flujo - copia
TRANSCRIPT
Instituto Tecnológico de Los Mochis
Alumnos:
Jesús Ricardo García Navarrete
Sandra Nallely Parra León
Víctor Manuel Martínez Quintana
Materia:
Metrología y normalización
Grupo:
A21
Docente:
Ing. Basurto Benítez Lucrecia
Trabajo:Instrumentos medidores de flujo
Los Mochis, sin., Mayo de 2013

Índice
Contenido Página Introducciónobjetivos
Objetivos:
GENERAL:
Conocer diferentes instrumentos de medición e identificar para que nos
sirven.
ESPECÍFICOS:
Introducción
En este trabajo de investigación veremos muchos temas muy amplios en el que
trataremos de ser muy claros y proporcionar información completa de todos y
cada uno de ellos, ya que todos tienen igual importancia para nosotros. En el
profundizaremos un poco sobre temas como instrumentos de medición de flujo
que es un tema que no habíamos visto en prácticas anteriores por lo que es
necesario realizar la investigación correspondiente para conocer sobre el tema
y saber su funcionamiento a si como marcas más comunes y precios para la
hora de que necesitemos de un instrumentos para medir caudal sepamos
seleccionar cual es el que nos conviene.
Conoceremos un nuevo instrumento de medición que desconocíamos que
necesitábamos conocer sobre él, el cual es más bien una maquina la cual hace
mediciones por medio de coordenadas, esta máquina emplea tres
componentes móviles que se trasladan a lo largo de guías con recorridos

perpendiculares, para medir una pieza, por la determinación de las
coordenadas X, Y, y Z de los puntos de la pieza.
Hablaremos sobre el microscopio metalografico con el cual no contamos en el
taller por lo que nos vimos en la necesidad de realizar una investigación para
conocer sobre él, el cual es un microscopio que es usado para realizar
mediciones en los componentes mecánicos y electrónicos. Es de gran
importancia por que es de uso común para controles de calidad y producción
en los procesos industriales.
También profundizaremos en otro aparato el cual es un comparador óptico o
también llamado proyectador de perfiles el cual es un aparato que permite
medir piezas pequeñas con una pantalla traslucida.
Hablaremos de cómo funciona dicho aparato el cual al amplificar la pieza la
proyecta amplificándola lo que permite una mejor medición y revisión.
Como no habíamos medido hasta el momento en la materia rugosidad de
materiales investigamos sobre un aparato que las mide el cual se llama
rugosimetro en esta investigación hablaremos sobre el ya que es vital para
ciertos procesos metalmecánicos ya que controla factores como el grado de
fricción, desgaste, resistencia a la fatiga, y lubricación en las piezas entre otras
cosas.

Medidores de flujo (caudal)
Caudalimetro
Un caudalímetro es un instrumento de medida para la medición de caudal o
gasto volumétrico de un fluido o para la medición del gasto másico. Estos
aparatos suelen colocarse en línea con la tubería que transporta el fluido.
También suelen llamarse medidores de caudal, medidores de flujo o
flujómetros.
Existen versiones mecánicas y eléctricas. Un ejemplo de caudalímetro eléctrico
lo podemos encontrar en los calentadores de agua de paso que lo utilizan para
determinar el caudal que está circulando o en las lavadoras para llenar su
tanque a diferentes niveles.
Un hidrómetro permite medir el caudal, la velocidad o la fuerza de los líquidos
que se encuentran en movimiento, dependiendo de la graduación y aplicación
de este mismo.
Tipos de caudalimetros
Mecánicos visuales (de área variable) (rotámetros)
Se trata de un cono transparente invertido con una bola plástica en su base. El
fluido al circular impulsa la bola hacia arriba, a mayor caudal más sube la bola.
La gravedad hace bajar la bola al detenerse el flujo. El cono tiene unas marcas
que indican el caudal.
Generalmente empleado para medir gases en lugares donde se requiere
conocer el caudal con poca precisión. Un ejemplo lo podemos ver en los
hospitales, unidos de la llave del
suministro de oxígeno.

Una modificación de este modelo permite medir la capacidad pulmonar de una
persona que haya sufrido alguna lesión recogiendo una exhalación a través de
un adaptador para los labios.
ROTAMETROS
El efecto de la viscosidad sobre la indicación es
despreciable, pero el efecto del tipo de fluido
debe ser adecuadamente calibrado.
Ventajas:
* Es económico para caudales bajos y
tuberías con diámetros menores a 2”.
* Cubre un rango amplio de caudales.
* Sirve para líquidos y gases.
* Provee una información visual directa.
* La caída de presión es baja.
* Instalación y mantenimiento simple.
Desventajas:
* No es sencillo ni económico obtener señal eléctrica a partir de la indicación.
* Se incrementa mucho su costo para tuberías de diámetro grande.
* No se consiguen rotámetros para tuberías grandes.
* Debe instalarse en sentido vertical de modo que el caudal sea ascendente.
* Son de baja precisión.
Presentación:

ROTAMETRO METALICO para BAJOS CAUDALES para LIQUIDOS y
GASES
Mide e Indica Caudal Instantáneo. Construido con Tubo de medición Metálico
en lugar de Vidrio es el
medidor A/V (Area Variable) confiable y exacto para bajos caudales, apto para
Altas Presiones y Fluidos
Agresivos o Difíciles de Manejar.
Es muy utilizado para dosificar aditivos o ingredientes costosos en
Especialidades Químicas,
Farmacéuticas, Cosméticas, Alimenticias, así como en Investigación y
Desarrollo. Indicador acoplado
magnéticamente con escalas intercambiables. Reed switch hermético
(opcional) con novedoso doble
sensor provee Alarma sin afectar la performance.
Instalación: rosca ¼" hembra.
Rango: 0,13 a 100 litro/hora para agua; 0.1 a 56 litros/mimuto para aire.
Exactitud: ±5%.
Construcción: Tubo y Flotante de Inox 316L, Hastelloy, o Titanio; Sellos de
Viton.
Apto hasta 200ºC y 100 bar (modelo sin válvula: 275 bar) e Intemperie NEMA
4.
Opciones: 1-Provisto de válvula reguladora; 2-Provisto de Alarma; 3- Apto
Zona Ex; 4-Reed Switch hermético.
Características: Metálicos para bajos caudales
Origen: EEUU
Precio: US$ 650
ROTAMETRO METALICO PARA GRANDES CAUDALES para LIQUIDOS,
GASES y VAPOR.

