fundamentos de absorcion
DESCRIPTION
Operaciones unitariasTRANSCRIPT

33
ABSORCIÓN El proceso donde ocurre una transferencia de masa desde la fase gaseosa hasta líquida se denomina absorción, en el cual uno o más de los componentes de una mezcla gaseosa pasa a un líquido en el que es soluble. El proceso inverso, donde ocurre la separación de uno de los componentes de una mezcla líquida por medio de un gas recibe el nombre de desorción.
Absorción: G L Desorción: L G La absorción puede ser química o física, según exista o no interacción química entre el soluto y el absorbente. La absorción es reversible, comúnmente, lo que permite combinar en una misma planta procesos de absorción y desorción, con vistas a regenerar el absorbedor para reutilizarlo y poder recuperar el componente absorbido, muchas veces con elevada pureza. La absorción se utiliza con diferentes propósitos en la industria, tales como la separación de uno o más componentes de una mezcla gaseosa y la purificación de gases tecnológicos. Ejemplos donde se emplea como etapa principal un proceso de absorción están las de obtención de ácido sulfúrico (absorción de SO3 ), la fabricación de ácido clorhídrico, la producción de ácido nítrico (absorción de óxido de nitrógeno), procesos de absorción de NH3, CO2, H2S y otros gases industriales. La transferencia de masa de un proceso de absorción se realiza a través de la superficie de contacto entre las fases. La velocidad de la transferencia de masa depende directamente de esta superficie interfacial, por lo tanto, los equipos utilizados en tales operaciones deberán garantizar la dispersión de un fluido en el otro, estableciendo una superficie de contacto desarrollada, para posibilitar una contacto intenso entre las fases
EQUIPOS DE ABSORCIÓN Los equipos más corrientes en las operaciones de absorción son las torres rellenas y las columnas de platos, preferentemente las primeras, por presentar menor caída de presión. La torres rellenas usadas como absorbedores no son equipos estandarizados, se diseñan con diámetros desde 20 hasta 600 cm y con 1 a 24 m de altura. En general, las torres muy altas son poco eficientes. Atendiendo al método de creación de la superficie de contacto desarrollada en las torres de absorción pueden clasificarse del modo siguiente:
� superficiales � peliculares � de relleno � de burbujeo (de platos) � pulverizadores
34
Las superficiales son poco utilizadas debido a su baja eficiencia y grandes dimensiones. Son específicos para gases muy solubles en el absorbente como es el caso del HCl en agua. Las peliculares son equipos en los cuales la superficie de contacto entre las fases se establece en la superficie de la película de líquido, que se escurre sobre una pared plana o cilíndrica . Los equipos de este tipo permiten realizar la extracción del calor liberado en la absorción. Los equipos más utilizados en la industria química son las torres rellenas y las de burbujeo.
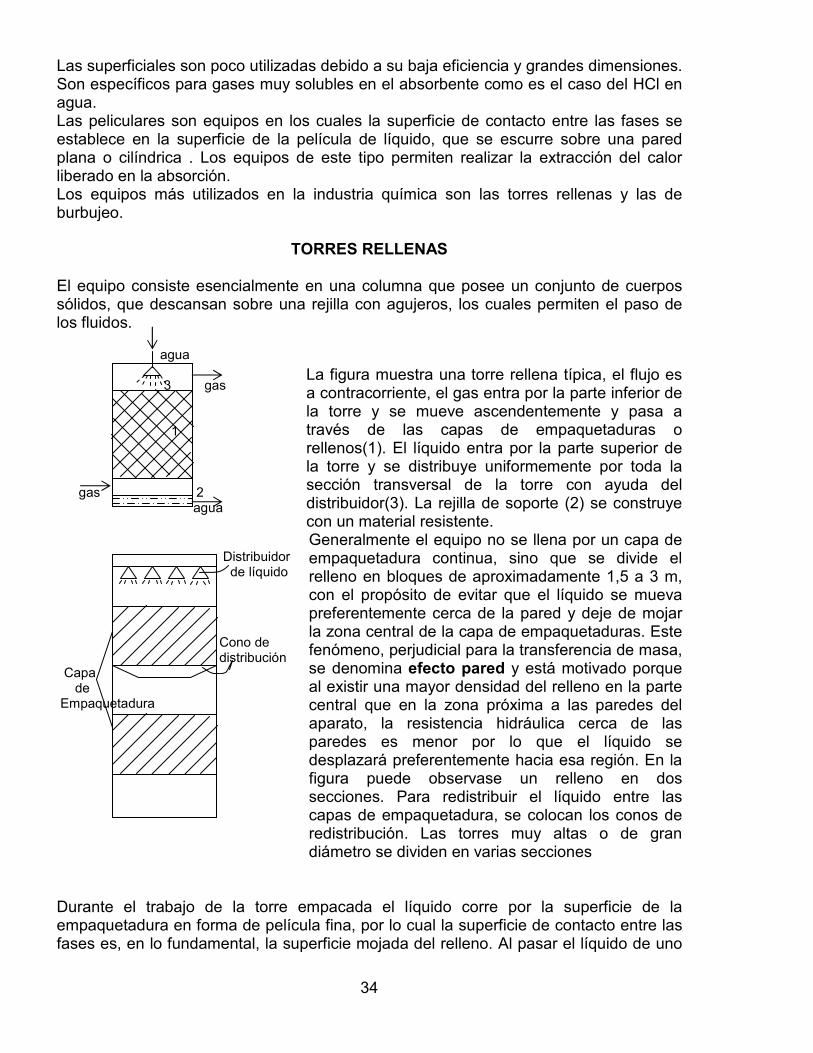
TORRES RELLENAS El equipo consiste esencialmente en una columna que posee un conjunto de cuerpos sólidos, que descansan sobre una rejilla con agujeros, los cuales permiten el paso de los fluidos.
