flotacion
DESCRIPTION
jkTRANSCRIPT
FLOTACIÓN DE MINERALES
OBJETIVOS• Reconocer la operación de flotación de minerales
sulfurados.• Definir los fundamentos teóricos involucrados en la
flotación de minerales• Identificar los tipos de reactivos que se utilizan el
proceso de flotación de minerales y sus usos específicos.• Reconocer y diferenciar los tipos de flotación y circuitos
de flotación de minerales, así como las distintas etapas involucradas en esta operación.
• Describir aspectos mecánicos esenciales para el funcionamiento de los equipos involucrados en la flotación de minerales.
• Identificar las medidas de seguridad para un buen desarrollo de las labores en la flotación de minerales.
1. INTRODUCCIÓN A LA FLOTACIÓN
El proceso de flotación está basado sobre las propiedades hidrofílicas e hidrofóbicas de los sólidos a separar
(mineral). Se trata fundamentalmente de un fenómeno de comportamiento de sólidos frente al agua, o sea, de mojabilidad de sólidos. Los metales nativos, sulfuros de
metales o especies tales como grafito, carbón bituminoso, talco y otros, son poco mojables por el agua
y se llaman minerales hidrofóbicos. Por otra parte, los minerales que son óxidos, sulfatos, silicatos, carbonatos y
otros son hidrofílicos, o sea, mojables por el agua. Se puede observar además que los minerales hidrofóbicos
son aerofílicos, es decir, tienen gran afinidad por las burbujas de aire, mientras que los minerales hidrofílicos son aerofóbicos, o sea, no se adhieren normalmente a
ellas.
El agregado de espumantes, como se ha dicho, permite la formación de burbujas de
tamaño y calidad adecuada para el proceso. Pues bien, el contacto entre las partículas y las burbujas requiere que las primeras estén en constante agitación, la cual la otorga el rotor de la máquina de flotación, de modo que para realizar la unión con las burbujas son necesarios:
a) Encuentro entre partícula-burbuja.

b) Condiciones favorables.
En el contacto burbuja-partícula, esta ultima acerca hasta el punto en que la película de agua
que las separa es muy fina. En este momento para que la partícula pueda acercarse más a la burbuja tiene que superar lo que se considera
una barrera energética. Para las partículas hidrofílicas, en que la asociación de la partícula con las moléculas de agua es muy firme, esta
barrera nunca se supera y las partículas no flotan. Para las partículas hidrofóbicas, la barrera queda repentinamente rota por fuerzas no bien
conocidas, permitiendo un contacto trifásico (sólido-líquido-gas).

1.1. CONCEPTO
La flotación es una operación unitaria que involucra un proceso-físico químico de
concentración de minerales finamente molidos, que permite la separación de las especies
mineralógicas de valor como por ejemplo de cobre, molibdeno, estaño, etc. de sus
acompañantes (minerales estériles o ganga que no tienen valor comercial), basados en su comportamiento frente al agua o sea, de
mojabilidad de los materiales.
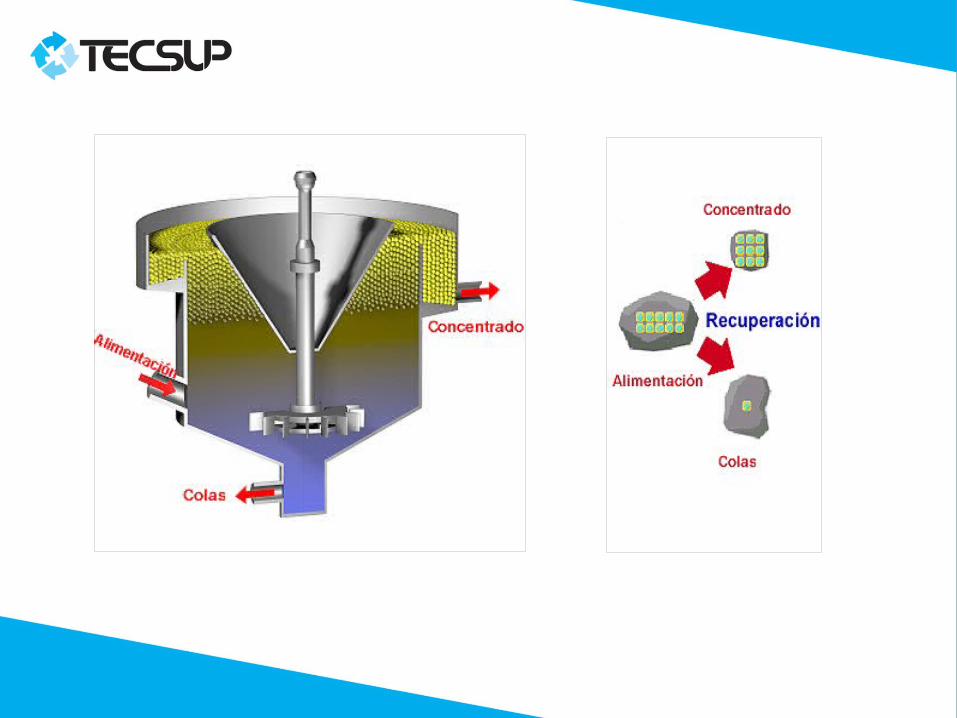
• Flotación colectiva (Bulk) con aceite, basado en el hecho de que los minerales de brillo metálico se humedecían preferentemente por aceite en presencia de agua y en consecuencia pasan a la interfaz entre el aceite y el agua; mientras que la ganga humedecida por el agua tiende a separarse.
• Flotación de película; por otro lado el mineral seco, finamente molido es puesto suavemente en contacto con agua inmóvil, las partículas de mineral tienden a flotar más que la ganga.
• Flotación espumosa; ya por los años 1902, Froment en Italia u Potter en Australia, se dieron cuenta de que las burbujas de gas constituyen un medio flotante ideal para llevar las partículas de mineral sulfurado empapados de aceite en la superficie de la pulpa.
• Correspondió a Ballot, Sulman y Picard (1905) el mérito de utilizar una corriente ascendente de burbujas de aire y reducir la cantidad de aceite requerido.
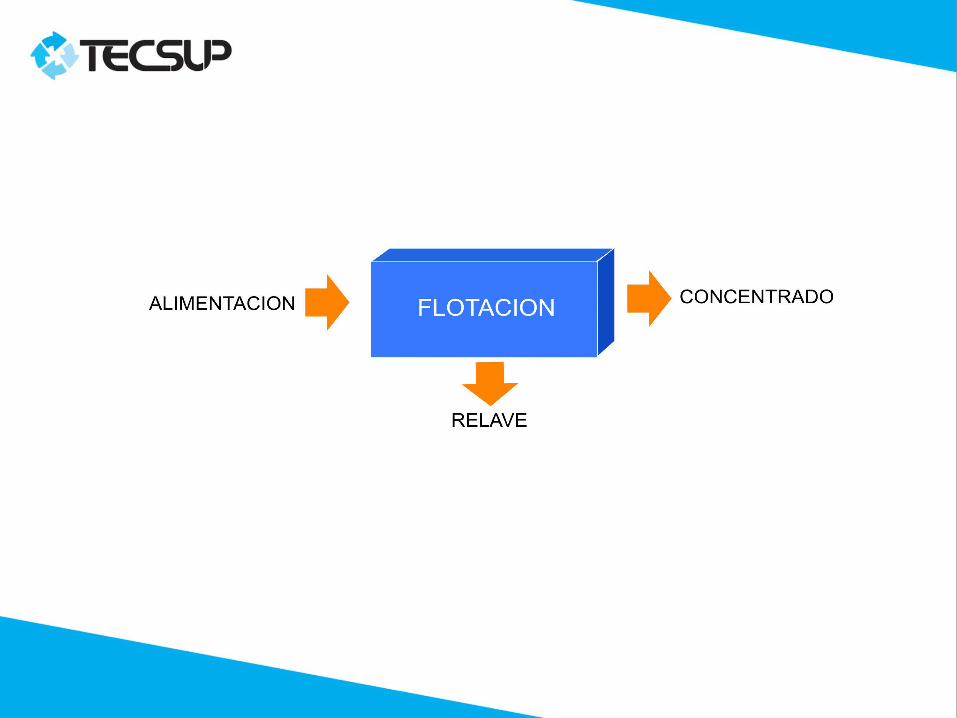
2. DESCRIPCION DEL PROCESO DE FLOTACION
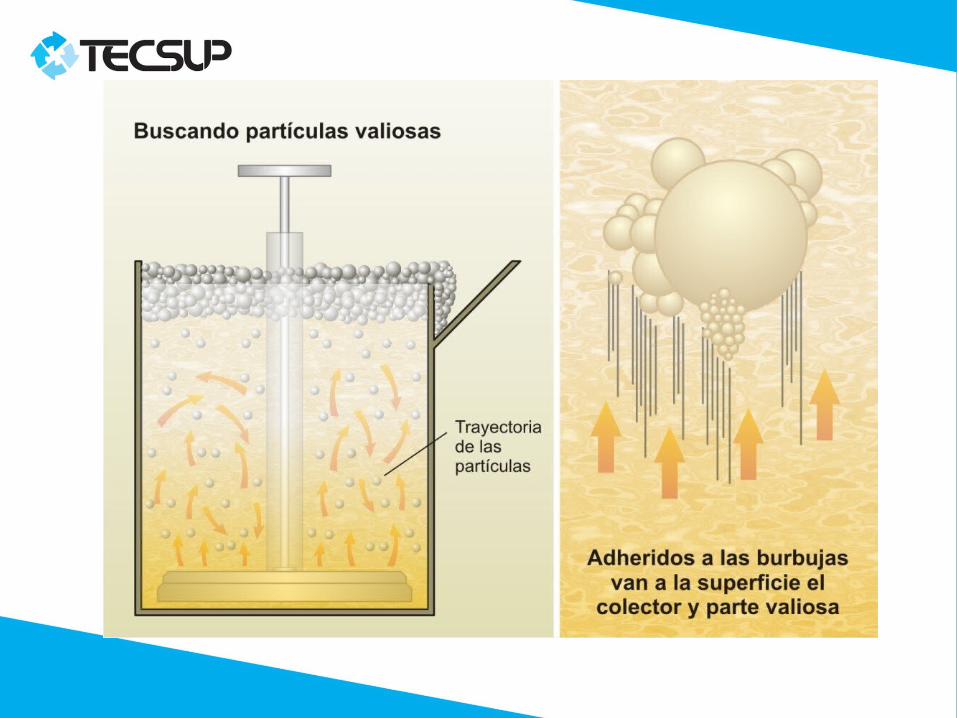
La flotación es un proceso físico-químico de separación de minerales, un mineral finamente molido que contiene especies mineralógicas de valor se mezcla con agua para formar la pulpa,
a la que se le añaden pequeñas cantidades de reactivos de flotación. Cuando se insufla aire en esta pulpa, se forman
burbujas, en cuya superficie se adhieren las partículas de mineral valioso, no la ganga. Esta última queda en la parte inferior de la
celda, y el mineral valioso es llevado a la superficie por la espuma. El proceso de flotación ha permitido explotar muchos depósitos minerales de baja ley de cabeza. En algunos casos la
llamada flotación permite concentrar mediante un único proceso diversos compuestos metálicos a partir de un mineral complejo.
El proceso de flotación está controlado por la termodinámica, la cinética y la hidrodinámica del sistema. En consecuencia, incluye aspectos fundamentales, tales como:
• La creación de una superficie hidrofóbica en una especie mineral en particular (condición termodinámica).
• Previsión de tiempo suficiente para la adhesión de la partícula hidrofóbica con la burbuja de aire (condición cinética).
• La estabilización de los agregados partícula-burbuja bajo el flujo de pulpa prevaleciente (condición hidrodinámica).
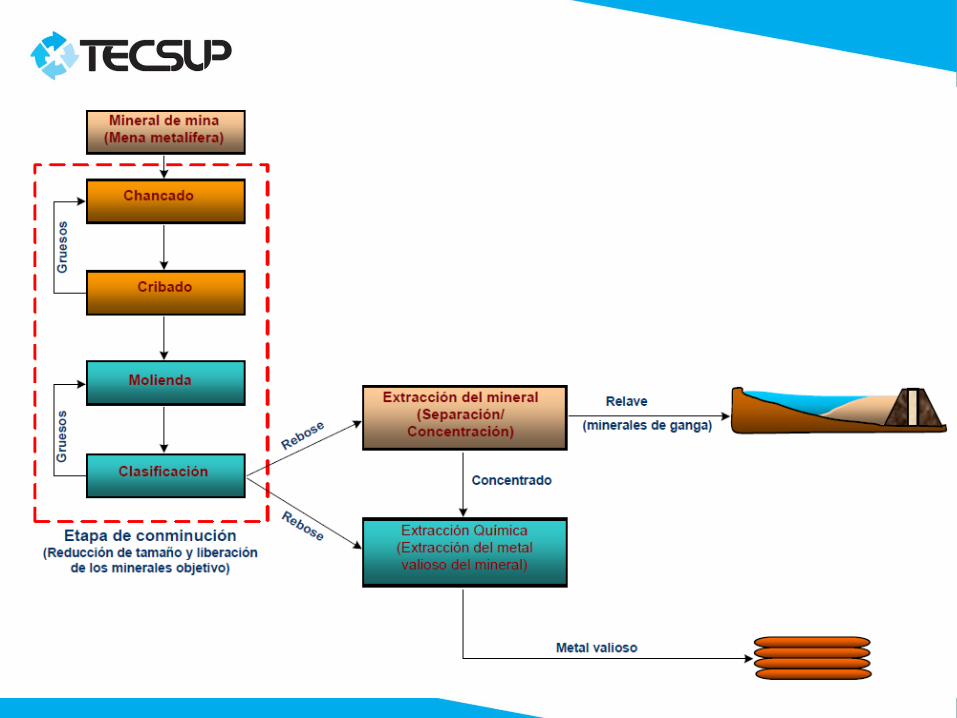
El proceso de flotación permite concentrar las especies mineralógicas de valor de la pulpa del material mineralizado que viene del proceso de molienda. La espuma rebasa hacia canaletas que bordean las celdas y que lo llevan al proceso de decantación.
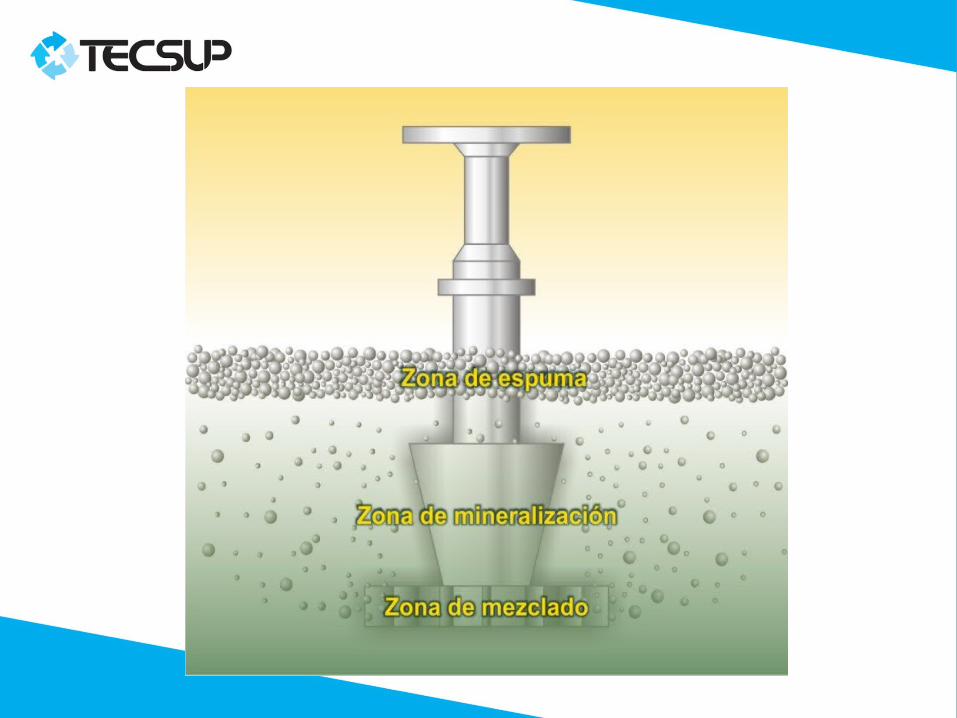
Este proceso se realiza en equipos denominados celdas de flotación. Las celdas convencionales destacan por
tener tres zonas, una zona de gran turbulencia (zona de mezclado) que provoca la adhesión partícula-burbuja,
aquí es donde debe existir un ambiente propicio entre las condiciones hidrodinámicas y fisicoquímicas que favorezcan el contacto partícula-burbuja. La zona
intermedia es donde existe una relativa calma (zona de mineralización), lo que permite que las burbujas migren a la superficie de la celda, y finalmente la última zona es, la zona superior que corresponde a la fase acuosa, formada por burbujas (zona de espumas) que lograron migrar a la
superficie. La espuma descarga por rebalse natural o mecánico.

