeo, con una suspensión de arcilla en agua.
Coloca el modelo sobre un tablero a, y sobre un plano de trabajo b, y sobre una
falsa caja c (en el caso de que el modelo no sea plano), en la cual, con arena de
fundición o, si se quiere hacer más estable, con yeso o un conglomerado de
33 FUNDICION Y MOLDEO II

UNIVERSIDAD NACIONAL DANIEL ALCIDES CARRION FACULTAD DE INGENIERIA
ESCUELA DE FORMACION PROFESIONAL DE INGENIERIA METALURGICA
cemento o materiales similares, habrá formado previamente un lecha capaz de
sostener el modelo en la posición deseada.
Dispone la caja de moldeo correspondiente (mitad interior) encima del modelo,
de molde que quede suficiente espacio para los canales de colada.
Con un cedazo cubre el modelo de arena fina o para modelo, para los moldeos
pequeños hasta llegar de 5 a 10 cm para los grandes.
Llena la caja del moldeo con arena gruesa o de relleno.
Ataca la arena con atacador, ligeramente entorno a la arena y con más fuerza de
las paredes de la caja, sin atacar dos veces sobre el mismo punto.
Añada más arena de relleno hasta desbordar unos cm de la caja y apisona esta
arena con la porrilla con el apisonador neumático a mano o también primero con
los pies. Sin el tamaño del molde.
Allana la superficie superior de la caja arrastrando una rasqueta sobre los bordes
de la misma y quitando la arena sobrante. Con la aguja de dar gases pincha el
molde en los puntos y dirección adecuados, procurando asurcarse al modelo,
pero sin tocarlo, a fin de no producir daños en el mismo.
Preparar cerca de las caja un lecho de arena, levanta la caja moldeada con el
modelo y le da vuelta asentándola sobre un lecho de arena, procurando que se
apoye uniformemente en toda su superficie.
Quita el tablero de la falsa caja, descubre los bordes del modelo y las
contrasalidas (si las tiene) y procede el acabado del plano dice separación del
molde, alisándolo con la paleta y con la espátula.
Coloca la otra parte del modelo, si este es dividido, moldea las piezas
correspondientes a las partes que presentan contrasalida, espolvorea el plano de
separación con polvo aislante y sopla con el fuelle de mano o el soplador de aire
comprimido para eliminar el exceso.
Coloca la caja superior, centrándola mediante pasadores de registro.
Dispone adecuadamente los modelos de los bebedores, cargadores, mazarotas,
etc., y distribuye las arenas finas, para modelo, y gruesa, de relleno, atacándola
del mismo modo que lo hizo en la caja inferior.
Coloca los ganchos y las armaduras en los puntos donde sea necesario afirmar la
arena demasiado alejada de los bordes de la caja, después haberlos sumergido
34 FUNDICION Y MOLDEO II

UNIVERSIDAD NACIONAL DANIEL ALCIDES CARRION FACULTAD DE INGENIERIA
ESCUELA DE FORMACION PROFESIONAL DE INGENIERIA METALURGICA
en agua arcillosa, y completa el trabajo de modo análogo a como lo hizo en la
caja inferior.
Extrae los modelos del bebedero y los cargadores, etc., y abre el molde,
levantando con cuidado la caja superior siguiendo la guía de los pasadores de
registro; luego la apoya sobre soportes adecuados al lado de la caja superior.
Con el pincel mojado en agua humedece la arena alrededor del modelo.
Introduce uno o más tiritones en las planchas fileteadas de hierro dispuestas
para facilitar la extracción y da unos golpes de maza en todos los sentidos
laterales a fin de crear el hueco necesario para realizarla. Algunas veces, lo
mismo en el moldeo a mano que a máquina, la percusión se hace con vibradores.
Extrae el modelo, poniendo mucho cuidado en no deteriorar el molde.
Quita con precaución las piezas eventuales b, c.
Con la espátula corta los canales que comunican el molde con los bebedores de
colada y con los cargadores, formando los embudos y asientos para los filtros.
Repasa las partes del molde que se hayan removido al extraer el modelo. Rellena
de arena los huecos dejados por las partes añadidas y ajenas al modelo
(travesaños de refuerzo, por ejemplo). Redondea los salientes con los alisadores
de ángulo adecuados, refuerza con varillas o clavos las paredes más expuestas a
la corriente del metal líquido a fin de evitar desprendimientos de arena, quita
con el fuelle los residuos de arena u otros materiales que haya en el molde;
espolvorea con grafito el molde o, si la colada es en seco, lo barniza, utilizando
un pincel blando o a pistola, dándole una capa informe de negro de estufa
liquida.
Da gases, procurando que, donde existan machos, esto tengan canales de
ventilación que desemboquen en los gases practicados en el molde.
Envía el molde que debe colarse e seco a la estufa de secado, o bien, si el molde
es de fosa, lo seca con una o más estufas portátiles.
Repasa el molde como se ha indicado en el párrafo 21, ya que durante el secado
puede sufrir también algún deterioro.
Efectúa la colación de los machos, es decir, dispone los machos en las posiciones
asignadas en el molde y los fija con algún material adhesivo (dextrina), con clavos
de fundición, con tirafondos incorporados al mismo macho, con soportes para
35 FUNDICION Y MOLDEO II

