evaluación del efecto del uso de un deshidratador solar...
TRANSCRIPT

Evaluación del Efecto del Uso de un Deshidratador Solar
Pasivo Indirecto de Flujo Turbulento y de un Deshidratador
Solar Pasivo en Propiedades Fisicoquímicas y Organolépticas
de Mango, Naranja y Mandarina
Estudio de caso municipio de Tocaima Cundinamarca
Carlos Alberto Bejarano Martínez
Universidad Nacional de Colombia
Facultad de Ingeniería, Departamento de Ingeniería Civil y Agrícola
Ciudad, Colombia
2018


Evaluación del Efecto del Uso de un Deshidratador Solar Pasivo Indirecto
de Flujo Turbulento y de un Deshidratador Solar Pasivo en Propiedades
Fisicoquímicas y Organolépticas de Mango, Naranja y Mandarina
Estudio de caso municipio de Tocaima Cundinamarca
Carlos Alberto Bejarano Martínez
Tesis de investigación presentada como requisito parcial para optar al título de:
Magister en Ingeniería Agrícola
Directora:
Dr.rer.hort Claudia Patricia Pérez Rodríguez
Línea de Investigación: Poscosecha de Producto Agrícolas
Grupo de Investigación:
Poscosecha de Productos Agrícolas
Universidad Nacional de Colombia
Facultad de Ingeniería, Departamento de Ingeniería Civil y Agrícola
Ciudad, Colombia
2018


Dedicada especialmente a mi mama por enseñarme que la
constancia vence lo que la dicha no alcanza.
Tus errores son tus grandes maestros. El único error
posible es no seguir tu voz interior.
Enric Corbera

Contenido 6
Agradecimientos
La presente investigación fue posible gracias al proyecto del Corredor Tecnológico Agroindustrial-
Derivado 2, titulado “Evaluación de tecnologías innovadoras para el manejo integral de los cultivos de
mango, naranja y mandarina en zonas productoras del departamento de Cundinamarca”, bajo la
dirección del profesor Diego Miranda Lasprilla. El proyecto financió los recursos necesarios para la
fabricación del prototipo de Convección Natural, el sostenimiento del investigador y los insumos
requeridos para las pruebas en campo.
A los estudiantes del Grupo de Investigación de Poscosecha de Productos Agrícolas por su apoyo en
la revisión de literatura, medición de las propiedades fisicoquímicas en el Laboratorio de Poscosecha
de la Universidad Nacional, retroalimentación de los avances de la investigación y en la discusión de
los resultados. Los estudiantes contaron con la guía de la directora de la presente tesis de maestría la
profesora Claudia Patricia Pérez Rodríguez.
A los productores de los municipios de La Mesa, Mesitas del Colegio, Anapoima, Viotá y Tocaima del
Departamento de Cundinamarca por su presencia en la socialización de los resultados. En especial al
productor Gustavo Vaca Quiroga y a su esposa Luz Marina Moreno del municipio de Tocaima porque
brindaron la alimentación y el espacio en su unidad productiva para el montaje de los deshidratadores
solares con el que se realizó la investigación en campo y así obtener las muestras que evidenciaron
la viabilidad de implementación de esta tecnología.
A la profesora María Soledad Hernández Gómez por su aporte en la metodología de medición de
sólidos solubles totales en muestras deshidratadas, al profesor Alfonso Parra Coronado por su aporte
en el diseño de la chimenea extractora del deshidratador de convección natural y al profesor Aníbal
Orlando Herrera Arévalo por su aporte en la identificación del pardeamiento enzimático en las
muestras de mango deshidratado.

Contenido 7
Resumen
Se investigó la tecnología de deshidratación solar como alternativa de transformación para los
productores de la región el Tequendama, debido a que, en épocas de cosecha, los productores se ven
expuestos a una inestabilidad económica por la regulación de precios de los intermediarios, y en la
mayoría de casos el precio al que le pagan a los productores es inferior a los costos de producción.
Para cumplir con el objetivo, en la investigación se estudiaron los avances y hallazgos en procesos de
deshidratación solar de frutas, a su vez, se desarrolló, implementó y rediseño un prototipo de
deshidratador solar; y se evaluó la viabilidad técnica de implementación de la deshidratación solar.
Para la viabilidad, se evaluó el efecto del uso del prototipo de deshidratador solar en propiedades
fisicoquímicas y organolépticas de mango, naranja y mandarina, comparándolo con los resultados en
otro prototipo de deshidratador solar, que corresponde a un diseño del grupo de investigación en
Poscosecha de la Universidad Nacional de Colombia. El lugar de montaje para el ensayo experimental
fue el municipio de Tocaima Cundinamarca, porque presenta las condiciones ambientales apropiadas
para el proceso.
Los resultados muestran que la deshidratación solar en el lugar de montaje, es una alternativa viable
para los productores porque genera un producto de calidad al conservar las propiedades
fisicoquímicas y es rentable su implementación. Adicionalmente, presenta una gran posibilidad para el
desarrollo de nuevas investigaciones en la ciencia y tecnología de alimentos, e ingeniería agrícola para
mejorar el desempeño del proceso de deshidratación solar en Colombia.
Palabras clave: deshidratación solar, convección, perecederos, propiedades fisicoquímicas,
propiedades organolépticas, metodología AHP.

Contenido 8
Abstract
The solar dehydration technology was investigated as an alternative transformation for the producers
of the Tequendama region because in times of harvest, the producers are exposed to an economic
instability due to the price regulation of the intermediaries, and in the in most cases, the price paid to
producers is lower than production costs.
To achieve the objective, in the research advances and findings in solar dehydration of fruits were
studied, in turn, a prototype of solar dehydrator was developed, implemented and redesigned; and the
technical feasibility of implementing solar dehydration was evaluated. For the viability, the effect of the
use of the solar dehydrator prototype in physicochemical and organoleptic properties of mango, orange
and tangerine was evaluated, comparing it with the results in another prototype of solar dehydrator,
which corresponds to a design of the research Group in Postharvest of Universidad Nacional de
Colombia. The place of assembly for the experimental test was the municipality of Tocaima
Cundinamarca, because it presents the appropriate environmental conditions for the process.
The results show that solar dehydration at the assembly site is a viable alternative for producers
because it generates a quality product by preserving the physicochemical properties and its
implementation is profitable. Additionally, it presents a great possibility for the development of new
research in food science and technology, and agricultural engineering to improve the performance of
the solar dehydration process in Colombia.
The results show that solar dehydration in the assembly site is a viable alternative for producers
because it generates a quality product by preserving the physicochemical properties and its
implementation is profitable. Additionally, it presents a great possibility for the development of new
research in food science and technology, and agricultural engineering to improve the performance of
the solar dehydration process in Colombia
Keywords: solar dehydration, convection, perishable, physicochemical properties, organoleptic
properties, AHP methodology.

Contenido 9
Listado de Figuras Figura 1: Esquema de transferencia de calor y masa en secado de placa plana de producto. Elaboración propia. ........................................................................................................................................................................ 23
Figura 2: Transferencia de calor en sección de un deshidratador indirecto, , calor transferido por
convección; , calor transferido por radiación; , calor transferido por conducción; , pérdidas térmicas; , potencia de evaporación; 1: atmósfera; 2: ambiente circundante; 3: paredes secador; 4: láminas de producto; 5: aire de secado; 6: bandeja. Tomado de Dissa et al. (2009). ......................................... 24 Figura 3: Espectro de radiación electromagnética. Tomado de Fontal (2005). ................................................... 27 Figura 4: Longitud de onda de los colores del espectro visible y sus extremos. Tomado de Inzunza (2008)... 28 Figura 5: Espectro de radiación electromagnética y su intensidad en el cuerpo negro ideal, atmósfera y terrestre. Tomado de Uherek (2008). ...................................................................................................................... 29 Figura 6: Radiación solar en la superficie terrestre. Tomado de NASA (2002). .................................................. 29 Figura 7: Irradiación global horizontal medio diario anual en Colombia. Tomado de IDEAM (2018)................. 30 Figura 8: Transferencia de calor por conducción. Tomado de Inzunza (2008). .................................................. 33 Figura 9: Variación de la conductividad térmica de varios sólidos, líquidos y gases con el incremento de la temperatura. Tomado de Cengel (2007). ................................................................................................................ 34 Figura 10: Transferencia de calor de una superficie caliente hacia el aire por convección. Tomado de Cengel (2007). ....................................................................................................................................................................... 35 Figura 11: Relación entre humedad libre y velocidad en el proceso de deshidratación. Tomado de Orrego (2003). ....................................................................................................................................................................... 37 Figura 12: Representación esquemática de las curvas de secado. X: contenido de agua, Nw: velocidad de secado y T: temperatura. Tomado de Escuela Universitaria Politécnica de Donostia (2015). ............................ 39 Figura 13: Modelo de clasificación de diseños de deshidratadores utilizados. Elaboración propia con información de M. Kumar et al. (2016). ................................................................................................................... 41
Figura 14: Deshidratación a cielo abierto. , calor transferido por convección; , calor transferido por radiación; , radiación reflejada. Tomado de Prakash y Kumar (2013). ....................................................... 42 Figura 15: Diseño deshidratador modo directo. Tomado de De Michelis y Elizabeth (2012). ............................ 43 Figura 16: Deshidratador solar directo de pequeña escala de producción. Tomado de Prakash et al. (2016).44 Figura 17: Deshidratador solar directo a cielo abierto (izq) y diagrama eléctrico equivalente a transferencia de calor. Tomado de Dissa et al. (2011). ..................................................................................................................... 45 Figura 18: Deshidratador solar directo de convección natural. Tomado de Koua et al. (2009). ........................ 46 Figura 19: Deshidratador solar directo con convección natural (izq) y convección forzada (der). Tomado de Prakash y Kumar (2014). ......................................................................................................................................... 46 Figura 20: Deshidratador directo tipo invernadero con celda fotovoltaica. Tomado de Ayyappan & Mayilsamy (2010). ....................................................................................................................................................................... 47 Figura 21: Deshidratador directo tipo invernadero parabólico y cubierta en policarbonato. Tomado de Janjai et al. (2011). .................................................................................................................................................................. 48 Figura 22: Diseño deshidratador indirecto con convección natural. Tomado de Espinoza (2016). ................... 49 Figura 23: Deshidratador solar indirecto con convección natural y almacenamiento de calor. Tomado de El-Sebaii et al. (2002).................................................................................................................................................... 51 Figura 24: Deshidratador solar indirecto con convección forzada. Tomado de Sam et al. (2011)..................... 51 Figura 25: Deshidratador indirecto con convección forzada. Tomado de Dissa et al. (2009). ........................... 52 Figura 26: Deshidratador solar indirecto con convección forzada. Tomado de M. Kumar et al. (2016). ........... 54 Figura 27: Deshidratador indirecto de convección forzada. Esquema de diseño (izq) y prototipo desarrollado (der). Tomado de El-Sebaii y Shalaby (2013)......................................................................................................... 55 Figura 28: Esquema de sección del colector con doble placa pasante v-ondulada. Tomada de El-Sebaii y Shalaby (2013). ......................................................................................................................................................... 55 Figura 29: Temperaturas registradas en diferentes posiciones del deshidratador sin carga con flujo de masa del aire de 0,0223kgs-1. I: radiación solar incidente; Ta: ambiente; Tfou: canal superior colector; Tfol: canal
Contenido 10
inferior colector; Tfid: entada cámara de secado; Tfod: salida cámara de secado. Tomado de El-Sebaii y Shalaby (2013). ......................................................................................................................................................... 56 Figura 30: Deshidratador indirecto de convección forzada. Las dimensiones están en metros. Tomado de Hasan y Langrish (2016). ......................................................................................................................................... 57 Figura 31: Montaje y puesta en marcha de planta deshidratadora en Cuba. Colector solar (izq) y cámara de secado (der) Tomado de Moya-González et al. (2011). ........................................................................................ 58 Figura 32: Diseño experimental deshidratador indirecto de convección forzada. (1) colector; (2) cobertura vidrio; (3) soporte; (4) ventilador; (5) motor del ventilador; (6) tubo; (7) controlador; (8) termómetro digital; (9) termocuplas; (10) piramómetro; (11) registro; (12) anemómetro; (13) placa absorbente (pintada de negro); (14) placa absorbente con obstáculos; (15) gabinete de secado; (16) termohigrómetro; (17) balanza digital; (18) deshidratador cielo abierto; (19) obstáculos tipo I y (20) obstáculos tipo II. Tomado de Akpinar (2010). .......... 59 Figura 33: Deshidratador indirecto de convección forzada. Tomado de Castillo-Téllez et al. (2017). ............... 60 Figura 34: Diferentes tipos de almacenamiento térmico de energía solar. Elaboración propia con información de Kant et al. (2016). ................................................................................................................................................ 61 Figura 35: Clasificación de materiales con cambio de fase. Elaboración propia con información de Kant et al. (2016). ....................................................................................................................................................................... 63 Figura 36: Deshidratador indirecto con almacenamiento térmico doble de calor sensible. Tomado de Kant et al. (2016). .................................................................................................................................................................. 64 Figura 37: Deshidratador indirecto con almacenamiento térmico y paso doble. Tomado de Jain y Kumar J. (2004). ....................................................................................................................................................................... 65 Figura 38: Deshidratador mixto con radiación directa y convección natural. Tomado de M. Kumar et al. (2016). ....................................................................................................................................................................... 65 Figura 39: Deshidratador mixto de convección forzada. Contenedor de deshidratación (izq) y principio de funcionamiento (der). Tomado de Espinoza (2016). .............................................................................................. 66 Figura 40: Deshidratador modo directo con convección natural y quemador de biomasa. Tomado de Bena & Fuller (2002). ............................................................................................................................................................. 67 Figura 41: Diagrama de flujo de proceso de selección del diseño de deshidratador solar. Elaboración propia. ................................................................................................................................................................................... 68 Figura 42: Jerarquización de criterios de evaluación y selección de deshidratador solar indirecto. Elaboración propia. ........................................................................................................................................................................ 76 Figura 43: Pasos para aplicar la metodología AHP en la selección del deshidratador solar indirecto. Adaptado de Rojas (2017). ....................................................................................................................................................... 76 Figura 44: Diseño deshidratador pasivo indirecto con almacenamiento térmico. Tomado de Jain y Tewari (2015). ....................................................................................................................................................................... 94 Figura 45: Diseño final de deshidratador solar pasivo indirecto modelado en 3D con el software SketchUp Make 2017. Elaboración propia. .............................................................................................................................. 95 Figura 46: Medidas del colector. Vista cenital (izq) y sección de isométrica (der). ............................................. 96 Figura 47: Proceso para la selección del ángulo de inclinación. .......................................................................... 96 Figura 48: Cálculo del ángulo de inclinación para los dos modelos en la coordenada decimal de latitud del lugar de montaje. ...................................................................................................................................................... 97 Figura 49: Carta solar entre el 21 de junio y el 21 de diciembre en el lugar del montaje con el software Solardat de la Universidad de Oregon en la coordenada decimal del lugar de montaje. .................................... 99 Figura 50: Carta solar entre el 21 de diciembre y el 21 de junio en el lugar del montaje con el software Solardat de la Universidad de Oregon en la coordenada decimal del lugar de montaje. ..................................100 Figura 51: Pérdidas permitidas por orientación e inclinación de la normativa HE 4. Tomado de (CTE, 2009). .................................................................................................................................................................................101 Figura 52: Medidas de la cámara de secado en vista isométrica. ......................................................................103 Figura 53: Materiales almacenadores de calor: gravilla mona (izq) y cera parafina a temperatura ambiente (der). ........................................................................................................................................................................104 Figura 54: Tubo de acero carbón calibre 0,003m utilizado para almacenar los materiales. ............................104 Figura 55: Montaje para la medición de la temperatura en la superficie del tubo. ............................................104

Contenido 11
Figura 56: Variación de la temperatura en la superficie del tubo en tres ensayos diferentes. .........................105 Figura 57: Ensamble final del deshidratador CN rediseñado. ............................................................................106 Figura 58: Estructura cámara de secado en tubería cuadrada de 4 cm. ...........................................................107 Figura 59: Ensamble de láminas laterales exteriores y tubería de soporte. ......................................................107 Figura 60: Ensamble aislamiento térmico y lámina interior. ...............................................................................108 Figura 61: Ensamble de puertas, lámina superior y pintura negro mate. ..........................................................108 Figura 62: Estructura colector inferior, prueba de ensamble y pintura negro mate. ..........................................109 Figura 63: Ensamble ruedas, lámina absorbente y cobertura de vidrio en colector inferior y superior. Adecuación de bandejas en cámara de secado. ..................................................................................................110 Figura 64: Proceso de llenado de tubos con cera parafina.................................................................................110 Figura 65: Ensamble en lugar de montaje, gravilla, lámina absorbente ondulada y lámina de acrílico. .........111 Figura 66: Puntos de medición de temperatura y humedad relativa en convección natural. ...........................114 Figura 67: Rediseño de la propuesta de diseño original. En orden de izquierda a derecha: adición de tubos en el colector inferior; ensamble de chimenea extractor; y adecuamiento de tubos en la cámara de secado. .....116 Figura 68: Resultados prueba 5 en convección natural en cuatro puntos de medición – retiro de tubos del colector superior: Los del colector inferior y después del colector inferior se mantuvieron como en la prueba 3. .................................................................................................................................................................................116 Figura 69: Diseño deshidratador solar activo indirecto de flujo turbulento. .......................................................117 Figura 70: Colector solar (izq) y cámara de secado (der) del deshidratador de convección forzada. .............117 Figura 71: Bandeja de secado diseñada con marco en tubería en acero y malla en acero inoxidable. ..........118 Figura 72: Diagrama de flujo del proceso de deshidratación implementado. Elaboración propia. ..................120 Figura 73: Procedimiento de pelado y cortado de mango. .................................................................................123 Figura 74: Procedimiento de pelado y cortado de naranja. ................................................................................123 Figura 75: Procedimiento de pelado y cortado de mandarina. ...........................................................................124 Figura 76: Montaje final para el proceso de deshidratación. ..............................................................................124 Figura 77: Espacio para la medición de propiedades organolépticas. ...............................................................127 Figura 78: Presentación de muestras preparadas y codificadas para ser entregadas a los panelistas. .........128 Figura 79: Dotación por panelista para la medición de propiedades organolépticas. .......................................128 Figura 80: Curvas de irradiancia en superficie del colector y temperatura ambiente en deshidratación de mango para deshidratador de convección natural (N) y convección forzada (F). ..............................................130 Figura 81: Curva de temperatura (T) y humedad relativa (H.R) en tres puntos de CN en deshidratación de mango. .....................................................................................................................................................................130 Figura 82: Curva de temperatura (T) y humedad relativa (H.R) en dos puntos de CF en deshidratación de mango. .....................................................................................................................................................................131 Figura 83: No conformidad en mango deshidratado por desarrollo de hongo...................................................133 Figura 84: No conformidad en mango deshidratado por pardeamiento enzimático..........................................133 Figura 85: Variación del contenido de humedad en deshidratación de mango por bandejas de CN y CF. ....134 Figura 86: Distribución de contenido humedad final (b.s) en deshidratación de mango por bandeja por cuadrante de CN y CF. ...........................................................................................................................................135 Figura 87: Distribución de actividad de agua de mango deshidratado por bandeja por cuadrante para CN y CF. ...........................................................................................................................................................................135 Figura 88: Distribución de color en escala CIE-L*a*b* en mango deshidratado por bandeja por cuadrante para CN y CF. ..................................................................................................................................................................137 Figura 89: Distribución de sólidos solubles totales en mango deshidratado por bandeja por cuadrante para CN y CF. ........................................................................................................................................................................138 Figura 90: Resultados de preferencia en análisis sensorial de mango deshidratado. ......................................140 Figura 91: Curvas de irradiancia en superficie del colector y temperatura ambiente en deshidratación de naranja para deshidratador de convección natural (N) y convección forzada (F). .............................................141 Figura 92: Curva de temperatura (T) y humedad relativa (H.R) en tres puntos de CN en deshidratación de naranja.....................................................................................................................................................................142

Contenido 12
Figura 93: Curva de temperatura (T) y humedad relativa (H.R) en dos puntos de CF en deshidratación de naranja .....................................................................................................................................................................142 Figura 94: Categorías de conformidad y no conformidad de naranja deshidratada. ........................................144 Figura 95: Comparativo entre naranja deshidratada según categorías de conformidad. Sin agua (izq) y con agua (der). ...............................................................................................................................................................144 Figura 96: Resultados de conformidad y no conformidad de naranja deshidratada por cuadrante de las bandejas del diseño original de convección natural. S: Seca; S+P: Seca y pardeamiento; A: Agua; A+H: agua y hongo; A+P: Agua y pardeamiento; y A+H+P: Agua, hongo y pardeamiento. ................................................145 Figura 97: Resultados de conformidad y no conformidad de naranja deshidratada por cuadrante de las bandejas del rediseño de convección natural. S: Seca; S+P: Seca y pardeamiento; A: Agua; A+H: agua y hongo; A+P: Agua y pardeamiento; y A+H+P: Agua, hongo y pardeamiento. ...................................................145 Figura 98: Resultados de diámetro y espesor en naranja deshidratada en repeticiones de proceso por cuadrante de las bandejas de convección natural. C: Conforme; y NC: No conforme. .....................................146 Figura 99: Resultados de conformidad y no conformidad de naranja deshidratada por cuadrante por repetición del deshidratador de convección forzada. S: Seca; S+P: Seca y pardeamiento; A: Agua; A+H: agua y hongo; A+P: Agua y pardeamiento; y A+H+P: Agua, hongo y pardeamiento. ................................................................147 Figura 100: Variación del contenido de humedad en deshidratación de naranja por bandejas de CN y CF. .148 Figura 101: Distribución de contenido humedad final (b.s) en deshidratación de naranja por bandeja por cuadrante de CN y CF. ...........................................................................................................................................148 Figura 102: Distribución de actividad de agua de naranja deshidratada por bandeja por cuadrante para CN y CF. ...........................................................................................................................................................................149 Figura 103: Distribución de color en escala CIE-L*a*b* en naranja deshidratada por bandeja por cuadrante para CN y CF. .........................................................................................................................................................150 Figura 104: Distribución de sólidos solubles totales en naranja deshidratada por bandeja por cuadrante para CN y CF. ..................................................................................................................................................................151 Figura 105: Resultados de preferencia en análisis sensorial de naranja deshidratada ....................................153 Figura 106: Curvas de irradiancia en superficie del colector y temperatura ambiente en deshidratación de mandarina para deshidratador de convección natural (N) y convección forzada (F). ........................................154 Figura 107: Curva de temperatura (T) y humedad relativa (H.R) en tres puntos de CN en deshidratación de mandarina. ..............................................................................................................................................................154 Figura 108: Curva de temperatura (T) y humedad relativa (H.R) en dos puntos de CF en deshidratación de mandarina. ..............................................................................................................................................................155 Figura 109: Categorías de no conformidad de mandarina deshidratada. ..........................................................157 Figura 110: Resultados de no conformidad de mandarina deshidratada por cuadrante repetición 1 de CN. P: En proceso; Q: Quemada; H: Con hongo; y Q + H: Quemada y hongo. ............................................................158 Figura 111: Resultados de no conformidad de mandarina deshidratada por cuadrante repetición 2 de CN. P: En proceso; Q: Quemada; H: Con hongo; y Q + H: Quemada y hongo. ............................................................158 Figura 112: Resultados de no conformidad de mandarina deshidratada por cuadrante repetición 3 de CN. P: En proceso; Q: Quemada; H: Con hongo; y Q + H: Quemada y hongo. ............................................................158 Figura 113: Resultados de conformidad y no conformidad de mandarina deshidratada por cuadrante por repetición de CF. S: Seca; Q: Quemada; H: Con hongo; y Q+H: Quemada y hongo........................................159 Figura 114: Variación del contenido de humedad en deshidratación de mandarina por bandejas de CN y CF. .................................................................................................................................................................................160 Figura 115: Distribución de contenido humedad final (b.s) en deshidratación de mandarina por bandeja por cuadrante de CN y CF. ...........................................................................................................................................160 Figura 116: Distribución de actividad de agua de mandarina deshidratada por bandeja por cuadrante para CN y CF .........................................................................................................................................................................161 Figura 117: Distribución de color en escala CIE-L*a*b* en mandarina deshidratada por bandeja por cuadrante para CN y CF. .........................................................................................................................................................162 Figura 118: Distribución de sólidos solubles totales en naranja deshidratada por bandeja por cuadrante para CN y CF. ..................................................................................................................................................................163

Contenido 13
Figura 119: Macro proceso de deshidratación solar estandarizado. ..................................................................165
Listado de Tablas Tabla 1: Información meteorológica de los municipios contemplados en el proyecto. Elaboración propia con información del Modelo de Prevención y Adaptación Agroclimática – MAPA (2012). ......................................... 19 Tabla 2: Actividad de agua de algunos alimentos. Elaboración propia con información de AquaLab (2015). .. 25 Tabla 3: Emisión de radiación de algunos materiales a 300K. Tomado de Cengel (2007). ............................... 32 Tabla 4: Conductividad térmica de algunos materiales a temperatura ambiente. Tomado de Cengel (2007). . 34 Tabla 5: Periodos del proceso de deshidratación con aire caliente. Elaboración propia con información de Escuela Universitaria Politécnica de Donostia (2015)............................................................................................ 37 Tabla 6: Lista de materiales seleccionados de sólidos y líquidos para almacenamiento de calor sensible. Elaboración propia con información de (Kant et al., 2016). ................................................................................... 62 Tabla 7: Listado de diseños indirectos seleccionados para someter al proceso de evaluación. Elaboración propia. ........................................................................................................................................................................ 69 Tabla 8: Criterios de clasificación y caracterización de deshidratadores solares. Elaborado con información de Boroze et al. (2014). ................................................................................................................................................. 72 Tabla 9: Criterios de evaluación para la selección de un deshidratador solar. Elaborado con información de Boroze et al. (2014). ................................................................................................................................................. 73 Tabla 10: Criterios de selección de un deshidratador solar. Elaboración propia con información de Espinoza (2016). ....................................................................................................................................................................... 73 Tabla 11: Escala de calificación de criterios para evaluación de expertos en secado, teniendo en cuenta la transformación de mango, naranja y mandarina en el municipio de Tocaima. Elaboración propia. ................... 74 Tabla 12: Criterios para el proceso de evaluación de lo diseño calificados por expertos. Elaboración propia.. 74 Tabla 13: Escala de comparación de diseños respecto a los criterios de evaluación. Adaptado de Rojas (2017). ....................................................................................................................................................................... 77 Tabla 14: Matriz de comparación por el criterio velocidad del aire. ...................................................................... 78 Tabla 15: Matriz de comparación por el criterio capacidad de secado. ................................................................ 78 Tabla 16: Matriz de comparación por el criterio tipo. ............................................................................................. 78 Tabla 17: Matriz de comparación por el criterio mecanismo transferencia de calor. ........................................... 79 Tabla 18: Matriz de comparación por el criterio temperatura del aire de secado. ............................................... 79 Tabla 19: Matriz de comparación por el criterio temperatura máxima del producto. ........................................... 79 Tabla 20: Matriz de comparación por el criterio mercado de salida del producto. ............................................... 80 Tabla 21: Matriz de comparación por el criterio área del colector. ....................................................................... 80 Tabla 22: Matriz de comparación por el criterio humedad relativa del aire de secado........................................ 81 Tabla 23: Matriz de comparación por el criterio nivel de radiación. ...................................................................... 81 Tabla 24: Matriz de comparación por el criterio velocidad de secado. ................................................................. 81 Tabla 25: Matriz normalizada de comparación de diseño con el vector de priorización. .................................... 82 Tabla 26: Consistencias lógicas de evaluación de la metodología AHP. Elaboración propia con información de Rojas (2017).............................................................................................................................................................. 83 Tabla 27: Valores de índice aleatorio definidos por la metodología AHP. Tomado de Rojas (2017). ................ 83 Tabla 28: Cálculo de proporción de consistencia de las matrices de comparación. ........................................... 84 Tabla 29: Matriz de comparación de criterios de evaluación y selección. ............................................................ 85 Tabla 30: Cálculo de proporción de consistencia para la matriz de comparación de criterios. .......................... 86 Tabla 31: Matriz normalizada de criterio con el vector prioridad. .......................................................................... 87 Tabla 32: Matriz de prioridad global para los 9 deshidratadores solares con respecto a los 11 criterios de evaluación y selección. ............................................................................................................................................ 88 Tabla 33: Jerarquización de los diseños indirectos por la metodología AHP junto con análisis de ventajas y desventajas. Elaboración propia. ............................................................................................................................. 89 Tabla 34: Requerimientos de diseño del prototipo de deshidratador de la investigación. .................................. 93
Contenido 14
Tabla 35: Coordenadas de ubicación del lugar de montaje en Tocaima – Cundinamarca. ................................ 97 Tabla 36: Modelos para el cálculo preliminar del ángulo de inclinación del colector........................................... 97 Tabla 37: Corrección de inclinación mínima y máxima en la latitud del lugar de montaje. ...............................101 Tabla 38: Pérdidas en el rendimiento por la orientación e inclinación seleccionadas en el lugar del montaje. .................................................................................................................................................................................102 Tabla 39: Pruebas en el diseño del deshidratador de convección natural. ........................................................112 Tabla 40: Descripción de siglas de identificación y ubicación de los cuatro puntos de medición de temperatura y humedad relativa en convección natural. ...........................................................................................................114 Tabla 41: Valores promedio, máximo y mínimo de temperatura y humedad relativa en pruebas de desempeño en convección natural por puntos de medición. ...................................................................................................115 Tabla 42: División de la bandeja de secado por cuadrantes para cada deshidratador evaluado. ....................119 Tabla 43: Implementos utilizados para la operación de pelado y cortado. .........................................................122 Tabla 44: Valores de propiedades fisicoquímicas de mango en fresco. ............................................................129 Tabla 45: Escala para el análisis de correlaciones. Tomado de Evans (1996). ................................................131 Tabla 46: Análisis de correlaciones en deshidratación de mango entre variables para CN. ............................132 Tabla 47: Análisis de correlaciones en deshidratación de mango entre variables para CF. ............................132 Tabla 48: Resultados análisis ANOVA en comparativo por deshidratadores en mango. .................................139 Tabla 49: Análisis ANOVA para las propiedades organolépticas de mango deshidratado. ..............................139 Tabla 50: Valores de propiedades fisicoquímicas de naranja en fresco. ...........................................................140 Tabla 51: Análisis de correlaciones en deshidratación de naranja entre variables para CN. ...........................143 Tabla 52: Análisis de correlaciones en deshidratación de naranja entre variables para CF.............................143 Tabla 53: Resultados análisis ANOVA en comparativo por deshidratadores en naranja. ................................152 Tabla 54: Análisis ANOVA para las propiedades organolépticas de naranja deshidratada. .............................152 Tabla 55: Valores de propiedades fisicoquímicas de mandarina en fresco. ......................................................153 Tabla 56: Análisis de correlaciones en deshidratación de mandarina entre variables para CN. ......................155 Tabla 57: Análisis de correlaciones en deshidratación de mandarina entre variables para CF. ......................156 Tabla 58: Resultados análisis ANOVA en comparativo por deshidratadores en mandarina. ...........................163 Tabla 59: Promedio y desviación estándar para la evaluación de propiedades organolépticas de mandarina de CF. ...........................................................................................................................................................................164 Tabla 60: Capacidad del macro proceso de deshidratación y el rendimiento de materia prima y producto deshidratado. ..........................................................................................................................................................165 Tabla 61: Horas de inicio y ciclo del proceso de deshidratación solar en CN por fruto.....................................166 Tabla 62: Horas de inicio y ciclo del proceso de deshidratación solar en CF por fruto .....................................166 Tabla 63: Costos variables para el análisis financiero. ........................................................................................167 Tabla 64: Costos fijos para el análisis financiero. ................................................................................................167 Tabla 65: Cálculo del costo variable unitario para CN por fruto. .........................................................................168 Tabla 66: Cálculo del costo variable unitario para CF por fruto. .........................................................................168 Tabla 67: Cálculo del punto de equilibrio para CN por fruto................................................................................169 Tabla 68: Cálculo del punto de equilibrio para CF por fruto. ...............................................................................169 Tabla 69: Formulación del modelo de programación lineal para maximización de ingresos en CN ................170 Tabla 70: Información de entrada y salida para la maximización de los ingresos por presentación comercial de 50g de CN. ..............................................................................................................................................................171 Tabla 71: Resultados del modelo de programación lineal con Solver de Excel para CN. ................................171 Tabla 72: Comparación de ingresos y costos por precio de la materia prima en CN. Las cifras son mensuales. .................................................................................................................................................................................172 Tabla 73: Comparación de ingresos y costos por precio de la materia prima en CF. Las cifras son mensuales. .................................................................................................................................................................................173

Contenido 15
TABLA DE CONTENIDO
1. INTRODUCCIÓN ............................................................................................................................................. 18
2. ANTECEDENTES Y JUSTIFICACIÓN .......................................................................................................... 19
3. IDENTIFICACIÓN DEL PROBLEMA ............................................................................................................ 20
4. OBJETIVOS .................................................................................................................................................... 22
4.1 Objetivo general ................................................................................................................................... 22
4.2 Objetivos específicos .......................................................................................................................... 22
5. MARCO TEÓRICO.......................................................................................................................................... 23
5.1 Proceso de deshidratación ................................................................................................................. 23
5.2 Radiación solar ..................................................................................................................................... 27
5.3 Transferencia de calor ......................................................................................................................... 31
5.3.1 Transferencia de calor por radiación ........................................................................................... 31
5.3.2 Transferencia de calor por conducción ....................................................................................... 32
5.3.3 Transferencia de calor por convección ....................................................................................... 35
5.4 Proceso deshidratación solar ............................................................................................................ 36
6. ESTADO DEL ARTE DISEÑOS Y DESCRIPCIÓN DE DESHIDRATADORES SOLARES ..................... 39
6.1 Diseños modo directo ......................................................................................................................... 42
6.2 Diseños modo indirecto ...................................................................................................................... 49
6.3 Diseños modo mixto ............................................................................................................................ 65
7. PROCESO DE EVALUACIÓN, ANÁLISIS Y DETERMINACIÓN DE REQUISITOS DE DISEÑO DEL DESHIDRATADOR .................................................................................................................................................. 68
7.1 Selección de deshidratadores solar indirectos............................................................................... 69
7.2 Criterios de evaluación y selección del deshidratador solar indirecto ....................................... 71
7.3 Implementación metodología AHP - selección de diseño de deshidratador ............................. 76
7.3.1 Paso 1: problema de decisión de selección................................................................................ 77
7.3.2 Paso 2: matriz de comparación de diseños por criterio ........................................................... 77
7.3.3 Paso 3: matriz normalizada de comparación de diseños con el vector de prioridad .......... 82
7.3.4 Paso 4: proporción de consistencia de las matrices de comparación de diseños .............. 83
7.3.5 Paso 5: matriz de comparación de los criterios ......................................................................... 84
7.3.6 Paso 6: proporción de consistencia de la matriz de comparación de criterios .................... 86
7.3.7 Paso 7: matriz normalizada de criterios con el vector de prioridad ....................................... 87
7.3.8 Paso 8: matriz de prioridad global ................................................................................................ 88
7.4 Análisis resultados implementación metodología AHP ................................................................ 89
8. CARACTERIZACIÓN DESHIDRATADORES SELECCIONADOS ............................................................. 93
8.1 Diseño deshidratador indirecto de convección natural (CN)........................................................ 93

Contenido 16
8.1.1 Colector ............................................................................................................................................. 95
8.1.2 Cámara de secado .........................................................................................................................102
8.1.3 Almacenamiento térmico..............................................................................................................103
8.2 Construcción diseño propuesto CN................................................................................................106
8.2.1 Proceso de fabricación y ensamble del diseño propuesto ....................................................106
8.2.2 Proceso de rediseño .....................................................................................................................111
8.3 Deshidratador activo indirecto de flujo turbulento (CF) ..............................................................117
9. PROCESO EXPERIMENTAL DE EVALUACIÓN DEL EFECTO POR EL USO DE LOS DESHIDRATADORES EN PROPIEDADES FISICOQUÍMICAS Y ORGANOLÉPTICAS EN MANGO, NARANJA Y MANDARINA ...................................................................................................................................119
9.1 Diseño experimental ..........................................................................................................................119
9.2 Proceso de deshidratación implementado ....................................................................................120
9.2.1 Abastecimiento y selección de materia prima ..........................................................................121
9.2.2 Lavado y desinfección ..................................................................................................................121
9.2.3 Pelado y cortado ............................................................................................................................121
9.2.4 Tratamiento con deshidratación solar .......................................................................................124
9.2.5 Selección de fruta deshidratada .................................................................................................125
9.2.6 Empacado .......................................................................................................................................125
9.3 Medición propiedades fisicoquímicas ............................................................................................125
9.3.1 Pérdida de peso y variación del contenido de humedad ........................................................125
9.3.2 Actividad de agua (aw)...................................................................................................................126
9.3.3 Color ................................................................................................................................................126
9.3.4 Sólidos solubles totales ...............................................................................................................126
9.4 Medición de propiedades organolépticas ......................................................................................127
10. EFECTO DEL PROCESO DE DESHIDRATACIÓN CON EL USO DE AMBOS DESHIDRATADORES EN PROPIEDADES FISICOQUÍMICAS Y ORGANOLÉPTICAS EN MANGO .................................................129
10.1 Características generales del proceso en mango ........................................................................129
10.2 Variación del contenido de humedad en mango ..........................................................................134
10.3 Efecto en la actividad de agua en mango ......................................................................................135
10.4 Efecto en color en mango .................................................................................................................136
10.5 Efecto en sólidos solubles totales en mango ...............................................................................138
10.6 Comparativo entre CN y CF para mango ........................................................................................138
10.7 Evaluación de propiedades organolépticas en mango ................................................................139
11. RESULTADOS DEL EFECTO POR EL USO DE AMBOS DESHIDRATADORES EN PROPIEDADES FISICOQUÍMICAS Y ORGANOLÉPTICAS EN NARANJA ................................................................................140
11.1 Características generales del proceso en naranja .......................................................................140
11.2 Distribución de conformidad y no conformidad ...........................................................................145
Contenido 17
11.3 Variación del contenido de humedad en naranja .........................................................................147
11.4 Efecto en la actividad de agua en naranja .....................................................................................149
11.5 Efecto en color en naranja ................................................................................................................150
11.6 Efecto en sólidos solubles totales en naranja ..............................................................................151
11.7 Comparativo entre CN y CF en naranja ..........................................................................................151
11.8 Evaluación de propiedades organolépticas en naranja...............................................................152
12. RESULTADOS DEL EFECTO POR EL USO DE AMBOS DESHIDRATADORES EN PROPIEDADES FISICOQUÍMICAS Y ORGANOLÉPTICAS EN MANDARINA ...........................................................................153
12.1 Características generales del proceso en mandarina ..................................................................153
12.2 Distribución de conformidad y no conformidad en mandarina ..................................................157
12.3 Variación del contenido de humedad en mandarina ....................................................................159
12.4 Efecto en la actividad de agua en mandarina ................................................................................160
12.5 Efecto en color en mandarina ..........................................................................................................161
12.6 Efecto en sólidos solubles totales en mandarina .........................................................................162
12.7 Comparativo entre CN y CF en mandarina.....................................................................................163
12.8 Evaluación de propiedades organolépticas en mandarina .........................................................164
13. ESTANDARIZACIÓN Y ANÁLISIS DEL PUNTO DE EQUILIBRIO DEL PROCESO DE DESHIDRATACIÓN SOLAR PARA MANGO NARANJA Y MANDARINA.......................................................164
13.1 Estandarización del proceso de deshidratación solar .................................................................164
13.2 Análisis del punto de equilibrio .......................................................................................................166
13.3 Optimización de producción en CN ................................................................................................170
14. CONCLUSIONES ......................................................................................................................................173
15. RECOMENDACIONES ..............................................................................................................................174
16. REFERENCIAS ..........................................................................................................................................175
17. ANEXOS .....................................................................................................................................................180

Contenido 18
1. INTRODUCCIÓN
Para la transformación de los frutos de mango, naranja y mandarina, existen varias metodologías que aportan
valor en relación a la satisfacción del mercado. Entre esas metodologías se encuentran: pulpas, jugos,
mermeladas, deshidratados, conservas, pectinas (cáscara naranja), esencias, aceites, entre otros. De las
enunciadas, la que se puede vincular directamente con el aprovechamiento de la energía solar para su
procesamiento, desde una prueba piloto, es la deshidratación, debido a que cuenta con antecedentes que
ejemplifican la viabilidad del uso de las condiciones ambientales para obtener un producto deshidratado que
cumple con parámetros técnicos de calidad y con los requerimientos del cliente.
En el marco del proyecto de Corredor Tecnológico Agroindustrial-Derivado 2, se desarrolló un subproyecto con
cultivos perennes (mango, naranja y mandarina) vinculando productores de la región del Tequendama. Desde
el componente de poscosecha de este subproyecto se identificó la necesidad de proponer alternativas de
comercialización especialmente en épocas de alta oferta de producto fresco que genera inestabilidad
económica para los productores, debido a que los intermediarios regulan los precios y en la mayoría de casos
éstos no cubren los costos de producción. En ese contexto, con la presente investigación se desarrolló una
propuesta de transformación del mango, naranja y mandarina, que consiste en un prototipo de deshidratador
solar con convección natural.
En este sentido, se abordó el tema de deshidratación mediante el uso de energía solar, bajo las siguientes
consideraciones: optimización de los recursos; que pueda ser operada por los mismos productores; que
conserve las propiedades fisicoquímicas de los alimentos y que el producto obtenido haga parte de un mercado
promisorio con viabilidad económica
Para cumplir con el objetivo, en la investigación se estudiaron los avances y hallazgos en procesos de
deshidratación solar de frutas, a su vez, se desarrolló, implementó y rediseñó un prototipo de deshidratador
solar; y se evaluó la viabilidad técnica de implementación de la deshidratación solar. Para la viabilidad, se evaluó
el efecto del uso del prototipo de deshidratador solar en propiedades fisicoquímicas y organolépticas de mango,
naranja y mandarina y adicionalmente se validó otro prototipo de deshidratador solar, que surgió de otro
subproyecto del Corredor Tecnológico Agroindustrial - Derivado 2 desde el Grupo de Investigación en
Poscosecha de la Universidad Nacional de Colombia. La validación de los dos prototipos sirvió de base para
optimizar el diseño del prototipo desarrollado en la presente investigación. El lugar de montaje para el ensayo
experimental fue el municipio de Tocaima Cundinamarca, considerando las ventajas que representa en términos

Contenido 19
de sus condiciones ambientales y la disponibilidad de los tres productos para los ensayos, dado que se llevó a
cabo en una de las parcelas de investigación participativa (PIPA), que hizo parte integral del subproyecto
2. ANTECEDENTES Y JUSTIFICACIÓN
Como se indicó en los párrafos anteriores, el desarrollo de la presente investigación hace parte del cumplimiento
del proyecto del Corredor Tecnológico Agroindustrial – CTA Convenio derivado 2, titulado “Evaluación de
tecnologías innovadoras para el manejo integral de los cultivos de mango, naranja y mandarina en zonas
productoras del departamento de Cundinamarca”. Uno de los problemas a los que están expuestos los
productores de estos municipios, es la inestabilidad económica, que se atribuye a la variabilidad del precio en
el mercado dependiente de la oferta y la calidad o uniformidad del producto cosechado que adicionalmente
tiene una limitación en tiempo de vida útil dada su alta perecibilidad.
Una alternativa que se plantea, es la ampliación de los nichos de mercado mediante la obtención de un producto
deshidratado que conserve adecuadamente sus propiedades fisicoquímicas y organolépticas, prolongue su vida
en poscosecha y pueda ser ofertado a un mercado promisorio. Para esto se propone el uso de energía solar,
la validación de un secador ya existente y el desarrollo de un prototipo optimizando tanto el prototipo existente
como las propuestas revisadas en la vigilancia tecnológica. Para el montaje de los prototipos se seleccionó el
municipio de Tocaima de los municipios contemplados en el proyecto del Corredor Tecnológico. Lo anterior, se
hizo con base en la información consignada en el estudio titulado “Modelos de Prevención y Adaptación
Agroclimática – MAPA”, realizado por Corpoica y el Ministerio de Agricultura (2012), donde se recopiló la
información de estaciones meteorológicas entre 1980 y 2011, y se realizó la proyección de esta información
para todo el territorio del departamento de Cundinamarca. Los datos referentes se presentan en la Tabla 1.
Tabla 1: Información meteorológica de los municipios contemplados en el proyecto. Elaboración propia con información del Modelo de Prevención y Adaptación Agroclimática – MAPA (2012).
Municipio Brillo solar (h) Evapo- transpiración (mm)
Humedad relativa (%)
Precipitación (mm)
T Máx (°C)
T Med (°C)
T Mín (°C)
Pacho 1.500-1.700 1.000-1.200 80-85 1.500-2-000 18-24 14-18 8-14
Tena 1.500-1.700 1.000-1.200 80-85 1.100-1.500 22-26 16-22 10-14
Cachipay 1.500-1.700 1.000-1.200 80-85 1.100-1.500 22-26 18-22 14-18
Anolaima 1.500-1.700 1.000-1.200 80-85 900-1.300 18-24 16-18 10-14
La Mesa 1.500-1.900 1.000-1.400 80-85 1.300-1.500 24-30 20-24 12-18
Mesitas 1.500-1.700 1.000-1.400 80-85 1.300-1.750 24-30 18-24 12-18
Viotá 1.700-1.900 1.200-1.600 75-85 1.300-1.750 24-32 20-26 14-20
Anapoima 1.700-1.900 1.200-1.600 80-85 1.300-1.500 28-32 22-26 16-20
Apulo 1.700-1.900 1.400-1.800 75-80 1.300-1.500 30-32 24-26 18-22
Tocaima 1.700-2.100 1.400-1.800 70-80 900-1.300 30-34 26-28 20-24

Contenido 20
De la Tabla 1 se concluye que el municipio de Tocaima, presenta el mayor brillo solar, la mayor
evapotranspiración, la menor humedad relativa, la menor precipitación, la mayor temperatura máxima, media y
mínima, de los municipios contemplados, por lo tanto, se soporta la decisión de realizar la evaluación en el
municipio de Tocaima. Adicionalmente, las condiciones meteorológicas de este municipio, cumplen con las
necesidades del proceso de deshidratación solar. En investigaciones de deshidratación solar, se ha observado
que la mejor cinética del proceso y la conservación de propiedades fisicoquímicas, se obtienen en ambientes
de baja humedad relativa, alta temperatura y alto brillo solar (Ceballos-Ortiz et al., 2012).
Adicionalmente, se seleccionó el municipio de Tocaima debido a que es el municipio que presenta mayor
participación por parte de los productores, de los municipios contemplados en el proyecto del Corredor
Tecnológico. Los productores presentaron motivación ante la propuesta de la evaluación del proceso de
deshidratación, justificando que necesitan este tipo de investigaciones en campo para su fortalecimiento
comercial.
Con el desarrollo de la investigación se espera un impacto al corto y mediano plazo. En el corto plazo, el
beneficio estará para la comunidad académica en la socialización de los resultados obtenidos, incluyendo el
Grupo de Investigación de Poscosecha de la Universidad Nacional, debido a la generación de nuevo
conocimiento por la evaluación de los dos deshidratadores en las condiciones enunciadas. Finalmente, para
los productores, se tendrá el criterio apropiado para la toma de decisiones en la implementación de la tecnología
de deshidratación solar como alternativa para su estabilidad económica, por el hecho de que cuentan con la
evaluación de la tecnología y el protocolo de operación de la misma.
Lo que respecta a la comunidad, el beneficio se valida en el interés de ofrecer productos snacks más saludables.
Según la FAO (2014), se recomienda el consumo de frutas deshidratadas para tener hábitos alimenticios más
sanos y para combatir la obesidad. El beneficio se debe a que tienen una menor cantidad de grasas y azúcares,
respecto a los snacks que habitualmente se consumen. Adicionalmente, es un mercado promisorio con una
estimación de demanda mundial para el 2020 cercana a 4 millones de toneladas (Romero et al., 2016).
3. IDENTIFICACIÓN DEL PROBLEMA
En el desarrollo del proyecto de Corredor Tecnológico Agroindustrial – CTA Convenio derivado 2, se realizó la
caracterización de los problemas con mayor impacto en la cadena productiva de cada cultivo en los municipios
de mayor producción de Cundinamarca. La información se obtuvo en campo, encuestando a 645 productores
de los municipios de: Pacho, Tena, Cachipay, Anolaima, La Mesa, Mesitas, Viotá, Anapoima, Apulo y Tocaima.

Contenido 21
En la caracterización mencionada, se concluyó que los productores se enfrentan constantemente a una alta
dispersión de precios por la variabilidad de la calidad de los frutos, y se debe principalmente a: prácticas
agronómicas inadecuadas, afectación fisiológica del cultivo por plagas y enfermedades, dificultad en
operaciones de cosecha que incrementan el tiempo de recolección y alta manipulación de los frutos en la
cadena de distribución, que se traduce en reducción de vida útil en almacenamiento (Corredor Tecnológico
Agroindustrial, 2016).
Adicionalmente, los productores se ven expuestos a una inestabilidad económica cuando: hay escases de
producto en fresco en el mercado, lo que genera un alto precio, aunque con poca disponibilidad de producto
para la venta, y cuando hay alta oferta, por ley de oferta-demanda, el precio se reduce considerablemente. Por
ejemplo, según el presidente de la Asociación de Fruticultores de Tocaima – ASOFRUT en el año 2018, una
canastilla de producto en fresco que suelen venderla a $35.000, cuando hay alta oferta en el mercado, la venden
entre $5.000 y $10.000, y cuando hay escases de producto en el mercado, los comercializadores han llegado
a comprarla a $140.000. En los meses de junio, julio, diciembre y enero, hay alta oferta en el mercado y es
cuando el precio baja, en los meses restantes el precio oscila entre $35.000 y $140.000, dependiendo de la
disponibilidad de producto en el mercado.
De acuerdo a lo anterior, se identificó la necesidad de evaluar una tecnología de transformación para mango,
naranja y mandarina, en alguno de los municipios enunciados, para contrarrestar el problema de la variabilidad
del precio en la estabilidad económica del productor; particularmente, utilizando el producto fresco que no tiene
venta directa, bien sea por el tamaño o porque en momentos de alta oferta representa un precio bajo para el
productor.
Paralelamente a la situación económica de los productores, el Grupo de Investigación de Poscosecha del
Programa de Ingeniería Agrícola de la Universidad Nacional de Colombia sede Bogotá, diseñó un deshidratador
solar pasivo indirecto de flujo turbulento para el secado de maíz y cacao. El diseño se basó en modelamiento
matemático de transferencia de masa y calor. Actualmente, el Grupo de Investigación de Poscosecha, está
desarrollando el prototipo para otro subproyecto del proyecto Corredor Tecnológico Agroindustrial – CTA. El
prototipo lo validarán para el secado de maíz y cacao.
Integrando la necesidad de evaluar una tecnología de transformación en mango, naranja y mandarina para
equilibrar la situación económica de los productores, y el avance del diseño del deshidratador solar del grupo
de investigación. La presente se enfocó en la evaluación del efecto en propiedades fisicoquímicas y

Contenido 22
organolépticas de mango, naranja y mandarina, por el uso del prototipo de deshidratador solar pasivo indirecto
de flujo turbulento en el municipio de Tocaima, por los criterios enunciados con anterioridad.
Teniendo en cuenta todos los planteamientos presentados, surgen como pregunta de investigación: ¿El
desarrollo de un prototipo de deshidratador solar pasivo indirecto de flujo turbulento operando bajo las
condiciones del municipio de Tocaima podrá presentar una alternativa más eficiente que un deshidratador solar
pasivo para obtener mango, mandarina y naranja deshidratados que presenten adecuadas propiedades
fisicoquímicas y organolépticas y poder acceder así a canales de comercialización que ofrezca una alternativa
posible y viable para los productores?
4. OBJETIVOS
4.1 Objetivo general
Evaluar el efecto del uso de un deshidratador solar pasivo indirecto de flujo turbulento y de un deshidratador
solar pasivo, sobre propiedades fisicoquímicas y organolépticas de mango, naranja y mandarina, en
condiciones ambientales del municipio de Tocaima Cundinamarca.
4.2 Objetivos específicos
1. Seleccionar el diseño del deshidratador solar pasivo indirecto de flujo turbulento y solar pasivo a ser
evaluados bajo condiciones ambientales del municipio de Tocaima, con base en criterios de eficiencia
e ingeniería de procesos, considerando las propiedades de los productos seleccionados.
2. Desarrollar los dos prototipos de deshidratador solar utilizando materiales viables económicamente, y
que cumplan con los parámetros de diseño.
3. Evaluar el efecto sobre propiedades fisicoquímicas y organolépticas de mango, naranja y mandarina,
sometidos a deshidratación mediante el uso de los dos deshidratadores solares, en condiciones
ambientales del municipio de Tocaima.
4. Realizar un protocolo para cada prototipo de deshidratador solar evaluado que permita estandarizar el
proceso de deshidratación para mango, naranja y mandarina.

Contenido 23
5. MARCO TEÓRICO
5.1 Proceso de deshidratación
El consumo de frutas y hortalizas alrededor del mundo, es un sector importante en la economía de muchos
países. La densidad poblacional está en constante crecimiento, al igual que el consumo de alimentos y el interés
por consumir alimentos sanos, por lo que se requieren mejores procesos de conservación para prolongar su
vida en almacenamiento y distribución. Las frutas y hortalizas por su alto contenido de humedad y gran
variabilidad en su manejo y conservación, son muy susceptibles a sufrir daños lo que aumenta los riesgos de
pérdida y desperdicio a lo largo de la cadena de abastecimiento de alimentos (FAO, 2014). Los procesos de
deshidratación como mecanismo para prolongar la vida útil de frutas y hortalizas, mediante remoción del
contenido de humedad, han permitido una mayor disponibilidad para los consumidores superando las
variaciones propias de la oferta de los mismos en diversas épocas del año.
La remoción de la humedad en el proceso de secado, se da gracias a los procesos de transferencia de energía
y transferencia de masa (Figura 1). La energía en forma de calor remueve el agua libre contenida en el alimento
y en forma de vapor la transfiere al medio que rodea el producto realizando así un proceso de transferencia
de masa (Moya-González et al., 2011).
Figura 1: Esquema de transferencia de calor y masa en secado de placa plana de producto. Elaboración propia.
En la Figura 2, se presenta la imagen de una sección de un deshidratador indirecto con las diferentes formas
de transferencia de calor. La radiación proveniente del sol, la conducción se da desde el interior del secador
hacia el ambiente, a través, de las paredes que lo conforman y la convección, se lleva a cabo tanto en la parte
interna como en la externa del secador a través del flujo de aire. Sin embargo, el diseño que planteó Dissa et
al. (2009), considera la convección como única forma de transferencia de calor al producto..

Contenido 24
Figura 2: Transferencia de calor en sección de un deshidratador indirecto, , calor transferido por convección; , calor
transferido por radiación; , calor transferido por conducción; , pérdidas térmicas; , potencia de evaporación; 1: atmósfera; 2: ambiente circundante; 3: paredes secador; 4: láminas de producto; 5: aire de secado; 6: bandeja. Tomado de Dissa et al. (2009).
El agua contenida en los alimentos además de proporcionarle atributos importantes de calidad y permitir sus
reacciones metabólicas, es un medio propicio para la actividad microbiana, por lo tanto, al remover su contenido
en el proceso de deshidratación se reduce la capacidad de crecimiento de microorganismos, aumenta su vida
útil, se reduce el tamaño del alimento, aumenta su consistencia y promueve una concentración de su sabor y
aroma (García-Paternina et al., 2015).
Como un parámetro importante en el diseño se debe involucrar el concepto “actividad de agua”, (aw) que indica
la fracción del contenido de agua total libre de un producto, y en consecuencia, describe la posibilidad de
crecimiento de microorganismos y el desarrollo de reacciones químicas que afectan la estabilidad de los
alimentos; el valor de aw oscila entre 0 como mínimo y 1 como máximo, y entre más bajo sea la actividad de
agua de un alimento, mejor se conservará la calidad y por más tiempo (Reid y Peralta, 2008). Este criterio
indicará, cuánta cantidad de agua habrá que retirar del producto para protegerlo de ataque de microorganismos,
sin que tenga que someterse a una deshidratación excesiva donde pierda gran parte de sus nutrientes. En la
Tabla 2, se enuncian algunos ejemplos.