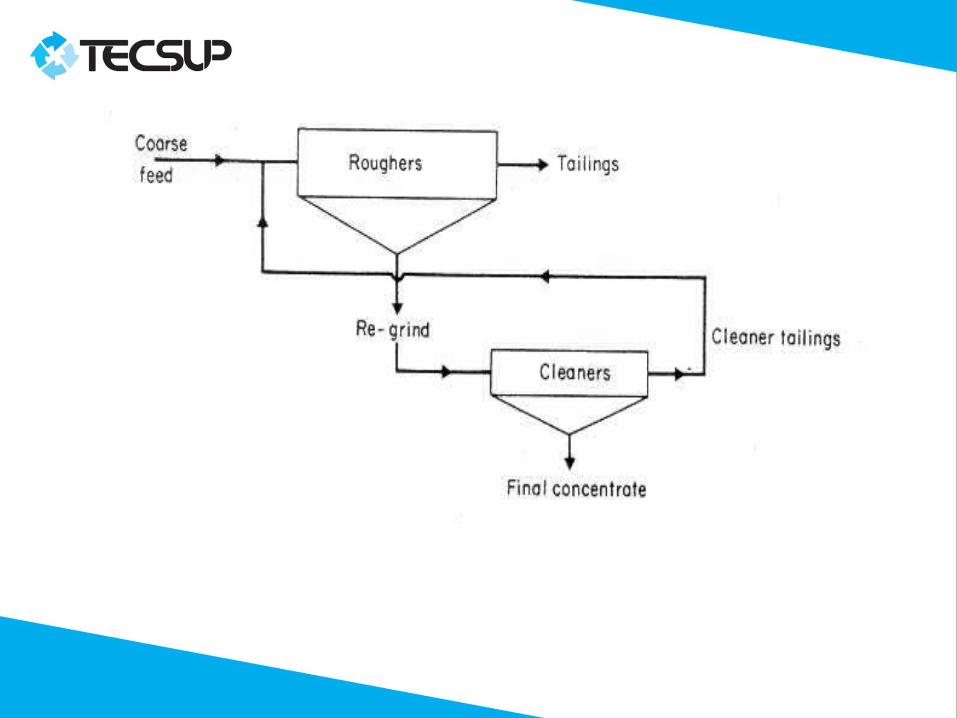
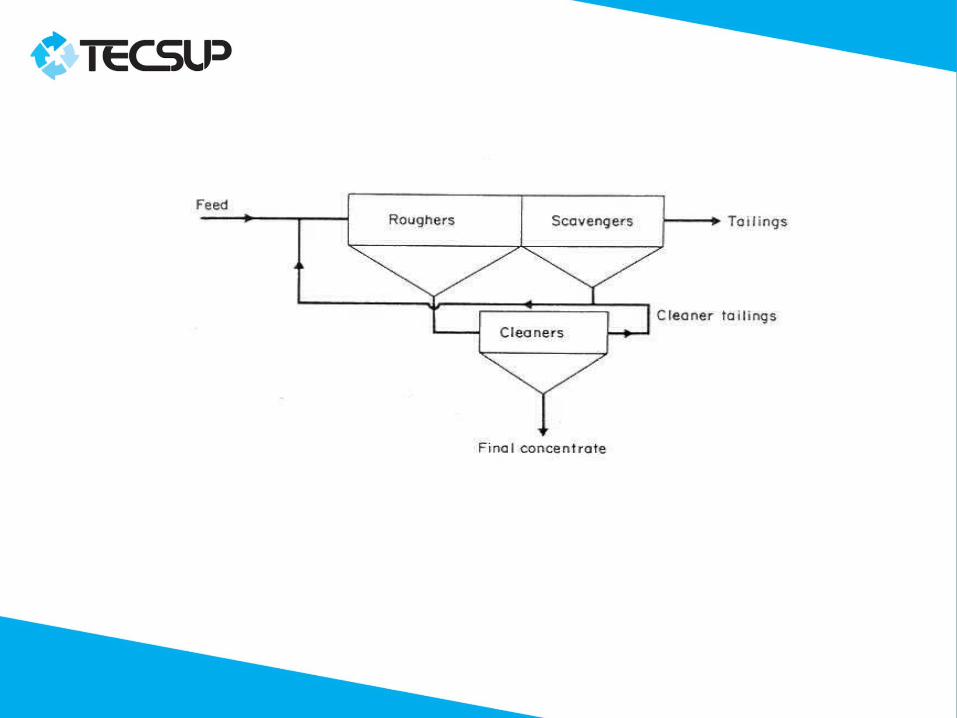
• Hay varias etapas de operación incluidas un circuito de flotación cuyo objetivo es la obtención un concentrado:
– Flotación rougher– Flotación rougher-scavenger– Flotación cleaner-cleaner scavenger– Flotación Recleaner


3. EVALUACIÓN DEL PROCESO DE FLOTACIÓN
Los índices de evaluación del proceso de flotación son los siguientes:
Recuperación metalúrgica: es la razón entre la masa del material útil obtenido en el concentrado y la masa del material útil en la alimentación.
Recuperación en peso: es la razón entre la masa del concentrado y la masa de la alimentación.
Razón de concentración: es la razón entre la masa de alimentación y la masa de concentrado. En términos prácticos, se refiere a las toneladas de mineral necesarias para obtener una tonelada de concentrado.
Razón de enriquecimiento: es la razón entre la ley del componente deseado en el concentrado y la ley del mismo componente en la alimentación.
4. FUNDAMENTOS DE FLOTACIÓNLa flotación de mineral por espuma es un proceso selectivo para separar los minerales de la ganga. En la flotación, las burbujas de aire producidas por la agitación mecánica de los mecanismos, son usadas para flotar las partículas de mineral, a través de la adherencia, en la superficie de las celdas para su recuperación. Básicamente, la adherencia de las partículas pequeñas en las burbujas de aire reduce
la gravedad específica de las partículas combinadas de mineral-aire de manera que la gravedad específica de su
asociación sea menor que la gravedad específica de la pulpa, induciéndolas así a ascender dentro de la pulpa.
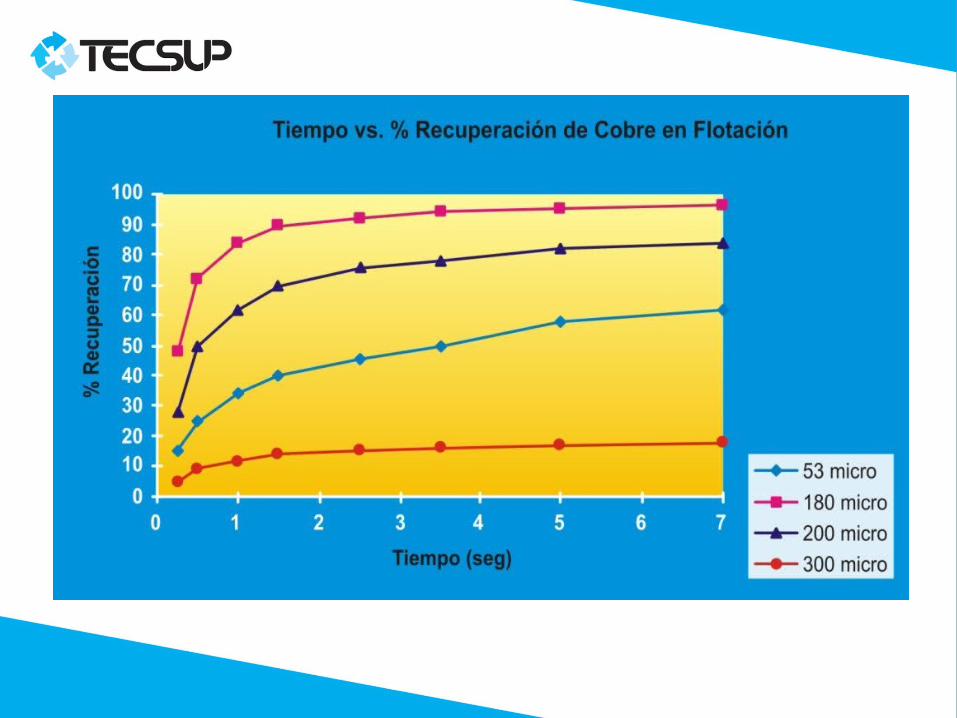
4.1. CINETICA DE LA FLOTACION
La cinética del proceso de flotación de espumas se puede definir como la cantidad de mineral transportado por las espumas como concentrado que se extrae de la máquina en la unidad de tiempo, donde a partir de este concepto se busca un modelo matemático que describa el proceso de flotación, bajo presunciones basadas en la teoría de
los hechos establecidos por el estudio de mecanismo de la flotación, o de las observaciones empíricas. En
consecuencia, el problema de la cinética de flotación consiste en determinar la forma de un modelo
matemático que defina a la velocidad de flotación y los efectos cuantitativos de las variables principales sobre los
parámetros de la cinética.
4.2. TERMODINAMICA DE LA FLOTACION
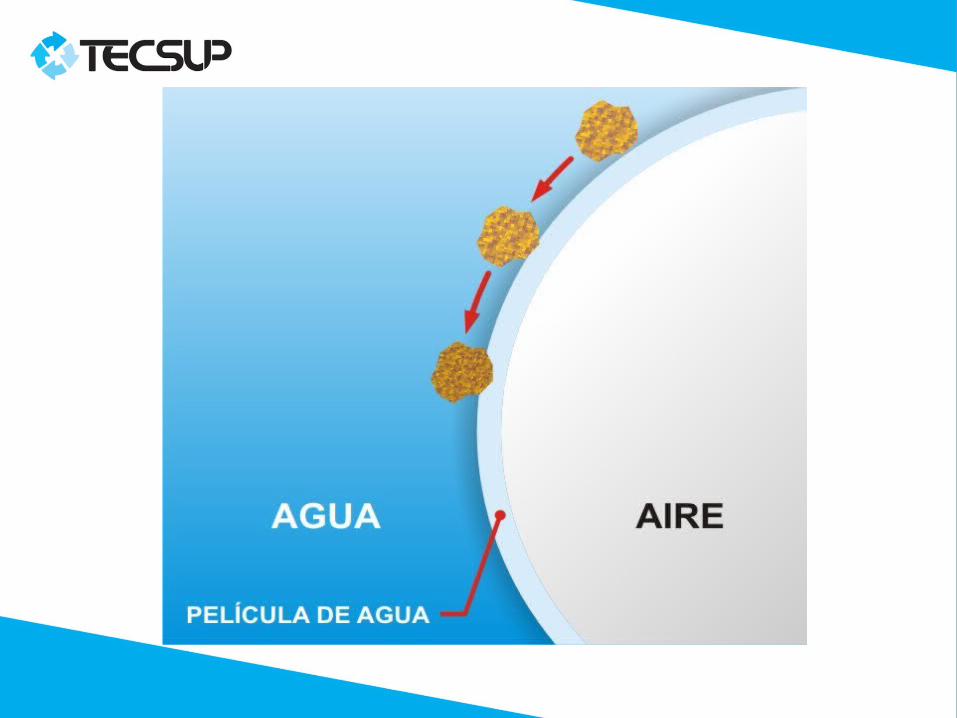
Para que en la práctica ocurra la adhesión entre una burbuja y una partícula mineral, deben cumplirse condiciones termodinámicas a
la vez que hidrodinámicas. En primer lugar debe ocurrir un encuentro físico entre la partícula y la burbuja (colisión). Para que dicha colisión sea exitosa se requiere que durante el corto tiempo que dura la colisión, tenga lugar el adelgazamiento y ruptura del
film de líquido que los separa y se forme una nueva interface mineral/aire. Tanto la espontaneidad con que ocurra esta etapa,
así como, la estabilidad en el tiempo de esta adhesión, dependen de la hidrofobicidad del mineral. Durante la adhesión hay un
efecto cinético importante. Hay un tiempo mínimo necesario para que ocurra una adhesión estable, llamado tiempo de inducción.
Lógicamente, en la flotación se requiere que el tiempo de inducción sea menor que el tiempo de duración de la colisión.
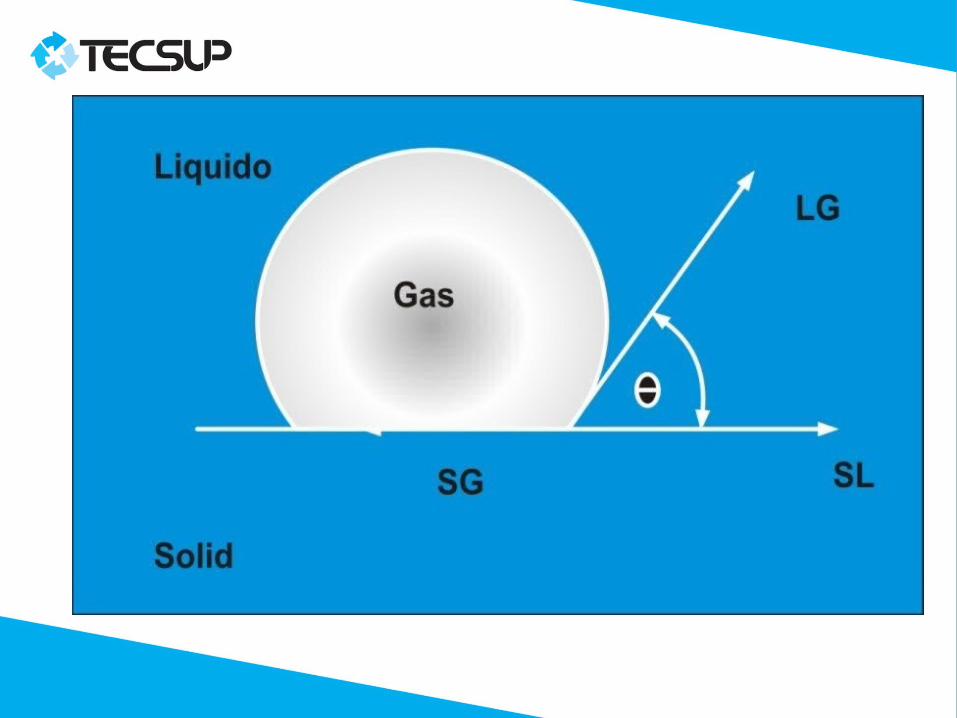
4.3. ANGULO DE CONTACTO
Podemos definir el ángulo de contacto como el ángulo formado por el plano tangente a la interface líquido/gas y el plano formado por el sólido en un
contacto trifásico sólido/líquido/gasSe tendrá entonces que, cuando un líquido moja
completamente a un sólido, el ángulo de contacto será igual a cero, por otra parte ángulos de contacto
mayores a cero indicarán mojabilidad y consecuentemente mayor el grado de
hidrofobicidad.
5. ETAPAS DE FLOTACION
Se llama así el grupo de 2 o más celdas que efectúan un mismo tipo de flotación. Los tipos
de bancos de flotación son:
5.1. BANCOS DE FLOTACION
BANCO DE CELDAS ROUGHER
Llamadas también celdas de desbaste, celdas de cabeza o celdas Rougher.
Es aquella que recupera una alta proporción de las partículas valiosas, aun a costa de la selectividad, utilizando las mayores
concentraciones de reactivos colectores y/o depresores del circuito, velocidades de alta agitación y baja altura de la zona de espumas.
Son celdas que reciben primero a la pulpa que proviene como producto de la molienda produciéndose la primera flotación. El concentrado Rougher no es producto final y deberá pasar a las
etapas de limpieza o cleaner.La operación de la flotación Rougher cumple con el objetivo de
lograr recuperar el concentrado en el primer encuentro del mineral con las diversas fases dentro de una celda de flotación, por lo tanto
esta flotación debe verificarse con alta eficiencia y calidad.
BANCO DE CELDAS SCAVENGHER O AGOTADORAS
Muchas condiciones severas de flotación se imponen en la sección scavenger: alta concentración de reactivos y
prolongados tiempos de flotación, Estas celdas reciben como alimentación las colas del Rougher y tratan de hacer flotar el resto de los sulfuros valiosos que no hayan podido
flotar en las primeras celdas, ya sea por falta de tiempo, deficiente cantidad de reactivo o por defectos mecánicos. Pero las espumas que obtenemos en estas celdas no las
podemos juntar con las del concentrado final porque están sucias, tampoco las podemos desechar porque contienen
material valioso. Entonces las regresamos al circuito.
BANCO DE CELDAS CLEANER
Tienen como finalidad obtener concentrados de alta ley aún a costa de una baja en la recuperación; en algunos casos en estas etapas para hacer más selectivo el proceso, se requieren bajos
porcentajes de sólidos en las pulpas de flotación, menores velocidades de agitación, mayor altura de la zona de espumas y
principalmente menor concentración de reactivos colectores que en la etapa rougher.
También es habitual añadir a éstas etapas reactivos depresores que incrementan la selectividad de la flotación. Los relaves de limpieza generalmente no son descartados y regresan para su
retratamiento a la etapa anterior.
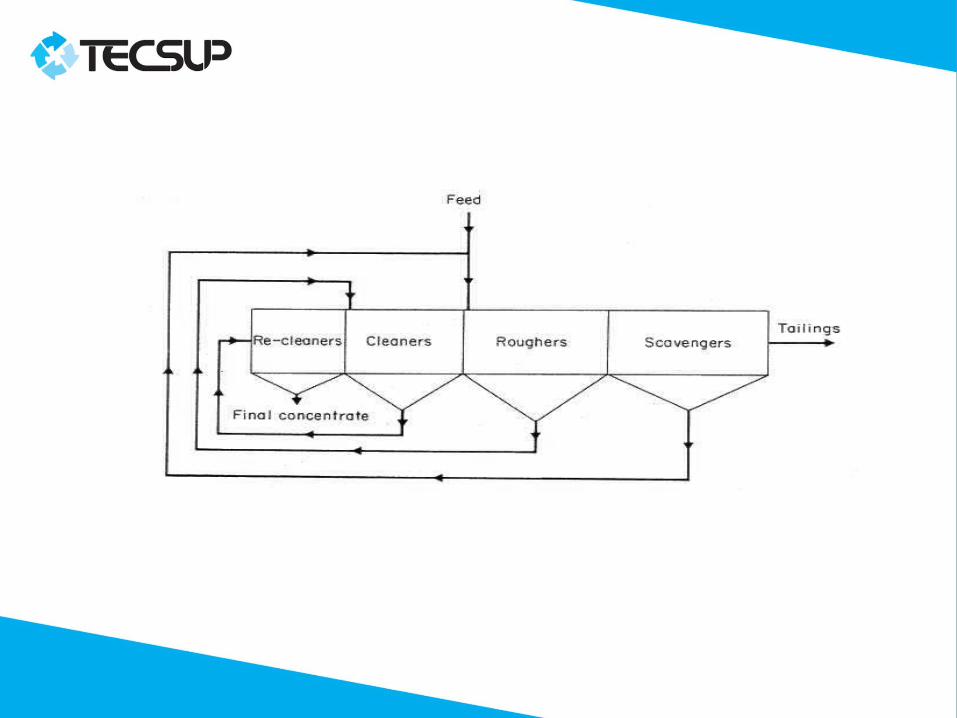
5.2. CIRCUITOS DE MULTIPRODUCTOS
En la flotación bulk, los minerales valiosos son flotados conjuntamente para formar un concentrado bulk. Este
concentrado a su turno va hacia una sección de flotación donde es flotado uno de los minerales principales y los otros
permanecen en la pulpa.
Ejemplo de este esquema para dos metales representa la separación cobre-molibdeno. Aquí, se remueve un concentrado
bulk cobre-molibdeno. Los relaves van a relaves finales. El concentrado cobre-molibdeno, principalmente molibdenita y
calcopirita, se acondiciona con cianuro de sodio y la molibdenita es flotada antes que la calcopirita
5.2.1. FLOTACION BULK
5.2.2. FLOTACION DIFERENCIAL
Todos los procesos de concentración por flotación son SELECTIVOS o DIFERENCIALES, por cuanto un mineral o
grupo de minerales son flotados para separarlos de la ganga que los acompaña.
Ordinariamente sin embargo la separación de minerales distintos, como los sulfurados de los no sulfurados, se
conoce como flotación COLECTIVA (bulk) y el término de flotación diferencial se restringe a aquellas operaciones
que comprenden la separación de tipos similares de mineral
6. VARIABLES DEL PROCESO DE FLOTACIÓN
Las variables que más afectan la flotación de los minerales son las siguientes:
• Granulometría.• Tipo y dosificación de reactivos de flotación.• Densidad de la pulpa o porcentaje de sólidos.• Tiempo de residencia.• pH.• Aireación y acondicionamiento de la pulpa.• Temperatura de la pulpa.• Calidad del agua utilizada.