Mide e Indica Caudal Instantáneo. Construido con Tubo de Medición Metálico
en lugar de Vidrio
puede manejar un muy amplio rango de caudales con gran exactitud (2%) a
pesar de Elevadas
Temperaturas y Presiones en Zonas Explosivas. Mínima caída de presión
interna, no requiere
contra presión, y dispone amortiguación para eliminar rebotes no deseados
del flotante. Indicador
acoplado magnéticamente.
Mismo largo en todos los tamaños facilita la sustitución. Múltiples opciones
de comunicación
permiten integrarlo en sistemas de control existentes.
Instalación: rosca o brida ½" a 4”.
Rango: 25 a 10.000 l/h agua; 0.84 a 1510 m3/h aire.
Exactitud ±1% y ±2% fondo de escala.
Construcción Cuerpo y Flotante: Inox, Hastelloy, Titanio; Sellos: Vitón.
Apto de - 40 a 215 ºC. y 100 bar.
Opciones:
1- Provisto de válvula reguladora y Alarma
2- Salida proporcional 4-20 mA
3- Apto Zona Ex
4- Transmisores con Protocolo Hart programables mediante control remoto, con
o sin Alarmas y Salida de pulsos para
Totalizar
5- Para fluidos corrosivos o criogénicos apto -20 a 315ºC y 400 bar con Alarma
y Transmisor opcional.
Características: Metálicos para grandes caudales
Origen: EEUU
Precio: US$ 720

Mecánico de molino
Consisten en un molino cuyas aspas están transversales a la circulación de
fluido. El flujo hace girar el molino cuyo eje mueve un contador que acumula
lecturas.
Un ejemplo de este uso son los contadores de agua de las viviendas o los
antiguos contadores de gas natural.
Electrónicos de molino
Sus partes mecánicas consisten en un molino con aspas transversales a la
circulación de flujo, el molino tiene en un extremo un imán permanente. Cuando
este imán gira genera un campo magnético variable que es leído por un sensor
de efecto de campo magnético (sensor de efecto Hall), después el circuito
electrónico lo convierte en pulsos que transmite a través de un cable.
En otra versión de este tipo de caudalímetro se instalan imanes en los
extremos de las aspas. Al girar los imanes pasan cerca de un reed switch que
cuenta los pulsos. La desventaja de este diseño está en la limitación de las
revoluciones por minuto (RPM) que puede alcanzar a leer un reed switch.
También existe de tipo de caudalímetro de molino en versión transparente
donde solo se requiera confirmar que existe circulación sin importar el caudal.
Electrónicos de turbina

Una turbina colocada de frente al flujo, encapsulada en las paredes de un tubo,
rota proporcionalmente al caudal. La turbina, fabricada con un compuesto de
resina y polvo de alnico, genera un campo magnético que es leído y codificado
por un sensor de efecto Hall.
Diferencial de presión
Los más comunes. La tubería disminuye su diámetro levemente (por ejemplo,
con un plato de orificio) y después regresa a su diámetro original. El fluido
obligado a circular por esta reducción disminuye su presión a la salida. La
diferencia de presión de antes y después es medida de manera mecánica o
electrónica. A mayor diferencia de presión mayor es el caudal.
Existen otras variantes pero todas basadas en la diferencia de la lectura de
presión antes y después. Un ejemplo es el se observa en los motores de
combustión interna a la entrada del aire del motor. Parámetro que necesitan las
computadoras de los automóviles para determinar que cantidad de aire está
entrando al motor para logar una mezcla (aire-combustible) ideal.
V-Cone
El medidor de flujo de presión diferencial V-Cone es una tecnología patentada
de medición de flujos con alta precisión, aplicable a gran variedad de fluidos,
todo tipo de condiciones y un amplio intervalo de números de Reynolds. Utiliza
el mismo principio físico que otros medidores de flujo de presión diferencial: el
teorema de conservación de la energía del flujo de fluidos a través de una
tubería. No obstante, las características de desempeño del V-Cone, muy
notables, son el resultado de su exclusivo diseño, que incluye un cono central
en el interior del tubo.
El cono interactúa con el flujo del fluido, modificando su perfil de velocidad para
crear una región de presión más baja inmediatamente aguas abajo del cono. La
diferencia entre la presión estática de la línea y la presión más baja creada
aguas abajo del cono se mide a través de dos tomas piezosensibles. Una de
las tomas se coloca inmediatamente aguas arriba del cono y la otra se coloca
en la cara orientada aguas abajo. Después, la diferencia de presión se puede
incluir en una derivada de la ecuación de Bernoulli para determinar el régimen
de flujo. La posición central del cono en la línea optimiza el perfil de velocidad
del flujo en el punto donde se hace la medición, asegurando mediciones de
flujo altamente precisas y confiables, sin importar la condición del flujo aguas
arriba del medidor.
Vortex
Vortex montado en una cañería.
Está basado en el principio de generación de vórtices. Un cuerpo que atraviese
un fluido generará vórtices flujo abajo. Estos vórtices se forman alternándose
de un lado al otro causando diferencias de presión, esta son censadas por un
cristal piezoeléctrico. La velocidad de flujo es proporcional a la frecuencia de
formación de los vórtices.
Son equipos de bajo mantenimiento y buena precisión.

