evaluación de los procedimientos de limpieza y...
TRANSCRIPT
Higiene
104 eurocarneNº 246. Mayo 2016
Introducción
La operación de limpieza y desinfección resulta claveen las industrias alimentarias en general y en las indus-trias cárnicas en particular. Sin embargo, el volumen detrabajo productivo, que en ocasiones delimita los tiem-pos reservados a la limpieza, la rutina y la falta de me-todología estricta en la evaluación del resultado de lalimpieza y desinfección efectuada, hace que no siem-pre se obtengan los resultados deseables. Además, noes suficiente con que la planta esté higienizada al prin-cipio de la jornada de trabajo, es necesario que ciertonivel de higiene se mantenga durante la producción.
Para mantener una vigilancia continua, y evitar incu-rrir en gastos analíticos excesivos, la percepción vi-sual simple de superficies de trabajo en la industriacárnica, una vez higienizadas las instalaciones, puederesultar una buena aproximación para conocer si lasactividades de limpieza y desinfección se están llevan-do a cabo de un modo razonablemente riguroso. Son noobstante imprescindibles, con cierta frecuencia (que
En esta tercera parte del artículo sobre el trabajo de investigación de la contaminación
en mataderos, salas de despiece y fábricas de embutidos, se evalúan las operaciones de limpieza y desinfección y de recambio
de útiles por otros limpios a lo largo de la jornada laboral en industrias cárnicas. Además se sugieren una serie de medidas
de corrección económicas y viables desde el punto de vista productivo.
Evaluación de los procedimientos
de limpieza y desinfección y su aplicación
en industrias cárnicas
Juan Carlos Álvarez1, Susana Sanz1,
José Juan Rodríguez-Jerez2
1. Departamento de Agricultura y Alimentación. Universidad de La Rioja. Logroño, La Rioja
2. Departament de Ciència Animal i dels Aliments. Universitat Autònoma de Barcelona

dependerá de la fiabilidad de laaplicación del Plan de Limpieza yDesinfección en cada empresa), larealización de evaluaciones analí-ticas para verificar la idoneidad delas instalaciones ante el inicio delas operaciones de producción dealimentos, pues cierta contamina-ción residual, o la presencia de bio-films, no serán percibidas visual-mente y se constituirán en unpotencial peligro para los alimen-tos producidos.
Material y métodos
Para mejorar esta percepción asimple vista, y de un modo no máscomplejo, en este estudio, tras eva-luar los procesos de limpieza y des-infección llevados a cabo tras con-cluir la producción en algunasPyMEs del sector cárnico, se obser-vó su eficacia mediante un segui-miento visual tras la aplicación delproducto “Biofinder”, que, en pre-sencia de carga contaminante, ge-nera un burbujeo blanco claramentedistinguible. El Biofinder es un es-pray convencional, de muy sencillouso por tanto, que tiene la virtud de“delatar” la contaminación micro-biológica sobre la superficie en laque se añade. Ha de pulverizarse (sinagitar) a una distancia de 10-15 cmy realizarse una inspección ocular apartir de los 30 segundos. Si la su-perficie no está contaminada semantiene inalterado el espray apli-cado (con su ligera coloración na-ranja). Si la superficie está conta-minada, se ocasiona un burbujeo deespuma blanca que contrasta con elcolor anaranjado del producto. Elburbujeo es más intenso cuanto ma-yor es la contaminación, y perma-nece durante más de 10 minutos. Elproducto reacciona al detectar laagrupación de microorganismos ad-heridos a superficies. Revela por tan-to de manera inmediata las zonas
contaminadas mediante una simpleinspección visual.
El muestreo se realizó durantecuatro jornadas de trabajo. Las em-presas seleccionadas fueron:– un matadero de ovino.– un matadero de porcino.– una sala de despiece de porcino.– una sala de despiece de bovino.– dos industrias de embutidos (una
de construcción antigua y otrade renovación reciente).Las actividades de limpieza y
desinfección comienzan inmediata-mente al finalizar la producción,salvo en la sala de despiece de bo-vino, donde transcurren dos horas.En todas las empresas la operativade limpieza y desinfección es:A. Barrido/retirada de restos grose-
ros y, allí donde hay acúmulo desangre o restos de picado, leveproyección de agua a unos 45-50 ºC.
B. Proyección con microsatélite deagente espumante desengrasantea temperatura ambiente (produc-to alcalino-clorado, es decir, es-pumante adicionado con un com-puesto desinfectante) o (caso deuna de las fábricas de embuti-dos) agente desengrasante (noespumante ni con compuesto clo-rado), y reposo durante un tiem-po entre 10 y 20 m.
C. Aclarado con agua a presión aunos 45-50 ºC.
D. Desinfección mediante aplica-ción de solución desinfectante(normalmente producto que noprecisa aclarado posterior), conespray manual o mochila pulve-rizadora de baja presión, de lassuperficies que contactarán conlos alimentos.
E. Retirada de excedentes de aguaen suelos mediante rasquetas y,teóricamente (consigna estableci-da), retirada del agua sobre lassuperficies que contactarán conlos alimentos.
Crom 99F08907 L’Hospitalet de Llobregat(Barcelona)Tel.: 93 264 38 00Fax: 93 263 25 [email protected]
Instalaciones para el anestesiadomediante CO2
Instalaciones para la recogidahigiénica y el procesamientode la sangre
Instalaciones completasy maquinaria para mataderos
Sistemas de transportede residuos y subproductospor aspiración mediante vacío
Maquinaria para la limpiezay tratamiento de subproductoscomestibles
Sierras y cizallas
Carl Stahl Kromer GmbH
Equilibradores para la suspensiónde cargas
Cuchillos circulares y tijerasneumáticas Airshirz
Afiladoras, cuchillos y aceros
Sistemas de desinfecciónmediante UVC
Sistemas de aturdido eléctrico
Atadoras de lazo
Cintas de sierra
Palas para máquinas depiladoras.Latiguillos para máquinasflageladoras
Robótica para líneas de sacrificio y de despiece
Descortezadoras, desveladoras ypeladoras. Cortadoras fileteadorasde carne fresca
Más de 30 añosal servicio de la industria cárnica

Higiene
106 eurocarneNº 246. Mayo 2016
En cuanto al personal encargado de la limpieza ydesinfección, pudo observarse que en las fábricas deembutidos, la actividad A de barrido y retirada de res-tos groseros suele ser realizada por todo el personalde la sección durante unos minutos tras la producción
(finaliza esta poco antes de la hora de sali-da). No ocurre esto en las de despiece y sa-crificio, donde todo queda a cargo de losoperarios que limpian. El personal de lim-pieza y desinfección no ha sido general-mente sometido a una selección especial.Suele ser personal propio de producción,que realiza la limpieza y desinfección unavez concluidos los procesos productivos.Sólo en un caso, la persona encargada dela limpieza realiza exclusivamente esta ac-tividad.