Contenido 25
Tabla 2: Actividad de agua de algunos alimentos. Elaboración propia con información de AquaLab (2015).
Alimento Actividad de agua (aw)
Vegetales y frutas frescas > 0,97
Frutos de mar y pollo fresco > 0,98
Carne fresa > 0,95
Huevo 0,97
Pan para sándwich 0,95 a 0,96
Queso 0,92 a 1,00
Carne curada 0,87 a 0,95
Nueces 0,66 a 0,84
Jalea de frutas 0,75 a 0,80
Gelatina 0,82 a 0,94
Arroz 0,80 a 0,87
Harina de trigo 0,67 a 0,87
Miel de abeja 0,54 a 0,75
Frutas secas 0,51 a 0,89
Cereales 0,10 a 0,20
Azúcar 0,10
Teniendo en cuenta que el objetivo en cualquier transformación de alimentos es obtener una calidad que
satisfaga las necesidades del consumidor, para el caso de la deshidratación, se busca evitar las degradaciones
físicas y bioquímicas del alimento, mediante adecuada temperatura y tiempo de secado, donde la actividad de
agua se convierte en parámetro control (Alvis-Bermudez et al., 2016). En la Tabla 2 se observa que el contenido
de agua de las frutas y verduras, que es el caso de interés en la investigación, es mayor a 0,97, lo que
representa un reto para el proceso en función de la calidad final del producto.
Los métodos y fuentes de energía para la remoción del agua de los alimentos más utilizados son: solar directo,
con aire caliente forzado, osmótico, con microondas, liofilización, atomización, y lecho fluidizado. La diferencia
en los métodos, radica en el mecanismo de transferencia de calor y masa que dependen de la tasa y tiempo de
secado, difusividad efectiva, eficiencia energética, costo de operación e infraestructura, entre otros (Ochoa-
Reyes et al., 2013).
En el caso de la deshidratación solar, cuando el producto se deja a exposición directa al sol este es vulnerable
a la contaminación por polvo, infección de insectos y hongos, y baja calidad del producto obtenido por
pardeamiento (Yuan et al., 2015). Sin embargo, existen deshidratadores solares tipo túnel que protegen el
alimento de la intemperie y se han registrado temperaturas en su interior entre los 60 y 80°C. La ventaja de la

Contenido 26
deshidratación solar tipo túnel radica en los bajos costos de operación porque no requieren de energía eléctrica
para su funcionamiento y conserva gran parte de las características nutricionales del alimento en fresco (Kumar
A. et al., 2014)
Por otro lado, la deshidratación con aire caliente forzado, es el método más utilizado en el procesamiento de
frutas y hortalizas (Ceballos-Ortiz y Jiménez-Munguía, 2012). Con éste método se remueve el agua superficial
de los productos y comúnmente depende su eficiencia de la velocidad y temperatura del aire empleado (Valdés
et al., 2015). Los autores argumentan que es más costoso que la deshidratación solar y además requiere de
energía eléctrica para su funcionamiento. Éste tipo de deshidratador permite obtener mayor temperatura del
aire empleado, lo que se traduce en menor tiempo de secado, sin embargo, se han registrado efectos negativos
como cambios en sabor, color, contenido de nutrientes, componentes aromáticos, densidad, capacidad de
absorción de agua y concentración de solidos solubles totales (Zuluaga et al., 2010).
Por su parte, la deshidratación osmótica es un método no térmico, en el que se elimina parcialmente el
contenido de agua del alimento al ponerlo en contacto directo con una solución altamente concentrada (Giraldo
Bedoya et al., 2004). Con este contacto, el agua que contiene el producto (menor concentración de soluto) se
difunde a través de las membranas celulares que son semipermeables, hacia la solución altamente concentrada
(agente osmótico), con el fin de establecer un equilibrio en el sistema. Adicionalmente, la membrana es
parcialmente selectiva y genera en el proceso una pequeña difusión de soluto de la disolución hacia el alimento
(Barman y Badwaik, 2017).
La deshidratación mediante el uso de microondas, se ha convertido en uno de los métodos más llamativos y
exitosos debido a las potenciales ventajas asociadas con la relación beneficio-costo que se pueden lograr. Las
microondas son ondas electromagnéticas con frecuencias entre los 300 MHz y los 300 GHz, siendo la
frecuencia para la deshidratación de 2,45 GHz la más utilizada. El uso de las microondas para la deshidratación
en alimentos, permite que la radiación electromagnética penetre la masa, generando un calentamiento casi
instantáneo sin importar su morfología (Cárdenas et al., 2009).
La deshidratación por liofilización, es un proceso que se basa en sublimar el hielo de un producto o congelado.
El agua del producto pasa, del estado sólido a vapor sin pasar por el estado líquido, para lo cual se trabaja por
debajo del punto triple del agua, es decir: 0,01 °C y 4,5 mmHg. Una de las ventajas más importantes es que
mantiene mejor el color y el aroma del alimento en fresco, aunque, se necesita una gran inversión de
equipamiento, alrededor de tres veces respecto a los demás métodos de deshidratación (Univerdidad de
Granada, 2011).

Contenido 27
5.2 Radiación solar
La energía solar, es una alternativa importante de abastecimiento de energía para la vida en la tierra, es
preferida frente a otras fuentes de energía porque es abundante, inagotable, no contaminante, renovable y
económica. En la actualidad, esta energía se aprovecha por medio de captadores como células fotovoltaicas,
helióstatos o colectores térmicos, para generar energía eléctrica o térmica (Akpinar, 2010). La generación de
electricidad mediante el sistema fotovoltaico creció en más de 130 veces a nivel mundial entre los años 1999 y
2010; pasando de 200 a unos 27.200 MW al año aproximadamente. Los mayores desarrollos se han dado en
China, Alemania y en otros países europeos (Moya-González et al., 2011).
En la deshidratación solar, se captura y almacena parte de la energía solar que está disponible en la superficie
de la tierra, para realizar la correspondiente transferencia de calor al sistema de deshidratación, a través, del
incremento de la temperatura del aire de secado.
La radiación electromagnética, energía utilizada en deshidratación solar, son ondas producidas a lo largo del
Universo por el movimiento de electrones en un campo eléctrico; donde a su vez, el movimiento produce
campos eléctricos y magnéticos oscilantes que forman haces de energía luminosa llamados fotones. Los
fotones, viajan en ondas a la velocidad de la luz (299.792.458 metros por segundo) en el vacío, que presentan
ciertas características como frecuencia (número de ondas por ciclo), longitud de onda (distancia entre dos picos
consecutivos) y energía (Fontal, 2005). Existen muchas formas de ondas electromagnéticas que se distinguen
por sus frecuencias y longitudes de onda, que varían en un rango muy amplio, tal como se muestra en la Figura
3.
Figura 3: Espectro de radiación electromagnética. Tomado de Fontal (2005).
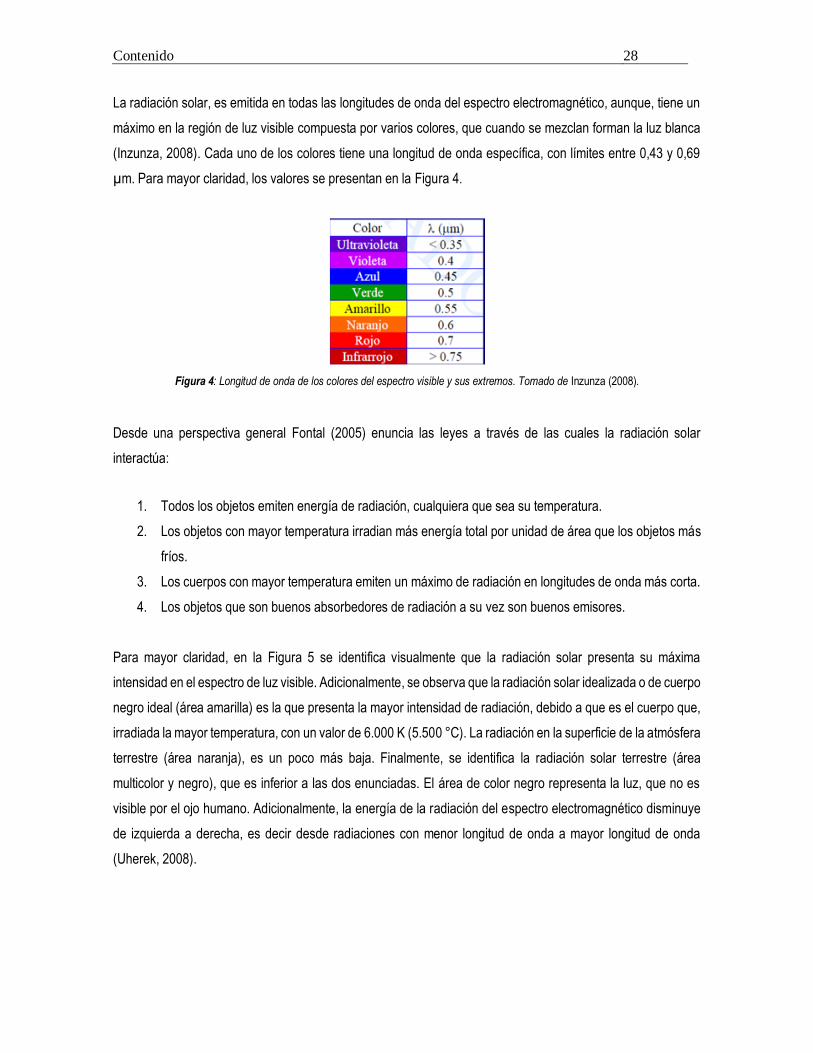
Contenido 28
La radiación solar, es emitida en todas las longitudes de onda del espectro electromagnético, aunque, tiene un
máximo en la región de luz visible compuesta por varios colores, que cuando se mezclan forman la luz blanca
(Inzunza, 2008). Cada uno de los colores tiene una longitud de onda específica, con límites entre 0,43 y 0,69
µm. Para mayor claridad, los valores se presentan en la Figura 4.
Figura 4: Longitud de onda de los colores del espectro visible y sus extremos. Tomado de Inzunza (2008).
Desde una perspectiva general Fontal (2005) enuncia las leyes a través de las cuales la radiación solar
interactúa:
1. Todos los objetos emiten energía de radiación, cualquiera que sea su temperatura.
2. Los objetos con mayor temperatura irradian más energía total por unidad de área que los objetos más
fríos.
3. Los cuerpos con mayor temperatura emiten un máximo de radiación en longitudes de onda más corta.
4. Los objetos que son buenos absorbedores de radiación a su vez son buenos emisores.
Para mayor claridad, en la Figura 5 se identifica visualmente que la radiación solar presenta su máxima
intensidad en el espectro de luz visible. Adicionalmente, se observa que la radiación solar idealizada o de cuerpo
negro ideal (área amarilla) es la que presenta la mayor intensidad de radiación, debido a que es el cuerpo que,
irradiada la mayor temperatura, con un valor de 6.000 K (5.500 °C). La radiación en la superficie de la atmósfera
terrestre (área naranja), es un poco más baja. Finalmente, se identifica la radiación solar terrestre (área
multicolor y negro), que es inferior a las dos enunciadas. El área de color negro representa la luz, que no es
visible por el ojo humano. Adicionalmente, la energía de la radiación del espectro electromagnético disminuye
de izquierda a derecha, es decir desde radiaciones con menor longitud de onda a mayor longitud de onda
(Uherek, 2008).

Contenido 29
Figura 5: Espectro de radiación electromagnética y su intensidad en el cuerpo negro ideal, atmósfera y terrestre. Tomado de Uherek (2008).
La radiación terrestre, se conoce también con el nombre de radiación de onda corta, debido a, los valores de
longitud de onda en los que se concentra el máximo de emisión de energía solar. La capa atmosférica, es
transparente para la radiación solar entrante y por lo tanto permite el ingreso en su totalidad. En la Figura 6, se
observa que a la atmósfera ingresan 342 W∙m-2 (100%) y 168 W∙m-2 (49%) llegan a la superficie terrestre. Parte
de esta radiación, llega directamente a la tierra; cerca de 85 W∙m-2 (25%). El valor restante, es dispersado por
la atmósfera como radiación difusa hacia la superficie. El otro 51% (174,4 W∙m-2) de la radiación que ingresa a
la superficie, se refleja por la nubes y gases atmosféricos, absorbida por la atmósfera y reflejada por la superficie
terrestre. Este fenómeno depende de la longitud de onda de energía trasmitida y del tamaño y naturaleza que
modifica la radiación (Inzunza, 2008).
Figura 6: Radiación solar en la superficie terrestre. Tomado de NASA (2002).

Contenido 30
Para el caso del territorio colombiano, según el Atlas de Radiación Solar, Ultravioleta y Ozono de Colombia del
Instituto de Hidrología, Meteorología y Estudios Ambientales – IDEAM, la radiación solar promedio multianual
oscila entre 3 y 6,0 kWh∙m-2∙día-1, presentando la mayor distribución del territorio con radiación solar entre 3,5
y 4,5 kWh∙m-2∙día-1. De acuerdo con la Figura 7 en la región de estudio (círculo rojo) la radiación está entre 4 y
5 kWh∙m-2∙día-1, siendo valores medio altos de la escala que contempla el IDEAM.
Figura 7: Irradiación global horizontal medio diario anual en Colombia. Tomado de IDEAM (2018).

Contenido 31
5.3 Transferencia de calor
El proceso de deshidratación solar, es el conjunto de operaciones y actividades sistemáticamente relacionadas
para la remoción de la humedad de un producto, utilizando la radiación solar como fuente de calor y/o energía
(Fundación Celestina Pérez de Almada, 2005) para transferir calor al aire que rodea el producto llevando a cabo
los procesos de radiación, conducción y/o convección, gracias a los deltas de temperatura.
5.3.1 Transferencia de calor por radiación
En la radiación, el calor se transfiere por las ondas electromagnéticas, desde la fuente hacia el medio que lo
rodea en todas las direcciones. Las ondas o partículas se transmiten, a través, de un fluido; desde un cuerpo a
otro debido a la diferencia de temperatura. En este caso no existe contacto entre los cuerpos, ni fluidos
intermedios que transporten el calor. (Domingo, 2011).
La radiación es un fenómeno volumétrico, los sólidos, líquidos y gases emiten, absorben o transmiten radiación
en diversos grados. La forma de expresar la razón máxima de la radiación que se puede emitir desde una
superficie a una temperatura 𝑇𝑠 se expresa por la ley de Stefan-Boltzman como:
�̇�𝑒𝑚𝑖𝑡𝑖𝑑𝑎 𝑚á𝑥 = 𝜎𝐴𝑠𝑇𝑠4
Donde 𝜎 es la constante de Stefan-Boltzman. La superficie idealizada que emite radiación a esta razón máxima
se llama cuerpo negro. La radiación emitida por toda superficie real es menor que la emitida por un cuerpo
negro a la misma temperatura y se expresa así:
�̇�𝑒𝑚𝑖𝑡𝑖𝑑𝑎 = 휀𝜎𝐴𝑠𝑇𝑠4
De la fórmula anterior, el término Ɛ es la emisividad de una superficie, y se define como la medida de proximidad
de una superficie a ser un cuerpo negro, su valor oscila entre 0 y 1. En la Tabla 3 se presentan los valores de
emisividad para algunas superficies.

Contenido 32
Tabla 3: Emisión de radiación de algunos materiales a 300K. Tomado de Cengel (2007).
La determinación de la razón neta de la transferencia de calor por radiación entre dos superficies depende de
las propiedades de las superficies, la orientación de una con respecto a la otra y la interacción del medio que
las rodea con la radiación (Cengel, 2007). Según lo anterior, cuando una superficie de emisividad Ɛ y área
superficial 𝐴𝑠, se encuentra a una temperatura 𝑇𝑠, está completamente cerrada por una superficie mucho más
grande (o negra), a una temperatura 𝑇𝑎𝑙𝑟𝑒𝑑 , y se encuentran separadas por un gas (como el aire) que no
interfiere con la radiación, la razón neta de la transferencia de calor por radiación entre éstas dos superficies
está dada por:
�̇�𝑟𝑎𝑑𝑖𝑎𝑐𝑖ó𝑛 = 휀𝜎𝐴𝑠(𝑇𝑠4 − 𝑇𝑎𝑙𝑟𝑒𝑑
4 )
La transferencia de calor por radiación, siempre está acompañada de la conducción (paralelamente), por lo que
transferencia de calor total se determina al sumar las contribuciones de los dos mecanismos de transferencia.
La razón total de transferencia de calor hacia o desde una superficie, por convección y radiación, está
determinada por:
�̇�𝑡𝑜𝑡𝑎𝑙 = ℎ𝑐𝑜𝑚𝑏𝑖𝑛𝑎𝑑𝑜𝐴𝑠(𝑇𝑠 − 𝑇∞)
5.3.2 Transferencia de calor por conducción
Es la transferencia de calor entre dos cuerpos en contacto que se encuentran a diferentes temperaturas, sin
que se produzca transferencia de masa entre éstos. El calor se transfiere por el choque de unas moléculas
atómicas con otras, donde las partículas con mayor energía le entregan energía a las menos cargadas,
produciéndose un flujo de calor desde la temperatura más alta a la más baja (Domingo, 2011).

Contenido 33
La razón de conducción de calor a través de una capa plana es proporcional a la diferencia de temperatura y al
área de transferencia de calor, pero es inversamente proporcional al espesor de esta capa. Por lo tanto, se
obtiene lo siguiente:
𝑅𝑎𝑧ó𝑛 𝑑𝑒 𝑐𝑜𝑛𝑑𝑢𝑐𝑐𝑖ó𝑛 𝑑𝑒 𝑐𝑎𝑙𝑜𝑟 ∝ (Á𝑟𝑒𝑎)(𝐷𝑖𝑓𝑒𝑟𝑒𝑛𝑐𝑖𝑎 𝑑𝑒 𝑡𝑒𝑚𝑝𝑒𝑟𝑎𝑡𝑢𝑟𝑎)
𝐸𝑠𝑝𝑒𝑠𝑜𝑟 𝑑𝑒 𝑙𝑎 𝑐𝑎𝑝𝑎 𝑝𝑙𝑎𝑛𝑎
Por ejemplo, para un volumen de espesor ∆𝑥, con área de sección transversal 𝐴 y cuyas caras opuestas se
encuentran a las temperaturas 𝑇1 y 𝑇2, donde 𝑇2 < 𝑇1, el sistema de transferencia de calor ∆𝑄 es el siguiente.
Figura 8: Transferencia de calor por conducción. Tomado de Inzunza (2008).
De la Figura 8 se deriva la rapidez de transferencia de calor �̇�𝑐𝑜𝑛𝑑𝑢𝑐𝑐𝑖ó𝑛, medido en Watts (W), indica la
cantidad de calor transferido (ΔQ) en un tiempo ∆𝑡. La rapidez está dada por la ley de conducción de calor de
Fourier, en el caso que ∆𝑥 → 0, tal como sigue a continuación.
�̇�𝑐𝑜𝑛𝑑𝑢𝑐𝑐𝑖ó𝑛 =𝑑𝑄
𝑑𝑡= −𝑘𝐴
𝑑𝑇
𝑑𝑥
Donde k es la conductividad térmica del material, e indica la magnitud de la capacidad del material para conducir
calor. El factor 𝑑𝑇
𝑑𝑥, es el gradiente de temperatura. El signo menos indica que la conducción de calor se da en
la dirección de mayor a menor temperatura. Por otro lado, se ha visto que los materiales almacenan calor de
forma diferente, y según esto, se ha definido la propiedad de calor específico 𝐶𝑝 de un material, como la
capacidad de un material para almacenar energía térmica. Por otro lado, la conductividad térmica 𝑘, indica la
razón de transferencia de calor a través de un espesor unitario del material por unidad de área por unidad de
diferencia de temperatura, es decir, la medida de la capacidad de un material para conducir calor. La Tabla 4
muestra la conductividad térmica de algunos materiales a temperatura ambiente.
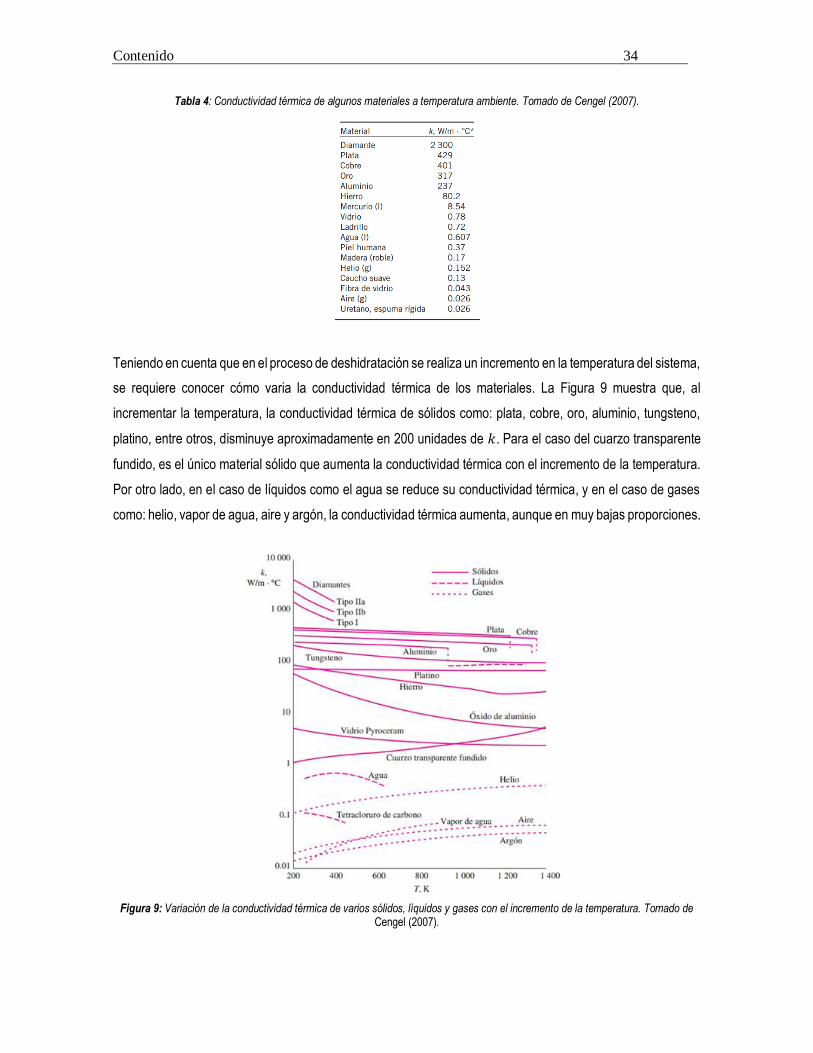
Contenido 34
Tabla 4: Conductividad térmica de algunos materiales a temperatura ambiente. Tomado de Cengel (2007).
Teniendo en cuenta que en el proceso de deshidratación se realiza un incremento en la temperatura del sistema,
se requiere conocer cómo varia la conductividad térmica de los materiales. La Figura 9 muestra que, al
incrementar la temperatura, la conductividad térmica de sólidos como: plata, cobre, oro, aluminio, tungsteno,
platino, entre otros, disminuye aproximadamente en 200 unidades de 𝑘. Para el caso del cuarzo transparente
fundido, es el único material sólido que aumenta la conductividad térmica con el incremento de la temperatura.
Por otro lado, en el caso de líquidos como el agua se reduce su conductividad térmica, y en el caso de gases
como: helio, vapor de agua, aire y argón, la conductividad térmica aumenta, aunque en muy bajas proporciones.
Figura 9: Variación de la conductividad térmica de varios sólidos, líquidos y gases con el incremento de la temperatura. Tomado de Cengel (2007).

Contenido 35
A pesar de la dependencia de la conductividad térmica respecto a la temperatura, en los desarrollos
experimentales causa gran complejidad el análisis de su conducción. Por lo tanto, en la práctica es muy común
evaluar la conductividad térmica a la temperatura promedio y tratarla como constante en los cálculos (Cengel,
2007).
5.3.3 Transferencia de calor por convección
La transferencia de calor por convección, se da a través de un fluido (gas o líquido) que está en continuo
movimiento y que transporta la energía térmica entre dos zonas de diferente densidad; siendo las zonas más
densas las más frías y las que se encuentran en la parte superior. Luego, éstas zonas más frías, se movilizan
hacia las zonas de menor densidad que se encuentran en la parte inferior (más caliente) desplazando el fluido
(Domingo, 2011). Entre más rápido es el movimiento del fluido, mayor es la transferencia de calor por
convección, aunque, simultáneamente complica la determinación de las razones de la transferencia de calor.
. En la Figura 10, se observa que, para el caso de enfriamiento, la velocidad del flujo conforme se acerca a la
superficie del producto disminuye y la temperatura aumenta, lo anterior se debe a la diferencia de densidad del
aire circundante al bloque.
Figura 10: Transferencia de calor de una superficie caliente hacia el aire por convección. Tomado de Cengel (2007).
En la convección el mecanismo de transmisión de calor al fluido, puede ser forzado (activo) o natural (pasivo).
La convección forzada, se realiza a través de un ventilador (aire) o bomba (agua), donde el fluido se mueve a
lo largo de una zona caliente, y éste transporta el calor hacia la zona fría por diferencia de densidades; es decir,
se masifica y direcciona el fluido en unas condiciones deseadas. En la convección natural, el propio fluido extrae
calor de la zona caliente y cambia su densidad haciendo que se desplace hacia la zona más fría donde cede
su calor, lo que quiere decir, que la tasa de convección depende de la fuerza de empuje que a su vez está

Contenido 36
condicionada por las diferencias de densidad debidas a la variación de la temperatura del fluido; que en últimas
regula la densidad del aire del proceso (Inzunza, 2008).
Aunque la cinética del proceso de convección presenta cierta complejidad, se observa que la rapidez de la
transferencia de calor por convección es proporcional a la diferencia de temperatura y se expresa de acuerdo
a la ley de Newton del enfriamiento así:
�̇�𝑐𝑜𝑛𝑣𝑒𝑐𝑐𝑖ó𝑛 = ℎ𝐴𝑠(𝑇𝑠 − 𝑇∞)
Donde h es el coeficiente de transferencia de calor por convección en W/m2∙°C, 𝐴𝑠 es el área superficial a
través de la cual se lleva a cabo la transferencia de calor por convección, 𝑇𝑠 es la temperatura de la superficie
y 𝑇∞ es la temperatura del fluido bastante alejado de la superficie.
5.4 Proceso deshidratación solar
En la deshidratación, la remoción de humedad es el proceso de interés porque relaciona la transferencia de
masa y transferencia de calor, y determina las condiciones del producto final (Orrego, 2003). Los alimentos,
particularmente frutas y hortalizas requieren aire caliente con rango de temperaturas entre 45 y 60 °C, para una
deshidratación segura, es decir, que los productos conserven la mayoría de sus propiedades nutricionales y
organolépticas (Kant et al., 2016).
Respecto a lo beneficios, la deshidratación solar es un proceso que conserva alimentos altamente perecederos
por más tiempo, especialmente frutas y hortalizas (Ceballos-Ortiz et al. 2012). Como el objetivo de la
deshidratación es reducir el contenido de agua de los alimentos, disminuye la actividad enzimática y la
capacidad de desarrollar microorganismos sobre éstos (Procolombia, 2014). A nivel mundial, la deshidratación
constituye una de las alternativas más utilizadas para la reducción de las pérdidas en poscosecha,
especialmente en países en desarrollo, que aportan entre el 60 y 80% de la producción mundial de alimentos
agrícolas (FAO, 2014; Valdés et al., 2015).
Adicionalmente, la tecnología de deshidratación solar, tiene bajo costo de operación al utilizar energía solar
para su funcionamiento; la cual es abundante, inagotable y no contaminante (Akpinar, 2010). Está fuertemente
divulgada en el área agrícola debido a la fluctuación del precio de los combustibles fósiles y a las
preocupaciones ambientales (Kant et al., 2016), es considerada la técnica de mayor conservación de energía,
no solo por el ahorro de consumo de energías convencionales, sino que también ahorra mucho tiempo, ocupa

Contenido 37
menor área, conserva la calidad del producto y mejora el estilo de vida de las personas que manipulan ésta
tecnología (M. Kumar et al., 2016).
En relación al proceso propiamente, la velocidad de remoción de agua en el proceso de deshidratación presenta
un comportamiento como el que se ilustra en la Figura 11.
Figura 11: Relación entre humedad libre y velocidad en el proceso de deshidratación. Tomado de Orrego (2003).
En la Figura 11 se identifican cinco periodos esenciales del proceso de deshidratación, que conforman la curva
típica de secado. Respecto al producto que se está sometiendo a las condiciones del proceso de deshidratación,
durante estas etapas, sufre una serie de degradaciones físicas y bioquímicas, en el transcurso del tiempo. En
la Tabla 5, se describen los periodos del proceso.
Tabla 5: Periodos del proceso de deshidratación con aire caliente. Elaboración propia con información de Escuela Universitaria Politécnica de Donostia (2015).
Periodo Nombre Descripción
I
Entre AB
Periodo de
acoplamiento
Es un tiempo muy corto en el que se evapora parte del agua superficial libre, y la temperatura
de la superficie incrementa desde To hasta la temperatura del aire de secado Twb.
II
Entre BC
Periodo de
deshidratación a
velocidad constante
El secado se lleva aún por la evaporación del agua superficial a temperatura constante y por
lo tanto la velocidad de secado es constante. La velocidad depende de la temperatura,
humedad relativa y velocidad del flujo de aire.
Punto C Punto crítico
Corresponde al punto en el que se determina la humedad crítica del producto, es decir que la
superficie del alimento ya no está saturada de agua. Además, separa las dos etapas de
transferencia de masa del proceso de deshidratación; es decir: es el momento en el que se

Contenido 38
ha retirado toda el agua superficial e inicia la difusión desde el interior. A partir de este punto
la velocidad de secado reduce con el tiempo.
III
Entre CD
Periodo de
deshidratación a
velocidad
decreciente – Fase
1
El agua libre restante (intersticial), debe difundirse desde del interior del alimento hasta la
superficie para ser evaporada. El factor limitante en esta etapa es la disponibilidad de agua
en la superficie del alimento, bien sea por las características del alimento o por las condiciones
del proceso. Según lo anterior, la velocidad de secado disminuye a medida que el contenido
de agua disminuye y la temperatura del producto se hace más uniforme hasta el interior.
IV
Periodo de
deshidratación a
velocidad
decreciente – Fase
2
La velocidad de secado es totalmente independiente de las condiciones externas. La
transferencia de masa puede ocurrir por combinación entre difusión del agua, movimiento
capilar y difusión de vapor. La temperatura en toda la estructura del producto, se acerca a la
temperatura del aire y la humedad se acerca a la humedad de equilibrio.
Punto E
Punto de contenido
humedad de
equilibrio
Corresponde al momento en el que la diferencia de peso en el tiempo no es significativa, y se
dice, que es el momento en el que el producto está en equilibrio con las condiciones del aire
de secado.
Para mayor detalle, en la Figura 12 se presenta esquemáticamente la relación entre la velocidad de secado
presentada con anterioridad y las curvas de secado de contenido de agua (% base seca) y temperatura (°C),
todas en función del tiempo de secado.
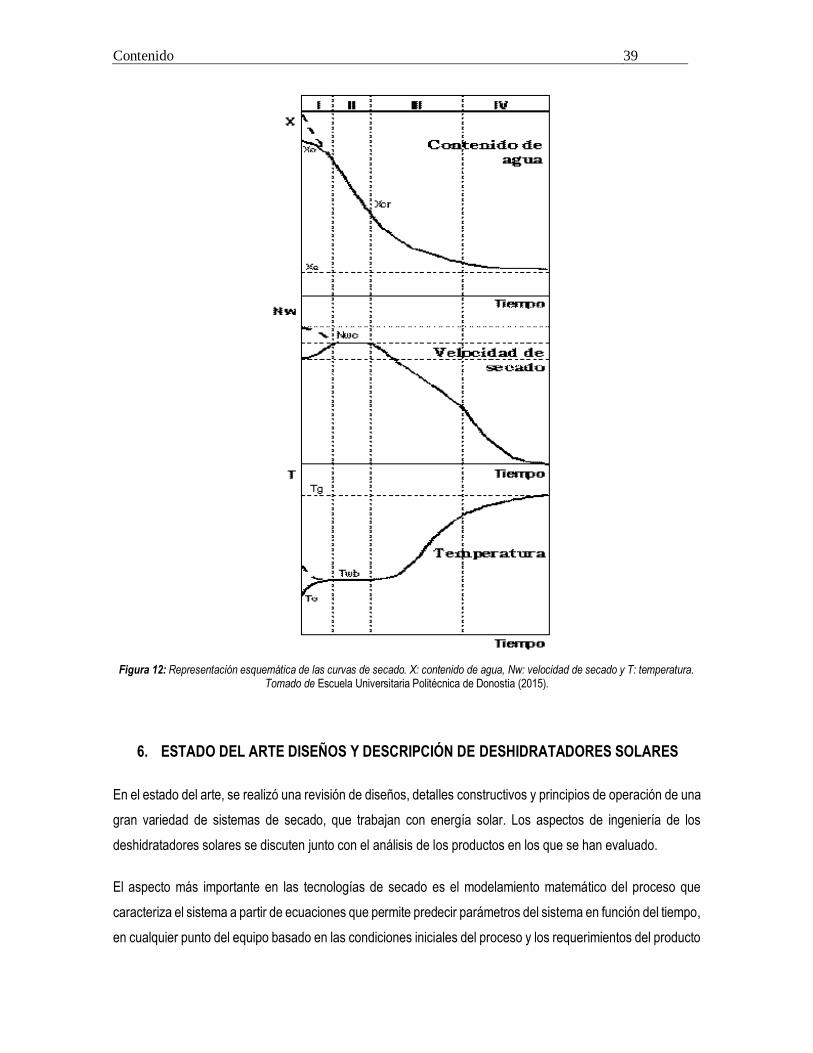
Contenido 39
Figura 12: Representación esquemática de las curvas de secado. X: contenido de agua, Nw: velocidad de secado y T: temperatura. Tomado de Escuela Universitaria Politécnica de Donostia (2015).
6. ESTADO DEL ARTE DISEÑOS Y DESCRIPCIÓN DE DESHIDRATADORES SOLARES
En el estado del arte, se realizó una revisión de diseños, detalles constructivos y principios de operación de una
gran variedad de sistemas de secado, que trabajan con energía solar. Los aspectos de ingeniería de los
deshidratadores solares se discuten junto con el análisis de los productos en los que se han evaluado.
El aspecto más importante en las tecnologías de secado es el modelamiento matemático del proceso que
caracteriza el sistema a partir de ecuaciones que permite predecir parámetros del sistema en función del tiempo,
en cualquier punto del equipo basado en las condiciones iniciales del proceso y los requerimientos del producto
Contenido 40
final (Akpinar, 2010). A partir de esto se seleccionan las condiciones más adecuadas en la operación y las
dimensiones del equipo de secado.
El modelamiento matemático, parte de las leyes de la termodinámica, en el cálculo de la razón de uso de energía
y su eficiencia de exergía en los procesos industriales. La energía utilizada en la deshidratación es significativa
y por lo tanto representa un elemento, con frecuencia, representativo del costo final del producto. Por su parte,
el análisis de la exergía es una herramienta muy útil que se emplea en el diseño del sistema energético y provee
la información necesaria para seleccionar los componentes de diseño y el procedimiento de operación. En la
industria, el objetivo es minimizar la cantidad de la exergía para maximizar la remoción de humedad hasta las
condiciones finales deseadas del producto (Singh Chauhan et al., 2015).
En los últimos 30 años, muchos estudios se han llevado a cabo en la deshidratación de alimentos del trópico y
se han diseñado equipos en países en desarrollo (Asia, África y Sur América). La mayoría de estos estudios se
han enfocado en el mejoramiento de la eficiencia térmica del secador y muy poco en la calidad de los productos.
Adicionalmente, se ha encontrado que la mayoría de productos aún están siendo expuestos a la deshidratación
a cielo abierto y aparte, muchos de los equipos desarrollados por académicos y la industria, presentan un bajo
éxito comercial (Boroze et al., 2014).
Complementando lo anterior, la demanda de la tecnología en deshidratación está creciendo a nivel mundial
principalmente en plantas medicinales, agricultura y la industria de alimentos. Respecto a la tecnología de
captación de la radiación solar, los deshidratadores solares son principalmente de tres tipos: directo, indirecto
y mixto. Por una parte, los directos utilizan la radiación solar directamente para la deshidratación en una cámara
de secado; el diseño es simple y el costo de mantenimiento es bajo (Prakash et al., 2016). Sin embargo, se ha
reportado para éste tipo de deshidratador algunas limitaciones como: baja capacidad para escalamiento
industrial, decoloración del producto y condensación de la humedad dentro de la cubierta, que generan demoras
en el proceso, afectaciones en la calidad del producto terminado y pérdidas de producto en proceso (Prakash
y Kumar 2013).
El diseño de tipo indirecto, utiliza la radiación solar para calentar el aire que es suministrado al sistema; de
forma activa (convección forzada), o bien, de forma pasiva (convección natural) (A. Kumar et al., 2014). El
diseño de tipo indirecto, consta en su mayoría de: un colector de aire, uno o varios colectores de radiación solar,
un calentador auxiliar en algunos casos, un ventilador para la circulación del aire (en caso que sea activo) y una
cámara de secado. Actualmente, es considerado como una de las últimas tendencias en desarrollo tecnológico
del proceso de deshidratación, con mayor eficiencia que el tipo directo (Akpinar, 2010). Se atribuyen aspectos

Contenido 41
positivos en el proceso de secado como, la reducción de la decoloración y del agrietamiento de la superficie del
producto, lo que se traduce en mejor calidad del producto terminado (Dissa et al., 2009; Dissa et al., 2011;
Prakash y Kumar, 2013).
Finalmente, el deshidratador solar mixto; es una combinación del tipo directo e indirecto, en donde el producto
es deshidratado por acción directa de la luz solar y con aire que previamente ha sido calentado en el colector
solar. El desarrollo de este tipo de deshidratadores en las últimas décadas se ha enfocado en modificaciones
de materiales de construcción para optimizar la eficiencia térmica del proceso de secado. La tendencia de su
aplicación es industrial, aunque, depende de las propiedades de los productos, dado que, involucra la radiación
directa del sol, y se ha registrado que puede afectar la calidad del producto en proceso (Forson et al. 2007).
En el desarrollo de las investigaciones, la clasificación de los diferentes tipos de deshidratadores solares se ha
basado en el principio de convección como mecanismo de transferencia de calor. Según Kumar et al. (2014),
la clasificación habitual de los sistemas de deshidratación solar es: convección forzada, convección natural y
modelos mixtos. En este último, se lleva a cabo una combinación de los mecanismos de transferencia de calor.
Por otro lado, Ong (1999) estudió un gran número de los diseños de deshidratadores solares utilizados en varios
países del pacífico de Asia, donde definió tres tipos de deshidratadores que consideró como la mejor posibilidad
de desarrollo de la región; estos son: gabinete, indirecto y tipo invernadero. M. Kumar et al. (2016), concuerdan
con Kumar et al, y determinaron una clasificación, que resulta ser una combinación de las dos descritas. La
Figura 13 muestra la clasificación que se usó en la presente investigación.
Figura 13: Modelo de clasificación de diseños de deshidratadores utilizados. Elaboración propia con información de M. Kumar et al. (2016).
Deshidratadores Solares
Convección natural y forzada
Deshidratadores Solares Directos
Deshidratadores Solares Indirectos
Deshidratadores Solares Híbridos
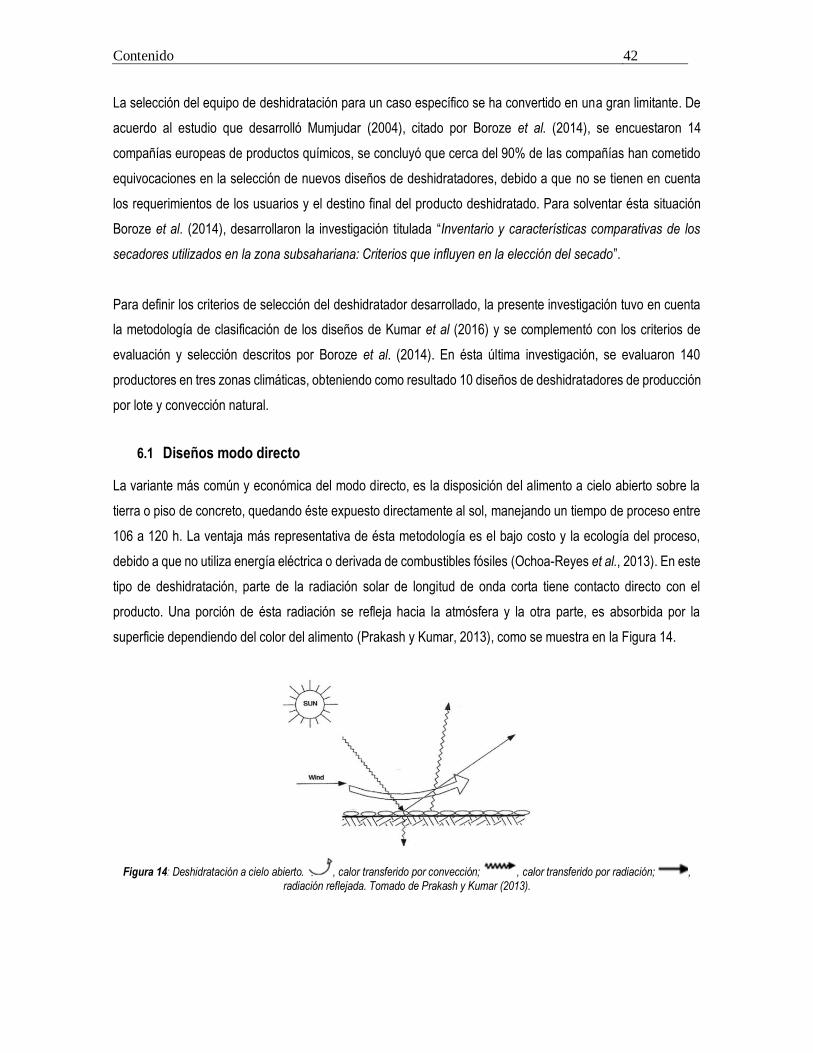
Contenido 42
La selección del equipo de deshidratación para un caso específico se ha convertido en una gran limitante. De
acuerdo al estudio que desarrolló Mumjudar (2004), citado por Boroze et al. (2014), se encuestaron 14
compañías europeas de productos químicos, se concluyó que cerca del 90% de las compañías han cometido
equivocaciones en la selección de nuevos diseños de deshidratadores, debido a que no se tienen en cuenta
los requerimientos de los usuarios y el destino final del producto deshidratado. Para solventar ésta situación
Boroze et al. (2014), desarrollaron la investigación titulada “Inventario y características comparativas de los
secadores utilizados en la zona subsahariana: Criterios que influyen en la elección del secado”.
Para definir los criterios de selección del deshidratador desarrollado, la presente investigación tuvo en cuenta
la metodología de clasificación de los diseños de Kumar et al (2016) y se complementó con los criterios de
evaluación y selección descritos por Boroze et al. (2014). En ésta última investigación, se evaluaron 140
productores en tres zonas climáticas, obteniendo como resultado 10 diseños de deshidratadores de producción
por lote y convección natural.
6.1 Diseños modo directo
La variante más común y económica del modo directo, es la disposición del alimento a cielo abierto sobre la
tierra o piso de concreto, quedando éste expuesto directamente al sol, manejando un tiempo de proceso entre
106 a 120 h. La ventaja más representativa de ésta metodología es el bajo costo y la ecología del proceso,
debido a que no utiliza energía eléctrica o derivada de combustibles fósiles (Ochoa-Reyes et al., 2013). En este
tipo de deshidratación, parte de la radiación solar de longitud de onda corta tiene contacto directo con el
producto. Una porción de ésta radiación se refleja hacia la atmósfera y la otra parte, es absorbida por la
superficie dependiendo del color del alimento (Prakash y Kumar, 2013), como se muestra en la Figura 14.
Figura 14: Deshidratación a cielo abierto. , calor transferido por convección; , calor transferido por radiación; , radiación reflejada. Tomado de Prakash y Kumar (2013).
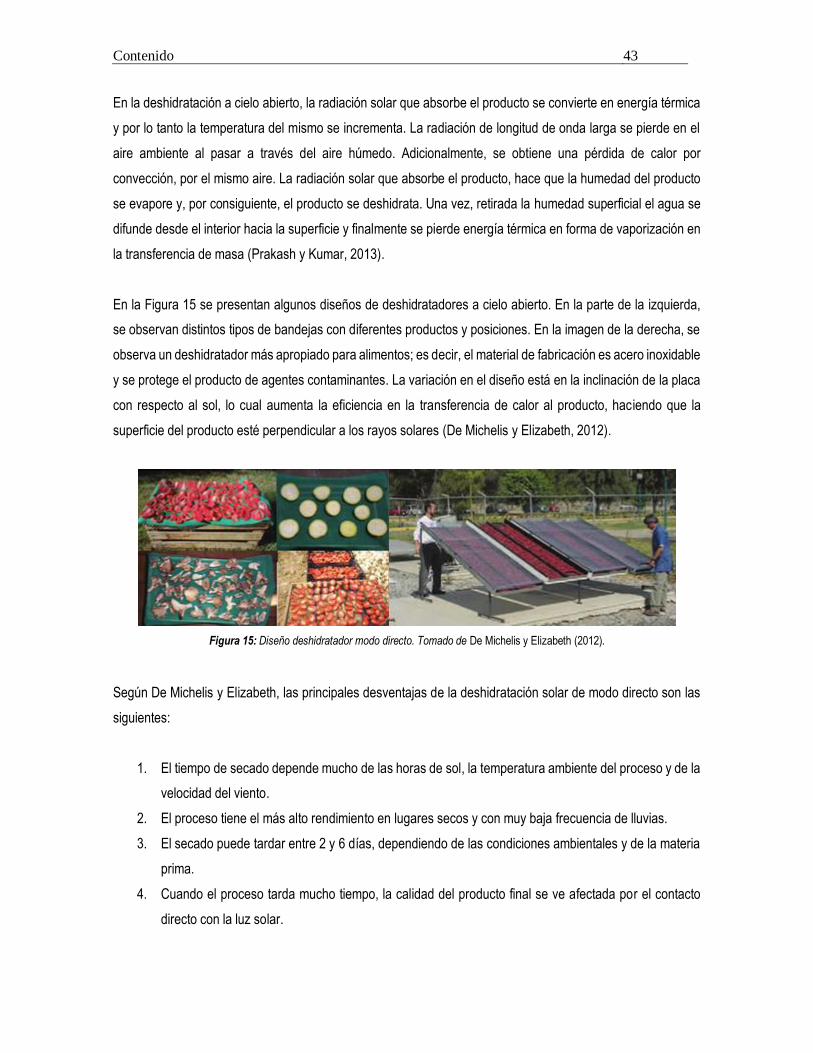
Contenido 43
En la deshidratación a cielo abierto, la radiación solar que absorbe el producto se convierte en energía térmica
y por lo tanto la temperatura del mismo se incrementa. La radiación de longitud de onda larga se pierde en el
aire ambiente al pasar a través del aire húmedo. Adicionalmente, se obtiene una pérdida de calor por
convección, por el mismo aire. La radiación solar que absorbe el producto, hace que la humedad del producto
se evapore y, por consiguiente, el producto se deshidrata. Una vez, retirada la humedad superficial el agua se
difunde desde el interior hacia la superficie y finalmente se pierde energía térmica en forma de vaporización en
la transferencia de masa (Prakash y Kumar, 2013).
En la Figura 15 se presentan algunos diseños de deshidratadores a cielo abierto. En la parte de la izquierda,
se observan distintos tipos de bandejas con diferentes productos y posiciones. En la imagen de la derecha, se
observa un deshidratador más apropiado para alimentos; es decir, el material de fabricación es acero inoxidable
y se protege el producto de agentes contaminantes. La variación en el diseño está en la inclinación de la placa
con respecto al sol, lo cual aumenta la eficiencia en la transferencia de calor al producto, haciendo que la
superficie del producto esté perpendicular a los rayos solares (De Michelis y Elizabeth, 2012).
Figura 15: Diseño deshidratador modo directo. Tomado de De Michelis y Elizabeth (2012).
Según De Michelis y Elizabeth, las principales desventajas de la deshidratación solar de modo directo son las
siguientes:
1. El tiempo de secado depende mucho de las horas de sol, la temperatura ambiente del proceso y de la
velocidad del viento.
2. El proceso tiene el más alto rendimiento en lugares secos y con muy baja frecuencia de lluvias.
3. El secado puede tardar entre 2 y 6 días, dependiendo de las condiciones ambientales y de la materia
prima.
4. Cuando el proceso tarda mucho tiempo, la calidad del producto final se ve afectada por el contacto
directo con la luz solar.
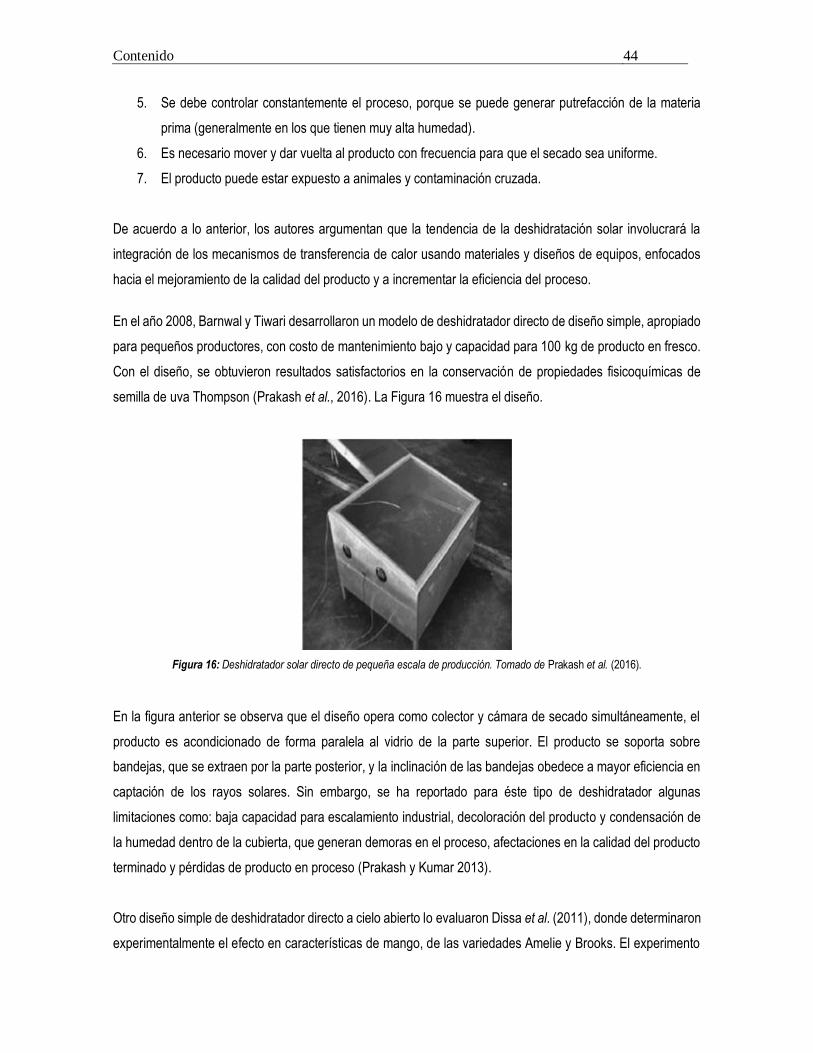
Contenido 44
5. Se debe controlar constantemente el proceso, porque se puede generar putrefacción de la materia
prima (generalmente en los que tienen muy alta humedad).
6. Es necesario mover y dar vuelta al producto con frecuencia para que el secado sea uniforme.
7. El producto puede estar expuesto a animales y contaminación cruzada.
De acuerdo a lo anterior, los autores argumentan que la tendencia de la deshidratación solar involucrará la
integración de los mecanismos de transferencia de calor usando materiales y diseños de equipos, enfocados
hacia el mejoramiento de la calidad del producto y a incrementar la eficiencia del proceso.
En el año 2008, Barnwal y Tiwari desarrollaron un modelo de deshidratador directo de diseño simple, apropiado
para pequeños productores, con costo de mantenimiento bajo y capacidad para 100 kg de producto en fresco.
Con el diseño, se obtuvieron resultados satisfactorios en la conservación de propiedades fisicoquímicas de
semilla de uva Thompson (Prakash et al., 2016). La Figura 16 muestra el diseño.
Figura 16: Deshidratador solar directo de pequeña escala de producción. Tomado de Prakash et al. (2016).
En la figura anterior se observa que el diseño opera como colector y cámara de secado simultáneamente, el
producto es acondicionado de forma paralela al vidrio de la parte superior. El producto se soporta sobre
bandejas, que se extraen por la parte posterior, y la inclinación de las bandejas obedece a mayor eficiencia en
captación de los rayos solares. Sin embargo, se ha reportado para éste tipo de deshidratador algunas
limitaciones como: baja capacidad para escalamiento industrial, decoloración del producto y condensación de
la humedad dentro de la cubierta, que generan demoras en el proceso, afectaciones en la calidad del producto
terminado y pérdidas de producto en proceso (Prakash y Kumar 2013).
Otro diseño simple de deshidratador directo a cielo abierto lo evaluaron Dissa et al. (2011), donde determinaron
experimentalmente el efecto en características de mango, de las variedades Amelie y Brooks. El experimento

Contenido 45
se llevó a cabo en un deshidratador con una estructura, de altura 1,20 m, que acondiciona cuatro bandejas
superpuestas, cada una con dimensiones de 0,39 x 1,02 m. Las bandejas se hicieron con un marco de madera,
cubierto en la parte superior con una malla de nylon, para facilitar el flujo del aire. Cada bandeja tenía una
capacidad de 2 kg. En la parte exterior del deshidratador, se colocó una malla de nylon para prevenir cualquier
contacto entre el producto y su alrededor. La Figura 17 muestra el diseño del deshidratador utilizado.
Figura 17: Deshidratador solar directo a cielo abierto (izq) y diagrama eléctrico equivalente a transferencia de calor. Tomado de Dissa et al. (2011).
Las condiciones ambientales evaluadas fueron: radiación máxima que osciló entre 838 y 894 W∙m-2 (medio día),
humedad relativa entre 30 y 66%, y temperatura ambiente entre 30 y 36 °C. De acuerdo con los resultados, se
necesitan cuatro días para alcanzar contenido de humedad deseado, y se determinó que las curvas de secado
dependen de la variedad. La tasa y la eficiencia de secado disminuyen significativamente con el número de
días, registrando valores entre, 0 y 0,15 g∙kg-1∙s-1 para la tasa, y, 0 y 34% de la eficiencia. La difusividad varió
muy leve entre variedades, y disminuyó fuertemente con el número de días del proceso, entre 2,7906 x 10-11 y
1,8489 x 10-10 m2∙s. La humedad final que se registró con el diseño de deshidratador y las condiciones
ambientales enunciadas, fue de 12,83% para la variedad Amelie y 66,32% para Brooks.
Otro diseño de esta clasificación, es el tipo invernadero; el cual, se basa en la mayoría de los casos en la
transferencia de calor por convección natural. Los materiales de la estructura son de origen local como: madera,
láminas de vidrio reutilizadas, plástico y metal, y se han probado en una gran variedad de alimentos. Los
beneficios que presenta este tipo de deshidratadores son: trabajo a plena capacidad de operación y reducción
del costo de operación. Sin embargo, el diseño depende de la altitud del lugar donde se lleve a cabo el proceso
y los requerimientos del producto (Koua et al., 2009). La Figura 18 muestra este diseño.

