facultad de ingenierÍa universidad nacional de...
TRANSCRIPT
FACULTAD DE INGENIERÍA
UNIVERSIDAD NACIONAL DE CUYO
INDUSTRIAS Y SERVICIOS
FERROALEACIONES
Grupo N°7
ARMENTANO, Facundo……..9199
FALCATI, Gonzalo……………9280
FUCCI, Kevin…………………ENIM
SÁNCHEZ, Agustín…………..9291
SEGURA, Agustina…………..9248
TOSO, Santiago………………9300
Armentano – Falcati – Fucci – Sánchez - Segura - Toso
- 2 -
Índice Introducción……………………………………………………………………………….3 Reseña histórica………………………………………………………………….3 Principales Productos……………………………………………………………………4 Materias Primas………………………………………………………………………….4 Proceso Productivo………………………………………………………………………7 Localización Geográfica…………………………………………………………………9 Tecnología……………………………………………………………………………….10
Hornos…………………………………………………………………………….10 Banco de boquetero…………………………………………………………….11 Dango……………………………………………………………………………..12 Hyster……………………………………………………………………………..12 Sala de control…………………………………………………………………...13 Casa de humos………………………………………………………………….15 Sistemas de refrigeración………………………………………………………16
Mejoras…………………………………………………………………………………...17 Principales Empresas…………………………………………………………………..17 Producción Mundial…………………………………………………………………….18 Panorama en Mendoza y Argentina…………………………………………………..21 Anexo…………………………………………………………………………………….23
Reciclaje de ferroaleaciones…………………………………………………..23 Bibliografía………………………………………………………………………………24
Armentano – Falcati – Fucci – Sánchez - Segura - Toso
- 3 -
Introducción
Una aleación es una mezcla sólida homogénea de dos o más metales, o de uno o más metales por ejemplo Fe, Al, Cu, Pb con algunos elementos no metálicos, por ejemplo P, C, Si, S, As. Para su fabricación en general se mezclan los elementos llevándolos a temperaturas tales que sus componentes se fundan. Las mismas suelen tener propiedades diferentes de sus elementos componentes en estado puro.
Propiedades como Módulo de Young, conductividad térmica y eléctrica y densidad no varían mucho de los elementos constituyentes. Sí son muy distintas, y mejoradas, aquellas relevantes para la ingeniería tales como resistencia a la tracción, a la compresión y al corte. Propiedades derivadas de las interacciones de átomos de diferentes tamaños.
Las ferroaleaciones son aleaciones de hierro con algunos otros elementos además del carbón. A la ferroaleación se la ha definido por la Sociedad Americana de Metales y el Departamento de Minería como “una aleación de hierro que contiene una cantidad suficiente de uno o más elementos químicos que son útiles como un agente para introducir esos elementos en el metal fundido, principalmente el acero”. Las ferroaleaciones confieren cualidades distintivas al acero y al hierro fundido, y proveen de importantes funciones durante los ciclos de producción.
Las principales ferroaleaciones son las de cromo, manganeso y silicio:
El cromo da resistencia a la corrosión.
El manganeso es esencial para contrarrestar los efectos dañinos del azufre en la producción de todos los aceros.
El silicio se usa para la desoxidación en aceros y como agente aleante.
También se utilizan para ferroaleaciones el boro, cobalto, columbio, molibdeno, níquel, fósforo, titanio, tungsteno, vanadio y zirconio. El número de ferroaleaciones posibles es muy elevado, aunque pueden distinguirse entre las que tienen como objeto principal la desoxidación del hierro, como ocurre con la mayoría de ferromanganesos y ferrosilicios, y las que buscan una aportación de otros metales para obtener aceros especiales con características definidas, como ocurre con los ferrotungstenos, ferrovanadios, etc. Reseña Histórica El uso de ferroaleaciones por parte de los humanos comenzó con el hierro meteórico, una aleación naturalmente ocurrida de hierro y niquel, que al no existir procesos metalúrgicos se usaba tal cual se hallaba. El hierro meteórico podía ser forjado al rojo vivo para la realización de objetos tales como: herramientas, armas y clavos. Éste era un material extraño, valioso y difícil de trabajar para los antiguos. El hierro es usualmente hallado como mineral. Sin embargo el cobre como metal, era encontrado en todo el mundo conocido; así como plata, oro y platino, también usados para herramientas y joyería desde tiempos Neolíticos. Por su buena ductilidad y alta disponibilidad el cobre se convirtió en uno de los metales más importantes para los antiguos. Eventualmente aprendieron a fundir metales tales como cobre y estaño a partir de minerales y para el año 2500 antes de Cristo

Armentano – Falcati – Fucci – Sánchez - Segura - Toso
- 4 -
comenzaron a realizar aleaciones de los dos metales para formar bronce, un material mucho más duro y resistente que sus constituyentes. En el Medio Oriente fue donde se comenzó a alear cobre y zinc para formar latón. Las antiguas civilizaciones utilizaron información hoy contenida en los actuales diagramas de proporciones constitutivas de las aleaciones, ya que trabajaban tomando en cuenta la mezcla y variedad de propiedades producida, tal como dureza, resistencia y punto de ebullición, obtenidos bajo diferentes condiciones de temperatura y trabajo de los metales.
Principales productos Globe Metals es uno de los mayores productores de metales y aleaciones especiales a base de silicio, que son materias primas críticas en muchas industrias con mercados crecientes. Sus principales clientes son la industria química, la industria acerera, la industria automotriz, los productores de celdas solares fotovoltaicas y chips para computadoras. Las sedes se encuentran en Estados Unidos (Globe Metallurgical, Inc. y Solsil, Inc.), Argentina (Globe Metales S.A.) y China (Ningxia Yonvey Coal Industry Co.)
Globe Metals Argentina, se especializa en dos productos principales:
Siliciuro de Calcio (SiCa)
Hierro-Silicio-Magnesio (SPH) Hoy en día todos estos productos se usan únicamente como materias primas en
las acerías. En palabras del Ingeniero que nos atendió: “Compramos materias primas y sacamos materias primas”.
Sólo 5 instalaciones en el mundo fabrican este tipo de productos. Globe Metal se
destaca de su competencia por la gran variedad de tamaño de grano que puede lograr en sus productos, pudiendo satisfacer con más especificidad la demanda de sus clientes.
Materias primas Las materias primas utilizadas en esta industria son: Cuarzo: es un mineral liviano y relativamente duro. Es incoloro y transparente en su estado puro, pero la presencia de cationes y de pequeñas impurezas tanto sólidas, líquidas como gaseosas le confiere diferentes colores y tonalidades. En la República Argentina se encuentran importantes yacimientos de cuarzo localizados en el ámbito de las Sierras Pampeanas. Los principales proveedores, se encuentran en San Luis y Córdoba.
Armentano – Falcati – Fucci – Sánchez - Segura - Toso
- 5 -
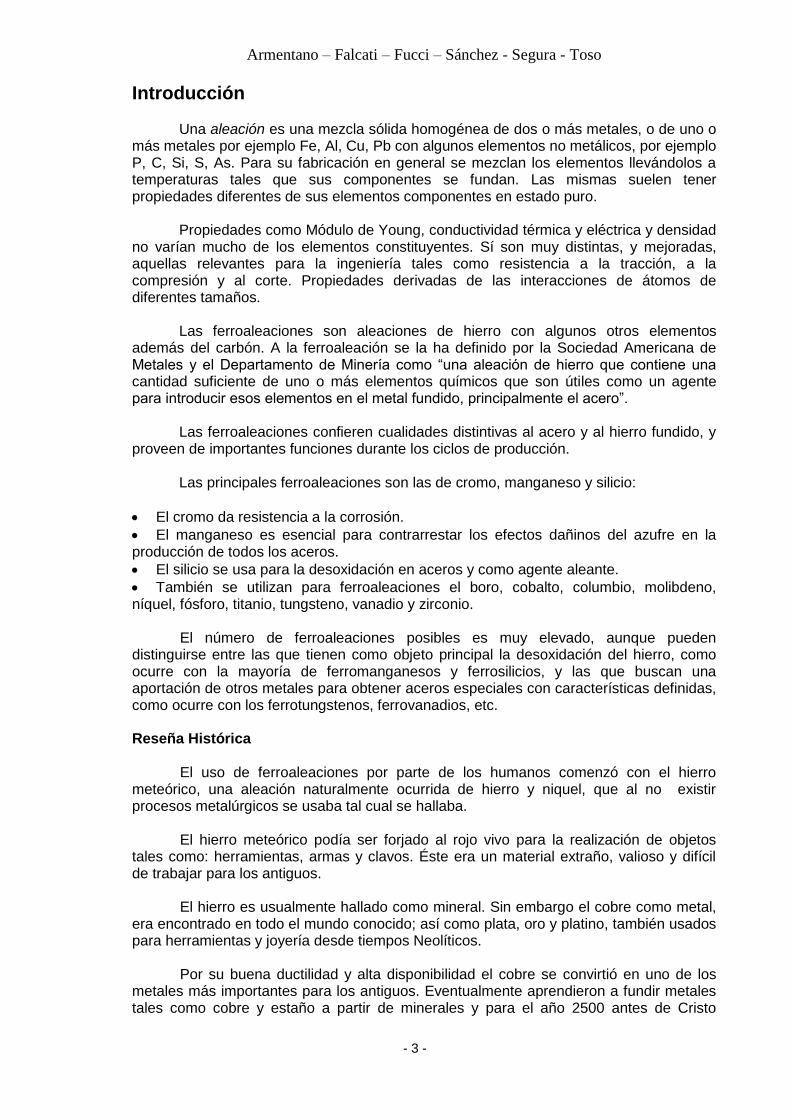
Caliza: es una roca sedimentaria compuesta mayoritariamente por carbonato de calcio (CaCO3). También puede contener pequeñas cantidades de minerales como arcilla, hematita, siderita, cuarzo, etc., que modifican (a veces sensiblemente) el color y el grado de coherencia de la roca.