UNIVERSIDAD NACIONAL DANIEL ALCIDES CARRION FACULTAD DE INGENIERIA
ESCUELA DE FORMACION PROFESIONAL DE INGENIERIA METALURGICA
machos de tamaños apropiados, a fin de que puedan quedar incorporados al
metal y en número suficiente para sostener el peso del macho, hacia abajo
primeramente, para equilibrar después, durante la colada, la presión
metalostatica hacia arriba. Coloca también los enfriadores exteriores (o
coquillas) cuando haga falta acelerar el enfriamiento de las partes maciza de la
pieza, o los enfriadores interiores (ganchos, grapas) u otras coquillas en los
puntos donde queda obtenerse una mayor dureza sin recurrir a sucesivos
tratamientos térmicos.
Comprueba los espesores. Tal objeto, sitúa en tales puntos del molde inferior
motas de arcilla húmeda, cierra el molde con la caja superior y vuelve a abrirlo,
juzgando el espesor que tendrá la pieza por el espesor de la mota de arcilla en
los distintos puntos. Barniza y cierra las entregas para evitar oclusiones en los
gases. Asegura la punta de las dos cajas poniendo un cordoncillo de arcilla blanda
o de yeso en polvo alrededor del molde si es en seco, o bien trazando un ligero
surco en el mismo si es en verde después de asegurarse de que todas las
operaciones se han realizado de modo correcto, cierre definitivamente el molde.
Realza el bebedero o los cargadores, cuando es necesario para crear la presión
metalostatica, con cajas en la cuales se forma el embudo de colada
Une las cajas con grapas y bulones, las carga con los pesos previstos para
contrarrestar la presión metalostatica y tapa con arcilla las junturas de las cajas
por su parte exterior.
Efectúa la colada, procurando que el metal liquido salga de la cuchara limpio de
escorias y que los gases no queden obturados; después de cubre el metal que
aparece en los bebederos como cargadores y mazarotas con arena seca, para
hacer más lento el enfriamiento de dicho metal.
36 FUNDICION Y MOLDEO II

UNIVERSIDAD NACIONAL DANIEL ALCIDES CARRION FACULTAD DE INGENIERIA
ESCUELA DE FORMACION PROFESIONAL DE INGENIERIA METALURGICA
CONCLUSIONES
En las fundiciones existen muchos peligros, los materiales
utilizados en los moldes de arena pueden crear sílice cristalina. Los dispositivos de
corte, los chorros de arena y el esmerilado crean polvo. Estas actividades
combinadas producen un ambiente ruidoso. Los trabajadores necesitan buenas
prácticas de trabajo, ventilación adecuada y equipos de protección personal.
Los equipos de protección personal protegen contra el
ambiente de la fundición. El uso de zapatos de cuero, guantes y anteojos con
37 FUNDICION Y MOLDEO II

UNIVERSIDAD NACIONAL DANIEL ALCIDES CARRION FACULTAD DE INGENIERIA
ESCUELA DE FORMACION PROFESIONAL DE INGENIERIA METALURGICA
resguardos laterales. Usar protección para los oídos en ambientes ruidosos. Cuando
el trabajo se realiza directamente con metales fundidos, en el calor o cerca de las
llamas, es conveniente el uso de un casco de seguridad, delantal, chamarra o capa,
chaparreras y polainas de cuero, de tela de fibra de vidrio con recubrimiento de
aluminio, de telas sintéticas o de lana tratada. No trabajar con equipos o procesos
que no conoce.
De los metales fundidos se desprenden gases que pueden
ser peligrosos si se respiran, para ello se debe usar equipos de respiración. La arena
de los moldes frecuentemente contiene sílice; quedar expuesto a sílice cristalina,
puede causar una enfermedad en los pulmones. Empacar los moldes, sacudirlos o
limpiar las piezas fundidas también puede ser una fuente de sílice cristalina, por lo
tanto se deben usar equipos de respiración y trabajar en un área con buena
ventilación. Los procesos cerrados y/o automatizados pueden reducir aún más la
exposición a sustancias peligrosas en el aire.
BIBLIOGRAFIA
Schey, J. (2002). Procesos de Manufactura. (3th ed.). México: Mc Graw - Hill/
Interamericana Editores, S.A de C.V.
Appold, Feiler, Reinhard y Schmidt. (1985). Tecnología de los Metales.
España: Editorial Reverté, S.A.
38 FUNDICION Y MOLDEO II

UNIVERSIDAD NACIONAL DANIEL ALCIDES CARRION FACULTAD DE INGENIERIA
ESCUELA DE FORMACION PROFESIONAL DE INGENIERIA METALURGICA
http://es.wikipedia.org/wiki/Fundici%C3%B3n
García Caballero, R. (1970).Guía Tecnológica de Fundición
http://www.youtube.com/watch?v=dkipesZHj1k
39 FUNDICION Y MOLDEO II