Contenido 46
Figura 18: Deshidratador solar directo de convección natural. Tomado de Koua et al. (2009).
En el diseño anterior, se observa que el colector solar es toda la cubierta del invernadero y su material es de
vidrio. El aire entra por la parte frontal inferior, justo debajo de la bandeja (área de secado). En la parte posterior
izquierda, se observa la chimenea, la cual cumple la función de extracción del aire húmedo del proceso de
secado. Teniendo en cuenta la transferencia de masa en el sistema, en este tipo de diseño, se ha encontrado
que con frecuencia se condensa la humedad que se retira del producto. La humedad se acumula en la parte
interna de la cubierta, por lo que se ha profundizado en diseños con convección forzada, donde se garantiza la
remoción de la humedad del sistema, a través del uso de ventiladores o sopladores. Prakash y Kumar (2014),
revisaron varias aplicaciones del tipo invernadero, llegando a establecer diseños que se presentan en la Figura
19.
Figura 19: Deshidratador solar directo con convección natural (izq) y convección forzada (der). Tomado de Prakash y Kumar (2014).
El diseño con convección natural (izquierda), también es conocido como sistema pasivo y el de convección
forzada (derecha), como sistema activo. La diferencia de los sistemas radica en el sistema de ventilación; en el
de convección forzada, se observa que en la cubierta del invernadero hay un panel solar; el cual carga una
batería y sirve como fuente de energía al ventilador que está en el costado este (E) del invernadero. En ambos

Contenido 47
casos, el viento entra por el costado oeste (W), aunque, el sistema de salida si varía. En el sistema de
convección natural, el aire sale por la cubierta (parte superior), y como depende de las condiciones del viento,
se acumula con frecuencia la humedad en esta parte y se genera el fenómeno descrito anteriormente. Los
demás aspectos de diseño; materiales, dimensiones, área de secado y posición cardinal, permanecen
constantes.
Otro avance en el diseño de los deshidratadores solares, es la implementación de tecnología de captación de
la radiación solar. Ayyapan y Mayilsamy (2010), presentaron un diseño tipo túnel con convección natural
integrado con un material para el almacenamiento de calor sensible. En las pruebas experimentales, la
humedad del producto se redujo desde 52 a 8% b.h en 52 h y 78 h, con y sin el uso del material de
almacenamiento de calor, respectivamente. La eficiencia promedio de secado reportada fue del 18% en ambos
métodos de secado. El diseño evaluado se presenta en la Figura 20.
Figura 20: Deshidratador directo tipo invernadero con celda fotovoltaica. Tomado de Ayyappan & Mayilsamy (2010).
El diseño de la figura anterior, presenta una mayor capacidad de producción; cuenta con tres bandejas
superpuestas para el secado. Se observa que la cubierta es similar al diseño tipo invernadero, aunque, se
diferencia porque tiene a lo largo de la cubierta celdas fotovoltaicas que transforman la radiación solar en
energía eléctrica. Se observa que las fotoceldas están conectadas a una fuente de almacenamiento de calor
sensible, de corriente DC de 6 v. De la fuente, sale el aire caliente hacia el interior del deshidratador. También
se observa que está recubierto en su totalidad con plástico transparente de lámina delgada y que posee
ventilador; por lo cual se dice que opera con convección forzada.
En evaluación experimental del diseño anterior, la máxima radiación registrada fue 857 W∙m-2, la máxima
temperatura en la bandeja superior fue 67 °C al medio día y durante horas de radiación difusa y de noche, se
redujo a 35 °C. La humedad relativa en el interior fue del 30%, mientras que, en el exterior, fue de 60%;
indicando que el aire del interior tenía gran potencial de secado comparado con el aire ambiente. La velocidad

Contenido 48
del aire varió entre 0,3 y 1 m∙s-1 en el periodo de evaluación con convección natural. La remoción de la humedad
en la bandeja superior fue entre 2 y 3% más alta que la bandeja inferior. Se pasó de un 52% de humedad inicial
a 8% en 52 h, con media carga, y 57 h, con la carga completa. El producto obtenido fue de mayor calidad
comparado con muestras deshidratadas a cielo abierto; representando mejor precio en el mercado para los
productores (Ayyappan y Mayilsamy, 2010).
En la cubierta de los invernaderos, existen otra serie de modificaciones. Por ejemplo Janjai et al. (2011),
desarrollaron un invernadero con techo de estructura parabólica hecho con láminas de policarbonato sobre piso
en concreto. Las dimensiones del deshidratador son 7,5 m de ancho, 20,0 m de longitud y 3,5 m de altura.
Todas las partes del deshidratador están cubiertas con láminas de policarbonato de espesor 6mm para crear
el efecto invernadero dentro de la estructura. Según los autores, el diseño en forma parabólica reduce la carga
del viento. La parte frontal cuenta con dos entradas de aire en la parte inferior. El producto a ser deshidratado,
se dispone en capa delgada sobre cinco arreglos de bandejas. Estas bandejas están dispuestas sobre una
plataforma simple elevada con paso entre plataformas para cargar y descargar el producto. La capacidad
máxima de carga de producto en fresco, para el caso de banano es aproximadamente de 1.000 kg. La Figura
21 muestra el diseño.
Figura 21: Deshidratador directo tipo invernadero parabólico y cubierta en policarbonato. Tomado de Janjai et al. (2011).
El diseño anterior cuenta con nueve ventiladores DC operados por tres módulos de celdas solares (50W)
instaladas en la pared opuesta a la del ingreso del aire para succionar el aire húmedo desde el interior del
deshidratador hacia el ambiente circundante. El deshidratador está orientado en dirección norte-sur. La
radiación solar pasa a través del techo de policarbonato, calienta el aire, el producto dentro del deshidratador y
el piso de concreto. El aire ambiente es atraído por las entradas de aire en la parte baja de la pared frontal,
luego es calentado por el piso y por el producto que está expuesto. El aire caliente, mientras pasa a través y
sobre el producto absorbe la humedad del mismo. Según los investigadores, la exposición directa a la radiación
solar y el aire de secado caliente del interior, aumenta la tasa de secado en el diseño presentado.

Contenido 49
En el ensayo experimental donde se utilizó el diseño presentado anteriormente, se lograron temperaturas en
su interior entre 42 y 58 °C, cuando la temperatura del aire ambiente oscilaba entre 30 y 35 °C. La humedad
relativa en el interior del deshidratador osciló entre 30 (8:00) y 60% (17:00), cuando la del ambiente se
encontraba entre 40 (14:00) y 68 % (8:00 y 17:00). La conclusión de los autores sobre el experimento es que
la deshidratación solar en invernaderos resulta con una considerable reducción en el tiempo de secado
comparado con la deshidratación solar a cielo abierto, y, además, la calidad del producto deshidratado en
invernadero es mayor.
6.2 Diseños modo indirecto
El diseño de modo indirecto consta en su mayoría de: una entrada de aire, uno o varios colectores de radiación
solar, un calentador auxiliar en algunos casos, un ventilador para la circulación del aire y una cámara de secado.
Actualmente, es considerado como una de las últimas tendencias en desarrollo tecnológico del proceso de
deshidratación; con mayor eficiencia que el tipo indirecto (Akpinar, 2010). Se atribuyen aspectos positivos en el
proceso como, la reducción de la decoloración y agrietamiento de la superficie del producto (Prakash y Kumar,
2013).
En la deshidratación solar indirecta, el calor necesario para la evaporación de la humedad se transfiere por
convección desde el aire caliente hacia el producto. Con la deshidratación indirecta, se tiene un mejor control
de las condiciones del proceso, por lo que se obtiene un producto de mejor calidad respecto al de modo directo
(Espinoza, 2016). La Figura 22 muestra el esquema de funcionamiento de un deshidratador solar indirecto con
convección natural.
Figura 22: Diseño deshidratador indirecto con convección natural. Tomado de Espinoza (2016).
En el diseño de la figura anterior, se observa que la entrada del aire (izquierda) se lleva a cabo por las
condiciones ambientales del entorno (convección natural). El colector presenta una cobertura de vidrio y una
Contenido 50
base aislante. El aire pasa a lo largo del colector y, durante este paso, se le transfiere calor por convección
hasta que entra a la cámara de secado. En el diseño se observa que la placa negra o material colector, se
superpone a lo largo del colector, lo cual se atribuye a una ventaja en la captación de la radiación. Por otro lado,
se observa que el flujo de aire en la cámara de secado se realiza de forma ascendente, atravesando las
diferentes capas de producto. El mecanismo de transferencia de calor en este caso es conducción y convección.
Adicionalmente, se observa que el material de la cámara de secado es de madera, aunque sirva para dar
consistencia a la estructura, no es un material muy apropiado para la deshidratación, debido a que es un
material higroscópico; es decir, que absorbe gran cantidad de humedad.
El diseño presentado anteriormente ha servido de base para muchos rediseños, como es el caso del diseño
presentado por El-Sebaii et al. (2002). El deshidratador consiste principalmente en un colector solar acoplado
a una cámara de secado. El colector tiene espacio para almacenamiento de calor con área de 1 m2 y utiliza una
lámina de cobre negro mate de 0,002 m de espesor para absorber la mayor parte de la radiación solar incidente.
Las pérdidas de calor en el colector se minimizan con una cobertura de vidrio de 0,005 m de espesor. El espacio
que hay entre la cobertura de vidrio y la capa absorbente es de 0,08 m. Una capa aislante de espesor 0,08 m,
compuesta por una caja de madera llena de aserrín, se utiliza para minimizar las pérdidas de calor de los lados
y la parte posterior del calentador del aire. El espacio entre la placa absorbente y el aislante posterior (0,1 m)
se llena con un material almacenador de calor sensible, tal como, arcilla, granito, arena, entre otros, para
obtener aire caliente incluso en horas de la noche. Debido a la gran masa de material de almacenamiento
usado, se consigue un buen contacto entre el material de almacenamiento y la placa absorbente.
El prototipo de la cámara de secado tiene dimensiones de 1,0 x 1,0 x 1,5 m y es fabricado en madera. En la
parte superior de la cámara de secado se acopla una chimenea cilíndrica de hierro galvanizado pintada de
negro mate, con altura de 0,5 m y 0,1 m de diámetro. Las bandejas de secado están hechas con malla de
alambre en un marco de aluminio con dimensiones de 0,855 x 0,8 m. Cada bandeja se soporta en un marco de
madera que está acoplado a las paredes internas de la cámara de secado. Las bandejas de la cámara se
pueden remover con facilidad para cargar y descargar el producto. En la Figura 23 se presenta el diseño
descrito.

Contenido 51
Figura 23: Deshidratador solar indirecto con convección natural y almacenamiento de calor. Tomado de El-Sebaii et al. (2002).
Entre varios diseños de deshidratadores, el modo indirecto de convección forzada ha reportado la más alta
velocidad de secado y la mejor calidad del producto. Debido a las altas tasas de secado y eficacia energética,
se ha determinado que son adecuados para zonas de baja radiación solar y alta humedad relativa (A. Kumar et
al., 2014). En el diseño que se presenta en la Figura 24, se observa que el colector y la cámara de secado son
similares al diseño presentado anteriormente, la variación radica en la implementación de transferencia de calor
por convección forzada.
Figura 24: Deshidratador solar indirecto con convección forzada. Tomado de Sam et al. (2011).

Contenido 52
El diseño de la figura anterior, cuenta con un ventilador en la parte inicial del sistema (izquierda), que masifica
la cantidad de aire por unidad de tiempo para que entre al colector solar. En el colector se observa que hay una
placa absorbente (arena) y una aislante (espuma). La primera capta y retiene la radiación solar directa y difusa;
mientras que la segunda, hace que el calor que se encuentra en la capa absorbente no se disipe al ambiente
que está debajo del deshidratador, que muy posiblemente está a una menor temperatura y por lo tanto se daría
transferencia de calor por convección. En el corte transversal que se presenta en la Figura 24, se observa que
el colector tiene una cobertura de vidrio y además hay una distancia entre esta cobertura y la placa absorbente.
La distancia corresponde al área a través de la cual se transfiere energía térmica al aire que ingresa al sistema,
para que pase de condiciones ambientales a una temperatura más alta.
Otro rediseño lo presentaron Dissa et al. (2009), el cual fue desarrollado en laboratorio y evaluado en la
deshidratación de láminas de mango. El sistema absorbente del diseño es tipo mixto, siendo el resultado de la
unión entre hierro corrugado y una malla porosa de aluminio. Expuesto a la radiación solar, el colector convierte
en calor una porción de la radiación energética recibida en la superficie. El aire atraviesa la matriz porosa del
sistema absorbente y recibe parte de esta energía por convección. Así, el aire caliente circula en la cámara de
secado que contiene las bandejas donde se pone el producto a deshidratar. La Figura 25 muestra el diseño
evaluado.
Figura 25: Deshidratador indirecto con convección forzada. Tomado de Dissa et al. (2009).
Como se observa en la figura anterior la cámara de secado es un recinto en forma de paralelepípedo hecho en
madera. En la parte superior esta superpuesta una cubierta en forma de cono que lleva en su cumbre una
chimenea en PVC de 25 cm de largo y 12 cm de diámetro. La chimenea es asistida por un extractor de aire de

Contenido 53
12 W y flujo de aire de 0,022 kg∙s-1. La base cámara de secado (k) es aislada por dos capas superpuestas de
5 cm de lana de vidrio y 7 cm de viruta. Toda la unidad esta soportada por un marco de madera a 80 cm del
suelo. El producto se deshidrata en cuatro bandejas rectangulares de 81 x 44 cm de dimensiones. Cada bandeja
es construida en marco de madera donde se acondiciona una malla de nylon para facilitar el flujo del aire. Las
bandejas están separadas entre ellas a 20 cm. La bandeja superior está a 40 cm de la cubierta. Cada bandeja
tiene una capacidad máxima de 2 kg. Algo innovador en el diseño es la recirculación del aire.
La evaluación experimental del diseño anterior se complementó con la simulación de un modelo que describe
la cinética del proceso de deshidratación con el diseño desarrollado. Para lo anterior, se trabajó el concepto de
“día típico”, y los autores plantean que es apropiado para lugares donde las variaciones de las condiciones
climáticas del día son insignificantes. De acuerdo con los resultados del experimento, se requiere de tres días
típicos para obtener una humedad entre 12 y 20% de las láminas de mango. Adicionalmente observaron que
cerca del 90% de la humedad que se retira del producto se remueve en los primeros dos días de proceso. La
humedad final registrada por las muestras fue del 16% b.s (13,70% b.h).
Durante el experimento se registró una radiación máxima de 850 W∙m-2, la eficiencia del colector solar alcanzó
el 35% y la temperatura subió a 30°C. La humedad relativa del aire ambiente osciló entre 30 y 60%, y la del
aire de secado, entre 15 y 50%. La temperatura ambiente osciló entre 30 y 35°C y dentro del deshidratador se
registraron temperaturas de 46, 50 y 64 °C a las 12:00, respectivamente para cada día de secado.
Adicionalmente, se observó que durante el proceso la diferencia de temperatura ΔT entre el aire de secado y
el producto fue mucho más alta en el primer día comparado con los otros dos días. El máximo valor registrado
de esta diferencia fue 11,93 °C.
El desempeño de los secadores de tipo pasivo indirecto ha resultado ser muy bajo debido a la baja velocidad
del flujo de aire dentro de los secadores. El rediseño de los sistemas se ha basado en el mejoramiento del
rendimiento utilizando la energía solar residual para aumentar el flujo del aire de entrada y calentando el aire
en un colector unido al sistema. Otro aspecto de rediseño, es la optimización del espacio entre la cubierta
transparente y la placa absorbente del colector de aire (Dissa et al., 2009).
El diseño más eficiente de deshidratador indirecto, está compuesto por dos compartimentos: uno para colectar
la radiación solar y transformarla en energía térmica, y el otro, para disponer el producto para el secado
(cámara). Adicionalmente, se ha observado que la humedad relativa en la cámara de secado disminuye hacia
el medio día, y la velocidad de secado incrementa con el aumento en la profundidad de la cámara de secado
(Sreekumar et al., 2008). En la mayoría de los casos, los colectores están hechos con madera o metales con
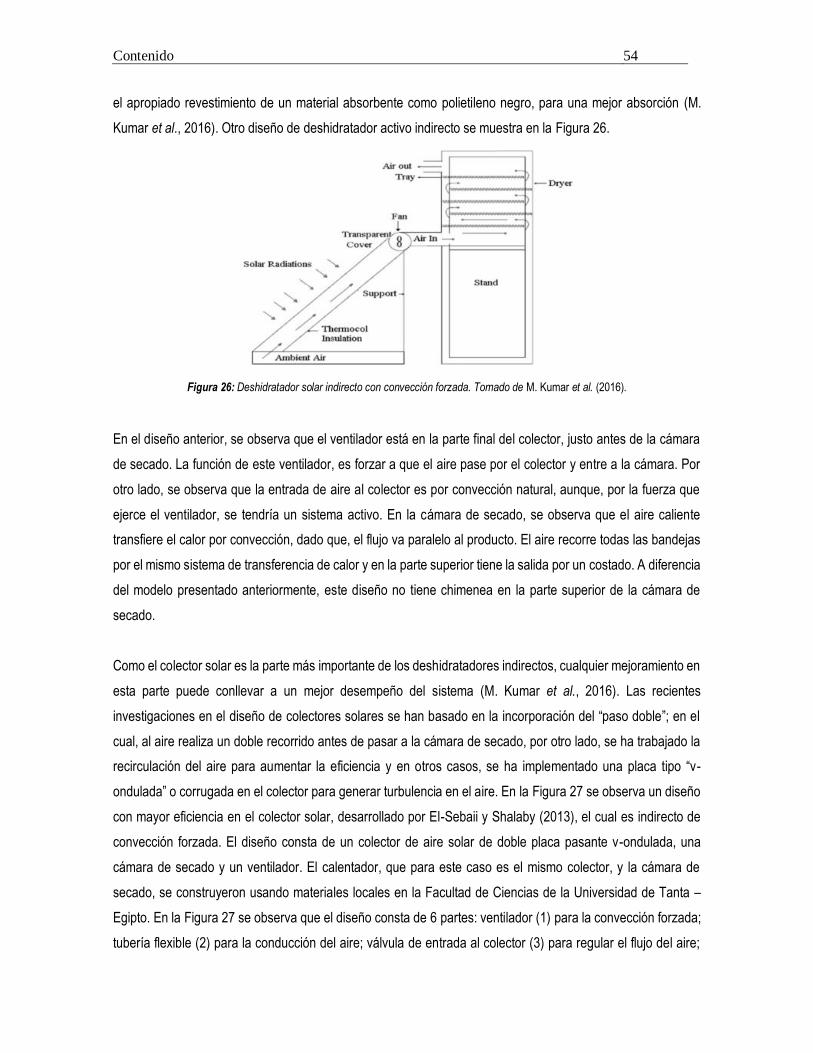
Contenido 54
el apropiado revestimiento de un material absorbente como polietileno negro, para una mejor absorción (M.
Kumar et al., 2016). Otro diseño de deshidratador activo indirecto se muestra en la Figura 26.
Figura 26: Deshidratador solar indirecto con convección forzada. Tomado de M. Kumar et al. (2016).
En el diseño anterior, se observa que el ventilador está en la parte final del colector, justo antes de la cámara
de secado. La función de este ventilador, es forzar a que el aire pase por el colector y entre a la cámara. Por
otro lado, se observa que la entrada de aire al colector es por convección natural, aunque, por la fuerza que
ejerce el ventilador, se tendría un sistema activo. En la cámara de secado, se observa que el aire caliente
transfiere el calor por convección, dado que, el flujo va paralelo al producto. El aire recorre todas las bandejas
por el mismo sistema de transferencia de calor y en la parte superior tiene la salida por un costado. A diferencia
del modelo presentado anteriormente, este diseño no tiene chimenea en la parte superior de la cámara de
secado.
Como el colector solar es la parte más importante de los deshidratadores indirectos, cualquier mejoramiento en
esta parte puede conllevar a un mejor desempeño del sistema (M. Kumar et al., 2016). Las recientes
investigaciones en el diseño de colectores solares se han basado en la incorporación del “paso doble”; en el
cual, al aire realiza un doble recorrido antes de pasar a la cámara de secado, por otro lado, se ha trabajado la
recirculación del aire para aumentar la eficiencia y en otros casos, se ha implementado una placa tipo “v-
ondulada” o corrugada en el colector para generar turbulencia en el aire. En la Figura 27 se observa un diseño
con mayor eficiencia en el colector solar, desarrollado por El-Sebaii y Shalaby (2013), el cual es indirecto de
convección forzada. El diseño consta de un colector de aire solar de doble placa pasante v-ondulada, una
cámara de secado y un ventilador. El calentador, que para este caso es el mismo colector, y la cámara de
secado, se construyeron usando materiales locales en la Facultad de Ciencias de la Universidad de Tanta –
Egipto. En la Figura 27 se observa que el diseño consta de 6 partes: ventilador (1) para la convección forzada;
tubería flexible (2) para la conducción del aire; válvula de entrada al colector (3) para regular el flujo del aire;

Contenido 55
colector solar (4) para absorber la energía solar, retenerla y transferirla en forma de calor al flujo de aire; la
cámara de secado (6) para la deshidratación del producto; y termocuplas (7) para medir y registrar la
temperatura y humedad relativa del aire en diferentes posiciones de la cámara de secado.
Figura 27: Deshidratador indirecto de convección forzada. Esquema de diseño (izq) y prototipo desarrollado (der). Tomado de El-Sebaii y Shalaby (2013).
Como se dijo anteriormente, el aporte innovador del deshidratador es el colector solar. En la Figura 28 se
observa el esquema de una sección del colector. De acuerdo con los autores, la doble placa pasante v-ondulada
(placa absorbente) es de lámina de cobre con espesor de 0,001 m y un área de 1 m2. Se cubrió en su superficie
con dos hojas de vidrio (espesor de 0,003 m) para minimizar las pérdidas de calor desde la parte superior del
colector. El espacio entre las dos hojas de vidrio es de 0,03 m. Otra hoja de hierro galvanizado, con espesor de
0,001 m se usó como una placa trasera. El colector se aisló de la placa trasera y de sus costados usando
espuma con un espesor de 0,04 m. La placa absorbente divide el espacio entre la cubierta de vidrio y la placa
trasera en dos canales de igual profundidad de 0,05 m. La cámara de secado se fabricó con madera con
dimensiones de 1 x 1 x 1,5 m3 (largo x ancho x alto), y se aisló usando espuma con espesor de 0,04 m. En su
interior, consta de cuatro bandejas, separadas verticalmente a 0,20 m, y construidas con un marco de madera
y recubierta cada una con malla en acero inoxidable de 0,002 m con una superficie de 0,855 x 0,8 m2.
Figura 28: Esquema de sección del colector con doble placa pasante v-ondulada. Tomada de El-Sebaii y Shalaby (2013).

Contenido 56
Durante el experimento los máximos valores de radiación solar y temperatura ambiente, fueron 1.001 W∙m-2 y
33,5 °C, respectivamente; mientras, que los valores promedios registrados fueron 592 W∙m-2 y 32,9 °C,
respectivamente. La humedad relativa del aire ambiente osciló entre 52,8% y 73,6%. La Figura 29, muestra el
comportamiento de la temperatura de diferentes componentes del sistema.
Figura 29: Temperaturas registradas en diferentes posiciones del deshidratador sin carga con flujo de masa del aire de 0,0223kgs-1. I: radiación solar incidente; Ta: ambiente; Tfou: canal superior colector; Tfol: canal inferior colector; Tfid: entada cámara de secado; Tfod: salida cámara de secado. Tomado de El-Sebaii y Shalaby (2013).
Se observa que con la placa doble pasante v-ondulada, la temperatura en el canal superior (más cercano al
vidrio), la temperatura osciló entre 35 y 60 °C, y en el canal inferior entre 35 y 55 °C. La temperatura a la entrada
de la cámara de secado presentó un comportamiento muy similar a la del canal inferior del colector, y por tu
parte, la temperatura de salida de la cámara de secado, fue menor a la de entrada, y osciló entre 30 y 42 °C.
Con las condiciones ambientales presentadas, se deshidrató 2 kg de hoja de menta en 5 horas; pasando de
una humedad inicial del 84% (b.h) a una final del 16% (b.h).
Los diseños de modo indirecto que se han presentado en este documento, tienen en similitud las partes que
los componen (colector, calentador y cámara de secado), donde se identifica que el aire sigue el proceso, a
través de un colector y calentador, que está dispuesto con una inclinación específica que mejora la eficiencia
en la transferencia de calor, hasta llegar a la cámara de secado. Sin embargo, Hasan y Langrish (2016),
presentaron y evaluaron un diseño de modo indirecto de convección forzada que nombraron “Horno Solar
Oxford”. La diferencia radica en la posición del colector y el calentador; en Figura 30 se observa que la cubierta
(kiln roof) y el colector (panel) en una parte del diseño es ubicada de forma paralela a una distancia muy corta,
y en la parte inferior del colector, se ubica el calentador donde se transfiere el calor con convección al aire.
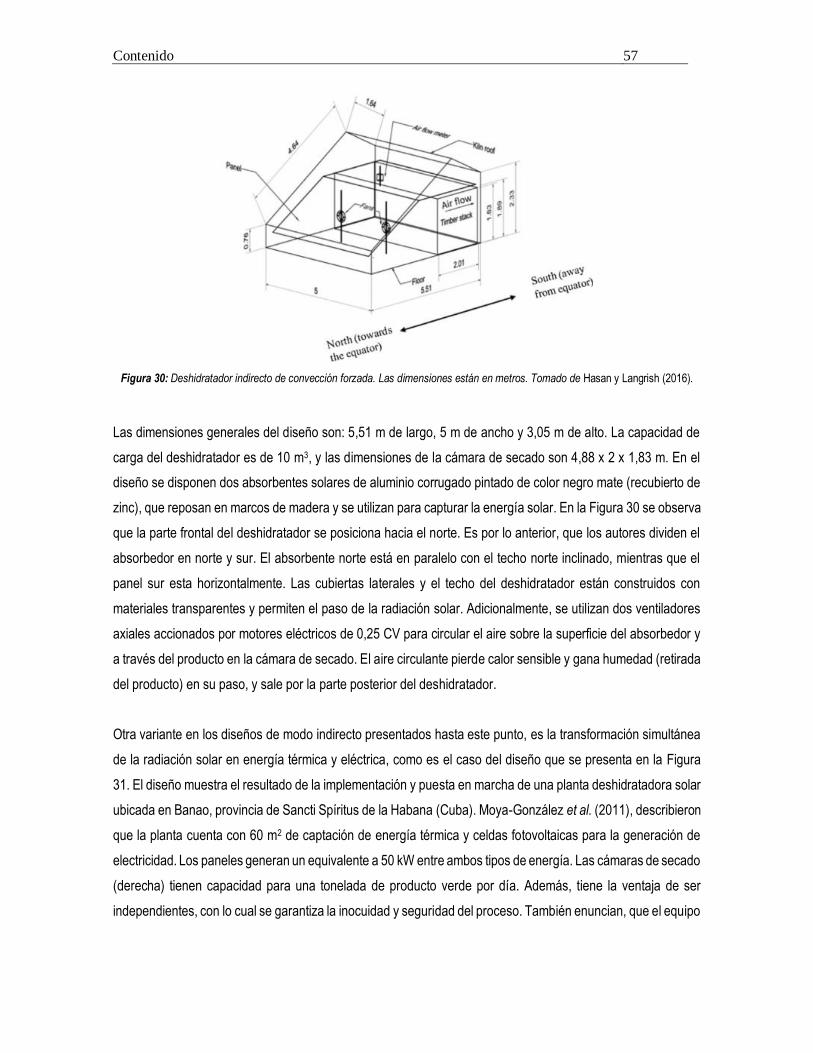
Contenido 57
Figura 30: Deshidratador indirecto de convección forzada. Las dimensiones están en metros. Tomado de Hasan y Langrish (2016).
Las dimensiones generales del diseño son: 5,51 m de largo, 5 m de ancho y 3,05 m de alto. La capacidad de
carga del deshidratador es de 10 m3, y las dimensiones de la cámara de secado son 4,88 x 2 x 1,83 m. En el
diseño se disponen dos absorbentes solares de aluminio corrugado pintado de color negro mate (recubierto de
zinc), que reposan en marcos de madera y se utilizan para capturar la energía solar. En la Figura 30 se observa
que la parte frontal del deshidratador se posiciona hacia el norte. Es por lo anterior, que los autores dividen el
absorbedor en norte y sur. El absorbente norte está en paralelo con el techo norte inclinado, mientras que el
panel sur esta horizontalmente. Las cubiertas laterales y el techo del deshidratador están construidos con
materiales transparentes y permiten el paso de la radiación solar. Adicionalmente, se utilizan dos ventiladores
axiales accionados por motores eléctricos de 0,25 CV para circular el aire sobre la superficie del absorbedor y
a través del producto en la cámara de secado. El aire circulante pierde calor sensible y gana humedad (retirada
del producto) en su paso, y sale por la parte posterior del deshidratador.
Otra variante en los diseños de modo indirecto presentados hasta este punto, es la transformación simultánea
de la radiación solar en energía térmica y eléctrica, como es el caso del diseño que se presenta en la Figura
31. El diseño muestra el resultado de la implementación y puesta en marcha de una planta deshidratadora solar
ubicada en Banao, provincia de Sancti Spíritus de la Habana (Cuba). Moya-González et al. (2011), describieron
que la planta cuenta con 60 m2 de captación de energía térmica y celdas fotovoltaicas para la generación de
electricidad. Los paneles generan un equivalente a 50 kW entre ambos tipos de energía. Las cámaras de secado
(derecha) tienen capacidad para una tonelada de producto verde por día. Además, tiene la ventaja de ser
independientes, con lo cual se garantiza la inocuidad y seguridad del proceso. También enuncian, que el equipo

Contenido 58
de deshidratación cuenta con sistema de control de temperatura y humedad relativa, que permite estandarizar
el proceso y la calidad final del producto.
Figura 31: Montaje y puesta en marcha de planta deshidratadora en Cuba. Colector solar (izq) y cámara de secado (der) Tomado de Moya-González et al. (2011).
Con la implementación de la tecnología presentada en la figura anterior, según la Empresa de Cultivos Varios
Habana, se han ahorrado en el consumo de energía 180 MWh al año, lo que equivale a 61,2 t de petróleo con
un efecto económico de 47.600 USD. Por otro lado, mejoró la eficiencia energética de 14 MWh por producto
verde a 1,8 MWh. Desde el punto de vista ambiental, se redujo la emisión de 143 t de CO2 a la atmósfera.
En otra investigación, Akpinar (2010), comparó el proceso de deshidratación solar de hoja de menta en capa
delgada, entre un deshidratador indirecto de convección forzada y la deshidratación a cielo abierto. El diseño
consta de un colector (1.200 mm x 700 mm), un ventilador de circulación y un gabinete de secado. El colector
de aire está hecho de láminas en acero inoxidable (0,5 mm de espesor), la superficie externa está pintada de
negro. El calentador de aire fue cubierto con lámina de cobre (0,4 mm de espesor), que, de igual manera, se
pintó de negro. Los obstáculos en el calentador (tipo I y tipo II), se utilizaron para incrementar el coeficiente de
transferencia de calor y la temperatura del aire de salida. El modelo del deshidratador se muestra en la Figura
32.

Contenido 59
Figura 32: Diseño experimental deshidratador indirecto de convección forzada. (1) colector; (2) cobertura vidrio; (3) soporte; (4) ventilador; (5) motor del ventilador; (6) tubo; (7) controlador; (8) termómetro digital; (9) termocuplas; (10) piramómetro; (11) registro; (12) anemómetro; (13) placa absorbente (pintada de negro); (14) placa absorbente con obstáculos; (15) gabinete de secado; (16) termohigrómetro; (17) balanza digital; (18) deshidratador cielo abierto; (19) obstáculos tipo I y (20) obstáculos tipo II. Tomado de Akpinar (2010).
En el diseño de la figura anterior, el colector se cubrió con vidrio para prevenir las pérdidas de calor en la parte
superior. El calentador (colector) se orientó en dirección sur debajo del colector con un ángulo de 23,7 °C (la
latitud del lugar es 38,4°). El gabinete de secado, se construyó en madera como un túnel rectangular (45 x 45
x 45 cm). En la base se conectó el tubo que transporta el aire desde el colector. La conexión se hizo con tubo
flexible de aluminio en espiral. Se utilizó un ventilador centrífugo (0,0833 m3∙s-1, 0,25 kW, 220 V, 50 Hz) con
una velocidad del aire de 0,4 m∙s-1. Durante el experimento, la temperatura ambiente estuvo entre 30 y 46,4 °C,
la temperatura del aire de secado en la parte interna del gabinete entre 51,5 y 66,3 °C. Durante el experimento,
la radiación solar osciló entre 561,5 y 939 W∙m-2, y la velocidad del viento entre 0,2 y 0,8 m∙s-1.

Contenido 60
Con el diseño presentado, se deshidrataron a nivel experimental hojas de menta con una humedad inicial del
6,14 (g agua / g materia seca) a 0,05 (g agua / g materia seca) en 12.600 s (3,5 h), y en el secado a cielo abierto
la humedad final obtenida, fue de 0,09% b.s en 23.400 s (6,5 h). Con los datos obtenidos, se concluyó que el
tiempo de secado se reduce 1,5 veces con el uso del diseño indirecto de convección forzada.
En otra investigación, Castillo-Téllez et al. (2017), deshidrataron chile costeño (Capsicum annuum L.) utilizando
un deshidratador indirecto de convección forzada y un horno, variando la temperatura de proceso (45, 55 y 65
°C). La cinética del secado entre 55 y 65 °C fue muy similar, con tiempos de secado de 2,75 h y 3,0 h,
respectivamente, mientras que, a 45 °C, el tiempo de secado fue de 6,25 h. Adicionalmente, se varió la
velocidad del aire en alta (1,4 m∙s-1 y 1,6 m∙s-1) y baja (0,7 m∙s-1 y 1,48 m∙s-1). En el primer caso, el tiempo de
secado fue de 16 h, alcanzando una humedad final de 0,057 (kg agua/ kg materia seca) y 0,90 (kg agua/ kg
materia seca). Para el segundo rango, el tiempo de secado fue de 21 h, con una humedad final de 0,0611 (kg
agua/ kg materia seca) y 0,109 (kg agua/ kg materia seca). En la Figura 33, se muestra el diseño del
deshidratador utilizado.
Figura 33: Deshidratador indirecto de convección forzada. Tomado de Castillo-Téllez et al. (2017).
El diseño presentado, consiste en el ensamble de un túnel horizontal, un calentador solar y un ventilador de
flujo centrífugo, el cual varía el flujo del aire entre 0,7 y 2,6 m∙s-1. La cámara de secado es un túnel rectangular
con una profundidad de 6 m y una sección transversal de 0,30 m2. La estructura es metálica y térmicamente
aislada. El túnel puede tratar hasta 4.000 m3∙h-1 y la máxima velocidad del aire que se puede obtener es de 4
m∙s-1, aunque los autores recomiendan para la deshidratación de productos agrícolas como mucho 3 m∙s-1. Una
chimenea fue colocada al final para extraer el aire caliente y húmedo. El túnel fue dividido en cinco secciones,
cada una conteniendo tres bandejas en diferentes niveles, donde se dispone el producto para ser deshidratado.

Contenido 61
La energía térmica requerida para el proceso de deshidratación es proveída por un calentador solar directo, el
cual consiste en un canal con secciones rectangulares huecas como superficie de absorción, que está
recubierto con un pigmento negro mate con alta resistencia a la temperatura y una buena absorbancia a la
radiación solar. La superficie absorbente es de 1,22 m2 y presenta en la parte superior una cobertura de vidrio.
La parte trasera y los laterales del marco están térmicamente aisladas con una espuma de poli-iso-cianurato
con un espesor de 25 mm y una conductividad térmica de 0,0236 W∙m-1∙K-1.
Durante el experimento la radiación solar osciló entre 200 W∙m-2 y 950 W∙m-2, la temperatura ambiente entre
26,76 y 33,7 °C ±1 °C, la humedad relativa entre 8,11% y 29,2%, la temperatura del aire de secado entre 31 y
54 °C, y la velocidad del flujo del aire entre 0,7 y 2,6 m∙s-1.
En los diseños indirectos presentados, se observa que la diferencia radica en el colector del deshidratador,
debido a que se prueban diferentes materiales y formas geométricas de estos, para absorber y distribuir a lo
largo del colector, la mayor cantidad de energía térmica posible. Por lo anterior, Kant et al. (2016) realizaron
una revisión muy exhaustiva de los materiales usados en el almacenamiento de energía térmica en diversos
diseños de deshidratadores solares. Los mismos autores plantean que la energía térmica puede ser
almacenada en materiales bien aislados como: 1) cambio en la energía térmica del material, 2) calor sensible,
3) calor latente y 4) calor termoquímico o 5) una combinación de estos. En la Figura 34 se presenta una visión
general de las principales técnicas utilizadas para el almacenamiento de energía térmica solar.
Figura 34: Diferentes tipos de almacenamiento térmico de energía solar. Elaboración propia con información de Kant et al. (2016).
Almacenamiento Energía Térmica
Térmica
Almacenamiento energía sensible
Líquido Sólido
Latente
Sólido-líquido
Líquido-gasSólido-sólido
Química
Conducto químico térmico
Reacción de calor
Bomba de calor

Contenido 62
En el almacenamiento de calor sensible, la energía térmica es almacenada en el incremento de la temperatura
de un líquido o sólido, usando la capacidad calorífica y el cambio en la temperatura del material durante el
proceso de carga y descarga. La cantidad de calor almacenado depende del calor específico del medio, la
temperatura de cambio y la cantidad de material de almacenamiento. Generalmente, el agua aparece como el
mejor almacenador de calor sensible debido a que su calor específico es muy alto y de bajo costo. La Tabla 6
muestra una lista de materiales sólidos y líquidos que pueden ser utilizados para el almacenamiento de calor
sensible.
Tabla 6: Lista de materiales seleccionados de sólidos y líquidos para almacenamiento de calor sensible. Elaboración propia con información de (Kant et al., 2016).
Medio Tipo de Fluido Rango temperatura (°C) Densidad (kg/m3)
Calor específico (J/kg K)
Roca 20 2560 879
Brick 20 1600 840
Concreto 20 1900-2300 880
Agua 0-100 1000 4190 Caloriea HT43 Aceite 12-260 867 2200
Aceite de motor Aceite Hasta 160 888 1880
Etanol Líquido orgánico Hasta 78 790 2400
Proponal Líquido orgánico Hasta 97 800 2500
Butanol Líquido orgánico Hasta 118 809 2400
Isotonazol Líquido orgánico Hasta 100 808 3000
Isopentanol Líquido orgánico Hasta 148 831 2200
Octano Líquido orgánico Hasta 126 704 2400
Por otra parte, el almacenamiento de calor latente almacena energía térmica en el momento de transición de
fase de sólido a líquido o de líquido a vapor en forma de calor latente de fusión o de vaporización,
respectivamente. Los materiales con cambio de fase han sido ampliamente estudiados y usados para un amplio
rango de aplicaciones, debido a su propiedad de absorción del calor y de descarga durante el proceso de fusión
y solidificación, respectivamente. El almacenamiento de energía térmica con calor latente es mucho más
atractivo que los demás debido a la habilidad de proveer alta densidad de energía de almacenamiento por
unidad de masa por unidad de volumen en más o menos un proceso isotérmico. La Figura 35 muestra una
clasificación de varios materiales de cambio de fase.

Contenido 63
Figura 35: Clasificación de materiales con cambio de fase. Elaboración propia con información de Kant et al. (2016).
Por su parte, los sistemas termoquímicos dependen de la energía absorbida y liberada al romper y reformar los
enlaces moleculares en una reacción química completamente reversible. En este caso, el calor almacenado
depende de la cantidad de material de almacenamiento, del calor endotérmico de reacción y del grado de
conversión.
Un gran avance en el estudio de almacenamiento de energía térmica en un diseño de modo indirecto lo
desarrolló Jain (2007), propuso un diseño con colector solar de placa plana invertida. La Figura 36 muestra el
diseño donde se observa que el diseño presenta varios coeficientes de transferencia de calor, que explican el
principio de funcionamiento del deshidratador. La placa plana absorbente-I, que se encuentra en la parte inferior
es horizontal. El reflector que se ajusta al absorbente-I, es una fracción en forma poligonal (segmento de cinco
piezas planas iguales), y se ubica en la parte inferior de dicha placa. El radio (de polígono) de apertura del
reflector es el mismo que el de la placa absorbente. Una disposición de secado se coloca por encima de la
placa plana-I en el espacio de 0,04 m para que entre el aire ambiente. Se proporciona un espacio (packed bed)
con “piedra de quijarro” antes de la cámara de secado para el almacenamiento de la energía térmica. En la
cámara de secado se disponen dos bandejas para la deshidratación del producto. En la parte superior se
encuentra la placa plana absorbente-II con acristalamiento simple inclinada a 30°; se proporciona por encima
de la cámara de secado para inducir la absorción de la radiación solar en los “granos de granito” (material
almacenador) que se encuentran en la cavidad triangular. Los granos de granito, almacenan la energía térmica
durante las horas que está el sol y suministran durante las horas en la que no está el sol.
Materiales Cambio de Fase
Orgánicos
Compuestos de parafina No
compuestos de parafina
Inorgánicos
Hidratos de sal
Metales
Eutéctico
Orgánico-orgánico
Inorgánico-inorgánico
Orgánico-inorgánico

Contenido 64
Figura 36: Deshidratador indirecto con almacenamiento térmico doble de calor sensible. Tomado de Kant et al. (2016).
En el diseño anterior se deshidrató 95 kg de cebolla con una humedad inicial de 6,14 a 0,27 kg agua/ kg masa
seca en 24 horas de proceso.
Otro diseño con almacenamiento de energía térmica lo desarrollaron Jain y Kumar J. (2004), el cual se presenta
en la Figura 37. El aporte innovador está en el colector con paso doble de vidrio y el uso de un reflector en la
pared del deshidratador. El material de almacenamiento térmico utilizado es “granos de granito”, el cual está
ubicado en la parte inferior de la placa absorbente. El colector solar se orienta hacia el sur inclinado β° con
respecto al plano horizontal. El aire a ser calentado fluye entre las coberturas de vidrio y la placa absorbente,
donde recibe la energía térmica de la placa absorbente. El aire caliente procedente de la placa y que fluye por
debajo del material de almacenamiento libera la energía térmica al material de almacenamiento durante las
horas de luz solar y obtiene la energía térmica del material del almacenamiento durante las horas de inactividad.
Por lo tanto, la variación de la temperatura del aire de salida del calentador se minimiza. El aire que sale del
calentador solar se utiliza para la deshidratación del grano en la cámara de secado.

Contenido 65
Figura 37: Deshidratador indirecto con almacenamiento térmico y paso doble. Tomado de Jain y Kumar J. (2004).
6.3 Diseños modo mixto
El diseño modo indirecto, también llamado híbrido, es una combinación de los dos métodos descritos con
anterioridad, en donde el producto es deshidratado por acción directa de la luz solar o con aire que previamente
ha sido calentado en el colector solar.
Un diseño mixto lo presentaron M. Kumar et al. (2016), el cual es portátil con modo de carga semi-continua y
con varios estantes donde reposan las bandejas de secado que reciben la radiación de forma directa e indirecta
por convección natural. El diseño fue evaluado por los autores, y se determinó que el producto presentaba un
secado uniforme. Las eficiencias térmicas registradas, según los autores, en tres días de proceso fueron 28,96,
27,6, y 23,4%. El esquema del diseño se presenta en la Figura 38.
Figura 38: Deshidratador mixto con radiación directa y convección natural. Tomado de M. Kumar et al. (2016).

Contenido 66
Otro diseño de esta categoría lo desarrolló y evaluó Espinoza (2016). El tipo contenedor consiste en la
incorporación de un conjunto de placas compuestas por: una placa traslúcida de policarbonato alveolar
transparente, y como placa absorbente, un panel aislante trapezoidal de acero de color negro y un aislante de
poliuretano (comúnmente llamado Instapanel). Se utilizan estas placas como muros y techo de un contenedor
estándar. Según el autor, las ventajas que presenta frente a otros diseños son: transportabilidad, componentes
comerciales, menor número de piezas y operatividad inmediata. La Figura 39 muestra el diseño desarrollado.
Figura 39: Deshidratador mixto de convección forzada. Contenedor de deshidratación (izq) y principio de funcionamiento (der). Tomado de Espinoza (2016).
El diseño tiene un área de colector solar de 10 m2, capacidad máxima de 60 bandejas de 80 x 80 cm, capacidad
de carga de 1.000 kg de producto en fresco, las dimensiones de la cámara son de 2,2 x 2,2 x 5,3 m, el peso del
contenedor es de 950 kg, la potencia eléctrica es de 340 W y conexión a red eléctrica de 220 V. El módulo de
deshidratador dispone de medidor de humedad y temperatura, así como también, de control manual del aire
que ingresa por cada pared.
En el ensayo experimental que se llevó a cabo en uvas, durazno y nueces, la temperatura en el interior de
contenedor solar osciló entre 20 y 47 °C, y la humedad relativa entre el 30 y 60%. Al trabajar con uva variedad
Flame, el tiempo de secado fue de 10 días. Pasando de una masa inicial de 100 kg a una final de 29,5 kg, es
decir una pérdida del 70,6%. En el caso del durazno, el tiempo de secado fue 12 días; donde se removió 73,3%
de la masa inicial y se obtuvo una masa final de 3 kg. La calidad final es apropiada y el aspecto es llamativo sin
necesidad de utilizar colorantes. Según el autor, lo anterior se logró gracias a que no existe exposición directa
a la radiación solar y en la cámara de secado hay muy poca luz. Finalmente, en el ensayo en nueces, el tiempo
de secado fue de 1 día, en comparación con otros procesos que requieren de 4 días. Sin embargo, al tener en
cuenta el costo de fabricación, se determinó que el costo de producción de un contenedor es de US$ 8.500
(COP$ 25.500.000 aproximadamente), lo cual resulta ser un alto costo de inversión, para la eficiencia que
representa el proceso.

Contenido 67
Otro diseño de modo mixto lo presentaron Bena y Fuller (2002). El diseño es una combinación del modo directo
con convección natural y un quemador simple de biomasa para la deshidratación de frutas y hortalizas, con
capacidad de carga entre 30 y 22 kg de producto en fresco. Según los autores, la eficiencia térmica de la
deshidratación directa fue del 9%, sin carga del 22% y la del quemador del 27%. Además, encontraron que las
características claves del quemador de biomasa eran la adición de masa térmica en la superficie superior, una
placa deflectora interna para alargar la trayectoria de salida del gas de escape y una válvula de entrada de aire
variable. El diseño desarrollado y evaluado se presenta en la Figura 40.
Figura 40: Deshidratador modo directo con convección natural y quemador de biomasa. Tomado de Bena & Fuller (2002).
El diseño de la figura anterior consiste en un gabinete de secado montado en una cámara de ladrillo que encierra
un quemador simple de biomasa. Las dimensiones de la base de la parte exterior son 1,2 x 1,2 m. En el
quemador hay tres bandejas de secado, cada una con base en malla de alambre y en total 3 m2 de área efectiva.
La cobertura es inclinada con un ángulo de 28° para maximizar la absorción de la radiación solar. El gabinete
de secado se hizo con madera de pino y se cubrió con una capa de lámina de polietileno estabilizado con UV
de espesor 0,15 x 10-16 m. En la parte posterior del gabinete se ubican tres ventiladores ajustables para la
extracción del aire húmedo.
El deshidratador está diseñado para operar con radiación solar como el principal recurso energético. Se puede
operar el diseño con energía eléctrica cuando la radiación solar es baja o en horas de la noche cuando no hay
radiación directa. Cuando el deshidratador se opera con radiación solar, la radiación entra a través de la
cobertura transparente, es absorbida por las superficies del gabinete y por el producto, y se convierte en calor.
Los autores plantean que al variar el tamaño de operación de los ventiladores de salida se puede regular la
velocidad de flujo del aire. Cuando se utiliza el quemador, la combustión de los gases calientan la superficie de
la cámara, con lo que se calienta el aire que se moviliza por la cámara hasta el gabinete de secado.

Contenido 68
Posteriormente, el aire ingresa al gabinete de secado, evaporando y recibiendo la humedad a medida que pasa
por las bandejas, y luego sale por los ventiladores.
7. PROCESO DE EVALUACIÓN, ANÁLISIS Y DETERMINACIÓN DE REQUISITOS DE
DISEÑO DEL DESHIDRATADOR
Los criterios de evaluación y selección que se plasman en este documento, cumplen con el objetivo de la
investigación que es la selección de un diseño de deshidratador solar indirecto a partir del análisis de la
información recopilada en la vigilancia tecnológica siguiendo los pasos del procedimiento que se presenta en
la Figura 41.
Figura 41: Diagrama de flujo de proceso de selección del diseño de deshidratador solar. Elaboración propia.
El estado del arte es el resultado de los dos primeros pasos del diagrama Figura 41. El paso 3 se llevó a cabo
por criterios del autor, teniendo en cuenta las capacidades económicas y operacionales de los productores
como un primer filtro del listado de deshidratadores indirectos. Posteriormente en el paso 4, mediante revisión
de literatura se integraron los criterios de evaluación y selección de Espinoza (2016) y Boroze et al. (2014). En
cada investigación los autores determinaron unos criterios de evaluación de diseños de deshidratadores
solares. Teniendo en cuenta estos criterios y la definición de eficiencia e ingeniería de procesos, se obtuvo una
lista con 35 criterios de evaluación (paso 5).
1. Revisión de literatura sobre diseños de
deshidratadores solares
2. Categorización de diseños en directos, indirectos y mixtos
3. Selección preliminar de deshidratadores indirectos de acuerdo a condiciones
de los productores del proyecto
4. Determinación de criterios de evaluación y selección de diseños de deshidratadores
solares
5. Determinación de criterios a usar en el
proceso de evaluación
6. Evaluación del listado de diseños
indirectos con criterios a través de la
metodología AHP
7. Jerarquizacion de los diseños evaluados
8. Identificación de requerimientos para la propuesta de diseño
9 . Elaboración y caracterización de
propuesta de diseño

Contenido 69
Teniendo el listado de criterios, se desarrolló la evaluación del listado de deshidratadores (paso 6) a través del
Proceso de Análisis Jerárquico (AHP por sus siglas en ingles), el cual sirve como metodología para discernir
entre múltiples criterios para seleccionar una opción entre varias alternativas (Gómez y Vásquez, 2007). El
resultado del AHP es la jerarquización de los diseños conforme a los criterios definidos (paso 7), donde además
se identificaron las ventajas y desventajas de los parámetros de cada diseño evaluado. Estos parámetros
sirvieron como fuente de identificación de los requerimientos para la propuesta de diseño (paso 8).
Teniendo claro los requerimientos necesarios para la propuesta de diseño, se procedió a integrar los
requerimientos para cada componente de su estructura. El resultado de esta etapa (paso 9) es el diseño del
prototipo y la caracterización del mismo. En los siguientes numerales, se detalla el desarrollo del paso 3 al 9.
7.1 Selección de deshidratadores solar indirectos
Este paso corresponde a un primer filtro, por un lado, en función de la capacidad económica de los productores,
donde se obtuvo una lista de nueve diseños para el proceso de evaluación. Por otro lado, en esta etapa se
buscó que los diseños presentaran diferencias innovadoras, como es el caso de materiales de almacenamiento
de calor, estructura ligera del prototipo, materiales en el colector para incentivar un flujo turbulento del aire y en
la cámara de secado, así como el método de absorción de la energía solar. El listado de diseños seleccionados
se plasma en Tabla 7.
Tabla 7: Listado de diseños indirectos seleccionados para someter al proceso de evaluación. Elaboración propia.
No Parámetros de Diseño Autor Imagen
1
Convección natural, colector con lámina v-ondulada de cobre soportada en lámina de aluminio, cámara de secado con flujo transversal, y chimenea.
(Dasin, Godi, y Kingsley, 2015; Espinoza, 2016;
Lingayat, Chandramohan, y Raju,
2017)
2
Convección natural, colector con placa de lámina de cobre (flujo laminar) y almacenamiento de calor térmico (arena, granito o arcilla), cámara de secado con flujo transversal y chimenea.
(El-Sebaii et al., 2002)

Contenido 70
No Parámetros de Diseño Autor Imagen
3
Convección forzada con ventilador eléctrico antes del colector, colector con placa absorbente (arena) y flujo laminar, cámara de secado con flujo transversal, y chimenea.
(Mohanraj y Chandrasekar, 2009;
Sami et al., 2011)
4
Convección forzada con extractor eléctrico de aire, colector con malla porosa de aluminio (flujo turbulento), cámara de secado con flujo transversal, y chimenea asistida.
(Dissa et al., 2009)
5
Convección forzada con ventilador eléctrico después del colector, colector con flujo laminar, cámara de secado con flujo paralelo y sin chimenea.
(M. Kumar et al., 2016; Parikh y Agrawal, 2011)
6
Convección forzada de doble paso con ventilador eléctrico antes del colector, colector con placa v-ondulada de cobre (flujo turbulento), cámara de secado con flujo transversal, con termocuplas para control de temperatura y con chimenea.
(El-Sebaii y Shalaby,
2013)
7
Convección forzada, colector con placa absorbente de zinc corrugado (flujo turbulento) sobre cámara de secado, cámara de secado con flujo paralelo y sin chimenea.
(Hasan y Langrish, 2016)

Contenido 71
No Parámetros de Diseño Autor Imagen
8
Convección natural, doble colector (reflector en la parte inferior y vidrio en la superior), con doble almacenamiento térmico de calor sensible (granos de granito y piedra quijarro), cámara de secado con flujo transversal y sin chimenea.
(Jain, 2007; Jain y Tewari, 2015; Kant et al., 2016)
9
Convección natural, colector de doble paso de vidrio con reflector de radiación y placa absorbente con almacenamiento de calor sensible (granos de granito), cámara de secado con flujo transversal y con chimenea.
(Jain y Kumar J., 2004)
7.2 Criterios de evaluación y selección del deshidratador solar indirecto
Los criterios de evaluación y selección para la presente investigación están basados en los conceptos de
eficiencia e ingeniería de procesos. Para los criterios de eficiencia se tuvo en cuenta la definición de Lam y
Hernández (2008), quienes la definen como “alcanzar los objetivos previstos por medio de la elección de
alternativas que suministren el mayor beneficio; y se expresa como la razón entre los resultados obtenidos y el
valor de los recursos empleados”. Por su parte, la ingeniería de procesos según Pérez (2014), trata del
desarrollo, evaluación y diseño de procesos, integrando los conocimientos de diversas disciplinas junto con los
principios y métodos de análisis de ingeniería para especificar, predecir y evaluar los resultados de los procesos.
Para obtener los criterios de evaluación y selección, se tuvo en cuenta los aspectos por los cuales se
caracterizan y clasifican los deshidratadores solares siguiendo la premisa de Boroze et al. (2014). En la Tabla
8 se enuncian los criterios y las características de clasificación enfocadas en aspectos de operación, es decir,
con el uso de los recursos que intervienen en el proceso de deshidratación (tiempo, energía, propiedades del
producto y parámetros del proceso). Estos criterios fueron la base para la determinación de los criterios finales
y para la toma de decisiones en las etapas de construcción y validación en campo.

Contenido 72
Tabla 8: Criterios de clasificación y caracterización de deshidratadores solares. Elaborado con información de Boroze et al. (2014).
Criterio Características deshidratador
1. Tipo 1.1 Industrial 1.2 Pequeña escala
2. Energía 2.1 Eléctrica 2.2 Solar
3. Colección de energía solar 3.1 Directo 3.2 Indirecto 3.3 Mixto
4. Estado físico de los productos 4.1 Sólido 4.2 Pastoso 4.3 Líquido
5. Modo de operación 5.1 Lote 5.2 Continuo
6. Tiempo de secado 6.1 Ultra corto (t < 24h) 6.2 Corto (24 h < t < 48 h) 6.3 Largo (t > 48 horas)
7. Manejo del producto al interior del deshidratador
7.1 Estacionario 7.2 Movimiento 7.3 Agitado o dispersado
8. Número de bandejas 8.1 Única 8.2 Multi bandeja
9. Temperatura de secado 9.1 Por encima de temperatura de evaporación 9.2 Por debajo de temperatura de evaporación
10. Presión de operación 10.1 Por encima de presión atmosférica 10.2 Por debajo de presión atmosférica 10.3 Vacío
11. Medio de secado 11.1 Aire 11.2 Vapor supercalentado 11.3 Gases de combustión
12. Proceso de transferencia de calor
12.1 Convección 12.2 Conducción 12.3 Radiación 12.4 Combinación de diferentes modos 12.5 Continuo o intermitente 12.6 Adiabático o no adiabático
13. Ventilación 13.1 Secado pasivo (natural) 13.2 Secado activo (forzado)
14. Tipo de flujo de aire-producto relativo
14.1 Corriente (flujo paralelo) 14.2 Contracorriente (flujo paralelo) 14.3 Flujo cruzado (flujo transversal) 14.4 Flujo mixto (paralelo o transversal)
En la presente investigación, se complementó la visión de Boroze et al. (2014), junto con los planteamientos
descritos en la investigación de Espinoza (2016); quien relaciona los criterios de evaluación con aspectos de
clasificación e indicadores de desempeño. En la Tabla 9 y Tabla 10, se observan los criterios de evaluación
descritos por ambas investigaciones respectivamente.