Magnéticos
Están basados en la ley de Faraday que enuncia que el voltaje inducido a
través de un conductor que se desplaza transversal a un campo magnético es
proporcional a la velocidad del conductor.
Aplicamos un campo magnético a una tubería y medimos su voltaje de extremo
a extremo de la tubería. Este sistema es muy poco intrusivo pero solo funciona
con líquidos que tengan algo de conductividad eléctrica. Es de muy bajo
mantenimiento ya que no tiene partes móviles.
Ventajas:
* No genera perdidas de carga (aplicables a procesos que fluyen por gravedad
o en fluidos
cercanos al punto de vaporización).
* Dado que el parámetro sensado a través de la tubería es velocidad promedio,
se aplica
tanto a flujo laminar como turbulento y no depende de la viscosidad.
* Como la tubería puede ser de cualquier material no conductor, con lo que se
le puede
dar buena resistencia a la corrosión.
* Apto para la medición de barros.
* Permite la medición de caudales bi-direccionales.
* No tiene partes móviles, por lo que es confiable y de bajo mantenimiento.
* Su precisión es relativamente alta.
Desventajas:

* Si el fluido a medir produce depósitos sobre los electrodos, la medición será
errónea.
* Su costo es relativamente alto.
* No es utilizable en gases por la baja conductividad.
Presentación:
CAUDALIMETRO ELECTROMAGNETICO para LIQUIDOS
Mide Caudal Instantáneo y Volumen Total. Opera perfectamente en cañerías
parcialmente llenas.
Resiste altas temperaturas hasta 180ºC, y altas presiones hasta 300 bar,
líquidos abrasivos o
erosivos, limpieza CIP y esterilización con vapor.
No ofrece restricción al paso de líquidos conductores de la electricidad aún
cuando son viscosos,
sucios o arrastran sólidos en suspensión. Se fabrica desde ¾" a 40". Gran
variedad de materiales
para revestimiento interno y electrodos. Aptos para operación con paneles
solares.
Instalación: Cañerías ¾" a 40".
Exactitud: 0,5% de la lectura.
Construcción: Bridados, Wafer, Sanitarios, Roscados, en Acero Inoxidable
AISI 316, Electrodos de Titanio, Hastelloy C o Ac.
Inox. AISI 316, Revestimiento interno de PVC, Cerámica, Polipropileno.
Alimentación: 220/110 VCA (Opcional: 24 V CA ó 24 V CC).
Salidas: analógica de 4 a 20 mA, digital 0 a 5000 Hz.
Exactitud: ± 1% de la lectura.

Apto: hasta 180ºC, 300 bar. Unidad electrónica: Intrínsecamente Segura.
Sensor: NEMA 4, IP 65.
Versiones / Opciones:
1-Bridado para Atmósferas Explosivas.
2-Aplicaciones Sanitarias.
3-Microcaudalímetro para tuberías de 2 mm a 12 mm.
4-Aplicaciones altamente corrosivas y altas temperaturas.
5-Equipos Wafer.
Origen: ALEMANIA
Precio: US$ 2187
Diferencial de temperatura
Se colocan dos termistores y en el centro de ellos una pequeña resistencia
calentadora. Si ambos termistores leen la misma temperatura el fluido no está
circulando. Según aumenta el flujo uno de los termistores lee la temperatura
inicial fluido mientras que el otro lee el fluido calentado. Con este sistema no
solo se puede leer el caudal, sino que además se sabe el sentido de
circulación.
La ventaja de este tipo de caudalímetro es que se puede conocer la cantidad
de masa del fluido que ha circulado y las variaciones de presión en el fluido;
afectan poco a la medición.

Desplazamiento positivo
Separan el líquido en porciones que llenan un recipiente mientras se desplaza.
Después cada porción es contada para medir el caudal. Existen muchas
variantes de este sistema. De tornillo, de engranajes, pistones, etc.
Desplazamiento positivo.
Interior de un equipo de desplazamiento positivo.
Engranajes: consiste en dos engranajes encontrados que hacen un sello
perfecto, el fluido debe circular entre los dos engranajes forzándolos a girar. Es
movimiento se puede medir de forma electrónica o mecánica.
Cada uno de los engranajes tiene un imán permanente que se usa para enviar
información a la parte electrónica del equipo (se instala arriba mediante
tornillos), y se detecta el paso del imán mediante un sensor de efecto Hall.
Pistones: el agua entra por el puerto A y comienza a desplazar el pistón
amarillo mientras llena el espacio C. El agua que sigue entrado ahora llena el
espacio B y sigue forzando al pistón amarillo a girar hasta que el agua que
ocupaba el espacio C sale por el puerto D. Posteriormente el agua que ocupa
el espacio B igualmente saldrá por el puerto D al momento de comenzar otro
ciclo. El agua entre los puertos de entrada y salida (A y D) está aislada por la
barrera E. La oscilación del pistón G (magnético) traza un círculo que rodea al
eje F. Un medidor de campo colocado fuera del caudalímetro mide estas
oscilaciones y las convierte el pulsos.

Medidor de Coriolis
Los medidores de Coriolis se basan en el principio de las fuerzas inerciales que
son generadas cuando una partícula en un cuerpo rotatorio se mueve con
respecto al cuerpo acercándose o alejándose del centro de rotación. Si una
partícula de masa dm se mueve con velocidad constante en un tubo T que esta
rotando con una velocidad angular w con respecto a un punto fijo P adquiere 2
componentes de aceleración coriolis.
Esto provoca una oscilación mecánica (80 a 100 Hz)
Ventajas:
* Su salida es lineal con el flujo másico.
* No requiere compensación por variaciones de temperatura o presión