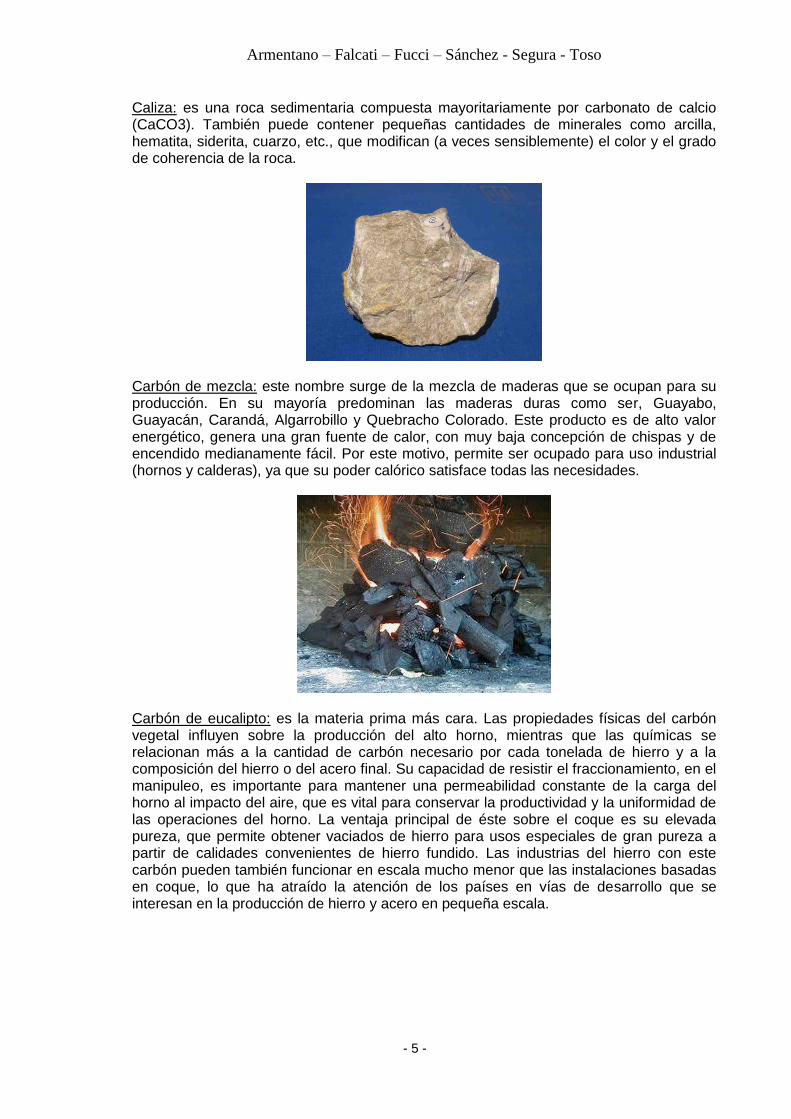
Carbón de mezcla: este nombre surge de la mezcla de maderas que se ocupan para su producción. En su mayoría predominan las maderas duras como ser, Guayabo, Guayacán, Carandá, Algarrobillo y Quebracho Colorado. Este producto es de alto valor energético, genera una gran fuente de calor, con muy baja concepción de chispas y de encendido medianamente fácil. Por este motivo, permite ser ocupado para uso industrial (hornos y calderas), ya que su poder calórico satisface todas las necesidades.
Carbón de eucalipto: es la materia prima más cara. Las propiedades físicas del carbón vegetal influyen sobre la producción del alto horno, mientras que las químicas se relacionan más a la cantidad de carbón necesario por cada tonelada de hierro y a la composición del hierro o del acero final. Su capacidad de resistir el fraccionamiento, en el manipuleo, es importante para mantener una permeabilidad constante de la carga del horno al impacto del aire, que es vital para conservar la productividad y la uniformidad de las operaciones del horno. La ventaja principal de éste sobre el coque es su elevada pureza, que permite obtener vaciados de hierro para usos especiales de gran pureza a partir de calidades convenientes de hierro fundido. Las industrias del hierro con este carbón pueden también funcionar en escala mucho menor que las instalaciones basadas en coque, lo que ha atraído la atención de los países en vías de desarrollo que se interesan en la producción de hierro y acero en pequeña escala.
Armentano – Falcati – Fucci – Sánchez - Segura - Toso
- 6 -
Magnesio: el metal puro no se encuentra en la naturaleza. Una vez producido a partir de las sales de magnesio, este metal alcalino-térreo es utilizado como un elemento de aleación. Si se encuentra en polvo hay un gran riesgo de explosión en contacto con agua, por lo tanto, se lo dispone en lingotes.
Chatarra: es utilizada en la producción de acero, cubriendo un 40% de las necesidades mundiales. El porcentaje de uso varía según el proceso de fabricación utilizado. Se la utiliza principalmente para fabricar el Hierro-Silicio-Magnesio.
Escoria: los procesos de fundición ferrosos y no ferrosos producen distintas escorias. Estas escorias no se desechan, pueden ser utilizadas nuevamente como materia prima.
Globe Metals compra el 100% de sus materias primas en el país. Sus principales proveedores tanto de carbón de mezcla como de carbón de eucalipto se encuentran en

Armentano – Falcati – Fucci – Sánchez - Segura - Toso
- 7 -
Chaco y Villa Mercedes, San Luis. El cuarzo y la caliza son traídos de Córdoba; mientras que el magnesio, en su mayoría, de Buenos Aires.
Proceso Productivo
Las materias primas son almacenadas en un determinado sector. Luego, se transporta la materia prima necesaria hacia una tolva con un vibrador para que distribuya la misma hacia una cinta transportadora flexogel (goma) en forma de “S”, de 90m de longitud. La función de ésta es facilitar la entrada y transporte del material que asciende a 30m de altura. En el sector de carga, la materia prima entra en una cinta transportadora móvil que se encarga de distribuir el material a su respectivo equipo; conformado por tolva-vibrador-zaranda, ingresando en su silo con capacidad de 10 toneladas. El vibrador se encarga de, mediante movimientos horizontales, hacer una primera selección descartando el polvo. La zaranda es un tamiz que se mueve verticalmente, cuya función es seleccionar el tamaño adecuado de la materia prima que va a ingresar al horno.
Luego de esta etapa, cada materia prima es depositada en un silo más pequeño,
para la correcta dosificación de la mezcla. Dependiendo de la receta ingresada al sistema es la proporción de materiales que va a ingresar a la tolva mezcla, montada sobre la celda de pesaje. Posteriormente, la mezcla se descarga en la cuchara del Dango y es llevada al horno.
Una vez ingresada la mezcla en la parte superior del horno, comienza la etapa de fundición. Se realiza mediante tres electrodos que se encuentran sumergidos en el material fundido. La mezcla flota por encima y a medida que se va fundiendo comienza a descender. En esta etapa es muy importante remover la mezcla, con el uso del Dango y un brazo especial, con el fin de obtener homogeneidad en la temperatura de fusión de la mezcla y arrimar el material a los electrodos. El horno se encuentra a 1500-1600ºC.
Cada 50 minutos, se realiza una colada. El boquetero se encarga de abrir la
boqueta, la cual se encuentra tapada con antracita. Para ello, utiliza un tubo por el cual circula oxígeno para realizar el oxicorte de la antracita. La colada fluye hacia una cuchara de 4 toneladas. Si se obstruye la boqueta, el boquetero utiliza lanzas de acero para remover el obstáculo. Por cada boqueta se realizan tres o cuatro coladas y luego se cambia de boqueta mediante la rotación del banco de boqueteros. Si se realizaran más
Armentano – Falcati – Fucci – Sánchez - Segura - Toso
- 8 -
de esta cantidad de coladas, podría romperse la boqueta. Por colada se obtienen una o dos cucharas, produciendo por día unas 48 toneladas. Al terminar la colada se puede observar que sale fuego de la boqueta.
Para tapar la boqueta, el boquetero arroja una pelota de barro hasta que se
obstruya la salida. Luego, mediante un compresor de aire inyecta antracita bloqueando completamente la salida.
La cuchara es enganchada por el Hyster, que dependiendo del producto a fabricar
es el lugar a donde es transportada. En el caso de que el producto sea Siliciuro de Calcio (conocido como Sica), la
cuchara es llevada hacia las bandejas (2m x 2m), donde se vuelca el contenido para su posterior enfriamiento. Estas tortas se encuentran a 400-500ºC y se dejan enfriar.
En cambio, si el producto es Hierro-Silicio-Magnesio (conocido como sph), la cuchara es transportada hacia una cámara donde se colocan lingotes de Magnesio. La colada se vuelca sobre los mismos. Al realizarlo de este modo se pierden grandes cantidades de Magnesio en forma gaseosa que sale por la chimenea. En otras plantas, este proceso se realiza mediante la inmersión-extracción repetitivamente del lingote en la colada. Para luego, ser colocada en las bandejas de enfriamiento.
La cuchara es colocada sobre un motor de 100HP que la hace girar, sacándole
todo residuo para dejarla lista para una posterior colada. La escoria se utiliza nuevamente como materia prima.
Una vez enfriada la torta, se transporta mediante el puente grúa hacia la zona de
primera molienda. En ésta, se encuentra un operario que utiliza una maza para reducir la torta a tamaños menores.