Igualmente, y para las empresas indica-das, se evaluaron las actividades existentesde limpieza y desinfección, o de recambiode útiles por otros limpios, durante el trans-curso de la jornada. Es preciso considerarque, aunque al iniciar los procesos las super-ficies estén totalmente higienizadas si lalimpieza y desinfección ha sido exhausti-va, durante el transcurso de la jornada losútiles y ciertos equipos pueden cargarse decontaminación al contactar de modo conti-nuo con carnes o productos cárnicos, y esmuy importante considerar este evento pa-ra planificar posibles medidas de limpiezaperiódica (o reposición) de superficies du-rante los procesos.
En esta revisión durante el desarrollo delas actividades, hemos incluido el estudiode la frecuencia del lavado de manos de losoperarios de las empresas estudiadas, pues-to que las manos son superficies que pue-den, obviamente, transmitir una contamina-ción considerable a los productos en proceso.
Resultados
Evaluación de las actividades de
limpieza y desinfección tras la jornada
(antes del inicio de los procesos)
La limpieza diaria está muy estandariza-da, y por ello se limpian útiles, equipos,suelos y paredes bajas de modo bastante
exhaustivo, pero no hay, en ninguna de las empresas,una rutina clara (en cinco de las empresas, el 83,3%, nisiquiera escrita) de limpieza de elementos no diarios,en especial cuando no hay que emplear lanzas de pre-sión (es decir, cuando han de usarse estropajos o ele-
Figura 1. Imágenes de elementos no previstos en el programa de limpieza diaria de las empresas, que precisan limpieza manual convencional y se observan higienizados de modo deficiente
a) Toberas salida aire secaderos embutido
d) Parte superior cuadro luz
e) Zona apertura puerta cámara y junta
b) Enchufes
c) Pulsador de luz
f) Techo

107eurocarneNº 246. Mayo 2016
mentos similares). Eso conlleva cierto acúmulo de su-ciedad, en todas las industrias, en elementos tales co-mo partes superiores de cuadros de luz, pulsadores deluz, cables, enchufes, techos, ventiladores, bocas desalida de aire en secaderos de embutidos etc. Estoselementos se limpian eventualmente, de modo no regu-lado, cada muchos meses (por ejemplo coincidiendocon los momentos previos de alguna auditoría externaimportante). Aun así, en todas las empresas, algunos deellos parecen no haberse limpiado hace demasiadotiempo. Ninguno de estos elementos, no obstante, con-tactará con los alimentos directamente, aunque pudie-ran darse contactos indirectos (por ejemplo, pulsado-res de luz o toberas de aire en secaderos). Enconsonancia con nuestras observaciones, Navia (2010)indica que en la mayoría de las industrias alimenta-rias, las superficies de contacto con los alimentos sonhigienizadas diariamente, sin embargo muchas otrassuperficies como los tanques de almacenamiento y losexteriores de las bombas, paredes y techos no presen-tan un plan de limpieza efectivo. Estos aspectos gene-ran una oportunidad para la formación de biofilms enpresencia de humedad. Vemos ejemplos de esta lim-pieza deficiente en la figura 1 de algunos de los ele-mentos comentados.
Incluso en algún caso, a pesar de tratarse de elemen-tos de limpieza diaria con manguera de presión y espu-mado abundante, la naturaleza de tales elementos, osu inadecuado estado de conservación, pueden resultarproblemáticos para la remanencia de contaminación.Un ejemplo claro es el de algunos suelos, inicialmen-te impermeables que, con el transcurso del tiempo, seconvierten en permeables y lugar de posible residencia
de biofilms bacterianos. Esto ocurre en una de las in-dustrias. En la figura 2 vemos cómo, aplicando el pro-ducto Biofinder, el burbujeo es evidente en la superfi-cie de este suelo (lo cual indica presencia microbianaimportante), aun tratándose de una superficie teórica-mente bien higienizada.
Entre otras observaciones realizadas cabe destacar:- Es costumbre en dos de las industrias (33,3 % del
total evaluado) limpiar alguna máquina o seccióncuando se está trabajando de forma próxima, sin se-paración física alguna entre la zona de limpieza y lazona de trabajo.
- El agua empleada con frecuencia ya es fría al proce-der al aclarado de la espuma, al haberse terminado el
Figura 2. Imagen de suelo higienizado, con su impermeabilidad deteriorada, una vez aplicado elespray Biofinder, revelador de contaminación. Se observa burbujeo blanco intenso por la existen-cia de contaminación microbiana.
Higiene
FREUND SLAUGTHER-TOOLS ESPAÑA, S.L.Santo Domingo de Guzmán, 26 • 09370 GUMIEL DE IZÁN (Burgos) • Tel.: 947 544 121 / 635 522 535 • [email protected]
SUMINISTRO DE MAQUINARIA Y CONSUMIBLEPARA LA INDUSTRIA ALIMENTARIA.ESPECIALIZADOS EN INDUSTRIAS CÁRNICAS
DISTRIBUIDORES EXCLUSIVOS

Higiene
108 eurocarneNº 246. Mayo 2016
depósito de reserva. Esto ocurre en 4 de las 6 em-presas, el 66,6 %. En la primera fase, de remoción ydisolución de restos, permanece caliente en todoslos casos.
- No es evidente que se controle a diario la cloracióndel agua empleada para la limpieza y desinfección endos de las industrias (el 33,3%).
- El secado de superficies tras concluir la limpieza sehace generalmente con poco rigor; mesas u otroselementos de apoyo horizontal, si no son perfecta-mente lisos, suelen quedar levemente encharcados, demodo que generalmente no han secado conveniente-mente al comenzar la siguiente producción (durantelas horas de espera pueden servir de factor de cre-cimiento a posibles restos microbianos, libres o enbiofilm). Esto ocurre en casi todas las industrias.
