estudio tÉcnico econÓmico para la producciÓn de biodiesel a partir de … · guÍa: sr. josÉ...
TRANSCRIPT

i
UNIVERSIDAD DE CHILE
FACULTAD DE CIENCIAS FÍSICAS Y MATEMÁTICAS
DEPARTAMENTO DE INGENIERÍA QUÍMICA Y BIOTECNOLOGÍA
ESTUDIO TÉCNICO ECONÓMICO PARA LA PRODUCCIÓN DE
BIODIESEL A PARTIR DE ALGAS
MEMORIA PARA OPTAR AL TÍTULO DE INGENIERO CIVIL EN BIOTECNOLOGÍA E
INGENIERO CIVIL QUÍMICO
PABLO JULIÁN OSORIO CAMPUSANO
PROFESOR GUÍA: JOSÉ HERNÁNDEZ PAVEZ
MIEMBROS DE LA COMISIÓN: LEANDRO HERRERA ZEPPELIN FRANCISCO GRACIA CAROCA RICHARD AYLWIN JENSCHKE
SANTIAGO DE CHILE
AGOSTO 2008

i
RESUMEN DE LA MEMORIA PARA OPTAR A
LOS TÍTULOS DE INGENIERO CIVIL EN
BIOTECNOLOGÍA E INGENIERO CIVIL
QUÍMICO.
POR: PABLO OSORIO C.
PROF. GUÍA: SR. JOSÉ HERNÁNDEZ P.
“ESTUDIO TÉCNICO ECONÓMICO PARA LA PRODUCCIÓN DE BIODIESEL A PARTIR DE ALGAS”
El presente trabajo de título tiene por objetivo estudiar la factibilidad técnica y económica de la
instalación de una planta productora de aceite de microalgas capaz de producir 100.000 toneladas de
aceite anuales para la producción de biodiesel.
El trabajo comprendió la selección de la ubicación de la planta y de la especie de microalga
productora de aceite, el diseño conceptual del proceso considerando dos alternativas para el cultivo de
las microalgas, balances de masa y energía, el dimensionamiento de los equipos involucrados y la
evaluación económica del proyecto.
Se escogió como ubicación para la instalación de la planta de producción de microalgas la
localidad de Mejillones en la II región, por contar este lugar con buenas condiciones de luz solar, amplia
disponibilidad de terrenos, disponibilidad de agua de mar y una fuente de CO2 cercana como lo es la
Central Termoeléctrica de Mejillones. Como organismo productor de aceite se escogió la diatomea
Phaeodactylum tricornutum, por ser sus condiciones óptimas de cultivo similares a las que se presentan
en Mejillones, y un contenido másico de aceite equivalente al 25% de su peso seco.
Se diseñó conceptualmente un proceso de producción de aceite, que involucra la captación de
agua desde el mar y el secuestro de CO2 desde una central termoeléctrica, una etapa de cultivo de las
microalgas, etapas de clarificado y espesado para la concentración de la biomasa, y etapas de
homogenización y centrifugación para la extracción del aceite y separación de la biomasa. Para el cultivo
de microalgas se evaluaron las alternativas de producción mediante lagunas y mediante
fotobiorreactores horizontales tubulares, construidos a partir de mangas de polietileno de baja densidad.
El proyecto se evaluó económicamente para un horizonte de 20 años y una tasa de descuento
del 12%. Los costos totales de producción para las condiciones establecidas en el proyecto fueron de
US$2.397 por tonelada de aceite para el cultivo en lagunas y US$2.831 por tonelada de aceite para el
cultivo en fotobiorreactores.
Se concluye a nivel de ingeniería conceptual del proyecto la factibilidad técnica, mas no
económica del proyecto bajo las condiciones estudiadas, por ser los costos de producción calculados
considerablemente mayores que el precio de venta actual del petróleo diesel, del orden de los US$1,5
por litro, al mes de julio de 2008.

ii
A mi familia,
a Francisca
y a mi primo Germán, un año después

iii
Agradecimientos
Un ciclo importante en mi vida se comienza a cerrar, y quisiera aprovechar este espacio para
agradecer de manera casi ofensivamente breve a quienes me han ayudado, de una u otra manera, a
recorrerlo con éxito.
A mis inseparables amigos de toda la vida, Gabriel, José Luis y Rodrigo, por sus casi 20 años de
compañía y amistad en las buenas y en las malas, y a todas mis amistades que he logrado cosechar acá
en Beauchef: Jaime, Gustavo, José, Colombia y todos quienes formamos C.A.T.S, a Mariana, Loreto,
Braulio, Chico, Claudio, Andrés, Oscar, Cami, Mo, JP, Jorge, Orne, Karla, Carola, Paz y toda la pléyade de
grandes personas que, tengo el honor de decir, han sido mis amigos durante estos últimos 7 años.
A mis profesores del colegio John Dewey College, muchas veces olvidados, por guiarme desde
retoño en todos los aspectos. Por supuesto, también a todos mis profesores de esta casa de estudios,
por sus enseñanzas imperecederas.
A Francisca, por todo su amor e incondicional apoyo, y por hacerme sentir el hombre más feliz
del mundo incluso en los momentos más difíciles.
A los profesores José Hernández y Leandro Herrera, por sus enseñanzas su ayuda y por sus
valiosísimos aportes para formar en mí, a partir de visiones complementarias, una visión integral de lo
que involucra la ingeniería. A Felipe, Claudio, Loreto y Daniel, Gina e Irene, compañeros de trinchera, por
haber formado parte de mi segunda casa durante este último año.
Pero por sobre todo, gracias a mi familia, mi pilar fundamental: a mis hermanos Daniel, Martín y
Valentina, a mi padre, Patricio y mi madre, María Elena. Imposible de resumir, pero simplemente, gracias
por haberme dado la vida que he vivido.
iv
Tabla de contenidos
Nomenclatura ..................................................................................................... 1
I. Introducción .................................................................................................. 3
1.1 Antecedentes ........................................................................................................... 3
1.1.1 Cambio climático .................................................................................................................... 3
1.1.2 El Biodiesel ............................................................................................................................. 4
1.1.3 Biocombustibles en Chile ....................................................................................................... 6
1.2 Producción de Biodiesel mediante microalgas ........................................................... 7
1.2.1 Cultivo de microalgas ............................................................................................................. 9
1.3 Justificación del trabajo .......................................................................................... 11
1.4 Objetivos ................................................................................................................ 12
1.4.1 Objetivo Principal .................................................................................................................12
1.4.2 Objetivos Específicos ............................................................................................................12
1.4 Alcances ................................................................................................................. 13
1.5 Metodología ........................................................................................................... 14
II. Selección de ubicación y especie para la producción de microalgas ............ 15
2.1 Ubicación de la planta ............................................................................................. 15
2.2 Especies de microalgas para la producción de biodiesel ........................................... 16
2.2.1 Antecedentes .......................................................................................................................16
2.2.2 Selección de especie a utilizar ..............................................................................................18
III. Diseño conceptual del proceso .................................................................... 20
3.1 Características generales de la producción de microalgas ........................................ 20
3.2 Selección de etapas de procesamiento .................................................................... 21
3.2.1 Captación de agua ................................................................................................................21
3.2.2 Cultivo mediante Lagunas ....................................................................................................21
3.2.3 Fotobiorreactores .................................................................................................................23
3.2.4 Concentración de la biomasa ...............................................................................................27
3.2.5 Extracción del aceite ............................................................................................................27

v
3.3 Selección modo de operación.................................................................................. 29
3.3.1 Operación continua ..............................................................................................................29
3.3.2 Operación batch ...................................................................................................................30
3.3.3 Operación semi-continua .....................................................................................................30
IV. Balances de masa y energía ........................................................................ 32
4.1 Lagunas y fotobiorreactores .................................................................................... 32
4.1.1 Balances de biomasa ............................................................................................................32
4.1.2 Balance de Agua ...................................................................................................................33
4.2 Clarificador ............................................................................................................. 33
4.2.1 Balances de masa .................................................................................................................34
4.2.2 Dimensionamiento ...............................................................................................................35
4.3 Espesador ............................................................................................................... 37
4.4 Bombeo y agitación en fotobiorreactores ................................................................ 38
4.5 Agitación en lagunas ............................................................................................... 39
4.6 Compresores .......................................................................................................... 41
4.7 Decantador centrífugo ............................................................................................ 42
V. Resultados ................................................................................................... 43
5.1 Balances de masa ................................................................................................... 43
5.1.1 Diagrama de flujos cuantitativo ...........................................................................................43
5.2 Balances de masa ................................................................................................... 46
5.2.1 Reactores ..............................................................................................................................46
5. 3 Dimensionamiento ................................................................................................. 47
5.4 Balances de energía ................................................................................................ 48
5.4.1 Balance global de energía ....................................................................................................48
VI. Evaluación económica ................................................................................. 49
6.1 Inversión ................................................................................................................ 49
6.1.1 Costo equipos .......................................................................................................................49
6.1.2 Total Inversión ......................................................................................................................49
6.2 Costos variables ...................................................................................................... 51
6.2.1 Costos materias primas ........................................................................................................51
6.2.2 Energía ..................................................................................................................................51

vi
6.3 Costos fijos ............................................................................................................. 52
6.4 Ingresos .................................................................................................................. 52
6.5 Costo total de producción y flujo de caja ................................................................. 53
6.6 Análisis de sensibilidad ........................................................................................... 58
6.6.1 Precio de la energía ..............................................................................................................59
6.6.2 Inversión ...............................................................................................................................60
6.6.3 Tasa de descuento ................................................................................................................61
6.6.4 Precio del Subproducto ........................................................................................................62
6.6.5 Contenido de aceite y productividad ...................................................................................63
VII Discusión ..................................................................................................... 65
VIII. Conclusiones .......................................................................................... 69
IX. Bibliografía ................................................................................................. 70
ANEXOS ............................................................................................................. 73
Anexo A: Agitación en fotobiorreactores ..................................................................... 74
Anexo B: Condiciones de temperatura e irradiación solar en Mejillones ....................... 76
Anexo C: Sistema Interconectado del Norte Grande..................................................... 77
Anexo D: Requerimientos de nutrientes ...................................................................... 78
Anexo E: Detalle de costos de la construcción de equipos ............................................ 80
Anexo F: Flujos de caja para análisis de sensibilidad .................................................... 81
Anexo G. Memoria de cálculo: dimensionamiento de espesadores y clarificadores .... 105

1
Nomenclatura
A Área, [m2]
Ain Entrada neta de agua diaria fresca [m3/d]
Aout Salida de agua desde reactores diaria [m3/d]
d Profundidad del canal [m]
d diámetro del clarificador [m]
D Diámetro hidráulico de la cañería [m]
Dc Tasa de dilución crítica [1/h]
e Eficiencia del agitador
E Evaporación diaria [m3]
f Eficiencia de separación
f Coeficiente de fricción de Darcy
F Flujo de salida del reactor [l/h]
F0 Flujo de entrada al reactor [l/h]
Fi Flujo de entrada al clarificador [m3/h]
Fo Flujo de salida en el rebalse del clarificador [m3/h]
Fu Flujo de salida en los lodos del clarificador [m3/h]
g Aceleración de gravedad [m/s2]
h1 Altura de pared lateral [m]
Had carga adiabática del compresor [Nm/kg]
L Largo de cañería [m]
Leq Largo equivalente de cañería [m]
n Coeficiente de Manning, [s/m1/3]
P Potencia del motor [kWh]
P Perímetro del canal en contacto con el agua, [m]
p1 presión absoluta del gas de entrada, [kPa]
p2 presión absoluta de descarga [kPa]
Pb biomasa producida por día [g/d]
Q Flujo másico de la bomba [kg/s]
R Tasa de rebalse [m/h]
R Radio hidráulico, [m]
R Constante de los gases [J/(kg*K)]
r Tasa de descuento
S Pérdida de carga por unidad de largo
t tiempo [h]
T1 Temperatura de entradaal compresor del gas [K]
V,v Velocidad del fluido [m/s]
V Volumen del reactor [l]
Vd Volumen descargado por día por cada reactor [l]
W Gravedad específica, [kg/m3]
w Ancho del canal [m]

2
WR Potencia real de la bomba [kWh]
X0 Concentración inical de biomasa [g/l]
x0 Concentración de biomasa a la entrada del reactor [g/l]
Xt Concentración de biomasa al final del día [g/l]
Símbolos griegos
γ razón de calores específicos
δ Pérdida de carga en canal [m]
ε Tasa de evaporación diaria [mm/d]
μmax Tasa específica de crecimiento máxima [1/h]
μ Tasa específica de crecimiento [1/h]
α Tasa específica de muerte celular [1/h]
η Eficiencia de la bomba

3
I. Introducción
1.1 Antecedentes
Desde fines de la década de los 90, dos temas han cobrado particular importancia y repercusión
mediática en el panorama energético de Chile: la crisis energética que atraviesa el país producto de
escasa disponibilidad de combustibles fósiles, con la consiguiente dependencia energética que esto
conlleva, y el impacto que genera este tipo de combustibles al calentamiento global.
El tema de los combustibles fósiles se ha convertido finalmente en una moneda con dos caras
iguales, pues ya sea por la futura escasez y el precio de su suministro, o por el problema ambiental que
su combustión genera, es necesario encontrarle un reemplazo.
1.1.1 Cambio climático
La temperatura del aire en la superficie terrestre es resultante del balance de energía entre la
energía que llega del sol, que es la única fuente externa de calor, y la energía que se pierde por
enfriamiento, principalmente mediante radiación infrarroja.
La atmósfera es relativamente transparente a la radiación solar que llega desde el sol, pero no
así con la radiación en el espectro infrarrojo que emite la tierra al enfriarse. Este efecto, llamado efecto
invernadero, es producido por gases presentes en la atmósfera, los gases de efecto invernadero. Entre
ellos están el vapor de agua, el dióxido de carbono (CO2), el metano (CH4), el óxido nitroso (NO2),
hidrfluorocarbonos (HFCs), perfluorocarbonos (PFCs) y el hexafluoruro de azufre (SF6).
Los gases de efecto invernadero representan aproximadamente un 1% de la atmósfera y actúan
reteniendo parte del calor que libera la tierra. Sin este efecto, la temperatura en la tierra sería en
promedio unos 30°C más baja, y la vida no sería posible como la conocemos hoy en día.
La actividad humana ha hecho que la capa de gases de efecto invernadero que rodea a la Tierra
se enriquezca, causando que una mayor parte de la radiación infrarroja sea retenida. El resultante
aumento de las temperaturas mundiales está alterando la compleja red de sistemas que hacen posible la
vida sobre la tierra, como la cubierta de nubes, las precipitaciones, las pautas de los vientos, las
corrientes oceánicas y la distribución de las especies vegetales y animales. La temperatura media de la
superficie terrestre ha subido más de 0,6 °C desde los últimos años del siglo XIX, y se prevé que aumente
de nuevo entre 1,4 °C y 5,8 °C para el año 2100.
De acuerdo con la Comisión Marco de Naciones Unidas para el Cambio Climático (CMNUCC), la
razón principal de la subida de la temperatura es un proceso de industrialización iniciado hace siglo y
medio y, en particular, la combustión de cantidades cada vez mayores de petróleo, gasolina y carbón, la
tala de bosques y algunos métodos de explotación agrícola. Para hacer frente a este problema global, la
CMNUCC propone una serie de medidas para la reducción de emisiones de gases de efecto invernadero,
entre las que se encuentran:

4
Rentabilizar la eficiencia energética: por ejemplo, mediante ampolletas de bajo consumo, autos
híbridos, aprovechamiento conjunto del calor y la energía generada en las grandes industrias.
Utilizar los combustibles fósiles de manera más eficiente.
Aprovechar las tecnologías de energías renovables disponibles:
o Mayor empleo de la energía solar y eólica
o La expansión de la energía hidroeléctrica, limitada por su repercusión en los asentamientos
humanos y los sistemas fluviales
o El uso de la biomasa como fuente de energía , sólo si la vegetación utilizada con ese fin se
sustituye por una cantidad equivalente de nuevas plantas
El abanico de opciones para la generación de energías renovables es amplio. Si bien existen un
sinnúmero de alternativas para la generación de energías renovables no convencionales (eólica, solar,
hidráulica de pasada, biomasa, biogás, etc.), a la hora de buscar una solución para los medios de
transporte las alternativas son más limitadas.
Entre las soluciones que se han postulado para solucionar el problema en el área del transporte,
dos son las que han logrado mayor éxito: el bioetanol y el biodiesel, biocombustibles obtenidos a través
de la transformación de materias primas agrícolas (maíz y caña de azúcar en el primera caso, y semillas
de oleaginosas en el segundo) factibles de combinarse con combustibles tradicionales.
1.1.2 El Biodiesel
Los metil-ésteres de ácidos grasos (FAME, por sus siglas en inglés), más conocidos como
biodiesel, son un biocombustible sintético elaborado a partir de distintas fuentes de triglicéridos, como
aceites vegetales, aceite residual de la industria de alimentos o incluso grasas animales. Por estar
producidos a partir de materias vegetales, las emisiones netas de CO2son considerablemente menores a
las producidas por la combustión de combustibles fósiles, pues el CO2 emitido en el momento de la
combustión fue previamente capturado desde la atmósfera por la planta durante su crecimiento.
Figura 1.1: Reacción de transesterificación entre triglicéridos y alcohol.
El biodiesel es producido a partir de la transesterificación de triglicéridos con un alcohol como
metanol o etanol. En la reacción de transesterificación, una molécula de triglicérido reacciona con 3
moléculas de metanol, para formar 3 moléculas de FAME y, como subproducto, una molécula de

5
glicerina. La reacción debe ser llevada a cabo en presencia de un catalizador ácido o alcalino, siendo este
último el proceso más común, en particular con hidróxido de sodio o con hidróxido de potasio. En
términos másicos, en los reactivos la relación entre los triglicéridos y el metanol es 10 a 1, mientras que
en el producto la relación entre los FAME y el glicerol también es 10 a 1.
Las características fisicoquímicas del biodiesel son muy similares a las del diesel corriente en
cuanto a poder calorífico, densidad y viscosidad, y puede ser mezclado con diesel corriente en
porcentajes bajos para luego ser usado sin necesidad de introducir modificación alguna en los motores
de este tipo de vehículos.
Producción de biodiesel
La producción mundial de biodiesel ha crecido sostenidamente durante los últimos años. El
principal productor mundial de biodiesel es Alemania, con cerca de 3 millones de toneladas producidas
el año 2007, lo que representa casi la mitad de la producción anual de toda la Comunidad Europea. Lo
siguen países como Estados Unidos y Francia.
Las materias primas más utilizadas para la producción de biodiesel son el raps en Alemania, la
soja en Estados Unidos, y la palma en países asiáticos como Indonesia. En la tabla 1.1 se muestran
algunos rendimientos en aceite por hectárea.
Tabla 1.1: Rendimiento en aceite de distintos cultivos utilizados para la producción de biodiesel (Fuente: Chisti, 2007).
Cultivo Rendimiento
en aceite
[L/ha]
Maíz 172
Soya 446
Raps 1190
Jatropha 1892
Coco 2689
Palma 5950
Ventajas y desventajas
Algunas de las ventajas del biodiesel en comparación al diesel fósil radican en:
Menor impacto en el cambio climático: dado que el dióxido de carbono emitido durante la
combustión de los combustibles es capturado por las plantas durante su crecimiento para
realizar su fotosíntesis, el balance de CO2 es prácticamente neutro.
Independencia energética: en países como Chile que no cuentan con grandes reservas de
hidrocarburos, contar con una fuente energética basada en cultivos vegetales resulta una
alternativa atractiva para alcanzar una mayor independencia energética.