agua
3 gas
1
gas 2 agua
La figura muestra una torre rellena típica, el flujo es a contracorriente, el gas entra por la parte inferior de la torre y se mueve ascendentemente y pasa a través de las capas de empaquetaduras o rellenos(1). El líquido entra por la parte superior de la torre y se distribuye uniformemente por toda la sección transversal de la torre con ayuda del distribuidor(3). La rejilla de soporte (2) se construye con un material resistente.
Distribuidor
de líquido
Cono de distribución Capa de Empaquetadura
Generalmente el equipo no se llena por un capa de empaquetadura continua, sino que se divide el relleno en bloques de aproximadamente 1,5 a 3 m, con el propósito de evitar que el líquido se mueva preferentemente cerca de la pared y deje de mojar la zona central de la capa de empaquetaduras. Este fenómeno, perjudicial para la transferencia de masa, se denomina efecto pared y está motivado porque al existir una mayor densidad del relleno en la parte central que en la zona próxima a las paredes del aparato, la resistencia hidráulica cerca de las paredes es menor por lo que el líquido se desplazará preferentemente hacia esa región. En la figura puede observase un relleno en dos secciones. Para redistribuir el líquido entre las capas de empaquetadura, se colocan los conos de redistribución. Las torres muy altas o de gran diámetro se dividen en varias secciones
Durante el trabajo de la torre empacada el líquido corre por la superficie de la empaquetadura en forma de película fina, por lo cual la superficie de contacto entre las fases es, en lo fundamental, la superficie mojada del relleno. Al pasar el líquido de uno
35
a otro elemento del empaque la película mencionada se quiebra y se forma una nueva en el elemento inferior. También existe descenso de líquido en forma de gotas y en pequeños chorros. Generalmente, una parte de la superficie del relleno está mojada por una capa de líquido estancado, por lo que el gas burbujea en dicha capa inmóvil.
REGÍMENES HIDRODINÁMICOS
Las torres rellenas pueden trabajar en diferentes regímenes hidrodinámicos. Generalmente, la velocidad del gas influye en la cantidad de líquido retenido en el relleno y por tanto en la resistencia hidráulica del relleno. Para pequeños valores de la velocidad del gas, el líquido forma una película descendente cuya masa es prácticamente independiente de la velocidad del gas. Este régimen se conoce como régimen pelicular.Si aumenta la velocidad del gas lo suficiente como para que resulten importantes las fuerzas de rozamiento entre el gas y el líquido, la corriente líquida resulta frenada, aumenta el espesor de la película y la cantidad de líquido retenido en el relleno. Éste se denomina régimen de suspensión y se caracteriza por un aumento de la superficie mojada del relleno: al aparecer remolinos, salpicaduras con pequeños borboteos de gas en el líquido, disminuye la intensidad del proceso de transferencia de masa. Si la velocidad del gas es tan elevada que la fuerza de rozamiento entre el gas y el líquido es suficiente como para equilibrar la fuerza de gravedad del líquido descendente, se establece una capa continua del líquido en el interior del relleno, en la cual deberá burbujear el gas. Éste se denomina régimen de emulsión, se caracteriza por una elevada resistencia hidráulica y por una intensificación del contacto gas-líquido. La velocidad para la cual el gas es capaz de establecer una capa de líquido en todo el relleno se denomina velocidad de inundación, su valor se determina gráficamente o mediante ecuaciones empíricas. La velocidad de inundación es una condición límite de los procesos de absorción,su valor depende principalmente del flujo de líquido, de su densidad y viscosidad y de las características del relleno. ELECCIÓN DE LAS EMPAQUETADURAS O RELLENOS
Existen diversos cuerpos que se emplean como relleno para las torres empacadas Las principales características que debe reunir un relleno para lograr una elevada eficacia en la transferencia de masa son: � Tener gran superficie específica. � Tener elevada porosidad. � Proveer un buen contacto entre el gas y el líquido. � Ofrecer pequeña resistencia hidráulica al gas. � Ser químicamente inerte respecto a los fluidos procesados. � Poseer gran resistencia mecánica. � Ser baratos.