- Un hecho notable es la situación de las tablas de po-lietileno de alta densidad empleadas para cortes decarne en las dos industrias de despiece. En todasellas son apreciables distintas rayas provocadas porel contacto con los filos de los cuchillos, pero en al-gunas zonas estas rayas son demasiado pronuncia-das. En ellas eventualmente puede observarse unatonalidad de color ligeramente más oscura, inclusotras las operaciones de higienización.
- Este rayado también se observa con frecuencia enlos delantales de nylon empleados por el personalen todas las industrias. Aunque se trata de un ele-mento que en principio no contactará con los ali-mentos, la posibilidad de contacto indirecto en estecaso es bastante elevada.
- La selección de productos de limpieza y desinfec-ción no está en general basada en criterios técnicosclaros. Aunque en algún caso hay constancia de aná-
lisis microbiológicos ante un cambio de producto delimpieza, en otros, únicamente la simple visión de lapresencia de espuma abundante al aplicar el produc-to ha servido de referencia para el cambio (en dos delas empresas, el 33,3%, comentan esto). El precio delproducto es en esos casos el motivador principal delcambio en caso de observarse un espumado similar o,si se hacen análisis en laboratorio, de obtener unosresultados microbiológicos aceptables tras ensayosanalíticos someros (no se tiene en cuenta por ningu-na empresa la carga microbiana de partida ni se eva-lúan superficies de limpieza compleja). También in-fluye el conocimiento previo y proximidad de losproveedores de este tipo de productos.
- 5 de las 6 empresas evaluadas (83,3%) disponen deregistros de controles preoperativos de higiene, rea-lizados por los encargados de sección o por los jefesde producción. En ellos se debe indicar, entre otrascosas, la percepción visual de la higiene de los útilesy equipos que habrán de contactar con las carnes oproductos cárnicos. Es raro sin embargo localizaranotaciones que refieran anomalías al respecto.
- El personal de limpieza y desinfección, aunque sue-le realizar estas operaciones con cierto rigor en loreferente a superficies de contacto directo con losalimentos, desconoce básicamente el significado eimportancia de estas actividades. Según explican,han recibido formación acerca de la operativa (enalgunos casos permaneciendo en observación du-rante varios días junto a la persona que limpiaba an-tes que ellos, en otros casos simplemente recibiendoalgunas consignas verbales esporádicas durante susprimeros días), pero todos los empleados desconocenla palabra “biofilm” y, en algún caso, ni siquiera en-
Tabla 1. Resultados de la encuesta acerca del conocimiento de la importancia de la limpieza y desinfección por los empleados ocupados en esta tarea en las industrias evaluadas
Respuesta posible Resultados
- ¿Le han explicado claramente el procedimiento 1 a 5de limpieza y desinfección que debe seguir? (1 mínimo; 5 máximo) Media 3,8
- ¿Sabe cuál es el fin de la limpieza y desinfección? A: que se vea todo limpioB: eliminar microbios en las superficies 8 C, 2 A
C: ambos
- ¿Sabe qué es un biofilm? SI/NO 0 SI/10 NO
- ¿Sabe cuánto tiempo debe dejar actuandoel espumante o desengrasante antes de aclarar?
SI/NO 9 SI/1NO
-¿Cree que puede distinguir a simple vista si una superficie de trabajo está bien limpiada y desinfectada?
SI/NO 9 SI/1 NO

Higiene
109eurocarneNº 246. Mayo 2016
tienden adecuadamente que los términos “microbio”o “microbiano” están asociados a lo que ellos ha-cen. A este respecto se lleva a cabo una encuesta en-tre 10 personas que limpian en las distintas indus-trias, con los resultados mostrados en la tabla 1.
Verificación del estado de las superficies
higienizadas en contacto directo con los
alimentos, inspeccionadas visualmente
tras aplicación del espray revelador “Biofinder”
En nuestro estudio, se realizó una evaluación del es-tado higiénico de superficies en contacto con alimentos,que fueron inspeccionadas tras sulimpieza y desinfección (antes delinicio de los procesos). Una mejoraproximación que la apreciaciónvisual simple de las superficie, esla realizada tras la aplicación de unespray “revelador”, en nuestro ca-so el producto “Biofinder”, quepermite evaluar con mayor rigorlas superficies de trabajo. Mostróser especialmente diferencial en lavaloración de superficies plásticasdonde se realizan cortes de carne,pues, aunque visualmente limpias,pueden permanecer biofilms o mi-croorganismos aislados en el raya-do ocasionado por el contacto conel filo del cuchillo, aunque talesrayas sean totalmente superficia-les. La aplicación del espray nosha permitido calificar como super-ficies mal higienizadas las tablasde corte en ocasiones en que apare-cían visualmente como correctas.
Tras la aplicación del espray, seobtuvieron los resultados referi-dos en tabla 2.