6
Impulso a la agroindustria: para producir aceite a partir de fuentes vegetales se necesitan
cultivar grandes extensiones de terreno, generando una fuente de trabajo importante en
sectores rurales.
Bajo contenido en azufre
Entre sus desventajas están:
Una baja estabilidad a la oxidación, no siendo recomendable almacenarse por más de 6
meses.
Poder calorífico ligeramente menor que el diesel (cercano al 9% menor).
Problemas para su uso a bajas temperaturas, pues gelifica a temperaturas más altas que el
diesel (Knothe, 2005).
Por otra parte, el aumento explosivo en la demanda por biocombustibles, gatillado entre otras
causas por el elevado precio del crudo y la necesidad de contar con una fuente de combustible cuya
disponibilidad no dependa de aspectos geopolíticos, ha hecho visibles algunos aspectos menos
convenientes de los biocombustibles anteriormente mencionados.
Los biocombustibles presentan ciertas limitaciones que limitan su producción a escala mundial.
El uso de suelos agrícolas que supone la plantación de cultivos con fines energéticos es intensivo, dado el
bajo rendimiento en toneladas de aceite por hectárea obtenido de los cultivos energéticos. Ante la
creciente demanda por biocombustibles, se corre el riesgo del desplazamiento de los cultivos
alimenticios por cultivos energéticos. Por esta razón, el potencial de este tipo de biocombustibles para
reemplazar a los combustibles fósiles es limitado, y está acotado a servir de complemento para mezclas
de combustibles fósiles con un bajo porcentaje de biocombustibles. Más aun, la baja productividad de
los cultivos (ver Tabla 1.1) limita la oferta potencial de estos biocombustibles, siendo necesarias grandes
extensiones de terreno para producir cantidades relevantes de combustible.
Como solución a este problemas surgen los biocombustibles de segunda generación, producidos
a partir de materias primas vegetales no alimenticias, como rastrojos de la producción agrícola o semillas
no comestibles como la Jatropha. Se habla también de una tercera generación de biocombustibles (como
el biodiesel a partir de algas) y hasta cuarta una generación de biocombustibles en la que el balance de
CO2 es negativo, es decir que se captura más CO2 que el que se generaría de la combustión de los
combustibles, ya que el combustible final en estos procesos sería hidrógeno y no un hidrocarburo y el
CO2 es geosecuestrado. Lo concreto es que se avanza hacia la producción de biocombustibles cuyas
materias primas no compiten por el suelo con los alimentos, y hacia procesos más eficientes de captura
de dióxido de carbono y de generación de energía.
1.1.3 Biocombustibles en Chile
Si bien en Chile no existe un mercado desarrollado de los biocombustibles, en los últimos años se
ha hecho manifiesto el interés por parte del Gobierno de Chile por desarrollar esta industria, por
ejemplo, se ha liberado a la venta de biocombustibles del pago de Impuesto Específico a los
Combustibles y se ha elaborado una normativa propia con las especificaciones de calidad para la
comercialización de biodiesel y bioetanol.

7
Hacia fines del año 2007 se inauguró en Chile la primera planta industrial de biodiesel por parte
de la empresa Pullman Bus, la cual usa como materia prima aceite usado proveniente de residuos de
industrias de preparación de alimentos, y tiene una capacidad de producción de 100.000 litros de
biodiesel por mes.
1.2 Producción de Biodiesel mediante microalgas
Las algas son organismos fotosintéticos que viven principalmente en medios acuáticos.
Corresponden a un grupo polifilético, es decir, agrupa a organismos que han seguido líneas evolutivas
distintas, por lo cual abarca una serie de microorganismos con características disímiles entre sí. A
diferencia de plantas, las algas no poseen mayor grado de diferenciación en sus tejidos como raíces,
tallos u hojas, sus ciclos reproductivos son diferentes, pueden ser unicelulares o pluricelulares y su
tamaño puede variar desde unos pocos micrómetros en las algas unicelulares, hasta más de 50 metros
en macroalgas.
Las microalgas generan su biomasa a través de la fotosíntesis, que es el proceso mediante el cual
algunos organismos transforman la luz solar en otras formas de energía aprovechables por todos los
organismos usando la luz solar para crear biomasa a partir de CO2 y agua. Entre los organismos
fotosintéticos están las plantas, las algas y cianobacterias.
6𝐶𝑂2 + 6𝐻2𝑂 𝜈 𝐶6𝐻12𝑂6 + 6𝑂2
La actividad fotosintética de las algas comprende a más de un 50% del total de la actividad
fotosintética global, y permite transformar la radiación fotosintéticamente activa (PAR, por sus siglas en
inglés) en energía química mediante una serie de complejas reacciones de oxidación y reducción.
La fotosíntesis engloba dos grandes sistemas de reacciones: las reacciones dependientes de la
luz, que involucra la captura de fotones y su conversión en energía (NADPH y ATP), y las reacciones
“oscuras”, que son aquellas que no dependen de la luz.

8
Figura 1.2: Esquema de las relaciones entre las reacciones dependientes de la luz y las reacciones independientes de la luz (Fuente: Barsanti, 2006).
En reacciones de fase luminosa, una molécula de agua es dividida para liberar protones y
electrones con dos fines: generar un gradiente de protones cuya fuerza motriz es utilizada para fosforilar
una molécula de ADP en ATP, y actuar como dador de electrones para convertir el NADP+ en NADPH.
Como subproducto se obtiene una molécula de oxígeno por cada molécula de agua disgregada.
En las reacciones oscuras, que no requieren de luz solar, se utilizan los productos de las
reacciones dependientes de la luz para fijar y reducir el carbono inorgánico en triosa fosfato.
Para llevar a cabo la fotosíntesis, los organismos fotosintéticos cuentan con 2 complejos
enzimáticos denominados Fotosistema I y Fotosistema II. Estos complejos captan la luz solar mediante
pigmentos (clorofilas y carotenoides), moléculas complejas altamente resonantes cuyos electrones en
los enlaces resonantes son excitados por la luz solar en el rango de 400 a 700 nm.
La cinética de crecimiento de las algas está determinada por la irradiación de luz solar a la que se
ven expuestas. A intensidades moderadas de luz (ver figura 1.2), las microalgas aumentan su fotosíntesis
junto con el aumento en la intensidad de la luz. Alcanzado un umbral llamado “intensidad de
saturación”, la microalga no sigue aumentando su tasa de crecimiento, para finalmente decaer en la
medida que aumenta la intensidad de la luz solar; este comportamiento recibe el nombre de
fotoinhibición. Por otra parte, se busca que la luz solar sea capaz de atravesar el cultivo hasta las zonas
más profundas de los cultivos, para lo cual se requiere que la intensidad de la luz tampoco sea baja.

9
Figura 1.1: Evolución del proceso de fotoinhibición en función de la intensidad de luz incidente. El eje de las ordenadas, que indica el nivel de fotosíntesis de la microalga, está cuantificado por la tasa de generación de oxígeno., y en eje de las abscisas la intensidad de la luz incidente esta medido en densidad de flujo de fotones. La intensidad en días soleados es del orden de
los 2000 uE m-2
s-1
(Fuente: Benemann, 1996).
Así como intensidades de luz muy altas pueden dañar a las microalgas, estas también requieren
de ciclos de luz y sombra para poder completar de manera adecuada sus reacciones fotosintéticas, tanto
de fase lumínica como de fase oscura. Las reacciones de la etapa oscura son más lentas que las de la fase
lumínica, por lo cual el ciclo de las reacciones oscuras es de una duración varias veces mayor que la
etapa de luz. Mientras que ciclos muy cortos dañan los fotosistemas, ciclos muy largos atentan contra la
productividad pues indican que las microalgas están poco expuestas a la luz.
Otra característica de las microalgas es que, junto con su alta actividad de fijación de CO2, al igual
que las oleaginosas utilizadas para producir biodiesel las microalgas tienen la capacidad de producir
aceites que sirven como materia prima para producir biodiesel. Esta cualidad de acumular aceite es, en
ciertas especies, considerablemente mayor que la que tienen los vegetales (ver, p.e., Chisti, 2007), con la
ventaja además que no necesitan de suelo fértil para crecer.
1.2.1 Cultivo de microalgas
Las microalgas son cultivadas a nivel masivo como una fuente de suplemento alimenticio, dado
su alto contenido en proteínas, del orden del 50%. Especies como la Spirullina y Chlorella han sido
cultivadas desde los años 70 en grandes piscinas de poca profundidad, y en los últimos años ha tomado
fuerza el cultivo de microalgas en fotobiorreactores transparentes de diversas formas y tamaño, que
permiten evitar la contaminación de los cultivos por otros microorganismos.
El cultivo de microalgas requiere de luz solar, dióxido de carbono como fuente de carbono y
algunos otros nutrientes, y se puede llevar a cabo en agua dulce o salada, dependiendo del tipo de alga.
Estas condiciones se pueden lograr en ambientes que, por lo poco aptos para cualquier otro
aprovechamiento, parecen casi ideales para su producción industrial: Se pueden aprovechar los
desiertos para captar la mayor cantidad de luz solar posible, el CO2 se puede obtener de las emisiones

10
gaseosas de alguna planta termoeléctrica, y es posible utilizar agua salada para el cultivo de las algas, la
que se puede bombear directamente desde el mar.
Hace más de 30 años, el Laboratorio Nacional de Energías Renovables de Estados Unidos (NREL)
puso en marcha un ambicioso programa destinado a investigar las especies acuáticas que pudiesen ser
de importancia para la generación de energía, llamado “Programa de Especies Acuáticas”, (ASP por sus
siglas en inglés). El programa, orientado a la producción de hidrógeno, abarcó microalgas de distintos
tipos, las cuales tienen la capacidad de producir aceite –materia prima para producir biodiesel- el cual
producen naturalmente como reserva energética y como medio para alterar su propia densidad y
mejorar su capacidad de flotar y para realizar su fotosíntesis. Esta cualidad de acumular aceite es
considerablemente mayor que la que tienen los vegetales parea realizar el mismo proceso, con la
ventaja además que no necesitan de suelo fértil para crecer.
Este programa incluyó el estudio de sus tecnologías de cultivo, de procesamiento, de selección y
optimización de especies, análisis de costos asociados, etc. El programa fue terminado en 1996, y si bien
verificó que el proceso de producción era dificultoso pero factible de llevarse a cabo (Sheehan et al,
1998), también determinó que, dado el precio que en ese entonces presentaba el crudo las estrategias
estudiadas no eran económicamente factibles de llevarse a cabo.
Posterior a los estudios desarrollados por NREL y motivados por las proyecciones de un alto
precio del crudo (US$ 150 por barril a julio de 2008) y los problemas ambientales que éste genera debido
a las emisiones de CO2 a la atmósfera, se han desarrollado una amplia variedad de intentos por lograr la
factibilidad económica de la producción a gran escala. Un gran número de firmas como Greenfuel
Techonolgies o Solix Biofuels han desarrollado diseños propios, contemplando la elaboración de
sistemas de fotobiorreactores. Aunque ninguna de ellas ha iniciado aun una producción comercial,
algunas empresas como la norteamericana Greenfuel Technologies esperan que esto empiece a ocurrir
en el corto plazo.

11
1.3 Justificación del trabajo
Chile tiene condiciones favorables para la producción de biodiesel a partir de algas. El norte
chileno cuenta con cielos despejados, capaces de abastecer de luz solar de manera excepcional, y se
dispone de agua de mar, la cual es igualmente útil que el agua dulce para el cultivo de microalgas. Hay
gran cantidad de terreno disponible y la presencia de centrales termoeléctricas permitiría disponer de
CO2 en grandes cantidades y a un bajo costo.
Los cultivos en lagunas y en fotobiorreactores presentan cada uno ventajas y desventajas. Hay
investigadores y empresas que defienden la implementación de los fotobiorreactores (Chisti el al.,
Greenfuel Technologies, Solix Biofuels), mientras que otras empresas apuntan al cultivo de algas
mediante lagunas (Benemann, 1996); sin embargo, son pocos los trabajos que comparan ambas
alternativas.
En este trabajo se busca estudiar la factibilidad técnica y económica de desarrollar en Chile la
producción de biocombustibles de aceite de microalgas a partir de dos procesos productivos distintos, de
manera de comparar y evaluar las ventajas y desventajas de ambos procesos.
Para lograr los objetivos del trabajo, se diseñaran conceptualmente dos procesos alternativos
para el crecimiento de las microalgas y se evaluará técnica y económicamente la factibilidad de ambos.
De la comparación de ambos proyectos se busca identificar las fortalezas y debilidades de la tecnología,
definir áreas que requieran mayor atención, determinar los principales costos y las condiciones que
hagan más o menos rentable el proceso, entre otros aspectos a ser estudiados.

12
1.4 Objetivos
1.4.1 Objetivo Principal
El objetivo principal del presente trabajo consiste en realizar un estudio técnico y económico
para el proyecto de instalación en Chile de una planta productora de 100.000 toneladas por año de
aceite de microalgas, como materia prima para producir biodiesel.
1.4.2 Objetivos Específicos
Realizar una investigación acabada acerca del estado del arte del cultivo de microalgas para la
producción de biodiesel.
Determinar una posible ubicación para la planta, tomando en cuenta factores como la disponibilidad
de terreno, disponibilidad de agua y exposición a la luz solar.
Seleccionar una especie de microalga capaz de producir aceite, en función de las características de la
ubicación de la planta escogida.
Diseñar conceptualmente un proceso que permita cultivar y cosechar algas y extraer el aceite de
ellas.
Realizar los balances de masa y energía de los equipos asociados al proceso.
Dimensionar los equipos principales y auxiliares del proceso y determinar el número de equipos y el
área necesaria para llevar a cabo el proyecto.
Determinar costos, precio del producto final y VAN del proyecto, y realizar análisis de sensibilidad
para las variables más importantes en la economía del proceso.

13
1.4 Alcances
De acuerdo con los objetivos planteados para la presente Memoria de Título, se desprenden los
siguientes alcances:
1. La elaboración de un diseño conceptual de una planta de producción de biodiesel a partir de
algas, no optimizado, pero que sirva como una primera aproximación para evaluar la factibilidad
técnica y económica de la puesta en marcha de una planta en Chile.
2. La evaluación de los aspectos técnicos más importantes para lograr producir biodiesel a partir de
algas de manera rentable.
3. Determinar y evaluar aquellos factores que podrían hacer especialmente atractiva la puesta en
marcha de una planta de producción de biodiesel a partir de algas, en nuestro país.
4. El estudio de alternativas de diseño del proceso que permitan aprovechar de la mejor manera los
factores enunciados en el Punto 3.
5. No se busca en este trabajo ahondar en el diseño del proceso de transesterificación de biodiesel,
pues es relativamente estándar. El enfoque principal es hacia la etapa de producción de la
materia prima para producir biodiesel, es decir, el cultivo, cosecha y extracción de los ácidos
grasos desde las microalgas.

14
1.5 Metodología
El estudio se llevó a cabo comparando las dos formas de cultivo microalgas, en fotobiorreactores
y en lagunas, de modo de poder escoger la alternativa más factible de realizarse.
El proyecto comprendió en su etapa inicial una extensa búsqueda bibliográfica, con el primer
objetivo de familiarizarse con las tecnologías usadas en el desarrollo de estos biocombustibles, así como
una recopilación de algunas de las especies acuáticas de mayor interés para la producción de biodiesel y
sus principales características: porcentaje de aceite, tasa de duplicación, condiciones óptimas, etc.
A continuación se escogieron las algas a utilizar en este estudio. Se tomaron en consideración
parámetros como velocidad de crecimiento, rendimiento en lípidos, y condiciones óptimas de cultivo
similares a las de la ubicación escogida.
Posteriormente se diseñó conceptualmente el proceso productivo. Con el proceso productivo
definido, se prosiguió el estudio con la evaluación técnica y económica del proceso, el cual comprende:
Selección de alternativas: Selección de los equipos necesarios para cada etapa definida en el diseño conceptual, definición del modo de operación de la planta y materiales de construcción de los principales equipos.
Balances de Masa y Energía: Con el objetivo de determinar los requerimientos de insumos necesarios para la producción anual deseada. En esta etapa se consideraron, como tasa específica de crecimiento y porcentaje de lípidos, concentraciones máximas alcanzables para cada tipo de cultivo y eficiencia de las operaciones unitarias. Entre las hipótesis importantes de esta etapa, se tomó como supuesto que el CO2 es obtenido a costo cero a partir de las emisiones de una central termoeléctrica, siendo el único costo del gas su compresión y transporte hacia la planta.
Dimensionamiento de equipos: A partir de los resultados obtenidos en el balance de masa se dimensionaron los equipos principales y auxiliares como compresores y bombas para una capacidad de producción de 100.00 ton/año.
Evaluación Económica: Luego de resueltos los balances de masa y energía y dimensionados los equipos, se estimaron los costos de inversión y operación de la planta bajo ambos sistemas. Posteriormente se calculó el precio estimado del combustible producido, la tasa interna de retorno y el valor actual neto del proyecto, evaluado a 20 años con una tasa de descuento de un 12%. Finalmente se realizaron análisis de sensibilidad, para determinar qué variables son las más influyentes en los resultados económicos.

15
II. Selección de ubicación y especie para la
producción de microalgas
2.1 Ubicación de la planta
La selección de la ubicación y la especie de microalga a utilizar son dos factores que están
interrelacionados, pues la ubicación determina las condiciones en las que se realizará el cultivo, y cada
microalga tiene sus propias condiciones óptimas de crecimiento
Condiciones ambientales como la irradiación solar, la temperatura, la oscilación térmica o la
estacionalidad son determinantes para el éxito o fracaso de un cultivo. Existen otros factores además de
los climáticos que son relevantes a la hora de escoger una ubicación para el cultivo: se requiere disponer
de terreno barato y ojalá plano, disponibilidad de nutrientes (en particular CO2), un buen suministro de
energía y una fuente de agua abundante. El agua puede ser dulce o salada, pero dependiendo de esto
será la microalga que se escoja para el cultivo.
De preferencia, se busca evitar locaciones en las que la temperatura en la estación fría descienda
mucho, y que las precipitaciones sean bajas. Las oscilaciones térmicas altas traen como consecuencia
una disminución en la productividad, mientras que en cultivos abiertos, la lluvia trae como problema la
dilución de los cultivos. Esto dificulta aún más la etapa de extracción de la biomasa, proceso el cual de
por sí ya es complejo dado lo diluido que son los cultivos de microalga.
Las algas requiere CO2 para realizar su fotosíntesis. Éste se puede conseguir de los gases de salida
de las plantas termoeléctricas de generación de energía. De esta manera se puede ocupar el CO2
proveniente de la combustión de combustibles fósiles para la generación de energía como suministro
para los cultivos, fijando importantes cantidades de CO2 que hubiese ido al ambiente.
Otros factores relacionados con el proceso productivo más que con la biología de las microalgas
son la disponibilidad de terreno y de energía. Para la escala de producción propuesta en este trabajo se
requieren terrenos extensos, a priori del orden de las miles de hectáreas. En lo posible, este terreno
debe ser plano, para que el gasto en nivelación del terreno sea lo más bajo posible.
Tomando en cuenta todos los factores anteriormente mencionados, se ha seleccionado como
ubicación para la planta la localidad de Mejillones, por contar con las siguientes ventajas comparativas:
Posibilidad de contar con agua marina de manera abundante.
Disponibilidad de terrenos extensos y económicos.
Baja oscilación térmica durante el día.
Baja oscilación de la temperatura media mensual a lo largo del año.
Bajos niveles de lluvia.
Cercanía de plantas generadoras de energía termoeléctricas.