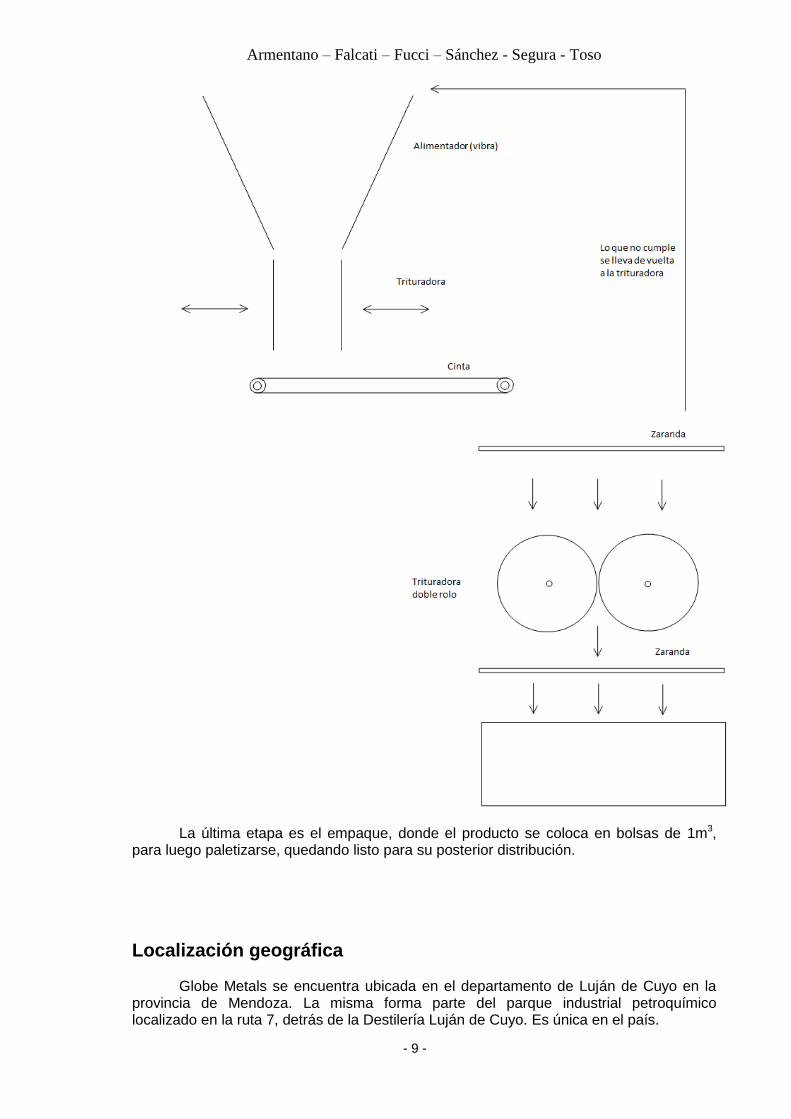
A continuación, es transportado a la zona de molienda. En primer lugar, los
pedazos de producto se vuelcan sobre una tolva. Luego, van a parar a un alimentador vibratorio, el cual desemboca en una moledora tipo mandíbula, hecha de acero al carbono, que deja los trozos reducidos a un tamaño de 22mm aproximadamente. Después, caen sobre una cinta que los lleva a una zaranda, que consta de 6 mallas de diferentes tamaños que se utilizan para cumplir con los requerimientos de los diferentes clientes. Allí, los pedazos que no cumplen con las especificaciones retornan a la moledora y los que sí, siguen. Dependiendo la granulometría exigida por el cliente, pueden ir a la moledora doble rolo o a la tipo cono. La doble rolo permite variar la distancia entre los rodillos para obtener el tamaño deseado. La tipo cono funciona como un mortero. Por último, el material es transportado a una nueva zaranda para su supervisión.
Armentano – Falcati – Fucci – Sánchez - Segura - Toso
- 9 -
La última etapa es el empaque, donde el producto se coloca en bolsas de 1m3,
para luego paletizarse, quedando listo para su posterior distribución.
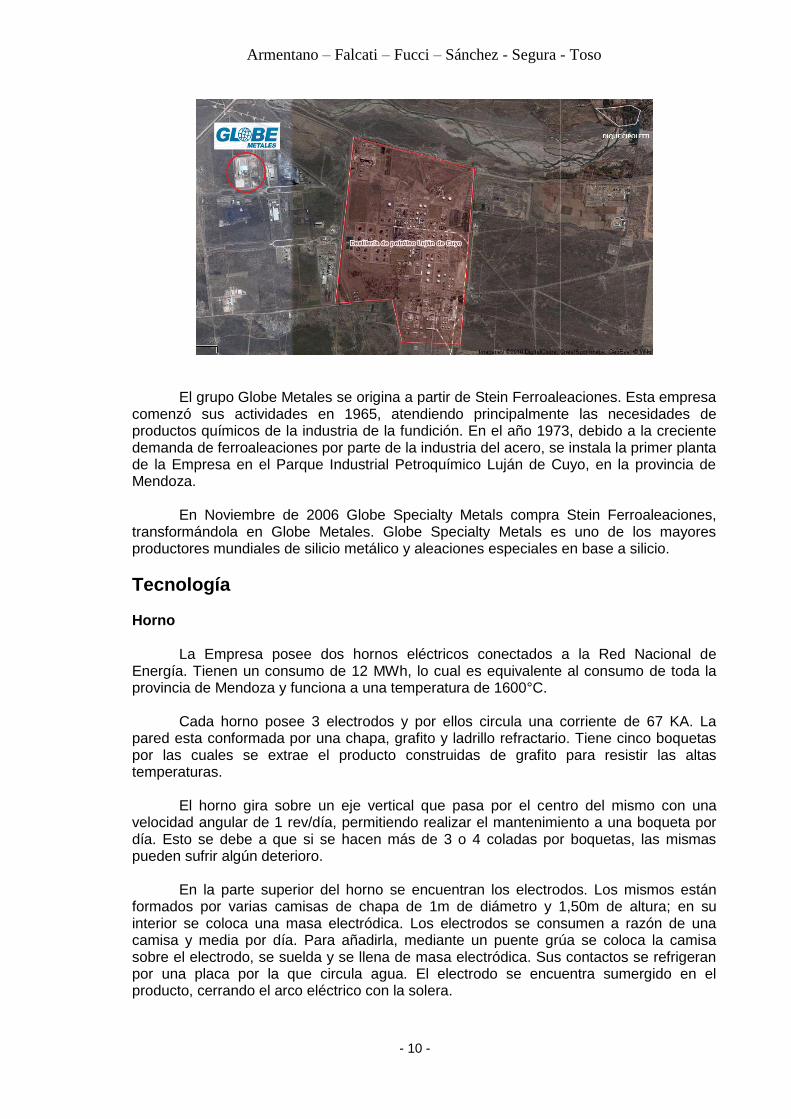
Localización geográfica Globe Metals se encuentra ubicada en el departamento de Luján de Cuyo en la provincia de Mendoza. La misma forma parte del parque industrial petroquímico localizado en la ruta 7, detrás de la Destilería Luján de Cuyo. Es única en el país.
Armentano – Falcati – Fucci – Sánchez - Segura - Toso
- 10 -
El grupo Globe Metales se origina a partir de Stein Ferroaleaciones. Esta empresa comenzó sus actividades en 1965, atendiendo principalmente las necesidades de productos químicos de la industria de la fundición. En el año 1973, debido a la creciente demanda de ferroaleaciones por parte de la industria del acero, se instala la primer planta de la Empresa en el Parque Industrial Petroquímico Luján de Cuyo, en la provincia de Mendoza.
En Noviembre de 2006 Globe Specialty Metals compra Stein Ferroaleaciones,
transformándola en Globe Metales. Globe Specialty Metals es uno de los mayores productores mundiales de silicio metálico y aleaciones especiales en base a silicio.
Tecnología Horno
La Empresa posee dos hornos eléctricos conectados a la Red Nacional de Energía. Tienen un consumo de 12 MWh, lo cual es equivalente al consumo de toda la provincia de Mendoza y funciona a una temperatura de 1600°C.
Cada horno posee 3 electrodos y por ellos circula una corriente de 67 KA. La pared esta conformada por una chapa, grafito y ladrillo refractario. Tiene cinco boquetas por las cuales se extrae el producto construidas de grafito para resistir las altas temperaturas.
El horno gira sobre un eje vertical que pasa por el centro del mismo con una velocidad angular de 1 rev/día, permitiendo realizar el mantenimiento a una boqueta por día. Esto se debe a que si se hacen más de 3 o 4 coladas por boquetas, las mismas pueden sufrir algún deterioro.
En la parte superior del horno se encuentran los electrodos. Los mismos están formados por varias camisas de chapa de 1m de diámetro y 1,50m de altura; en su interior se coloca una masa electródica. Los electrodos se consumen a razón de una camisa y media por día. Para añadirla, mediante un puente grúa se coloca la camisa sobre el electrodo, se suelda y se llena de masa electródica. Sus contactos se refrigeran por una placa por la que circula agua. El electrodo se encuentra sumergido en el producto, cerrando el arco eléctrico con la solera.