Contenido 73
Tabla 9: Criterios de evaluación para la selección de un deshidratador solar. Elaborado con información de Boroze et al. (2014).
Fuente de información Criterios propuestos
1. Especificaciones del deshidratador
1.1 Foto o diagrama de diseño 1.2 Ventilación 1.3 Posiciones de las bandejas 1.4 Área de las bandejas 1.5 Modo operación 1.6 Tipo de flujo aire-producto 1.7 Tiempo secado 1.8 Capacidad secador 1.9 Vidal útil del secador 1.10 Número de bandejas 1.11 Principales materiales utilizados 1.12 Área de secado
2. Especificaciones del producto
2.1 Humedad inicial 2.2 Humedad final 2.3 Máxima temperatura para el secado 2.4 Otros productos secados en el mismo deshidratador 2.5 Masa de producto seco por ciclo de producción
3. Balance de energía y masa
3.1 Radiación solar 3.2 Entrada de calor 3.3 Área del colector 3.4 Eficiencia del colector 3.5 Temperatura media del aire de secado 3.6 Humedad relativa media del aire de secado 3.7 Rendimiento de secado 3.8 Masa de agua evaporada por día
4. Especificaciones ambientales
4.1 Zona climática 4.2 Temperatura media del aire ambiente 4.3 Humedad relativa del aire ambiente 4.4 Ventajas e inconvenientes percibidas por los usuarios 4.5 Tipos de usuarios 4.6 Nivel de organización de los usuarios 4.7 Zona geográfica 4.8 Costo y disponibilidad de energía
5. Características económicas
5.1 Costo producto seco 5.2 Costo deshidratación 5.3 Costos de operación 5.4 Ganancias de capital 5.5 Rotación por día 5.6 Periodo de recuperación de la inversión 5.7 Mercado de salida del producto 5.8 Costo de mantenimiento
Tabla 10: Criterios de selección de un deshidratador solar. Elaboración propia con información de Espinoza (2016).
No. Criterio Componentes
1 Características de diseño
1.1 Mecanismo de transferencia de calor 1.2 Dimensiones 1.3 Capacidad de secado 1.4 Área de secado y número de bandejas
2 Comportamiento térmico
2.1 Nivel de radiación solar local 2.2 Tiempo y velocidad de secado 2.3 Temperatura y humedad relativa del aire de secado 2.4 Velocidad del aire

Contenido 74
No. Criterio Componentes
3 Propiedades del producto
3.1 Físicas del producto húmedo y seco 3.2 Acides y corrosividad 3.3 Azúcares, proteínas, antioxidantes, entre otros. 3.4 Geometría del producto
4 Características de secado del
producto
4.1 Humedad inicial del producto 4.2 Humedad final del producto 4.3 Temperatura máxima 4.4 Tiempo se secado
5 Económicos 5.1 Costo del secador 5.2 Costo del proceso de secado 5.3 Recuperación de la inversión
Teniendo en cuenta los criterios de ambas investigaciones y los criterios de clasificación presentados en la
Tabla 7, se obtuvo una lista con 30 criterios de evaluación y selección. Complementariamente, el listado de
criterios fue evaluado por dos expertos en temas de secado de productos agrícolas de la Universidad Nacional
de Colombia sede Bogotá, quienes asignaron una calificación entre 1 y 9 a cada criterio. Este procedimiento se
llevó a cabo con el fin determinar la ponderación de los criterios de evaluación más representativos para la
selección de un deshidratador solar para las condiciones de uso de la presente investigación. El detalle de la
escala de calificación se presenta en la Tabla 11.
Tabla 11: Escala de calificación de criterios para evaluación de expertos en secado, teniendo en cuenta la transformación de mango, naranja y mandarina en el municipio de Tocaima. Elaboración propia.
Escala Criterio
1 baja contribución o importancia en la selección del diseño
3 relativa baja contribución o importancia en la selección del diseño
5 media contribución o importancia en la selección del diseño
7 relativa alta contribución o importancia en la selección del diseño
9 alta contribución o importancia en la selección del diseño
El listado de los 30 criterios de evaluación y selección, junto con la calificación asignada por parte de los
expertos en el tema de secado, se presenta en la Tabla 12.
Tabla 12: Criterios para el proceso de evaluación de lo diseño calificados por expertos. Elaboración propia.
No Fuente de
información Criterio Unidades
Experto 1
Experto 2
Promedio
1
Características de diseño
Almacenamiento de calor si, no (cual) 5 7 6
2 Área de secado m2 5 7 6
3 Capacidad de secado kg producto fresco 9 7 8
4 Dimensiones largo x ancho x alto 5 5 5
5 Energía eléctrica, solar 5 5 5
6 Esquema de diseño si, no 5 5 5

Contenido 75
No Fuente de
información Criterio Unidades
Experto 1
Experto 2
Promedio
7 Número de bandejas unidades 5 5 5
8 Principales materiales descripción detallada 7 3 5
9 Tiempo secado h 9 3 6
10 Tipo industrial, pequeña
escala 9 7 8
11
Comportamiento térmico
Área del colector m2 7 7 7
12 Eficiencia del colector % 7 5 6
13 Humedad relativa secado % 9 5 7
14 Mecanismo transferencia de calor
radiación, conducción, convección (natural o forzada)
9 7 8
15 Nivel de radiación W/m2 7 7 7
16 Temperatura de secado °C 9 7 8
17 Velocidad de secado Kg/Kg-h 9 5 7
18 Velocidad del aire m/s o kg/s 9 9 9
19
Propiedades del producto
Geometrías evaluadas listado 9 3 6
20 Humedad final % b.h 5 5 5
21 Humedad inicial % b.h 5 5 5
22 Productos evaluados listado 5 1 3
23 Temperatura máxima °C 9 7 8
24
Ambientales
Humedad relativa del aire °C 9 3 6
25 Temperatura media del aire °C 9 3 6
26 Tipo de usuarios productor, laboratorio 7 3 5
27 Zona climática msnm 7 3 5
28
Económicos
Costo del deshidratador $ 9 7 8
29 Mercado de salida del producto
listado 9 7 8
30 Recuperación de la inversión
años 7 3 5
La Figura 42, presenta la jerarquización gráfica de los criterios. Los criterios que se seleccionaron para el
proceso de evaluación de los diseños, que se vincularán en la metodología de análisis AHP, son aquellos que
obtuvieron una calificación promedio mayor o igual a 7 puntos (ver recuadro rojo en la Figura 42), dada su
contribución o importancia relativamente alta o alta en la selección de un deshidratador solar indirecto para ser
evaluado en la transformación de mango, naranja y mandarina en el municipio de Tocaima. De los 30 criterios
contemplados inicialmente, se seleccionaron para el proceso de evaluación los 12 criterios que comprende el
cuadro rojo de la Figura 42.

Contenido 76
Figura 42: Jerarquización de criterios de evaluación y selección de deshidratador solar indirecto. Elaboración propia.
7.3 Implementación metodología AHP - selección de diseño de deshidratador
Como se mencionó anteriormente, se utilizó la metodología de análisis de ingeniería de procesos “Proceso de
Análisis Jerárquico – AHP”, teniendo en cuenta el criterio de Rojas (2017), como se presenta en la Figura 43.
Figura 43: Pasos para aplicar la metodología AHP en la selección del deshidratador solar indirecto. Adaptado de Rojas (2017).
0123456789
10
Vel
oci
dad
del a
ire
Cap
aci
dad
de s
ecad
o
Tip
o
Mec
anis
mo
tran
sfer
enci
a d
e ca
lor
Tem
pera
tura
de
seca
do
Tem
pera
tura
máx
ima
Cos
to d
el d
eshi
drat
ador
Mer
cad
o de
sal
ida
del p
rodu
cto
Áre
a d
el c
ole
cto
r
Hum
edad
rel
ativ
a se
cado
Niv
el d
e ra
diac
ión
Vel
oci
dad
de s
ecad
o
Alm
ace
nam
ient
o de
cal
or
Áre
a d
e se
cado
Tie
mpo
se
cado
Efic
ienc
ia d
el c
olec
tor
Geo
met
rías
eva
luad
as
Hum
edad
rel
ativ
a de
l aire
Tem
pera
tura
med
ia d
el a
ire
Dim
ensi
ones
Ene
rgía
Esq
uem
a d
e di
seño
Núm
ero
de b
ande
jas
Prin
cipa
les
mat
eria
les
Hum
edad
fina
l
Hum
edad
inic
ial
Tip
o de
usu
ario
s
Zon
a cl
imát
ica
Rec
uper
ació
n de
la in
vers
ión
Pro
duct
os e
valu
ados
0• Caracterizar los 9 diseños para los 30 criterios iniciales
1• Identificar el problema de decisión de selección
2• Desarrollar la matriz de comparación de diseños por criterio
3• Desarrollar la matriz normalizada de comparacion de diseños con el vector de prioridad
4• Calcular la proporción de consistencia de las matrices de comparación de diseños
5• Desarrollar la matriz de comparación de los criterios
6• Calcular la proporción de consistencia de la matriz de comparación de criterios
7• Desarrollar la matriz normalizada de criterios con el vector de prioridad
8 • Desarrollar la matriz de priorización global

Contenido 77
El paso 0 no hace parte oficial de la metodología AHP, aunque para la presente investigación es de gran
importancia, debido a que es la elaboración del documento base para todo el proceso de evaluación y selección
del diseño del deshidratador. La información del paso 0 se consigna en la hoja “Evaluación diseños” del
documento Excel anexo titulado “Anexo 1. Evaluación y selección del diseño de deshidratador indirecto”.
7.3.1 Paso 1: problema de decisión de selección
El paso 1 corresponde básicamente a definir que la implementación de la metodología AHP en la investigación,
tiene como objetivo priorizar el listado de diseños de acuerdo a la caracterización de estos con respecto a unos
criterios de evaluación y selección. El desarrollo entre los pasos 2 y 8, se describe detalladamente a
continuación.
7.3.2 Paso 2: matriz de comparación de diseños por criterio
En este paso se realiza la comparación de los 9 diseños preseleccionados con respecto a los 12 criterios
seleccionados. La metodología AHP plantea una escala de comparación, la cual fue adaptada para el caso de
análisis y se enuncia en Tabla 13.
Tabla 13: Escala de comparación de diseños respecto a los criterios de evaluación. Adaptado de Rojas (2017).
Escala Definición Explicación
0 No hay preferida En literatura no se registra información
1 Igualmente preferida Los dos diseños contribuyen igual al objetivo
3 Moderadamente preferida Un diseño favorece un poco el criterio frente a otro 5 Fuertemente preferida Un diseño favorece fuertemente el criterio frente a otro
7 Muy fuertemente preferida Un diseño es favorecido muy fuertemente frente a otro. En la práctica se puede demostrar su dominio.
9 Extremadamente preferida La evidencia favorece en la más alta medida a un diseño frente a otro
La evaluación se realiza a través de la comparación uno a uno de los diseños para cada criterio teniendo en
cuenta la escala de calificación descrita en la Tabla 13 y la información que se consigna en la hoja “Evaluación
diseños” del archivo adjunto “Anexo 1. Evaluación y selección de diseño deshidratador indirecto”. En el mismo
documento en la hoja “AHP” se presenta el procedimiento de implementación de la metodología AHP. A manera
de síntesis a continuación se presentan las matrices de comparación por cada criterio.
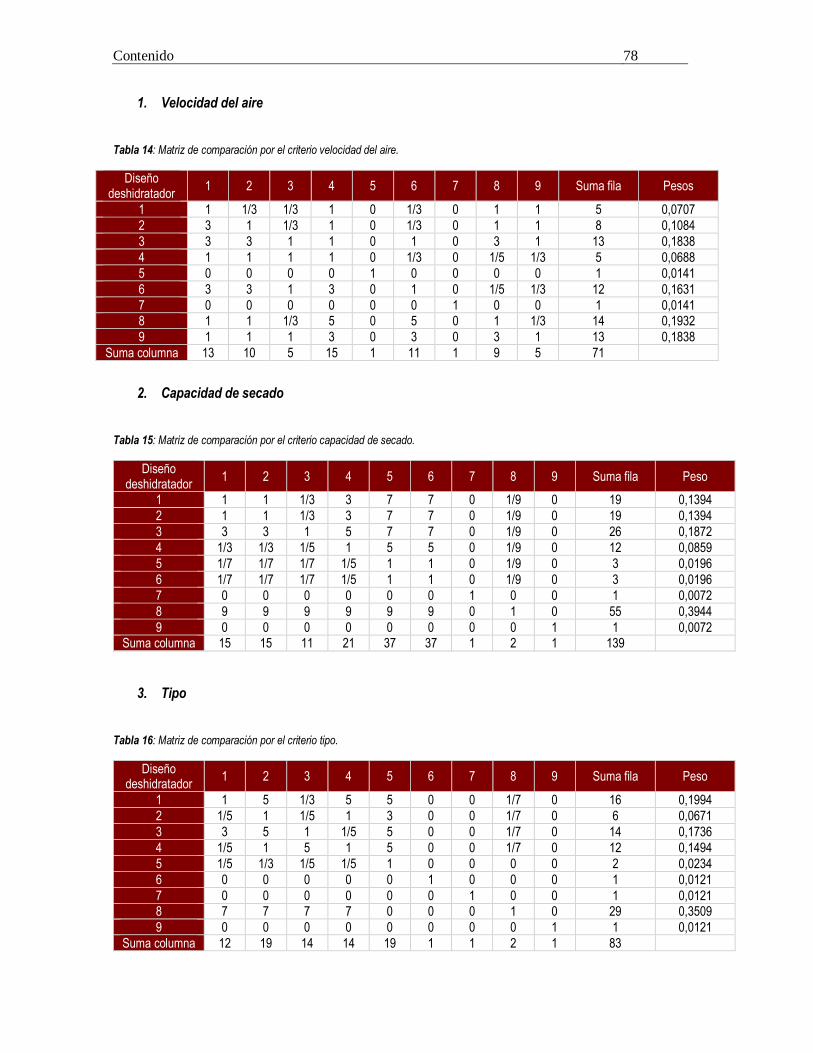
Contenido 78
1. Velocidad del aire Tabla 14: Matriz de comparación por el criterio velocidad del aire.
Diseño deshidratador
1 2 3 4 5 6 7 8 9 Suma fila Pesos
1 1 1/3 1/3 1 0 1/3 0 1 1 5 0,0707
2 3 1 1/3 1 0 1/3 0 1 1 8 0,1084
3 3 3 1 1 0 1 0 3 1 13 0,1838
4 1 1 1 1 0 1/3 0 1/5 1/3 5 0,0688
5 0 0 0 0 1 0 0 0 0 1 0,0141
6 3 3 1 3 0 1 0 1/5 1/3 12 0,1631
7 0 0 0 0 0 0 1 0 0 1 0,0141 8 1 1 1/3 5 0 5 0 1 1/3 14 0,1932
9 1 1 1 3 0 3 0 3 1 13 0,1838
Suma columna 13 10 5 15 1 11 1 9 5 71
2. Capacidad de secado Tabla 15: Matriz de comparación por el criterio capacidad de secado.
Diseño deshidratador
1 2 3 4 5 6 7 8 9 Suma fila Peso
1 1 1 1/3 3 7 7 0 1/9 0 19 0,1394
2 1 1 1/3 3 7 7 0 1/9 0 19 0,1394
3 3 3 1 5 7 7 0 1/9 0 26 0,1872
4 1/3 1/3 1/5 1 5 5 0 1/9 0 12 0,0859
5 1/7 1/7 1/7 1/5 1 1 0 1/9 0 3 0,0196
6 1/7 1/7 1/7 1/5 1 1 0 1/9 0 3 0,0196
7 0 0 0 0 0 0 1 0 0 1 0,0072
8 9 9 9 9 9 9 0 1 0 55 0,3944
9 0 0 0 0 0 0 0 0 1 1 0,0072 Suma columna 15 15 11 21 37 37 1 2 1 139
3. Tipo Tabla 16: Matriz de comparación por el criterio tipo.
Diseño deshidratador
1 2 3 4 5 6 7 8 9 Suma fila Peso
1 1 5 1/3 5 5 0 0 1/7 0 16 0,1994
2 1/5 1 1/5 1 3 0 0 1/7 0 6 0,0671
3 3 5 1 1/5 5 0 0 1/7 0 14 0,1736
4 1/5 1 5 1 5 0 0 1/7 0 12 0,1494
5 1/5 1/3 1/5 1/5 1 0 0 0 0 2 0,0234
6 0 0 0 0 0 1 0 0 0 1 0,0121
7 0 0 0 0 0 0 1 0 0 1 0,0121 8 7 7 7 7 0 0 0 1 0 29 0,3509
9 0 0 0 0 0 0 0 0 1 1 0,0121
Suma columna 12 19 14 14 19 1 1 2 1 83

Contenido 79
4. Mecanismo transferencia de calor Tabla 17: Matriz de comparación por el criterio mecanismo transferencia de calor.
Diseño deshidratador
1 2 3 4 5 6 7 8 9 Suma fila Peso
1 1 1/3 1/9 1 5 1/3 0 1/5 1 9 0,0616
2 3 1 1/7 1 5 1 0 1/5 3 14 0,0984
3 9 7 1 9 9 9 0 5 9 58 0,3981
4 1 1 1/9 1 3 1/3 0 1/5 1 8 0,0525
5 1/5 1/5 1/9 1/3 1 1/5 0 1/5 1/3 3 0,0177
6 3 1 1/9 3 5 1 0 1 5 19 0,1312
7 0 0 0 0 0 0 1 0 0 1 0,0069
8 5 5 1/5 5 5 1 0 1 5 27 0,1867
9 1 1/3 1/9 1 3 1/5 0 1/5 1 7 0,0470
Suma columna 23 16 2 21 36 13 1 8 25 146
5. Temperatura de secado Tabla 18: Matriz de comparación por el criterio temperatura del aire de secado.
Diseño deshidratador
1 2 3 4 5 6 7 8 9 Suma fila Peso
1 1 3 1 1 3 1 0 1 1 12 0,1614
2 1/3 1 1 1 3 1 0 1 1 9 0,1256 3 1 1 1 1 3 3 0 1 1 12 0,1614
4 1 1 1 1 3 3 0 1 1 12 0,1614
5 1/3 1/3 1/3 1/3 1 1 0 1 1 5 0,0717
6 1 1 1/3 1/3 1 1 0 1 1 7 0,0897
7 0 0 0 0 0 0 1 0 0 1 0,0135
8 1 1 1 1 1 1 0 1 1 8 0,1076
9 1 1 1 1 1 1 0 1 1 8 0,1076
Suma columna 7 9 7 7 16 12 1 8 8 74
6. Temperatura máxima del producto Tabla 19: Matriz de comparación por el criterio temperatura máxima del producto.
Diseño deshidratador
1 2 3 4 5 6 7 8 9 Suma fila Peso
1 1 1 1/3 1 3 3 0 1/3 1 11 0,1106
2 1 1 1/3 1 3 3 0 1/3 1 11 0,1106 3 3 3 1 3 5 3 0 3 1 22 0,2281
4 1 1 1/3 1 3 1 0 3 1 11 0,1175
5 1/3 1/3 1/5 1/3 1 1/3 0 1 1/5 4 0,0387
6 1/3 1/3 1/3 1 3 1 0 1 1/5 7 0,0746
7 0 0 0 0 0 0 1 0 0 1 0,0104
8 3 3 1/3 1/3 1 1 0 1 1/5 10 0,1023
9 1 1 1 1 5 5 0 5 1 20 0,2073
Suma columna 11 11 4 9 24 17 1 15 6 96

Contenido 80
7. Costo de fabricación
Este criterio no se tuvo en cuenta para el proceso de evaluación debido a que, en las investigaciones citadas,
no se contempló en ninguna el costo de fabricación del prototipo. Adicionalmente, porque si llegase a existir
interés en escalarlo sería necesario considerar procesos industriales cuyos costos se alejan mucho de los
costos de un prototipo.
8. Mercado de salida del producto
Se refiere a diferenciar si fue evaluada la percepción de calidad del producto deshidratado en el mercado o se limitó a caracterización en el laboratorio. Tabla 20: Matriz de comparación por el criterio mercado de salida del producto.
Diseño deshidratador
1 2 3 4 5 6 7 8 9 Suma fila Peso
1 1 5 3 3 3 3 3 3 3 27 0,2887
2 1/5 1 1 1 1 1 1 1 1 8 0,0877
3 1/3 1 1 1 1 1 1 1 1 8 0,0891
4 1/3 1 1 1 1 1 1 1 1 8 0,0891
5 1/3 1 1 1 1 1 1 1 1 8 0,0891
6 1/3 1 1 1 1 1 1 1 1 8 0,0891
7 1/3 1 1 1 1 1 1 1 1 8 0,0891
8 1/3 1 1 1 1 1 1 1 1 8 0,0891
9 1/3 1 1 1 1 1 1 1 1 8 0,0891
Suma columna 4 13 11 11 11 11 11 11 11 94
9. Área del colector Tabla 21: Matriz de comparación por el criterio área del colector.
Diseño deshidratador
1 2 3 4 5 6 7 8 9 Suma fila Peso
1 1 3 1 1 3 3 0 1 1/5 13 0,1276
2 1/3 1 1/3 1/3 1 1 0 1/3 1/7 4 0,0433 3 1 3 1 1 3 3 0 1 1/5 13 0,1276
4 1 3 1 1 3 3 0 1 1/5 13 0,1276
5 1/3 1 1/3 1/3 1 1 0 1/3 1/5 5 0,0438
6 1/3 1 1/3 1/3 1 1 0 1/3 1/5 5 0,0438
7 0 0 0 0 0 0 1 0 0 1 0,0097
8 1 3 1 1 3 3 0 1 1/3 13 0,1289
9 5 7 5 5 5 5 0 3 1 36 0,3479
Suma columna 10 22 10 10 20 20 1 8 2 103

Contenido 81
10. Humedad relativa del aire de secado Tabla 22: Matriz de comparación por el criterio humedad relativa del aire de secado.
Diseño deshidratador
1 2 3 4 5 6 7 8 9 Suma fila Peso
1 1 9 9 5 1 5 0 1/7 0 30 0,3467
2 1/9 1 1 1/3 1/9 1/3 0 0 0 3 0,0332
3 1/9 1 1 1/3 1/5 1 0 0 0 4 0,0419
4 1/5 3 3 1 1/3 3 0 0 0 11 0,1212
5 1 9 5 3 1 5 0 0 0 24 0,2760
6 1/5 3 1 1/3 1/5 1 0 0 0 6 0,0659
7 0 0 0 0 0 0 1 0 0 1 0,0115
8 7 0 0 0 0 0 0 1 0 8 0,0920 9 0 0 0 0 0 0 0 0 1 1 0,0115
Suma columna 10 26 20 10 3 15 1 1 1 87
11. Nivel de radiación Tabla 23: Matriz de comparación por el criterio nivel de radiación.
Diseño deshidratador
1 2 3 4 5 6 7 8 9 Suma fila Peso
1 1 1 1/3 1 1/3 1 0 1 1 7 0,0803 2 1 1 1/3 1 1/3 1 0 1 1 7 0,0803
3 3 3 1 1/3 1/3 3 0 1 3 15 0,1767
4 1 1 3 1 3 3 0 1 3 16 0,1928
5 3 1 3 1/3 1 3 0 1 3 15 0,1847
6 1 1 1/3 1/3 1/3 1 0 1/3 1 5 0,0643
7 0 0 0 0 0 0 1 0 0 1 0,0120
8 1 1 1 1 1 3 0 1 3 12 0,1446
9 1 1 1/3 1/3 1/3 1 0 1/3 1 5 0,0643
Suma columna 12 10 9 5 7 16 1 7 16 83
12. Velocidad de secado Tabla 24: Matriz de comparación por el criterio velocidad de secado.
Diseño deshidratador
1 2 3 4 5 6 7 8 9 Suma fila Peso
1 1 1/3 1/5 1 0 1/3 0 1/5 1 4 0,0505
2 3 1 1/5 1 0 1 0 1 1 8 0,1017
3 5 5 1 5 0 5 0 5 5 31 0,3846 4 1 1 1/5 1 0 1 0 1 1 6 0,0769
5 0 0 0 0 1 0 0 0 0 1 0,0124
6 3 1 1/5 1 0 1 0 3 1 10 0,1266
7 0 0 0 0 0 0 1 0 0 1 0,0124
8 5 1 1/5 1 0 1/3 0 1 5 14 0,1679
9 1 1 1/5 1 0 1 0 1/5 1 5 0,0670
Suma columna 19 10 2 11 1 10 1 11 15 81
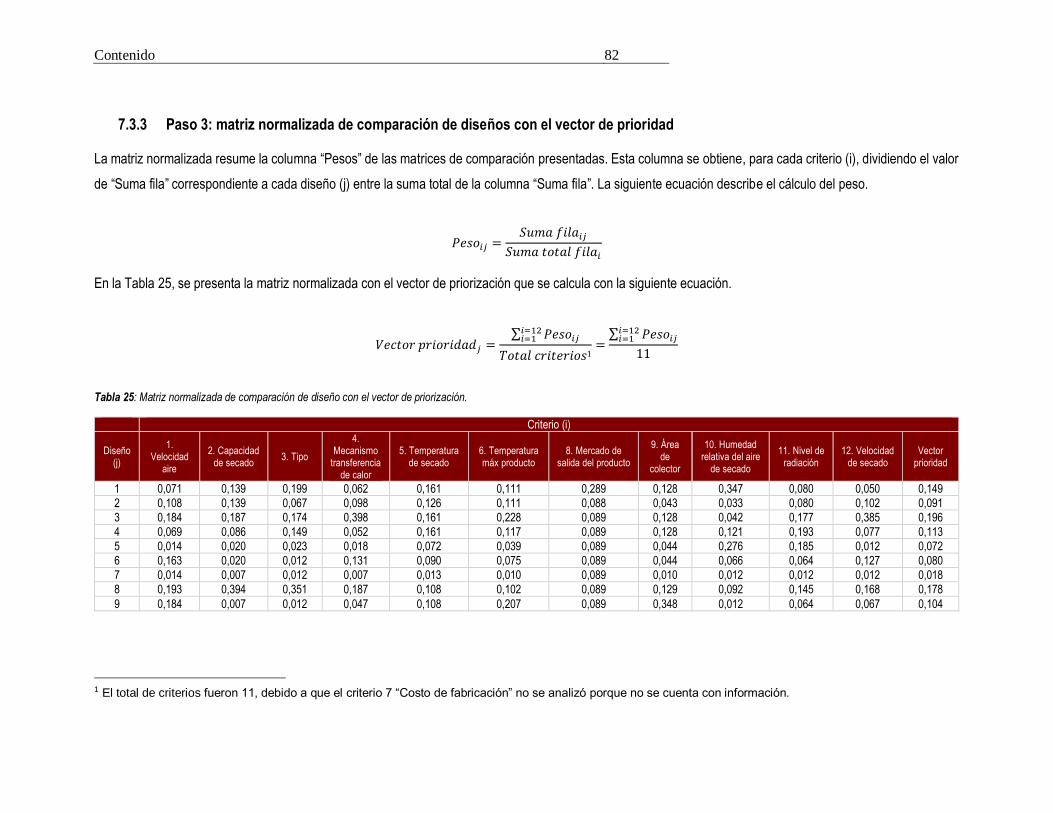
Contenido 82
7.3.3 Paso 3: matriz normalizada de comparación de diseños con el vector de prioridad
La matriz normalizada resume la columna “Pesos” de las matrices de comparación presentadas. Esta columna se obtiene, para cada criterio (i), dividiendo el valor
de “Suma fila” correspondiente a cada diseño (j) entre la suma total de la columna “Suma fila”. La siguiente ecuación describe el cálculo del peso.
𝑃𝑒𝑠𝑜𝑖𝑗 =𝑆𝑢𝑚𝑎 𝑓𝑖𝑙𝑎𝑖𝑗
𝑆𝑢𝑚𝑎 𝑡𝑜𝑡𝑎𝑙 𝑓𝑖𝑙𝑎𝑖
En la Tabla 25, se presenta la matriz normalizada con el vector de priorización que se calcula con la siguiente ecuación.
𝑉𝑒𝑐𝑡𝑜𝑟 𝑝𝑟𝑖𝑜𝑟𝑖𝑑𝑎𝑑𝑗 =∑ 𝑃𝑒𝑠𝑜𝑖𝑗
𝑖=12𝑖=1
𝑇𝑜𝑡𝑎𝑙 𝑐𝑟𝑖𝑡𝑒𝑟𝑖𝑜𝑠1=
∑ 𝑃𝑒𝑠𝑜𝑖𝑗𝑖=12𝑖=1
11
Tabla 25: Matriz normalizada de comparación de diseño con el vector de priorización.
Criterio (i)
Diseño (j)
1. Velocidad
aire
2. Capacidad de secado
3. Tipo
4. Mecanismo
transferencia de calor
5. Temperatura de secado
6. Temperatura máx producto
8. Mercado de salida del producto
9. Área de
colector
10. Humedad relativa del aire
de secado
11. Nivel de radiación
12. Velocidad de secado
Vector prioridad
1 0,071 0,139 0,199 0,062 0,161 0,111 0,289 0,128 0,347 0,080 0,050 0,149
2 0,108 0,139 0,067 0,098 0,126 0,111 0,088 0,043 0,033 0,080 0,102 0,091
3 0,184 0,187 0,174 0,398 0,161 0,228 0,089 0,128 0,042 0,177 0,385 0,196
4 0,069 0,086 0,149 0,052 0,161 0,117 0,089 0,128 0,121 0,193 0,077 0,113
5 0,014 0,020 0,023 0,018 0,072 0,039 0,089 0,044 0,276 0,185 0,012 0,072
6 0,163 0,020 0,012 0,131 0,090 0,075 0,089 0,044 0,066 0,064 0,127 0,080
7 0,014 0,007 0,012 0,007 0,013 0,010 0,089 0,010 0,012 0,012 0,012 0,018
8 0,193 0,394 0,351 0,187 0,108 0,102 0,089 0,129 0,092 0,145 0,168 0,178
9 0,184 0,007 0,012 0,047 0,108 0,207 0,089 0,348 0,012 0,064 0,067 0,104
1 El total de criterios fueron 11, debido a que el criterio 7 “Costo de fabricación” no se analizó porque no se cuenta con información.

Contenido 83
7.3.4 Paso 4: proporción de consistencia de las matrices de comparación de diseños
En este paso se realiza un análisis de consistencia lógica de la evaluación de los diseños por cada criterio. En
el análisis se evalúan dos tipos de consistencia. La descripción de cada uno se menciona en la Tabla 26.
Tabla 26: Consistencias lógicas de evaluación de la metodología AHP. Elaboración propia con información de Rojas (2017).
Consistencia Descripción
Transitividad Si el “diseño a” es mejor que el “diseño b” y el “diseño b” es mejor que el “diseño c”, entonces se
espera que el “diseño a” es mejor que el “diseño c”
Proporcionalidad Si el “diseño a” es 3 veces mejor que el “diseño b” y el “diseño b” es 2 veces mejor que el “diseño
c”, entonces se espera que el “diseño a” sea 6 veces mejor que el “diseño c”
El punto de partida para determinar la proporción de consistencia (PC) es el cálculo de la medida λmáx por criterio
i para todos los diseños j, a través de la siguiente ecuación.
𝜆𝑚𝑎𝑥𝑖 = ∑(𝑃𝑒𝑠𝑜𝑖𝑗 ∗
𝑗=9
𝑗=1
𝑆𝑢𝑚𝑎 𝑐𝑜𝑙𝑢𝑚𝑛𝑎𝑖𝑗)
Posteriormente, se calcula el índice de consistencia (IC) para cada criterio i con la siguiente ecuación.
𝐼𝐶𝑖 = 𝜆𝑚𝑎𝑥𝑖 − 𝑁𝑜. 𝑑𝑖𝑠𝑒ñ𝑜𝑠
𝑁𝑜. 𝑑𝑖𝑠𝑒ñ𝑜𝑠 − 1=
𝜆𝑚𝑎𝑥𝑖 − 9
8
El valor del índice aleatorio (IA) lo asigna la metodología AHP dependiendo de la dimensión de la matriz. La
Tabla 27 presenta los valores definidos por la metodología.
Tabla 27: Valores de índice aleatorio definidos por la metodología AHP. Tomado de Rojas (2017).
Dimensión matriz 1 2 3 4 5 6 7 8 9 10 11
IA 0 0 0,52 0,89 1,11 1,25 1,35 1,4 1,45 1,49 1,51
Finalmente se calcula la proporción de consistencia (PC) para cada criterio i, con la siguiente ecuación.
𝑃𝐶𝑖 = 𝐼𝐶𝑖
𝐼𝐴𝑖
La aprobación del proceso de evaluación de los diseños respecto a los criterios se da cumpliendo con las
consistencias lógicas descritas en Tabla 26, y el factor de decisión que plantea la metodología AHP es el
siguiente.
𝑃𝐶𝑖 < 10%

Contenido 84
En el caso que el factor mencionado no se cumpla para todos los criterios, hay que revisar nuevamente las
matrices de comparación por criterio porque no se estaría cumpliendo con las consistencias mencionadas en
la Tabla 26. Los resultados de la proporción de consistencia para el proceso de selección se enuncian en la
Tabla 28, donde se observa el cumplimiento del factor de decisión.
Tabla 28: Cálculo de proporción de consistencia de las matrices de comparación.
Criterio λmáx Índice
consistencia (IC)
Índice Aleatorio (IA)
Proporción consistencia
(PC)
1 8,547 -0,057 1,45 3,91%
2 10,128 0,141 1,45 9,73% 3 9,176 0,022 1,45 1,52%
4 9,908 0,113 1,45 7,83%
5 8,360 -0,080 1,45 5,52%
6 9,153 0,019 1,45 1,32%
8 9,020 0,002 1,45 0,17%
9 8,433 -0,071 1,45 4,89%
10 8,174 -0,103 1,45 7,12%
11 8,708 -0,036 1,45 2,52%
12 7,869 -0,141 1,45 9,75%
7.3.5 Paso 5: matriz de comparación de los criterios
En este paso se realiza, por un lado, la comparación de los 11 criterios uno a uno, como se observa en la Tabla
29, teniendo en cuenta la escala de calificación descrita en la Tabla 13; que se utilizó en el paso 2 para obtener
las matrices de comparación por diseño.

Contenido 85
Tabla 29: Matriz de comparación de criterios de evaluación y selección.
Velocidad
del aire
Capacidad
de secado Tipo
Mecanismo
transferencia de calor
Temperatura
del secado
Temperatura
máx producto
Mercado de salida
del producto
Área del
colector
Humedad relativa del
aire de secado
Nivel de radiación
en el colector
Velocidad
de secado
Suma
fila Peso
Velocidad del
aire 1 3 5 3 1 3 0 3 3 3 3 28 0,1881
Capacidad de secado
1/3 1 5 3 1 1 0 3 3 5 1 23 0,1567
Tipo 1/5 1/5 1 1 1/3 1/5 0 1/3 1/3 1/5 1/3 4 0,0278
Mecanismo transferencia de
calor 1/3 1/3 1 1 3 1/3 0 1/3 1/3 1/5 1/3 7 0,0484
Temperatura del secado
1 1 3 1/3 1 1 0 1 1 1 1/3 11 0,0717
Temperatura máx producto
1/3 1 5 3 1 1 0 1/3 1/3 1/3 1 13 0,0896
Mercado de salida del producto
0 0 0 0 0 0 1 0 0 0 0 1 0,0067
Área del colector
1/3 1/3 3 3 1 1 0 1 1 1 1 13 0,0851
Humedad relativa del aire
de secado
1/3 1/3 3 3 1 3 0 1 1 1 1 15 0,0985
Nivel de radiación en el
colector
1/3 1/5 5 5 1 3 0 1 1 1 1 19 0,1245
Velocidad de secado
1/3 1 3 3 3 1 0 1 1 1 1 15 0,1030
Suma columna 5 8 34 25 13 15 1 12 12 14 10 149

Contenido 86
7.3.6 Paso 6: proporción de consistencia de la matriz de comparación de criterios
Al igual que en el paso 4, se debe calcular el λmáx, el índice de consistencia (IC) y el índice de aleatoriedad (IA)
para determinar la proporción de consistencia (PC), teniendo en cuenta la columna “Peso” y la fila “Suma
columna” de la Tabla 29. Para este caso, las ecuaciones utilizadas se presentan a continuación, y los resultados
de los cálculos se presentan en la Tabla 30. El valor de i corresponde al número del criterio.
𝜆𝑚𝑎𝑥 = ∑ (𝑃𝑒𝑠𝑜𝑖 ∗
𝑖=11
𝑖=1
𝑆𝑢𝑚𝑎 𝑐𝑜𝑙𝑢𝑚𝑛𝑎𝑖)
𝐼𝐶 = 𝜆𝑚𝑎𝑥 − 𝑁𝑜. 𝑐𝑟𝑖𝑡𝑒𝑟𝑖𝑜𝑠
𝑁𝑜. 𝑐𝑟𝑖𝑡𝑒𝑟𝑖𝑜𝑠 − 1=
𝜆𝑚𝑎𝑥 − 11
10
𝐼𝐴 = 1,51 (ver Tabla 27)
𝑃𝐶 = 𝐼𝐶
𝐼𝐴
En la Tabla 30 se observa que el valor de la proporción de consistencia (PC) es inferior al 10%, y, por lo tanto,
el proceso de evaluación está correcto debido a que cumple con las consistencias lógicas descritas en la Tabla
26.
Tabla 30: Cálculo de proporción de consistencia para la matriz de comparación de criterios.
λmáx Índice consistencia
(IC) Índice aleatorio
(IA) Proporción consistencia
(PC)
11,5454 0,0545 1,51 3,612%
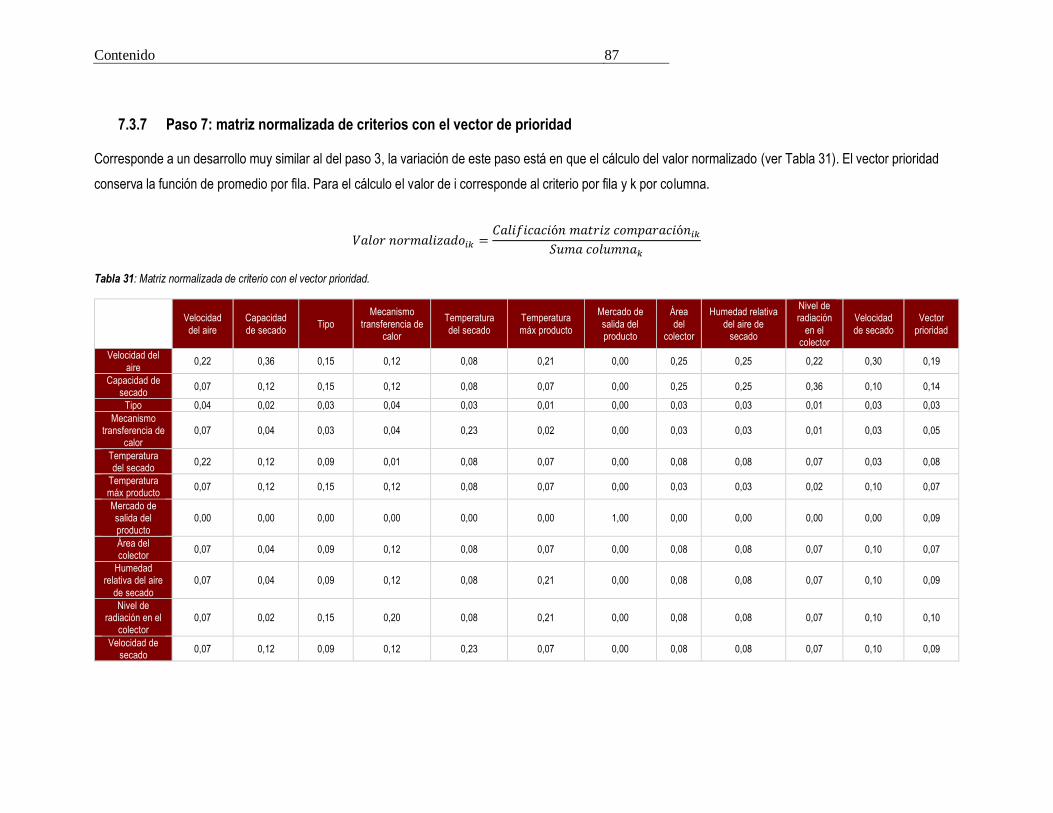
Contenido 87
7.3.7 Paso 7: matriz normalizada de criterios con el vector de prioridad
Corresponde a un desarrollo muy similar al del paso 3, la variación de este paso está en que el cálculo del valor normalizado (ver Tabla 31). El vector prioridad
conserva la función de promedio por fila. Para el cálculo el valor de i corresponde al criterio por fila y k por columna.
𝑉𝑎𝑙𝑜𝑟 𝑛𝑜𝑟𝑚𝑎𝑙𝑖𝑧𝑎𝑑𝑜𝑖𝑘 =𝐶𝑎𝑙𝑖𝑓𝑖𝑐𝑎𝑐𝑖ó𝑛 𝑚𝑎𝑡𝑟𝑖𝑧 𝑐𝑜𝑚𝑝𝑎𝑟𝑎𝑐𝑖ó𝑛𝑖𝑘
𝑆𝑢𝑚𝑎 𝑐𝑜𝑙𝑢𝑚𝑛𝑎𝑘
Tabla 31: Matriz normalizada de criterio con el vector prioridad.
Velocidad
del aire
Capacidad
de secado Tipo
Mecanismo
transferencia de calor
Temperatura
del secado
Temperatura
máx producto
Mercado de
salida del producto
Área
del colector
Humedad relativa
del aire de secado
Nivel de radiación
en el colector
Velocidad
de secado
Vector
prioridad
Velocidad del
aire 0,22 0,36 0,15 0,12 0,08 0,21 0,00 0,25 0,25 0,22 0,30 0,19
Capacidad de secado
0,07 0,12 0,15 0,12 0,08 0,07 0,00 0,25 0,25 0,36 0,10 0,14
Tipo 0,04 0,02 0,03 0,04 0,03 0,01 0,00 0,03 0,03 0,01 0,03 0,03
Mecanismo transferencia de
calor 0,07 0,04 0,03 0,04 0,23 0,02 0,00 0,03 0,03 0,01 0,03 0,05
Temperatura del secado
0,22 0,12 0,09 0,01 0,08 0,07 0,00 0,08 0,08 0,07 0,03 0,08
Temperatura máx producto
0,07 0,12 0,15 0,12 0,08 0,07 0,00 0,03 0,03 0,02 0,10 0,07
Mercado de salida del producto
0,00 0,00 0,00 0,00 0,00 0,00 1,00 0,00 0,00 0,00 0,00 0,09
Área del colector
0,07 0,04 0,09 0,12 0,08 0,07 0,00 0,08 0,08 0,07 0,10 0,07
Humedad relativa del aire
de secado
0,07 0,04 0,09 0,12 0,08 0,21 0,00 0,08 0,08 0,07 0,10 0,09
Nivel de radiación en el
colector 0,07 0,02 0,15 0,20 0,08 0,21 0,00 0,08 0,08 0,07 0,10 0,10
Velocidad de secado
0,07 0,12 0,09 0,12 0,23 0,07 0,00 0,08 0,08 0,07 0,10 0,09

Contenido 88
7.3.8 Paso 8: matriz de prioridad global
Cumpliendo con todos los pasos descritos anteriormente y con la condición de la proporción de consistencia (PC) de las matrices de comparación de los diseños y
de los criterios, se obtiene la jerarquización de los 9 diseños conforme a la evaluación obtenida por los 11 criterios, tal como se observa en la Tabla 32, la cual es
la integración de la Tabla 25 y la Tabla 31. La columna “vector prioridad global” determina el orden de jerarquización de los 9 diseños.
Tabla 32: Matriz de prioridad global para los 9 deshidratadores solares con respecto a los 11 criterios de evaluación y selección.
La ecuación para determinar el vector prioridad para cada diseño j a partir de los criterios i es la siguiente.
𝑉𝑒𝑐𝑡𝑜𝑟 𝑝𝑟𝑖𝑜𝑟𝑖𝑑𝑎𝑑 𝑔𝑙𝑜𝑏𝑎𝑙𝑗 = ∑ (𝑣𝑎𝑙𝑜𝑟 𝑚𝑎𝑡𝑟𝑖𝑧 𝑝𝑟𝑖𝑜𝑑𝑖𝑑𝑎𝑑𝑗𝑖 ∗ 𝑣𝑒𝑐𝑡𝑜𝑟 𝑝𝑟𝑖𝑜𝑟𝑖𝑑𝑎𝑑 𝑐𝑟𝑖𝑡𝑒𝑟𝑖𝑜𝑖)
𝑖=11
𝑖=1
Diseño1. Velocidad
aire
2.
Capacidad
de secado
3. Tipo
4.
Mecanismo
transferenci
a de calor
5.
Temperatur
a de secado
6. Temperatura
máx producto
7. Mercado de
salida del
producto
8. Área de
colector
9. Humedad
relativa del
aire de
secado
10. Nivel de
radiación
11.
Velocidad
de secado
Vector
prioridad
global
1 0,082 0,139 0,199 0,062 0,161 0,111 0,289 0,128 0,347 0,080 0,050 14,20%
2 0,082 0,139 0,067 0,098 0,126 0,111 0,088 0,043 0,033 0,080 0,102 9,12%
3 0,187 0,187 0,174 0,398 0,161 0,228 0,089 0,128 0,042 0,177 0,385 18,98%
4 0,070 0,086 0,149 0,052 0,161 0,117 0,089 0,128 0,121 0,193 0,077 10,68%
5 0,014 0,020 0,023 0,018 0,072 0,039 0,089 0,044 0,276 0,185 0,012 6,93%
6 0,166 0,020 0,012 0,131 0,090 0,075 0,089 0,044 0,066 0,064 0,127 8,92%
7 0,014 0,007 0,012 0,007 0,013 0,010 0,089 0,010 0,012 0,012 0,012 1,84%
8 0,197 0,394 0,351 0,187 0,108 0,102 0,089 0,129 0,092 0,145 0,168 18,32%
9 0,187 0,007 0,012 0,047 0,108 0,207 0,089 0,348 0,012 0,064 0,067 11,02%
Vector prioridad
criterio19,48% 14,24% 2,54% 4,85% 7,80% 7,11% 9,09% 7,30% 8,55% 9,66% 9,39%

Contenido 89
7.4 Análisis resultados implementación metodología AHP
Luego del desarrollo de los 8 pasos de la metodología AHP, se prosiguió a evaluar el resultado de la metodología es decir el “vector prioridad global”. Considerando
como punto de partida el vector prioridad global de la Tabla 32, se realizó, por un lado, el análisis de las ventajas y desventajas de la selección de cada deshidratador
para determinar los aspectos de diseño más representativos, y por otro, se rescató de aquellos que presenten una baja calificación los aprendizajes para que no
fueran replicados en la fabricación del prototipo de la investigación. En la Tabla 33 se presenta el análisis mencionado en el orden del vector prioridad global de la
Tabla 32.
Tabla 33: Jerarquización de los diseños indirectos por la metodología AHP junto con análisis de ventajas y desventajas. Elaboración propia.
Orden vector
Diseño Ventajas Desventajas
1
Con el diseño se obtuvo la mayor velocidad de
secado (1-6 kg/kg-h) y se probó en mango con un
tiempo de secado de 60h. La velocidad del aire es
mayor (0,022 kg/s) debido a la implementación del
ventilador. La capacidad de producto en promedio es
de 25 kg. El colector es más eficiente por el uso de
placa de cobre y doble vidrio cobertor. Se utilizó lana
de vidrio como aislante. El nivel de radiación medio es
alto (800 W∙m-2) La temperatura del aire de secado
estuvo entre 35 y 68 °C.
La humedad relativa del aire ambiente estuvo entre 55
y 70% que es relativamente alta. El producto de salida
no ha sido probado a nivel comercial. El costo de placa
de cobre aumenta el costo de fabricación.
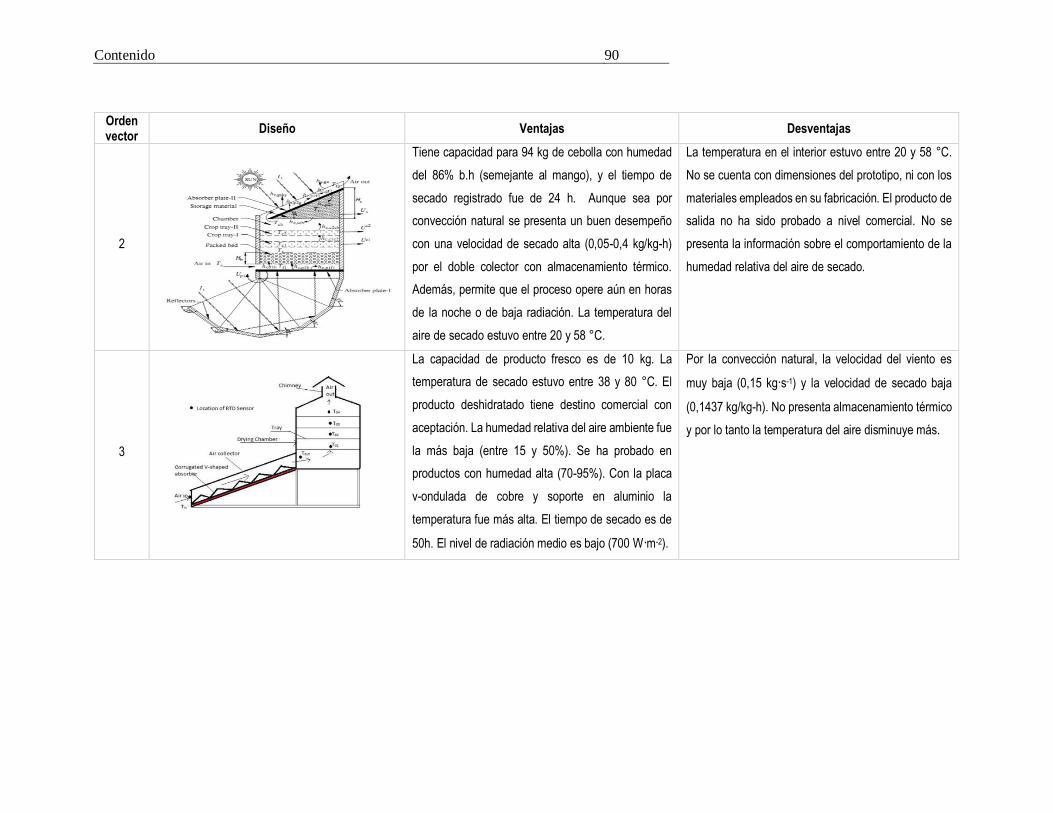
Contenido 90
Orden vector
Diseño Ventajas Desventajas
2
Tiene capacidad para 94 kg de cebolla con humedad
del 86% b.h (semejante al mango), y el tiempo de
secado registrado fue de 24 h. Aunque sea por
convección natural se presenta un buen desempeño
con una velocidad de secado alta (0,05-0,4 kg/kg-h)
por el doble colector con almacenamiento térmico.
Además, permite que el proceso opere aún en horas
de la noche o de baja radiación. La temperatura del
aire de secado estuvo entre 20 y 58 °C.
La temperatura en el interior estuvo entre 20 y 58 °C.
No se cuenta con dimensiones del prototipo, ni con los
materiales empleados en su fabricación. El producto de
salida no ha sido probado a nivel comercial. No se
presenta la información sobre el comportamiento de la
humedad relativa del aire de secado.
3
La capacidad de producto fresco es de 10 kg. La
temperatura de secado estuvo entre 38 y 80 °C. El
producto deshidratado tiene destino comercial con
aceptación. La humedad relativa del aire ambiente fue
la más baja (entre 15 y 50%). Se ha probado en
productos con humedad alta (70-95%). Con la placa
v-ondulada de cobre y soporte en aluminio la
temperatura fue más alta. El tiempo de secado es de
50h. El nivel de radiación medio es bajo (700 W∙m-2).
Por la convección natural, la velocidad del viento es
muy baja (0,15 kg∙s-1) y la velocidad de secado baja
(0,1437 kg/kg-h). No presenta almacenamiento térmico
y por lo tanto la temperatura del aire disminuye más.

Contenido 91
Orden vector
Diseño Ventajas Desventajas
4
Colector con paso doble para el incremento de la
temperatura y almacenamiento térmico para mayor
eficiencia. El área del colector es la mayor de todos
los diseños (4 m2) por el paso doble.
No se cuenta con las medidas del diseño, así como
tampoco información sobre el área de secado y la
capacidad. Se probó en arroz con una humedad muy
inferior a la del mango, por lo tanto, el tiempo de secado
y velocidad varían mucho. El producto de salida no ha
sido probado a nivel comercial.
5
Con un área de secado baja (1,42 m2) tiene capacidad
para 8 kg de producto fresco. El nivel de radiación
promedio es la más alta de los diseños (800 W∙m-2) al
utilizar hierro corrugado. Se probó en mango.
No cuenta con almacenamiento térmico. La velocidad
del aire es baja (0,013 kg∙s-1). El producto de salida no
sex| probó comercialmente. La velocidad de secado es
muy baja (0,018 kg/kg-h) en mango con un tiempo de
secado de 70 h (muy alto). El producto de salida no ha
sido probado a nivel comercial.
6
La velocidad de secado es alta de 0,2 kg/kg-h,
probado en productos con humedad inicial de 80% y
un tiempo de secado de 60 h. Tiene almacenamiento
térmico para horas de no radiación. La eficiencia del
colector es muy baja (17%) y el área del mismo es de
apenas 1 m2.
Aún con un área de secado de 3,42 m2 la capacidad es
de 10 kg, la cual la tienen otros con un área promedio
de 2 m2. El tiempo de secado promedio es de 60 h
(alto). La humedad relativa del lugar de prueba es alta
(58-72), lo que afecta la cinética del proceso. El
producto de salida no ha sido probado a nivel
comercial.
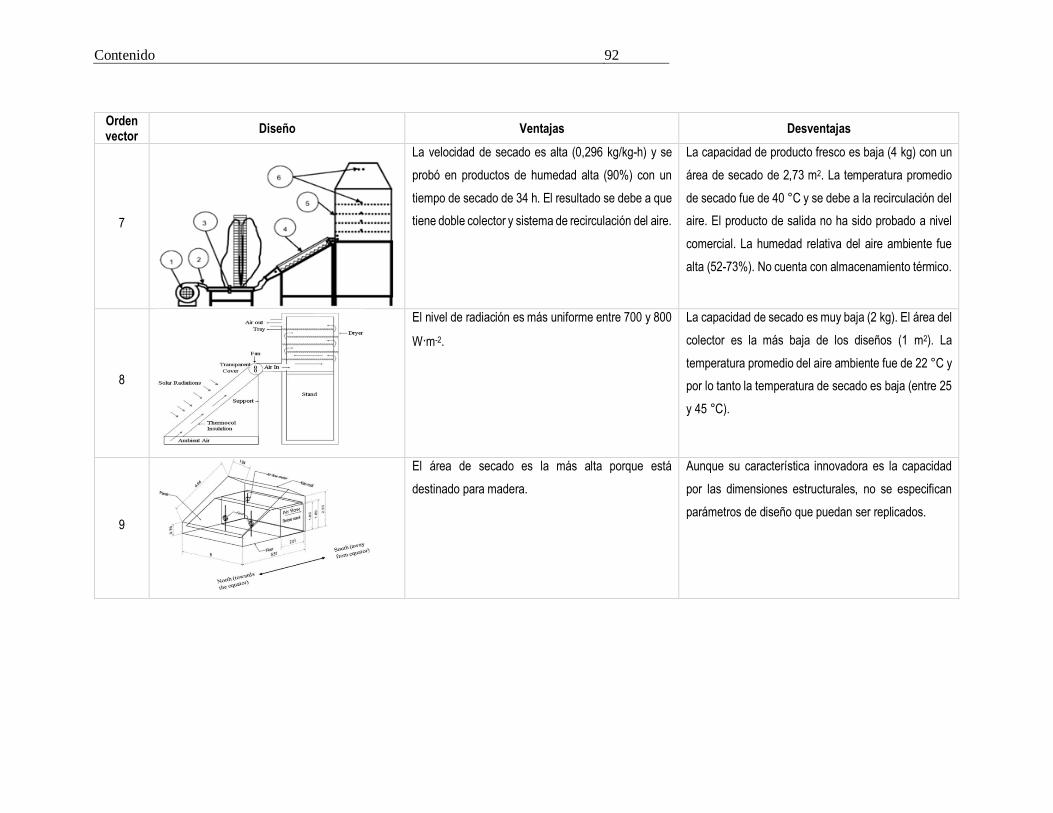
Contenido 92
Orden vector
Diseño Ventajas Desventajas
7
La velocidad de secado es alta (0,296 kg/kg-h) y se
probó en productos de humedad alta (90%) con un
tiempo de secado de 34 h. El resultado se debe a que
tiene doble colector y sistema de recirculación del aire.
La capacidad de producto fresco es baja (4 kg) con un
área de secado de 2,73 m2. La temperatura promedio
de secado fue de 40 °C y se debe a la recirculación del
aire. El producto de salida no ha sido probado a nivel
comercial. La humedad relativa del aire ambiente fue
alta (52-73%). No cuenta con almacenamiento térmico.
8
El nivel de radiación es más uniforme entre 700 y 800
W∙m-2.
La capacidad de secado es muy baja (2 kg). El área del
colector es la más baja de los diseños (1 m2). La
temperatura promedio del aire ambiente fue de 22 °C y
por lo tanto la temperatura de secado es baja (entre 25
y 45 °C).
9
El área de secado es la más alta porque está
destinado para madera.
Aunque su característica innovadora es la capacidad
por las dimensiones estructurales, no se especifican
parámetros de diseño que puedan ser replicados.