16
2.2 Especies de microalgas para la producción de biodiesel
2.2.1 Antecedentes
Las microalgas de interés para la producción de aceite son aquellas que tienen un contenido del
aceite lo suficientemente alto como para justificar su cultivo para la producción del biodiesel.
Durante el programa de la ASP, numerosos estudios fueron encargados a distintas entidades de
estudio para determinar la productividad de biomasa y la acumulación de lípidos, carbohidratos y
proteínas en las microalgas, bajo distintas condiciones de luminosidad, tipos de cultivo y nutrientes
Como regla general se observó que bajo condiciones de deficiencia de nitrógeno en algas verdes, y de
silicio en diatomeas, los microorganismos tienden a acumular energía en forma de carbohidratos o de
lípidos, pero al mismo tiempo bajan su tasa de crecimiento específico. Entre las especies de algas de alto
contenido lipídico que mejores resultados obtuvieron en aquellos estudios se encuentran Botryococcus
brauni, distintas especies de Chlorella, Prymnesium Parvum, Scenedesmus dimorphus, Euglena gracilis,
Chlamydomonas reinhardtii, Tetraselmis suecica y Phaeodactylum tricornutum. Los principales
resultados de aquellos estudios se observan en la Tabla 2.1, y a continuación se presenta una breve
descripción de algunas de las especies estudiadas en aquel entonces.
Tabla 2.1: Rendimientos obtenidos para distintas especies de microalgas. Estudio de laboratorio realizado por la
Universidad de California entre 1980 y 1983, en agua de mar natural, bajo distintas condiciones de luminosidad y
disponibilidad de nitrógeno. Las especies presentadas corresponden a especies marinas (Fuente: Sheehan et al.,
1998)
Especie
Condiciones
luz Nitrógeno
Tipo
cultivo
Crecimiento
celular [g peso
seco/m2-día]
Rendimiento lípidos
(%)
P.tricornutum 50% Suficiente
21-22 19,8
50% Insuficiente
7-11 22-30
70% Suficiente
17.7
D. primolecta 60% Suficiente Continuo 12.0 23.1
Insuficiente
13.7
M. salina 50% Suficiente
13.9 20,7
Insuficiente
22,1
T. suecica: 60% Suficiente Batch 19.1 23.1
Insuficiente Batch
14.6
Isochrysis sp.
Suficiente Batch 11.5 28.5
Insuficiente
5.5-7.6 33.4

17
Botryococcus braunii
La alga verde Botryococcus braunii ha sido muy comentada acerca de su potencial para producir
biodiesel a partir de microalgas. Esta cepa tiene la capacidad de poder producir hasta un 86% de su peso
seco en lípidos, lo que la hace particularmente única en este aspecto. Se encuentra ampliamente
distribuida en aguas dulces y salobres alrededor del mundo.
Las condiciones óptimas para el cultivo de esta microalga que permiten alcanzar la mayor
producción de lípidos (Jian Qin, 2005) son temperatura ambiente de 23° C, exposición a la luz de 12
horas diarias y una salinidad de 8,8%.
En principio, esta especie no funcionaría bien como fuente de aceite para la producción de
biodiesel dado su lento crecimiento, su baja resistencia a la agitación y el gran tamaño de las cadenas
hidrocarbonadas de los lípidos que produce (ver tabla 2.1), de hasta 37 átomos de carbono por molécula.
Tabla 2.2: Constituyentes de las cadenas hidrocarbonadas de los ácidos grasos producidos por Botryococcus
Braunii (Fuente: Hillen, 1982).
Compuesto %
masa
Isobotriococceno 4%
Botriococceno 9%
C34H58 11%
C36H62 34%
C36H62 4%
C37H64 20%
Otros hidrocarburos 18%
Chlorella protothecoides
La Chlorella tiene una alta tasa de reproducción, con una tasa de duplicación de 2,66 veces por
día (Ver Tabla 3). Se ha estudiado el cultivo de Chlorella protothecoides (Xiaoling Miao, 2006) tanto bajo
crecimiento autotrófico como heterotrófico, es decir, con adición de carbono orgánico como fuente de
carbono, en vez de solamente CO2 y luz solar. Creciendo las algas en cultivos batch a 26°C, con
iluminación continua de 40 E m-2s-1, y 10 g/l de glucosa para el crecimiento heterótrofo, se encontró un
aumento en la producción de lípidos de hasta 3 veces lo producido mediante crecimiento autótrofo.
El gran costo que la adición de una fuente de carbono significa para la producción a escala hace
menos atractiva esta alternativa como medio de aumentar el rendimiento de las microalgas. Aún así, es
una alternativa interesante de tener en cuenta y en la actualidad es una de las especies más estudiadas
para conseguir la producción a gran escala de biodiesel.
Phaeodactylum tricornutum
Esta especie fue una de las que presentó resultados más consistentes en cuanto a tasa de
generación de biomasa diaria y estabilidad del cultivo a lo largo del año (Sheehan et al., 1998). Esta
diatomea de hábitat marino -siendo cultivada en agua de mar natural enriquecida con N, P y otros

18
metales traza- alcanza una productividad de 21-22 [g peso seco/m2-día]. La productividad obtenida con
más luz solar (70% de luz solar completa) resulta ser más baja, con un 17,7 [g peso seco/m2-día]. En
condiciones de deficiencia de nitrógeno, la tasa de crecimiento se mantiene entre 7 y 11 [g peso
seco/m2-día].
El contenido graso de esta especie está entre el 20% y 30%, dependiendo de si las condiciones de
nitrógeno son suficientes o insuficientes, respectivamente; no obstante, la producción total de lípidos no
varió considerablemente entre un caso y otro.
Prymnesium parvum
Un alga dorada, el prymnesium tiene un contenido graso alto, de entre 22 y 38%. Esta alga
habita de preferencia en estuarios y aguas marinas, y crece de manera óptima en aguas con una
salinidad desde 4%, pero también lo hace en agua dulce. La dificultad de esta especie de alga es que es
considerada un alga tóxica, razón por la cual se puede tornar problemático lidiar con grandes cantidades
de ésta.
Scenedesmus dimorphus
Esta bacteria pesada, puede alcanzar un contenido de lípidos de entre un 16 y un 40%, y crece de
manera óptima a temperaturas entre 30 y 35°C. En estudios de crecimiento en lagunas, se ha registrado
que esta alga crece mejor en invierno y primavera, y que la producción de lípidos decrece lentamente en
la medida que la salinidad del medio aumenta.
Euglena gracilis
Es una de las pocas especies de microorganismos de las cuales se tiene información casi
completa sobre el contenido del medio necesario para una óptima fotosíntesis. Es una diatomea que
tiene un contenido lipídico de 14-20% de su peso seco. Las euglenas habitan principalmente aguas
dulces, aunque existen especies marinas. La temperatura óptima de crecimiento se sitúa entre los 27 y
31 °C, la concentración de dióxido de carbono óptima es de 4% y la de oxigeno un 20%, mientras que las
condiciones ideales de iluminación de 100 E m-2s-1.
2.2.2 Selección de especie a utilizar
En función de los resultados de los estudios de Programa de Especies Acuáticas y las
características del lugar escogido para llevar a cabao el cultivo de microalgas, para este trabajo se ha
selecccionado la diatomea Phaeodactylum tricornutum, puesto que, además de cumplir el criterio
expuesto anteriormente, es posible de cultivar con agua salada de mar y tiene aceptables rendimientos
de aceite. No requiere de condiciones extremas de salinidad o luminosidad y las condiciones óptimas de
temperatura del cultivo son relativamente parecidas a aquellas que se encuentran en Mejillones,
cercano a los 24° C.
19
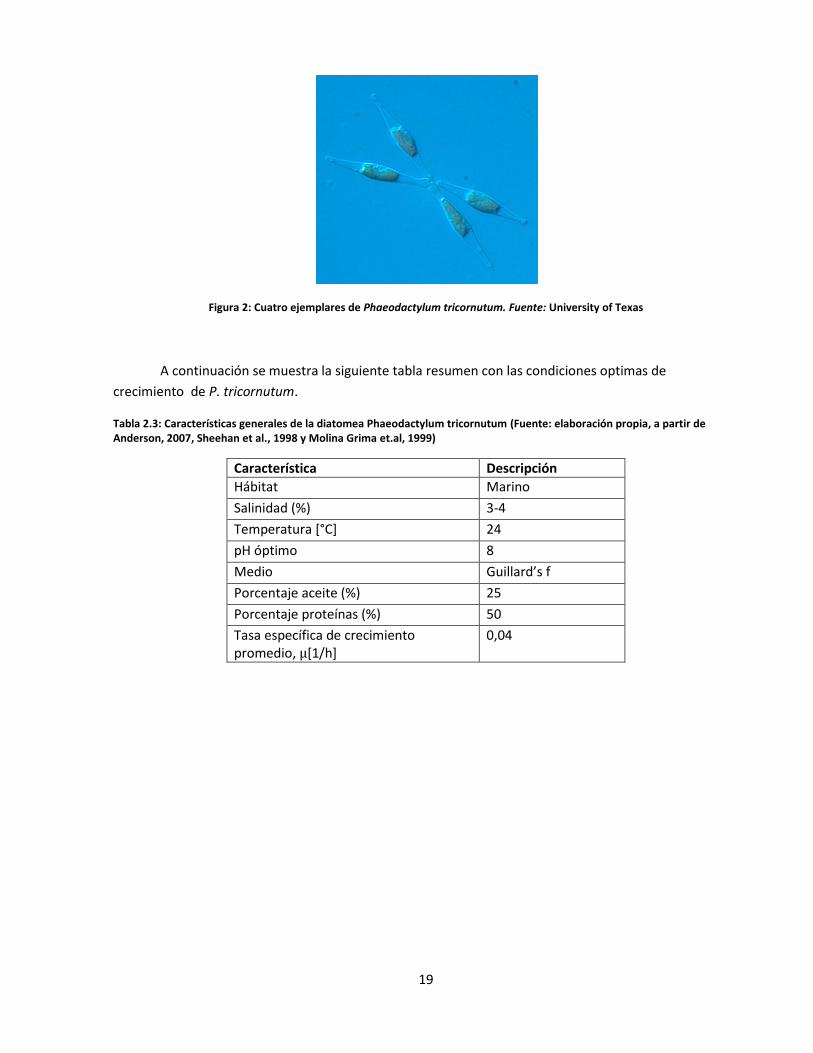
Figura 2: Cuatro ejemplares de Phaeodactylum tricornutum. Fuente: University of Texas
A continuación se muestra la siguiente tabla resumen con las condiciones optimas de
crecimiento de P. tricornutum.
Tabla 2.3: Características generales de la diatomea Phaeodactylum tricornutum (Fuente: elaboración propia, a partir de Anderson, 2007, Sheehan et al., 1998 y Molina Grima et.al, 1999)
Característica Descripción
Hábitat Marino
Salinidad (%) 3-4
Temperatura [°C] 24
pH óptimo 8
Medio Guillard’s f
Porcentaje aceite (%) 25
Porcentaje proteínas (%) 50
Tasa específica de crecimiento promedio, μ[1/h]
0,04

20
III. Diseño conceptual del proceso
3.1 Características generales de la producción de microalgas
La producción de aceite de microalgas consta básicamente de tres partes: el cultivo de
microalgas, la recuperación de éstas y la posterior extracción del aceite.
A grandes rasgos existen dos tipos de sistemas de cultivo de microalgas, cada uno con sus
ventajas y desventajas: el cultivo en lagunas y el cultivo en fotobiorreactores. Las lagunas consisten en
grandes piscinas de forma ovalada, parecidas a una pista de carrearas de baja profundidad (se les conoce
en inglés como “Raceway Pond System”). El cultivo en lagunas permite el crecimiento de microalgas a
gran escala y a un costo relativamente bajo.
El cultivo en fotobiorreactores se lleva a cabo en estanques cilíndricos alargados, de manera de
mantener la mayor superficie posible en contacto con la luz solar. Este sistema ofrece mayor
concentración de biomasa y mayor eficiencia en la conversión de energía solar, pero suele implicar una
inversión más elevada que el cultivo en lagunas.
Cualquiera que sea el modo de cultivo de microalgas, son necesarios como insumos CO2, luz solar
y agua, la que puede ser salada o dulce dependiendo de la especie que se esté cultivando; agua de mar
suele ser suficiente para los requerimientos de la producción. Los factores que afectan el crecimiento de
las algas son la temperatura (el óptimo está entre los 20 y 30 °C, bajas temperaturas afectan
negativamente), el pH y la salinidad del agua.
El CO2 debe ser suministrado externamente. Por esta razón, la producción de biodiesel a partir
de algas es un proceso posible de integrar con la generación de energía eléctrica a partir de combustibles
fósiles. El CO2 que se produce en la combustión de carbón o petróleo en las plantas generadoras es
ingresado al cultivo como fuente de carbono para las algas.
Otros nutrientes como nitrógeno o fósforo deben ser suministrados también externamente. Se
ha observado que bajo condiciones de estrés por escasez de nitrógeno el rendimiento en aceite aumenta
considerablemente; no obstante, el estrés que esto supone afecta negativamente al crecimiento de la
biomasa, y finalmente se produce una menor cantidad de aceite por unidad de tiempo, por lo que debe
suministrarse de todas maneras.
Posterior al cultivo de las algas, éstas se deben extraer del cultivo. Para esta etapa existente
varias alternativas, las que serán discutidas posteriormente. Finalmente se debe separar el aceite del
resto de la biomasa y el agua.

21
3.2 Selección de etapas de procesamiento
A continuación se discuten algunos de los procesos alternativos para las etapas contempladas en
el diseño del proceso.
3.2.1 Captación de agua
La captación del agua de mar se puede realizar mediante pozos en sectores costeros, o
directamente mediante bombeo desde mar adentro. La captación mediante pozos otorga la ventaja de
proveer un filtro de arena natural, evitando la incorporación al sistema de elementos extraños como
macroalgas, moluscos peces o rocas, por lo cual se considerará esta alternativa para este trabajo.
3.2.2 Cultivo mediante Lagunas
El diseño de lagunas para el cultivo masivo de algas se encuentra estandarizado en general, al
haber sido utilizado por cerca de 40 años para el cultivo de microalgas para producir nutracéuticos. Las
principales especificaciones de diseño y características constructivas ya han sido definidas, quedando
poco espacio para la innovación. Un esquema de una laguna típica se muestra en la Figura 3.1.
Figura 3.1: Esquema de un diseño típico de laguna para la producción de microalga. Cada carril suele tener 6 o 7 metros de ancho, pero el largo puede variar considerablemente para alcanzar áreas de irradiación solar de 1000 o incluso 10000 m
2
(Sazdanoff, 2006).
A continuación se explican algunas de las principales variables que se deben definir.
Dimensionamiento
La profundidad de las lagunas debe ser lo suficientemente baja como para que la luz solar pueda
penetrar incluso en las partes más profundas de ésta; por otra parte, mientras más bajas sean las

22
lagunas, una mayor área es necesaria para mantener un mismo volumen de cultivo, y por lo tanto mayor
es el requerimiento energético por unidad de volumen para hacer circular el fluido producto del efecto
del roce del agua con la superficie de la laguna. Por lo general se diseñan lagunas con una profundidad
de entre 20 y 30 cms (ver, p.e., Andersen, 2005).
El ancho y el largo pueden variar, aunque un ancho de carril de 6 metros es común, y el largo
puede variar sin problemas para alcanzar el área total irradiada por reactor deseada.
Construcción
Su construcción suele ser en cemento, pudiendo llevar un revestimiento plástico para evitar
corrosión, facilitar el mantenimiento y mejorar las condiciones de flujo del cultivo. El tamaño de las
lagunas depende de la etapa en el escalamiento en la que se esté. Éstas pasan de medir unos pocos
metros de largo a varias decenas de metros de largo en las últimas etapas del cultivo. También es posible
construirlas directamente en el terreno, en tal caso es necesario contar con un recubrimiento para
mantener la estructura de la laguna.
Agitación
Las lagunas cuentan con un agitador de paletas que mantiene el cultivo en permanente
circulación, a fin de evitar el estancamiento de las microalgas en el fondo de la laguna y permitir la
creación de los ciclos de luz y sombra necesarios para obtener que las algas crezcan de la mejor manera
posible. Los cultivos están agitados por paletas rotatorias que cruzan el canal de las lagunas en una sola
sección, perpendiculares al sentido del flujo, y se deben instalar de tal manera de que siempre quede al
menos una paleta en el agua. En pruebas de campo, se ha mostrado que una sola rueda de paletas
giratorias es suficiente para brindar una agitación adecuada (Andersen, 2005), si se mantiene una
velocidad de flujo de entre 15 a 25 cm/s. Aun así, dada la gran cantidad de lagunas necesarias para
alcanzar una producción a gran escala del aceite de algas, este proceso es intensivo en el uso de energía.
Entrada de CO2
El CO2 es ingresado a la laguna a través de pozos, en los que se da el intercambio gaseoso. La
eficiencia de absorción de CO2 en este tipo de reactores es alta, cercana al 90%(Sheehan et al., 1998).

23
3.2.3 Fotobiorreactores
A diferencia de las lagunas, los fotobiorreactores representan una tecnología relativamente
nueva, por lo que existen varios aspectos cuya determinación no es trivial. Los hay de variadas formas,
tamaños y materiales de construcción. Para el presente trabajo, se contempla el diseño de
fotobiorreactores tubulares, dispuestos en forma horizontal.
Los fotobiorreactores deben ser instalados de tal manera que se maximice la exposición de las
algas a la luz solar. Un diseño adecuado consiste en instalar arreglos de tubos horizontales transparentes
en paralelo, orientados de norte a sur. Para mejorar la entrada de la luz al fotobiorreactor, es
conveniente que la superficie debajo de los tubos sea pintada de color blanco si ésta no logra reflejar la
luz de buena manera por defecto. También se debe suministrar un nivel de agitación suficiente para que
las microalgas no se depositen en las paredes del reactor y tengan una exposición uniforme a la luz solar.
Figura 3.2: Distintos tipos de fotobiorreactores. Izquierda, arriba: diseño experimental de la empresa holandesa Bioking (Fuente: www.bioking.nl). Izquierda, abajo: diseño comercial de la empresa Bioking. Derecha: diseño experimental de Greenfuel Technology (Fuente: www.greenfuelonline.com)

24
Dimensionamiento
Producto de la actividad fotosintética de las algas, se produce oxígeno. El oxígeno, en
combinación con altos niveles de radiación solar, puede causar daño fotooxidativo al cultivo, razón por la
cual debe ser eliminado de los fotobiorreactores.
El largo del reactor está limitado por la concentración de oxígeno al interior del reactor, pues
concentraciones de oxígeno mayores al 300% del nivel de saturación generan daño fotooxidativo en las
microalgas (ver Figura 3.3). A su vez, la concentración de oxígeno es función de la velocidad del líquido al
interior del reactor, la cual no puede ser superior a 0,5 [ms-1] si se desea evitar el daño celular y no
puede ser menor que 0,35 [ms-1], pues de lo contrario el cultivo colapsa (Molina Grima et al, 2001).
Como el gas no puede ser eliminado directamente desde el fotobiorreactor, una solución a este
problema consiste en la instalación de desaireadores, en los cuales el exceso de oxígeno acumulado es
eliminado al ambiente.
Figura 3.3: Efecto de la velocidad del líquido en el largo máximo permitido del reactor. El criterio para definir el largo máximo
es permitir solamente hasta un 300% de saturación de oxígeno (Molina et al., 2000).
El diámetro de los tubos debe ser tal que permita una apropiada irradiación solar al interior del
reactor, pero que mantenga una zona menos iluminada en la que las algas realicen las reacciones
oscuras de su metabolismo y restablezcan la actividad de sus fotosistemas II.
Un diámetro de reactor más grande permite disminuir la inversión en fotobiorreactores, pues el
volumen del reactor depende del cuadrado del diámetro y su superficie es proporcional al diámetro. Por
otra parte, el aumento del diámetro del FBR conlleva problemas biológicos y/o técnicos, como la pérdida
de productividad por la alteración de los ciclos óptimos de luz-sombra, o en su defecto el aumento de la
potencia de agitación necesario para mantener éstos ciclos y una posible pérdida de productividad por el
stress producido por esto mismo.