6.1 GRANULOMETRÍA.
Existe un tamaño de partícula que presenta una mayor recuperación metalúrgica, observándose, en general, una
disminución de ésta para tamaños más gruesos y más finos de la mena. La recuperación disminuye para
tamaños pequeños, lo cual se relaciona con la dificultad de adhesión partícula/burbuja, dedo a que éstas no
adquieren la energía cinética suficiente para producir un agregado partícula/burbuja estable. Por otra parte, las
partículas pequeñas son arrastradas más fácilmente a la espuma, ya que el drenaje a la pulpa se favorece con el
incremento de la velocidad de sedimentación.
6.2 TIPO Y DOSIFICACIÓN DE LOS REACTIVOS DE FLOTACIÓN.
Se debe tener en cuenta, que los reactivos de flotación requieren de un cierto tiempo de acondicionamiento
para estar en contacto con la pulpa y de esa forma poder actuar en forma eficiente sobre las especies útiles de la mena. Así, la etapa de acondicionamiento adquiere mucha importancia, ya que algunos reactivos se deben
adicionar en la etapa de molienda para tener mayor contacto con la mena, mientras que otros, se adicionan
directamente al cajón de descarga de los molinos de bolas o al acondicionador.
6.3 DENSIDAD DE PULPA O PORCENTAJE DE SÓLIDOS
La densidad de la pulpa o porcentaje de sólidos en la flotación de minerales viene determinada desde la etapa de molienda/clasificación.
Es raro que la pulpa se ajuste en su porcentaje de sólidos antes de entrar a la etapa de flotación, sin embargo, es un factor importante, ya que la flotación de los minerales ocurre en forma eficiente cuando la
pulpa presenta un valor adecuado de porcentaje de sólidos.
La densidad de pulpa afecta el tiempo de residencia del mineral en las etapas de flotación, y de esta forma en la capacidad del circuito. En
general, la etapa de flotación rougher de las plantas concentradoras de cobre operan con un porcentaje de sólidos comprendido entre 30% y
45%, mientras que, las etapas de limpieza (cleaner y recleaner) trabajan con un porcentaje de sólidos menor.
6.4. TIEMPO DE RESIDENCIA
El tiempo de flotación depende de las características del material que se va a flotar, y de la conjugación de todos los demás factores que inciden en el proceso. Para la optimización de los circuitos de flotación el tiempo óptimo de cada etapa se determina aplicando los criterios de Agar et al. a través de pruebas cinéticas de flotación.
6.5 PH
El pH es la variable de control más utilizada en el proceso de flotación, ya que resulta fundamental en la
recuperación y selectividad, así como, en la depresión de minerales. El proceso de flotación es sumamente sensible
al pH, especialmente cuando se trata de flotación selectiva. Los reactivos de flotación, principalmente los colectores, operan mejor en ciertos rangos de pH. La regulación del
pH en la flotación de cobre se realiza con cal. Este reactivo es importante, ya que, además de actuar como
modificador de pH, es un depresor de pirita en la flotación selectiva de minerales de cobre en la etapa de limpieza.
6.5. AIREACIÓN Y ACONDICIONAMIENTO DE LA PULPA
El acondicionamiento es una etapa clave ya que proporciona el tiempo necesario para que actúen en forma eficiente los reactivos
de flotación. Algunos colectores y modificadores presentan cinética de adsorción en los minerales bastante lenta por lo cual
deben incorporarse al molino de bolas, mientras que otros reactivos se incorporan directamente al estanque acondicionador
de la pulpa.
La aireación de la pulpa en la celda es una variable importante que normalmente es controlada por el operador de la planta, la cual
permite la aceleración o retardación de la flotación en beneficio de la recuperación metalúrgica o de la ley del elemento útil.
6.7. CALIDAD DEL AGUA
Dada la gran cantidad de interacciones que se producen entre las variables del proceso, las cuales acondicionan el ambiente físico-químico de la flotación, un aspecto interesante de analizar es la
calidad del agua que se utiliza en el proceso. Es común en las plantas concentradoras, que parte importante del agua utilizada sea agua de proceso, recuperada desde las etapas de separación
sólido/líquido (espesadores, filtros, etc.), la cual contiene reactivos químicos residuales. Esta utilización de agua de proceso produce un
ahorro en el consumo de agua y en el consumo de espumante, pero se puede producir un aumento de algunos iones en solución
cuyo efecto en la flotación de los minerales debe ser evaluado, a fin de evitar que éstos superen los niveles críticos para la flotación.
7. REACTIVOS DE FLOTACIÓN
En un sistema de flotación los reactivos se dividen de acuerdo a la función específica que desempeñan en:
• Colectores.• Espumantes.• Modificadores.
7.1. COLECTORES
Son compuestos químicos orgánicos, cuyas moléculas contiene un grupo polar y uno no polar, que actúan selectiva mente en la superficie de ciertos minerales, haciéndolos repelentes al agua (efecto hidrofóbico) y se peguen en la burbujas. Asegurando la
acción de las burbujas de aire, haciéndolas aerofílicas.
El colector se constituye, por tanto, en el factor principal del circuito de flotación. De allí que es necesaria la combinación más apropiada del colector y modificadores para obtener los mejores
resultados metalúrgicos.

COLECTORES
No iónicos Iónicos
Colectores Aniónicos (el anión es el ión repelente al agua).
Grupos solidofílicos de varias composiciones
Colectores Catalíticos (El catión es el ión repelente al
agua). Grupo solidofílico basado en nitrógeno
pentavalente
Colectores con grupos solidofílicos basados en
aniones orgánicos y sulfoácidos
Colectores con grupo carboxílico –Solidofílicos
(Ácidos orgánicos y jabones).
Colectores con grupos solidofílicos basados en
aniones de ácido sulfúrico
Colectores con grupos solidofílicos basados en
sulfuros bivalentes.
Colectores de tipo xantogenato con grupo
solidofílico.Colectores de tipo di tio
fosfato con grupo solidofílico
7.1.1. COLECTORES ANIÓNICOS SULFHIDRILLCOS
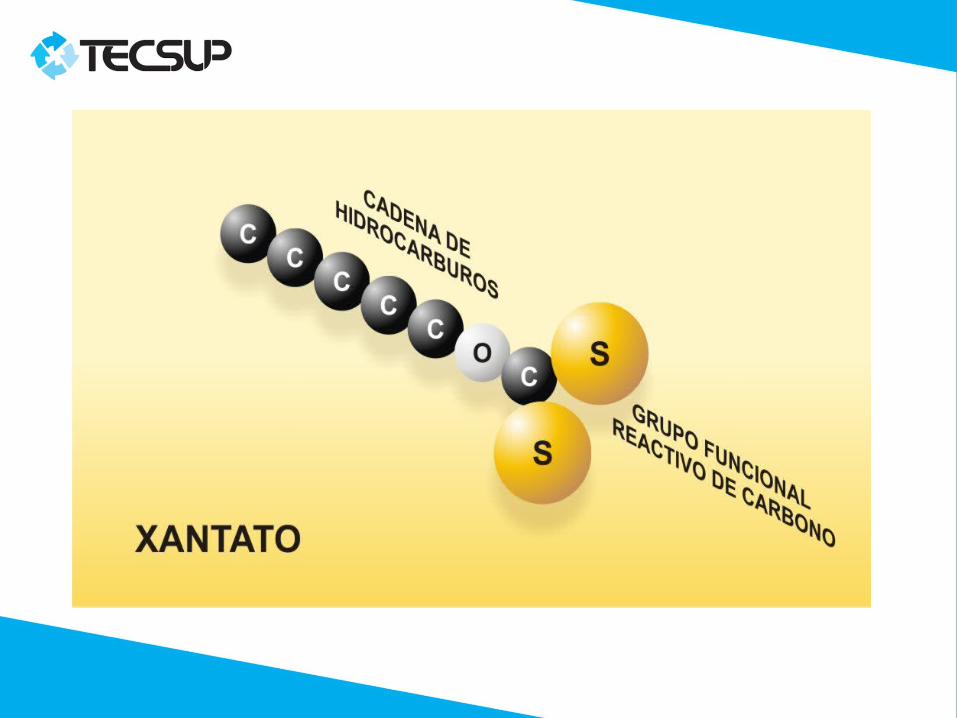
(Para minerales sulfurosos). De acuerdo a su aplicación resultan adecuados para minerales sulfurosos. Forman parte de este grupo todas las sustancias que tienen como mínimo un átomo de azufre en la parte polar de su anión. Ello les confiere una gran afinidad respecto a todos los minerales sulfurosos los cuales por consiguiente pueden separarse de manera muy selectiva, de los restantes de la ganga. Este grupo viene a ser el más extenso e importante y comprende:
• Xantatos• Tionocarbamatos• Ditiofosfatos• Tiocarbonilida
7.1.2. COLECTORES ANIÓNICOS OXHIDRILLCOS
(Para minerales no sulfurosos). Forman parte de esta clase de colectores, todas aquellas sustancias provistas de un átomo de
hidrógeno como mínimo, en su grupo polar.
Los productos más importantes son los ácidos grasos, provistos de uno ó más enlaces dobles en su parte apolar, como los ácidos oleico,
linólico y linoléico o sus mezclas técnicas. ACIDOS GRASOS.
Propiedades • Los colectores aniónicos Ej. XANTATOS, son colectores solubles que son
unos electrolitos enteramente ionizados para las concentraciones del orden de las empleadas en la flotación.
• La oxigenación de las superficies de los sulfuros influyen enormemente en los tiempos de adhesión de una burbuja con la superficie del mineral; la oxidación de la superficie de los sulfuros condiciona por tanto la adsorción de los xantatos.
• Los colectores aniónicos Ej. XANTATOS, son colectores solubles que son unos electrolitos enteramente ionizados para las concentraciones del orden de las empleadas en la flotación.
• • La oxigenación de las superficies de los sulfuros influyen enormemente en
los tiempos de adhesión de una burbuja con la superficie del mineral; la oxidación de la superficie de los sulfuros condiciona por tanto la adsorción de los xantatos.
7.1.5. PODER COLECTOR Y SELECTIVIDAD
El poder colector de cualquier agente de flotación es medido por la dosis y lo compleja que resulte la flotación del mineral, por unidad de colector
empleado. Con los xantatos, esta propiedad ha sido considerada, desde hace mucho tiempo, como una función del número de átomos de carbono, en el radical alcohol del xantato. A mayor número de átomos de carbono, mayor será el poder colector. Sin embargo esta regla sufre algunas limitaciones.