Armentano – Falcati – Fucci – Sánchez - Segura - Toso
- 11 -
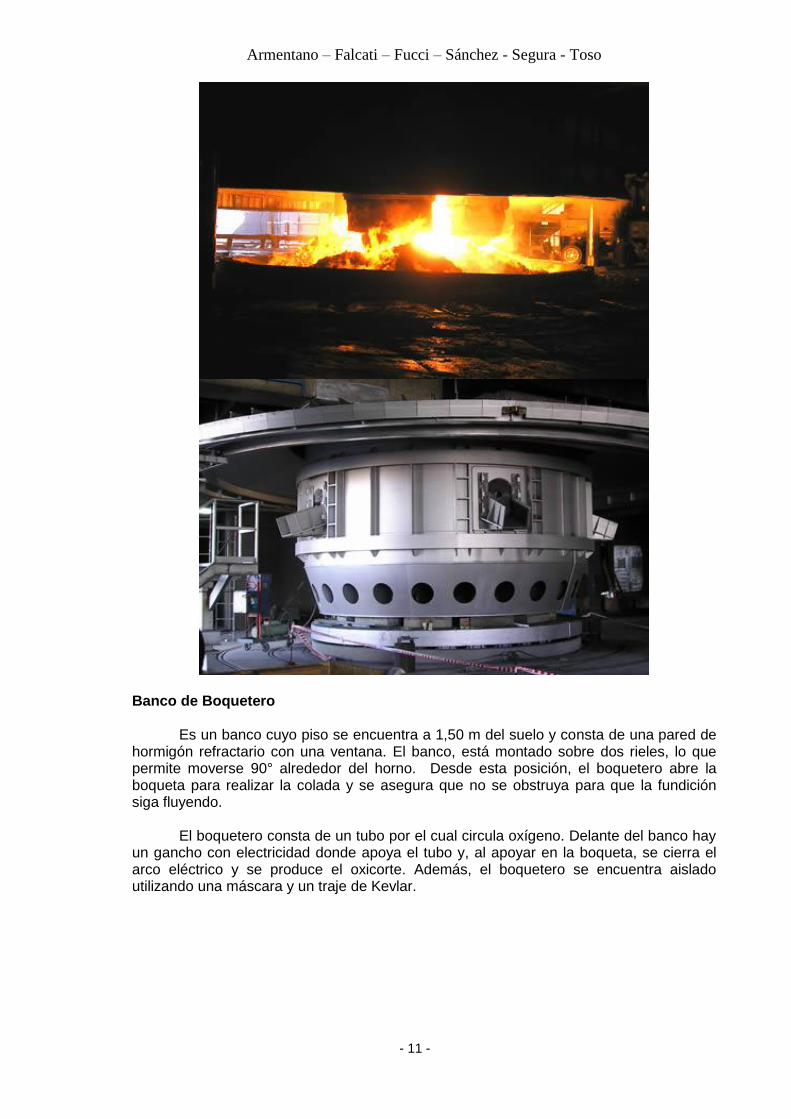
Banco de Boquetero
Es un banco cuyo piso se encuentra a 1,50 m del suelo y consta de una pared de hormigón refractario con una ventana. El banco, está montado sobre dos rieles, lo que permite moverse 90° alrededor del horno. Desde esta posición, el boquetero abre la boqueta para realizar la colada y se asegura que no se obstruya para que la fundición siga fluyendo.
El boquetero consta de un tubo por el cual circula oxígeno. Delante del banco hay un gancho con electricidad donde apoya el tubo y, al apoyar en la boqueta, se cierra el arco eléctrico y se produce el oxicorte. Además, el boquetero se encuentra aislado utilizando una máscara y un traje de Kevlar.
Armentano – Falcati – Fucci – Sánchez - Segura - Toso
- 12 -
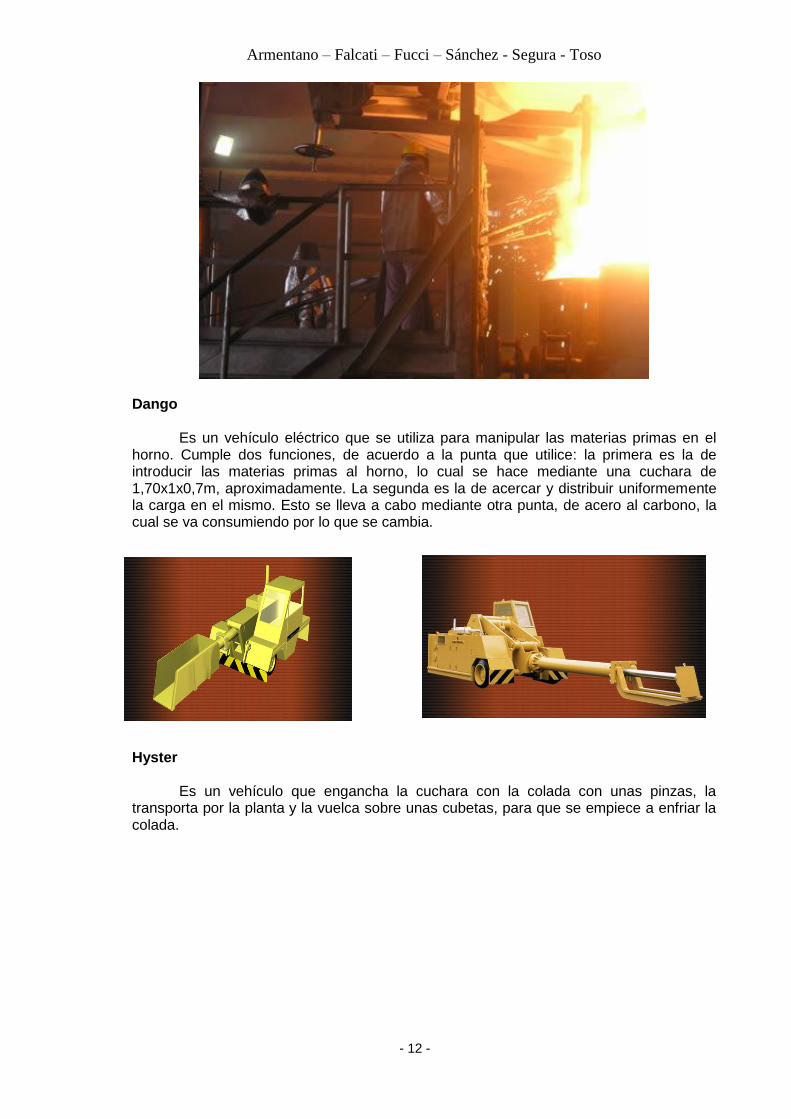
Dango
Es un vehículo eléctrico que se utiliza para manipular las materias primas en el horno. Cumple dos funciones, de acuerdo a la punta que utilice: la primera es la de introducir las materias primas al horno, lo cual se hace mediante una cuchara de 1,70x1x0,7m, aproximadamente. La segunda es la de acercar y distribuir uniformemente la carga en el mismo. Esto se lleva a cabo mediante otra punta, de acero al carbono, la cual se va consumiendo por lo que se cambia.
Hyster
Es un vehículo que engancha la cuchara con la colada con unas pinzas, la transporta por la planta y la vuelca sobre unas cubetas, para que se empiece a enfriar la colada.
Armentano – Falcati – Fucci – Sánchez - Segura - Toso
- 13 -
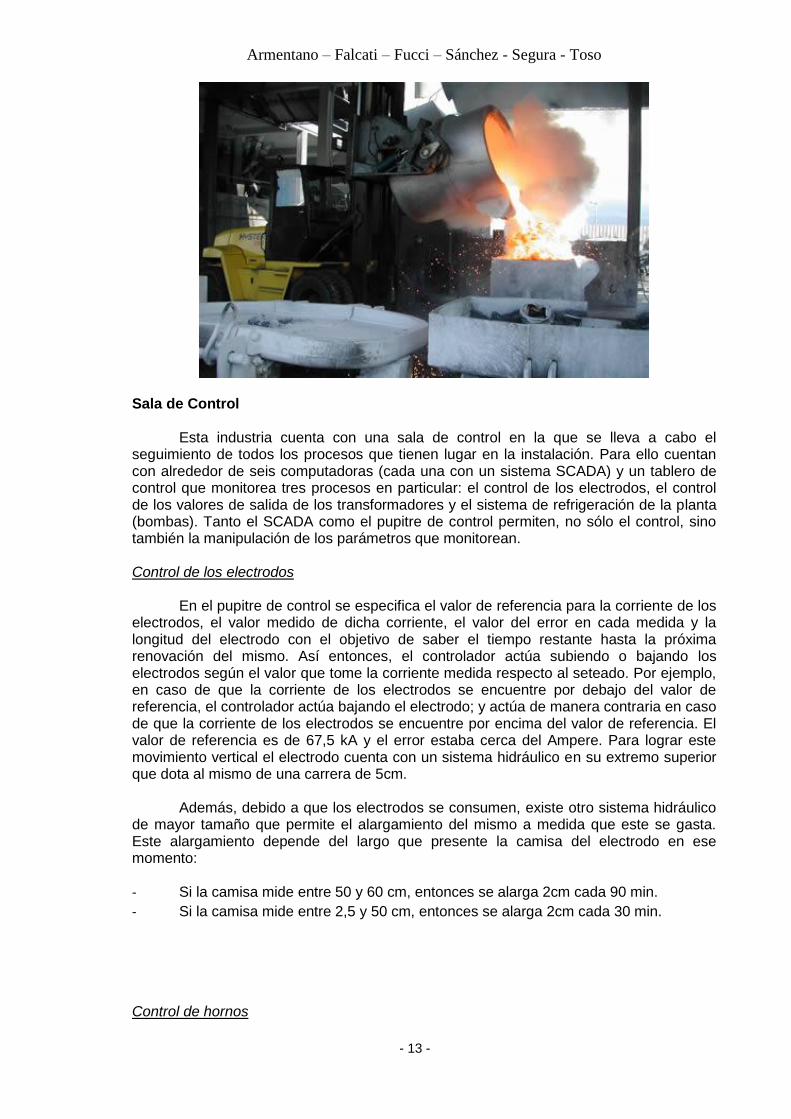
Sala de Control
Esta industria cuenta con una sala de control en la que se lleva a cabo el seguimiento de todos los procesos que tienen lugar en la instalación. Para ello cuentan con alrededor de seis computadoras (cada una con un sistema SCADA) y un tablero de control que monitorea tres procesos en particular: el control de los electrodos, el control de los valores de salida de los transformadores y el sistema de refrigeración de la planta (bombas). Tanto el SCADA como el pupitre de control permiten, no sólo el control, sino también la manipulación de los parámetros que monitorean.