25
Construcción
Los fotobiorreactores pueden ser construidos de varios materiales, entre ellos vidrio, acrílico
rígido, o polietilieno de baja densidad, siendo en este último caso mangas.
En el caso de los reactores rígidos (acrílico y vidrio), éstos tienen una vida útil más larga que las
mangas de polietileno, pero se hace necesario la instalación de una estructura metálica que soporte los
tubos, ya sea que estén apilados o dispuestos puramente de manera horizontal.
Las mangas de polietileno son flexibles, y por lo tanto es posible disponerlas directamente sobre
el suelo, aún cuando este no sea plano, ahorrando de esta manera los costos en soportes metálicos. Otra
de las ventajas del polietileno está en su bajo costo. Como en este caso la minimización del área de
terreno a utilizar no es un factor económicamente importante, es posible disponer las mangas de
manera horizontal sobre el suelo, Las desventajas radican principalmente en su corta vida útil, siendo
necesario reemplazar las mangas tras no más de 3 años de uso debido al opacamiento del plástico por la
luz solar. Otra de sus ventajas consiste en que el uso de polietileno como material de construcción
entrega una tasa neta de energía mayor que la del vidrio y el acrílico (Burguessa, 2007).
Privilegiando los bajos costos de construcción, se ha escogido para el presente proyecto la
construcción en mangas de polietileno de baja densidad. El uso de mangas de polietileno ha sido
estudiado para el cultivo de Haeomatococcus pluvialis y Chlamydomonas reinhardtii, para la producción
de astaxantina (Olaizola, 2000) y gas hidrógeno (Burguessa, 2007) respectivamente, y un ejemplo de este
sistema es posible de apreciar en la Figura 3.4.
Figura 3.4: Ejemplo de un sistema de producción de microalgas mediante tubos de polietileno (Fuente: Zittelli, 1999).

26
Agitación
La agitación de estos sistemas está dada por las bombas que permiten la circulación del cultivo.
La velocidad de agitación dependerá del largo del reactor, como lo indica la figura 3.3.
Finalmente, el diseño de la etapa de crecimiento de cultivo queda como se muestra en la figura
3.5.
Figura 3.5: Dos esquemas posibles para el cultivo mediante fotobiorreactores, que cuentan con un soplador de CO2 a la entrada de los fotobiorreactores, un conjunto de reactores puestos en paralelo, un desaireador en el que el O2 es liberado al ambiente, y una bomba que mantiene el cultivo en circulación. Arriba: El cultivo está en permanente reciclo. Se requiere un sistema de cañerías adicional para transportar el cultivo desde los fotobiorreactores a los decantadores. Abajo: El reingreso del cultivo puede no ser a los mismos fotobiorreactores; en tal caso, se tiene que la unidad reactor-desaireador-bomba se repite para formar una cadena de reactores puestos en serie, y los mismos fotobiorreactores sirven de cañerías para transportar el cultivo a los clarificadore. (Fuente: elaboración propia)

27
3.2.4 Concentración de la biomasa
La concentración de las microalgas es una de las etapas claves para la viabilidad del proceso,
pues los cultivos de microalgas son muy diluidos, del orden de 0,5 – 1 g/l, lo que dificulta mucho la
recuperación de la biomasa. Diversos procesos de recolección existen, pasando desde procesos
completamente mecánicos como la centrifugación a otros netamente biológicos como la biofloculación,
además de flotación por surfactantes o floculación con polielectrolitos artificiales o naturales como el
quitosano. El éxito de esta etapa depende de varios factores, entre ellos el tipo de alga, el proceso
productivo, la presencia de otras algas, la velocidad de producción, etc.
No existe un solo método genérico aplicable a todos los tipos de cultivo, sin embargo es posible
afirmar que los procesos tradicionales como la centrifugación o la floculación química son
recomendables si el producto que se generará es de un alto valor comercial, o si hay etapas previas de
concentración.
Para el presente estudio se diseño un proceso de concentración de dos etapas, donde la salida
del cultivo pasa a un clarificador, y la descarga de lodos de éste pasa a una etapa de espesamiento para
alcanzar una concentración aún mayor. El rebalse de ambos equipos será reciclado a los reactores de
manera de requerir extraer del mar la menor cantidad de agua posible
3.2.5 Extracción del aceite
Para el proceso de extracción del aceite se seleccionó una centrifuga de 3 fases. Estos equipos
cuentan con la ventaja de poder separar, en una sola etapa, una fase líquida pesada (agua), una fase
líquida liviana (aceite) y sólidos. Este proceso, a diferencia de otros como la extracción por solvente,
tiene la ventaja de separar la biomasa de la corriente de agua, de manera de poder aprovechar la
biomasa producida como un producto secundario del proceso como, por ejemplo, una fuente de
alimento
Previo a la entrada a la centrífuga se requiere una etapa de rompimiento celular, el cual se puede
producir por ejemplo con un molino de bolas o con un homogenizador de alta presión. Para este caso, se
seleccionó un homogenizador de alta presión pues el molino de bolas puede generar residuos producto
del rompimiento de las bolas, lo que podría afecta a la calidad de la biomasa extraída.

28
Figura 3.6: Corte transversal de un decantador centrífugo TRICANTER® (Fuente: Flottweg Separation Technology, 2008)
El proceso de producción de microalgas quedaría finalmente definido de la siguiente forma:
Figura 3.7: Esquema del proceso definido para la producción de microalgas a nivel conceptual. El proceso será evaluado para dos alternativas de cultivo de microalgas. Todas las otras etapas del procesamiento son iguales para ambas alternativas
Captación del agua
Cultivo de microalgas
Clarificado EspesadoHomoge-
nizadoCentrifu-
gado

29
3.3 Selección modo de operación
Los cultivos pueden operar bajo 3 regímenes: continuo, semi-continuo y batch.
3.3.1 Operación continua
La operación continua permite operar de manera sencilla la planta, pero con rendimientos más
bajos que en los otros métodos de cultivo. Los reactores están en operación solamente durante el día, y
se mantiene un flujo de entrada y de salida constante.
En estado estacionario, se tiene que cumplir que la biomasa generada es igual a la biomasa que
sale del reactor. En reactores CSTR, éste balances esta dado por
𝐹0 ∙ 𝑥0 − 𝐹 ∙ 𝑥 + 𝜇 ∙ 𝑥 ∙ 𝑉 − 𝛼 ∙ 𝑥 ∙ 𝑉 =𝑑 𝑥 ∙ 𝑉
𝑑𝑡= 𝑥
𝑑𝑉
𝑑𝑡+ 𝑉
𝑑𝑥
𝑑𝑡
Donde:
F0: Flujo de entrada al reactor [l/h]
F: Flujo de salida del reactor [l/h]
x0: Concentración de biomasa a la entrada del reactor [g/l]
x: Concentración de biomasa a la salida del reactor [g/l]
µ: Tasa específica de crecimiento [1/h]
: Tasa específica de muerte celular [1/h]
V: Volumen del reactor [l]
Considerando estado estacionario 𝑑𝑥
𝑑𝑡= 0 , volumen de reactor constante
𝑑𝑉
𝑑𝑡= 0 ,
alimentación estéril 𝑥0 = 0 y que la tasa de muerte es despreciable en relación a la de crecimiento
(<<µ), la ecuación queda de la siguiente forma:
−𝐹 ∙ 𝑥 + 𝜇 ∙ 𝑥 ∙ 𝑉 = 0
Es decir, en el estado estacionario la biomasa total que sale del reactor es igual a la que se
produce por el crecimiento de las microalgas.
Como 𝐷 =𝐹
𝑉 , finalmente se tiene
𝐷 =𝐹
𝑉= 𝜇
Se debe tener la precaución que el D que se use tenga un valor menor a la tasa de dilución
crítica 𝐷𝑐 = 𝜇𝑚𝑎𝑥 para que el cultivo no se esté lavando. Para P. tricornutum se han registrado valores
de µmax de 0,063 [h-1] (Molina et. al, 2000).

30
3.3.2 Operación batch
La operación batch considera el crecimiento diario de biomasa a partir de un inóculo. Al final de
la jornada, todo el cultivo es retirado para ser llevado a las etapas de separación y extracción de
biomasa.
La ecuación que describe este tipo de crecimiento es la misma que para cultivos continuos, pero
se debe tomar en cuenta que en este caso los flujos de entrada y salida F y F0 son cero, y que no se está
en estado estacionario. De esta manera, la ecuación que describe el balance de masa queda de la
siguiente forma, describiendo una reacción autocatalítica de primer orden:
𝑑𝑋
𝑑𝑡= 𝜇𝑋
Integrando,
𝑋𝑡 = 𝑋0eμt
Donde
Xt: Concentración final de biomasa a tiempo t, [g/l]
X0: Concentración inical de biomasa, [g/l]
μ: Tasa específica de crecimiento, [h-1]
t: tiempo, [h]
La concentración inicial está determinada por la concentración del inóculo que se administre.
Este modo de operación alcanza una producción diaria mayor que los otros dos modos, pero los costos
de puesta en marcha son mucho mayores, puesto que se requiere de un inóculo nuevo cada día, así
como agua para llenar todos los reactores diariamente.
3.3.3 Operación semi-continua
La operación semi-continua es similar a la operación batch, con la salvedad de que al final de la
jornada una fracción del cultivo es mantenida en los reactores, de manera de actuar como inóculo para
el cultivo del siguiente. El vaciado del cultivo y el suministro del medio fresco ocurren una vez al día, en
ese orden. Este método de cultivo combina las ventajas de la alta productividad del cultivo Batch, con la
facilidad de operación del cultivo continuo, pues no se requiere de un suministro diario de inóculo. Sus
problemas radican en que, especialmente en cultivos abiertos, podría favorecer el florecimiento de otros
microorganismos distintos al que se está pretendiendo cultivar.
Para el presente estudio, se ha escogido el cultivo semi-continuo de microalgas, por las ventajas
económicas que éste podría suponer. Independientemente del tipo de operación de los cultivos, el resto
de los procesos de la planta opera de manera continuada las 24 h del día; por esta razón, se debe instalar
un estanque pulmón entre los reactores y la etapa de clarificado, ya que los reactores descargan una

31
gran cantidad de volumen de cultivo en unas pocas horas y los equipos de separación deben operar con
un flujo continuo a lo largo del día.

32
IV. Balances de masa y energía
4.1 Lagunas y fotobiorreactores
4.1.1 Balances de biomasa
El balance de masa en la etapa de cultivo dependerá del modo de operación que tenga la planta,
el cual puede ser continuo, semi-continuo o batch. A continuación se describen los balances para el
modo de operación semi-continuo, que fue el escogido para este trabajo.
La cantidad de biomasa diaria obtenida por cada reactor estará dada por
𝑃𝑏 = 𝑋𝑡 ∙ 𝑉𝑑
Donde
Pb: biomasa producida diaria [g/d]
Xt: Concentración de biomasa al final del día, [g/l]
Vd: Volumen descargado por día por cada reactor [l]
La concentración al final del día depende de la concentración inicial, el tiempo de cultivo y la tasa
específica de crecimiento de la siguiente manera:
𝑋𝑡 = 𝑋0eμt
Dados valores conocidos de Xt y μ, se debe determinar la concentración inicial que debe tener el
cultivo al inicio del día para lograr las tasas de generación de biomasa deseadas.
𝑋0 =𝑋𝑡𝑒𝜇𝑡
El volumen de descarga debe ser tal que la concentración final en el reactor luego de reemplazar
el cultivo extraído por medio fresco sea X0.
𝑋𝑡 ∙𝑉 − 𝑉𝑑𝑉
= 𝑋0
Luego, el volumen descargado es
𝑉𝑑 = 𝑉 − 𝑋0 ∙𝑉
𝑋𝑡= 𝑉 1 −
𝑋0
𝑋𝑡
Finalmente, la biomasa diaria extraída por reactor es
𝑃𝑏 = 𝑋𝑡 ∙ 𝑉 1 −𝑋0
𝑋𝑡

33
4.1.2 Balance de Agua
El flujo neto de agua diaria que debe ingresar al sistema equivale a
𝐴𝑖𝑛 = 𝐴𝑜𝑢𝑡 + 𝐸 − 𝑅
Donde
Ain: Entrada neta de agua diaria fresca [m3]
Aout: Salida de agua desde reactores diaria [m3]
E: Evaporación diaria [m3]
R: Reciclo proveniente de clarificadores y espesadores [m3]
Nótese que Aout es equivalente a Vd, el volumen de agua descargado desde los reactores a las
etapas de concentración. La evaporación depende del área expuesta y la tasa de evaporación ε,
𝐸 = 𝐴 ∙ 𝜖
Donde
A: Área total expuesta al ambiente, [m2]
ε: Tasa de evaporación diaria, [mm/d]
Finalmente, el flujo de agua diario neto que debe ingresar al sistema está dada por
𝐴𝑖𝑛 = 𝑉𝑑 + 𝐴 ∙ 𝜖 − 𝑅
La tasa de evaporación se ha supuesto de 3 [mm/d], y el área expuesta en el cultivo en
fotobiorreactores es prácticamente 0 descontando el área expuesta en los desaireadores, por lo que el
término de evaporación se anula.
4.2 Clarificador
Los equipos de clarificación y espesamiento son similares en su funcionamiento, aunque
cumplen funciones distintas.
Algunos parámetros son comunes a la mayoría de los clarificadores, como una pendiente en el
fondo de 1/12, o el tiempo de residencia –comúnmente- de 3 horas.
Dos parámetros se deben dimensionar en el reactor, la altura de la pared lateral y el diámetro. El
diámetro debe ser tal que, dada la tasa de reflujo del clarificador, sea posible obtener una corriente de
salida en el rebalse a la concentración esperada. Por otra parte, la altura de la pared lateral debe ser tal
que el tiempo de residencia sea de 3 horas. Es por esto que es necesario primero calcular el área del
clarificador y posteriormente la profundidad de la pared lateral

34
El parámetro de diseño para un clarificador de este tipo es la tasa de rebalse, en m3
m2∙ h . Para
este proceso se utilizó una velocidad de sobreflujo característica para tratamiento de aguas servidas
(EIMCO, Manual de diseño para clarificadores y espesadores, 1989), correspondiente a 1 m3
m2 ∙ h . Se
requiere, pues, determinar el área superficial de clarificador para tratar el flujo de salida de los reactores
de microalgas.
Los supuestos considerados para resolver los balances de masa y dimensionamiento son los
siguientes
Dato Valor
Concentración de entrada [kg/m3] 0,5
Concentración en lodos [kg/m3] 8
Tiempo de residencia [h] 3
Velocidad de rebalse [m3/m2∙h] 1
Eficiencia de separación [%] 90
Tabla 4.1: Parámetros de diseño para clarificadores. Los datos son característicos de un proceso de clarificado una planta de
tratamiento de aguas servidas. Fuente: EIMCO, Manual de diseño de clarificadores y espesadores.
4.2.1 Balances de masa
El diámetro del clarificador se calcula en función del balance de masa al interior del clarificador
Balances de masa en clarificador
Balance de masa global
𝐹𝑖 = 𝐹𝑜 + 𝐹𝑢
Balance de sólidos
𝐹𝑖 ∙ 𝑥𝑖 = 𝐹𝑜 ∙ 𝑥𝑜 + 𝐹𝑢 ∙ 𝑥𝑢
Lodos
El flujo de salida en concentrado queda dado por el balance de masa global
𝐹𝑢 = 𝐹𝑖 − 𝐹𝑜
Se supuso una concentración de salida en el underflow 𝑥𝑢 característica para este tipo de
operaciones de 8000 ppm o 0,8 % p/v.
Se define la eficiencia de separación f como la razón entre la masa de sólidos que sale en el
underflow y la que entran al clarificador
𝑓 =𝐹𝑢 ∙ 𝑥𝑢𝐹𝑖 ∙ 𝑥𝑖

35
Se supone una eficiencia de separación de un 90%. De esta manera el flujo en la corriente de
lodos queda definido por los parámetros conocidos f, Fi, xi y xu
𝐹𝑢 =𝑓 ∙ 𝐹𝑖 ∙ 𝑥𝑖𝑥𝑢
Rebalse
Dada una eficiencia de separación f, la concentración final en el rebalse estará dada por
𝐹𝑖 ∙ 𝑥𝑖 = 𝑓 ∙ 𝐹𝑖 ∙ 𝑥𝑖 + 𝐹𝑜 ∙ 𝑥𝑜
𝐹𝑜 ∙ 𝑥𝑜 = 𝐹𝑖 ∙ 𝑥𝑖 1− 𝑓
𝑥𝑜 =𝐹𝑖 ∙ 𝑥𝑖 1 − 𝑓
𝐹𝑜
Por otra parte como se debe cumplir el balance de masa global,
𝐹𝑜 = 𝐹𝑖 − 𝐹𝑢
Usando la expresión anteriormente calculada para Fu, se tiene el flujo en el rebalse Fo
𝐹𝑜 = 𝐹𝑖 ∙ 1−𝑓 ∙ 𝑥𝑖𝑥𝑢
De esta forma queda definido Fo en función de flujo y concentración de entrada, eficiencia y
concentración de salida en los lodos. La concentración de salida en el rebalse, a su vez, queda
determinada por
𝑥𝑜 =𝐹𝑖 ∙ 𝑥𝑖 1 − 𝑓
𝐹𝑜
Una vez resuelto el balance de masa, se calcula el diámetro de clarificador necesario para
obtener dichos resultados.
4.2.2 Dimensionamiento
Diámetro del clarificador
El flujo de agua clarificada en el rebalse del clarificador estará dado por la tasa de rebalse, la cual
depende de las características del líquido que se esté separando. Para efectos de este estudio, se ha
supuesto una tasa de rebalse característica para el sistema de lodos activados, la cual es de
𝑅 =𝐹𝑜𝐴
= 1 𝑚3
𝑚2 ∙
Donde

36
R: Tasa de rebalse
A: Área del clarificador
d: diámetro del clarificador
El área necesaria será
𝐴 =𝐹𝑜𝑅
Como el área del clarificador es
𝐴 = 𝜋 ∙𝑑2
4
El diámetro necesario para alcanzar el flujo Fo
𝑑 = 4 ∙ 𝐴
𝜋 = 4 ∙
𝐹𝑜𝑅𝜋
Reemplazando,
𝑑 =
4 ∙ 𝐹𝑖 ∙ 1 −𝑓 ∙ 𝑥𝑖𝑥𝑢
𝜋 ∙ 𝑅
Pared lateral
El clarificador se puede separar en una sección superior cilíndrica y una sección inferior cónica.
Para un clarificador de radio r, altura de pared h1 = 3 [m] y pendiente m= 1/12, el volumen esta dado por
𝑉𝑡𝑜𝑡𝑎𝑙 = 𝑉𝑐𝑖𝑙𝑖𝑛𝑑𝑟𝑜 + 𝑉𝑐𝑜𝑛𝑜
Donde
𝑉𝑐𝑜𝑛𝑜 =1
3∙ 𝜋 ∙ 𝑟2 ∙ 2
Como
𝑚 =1
12=2
𝑟
2 =𝑟
12
𝑉𝑡𝑜𝑡𝑎𝑙 = 𝜋 ∙ 𝑟2 ∙ 1 +1
3∙ 𝜋 ∙ 𝑟2 ∙
𝑟
𝑚= 𝜋 ∙ 𝑟2 ∙ 1 +
𝑟
3 ∙ 𝑚

37
La condición que determina el volumen es un tiempo de residencia τ, el cual corresponde a la
razón entre el volumen y el flujo:
𝜏 =𝑉
𝐹𝑖
Reemplazando el volumen en la expresión anterior
𝜏 = 𝜋 ∙ 𝑟2 ∙ 1 +
𝑟3 ∙ 𝑚
𝐹𝑖
Finalmente la altura de la pared lateral h1 queda dada por
1 =𝜏 ∙ 𝐹𝑖
𝜋 ∙ 𝑟2−
𝑟
3 ∙ 𝑚
4.3 Espesador
El espesador es un equipo similar al clarificador, aunque su objetivo es distinto. Mientras que el
clarificador busca obtener una corriente clara en el rebalse, el espesador busca concentrar la corriente
de lodos. Por lo mismo, el parámetro de diseño es distinto.
Los balances de masa global y de sólidos son similares a los del clarificador y la concentración de
entrada corresponde a aquella del flujo de salida de lodos del clarificador. La única diferencia consiste en
que el parámetro de diseño de los espesadores es el área unitaria, a diferencia de la tasa de rebalse en
los clarificadores.
Dato Valor
Concentración de entrada [kg/m3] 0,8
Concentración en lodos [kg/m3] 50
Tiempo de residencia [h] 6
Área Unitaria [m2/(ton/dia)] 20,5
Eficiencia de separación [%] 90
Tabla 4.2: Parámetros de diseño para espesadores. Los datos son característicos de un proceso de clarificado una planta de
tratamiento de aguas servidas (Fuente: EIMCO, 1989)

38
4.4 Bombeo y agitación en fotobiorreactores
La determinación de la potencia necesaria para las bombas es un cálculo que aplica tanto para
las bombas de traslado de agua de mar como para la agitación de los fotobiorreactores. La potencia
necesaria para desplazar un flujo Q de gravedad específica ρ va a estar dado por
𝑏𝑝 =𝑄 ∙ 𝐻 ∙ 𝜌
367000 ∙ 𝐸𝑓. 𝑏𝑜𝑚𝑏𝑎
Donde:
Q: Flujo másico de la bomba, [m3/h]
H: Altura de elevación [m]
ρ: Densidad del líquido [kg/m3]
La altura de elevación necesaria H corresponde a:
𝐻 = 𝑍𝑑 − 𝑍𝑠 + 𝑃𝑑 − 𝑃𝑠
𝜌 +
𝑉2𝑑 − 𝑉2𝑠
2𝑔 + 𝑓
A su vez, La pérdida de carga por fricción hf se calcula según la ecuación de Darcy-Weisbach:
𝑓 = 𝑓 ∙𝐿𝑒𝑞
𝐷∙𝑉2
2𝑔
Donde
𝑓: Coeficiente de fricción de Darcy
L: Largo equivalente de la tubería
D: Diámetro hidráulico de la cañería
V: Velocidad del fluido al interior de la cañería
g: Aceleración de gravedad
El largo equivalente de la cañería corresponde a la suma del largo de la cañería y el largo
equivalente de cada singularidad.