* Es adecuado para casos de viscosidad variable
* Permite la medición de caudales másicos de líquidos difíciles de medir:
adhesivos,
Nitrógeno liquido, etc.
Desventajas:
* Es muy voluminoso.
* No es apto para caudales elevados.
Presentación:
CAUDALIMETRO MASICO
Es el Medidor más Exacto para medir por Masa.
Utiliza el Efecto Coriolis, por lo tanto es ideal para procesos delicados de
Batcheo
por Peso, o para Facturar Líquidos o Gases de alto precio que se venden
por Kg.,
como el GNC, ya que su exactitud es independiente de Viscosidad,
Temperatura y
Densidad. Emite pulsos para medir Masa.
Instalación: en cualquier posición.
Rango: 1,5 Kg/h a 700.000 Kg/h
Exactitud: 0,2% del valor leído.
Apto Intemperie NEMA4 y Zona Ex.
Requiere Indicador.
Origen: ALEMANIA
Precio: US$ 9900
Ultrasónicos
Son alimentados eléctricamente, y es posible encontrar dos tipos según su
principio de medición: de efecto Doppler y de tiempo de tránsito; este último
consiste en medir la diferencia entre el tiempo que le toma a dos señales
atravesar una misma distancia, pero en sentido contrario utilizando como medio
un fluido. Si el caudal del fluido es nulo, los tiempos serán iguales, pero cuando

hay flujo los tiempos serán diferentes, ya que las velocidades de las señales
serán afectadas por la del fluido cuyo caudal se desea determinar; esta
diferencia de tiempo más el conocimiento sobre la geometría de la cañería y la
velocidad del sonido en el medio permiten evaluar la velocidad del fluido o el
caudal.
Los de tiempo de tránsito son más exactos que los de efecto Doppler, pero
para obtener lecturas se requiere que los fluidos tengan un bajo porcentaje de
impurezas; en caso contrario, los de efecto Doppler son de utilidad y entregan
una muy buena señal, ya que su principio de funcionamiento se basa en el
cambio de frecuencia de la señal reflejada sobre algún elemento que se mueve
con el fluido.
La exactitud de estos sistemas de medición es muy dependiente del
cumplimiento de los supuestos de flujo laminar.
Ventajas:
* No ocasiona pérdida de carga.
* No tiene partes móviles.
* No influye el diámetro de la tubería, ni en su costo, ni en su rendimiento.
* Ideal para la medición de materiales tóxicos o peligrosos.
* Salida lineal con el caudal.
* Su rango de medición es muy amplio.
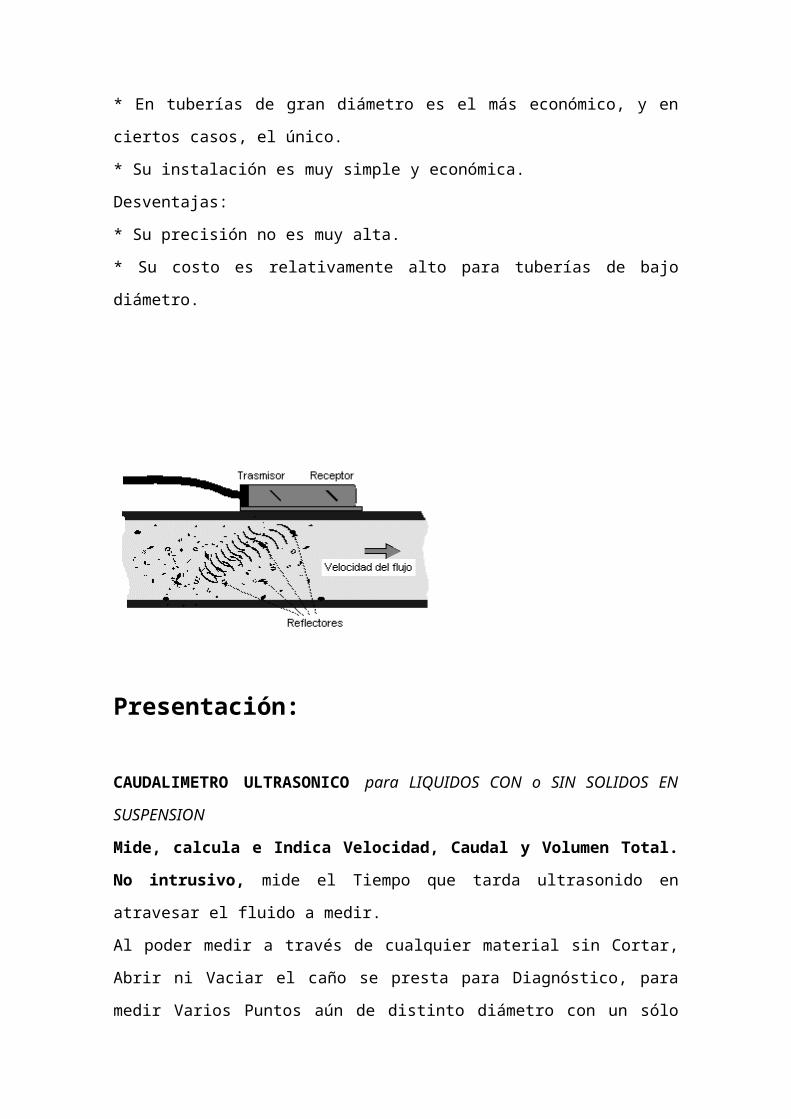
* En tuberías de gran diámetro es el más económico, y en ciertos casos, el
único.
* Su instalación es muy simple y económica.
Desventajas:
* Su precisión no es muy alta.
* Su costo es relativamente alto para tuberías de bajo diámetro.

Presentación:
CAUDALIMETRO ULTRASONICO para LIQUIDOS CON o SIN SOLIDOS EN
SUSPENSION
Mide, calcula e Indica Velocidad, Caudal y Volumen Total. No intrusivo,
mide el Tiempo que tarda ultrasonido en atravesar el fluido a medir.
Al poder medir a través de cualquier material sin Cortar, Abrir ni Vaciar el caño
se presta para Diagnóstico, para medir Varios Puntos aún de distinto diámetro
con un sólo instrumento, para medir en Cañerías Verdaderamente Grandes
muy difíciles para otros equipos, y en Cañerías Bajo Presión.
Muy utilizado por Municipalidades e Industrias que no justifican medidores
dedicados pero necesitan medir, de vez en cuando, algunos puntos.
Instalación: 2 Sensores Quita y Pon se abrochan a cualquier caño de Ø 1“ a Ø
3 mts.
Rango de Velocidad: 0,1 a 20 m/s.
Exactitud: 3% de la lectura.
Apto Intemperie IP54. No apto Zona Ex.
Alarmas: alto o bajo caudal, regulable en todo el rango.
Características: Tipo no-intrusivo, portátil
Origen: Alemania
Precio: US$ 9200
Características: Tipo no-intrusivo, montaje fijo (AMD 7207)
Origen: Alemania
Precio: US$ 5800
Características: Tipo no-intrusivo, montaje fijo (AMD 7807)