Contenido 93
De acuerdo al proceso descrito en la Tabla 34 se resumen los requerimientos del diseño más representativos
que sirvieron como base para el prototipo de deshidratador desarrollado en la investigación. Se observa que
los requerimientos se cumplen con los primeros cuatro diseños priorizados por la metodología AHP.
Tabla 34: Requerimientos de diseño del prototipo de deshidratador de la investigación.
Requerimiento Diseño
característico
Implementación de ventilador o extractor para obtener convección forzada y promover la remoción del aire húmedo más eficiente
1
Utilizar un colector con cobertura de vidrio, de doble placa en lo posible, para mantener la temperatura en el interior. Cada placa de vidrio está entre 2 y 5 mm.
1,2,3,4
Utilizar en el colector placa absorbente de aluminio o cobre para una mejor conducción de la radiación solar y procurar que la placa sea v-ondulada para obtener un flujo turbulento. La placa debe ser delgada (2 mm), con alta absorbancia a la radiación de onda corta y relativamente transparente a la radiación de onda larga.
1,2,3,4
Utilizar en el colector algún material almacenador de calor sensible (arena, grava, granos de granito) o latente (cera parafinada, aceite de oliva) para mantener una temperatura de secado más uniforme en horas de la noche o de baja radiación. Adicionalmente prolongar el tiempo de secado por día.
1,2,4
Aislar los laterales y la cámara de secado con algún material que cumpla las funciones de la lana de vidrio o de la espuma, debido a que son los materiales más utilizados en las investigaciones.
1,2,3,4
Procurar que el diseño tenga capacidad entre 10 y 40 kg de producto en fresco, que son los rangos evaluados y con los cuales se presentan resultados satisfactorios en tiempo, temperatura y calidad de producto con humedad inicial alta (entre 70 y 95%).
1,2,3
La implementación de un colector de paso doble con almacenamiento de calor sensible genera una temperatura de secado hasta de 65 °C.
4
El área de colector más utilizada es de 2 m2 y orientado perpendicularmente con los rayos solares. El ángulo óptimo de inclinación es la altitud de ubicación geográfica con variación entre 10 y 15° según las aplicaciones (Kalogirou, 2004).
1,2,3
Si se recircula el aire se requiere la implementación de un sistema desecante para reducir la humedad del aire.
7
La temperatura promedio de Tocaima que es de 27 °C y la humedad relativa promedio de 50%, se asemeja mucho a las condiciones de los experimentos citados, por lo tanto, el tiempo de secado estaría entre 24 y 60 h, dependiendo de los requerimientos anteriores.
1,2,3,4
Se requiere de pruebas organolépticas para determinar la viabilidad comercial del deshidratador
Ninguno fue probado
8. CARACTERIZACIÓN DESHIDRATADORES SELECCIONADOS
8.1 Diseño deshidratador indirecto de convección natural (CN)
De acuerdo con el resultado del proceso de evaluación y selección del prototipo de deshidratador solar, se llevó
a cabo la integración de los aspectos más representativos de los diseños contemplados, los cuales se

Contenido 94
determinaron como requerimientos del diseño final en la investigación. Complementando los requerimientos
con una revisión de literatura posterior al proceso de evaluación sobre mecanismos de almacenamiento térmico,
se identificó el diseño de Jain y Tewari (2015), que se muestra en la Figura 44. El diseño cumple con la mayoría
de los requerimientos definidos y su estructura sirvió como base para el diseño final desarrollado.
Figura 44: Diseño deshidratador pasivo indirecto con almacenamiento térmico. Tomado de Jain y Tewari (2015).
Para cumplir con los requerimientos definidos del proceso de evaluación, se llevaron a cabo las siguientes
modificaciones:
1. Ampliación del área de ambos colectores solares. El inferior, se amplió de 1,50 a 2 m2, modificando la
longitud, y en el colector superior, se amplió de 0,675 a 0,9 m2. Se buscó mayor área de captación
solar para aumentar la eficiencia del colector y la cámara de secado.
2. Implementación de lámina de aluminio v-ondulada como placa absorbente en el colector por donde
ingresa el aire a menor temperatura (izquierda) para garantizar un flujo turbulento y mayor área de
contacto. El diseño contemplaba una placa plana de cobre lisa, pero por costos de materiales se
decidió por aluminio.
3. Adecuación de espacio en el colector, debajo de la lámina de aluminio, para la disposición de grava
como material almacenador de calor sensible. El diseño no contemplaba el uso de este tipo de material
en el colector. Con el almacenamiento térmico se busca por un lado que el aire incremente en mayor
proporción su temperatura antes de ingresar a la cámara de secado, y, por otro lado, prolongar el
tiempo de secado por día, al disponer del calor almacenado en horas de baja radiación o sin radiación
(noche).

Contenido 95
4. Aislamiento de los laterales y parte posterior del colector solar con láminas icopor de espesor de 4 cm.
En el diseño se contemplaba lana de vidrio como aislante. El icopor es un material más económico y
cumple con las características de diseño.
5. El ángulo de inclinación de ambos colectores se ajustó de acuerdo con la carta solar de las
coordenadas de la finca seleccionada en el municipio de Tocaima y la normativa HE4. La carta solar
se obtuvo con el programa online del Solar Radiation Monitoring Laboratory de la University of Oregon,
y la normativa HE4 del Código Técnico de Edificación de España – CTE, donde se definen las pérdidas
permitidas por orientación e inclinación de colectores solares, para el caso de la investigación, se
trabajó con pérdidas permisibles del 5%.
6. Cambio de vidrio común por vidrio templado en ambos colectores para garantizar una mayor seguridad
en la manipulación del equipo.
De acuerdo al diseño original y a las modificaciones contempladas enunciadas anteriormente, se obtuvo el
modelamiento 3D del diseño final que se presenta en la Figura 45.
Figura 45: Diseño final de deshidratador solar pasivo indirecto modelado en 3D con el software SketchUp Make 2017. Elaboración
propia.
Para mayor detalle y claridad sobre los componentes del diseño del deshidratador, a continuación, se amplía
la información para cada uno.
8.1.1 Colector
El colector está compuesto en vista cenital en el siguiente orden: empezando por un vidrio templado de calibre
0,004 m y área de 2 m2, seguido por una lámina de aluminio v-ondulada con 60° de corrugación y dispuesta en
la mitad de la distancia entre el vidrio y la parte superior del volumen que contiene el material almacenador de
calor sensible (grava). Dicha distancia es de 0,1 m. Los laterales del volumen que contiene la grava y la parte
inferior están hechos con láminas de acero calibre 0,002 m para prevenir el desbordamiento del material por la
inclinación del colector. La altura para el almacenamiento de la grava es de 0,08 m. En la parte inferior del

Contenido 96
volumen que contiene la grava, se dispone lámina de icopor de 0,04 m de espesor como aislante térmico.
Finalmente, se dispone de lámina de acero con un espesor de 0,003 m para soportar el peso de los materiales
mencionados anteriormente. En la Figura 46 se observan las medidas descritas.
Las áreas que están en color negro corresponden a la parte inferior y los laterales del colector que están
fabricados en lámina de acero, y están destinadas para compactar la estructura del colector.
Figura 46: Medidas del colector. Vista cenital (izq) y sección de isométrica (der).
8.1.1.1 Procedimiento para la optimización ángulo de inclinación del colector
En la optimización del ángulo de inclinación se buscó que las pérdidas asociadas con la orientación e inclinación
no superaran el 5%. Para lograr esto, se llevó a cabo el procedimiento que se describe en la Figura 47.
Figura 47: Proceso para la selección del ángulo de inclinación.
Siguiendo el proceso descrito en la Figura 47, el primer paso para obtener el ángulo de inclinación es definir las
coordenadas del lugar del montaje, las cuales se presentan en la Tabla 35.
1
• Obtención de las coordenadas cartesianas del punto de ubicación del montaje en el municipio deTocaima.
2
• Preselección del rango del ángulo de inclinación del colector por el modelo de Abal (2011) y elmodelo de Perez y Coleman (1993).
3
• Determinación del ángulo de azimut para la orientación del colector, de acuerdo con la carta solarutilizando las coordenadas del lugar del montaje.
4
• Cálculo de la inclinación máxima y mínima de acuerdo a la normativa del CTE consignada en elHE4, con unas pérdidas máximas permisibles del 5% por orientación e inclinación.
5• Selección del ángulo de inclinación.

Contenido 97
Tabla 35: Coordenadas de ubicación del lugar de montaje en Tocaima – Cundinamarca.
Latitud 4°27’29” N
Longitud 74°38’03” W
Teniendo en cuenta las coordenadas del lugar, el paso siguiente es la preselección del rango del ángulo de
inclinación del colector por los dos modelos contemplados. La diferencia de los modelos, radica en la fórmula
para el cálculo del ángulo de declinación del sol. En la Tabla 36, se presentan ambos modelos, y en la Figura
48, los resultados obtenidos de la simulación.
Tabla 36: Modelos para el cálculo preliminar del ángulo de inclinación del colector.
Modelo Ángulo de declinación del sol (δ) Ángulo de inclinación (𝜷)
Abal (2011) 𝛿 = 23,45 ∗ sin [2𝜋 ∗ (
284 + 𝑛
365)]
Donde, n = día del año
𝛽 = ∅ − 𝛿
Donde, Ø = Latitud del lugar
Pérez y Coleman (1993)
𝛿 = 23,5 ∗ sin [360° ∗ (𝑇
365,25)]
Donde; T = número de días desde el equinoccio de primavera (21 de marzo)
Figura 48: Cálculo del ángulo de inclinación para los dos modelos en la coordenada decimal de latitud del lugar de montaje.
En la Figura 48 se observa que el modelo de Pérez y Coleman se ajusta mejor al movimiento de la tierra
respecto al sol en la realidad, debido a que el ángulo de declinación de 0°, que es el momento cuando la línea
del Ecuador está en paralelo con el sol, se debe presentar en días cercanos al 20 o 21 de marzo (equinoccio
primavera), y al 22 o 23 de septiembre (equinoccio de otoño). El modelo de Pérez y Coleman presenta estos
dos puntos el 21 de marzo y 20 de septiembre, mientras que el modelo de Abal, determina la presencia de los
-30,00
-20,00
-10,00
0,00
10,00
20,00
30,00
21/1
2/2
016
5/0
1/2
01
7
20/0
1/2
017
4/0
2/2
01
7
19/0
2/2
017
6/0
3/2
01
7
21/0
3/2
017
5/0
4/2
01
7
20/0
4/2
017
5/0
5/2
01
7
20/0
5/2
017
4/0
6/2
01
7
19/0
6/2
017
4/0
7/2
01
7
19/0
7/2
017
3/0
8/2
01
7
18/0
8/2
017
2/0
9/2
01
7
17/0
9/2
017
2/1
0/2
01
7
17/1
0/2
017
1/1
1/2
01
7
16/1
1/2
017
1/1
2/2
01
7
16/1
2/2
017
Gra
dos
Día del año
Declinación solar (δ) Abal Inclinación colector (β) Abal
Declinación solar (δ) Pérez & Coleman Inclinación colector (β) Pérez & Coleman

Contenido 98
equinoccios días antes de lo que realmente debería ocurrir. Por lo anterior, se define por un lado que el ángulo
de inclinación del colector está entre 0° y 27,5°, y por otro, que la orientación será hacia el norte, entre el 21 de
marzo y el 22 de septiembre, y hacia el sur entre 22 de septiembre y el 21 de marzo.
Teniendo en cuenta la amplitud del rango del ángulo de inclinación del colector solar, posteriormente se
determinó el ángulo de azimut para la orientación del colector a través de la carta solar en las coordenadas del
lugar de montaje del prototipo. El Laboratorio de Monitoreo de Radiación de la Universidad de Oregon, a través
del programa Solardat, en línea, genera y descarga la carta solar para las fechas que solicite el usuario en el
enlace http://solardat.uoregon.edu/SunChartProgram.html. La información de entrada para la obtención de la
carta solar es: coordenada latitud en decimales, coordenada longitud en decimales, zona horaria, selección de
rango de impresión de datos, parametrización de curvas por color, rango de amplitud de la información y el
formato de salida de la carta solar.
Las Figura 49 y Figura 50 presentan la carta solar entre los solsticios (junio 21 y diciembre 21). A partir de estas
cartas, se determina, por el ángulo de elevación a las 12:00 p.m (hora de máxima radiación solar), que el azimut
para la orientación del colector con respecto al norte es de 0° entre el 21 de marzo y el 22 de septiembre, y de
180° (hacia el sur) entre el 22 de septiembre y el 21 de marzo. Los resultados de las cartas solares concuerdan
con el análisis del ángulo de inclinación solar del paso anterior.

Contenido 99
Figura 49: Carta solar entre el 21 de junio y el 21 de diciembre en el lugar del montaje con el software Solardat de la Universidad de Oregon en la coordenada decimal del lugar de montaje.
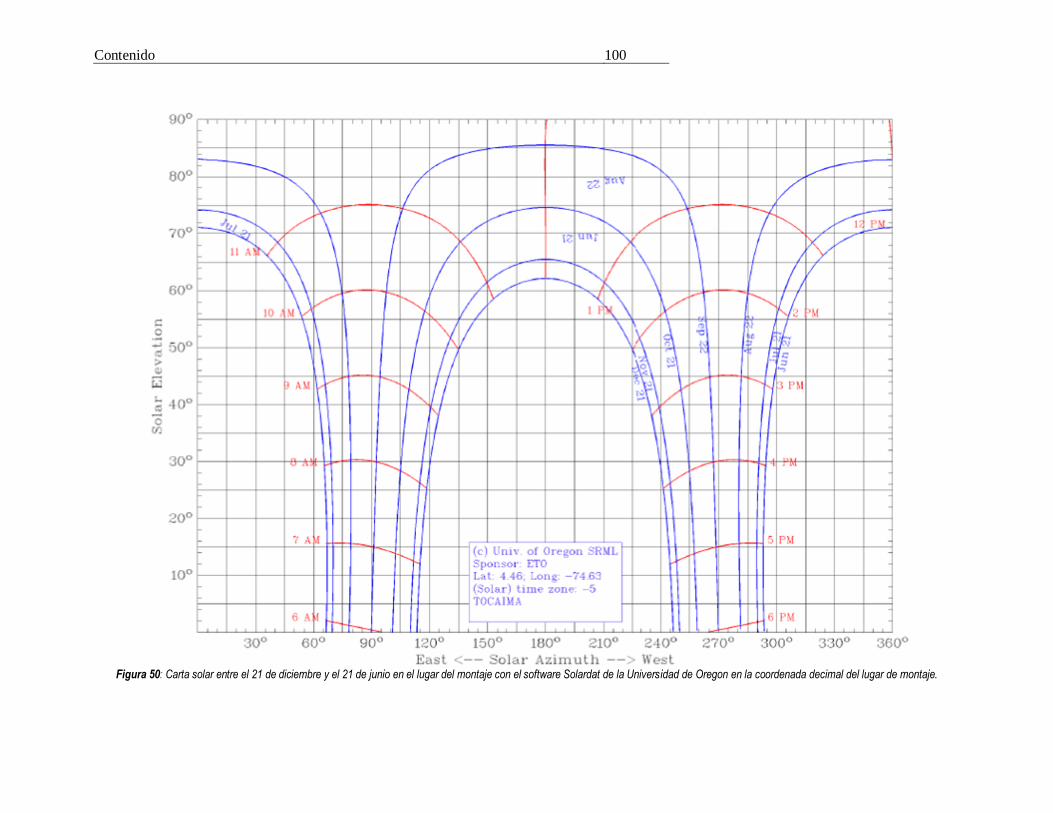
Contenido 100
Figura 50: Carta solar entre el 21 de diciembre y el 21 de junio en el lugar del montaje con el software Solardat de la Universidad de Oregon en la coordenada decimal del lugar de montaje.

Una vez definido el ángulo de azimut para la orientación del colector, se seleccionó el ángulo de inclinación del
mismo a través de la normativa HE4 del Código Técnico de Edificación de España; donde se estipulan las pérdidas
permitidas por orientación e inclinación de colectores solares, y se presenta la metodología de ajuste para el cálculo
del ángulo de inclinación máximo y mínimo en cualquier latitud (Ø) (CTE, 2009). El paso inicial de la normativa HE4
es determinar la inclinación máxima y mínima para la altitud de 41° (establecida por la normativa) de acuerdo con
el diagrama que se presenta en la Figura 51. Teniendo en cuenta que para esta investigación se determinó que las
pérdidas permisibles serían máximas del 5%, se prosigue a determinar en la Figura 51 el área que comprende
dicho criterio (color blanco). Como se definió en el paso anterior que el azimut es de 0° y 180°, la ubicación en la
figura está directamente hacia el Sur (azimut = 0°) y hacia el norte (azimut = 180°). Por lo tanto, se determina con
los dos puntos de corte (puntos de color rojo) que la inclinación mínima es de 15° y que la máxima es de 50°.
Figura 51: Pérdidas permitidas por orientación e inclinación de la normativa HE 4. Tomado de (CTE, 2009).
Finalmente, con la normatividad HE 4 se determina el ángulo de inclinación mínimo y máximo para la latitud en
decimales del lugar de montaje en el municipio de Tocaima Cundinamarca (Ømontaje = 4,4571), tal como se presenta
en la Tabla 37.
Tabla 37: Corrección de inclinación mínima y máxima en la latitud del lugar de montaje.
Inclinación Fórmula Corrección en latitud del lugar del
montaje
Mínima 𝛽𝑚𝑖𝑛 = 𝛽𝑚𝑎𝑥(Ø=41°) − (41° − ∅𝑚𝑜𝑛𝑡𝑎𝑗𝑒) 𝛽𝑚𝑖𝑛 = 5°
Máxima 𝛽𝑚á𝑥 = 𝛽𝑚𝑖𝑛(Ø=41°) − (41° − ∅𝑚𝑜𝑛𝑡𝑎𝑗𝑒) 𝛽𝑚á𝑥 = 13,46°
Contenido 102
A partir de los resultados presentados en la Tabla 37 se determinó que el ángulo de inclinación del colector del
diseño seleccionado será de 10° porque está entre el mínimo y máximo contemplado por la normativa HE4. Para
mayor detalle, se calcularon las pérdidas que reducen el rendimiento de la instalación por la orientación (azimut =
0°) e inclinación (β = 10°) del colector tal como se observa en la Tabla 38. Del resultado se deduce que el diseño
del colector con el ángulo de inclinación de ambos colectores presenta unas pérdidas de rendimiento muy bajas.
Tabla 38: Pérdidas en el rendimiento por la orientación e inclinación seleccionadas en el lugar del montaje.
Pérdidas Resultado
𝑃 = 100 ∗ [0,00012 ∗ (𝛽 − ∅𝑚𝑜𝑛𝑡𝑎𝑗𝑒 + 10)2
]
Para β ≤ 15° 𝑃 = 2,89 %
8.1.2 Cámara de secado
La cámara de secado está acoplada al colector en el costado frontal garantizando en las secciones donde se une,
el adecuado aislamiento térmico. Desde vista cenital en orden descendente, tal como se observa en la Figura 52,
la cámara de secado se compone por: un vidrio laminado de 1,08 X 1,10 m de calibre 0,004 m con inclinación de
10°. La inclinación corresponde al ángulo de inclinación del colector solar descrito anteriormente. Luego a 0,05 m
del vidrio una lámina coll rolled calibre 0,002 m pintada de negro mate (placa absorbente), a 0,03 m de la lámina
de aluminio, se ubican tubos de acero carbón de 1 m con diámetro de 0,05 m pintados de negro mate en la superficie
externa, están llenos de cera parafina para el almacenamiento térmico durante horas del día y distribución del calor
almacenado en horas de baja radiación y en la noche. Se disponen de 2 filas de tubos con una inclinación de 10°
y en cada fila 18 tubos.
Seguidamente se encuentran tres bandejas donde reposa el producto que es sometido a la deshidratación. Las
bandejas están hechas en marco de tubo de acero inoxidable cuadrado de 0,03 m y malla de acero inoxidable
soldada al marco. Las bandejas están separadas a 0,08 m. A una distancia de 0,05 m de la bandeja inferior se
encuentra otro sistema de almacenamiento de calor, igual al descrito anteriormente. La diferencia radica en que
son 3 filas de tubos unos contienen gravilla y otros, cera parafina. Por debajo, a 0,15 m del almacenamiento térmico
se encuentra un espacio de 0,21 m de altura donde se acopla el colector y se lleva a cabo el ingreso del aire
proveniente del mismo.

Contenido 103
Figura 52: Medidas de la cámara de secado en vista isométrica.
8.1.3 Almacenamiento térmico
El diseño del deshidratador indirecto contempla tres almacenamientos térmicos; uno en el colector y dos en la
cámara de secado (parte inferior y parte superior). El almacenamiento del colector está fabricado con gravilla que
ocupa un volumen de 2 x 1 x 0,08 m y cumple las siguientes funciones:
1) Incrementar la temperatura del aire ambiente que ingresa al colector.
2) Absorber y almacenar la radiación solar durante horas del día.
3) Distribuir la radiación almacenada al aire ambiente que ingresa al colector en horas de baja radiación o de noche
gracias al efecto invernadero que se genera en el colector.
El almacenamiento térmico de la cámara de secado se hace por calor sensible con el uso de gravilla mona y por
calor latente con el uso de cera parafina. En ambos casos el material se almacena en tubos de acero carbón calibre
0,003 m pintados de negro mate y cerrados herméticamente. En la Figura 53 se presentan los materiales
seleccionados, y en la Figura 54, el tubo que contiene 1 kg de cada material.

Contenido 104
Figura 53: Materiales almacenadores de calor: gravilla mona (izq) y cera parafina a temperatura ambiente (der).
Figura 54: Tubo de acero carbón calibre 0,003m utilizado para almacenar los materiales.
Para tener una evidencia de la eficiencia térmica de los materiales seleccionados, se llevó a cabo una prueba en
el laboratorio de Poscosecha de la Universidad Nacional, donde se sometió el tubo de la Figura 54 a tres ensayos
diferentes en un horno (OMS100, HERATHERM, Alemania) a 80°C por 25 min, y luego se dispuso a temperatura
ambiente hasta que registrara la temperatura ambiente. Se realizó el experimento a una temperatura ambiente
promedio de 24°C para simular el caso de menor temperatura en las condiciones ambientales del municipio de
Tocaima. Los tres ensayos corresponden a: tubo vació cerrado, tubo cerrado con 0,96 kg de gravilla, y tubo cerrado
con 0,96 kg de cera parafina. La variación de la temperatura en el área cercana a la superficie del tubo se midió y
registró cada minuto por 25 min, y luego cada 5 min hasta 115 min con un termohigrómetro (AR837, SMART
SENSOR, China). El montaje se presenta en la Figura 55.
Figura 55: Montaje para la medición de la temperatura en la superficie del tubo.
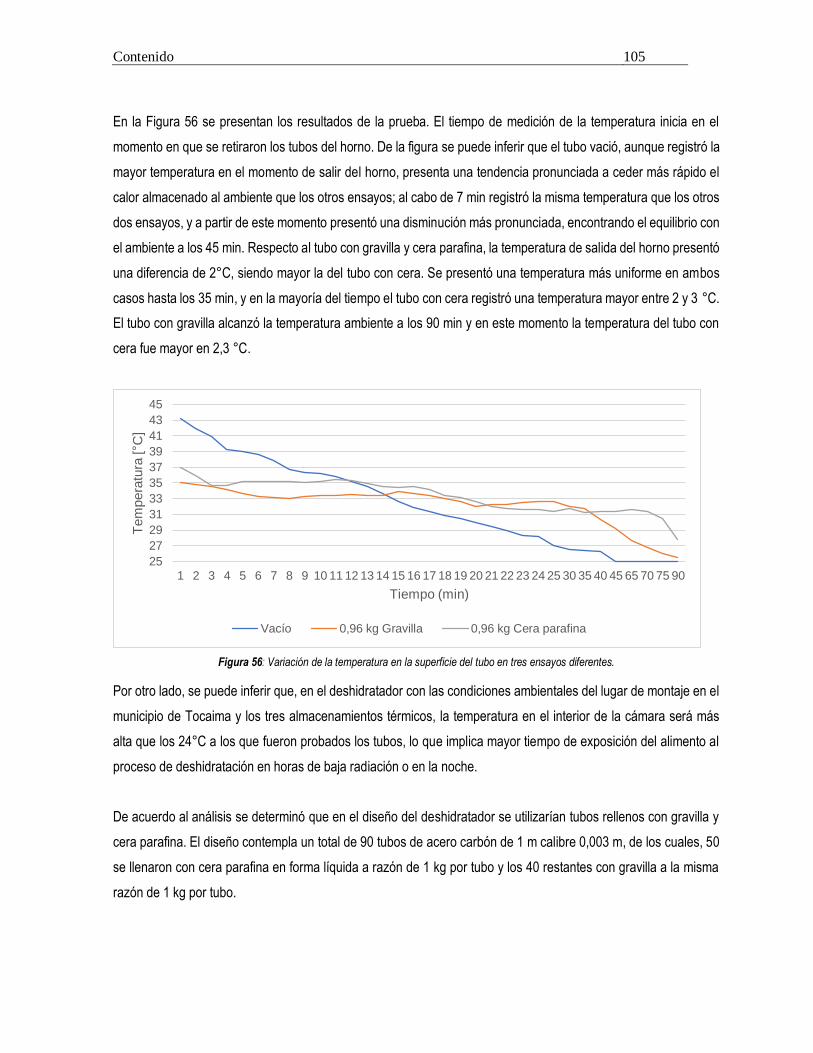
Contenido 105
En la Figura 56 se presentan los resultados de la prueba. El tiempo de medición de la temperatura inicia en el
momento en que se retiraron los tubos del horno. De la figura se puede inferir que el tubo vació, aunque registró la
mayor temperatura en el momento de salir del horno, presenta una tendencia pronunciada a ceder más rápido el
calor almacenado al ambiente que los otros ensayos; al cabo de 7 min registró la misma temperatura que los otros
dos ensayos, y a partir de este momento presentó una disminución más pronunciada, encontrando el equilibrio con
el ambiente a los 45 min. Respecto al tubo con gravilla y cera parafina, la temperatura de salida del horno presentó
una diferencia de 2°C, siendo mayor la del tubo con cera. Se presentó una temperatura más uniforme en ambos
casos hasta los 35 min, y en la mayoría del tiempo el tubo con cera registró una temperatura mayor entre 2 y 3 °C.
El tubo con gravilla alcanzó la temperatura ambiente a los 90 min y en este momento la temperatura del tubo con
cera fue mayor en 2,3 °C.
Figura 56: Variación de la temperatura en la superficie del tubo en tres ensayos diferentes.
Por otro lado, se puede inferir que, en el deshidratador con las condiciones ambientales del lugar de montaje en el
municipio de Tocaima y los tres almacenamientos térmicos, la temperatura en el interior de la cámara será más
alta que los 24°C a los que fueron probados los tubos, lo que implica mayor tiempo de exposición del alimento al
proceso de deshidratación en horas de baja radiación o en la noche.
De acuerdo al análisis se determinó que en el diseño del deshidratador se utilizarían tubos rellenos con gravilla y
cera parafina. El diseño contempla un total de 90 tubos de acero carbón de 1 m calibre 0,003 m, de los cuales, 50
se llenaron con cera parafina en forma líquida a razón de 1 kg por tubo y los 40 restantes con gravilla a la misma
razón de 1 kg por tubo.
25
27
29
31
33
35
37
39
41
43
45
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 30 35 40 45 65 70 75 90
Tem
pera
tura
[°C
]
Tiempo (min)
Vacío 0,96 kg Gravilla 0,96 kg Cera parafina

Contenido 106
8.2 Construcción diseño propuesto CN
La construcción del deshidratador de acuerdo al diseño propuesto requirió un mes en la ciudad de Bogotá por una
empresa especializada en la fabricación de equipos para la industria de alimentos. Posteriormente se transportó
hasta el lugar de montaje en el municipio de Tocaima, donde se realizó un rediseño a través de la validación de
ocho pruebas durante un mes. Luego de haber validado el diseño propuesto e implementado el rediseño, se llevó
a cabo el proceso de deshidratación de los tres frutos. En este apartado se especifica el proceso de fabricación y
ensamble del diseño propuesto y el proceso de rediseño de acuerdo a las pruebas de validación. Para mayor
claridad del resultado de dichos procesos en la Figura 57 se presenta el deshidratador rediseñado con sus
componentes.
Figura 57: Ensamble final del deshidratador CN rediseñado.
8.2.1 Proceso de fabricación y ensamble del diseño propuesto
El proceso inició con la fabricación de la cámara de secado, para la cual se utilizó tubería en acero de 4 cm calibre
18 como se observa en la Figura 58.

Contenido 107
Figura 58: Estructura cámara de secado en tubería cuadrada de 4 cm.
Luego se ensamblaron las láminas laterales exteriores de acero HR calibre 22 para forrar la cámara de secado
como se observa en la Figura 59. En esta etapa se soldaron tubos cuadrados de 2 cm en la parte inferior de la
cámara para soportar los tubos al final del ensamble que contienen el almacenamiento térmico.
Figura 59: Ensamble de láminas laterales exteriores y tubería de soporte.
Teniendo las láminas laterales, se ensamblaron las láminas de icopor de 4 cm de espesor en los laterales y en la
parte inferior de la cámara de secado. Después se ensamblaron las láminas de acero inoxidable 430 calibre 22 en
los laterales internos de la cámara, tal como se observa en la Figura 60.

Contenido 108
Figura 60: Ensamble aislamiento térmico y lámina interior.
Posteriormente se ensambló la lámina en acero HR calibre 22 de 1 x 1 m en el colector superior de la cámara de
secado, se ensamblaron las puertas que tienen: lámina en acero inoxidable 430 calibre 22 en la parte inferior y
lámina en acero HR calibre 22 en la parte exterior. Adicionalmente se soldaron los perfiles en acero HR calibre 22
que soportan las bandejas de secado a una separación de 5 cm entre ellas. Luego se pegó la lámina de icopor,
con sikaflex para alta temperatura, en la parte superior de la cámara para el aislamiento térmico en el colector.
Finalmente, se pintó toda la estructura con pintura epóxica apta para alimentos color negro mate. Estas últimas
etapas se presentan en la Figura 61.
Figura 61: Ensamble de puertas, lámina superior y pintura negro mate.
Una vez terminada la cámara de secado se procedió a la fabricación del colector inferior. Como se observa en la
Figura 62, se inició con la estructura que soporta los materiales del colector. Para esto se utilizó tubería cuadrada
en acero de 4 cm calibre 22, luego se ensamblaron láminas en acero HR calibre 22 para forrar los laterales del
colector. En estos últimos, se ensambló lámina de icopor de 4 cm para el aislamiento térmico. Posteriormente se
realizó la prueba de ensamble entre la cámara de secado y el colector para validar que el ángulo de inclinación

Contenido 109
fuera de 14°. Luego se procedió a realizar el montaje de las dos láminas en acero HR calibre 22 de 2 x 1 m junto
con la lámina de icopor de 4 cm de 2 x 1 m para el aislamiento térmico entre los laterales del colector. El ensamble
de la estructura del colector finalizó con el soldado de tubos en acero de 4 cm calibre 22 en la parte inferior del
colector, para soportar toda la estructura, y de perfiles, por debajo de la lámina exterior del colector para dar rigidez
y mayor estabilidad.
Figura 62: Estructura colector inferior, prueba de ensamble y pintura negro mate.
Teniendo la estructura del colector ensamblada, se procedió a soldar las ruedas con freno y capacidad de 100 kg
cada una en la parte inferior. Luego se dispuso la lámina en acero HR calibre 22 de 2 x 1 m v-ondulada (lámina
absorbente) sobre los perfiles que permiten la remoción de esta unidad. Posteriormente, se pegó, con sikaflex para
altas temperaturas, el vidrio laminado de 4 mm de espesor de 2 x 1 m en el colector inferior, y el de 1 x 1 m en el
colector superior. La fabricación del deshidratador finalizó con el pegado del espejo de 1 x 1 m en la parte frontal
de la cámara de secado, para la reflexión de la radiación directa. Finalmente, se fabricaron las tres bandejas de
secado de 95 x 98 cm con perfil en acero y malla en acero inoxidable. En la Figura 63 se observa esta última
descripción.

Contenido 110
Figura 63: Ensamble ruedas, lámina absorbente y cobertura de vidrio en colector inferior y superior. Adecuación de bandejas en cámara
de secado.
Simultáneamente a la fabricación del colector solar, se realizó el proceso de pintado y llenado de los tubos para el
almacenamiento térmico. Para ello, se inició con el pintado de los 80 tubos con la misma pintura del deshidratador.
Adicionalmente se fabricaron 160 tapones en plástico, de a dos por tubos para el cierre hermético. Luego se realizó
el llenado de los tubos, primero se llenaron 50 con cera parafina y 30 con gravilla mona. El proceso de llenado con
la cera parafina inició con el abastecimiento de la cera en estado sólido en presentación de bulto de 50 kg en forma
de láminas de 25 x 5 x 25 cm.
En la Figura 64 se observa el proceso de llenado de los tubos; inicialmente se tienen vacíos, luego se procede a
picar en partículas pequeñas los 50 kg de cera parafina para disponerlos en una olla de aluminio que se calienta
en la parte inferior. El punto de fusión de la cera esta entre 50 y 58°C. En estado líquido de la cera, se procedió a
llenar cada tubo con 1 kg. Los criterios de suministro de la cantidad por tubo son: los resultados de la prueba en el
laboratorio y el costo de abastecimiento de la cera parafina. El procedimiento enunciado se llevó a cabo en el
laboratorio de Poscosecha de Productos Agrícolas de la Universidad Nacional de Bogotá.
Figura 64: Proceso de llenado de tubos con cera parafina.
Una vez el deshidratador estuvo completamente fabricado, se procedió a transportarlo hasta el lugar de montaje
en la finca los Laureles en el municipio de Tocaima – Cundinamarca. Debido a que en el cargue se presentaron

Contenido 111
inconvenientes con el colector inferior por la ruptura del vidrio, antes de iniciar el transporte se realizó el cambio
por lámina de acrílico de 4 mm de espesor. Ya en el lugar de montaje, se realizó el descargue de los componentes
del deshidratador y se procedió al ensamble nuevamente, tal como se observa en Figura 65.
Figura 65: Ensamble en lugar de montaje, gravilla, lámina absorbente ondulada y lámina de acrílico.
Debido a las temperaturas en Tocaima, la lámina de acrílico del colector se despegó completamente en el momento
del descargue, lo cual facilitó el llenado con la gravilla e hizo entender que se requería de un pegante más eficaz.
El ensamble en campo inició con la identificación de la orientación (azimut) del colector para la época de desarrollo
de la investigación. Como la investigación se llevó a cabo entre junio y noviembre, la orientación fue de 0° Norte
entre julio y el 22 de septiembre, y de 180° Norte, entre el 22 de septiembre y noviembre. Posteriormente se dispuso
la gravilla mona en toda la sección del colector hasta una altura de 4 cm; es decir un volumen de 0,078 m3. Luego
se dispuso la lámina v-ondulada sobre los perfiles para tal fin. Finalmente se pegó la lámina de acrílico con sikaflex
para altas temperaturas. El sellado entre la cámara de secado y el colector se realizó con un empaque plástico de
puerta de carro.
8.2.2 Proceso de rediseño
En la etapa inicial de la investigación en campo se llevaron a cabo ocho pruebas experimentales en el deshidratador
de convección natural. El tiempo de prueba fue de 1 mes, donde se dispusieron los tubos de almacenamiento de
varias formas para aumentar la temperatura en dos puntos del equipo, se instaló una chimenea en la salida de la
cámara de secado por acumulación de humedad en la cámara de secado y se ensamblaron barreras en el colector
inferior para aumentar la temperatura del aire que ingresa a la cámara de secado. Los cambios en el diseño que
se desarrollaron en el deshidratador se resumen en la Tabla 39.

Contenido 112
Tabla 39: Pruebas en el diseño del deshidratador de convección natural.
Prueba Objetivo Rediseño Resultado
1
Evaluar las condiciones del aire de secado con la propuesta de diseño original.
Se ensambló con los tubos de acuerdo al diseño inicial. En la parte superior de la cámara se dispusieron 19 con cera (fila 1 inferior) y 10 con gravilla (fila 2 superior). En la parte inferior de la cámara se dispusieron en cuatro filas en orden ascendente así: fila 1 - 16 tubos con cera en sentido perpendicular al flujo del aire de colector; fila 2 con 16 tubos con cera; fila 3 con 16 tubos con gravilla; y fila 4 con 2 tubos con gravilla. En el colector inferior no iban tubos.
Disponer la totalidad de los tubos de acuerdo al diseño original reduce la eficiencia del deshidratador porque genera temperaturas menores que la ambiental hasta de 9 °C.
2
Evaluar el efecto en las condiciones del aire de secado por retirar tubos de la cámara de secado y del colector superior y disponerlos en el colector inferior.
Se dispusieron 17 tubos de cera y 15 de gravilla en el colector inferior de forma aleatoria. El colector superior quedó con 19 de cera y 2 de gravilla., y la cámara de secado quedó con 14 de gravilla (fila inferior) y 13 de cera (fila superior). Adicionalmente se dispuso sobre la lámina de acrílico del colector inferior vidrio de 4 mm que cubría la totalidad del área del colector.
Adicionarle tubos al colector inferior aumenta la temperatura media del aire que está disponible para el secado en 4 °C, aunque es una diferencia baja para el proceso de secado. Por otro lado, se reduce la humedad relativa del aire dentro de la cámara de secado aun teniendo producto en proceso, lo que representa una ventaja para el estudio. Además, se encontró que la temperatura de los tubos de la cámara de secado no era uniforme, siendo mayor en los que estaban más cerca del colector inferior.
3
Incrementar la temperatura de los tubos de la cámara de secado mediante el cambio de orientación.
Se cambió la orientación de los tubos en la parte inferior de la cámara en la dirección del flujo proveniente del colector inferior. El orden implementado fue: fila 1 con 2 tubos con gravilla perpendiculares al flujo; fila 2 con 13 tubos con cera; y fila 3 con 10 tubos con gravilla.
Se incrementa la temperatura media en la cámara de secado al orientar los tubos en la misma dirección del flujo de aire proveniente del colector inferior.
4
Mejorar el flujo del aire en la cámara de secado por la implementación de una chimenea junto con el sellado del colector inferior.
Se instaló la chimenea a la salida de la cámara de secado, se cambió la lámina de acrílico por vidrio de 4 mm de espesor en el colector inferior, y se selló la unión entre el colector y la cámara de secado con poliuretano expandido. La mezcla de los químicos para la obtención de dicho material, se realizó en campo.
Se incrementa la temperatura en la cámara de secado en 10 °C respecto al diseño original y 4° respecto a la prueba 3. Aun se presenta alta humedad antes y después de las bandejas de secado, razón por la cual la primera repetición de naranja se demoró 94 h y se obtuvieron 90% de no conformidades.
5
Incrementar la temperatura de la cámara de secado al retirar los tubos del colector superior.
Se retiraron los tubos del colector superior, los del colector inferior y la parte inferior de la cámara de secado permanecieron igual que la prueba 3.
Incrementó la temperatura media de ambos colectores, siendo mayor el incremento en el colector superior respecto a las 8 pruebas. Se presentó la mayor reducción de la humedad relativa dentro de la cámara de secado. Fueron las condiciones seleccionadas para llevar a cabo el proceso de deshidratación en los tres productos. Se desarrollaron las tres pruebas restantes con el objetivo de incrementar más la temperatura del aire en la parte baja de la cámara para así garantizar el flujo ascendente

Contenido 113
El análisis de las pruebas enunciadas se desarrolló desde dos aspectos. Por un lado, los valores promedio, máximo
y mínimo de la distribución de las temperatura y humedad relativa en cuatro puntos del deshidratado, y por otro,
desde el análisis de la distribución de los mismos datos por prueba en función del tiempo. Los cuatro puntos de
medición se presentan en la Figura 66. Se aclara que la medición en el punto 2 se realizó a partir de la prueba 5
porque no se contaba con un termohigrómetro adicional para llevar a cabo la medición en este punto.
y en lo posible uniforme del aire en la cámara de secado
6
Aumentar la temperatura del aire en el colector inferior mediante el uso de barreras que garanticen mayor densidad de aire por unidad de área.
Se dispusieron 10 tubos con cera en el colector superior, y se instalaron barreras en lámina de acrílico en el colector inferior perpendiculares al flujo del aire, por encima y por debajo de la placa absorbente. Los tubos del colector inferior y la parte inferior de la cámara de secado permanecieron igual.
La temperatura media antes de los tubos de almacenamiento se redujo en 2 °C, después de los tubos de igual manera en 2 °C y en la cámara también se redujo en 3 °C. Se observa que la temperatura máxima decrece en 6 °C después de los tubos y en 8 °C a la salida de la cámara de secado. Las reducciones se dan respecto a la prueba 5.
7
Incrementar la temperatura del colector inferior mediante la reducción del airea de ingreso al colector inferior.
Se dispusieron los tubos en la parte inferior de la cámara así: fila 1 con 2 tubos con gravilla; y fila 2 con 19 tubos con cera en la dirección del flujo del aire. Por otro lado, se redujo la sección de la entrada del colector de 10,5 cm a 5 cm con una lámina de acrílico. Se mantuvieron los 10 tubos en el colector superior de la prueba 6, al igual que los tubos y las barreras en el colector inferior.
Se reduce la temperatura media de la cámara de secado (6 °C en promedio) y se aumenta la humedad relativa dentro de esta (8% en promedio). La temperatura antes de los tubos de almacenamiento de calor se reduce en 3 °C aproximadamente, mientras que después de los tubos en 5 °C y en la cámara 10 °C entre las 9:30 y 14:30. Las comparaciones se dan respecto a la prueba 5.
8
Aumentar la temperatura a la salida del colector inferior adicionando tubos en el colector inferior.
Se retiraron lo tubos del colector superior. Se retiraron las barreras de acrílico en el colector inferior, al igual que la sección de reducción de la entrada. Se dispusieron los tubos en la parte inferior de la cámara de secado como en la prueba 5 y en el colector inferior se agregaron 8 tubos.
Se redujo la temperatura antes de los tubos en 6 °C aproximadamente, respecto a las pruebas 5, 6 y 7; presentando la mayor reducción de las últimas tres pruebas. La temperatura promedio después de los tubos presentó el mismo comportamiento que las pruebas 6 y 7, con una diferencia de 7 °C entre las 9:30 y 15:30. Entre las 15:30 y las 6:30 las pruebas 5 a 8 presentaron la máxima diferencia de 1 °C entre la temperatura antes de las bandejas de secado y a la salida de la cámara.

Contenido 114
Figura 66: Puntos de medición de temperatura y humedad relativa en convección natural.
Adicionalmente se presentan las siglas de identificación que se utilizaron en el desarrollo de la investigación y la
descripción de ubicación de los cuatro puntos en la Tabla 40. El prefijo “T” significa temperatura y “H” humedad
relativa. Para el caso del punto 2 y 3, la letra “A” significa antes y “D”, después.
Tabla 40: Descripción de siglas de identificación y ubicación de los cuatro puntos de medición de temperatura y humedad relativa en convección natural.
Punto Identificación Ubicación
1 T AMB H AMB
A 10 cm del ingreso del colector inferior en la mitad de la sección de ingreso. Con este punto se determinaron las condiciones del aire que ingresaba al colector inferior.
2 T A TUBOS H A TUBOS
A la salida del colector inferior, en el punto de ensamble entre el colector y la cámara de secado. Con este punto se determinaron las condiciones del aire proveniente del colector inferior hacia la cámara de secado. Se ubicó en la mitad de la sección de entrada a la cámara de secado.
3 T D TUBOS H D TUBOS
Encima de la última fila de tubos que se dispusieron en la parte inferior de la cámara de secado. Con este punto se determinaron las condiciones del aire antes de las bandejas de secado. Se ubicó en la mitad de la sección del área comprendida por la última fila de tubos.
4 T CAM H CAM
Abajo de los tubos del colector superior a 5 cm. Con este punto se determinaron las condiciones del aire a la salida de la cámara de secado y después de las bandejas de secado. Se ubicó en la mitad de la sección del área comprendida por la fila de tubos en el colector superior.
Como se mencionó, el análisis se hizo en primera instancia con los valores promedio, máximo y mínimo, los cuales
se presentan en la Tabla 41. De esta tabla se concluye que la prueba que presentó el mejor desempeño fue la 5
debido a que la temperatura promedio antes de los tubos resultó ser mayor en 2 °C respecto a las otras pruebas.
Después de los tubos, la prueba 5 registró la mayor temperatura promedio (39,5°C); siendo mayor que las demás
pruebas, de igual manera, en la prueba 5, la temperatura en la cámara fue mayor entre 4 y 6°C respecto a las otras
pruebas.
La temperatura ambiente promedio de la prueba 5 se encuentra cerca al promedio de la temperatura promedio del
mes en el que se estuvo probando el deshidratador, con diferencia entre 1 y 3°C. La eficacia y eficiencia de la
prueba 5 se aprecia en la temperatura después de los tubos y en la salida de la cámara, donde se registró en
ambos casos la mayor temperatura con diferencia promedio de 6°C.
1 2 3
4

Contenido 115
Tabla 41: Valores promedio, máximo y mínimo de temperatura y humedad relativa en pruebas de desempeño en convección natural por puntos de medición.
VALOR
PRUEBA
Ambiente Antes de tubos Después de tubos Cámara
T AMB (°C)
H AMB (%)
T A TUBOS (°C)
H A TUBOS (%)
T D TUBOS (°C)
H D TUBOS (%)
T CAM (°C)
H CAM (%)
�̅�
1 32,02 50,59 NA NA 29,17 61,53 30,79 58,57
2 27,98 64,04 NA NA 30,10 59,02 36,04 45,40
3 30,13 60,54 NA NA 33,89 49,36 34,69 49,89
4 31,34 57,11 NA NA 33,45 51,28 33,80 53,48
5 33,16 52,73 40,12 38,73 39,52 42,51 40,18 40,67
6 32,77 55,48 38,59 42,43 37,76 45,66 37,68 43,95
7 33,19 55,71 39,29 42,06 38,26 46,48 37,80 45,30
8 31,74 58,98 37,20 45,22 36,83 48,97 36,74 47,44
MÁX
1 46,40 78,40 NA NA 35,00 82,00 41,40 84,00
2 41,40 87,90 NA NA 39,00 82,00 47,90 78,20
3 36,41 76,07 NA NA 44,71 75,79 46,59 77,15
4 46,40 90,40 NA NA 48,00 83,00 48,80 84,00
5 45,60 78,00 61,50 69,00 58,20 71,10 62,20 69,80
6 45,90 84,70 61,00 75,50 52,60 81,10 54,10 76,20
7 45,20 84,50 57,50 75,00 53,80 77,60 54,00 76,90
8 47,20 93,80 59,50 91,50 55,90 90,40 57,60 89,70
MÍN
1 23,50 20,20 NA NA 24,50 42,00 23,50 27,80
2 21,30 29,30 NA NA 24,00 37,00 24,50 23,80
3 25,06 42,99 NA NA 24,79 27,24 24,48 26,38
4 23,10 23,70 NA NA 24,50 20,50 24,10 22,20
5 26,70 26,00 27,50 12,00 27,50 15,50 26,70 12,30
6 24,50 20,50 25,00 12,00 25,70 17,30 25,00 15,40
7 24,80 27,10 26,00 15,50 26,10 19,20 25,30 17,60
8 21,80 22,80 22,00 13,00 22,30 17,10 21,60 14,80
Por otro lado, como el objetivo es remover la humedad del producto hay garantizar lo más que se pueda una
humedad relativa baja para que el sistema lo cumpla. Lo anterior sirvió como criterio de selección con base en el
comportamiento de la humedad relativa en las pruebas. De este análisis se concluyó que la prueba 5, tal como se
observa en la Tabla 41 registró la menor humedad relativa promedio en todos los puntos de medición, considerando
además que la humedad relativa del aire ambiente de igual manera fue la menor.
Al analizar de la misma tabla el valor máximo y mínimo de la humedad relativa, se identifica que la prueba 5 registró
el valor mínimo de la humedad relativa máxima y valores similares de la humedad relativa mínima, en relación a
las otras pruebas. La síntesis del análisis por estas medidas de dispersión muestra que la prueba 5 es la más viable

Contenido 116
técnicamente para llevar a cabo el proceso de deshidratación bajo las condiciones de diseño de esta prueba. Para
mayor detalle en la Figura 67 se presentan los cambios respecto al diseño original.
Figura 67: Rediseño de la propuesta de diseño original. En orden de izquierda a derecha: adición de tubos en el colector inferior; ensamble de chimenea extractor; y adecuamiento de tubos en la cámara de secado.
El resultado de las condiciones ambientales en función del tiempo para el rediseño (prueba 5) se presenta en la
Figura 68. La curva de temperatura muestra el efecto deseado en relación a la temperatura ambiente, dado que de
esta última dependen las condiciones del aire dentro del deshidratador. Se observa en la figura que la temperatura
ambiente es inferior entre las 8:00 y 22:00 cerca del 60% del tiempo de proceso. La eficacia del almacenamiento
térmico se detecta desde la 16:00 aproximadamente, momento en el cual inicia el atardecer y por lo tanto la
irradiancia en el colector disminuye. Se sabe que funciona eficazmente porque la temperatura en los tres puntos
de medición es superior. En relación a la humedad relativa, el efecto de igual manera es el deseado, es decir, que
durante el proceso la humedad relativa del aire ambiente (naranja) es superior y el valor mínimo se presenta antes
de las bandejas de secado (amarillo).
Figura 68: Resultados prueba 5 en convección natural en cuatro puntos de medición – retiro de tubos del colector superior: Los del colector inferior y después del colector inferior se mantuvieron como en la prueba 3.
La información sobre todas las pruebas se presenta con mayor detalle en el documento de Word anexo titulado “Anexo 2. Resultados del proceso de rediseño de CN”.
10
20
30
40
50
60
70
80
20253035404550556065
Hum
edad
rel
ativ
a [%
]
Tem
pera
tura
[°C
]
T AMB T A TUBOS T D TUBOS T CAM
H AMB H A TUBOS H D TUBOS H CAM

Contenido 117
8.3 Deshidratador activo indirecto de flujo turbulento (CF)
El diseño seleccionado que se presenta en la Figura 69, surgió de otro de los subproyectos de Corredor Tecnológico
Agroindustrial del subproyecto de diseño y rediseño desarrollado por el Grupo de Investigación de Poscosecha de
Productos Agrícolas de la Universidad Nacional. El deshidratador se compone de un colector solar y una cámara
de secado. La característica de “activo” en la investigación se trabajó como convección forzada.
Figura 69: Diseño deshidratador solar activo indirecto de flujo turbulento.
El colector solar está fabricado en madera, con recubrimiento en la parte interior con láminas de icopor de 0,04 m
de espesor. En vista cenital en orden descendente está compuesto por: lámina de policarbonato con filtro UV de
0,002 m de espesor como cobertura del colector, seguido, tubería de calefacción en aluminio corrugado de 0,05 m
de diámetro en forma paralela al sentido del flujo del aire. La tubería en la parte exterior está pintada de color negro
mate para absorber la radiación solar. Seguido a la tubería, se encuentra una lámina de geotextil negra, seguido el
aislamiento térmico de la lámina de icopor y finalmente lámina de madera de 0,01 m de espesor. Adicionalmente,
el colector solar cuenta con un sistema de convección forzada en la parte frontal con dos ventiladores accionados
con corriente eléctrica. En la parte izquierda de la Figura 70 se presenta con mayor detalle el sistema de convección
forzada y en la derecha la cámara de secado.
Figura 70: Colector solar (izq) y cámara de secado (der) del deshidratador de convección forzada.

Contenido 118
El otro componente del diseño; la cámara de secado, está compuesto por dos compartimentos. Uno para el
transporte del aire caliente que sale del colector solar, el cual es conducido por los tubos de calefacción hasta la
parte inferior de la cámara de secado. Y el otro, para la disposición del producto que es sometido a la deshidratación
solar. Debido a que la cobertura de la cámara de secado es con plástico de invernadero, el secado del producto se
lleva a cabo de dos formas: indirecto por el aire caliente proveniente del colector solar y directo por la incidencia
directa de la radiación solar sobre el producto. En la parte derecha de la Figura 70 se presenta la parte interior de
la cámara de secado.
La única modificación en el diseño se presentó en la bandeja de secado, debido a que el diseño presentaba
inicialmente polisombra para la disposición del producto, lo que generó pandeamiento en el centro de la polisombra
(ver Figura 70), acumulación de producto y por lo tanto concentración de la humedad. Para corregir este
inconveniente se diseñó y fabricó una bandeja de 1 x 0,98 m con marco en tubería de acero y malla en acero
inoxidable como se observa en Figura 71.
Figura 71: Bandeja de secado diseñada con marco en tubería en acero y malla en acero inoxidable.
La orientación implementada del deshidratador de convección forzada fue igual al de convección natural es decir
0° Norte entre julio y el 22 de septiembre, y de 180° Norte, entre el 22 de septiembre y noviembre.

Contenido 119
9. PROCESO EXPERIMENTAL DE EVALUACIÓN DEL EFECTO POR EL USO DE LOS
DESHIDRATADORES EN PROPIEDADES FISICOQUÍMICAS Y ORGANOLÉPTICAS EN MANGO, NARANJA Y MANDARINA
9.1 Diseño experimental
Para cada deshidratador el diseño experimental fue diferente debido a la variación en el número de bandejas de
secado. Para el deshidratador de convección natural (CN) se utilizó un diseño experimental factorial de dos factores
(número de cuadrante y número bandeja) para un total de 27 unidades experimentales por fruto con tres
repeticiones para cada uno. Para el deshidratador de convección forzada (CF) se utilizó un diseño experimental
completamente al azar (DCA) de un solo factor (número de cuadrante) para un total de 6 unidades experimentales
por fruto con tres repeticiones para cada uno.
El análisis estadístico fue realizado mediante el software STATA 14. Los datos que no cumplieron supuestos de
normalidad y homogeneidad de varianza fueron sometidos a análisis no paramétrico de Kruskall-Wallis (p≤ 0,05).
Se llevó a cabo un análisis de varianza (ANOVA) con pruebas comparativas de Tukey (p ≤ 0,05) para determinar
diferencias entre los cuadrantes y bandejas. Adicionalmente se realizó el análisis de correlación entre las variables
que hicieron parte del seguimiento.
Las bandejas de cada deshidratador fueron divididas en cuadrantes como se observa en la Tabla 42, con base en
el área (30 x 30 cm), asegurando que cada cuadrante tuviera la misma área. Para el caso del deshidratador de
convección natural (CN) se tienen tres bandejas (superior, medio e inferior), y para el deshidratador de convección
forzada (CF) sólo se tiene una bandeja.
Tabla 42: División de la bandeja de secado por cuadrantes para cada deshidratador evaluado.
Componente Categoría
Cuadrantes bandeja deshidratador convección natural (CN)
Cuadrantes bandeja deshidratador convección forzada (CF)
1 4 7
2 5 8
3 6 9
Apertura
deshidratador

Contenido 120
9.2 Proceso de deshidratación implementado
El macro proceso de deshidratación solar se presenta en la Figura 72, el cual se compone de dos procesos:
acondicionamiento de materia prima y puesto de trabajo y, tratamiento térmico de deshidratación solar.
Figura 72: Diagrama de flujo del proceso de deshidratación implementado. Elaboración propia.
En los siguientes numerales se detalla cada operación del proceso.
ACONDICIONAMIENTO
AOCNDICIONAMIENTO
TRATAMIENTO
TÉRMICO POR
DESHIDRATACIÓN
SOLAR

Contenido 121
9.2.1 Abastecimiento y selección de materia prima
Se trabajó con frutos de mango var. Tommy Atkins en estado 3 de madurez (NTC 5210), naranja Tangelo cv.
Mineola, y mandarina var. Oneco. Los frutos en cada caso se seleccionaron sin daños externos, similares en
tamaño, color y firmeza.
Los frutos utilizados en la investigación se obtuvieron de fincas ubicadas en la región del Tequendama,
Cundinamarca. Los frutos de mango provinieron de la finca Los Laureles, ubicada en el municipio de Tocaima -
Cundinamarca (4°29’29,3226” N y 74°40’0,7726 W), los frutos del municipio de Mesitas del Colegio -
Cundinamarca, y los frutos de mandarina de la finca del municipio de Mesitas del Colegio – Cundinamarca. Una
vez cosechados los frutos se transportaron a temperatura ambiente hasta la finca Los Laureles del municipio de
Tocaima – Cundinamarca (4°29’29,3226” N y 74°40’0,7726 W), lugar donde se llevó a cabo el proceso de
deshidratación en los dos deshidratadores.
9.2.2 Lavado y desinfección
Se realizó un prelavado para remover las partículas de suciedad con agua potable a temperatura ambiente.
Posteriormente se realizó el proceso de desinfección; sumergiendo los frutos en solución de hipoclorito de sodio
en agua (200 mg∙L-1) por 5 minutos. Luego se retiraron, enjuagaron y secaron con papel absorbente.
Simultáneamente, se lavaron y desinfectaron, con solución de hipoclorito de sodio en agua (500 mg∙L-1), las áreas
de trabajo y utensilios tales como: pelador, cuchillo, mandolina, tabla de picar, mallas de los dos deshidratadores y
contenedores plásticos. Antes de iniciar cada repetición se realizó el lavado de los deshidratadores con hipoclorito
de sodio en agua (500 mg∙L-1).
9.2.3 Pelado y cortado
El proceso de deshidratación implementado se realizó independiente para cada fruto, es decir, se inició con mango,
luego naranja y se finalizó con mandarina. Se realizaron tres réplicas del proceso de deshidratación consecutivas
para cada producto. La operación de pelado y cortado se realizó acorde a las características morfológicas y
composición de cada fruto. A continuación, se describen los materiales e insumos utilizados, así como también la
metodología para cada fruto.
9.2.3.1 Materiales e insumos
Se utilizaron implementos especializados para el pelado y cortado de alimentos, en la Tabla 43 se describe cada
uno de estos.