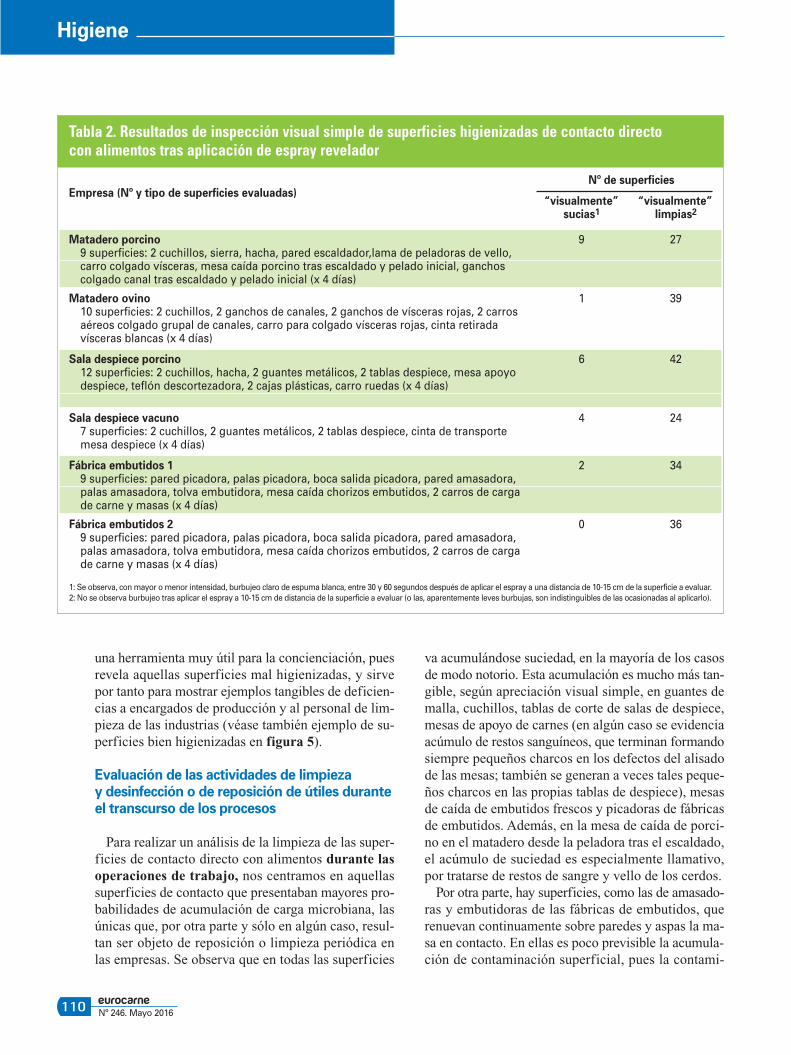
El porcentaje de superficies su-cias de contacto directo con ali-mentos, tras la aplicación del es-pray revelador (detectadas por elburbujeo de espuma blanca al apli-car el espray), fue del 9,82 %, porencima del valor apreciado me-diante observación a simple vista.Las superficies sucias en matade-ro de porcino corresponden, ochoa las lamas de las peladoras de ve-
llos de la canal todos los días evaluados (ver ejemplodel burbujeo en figura 3) y una a un gancho de colga-do de canal tras escaldado. Las sucias en salas de des-piece se refieren especialmente a los guantes metálicos(pueden localizarse ocasionalmente restos mediantepercepción visual simple) y a las tablas de polietilenopara corte de carnes, en las que se ha observado en al-gún caso burbujeo de espuma a pesar de aparecer vi-sualmente limpias y no deterioradas (ver ejemplo deeste burbujeo en la figura 4). En este sentido, con su-perficies deficientemente higienizadas, el espray Bio-finder ha resultado ser un excelente argumento de apo-yo para la comprensión de los defectos de limpieza,
Analizamos productos, realizamos controles de calidad, consultoría, auditoría y asesoramiento mediambiental. Además, queremos ser parte de tu calidad aportando nuestro I+D+i, los mejores equipos y profesionales con más de 20 años de experiencia trabajando para las principales marcas de la industria cárnica.
Pabellón C Stand 15
Higiene
110 eurocarneNº 246. Mayo 2016
una herramienta muy útil para la concienciación, puesrevela aquellas superficies mal higienizadas, y sirvepor tanto para mostrar ejemplos tangibles de deficien-cias a encargados de producción y al personal de lim-pieza de las industrias (véase también ejemplo de su-perficies bien higienizadas en figura 5).
Evaluación de las actividades de limpieza
y desinfección o de reposición de útiles durante
el transcurso de los procesos
Para realizar un análisis de la limpieza de las super-ficies de contacto directo con alimentos durante lasoperaciones de trabajo, nos centramos en aquellassuperficies de contacto que presentaban mayores pro-babilidades de acumulación de carga microbiana, lasúnicas que, por otra parte y sólo en algún caso, resul-tan ser objeto de reposición o limpieza periódica enlas empresas. Se observa que en todas las superficies
va acumulándose suciedad, en la mayoría de los casosde modo notorio. Esta acumulación es mucho más tan-gible, según apreciación visual simple, en guantes demalla, cuchillos, tablas de corte de salas de despiece,mesas de apoyo de carnes (en algún caso se evidenciaacúmulo de restos sanguíneos, que terminan formandosiempre pequeños charcos en los defectos del alisadode las mesas; también se generan a veces tales peque-ños charcos en las propias tablas de despiece), mesasde caída de embutidos frescos y picadoras de fábricasde embutidos. Además, en la mesa de caída de porci-no en el matadero desde la peladora tras el escaldado,el acúmulo de suciedad es especialmente llamativo,por tratarse de restos de sangre y vello de los cerdos.
Por otra parte, hay superficies, como las de amasado-ras y embutidoras de las fábricas de embutidos, querenuevan continuamente sobre paredes y aspas la ma-sa en contacto. En ellas es poco previsible la acumula-ción de contaminación superficial, pues la contami-
Tabla 2. Resultados de inspección visual simple de superficies higienizadas de contacto directo con alimentos tras aplicación de espray revelador
Nº de superficiesEmpresa (Nº y tipo de superficies evaluadas)
“visualmente” “visualmente” sucias1 limpias2
Matadero porcino 9 279 superficies: 2 cuchillos, sierra, hacha, pared escaldador,lama de peladoras de vello, carro colgado vísceras, mesa caída porcino tras escaldado y pelado inicial, ganchos colgado canal tras escaldado y pelado inicial (x 4 días)
Matadero ovino 1 3910 superficies: 2 cuchillos, 2 ganchos de canales, 2 ganchos de vísceras rojas, 2 carros aéreos colgado grupal de canales, carro para colgado vísceras rojas, cinta retirada vísceras blancas (x 4 días)
Sala despiece porcino 6 4212 superficies: 2 cuchillos, hacha, 2 guantes metálicos, 2 tablas despiece, mesa apoyo despiece, teflón descortezadora, 2 cajas plásticas, carro ruedas (x 4 días)
Sala despiece vacuno 4 247 superficies: 2 cuchillos, 2 guantes metálicos, 2 tablas despiece, cinta de transporte mesa despiece (x 4 días)
Fábrica embutidos 1 2 349 superficies: pared picadora, palas picadora, boca salida picadora, pared amasadora, palas amasadora, tolva embutidora, mesa caída chorizos embutidos, 2 carros de carga de carne y masas (x 4 días)
Fábrica embutidos 2 0 369 superficies: pared picadora, palas picadora, boca salida picadora, pared amasadora, palas amasadora, tolva embutidora, mesa caída chorizos embutidos, 2 carros de carga de carne y masas (x 4 días)
1: Se observa, con mayor o menor intensidad, burbujeo claro de espuma blanca, entre 30 y 60 segundos después de aplicar el espray a una distancia de 10-15 cm de la superficie a evaluar.2: No se observa burbujeo tras aplicar el espray a 10-15 cm de distancia de la superficie a evaluar (o las, aparentemente leves burbujas, son indistinguibles de las ocasionadas al aplicarlo).