39
4.5 Agitación en lagunas
La potencia necesaria para la agitación de las lagunas se calcula según la siguiente ecuación
(Andersen, 2006):
𝑃 =𝑄 ∙ 𝑊 ∙ δ
102 ∙ 𝑒
Donde
P: Potencia del motor, [kWh]
W: Gravedad específica, [kg/m3]
δ: Pérdida de carga [m]
e: Eficiencia del agitador
La eficiencia típica para el tipo de agitadores usados en estos cultivos es de e=0,17 (Andersen,
2006). Se requiere calcular la pérdida de carga a lo largo del recorrido que del agua, la cual se determina
mediante la Ecuación de Manning:
𝑣 =1
𝑛∙ 𝑅
23 ∙ 𝑆
12
Donde
v: Velocidad del fluido, [m/s]
n: Coeficiente de Manning, [s/m1/3]
R: Radio hidráulico, [m]
S: Pérdida de carga por unidad de largo []
El coeficiente de Manning típico para canales recubiertos sobre suelo de tierra granular es de
0,015 s/m1/3 El radio hidráulico es la razón entre el área que atraviesa el flujo y el perímetro mojado:
𝑅 =𝐴
𝑃
Donde
A: Área transversal del canal [m2]
P: Perímetro del canal en contacto con el agua, [m]

40
A su vez, el área A corresponde a la multiplicación entre el ancho y el alto del canal:
𝐴 = 𝑑 ∙ 𝑤
Donde
d: Profundidad del canal [m]
w: Ancho del canal [m]
El perímetro mojado en canales rectangulares corresponde a la base del canal mas las dos
paredes laterales:
𝑃 = 𝑤 + 2𝑑
Luego, la expresión para el radio hidráulico es:
𝑅 =𝑑 ∙ 𝑤
𝑤 + 2𝑑
El término S de pérdida de carga en la ecuación de Manning representa la pérdida de carga en
metros que el fluido experimenta por cada unidad de largo de desplazamiento; representa la pendiente
equivalente que el fluido debe superar durante su flujo:
𝑆 =𝛿
𝐿
Donde
L: Distancia recorrida por el agua en el canal [m]
Reemplazando, finalmente la pérdida de carga a lo largo del canal es
𝛿 =𝐿 ∙ 𝑣2 ∙ 𝑛2
𝑑 ∙ 𝑤𝑤 + 2𝑑
43

41
4.6 Compresores
La potencia requerida por los compresores para llevar el CO2 desde la Central Termoeléctrica de
Mejillones hasta la planta está calculada en base a la teoría de compresión adiabática (Perry, 1999). De
acuerdo con ella, la carga adiabática que se requiere para la compresión adiabática de un gas está dada
por:
𝐻𝑎𝑑 =𝛾
𝛾 − 1∙ 𝑅𝑇1
𝑝2
𝑝1
𝛾−1𝛾− 1
Donde:
Had: carga adiabática, Nm/kg
γ: razón de calores específicos
R: Constante de los gases, 8314 [J/kg-K]
T1: Temperatura de entrada del gas, [K]
p1: presión absoluta del gas de entrada, [kPa]
p2: presión absoluta de descarga
La potencia de trabajo W corresponde al producto del flujo másico de gas Fm y la carga adiabática
del compresor Had, dividido en la eficiencia del compresor:
𝑊 =
𝐹𝑚 ∙ 𝛾
𝛾 − 1 ∙ 𝑅𝑇1 𝑝2𝑝1
𝛾−1𝛾− 1
𝜂𝑐𝑜𝑚𝑝𝑟𝑒𝑠𝑜𝑟
Para el estudio, se supone el transporte del CO2 gaseoso puro (previa limpieza), una temperatura
de entrada de 25°C, presión de entrada p1 de 15 psi, y presión de descarga de 1500 psi.

42
4.7 Decantador centrífugo
Los balances de masa del decantador centrífugo se realizaron de acuerdo a datos obtenidos de
un fabricante de estos equipos, TRICANTER® de Flottweg Separation Technology. En él se explicitan la
composición de salida de las distintas fases en función de la composición de entrada, la capacidad en
metros cúbicos por hora que el equipo puede manejar, y el consumo de energía del equipo. Estos datos
se muestran en la tabla 4.3. Este equipo tiene una capacidad máxima de 20 m3/h y un consumo de
energía de 77 kWh.
Tabla 4.3: Composición de las corrientes a la salida del decantador centrífugo en función de las composiciones de entrada (Fuente: Flottweg Separation Technology, 2008)
Corriente Porcentaje del agua de entrada
Porcentaje del aceite de entrada
Porcentaje de la biomasa de entrada
Salida de Agua 87,7% 1,4% 1,7%
Salida de Aceite 0,6% 90,3% 1,7%
Salida de Sólidos 11,7% 8,3% 96,7%

43
V. Resultados
5.1 Balances de masa
5.1.1 Diagrama de flujos cuantitativo
A continuación se presentan los diagramas de flujo para las dos variantes del proceso estudiado.
Los flujos finales de salida y los requerimientos de nutrientes son iguales para ambos procesos, y se
muestran en las tablas 5.3 y 5.4.
Figura 5.1: Diagrama de flujos para el proceso de cultivo de microalgas mediante lagunas
Tabla 5.1: Corrientes de proceso para la producción de microalgas mediante lagunas
Corriente F1 F4 F5 F6 F7 F8
Descripción Agua de Mar Fresca
Entrada de agua a cultivo
Entrada Estanque pulmón
Evaporación Entrada Clarificador
Rebalse Clarificador
Flujo [m3/d] 253.059 6.015.684 5.787.941 227.742 5.787.941 5.612.133
Concentración biomasa[kg/m3]
0 0,049
270 0 0,3 0,028
Flujo másico [t/d] 0 297 1.562.744 0 1.563 156
Corriente F9 F10 F11 F12 F13
Descripción Reciclo de agua Lodos Clarif. Rebalse Espesador
Lodos Espesador
Entrada Centrifuga
Flujo [m3/d] 5.762.625 175.809 150.492 25.316 25.316
Concentración biomasa[kg/m3] 0,05 8 0,93 50 50
Flujo másico [t/d] 296,92 1.406 141 1.266 1.266

44
Figura 5.2: Diagrama de flujos para el proceso de cultivo de microalgas mediante fotobiorreactores. A diferencia de cultivo en lagunas, el cultivo tiene que pasar por el desaireador
Tabla 5.2: Corrientes de proceso para la producción de microalgas mediante fotobiorreactores. Para las corrientes F5 y F6 no se presentan las concentraciones ya que estas varían a lo largo del día.
Nombre F1 F4 F5 F6 F7 F8 F9
Descripcion Agua de Mar Fresca
Entrada de agua a cultivo
Cultivo a desaireador
Desaireador a Cultivo
Entrada Estanque pulmon
Entrada Clarificador
Rebalse Clarificador
Flujo [m3/d] 25.316 500.078 41.321.550 41.321.550 500.078 500.078 324.269
Concentración [kg/m3]
0 0,59 - - 3,125 3,125 0,48
Flujo másico [t/d] 0 297 - - 1.563 1.563 156
Nombre F10 F11 F12 F13 F14
Descripcion Reciclo agua
Lodos Clarificador
Rebalse Espesador
Lodos Espesador
Entrada Centrifuga
Flujo [m3/d] 474.762 175.809 150.492 25.316 25.316
Concentración [kg/m3] 0,63 8 0,93 50 50
Flujo másico [t/d] 297 1.406 141 1.266 1.266

45
Tabla 5.3: Requerimiento de nutrientes diarios. Los valores son válidos para los dos procesos de producción de biomasa comparados (Ver Anexo D).
Tabla 5.4: Flujos másicos de las corrientes de salida del proceso, a la salida del decantador centrífugo para el proceso de producción de microalgas mediante fotobiorreactores. Entre paréntesis se muestra la identificación para el diagrama de flujos del proceso de producción de microalgas.
Flujo F15 (F14) F16 (F15) F17 (F16)
Descripción Salida Aceite Salida Agua Salida biomasa
F. m. Agua [t/d] 143.301 22.211.607 2.961.548
F.m. biom. [t/d] 26.221 15.823 917.722
F.m. aceite [t/d] 285.714 4.521 26.221
Flujo Consumo Nutrientes Diario [t/d]
F3 CO2 3.250
F2 NaNO3 837

46
5.2 Balances de masa
Los resultados de los balances de masa están en función de los supuestos que se utilizaron para
resolverlos. En la tabla 5.1 se resumen los supuestos utilizados:
5.2.1 Reactores
Los resultados de los balances de masa en los reactores fueron obtenidos de acuerdo a los
supuestos que se muestran en la tabla 5.5.
Tabla 5.5: Parámetros de diseño utilizados para los balances de masa en reactores
Parámetro Lagunas Fotobiorreactores
Tasa específica de crecimiento [1/h] 0,04 0,04
Concentración de salida [g/l] 0,270 3,125
Tiempo de operación [h] 12 12
Tasa de evaporación diaria [mm/d] 3 0
A continuación se presentan los resultados de los balances de masa en los reactores. En la tabla
5.6 se muestran los resultados del balance de masa en los reactores para ambos tipos de cultivo de la
biomasa, mientras que en la tabla 5.7 se muestran los resultados escalados a toda la producción de la
planta
Tabla 5.6: Resultados del balance de masa por reactor
Lagunas Fotobiorreactores
Concentración final [g/m3] 270,0 3125
Concentración inicial [g/m3] 167,1 1934
Volumen reactor [m3] 2000,2 0,11
Volumen descargado [m3] 762,5 0,04
Productividad biomasa diaria por reactor [kg] 205,9 0,13
Productividad biomasa anual por reactor [kg] 72057,8 47,16
Productividad aceite anual por reactor [kg] 18014,5 11,79
Medio fresco diario necesario [m3] 762,5 0,04

47
Tabla 5.7: Resultados del balance de masa en los reactores, escalados para el total de la producción. Los resultados
consideran la producción anual de aceite de la planta, esto es, descontando las perdidas por eficiencia en las etapas de
separación.
Lagunas Fotobiorreactores
Área total [ha] 7.591 5.566
Reactores por hectárea [1/ha] 1 2.084
N° de Reactores 7.591 11.598.817
Flujo de salida diario [m3] 5.787.941 500.078
Producción anual biomasa (desecho) [t] 321.203 321.203
Producción anual aceite [t] 100.000 100.000
5. 3 Dimensionamiento
De acuerdo con los resultados de los balances de masa y energía, el dimensionamiento de los
equipos de proceso fue el siguiente:
Tabla 5.8: Dimensionamiento de los equipos de proceso para el proceso de producción de aceite de microalgas mediante cultivo en lagunas
Equipo Parámetro Valor
Lagunas Ancho (por carril) [m] 6
Largo [m] 836
Profundidad [m] 0,2
Área por reactor [m2] 10.001
Volumen [m3] 2.000
N° de unidades 7.591
Clarificador Diámetro [m] 111
Área [m2] 9.696
Pared lateral[m] 1,55
Volumen[m3]
30.000
N° de unidades 25
Espesador Diámetro [m] 39
Área [m2] 1.196
Pared lateral[m] 0,98
Volumen[m3]
1.822
N° de unidades 25
Decantador centrifugo Capacidad [m3/h] 20
N° de unidades 53

48
Tabla 5.9: Dimensionamiento de los equipos de proceso para el proceso de producción de aceite de microalgas mediante cultivo en fotobiorreactores
Equipo Parámetro Valor
Fotobiorreactores Largo [m] 40
Diámetro [m] 0,06
Área por reactor [m2] 4,8
Volumen [m3] 0,11
N° de unidades 11.598.817
Clarificador Diámetro [m] 57
Área [m2] 2.594
Pared lateral [m] 3,8
Volumen[m3]
12.000
N° de unidades 6
Espesador Diámetro [m] 84
Área [m2] 5.535
Pared lateral[m] 0,36
Volumen[m3]
8.437
N° de unidades 6
Decantador centrifugo Capacidad [m3/h] 20
N° de unidades 53
5.4 Balances de energía
5.4.1 Balance global de energía
El balance global de energía representa la razón entre la cantidad de energía recibida por los
cultivos y la energía generada, en función de calor de combustión de la biomasa generada. La microalga
P.tricornutum tiene un calor de combustión de 20,15 kCal/kg (Thomas et al., 1984).
Tabla 5.10: Resultados del balance global de energía, que considera la producción de biomasa total y la energía solar recibida
en el área de cultivo. En el caso de los fotobiorreactores, el área irradiada corresponde al área total de cultivo y el área total
de separación entre los tubos de los fotobiorreactores, es decir, la proyección al suelo del fotobiorreactor, la multiplicación
entre el largo de tubos y su diámetro
Parámetro Lagunas Fotobiorreactores
Calor de combustión P.tricornutum [kCal/kg] 4.813 4.813
Biomasa generada diaria [kg] 1.562.744 1.562.744
Energía generada diaria [kCal/m2] 7.521.089.233 7.521.089.233
Energía solar incidente [Kcal/(m2día)] 4195 4195
Área irradiada [ha] 7.591 2.783
Energía incidente total [kCal] 3,1846E+11 1,1674E+11
Eficiencia 2,4% 6,4%
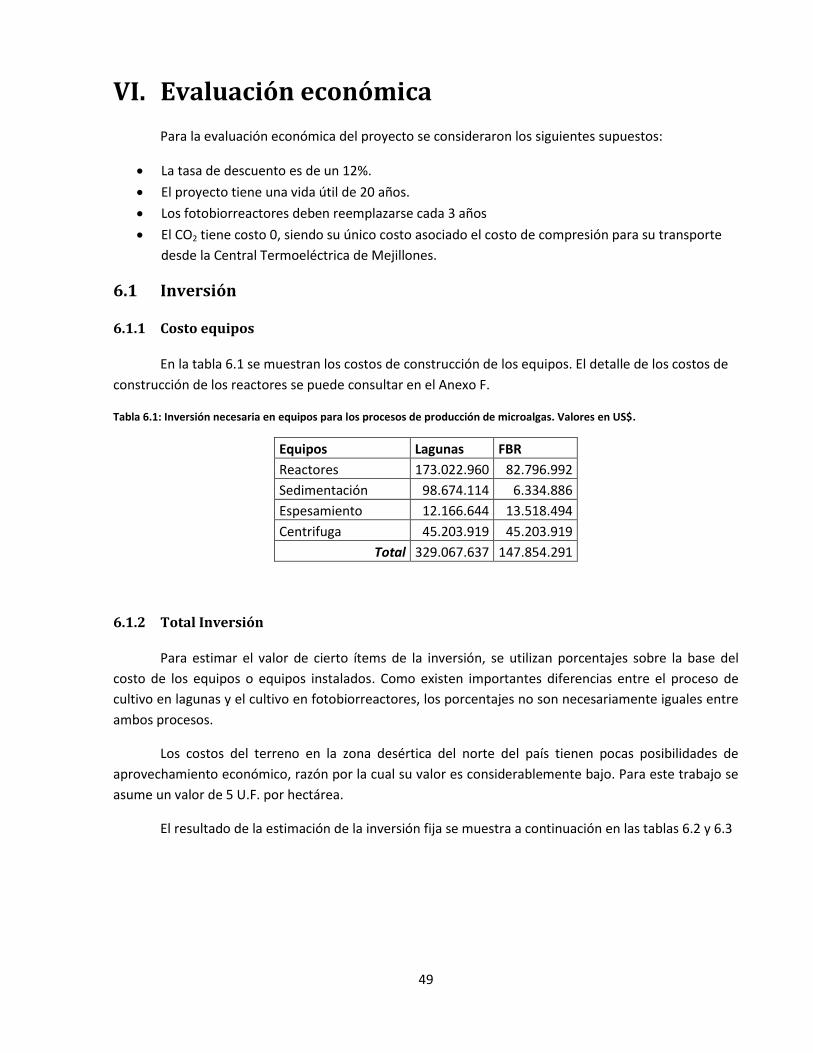
49
VI. Evaluación económica
Para la evaluación económica del proyecto se consideraron los siguientes supuestos:
La tasa de descuento es de un 12%.
El proyecto tiene una vida útil de 20 años.
Los fotobiorreactores deben reemplazarse cada 3 años
El CO2 tiene costo 0, siendo su único costo asociado el costo de compresión para su transporte
desde la Central Termoeléctrica de Mejillones.
6.1 Inversión
6.1.1 Costo equipos
En la tabla 6.1 se muestran los costos de construcción de los equipos. El detalle de los costos de
construcción de los reactores se puede consultar en el Anexo F.
Tabla 6.1: Inversión necesaria en equipos para los procesos de producción de microalgas. Valores en US$.
Equipos Lagunas FBR
Reactores 173.022.960 82.796.992
Sedimentación 98.674.114 6.334.886
Espesamiento 12.166.644 13.518.494
Centrifuga 45.203.919 45.203.919
Total 329.067.637 147.854.291
6.1.2 Total Inversión
Para estimar el valor de cierto ítems de la inversión, se utilizan porcentajes sobre la base del
costo de los equipos o equipos instalados. Como existen importantes diferencias entre el proceso de
cultivo en lagunas y el cultivo en fotobiorreactores, los porcentajes no son necesariamente iguales entre
ambos procesos.
Los costos del terreno en la zona desértica del norte del país tienen pocas posibilidades de
aprovechamiento económico, razón por la cual su valor es considerablemente bajo. Para este trabajo se
asume un valor de 5 U.F. por hectárea.
El resultado de la estimación de la inversión fija se muestra a continuación en las tablas 6.2 y 6.3