Contenido 122
Tabla 43: Implementos utilizados para la operación de pelado y cortado.
Implemento Imagen Descripción
Pelador
Retira el exocarpio del mango con un espesor de corte de 1,5 mm. y facilita el corte por la forma de la cuchilla, generando menor tiempo en esta operación. Para los frutos de naranja y mandarina no se utilizó, debido que en el caso de la naranja se deshidrató con cascara y para la mandarina se realizó la operación de pelado manualmente.
Mandolina
Rebanador con cuchilla rebanadora ajustable en espesor que permite obtener láminas de 5 mm para los frutos de mango y naranja. Para los frutos de mandarina no se utilizó este implemento. Con el uso de la Mandolina se garantizó que todas las rebanadas tuvieran el mismo espesor. Se requiere de gran precaución en la operación debido a la morfología y características de la pulpa del mango que complica en algunos casos su manipulación.
Cortador y tabla de picas
Cuchillo con lámina de corte y mango en acero inoxidable y tabla de picar alimentos para cortar las láminas de mango en secciones de menor tamaño.
9.2.3.2 Metodología de pelado y cortado
Una vez lavados y desinfectados, se realizó la operación de pelado y cortado. La metodología de esta operación
para cada fruto se desarrolló de forma distinta debido a las características físicas propias de cada uno. A
continuación, se describe la metodología para cada uno.
A) Mango
Como se observa en la Figura 73, inicialmente, se pelaron los frutos con el pelador hasta dejar expuesta toda la
pulpa del fruto. Posteriormente se rebanó la pulpa con la Mandolina. Teniendo en cuenta la morfología del fruto, la
operación de rebanado se realizó en cuatro caras de la pulpa; dos de estas caras están definidas por el diámetro
ecuatorial más largo, y la dirección del rebanado fue por el diámetro polar (perpendicular al ecuatorial) para obtener
la mayor cantidad de láminas de 5 mm. Las otras dos caras resultantes corresponden a los laterales, de donde se
obtienen rebanadas de menor área, aunque con el mismo espesor. Una vez rebanada la totalidad de la pulpa, se

Contenido 123
cortaron las rebanadas grandes en cuatro secciones con el fin de obtener muestras uniformes. Posteriormente, se
dispusieron las muestras en las bandejas de los deshidratadores ocupando el 90% del área de cada bandeja.
Figura 73: Procedimiento de pelado y cortado de mango.
B) Naranja
Como se observa en la Figura 74 inicialmente se cortó con el cuchillo 10 mm en los dos extremos del diámetro
polar. Este material fue descartado porque no presentaban uniformidad visual con las demás rebanadas. Luego,
se cortó todo el fruto con la Mandolina en rebanadas de 5 mm. Posteriormente, se dispusieron las muestras en las
bandejas de los deshidratadores ocupando el 90% del área de cada bandeja. Las muestras presentaron diámetro
entre 3 y 5 cm.
Figura 74: Procedimiento de pelado y cortado de naranja.
C) Mandarina
Como se observa en la Figura 75 inicialmente se peló la mandarina manualmente hasta dejar expuesta la pulpa.
Posteriormente, se cortó el fruto con el cuchillo en rodajas de 5 mm y se retiraron las semillas. Finalmente se
dispusieron las muestras en las bandejas de los deshidratadores ocupando el 90% del área de cada bandeja. En
la mandarina no se empleó la mandolina para rebanar debido a que la textura es muy frágil a la ruptura y se perdía
la forma geométrica del corte.

Contenido 124
Figura 75: Procedimiento de pelado y cortado de mandarina.
9.2.4 Tratamiento con deshidratación solar
En la Figura 76 se presenta el montaje final que se utilizó para las tres réplicas del proceso de deshidratación para
cada fruto. De acuerdo a previos hallazgos de esta investigación, en las coordenadas del lugar de montaje, se logra
la mayor eficiencia de captación de la radiación dependiendo de la orientación de los colectores. Debido a que la
investigación se llevó a cabo entre agosto y noviembre, la orientación fue de 0° Norte entre agosto y el 21 de
septiembre, y de 180° Norte, entre el 22 de septiembre y noviembre.
Figura 76: Montaje final para el proceso de deshidratación.
Durante el proceso se registró la temperatura (°C) y humedad relativa (%) del aire ambiente con intervalo de cinco
minutos por medio de un termohigrómetro con datalogger (EL USB 2 LCD, Lascar, USA). Se midieron estas dos
variables ambientales en tres puntos de cada deshidratador, a saber: la entrada del aire al colector, la salida a la
cámara de secado y la salida de la cámara de secado al aire ambiente. Complementariamente, se midió la
irradiancia en el colector solar con un Radiómetro (HD2102.2, Delta OHM, Italia) utilizando la sonda LP 471 UVA
con un intervalo de cinco minutos entre mediciones.

Contenido 125
El tratamiento de deshidratación solar se llevó a cabo hasta la humedad de equilibrio; en el caso del deshidratador
de convección natural se realizó hasta que las tres bandejas alcanzaran este criterio.
9.2.5 Selección de fruta deshidratada
Se seleccionaron las muestras que estuvieran libre de daños físicos como hongos y quemaduras en alguna de sus
superficies.
9.2.6 Empacado
Se empacaron las muestras en bolsas de polietileno de baja densidad con cierre hermético marcadas con la
información de identificación, a saber: producto; número de repetición; ubicación en número de cuadrante y número
de bandeja. Con el empaque se garantizó la conservación de las características y la identificación de las mismas
para la medición de las propiedades fisicoquímicas y organolépticas. Desde que se retiraron las muestras de los
deshidratadores, hasta que se realizaron las respectivas mediciones, se almacenaron a temperatura ambiente de
Bogotá (14 a 23 °C) en un espacio seco, aireado y oscuro.
9.3 Medición propiedades fisicoquímicas
Para cada unidad experimental se determinó pérdida de peso, variación del contenido de humedad, actividad de
agua, color y sólidos solubles totales. A continuación se describe la metodología empleada por propiedad.
9.3.1 Pérdida de peso y variación del contenido de humedad
Inicialmente se identificaron las bandejas según lo presentado en la Tabla 42 y luego se registró el peso de cada
una (tara). Los puntos de muestreo se llevaron a cabo con un intervalo de 2 h entre las 8:00 y las 20:00 hasta
obtener la humedad de equilibrio. En cada punto se retiraban las bandejas de los deshidratadores para medir y
registrar los pesos. El peso se midió utilizando una balanza de plato externo (Xteel-W, LEXUS, USA) con precisión
de ± 0,05 kg. Se registraron los datos de peso por bandeja, con los cuales se determinó el contenido de humedad
con las siguientes ecuaciones.
𝑋𝑖 =𝑚𝑖 − 𝑚𝑠𝑖
𝑚𝑠𝑖
(1)
𝑋𝑗𝑖 =𝑚𝑗𝑖 − 𝑚𝑠𝑗𝑖
𝑚𝑠𝑗𝑖
(2)
Donde,
i = número de la bandeja (1 = inferior, 2 = media y 3 = superior).

Contenido 126
j = número de cuadrante (1, 2, 3, 4, 5, 6, 7, 8 y 9).
Xi = contenido de humedad base seca de la bandeja i.
Xji = contenido de humedad base seca del cuadrante j de la bandeja i.
mi = masa del producto en la bandeja i.
mji = masa del producto en el cuadrante j de la bandeja i.
𝑚𝑠𝑖= masa seca de la bandeja i.
𝑚𝑠𝑗𝑖 = masa seca del cuadrante j de la bandeja i.
Para determinar el contenido de masa seca del producto, se tomó una muestra de 3 g por cuadrante por bandeja,
para cada deshidratador. Las muestras se pesaron y posteriormente se dispusieron en un horno (OMS100,
HERATHERM, Alemania) a 105 °C por 24 horas. Este procedimiento se realizó por triplicado.
9.3.2 Actividad de agua (aw)
Se midió utilizando un determinador de actividad de agua (Hygrolab 3, Rotronic, USA) antes y después del proceso
de deshidratación solar. En cada medición se registraron los valores de actividad de agua y la temperatura. Antes
del proceso, se efectuaron tres replicas en diez frutos, y después del proceso, se realizó la medición en tres
muestras de 3 g por cuadrante, por bandeja y por deshidratador.
9.3.3 Color
Se determinó utilizando un colorímetro (CR-400, Konica Minolta, Japón), configurado en la escala CIE-L*a*b*;
donde L* es luminosidad o claridad, a*: coordenada verde (-) a rojo (+), y b*: coordenada azul (-) a amarillo (+).
Para evaluar el efecto del proceso de deshidratación, la medición se llevó a cabo en el fruto en fresco y
deshidratado. Para el producto en fresco, se efectuaron tres mediciones a diez frutos, y para el producto
deshidratado, se realizó la medición en tres muestras por cuadrante por bandeja. En cada muestra deshidratada
se efectuaron dos mediciones de color en cada superficie (superior e inferior).
9.3.4 Sólidos solubles totales
Se determinó utilizando un refractómetro (HSR-500, ATAGO, Japón) por el método AOAC 932.12/90. Para el
producto en fresco, se obtuvieron 2 g de muestra macerados con ayuda de un mortero, y se dispuso dos gotas del
jugo en el refractómetro para su respectiva medición. Se efectuaron tres mediciones por fruto en fresco. Para medir
el efecto del uso de los deshidratadores en este parámetro, se realizó la medición después del proceso de
deshidratación con el siguiente procedimiento.

Contenido 127
1. Pesar 5 g de la muestra para determinar 𝑃𝑚.
2. Medir y pesar 10 mL de agua destilada 𝑃𝑎.
3. Disolver la muestra en el agua destilada para determinar 𝑃𝑇 a través de la siguiente ecuación.
𝑃𝑇 = 𝑃𝑚 + 𝑃𝑎 (4)
4. Almacenar por 24 h a 5°C con una cobertura plástica.
5. Determinar los sólidos solubles totales utilizando el refractómetro (SST medidos).
6. Calcular los sólidos solubles totales reales por proporción utilizando la siguiente ecuación.
°𝐵𝑟𝑖𝑥 𝑟𝑒𝑎𝑙𝑒𝑠 = 𝑆𝑆𝑇 𝑚𝑒𝑑𝑖𝑑𝑜𝑠 ∗𝑃𝑇 − 𝑃𝑚
𝑃𝑚 (5)
9.4 Medición de propiedades organolépticas
Con el análisis de las propiedades organolépticas se buscó determinar el efecto en la calidad del proceso de
deshidratación implementado para cada fruto, debido a que además de buscar la eficacia de las operaciones, en
esta investigación, se evaluó la percepción sensorial de un grupo de 30 panelistas no entrenados con edad entre
22 y 30 años. La calidad del proceso, tal como lo argumentaron Harrar de Dienes y Machado B. (2013), es
importante para lograr el cumplimiento de las especificaciones de color, sabor, textura, preservación de nutrientes,
entre otros, así como lograr que el producto esté conforme con los requerimientos y necesidades del consumidor.
Las pruebas sensoriales se llevaron a cabo de un espacio cerrado, limpio, libre de olores y de ruidos molestos. En
la Figura 77 se observa el espacio donde los 30 panelistas llevaron a cabo la evaluación sensorial simultáneamente.
Figura 77: Espacio para la medición de propiedades organolépticas.

Contenido 128
A cada panelista se le entregaron tres muestras por fruto; una del deshidratador de convección natural (CN), una
del deshidratador de convección forzada (CF) y una comercial. Cada muestra iba codificada con un número de tres
dígitos tal como se presenta en la Figura 78. En esta figura se presenta para el caso de mango y naranja, debido
a que en mandarina se hizo la entrega manual de una sola muestra que correspondió a CF porque en CN no se
logró obtener producto de calidad y en el mercado no se consiguió mandarina deshidratada.
Figura 78: Presentación de muestras preparadas y codificadas para ser entregadas a los panelistas.
Cabe aclarar que las muestras fueron preparadas obteniendo la presentación de la Figura 78 el día anterior a la
prueba. En la figura se observa que la base es poliestireno (icopor) donde se registró la codificación de tres dígitos
de cada muestra y a su vez se visualiza el recubrimiento con vinipel, esto para garantizar la inocuidad e higiene de
la prueba. Adicional a las muestras empacadas, a cada panelista se le hizo entrega de un formato de evaluación,
un recipiente plástico con café, un vaso con agua de botellón, galletas de soda y servilletas. La dotación de la
prueba por panelista se observa en la Figura 79 y fue reabastecida en caso que el panelista solicitara más.
Figura 79: Dotación por panelista para la medición de propiedades organolépticas.

Contenido 129
Para garantizar la estandarización en las instrucciones a cada panelista, antes de iniciar las pruebas sensoriales
se realizó una presentación de la investigación para brindar seguridad a los panelistas. En la presentación se brindó
información clara y precisa del proceso desarrollado y de los aspectos sensoriales a ser evaluados. Se explicó la
escala de medición y el procedimiento para el registro de la información en el formato. El formato de evaluación se
encuentra en el archivo adjunto “Anexo 3. Formato medición propiedades organolépticas”.
El análisis sensorial se llevó a cabo mediante una prueba hedónica de preferencia con escala de 10 puntos, donde
se analizó apariencia, aroma, sabor, textura y preferencia general. Los parámetros elegidos se basan en la
habilidad de los panelistas de distinguir y apreciar las muestras cualitativamente a partir de sus sentidos. En el
formato de medición se presenta por propiedad organoléptica la escala hedónica asociada junto con el
procedimiento de registro.
10. EFECTO DEL PROCESO DE DESHIDRATACIÓN CON EL USO DE AMBOS
DESHIDRATADORES EN PROPIEDADES FISICOQUÍMICAS Y ORGANOLÉPTICAS EN
MANGO
A continuación se enuncian los resultados obtenidos en mango. Para efectos de facilidad en la lectura se enuncia
al deshidratador de convección natural como “CN” y al de convección forzada como “CF”. Adicionalmente a las
bandejas superior (S), medio (M) e inferior (I).
10.1 Características generales del proceso en mango
Los valores iniciales de las propiedades fisicoquímicas de mango se presentan en la Tabla 44.
Tabla 44: Valores de propiedades fisicoquímicas de mango en fresco.
Propiedad Valor
Humedad (% b.h) 87 ± 0,01
Color
L* 72,06 ± 4,54
a* -0,14 ± 2,43
b* 65,94 ± 2,76
aw 0,95 ± 0,00
SST (°Brix) 13,8 ± 1,4
Como el efecto en las propiedades fisicoquímicas en la deshidratación solar depende de las condiciones
ambientales del proceso se presenta en la Figura 80; los valores de la irradiancia, medida en el centro del colector,
y la temperatura ambiente, medida justo antes de ingresar al colector para ambos deshidratadores. Se presentan

Contenido 130
las curvas para cada deshidratador, debido a que el proceso se llevó a cabo en momentos diferentes en cada uno.
Sin embargo, se observa un comportamiento muy similar en ambas variables. Por su parte la irradiancia presentó
el máximo valor de 24 y 31 W∙m-2 a las 12:00 de ambos días, lo que a su vez, generó una temperatura ambiente
muy similar para ambos días con temperatura promedio de 33 °C.
Figura 80: Curvas de irradiancia en superficie del colector y temperatura ambiente en deshidratación de mango para deshidratador de convección natural (N) y convección forzada (F).
Teniendo en cuenta las condiciones ambientales y las del proceso de deshidratación (características del mango y
del diseño de cada deshidratador), se identificó que las propiedades del aire de secado dentro de cada
deshidratador fueron diferentes por los materiales y dimensiones de los prototipos. Comparando las curvas de
temperatura y humedad relativa, en puntos de medición de cada deshidratador, que se presentan en la Figura 81
y la Figura 82, se concluye que en la cámara de secado el deshidratador de CN registró menor temperatura, en
relación a la de CF, entre las 2 y 6 h de proceso con una diferencia de 6°C aproximadamente.
Figura 81: Curva de temperatura (T) y humedad relativa (H.R) en tres puntos de CN en deshidratación de mango.
20
25
30
35
40
45
0
5
10
15
20
25
30
0 2 4 6 8 10 12 14 16 18 20 22 24 26 28 30
Tem
pera
tura
(°C
)
Irra
dian
cia
(W m
-2)
Tiempo proceso (h)
Irradiancia N Irradiancia F T amb N T amb F
10
30
50
70
90
20
30
40
50
60
0 2 4 6 8 10 12 14 16 18 20 22 24 26 28 30
Hum
edad
rel
ativ
a (%
)
Tem
pera
tura
(°C
)
Tiempo proceso (h)
T ambiente T colector T cámara
H.R ambiente H.R Colector H.R cámara

Contenido 131
Figura 82: Curva de temperatura (T) y humedad relativa (H.R) en dos puntos de CF en deshidratación de mango.
El beneficio del almacenamiento térmico en CN se identifica por la mayor temperatura en la cámara de secado
entre las 8 y 18 h de proceso aproximadamente (horas de la noche) con una diferencia, respecto a CF de 6 °C. En
relación a CN se identifica en la Figura 81 que la temperatura en la cámara de secado fue mayor que en el colector
inferior, debido a que la cámara dispone de un colector propio.
Por otra parte, comparando la Figura 81 y Figura 82 se identifica que la humedad relativa en horas de la noche
(entre 10 y 20 h) presentó variación en el proceso de ambos deshidratadores. En CN la humedad relativa del
ambiente que se registró fue del 83%, mientras que en CF fue de 61%. Se identifica un beneficio en CN por el
hecho que la humedad relativa de la cámara fue menor que la del ambiente en horas de la noche, mientras que en
CF el fenómeno fue todo lo contrario. Por el hecho que la humedad relativa en la cámara de secado sea inferior
que la ambiente se sabe que el proceso de deshidratación no se está viendo afectado por las condiciones
ambientales tal como se esperaba en el caso de CF. El factor que contribuye a que no se genere ese efecto es el
almacenamiento térmico en CN, que como bien se observa en la Figura 81, la humedad relativa en el colector en
horas de la noche aumenta desde el 58 al 72%. Cuando llega a 72% (8:00) el sistema llega al equilibrio y una hora
después (9:00) la humedad relativa vuelve a descender por la presencia de la radiación solar en el sistema.
La síntesis el efecto de las condiciones ambientales del lugar de montaje en la época evaluada se determinó por
medio del análisis de correlaciones teniendo en cuenta la escala que propuso Evans (1996) que se resumen en la
Tabla 45.
Tabla 45: Escala para el análisis de correlaciones. Tomado de Evans (1996).
Rango Análisis
0,00 – 0,19 Muy débil 0,20 – 0,39 Débil
0,40 – 0,59 Moderado
0,60 – 0,79 Fuerte
0,80 – 1,0 Muy fuerte
10
30
50
70
90
20
30
40
50
60
0 2 4 6 8 10 12 14 16 18 20 22 24 26 28 30
Hum
edad
rel
ativ
a (%
)
Tem
pera
tura
(°C
)
Tiempo proceso (h)
T ambiente T cámara H.R ambiente H.R cámara
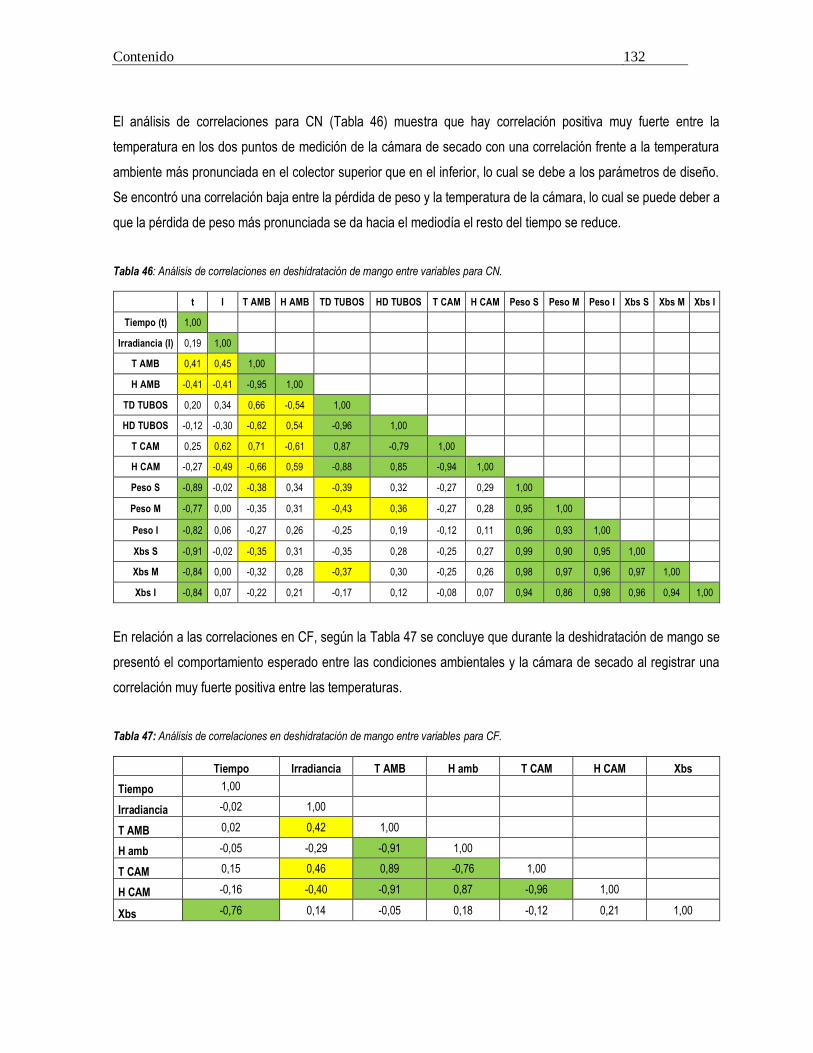
Contenido 132
El análisis de correlaciones para CN (Tabla 46) muestra que hay correlación positiva muy fuerte entre la
temperatura en los dos puntos de medición de la cámara de secado con una correlación frente a la temperatura
ambiente más pronunciada en el colector superior que en el inferior, lo cual se debe a los parámetros de diseño.
Se encontró una correlación baja entre la pérdida de peso y la temperatura de la cámara, lo cual se puede deber a
que la pérdida de peso más pronunciada se da hacia el mediodía el resto del tiempo se reduce.
Tabla 46: Análisis de correlaciones en deshidratación de mango entre variables para CN.
t I T AMB H AMB TD TUBOS HD TUBOS T CAM H CAM Peso S Peso M Peso I Xbs S Xbs M Xbs I
Tiempo (t) 1,00
Irradiancia (I) 0,19 1,00
T AMB 0,41 0,45 1,00
H AMB -0,41 -0,41 -0,95 1,00
TD TUBOS 0,20 0,34 0,66 -0,54 1,00
HD TUBOS -0,12 -0,30 -0,62 0,54 -0,96 1,00
T CAM 0,25 0,62 0,71 -0,61 0,87 -0,79 1,00
H CAM -0,27 -0,49 -0,66 0,59 -0,88 0,85 -0,94 1,00
Peso S -0,89 -0,02 -0,38 0,34 -0,39 0,32 -0,27 0,29 1,00
Peso M -0,77 0,00 -0,35 0,31 -0,43 0,36 -0,27 0,28 0,95 1,00
Peso I -0,82 0,06 -0,27 0,26 -0,25 0,19 -0,12 0,11 0,96 0,93 1,00
Xbs S -0,91 -0,02 -0,35 0,31 -0,35 0,28 -0,25 0,27 0,99 0,90 0,95 1,00
Xbs M -0,84 0,00 -0,32 0,28 -0,37 0,30 -0,25 0,26 0,98 0,97 0,96 0,97 1,00
Xbs I -0,84 0,07 -0,22 0,21 -0,17 0,12 -0,08 0,07 0,94 0,86 0,98 0,96 0,94 1,00
En relación a las correlaciones en CF, según la Tabla 47 se concluye que durante la deshidratación de mango se
presentó el comportamiento esperado entre las condiciones ambientales y la cámara de secado al registrar una
correlación muy fuerte positiva entre las temperaturas.
Tabla 47: Análisis de correlaciones en deshidratación de mango entre variables para CF.
Tiempo Irradiancia T AMB H amb T CAM H CAM Xbs
Tiempo 1,00
Irradiancia -0,02 1,00
T AMB 0,02 0,42 1,00
H amb -0,05 -0,29 -0,91 1,00
T CAM 0,15 0,46 0,89 -0,76 1,00
H CAM -0,16 -0,40 -0,91 0,87 -0,96 1,00
Xbs -0,76 0,14 -0,05 0,18 -0,12 0,21 1,00

Contenido 133
Durante el desarrollo de la investigación, en CN se llevaron a cabo cinco repeticiones del proceso, de las cuales
dos de estas, no fueron contempladas para el análisis de resultados, debido a que se desarrollaron hongos en gran
parte de las muestras en las tres bandejas. En las repeticiones descartadas, el tiempo de secado fue de 50 y 58
horas respectivamente, y las condiciones del aire de secado (temperatura y humedad relativa) no beneficiaron el
proceso debido a que se realizaron antes del rediseño. Se enuncian las dos repeticiones adicionales que se llevaron
a cabo antes de la implementación del rediseño final debido a que sirvieron como fuente para la detección de las
categorías de no conformidad que se presentan en la Figura 83 y Figura 84. Las no conformidades fueron
determinadas por el aspecto visual. Las imágenes que se presentan en la Figura 83 corresponden al proceso de
desarrollo del hongo desde la 1 hasta la 7.
En CF se desarrollaron las tres repeticiones contempladas en el diseño del experimento y no se necesitaron más
porque el proceso y las condiciones ambientales fueron homogéneas para las tres repeticiones.
Figura 83: No conformidad en mango deshidratado por desarrollo de hongo.
Figura 84: No conformidad en mango deshidratado por pardeamiento enzimático.
1 2 3
4 5 6 7

Contenido 134
Las muestras obtenidas como la Figura 84 no presentaron desarrollo de hongos en la superficie, aunque, el
pardeamiento empezó con puntos pequeños y al cabo del tiempo resultaron como se presenta en la figura. Estas
muestras resultaron con textura deshidratada y al cabo de horas de almacenamiento a temperatura ambiente,
presentaron olor y sabor a fermentado.
10.2 Variación del contenido de humedad en mango El peso inicial de mango por bandeja en promedio es de 2,20 kg. Cabe aclarar que el total del peso para CN es de
6,65 kg y de CF de 2,30 kg. El tiempo total de proceso para ambos deshidratadores es de 30 h iniciando a las
10:00. El criterio para la hora de inicio del proceso es el momento en el que inicia el incremento de la temperatura
en la cámara respecto a la del ambiente.
La variación del contenido de humedad que se presenta en la Figura 85. En CN la posición de la bandeja no tiene
efecto significativo en la variación de contenido de humedad base seca (p>0,05). Lo anterior lleva a la conclusión
que el almacenamiento térmico y la absorción de la radiación solar en el colector superior garantiza una temperatura
uniforme en las tres bandejas pese a que la temperatura en la parte superior de la cámara de secado sea mayor.
En CF se observa una mayor pérdida de peso en el tiempo, muy similar a la bandeja inferior de CN en el mismo
tiempo de proceso.
Figura 85: Variación del contenido de humedad en deshidratación de mango por bandejas de CN y CF.
El contenido de humedad final por cuadrante por bandeja tanto para CN como para CF se presenta en la Figura
86, donde se aprecian valores entre 0,15 y 0,33 kgagua/kgm.s. Al hacer el análisis estadístico se concluyó que no
existe diferencia significativa (p>0,05) entre el cuadrante y la variación del contenido de humedad en los dos
deshidratadores. Lo anterior lleva a la conclusión que la distribución de la temperatura en la cámara de secado
para ambos deshidratadores garantiza uniformidad para llevarse a cabo la transferencia de calor en mango.
0
1
2
3
4
5
6
7
8
0 2 4 6 8 10 12 14 16 18 20 22 24 26 28 30
Con
teni
do h
umed
ad
(kg a
gua/
kgm
.s)
Tiempo proceso (h)
S M I CF

Contenido 135
Figura 86: Distribución de contenido humedad final (b.s) en deshidratación de mango por bandeja por cuadrante de CN y CF.
10.3 Efecto en la actividad de agua en mango El valor de la aw de CN tal como se observa en la Figura 87 presenta una tendencia clara dependiendo de la
bandeja. En la bandeja inferior se registraron los menores valores (entre 0,45 y 0,58), evidenciando que se logra
menor aw al estar más próximo a la fuente de calor; es decir al colector inferior y/o al almacenamiento térmico. Sin
embargo, como se mencionó anteriormente, la temperatura fue mayor en la parte superior de la cámara respecto
a la salida del colector en horas del día, lo que también demuestra que, no necesariamente porque el colector
superior logre una temperatura mayor, las muestras de la bandeja superior, en el caso del mango, presenten una
aw inferior. Respecto a las bandejas medio y superior, se observa que la aw presenta una distribución similar, con
valores entre 0,55 y 0,63. Los mayores valores se presentaron en el cuadrante 6, que es el más lejano a la fuente
de calor y próximo al espacio donde se unen las dos puertas de la cámara de secado. Estadísticamente se concluyó
que no hay efecto significativo en la aw por bandeja para CN, así como tampoco diferencia significativa (p>0,05)
por cuadrante.
Figura 87: Distribución de actividad de agua de mango deshidratado por bandeja por cuadrante para CN y CF.
0,15
0,20
0,25
0,30
0,351
2
3
4
56
7
8
9
S M I CF
0,45
0,50
0,55
0,60
0,651
2
3
4
56
7
8
9
S M I
0,50
0,52
0,54
0,56
0,581
2
3
4
5
6
CN CF

Contenido 136
El deshidratador CF registró en los seis cuadrantes aw entre 0,53 y 0,57, es decir una distribución mucho más
uniforme que CN, y estadísticamente resultó que no hay efecto significativo (p>0,05) en la posición del cuadrante
sobre la aw.
De acuerdo con Mercer et al. (2008) en general las frutas deshidratadas son consideradas estables en
almacenamiento si la aw es igual o inferior a 0,6. Por lo tanto, el proceso de mango en esta investigación para
ambos deshidratadores cumple con esta premisa. Esto se corrobora con los resultados de Zuluaga et al. (2010),
quienes reportaron experimentalmente que mangos deshidratados a temperaturas entre 60 y 80°C, resultaron con
aw entre 0,45 y 0,60. Pese que en la presente investigación la temperatura de secado osciló entre 30 y 50°C, se
logró aw dentro del rango de Zuluaga et al. (2010).
10.4 Efecto en color en mango
En la Figura 88 se observa que la bandeja inferior de CN, presentó la mayor luminosidad, con una leve reducción
en los cuadrantes 8 y 9, y una distribución más uniforme, en los otros cuadrantes, con valores entre +55 y +63.
Estadísticamente el parámetro L* en la bandeja inferior resultó ser diferente por la prueba de Tukey (p<0,05)
respecto a las otras dos bandejas, y entre la bandeja superior y medio no hay diferencia significativa (p>0,05), lo
cual podría llevar a que hay una relación entre la uniformidad de la temperatura en la parte baja de la cámara de
secado con la luminosidad del mango.
Las muestras más oscuras se presentaron en cinco cuadrantes de la bandeja superior (4, 5, 6, 7 y 9), con valores
entre +33 y +41, presentándose el menor valor en el cuadrante 9. Al analizar por cuadrante no se presentó
diferencia estadística (p>0,05) en la posición de la bandeja (cuadrante) para las tres bandejas de CN.
De igual manera se observa en la Figura 88 que CF registró luminosidad similar a la bandeja inferior de CN con
valores entre +51 y +60, y estadísticamente no se determinó diferencia (p>0,05) por cuadrante en CF.
Comparando la luminosidad de las muestras en fresco (+72), se podría decir que este parámetro se ve afectado
por el proceso en ambos deshidratadores. Izli et al. (2017), encontraron que los parámetros óptimos de color en
mango deshidratado son L*=69,01, a*= 9,82 y b*=47,67, muy semejantes a los obtenidos en la presente
investigación.

Contenido 137
Figura 88: Distribución de color en escala CIE-L*a*b* en mango deshidratado por bandeja por cuadrante para CN y CF.
De acuerdo a la distribución del parámetro a*, la bandeja medio presentó un color más rojo, con valores entre +11
y +13 en ocho cuadrantes. La distribución de este parámetro en CF presenta la tendencia a ser más verde y
semejante al producto en fresco. Respecto al conjunto de bandejas de CN, el parámetro a* presentó diferencia por
bandeja (p<0,05) específicamente en la bandeja medio, mie ntras que en las otras dos no. Sin embargo, por
cuadrante, para las tres bandejas de CN, no se detectó diferencia significativa (p>0,05) en el parámetro a*.
Al comparar las medidas de las muestras deshidratadas con el parámetro a* de la muestra en fresco (-0,14), se
evidencia que el color pasa de verde hacia rojo en la mayoría de los casos. Resultados similares encontró Álvares
Arenas et al. (2012) con valor de +8 en el parámetro a* en mango deshidratado con un equipo de convección
forzada (CF).
En relación a la distribución del parámetro b*, se encontró diferencia significativa por la prueba de Tukey (p>0,05)
únicamente en la bandeja inferior, sin diferencia por cuadrante (p>0,05) para las bandejas de CN. Para el caso de
CF no hay diferencia significativa (p>0,05) por cuadrante. Se evidencia en la comparación del parámetro b*,
respecto a la muestra en fresco, que el proceso de deshidratación tiende a opacar el color del mango, lo que se ve
confirmado por Alvis-Bermúdez et al. (2016), quienes demostraron que a elevadas temperaturas (mayores a 40°C)
se generan pérdidas en los pigmentos del mango. Al adicionar el efecto en los otros parámetros de color, se obtiene
el modelo de conformidad de calidad que se espera del proceso porque se asemeja al color del producto en fresco,
y, por consiguiente, mayor posibilidad de aceptación en el mercado. En conclusión, las muestras deshidratadas de
mango tanto en CN como en CF tienen color similar y varían un poco por la luminosidad (L*) siendo más opacas
en CN.
30
40
50
60
701
2
3
4
56
7
8
9
468
101214
1
2
3
4
56
7
8
9
102030405060
1
2
3
4
56
7
8
9
L* a* b*

Contenido 138
10.5 Efecto en sólidos solubles totales en mango
Los sólidos solubles totales de las muestras de mango en CN presentaron diferencia significativa por la prueba de
Tukey (p<0,05) únicamente en la bandeja medio, sin diferencia significativa (p>0,05) por cuadrante para las tres
bandejas. El valor promedio que se observa en la Figura 89 de los sólidos solubles totales en la bandeja medio es
de 53,2 °Brix mientras que en la bandeja inferior y superior es de 49,6 °Brix, por lo tanto, en la bandeja medio se
obtiene mango deshidratado más dulce. Se podría inferir este efecto porque la temperatura es más uniforme cerca
a la bandeja inferior, y tal como lo afirma Sogi et al.(2015), los cambios de temperatura en la deshidratación de
mango influye en los sólidos solubles totales finales. En el deshidratador CF se registró solidos solubles totales
promedio en mango de 43,8°Brix, sin diferencia significativa (p>0,05) por cuadrante, siendo inferior, es decir
muestras menos dulces que las producidas en CN, tal como se observa en la Figura 89.
Al comparar el valor de los sólidos solubles totales del producto en fresco (13,8 °Brix) se identifica que la
deshidratación en mango intensifica en gran medida los azúcares en las muestras al bajar la concentración de
agua. Esta premisa se soporta en los resultados de Ortiz Yescas et al. (2007) y Martínez-Mera (2016).
Figura 89: Distribución de sólidos solubles totales en mango deshidratado por bandeja por cuadrante para CN y CF.
10.6 Comparativo entre CN y CF para mango
Der acuerdo al análisis estadístico ANOVA para todas las propiedades fisicoquímicas evaluadas se concluye que
hay diferencias significativas entre los deshidratadores (p<0,05) en dos de las cuatro propiedades evaluadas. El
resultado de este análisis en conjunto se presenta en la Tabla 48.
44464850525456
1
2
3
4
56
7
8
9
S M I
40
42
44
46
48
501
2
3
4
5
6
CN CF

Contenido 139
Tabla 48: Resultados análisis ANOVA en comparativo por deshidratadores en mango.
Propiedad En fresco CN CF
Diferencia
significativa
(p<0,05)
Humedad base seca (Kgagua/kgm.s) 6,83 0,43 0,26 NO
Aw 0,95 0,57 0,54 NO
L* +72 +50 +59 SI
a* -0,14 +9 +7 NO
b* +65,94 +37 +49 SI
Sólidos solubles totales (°Brix) 13,8 50 43,8 SI
Una de las variaciones se presenta en la luminosidad siendo mayor en CF lo que se podría atribuir a la
deshidratación de modo directo, aunque se identifica variación respecto al producto en fresco y se validó en las
pruebas experimentales porque se veía afectado el brillo de las muestras. El otro efecto significativo está en el
parámetro b* donde se pierde la intensidad del amarillo-naranja que caracteriza al mango, viéndose mayor efecto
en CN (más bajo) que en CF. En relación a los sólidos solubles totales se concluye que hay diferencia entre los
deshidratadores, siendo más dulce en CN, y para ambos deshidratadores se ve aumentado la presencia de
azúcares en el mango deshidratado.
10.7 Evaluación de propiedades organolépticas en mango
Teniendo en cuenta los resultados de las pruebas sensoriales se determinó por medio del análisis ANOVA que el
mango deshidratado para los dos deshidratadores en comparación de la muestra comercial no presenta diferencias
significativas (p<0,05), así como tampoco entre estos (p<0,05). De acuerdo con los resultados que se presentan
en la Tabla 49, se concluye que la apariencia de las muestras es brillante, con color característico del mango y en
algunas muestras con manchas café. El aroma es un poco bajo del mango en fresco y completamente ausente de
olores extraños. El sabor es dulce característico del mango, con algunas muestras ligeramente ácidas. Y por último
la textura es crujiente, dura y en algunos casos difícil de masticar.
Tabla 49: Análisis ANOVA para las propiedades organolépticas de mango deshidratado.
Muestra Apariencia Aroma Sabor Textura
CN 7,3 A 7,2 A 7,7 A 7 A
CF 6,8 A 5,6 A 5,6 A 6,5 A
Comercial 5,3 A 5,3 A 5,2 A 4,9 A

Contenido 140
Complementariamente, se determinó la preferencia global del panelista entre las tres muestras. Tal como se
observa en la Figura 90, el 43% prefiere la muestra de CN, seguido por CF con un 30% y por último la muestra
comercial con un 27%. A simple vista se vería diferencia entre lo valores, sin embargo, al revisar las observaciones
que los panelistas consignaron en los cuestionarios, las percepciones son variadas por la preferencia debido a que
son aspectos netamente subjetivos, aunque, de manera general manifestaron que las muestras de CN son más
amarillas, con sabor dulce agradable y textura no tan dura.
Figura 90: Resultados de preferencia en análisis sensorial de mango deshidratado.
11. RESULTADOS DEL EFECTO POR EL USO DE AMBOS DESHIDRATADORES EN
PROPIEDADES FISICOQUÍMICAS Y ORGANOLÉPTICAS EN NARANJA
A continuación se enuncian los resultados obtenidos en naranja. Para efectos de facilidad en la lectura se enuncia
al deshidratador de convección natural como “CN” y al de convección forzada como “CF”.
11.1 Características generales del proceso en naranja
Los valores iniciales de las propiedades fisicoquímicas de naranja se presentan en la Tabla 50.
Tabla 50: Valores de propiedades fisicoquímicas de naranja en fresco.
Propiedad Medición
Humedad (% b.h) 90 ± 0,5
Color
L* +40,28 ± 2,14
a* +0,27 ± 1,18
b* +30,14 ± 2,75
aw 0,96 ± 0,01
SST (°Brix) 8,6 ± 1,2
43%
30%
27%
CN CF Comercial

Contenido 141
Complementando los parámetros iniciales de la naranja en fresco, se observa en la Figura 91 que la irradiancia y
temperatura ambiente durante el proceso de deshidratación de naranja, para ambos deshidratadores, presentan el
mismo comportamiento. En esta figura se observa que la irradiancia máxima fue de 31 W∙m-2 hacia las 12:00 en
los tres días de proceso que se requirieron para alcanzar la humedad de equilibrio. El efecto de esta irradiancia se
ve en que la temperatura ambiente oscile entre 30 y 44 °C, con el mismo fenómeno que el proceso del mango, y
es que, entre las 10 y 22h, y 34 y 46h (entre 22:00 y 8:00), la temperatura ambiente es uniforme y registra valores
bajos cercanos a 30 °C.
Figura 91: Curvas de irradiancia en superficie del colector y temperatura ambiente en deshidratación de naranja para deshidratador de convección natural (N) y convección forzada (F).
Durante la deshidratación de naranja en CN, de acuerdo con la Figura 92, la distribución de la temperatura dentro
del deshidratador fue acorde al procedo en mango. Durante las horas de mayor irradiancia la temperatura de la
cámara fue superior a la del colector y esta última a su vez de la ambiental. En el día 3 se observa que la
temperatura de la cámara aumentó a 55 °C (5 °C más) aproximadamente, lo que se puede deber a que la posición
del sol para este momento era el equinoccio, es decir perpendicular a la línea del Ecuador y, por lo tanto, la
irradiancia registró su máximo valor de 31 W∙m-2. En cambio, en CF la máxima temperatura que se registró, de
acuerdo a la Figura 93 fue de 49 °C.
En relación a la humedad relativa en CN, se observa claramente en la Figura 92 que en el primer día (entre 8 y 20
h) la humedad relativa de la cámara fue mayor, lo que se debe a que la naranja tiene mayor contenido de agua, y
por consiguiente, el proceso está retirando esta humedad. En el segundo día se observa el efecto esperado en
horas de la noche (entre 32 y 45 h) y es que la humedad relativa del ambiente resultó mayor que en el interior de
CN.
Respecto a la humedad relativa en CF, tal como se observa en la Figura 93, durante las horas de la noche, el
ambiente y la cámara de secado presentaron el mismo comportamiento, con valores cercanos al 55%, por lo que
20
25
30
35
40
45
0
5
10
15
20
25
30
0 4 8 12 16 20 24 28 32 36 40 44 48 52
Tem
pera
tura
(°C
)
Irra
dian
cia
(W m
-2)
Tiempo proceso (h)
Irradiancia N Irradiancia F T amb N T amb F

Contenido 142
se identifica que CF durante este tiempo no remueve la humedad del producto, sino hasta cuando vuelve a
presentarse la radiación solar.
Figura 92: Curva de temperatura (T) y humedad relativa (H.R) en tres puntos de CN en deshidratación de naranja.
Figura 93: Curva de temperatura (T) y humedad relativa (H.R) en dos puntos de CF en deshidratación de naranja
En la deshidratación de naranja en CN de acuerdo con la Tabla 51 se tiene que el tiempo de proceso tiene
correlación muy fuerte (color verde) negativa con la pérdida de peso, lo cual es de esperarse porque es la variable
que refleja la eficiencia del proceso, aunque depende de las condiciones ambientales. La irradiancia tiene
correlación muy fuerte con la temperatura en la cámara, que se ve reflejada en las variaciones acorde a la posición
del sol durante el día. Algo de resaltar es que no hay correlación entre la temperatura de la cámara y la pérdida de
peso, lo que se puede deber a que la pérdida de peso disminuye en el tiempo y la temperatura tiene un
comportamiento cíclico.
102030405060708090100
20
30
40
50
60
0 4 8 12 16 20 24 28 32 36 40 44 48 52
Hum
edad
rel
ativ
a (%
)
Tem
pera
tura
(°C
)
Tiempo proceso (h)
T ambiente T colector T cámara
H.R ambiente H.R Colector H.R cámara
102030405060708090100
20
30
40
50
60
0 4 8 12 16 20 24 28 32 36 40 44 48 52H
umed
ad r
elat
iva
(%)
Tem
pera
tura
(°C
)
Tiempo proceso (h)
T ambiente T cámara H.R ambiente H.R cámara
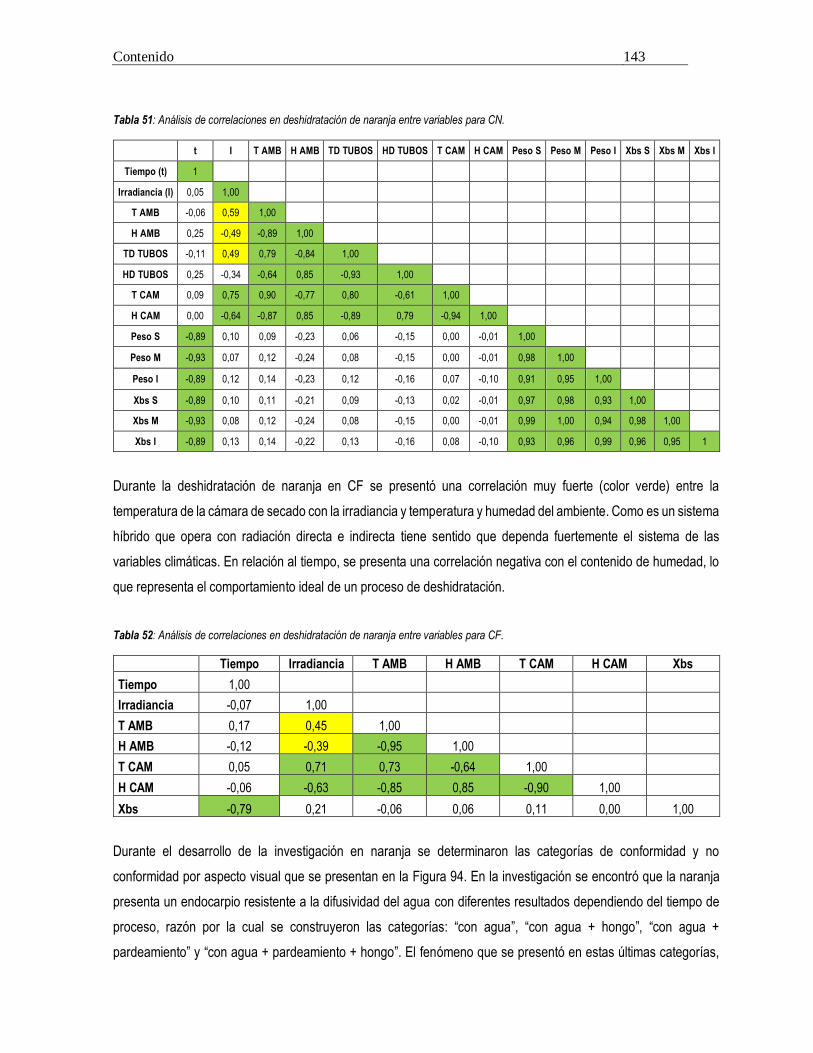
Contenido 143
Tabla 51: Análisis de correlaciones en deshidratación de naranja entre variables para CN.
t I T AMB H AMB TD TUBOS HD TUBOS T CAM H CAM Peso S Peso M Peso I Xbs S Xbs M Xbs I
Tiempo (t) 1
Irradiancia (I) 0,05 1,00
T AMB -0,06 0,59 1,00
H AMB 0,25 -0,49 -0,89 1,00
TD TUBOS -0,11 0,49 0,79 -0,84 1,00
HD TUBOS 0,25 -0,34 -0,64 0,85 -0,93 1,00
T CAM 0,09 0,75 0,90 -0,77 0,80 -0,61 1,00
H CAM 0,00 -0,64 -0,87 0,85 -0,89 0,79 -0,94 1,00
Peso S -0,89 0,10 0,09 -0,23 0,06 -0,15 0,00 -0,01 1,00
Peso M -0,93 0,07 0,12 -0,24 0,08 -0,15 0,00 -0,01 0,98 1,00
Peso I -0,89 0,12 0,14 -0,23 0,12 -0,16 0,07 -0,10 0,91 0,95 1,00
Xbs S -0,89 0,10 0,11 -0,21 0,09 -0,13 0,02 -0,01 0,97 0,98 0,93 1,00
Xbs M -0,93 0,08 0,12 -0,24 0,08 -0,15 0,00 -0,01 0,99 1,00 0,94 0,98 1,00
Xbs I -0,89 0,13 0,14 -0,22 0,13 -0,16 0,08 -0,10 0,93 0,96 0,99 0,96 0,95 1
Durante la deshidratación de naranja en CF se presentó una correlación muy fuerte (color verde) entre la
temperatura de la cámara de secado con la irradiancia y temperatura y humedad del ambiente. Como es un sistema
híbrido que opera con radiación directa e indirecta tiene sentido que dependa fuertemente el sistema de las
variables climáticas. En relación al tiempo, se presenta una correlación negativa con el contenido de humedad, lo
que representa el comportamiento ideal de un proceso de deshidratación.
Tabla 52: Análisis de correlaciones en deshidratación de naranja entre variables para CF.
Tiempo Irradiancia T AMB H AMB T CAM H CAM Xbs
Tiempo 1,00
Irradiancia -0,07 1,00
T AMB 0,17 0,45 1,00
H AMB -0,12 -0,39 -0,95 1,00
T CAM 0,05 0,71 0,73 -0,64 1,00
H CAM -0,06 -0,63 -0,85 0,85 -0,90 1,00
Xbs -0,79 0,21 -0,06 0,06 0,11 0,00 1,00
Durante el desarrollo de la investigación en naranja se determinaron las categorías de conformidad y no
conformidad por aspecto visual que se presentan en la Figura 94. En la investigación se encontró que la naranja
presenta un endocarpio resistente a la difusividad del agua con diferentes resultados dependiendo del tiempo de
proceso, razón por la cual se construyeron las categorías: “con agua”, “con agua + hongo”, “con agua +
pardeamiento” y “con agua + pardeamiento + hongo”. El fenómeno que se presentó en estas últimas categorías,

Contenido 144
es que, aunque se alcanzara la humedad de equilibrio, las muestras presentaban en su interior humedad. Para
saber si tenía o no humedad, se procedió a presionar una a una manualmente, y se determinó la distribución de
las conformidades y no conformidades por conteo de las unidades por cuadrante y por bandeja.
Figura 94: Categorías de conformidad y no conformidad de naranja deshidratada.
Otra forma de determinar si una muestra resulta conforme es posicionándola en contra luz, y tal como se observa
en la Figura 95, la muestra seca (izquierda) presenta un tejido más traslucido que la muestra con agua (derecha).
Adicionalmente, el tejido es más brillante y en algunos casos se identifica a simple vista secciones de tejido con
agua como burbujas.
Figura 95: Comparativo entre naranja deshidratada según categorías de conformidad. Sin agua (izq) y con agua (der).
SECA CON AGUA SECA + PARDEAMIENTO
CON AGUA + HONGO CON AGUA + PARDEAMIENTO CON AGUA + PARDEAMIETO + HONGO

Contenido 145
11.2 Distribución de conformidad y no conformidad
En la deshidratación de naranja en CN se contó con la posibilidad de comparar los resultados antes y después del
proceso de rediseño que se llevó cabo en la investigación. De acuerdo con la clasificación descrita en la Figura 94,
se obtuvo la distribución antes (Figura 96) y después (Figura 97). La conclusión general es que se redujo las no
conformidades de 266 unidades (84,71%) a 13 unidades (4,15%). El tiempo de proceso de igual manera presentó
una reducción significativa, pasando de 94 a 54 horas; es decir una disminución de 40 horas (42,55%). Tal como
se observa en la Figura 97 las no conformidades que se presentaron están en la categoría “con agua”; es decir
presentaban al menos una pequeña cantidad de agua en el endocarpio. Para encontrar una diferencia física entre
las muestras conformes y no conformes en las tres réplicas del proceso, se procedió a medir el diámetro y el
espesor de las muestras. El resultado se presenta en la Figura 98.
Figura 96: Resultados de conformidad y no conformidad de naranja deshidratada por cuadrante de las bandejas del diseño original de convección natural. S: Seca; S+P: Seca y pardeamiento; A: Agua; A+H: agua y hongo; A+P: Agua y pardeamiento; y A+H+P: Agua, hongo y pardeamiento.
Figura 97: Resultados de conformidad y no conformidad de naranja deshidratada por cuadrante de las bandejas del rediseño de convección natural. S: Seca; S+P: Seca y pardeamiento; A: Agua; A+H: agua y hongo; A+P: Agua y pardeamiento; y A+H+P: Agua, hongo y pardeamiento.
0
2
4
6
8
10
12
14
1 2 3 4 5 6 7 8 9 1 2 3 4 5 6 7 8 9 1 2 3 4 5 6 7 8 9
No.
mue
stra
s
Cuadrante
S S+P A A+H A+P A+H+P
0
2
4
6
8
10
12
14
1 2 3 4 5 6 7 8 9 1 2 3 4 5 6 7 8 9 1 2 3 4 5 6 7 8 9
No.
mue
stra
s
Cuadrante
S S+P A A+H A+P A+H+P
INFERIOR MEDIO SUPERIOR
INFERIOR MEDIO SUPERIOR

Contenido 146
Figura 98: Resultados de diámetro y espesor en naranja deshidratada en repeticiones de proceso por cuadrante de las bandejas de convección natural. C: Conforme; y NC: No conforme.
En la Figura 98 se observa que las muestras no conformes del cuadrante 8 y 9 de las bandejas inferior y superior
registraron valores del diámetro medio por encima de 70 mm. Lo anterior se puede atribuir a que la difusión del
agua hacia el medio no se llevó a cabo porque las condiciones ambientales en este punto son diferentes a los otros
cuadrantes. Otra causa atribuible a la presencia de algún contenido de agua en las muestras, puede ser, que el
espesor de las muestras no conformes fue mayor al inicio del proceso de secado. Lo anterior, se refleja en el hecho
que el espesor medio de las no conformes resultó de 6 mm, mientras que el de las conformes de 5mm. En los
cuadrantes donde no se presentaron muestras “no conformes”, por efectos de manejo de datos, el espesor es de
0 mm.
En relación a CF la distribución de conformidad y no conformidad se presenta en la Figura 99, donde se identifica
la diferencia entre la repetición 1 y las otras dos. En la repetición 1 se obtuvieron 89 muestras con algún contenido
de humedad, 7 muestras con desarrollo de hongos y ninguna conforme. Se aclara que, al cabo de 40 horas de
almacenamiento, la totalidad de las muestras de la repetición 1 desarrolló hongos.
En la repetición 2 y 3 si se obtuvieron muestras conformes, aunque, el porcentaje de conformidad es bajo con un
40% (39 muestras) y 48% (47 muestras), respectivamente. La categoría de no conformidad que más se presentó
en estas dos repeticiones fue “con agua”, y, por lo tanto, las muestras al cabo de un tiempo desarrollaron hongo.
Teniendo presente que las condiciones ambientales durante la repetición 2 y 3 fueron similares sin presencia de
lluvia, y analizando la distribución de conformidad por cuadrante, no se identifica una tendencia clara de muestras
conformes, lo que quiere decir, que no se podría asegurar que dependiendo de la posición de la bandeja se
obtengan más o menos muestras conformes.
0
1
2
3
4
5
6
7
8
0
10
20
30
40
50
60
70
80
1 2 3 4 5 6 7 8 9 1 2 3 4 5 6 7 8 9 1 2 3 4 5 6 7 8 9
Esp
esor
[mm
]
Diá
met
ro [m
m]
Cuadrante
Diámetro C Diámetro NC Espesor C Espesor NC
INFERIOR
MEDIO SUPERIOR

Contenido 147
Figura 99: Resultados de conformidad y no conformidad de naranja deshidratada por cuadrante por repetición del deshidratador de convección forzada. S: Seca; S+P: Seca y pardeamiento; A: Agua; A+H: agua y hongo; A+P: Agua y pardeamiento; y A+H+P: Agua, hongo y pardeamiento.
11.3 Variación del contenido de humedad en naranja
El peso inicial de naranja por bandeja en promedio es de 2,40 kg. Cabe aclarar que el total del peso para CN es de
7,15 kg y de CF de 2,50 kg. El tiempo total para alcanzar la humedad de equilibrio para ambos deshidratadores en
naranja es de 54 h con un peso final por bandeja cercano a 0,6 kg.
La variación del contenido de humedad la cual se presenta en la Figura 100. En esta última se observa que la
mayor variación se registró en CF durante todo el proceso con una diferencia notoria. En todos los casos la
humedad inicial fue de 8,5 kgagua/kgm.s y la final de 0,6 kgagua/kgm.s para CF y de 0,44 kgagua/kgm.s para CN. La mayor
remoción de humedad en CF se debe a que por las características del diseño, la temperatura se incrementa más
rápido que CN, debido a que CN requiere de aproximadamente 2 horas para disponer la radiación captada en el
sistema de almacenamiento térmico para luego suministrarla al producto.
La bandeja inferior de CN registró mayor remoción de humedad al estar abastecida de calor más constante por su
cercanía al sistema de almacenamiento térmico. En relación a la bandeja medio y superior, el comportamiento es
el mismo y por lo tanto, se podría decir que las condiciones del aire ambiente en esta parte de la cámara de secado
es similar. A pesar que se presente una tendencia en la bandeja inferior a remover la humedad más rápido,
estadísticamente las muestras de la bandeja medio presentan un mayor contenido de humedad por la prueba de
Tukey (p<0,05) con un valor cercano a 0,54 Kgagua/Kgm.s, mientras que en la bandeja superior e inferior es de 0,33
Kgagua/Kgm.s.
0
2
4
6
8
10
12
14
16
18
1 2 3 4 5 6 1 2 3 4 5 6 1 2 3 4 5 6
No.
mue
stra
s
Cuadrante
S S+P A A+H A+P A+H+P
REPETICIÓN 1 REPETICIÓN 2 REPETICIÓN 3