Control de los electrodos
En el pupitre de control se especifica el valor de referencia para la corriente de los electrodos, el valor medido de dicha corriente, el valor del error en cada medida y la longitud del electrodo con el objetivo de saber el tiempo restante hasta la próxima renovación del mismo. Así entonces, el controlador actúa subiendo o bajando los electrodos según el valor que tome la corriente medida respecto al seteado. Por ejemplo, en caso de que la corriente de los electrodos se encuentre por debajo del valor de referencia, el controlador actúa bajando el electrodo; y actúa de manera contraria en caso de que la corriente de los electrodos se encuentre por encima del valor de referencia. El valor de referencia es de 67,5 kA y el error estaba cerca del Ampere. Para lograr este movimiento vertical el electrodo cuenta con un sistema hidráulico en su extremo superior que dota al mismo de una carrera de 5cm.
Además, debido a que los electrodos se consumen, existe otro sistema hidráulico
de mayor tamaño que permite el alargamiento del mismo a medida que este se gasta. Este alargamiento depende del largo que presente la camisa del electrodo en ese momento: - Si la camisa mide entre 50 y 60 cm, entonces se alarga 2cm cada 90 min.
- Si la camisa mide entre 2,5 y 50 cm, entonces se alarga 2cm cada 30 min.
Control de hornos

Armentano – Falcati – Fucci – Sánchez - Segura - Toso
- 14 -
En nuestra visita vimos dos hornos (el n°4 y n°5). Trabajaban de idéntica manera pero su control era sensiblemente distinto.
El horno n°4 cuenta con un sistema de distribución concentrado. Esto quiere decir
que todos los PLC utilizados para su control se encontraban en un mismo lugar físico, en la sala de control.
El horno n°5, por otro lado, cuenta con un sistema distribuido por toda la planta
(en el centro de control de motores; CCM), lo que implica que los PLC correspondientes a este horno estaban dispersados en toda la planta y se conectan mediante una red MODBUS redundante.
El PLC mide todos los parámetros referidos a la corriente, potencia, carga de
materia prima y refrigeración de cada horno, emitiendo señales analógicas en 4-20mA. El control se efectúa mediante dos PLC conectados en J-Stand by, así en caso de
que uno falle el otro toma el control. Además cada PLC está conectado a un CPU, fuente, controlnet y red de ethernet.
La fuente es doble redundante. Esto quiere decir que el CPU está alimentado por
dos fuentes diferentes (EDEMSA y DISTROCUYO) para disminuir el riesgo de quedarse sin electricidad, ya que si esto sucede, la planta entera queda fuera de funcionamiento.
La red de controlnet también es doble, así, en caso de que una comunicación se
corte empieza a funcionar la segunda sin que se altere en ningún punto el funcionamiento del horno.
Como vemos prácticamente todas las conexiones están duplicadas. Esto persigue
el fin de que en ningún momento se detenga el funcionamiento de los hornos ni su correspondiente control.
SCADA
Como dijimos anteriormente, la planta cuenta con un sistema SCADA desde el cual se monitorean todos los procesos de la planta y se establecen los parámetros que el usuario considera óptimo para cada uno de dichas actividades.
Este sistema representa cada actividad de una manera muy amigable para el
usuario a partir de gráficos, tablas y esquemas dinámicos que simplifican la interpretación de los procesos.
Desde el SCADA, por ejemplo, se determinan y controlan las cantidades de cada
materia prima que voy a utilizar en la receta de cada tolva:
TOLVA Materia prima Set Point P1 P2 Cota máxima
Cota mínima
A21 Cuarzo
Armentano – Falcati – Fucci – Sánchez - Segura - Toso
- 15 -
A22 Caliza
A23 Carbono eucalipto
A24 Escoria
A25 Carbón mezcla
A26 Carbón eucalipto
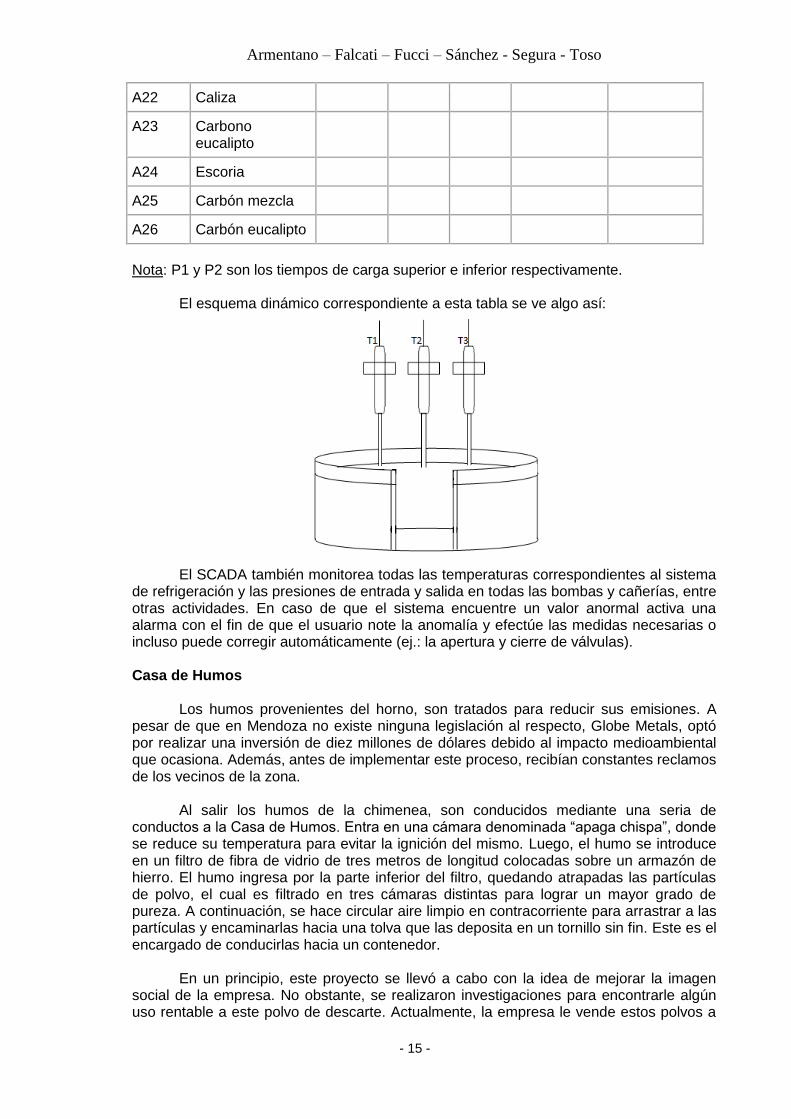
Nota: P1 y P2 son los tiempos de carga superior e inferior respectivamente.
El esquema dinámico correspondiente a esta tabla se ve algo así:
El SCADA también monitorea todas las temperaturas correspondientes al sistema
de refrigeración y las presiones de entrada y salida en todas las bombas y cañerías, entre otras actividades. En caso de que el sistema encuentre un valor anormal activa una alarma con el fin de que el usuario note la anomalía y efectúe las medidas necesarias o incluso puede corregir automáticamente (ej.: la apertura y cierre de válvulas). Casa de Humos
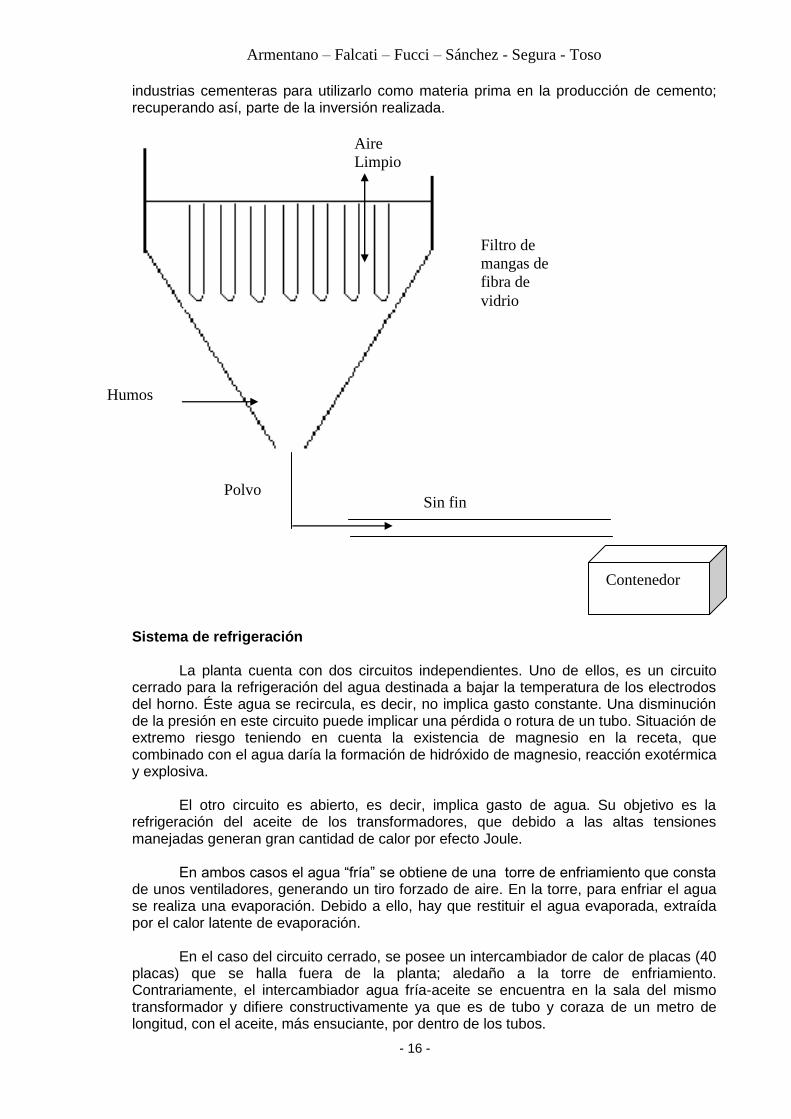
Los humos provenientes del horno, son tratados para reducir sus emisiones. A pesar de que en Mendoza no existe ninguna legislación al respecto, Globe Metals, optó por realizar una inversión de diez millones de dólares debido al impacto medioambiental que ocasiona. Además, antes de implementar este proceso, recibían constantes reclamos de los vecinos de la zona.