nación será la de la propia masa que seestá trabajando en cada momento, quequeda adherida a las superficies despla-zando la anterior.
En cuanto a la limpieza en sí de estassuperficies en proceso, para el mataderode porcino, como se ha citado, la mesa decaída de las canales tras la cuba de escal-dado es un punto conflictivo, aunque lacanal, tras el paso por esta mesa, se llevaa un horno quemador. No se realiza unaretirada de restos de la mesa durante las 2-3 h que puede durar el periodo de produc-ción en este matadero (no se trabaja enjornada completa). Los cuchillos son lava-dos regularmente en agua a 82ºC.
En el matadero de cordero evaluado, aparentementeno pueden considerarse como puntos críticos, en cuan-to a posible acumulación de contaminación, los ganchosde colgado de las canales de carne, pues visualmente nose observa prácticamente ningún acúmulo considerablede residuo orgánico o sangre. La explicación puederesultar simple, el producto, canales animales, va col-gado de un gancho por el tendón de Aquiles con uncontacto mínimo hasta llegar a la salida de la cadena.En general, para toda la canal no hay otros contactossuperficiales distintos de los cuchillos o manos de ma-nipulador, pues las operaciones son esencialmente ma-nuales (es precisamente en esta manipulación, ademásde en la eventual rotura del tracto intestinal, donde re-siden los principales riesgos para las canales de carneen este matadero). Las vísceras rojas también se con-ducen colgadas, doblando el esófago sobre el gancho
una vez extraídas. Las vísceras blancas se vehiculanmediante cinta de transporte con lavado en continuo.No se realiza limpieza de ganchos de colgado durantela producción (aunque en este caso podría no ser estric-tamente necesario). Los cuchillos son lavados perió-dicamente en agua a 82ºC (cada 1-2 h).
En las salas de despiece el principal problema encuanto a superficies que en contacto con alimentospueden acumular contaminación, puede estar en lastablas de polietileno de las mesas de corte, en las super-ficies accesorias para el depósito de la carne a despie-zar o despiezada, en los cuchillos y en los guantes me-tálicos. Los cuchillos, en ambas salas de despiece, soncambiados a media jornada, por tanto el recurso anteuna posible acumulación de contaminación, ya estápreviamente establecido, si bien, sería sin duda másaconsejable un cambio a las dos horas de proceso.
111eurocarneNº 246. Mayo 2016
Higiene
Figura 3. Lamas de peladora de porcino, una vez finali-zadas las actividades de higienización, tras aplicaciónde espray revelador.
Figura 4. Tabla blanca de despiece que burbujea tras aplicarespray revelador a pesar de tener una apariencia visual lim-pia (véase en especial el borde izquierdo de la aplicación).

Para el caso de los teflones y superficies de apoyode carnes no hay en las empresas evaluadas (al igualque en otras muchas PyMEs en las que se realiza des-piece, según hemos observado en otras ocasiones) cos-tumbre alguna de lavado, cambio o vuelta de tablas decorte durante la jornada de trabajo. Tampoco hay cos-tumbre de lavado intermedio o cambio en el caso deguantes metálicos.
En las fábricas de embutidos sólo picadoras y me-sas de caída de embutido fresco parecen propensas aacumular contaminación. Otros elementos son de un so-lo uso y, en el caso de amasadoras y tolvas de embuti-dora o las cánulas de salida desde estas, como se hacomentado, las paredes se renuevan continuamentecon el pegado de las masas con las que se trabaja, conlo que su contaminación será aproximadamente la dedichas masas.
En el caso de la picadora, no se realiza en ningúnmomento un lavado, limpieza o desinfección parciala lo largo del día. Tampoco se realiza en las mesas decaída de embutido fresco, desde la cánula de embuti-ción, ningún lavado intermedio. En este caso no obstan-te suele pasarse a media jornada un papel desechablepara su secado.
Verificación del estado de las superficies en
proceso, en contacto directo con los alimentos,
inspeccionadas visualmente tras aplicación
de espray revelador Biofinder
Cuando se emplea el espray revelador, una vez inicia-das las actividades convencionales de producción delas empresas, se observa siempre burbujeo de espumablanca en todas las superficies de contacto con alimen-
Higiene
112 eurocarneNº 246. Mayo 2016
Figura 5. Fotografías de superficies de contacto con alimentos correctamente higienizadas una vez aplicado el espray revelador de contaminación. No se observa burbujeo blanco intenso(la mera aplicación del espray conlleva la aparición de alguna pequeña burbuja del color del espray, no achacable a suciedad)
a) Pared de picadora b) Mesa de caída de embutido fresco c) Guante de malla d) Cuchillo de sala de despiece
e) Teflón para corte de sala despiece f) Pared de amasadora g) Tolva de embutidora h) Mesa de apoyo de sala de despiece

tos. Esto ocurre aun cuando hayantranscurrido pocos minutos desdeel comienzo de los procesos. Po-demos observar este burbujeo enlas imágenes de la figura 6.
Evaluación de la frecuencia
y procedimiento del lavado de
manos de los manipuladores
de alimentos
Evaluada la situación de las su-perficies de trabajo durante los pro-cesos, dada la importancia para laseguridad de los alimentos, se ob-servó también la operativa de ma-nipulación y lavado de manos delos manipuladores. En todas lasempresas estudiadas se realizan la-vados de manos con frecuencia, se-gún lo siguiente:- Matadero de porcino: lavado en
todos los puestos al paso de 1 ca-nal (< 1 minuto) con agua clora-da a 1-2 ppm.
- Matadero de ovino: lavado cada15 minutos con agua y jabón entodos los puestos del área de des-uello. Lavado con agua cloradaa 1-2 ppm al paso de 1 canal (< 1minuto) en el puesto del área deeviscerado. Lavado con agua yjabón cada 15 minutos en elpuesto de retirada de canales delínea y colgado en raíl aéreo.
- Sala de despiece de porcino: La-vado con agua y jabón cada 2 ho-ras de manipulación.
- Sala de despiece de vacuno: La-vado con agua y jabón cada 2 ho-ras de manipulación.
- Fábrica de embutidos 1: Lavadocon agua y jabón cada 2 h demanipulación.