Origen: Alemania
Precio: US$ 7000
Características: Tipo no-intrusivo, de paso total
Origen: Dinamarca
Precio: US$ 5700
MEDICION DE CAUDAL MIDIENDO TORBELLINOS:
Ventajas:
* Muy buena tolerancia sin importar las condiciones del proceso.
* Sin partes móviles, confiable y de bajo mantenimiento.
* Salida digital (conveniente para interfaces a PC).
* Independiente de la densidad y viscosidad del fluido.
* Se instala en cualquier posición.
Desventajas:

* Es afectado por fluidos abrasivos que puedan deformar el generador de
torbellinos.
* Es afectado por los fluidos capaces de generar depósitos en la obstrucción.
* Su costo es relativamente alto.
Presentación:
CAUDALIMETRO VORTEX para LIQUIDOS LIVIANOS
Mediante Sensores Piezoeléctricos mide la cantidad de los vórtices provocados
por una
obstrucción. Se destaca para Procesos Químicos debido a una
combinación de Gran Exactitud (1%), Robustez con Gran Resistencia al
Ataque Químico (carcaza de plástico de una sola pieza), Ausencia de
Mantenimiento (no tiene partes móviles), y Practicidad (se
instala en cualquier posición).Mide Líquidos no conductivos que los medidores
magneto Inductivos no pueden medir. Emite Pulsos para medir Caudal
Instantáneo.
Instalación: rosca o brida ½“ a 2” en cualquier posición. (Requiere indicador de
caudal y volumen)
Rango: 300 a 30,000 litros/hora.
Exactitud: 1% del valor leído.
Salidas 4 a 20 mA y Pulsos.
Apto Intemperie NEMA4. No apto Zona Ex.
Origen: EEUU
Precio: US$ 955

Comparador óptico
El comparador óptico también conocido como proyector de perfiles, es un
excelente medio para medir piezas pequeñas sobre una pantalla traslúcida, lo
cual nos da una gran ventaja al usar la proyección de las piezas para tener una
imagen amplificada de esta y realizar tareas no solo de medición sino también
de análisis e inspección simple. Los comparadores ópticos se clasifican por el
tipo de iluminación que emplean, en horizontal, vertical ascendente y vertical
descendente. Un comparador óptico es un dispositivo que aplica los principios
de la óptica a la inspección de las piezas fabricadas. En la comparación, la
silueta de la sombra ampliada de una parte se proyecta sobre la pantalla, y las
dimensiones y la geometría de la pieza se miden con los inicios y finales de la
sombra proyectada. A continuación se describen los procesos para realizar
mediciones básicas, como son las mediciones lineales, radios, diagonales,
ángulos y puntos. Las descripciones de las funciones básicas, se basan en el
comparador óptico S-T Industries Inc. Modelo: 20-3650 de 14”con iluminación
horizontaly una interfazQuadra- Chek 2000.Comparador Óptico. Interfaz con
display de mediciones.
El primer paso para realizar mediciones en el comparador, es encender el
comparador y su interfaz respectiva, en este caso el encendido del comparador
se divide en 3 partes, el de la fuente de poder (Main Power), que energiza el
comparador y sus componentes, luz para iluminación de la pieza (ProfileIllum) y
el foco para iluminar el área de proyección(SurfaceIllum), cada uno tiene un
interruptor (switch) correspondiente. La interfaz solo contiene un interruptor
general de encendido. Una vez encendidos los componentes deseados y/o
necesarios, se procede a colocar la pieza, se coloca en la plataforma de
proyección, si es necesario se puede utilizar algún objeto o herramienta para
asegurar la estabilidad de la pieza, pero sin que el objeto altere o evite la
correcta proyección de la pieza, esto evitar que se esté moviendo o obstruya
lapieza y por lo tanto medir erróneamente. Hay que colocar la pieza entre el
foco que creara la proyección moviendo los ajustadores necesarios (eje x, y o
z) y el lente que amplifica la misma. Una vez establecida suposición debe
realizarse un enfoque hasta que la sombra proyectada quede nítida, sin que se
vea borrosa. Este proceso se logra moviendo el ajustador de posición en el eje
z. (se muestra abajo los ajustadores de posición).
NOTA IMPORTANTE: Se debe de tener cuidado de no dañar el lente, puede
sufrir daños por golpes con la pieza si se mueve el eje z en sentido negativo
hasta topar con el lente.eje y eje z eje x.
Después de tener una buena proyección, según el tipo de medición que vamos
a realizar una recta, diagonal, radio o ángulo se moverá el eje x y/o z para
obtener los puntos necesarios para el arroje de resultados. Se necesitan los
puntos que conforman la línea, por lo tanto si el palpador está activado se
mueve la pieza de tal forma que quede el inicio de la línea a la derecha del
palpador, una vez en esta posición se ponen en ceros los ejes mediante la

interfaz, y se mueve la el eje necesario hasta el final de la recta una vez en la
posición se hace pasar por el palpador, con esto se mostrara en la pantalla el
resultado. Si el palpador no está activo se sigue el mismo procedimiento, pero
el movimiento manual debe ser más preciso y se hace uso de los ejes de la
pantalla de proyección, se coloca el inicio dela línea en el eje y (si la medición
será horizontal y de manera contraria se es vertical), se pone en ceros los ejes
de la pantalla display luego se mueve con respecto al eje x hasta que el final de
la línea a medir toque el eje y si se llega a pasar del eje se puede regresar al
mismo y no habrá alteración en la medición debido a que como el movimiento
será en sentido contrario al prefijado se restará el avance indeseado.
Circulo
Es necesario el palpador para usar esta opción, es necesario palpar 3 puntos
como se muestra en la figura, se coloca el palpador en el punto inferior de la
izquierda, se avanza en el eje x hasta palpar el punto de extremo derecho. Se
puede realizar el mismo procedimiento con otro orden por ejemplo primero salir
del circulo hacia el punto superior después entrar por un punto inferior y salir
por el otro, con esto se obtiene el radio del circulo.
Distancia entre puntos
Son necesarios dos puntos el de inicio de la diagonal y el de el final o
viceversa, se realiza el mismo procedimiento se mueve el eje en x hasta que el
palpador detecte el primer punto y luego en y para el segundo, dará el
resultado en xy y, con esto es posible calcular la hipotenusa que será la
distancia que se busca.
Angulo
Se toca con el palpador dos puntos, uno por cada línea se entra por un punto y
se sale por el otro, dependiendo de la posición del ángulo el movimiento será
en el eje x o en el eje y. Todas las mediciones son mostradas en pulgadas,
pero pueden mostrarse en milímetros haciendo utilidad del botón MM/IN.
El comparador óptico es una herramienta muy útil para la medición de piezas
de pequeño tamaño, ya que se pueden obtener medidas muy aproximadas a