Contenido 148
Figura 100: Variación del contenido de humedad en deshidratación de naranja por bandejas de CN y CF.
El contenido de humedad final para ambos deshidratadores es relativamente alto, y tal como se mencionó
anteriormente en la caracterización de las categorías de conformidad, la naranja deshidratada que ha alcanzado la
humedad de equilibrio presenta al final del proceso humedad en el endocarpio, factor que contribuye al desarrollo
de hongos en el almacenamiento del producto, debido a que es un contenido de humedad que el proceso no pudo
retirar, a pesar de tener condiciones ambientales con presencia de radiación solar directa.
Respecto a CF no se encontró diferencia estadística significativa (p>0,05) en el contenido de humedad final y
registró un valor de 0,60 Kgagua/Kgm.s, siendo mayor al de CN. Al analizar por cuadrante, no se identificó diferencia
significativa (p>0,05) en las bandejas de CN, así como tampoco en los cuadrantes de CF. Los valores promedio
finales se presentan en la Figura 101.
Figura 101: Distribución de contenido humedad final (b.s) en deshidratación de naranja por bandeja por cuadrante de CN y CF.
0
2
4
6
8
10
0 4 8 12 16 20 24 28 32 36 40 44 48 52
Con
teni
do h
umed
ad
(kg a
gua/
kgm
.s)
Tiempo proceso (h)
S M I CF
0,20
0,25
0,30
0,351
2
3
4
56
7
8
9
S M I
0,30
0,35
0,40
0,451
2
3
4
5
6
CN CF

Contenido 149
11.4 Efecto en la actividad de agua en naranja
El valor de la aw de naranja deshidratada en CN no presenta diferencias significativas (p>0,05) por bandeja, ni por
cuadrante (p>0,05) y los valores finales son los que se observan en la Figura 102, los cuales están entre 0,55 y
0,69. El deshidratador CF por cuadrante si presenta diferencias significativas según la prueba de Tukey (p<0,05)
tal como se observa en la Figura 102. La mayor aw se encuentra en los cuadrantes 3, 4, 5 y 6, con valores cercanos
a 0,75, y representan el 66% del área de la bandeja. En general la aw en CF estaría por fuera del parámetro de
calidad (0,6).
Figura 102: Distribución de actividad de agua de naranja deshidratada por bandeja por cuadrante para CN y CF.
Según la investigación de Leiton-Ramírez et al. (2016), muestras de naranja con un espesor de 5 mm, a través de
liofilización resultaron con una actividad de agua de 0,3, más baja que la obtenida en la presente investigación al
ser un sistema más eficiente. Para el caso de deshidratación solar, no se ha investigado hasta el momento la
aplicación en naranja según la revisión de literatura. Las investigaciones se han centrado en la evaluación de la
conservación de la vitamina C, extracción de aceites esenciales y los componentes bioactivos como, flavonoides y
ácidos fenólicos (Ledesma-Escobar et al., 2016).
De la aw, se concluye que la deshidratación de naranja en los prototipos evaluados no se cumple con los
parámetros de calidad al presentar valores superiores a 0,6 en la mayoría de los casos. Durante las pruebas
experimentales se observó que la humedad se tendía a acumular en el endocarpio de las muestras en formas de
burbuja de agua, y al hacer una compresión manual, se requería de fuerza para romper la membrana, lo que lleva
a la idea que, para el caso de la naranja, se requiere un pretratamiento abrasivo que mejore la eficiencia del
proceso.
0,55
0,60
0,65
0,701
2
3
4
56
7
8
9
S M I
0,60
0,65
0,70
0,75
0,80
0,851
2
3
4
5
6
CN CF
E
D
A
CD
C
B

Contenido 150
11.5 Efecto en color en naranja
De acuerdo con la distribución de los parámetros de color que se presentan en la Figura 103, se identifica que CF
y la bandeja inferior de CN presentaron la mayor luminosidad con valores entre +45 y +48. Las muestras más
oscuras se presentaron en seis cuadrantes de la bandeja superior (1, 2, 3, 4, 7 y 8), con valores entre +40 y +43,
presentándose el menor valor en el cuadrante 3. Estadísticamente la bandeja superior con un valor promedio de
+42 presenta la menor luminosidad (Tukey p<0,05) respecto a la bandeja inferior que registró una luminosidad
promedio de +45. Respecto a la bandeja medio no hay diferencia significativa. Por cuadrante para CN y CF no hay
diferencia significativa (p>0,05) en la luminosidad.
Al comparar la luminosidad de la muestra en fresco (+40), se evidencia que el proceso de deshidratación aumenta
este parámetro en la naranja deshidratada. Lo anterior se corroboró en los ensayos en el hecho que las muestras
resultaron más brillantes y traslucidas.
Figura 103: Distribución de color en escala CIE-L*a*b* en naranja deshidratada por bandeja por cuadrante para CN y CF.
En relación al parámetro a*, los valores difieren muy poco porque están distribuidos entre +1 y +3,5, y
estadísticamente para ambos deshidratadores no hay diferencia significativa (p>0,05) por bandeja ni por cuadrante.
Comparando con los parámetros de la fruta en fresco (a=+0,27, b=+30), no se refleja un efecto importante en el
color de la naranja por la deshidratación solar. Manjarres-Pinzón et al. (2013) deshidrataron naranja en horno de
convección forzada y obtuvieron color de las muestras con L*=35, a*=0,16 y b*=34, siendo valores muy similares
a los obtenidos en la presente investigación.
40
42
44
46
48
501
2
3
4
56
7
8
9
0,51,01,52,02,53,03,5
1
2
3
4
56
7
8
9
242628303234
1
2
3
4
56
7
8
9
L* a* b*

Contenido 151
11.6 Efecto en sólidos solubles totales en naranja
Las muestras de naranja deshidratada en CN presentaron diferencia significativa con la prueba de Tukey (p<0,05)
por bandeja, siendo mayor en la bandeja inferior con valores cercanos a 26 °Brix (Figura 104) sin diferencia con la
bandeja medio, aunque si con la bandeja superior que registró en promedio 22 °Brix. Por cuadrante de las bandejas
de CN no se obtuvo diferencia significativa (p>0,05).
Respecto al CF la posición en la bandeja no genera un efecto significativo en los sólidos solubles totales y el valor
promedio es de 30 °Brix, siendo mayor al promedio de CN tal como se observa en la Figura 104. Según lo anterior
CF produce naranja deshidratada más dulce que CN.
Figura 104: Distribución de sólidos solubles totales en naranja deshidratada por bandeja por cuadrante para CN y CF.
11.7 Comparativo entre CN y CF en naranja
De acuerdo al análisis ANOVA se concluye que hay diferencia significativa (p<0,05) en las propiedades
fisicoquímicas de naranja deshidratada entre los dos deshidratadores. Según la Tabla 53 el resultado de la
humedad base seca es relativamente alto y se corrobora con la actividad de agua, dado que para ambos casos es
mayor a 0,6, por lo cual desde el punto de vista técnico no se recomienda deshidratar naranja en ninguno de los
dos deshidratadores, aunque se puede implementar tecnologías en la etapa de acondicionamiento de materia
prima.
18
20
22
24
26
281
2
3
4
56
7
8
9
S M I
26
28
30
321
2
3
4
5
6
CN CF

Contenido 152
Tabla 53: Resultados análisis ANOVA en comparativo por deshidratadores en naranja.
Propiedad En fresco CN CF
Diferencia
significativa
(p<0,05)
Humedad base seca (Kgagua/kgm.s) 8 0,44 0,60 SI
Aw 0,96 0,65 0,75 SI
L* +40,28 +45 +47 NO
a* 0,27 +1,65 +2,5 SI
b* 30,14 +29,5 +28 SI
Sólidos solubles totales (°Brix) 8,6 24 29,8 SI
Por otro lado, se observa en la tabla que los parámetros de color varían muy poco respecto al producto fresco y
se presenta mayor variación en los sólidos solubles totales.
11.8 Evaluación de propiedades organolépticas en naranja
Teniendo en cuenta los resultados de las pruebas sensoriales se determinó por medio del análisis ANOVA que las
muestras de naranja deshidratada no presentan diferencias significativas (p<0,05) en aroma y textura (Tabla 54),
aunque si se presentó por la prueba de Tukey (p>0,05) diferencia en apariencia y sabor. Respecto al aroma la
percepción de las tres muestras es que es característico de la naranja y ausente de olores extraños, y en relación
a la textura la percepción es que las tres muestras son duras y en algunos casos un poco difícil de masticar.
Tabla 54: Análisis ANOVA para las propiedades organolépticas de naranja deshidratada.
Muestra Apariencia Aroma Sabor Textura
CN 5,2 B 5,6 A 3,9 B 5,3 A
CF 3,4 C 5,3 A 4,3 B 5,1 A
Comercial 7,5 A 7,5 A 6,2 A 6,9 A
Respecto a las variables que si hay diferencia significativa, tal como ser observa en la Tabla 54, se prefiere la
apariencia comercial por ser más brillante y presentar color característico de la naranja, mientras que la muestra
de CN y CF eran más oscuras. En el sabor no se encontró diferencia significativa entre CN y CF, por lo tanto, en
ambos deshidratadores se logra un sabor agradable y característico de la naranja, aunque el producto comercial
registró mayor agrado. En las observaciones que registraron los panelistas se encontró que las muestras de CN y
CF son un poco insípidas.

Contenido 153
Complementando el análisis, la preferencia global de los panelistas (Figura 105) teniendo en cuenta las cuatro
propiedades organolépticas evaluadas es que la muestra comercial genera más agrado, lo cual se sustenta con
las observaciones consignadas en los cuestionarios, además se corrobora con las calificaciones promedio porque
son las mayores en todas las propiedades organolépticas.
Figura 105: Resultados de preferencia en análisis sensorial de naranja deshidratada
12. RESULTADOS DEL EFECTO POR EL USO DE AMBOS DESHIDRATADORES EN
PROPIEDADES FISICOQUÍMICAS Y ORGANOLÉPTICAS EN MANDARINA
A continuación se enuncian los resultados obtenidos en mandarina. Para efectos de facilidad en la lectura se
enuncia al deshidratador de convección natural como “CN” y al de convección forzada como “CF”.
12.1 Características generales del proceso en mandarina
Los valores iniciales de las propiedades fisicoquímicas de mandarina se presentan en la Tabla 55.
Tabla 55: Valores de propiedades fisicoquímicas de mandarina en fresco.
Propiedad Medición
Humedad (% b.h) 92,4 ± 0,03
Color
L* 42,21 ± 2,19
a* 6,01 ± 1,28
b* 31,95 ± 5,35
aw 0,95 ± 0,00
SST (°Brix) 9,8 ± 1,17
Complementando los parámetros iniciales de la mandarina en fresco, se observa en la Figura 106 que la irradiancia
y temperatura ambiente durante el proceso de deshidratación de mandarina, para ambos deshidratadores, presentó
comportamiento diferente. Se registró mayor irradiancia, y por ende mayor temperatura ambiente durante el
proceso en CF. Cabe aclarar que durante los ensayos en mandarina para ambos deshidratadores se dio inicio a la
27%
10%63%
CM CF Comercial

Contenido 154
época de invierno en el municipio de Tocaima, razón por la cual, la irradiancia máxima promedio para CF fue de
26 W∙m-2 y para CN de 19 W∙m-2. Lo anterior generó la variabilidad en la curva de temperatura ambiente de CN en
relación a CF, específicamente a partir de las 24 h de proceso.
Figura 106: Curvas de irradiancia en superficie del colector y temperatura ambiente en deshidratación de mandarina para deshidratador de convección natural (N) y convección forzada (F).
En coherencia con lo enunciado anteriormente, la temperatura en el deshidratador depende fuertemente de la
temperatura ambiental, y tal como se observa para CN en la Figura 107, la temperatura tanto del colector como la
de la cámara estuvo por encima de 40 °C en presencia de radiación solar del primer día. En los otros días de
proceso en la presencia del sol, la temperatura osciló entre 33 y 38 °C, es decir; 10 °C menos respecto a las
condiciones del aire del sistema para mango y naranja.
El efecto de la lluvia se identifica en la humedad relativa alta durante horas de la noche del segundo día (entre las
26 y 46 h), registrando valores cercanos al 90%. En el producto, el efecto se detectó en olor a fermentado de las
muestras durante el proceso, y el desarrollo de hongos al finalizar el proceso.
Figura 107: Curva de temperatura (T) y humedad relativa (H.R) en tres puntos de CN en deshidratación de mandarina.
Por su parte las condiciones del aire de secado en CF, tal como se observa en la Figura 108, fueron más constantes
durante el tiempo de proceso que en CN, por el hecho que no se presentó lluvia durante el mismo. Lo anterior
20
25
30
35
40
45
0
5
10
15
20
25
30
0 4 8 12 16 20 24 28 32 36 40 44 48 52
Tem
pera
tura
(°C
)
Irra
dian
cia
(W m
-2)
Tiempo proceso (h)
Irradiancia N Irradiancia F T amb N T amb F
20
40
60
80
100
20
30
40
50
60
0 4 8 12 16 20 24 28 32 36 40 44 48 52 Hum
edad
rel
ativ
a (%
)
Tem
pera
tura
(°C
)
Tiempo proceso (h)
T ambiente T colector
T cámara H.R ambiente

Contenido 155
generó que la deshidratación de mandarina en CN para la presente investigación no cumpliera con parámetros de
calidad aceptables.
Figura 108: Curva de temperatura (T) y humedad relativa (H.R) en dos puntos de CF en deshidratación de mandarina.
Teniendo en cuenta las correlaciones entre las variables de seguimiento que se presentan en la
Tabla 56, en la deshidratación de mandarina en CN el tiempo registró una correlación muy fuerte negativa con la
pérdida de peso en las tres bandejas, pese a que se presentaron lluvias durante el proceso. La irradiancia tiene
correlación muy fuerte con la temperatura en la cámara de secado, al igual que en los procesos de mango y naranja.
Por su parte la temperatura ambiente presenta una correlación igual de fuerte con la temperatura en la cámara de
secado, siendo el factor más importante para que se lleve a cabo el proceso de deshidratación solar.
Tabla 56: Análisis de correlaciones en deshidratación de mandarina entre variables para CN.
T I T AMB H AMB TD TUBOS HD TUBOS T CAM H CAM Peso S Peso M Peso I Xbs S Xbs M Xbs I
Tiempo (T) 1,00
Irradiancia (I) -0,22 1,00
T AMB -0,34 0,60 1,00
H AMB 0,31 -0,55 -0,96 1,00
TD TUBOS -0,57 0,53 0,76 -0,78 1,00
HD TUBOS 0,54 -0,46 -0,73 0,80 -0,96 1,00
T CAM -0,40 0,73 0,91 -0,87 0,88 -0,81 1,00
H CAM 0,39 -0,63 -0,91 0,93 -0,92 0,90 -0,96 1,00
Peso S -0,77 0,21 0,16 -0,14 0,32 -0,26 0,24 -0,22 1,00
Peso M -0,89 0,30 0,30 -0,25 0,43 -0,35 0,37 -0,32 0,94 1,00
Peso I -0,89 0,29 0,34 -0,29 0,47 -0,41 0,40 -0,36 0,94 0,99 1,00
Xbs S -0,59 0,14 0,09 -0,09 0,27 -0,21 0,17 -0,17 0,92 0,76 0,79 1,00
Xbs M -0,84 0,25 0,24 -0,20 0,38 -0,32 0,31 -0,28 0,98 0,98 0,98 0,86 1,00
Xbs I -0,86 0,29 0,34 -0,30 0,50 -0,42 0,41 -0,37 0,95 0,95 0,97 0,88 0,97 1,00
20
40
60
80
100
20
30
40
50
60
0 4 8 12 16 20 24 28 32 36 40 44 48 52
Hum
edad
rel
ativ
a (%
)
Tem
pera
tura
(°C
)
Tiempo proceso (h)
T ambiente T cámara H.R ambiente H.R cámara

Contenido 156
Las condiciones del proceso de deshidratación en CF (Tabla 57) presentaron un comportamiento muy similar al de
CN. El tiempo tiene una correlación muy alta negativa con la variación del contenido de humedad, la irradiancia un
efecto directo en la temperatura de la cámara de secado, aunque en mayor proporción la temperatura ambiente. Y
la correlación entre las temperaturas y la humedad relativa es lo esperado, que sea muy fuerte y negativa.
Tabla 57: Análisis de correlaciones en deshidratación de mandarina entre variables para CF.
Tiempo Irradiancia T AMB H AMB T CAM H CAM Xbs
Tiempo 1,00
Irradiancia 0,06 1,00
T AMB 0,15 0,64 1,00
H AMB -0,10 -0,53 -0,90 1,00
T CAM 0,15 0,70 0,94 -0,80 1,00
H CAM -0,15 -0,63 -0,94 0,95 -0,93 1,00
Xbs -0,81 -0,06 -0,27 0,32 -0,19 0,28 1,00
Durante el desarrollo de la investigación en CN se determinaron las categorías de no conformidad por aspecto
visual que se presentan en la Figura 109. La categoría “en proceso” se presentó en muestras al cabo de 22 h. La
categoría “quemada” fue el proceso de evolución de “en proceso” una vez alcanzaba la humedad de equilibrio (a
las 54 h), y al cabo de un tiempo en almacenamiento las muestras finalizaron completamente negras. La categoría
“hongo” es para muestras con el color de la mandarina y con desarrollo de hongo; el cual podría presentarse en
cualquier parte del tejido. La categoría “quemada + hongo” presenta el cambio de color hacia rojo-negro y el
desarrollo de hongo, con presencia evidente de agua en la muestra.
Por otro lado, en la etapa de adecuamiento de la mandarina para el proceso de deshidratación se encontró que las
rebanadas de 5 mm son muy delicadas porque los gajos se desprenden con gran facilidad, generando en la gran
mayoría de los casos muestras poco agradables a la vista, además de pérdida de producto para garantizar la
uniformidad de las muestras en los deshidratadores.
EN PROCESO QUEMADA

Contenido 157
Figura 109: Categorías de no conformidad de mandarina deshidratada.
12.2 Distribución de conformidad y no conformidad en mandarina
La distribución de las no conformidades se realizó con base en las categorías descritas en la Figura 109. Para el
CN se realizó el análisis por repetición por bandeja y los resultados se presentan en la Figura 110, Figura 111 y
Figura 112, para la repetición 1, 2 y 3, respectivamente. De las figuras se concluye que las características de las
muestras resultado de la repetición 2, tal como se comentó anteriormente son un caso atípico por las condiciones
ambientales durante el proceso, donde se obtuvieron 384 muestras (98%) con desarrollo de hongo y 8 muestras
(2%) quemadas.
En la repetición 1 se procesaron 429 muestras que resultaron en su totalidad como no conformes, distribuidas en
318 quemadas (74%) y 111 quemadas con hongo (26%). Se observa en la Figura 110 que en la bandeja medio se
obtuvo la mayor distribución de muestras quemadas con hongo.
De igual manera a la repetición 1 y 2, la repetición 3 obtuvo la totalidad de las muestras no conformes, distribuidas
en 345 quemadas (80%) y 86 quemadas con hongo (29%). En la Figura 112, se observa que la mayor distribución
de muestras quemadas con hongo está en la bandeja medio con 39, seguido la medio con 32 y por último la
superior con 15.
HONGO QUEMADA + HONGO

Contenido 158
Figura 110: Resultados de no conformidad de mandarina deshidratada por cuadrante repetición 1 de CN. P: En proceso; Q: Quemada; H: Con hongo; y Q + H: Quemada y hongo.
Figura 111: Resultados de no conformidad de mandarina deshidratada por cuadrante repetición 2 de CN. P: En proceso; Q: Quemada; H: Con hongo; y Q + H: Quemada y hongo.
Figura 112: Resultados de no conformidad de mandarina deshidratada por cuadrante repetición 3 de CN. P: En proceso; Q: Quemada; H: Con hongo; y Q + H: Quemada y hongo.
En relación a CF la Figura 113 se presenta el comparativo en las conformidades y no conformidades de las tres
repeticiones. Se observa que en la repetición 1 se procesaron en total 111 muestras y resultó el 100% como no
0
2
4
6
8
10
12
14
16
18
1 2 3 4 5 6 7 8 9 1 2 3 4 5 6 7 8 9 1 2 3 4 5 6 7 8 9
No.
mue
stra
s
Cuadrante
P Q H Q+H
0
2
4
6
8
10
12
14
16
18
1 2 3 4 5 6 7 8 9 1 2 3 4 5 6 7 8 9 1 2 3 4 5 6 7 8 9
No.
mue
stra
s
Cuadrante
P Q H Q+H
0
2
4
6
8
10
12
14
16
18
1 2 3 4 5 6 7 8 9 1 2 3 4 5 6 7 8 9 1 2 3 4 5 6 7 8 9
No.
mue
stra
s
Cuadrante
P Q H Q+H
INFERIOR
INFERIOR
INFERIOR
MEDIO
MEDIO
MEDIO
SUPERIOR
SUPERIOR
SUPERIOR

Contenido 159
conforme, con las características de la muestra “quemada”. En la repetición 2 y 3 se obtuvo todo lo contrario, entre
el 98 y 99% de conformidad con tan solo dos o tres muestras (máximo 1%) de no conformidades con la categoría
“quemada”. La diferencia entre las repeticiones respecto a la 1 fueron las condiciones del aire ambiente, debido a
que llovió gran parte del proceso.
En relación a la distribución de conformidades por cuadrante, teniendo en cuenta los resultados de la repetición 2
y 3, la tendencia es que, con las condiciones ambientales típicas del municipio de Tocaima, sin presencia de lluvia
durante el proceso, se logra una distribución uniforme de conformidad para el deshidratador de convección forzada.
Figura 113: Resultados de conformidad y no conformidad de mandarina deshidratada por cuadrante por repetición de CF. S: Seca; Q: Quemada; H: Con hongo; y Q+H: Quemada y hongo.
12.3 Variación del contenido de humedad en mandarina
El peso inicial de mango por bandeja en promedio es de 2 kg. Cabe aclarar que el total del peso para CN es de 6,7
kg y de CF de 1,8 kg. De la curva de variación del contenido de humedad, que se presenta en la Figura 114, se
sabe que el tiempo requerido para alcanzar la humedad de equilibrio para ambos deshidratadores es 54 h, y que
el contenido de humedad de la mandarina paso de 12,01 a 0,93 kgagua/kgmasa seca; siendo mayor la de la bandeja
medio. Respecto a las tres bandejas de CN no obtuvo diferencias significativas (p>0,05) debiéndose a que las
condiciones del aire ambiente respecto a las de la cámara de secado no presentaron diferencia importante. La
variación del contenido de humedad de CF no presenta un comportamiento muy diferente que el de CN, aunque,
como se mencionó con anterioridad durante el proceso en mandarina de CN se presentó lluvias que subieron la
humedad relativa del ambiente entre el 80 y el 95%. El efecto no se detecta en mayor contenido de humedad
durante ese tiempo, pero si en olor a fermentado y la proliferación de hongo durante las pruebas experimentales.
0
2
4
6
8
10
12
14
16
18
20
1 2 3 4 5 6 1 2 3 4 5 6 1 2 3 4 5 6
No.
mue
stra
s
Cuadrante
S Q H Q+H
REPETICIÓN 1 REPETICIÓN 2 REPETICIÓN 3

Contenido 160
En revisión de literatura, se detectó que hasta el momento no se han desarrollado investigaciones en la
deshidratación de mandarina y mucho menos en deshidratación solar, razón por la cual no se tienen parámetros
de comparación en la presente investigación.
Figura 114: Variación del contenido de humedad en deshidratación de mandarina por bandejas de CN y CF.
En al análisis por cuadrante en CN se encontró diferencia significativa por la prueba de Tukey (p<0,05), tal como
se observa en la Figura 115, específicamente en los cuadrantes 2 y 4 con valores cercanos a 0,8 y 0,5 kgagua/kgm.s,
correspondiendo a los mínimos valores de contenido de humedad base seca en mandarina por CN y presentando
entre estos dos diferencias estadísticamente significativas. En CF no hay diferencia significativa (p>0,05) en el
contenido de humedad base seca por cuadrante, lo cual se identifica en la homogeneidad de los datos en la Figura
115.
Figura 115: Distribución de contenido humedad final (b.s) en deshidratación de mandarina por bandeja por cuadrante de CN y CF.
12.4 Efecto en la actividad de agua en mandarina
De acuerdo con los valores de aw que se presenta en la Figura 116, se identifica el efecto de la lluvia en la
deshidratación de mandarina en CN con medidas en aw entre 0,66 y 0,83, lo anterior se debe a que el proceso
0
2
4
6
8
10
12
14
0 4 8 12 16 20 24 28 32 36 40 44 48 52
Con
teni
do h
umed
ad
(kg a
gua/
kgm
.s)
Tiempo proceso (h)
S M I CF
0,1
0,6
1,1
1,61
2
3
4
56
7
8
9
S M I
0,20
0,24
0,28
0,321
2
3
4
5
6
CN CF
AB
A
AB
B
AB AB
AB
AB
AB

Contenido 161
generó baja difusividad de la humedad por las bajas temperaturas. Adicionalmente, en la figura se observa que la
bandeja superior registró la menor aw (entre 0,66 y 0,69) en tres cuadrantes (4, 5 y 7). Al hacer el análisis ANOVA
no hay diferencias significativas por bandeja (p>0,05) ni por cuadrante (p>0,05) en aw.
Chen et al (2005), encontraron que al deshidratar láminas de cítricos con espesor entre 4 y 6 mm y una temperatura
constante de 50°C en convección forzada, se obtienen muestras en 24 h con una actividad de agua de 0,4. El
factor diferenciador respecto a esta investigación es la disponibilidad de la temperatura de forma constante porque
el sistema es de convección forzada con energía eléctrica.
Respecto a CF, como se observa en la Figura 116 si hay diferencia significativa (p<0,05) en aw por cuadrante, las
diferencias se obtuvieron con la prueba de Kruskal-Wallis. Según la figura los cuadrantes 1, 2, 3 y 4 registraron
valores de aw cercanos a 0,55 sin diferencia significativa entre ellos. Los cuadrantes 5 y 6 si presentan diferencia
significativa (p>0,05) con valores de 0,59 y 0,61, siendo mayores a los demás cuadrantes. La causa de este
comportamiento se debe a que los cuadrantes 5 y 6 son los más lejanos de la fuente de calor del colector y además
pueden estar afectados por el aire que ingresa por los laterales de la cámara de secado disminuyendo la
temperatura en estos puntos, debido a que son en plástico y se mueven con gran facilidad.
Figura 116: Distribución de actividad de agua de mandarina deshidratada por bandeja por cuadrante para CN y CF
12.5 Efecto en color en mandarina
Las muestras de mandarina tanto para CN como CF presentaron una luminosidad similar entre ellas, tal como se
observa en la Figura 117. Los valores oscilaron entre +29 y + 45, lo que presenta una diferencia muy leve en este
parámetro. Estadísticamente no hay diferencia significativa (p>0,05) por bandeja en CN y tampoco por cuadrante
para ambos deshidratadores (p>0,05). Comparando el valor promedio de CN que es (+36) y el de CF (+34) con la
luminosidad inicial de la mandarina (+42), se podría concluir que la luminosidad por deshidratación solar en
mandarina se reduce.
0,65
0,70
0,75
0,80
0,851
2
3
4
56
7
8
9
S M I
0,50
0,55
0,60
0,651
2
3
4
5
6
CN CF
C
C
C
BC AB
A

Contenido 162
Figura 117: Distribución de color en escala CIE-L*a*b* en mandarina deshidratada por bandeja por cuadrante para CN y CF.
El valor del parámetro a* para la mandarina en fresco es +6, y se evidencia en la Figura 117 que las muestras se
tornaron más rojas con valores entre +5 y +11. En CN no hay diferencia significativa (p>0,05) en este parámetro
por bandeja, como tampoco por cuadrante (p>0,05). Aunque numéricamente no sea mucha la diferencia, en las
pruebas experimentales si se evidenció que durante el almacenamiento el color iba tornándose cada vez más rojo.
Delgado-Nieblas et al. (2015), obtuvieron un fenómeno similar donde la luminosidad en láminas de naranja aumentó
y con tiempos de deshidratación prolongados se generaron manchas oscuras con tendencia al rojo.
El deshidratador CF en el parámetro a* si hay diferencia significativa por la prueba de Tukey (p<0,05)
específicamente en lo cuadrantes 4 y 6, con valores promedio de +7 que resulta muy similar al de la mandarina en
fresco.En relación al parámetro b*, el valor inició en +32 aproximadamente, y de acuerdo a la Figura 117, el valor
tiende a disminuir para ambos deshidratadores. En relación a los valores de las muestras finales en CN no hay
diferencia significativa (p>0,05) en el parámetro b* por bandeja y para ambos deshidratadores la posición del
cuadrante tampoco tiene efecto significativo (p>0,05). La mandarina procesada en CF resultó con color más
semejante al producto en fresco, e integrando el efecto en las otras propiedades, se concluye que resultó
satisfactorio el proceso en CF porque las condiciones ambientales carecieron de lluvia.
12.6 Efecto en sólidos solubles totales en mandarina
La deshidratación solar en CN de acuerdo con el análisis ANOVA presenta efecto significativo por la prueba Tukey
(p<0,05) en los sólidos solubles totales por bandeja, con mayor variación en la bandeja inferior la cual registró
36 °Brix (Figura 118), mientras que las otras dos bandejas registraron en promedio 34°Brix. En el análisis por
cuadrante se concluye que no hay efecto significativo (p>0,05) para CN ni para CF (p>0,05). El valor promedio de
CF de acuerdo con la Figura 118 es de 40 °Brix, siendo mayor al registrado en CN.
25
30
35
40
451
2
3
4
56
7
8
9
56789
1011
1
2
3
4
56
7
8
9
14
19
24
29
34
1
2
3
4
56
7
8
9
L* a* b*

Contenido 163
Figura 118: Distribución de sólidos solubles totales en naranja deshidratada por bandeja por cuadrante para CN y CF.
12.7 Comparativo entre CN y CF en mandarina
De acuerdo al análisis ANOVA se concluye que hay diferencia significativa (p<0,05) en todas propiedades
fisicoquímicas de mandarina deshidratada entre los dos deshidratadores. Según la Tabla 58 se determina que la
actividad de agua en CN es mayor a 0,6 y por lo tanto no es viable técnicamente la deshidratación de mandarina,
mientras que en CN si se recomienda. En relación al producto en fresco se observa la variación en el color para
ambos deshidratadores y entre estos resultó ser estadísticamente significativo el efecto.
Tabla 58: Resultados análisis ANOVA en comparativo por deshidratadores en mandarina.
Propiedad En fresco CN CF Diferencia
significativa (p<0,05)
Humedad base seca (Kgagua/kgm.s) 11 1,03 0,66 SI
Aw 0,95 0,74 0,57 SI
L* +42,21 +30,15 +34,29 SI
a* +6,01 +4,59 +6,73 SI
b* +31,95 +16,08 +26,82 SI
Sólidos solubles totales (°Brix) 9,8 35,8 40,8 SI
Cabe aclarar que durante la deshidratación en CN se presentaron condiciones climáticas adversas por lluvias lo
que generó la proliferación de hongos y la interrupción del proceso.
25
30
35
40
451
2
3
4
56
7
8
9
S M I CF

Contenido 164
12.8 Evaluación de propiedades organolépticas en mandarina
Para la evaluación de propiedades organolépticas de mandarina se tuvo en cuenta únicamente las muestras de
CF, debido a lo expuesto anteriormente para CN no se logró obtener muestras inocuas para el consumo por el
desarrollo de hongos y en el mercado nacional no se encontró mandarina deshidratada. En este caso el análisis
se hace por la calificación promedio y la desviación estándar. Tal como se observa en la Tabla 59 la apariencia tiene
una calificación cercana a 8 lo que indica que las muestras de mandarina deshidratada son uniformes, brillantes y
con color característico de la mandarina. El aroma es leve, aunque sin presencia de olores extraños, el sabor es
ligeramente dulce y un poco diferente al producto en fresco. Y finalmente la textura es dura, en algunos casos difícil
de masticar.
Tabla 59: Promedio y desviación estándar para la evaluación de propiedades organolépticas de mandarina de CF.
Concepto Apariencia Aroma Sabor Textura
Promedio 7,83 5,73 6,50 5,73
Desviación 1,31 1,14 1,75 2,70
13. ESTANDARIZACIÓN Y ANÁLISIS DEL PUNTO DE EQUILIBRIO DEL PROCESO DE
DESHIDRATACIÓN SOLAR PARA MANGO NARANJA Y MANDARINA
El último objetivo de la presente investigación es la estandarización del proceso de deshidratación solar para que
los productores implementen esta tecnología garantizando la conservación de la calidad e inocuidad del producto
deshidratado. La estandarización del proceso es el resultado de la implementación de criterios de mejora continua
que evaluaron durante la ejecución de las pruebas experimentales todas las actividades involucradas desde el
abastecimiento de materia prima hasta el lavado y desinfección de los deshidratadores para el siguiente ciclo de
proceso. Es por lo anterior que en este capítulo se presenta la documentación del proceso estandarizado, la cual
se complementa y es el pilar de la evaluación financiera, debido a que esta última se basa en la capacidad y tiempo
estándar del proceso.
13.1 Estandarización del proceso de deshidratación solar
El macro proceso de deshidratación solar estandarizado es el que se presenta en la Figura 119. La documentación
de los procesos que componen el macro proceso se consigna en el protocolo de operación de cada deshidratador;
en el Anexo 4 para el deshidratador de convección natural (CN) y en el Anexo 5 para el deshidratador de convección
forzada (CF).

Contenido 165
Figura 119: Macro proceso de deshidratación solar estandarizado.
El macro proceso representa el conjunto de procesos, actividades y procedimientos que se deben tener en cuenta
siempre que se vaya a utilizar cualquiera de los dos deshidratadores para la transformación de los frutos en
producto deshidratado. La estandarización del proceso está basada en la capacidad instalada de cada
deshidratador, por lo cual en la Tabla 60 se presenta la información de la capacidad del macroproceso y el
rendimiento para ambos deshidratadores
Tabla 60: Capacidad del macro proceso de deshidratación y el rendimiento de materia prima y producto deshidratado.
Complementando la información de la capacidad del macro proceso y el rendimiento, se determinó el tiempo de
ciclo del proceso conforme a los procesos presentados en la Figura 119. El resultado hace parte de la
1. Abastecimiento de materia prima
2. Acondicionamiento
de materia prima
3. Acondicionamiento
de deshidratador
4. Tratamiento térmico por
deshidratación solar
5. Empacado de producto
deshidratado
6. Limpieza y desinfección
Deshidratador Producto
Materia Prima
Abastecida (Kg)
Materia Prima Acondicionada
(Kg)
Rendimiento del Acondicionamiento
(%)
Producto Deshidratado
(Kg)
Rendimiento producto
deshidratado (%)
CN
Mango 18,00 6,65 36 1,00 15
Naranja 10,00 7,25 72 1,25 17
Mandarina 11,00 6,65 60 1,00 15
CF
Mango 6,00 2,30 38 0,50 22
Naranja 3,20 2,35 73 0,55 23
Mandarina 3,00 1,85 62 0,20 11
Descripción
Es la cantidad de producto que se debe abastecer por ciclo de proceso
Es la cantidad de producto efectiva que resulta del
proceso de acondicionamiento de materia prima
Es la relación que hay entre la materia prima
acondicionada y la cantidad de materia
prima abastecida
Es la cantidad de producto deshidratado
que se obtiene por ciclo de
proceso
Es la relación que hay entre el producto
deshidratado y la cantidad de materia prima acondicionada

Contenido 166
estandarización del proceso y se determinó en las pruebas experimentales mediante observación y registro de la
información. En la Tabla 61 y Tabla 62 se presenta el cálculo del ciclo de proceso para CN y CF, respectivamente.
Tabla 61: Horas de inicio y ciclo del proceso de deshidratación solar en CN por fruto.
Concepto Mango Naranja Mandarina
Hora inicio del proceso de deshidratación (a.m) 5:00 6:00 5:00 Tiempo de acondicionamiento del deshidratador antes del proceso (h) 1,5 1,5 1,5
Tiempo de acondicionamiento de materia prima (h) 3 2 3
Hora de ingreso del producto acondicionado a la cámara de secado (a.m) 9:30 9:30 9:30
Tiempo de tratamiento térmico por deshidratación solar (h) 30 52 54
Tiempo de empacado del producto (h) 1 1 1
Tiempo de limpieza y desinfección (áreas y deshidratador) después del proceso (h) 1 1 1
Ciclo de proceso (h) 36,5 57,5 60,5
Corridas por mes 15 10 9
Tabla 62: Horas de inicio y ciclo del proceso de deshidratación solar en CF por fruto
Concepto Mango Naranja Mandarina
Hora inicio del proceso de deshidratación (a.m) 7:00 7:00 7:00
Tiempo de acondicionamiento del deshidratador antes del proceso (h) 1 1 1
Tiempo de acondicionamiento de materia prima (h) 1 0,66 1
Hora de ingreso del producto acondicionado a la cámara de secado (a.m) 9:00 9:00 9:00
Tiempo de tratamiento térmico por deshidratación solar (h) 30 52 52
Tiempo de empacado del producto (h) 0,5 1 1
Tiempo de limpieza y desinfección (áreas y deshidratador) después del proceso (h) 0,5 0,5 0,5
Ciclo de proceso (h) 33 55,16 55,5 Corridas por mes 17 10 10
Para el cálculo del ciclo del proceso se asumió que el productor lleva a cabo la planeación del abastecimiento del
producto con anterioridad y en la hora de inicio del proceso, el producto se encuentra en el almacenamiento
temporal, según el protocolo de operación. Para determinar el número de corridas por mes se dividió el número
total de horas laborales por mes (576 que se obtienen de multiplicar 6 días laborares por 24h de funcionamiento
por 4 semanas) entre el ciclo del proceso.
13.2 Análisis del punto de equilibrio
Determina qué fruto procesar y en qué deshidratador con el fin de asegurarle al productor que recibirá utilidad por
la venta del producto deshidratado, teniendo en cuenta aspectos técnicos del proceso y los costos de operación.
Para el análisis del punto de equilibrio se debe tener en cuenta los costos variables (Tabla 63), que incluyen la
mano de obra y la materia prima, y los costos fijos (Tabla 64) que incluyen servicios públicos y transporte.

Contenido 167
Tabla 63: Costos variables para el análisis financiero.
Concepto Valor
Man
o de
obra
Salario $1.500.000
Horas por mes 240
Valor hora $6.250
Mat
eria
prim
a
Concepto Mango Naranja Mandarina
Mínimo (20 kg) $8.000 $5.000 $5.000
Medio (20 kg) $40.000 $35.000 $35.000
Máximo (20 kg) $100.000 $95.000 $70.000
El valor del salario contemplado para el análisis financiero corresponde a dos salarios mínimos mensuales legales
vigente para el año 2018. El número de horas por mes se determina multiplicando los 30 días por mes por 8 h
laborales legales diarias, y el valor de la hora es el cociente entre el salario contemplado y las horas por mes.
Los costos de la materia prima fueron suministrados por productores de la asociación Asofrut, quienes manifestaron
que depende de la oferta en el mercado, por lo que se contempló para el análisis el mínimo valor (alta cosecha) y
el máximo valor (baja cosecha).
Tabla 64: Costos fijos para el análisis financiero.
Concepto Unidad Valor
Insumos $/mes $200.000
Energía $/mes $20.000
Agua $/mes $40.000
Transporte materia prima $/mes $100.000
Transporte producto terminado $/mes $80.000
Total $440.000
Los costos fijos que se presentan en la Tabla 64 fueron ajustados según la información que fue suministrada por
el productor que brindó el espacio donde se llevó a cabo el montaje de los deshidratadores. En el análisis se veló
porque en el costo se incluyera el consumo de las actividades domésticas y el consumo para las actividades
destinadas al cumplimiento del macro proceso de deshidratación solar de la Figura 119. El valor del transporte de
la materia prima se determinó con un costo por viaje de $25.000 por 4 semanas del mes, teniendo en cuenta que
el costo por viaje es lo máximo que se paga por transporte de carga en el municipio de Tocaima Cundinamarca.
En relación al transporte del producto terminado, el valor se determina con un coto por viaje de $20.000 por 4
semanas del mes, teniendo en cuenta que el peso del producto deshidratado por semana estaría entre 2,5 y 4 kg
dependiendo del fruto. El costo por viaje del transporte terminado sería el resultado de la negociación con un
transportador local quien sería el que distribuiría el producto deshidratado en una tienda especializada en la ciudad

Contenido 168
de Bogotá, asumiendo, que el distribuidor comparte la capacidad de su vehículo para el transporte de una
consolidación de carga.
Para el cálculo del costo variable unitario para CN (Tabla 65) y CF (Tabla 66) se integraron los tiempos por proceso
que se presentan en la Tabla 61 y Tabla 62, para CN y CF respectivamente, y el valor de la hora por mano de obra
calculado (Tabla 63). En relación a la materia prima se integró la información de “materia prima abastecida” que se
presenta en la Tabla 60 y el valor medio por 20 kg para cada producto que se presenta en la Tabla 63. Se decidió
presentar los resultados con el valor medio debido a que en la práctica al productor le interesa saber si es más
aconsejable vender el producto fresco a un intermediario o deshidratarlo cuando el precio está cercano al valor
medio.
Tabla 65: Cálculo del costo variable unitario para CN por fruto.
Proceso Mango Naranja Mandarina
Acondicionamiento materia prima $18.750 $12.500 $18.750
Acondicionamiento deshidratador $9.375 $9.375 $9.375
Empacado del producto $6.250 $6.250 $6.250
Limpieza y desinfección después del proceso $6.250 $6.250 $6.250
Total mano de obra $40.625 $34.375 $40.625
Total materia prima $36.000 $17.500 $19.250
Total Costos Variables $76.625 $51.875 $59.875
Producción de deshidratado (kg) 1,00 1,25 1,00
Costo variable por unidad (kg) $76.625 $41.500 $59.875
Costo variable por unidad (g) $77 $42 $60
Costo variable por unidad (50g) $3.831 $2.075 $2.994
Tabla 66: Cálculo del costo variable unitario para CF por fruto.
Proceso Mango Naranja Mandarina
Acondicionamiento materia prima $6.250 $4.125 $4.125
Acondicionamiento deshidratador $6.250 $6.250 $6.250
Empacado del producto $3.125 $6.250 $6.250
Limpieza y desinfección después del proceso $3.125 $3.125 $3.125
Total mano de obra $18.750 $19.750 $19.750
Total materia prima $12.000 $5.600 $5.250
Total Costos Variables $30.750 $25.350 $25.000
Producción de deshidratado (kg) 0,50 0,55 0,30
Costo variable por unidad (Kg) $61.500 $46.091 $83.333
Costo variable por unidad (g) $62 $46 $83
Costo variable por unidad (50g) $3.075 $2.305 $4.167
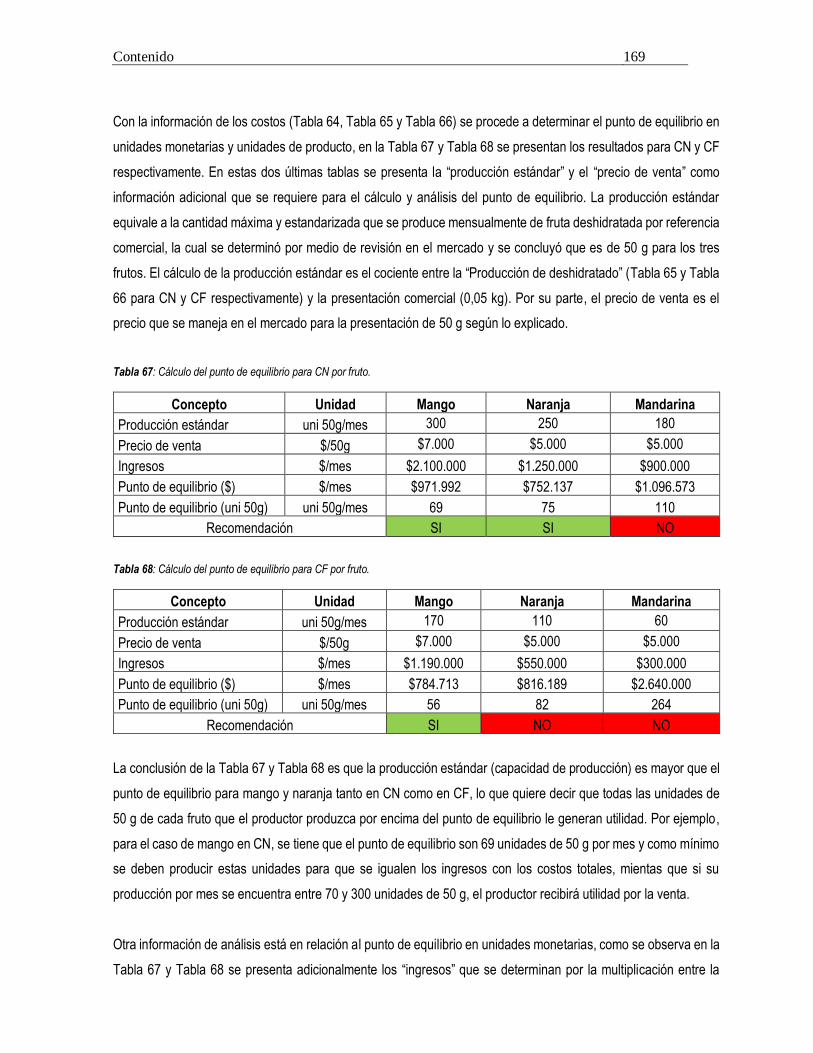
Contenido 169
Con la información de los costos (Tabla 64, Tabla 65 y Tabla 66) se procede a determinar el punto de equilibrio en
unidades monetarias y unidades de producto, en la Tabla 67 y Tabla 68 se presentan los resultados para CN y CF
respectivamente. En estas dos últimas tablas se presenta la “producción estándar” y el “precio de venta” como
información adicional que se requiere para el cálculo y análisis del punto de equilibrio. La producción estándar
equivale a la cantidad máxima y estandarizada que se produce mensualmente de fruta deshidratada por referencia
comercial, la cual se determinó por medio de revisión en el mercado y se concluyó que es de 50 g para los tres
frutos. El cálculo de la producción estándar es el cociente entre la “Producción de deshidratado” (Tabla 65 y Tabla
66 para CN y CF respectivamente) y la presentación comercial (0,05 kg). Por su parte, el precio de venta es el
precio que se maneja en el mercado para la presentación de 50 g según lo explicado.
Tabla 67: Cálculo del punto de equilibrio para CN por fruto.
Concepto Unidad Mango Naranja Mandarina
Producción estándar uni 50g/mes 300 250 180
Precio de venta $/50g $7.000 $5.000 $5.000
Ingresos $/mes $2.100.000 $1.250.000 $900.000
Punto de equilibrio ($) $/mes $971.992 $752.137 $1.096.573
Punto de equilibrio (uni 50g) uni 50g/mes 69 75 110
Recomendación SI SI NO
Tabla 68: Cálculo del punto de equilibrio para CF por fruto.
Concepto Unidad Mango Naranja Mandarina
Producción estándar uni 50g/mes 170 110 60
Precio de venta $/50g $7.000 $5.000 $5.000
Ingresos $/mes $1.190.000 $550.000 $300.000
Punto de equilibrio ($) $/mes $784.713 $816.189 $2.640.000
Punto de equilibrio (uni 50g) uni 50g/mes 56 82 264
Recomendación SI NO NO
La conclusión de la Tabla 67 y Tabla 68 es que la producción estándar (capacidad de producción) es mayor que el
punto de equilibrio para mango y naranja tanto en CN como en CF, lo que quiere decir que todas las unidades de
50 g de cada fruto que el productor produzca por encima del punto de equilibrio le generan utilidad. Por ejemplo,
para el caso de mango en CN, se tiene que el punto de equilibrio son 69 unidades de 50 g por mes y como mínimo
se deben producir estas unidades para que se igualen los ingresos con los costos totales, mientas que si su
producción por mes se encuentra entre 70 y 300 unidades de 50 g, el productor recibirá utilidad por la venta.
Otra información de análisis está en relación al punto de equilibrio en unidades monetarias, como se observa en la
Tabla 67 y Tabla 68 se presenta adicionalmente los “ingresos” que se determinan por la multiplicación entre la

Contenido 170
producción estándar y el precio de venta. De la comparación entre estos dos conceptos para los dos
deshidratadores para los tres frutos es que desde el punto de vista del punto de equilibrio, con el costo de la materia
prima medio, se le recomienda al productor transformar mango y naranja en CN y únicamente mango en CF, debido
a que los ingresos máximos deben ser mayor que el punto de equilibrio, de lo contrario el productor incurriría en
pérdidas económicas.
13.3 Optimización de producción en CN
Con el punto de equilibrio se sabe que para CF solo se recomienda producir mango, mientras que en CN se tiene
tanto mango como naranja, por lo cual, se debe determinar la combinación óptima de producción que maximice los
ingresos para el productor. En relación a lo anterior, se formuló un modelo de programación lineal (Tabla 69) que
cumple con esa función objetivo y se basa en los tiempos de producción, precio de venta, producción estándar por
la presentación comercial de 50g. Las restricciones del modelo están enfocadas a la capacidad del proceso, es
decir tiempo, producción estándar y el punto de equilibrio. En el modelo se tuvo en cuenta la variación del punto de
equilibrio en función del precio o costo de la materia prima (mínimo, medio y máximo) presentado en la Tabla 63.
Toda la información de entrada del modelo se presenta en la Tabla 70, la cual se obtiene de los datos presentados
en la estandarización del proceso.
Tabla 69: Formulación del modelo de programación lineal para maximización de ingresos en CN
No. Componente Descripción
1 Conjunto I = producto; I = {1 = mango, 2 = naranja) J = costo materia prima; J = {1=mínimo, 2 = medio, 3 = máximo}
2 Parámetros
𝑇𝑖 = tiempo de producción en h por unidad de 50 g del producto i
𝑃𝐸𝑖= producción estándar en unid 50 g/ mes del producto i 𝐸𝑖𝑗= punto de equilibrio en unid 50 g/ mes del producto i en el costo j
𝑃𝑉𝑖 = precio de venta en $ por unidad de 50 g del producto i 𝐶= tiempo máximo en min productivo por mes = 576 h (24 h x 7 días x 4 semanas)
3 Variable 𝑋𝑖= número de unidades de 50 g a producir del producto i en el costo de materia prima j
4 Restricciones
𝑋𝑖𝑗 = 𝑒𝑛𝑡𝑒𝑟𝑜 (producción en números enteros)
∑ 𝑇𝑖 ∗∀𝑖 𝑋𝑖𝑗 ≤ 𝐶 (capacidad de tiempo de proceso por mes)
𝑋𝑖 ≤ 𝑃𝐸𝑖 ; ∀𝑖 (producción máxima por capacidad del proceso) 𝑋𝑖 ≥ 𝐸𝑖𝑗 ; ∀𝑖 (producción mínima por el punto de equilibrio)
𝑋𝑖 ≥ 0 (no negatividad)
5 Función objetivo
max 𝑧 = ∑ 𝑃𝑉𝑖 ∗
∀𝑖
𝑋𝑖𝑗 ; ∀𝑗

Contenido 171
Tabla 70: Información de entrada y salida para la maximización de los ingresos por presentación comercial de 50g de CN.
Concepto Mango Naranja
Tiempo de producción (h) 1,83 2,30
Producción estándar (uni) 300 250
Punto equilibrio mínimo (uni) 48 62
Punto de equilibrio medio (uni) 69 75
Punto de equilibrio máximo (uni) 469 128
Punto equilibrio (uni) 69 75
Precio de venta ($/uni) $7.000 $5.000
Los resultados se presentan de acuerdo a los posibles casos de producción y a las opciones del costo de la materia
prima en la Tabla 71 utilizando Solver de Excel con el método Simplex. El valor de los ingresos corresponde al
valor de la función objetivo. Se descartó el análisis para mandarina, debido a que por el punto de equilibrio los
ingresos máximos posibles no cubrían los costos totales.
Tabla 71: Resultados del modelo de programación lineal con Solver de Excel para CN.
No. Combinación Mango Naranja Ingresos
MP
mín
imo
Solo mango 300 0 $2.100.000
Solo naranja 0 250 $1.250.000
Mango y naranja 236 63 $1.967.000
MP
med
io Solo mango 300 0 $2.100.000
Solo naranja 0 250 $1.250.000
Mango y naranja 219 76 $1.913.000
MP
máx
imo
Solo mango 300 0 $2.100.000
Solo naranja 0 250 $1.250.000
Mango y naranja 0 250 $1.250.000
Finalmente, con las unidades de cada caso, se procedió a calcular el costo total, la utilidad y el margen operacional.
Los resultados se presentan en la Tabla 72.