- Fábrica de embutidos 2: Lavadocon agua y jabón cada 2 h demanipulación.En general, los lavados de ma-
nos establecidos pueden ser ade-cuados para evitar el acúmulo ex-cesivo de contaminación en
manos del manipulador. Además,estas frecuencias descritas son mí-nimas, ocasionalmente la frecuen-cia es mayor si el operario obser-va un ensangrentado de susmanos, acude momentáneamentea otro lugar y regresa, u otras cir-cunstancias especiales. El lavadocon agua y jabón se realiza en ge-neral adecuadamente (enjuague,jabonado, frotado persistente,aclarado y secado con papel des-echable).
Sin embargo, hay un caso en elque la pauta de lavado de manospuede no resultar suficiente. Setrata de la zona de desuello delmatadero de ovino (tarea llevada acabo de modo completamente ma-nual), a pesar de la exigente fre-cuencia de lavado con agua y ja-bón establecida (15 minutos). Endicho matadero, en 15 minutos semanipulan entre 15 y 20 canalesde cordero (dependiendo de su ta-maño). Por la dinámica de trabajoexistente, todos los empleados quese dedican a las actividades dedesuello (5 en total) realizan tare-as que conllevan un riesgo insalva-ble de tocar con la mano la piellanosa del animal por su zona ex-terna, es decir, la parte sucia. Es-to podría ser evitable en una ca-dena con mayor número deempleados para desollar, pero noen este caso, pues un solo mani-pulador realiza con cada animal,actividades de rallado (separacióninicial de la piel, desde el exterior,con cuchillo) y empuje manual dela parte carnosa para favorecer laextracción de la piel. Así pues, hayun elevado riesgo de contaminarmanualmente la carne con algo dela suciedad externa del animal, re-cogida por el manipulador en susmanos durante el desuello. Tal su-ciedad puede transmitirse ademásde canal a canal antes del lavadode manos establecido.
MPS meat processing systemsSoluciones avanzadas, completas e
inovadoras para la industria alimentaria.
Especialistas en diseño, ingeniería,
fabricación, instalación y servicio
24 horas/7 días.
MPS Spain, S.A.U.Rafael de Campalans 170, ent. 1a
08903 Hospitalet de LlobregatBarcelona, España
T: +34 93 298 1550F: +34 93 298 1556
www.mps-group.nl
Mataderos • Recuperación de sangre • Líneas
de despiece y deshuese • Robotización •
Sistemas logísticos • Depuración de aguas
residuales • Servicios postventa Recambios
Proveedor de líneas completas
4680 proyectos
en 104 países
Innovación
meat processing systemst i tPabellón C Stand 35

Estos riesgos en la manipulación de las canales decordero no son subsanables mediante su lavado finalantes del almacenamiento en cámaras, pues no resultaconveniente. Las canales de cordero tienen escasa ma-sa muscular, de modo que el calor retenido en ellas nocontribuiría apenas a la evaporación del agua externasi la hubiera y, por otra parte, una corriente forzada desecado acortezaría y oscurecería la superficie externade la canal. Considerando estas circunstancias, con-cluiría en una retención superficial prolongada de agua,con posibilidad elevada de crecimiento microbiano.Por ello en el matadero evaluado no se realiza este la-vado. Hoy día no existe además otra posibilidad legalde saneamiento de las canales de cordero que el aguaclorada.
Mejora propuesta para el lavado de manos
de los desolladores en el matadero de ovino
A raíz de las observaciones anteriores se decidió, deacuerdo con el responsable del matadero, llevar a cabouna serie de determinaciones analíticas de manipulado-res empleados en el desuello de los corderos para inten-tar minimizar los riesgos observados en la manipulaciónde las canales. Habitualmente en las industrias la pro-ductividad prima, por ello los manipuladores del des-uello no lavaban sus manos con agua y jabón antes de15 minutos de manipulación continuada. Este lavadoimplica dejar la operativa, acudir al lavabo más pró-ximo (en este caso no más de 2-3 metros), lavarse conjabón, secarse, retornar al puesto y posicionarse. Esdecir, emplear un tiempo en ningún caso inferior a 1minuto, lo que supone una pérdida aproximada de un7 % de productividad, por lo que es una operación quedifícilmente puede establecerse como norma con mu-cho menor intervalo de tiempo.
Con estos antecedentes se llevan a cabo, en dos díasdistintos, evaluaciones analíticas de manos según dosopciones: - Tomando muestras de manos justamente antes del
lavado una vez transcurridos 15 minutos de trabajo endesuello desde el último lavado de manos,
- Muestreo transcurridos 15 minutos desde el últimolavado, pero realizando, cada 2-3 minutos de traba-jo, enjuagues intermedios de manos exclusivamentecon agua caliente (45-50ºC) clorada a 1 ppm, y sinsecarse después (esto no es problemático para conti-nuar con la operativa de trabajo).La toma de muestras, sobre dos manipuladores en
dos días distintos, se realiza mediante hisopado segúnla metodología descrita en la Norma UNE-EN-ISO
Higiene
114 eurocarneNº 246. Mayo 2016
Figura 6. Imágenes de superficies en contacto con alimentos durante el procesado de estos una vez aplicado el espray revelador de contaminación (se observa burbujeo blanco, más o menos intenso, por la existencia de contaminación microbiana)
a) Gancho colgado vísceras rojas cordero b) Rampa de caída vísceras rojas
c) Cuchillo de matarife de ovino d) Mesa caída porcino tras pelador
e) Mesa caída embutido fresco f) Teflón sala despiece

4833 para aerobios mesófilos y laNorma UNE- EN-ISO 21528 pa-ra enterobacterias. Los resultadosobtenidos se presentan en las figu-ras 7a (aerobios mesófilos) y 7b(enterobacterias).
Como puede observarse en lasfiguras 7a y 7b, el descenso en lacontaminación del manipulador estan categórico al efectuar el lava-do de manos según la nueva meto-dología ensayada (promedios dedescenso de contaminación de ae-robios mesófilos del 97%, y del97,5% para enterobacterias), queesta medida es implantada de in-mediato en el matadero por partede sus responsables. Para facilitarel lavado frecuente de manos conagua caliente clorada se instalanmangueras aéreas (con la boquillaa medio metro del suelo, para nosalpicar las canales en proceso col-gadas) junto a los puestos de losdesolladores. Esta proximidad ha-ce que el tiempo que se pierde en elenjuague de manos no sea superiora 12-15 segundos. Por tanto, y aun-que finalmente el lavado se im-planta cada 4-5 minutos en lugarde cada 2-3 minutos (tiempos ensa-yados en nuestro estudio), con unapérdida de tiempo adicional totalde unos 40 segundos cada 15 mi-nutos, la posibilidad de contami-nación cruzada por parte de losmanipuladores queda ampliamen-te reducida.