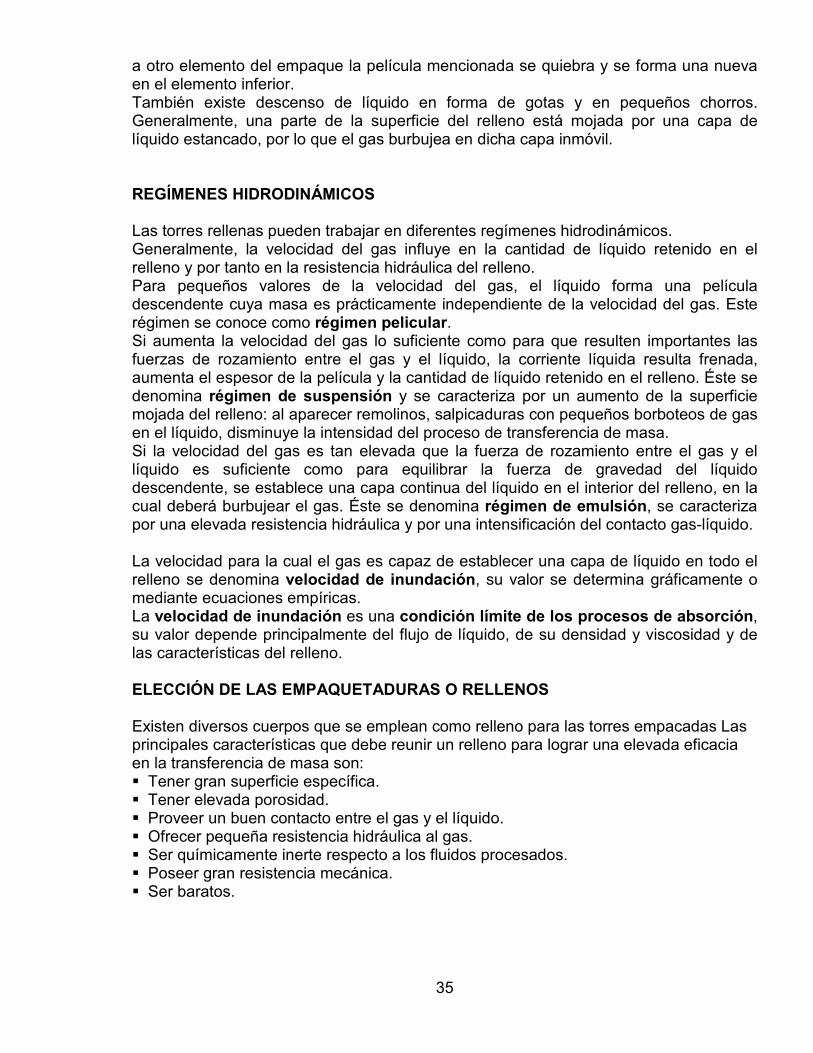
Los más comunes son: Rasching con tabiques o Gudloye Pale o Spreypack
ra de Berl o de rejilla de madera ssing, Anillos en espiral Intalox nos se fabrican de diferentes s tales como cerámica, , acero, plástico, vidrio, etc. difundidos son los Rashing y icaciones.
ltimos años aparecieron los udloye y de Spreypack, este
nsiste en una red formada con lambres metálicos. zas del empaque pueden
irregularmemayores veLas montuy su tamañLas empaqpermite diresistenciaelevadas orellenos deinicial de lael de los rserá la veloque el diámdel elemenLos rellenoforma ordeLas torreselementos en la corrieOtro tipo ealtura de ula torre opeLas torres pequeña reLas limitacpara extraegastos de l
(a) Anillos(b) Anillos(c) Rellen(d) Anillos(e) Rellen(f) Montu(g) RellenAnillos LeMonturasLos rellematerialeporcelanaLos más sus modif En los úrellenos Gúltimo cocintas y aLas pie
36
colocarse manualmente en orden o nte, en el primer caso es menor la resistencia hidráulica y se admiten locidades del gas, aunque es más difícil obtener un buen rociado del líquido.
ras Berl son de porcelana, se les coloca desordenamente, son muy eficaces o varía entre 1,5 y 7,5 cm. uetaduras de tamaño pequeño poseen mayor superficie específica, lo cual sminuir la altura de trabajo del aparato, aunque originan una mayor hidráulica. Se utilizan preferentemente en torres que trabajan con presiones cuando se requiere gran intensidad en la transferencia de masa. Los mayor diámetro permiten disminuir el diámetro de la torre y reducir el costo misma, a pesar de que la altura del empaque sea relativamente mayor que ellenos menudos. Cuanto menor sea el tamaño del elemento, tanto mayor cidad admisible del gas y por tanto, la capacidad de la torre. Debe cumplirse etro de la torre sea por lo menos ocho veces mayor que el diámetro
to, para disminuir el efecto pared. s con diámetros menores que 50 cm se colocan en forma desordenada y en nada los de diámetros mayores. de relleno flotante tienen una estructura especial, en las mismas los del relleno son esferas de pequeña densidad que permanecen suspendidas nte líquida. Este tipo de torre se emplea con líquidos contaminados. special es aquel que posee un sello hidráulico externo que permite regular la na capa estacionaria de líquido en el empaque, con lo cual se garantiza que re en el régimen de emulsificación. rellenas presentan las ventajas de tener estructuras más sencillas y tienen sistencia hidráulica, en general son más baratas que las de platos.
iones son que no se le puede utilizar con líquidos sucios, presentan dificultad r el calor evolucionado en el proceso, no se pueden emplear con pequeños
íquidos, pues no se garantiza una buena densidad de irrigación.