Al salir los humos de la chimenea, son conducidos mediante una seria de conductos a la Casa de Humos. Entra en una cámara denominada “apaga chispa”, donde se reduce su temperatura para evitar la ignición del mismo. Luego, el humo se introduce en un filtro de fibra de vidrio de tres metros de longitud colocadas sobre un armazón de hierro. El humo ingresa por la parte inferior del filtro, quedando atrapadas las partículas de polvo, el cual es filtrado en tres cámaras distintas para lograr un mayor grado de pureza. A continuación, se hace circular aire limpio en contracorriente para arrastrar a las partículas y encaminarlas hacia una tolva que las deposita en un tornillo sin fin. Este es el encargado de conducirlas hacia un contenedor.
En un principio, este proyecto se llevó a cabo con la idea de mejorar la imagen social de la empresa. No obstante, se realizaron investigaciones para encontrarle algún uso rentable a este polvo de descarte. Actualmente, la empresa le vende estos polvos a
Armentano – Falcati – Fucci – Sánchez - Segura - Toso
- 16 -
industrias cementeras para utilizarlo como materia prima en la producción de cemento; recuperando así, parte de la inversión realizada.
Sistema de refrigeración
La planta cuenta con dos circuitos independientes. Uno de ellos, es un circuito cerrado para la refrigeración del agua destinada a bajar la temperatura de los electrodos del horno. Éste agua se recircula, es decir, no implica gasto constante. Una disminución de la presión en este circuito puede implicar una pérdida o rotura de un tubo. Situación de extremo riesgo teniendo en cuenta la existencia de magnesio en la receta, que combinado con el agua daría la formación de hidróxido de magnesio, reacción exotérmica y explosiva.
El otro circuito es abierto, es decir, implica gasto de agua. Su objetivo es la
refrigeración del aceite de los transformadores, que debido a las altas tensiones manejadas generan gran cantidad de calor por efecto Joule.
En ambos casos el agua “fría” se obtiene de una torre de enfriamiento que consta
de unos ventiladores, generando un tiro forzado de aire. En la torre, para enfriar el agua se realiza una evaporación. Debido a ello, hay que restituir el agua evaporada, extraída por el calor latente de evaporación.
En el caso del circuito cerrado, se posee un intercambiador de calor de placas (40
placas) que se halla fuera de la planta; aledaño a la torre de enfriamiento. Contrariamente, el intercambiador agua fría-aceite se encuentra en la sala del mismo transformador y difiere constructivamente ya que es de tubo y coraza de un metro de longitud, con el aceite, más ensuciante, por dentro de los tubos.
Humos
Filtro de
mangas de
fibra de
vidrio
Polvo
Contenedor
Sin fin
Aire
Limpio

Armentano – Falcati – Fucci – Sánchez - Segura - Toso
- 17 -
Cabe destacar que toda el agua utilizada en la planta es agua de pozo propio.
Sólo recibe tratamiento el agua del circuito cerrado. Las altísimas temperaturas de los electrodos, fuerzan el tratamiento de agua para evitar las incrustaciones y así obtener un efectivo intercambio calórico.
Mejoras
Línea de Brequeteado En la actualidad, el carbón fino, retirado del proceso en la tamización, es desechado. Para evitar este descarte, se quiere implementar una técnica denominada “brequeteado” para convertir este polvo en ladrillos o “ravioles”. De esta forma, se podría obtener un máximo rendimiento de esta materia prima y una mayor limpieza de la planta. Automatización de la Primer Molienda La Primer Molienda es realizada manualmente por un operario que rompe a mazasos la torta. La idea sería implementar un proceso donde esto sea realizado en forma automática. De esta manera lograr mayor seguridad industrial, homogenizar el material y reducir la cantidad de desperdicios.
Principales empresas
Globe Metales SA: Parque petroquímico de Lujan de Cuyo, Mendoza.
Globe Metals es una empresa única en su rubro en la provincia de Mendoza. Sus principales clientes son empresas ubicadas en Europa y Asia, a las cuales se les destina el 90% de la producción. El porcentaje restante, en su mayoría, se vende a la empresa Siderar.
Electrometalúrgica SAIC: San Juan.
La compañía produce aleaciones, como el silicio de calcio, ferrosilicio y silicio metal para
las industrias metalúrgicas. Hoy cuenta con unos 300 clientes en más de 50 países en
todo el mundo. Esta empresa produce unas 8.000 toneladas de carburo de calcio por año
en la industria metalúrgica local.
Electroaleaciones SA: El Nihuil, San Rafael, Mendoza.
La empresa Electroaleaciones SA empezó a producir ferrosilicio y
silicomanganeso en 2004 cuando se hizo cargo de la ex fábrica Grassi. Pero en
diciembre de 2008 dispuso del apagado de tres de los cuatro hornos como consecuencia
de que el principal comprador de sus productos -Acindar- suspendió la adquisición de los
mismos. La medida de Acindar se debe a que los precios internacionales están por
debajo de los precios de Electroaleaciones SA, dejando a la empresa local fuera de toda
posible competencia.
Siderar, San Nicolás, Santa Fe
Ternium Siderar es la mayor empresa siderúrgica de Argentina. Fabrica aceros
laminados en caliente y en frío, galvanizados, electrocincados, prepintados, hojalata,
Armentano – Falcati – Fucci – Sánchez - Segura - Toso
- 18 -
tubos estructurales y perfiles. Cuenta con nueve centros productivos distribuidos en el
país donde trabajan más de 5000 empleados.
Acindar
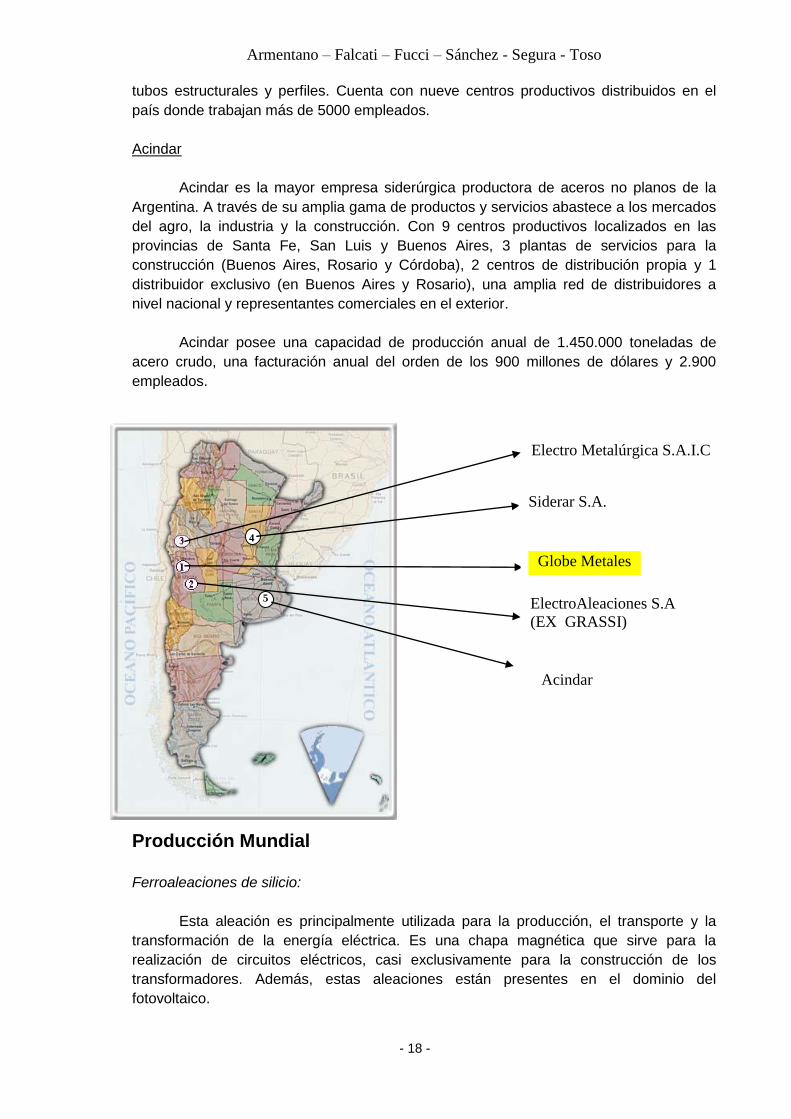
Acindar es la mayor empresa siderúrgica productora de aceros no planos de la
Argentina. A través de su amplia gama de productos y servicios abastece a los mercados
del agro, la industria y la construcción. Con 9 centros productivos localizados en las
provincias de Santa Fe, San Luis y Buenos Aires, 3 plantas de servicios para la
construcción (Buenos Aires, Rosario y Córdoba), 2 centros de distribución propia y 1
distribuidor exclusivo (en Buenos Aires y Rosario), una amplia red de distribuidores a
nivel nacional y representantes comerciales en el exterior.