Conclusiones
A nivel industrial, sabemos quepara prevenir que agentes conta-minen nuestra producción, debe-mos aplicar Procedimientos Opera-tivos Estandarizados, Programasde Buenas Prácticas y un adecuadoAPPCC (Análisis de Peligros yPuntos de Control Crítico) (Gon-zález, 2009). Como prerrequisitode todo sistema APPCC es impres-
cindible implantar un programaadecuado de higienización en lasindustrias de alimentos. Ha de en-tenderse por tanto la importanciade una adecuada higiene de las su-perficies de contacto directo antesde proceder a la producción en lasindustrias de alimentos. Tambiénes preciso prestar atención a la hi-gienización de elementos de con-tacto indirecto, y, además vigilarla higiene de aquellos no afectos ala operativa general de limpiezadiaria realizada mediante manguea-do y espumado (cuadros de luz ypulsadores, enchufes, techos y par-tes altas y bajas de equipos, etc.,limpiados empleando bayetas, es-tropajos u otros sencillos útiles ma-nuales), pues pueden ser causa decontaminaciones cruzadas.
Además, si bien una correcta hi-giene previa es importante, esta hi-giene debe mantenerse a un ciertonivel durante el transcurso de losprocesos. En caso contrario, la es-crupulosa higiene inicial buscadapierde gran parte de su sentido. Larealización de labores de higieni-zación de superficies durante losprocesos, no tiene por qué penali-zar el desarrollo de los mismos encuanto a pérdidas de tiempo se re-fiere, pueden realizarse ciertas ope-raciones en un mínimo tiempo,perfectamente compaginable conla producción.
En cuanto a las empresas evalua-das en nuestra investigación, se in-cluyen en este sentido una serie desugerencias para la implantaciónde medidas de corrección, econó-micas y viables desde el punto devista productivo:
Matadero porcino
En cuanto a la mesa de caída decanales tras escaldado y primera pe-ladora, basta con retirar regularmen-te los restos (vello y sangre esen-

cialmente) con una rasqueta para evitar posibilidadesde contaminación cruzada. Aun cuando después la ca-nal se hornee, es conveniente llevar a cabo esta medidacada pocos minutos, pues además el tiempo necesariopara ello no va más allá de unos pocos segundos. Peroaún existe una solución más eficaz y definitiva con uncoste económico muy moderado: sustituir la mesa exis-tente por otra de cilindros anchos fijos, que no podránacumular vello y sangre (existe este modelo de mesas encatálogos de equipamiento de mataderos).
Recordar además que, dado que el principal riesgomicrobiológico para las canales se centra en eventua-les roturas o desprendimientos desde el tracto intesti-nal, es esencial llevar a cabo un amplio lavado finalde las canales con agua clorada. La elevada temperatu-
ra de la canal (una de las fases de la pro-ducción es el escaldado a 62ºC) y el vo-lumen de carne contenido, facilitan la rá-pida evaporación del agua externa, queademás se sitúa en gran medida sobre lacorteza, aislante, y no sobre la carne.
Matadero ovino
Aunque la higienización de cuchillos serealiza periódicamente (cada 1-2 h), esconveniente regularizar ésta con una ma-yor frecuencia, pues los cuchillos se em-plean, en primer lugar, para rallar la piel,en contacto directo con esta, y luego paraapoyo de la operativa de desuelle, momen-to en que el filo puede contactar con lacarne, con elevado riesgo de contamina-ción cruzada. El cambio de cuchillos en-tre una y otra operación, para realizar conuno el rallado y con otro el apoyo, es prác-ticamente inviable considerando la pro-ductividad, puesto que el cambio rallado-apoyo puede repetirse tres o cuatro vecespor cada operador con cada canal.
Por otra parte, sería aconsejable pul-verizar a mitad de jornada algún desinfec-tante que no precise aclarado sobre losganchos de colgado de canales y víscerasde la línea de sacrificio.
Como medida adicional de prevenciónde la contaminación cruzada, se explicaa los responsables de la producción delmatadero de ovino la importancia de vi-gilar el movimiento de la piel de las cana-les, cuando éstas están a medio desollar,
para evitar en lo posible que la parte sucia pueda tocarla carne de las canales. Además, se debe continuar ope-rando con el rigor habitual al manejar el tracto diges-tivo de la canal para evitar roturas o desprendimien-tos.
Salas de despiece
Aunque los cuchillos se cambien a media jornada,es recomendable hacerlo al menos cada dos horas, unrecurso sencillo de establecer pues se trata de un ma-terial que no es caro. Por otra parte, es esencial el cam-bio de tablas de corte al menos a media jornada, locual puede hacerse simplemente dando la vuelta a lastablas donde se trabaja. Es recomendable mayor fre-
Higiene
116 eurocarneNº 246. Mayo 2016
Figura 7. Resultados comparativos de evaluación analítica de manos en la manipulación de corderos durante el desuelle en mataderos (ufc/cm2)
a) Aerobios mesófilos
b) Enterobacterias
En azul, resultados tras lavado una vez transcurridos 15 minutos de proceso. En rojo, resultados tras el mismo periodo pero estableciendo enjuagues de manos intermedios cada 2-3 mi-nutos con agua clorada (1 ppm) a 45-50ºC. Cada pareja de barras de distinto color corresponde a un análisisconcreto con y sin lavados de manos intermedios.
1 2 3 4 5 6 7 80
20.000
40.000
60.000
80.000
100.000
120.000
140.000
1 2 3 4 5 6 7 80
5
10
15
20
25
30
40
35

cuencia de cambio (mediante la ad-quisición de nuevos juegos de ta-blas o mediante el lavado comple-to de las existentes en algúnmomento de la jornada).