37
CÁLCULO DE LOS ABSORBEDORES
El cálculo básico de un absorbedor comprende la determinación de la altura de trabajo y el diámetro de la torre, para luego calcular la altura total del equipo, con la aplicación de criterios empíricos para fijar los espacios necesarios por encima y por debajo del volumen efectivo de trabajo; tales espacios son necesarios para la entrada y salida de los fluidos y para separar las partículas del líquido que pudiera arrastrar el gas. Las torres rellenas: El cálculo se refiere a determinar la altura (Z), el diámetro (D), el consumo (L) del absorbente y la resistencia hidráulica. Las fórmulas se han desarrollado en acápites precedentes.(Ver página 22). El valor de la altura de la unidad de transferencia varía desde 0,15 a 1,5 m, prácticamente. El cálculo basado en el NOG se utiliza cuando la resistencia controlante está en la fase gaseosa y se emplea el NOL cuando está en la fase líquida La altura de las torres con relleno varía de 1 a 20 m. El diámetro se determina por medio de la velocidad ficticia adoptada del gas (vo)mediante la ecuación:
ovQd
π= 4 Los diámetros varían desde e20 a 500 cm.
El aumento de la velocidad del gas permite disminuir el diámetro de la torre y con ello el costo inicial del aparato. El valor de la velocidad se establece por la relación: vo = (0,85 – 0.95) vinund
La resistencia hidráulica se determina a partir de valores experimentales, tanto para el relleno seco como para el húmedo, ésta última es mayor que la primera. TORRES DE ABSORCIÓN DE PLATOS (TORRES DE BURBUJEO O BORBOTEO) En estos equipos, el gas burbujea dentro de una capa de líquido, de modo que la superficie de contacto entre las fases es la superficie de todas las burbujas formadas. Las torres de platos son columnas dentro de las cuales están instalados platos igualmente espaciados. Los platos poseen perforaciones, a través de las cuales pueden ascender los vapores procedentes de los platillos inferiores, lo que posibilita la interacción gas-líquido. Según sea el diseño del plato, en lo que respecta a la configuración del orificio y a la existencia o no de tubos bajantes para el descenso de líquido, las torres de platos se clasifican en:
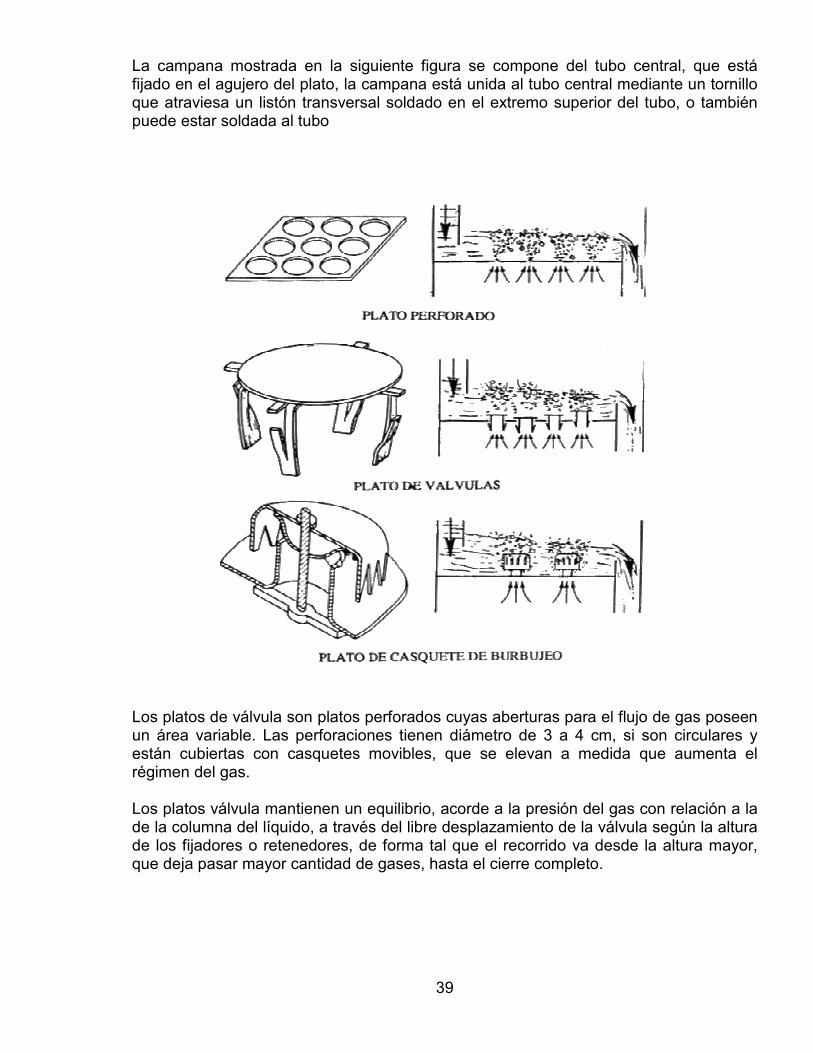
� Platos con sombrerete o campana (cazoleta) � Platos cribados o perforados � Platos de válvulas.