50
Tabla 6.2: Desglose de las inversiones para el proceso de producción de microalgas mediante el cultivo en lagunas
Ítem Costo US$ Base de cálculo
Equipos 329.067.637
Montaje 98.720.291 30% Equipos instalados
Equipos instalados 427.787.928
Canalización 128.336.379 30% Equipos instalados
Instrumentación 21.389.396 5% Equipos instalados
Terreno 1.518.282
Obras Civiles 16.453.382 5% Equipos
Ingeniería 32.906.764 10% Equipos
Licencias y know-how 32.906.764 10% Equipos
Sub-total 661.298.894
Imprevistos 66.129.889 10% Subtotal
Total inversión fija 727.428.784
Capital de trabajo 109.114.318 15% Total inversión fija
Inversión total 836.543.101
Tabla 6.3: Desglose de las inversiones para el proceso de producción de microalgas mediante el cultivo en fotobiorreactores
Ítem Costo US$ Base de cálculo
Equipos 147.854.291
Montaje 44.356.287 30% Equipos instalados
Equipos instalados 192.210.578
Canalización 57.663.173 30% Equipos instalados
Instrumentación 19.221.058 10% Equipos instalados
Terreno 1.113.130
Obras Civiles 7.392.715 10% Equipos
Ingeniería 14.785.429 10% Equipos
Licencias y know-how 14.785.429 10% Equipos
Sub-total 307.171.512
Imprevistos 30.717.151 10% Subtotal
Total inversión fija 337.888.663
Capital de trabajo 50.683.299 15% Total inversión fija
Inversión total 388.571.962

51
6.2 Costos variables
6.2.1 Costos materias primas
Puesto que se utiliza agua de mar para la producción de microalgas, se asume que el costo de
ésta es despreciable, siendo el costo de la energía requerida para el de bombeo el único costo asociado a
esta materia prima.
Para efectos de este estudio se asumió también como despreciable el costo del CO2, pues se
tomó como supuesto el hecho de que éste es obtenido a partir de las emisiones de las plantas
termoeléctricas, las cuales por su reducción en las emisiones podrían recibir bonos de carbono por un
valor de aproximadamente 5 US$ por tonelada anual de CO2 fijado.
Para las materias primas se consideró solamente como el costo del nitrato de sodio, ya que éste
nutriente es el que se requiere en mayor cantidad para el cultivo de microalgas
Tabla 6.4: Consumo de nutrientes
Consumo Nutrientes
Diario [t/d]
Anual [t]
Costo [US$/t]
Costo anual [US$]
CO2 3.250 1.137.500 0 0
NaNO3 837 292.845 250 73.211.250
6.2.2 Energía
Este ítem es de particular importancia dado el alto consumo energético que el proyecto
considera, dada la gran cantidad de equipos que están en funcionamiento. Para la evaluación se utilizó el
precio nudo de la energía en el Sistema Interconectado del Norte Grande (SING), el cual tiene un valor de
$61 por kilowatt hora, y un costo por potencia de punta de $3450 por kilowatt por mes, a fecha de abril
del año 2008.
En las tablas 6.5 y 6.6 se presentan los consumos energéticos de ambos procesos estudiados.
Tabla 6.5: Resumen costos por energía para el proceso de cultivo de microalgas en lagunas
Proceso Cantidad Horas/día Consumo hora [kWh]
Potencia escalada [kW]
Consumo diario [kWh]
Consumo año escalado [kWh]
Costo año escalado (Ch$)
Costo año escalado US$
Agitación [cultivo] 7.591 24 1 9.535 228.840 80.093.914 28.032.869.731 56.065.739
Bombeo Agua de Mar 1 24 3.196 3.196 76.693 26.842.543 9.394.889.955 18.789.780
Bombeo CO2 1 24 2.981 2.981 71.532 25.036.223 8.762.678.001 17.525.356
Clarificador 25 24 12 300 7.200 2.520.000 882.000.000 1.764.000
Espesador 25 24 12 300 7.200 2.520.000 882.000.000 1.764.000
Centrifugación 53 24 77 4.081 97.944 34.280.400 11.998.140.000 23.996.280
Potencia total 20.392 844.230.176 1.688.460
Total 171.293.079 121.593.616

52
Tabla 6.6: Resumen costos por energía para el proceso de cultivo de microalgas en fotobiorreactores
Proceso Cantidad Horas/día
Consumo hora [kWh]
Potencia escalada [kW]
Consumo diario [kWh]
Consumo año escalado [kWh]
Costo año escalado (Ch$)
Costo año escalado (US$)
Circulación Cultivo 11.598.817 24 0 26.909 645.822 226.037.738 79.113.208.314 158.226.417
Bombeo Agua de Mar 1 24 320 320 7.673 2.685.377 939.882.040 1.879.764
Bombeo CO2 1 24 2.981 2.981 71.532 25.036.223 8.762.678.001 17.525.356
Clarificador 6 24 12 72 1.728 604.800 211.680.000 423.360
Espesador 6 24 12 72 1.728 604.800 211.680.000 423.360
Centrifugación 53 24 77 4.081 97.944 34.280.400 11.998.140.000 23.996.280
Potencia total 34.434 1.425.586.024 2.851.172
Total 289.249.338 205.325.709
6.3 Costos fijos
Para el presente trabajo se han considerado como costos fijos los gastos el pago de la mano de
obra, y se han considerado iguales para ambos procesos. Los detalles se muestran en la tabla 6.7.
Tabla 6.7: Detalle de costos en mano de obra
Número de personas
Remuneración mensual por persona
(US$)
Remuneración mensual total (US$)
Remuneración total anual (US$)
Gerente de planta 1 4.000 4.000 48.000
Personal administrativo 1 1.000 1.000 12.000
Jefe Turno 4 1.500 6.000 72.000
Operadores 16 1.000 16.000 192.000
Personal aseo 1 1.000 1.000 12.000
Personal de seguridad 4 1.000 4.000 48.000
Personal de laboratorio 1 1.500 1.500 18.000
Mantención 2 1.000 2.000 24.000
Total 30 35.500 426.000
6.4 Ingresos
El proyecto cuenta con dos fuentes de ingreso: la venta del aceite para la producción de
biodiesel, y la venta de la biomasa restante como afrecho para la alimentación animal.
Sobre el precio de venta del aceite, éste es determinado en función de hacer rentable el
proyecto, es decir, se toma como precio de venta el costo total de producción. Se calcula el precio para
el cual el VAN del proyecto es 0 de manera de establecer un límite inferior para el precio de venta.
Acerca del valor de la biomasa como subproducto, el valor nutritivo de ésta está dado en gran
parte por su contenido proteico. La biomasa de microalgas tiene un alto porcentaje de contenido

53
proteico que puede alcanzar hasta un 50% del peso seco normal de la microalga; si se considera que un
25% de su peso ha sido extraído en lípidos, entones se cuenta con un porcentaje de proteína de un 66%,
lo cual la convierte en una opción atractiva como forraje animal o para acuicultura, comparado por
ejemplo con un forraje tradicional como la alfalfa tiene entre un 10 a un 19%.
El afrecho de raps, cuyo contenido proteico es cercano al 45%, tiene un precio en el mercado
internacional cercano a los US$ 250 por tonelada métrica de pellet. Para este estudio, se asumirá un
costo similar de este valor por tonelada métrica seca de biomasa, es decir US$250 por tonelada.
6.5 Costo total de producción y flujo de caja
El valor actual neto del proyecto corresponde a la suma de los flujos de caja anuales
𝑉𝐴𝑁 = 𝐼𝑡 − 𝐶𝑡 1 + 𝑟 𝑡
𝑛
𝑡=0
Donde:
t : año que se está considerando.
It : ingreso total que se obtiene en el año t
Ct : costo total en que se incurre el año t
r : tasa de descuento del proyecto
n : vida útil del proyecto
Si el VAN es menor que 0, el proyecto no es rentable. Si es mayor que 0, el proyecto es rentable,
y un VAN igual a 0 indica que la utilidad del proyecto es cero. Para este trabajo no se calcula la tasa
interna de retorno (TIR), puesto que como se determina el precio para el cual se hace 0 el VAN del
proyecto, la TIR será igual a la tasa de descuento usada.
A continuación se muestran los precios de venta del producto final para los cuales el VAN es igual
a 0. Los flujos de caja para el proyecto se pueden consultar en las tablas 6.9 y 6.10.
Tabla 6.8: costo de producción del aceite de microalgas.
Precio US$/t
Lagunas 2.397
FBR 2.831
El precio obtenido es comparable al de otros estudios, que da cuenta de un costo de producción
de US$2,95 por kilo de aceite, y de US$3,80 para el cultivo en lagunas (Chisti, 2007).

54
Tabla 6.9: Flujo de caja para el proyecto de producción de aceite de microalgas en fotobiorreactores. El proyecto fue evaluado a una tasa de descuento de 12% y un precio de venta del aceite de US$2831 la tonelada, para el cual el VAN del proyecto es 0. La reinversión que cada 3 años se realiza corresponde al costo de recambio de los fotobiorreactores.
0 1 2 3 4 5 6 7 8 9 10
Ingresos 363.426.598 363.426.598 363.426.598 363.426.598 363.426.598 363.426.598 363.426.598 363.426.598 363.426.598 363.426.598
Ingresos (otros)
Costos fijos -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000
Costos variables -278.536.959 -278.536.959 -278.536.959 -278.536.959 -278.536.959 -278.536.959 -278.536.959 -278.536.959 -278.536.959 -278.536.959
Pago de intereses
Depreciaciones -91.176.813 -91.176.813 -91.176.813 -1.478.543 -1.478.543
PEA 0 0 0 0 0 0 -12.692.172 0 0 -12.692.172
Utilidad antes de impuesto -6.713.173 -6.713.173 -6.713.173 82.985.096 82.985.096 84.463.639 71.771.468 84.463.639 84.463.639 71.771.468
Impuesto (17%) 0 0 0 14.107.466 14.107.466 14.358.819 12.201.149 14.358.819 14.358.819 12.201.149 Utilidad después de impuesto -6.713.173 -6.713.173 -6.713.173 68.877.630 68.877.630 70.104.821 59.570.318 70.104.821 70.104.821 59.570.318
Depreciaciones 91.176.813 91.176.813 91.176.813 1.478.543 1.478.543 0 0 0 0 0
Pérdidas ejercicio anterior 0 0 0 0 0 0 12.692.172 0 0 12.692.172
Ganancias de Capital
FLUJO OPERACIONAL 0 84.463.639 84.463.639 84.463.639 70.356.173 70.356.173 70.104.821 72.262.490 70.104.821 70.104.821 72.262.490
Inversión fija -337.888.663
-82.796.992
-82.796.992
-82.796.992
Valor residual
Capital de trabajo -50.683.299
Recuperación de Capital
Prestamos
Amortizaciones
FLUJO DE CAPITALES -388.571.962 0 0 -82.796.992 0 0 -82.796.992 0 0 -82.796.992 0
FLUJO DE CAJA -388.571.962 84.463.639 84.463.639 1.666.647 70.356.173 70.356.173 -12.692.172 72.262.490 70.104.821 -12.692.172 72.262.490

55
Tabla 6.9 (continuación)
11 12 13 14 15 16 17 18 19 20
Ingresos (ventas) 363.426.598 363.426.598 363.426.598 363.426.598 363.426.598 363.426.598 363.426.598 363.426.598 363.426.598 363.426.598
Ingresos (otros)
Costos fijos -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000
Costos variables -278.536.959 -278.536.959 -278.536.959 -278.536.959 -278.536.959 -278.536.959 -278.536.959 -278.536.959 -278.536.959 -278.536.959
Pago de intereses
Depreciaciones
Pérdidas ejercicio anterior 0 0 -12.692.172 0 0 -12.692.172 0 0 -12.692.172 0
Utilidad antes de impuesto 84.463.639 84.463.639 71.771.468 84.463.639 84.463.639 71.771.468 84.463.639 84.463.639 71.771.468 84.463.639
Impuesto (15%) 14.358.819 14.358.819 12.201.149 14.358.819 14.358.819 12.201.149 14.358.819 14.358.819 12.201.149 14.358.819
Utilidad después de impuesto 70.104.821 70.104.821 59.570.318 70.104.821 70.104.821 59.570.318 70.104.821 70.104.821 59.570.318 70.104.821
Depreciaciones 0 0 0 0 0 0 0 0 0
Pérdidas ejercicio anterior 0 12.692.172 0 0 12.692.172 0 0 12.692.172 0
Ganancias de Capital
FLUJO OPERACIONAL 70.104.821 70.104.821 72.262.490 70.104.821 70.104.821 72.262.490 70.104.821 70.104.821 72.262.490 70.104.821
Inversión fija -82.796.992
-82.796.992
-82.796.992
Valor residual
Capital de trabajo
Recuperación de Capital
50.683.299
Prestamos
Amortizaciones
FLUJO DE CAPITALES 0 -82.796.992 0 0 -82.796.992 0 0 -82.796.992 0 50.683.299
FLUJO DE CAJA 70.104.821 -12.692.172 72.262.490 70.104.821 -12.692.172 72.262.490 70.104.821 -12.692.172 72.262.490 120.788.120

56
Tabla 6.10: Flujo de caja para el proyecto de producción de aceite de microalgas en lagunas. El proyecto fue evaluado a una tasa de descuento de 12% y un precio de venta del aceite de US$2397 la tonelada, para el cual el VAN del proyecto es 0.
Período 0 1 2 3 4 5 6 7 8 9 10
Ingresos 320.013.694 320.013.694 320.013.694 320.013.694 320.013.694 320.013.694 320.013.694 320.013.694 320.013.694 320.013.694
Costos fijos -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000
Costos variables -194.804.866 -194.804.866 -194.804.866 -194.804.866 -194.804.866 -194.804.866 -194.804.866 -194.804.866 -194.804.866 -194.804.866
Pago de intereses
Depreciaciones -195.795.244 -195.795.244 -195.795.244 -3.290.676 -3.290.676
Pérdidas ejercicio anterior 0 0 0 0 0 0 0 0 0 0
Utilidad antes de impuesto -71.012.416 -71.012.416 -71.012.416 121.492.151 121.492.151 124.782.828 124.782.828 124.782.828 124.782.828 124.782.828
Impuesto (17%) 0 0 0 20.653.666 20.653.666 21.213.081 21.213.081 21.213.081 21.213.081 21.213.081
Utilidad después de impuesto -71.012.416 -71.012.416 -71.012.416 100.838.486 100.838.486 103.569.747 103.569.747 103.569.747 103.569.747 103.569.747
Depreciaciones 195.795.244 195.795.244 195.795.244 3.290.676 3.290.676 0 0 0 0 0
Pérdidas ejercicio anterior 0 0 0 0 0 0 0 0 0 0
Ganancias de Capital
FLUJO OPERACIONAL 0 124.782.828 124.782.828 124.782.828 104.129.162 104.129.162 103.569.747 103.569.747 103.569.747 103.569.747 103.569.747
Inversión fija -727.428.784
Valor residual
Capital de trabajo -109.114.318
Recuperación de Capital
Prestamos
Amortizaciones
FLUJO DE CAPITALES -836.543.101 0 0 0 0 0 0 0 0 0 0
FLUJO DE CAJA -836.543.101 124.782.828 124.782.828 124.782.828 104.129.162 104.129.162 103.569.747 103.569.747 103.569.747 103.569.747 103.569.747

57
Tabla 6.10 (continuación)
11 12 13 14 15 16 17 18 19 20
Ingresos 320.013.694 320.013.694 320.013.694 320.013.694 320.013.694 320.013.694 320.013.694 320.013.694 320.013.694 320.013.694
Costos fijos -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000
Costos variables -194.804.866 -194.804.866 -194.804.866 -194.804.866 -194.804.866 -194.804.866 -194.804.866 -194.804.866 -194.804.866 -194.804.866
Pago de intereses
Depreciaciones
Pérdidas ejercicio anterior 0 0 0 0 0 0 0 0 0 0
Utilidad antes de impuesto 124.782.828 124.782.828 124.782.828 124.782.828 124.782.828 124.782.828 124.782.828 124.782.828 124.782.828 124.782.828
Impuesto (17%) 21.213.081 21.213.081 21.213.081 21.213.081 21.213.081 21.213.081 21.213.081 21.213.081 21.213.081 21.213.081
Utilidad después de impuesto 103.569.747 103.569.747 103.569.747 103.569.747 103.569.747 103.569.747 103.569.747 103.569.747 103.569.747 103.569.747
Depreciaciones 0 0 0 0 0 0 0 0 0 0
Pérdidas ejercicio anterior 0 0 0 0 0 0 0 0 0 0
Ganancias de Capital
FLUJO OPERACIONAL 103.569.747 103.569.747 103.569.747 103.569.747 103.569.747 103.569.747 103.569.747 103.569.747 103.569.747 103.569.747
Inversión fija
Valor residual
Capital de trabajo
Recuperación de Capital
109.114.318
Prestamos
Amortizaciones
FLUJO DE CAPITALES 0 0 0 0 0 0 0 0 0 109.114.318
FLUJO DE CAJA 103.569.747 103.569.747 103.569.747 103.569.747 103.569.747 103.569.747 103.569.747 103.569.747 103.569.747 212.684.065

58
6.6 Análisis de sensibilidad
Para evaluar el impacto de las variables del proceso más importantes en la rentabilidad de éste,
se llevaron a cabo análisis de sensibilidad para las siguientes variables:
Precio de la energía
Inversión
Tasa de descuento
Precio del subproducto
Productividad
Contenido de aceite
La sensibilización de estas variables tiene como fin determinar el precio de venta del aceite para
la cual el VAN se hace 0, para las distintas condiciones analizadas. A continuación se muestran los
resultados del análisis de sensibilidad.
Dado que los costos de producción calculados son altos en comparación al precio del petróleo
(entre 100 y 150 US$ por tonelada al año 2008), se sensibilizarán los costos hacia escenarios más
positivos, a fin de determinar qué condiciones son más relevantes para lograr hacer rentable el proyecto.
Los análisis de sensibilidad presentados a continuación incluyen en su cálculo la modificación de
los consumos energéticos, los requerimientos de inversión y los ingresos por la venta del subproducto,
resultados que se muestran en los gráficos 6.1 a 6.6.