Con respecto a las zonas auxi-liares de apoyos de carnes (mesasfijas o cintas móviles) es tambiénaconsejable al menos una limpiezaa media jornada. Un recurso higié-
nico disponible, sin alterar básica-mente el ritmo del proceso, seríala pulverización con alcohol u otrodesinfectante que no deje residuo.Pero el enjabonado, aclarado, se-cado con papel desechable y desin-fectado por pulverización, es unaopción más recomendable para re-alizar a media jornada, que porañadidura no excedería de dos otres minutos si se hace de modocoordinado. En el caso de las me-sas de inoxidable, sería convenien-te evaluar la posibilidad de susti-tuirlas por mesas de perforadoregular, para evitar encharcamien-tos de sangre.
También resulta de gran impor-tancia el cambio de guantes metá-licos (el coste de adquirir dos porpersona no se estima demasiadoelevado) o que se laven y desinfec-ten, como mínimo, también a me-dia jornada.
Industrias de embutidos
Picadoras: el recurso de pulveri-zación con alcohol, u otro desin-fectante que no deje residuo, delinterior del equipo a media jornada,es válido en este caso. Como po-
sibilidad añadida, que ya requie-ren una inversión de tiempo ma-yor, estaría el llevar a cabo antesde esta desinfección un breve man-gueado con agua clorada sin pre-sión (evitar en todo momento lageneración de aerosoles) de la ca-ja de la picadora, recogiendo elagua con un carro a la salida de és-ta.
Mesas de caída de embutido fres-co: El mismo recurso de pulveri-zación con desinfectante puedeaplicarse a estas superficies. Sibien en este caso el enjabonado,aclarado, secado con papel des-echable y desinfectado por pulve-rización, es más recomendable ypuede realizarse a media jornada.Aunque las mesas evaluadas tie-nen alguna perforación, estas soninsuficientes; sería convenienteconsiderar la posibilidad de susti-tuirlas por otras de perforado másregular, para evitar encharcamien-tos.
Además de esta consideraciónsobre las superficies de equipos yútiles, hemos de tener en cuentaque la limpieza de las manos de losmanipuladores de alimentos en ge-neral y de carnes y sus derivadosen particular, es un requisito bási-co de todo programa de BuenasPrácticas que se diseñe para talesindustrias (por ejemplo, Díaz Ga-lindo y cols., 2013; Zurita Lapo ycols., 2012). El lavado de manosde los manipuladores es esencialtanto al inicio de jornada como,con relativa frecuencia, durante eldesarrollo de los procesos.
El control de superficies de instalaciones, equipos y útiles es considerado como una herramienta fundamental para la gestión de la seguridad alimentaria

Por ello, como se ha indicado, se llevó a cabo un en-sayo con el personal operario del matadero de ovino(empresa en la que se consideró mayor el riesgo de con-taminación cruzada manos-carnes), evaluando la con-taminación de sus manos según dos distintas secuen-cias de trabajo: tomando muestras una vez transcurridos15 minutos de manipulación en desuello desde el últimolavado y en el mismo periodo pero realizando, cada 2-3minutos, enjuagues intermedios de manos con agua (clo-rada 1 ppm, 45-50ºC) sin secarse después (para no em-plear más tiempo). El descenso de contaminación ob-servado fue tan considerable al trabajar según estesegundo método, que se instalaron de inmediato en laempresa mangueras junto a los puestos de los desollado-res para favorecer su lavado frecuente con agua clorada.Además, a un tiempo, aunque los cuchillos se colocan enbaño de agua a 82 ºC periódicamente, una vez instaladaslas mangueras se comenzó a enjuagarlos levemente almismo tiempo que las manos, pues al igual que ocurrecon éstas, es difícil evitar la contaminación cruzada piel-cuchillo-carne de la canal.
Como medida adicional de prevención de la contami-nación cruzada, también relacionada con la manipu-lación, se explica a los responsables de la produccióndel matadero de ovino la importancia de vigilar el mo-
vimiento de la piel de las canales cuando están a me-dio desollar, para evitar en lo posible que la parte suciapueda tocar la carne de las canales. Además, se debecontinuar operando con el rigor habitual al manejar eltracto digestivo de la canal para evitar roturas o des-prendimientos.
Como es sabido, el control de superficies de instala-ciones, equipos y útiles es considerado como una he-rramienta fundamental para la gestión de la seguridadalimentaria por parte del operador económico, ya quefacilita la comprobación de la eficacia en la ejecuciónde los programas de limpieza y desinfección y permi-te al gestor anticiparse a futuros problemas alimentarios(Caballero Torres y Lengomín Fernández, 1998). Ca-be resaltar aquí, que existen hoy productos en el mer-cado que pueden facilitar enormemente el control de lahigiene de las superficies de trabajo sin necesidad deincurrir en gastos excesivos derivados de los análisisconvencionales (los cuales por otra parte deben man-tenerse como modo de corroborar regularmente lo ob-servado). Es el caso del espray “Biofinder” empleadoen nuestro ensayo, que permite un autocontrol sencilloy muy rápido a los responsables de limpieza y/ o pro-ducción de las industrias.
Referencias
• Caballero Torres, A. y Lengomín Fernández, M. A.1998. Causas más frecuentes de problemas sanitariosen alimentos. Instituto de Nutrición e Higiene de losAlimentos. Revista Cubana de Alimentación y Nutri-ción, 12: 20-23.
• Díaz Galindo, M, Segreda, A.C. y Rodríguez, R. 2013.Diseño de un Programa de Buenas Prácticas de Manu-factura (BPM) en la planta de proceso de productos cár-nicos “La Porchetta M&M”. Proyecto de final de gra-duación. Universidad para la Cooperación Internacional(UCI). Disponible en: http://www.uci.ac.cr/Biblioteca/Te-sis/PFGMIA139.pdf
• González, B. 2009. Enfermedades de transmisión ali-mentaria. Revistas Énfasis. Alimentación. Disponibleen: http://www.alimentacion.enfasis.com/articu-los/14765-enfermedades-transmision-alimentaria-
• Navia, D. P., Villada, H. S. y Mosquera, S. A. 2010.Las biopelículas en la industria de alimentos. RevistaBio. Agro, vol.8 nº.2
• Zurita Lapo, M.G.; Mira Vásquez, J.M., Baño Mon-tenegro, E.D. Control de calidad en la industria cárnica.Memoria técnica. Escuela Superior Técnica de Chimbora-zo, Riobamba, Ecuador. Disponible en: http://dspace.es-poch.edu.ec/bitstream/123456789/2161/1/27T0176.pdf e
Higiene
118 eurocarneNº 246. Mayo 2016