las reales, es fácil de usar debido a las imágenes de su interfaz. Su principio es
muy sencillo, la proyección, pero tiene una gran aplicación sobre todo en el
sector de producción, calidad, manufactura, y la industria en general.

Rugosímetros
El ‘rugosímetro’ es un dispositivo dotado de un palpador de diamante que,
desplazando una cierta longitud sobre el material, es capaz de ampliar el
paisaje de crestas y valles que presenta su superficie real y que no puede
ser observada por el ojo humano.
Además, este equipo también puede determinar una serie de parámetros
que aportan el valor numérico de la rugosidad de acuerdo con las reglas
de normalización a las que este tipo de sistemas de medida están
sujetos. Para determinar dichos parámetros, definidos como Ra o Rz, el
propio equipo divide su recorrido en seis partes: la primera etapa la
emplea para la toma de referencias y la corrección de curvaturas; y sobre
las otras cinco, realiza las medidas.
Los rugosímetros sirven para determinar con rapidez la rugosidad de las
superficies. Los rugosimetros muestran la profundidad
de la rugosidad media Rz y el valor de rugosidad medio
Ra en µm. Los rugosímetros facilitan la rápida
determinación de la superficie de un componente, por otro lado la
realización de la medición de la rugosidad es muy sencilla.
Los rugosímetros entran en contacto con la superficie en cuestión de
segundos y muestran la rugosidad directamente en Ra o en Rz.

Marcas
Rugosímetros PCE-RT 11
(rugosímetros portátiles para determinar la profundidad de la
rugosidad en Ra y Rz)
- Rugosímetros PCE-RT 1200
(rugosímetros portátiles para determinar la profundidad de la
rugosidad en Ra, Rz,
Rq, Rt)
- Rugosímetros PosiTector SPG
(rugosimetros que mide y guarda los valores Peak de la altura
de superficie, fácil de leer, pantalla LCD)
Costos
Rugosimetro Portatil
$ 9,00000
Medidor De Espesores Mitutoyo No. 7313 D Dial Como Nuevo Mdn
Medicion En Milimetros Con Lectura Mínima De 0.01mm

$ 1,59500
Detector (palpador) Para Rugosimetro Sj Mitutoyo *nuevo*
Para Rugosimetros Series Sj-201, Sj-301, Codigo No.178-390
$ 3,90000

Microscopio metalográfico
Este tipo de microscopio es de uso común para el control de calidad y
producción en los procesos industriales. Con ellos, es posible realizar
mediciones en los componentes mecánicos y electrónicos, permite además
efectuar el control de superficie y el análisis óptico de los metales. De acuerdo
al propósito de uso, existen multitud de variedades dependiendo del tipo de
objetivos, oculares, aumento máximo permitido, enfoque, etc. Este tipo de
microscopio difiere de los biológicos en que el objeto a estudiar se ilumina con
luz reflejada, ya que las muestras cristalográficas son opacas a la luz.
Su funcionamiento está basado en la reflexión de un haz de luz horizontal que
proviene de la fuente, dicha reflexión se produce, por medio de un reflector de
vidrio plano, hacia abajo, a través del objetivo del microscopio sobre la
superficie de la muestra. Parte de esta luz incidente, reflejada desde la
superficie de la muestra se amplificará al pasar a través del sistema inferior de
lentes, llegará al objetivo y continuará hacia arriba a través reflector de vidrio
plano; después, de nuevo se amplificará en el sistema superior de lentes
(ocular).
Todas las operaciones descritas en la preparación metalográfica tienen por
objeto revelar, en una superficie metálica plana, sus constituyentes
estructurales para ser observadas al microscopio. El microscopio es un
instrumento muy útil para el metalurgista. Por eso es importante saber sacar un
rendimiento óptimo de sus posibilidades. El operador debe conocer los
principios ópticos de su funcionamiento, que encontrará descritos en cualquier
texto de Física o, incluso, en las instrucciones del fabricante.
Descripción:
Ejemplo de microscopio metalográfico. marca zuzi modelo: 173/2
Especificaciones técnicas:
Ejemplo de microscopio metalográfico. Marca zuzi modelo: 173/2
Estativo (1): Metálico, muy estable (200x250 mm de base), con mandos
coaxiales a ambos lados graduados para el enfoque macrométrico y
micrométrico. Posee un revolver cuádruple.
Recorrido del enfoque:
Macro (14): 35 mm con parada final
Micro (15): 35 mm, 300 micras en cada vuelta graduada en 2 micras
1. Estativo2. Platina3. Objetivos4. Revólver5. Cabezal6. Analizador7. Oculares8. Polarizador9. Portafiltros10. Diafragma iris11. Condensador12. Iluminador13. Cable de la lámpara14. Mando de enfoque macro15. Mando de enfoque micro16. Interruptor17. Regulador intensidad luz