NOMBRE QUÍMICO DOW CHEMICAL CYANAMID
XANTATO
Etílico de Potasio z-3 A-303
Etílico de Sodio z-4 A-325
sec-Amílico de Potasio z-5 ----
Amílico de Potasio z-6 A-350
Isopropílico de Sodio z-11 A-343
Sec-Butílico de Sodio z-12 A-301
Isobutílico de Sodio z-14 A-317
7.1.6. Xantato Etíllco de Potasio (Z-3) Xantato Etíllco de Sodio (Z-4)
Estos dos xantatos son muy similares en su acción colectora en flotación, observándose cierta preferencia por el primero. Ambos se preparan a partir del alcohol etílico y siendo los de
cadena carbonada más corta, se les aplica especialmente cuando se busca la máxima selectividad.
Últimamente están siendo reemplazados por el xantato isopropílico de Sodio (z-11), aunque todavía se les utiliza
principalmente en la flotación de minerales de Pb-Zn o Cu-Pb-Zn que contienen calcopirita, calcocita, enargita,
tetraedrita, galena, esfalerita, marmita, marcasita y pirita.
7.1.7. Xantato Amillco de Potasio (Z-6)
Este xantato es muy fuerte por lo que se emplea generalmente en aquellas operaciones de flotación que
requieren el más alto grado de poder colector.
Es un colector muy apropiado para la flotación de sulfuros manchados u oxidados de cobre, minerales de Plomo (con
NAS). Asimismo, se le emplea en el tratamiento de la arsenopirita, pirrotita, sulfuros de cobalto y níquel, y sulfuros de hierro conteniendo oro. También se usa como promotor
secundario en la flotación agotativa que sigue a una flotación "bulk ", donde se utiliza un promotor más selectivo.
7.1.8. Xantato Isopropílico de Sodio (Z-11)
Este xantato ha llegado a ser el más ampliamente usado de todos los xantatos debido a su bajo costo y elevado poder colector.
Generalmente es un poco más lento que los xantatos de etilo y a menudo pueden sustituirlos con una definida reducción en la
cantidad y costo de colector requerido. Se han obtenido aplicaciones muy exitosas en la flotación de prácticamente todos
los minerales sulfurados.
Se emplea en gran escala en la flotación de cobre, plomo y zinc; minerales complejos de plomo y zinc y cobre-hierro, en los que los principales minerales sulfurosos son calcopirita, calcocita,
enargita, galena, esfalerita, marmatita, pirita y pirrotita.
7.2. DITIOFOSFATOS
Son compuestos químicos de clase sulfhídrica, que se emplean en minería como promotores para la separación
de minerales sulfurosos y metálicos.
Los ditiofosfatos son básicamente, ácidos aril-ditiofosfóricos y sales del ácido alquilditiofosfórico, son conocidos en la práctica bajo el nombre de Aerofloats.
Estos compuestos son solubles en agua y forman sales relativamente solubles con los metales pesados. Presentan un olor débil a sulfuro de hidrógeno y buena solubilidad en soluciones acuosas de álcali y en solventes orgánicos. En medio acuoso y alcohólico se titulan como ácidos fuertes.

CYANAMID REACTIVOS NACIONALES S.A. "RENASA"
Aerofloat 25 Ditiofosfato AR-125
Aerofloat 31 Ditiofosfato AR-131
Aerofloat 33 Ditiofosfato AR-133
Aerofloat 208 Ditiofosfato AR-1208
Aerofloat 211 Ditiofosfato AR-1211
Aerofloat 238 Ditiofosfato AR-1238
Aerofloat 242 Ditiofosfato AR-1242
Aerofloat 404 Ditiofosfato AR-1404
Sodium Aerofloat Sodium Ditiofosfato
7.2.1. Aerofloat A-31 El A-31 combinado con el A-25, se emplea principalmente en la flotación de sulfuros de plomo y plata.Es también muy adecuado para la flotación de menas oxidadas de oro y menas de sulfuro de cobre argentífero.El A-31 Y A-242 son los mejores promotores para los minerales de plata.
7.2.2. Aerofloat A-208 La mayor aplicación de este promotor se encuentra en la flotación de menas de oro, plata y cobre. Es uno de los mejores promotores desarrollados para metálicos, tales como el oro, plata y cobre. Este reactivo, con frecuencia combinado con el Xantato z 12, es un promotor ideal para menas de oro, y se emplea extensamente con este propósito. Es muy efectivo para flotar oro metálico fino liberado de sulfuros y ganga.
7.3 ESPUMANTES
El propósito principal del espumante es la creación de una espuma estable, capaz de mantener las burbujas cargadas de mineral hasta que puedan ser removidas
de la celda de flotación.
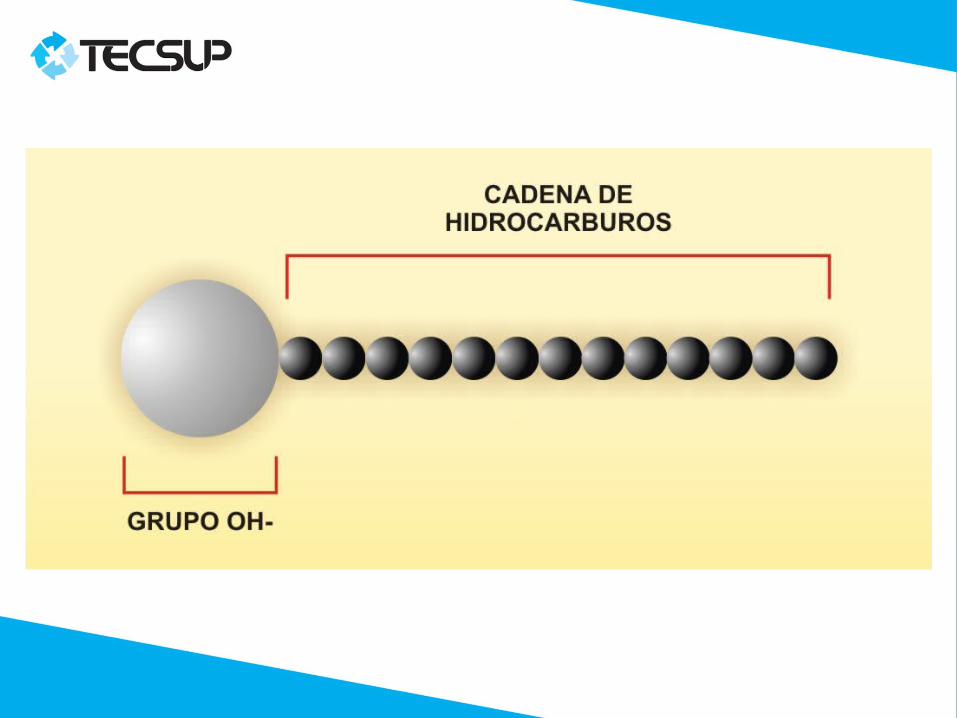
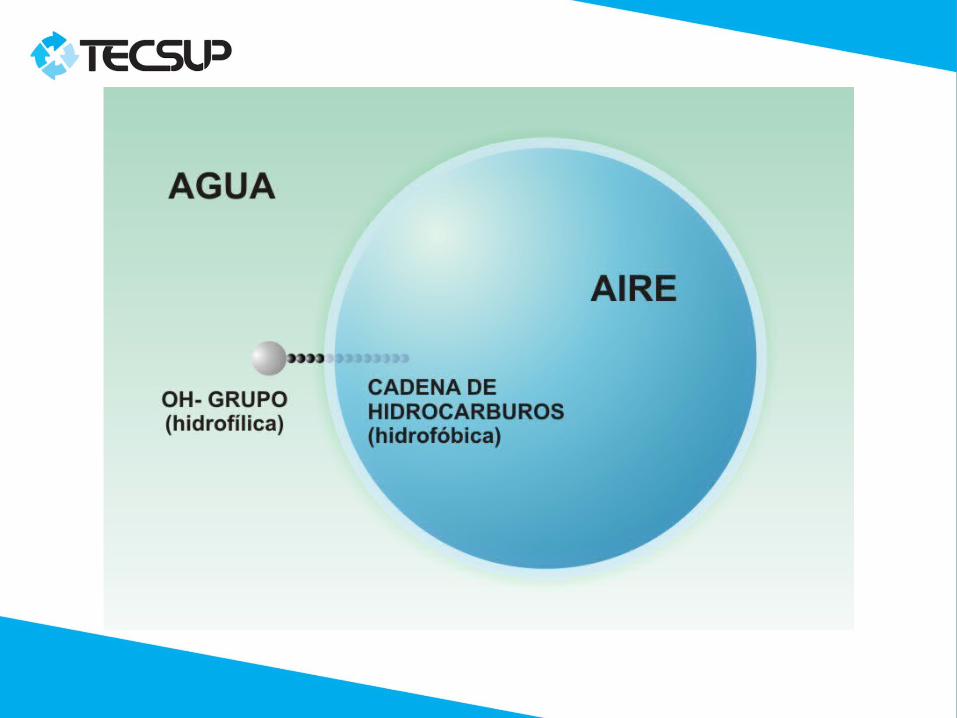
Son sustancias tensoactivas heteropolares que pueden adsorberse en la superficie de separación agua-aire. A
los espumantes corresponde la creación de una espuma y que por este hecho, permite la separación de
las partículas hidrófobas o hidrófilas.
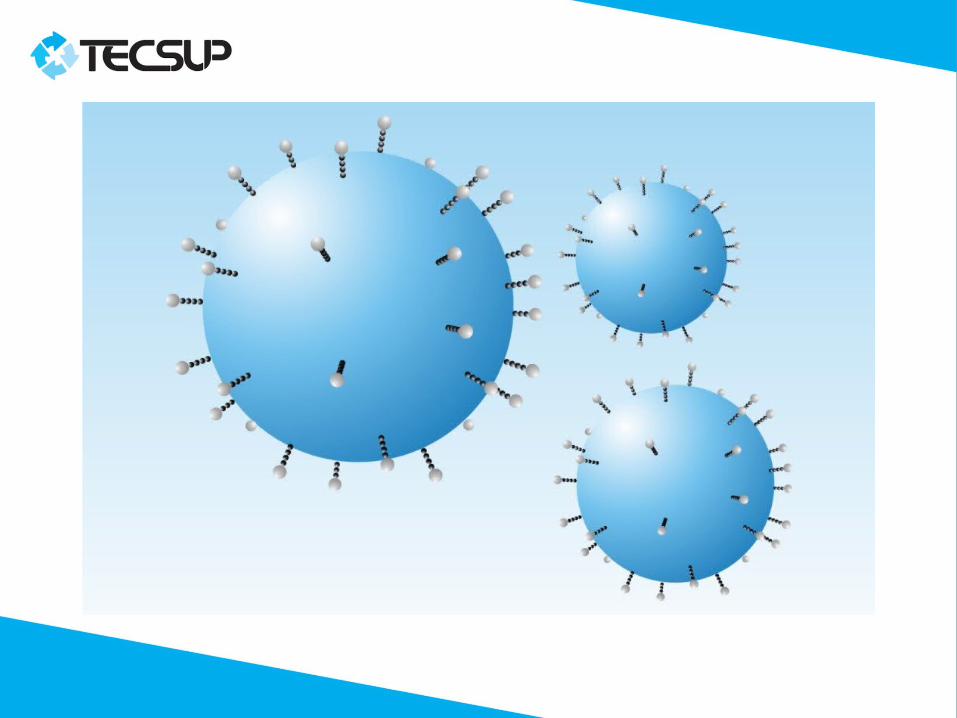
El objetivo principal de los espumantes es dar consistencia, rodeando de una capa adsorbida a las
pequeñas burbujas de aire que se forman en la pulpa, por agitación o inyección de aire, evitando que se una
entre sí (coalescencia) y que cuando salgan a la superficie no revienten, constituyendo las espumas;
además, dar elasticidad, ayudando a las burbujas ascendentes a irrumpir a través de la capa superior del
agua, emergiendo intactas en la interface agua-aire.
7.3.1 ESPUMANTES USUALES
7.3.1.1. El Aceite de Pino Es un espumante ampliamente usado, se obtiene por la doble destilación de la resina de pino, cuyo poder de espumación depende del contenido de terpineoles. C1O H17 CH. Una vez que se ha establecido un suministrador de este reactivo, se debe tener mucha preocupación en cambiarlo; puesto que no siempre es posible conseguir un producto de la misma composición que la estandarizada.
7.3.1.2. El Cresol o Ácido Cresíllco
CH3 C6 H4 OH; es obtenido en las fracciones ligeras procedentes de la destilación de los alquitranes de hulla y es un espumante bastante exigente. Es tóxico y quemante.
7.3.1.3. Frother 210, Frother 250 Y Frother 700 (F-21 O, F-250y F-700)
Estos espumantes presentan excelentes propiedades selectivas cuando se utiliza concentraciones óptimas,
siendo uno de los mejores usos en la flotación diferencial de minerales complejos de Pb-Ag-Zn- y Cu-Pb Ag-Zn, con gangas de pirita y sílice. El consumo específico de estos
espumantes varía entre 10 Y 70 gr/TM. Las cantidades en exceso producen efectos adversos a la flotación, siendo el F-250 el de menor consumo a su mayor poder de acción.
El F- 700 es un espumante selectivo, siendo ésta su principal ventaja con relación al F-210 y F-250.
7.3.1.4. El Dowfroth 200, Dowfroth 250, Dowfroth 1012
Es el propileno glicol amil ester es el Dowfroth. Se le compone de una mezcla de éteres monometálicos de polipropilenglicoles. Como materia prima para la síntesis o producción de los Dowfroths sirven el óxido e propileno y el alcohol metílico.
Es un líquido aceitoso castaño oscuro de olor débil y densidad de 0.968 a 0.980 gr/cc, se mezcla con agua en cualquier proporción.
El 0-200, 0-250, 0-1012 fabrica la Dow-Chemical son espumantes para la flotación selectiva de minerales sulfurosos
de Ag-Pb-Zn-Cu-Au.
7.3.1.5. El Metil Isobutil Carbinol (Mibc)
Es un Espumante de excelentes propiedades selectivas debido a su cadena corta de carbones esto lo hace ideal
para recuperar valores de zinc, cobre, plomo y otros productos cuando se busca una buena selectividad en las
minas etc.
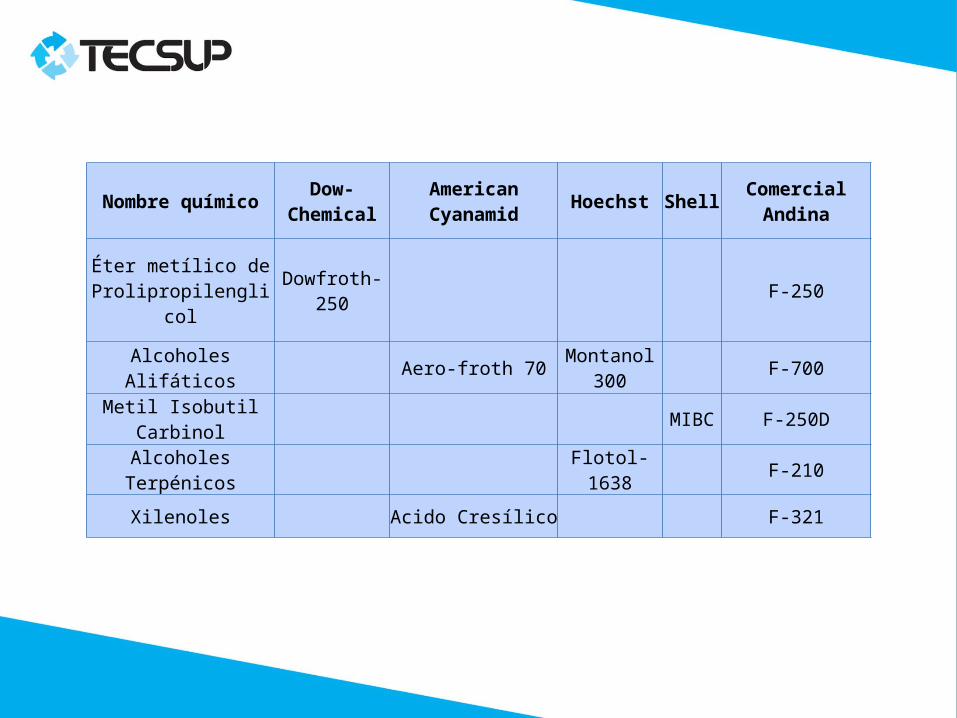
Nombre químico Dow-Chemical American Cyanamid Hoechst Shell Comercial Andina
Éter metílico deProlipropilenglicol Dowfroth-250 F-250
Alcoholes Alifáticos Aero-froth 70 Montanol 300 F-700
Metil Isobutil Carbinol MIBC F-250D
Alcoholes Terpénicos Flotol-1638 F-210
Xilenoles Acido Cresílico F-321
7.4. MODIFICADORES O REGULADORES
La función específica de los reactivos modificadores es precisamente preparar las superficies de los minerales para la
adsorción o desorción de un cierto reactivo sobre ellas y crear en general en la pulpa condiciones propicias para que se pueda
efectuar una flotación satisfactoria. Es decir cambia o modifica la superficie de lo sulfuros o de la ganga, para favorecer o impedir que los reactivos colectores actúen sobre ellos, evitando de seta
manera que floten.
Clasificación de los reactivos modificadores: a) Reguladores de Phb) Depresores.c) Activadores y reactivadores. d) Floculantes.e) Dispersantes.
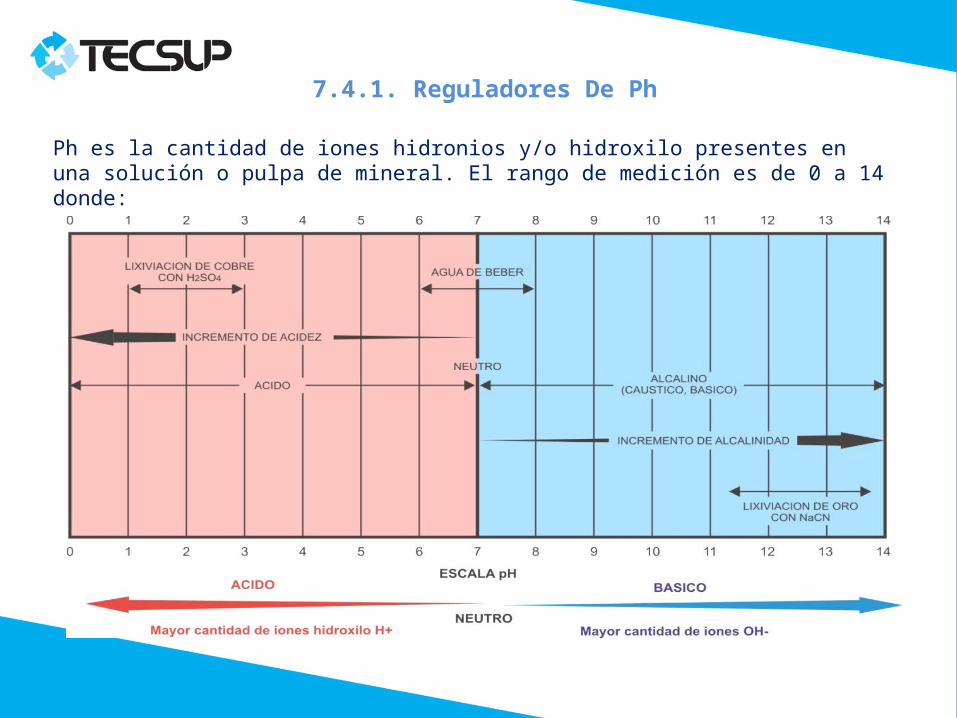
7.4.1. Reguladores De Ph
Ph es la cantidad de iones hidronios y/o hidroxilo presentes en una solución o pulpa de mineral. El rango de medición es de 0 a 14 donde:
En forma general los principales reguladores de Ph que se usan son:
• Cal.• Hidróxido de sodio (NaOH).• Ácido sulfúrico.• Ácido Fluorhídrico (HF).
7.4.2. Reactivos Depresores
Es usado para incrementar la selectividad en la flotación convirtiendo a ciertos minerales en
hidrofílicos (afinidad por el agua) así impedir su flotación. Su función es deprimir algunos de los
sulfures presentes en el mineral, mientras se hace flotar otro u otros de ellos. Son la base de la
flotación diferencial.
• Cianuro de sodio (NaCN), depresor de sulfuro de Fe, Cu, Zn
• Bisulfito de sodio (NaHS03), depresor de esfalerita. Sulfato de zinc (ZnS04).
• Sulfato de hierro (FeS04).• Silicato de sodio.• Bicromatos : Bicromato de Potasio, Bicromato de Sodio.• Almidón (Cs H1o 05 ).• El tanino (ácido tánico).• La Dextrina• La albúmina, gelatina y goma arábiga• El complejo CIANURO DE ZINC.
7.4.3 Reactivos Activadores y Reactivadores
Los reactivos activadores aumentan la flotabilidad de ciertos minerales, mejorando o ayudando a la adsorción de un colector. Los reactivos reactivadores, restablece la
flotabilidad de un mineral oxidado o que ha sido deprimido.
La función activante es contraria a la función depresora y los reactivos de este tipo sirven para aumentar la
adsorción de los colectores sobre la superficie de los minerales o para fortalecer el enlace entre la superficie y
el colector.