59
6.6.1 Precio de la energía
De las variables analizadas, el costo de la energía no sólo es una de las más influyentes, sino
también una de las más volátiles.
Al aumentar el precio internacional del crudo, empieza a hacerse atractiva la búsqueda de
nuevas alternativas energéticas, que bajo otras condiciones serían impensables. No obstante, en el
Sistema Interconectado del Norte Grande, gran parte de la energía es generada a partir de la combustión
de diesel, lo que genera un aumento de los costos de producción.
El proceso de producción de microalgas mediante fotobiorreactores hace uso más intenso de la
energía, y por lo mismo es más sensible a esta variable. Se puede observar que cuando los costos por
energía se reducen a la mitad, ambos procesos se encuentran produciendo aceite al mismo costo. De
todos los casos estudiados en el análisis de sensibilidad, este es el único escenario en que esta
alternativa resulta prácticamente igual de atractiva que la producción de microalgas mediante lagunas.
El análisis también es válido si es que se logra una reducción en el consumo energético, en un
porcentaje igual al que se considera que cambió el costo de la energía.
Gráfico 6.1: Efecto de la disminución del precio de la energía en el precio de venta del aceite para alcanzar un VAN 0 para el proyecto evaluado a 20 años. Los precios supuestos corresponden a valores entre un 50 y 100% del precio nudo actual de la energía, y una disminución en igual porcentaje para el costo por potencia. El proceso de producción de microalgas mediante fotobiorreactores es más intensivo en energía, y por lo mismo es más sensible a esta variable.
0
500
1000
1500
2000
2500
3000
25,00 35,00 45,00 55,00 65,00
Pre
cio
de
ven
ta d
el a
ceit
e [U
S$/t
]
Precio de la Energía [Ch$/kWh]
Análisis de sensibilidad: Precio de la energía
FBR
Lagunas
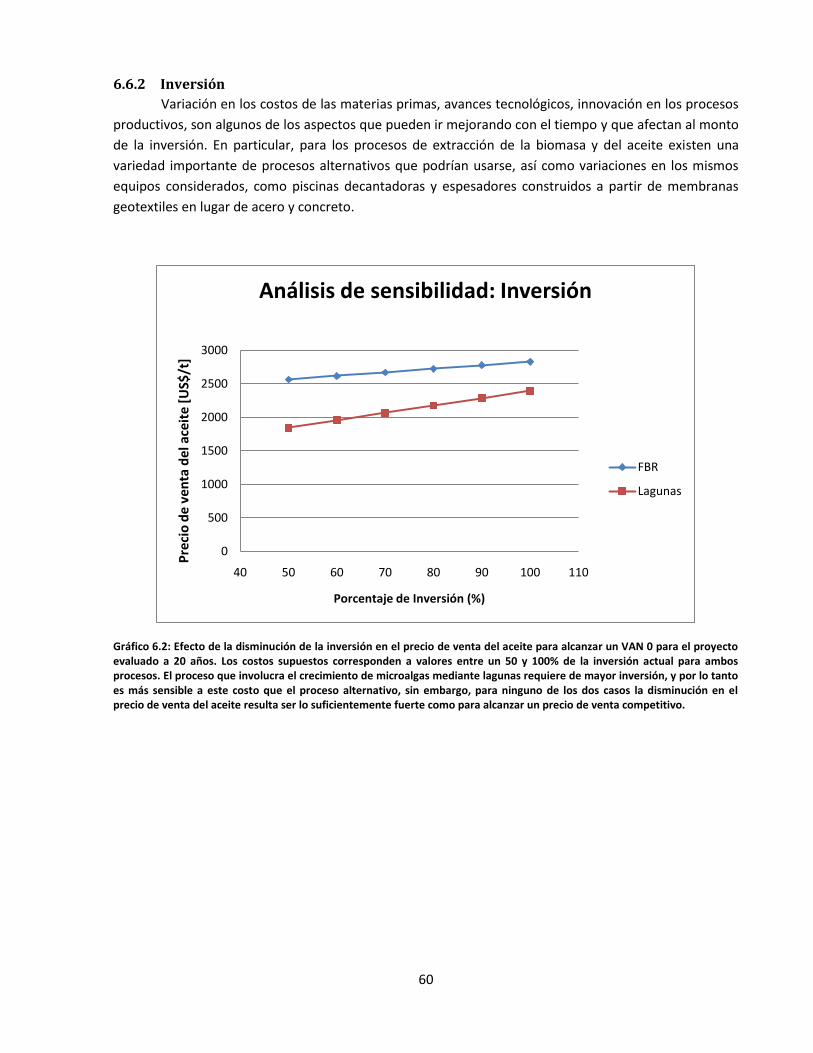
60
6.6.2 Inversión
Variación en los costos de las materias primas, avances tecnológicos, innovación en los procesos
productivos, son algunos de los aspectos que pueden ir mejorando con el tiempo y que afectan al monto
de la inversión. En particular, para los procesos de extracción de la biomasa y del aceite existen una
variedad importante de procesos alternativos que podrían usarse, así como variaciones en los mismos
equipos considerados, como piscinas decantadoras y espesadores construidos a partir de membranas
geotextiles en lugar de acero y concreto.
Gráfico 6.2: Efecto de la disminución de la inversión en el precio de venta del aceite para alcanzar un VAN 0 para el proyecto evaluado a 20 años. Los costos supuestos corresponden a valores entre un 50 y 100% de la inversión actual para ambos procesos. El proceso que involucra el crecimiento de microalgas mediante lagunas requiere de mayor inversión, y por lo tanto es más sensible a este costo que el proceso alternativo, sin embargo, para ninguno de los dos casos la disminución en el precio de venta del aceite resulta ser lo suficientemente fuerte como para alcanzar un precio de venta competitivo.
0
500
1000
1500
2000
2500
3000
40 50 60 70 80 90 100 110
Pre
cio
de
ve
nta
del
ace
ite
[U
S$/t
]
Porcentaje de Inversión (%)
Análisis de sensibilidad: Inversión
FBR
Lagunas

61
6.6.3 Tasa de descuento
La tasa de descuento de un proyecto evalúa el costo de oportunidad del proyecto, y refleja las
condiciones del entorno en el que éste se realiza. En temas relacionados con los combustibles, la tasa de
descuento puede variar dependiendo de las situaciones geopolíticas internacionales.
Gráfico 6.3: Efecto de la tasa de descuento en el precio de venta del aceite. El caso base contempla una tasa de descuento del 12%, y para ambos procesos estudiados, el efecto es marginal y la viabilidad del proyecto no cambia mayormente debido a este parámetro.
0
500
1000
1500
2000
2500
3000
3500
0,06 0,08 0,1 0,12 0,14 0,16
Pre
cio
de
ven
ta d
el a
ceit
e [
US$
/t]
Tasa de descuento (%)
Análisis de sensibilidad: tasa de descuento
FBR
Lagunas

62
6.6.4 Precio del Subproducto
El precio del subproducto puede variar de acuerdo a las condiciones de su mercado. Su valor
puede disminuir, si es que el mercado se ve saturado, o puede aumentar, si la demanda aumenta o el
precio de los productos alternativos sube.
El impacto de la variación del precio del subproducto es igual para ambos procesos, pues la
misma cantidad de residuos sólidos son producidos.
Gráfico 6.4: Efecto del precio de venta de la biomasa extraída en el precio de venta del aceite. Originalmente se supuso un precio de venta de 250 US$/t, y para este análisis se supusieron precios de venta de entre 175 y 375 US$/t, es decir entre un 30% menor y 50% mayor ingreso por éste ítem.
0
500
1000
1500
2000
2500
3000
3500
130 180 230 280 330 380
Pre
cio
de
ven
ta d
el a
ceit
e [U
S$/t
]
Precio de venta de la biomasa US$/t]
Análisis de sensibilidad: Precio del subproducto
FBR
Lagunas

63
6.6.5 Contenido de aceite y productividad
La sensibilización del contenido de aceite y la productividad dan pie para analizar el resultado
que tendría el cultivo de otras especies de algas. Esto es de particular interés en el caso del cultivo
mediante fotobiorreactores, pues bajo este sistema es más factible el cultivo de especies capaces de
producir aceite más rápidamente, pero que son menos resistentes al cultivo en condiciones abiertas.
El contenido de aceite es una de las variables claves a la hora de escoger una especie de
microalga a cultivar, y se desea que sea lo más alto posible. Por otro lado, como se considera la venta de
biomasa como subproducto, el ingreso por este ítem tiende a disminuir, pues mientras aumenta el
contenido de aceite, la biomasa restante disminuye.
Como resultado de variar estos parámetros, cambian también la inversión y los costos variables,
pues para alcanzar una misma producción se requieren menos reactores para el crecimiento de las algas,
y menos equipos para concentrar la biomasa y extraer el aceite.
Gráfico 6.5: Efecto de la concentración de microalgas máxima posible de alcanzar al final del día y el precio de venta del aceite. En el caso de los fotobiorreactores, la concentración final base es 3,1 g/l para los fotobiorreactores, y 0,27 g/l para las lagunas.
0
500
1000
1500
2000
2500
3000
3500
4000
0,7 0,9 1,1 1,3 1,5
Pre
cio
de
ve
nta
de
l ace
ite
[U
S$/t
Concentración final/Concentración final base
Análisis de sensibilidad: concentración final de biomasa
FBR
Lagunas

64
Gráfico 6.6: Efecto del contenido de aceite de las microalgas en el precio de venta final del aceite. En la medida que el contenido de ácidos grasos aumenta, el efecto de una mayor concentración de aceite se va viendo apantallado por el menor ingreso por venta de biomasa que se genera. No obstante, para contenidos de aceite de un 50% la disminución del precio de venta es notable, en particular para el cultivo de microalgas mediante fotobiorreactores. El contenido de aceite usado en el presente estudio es de un 25% del peso seco.
0
1000
2000
3000
4000
5000
0% 10% 20% 30% 40% 50% 60%Pre
cio
de
ven
ta d
el a
ceit
e [
US$
/t]
Contenido de aceite (% peso seco)
Análisis de sensibilidad: Contenido de aceite
FBR
Lagunas

65
VII Discusión
Escala de producción
En el año 2007, el consumo de diesel para uso caminero fue del orden de 4 millones de metros
cúbicos. Tomando en cuenta que el biodiesel se podrá comercializar en porcentajes de entre un 2 y un
5%, la demanda máxima por biodiesel sería cercana a los 200.000 metros cúbicos. La producción anual
de la planta, ligeramente mayor a los 100.000 metros cúbicos, sería capaz de abastecer la totalidad de la
demanda por biodiesel para producir mezcla B2, y aproximadamente el 50% de la demanda máxima por
biodiesel B5.
Una de las condiciones que se han discutido como necesarias para la implementación de una
industria de los biocombustibles ha sido la obligatoriedad de uso, pues esto permitiría asegurar la
demanda a la industria del biodiesel aun cuando opere a precios mayores que el diesel corriente, bajo la
base de que dado los pequeños porcentajes de mezcla, el precio final de la mezcla de combustible sería
similar. Este incentivo no se ha dado, y por lo tanto a menos de que el biocombustibles sea vendido a
precio menor que el diesel, es posible que la demanda final por biocombustibles sea menor a la que
existiría si el uso de biocombustibles fuese obligatorio. Tomando en cuenta aquellos aspectos,
probablemente la capacidad de la planta estaría sobredimensionada.
Comparación con cultivos de oleaginosas
La producción de los cultivos se situó entre las 13 y las 17 toneladas de aceite por hectárea por
año, sin considerar las pérdidas a lo largo del proceso, que podrían dar cuenta de una producción hasta
un 30% mayor. Comparando con otros cultivos de oleaginosas, el raps produce alrededor de 1 tonelada
de aceite por hectárea por año. Si se quisiera producir la misma cantidad de biocombustible mediante
este cultivo vegetal, se requerirían 100.000 hectáreas de raps destinadas sólo a la producción de aceite.
Según las cifras del INE, los años 2007 y 2008, la producción de raps aumentó en un 53,4% hasta
solamente 17.250 hectáreas, por lo que para producir 100.00 toneladas se requeriría sextuplicar la
superficie plantada actualmente. Terrenos cultivables no son abundantes: de acuerdo con el Censo
Agropecuario del año 2007, la superficie de suelos de cultivo en la IX región, que es donde es cultivado el
raps, asciende a un total de 351.000 hectáreas, por lo que probablemente se requeriría reemplazar la
producción de algún otro cultivo por raps para lograr producir la cantidad de aceite especificada
anteriormente. Estas cifras permiten ilustrar el impacto que generaría desarrollar una industria de
biocombustibles a gran escala a partir de una materia prima vegetal.
Diseño del proceso
El proceso es, por cierto, factible de ser optimizado, sobre todo en cuanto a etapas de separación
se refiere. El gasto energético de las centrifugas es considerable, por lo que una reducción en el flujo de
entrada mediante una etapa de concentración extra podría suponer mejoras importantes en la
rentabilidad del proceso.

66
El producto producido tiene una composición final que tiene un contenido de agua de
aproximadamente un tercio de su peso en agua. Aunque los procesos de producción de biodiesel
incorporan generalmente una etapa en la que se elimina el agua del aceite y los ácidos grasos libres, este
porcentaje es todavía muy alto, y por lo tanto se requieren más etapas de separación en el proceso. En
trabajos anteriores se propone la adición de una etapa de flotación previa a la entrada al homogenizador
(Benemann, 1996), de manera de aumentar la concentración de sólidos hasta en un 8% antes de la
entrada del homogenizador.
Los balances de masa en los reactores se realizaron tomando como base resultados obtenidos
por otros autores para el crecimiento de P. tricornutum tanto en lagunas como en fotobiorreactores. Los
supuestos tomados para la tasa de crecimiento de biomasa fueron moderados; para P. tricornutum se
han registrado tasas de crecimiento de hasta 1,9 g/l/d en fotobiorreactores y 28 g/m2/d en lagunas, en
comparación con los 1,5 g/l/d y 21 g/m2/d utilizados en el estudio. La tasa de crecimiento debe ser
determinada a nivel de planta piloto, a fin de incorporar variables como la contaminación por otros
microorganismos y las variaciones de la tasa de crecimiento a lo largo del día, los cuales pueden tener
efectos importantes en la viabilidad del proceso pero son difíciles de modelar si no se tiene información
específica del lugar en el que se instalará la planta.
Análisis económico
Los costos de producción de aceite de microalgas, de US$2.397 y US$2.831 mediante lagunas y
fotobiorreactores respectivamente, resultan ser lo suficientemente altos como para que no puedan
competir con los combustibles fósiles en condiciones de mercado. Considerando que la
transesterificación del aceite añade un costo de producción aproximado de US$100 por tonelada de
aceite (Lamoreux, 2007) y que la densidad del biodiesel es 0,88 kg/l, da un costo de producción de
US$2,2 y US$2,6 por litro de biodiesel, muy por sobre los $700 (poco menos de US$1,5) a los cuales es
vendido el diesel en las distribuidoras de combustible, a junio de 2008.
Del análisis económico se desprende que los procesos estudiados presentan diferencias
importantes en cuanto a su estructura de costos. En la producción mediante lagunas se observa un
requerimiento de inversión del orden de US$700.000.000, mientras que el proceso mediante
fotobiorreactores requiere una inversión considerablemente menor (US$300.000.000), pero costos de
operación mayores que mediante el otro sistema de cultivo. La mayor parte de los costos son producto
del consumo de energía de los elementos disponibles para agitar los cultivos, tanto los agitadores de
paletas en el cultivo por lagunas, como la recirculación del fluido mediante bombas en el cultivo con
fotobiorreactores. Consecuentemente, las estrategias a seguir para lograr reducir los costos de
producción debiesen seguir estrategias distintas, intentando reducir la inversión necesaria o los costos
variables en energía, dependiendo el sistema que se busque implementar.
En el proceso de producción de microalgas se alcanzan concentraciones celulares más altas al
interior de los fotobiorreactores, con todas las ventajas que ello conlleva: una inversión menor en
equipos, menor número de equipos para las etapas de separación y una menor área necesaria para la
instalación de la planta, entre otros factores. Sin embargo, resulta ser menos rentable que el proceso de
producción mediante microalgas, debido al mayor costo variable en energía necesario para la agitación

67
de los cultivos. Aunque se está circulando a una mayor velocidad, esto no explica el mayor gasto en
energía, pues el flujo por unidad de tiempo que se está moviendo es menor. La razón del mayor gasto
energético está en la mayor pérdida de carga que presentan los fotobiorreactores. La fuerza de roce
ejercida por unidad de volumen transportado es mayor en este caso, ya que proporcionalmente hay una
mayor cantidad de agua en contacto con las paredes del tubo. Un estudio más acabado permitiría
determinar si en tubos de mayor diámetro los beneficios por la disminución en la pérdida de carga
podrían llegar a ser mayores que los perjuicios por lograr menores concentraciones de microalgas en los
cultivos.
El precio de la energía es un factor muy importante, pues los principales costos provienen del
funcionamiento de los equipos como motores, bombas y centrifugas. Según la Memoria Anual de
EDELNOR, el precio nudo de la energía en SING experimentó entre enero y diciembre del año 2007 un
aumento de un 28% (Memoria Anual ENDESA), y desde ese momento hasta abril del año 2008, ha
aumentado otro 26%, pasando finalmente desde 38 $/kWh en enero de 2007, hasta 61,49 $/kWh en
abril del año 2008 (CNE, 2008).
Para este proyecto, a la biomasa restante de la producción se le ha asignado un valor como
alimento animal. Una opción que no se consideró en este estudio es su utilización para producir energía.
De ser posible utilizarla en su totalidad para producir energía se podrían genera grandes ahorros, pero
un menor ingreso por su venta como alimento animal.
En los escenarios considerados en el análisis de sensibilidad Se requieren mejoras conjuntas en
varios aspectos a la vez, como disminuir el requerimiento energético, aumentar la productividad de los
cultivos y mejorar el contenido de aceite de la microalga cultivada, si se desea lograr resultados que
permitan competir directamente con la generación de combustibles fósiles.
Dimensionamiento de los equipos
El diámetro de los fotobiorreactores fue seleccionado en función de obtener el mayor
rendimiento en biomasa posible por unidad de volumen de cultivo. Dado lo expuesto en el párrafo
anterior, y considerando que aumentar el diámetro del fotobiorreactor implicaría disminuir la tasa de
crecimiento específico de las microalgas, sería interesante contrapesar este menor rendimiento (y por
consiguiente mayor cantidad de equipos necesarios para las etapas de concentración.
El largo de los fotobiorreactores fue escogido de manera de operar el reactor a la menor
velocidad de flujo posible sin que se afecte la producción de biomasa. Trabajos anteriores han
demostrado que, dado un diámetro de reactor de 6 cm, no se observaban diferencias en la tasa de
crecimiento de los microorganismos si la velocidad del medio de cultivo era de 0,35 o 0,5 m/s, pero a
velocidades más bajas el cultivo colapsaría (Molina et. al, 2000). En el mismo trabajo, el autor da cuenta
de que el largo máximo de reactor para operar a 0,35 m/s sin que se comience a producir stress
fotooxidativo es de aproximadamente 40 m. Tubos más cortos implican una mayor cantidad de equipos
de desaireación (o de mayor tamaño) para recibir el flujo de medio de cultivo que sale desde los tubos,
pero se privilegió a priori un menor gasto en energía antes que una menor inversión.

68
El escalamiento del proceso cuenta con limitadas economías de escala. En particular, es
dificultoso aumentar el volumen de los fotobiorreactores, pues presentan problemas de rendimiento si
su diámetro aumenta más allá de los 10 cm, por lo que el aumento de la escala de producción se debe
lograr mediante el aumento del número de reactores instalados. En el caso de las lagunas es posible
aumentar el largo y el ancho, pero aumentar la profundidad no es conveniente ya que mientras más
profundo, menor penetración de luz y por ende menor crecimiento celular.
Factibilidad técnica
Hay dos aspectos que son importantes para definir la factibilidad técnica del proyecto: el
primero, verificar que se es posible de obtener desde las emisiones de plantas termoeléctricas la
cantidad de CO2 necesario para la generación de biomasa, y segundo, verificar que la potencia necesaria
esté disponible en el SING.
La combustión de carbón para la generación de energía genera aproximadamente 900 kg de CO2
por MWh de energía generado. La Central Termoeléctrica de Mejillones tiene una capacidad instalada de
casi 600 MW, 340 MW a partir de carbón y 250 MW a partir de diesel, de manera que para suplir la
demanda diaria de 3250 toneladas requiere funcionar continuamente a un 25% de su capacidad.
La capacidad instalada del SING asciende a los 3,6 GW. La potencia eléctrica necesaria para el
funcionamiento de la planta basada en fotobiorreactores representaría un 1% de la capacidad instalada
del SING.
El otro insumo importante es el nitrato. SQM posee derechos de explotación sobre yacimientos
de caliche en la I y II región, y tiene una de las reservas más importantes a nivel mundial de este mineral.
Al año 2007, la capacidad de producción de nitrato de sodio de SQM es de un millón de toneladas
métricas anuales, la que planea aumentar en 200 mil toneladas. Los requerimientos anuales de nitrato
de sodio para la producción de microalgas son del orden de las 250 mil toneladas anuales, por lo que en
principio se podría disponer de una fuente local de nitrato, reduciendo así los costos de las materias
primas.
Por último, pero no menos importante, cabe señalar que de acuerdo a los balances de energía
calculados, la eficiencia fotosintética necesaria para alcanzar los rendimientos requeridos están dentro
de un rango típico cercano a un 2%; esto implica que, para las condiciones de luz presentes en Mejillones
existen condiciones para producir microalgas bajo los supuestos que se han tomado.