Acindar posee una capacidad de producción anual de 1.450.000 toneladas de
acero crudo, una facturación anual del orden de los 900 millones de dólares y 2.900
empleados.
Producción Mundial
Ferroaleaciones de silicio:
Esta aleación es principalmente utilizada para la producción, el transporte y la
transformación de la energía eléctrica. Es una chapa magnética que sirve para la
realización de circuitos eléctricos, casi exclusivamente para la construcción de los
transformadores. Además, estas aleaciones están presentes en el dominio del
fotovoltaico.
Acindar
5
4
Globe Metales
ElectroAleaciones S.A
(EX GRASSI)
Electro Metalúrgica S.A.I.C
Siderar S.A.

Armentano – Falcati – Fucci – Sánchez - Segura - Toso
- 19 -
Los principales productores son China, con una producción 1,5 veces mayor que
la de los dos mayores productores seguidores combinados, Noruega y Rusia.
Ferroaleaciones de manganeso:
El Ferromanganeso es muy utilizado en la producción de prácticamente todo tipo
de aceros y para la producción de hierro fundido, la aleación Ferromanganeso se añade
normalmente al Acero para eliminar las burbujas de nitrógeno y reducir el oxido de hierro
que se forma durante el proceso. Los productores más importantes son China, Sudáfrica,
y Ucrania, aunque en Sudamérica se pueden identificar también producciones
importantes en países como Brasil y Argentina.
Ferroaleaciones de Cromo:
Son conocidas por su resistente a la corrosión. Ahora, las aleaciones Ferrocromo
son destinadas a la producción de aceros inoxidables, que no tienen sustituto posible en
muchas aplicaciones. Los mayores áreas productoras a nivel mundial de acero inoxidable
(Europa, principalmente Europa occidental y Escandinavia; Asia con Japón, Corea y
Taiwán; y EEUU) Agrupan aproximadamente el 80 % de la producción mundial de acero
inoxidable.
Otros
Es posible de mencionar los productores de acero, que son sólo aleaciones de hierro y
carbono. Los productores son China, India, Japón y EEUU. Hay más de 900 millones de
toneladas que son productivas cada año.
Acero Crudo (Fuente: Worldsteel Statistics)
En el periodo de 1999/2009, se observa que hubo una caída en la producción
mundial en el año 2008 debido a la crisis en la economía.
0
200000
400000
600000
800000
1000000
1200000
1400000
1999 2000 2001 2002 2003 2004 2005 2006 2007 2008 2009
Producción Mundial de Acero crudo en Miles de Ton
Armentano – Falcati – Fucci – Sánchez - Segura - Toso
- 20 -
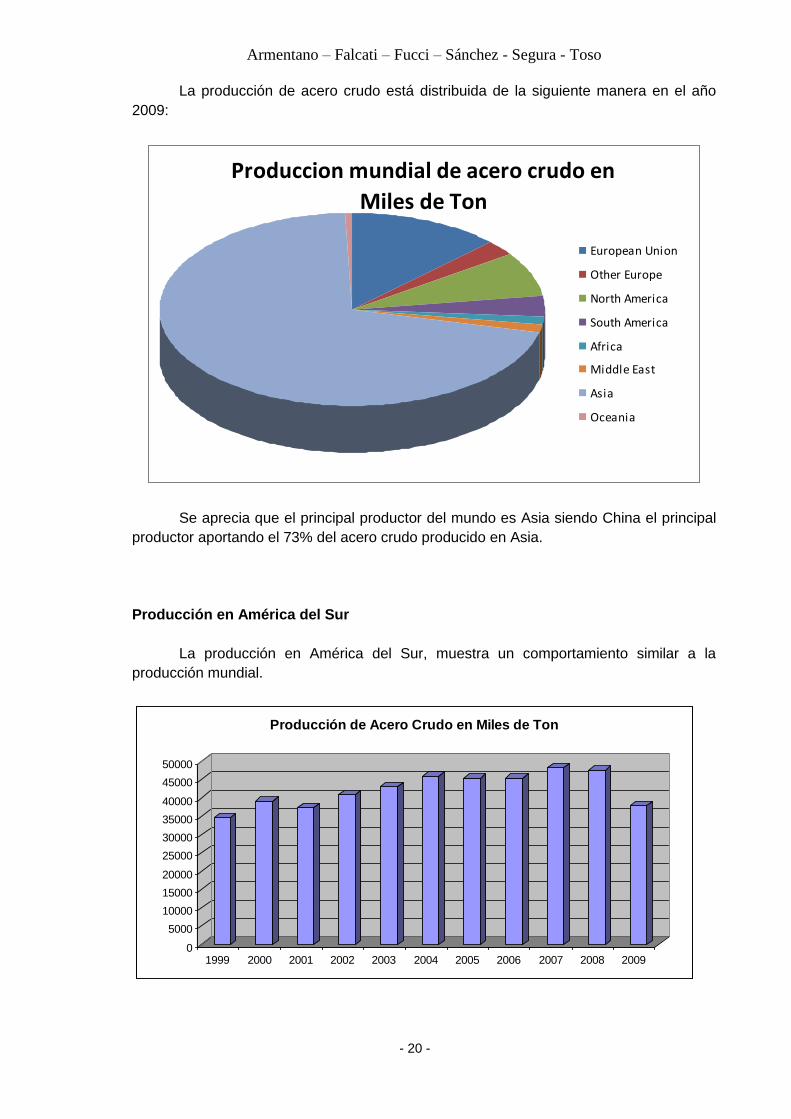
La producción de acero crudo está distribuida de la siguiente manera en el año
2009:
Produccion mundial de acero crudo en
Miles de Ton
European Union
Other Europe
North America
South America
Africa
Middle East
Asia
Oceania
Se aprecia que el principal productor del mundo es Asia siendo China el principal
productor aportando el 73% del acero crudo producido en Asia.
Producción en América del Sur
La producción en América del Sur, muestra un comportamiento similar a la
producción mundial.
0
5000
10000
15000
20000
25000
30000
35000
40000
45000
50000
1999 2000 2001 2002 2003 2004 2005 2006 2007 2008 2009
Producción de Acero Crudo en Miles de Ton
Armentano – Falcati – Fucci – Sánchez - Segura - Toso
- 21 -
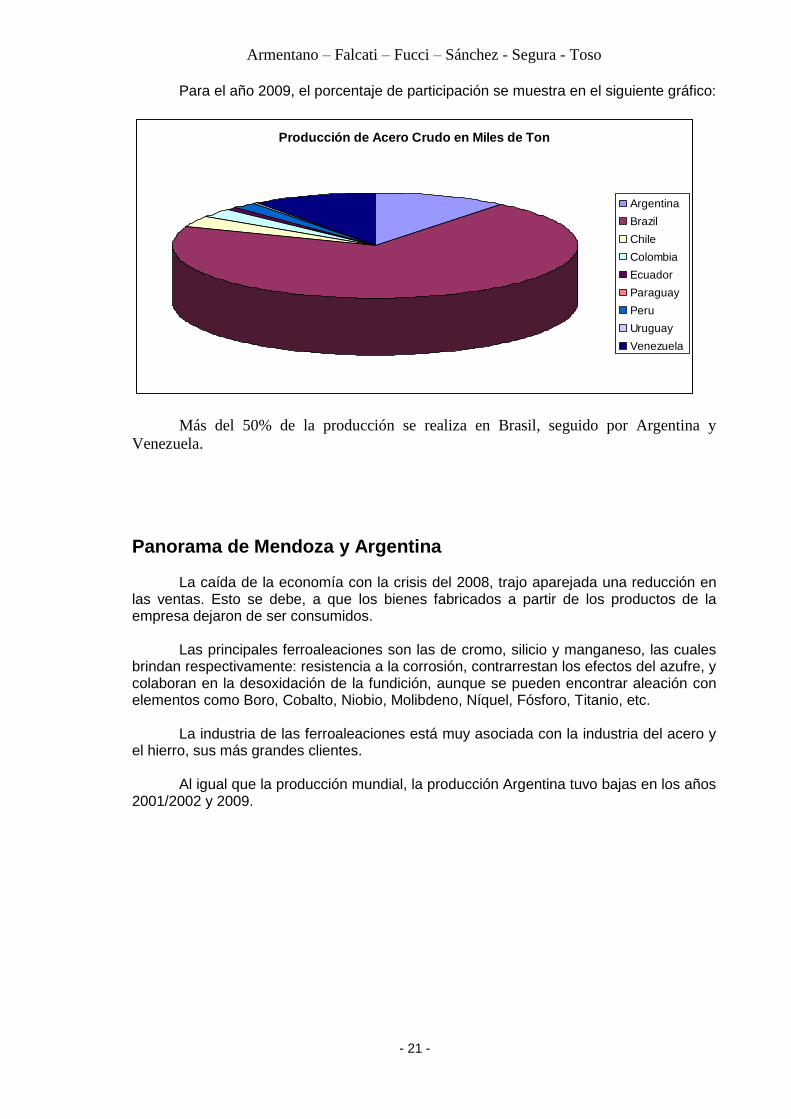
Para el año 2009, el porcentaje de participación se muestra en el siguiente gráfico:
Producción de Acero Crudo en Miles de Ton
Argentina
Brazil
Chile
Colombia
Ecuador
Paraguay
Peru
Uruguay
Venezuela
Más del 50% de la producción se realiza en Brasil, seguido por Argentina y
Venezuela.