7.4.4. Reactivos Dispersantes
Estos reactivos tiene por finalidad evitar que las lamas del mineral fino producido en la molienda se peguen a las burbujas de aire y floten a la superficie de la pulpa, haciendo que dichas lamas, vayan por el relave.
Dentro de los reactivos dispersantes más usuales tenemos:
• Silicato de sodio • Almidón.
TENDENCIAS
Colectores de oxi-minerales
• Énfasis en una mayor eficiencia para la recuperación de partículas finas. • Énfasis en el mejoramiento de la flotación diferencial de menas de óxidos
complejos. • Mayor selectividad en la flotación aniónica en relación a la sílice.
Espumantes
• Mejorar la dosificación de espumante por unidad de metal en la alimentación. • Aumentar la recuperación de partículas gruesas y de baja liberación. • Mejorar los niveles de espuma tendientes a optimizar los efectos del tamaño de
partícula. • Aumentar el énfasis sobre la velocidad cinética de flotación.
8. MECANISMOS DE LA FLOTACION • En resumen, es necesario hidrofobizar las partículas minerales en
la pulpa para hacerlas flotables. Esto se efectúa con los reactivos llamados colectores, que son generalmente compuestos orgánicos heteropolar, o sea, una parte de la molécula es un compuesto evidentemente apolar (hidrocarburo) y la otra es un grupo polar con propiedades iónica = propiedades eléctricas.
• Para facilitar la absorción de estos reactivos sobre la superficie de las partículas minerales hay que crear condiciones favorables en la capa doble de cargas eléctricas, lo que se hace con los reactivos llamados modificadores.
• La partícula mineral queda cubierta por el colector que se afirma en su red cristalina por medio de su parte polar, proporcionándole con la parte apolar propiedades hidrofóbicas (propiedades no mojables).
• Flexibilidad para concentrar selectivamente, es decir, con producción de concentrados limpios y de alta ley.
• Adaptarse fácilmente al tratamiento en gran escala y con ayuda de técnicas automáticas de control y medición, a pulpas de mineral con granulometría de amplia gama: entre 140 micrones.
• Integrarse fácilmente con técnicas modernas de molienda y clasificación, así como con medios mecanizados de manejo de productos y separación sólido/líquido.
8.1. CARACTERISTICAS HIDRODINAMICAS DE UNA CELDA DE FLOTACION
• Zona de mezcla, localizada en el entorno del mecanismo de agitación, donde el aire se dispersa en pequeñas burbujas debido a la alta turbulencia que aquí se produce y toman contacto con las partículas de mineral ya hidrofobizado.
• Zona de mineralización, de movimiento hidrodinámico poco turbulento,
en donde las burbujas se agrupan unas con otras, se adhieren con partículas de mineral valioso y drenan partículas indeseables que pudieran haber sido atrapadas o arrastradas.
• Zona de espuma o concentración, que es bastante tranquila en relación a las dos primeras, donde se forma un lecho o colchón de espumas de altura variable y que contienen el mineral valioso en la ley o grado requerible.

9. TIPOS DE CELDAS DE FLOTACION 9.1. CELDAS MECÁNICAS
La celda mecánica está constituida por un depósito en forma de paralelepípedo o forma cúbica, de distintas capacidades, con un mecanismo rotor-estator para la dispersión del sólido y el aire. Las celdas se juntan en serie y forman un banco de flotación agrupándose de diferentes formas. Por ejemplo, un banco de 12 celdas mecánicas podría tener las siguientes configuraciones, de acuerdo a como se agrupen las celdas : 3-3-3-3; 2-2-2-3-3, etc. En la figura 25 se muestra una celda de flotación Wemco.

9.2 CELDAS COLUMNA
La columna de flotación se ha constituido en uno de los desarrollos más destacados de los últimos tiempos en el campo de la
concentración de minerales. Las celdas columnares resultan especialmente atractivas en circuitos de limpieza, ya que es posible
efectuar en una sola etapa, varias de estas etapas que anteriormente se realizaban en celdas mecánicas convencionales. Esto hace posible
el uso de circuitos más simples y fáciles de controlar.
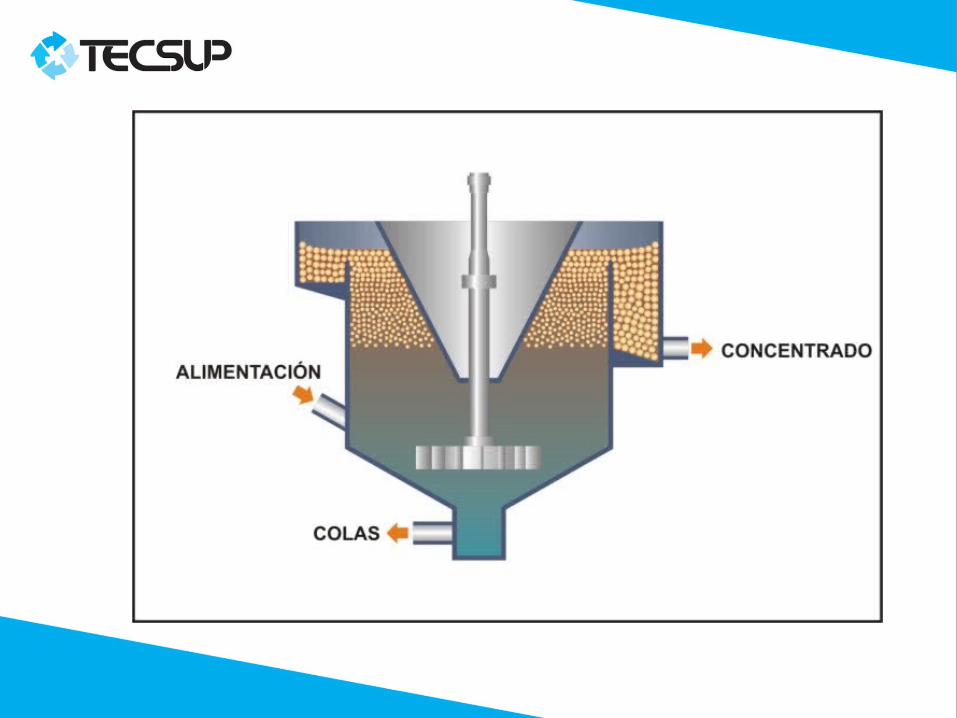
En las columnas de flotación la alimentación es inyectada a aproximadamente 2/3 de altura de la columna, el concentrado sale por la parte superior de la celda, mientras que, la cola o relave se
recoge por la parte inferior de la columna.