Cabezal (5): triocular con adaptador fotográfico y con iluminación episcópica.
Longitud mecánica del tubo: 160 mm
Platina (2):
Control coaxial mandos verticales
Dimensiones 185 x140 mm
Carrera 75(x) x 50 (y) mm
Altura de probetas: la altura máxima de probetas que puede utilizarse son 25
mm, si trabaja con alturas superiores a estos 25 mm consulte con nuestro
servicio técnico.
Condensador (11): regulable horizontalmente.
Diafragma iris (10): se centra con dos tornillos que tiene a ambos lados.
Polarizador (8): sirve para polarizar la luz, se introduce en la ranura que existe
en el tubo de iluminación episcópica.
Iluminador episcopico(12): lámpara halógena 6v 20w con intensidad
ajustable.
Filtros (9): porta filtros circular con cuatros filtros neutro amarillo azul y verde.
Básicamente está constituido por un dispositivo de iluminación, un vidrio plano
o prisma de reflexión, el ocular y el objetivo. Él aumento de la imagen
observada viene dado por el producto de los aumentos del objetivo por los del
ocular.
Especificaciones ópticas:
Objetivos:

La máxima ampliación que se consigue con los microscopios metalográficos
es, aproximadamente, de 1500 aumentos. Con el empleo de lentes bañadas en
aceite puede mejorarse este límite, hasta unos 2000 aumentos . No obstante,
este es la mayor magnificación que se puede conseguir con microscopía
óptica, debido al tamaño de la longitud de onda de la luz visible (aprox. 4000
Å). Para aumentar la magnificación, tendremos que emplear electrones (0.5 Å)
en vez de fotones para "iluminar" la muestra, lo que nos lleva a emplear
microscopios electrónicos.
La metalografía estudia, mediante el microscopio, las características de la
estructura de metal o aleación. El microscopio es , sin ningún género de dudas,
el instrumento más valioso de que dispone el metalurgista, no solo desde el
punto de vista científico de investigación en el laboratorio, sino también en la
práctica industrial, donde puede prestar relevantes servicios.
Las técnicas metalográficas se han desarrollado precisamente para identificar
las fases presentes en los metales y en sus aleaciones, y para explicar el
mecanismo de su formación. Estas fases que constituyen el agregado metálico
son, generalmente, de tamaño microscópico y, para su observación y estudio,
es preciso preparar debidamente la probeta. Una superficie metálica en la que
se van a observar unas fases microscópicas ha de ser plana y estar pulida.
Plana, porque la pequeña profundidad de foco de los sistemas ópticos de
observación a grandes aumentos no permitiría enfocar la imagen
simultáneamente en planos situados a distintos niveles; estar debidamente
pulida para que sólo pueda aparecer en ella detalles propios de su estructura, y
no circunstancias ajenas a ella que puedan enmascararla.

EXTRACCIÓN
La elección de la muestra que se va a estudiar al microscopio es una operación
delicada y muy importante. Si lo que se trata de estudiar es un fallo del
material, la muestra debe tomarse de una zona lo más próxima posible al punto
en que se ha producido el fallo, y compararla con otra obtenida en una sección
normal. La muestra debe extraerse de forma que sea representativa e
identificar de alguna forma la orientación de la fabricación del material, tratando
en todo momento de evitar calentamientos fuertes de la probeta.
La extracción puede hacerse mediante sierra o disco abrasivo, siendo el
tamaño recomendado de las probetas, aproximadamente, de 20x20x15 mm.
EMPASTILLADO
El empastillado o montaje consiste en embutir la probeta en algún producto
como la bakelita (resina termoendurecible), Lucite (resina termoplástica), etc.,
de forma que el conjunto sea manejable manualmente o adecuado para
insertarlos en los alojamientos de los dispositivos de preparación.
Se realiza la preparación metalográfica manual cuando se trata de muestras
pequeñas que son difíciles de manejar o sujetar o, también, cuando se
pretende observar la superficie o borde de la probeta (recubrimientos,
cementación, etc). Se añade para ello, además, granalla de acero, como se
puede observar en la figura adjunta, con el fin evitar el relieve en la zona
próxima a los bordes.
Por otra parte, se biselan las aristas mediante desbaste en la lijadora de cinta,
para evitar cortes y agarres de la probeta en los papeles y paños de pulido.
IDENTIFICACIÓN
Debe ser colocada inmediatamente después del montaje, en la parte posterior.
Para ello, se pueden identificar mediante la fijación de una etiqueta o
realizando la identificación mediante un grabador. No obstante, la forma más
conveniente con resina transparente es introducir la etiqueta en la resina de
montaje, durante su preparación. De esta forma será visible después y
inalterada con la preparación y el ataque posterior.

DESBASTE
Mediante el desbaste se consigue poner al descubierto la superficie del
material, eliminando todo lo que pudiera obstaculizar su examen, a la vez que
se obtiene una superficie plana con pequeña rugosidad. Consiste en frotar la
superficie de la probeta, que se desea preparar, sobre una serie de papeles
abrasivos, cada vez más finos. Una vez obtenido un rayado uniforme sobre un
determinado papel, se debe girar la probeta 90° para facilitar el control visual
del nuevo desbaste. Cada fase será completada cuando desaparezcan todas
las rayas producidas por el paso por el papel abrasivo anterior.
El desbaste puede hacerse manualmente, o mediante aparatos que se
denominan desbastadoras o lijadoras. Suele hacerse en húmedo, para evitar
los calentamientos que pueden modoficar la estructura de la probeta. El
desbaste manual se realiza en cajas de desbaste donde se colocan ordenados,
de izquierda a derecha, de mayor a menor rugosidad, los papeles abrasivos
(véase la figura adjunta). Los papeles abrasivos pueden ser de carburo de
silicio ( SiC ) o de corindón. Existen en el comercio papeles de SiC n° 60, 120,
180, 220, 320, 500, 1000, 2400, y 4000. Este número se corresponde en modo
inverso con el tamaño de partícula del abrasivo, es decir, mayor número menor
tamaño de la partícula de abrasivo, y viceversa.
LIMPIEZA
Las probetas deben ser limpiadas después de cada paso. El método más
empleado es mantener la probeta bajo un chorro de agua y frotarla con un
algodón. La limpieza ultrasónica es más efectiva (10 a 30 s), aunque en
ocasiones puede dañar la pieza.
Después de la limpieza se enjuagan con un chorro de alcohol y se secan
rápidamente bajo un chorro de aire caliente.
Mantenimiento:
Cuidado general
Proteja a su equipo del polvo y la grasa.
Cubra el equipo con su funda cuando no esté en uso.
No desarme el equipo: si los componentes ópticos se rayan, cachan o
quedan. ligeramente fuera de posición, será afectada severamente la
calidad de las imágenes.
Limpieza de lentes
No utilice elementos abrasivos para hacer la limpieza.
Use un paño suave empapado en alcohol, éter o dietil benceno.
Limpie el objetivo de 100X al final de cada jornada de uso.
Limpie los otros lentes solamente si están notoriamente sucios.
Cambio de lámpara y/o fusible
Desenchufe el equipo del suministro eléctrico antes de hacer cualquier
operación de mantenimiento.
Afloje el seguro.
Retire la lámpara del zócalo.
No toque la nueva lámpara, la grasa de los dedos acorta su vida útil.
Manipúlela siempre a través de un papel o su envase.
Si accidentalmente tocó la nueva lámpara, límpiela con un algodón
humedecido con alcohol.
Ensamble de nuevo el dispositivo
Ejecute la rutina de alineado del iluminador
Alineado de iluminador
Una iluminación correctamente alineada iluminará de forma pareja toda la
superficie de trabajo
Procedimiento de ajuste
Retire el objetivo de 10X de la torreta.
Ponga un trozo de papel blanco como muestra. Verá que en el mismo
se proyecta una imagen del filamento de la lámpara.