Panorama de Mendoza y Argentina La caída de la economía con la crisis del 2008, trajo aparejada una reducción en las ventas. Esto se debe, a que los bienes fabricados a partir de los productos de la empresa dejaron de ser consumidos.
Las principales ferroaleaciones son las de cromo, silicio y manganeso, las cuales brindan respectivamente: resistencia a la corrosión, contrarrestan los efectos del azufre, y colaboran en la desoxidación de la fundición, aunque se pueden encontrar aleación con elementos como Boro, Cobalto, Niobio, Molibdeno, Níquel, Fósforo, Titanio, etc.
La industria de las ferroaleaciones está muy asociada con la industria del acero y
el hierro, sus más grandes clientes. Al igual que la producción mundial, la producción Argentina tuvo bajas en los años
2001/2002 y 2009.
Armentano – Falcati – Fucci – Sánchez - Segura - Toso
- 22 -
0
1000
2000
3000
4000
5000
6000
1999 2000 2001 2002 2003 2004 2005 2006 2007 2008 2009
Producción de Acero Crudo en Miles de Ton
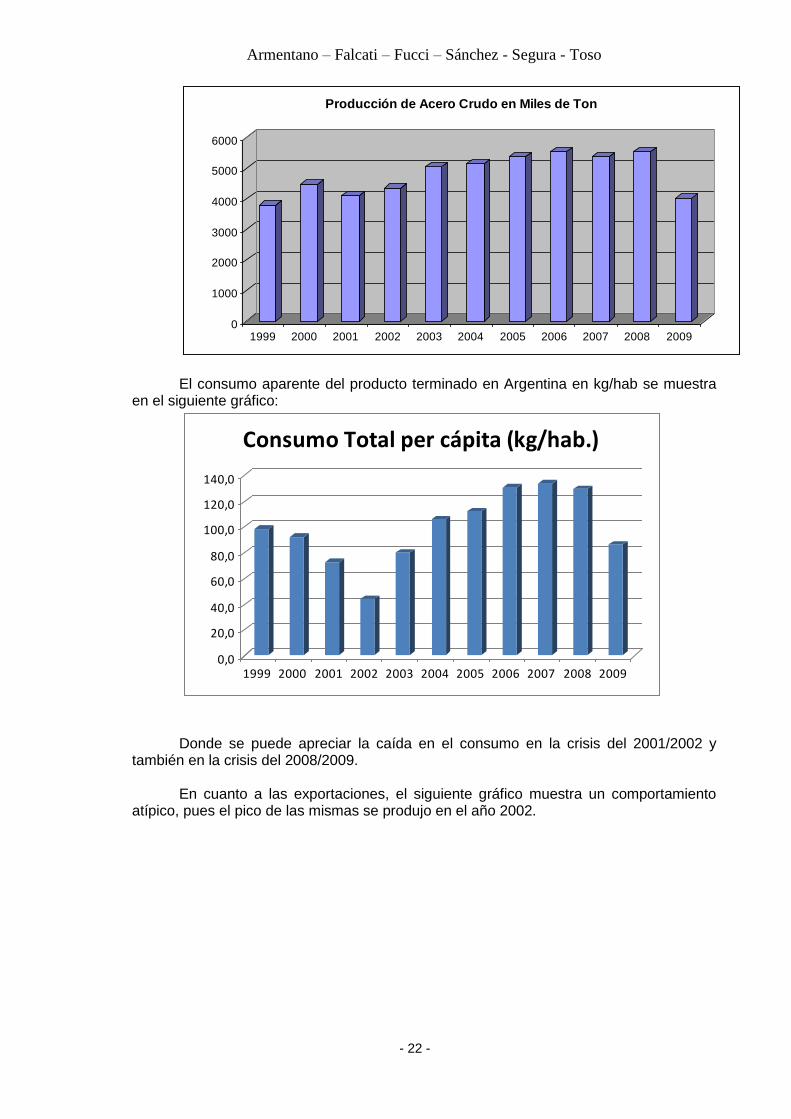
El consumo aparente del producto terminado en Argentina en kg/hab se muestra
en el siguiente gráfico:
0,0
20,0
40,0
60,0
80,0
100,0
120,0
140,0
1999 2000 2001 2002 2003 2004 2005 2006 2007 2008 2009
Consumo Total per cápita (kg/hab.)
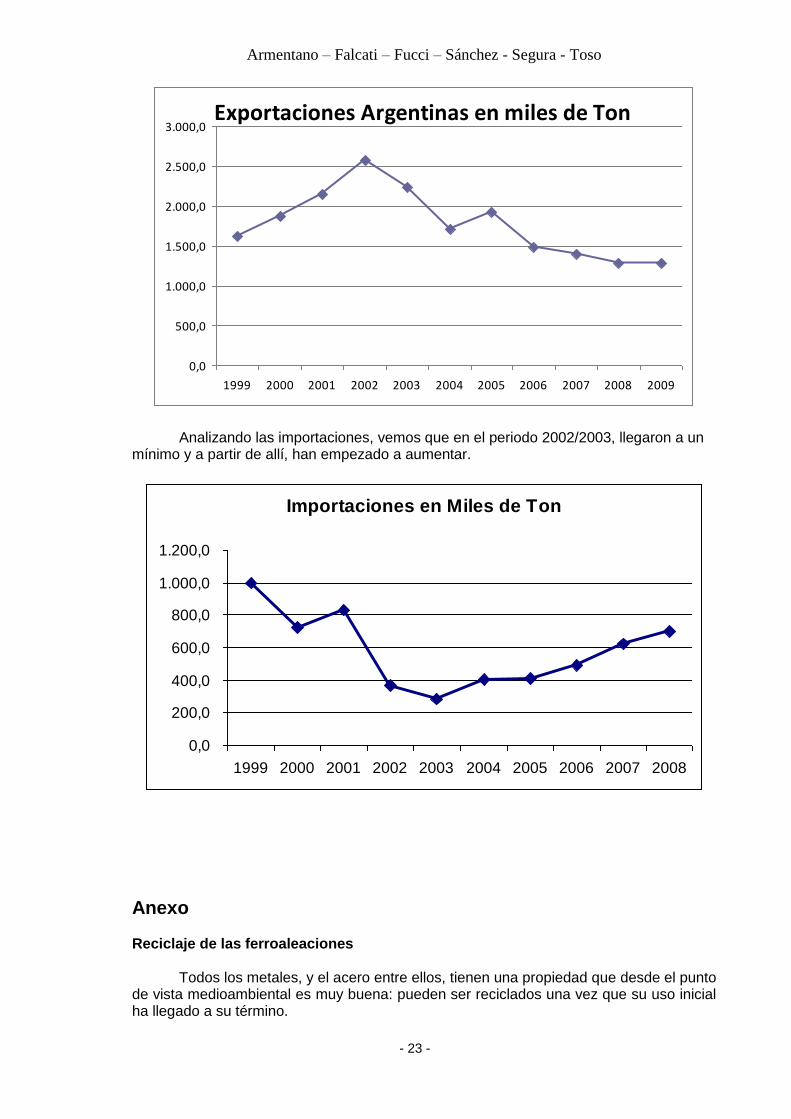
Donde se puede apreciar la caída en el consumo en la crisis del 2001/2002 y también en la crisis del 2008/2009. En cuanto a las exportaciones, el siguiente gráfico muestra un comportamiento atípico, pues el pico de las mismas se produjo en el año 2002.
Armentano – Falcati – Fucci – Sánchez - Segura - Toso
- 23 -
Exportaciones Argentinas en miles de Ton
0,0
500,0
1.000,0
1.500,0
2.000,0
2.500,0
3.000,0
1999 2000 2001 2002 2003 2004 2005 2006 2007 2008 2009
Analizando las importaciones, vemos que en el periodo 2002/2003, llegaron a un mínimo y a partir de allí, han empezado a aumentar.
Importaciones en Miles de Ton
0,0
200,0
400,0
600,0
800,0
1.000,0
1.200,0
1999 2000 2001 2002 2003 2004 2005 2006 2007 2008
Anexo Reciclaje de las ferroaleaciones
Todos los metales, y el acero entre ellos, tienen una propiedad que desde el punto de vista medioambiental es muy buena: pueden ser reciclados una vez que su uso inicial ha llegado a su término.

Armentano – Falcati – Fucci – Sánchez - Segura - Toso
- 24 -
De esta manera todas las máquinas, estructuras, barcos, automóviles, trenes, etc., se desguazan al final de su vida útil y se separan los diferentes materiales que los componen, originando unos desechos seleccionados que se conocen con el nombre de chatarra.
Esta chatarra se prensa y se hacen grandes compactos en las zonas de desguace
que se envían nuevamente a las acerías, donde se consiguen nuevos productos siderúrgicos, tanto aceros como fundiciones. Se estima que la chatarra reciclada cubre el 40% de las necesidades mundiales de acero (cifra de 2006).
El acero se puede obtener a partir de mineral (ciclo integral) en instalaciones que
disponen de Altos Hornos o partiendo de chatarras férricas (ciclo electrosiderúrgico) en Hornos Eléctricos.
Las chatarras seleccionadas contenidas en la cesta de carga se introducen en el
horno eléctrico por su parte superior, en unión de agentes reactivos y escorificantes, desplazando la bóveda giratoria del mismo. Se funde la chatarra de una o varias cargas por medio de corriente eléctrica hasta completar la capacidad del horno. Este acero es el que va a constituir una colada. Se analiza el baño fundido y se procede a un primer afino para eliminar impurezas, haciendo un primer ajuste de la composición química por adición de ferroaleaciones que contienen los elementos necesarios.
Bibliografía
www.globemetales.com.ar
www.cisider.org.ar
www.acindar.com.ar
www.terniumsiderar.com