• a) la zona de colección (también conocida como zona de recuperación), donde las partículas de la pulpa de alimentación son contactadas en contracorriente con las burbujas producidas por un distribuidor de burbujas que se encuentra en el fondo de la columna. Las partículas hidrofóbicas colisionan con las burbujas, se unen a ellas y son transportadas a la zona de limpieza. Las partículas hidrofílicas y menos hidrofóbicas son removidas por el fondo de la columna.
• b) la zona de limpieza sobre la interface (también conocida como zona de espuma), En la zona de limpieza se agrega agua cerca del tope de la espuma, lo que provee un flujo neto de líquido descendente llamado bias positivo. La existencia de un bias positivo previene el arrastre hidráulico de partículas finas al concentrado. La columna ha probado ser particularmente atractiva en aplicaciones de limpieza y puede alcanzar en una sola etapa aumentos de ley del concentrado comparables al de varias etapas ejecutadas en celdas mecánicas, a menudo con mejoras en la recuperación.
9.3. CELDAS DE FLOTACION A GRAN ESCALA
A medida que las leyes de los minerales fueron bajando, fue necesario tratar tonelajes mayores para mantener los niveles de
producción de concentrado fino.
Esta necesidad de aumentar la capacidad de tratamiento, estimuló la fabricación de molinos de gran tamaño y, por consiguiente, el
diseño de celdas de mayor volumen para evitar el uso de una cantidad de celdas excesiva, que se tradujera en mayor mantención,
mayor complejidad de control y mayor requerimiento de espacio.


10. DESCRIPCION DE EQUIPOS DE FLOTACION DE MINERALES
10.1. PARTES DE LA CELDA DE FLOTACION DE MINERALES
10.1.1. CAJAS DE ALIMENTACION
La caja de alimentación esta hecha de plancha de acero, forrada interiormente con caucho y el exterior
pintado con epóxido, la caja esta sujeta al tanque con pernos.
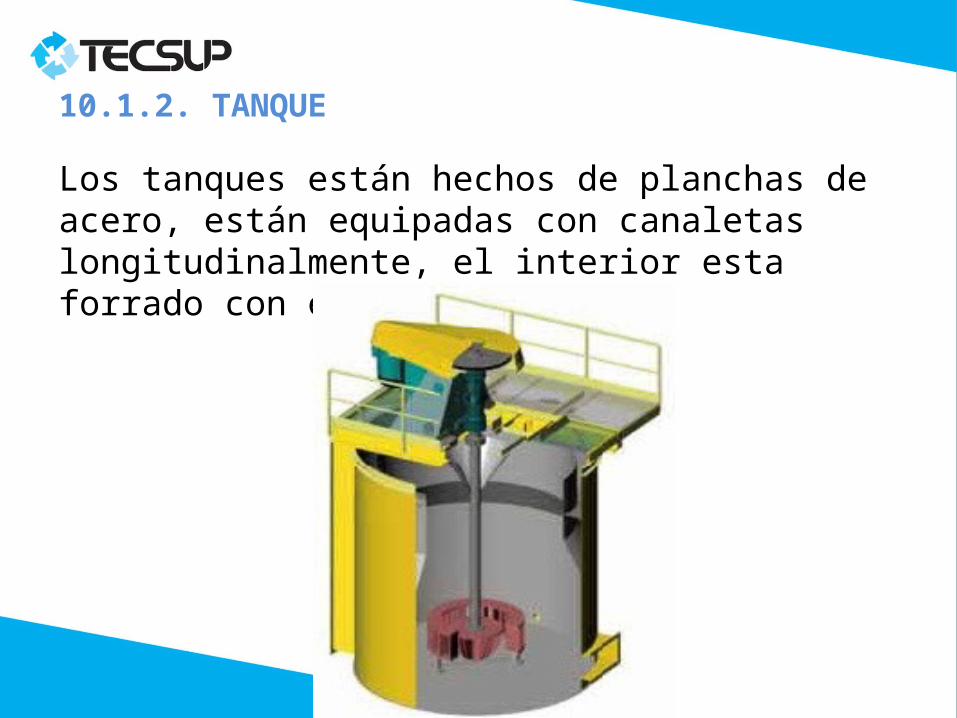
10.1.2. TANQUE
Los tanques están hechos de planchas de acero, están equipadas con canaletas longitudinalmente, el interior esta forrado con elastómero.
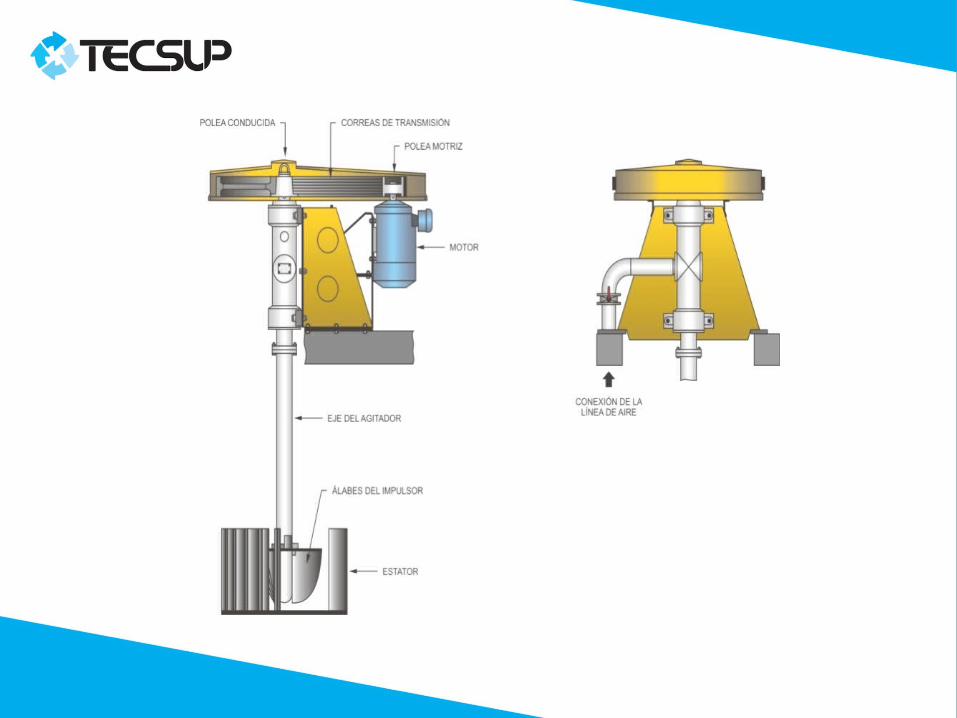
10.3.1. UNIDAD IMPULSORA
Consiste en un motor eléctrico con caja de rodamientos y trasmisión con banda entre el
motor y la caja de rodamientos todo esto montado sobre una cremallera apoyada sobre
las vigas de soporte en la parte superior del tanque. El ensamble del rotor y del eje inferior esta conectado a la brida inferior de la caja de
rodamientos.

10.1.4. ROTOR
El rotor está montado sobre el eje inferior mediante una brida de junta. Esta forrada con linatex y balanceado para su uso.
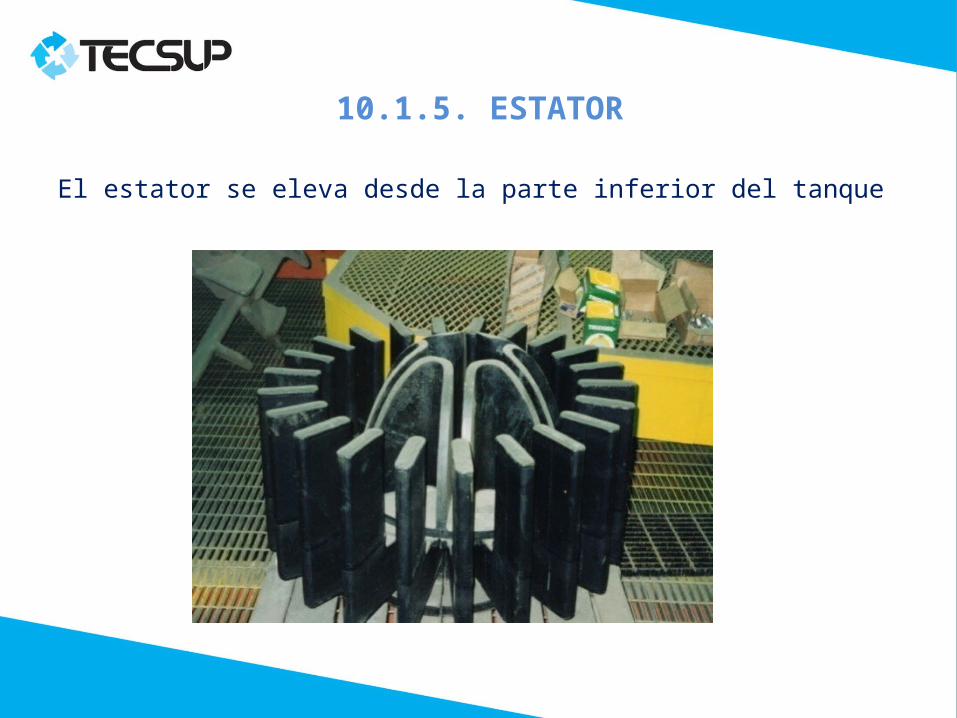
10.1.5. ESTATOR
El estator se eleva desde la parte inferior del tanque

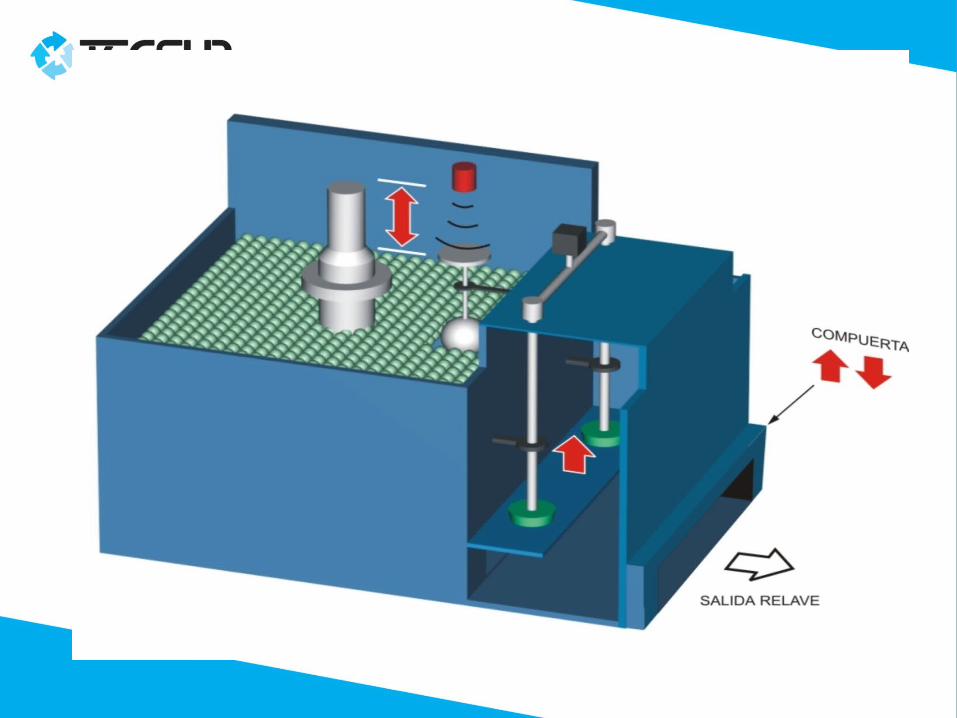
11. INSTRUMENTOS11.1. CONTROL DE NIVEL DE PULPA
• Mantiene en forma automática el nivel de pulpa en un valor específico y además estabiliza el proceso de flotación cuando se producen fluctuaciones en el nivel de alimentación. El punto de ajuste puede ser modificado manualmente por el operador en el campo.
• El nivel de pulpa de una celda de flotación es indicada por un flotador, cuya posición es medida por un monitor ultrasónico de nivel o mediante un transmisor de ángulo eléctrico.
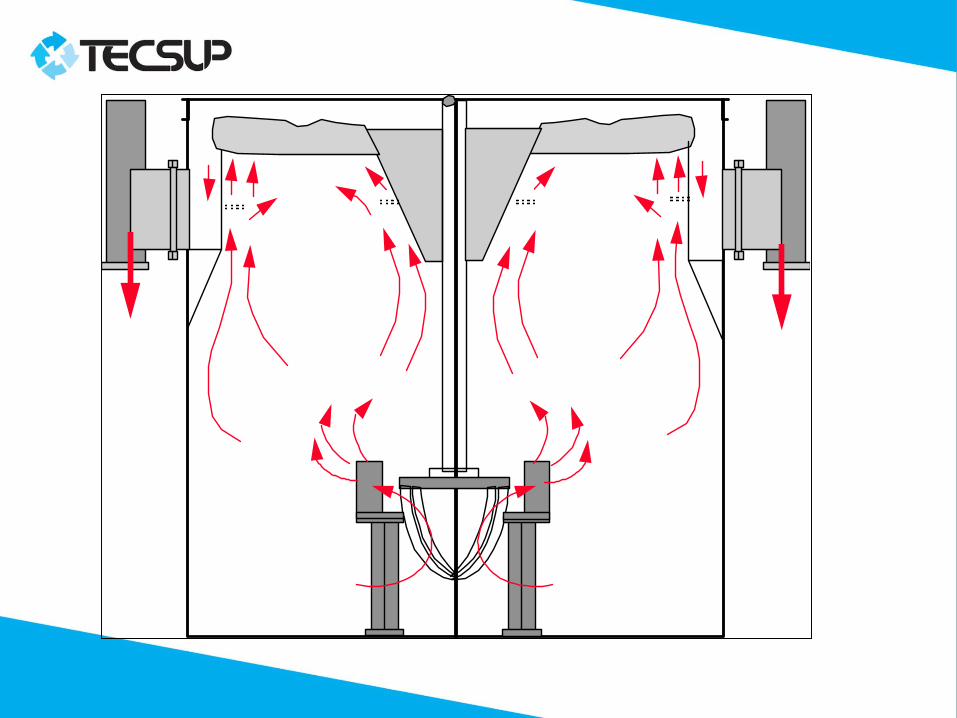
11.2. MECANISMO DE CONTROL DE ALIMENTACION DE AIRE
El mecanismo de mezclado que disponen las celdas dispersa el aire de flotación interior de la pulpa, además de mantener la pulpa en completa suspensión por su acción de bombeo.
El sistema consiste en un rotor colocado sobre un eje hueco y un estator anexado a su pedestal (estator de flujo libre); el eje se conecta a un reductor de velocidad accionado por un motor eléctrico, la transmisión de potencia entre el motor y el reductor de velocidad se efectúa mediante una transmisión de correa ajustable en el tiempo.
El aire alimentado al rotor llega a través del eje secundario del mecanismo reductor de velocidad y del eje hueco inferior.
12. MEDICIONESLas diversas mediciones con que se controla comúnmente los parámetros de la flotación, se pueden igualmente efectuar por vía mecánica (preferible) o manual. Las más importantes son:
• a) Tonelaje de mineral alimentado a los molinos.• b) Caudal de agua agregada al circuito de moliendas.• c) Densidad de pulpa entrante a la flotación y de varias
pulpas intermedias.• d) Granulometría de rebalse de ciclones.• e) Ph de pulpa, con o sin regulación automática de adición
de lechada de cal.
12.1. PULPAS
Desde que es una mezcla de sólidos y agua, éstos constituyentes tienen sus propiedades ó características físicas propias tales como gravedad específica, peso, volumen, etc, resultando dificultoso nominar a una determinada mezcla empleando las características propias y proporcionales de ambos constituyentes; por lo tanto, se considera a la pulpa como un material completamente diferente, que tienen sus
características propias, como son: gravedad específica ó densidad de pulpa, peso y volumen, que generalmente son
referidos en porcentajes de peso ó volumen de los constituyentes .