Las características comunes de los diferentes tipos de platos son el gran contacto entre las fases, la facilidad de limpieza y la posibilidad de evacuación del calor, evolucionado en el proceso, con la introducción de serpentines en el espacio interplatos
38
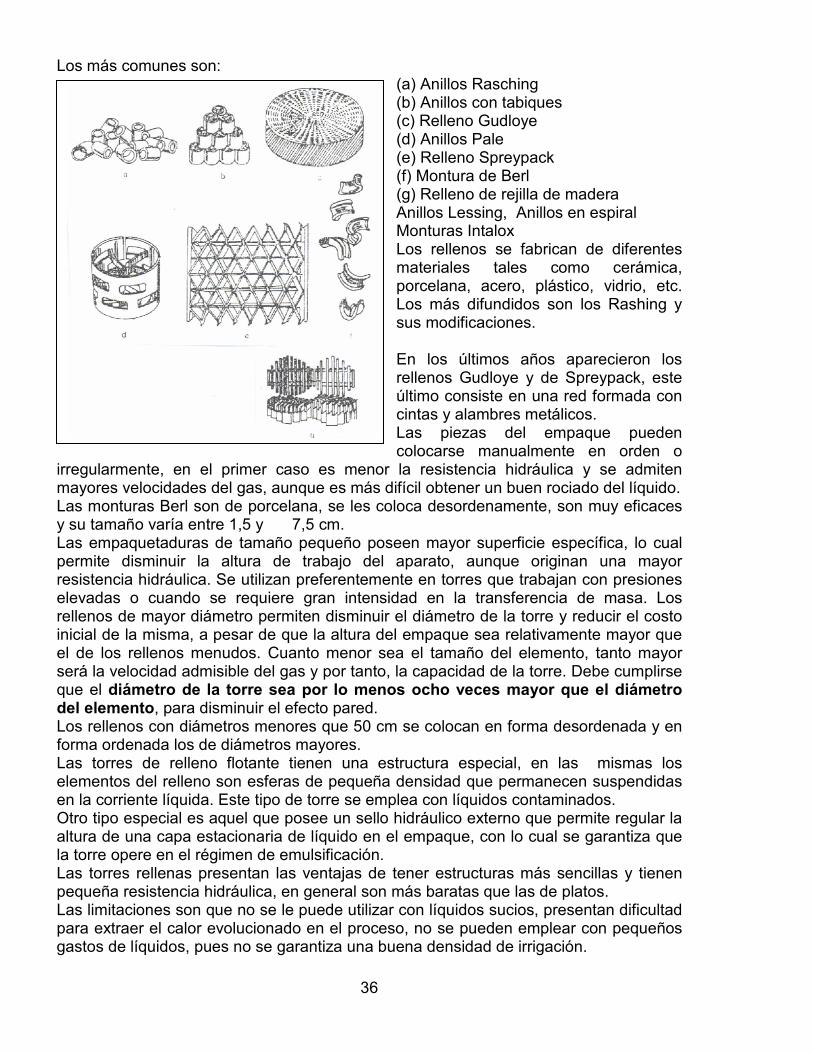
La figura muestra el esquema de una torre de platos, en la misma, la transferencia de masa se efectúa de forma escalonada, según asciende el gas de uno a otro plato a contracorriente con el flujo de líquido, que se desplaza con una trayectoria con zigzag en el interior de la torre. El elemento fundamental de los dos primeros platos son las cazoletas, el gas burbujea en el líquido al salir de las cazoletas. Las cazoletas se distribuyen de forma regular en el plato, dejando una zona libre de las mismas en las proximidades de los dos tubos de bajada. Cuando la separación entre los tapacetes es pequeña, es mejor el contacto entre las fases El tapacete de la cazoleta puede ser semejante a una campana con agujeros o con dientes puntiagudos. La cazoletas con campana con agujeros tienen un tubo central cuya altura debe ser mayor que la altura deseada para la capa de líquido en el plato, con lo cual se garantiza que el líquido se desplace solamente a través de los tubos de bajada del plato. Para asegurar que el gas burbujee en el líquido, es preciso que las ranuras de la campana estén cubiertas por el líquido Las torres de platos con cazoletas pueden manipular gastos de líquidos grandes y pequeños y resultan las más eficientes en torres de grandes dimensiones.