Afloje el seguro del iluminador y mueva el portalámparas hasta que la
imagen del filamento quede centrada.
Reajuste el seguro
Afloje el seguro del condensador y muévalo hasta que la imagen del
filamento sea nítida.
Reajuste el seguro.
Reinstale el objetivo de 10X.
Ponga una muestra metalográfica en el centro de la platina y enfoque su
imagen.
Si la iluminación aún es despareja, reajuste suavemente la posición del
condensador.

Marcas y costos:
Microscopio metalografico
Marca: metallovert leitz
Costo original: $ 16,000.00
Microscopio metalográfico
Marca: OLYMPUS PMG 3
Costo original: $19,200.00
Microscopio metalográfico
Marca: OLYMPUS PMG 3
Costo original: $28,800.00

Microscopio metalográfico
Marca: METALLOVERT, LEITZ
Costo original: $ 40,000.00

Maquinas de 3 coordenadas
Una máquina de medición por coordenadas, máquina de medición
tridimensional o CMM (del inglés Coordinate-measuring machine) es
un instrumento de medición directa que utilizan un puntero o “palpador” físico
con el que el operador puede ir tocando el objeto y enviando coordenadas a un
fichero de dibujo. El puntero puede ir unido al sistema de registro de
coordenadas mediante un brazo o codificador, o puede ser localizado y
“trazado” por un sistema óptico
DEFINICIÓN DE MÁQUINA DE MEDIR POR COORDENADAS
La posición de un punto en el espacio está definido, en coordenadas
cartesianas, por los valores relativos de los tres ejes X, Y y Z con respecto a un
sistema de referencia. Usando series de puntos, es posible construir el
elemento geométrico que pase por ellos o que se aproxime al máximo.
Una máquina de medir tridimensional es capaz de definir unívocamente y con
extrema precisión la posición de estos puntos en un espacio tridimensional, y
de calcular los parámetros significativos de las figuras geométricas sobre las
que han sido tomados estos puntos.
Una máquina de medida por coordenadas es pues un instrumento de
medida absoluta de precisión capaz de determinar la dimensión, forma,

posición y "actitud" (perpendicularidad, planaridad, etc.) de un objeto
midiendo la posición de distintos puntos de su propia superficie.
APLICACIONES DE LAS MÁQUINAS DE MEDIR POR COORDENADAS
Las máquinas de medir por coordenadas (MMC) se utilizan para las siguientes
aplicaciones:
Control de la correspondencia entre un objeto físico con sus
especificaciones teóricas (expresadas en un dibujo o en un modelo
matemático) en términos de dimensiones, forma, posición y actitud.
Definición de características geométricas dimensionales (dimensiones,
forma, posición y actitud) de un objeto, por ejemplo un molde cuyas
características teóricas son desconocidas.

Costos
Taladro De Columna Italiano Con Mesa De Coordenadas
$ 10,0000012 mensualidades de$ 9582
Marcas
Tridimensional cnc coord 3 mod. ares 10-7-5 COORD 3 ARES 10-7-5 2007

Máquinas para Medición de Coorenadas LK Cincinnati Milacron G80 1995
Conclusión
Con este trabajo de investigación llegamos todos a una misma conclusión,
concluimos primeramente la importancia de las investigaciones ya que
logramos complementar nuestro conocimiento adquirida añadiéndole más
conocimiento sobre temas que desconocíamos, en este caso sobre aparatos
de medición.
Concluimos que es de gran importancia las investigaciones también ya que no
contamos con un taller tan completo como para tener esos aparatos para poder
realizar prácticas en ellos, por lo que nos vimos a la necesidad de hacer
investigaciones para conocer más sobre ellos ya que son de gran importancia.
También todos nos dimos cuenta y reiteramos la gran importancia de los
instrumentos de medición para nosotros en el área de ingeniería y mas en
producción que es en donde nosotros laborares en un futuro.
Nos dimos cuenta que todo es más fácil si trabajamos en equipo ya que nos
repartimos el trabajo y de esta manera no se carga el trabajo para un lado si no
que todos vamos cargando parejo y se facilita todo.

Bibliografía
http://www.pce-iberica.es/instrumentos-de-medida/metros/rugosimetros.htm
http://www.uc3m.es/portal/page/portal/actualidad_cientifica/publi/feria_ciencia08/
rugosimetro
http://tesis.uson.mx/digital/tesis/docs/21315/Capitulo4.pdf
http://materiales.azc.uam.mx/CatalogodeEquipos/CatalogoMetalografia.pdf
http://www.auxilab.es/documentos/manuales/equipos/microscopios/50170032.pdf
http://www.uam.es/docencia/labvfmat/labvfmat/Anexo/
microscopio_metalografico.htm