12.2. GRAVEDAD ESPECÍFICA DE LOS CONSTITUYENTES
Prioritariamente se debe determinar y conocer la gravedad específica del sólido o mineral, puesto que, la gravedad
específica del agua es considerada como la unidad, nominamos sus nomenclaturas, para fines de los cálculos
matemáticos.
12.3. DENSIDAD DE PULPA
La densidad de pulpa, generalmente se determina por medición, bajo el empleo de aparatos llamados
densímetros o picnómetros que vienen a ser unas balanzas que pesan unos recipientes de un litro de
capacidad, y da lecturas directas de la densidad de pulpa, considerando el peso del recipiente.
12.4. PORCENTAJE DE SOLIDOS
Conocidas las gravedades específicas de los constituyentes y la densidad de pulpa de una determinada mezcla sólido agua, se pueden determinar las otras características de la pulpa, tales
como volúmenes, pesos , porcentajes en volumen de los constituyentes y porcentajes en peso de los mismos, resultando
éstos últimos de mayor significación dentro de la industria.
13. BALANCE METALÚRGICOEl término balance en concentración de Minerales engloba todos los cálculos metalúrgicos que se efectúan en una Planta Concentradora, para evaluar técnica y económicamente el proceso de concentración por flotación en este caso.
En una Planta Concentradora generalmente se efectúan dos tipos de balances, a saber:
• Balance metalúrgico o contabilidad metalúrgica.• Balance de materiales (sólidos, agua, elemento, etc).
13.2. RAZÓN DE CONCENTRACIÓN (K).
Este término indirectamente se refiere a la selectividad del proceso. Directamente expresa
cuántas toneladas de mineral de cabeza se necesitan procesar en la Planta Concentradora para obtener una tonelada de concentrado. En
consecuencia, esta razón es un número que indica cuántas veces se concentró el mineral
valioso contenido en la mena. Este término se puede deducir del siguiente modo:
13.3. RECUPERACIÓN
Este término se refiere a la eficiencia y rendimiento del proceso de flotación. Es decir,
es la parte de mineral valioso que se obtiene en el concentrado, con respecto al contenido
metálico en el mineral de cabeza. Se expresa en porcentaje.
EJEMPLO
Si una planta concentradora produce 1 200 t/día de concentrado de cobre que ensaya 27,6% Cu a
partir de un mineral de cabeza de 0,87% Cu, dejando en los relaves 0,1% Cu. Calcular: a) El peso de la alimentación, b) La recuperación, c) La razón de concentración, d) El peso de relave.
Cálculo del peso de la alimentación.
Para ello tenemos que acomodar la ecuación (10):Datos:• C = 1200 t.• c = 27.6 % Cu• f = 0.87 % Cu• t = 0.1 % Cu• Remplazando datos tenemos:
día
tonxF 143,857.42
)1,087,0(
)1,06,27(1200
Cálculo de la recuperación.
Para este caso se emplea la ecuación (7):
%83,8810087,0
6,27
)10,06,27(
)10,087,0(Re
xx
%83,88Re
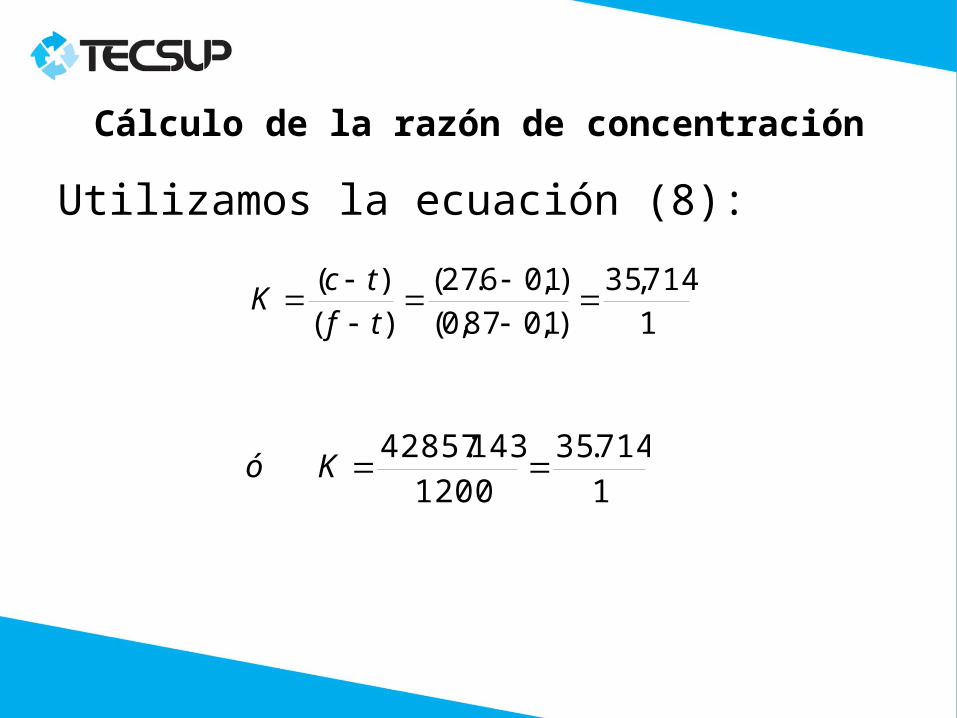
Cálculo de la razón de concentración
Utilizamos la ecuación (8):
1
714,35
)1,087,0(
)1,06.27(
)(
)(
tf
tcK
1
714.35
1200
143.42857 Kó

Cálculo del peso de relave.
De la relación:• F = C + TSe obtiene:
1200 - 143,857.42 CFT
díatonT 143,657.41
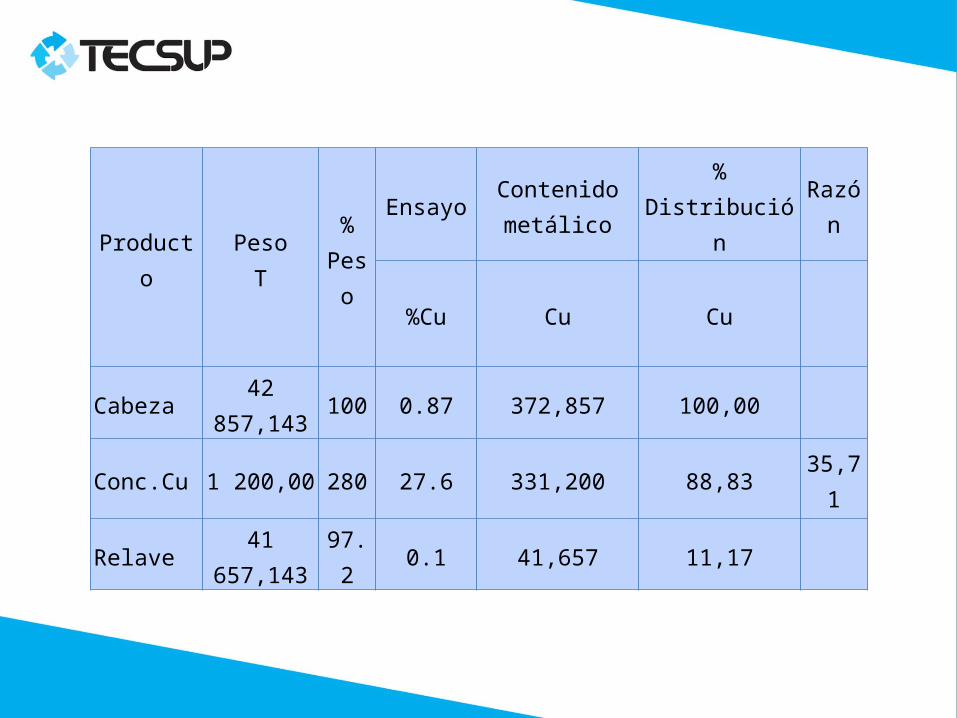
Producto PesoT
%Peso
Ensayo Contenidometálico % Distribución Razón
%Cu Cu Cu
Cabeza 42 857,143 100 0.87 372,857 100,00
Conc.Cu 1 200,00 280 27.6 331,200 88,83 35,71
Relave 41 657,143 97.2 0.1 41,657 11,17
14. FLOTACION COLUMNARLa flotación en columna es una técnica atractiva para
minerales complejos que presentan problemas de selectividad; con una sola etapa de limpieza, ella permite
elevar sustancialmente el grado del concentrado y una mayor recuperación. Como en todo proceso, solo después
de que todas las variables involucradas son examinadas puede lograrse su buen entendimiento.
La celda columna es un tipo de máquina que pertenece a las celdas neumáticas, la cual en la actualidad tiene un gran
potencial de aplicación en el procesamiento de minerales.
14.1. CELDAS COLUMNA
En la flotación columnar, como en las celdas convencionales, las partículas de mineral hidrofóbicas son adheridas a las burbujas, las cuales ascienden y son movidas como concentrado; pero a diferencia de las celdas de flotación convencional, las celdas
columna no usan sistema de agitación mecánico para suspender las partículas y dispersar el aire, esto las hace más eficientes
enérgicamente y también en mantenimiento mecánico.
La pulpa de alimentación entra a una corta distancia de la parte superior de la celda. La pulpa dentro, encuentra una corriente de aire ascendente y una corriente descendente del agua de lavado.
HOLD UP
Se define como el volumen de aire en el interior de la celda columna a cualquier tiempo, se expresa
como porcentaje del volumen total de la pulpa. El Hold up es directamente proporcional al flujo volumétrico de aire que atraviesa el difusor e inversamente proporcional al diámetro de las
burbujas. A medida que aumenta el Hold up se incrementa la recuperación hasta un punto donde
se inicia la coalescencia.
BIAS
Es la relación que hay entre el flujo de relave y el flujo de alimentación. En una celda convencional
esta relación es menor que la unidad (Bias negativo) y en la celda columna es igual o mayor
a la unidad (Bias positivo) y esto se debe a la adición de agua en lugar sobre o debajo del
rebose de la celda.
COALESCENCIA
Es el instante en el cual no puede extenderse más el Hold up en la celda. El aire puede incrementarse
hasta el punto donde el Hold up empieza a decrecer, puesto que, en este punto las burbujas colapsan y se crea una caída en la recuperación.
SPARGERS O DIFUSORES DE AIRE
Son generadores de burbujas útiles para la flotación que pueden estar hechos de diversos materiales y
formas, pero generalmente tienen forma tubular con pequeños agujeros a través de los cuales se inyecta aire
a la celda. El diámetro de los agujeros, la separación entre ellos y el tipo de forro de los difusores deben ser
capaces de generar burbujas del menor tamaño posible y crear un hold up adecuado dentro de la columna.
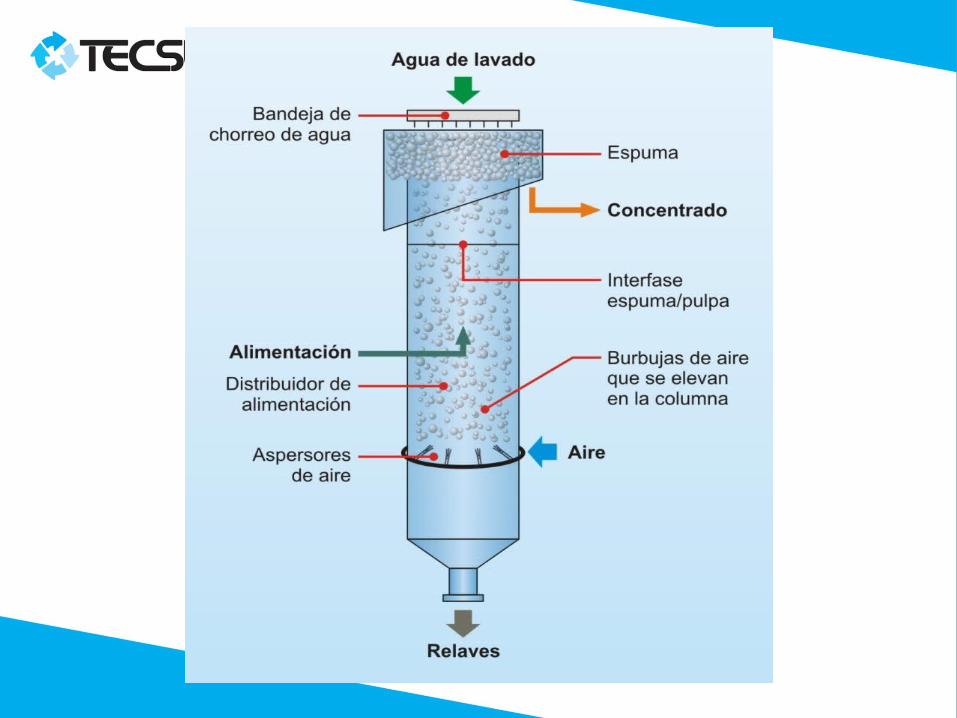
PRINCIPIO DE FUNCIONAMIENTO Y OPERACIÓN
Las partículas de mineral contenidas en la pulpa tropiezan con una nube ascendente de burbujas de
aire y son llevadas hasta el rebose, pero estas al pasar por encima del punto de alimentación, se
encuentran con un flujo suave descendente de agua fresca que lava las partículas de mineral novalioso (ganga) adheridas a ellas. El concentrado de este
modo, emerge por el rebose de la celda y los relaves se descargan por la parte inferior de la
celda.
14.6.1. FUNCIÓN DEL AGUA DE LAVADO
El agua de lavado agregada en el rebose de la celda columna tiene las siguientes funciones, para:
• Formar el bias• Mantener el nivel de pulpa• Limpiador del concentrado• Lubricante del concentrado
14.6.2 FUNCIÓN DEL AIRE.
• En función de como se inyecta el aire a la columna sus funciones son:
• Producción de burbujas muy finas, consiguiendo la máxima retención del aire o hold-up.
• Promover la mayor probabilidad de encuentro partícula-burbuja, de modo de alcanzar una mayor recuperación de la especie de tamaño fino.
• Permite establecer una relación de flujo de aire-velocidad de extracción del concentrado-Recuperación-Ley
14.6.3. CÁLCULO DEL HOLD-UP.
El hold-up se determina instalando en la celda columna dos visores Uno en la parte superior y otro en la parte inferior de la columna. Aceptando que la diferencia de niveles a través de dichos visores debe ser proporcional al aire contenido dentro de la celda y asumiendo una densidad de pulpa homogénea en toda la zona de colección, se puede determinar una
fórmula matemática que permite calcular con relativa facilidad, la retención de aire o Hold-up,
expresado como porcentaje.
15. TRANSPORTE DE PULPAS15.1. FUNCIONAMIENTO DE LAS BOMBAS
En una bomba centrífuga, el motor acciona el eje. El eje hace girar un impulsor dentro de una caja fija. Al girar, las
aspas del impulsor producen un movimiento de rotación en el líquido que es llevado hacia afuera de la caja mediante la
fuerza centrífuga. A medida que el líquido pasa por las aspas de la caja, se mueve más rápido ya que las aspas se
mueven más rápido en las puntas que en el centro. La energía que se entrega al líquido es la Energía Cinética, que en los sistemas de bombeo se llama “velocidad de cabeza”.