BAJANTEVERTEDERO Y SELLO DEL PLATOCASQUETE DE BURBUJEO
PASA HOMBRE
PLATAFORMAPLATO ACUMULADOR
SALIDA LATERAL
ANILLO SOPORTE DEL PLATOPLATO PERFORADOVIGAS DE CANAL
PLATO DE DISCOPLATO DE ARCO
VIGAS TRAPEZOIDALES
39
La campana mostrada en la siguiente figura se compone del tubo central, que está fijado en el agujero del plato, la campana está unida al tubo central mediante un tornillo que atraviesa un listón transversal soldado en el extremo superior del tubo, o también puede estar soldada al tubo
Los platos de válvula son platos perforados cuyas aberturas para el flujo de gas poseen un área variable. Las perforaciones tienen diámetro de 3 a 4 cm, si son circulares y están cubiertas con casquetes movibles, que se elevan a medida que aumenta el régimen del gas. Los platos válvula mantienen un equilibrio, acorde a la presión del gas con relación a la de la columna del líquido, a través del libre desplazamiento de la válvula según la altura de los fijadores o retenedores, de forma tal que el recorrido va desde la altura mayor, que deja pasar mayor cantidad de gases, hasta el cierre completo.
40
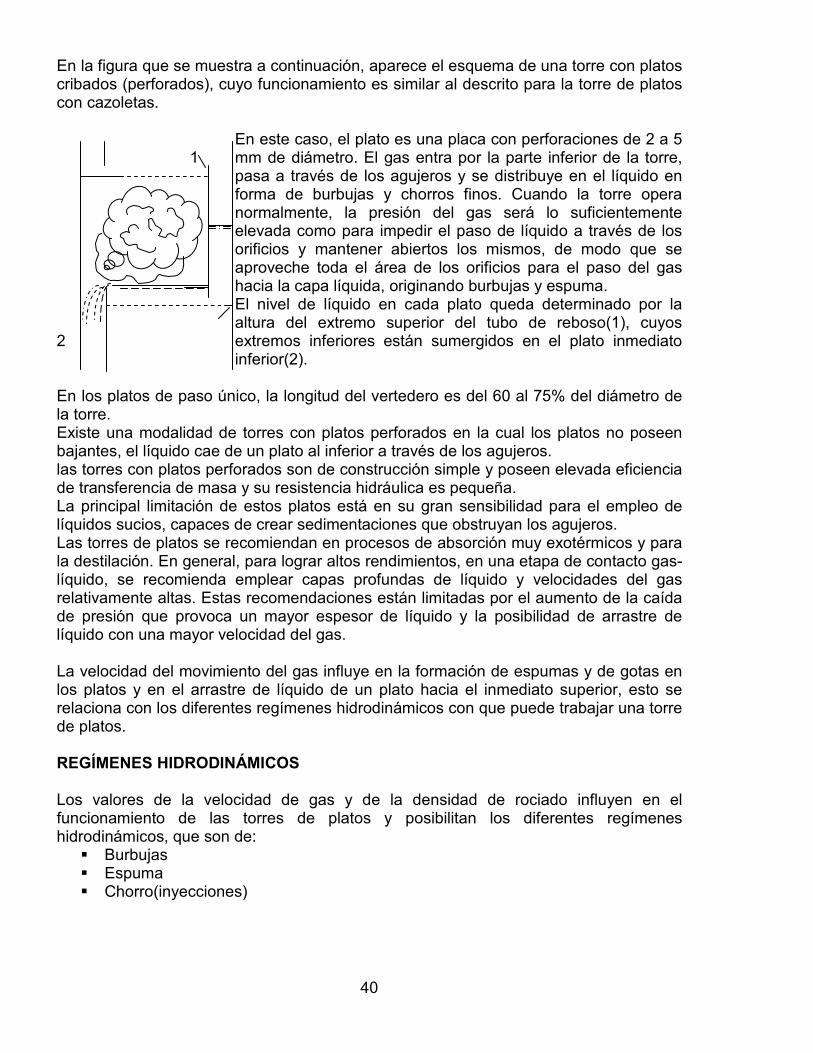
En la figura que se muestra a continuación, aparece el esquema de una torre con platos cribados (perforados), cuyo funcionamiento es similar al descrito para la torre de platos con cazoletas.
1
2
En este caso, el plato es una placa con perforaciones de 2 a 5 mm de diámetro. El gas entra por la parte inferior de la torre, pasa a través de los agujeros y se distribuye en el líquido en forma de burbujas y chorros finos. Cuando la torre opera normalmente, la presión del gas será lo suficientemente elevada como para impedir el paso de líquido a través de los orificios y mantener abiertos los mismos, de modo que se aproveche toda el área de los orificios para el paso del gas hacia la capa líquida, originando burbujas y espuma. El nivel de líquido en cada plato queda determinado por la altura del extremo superior del tubo de reboso(1), cuyos extremos inferiores están sumergidos en el plato inmediato inferior(2).