Contenido 172
Tabla 72: Comparación de ingresos y costos por precio de la materia prima en CN. Las cifras son mensuales.
De acuerdo con la utilidad operacional que se presenta en la Tabla 72 para cada caso, se logra el mayor valor en
épocas de alta cosecha; es decir cuando el precio de la materia prima es muy bajo porque le genera al productor
una utilidad operacional entre $441.000 y $942.000 aproximadamente. La selección de qué frutos procesar
depende de la demanda y de los intereses del productor, pero desde el punto de vista económico le beneficia más
deshidratar solo mango por mes porque le genera una utilidad de $942.000 con un margen del 45%.
Por otro lado, cuando en el mercado no hay mucha cosecha, pero tampoco es muy baja (medio) la deshidratación
de mango y naranja con CN le genera al productor una utilidad operacional entre $290.000 y $510.000.
Nuevamente la selección depende del mercado y de la preferencia del productor, sin embargo, desde el punto de
vista económico le conviene deshidratar solo mango o mango y naranja porque la diferencia en la utilidad
operacional es apenas de $40.000, y el margen esta entre el 23 y 24%.
Para el caso en la cosecha ha bajado no se recomienda al productor deshidratar por dos razones; la primera es
que el costo de la materia prima es muy alto, lo que genera que los costos totales sean mayores que los ingresos
y por lo tanto no genera utilidad operacional. La segunda razón es que en épocas de baja cosecha se dificulta el
abastecimiento de producto para el proceso y no se estaría cumpliendo la estandarización de mismo. Otro factor a
tener en cuenta son las épocas del año porque en el municipio de Tocaima específicamente, durante la cosecha
se ha registrado altas temperaturas lo que beneficia desde el punto de vista técnico del proceso.
Respecto a CF en la Tabla 73 se resume el cálculo del ingreso, costo total, la utilidad y el margen operacional. Las
unidades que se presentan son las obtenidas mediante el punto de equilibrio en la Tabla 68. La conclusión de la
comparación entre lo ingresos y costos para los diferentes valores de la materia prima es que si el productor decide
implementar el deshidratador CF como actividad productiva le conviene más deshidratar mango en épocas de alta
cosecha (costo mínimo de materia prima) porque le genera una utilidad operacional de $390.450 con un margen
del 33%. Al comparar los resultados de CN con CF en el mismo caso de mango en alta cosecha, se tiene que si el
No. Combinación Ingresos Costos fijosCostos
variablesCosto total
Utilidad
operacional
Margen
operacional
Solo mango $2.100.000 $717.375 $1.157.375 $942.625 45%
Solo naranja $1.250.000 $368.750 $808.750 $441.250 35%
Mango y naranja $1.967.000 $657.260 $1.097.260 $869.740 44%
Solo mango $2.100.000 $1.149.375 $1.589.375 $510.625 24%
Solo naranja $1.250.000 $518.750 $958.750 $291.250 23%
Mango y naranja $1.913.000 $996.744 $1.436.744 $476.256 25%
Solo mango $2.100.000 $1.959.375 $2.399.375 -$299.375 -14%
Solo naranja $1.250.000 $818.750 $1.258.750 -$8.750 -1%
Mango y naranja $1.250.000 $818.750 $1.258.750 -$8.750 -1%
MP
mín
imo
MP
med
io
MP
máx
imo
$440.000

Contenido 173
productor implementa el deshidratador CN tendrá casi 2,5 veces más utilidad operacional, lo que representa mayor
liquidez y la disponibilidad de capital de trabajo. Incluso en los momentos en que el precio de mango esté cerca de
$40.000 los 20 kg (medio) con la implementación de CN el productor tendrá el doble de utilidad operacional.
Tabla 73: Comparación de ingresos y costos por precio de la materia prima en CF. Las cifras son mensuales.
Desde el punto de vista económico, le conviene más al productor implementar el deshidratador CN porque le genera
mayor utilidad, es más higiénico por los materiales de diseño, tiene mayor capacidad de producción, es viable
deshidratar económicamente mango y naranja, y deshidrata en el mismo tiempo que CF casi tres veces la materia
prima de CF.
14. CONCLUSIONES
• La implementación de la metodología AHP integrada con criterios de eficiencia e ingeniería de procesos,
facilita la selección de los principales atributos a tener en cuanta en un diseño para fabricación. La
metodología evalúa tanto los criterios como los diseños, y por lo tanto, suministra aportes representativos
sintetizados en forma de requerimientos de diseño.
• El avance más innovador en el diseño de deshidratadores solares, está en el almacenamiento térmico del
calor porque permite independizar la temperatura de secado de la exposición a horas de sol y permite por
lo tanto prolongar el tiempo de exposición del producto a la temperatura de secado, haciendo más eficiente
el proceso y mejorando su efecto en la calidad del producto.
• Por el efecto que tiene en las propiedades fisicoquímicas evaluadas en el deshidratador de convección
natural (CN) se recomienda su implementación para la transformación de mango y naranja, el criterio para
mandarina tendría que validarse en épocas de año donde no se cuente con lluvia. La recomendación
estaba basada en que después del análisis estadístico se identificó que en promedio la actividad de agua
aw es inferior a 0,6 en mango, pero en el caso de naranja es muy cercano a este valor, por lo cual se
recomienda la implementación de algún tratamiento abrasivo para mejorar la eficiencia en la difusividad
de este fruto. Desde el punto de vista económico se soporta esta decisión porque luego de la
estandarización del proceso se encontró que con CN el productor obtendrá mayor utilidad operacional que
con CF.
• Por el efecto que tiene en las propiedades fisicoquímicas evaluadas en el deshidratador de convección
forzada (CF) se recomienda su implementación para la transformación de mango y naranja, para el caso
Concepto Unidades Ingreso Costos fijosCostos
variablesCosto Total
Utilidad
operacional
Margen
operacional
MP mínimo $359.550 $799.550 $390.450 33%
MP medio $522.750 $962.750 $227.250 19%
MP Máximo $828.750 $1.268.750 -$78.750 -7%
170 $1.190.000 $440.000

Contenido 174
de mandarina se tuvo el mismo inconveniente que con CN y fueron las condiciones ambientales durante
el proceso, por lo cual tendría que validarse en épocas secas para determinar la viabilidad técnica y
económica. Desde el punto de vista económico se recomienda para CF únicamente transformar mango,
porque para los otros dos frutos los ingresos máximos posibles son inferiores al punto de equilibrio y por
lo tanto el productor incurriría en pérdidas económicas.
• En la comparación entre CN y CF se tiene que no hay efecto significativo en mango específicamente en
la humedad base seca y la actividad de agua, criterios que son muy importantes para la evaluación de la
calidad de un producto deshidratado. Respecto al color se presentan diferencia entre los dos
deshidratadores con valores inferiores al producto en fresco. En naranja se presentan efectos diferentes
por los dos deshidratadores en las propiedades fisicoquímicas, aunque se obtuvo color similar entre las
muestras y los sólidos solubles totales.
• Los resultados de la evaluación sensorial demostraron que en mango no hay diferencia significativa del
producto entre los dos deshidratadores y la muestra comercial, y el consumidor busca mango deshidratado
con color característico del producto en fresco, dulce y con textura suave. En el caso de naranja, hubo
preferencia por la muestra comercial por la apariencia y sabor, en el aroma y textura no hubo diferencia
entre las muestras de los deshidratadores y la comercial. Y en el caso de mandarina, el producto de CF
resultó con sabor dulce, ligeramente suave y un poco diferente al producto fresco.
• La eficiencia de CF es menor desde el punto de vista técnico y económico. El análisis técnico demostró
que en el caso de mango y naranja, CF tiene la tercera parte de la capacidad que CN y el tiempo de
proceso para ambos deshidratadores es el mismo. Esto se debe a las características propias del diseño
y al propósito en la fase conceptual del mismo. Desde el punto de vista económico, se demostró por el
punto de equilibrio que CF tan solo en la deshidratación de mango presenta ingresos máximos superiores
a los costos fijos y variables, en el caso de CN aplica para mango y naranja.
• La presencia de lluvia durante el proceso de deshidratación solar afecta directamente la calidad del
producto en proceso, y si el fenómeno se prolonga, genera el desarrollo de hongos en gran parte de la
producción. Los tres frutos son sensibles al incremento de la humedad relativa que trae consigo estos
problemas, que aunque no son deseados, sirvieron para determinar las categorías de conformidad y no
conformidad.
15. RECOMENDACIONES
• Para aumentar la eficiencia en los colectores solares, se requiere el uso de placa absorbente en aluminio
o cobre, y de vidrio como cobertura para mantener la radiación absorbida.

Contenido 175
• Para mantener la eficiencia de los deshidratadores solares se quiere de aislamiento térmico adecuado y
condiciones de aire ambiente de altas temperaturas y baja humedad relativa.
• La selección del ángulo de inclinación y de azimut de orientación del colector solar es indispensable
aprovechar al máximo la energía solar suministrada. Además, la selección de estos ángulos depende de
las coordenadas del lugar de montaje y la época de año. La implementación de la metodología HE4 facilita
este procedimiento, debido a que es muy gráfico y didáctico lo que facilita su aplicación.
• El uso de gravilla y cera parafina cumplen como materiales para el almacenamiento térmico en sistemas
de radiación solar, debido a que, sin presencia de radiación directa, más específicamente en horas
próximas a la noche, la temperatura en la cámara de secado no se reduce tan rápido como la del aire
ambiente. La selección de estos materiales se hizo con base en el costo, disponibilidad en el mercado y
desempeño por el calor específico.
• A través del proceso de rediseño se determinó que el diseño original, basado en la vigilancia tecnológica,
análisis y aplicación de conceptos teóricos, una vez sometido a validación en campo con condiciones
ambientales variables y para productos con características muy particulares requiere ajustes y definiciones
en su alcance.
• En la adecuación de las materias primas en el proceso de deshidratación, los frutos de mandarina,
presentaron la mayor sensibilidad a la ruptura debido a su conformación. En el caso de mango y naranja,
la operación de peleado y corte se logró con mayor facilidad.
16. REFERENCIAS
Abal, G. (2011). Fundamentos de Energía Solar RADIACIÓN SOLAR, 1–88. Retrieved from https://eva.fing.edu.uy/pluginfile.php/54561/mod_resource/content/1/Curso-FES-Radiacion-solar-v2.3.pdf
Akpinar, E. K. (2010). Drying of mint leaves in a solar dryer and under open sun: Modelling, performance analyses. Energy Conversion and Management, 51(12), 2407–2418. https://doi.org/10.1016/j.enconman.2010.05.005
Álvares Arenas, C., & Corzo Delgado, O. (2012). ESTUDIO DE LA VARIACIÓN DEL COLOR EN LÁMINAS DE MANGO (Mangifera indica L.) VARIEDAD HILACHA , EN TRES ESTADIOS, DURANTE EL SECADO A DIFERENTES CONDICIONES. Revista Multidisciplinaria Del Consejo de Investigación de La Universidad de Oriente, 24(1), 69–75.
Alvis-Bermudez, A., García-Mogollon, C., & Dussán-Sarria, S. (2016). Cambios en la textura y color en mango (Tommy Atkins) pre-secado por deshidratación osmótica y microondas. Informacion Tecnologica, 27(2), 31–38. https://doi.org/10.4067/S0718-07642016000200005
Ayyappan, S., & Mayilsamy, K. (2010). Experimental investigation on a solar tunnel drier for copra drying. Journal of Scientific and Industrial Research, 69(8), 635–638.
Barman, N., & Badwaik, L. S. (2017). Effect of ultrasound and centrifugal force on carambola (Averrhoa carambola L.) slices during osmotic dehydration. Ultrasonics Sonochemistry, 34, 37–44. https://doi.org/10.1016/j.ultsonch.2016.05.014
Bena, B., & Fuller, R. J. (2002). Natural convection solar dryer with biomass back-up heater. Solar Energy, 72(1), 75–83. https://doi.org/10.1016/S0038-092X(01)00095-0
Boroze, T., Desmorieux, H., Méot, J. M., Marouzé, C., Azouma, Y., & Napo, K. (2014). Inventory and comparative
Contenido 176
characteristics of dryers used in the sub-Saharan zone: Criteria influencing dryer choice. Renewable and Sustainable Energy Reviews. https://doi.org/10.1016/j.rser.2014.07.058
Cárdenas, C., Restrepo, R., García-sucerquia, J., Marin, J., & García, C. (2009). Las microondas como una alternativa para el secado de materiales cerámicos tradicionales. Suplemento de La Revista Latinoamericana de Metalurgia y Materiales, 1(1), 427–432.
Castillo-Téllez, M., Pilatowsky-Figueroa, I., López-Vidaña, E. C., Sarracino-Martínez, O., & Hernández-Galvez, G. (2017). Dehydration of the red chilli (Capsicum annuum L., costeño) using an indirect-type forced convection solar dryer. Applied Thermal Engineering.
Ceballos-Ortiz, E. M., & Jiménez-Munguía, M. T. (2012). Cambios en propiedades de frutas y verduras durante la deshidratación con aire caliente y su susceptibilidad al deterioro microbiano. Temas Selectos de Ingeniería de Alimentos.
Cengel, Y. A. (2007). Transfrencia de calor y masa. Chen, H.-H., Hernandez, C. E., & Huang, T. (2005). A study of the drying effect on lemon slices using a closed-
type solar dryer. Solar Energy, 78, 97–103. https://doi.org/10.1016/j.solener.2004.06.011 Corpoica, & Ministerio de Agricultura. (2012). Modelos de Prevención y Adaptación - MAPA. Corredor Tecnológico Agroindustrial. (2016). Evaluación de tecnologías innovadoras para el manejo integral de
los cultivos de mango, naranja y mandarina en zonas productoras del departamento de Cundinamarca. CTE. (2009). Documento Básico HE. Dasin, D., Godi, N., & Kingsley, O. (2015). Experimental Investigations of the Performance of Passive Solar Food
Dryer Tested in Yola–Nigeria. International Journal of Energy …, 5(1), 9–15. https://doi.org/10.5923/j.ijee.20150501.03
De Michelis, A., & Elizabeth, O. (2012). DESHIDRATACION Y DESECADO DE FRUTAS, HORTALIZAS Y HONGOS. Procedimientos hogareños y comerciales de pequeña escala.
Delgado Nieblas, C. ., Zazueta-Morales, J., Ahumada-Aguilar, J. ., Aguilar-Palazuelos, E., Carrillo-Lopez, A., Jacobo-Valenzuela, N., & Telis-Romero, J. (2015). Optimization of an Air-Drying Process to Obtain a Dehydrated Naranjita (Citrus Mitis B.) Pomace Product With High Bioactive Compounds and Antioxidant Capacity. Journal of Food Process Engineering, 40(1).
Dissa, A. O., Bathiebo, D. J., Desmorieux, H., Coulibaly, O., & Koulidiati, J. (2011). Experimental characterisation and modelling of thin layer direct solar drying of Amelie and Brooks mangoes. Energy. https://doi.org/10.1016/j.energy.2011.01.044
Dissa, A. O., Bathiebo, J., Kam, S., Savadogo, P. W., Desmorieux, H., & Koulidiati, J. (2009). Modelling and experimental validation of thin layer indirect solar drying of mango slices. Renewable Energy. https://doi.org/10.1016/j.renene.2008.08.006
Domingo, A. M. (2011). Apuntes de transmisión de calor. Universidad Politecnica de Madrid, 34–37. El-Sebaii, A. A., Aboul-Enein, S., Ramadan, M. R. I., & El-Gohary, H. G. (2002). Experimental investigation of an
indirect type natural convection solar dryer. Energy Conversion and Management, 43(16), 2251–2266. https://doi.org/10.1016/S0196-8904(01)00152-2
El-Sebaii, A. A., & Shalaby, S. M. (2013). Experimental investigation of an indirect-mode forced convection solar dryer for drying thymus and mint. Energy Conversion and Management. https://doi.org/10.1016/j.enconman.2013.05.006
Escuela Universitaria Politécnica de Donostia. (2015). Secadero en bandejas. Retrieved from http://www.sc.ehu.es/nmwmigaj/SECADERO.htm#o
Espinoza, J. (2016). Innovación en el deshidratado solar. Ingeniare. Revista Chilena de Ingeniería, 24(Especial), 72–80. https://doi.org/10.4067/S0718-33052016000500010
Evans, J. . (1996). Straightforward statistics fo the behavioral sciences (Brooks/Col). Pacific Grove. FAO. (2014). Soluciones apropiadas para el envasado de alimentos en los países en desarrollo. Fontal, B. (2005). El Espectro Electromagnético y sus Aplicaciones. Escuela de La Ingeniería, 1, 24. Forson, F. K., Nazha, M. A. A., & Rajakaruna, H. (2007). Modelling and experimental studies on a mixed-mode
natural convection solar crop-dryer. Solar Energy, 81(3), 346–357. https://doi.org/10.1016/j.solener.2006.07.002
Fundación Celestina Pérez de Almada. (2005). Guia de uso de secadores para frutas, legumbres, hortalizas,
Contenido 177
plantas medicinales y carnes. Asunción. García-Paternina, M., Alvis-Bermudez, A., & García-Mogollon, C. A. (2015). Evaluación de los pretratamientos de
deshidratación osmótica y microondas en la obtención de hojuelas de mango (Tommy Atkins). Informacion Tecnológica, 26(5), 63–70. https://doi.org/10.4067/S0718-07642015000500009
Giraldo Bedoya, D. P., Arango Velez, L. M., & Márquez Cardozo, C. J. (2004). Osmodeshidratación de mora de castilla (Rubus glaucus Benth) con tres agentes edulcorantes, (45).
Gómez, S. A. I., & Vásquez, A. M. . (2007). Tecnología de empacado en atmósferas modificadas: principios, desarrollo en iinvestigación y aplicaciones. Temas Selectos de Ingenieria de Alimentos. Retrieved from http://www.udlap.mx/WP/tsia/files/No1-Vol-1/TSIA-1(1)-Gomez-Sanchez-et-al-2007.pdf
Harrar de Dienes, A., & Machado B., H. A. (2013). Determinación de las condiciones óptimas de procesamiento para la deshidratación del mango (Mangifera Indica L.): Proceso Analítico Jerárquico (AHP). ANALES de La Universidad Metropolitana, 13(1), 171–190.
Hasan, M., & Langrish, T. A. G. (2016). Development of a sustainable methodology for life-cycle performance evaluation of solar dryers. Solar Energy, 135, 1–13. https://doi.org/10.1016/j.solener.2016.05.036
Inzunza, J. (2008). Radiacion solar y terrestre. Ciencias Integradas, 15. Izli, N., Izli, G., & Taskin, O. (2017). Influence of different drying techniques on drying parameters of mango. Food
Science and Technology, 1–9. Jain, D. (2007). Modeling the performance of the reversed absorber with packed bed thermal storage natural
convection solar crop dryer. Journal of Food Engineering, 78, 637–647. https://doi.org/10.1016/j.jfoodeng.2005.10.035
Jain, D., & Kumar J., R. (2004). Performance evaluation of an inclined multi-pass solar air heater with in-built thermal storage on deep-bed drying application. Journal of Food Engineering, 65, 497–509. https://doi.org/10.1016/j.jfoodeng.2004.02.013
Jain, D., & Tewari, P. (2015). Performance of indirect through pass natural convective solar crop dryer with phase change thermal energy storage. Renewable Energy, 80, 244–250. https://doi.org/10.1016/j.renene.2015.02.012
Janjai, S., Intawee, P., Kaewkiew, J., Sritus, C., & Khamvongsa, V. (2011). A large-scale solar greenhouse dryer using polycarbonate cover: Modeling and testing in a tropical environment of Lao People’s Democratic Republic. Renewable Energy, 36(3), 1053–1062. https://doi.org/10.1016/j.renene.2010.09.008
Kalogirou, S. A. (2004). Solar thermal collectors and applications. Progress in Energy and Combustion Science (Vol. 30). https://doi.org/10.1016/j.pecs.2004.02.001
Kant, K., Shukla, A., Sharma, A., Kumar, A., & Jain, A. (2016). Thermal energy storage based solar drying systems: A review. Innovative Food Science and Emerging Technologies, 34, 86–99. https://doi.org/10.1016/j.ifset.2016.01.007
Koua, K. B., Fassinou, W. F., Gbaha, P., & Toure, S. (2009). Mathematical modelling of the thin layer solar drying of banana, mango and cassava. Energy. https://doi.org/10.1016/j.energy.2009.07.005
Kumar, A., Singh, R., & Prakash, O. (2014). Review on global solar drying status. Agric EngInt : CIGR Journal, 16(4), 161–177.
Kumar, M., Sansaniwal, S. K., & Khatak, P. (2016). Progress in solar dryers for drying various commodities. Renewable and Sustainable Energy Reviews. https://doi.org/10.1016/j.rser.2015.10.158
Lam, R. M., & Hernández, P. (2008). Los términos: eficiencia, eficacia y efectividad ¿son sinónimos en el área de la salud? Revista Cubana de Hematologia, Inmunologia y Hemoterapia, 24(2), 1–6.
Ledesma-Escobar, C. A., Priego-Capote, F., & Luque de Casto, M. D. (2016). Effect of sample pretreatment on the extraction of lemon (Citrus limon) components. Talanta, 153, 386–391. https://doi.org/10.1016/j.talanta.2016.03.024
Leiton-Ramirez, Y., Mosquera-Vivas, E., Ochoa-Martínez, C., & Ayala-Aponte, A. (2016). Evaluación de propiedades fisico-químicas en secado de naranja (Citrus sinensis) mediante liofilización : influencia del espesor. Agronomía Colombiana, 34(1), 340–342. https://doi.org/10.15446/agron.colomb.v34n1supl.58087
Lingayat, A., Chandramohan, V. P., & Raju, V. R. K. (2017). Design, Development and Performance of Indirect Type Solar Dryer for Banana Drying. Energy Procedia, 109, 409–416. https://doi.org/10.1016/j.egypro.2017.03.041

Contenido 178
Manjarres-Pinzon, K., Cortes-Rodriguez, M., & Rodríguez-Sandoval, E. (2013). EFFECT OF DRYING CONDITIONS ON THE PHYSICAL PROPERTIES OF IMPREGNATED ORANGE PEEL. Brazilian Journal of Chemical Engineering, 30(03), 667–676.
Martínez-Mera, E., Torregroza-Espinosa, A., Torregroza-Espinosa, A., & Mogollón-Nieto, D. (2016). Efecto de la deshidratación osmótica-microondas sobre propiedades fisicoquímicas del mango (Mangigera indica L.) variedad Corazón. Agronomía Colombiana, 34(1), 1236–1239. https://doi.org/10.15446/agron.colomb.v34n1supl.58400
Mercer, D. G., & Myhara, R. (2008). Improving the Operation of a Commercial Mango Dryer. Using Food Science And Technology to Improve Nutrition and Promote National Development. Retrieved from http://www.iufost.org/publications/books/documents/Mercer_1.pdf
Mohanraj, M., & Chandrasekar, P. (2009). Performance of a forced convection solar drier integrated with gravel as heat storage material for chili drying. Engineering Science and Technology, 4(3), 305–314. https://doi.org/10.1504/IJGEI.2009.023888
Moya-González, R., Prevez-Pascual, L., Abreu-Saíz, S., Guzmán-Hidalgo, J., & Bello, M. (2011). El uso de la energía solar para la deshidratación de frutas y vegetales. Revista CitriFrut, 28(2), 3–6.
Mumjudar, A. S. (2004). Guide to industrial drying: principles, equipment and new developments. Ochoa-Reyes, E., Ornelas-Paz, J. de J., Ruiz-Cruz, S., Ibarra-Junquera, V., Pérez-Martínez, J. D., Guevara-
Arauza, J. C., & Aguilar, C. N. (2013). TECNOLOGÍAS DE DESHIDRATACIÓN PARA LA PRESERVACIÓN DE TOMATE (Lycopersicon esculentum Mill.). BIOtecnia, 15(2), 39–46.
Orrego, C. E. (2003). Procesamiento De Alimentos. Universidad Nacional de Colombia Sede Manizales. Ortiz Yescas, G., Robles Olvera, V. J., Rodrigues Jimenes, G., García Alvarado, M. A., & Salgado Cervantes, M.
A. (2007). Efecto de la temperatura, velocidad del aire y espesor del producto sobre la degradación del ácido ascorbico durante el secado convectivo de mango y papaya. V Congreso Iberoamericano de Tecnología Postcosecha y Agroexportaciones, 3, 386–392.
Parikh, D., & Agrawal, G. D. (2011). Solar Drying In Hot and Dry Climate of Jaipur, India. Journal of Renewable Energy Research, 1(4), 224–231.
Pérez, I. J. C. (2014). Ingeniería de procesos: casos prácticos. Universidad Tecnológica de Ciudad Juárez. Perez, R., & Coleman, S. (1993). PV Module Angles. Home Power, 36(September), 14–16. Retrieved from
http://72.52.208.92/~gbpprorg/guerrilla.net/reference/power_systems/solar/pvangles.pdf Prakash, O., & Kumar, A. (2013). Historical review and recent trends in solar drying sistems. International Journal
of Green Energy, 10(10). https://doi.org/10.1080/15435075.2012.727113 Prakash, O., Laguri, V., Pandey, A., Kumar, A., & Kumar, A. (2016). Review on various modelling techniques for
the solar dryers. Renewable and Sustainable Energy Reviews, 62, 396–417. https://doi.org/10.1016/j.rser.2016.04.028
Procolombia. (2014). Logística de perecederos y cadena de frío en Colombia. Cartilla Cadena de Frío, 112. Retrieved from http://www.colombiatrade.com.co/sites/all/modules/custom/mccann/mccann_ruta_exportadora/files/06-cartilla-cadena-frio.pdf
Reid, C., & Peralta, E. (2008). Actividad de Agua, 1–16. Rojas, L. (2017). AHP para la selección de modos de transporte. Romero, I., Díaz, V., & Aguirre, A. (2016). Fortalecimiento de la cadena de valor de los snacks nutritivos con base
en fruta deshidratada en El Salvador. Sami, S., Rahimi, A., & Etesami, N. (2011). Dynamic Modeling and a Parametric Study of an Indirect Solar
Cabinet Dryer. Drying Technology, 29(7), 825–835. https://doi.org/10.1080/07373937.2010.545159 Singh Chauhan, P., Kumar, A., & Tekasakul, P. (2015). Applications of software in solar drying systems: A review.
Renewable and Sustainable Energy Reviews. https://doi.org/10.1016/j.rser.2015.07.025 Sogi, D. S., Siddiq, M., & Dolan, K. D. (2015). Total phenolics, carotenoids and antioxidant properties of Tommy
Atkin mango cubes as affected by drying techniques. LWT - Food Science and Technology, 62(1), 564–568. https://doi.org/10.1016/j.lwt.2014.04.015
Sreekumar, A., Manikantan, P. E., & Vijayakumar, K. P. (2008). Performance of indirect solar cabinet dryer. Energy Conversion and Management, 49, 1388–1395.
Contenido 179
Uherek, E. (2008). El sol como fuente de energía. Retrieved from http://klimat.czn.uj.edu.pl/enid/Cambio_clim_tico_-_clases_ss/ss_Energ_a_del_sol_6fg.html
Univerdidad de Granada. (2011). Secado por liofilización, 1, 1–4. https://doi.org/10-71 Valdés, D. F., Muñiz, B. S., Pereira, A. G., Beyra, R. C., & Valdés, D. F. (2015). Cinética de secado de fruta
bomba (Carica papaya L., cv. Maradol Roja) mediante los métodos de deshidratación osmótica y por flujo de aire caliente. Revista Ciencias Técnicas Agropecuarias.
Yuan, G., Hong, L., Li, X., Xu, L., Tang, W., & Wang, Z. (2015). Experimental Investigation of a Solar Dryer System for Drying Carpet. Energy Procedia, 70, 626–633. https://doi.org/10.1016/j.egypro.2015.02.170
Zuluaga, J. D., Cortes-Rodríguez, M., & Rodríguez-Sandoval, E. (2010). Evaluación de las Características Físicas de Mango Deshidratado Aplicando Secado por Aire Caliente y Deshidratación Osmótica. Revista de La Facultad de Ingeniería U.C.V, 25(4), 127–135.
Contenido 180
17. ANEXOS
ANEXO 2. Resultados de las pruebas en el proceso de rediseño

Contenido 181
A continuación, se detallan los resultados para cada prueba en función de las condiciones térmicas del aire
ambiente y dentro del deshidratador por hora.
17.1.1.1 Prueba 1
Figura 120: Prueba 1 en convección natural – disposición de 79 tubos de acuerdo al diseño inicial; 50 después del colector inferior y 29 en
el colector superior.
Figura 121: Resultados prueba 1 en temperatura y humedad relativa en tres puntos de medición.
En el estado original del deshidratador entre las 7:30 y las 16:40 la temperatura ambiente fue más alta que la
temperatura dentro del deshidratador (ver Figura 121). La función de almacenamiento térmico se cumple por 3
horas partiendo de 35 °C a las 17:00 hasta 28 °C a las 21:00. Según los datos de temperatura en la cámara, la
cera contenida en los tubos no llegó a su estado de fusión y únicamente estaría almacenando calor sensible los
tubos con gravilla y la gravilla dispuesta en el colector inferior. Por otro lado, la humedad relativa a partir de la 17:30
aumenta desde el 50% hasta cerca del 80% a las 2:40; manteniéndose superior a la del ambiente durante todo
este tiempo. Se evidencia que la humedad retirada en la primera repetición del proceso de deshidratación en mango
10
20
30
40
50
60
70
80
90
20
25
30
35
40
45
50
55
60
65
7:31
:08
8:31
:08
9:31
:08
10:3
1:08
11:3
1:08
12:3
1:08
13:3
1:08
14:3
1:08
15:3
1:08
16:3
1:08
17:3
1:08
18:3
1:08
19:3
1:08
20:3
1:08
21:3
1:08
22:3
1:08
23:3
1:08
0:31
:08
1:31
:08
2:31
:08
3:31
:08
4:31
:08
5:31
:08
6:31
:08
7:31
:08
Hum
edad
rel
ativ
a [%
]
Tem
pera
tura
[°C
]
T AMB T D TUBOS T CAM H AMB H D TUBOS H CAM

Contenido 182
se acumuló en la salida de la cámara de secado, debido a que la diferencia de temperatura entre antes y después
de las bandejas de secado era de apenas 1 °C.
La temperatura ambiente y en la cámara disminuye desde las 23:00 (28 °C) hasta las 7:00 (23 °C) y luego de esta
hora aumenta nuevamente debido a la presencia de la radiación solar.
17.1.1.2 Prueba 2
Figura 122: Prueba 2 en convección natural – cambio en la disposición de 80 tubos; 32 en el colector inferior; 27 después del colector
inferior y 21 en el colector superior.
Figura 123: Resultados prueba 2 en temperatura y humedad relativa en tres puntos de medición.
De acuerdo con la Figura 123, durante todo el proceso la temperatura en la salida de la cámara de secado (CAM)
fue mayor que la ambiente y que la disponible para el secado (D TUBOS), razón por la cual, la humedad relativa
antes de las bandejas de secado fue mayor respecto a la del aire en la parte de la salida del deshidratador. Según
lo anterior, se evidenció que no se estaba retirando la humedad de la cámara porque la temperatura en la parte
superior fue mayor. En esta prueba se estaba procesando mango y al día siguiente se evidenció desarrollo de
hongos sobre las muestras, generando pérdidas de hasta el 45% en peso del total del producto en proceso. A
10
20
30
40
50
60
70
80
90
20
25
30
35
40
45
50
55
60
65
7:31
:08
8:31
:08
9:31
:08
10:3
1:08
11:3
1:08
12:3
1:08
13:3
1:08
14:3
1:08
15:3
1:08
16:3
1:08
17:3
1:08
18:3
1:08
19:3
1:08
20:3
1:08
21:3
1:08
22:3
1:08
23:3
1:08
0:31
:08
1:31
:08
2:31
:08
3:31
:08
4:31
:08
5:31
:08
6:31
:08
7:31
:08
Hum
edad
rel
ativ
a [%
]
Tem
pera
tura
[°C
]
T AMB T D TUBOS T CAM H AMB H D TUBOS H CAM
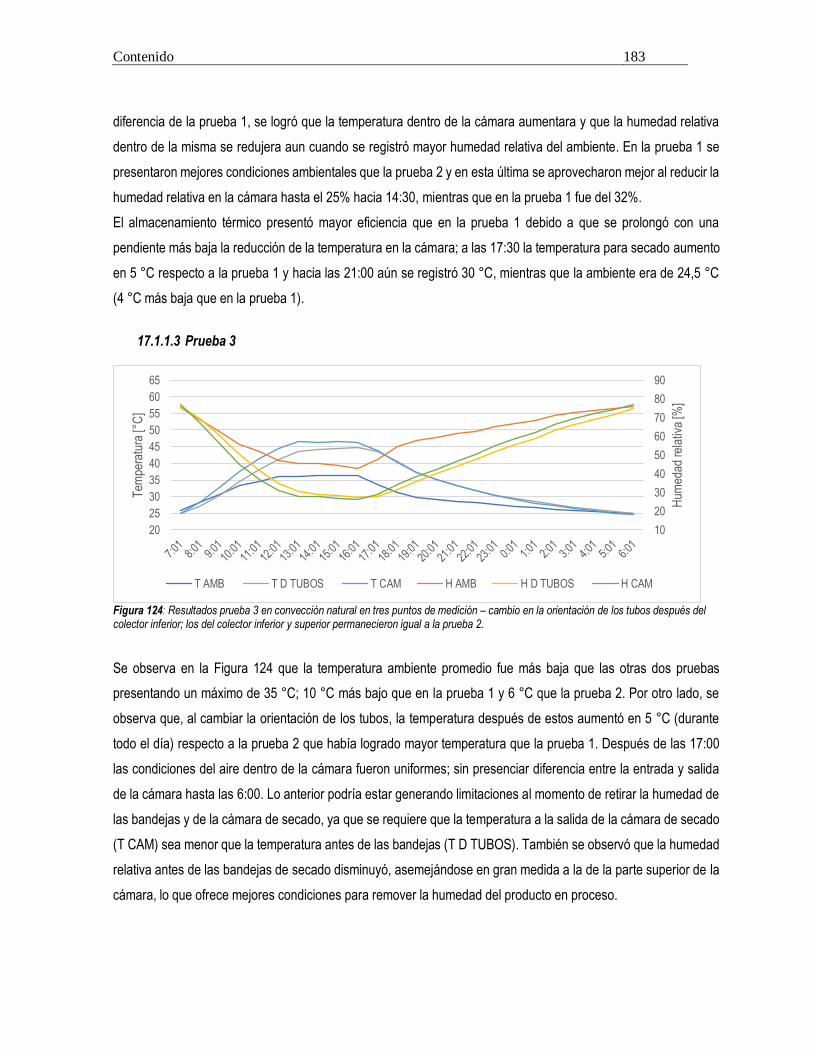
Contenido 183
diferencia de la prueba 1, se logró que la temperatura dentro de la cámara aumentara y que la humedad relativa
dentro de la misma se redujera aun cuando se registró mayor humedad relativa del ambiente. En la prueba 1 se
presentaron mejores condiciones ambientales que la prueba 2 y en esta última se aprovecharon mejor al reducir la
humedad relativa en la cámara hasta el 25% hacia 14:30, mientras que en la prueba 1 fue del 32%.
El almacenamiento térmico presentó mayor eficiencia que en la prueba 1 debido a que se prolongó con una
pendiente más baja la reducción de la temperatura en la cámara; a las 17:30 la temperatura para secado aumento
en 5 °C respecto a la prueba 1 y hacia las 21:00 aún se registró 30 °C, mientras que la ambiente era de 24,5 °C
(4 °C más baja que en la prueba 1).
17.1.1.3 Prueba 3
Figura 124: Resultados prueba 3 en convección natural en tres puntos de medición – cambio en la orientación de los tubos después del colector inferior; los del colector inferior y superior permanecieron igual a la prueba 2.
Se observa en la Figura 124 que la temperatura ambiente promedio fue más baja que las otras dos pruebas
presentando un máximo de 35 °C; 10 °C más bajo que en la prueba 1 y 6 °C que la prueba 2. Por otro lado, se
observa que, al cambiar la orientación de los tubos, la temperatura después de estos aumentó en 5 °C (durante
todo el día) respecto a la prueba 2 que había logrado mayor temperatura que la prueba 1. Después de las 17:00
las condiciones del aire dentro de la cámara fueron uniformes; sin presenciar diferencia entre la entrada y salida
de la cámara hasta las 6:00. Lo anterior podría estar generando limitaciones al momento de retirar la humedad de
las bandejas y de la cámara de secado, ya que se requiere que la temperatura a la salida de la cámara de secado
(T CAM) sea menor que la temperatura antes de las bandejas (T D TUBOS). También se observó que la humedad
relativa antes de las bandejas de secado disminuyó, asemejándose en gran medida a la de la parte superior de la
cámara, lo que ofrece mejores condiciones para remover la humedad del producto en proceso.
10
20
30
40
50
60
70
80
90
20
25
30
35
40
45
50
55
60
65
Hum
edad
rel
ativ
a [%
]
Tem
pera
tura
[°C
]
T AMB T D TUBOS T CAM H AMB H D TUBOS H CAM

Contenido 184
La función del almacenamiento térmico se evidenció desde las 17:00, donde se registró 44 °C en toda la cámara
de secado, mientras que la temperatura ambiente era de 35,5 °C y prolongo el proceso de secado hasta las 23:00
con una temperatura de secado de 30 °C y ambiente de 27 °C. Respecto a la prueba 1 y 2, el almacenamiento
térmico presentó mayor eficiencia en tiempo y temperatura; a las 23:00 en la prueba 1 la temperatura en la cámara
fue de 26,5 °C y en la prueba 2 de 27 °C, con temperatura ambiente de 26 y 24 °C respectivamente. A partir de
las 10:00 se presenta el incremento de la temperatura en la cámara respecto a la temperatura ambiente,
presentando el máximo de temperatura con valores cercanos a 45 °C en la cámara de secado entre las 12:00 y
15:00 (5 horas).
17.1.1.4 Prueba 4
Figura 125: Prueba 4 en convección natural – instalación chimenea a la salida de la cámara de secado, cambió de lámina del colector de acrílico por vidrio y sellado de la unión colector-cámara con poliuretano expandido. Los tubos se mantuvieron como en la prueba 3.
Figura 126: Resultados prueba 4 en temperatura y humedad relativa en tres puntos de medición.
10
20
30
40
50
60
70
80
90
20
25
30
35
40
45
50
55
60
65H
umed
ad r
elat
iva
[%]
Tem
pera
tura
[°C
]
T AMB T D TUBOS T CAM H AMB H D TUBOS H CAM

Contenido 185
Tal como se identifica en la Figura 126 con el cambio del vidrio en el colector y el sellado de la unión entre el
colector y la cámara, la temperatura antes después de los tubos (antes de las bandejas) presentó el mismo
comportamiento que las condiciones del aire de salida de la cámara. Hacia el mediodía (entre 12:00 y 15:00) se
presentó un incremento de la temperatura dentro de la cámara de hasta 10 °C respecto al ambiente. Se evidencia
que a partir de las 9:30 la temperatura en la cámara aumenta respecto al ambiente (1 hora antes que las otras dos
pruebas) y hacia las 23:30 se alcanza la temperatura ambiente dentro de la cámara hasta las 6:00. La temperatura
antes y después de las bandejas presenta el mismo comportamiento por lo que se requiere disminuir la temperatura
en la parte superior para que la chimenea cumpla con la función de extracción del aire húmedo; viéndose reflejado
en un flujo con humedad similar. La temperatura máxima que se registró dentro de la cámara fue cercana a 45 °C
cuando la ambiente era de 41 °C, por lo tanto, no se detecta gran diferencia.
La función del almacenamiento térmico opera desde las 15:30; cuando se registró 44 °C en el aire ambiente y
dentro del deshidratador, hasta las 23:00 que es cuando alcanza la temperatura ambiente (28 °C). La diferencia
entre la temperatura ambiente y dentro del deshidratador es de 4 °C en promedio. La tasa de reducción de
temperatura en la cámara es de 2 °C∙h-1.
17.1.1.5 Prueba 5
Figura 127: Resultados prueba 5 en convección natural en cuatro puntos de medición – retiro de tubos del colector superior: Los del colector inferior y después del colector inferior se mantuvieron como en la prueba 3.
Como se observa en la Figura 68 al retirar los tubos del colector superior y dejar igual los del colector inferior y la
entrada de la cámara, se logra la mayor temperatura dentro de la cámara de secado (entre 55 y 62 °C) siendo muy
uniforme antes y después de las bandejas, entre las 9:00 y 16:00. Además, se observa que la temperatura es
mayor en la parte inferior de la cámara que la parte superior desde las 16:30 hasta las 6:00 del día siguiente, lo
que garantiza que el flujo del aire en la cámara es ascendente y tiene mayor impulso para salir por la chimenea.
10
20
30
40
50
60
70
80
20
25
30
35
40
45
50
55
60
65
Hum
edad
rel
ativ
a [%
]
Tem
pera
tura
[°C
]
T AMB T A TUBOS T D TUBOS T CAM
H AMB H A TUBOS H D TUBOS H CAM
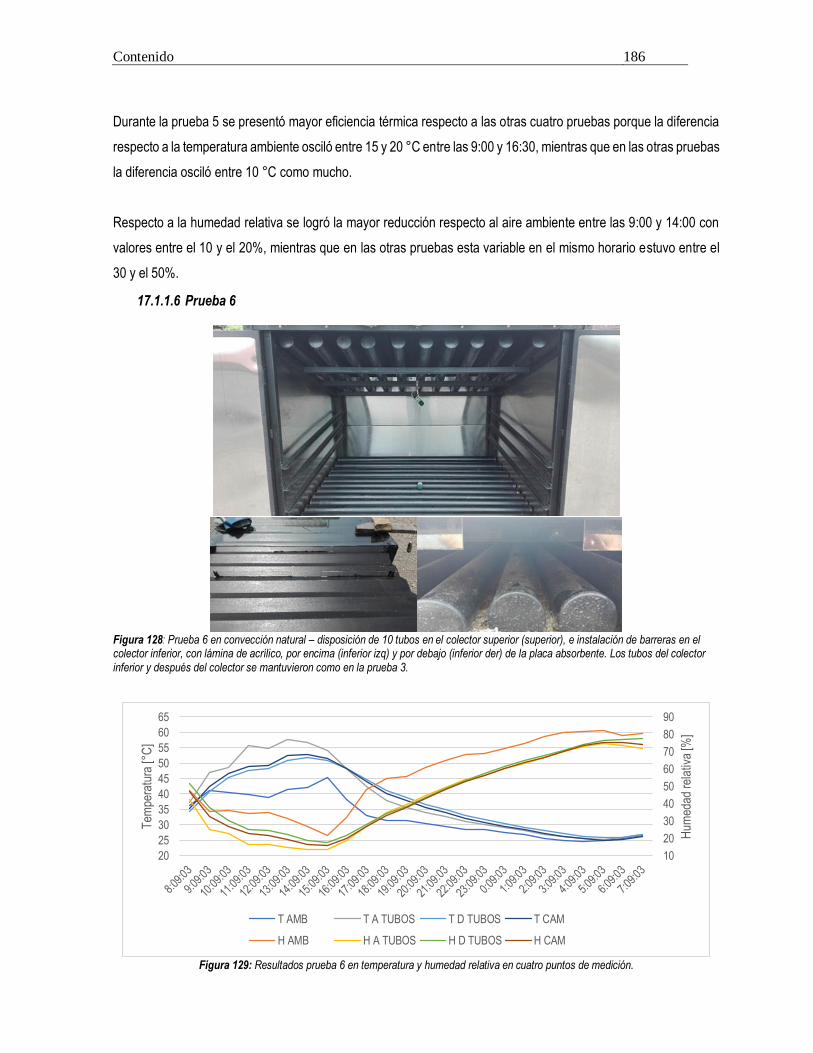
Contenido 186
Durante la prueba 5 se presentó mayor eficiencia térmica respecto a las otras cuatro pruebas porque la diferencia
respecto a la temperatura ambiente osciló entre 15 y 20 °C entre las 9:00 y 16:30, mientras que en las otras pruebas
la diferencia osciló entre 10 °C como mucho.
Respecto a la humedad relativa se logró la mayor reducción respecto al aire ambiente entre las 9:00 y 14:00 con
valores entre el 10 y el 20%, mientras que en las otras pruebas esta variable en el mismo horario estuvo entre el
30 y el 50%.
17.1.1.6 Prueba 6
Figura 128: Prueba 6 en convección natural – disposición de 10 tubos en el colector superior (superior), e instalación de barreras en el colector inferior, con lámina de acrílico, por encima (inferior izq) y por debajo (inferior der) de la placa absorbente. Los tubos del colector inferior y después del colector se mantuvieron como en la prueba 3.
Figura 129: Resultados prueba 6 en temperatura y humedad relativa en cuatro puntos de medición.
10
20
30
40
50
60
70
80
90
20
25
30
35
40
45
50
55
60
65
Hum
edad
rel
ativ
a [%
]
Tem
pera
tura
[°C
]
T AMB T A TUBOS T D TUBOS T CAM
H AMB H A TUBOS H D TUBOS H CAM

Contenido 187
De esta prueba se concluye a partir de la Figura 129 que al aumentar el número de tubos en el colector superior y
disponer barreras en el colector inferior se reduce la temperatura respecto a la prueba 5 en la salida del colector
inferior (entrada a la cámara) en 8 °C en promedio entre las 9:00 y 14:00 respecto a la prueba 5, que es el momento
de mayor radiación. De la misma forma se reduce la temperatura después de los tubos; es decir la temperatura del
aire de secado. Se observó otro fenómeno, y es que al disponer tubos en el colector superior (prueba 6) se reduce
la temperatura en este punto en 13 °C en promedio comparado con la prueba 5; donde no se tenían tubos. El
almacenamiento térmico entre la prueba 5 y 6 resultó muy uniforme; a las 17:00 se registraron temperatura de 45
°C en ambas pruebas dentro de la cámara de secado y hacia las 0:00 se alcanzó la temperatura ambiente de 29
°C; es decir que se prolonga el proceso de secado por cerca de 4 horas registrando temperaturas entre 30 y 45
°C. La tasa de reducción promedio entre las 17:00 y las 0:00 es de 2 °C∙h-1.
La reducción de la temperatura del almacenamiento térmico respecto al tiempo es más pronunciada en la prueba
5 respecto a la prueba 6.
17.1.1.7 Prueba 7
Figura 130: Prueba 7 en convección natural – reducción de amplitud de entrada al colector inferior de 10,5 a 5 cm (izq), retiro de 4 tubos después del colector y disposición de restantes en una fila (der). Los tubos del colector superior y barreras en colector inferior se mantuvieron como en la prueba 6. Los tubos del colector inferior se mantuvieron como en la prueba 3.
Figura 131: Resultados prueba 7 en temperatura y humedad relativa en cuatro puntos de medición.
10
20
30
40
50
60
70
80
90
20
25
30
35
40
45
50
55
60
65
Hum
edad
rel
ativ
a [%
]
Tem
pera
tura
[°C
]
T AMB T A TUBOS T D TUBOS T CAM
H AMB H A TUBOS H D TUBOS H CAM

Contenido 188
Según la Figura 131 Al mantener tubos en el colector superior se afirma que la temperatura después del colector
inferior es mayor en cerca de 5 °C respecto a la de la cámara de secado. Se presenta una temperatura más
uniforme entre las 9:30 y 16:30 (similar a la prueba 5) tanto en el colector inferior como en la cámara de secado,
aunque se redujo la temperatura en cerca de 10 °C en ambos puntos durante el tiempo mencionado respecto a la
prueba 5, lo que quiere decir que al aumentarle la cantidad de tubos en el colector superior (prueba 6) o a la salida
del colector inferior (prueba 7) se reduce la temperatura del proceso de secado debido a que la radiación captada
por los colectores es absorbida por la totalidad de los tubos generando una reducción en la temperatura media de
la cámara de secado y por lo tanto una prolongación en el tiempo de secado.
La función de almacenamiento térmico opera de forma similar que la prueba 5 debido a que hacia las 17:00 la
temperatura dentro de la cámara fue de 45 °C (ambiente en 34 °C) y en la prueba 5 fue de 45 °C (ambiente 34
°C). Hacia las 23:00 en la prueba 7 se logró temperatura en la cámara de 32 °C (ambiente 29 °C) y en la prueba
5 de 31 °C (ambiente 29 °C). Lo que quiere decir que se prolonga la exposición del producto al secado en 5 horas
aproximadamente con el almacenamiento térmico.
17.1.1.8 Prueba 8
Figura 132: Resultados prueba 8 en convección natural en cuatro puntos de medición – retiro de tubos del colector superior, retiro de barreras en lámina absorbente y de reducción en la entrada del colector inferior. Adición de 8 tubos con cera en el colector inferior. Los tubos después del colector se mantuvieron como en la prueba 5.
El propósito de esta prueba era incrementar la temperatura del aire en el colector inferior con el supuesto del
desempeño térmico que se había logrado en la prueba 5 y disponiendo 8 tubos adicionales en el colector inferior.
Según los resultados que se presentan en la Figura 132 la hipótesis no se cumplió debido a que la temperatura
antes de los tubos se redujo cerca de 10 °C entre las 9:30 y 15:30, respecto a la prueba 5. Lo anterior soporta la
conclusión que disponer más de 32 tubos en el colector inferior se reduce la temperatura de todo el deshidratador
debido a que la radiación absorbida se acumula en los tubos y no tanto en forma de calor para aumentar la
temperatura del aire a lo largo del colector. La temperatura después de los tubos en la prueba 8 se reduce de igual
manera, respecto a la prueba 5, en 6 °C aproximadamente entre las 9:30 y 15:30. Después de las 15:30 el
10
30
50
70
90
20
30
40
50
60
Hum
edad
rel
ativ
a [%
]
Tem
pera
tura
[°C
]
T AMB T A TUBOS T D TUBOS T CAM
H AMB H A TUBOS H D TUBOS H CAM

Contenido 189
almacenamiento térmico opera de igual manera que la prueba 5 iniciando con 49 °C (40 °C ambiente) y finalizando
con 30 °C (27 °C ambiente) a las 23:00. La temperatura dentro de la cámara y la ambiental se reducen en igual
proporción hasta 25 °C a las 5:30.
En relación a la temperatura después de las bandejas (salida de la cámara) se presenta una diferencia de 1 °C
respecto al aire antes de las bandejas de secado entre las 15:30 y 6:30. Esta diferencia es la máxima obtenida en
las pruebas donde se logró aumento de T D TUBOS respecto a T CAM (pruebas 5, 6 y 7). Se espera que con esta
diferencia de temperaturas se garantice el flujo ascendente y por lo tanto hacia la chimenea del aire húmedo.
A continuación, se presenta las curvas de temperatura en conjunto para todas las pruebas por cada punto de
medición en la Figura 133, Figura 134, Figura 135 y Figura 136. En estas figuras se observa que la prueba 5 (color
rojo) en lo que respecta a la parte interna del deshidratador registró mayor temperatura en el tiempo de mayor
radiación, es decir entre las 11:00 y 14:00, lo que demuestra que de las pruebas contempladas es el que absorbe
y transfiere el calor de manera más eficiente.
Figura 133: Temperatura ambiente de las pruebas de rediseño por hora.
Figura 134: Temperatura antes de los tubos de las pruebas de rediseño por hora.
20
25
30
35
40
45
50
Tem
pera
tura
[°C
]
T1 AMB T2 AMB T3 AMB T4 AMB
T5 AMB T6 AMB T7 AMB T8 AMB
20
25
30
35
40
45
50
55
60
65
Tem
pera
tura
[°C
]
T5 A TUBOS T6 A TUBOS T7 A TUBOS T8 A TUBOS

Contenido 190
Figura 135: Temperatura después de los tubos de las pruebas de rediseño por hora.
Figura 136: Temperatura en salida de cámara de secado de las pruebas de rediseño por hora.
20
25
30
35
40
45
50
55
60
65T
empe
ratu
ra [°
C]
T1 D TUBOS T2 D TUBOS T3 D TUBOS T4 D TUBOS
T5 D TUBOS T6 D TUBOS T7 D TUBOS T8 D TUBOS
20
25
30
35
40
45
50
55
60
65
Tem
pera
tura
[°C
]
T1 TCAM T2 TCAM T3 TCAM T4 TCAM
T5 TCAM T6 TCAM T7 TCAM T8 TCAM

Contenido 191
ANEXO 3. Formato medición propiedades organolépticas

Contenido 192
PROYECTO “EVALUACIÓN DE TECNOLOGÍAS INNOVADORAS PARA EL MANEJO INTEGRAL DE LOS CULTIVOS DE MANGO, NARANJA Y MANDARINA EN ZONAS PRODUCTORAS DEL DEPARTAMENTO DE CUNDINAMARCA”
Pruebas Análisis Sensorial
FORMATO ANÁLISIS SENSORIAL PRUEBA 1: MANGO DESHIDRATADO Nombre: ____________________________________ Cédula: ____________________ Fecha: __________
Se le están presentando tres muestras codificadas las cuales debe calificar de acuerdo con apariencia, aroma, textura y sabor. Adicionalmente, teniendo en cuenta las calificaciones individuales debe seleccionar cuál es de su preferencia. A continuación, se definen las descripciones para cada característica.
1. Apariencia: 9 -10: Uniforme, brillante, amarillo 4 - 6: Naranja, con manchas oscuras 0 - 2: Oscuro, castaño, opaco, presencia de hongos
Muestra
562
Muestra
145
Muestra
243
Observaciones:
2. Aroma: 9 -10: Aroma característico, ausente de aromas extraños 4 - 6: Leve aroma característico, presencia de olores extraños 0 - 2: Sin aroma característico, aroma a fermentado, podrido
Muestra
562
Muestra
145
Muestra
243
0 10
0 10
0 10
0 10
0 10
0 10
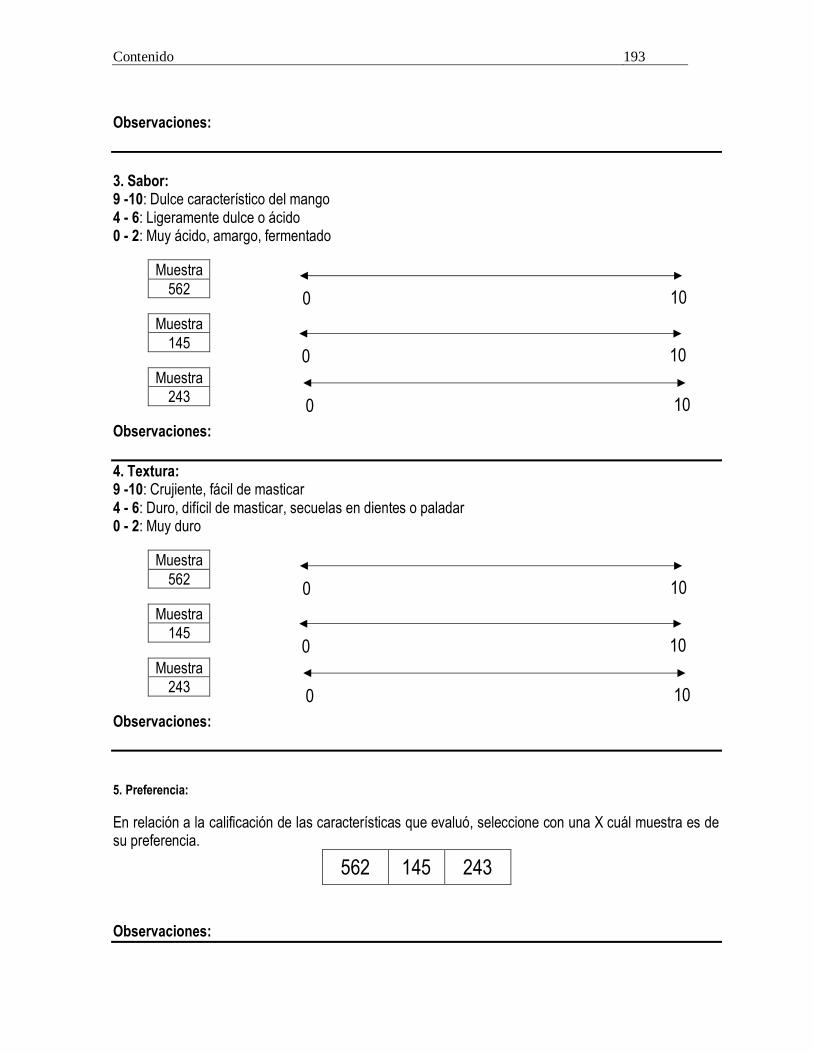
Contenido 193
Observaciones:
3. Sabor: 9 -10: Dulce característico del mango 4 - 6: Ligeramente dulce o ácido 0 - 2: Muy ácido, amargo, fermentado
Muestra
562
Muestra
145
Muestra
243
Observaciones:
4. Textura: 9 -10: Crujiente, fácil de masticar 4 - 6: Duro, difícil de masticar, secuelas en dientes o paladar 0 - 2: Muy duro
Muestra
562
Muestra
145
Muestra
243
Observaciones:
5. Preferencia:
En relación a la calificación de las características que evaluó, seleccione con una X cuál muestra es de su preferencia.
562 145 243
Observaciones:
0 10
0 10
0 10
0 10
0 10
0 10

Contenido 194
PROYECTO “EVALUACIÓN DE TECNOLOGÍAS INNOVADORAS PARA EL MANEJO INTEGRAL DE LOS CULTIVOS DE MANGO, NARANJA Y MANDARINA EN ZONAS
PRODUCTORAS DEL DEPARTAMENTO DE CUNDINAMARCA”
Pruebas Análisis Sensorial
FORMATO ANÁLISIS SENSORIAL PRUEBA 2: NARANJA DESHIDRATADA Nombre: ____________________________________ Cédula: ____________________ Fecha:___________
Se le están presentando tres muestras codificadas las cuales debe calificar de acuerdo con apariencia, aroma, textura y sabor. Adicionalmente, teniendo en cuenta las calificaciones individuales debe seleccionar cuál es de su preferencia. A continuación, se definen las descripciones para cada característica.
1. Apariencia: 9 -10: Uniforme, brillante, amarillo 4 - 6: Naranja, con manchas oscuras 0 - 2: Oscuro, castaño, opaco, presencia de hongos
Muestra
943
Muestra
655
Muestra
367
Observaciones:
2. Aroma: 9 -10: Aroma característico, ausente de aromas extraños 4 - 6: Leve aroma característico, presencia de olores extraños 0 - 2: Sin aroma característico, aroma a fermentado, podrido
Muestra
943
Muestra
655
Muestra
367
0 10
0 10
0 10
0 10
0 10
0 10

Contenido 195
Observaciones:
3. Sabor: 9 -10: Dulce característico de la naranja 4 - 6: Ligeramente dulce o ácido 0 - 2: Muy ácido, amargo, fermentado
Muestra
943
Muestra
655
Muestra
367
Observaciones:
4. Textura: 9 -10: Crujiente, fácil de masticar 4 - 6: Duro, difícil de masticar, secuelas en dientes o paladar 0 - 2: Muy duro
Muestra
943
Muestra
655
Muestra
367
Observaciones:
5. Preferencia:
En relación a la calificación de las características que evaluó, seleccione con una X cuál muestra es de su preferencia.
943 655 367
Observaciones:
0 10
0 10
0 10
0 10
0 10
0 10

Contenido 196
PROYECTO “EVALUACIÓN DE TECNOLOGÍAS INNOVADORAS PARA EL MANEJO INTEGRAL DE LOS CULTIVOS DE MANGO, NARANJA Y MANDARINA EN ZONAS
PRODUCTORAS DEL DEPARTAMENTO DE CUNDINAMARCA”
Pruebas Análisis Sensorial
FORMATO ANÁLISIS SENSORIAL PRUEBA 3: MANDARINA DESHIDRATADA Nombre: ____________________________________ Cédula: ____________________ Fecha: __________
Se le están presentando tres muestras codificadas las cuales debe calificar de acuerdo con apariencia, aroma, textura y sabor. Adicionalmente, teniendo en cuenta las calificaciones individuales debe seleccionar cuál es de su preferencia. A continuación, se definen las descripciones para cada característica.
1. Apariencia: 9 -10: Uniforme, brillante, naranja 4 - 6: Naranja, con manchas oscuras 0 - 2: Oscuro, rojo, opaco, presencia de hongos
Muestra
365
Observaciones:
2. Aroma: 9 -10: Aroma característico, ausente de aromas extraños 4 - 6: Leve aroma característico, presencia de olores extraños 0 - 2: Sin aroma característico, aroma a fermentado, podrido
Muestra
365
Observaciones:
3. Sabor: 9 -10: Dulce característico de la mandarina 4 - 6: Ligeramente dulce o ácido 0 - 2: Muy ácido, amargo, fermentado
Muestra
365
Observaciones:
0 10
0 10
0 10

Contenido 197
4. Textura: 9 -10: Crujiente, fácil de masticar 4 - 6: Duro, difícil de masticar, secuelas en dientes o paladar 0 - 2: Muy duro
Muestra
365
Observaciones:
0 10