15.2. RENDIMIENTO DE LA BOMBA CENTRIFUGA
Mediante la grafica que aparece, podemos interpretar el rendimiento de una bomba centrifuga, de la siguiente
manera. La energía cinética impartida por el impulsor al fluido bombeado debe superar la resistencia al flujo. Dicha
resistencia es la presión contra la cual la bomba debe trabajar.
Esta resistencia es el resultado de la fricción en la tubería, así como también el número y tipo de conectores a través de los
cuales se bombea el fluido. La altura a la cual el fluido es bombeado también se conoce como resistencia y se mide
como carga, o altura manométrica, en pies o metros.
15.3. ARRANQUE DE UNA BOMBA
Seguir los siguientes pasos: • Comprobar el nivel de aceite con el objeto de evitar daños en el
eje y cojinetes por falta de lubricación. • Mover con la mano la polea o las correas "V" para comprobar si
no hay carga asentada en la caja y así evitar que se rompa el perno del eje central. Si la mariposa está plantada hay que lavar con agua a presión hasta que afloje.
• Comprobar que las correas "V" estén correctamente templadas, si las fajas están flojas la bomba no jala bien.
• Abrir la válvula de agua a presión. • Arrancar el motor de la bomba. • Mandar carga abriendo el cajón de la bomba


16. MUESTREO, ANÁLISIS DE ELEMENTOS Y TAMAÑO DE PARTÍCULA
16.1. MUESTREO DE PULPA
El muestreo de corrientes de pulpa es utilizado para obtener cantidades representativas (estadísticamente) al flujo total. Hay dos tipos de muestras de la pulpa que son recolectadas usando el equipo de muestreo:
Muestras continuas de la pulpa para un análisis de elementos en línea y/o un análisis del tamaño de partícula en línea.
Muestras periódicas de la pulpa para un análisis en el laboratorio con un propósito de contabilidad metalúrgica o para ser usadas como muestra testigo para la calibración de los analizadores.
16.2. ANÁLISIS DE ELEMENTOS EN LINEA
El análisis elemental de las corrientes de pulpa nos proporciona las leyes de los elementos de interés: Cu, Mo, Fe, y en algunos casos As. La información en línea proporcionada por el analizador permite que los operadores de planta sigan las tendencias del proceso en tiempo real, realizando los posibles
cambios manuales o automáticos en el proceso. Estos análisis y los ajustes de control aplicables ayudan a mejorar la calidad del producto y la
recuperación del metal.
16.3. ANÁLISIS DEL TAMAÑO DE PARTÍCULA
El monitor del tamaño de partícula (PSI) proporciona, un análisis de distribución del tamaño de partícula en la
corriente en tiempo real de las pulpas con tres fracciones del tamaño de partícula medidas
simultáneamente. El PSI también mide la densidad de la pulpa (% de sólidos). Todos los PSI tienen
alimentaciones múltiples con un analizador que sirve a dos o más corrientes sobre una base alterna. Utilizando la información del PSI, los operadores de planta pueden optimizar el funcionamiento del circuito de molienda.
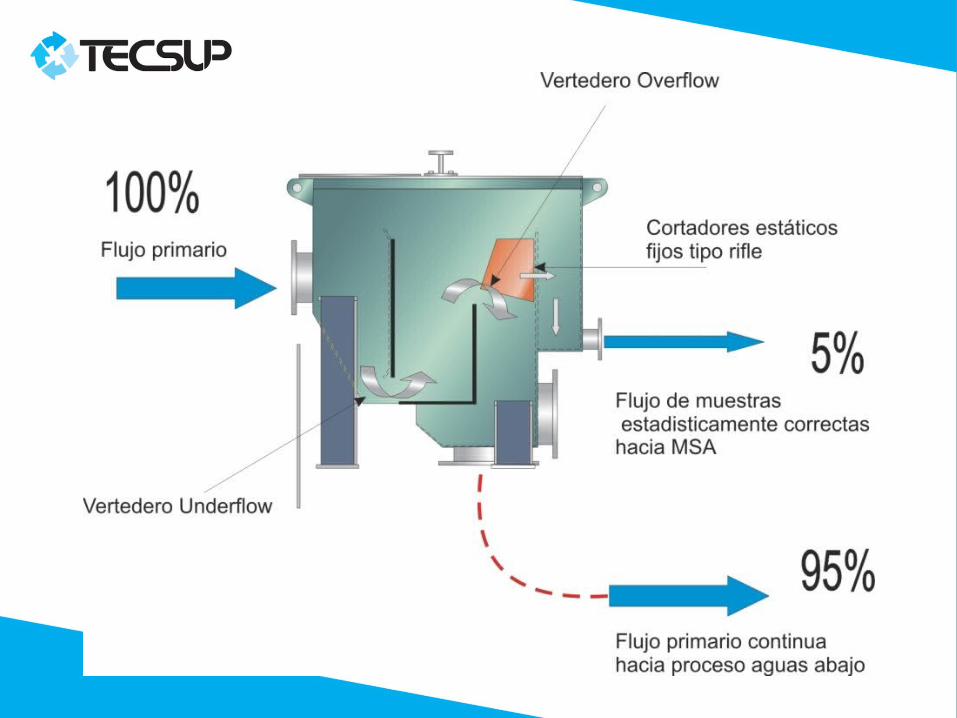
16.4. ESTACIÓN DE MUESTREO (SAMSTAT)
El SamStat usa varias etapas de muestreadores tipo rifle, ubicados en los vertederos del
overflow para reducir la corriente de la pulpa hasta lograr una razón de flujo pequeño y fácilmente manejable. Luego se utiliza un
pequeño muestreador para cortes transversales, como etapa final, para cortar la muestra
depositándola en una cubeta para producir una muestra compuesta.
16.5. SENSOR PARA MULTI ELEMENTOS (MEP)
El MEP es un analizador de fluorescencia de rayos X con energía dispersiva (EDXRF) con alta sensibilidad y selectividad y es capaz de medir hasta ocho elementos y la densidad simultáneamente.
En nuestro caso, los MEP están ajustados para medir tres a cuatro elementos (Cu, Mo, FE, y en algunos casos As). El sensor
para multi elementos utiliza un detector de rayos X al estado sólido de Si(Li) cuya sensibilidad posibilita la medición de una
concentración muy baja de elementos, tales como aquellos que se encuentran en las corrientes de las colas. El MEP proporciona análisis continuo de cada flujo proporcionando actualizaciones
de ensayos en períodos cortos de tiempo. En nuestro sistema el tiempo varía a partir de 30 a 60 seg. Por corriente.
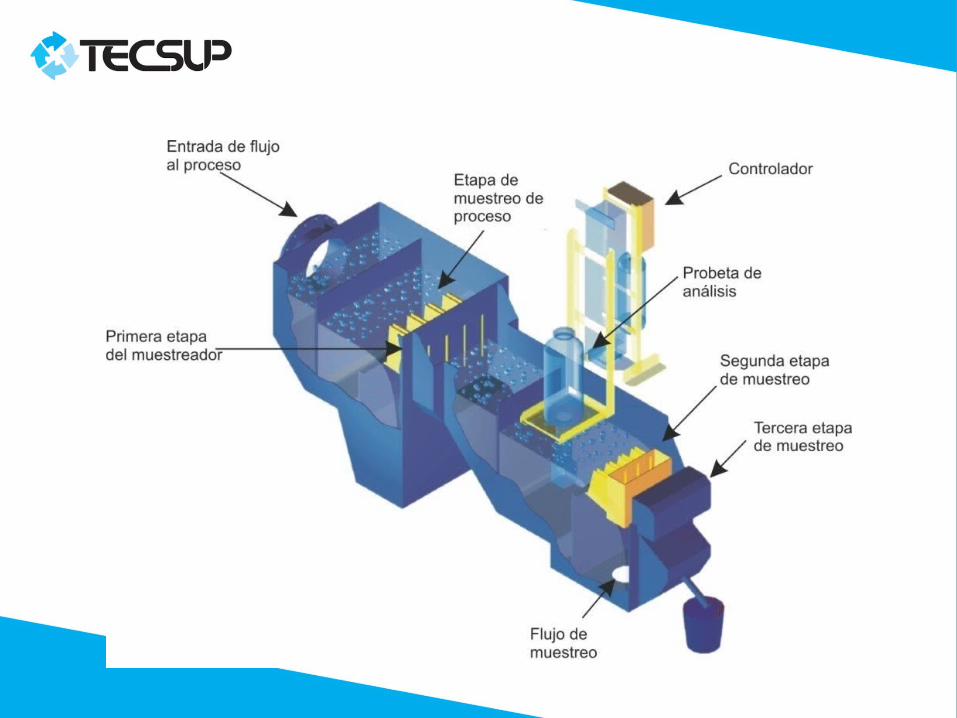
16.6. ESTACIÓN DE MUESTREO CONTINUO (SAMSTAT-C)
El SamStat continuo (SamStat-C) es similar en diseño al SamStat pero en vez de suministrar la muestra por turno y usada como una estación de análisis con la adición de los
MEP, ellos son usados para suministrar una muestra continua al analizador de flujos múltiples (MSA). Así, el
SamStat-C no se equipa de muestreadores de corte transversal para las muestras por turno porque los tanques en el MSA contienen muestreadores de corte transversal y las muestras por turno son colectadas aquí. Las figuras de
abajo dan más detalles de los muestreadores del SamStat-C.
16.6.1. MUESTREADOR TUBULAR A PRESIÓNEste tipo de muestra no es usualmente utilizada para propósitos de contabilidad metalúrgica pero es una solución simple y económica que proporciona una muestra presurizada para el análisis en flujo y simplifica el trabajo en tuberías. Nuestro sistema utiliza solamente
este tipo de muestreador para el análisis de alimentación combinada a celdas columnas. Un muestreador tubular a presión,
está instalado en una sección vertical de la tubería cerca de la salida del sistema de bombeo de alimentación a las celdas columna. El
muestreador esta equipado con válvulas de enjuague previo. Este tipo de muestreador se ilustra en las figura abajo: La válvula en la
línea de descarga de la muestra para este tipo de muestreador debe ser abierta de lado a lado o totalmente cerrada. Si está
parcialmente cerrada para estrangular el caudal de la muestra, la calidad de la muestra será comprometida y la válvula estará sujeta
al desgaste excesivo


16.6.2. ANALIZADOR DE MULTI-FLUJOS (MSA)
El MSA proporciona el análisis simultáneo de los elementos de interés y el porcentaje de sólidos. La técnica del análisis es la
fluorescencia por rayos X (XRF) tal como se describe para el MEP, de hecho, y el MSA es un juego de muestredores para la etapa final, tanques, con un MEP compartido. Los MSA que tenemos pueden
medir desde 3 a 5 flujos, manteniéndolos totalmente separados en sus propios tanques de análisis, moviendo el sensor, es decir, el
MEP, de zona a zona.. Las actualizaciones de los ensayos dependen del tiempo fijado para el sensor en cada tanque, la secuencia y el
número de tanques. Los muestreadores metalúrgicos de corte transversal están situados en la salida de cada tanque de análisis
para la calibración y muestras de control del proceso.

17. SEGURIDAD17.1. REQUERIMIENTOS DE SEGURIDAD ESPECÍFICOS DEL PROCESO
• Todos los equipos en movimiento deben tener las guardas correspondientes para evitar contacto directo con el personal y asi evitar un accidente.
• Seguir estrictamente el procedimiento de arranque y parada de los equipos para evitar complicaciones operativas y/o pérdidas en el proceso.
• Solo personal autorizado y debidamente entrenado podrá arrancar y parar los equipos.
• Tener cuidado con las salpicaduras de pulpa a los ojos. Utilizar obligatoriamente lentes de seguridad en todo momento.
• Los sensores de nivel deben estar operativos siempre para evitar pérdidas o derrames.
17.2. REQUERIMIENTOS DE SEGURIDAD OPERACIONAL Y DE MANTENIMIENTO
• Se requiere el uso de los siguientes equipos de proteccion personal: Casco. Anteojos de Seguridad, Tapones de oído, Zapatos de Seguridad y Respirador con cartuchas de cabon activo en algunas areas
• Para poner operativo los equipos la supervisión tiene la responsabilidad de que todo el personal cumpla su trabajo usando el equipo de protección personal adecuado para el trabajo.
• Todos estarán familiarizados con la sirena preventiva para proceder al arranque de los mismos.
• Para los trabajos de mantenimiento programados se deberá coordinar con el personal de operaciones para parar y descargar los equipos con la debida anticipación.
• Para los trabajos de desatoro o limpieza de tolvas, chutes y cajones, el personal deberá hacerlo contando con sus respectivos arneses de seguridad y contar con línea de vida.

17.3. CONSIDERACIONES DE BLOQUEO Y ETIQUETADO
• Cualquier trabajo de mantenimiento en el circuito de flotacion deberá hacerse sólo si antes se está aplicando correctamente el procedimiento de bloqueo y etiquetado de los equipos.
• Aplicar el bloqueo y etiquetado ante cualquier intervención de cualquier equipo cortando la energía en el control principal, colocando tarjetas y/o candados.
• El uso indebido de una tarjeta o candado de seguridad es considerado como falta grave.
17.4. IDENTIFICACIÓN DE PELIGROS
• Peligros de tropiezo:• Peligros de resbalamiento:• Ruido.• Pisos considerablemente inclinados en un nivel inferior.• Materiales inflamables en cuartos de lubricación.• Bolas que caen del sistema de alimentación de bolas.• Impacto de bolas.• Contacto de cal apagada con la piel.• Puntos de adición de reactivo (piel, ojos).• Salpicadura de pulpa de los ciclones (ojos).• Cargas suspendidas.• Línea de pulpa de bomba alimentadora de ciclón se rompe.• Inundaciones en niveles inferiores.• Tráfico vehicular en el área del sistema de cal.• Desplazamientos del cargador/Bobcat durante la limpieza.• Esquirlas del retiro de pernos.• Flujo de pulpa/agua cuando se drenan los sumideros.• Espacios confinados:
• Sumideros alimentación de ciclón.• Tuberías de underflow de ciclón.• Cajones de alimentación y descarga de alimentador.
17.7. SEGURIDAD QUÍMICA (MSDS)
Una Hoja de Datos de Seguridad de Materiales (MSDS por sus siglas en inglés de Material Safety Data Sheet) es un
documento que contiene información sobre los compuestos químicos, el uso, el almacenaje, el manejo, los procedimientos
de emergencia y los efectos potenciales a la salud relacionados con un material peligroso. Las MSDS contienen mucha más información sobre el material de la que aparece
en la etiqueta del envase. El fabricante del material prepara y redacta las MSDS correspondientes.