En los platos de paso único, la longitud del vertedero es del 60 al 75% del diámetro de la torre. Existe una modalidad de torres con platos perforados en la cual los platos no poseen bajantes, el líquido cae de un plato al inferior a través de los agujeros. las torres con platos perforados son de construcción simple y poseen elevada eficiencia de transferencia de masa y su resistencia hidráulica es pequeña. La principal limitación de estos platos está en su gran sensibilidad para el empleo de líquidos sucios, capaces de crear sedimentaciones que obstruyan los agujeros. Las torres de platos se recomiendan en procesos de absorción muy exotérmicos y para la destilación. En general, para lograr altos rendimientos, en una etapa de contacto gas-líquido, se recomienda emplear capas profundas de líquido y velocidades del gas relativamente altas. Estas recomendaciones están limitadas por el aumento de la caída de presión que provoca un mayor espesor de líquido y la posibilidad de arrastre de líquido con una mayor velocidad del gas. La velocidad del movimiento del gas influye en la formación de espumas y de gotas en los platos y en el arrastre de líquido de un plato hacia el inmediato superior, esto se relaciona con los diferentes regímenes hidrodinámicos con que puede trabajar una torre de platos. REGÍMENES HIDRODINÁMICOS Los valores de la velocidad de gas y de la densidad de rociado influyen en el funcionamiento de las torres de platos y posibilitan los diferentes regímenes hidrodinámicos, que son de:
� Burbujas � Espuma � Chorro(inyecciones)
41
El régimen de burbujas se observa cuando la velocidad del gas es muy pequeña, en ese caso, el gas avanza en forma de burbujas separadas y el área de contacto entre las fases es pequeña. El régimen de espuma se establece con un mayor gasto del gas, aumenta el número de burbujas, muchas de las cuales se unen para formar chorros de gas que se destruyen y originan nuevas burbujas dentro de la capa de líquido o encima de ella. Debido a que el contacto entre las fases ocurre en las superficies de las burbujas y de los chorros de gas, así como en la superficie de las gotas de líquido formadas, a este régimen le corresponde el valor máximo de contacto entre las fases. El régimen a chorro se establece cuando la velocidad del gas es demasiado grande, en el mismo los chorros de gas poseen mayor longitud y salen a la superficie de la capa de borboteo sin descomponerse, originan muchas gotas de gran tamaño que poseen menor superficie para el contacto gas-líquido.
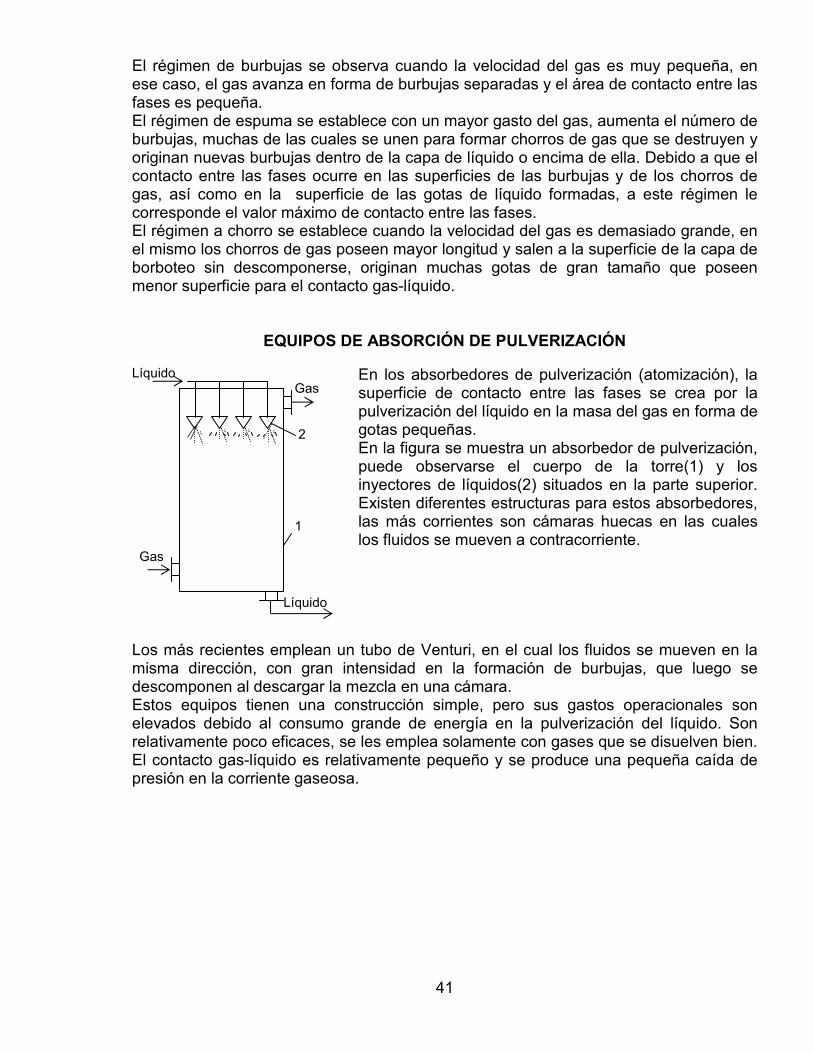
EQUIPOS DE ABSORCIÓN DE PULVERIZACIÓN Líquido Gas
2
1
Gas
En los absorbedores de pulverización (atomización), la superficie de contacto entre las fases se crea por la pulverización del líquido en la masa del gas en forma de gotas pequeñas. En la figura se muestra un absorbedor de pulverización, puede observarse el cuerpo de la torre(1) y los inyectores de líquidos(2) situados en la parte superior. Existen diferentes estructuras para estos absorbedores, las más corrientes son cámaras huecas en las cuales los fluidos se mueven a contracorriente.
Líquido
Los más recientes emplean un tubo de Venturi, en el cual los fluidos se mueven en la misma dirección, con gran intensidad en la formación de burbujas, que luego se descomponen al descargar la mezcla en una cámara. Estos equipos tienen una construcción simple, pero sus gastos operacionales son elevados debido al consumo grande de energía en la pulverización del líquido. Son relativamente poco eficaces, se les emplea solamente con gases que se disuelven bien. El contacto gas-líquido es relativamente pequeño y se produce una pequeña caída de presión en la corriente gaseosa.
42
DESORCIÓN
La desorción es la operación, inversa de la absorción, en la cual se produce la extracción de la fracción volátil de una disolución mediante el contacto del líquido con un gas; la transferencia de masa ocurre desde el líquido al gas. Entre los procesos industriales en los que se aplica la desorción están el despojamiento (stripping) de fracciones del petróleo (derivados), por medio de vapor recalentado que no se condensa en el despojador. Existen tres procedimientos para realizar esta operación que son: a) Hacer pasar un gas inerte o vapor de agua por el líquido b) Suministrar calor al absorbente líquido c) Disminuir la presión sobre el líquido Entre los requisitos que debe cumplir el agente de despojamiento están el de ser fácil de separar del gas y que no se produzcan reacciones con peligro de envenenamiento. Los agentes despojadores más corrientes son el aire, el nitrógeno y el vapor de agua. En muchos procesos industriales se combinan en una misma instalación las operaciones de absorción y de desorción, con el objetivo de recuperar el disolvente. Por ejemplo en los sistemas de absorción que utilizan aminas, donde éstas se regeneran(desorción) para su reutilización. Y
X
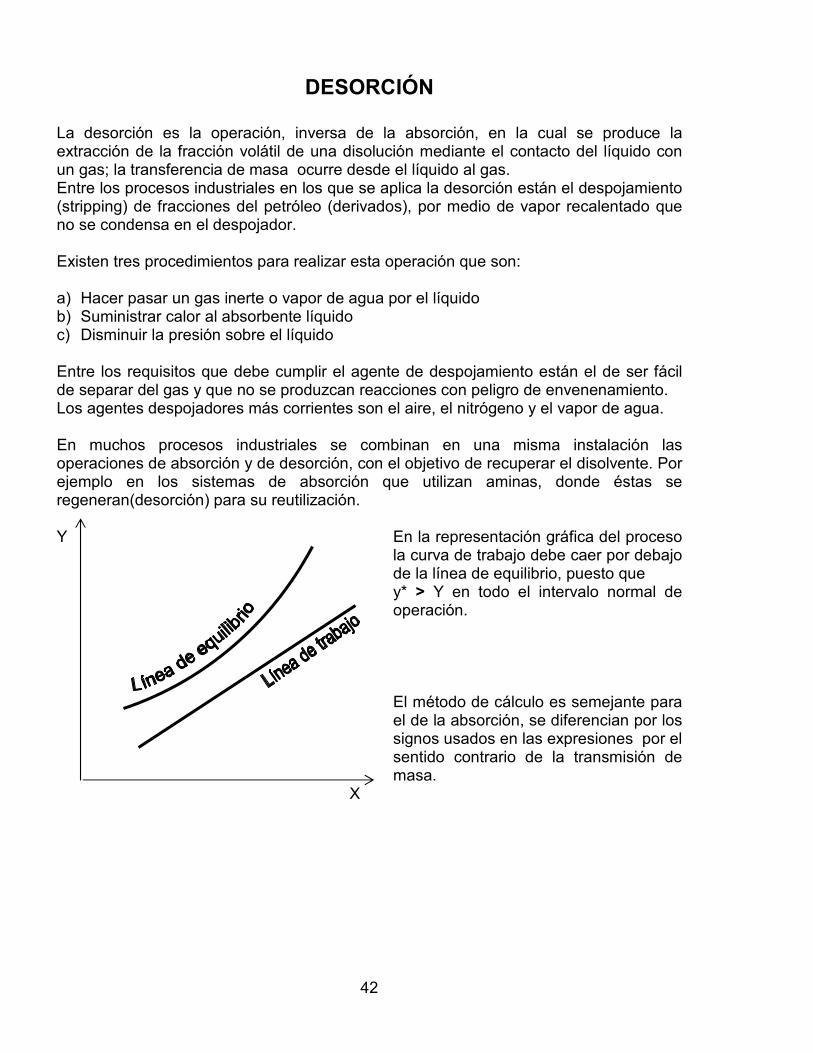
En la representación gráfica del proceso la curva de trabajo debe caer por debajo de la línea de equilibrio, puesto que y* > Y en todo el intervalo normal de operación.
El método de cálculo es semejante para el de la absorción, se diferencian por los signos usados en las expresiones por el sentido contrario de la transmisión de masa.