69
VIII. Conclusiones
Dos alternativas de crecimiento de biomasa fueron evaluadas y comparadas en el proyecto para
la producción de biodiesel a partir de microalgas, mediante fotobiorreactores y mediante lagunas, siendo
esta última alternativa. Los costos de producción para las condiciones establecidas en el proyecto fueron
de US$ 2.397 para el cultivo en lagunas y US$2.831 para el cultivo en fotobiorreactores.
Los costos más significativos en el proyecto son, para el proceso mediante fotobiorreactores, los
producidos por el gasto de energía necesaria para la agitación, y para el cultivo en lagunas, la inversión y
el costo del nitrato de sodio requerido como nutriente. También son importantes para ambos procesos
los costos de transporte del CO2 y de centrifugación.
Con respecto a la inversión necesaria para el proyecto, el proceso de producción de biodiesel
mediante fotobiorreactores requiere una menor inversión que las lagunas si es realizado mediante tubos
de polietileno de baja densidad, pero ni la menor inversión ni las mayores concentraciones de microalga
en el cultivo compensan el mayor gasto en energía que este tipo de cultivo requieren.
La zona costera del norte de Chile, en particular Mejillones, presenta condiciones privilegiadas
para el cultivo de microalgas, por presentar condiciones climáticas relativamente estables durante el
año, disponibilidad de terrenos a bajo costo, disponibilidad de agua de mar y una gran fuente de CO2
como la Central Termoeléctrica de Mejillones. Además, se encuentra cercano a uno de los yacimientos
de nitrato de sodio más grandes del mundo, el cual es uno de los nutrientes más importante para el
crecimiento de las microalgas.
Sobre el proceso propuesto, se requieren etapas adicionales de separación para lograr un menor
contenido de agua en la salida final del aceite y en la biomasa.
Se concluye del presente trabajo la factibilidad técnica, mas no económica, de la producción de
aceite de microalgas para la producción de biodiesel, por ser el costo de producción total del aceite
considerablemente mayor que el precio de venta actual del petróleo diesel para ambos procesos
estudiados. Luego, no se justifica pasar a una etapa de evaluación del proyecto a nivel de ingeniería de
detalle.

70
IX. Bibliografía
Acién Fernández et al., (1998) F.G. Acién Fernández, F. García Camacho, J.A. Sánchez Pérez, J. Fernández
Sevilla and E. Molina Grima, Modelling of biomass productivity in tubular photobioreactors for microalgal
cultures. Effects of dilution rate, tube diameter and solar irradiance, Biotechnol Bioeng 58 (1998), pp.
605–611.
Acién Fernández et al., (2001) F.G. Acién Fernández, J.M. Fernández Sevilla, J.A. Sánchez Pérez, E. Molina
Grima and Y. Chisti, Airlift-driven external-loop tubular photobioreactors for outdoor production of
microalgae: assessment of design and performance, Chem Eng Sci 56 (2001), pp. 2721–2732.
Alvarez C (2002) "Evaluación Técnico-Económica de la obtención biotecnológica de gas hidrógeno".
Memoria de Título de Ingeniería Civil Química e Ingeniería Civil en Biotencología, Universidad de Chile
Andersen, R. (2005) “Algal Cultural Techniques”. Elsevier Academic Press, Phycologycal Society of
America.
Barsanti,L., P.Gualtieri (2006). “Algae: Anatomy, biochemistry and biotechnology”. Taylor & Francis
Group.
Belarbi et al., (2000) E.H. Belarbi, E. Molina and Y. Chisti, A process for high yield and scaleable recovery
of high purity eicosapentaenoic acid esters from microalgae and fish oil, Enzyme Microb. Technol. 26 (7)
(2000), pp. 516–529.
Benemann (1996), Systems and economic analysis of microalgae ponds for conversion of CO2 to biomass.
Final Report to the Department of Energy Technology Center.
Bioking. Página web de la empresa de construcción de reactores para biodiesel, http://www.bioking.nl.
Visitada en abril de 2008.
Borowitzka, (1999) M.A. Borowitzka, Pharmaceuticals and agrochemicals from microalgae. In: Z. Cohen,
Editor, Chemicals from microalgae, Taylor & Francis (1999), pp. 313–352.
Burgessa G, Javier G. Fernández-Velasco (2007). Materials, operational energy inputs, and net energy
ratio for photobiological hydrogen production. Greg Burgessa, Javier G. Fernández-Velasco. International
Journal of Hydrogen Energy 32, pp. 1225 – 1234
Camacho Rubio et al., (2003) F. Camacho Rubio, F. García Camacho, J.M. Fernández Sevilla, Y. Chisti and
E. Molina Grima, A mechanistic model of photosynthesis in microalgae, Biotechnol Bioeng 81, pp. 459–
473.
Carvalho et al., (2006) A.P. Carvalho, L.A. Meireles and F.X. Malcata, Microalgal reactors: a review of
enclosed system designs and performances, Biotechnol Prog 22, pp. 1490–1506.
Chisti Y., (2007) “Biodiesel from microalgae”. Biotechnology Advances 25 (2007) 294–306

71
Comisión Nacional de energía (2008).Informe técnico definitivo: Fijación de precios de nudo abril de
2008 Sistema Interconectado del Norte Grande (SING).
EIMCO (1989), Manual de diseño de clarificadores y espesadores.
Flottweg Separation Technologies. Página web de la empresa de clarificadores,
http://www.flottweg.com. Visitada en julio de 2008
GreenFuel. Página web de la empresa de desarrollo de biodiesel a partir de algas,
http://www.greenfuelonline.com. Visitada en diciembre de 2008.
Hillebrand H, Sommer U (1999), “The nutrient stoichiometry of benthic microalgal growth: Redfield
proportions are optimal”, Limnol. Oceanogr., 44(2), 1999, 440–446,American Society of Limnology and
Oceanography, Inc.
Hillen L.W. et al. (1982). "Hydrocracking of the Oils of Botryococcus braunii to Transport Fuels".
Biotechnology and Bioengineering 24: 193-205.
Knothe, G., Van Gerpen J., Krahl J. (2005), “The Biodiesel Handbook”, AOCS Press, Champagne Illinois.
Lamoureux, J. ( 2007). “Diseno conceptual de una planta de biodiesel” , Memoria de Ingeniería Civil
Mecánica, Universidad de Chile.
Molina Grima et al., (1999) E. Molina Grima, F.G. Acién Fernández, F. García Camacho and Y. Chisti,
Photobioreactors: light regime, mass transfer, and scaleup, J Biotechnol 70 (1999), pp. 231–247.
Molina Grima et al., (2000) E. Molina Grima, F.G. Acién Fernández, F. García Camacho, F. Camacho Rubio
and Y. Chisti, Scale-up of tubular photobioreactors, J Appl Phycol 12 (2000), pp. 355–368.
Molina Grima et al., (2001) E. Molina Grima, J. Fernández, F.G. Acién Fernández and Y. Chisti, Tubular
photobioreactor design for algal cultures, J Biotechnol 92 (2001), pp. 113–131.
Molina Grima et al., (2003) E. Molina Grima, E.-H. Belarbi, F.G. Acién Fernández, A. Robles Medina and Y.
Chisti, Recovery of microalgal biomass and metabolites: process options and economics, Biotechnol Adv
20 (2003), pp. 491–515.
Molina Grima, (1999) E. Molina Grima, Microalgae, mass culture methods. In: M.C. Flickinger and S.W.
Drew, Editors, Encyclopedia of bioprocess technology: fermentation, biocatalysis and bioseparation vol.
3, Wiley (1999), pp. 1753–1769.
Olaizola M. (2000) Commercial production of astaxanthin from Haematococcus pluvialis using 25,000-
liter outdoor photobioreactors. Journal of Applied Phycology 12: 499–506.
Qin Jian (2005). "Bio -Hydrocarbons from Algae: Impacts of temperature, light and salinity on algae
growth". Rural Industries Research and Development Corporation, Australia
Sazdanoff,Nicholas (2006). Modeling and Simulation of the Algae to Biodiesel Fuel Cycle. Tesis de
pregrado, Department of Mechanical Engineering, The Ohio State University.

72
Sheehan et al., (1998) J. Sheehan, T. Dunahay, J. Benemann and P. Roessler, A look back at the U.S.
Department of Energy's Aquatic Species Program — biodiesel from algae, National Renewable Energy
Laboratory, Golden, CO (1998) Report NREL/TP-580–24190.
Thomas, W.H., Seibert, D.L.R., Alden, M., Neori, A., Eldridge, P., (1984). Yields, photosynthetic efficiencies
and approximate composition of dense marine microalgal cultures. I. Introduction and Phaeodactylum
tricornutum experiments. Biomass 5, 181/209.
Xiaoling Miao, Qingyu Wu,(2006) Biodiesel production from heterotrophic microalgal, Xiaoling Miao,
Qingyu Wu . Bioresource Technology 97 (2006) 841–846.
Zittelli GC, Lavista F, Bastianini A, Rodolfi L, Vincenzini M, Tredici MR. (1999). Production of
eicosapentaenoic acid by Nannochloropsis sp. cultures in outdoor tubular photobioreactors. Journal of
Biotechnology 70, 299–312.

73
ANEXOS

74
Anexo A: Agitación en fotobiorreactores
La altura de elevación necesaria H corresponde a:
𝐻 = (𝑍𝑑 − 𝑍𝑠) +(𝑃𝑑 − 𝑃𝑠)
𝜌𝑓𝑙𝑢𝑖𝑑𝑜+𝑉𝑑
2 − 𝑉𝑠2
2 ∙ 𝑔+ 𝑓
El sistema de fotobiorreactores se diseña como un circuito cerrado, compuesto por tubos y áreas
de desaireamiento. De acuerdo con esto, la velocidad de descarga y la de salida son iguales, por lo que
aquella componente de la ecuación es 0, lo mismo para la componente por diferencia de altura (Zd-Zs) y
diferencia de presión (Pd-Ps)/ρfluido. El trabajo que debe realizar la bomba es solamente el trabajo
necesario para vencer la pérdida de carga del sistema, que corresponde a la pérdida por fricción al
interior de los tubos, por una entrada y una descarga.
Estos supuestos son válidos solamente para cuando el sistema está en funcionamiento.
Evidentemente, para la puesta en marcha se tiene una velocidad de succión de 0, y por lo tanto la
componente dinámica de elevación ya no sería cero.
La pérdida de carga por fricción hf se calcula según la ecuación de Darcy-Weisbach:
𝑓 = 𝑓 ∙𝐿𝑒𝑞
𝐷∙𝑉2
2𝑔
Donde
𝑓: Coeficiente de fricción de Darcy
L: Largo equivalente de la tubería
D: Diámetro hidráulico de la cañería
V: Velocidad del fluido al interior de la cañería
g: Aceleración de gravedad
El largo equivalente de la cañería corresponde a la suma del largo de la cañería y el largo
equivalente de cada singularidad.
𝐿𝑒𝑞 = 𝐿 + 𝐿𝑖𝑛 + 𝐿𝑜𝑢𝑡
Donde:
Leq: Largo equivalente total [m]
L: Largo de cañería [m]

75
Lin: Largo equivalente de singularidad “entrada”, *m+
Lout: Largo equivalente de singularidad “descarga”, *m+
Las pérdidas de carga por entrada y salida Lin y Lout dependen del diámetro de la tubería. Para
obtener los datos para 6 cm de diámetro (2,4”) se interpoló de los valores entre 2” y 3”.
Tabla A.1: Pérdida de carga para las singularidades entrada y salida, para tuberías de 2 y 3 pulgadas
Singularidad Largo equivalente,
tuberías de 2”
[ft]
Largo equivalente,
tuberías de 2,4”
[ft]
Largo equivalente
tuberías de 3”
[ft]
Entrada 9 11,4 15
Descarga 4,5 5,7 7,5
El coeficiente de fricción de Darcy se obtiene del gráfico de Moody y es función de la rugosidad
relativa y el número de Reynolds. Para un Reynolds de 21000 y considerando pared lisa, el coeficiente de
fricción es de 0.025.
𝑓 = 0,025 ∙40 + 3,47 + 1,74
0,06∙
0,352
2 ∙ 9,8= 0,117[𝑚]
El flujo Q, en [m3/h]
𝑄 = 𝐴 ∙ 𝑉 = 𝜋 ∙0,062
4 𝑚2 ∙ 0,5
𝑚
𝑠 ∙ 3600
𝑠
= 5,087
𝑚3
La potencia teórica necesaria para agitar cada fotobiorreactor es (Perry):
𝑊𝑇 =𝑄 ∙ 𝐻 ∙ 𝜌𝑓𝑙𝑢𝑖𝑑𝑜
367 𝑊 =
5,087 ∙ 0,117 ∙ 1000
367= 1,62 𝑊
La potencia real que debe desarrollar la bomba es
𝑊𝑅 =𝑊𝑇
𝜂
Donde
WR: Potencia real de la bomba
: Eficiencia de la bomba
Asumiendo una eficiencia de un 70%, la potencia que finalmente debe desarrollar la bomba es
de
𝑊𝑅 =1,62
0,7= 2,32 𝑊

76
Anexo B: Condiciones de temperatura e irradiación solar en Mejillones
Tabla B.1: Energía solar promedio recibida por día por metro cuadrado en distintas localidades de la II Región. Para Mejillones se consideraron los valores de Antofagasta
Localidades II Región Kcal/(m2/día)
Enero Febrero Marzo Abril Mayo Junio Julio
Quillagua 5367 5280 5011 4110 3259 2958 3221
Pardhall-2 5794 5660 5376 4604 4124 3724 3925
Tocopilla 4653 4614 3848 3350 2719 2241 2013
Chuquicamata 6613 5531 5206 4419 3551 3439 3616
El Tatío 5654 5657 6079 5073 4428 3855 4482
Coya Sur 6155 5707 5110 4463 3454 3173 3545
Calama 6484 6109 5477 4604 4048 3583 3868
San Pedro de Atacama 6239 5747 5660 4798 3829 3593 3820
Antofagasta 5693 5277 4836 3847 2841 2677 2844
Taltal 5611 4947 4106 3445 2679 2714 2513
El Salvador 5754 6242 5481 4446 3287 3043 3406
Localidades II Región Kcal/(m2/día)
Agosto Septiembre Octubre Noviembre Diciembre Media Anual
Quillagua 3998 4712 5536 5652 5835 4376
Pardhall-2 4619 5545 6157 6640 6727 4880
Tocopilla 2871 3815 4607 4673 4801 3571
Chuquicamata 4929 5003 5950 6447 6600 4793
El Tatío 5116 5832 6849 7065 6761 5124
Coya Sur 4136 4994 5696 5988 6231 4678
Calama 4717 5327 6331 6779 6928 5051
San Pedro de Atacama 4434 4403 6240 6844 6921 4978
Antofagasta 3339 4174 6034 5659 5950 4195
Taltal 2856 3637 4644 4970 5879 3917
El Salvador 3939 5088 6110 6465 6752 4876

77
Anexo C: Sistema Interconectado del Norte Grande
Tabla C.1: CAPACIDAD INSTALADA DE GENERACIÓN ELÉCTRICA DEL SING SEGÚN CENTRAL Y TIPO DE ENERGÉTICO en [MW]
PROPIETARIO NOMBRE CENTRAL TIPO DE
ENERGÉTICO POTENCIA
INSTALADA
TOTAL CAPACIDAD INSTALADA
PARTICIPACIÓN POR CENTRAL
CELTA TERMOELÉCTRICA
TARAPACÁ
Carbón 158 181,8
4,39%
Diesel 23,8 0,66%
EDELNOR
CAVANCHA Pasada 2,6
719,1
0,07%
DIESEL ANTOFAGASTA Diesel 16,8 0,47%
Fuel Oil 11,9 0,33%
DIESEL ARICA Diesel 14,3 0,40%
DIESEL IQUIQUE Fuel Oil 12,1 0,34%
Diesel 30,9 0,86%
TERMOELÉCTRICA MEJILLONES
Carbón 340,9 9,46%
Gas Natural 250,8 6,96%
DIESEL MANTOS BLANCOS
Fuel Oil 28,6 0,80%
CHAPIQUIÑA Pasada 10,2 0,28%
ELECTROANDINA TERMOELÉCTRICA
TOCOPILLA
Carbón 429,4
991,5
11,92%
Gas Natural 437,5 12,15%
Diesel 49,6 1,38%
Fuel Oil 75 2,08%
AES GENER SALTA Gas Natural 642,8 642,8 17,85%
GASATACAMA ATACAMA Gas Natural 780,6
783,3 21,67%
DIESEL ENAEX Diesel 2,7 0,07%
NORGENER TERMOELÉCTRICA
NORGENER Carbón 277,3 277,3 7,70%
ENORCHILE DIESEL ZOFRI Diesel 6,1 6,1 0,17%
TOTAL POTENCIA INSTALADA SING 3.601,90 3.601,90 100,00%

78
Anexo D: Requerimientos de nutrientes
Las células están compuestas aproximadamente en un 50% de su peso seco en carbono. Para
determinar el flujo de CO2 necesario para alcanzar una tasa de crecimiento determinada, se debe
calcular la masa de carbono por unidad de tiempo que necesita las microalgas para crecer.
Si la tasa de generación de biomasa es 21 g/m2-d, por cada m2 se requiere como insumo el 50%
de esa tasa en carbono, es decir 10,5 g/m2-d. Para un período de luz de 12 horas, aquella tasa es de
0,0145 g/m2min
En condiciones normales, un mol contiene 22,4 l de gas, y por lo tanto un litro de gas contiene
0,046 moles de C. El peso atómico de C es de 12 g/mol, luego 1 l contiene 0,536 g de C. Finalmente, por
metro cuadrado se requieren
0,0145 𝑔
𝑚2𝑚𝑖𝑛
0,536 𝑔𝑙
= 0,0272 𝑙
𝑚2𝑚𝑖𝑛
En una laguna de 10000 m2, el flujo necesario es de
0,0272 𝑙
𝑚2𝑚𝑖𝑛 ∙ 10000 𝑚2 = 272
𝑙
𝑚𝑖𝑛
Para un período de 12 horas, el volumen total de CO2 necesario es de
272 𝑙
𝑚𝑖𝑛 ∙ 60
𝑚𝑖𝑛
∙ 12
𝑑 = 195,8
𝑚3
𝑑
Finalmente, considerando una eficiencia de consumo de CO2 en lagunas de un 90%
195,8 𝑚3
𝑑
90%= 217,6
𝑚3
𝑑
Este resultado, en términos másicos equivale a
217,6 𝑚3
𝑑 ∙ 0,536
𝑔
𝑙 ∙ 1000
𝑙
𝑚3 = 116,6 𝑘𝑔
𝑑
Escalando este resultado para un total de casi 7600 lagunas, se requieren, diariamente
11,67 𝑘𝑔
𝑑 ∙ 7600 = 886,2
𝑡 𝐶
𝑑
El anterior resultado corresponde a la cantidad de C que se requiere. Como el C es suministrado en
forma de CO2, finalmente se requiere

79
886,2 ∙44
12= 3250
𝑡 𝐶𝑂2
𝑑
El balance de oxígeno generado es análogo al de CO2. Puesto que la reacción de fotosíntesis es
𝟔 𝑪𝑶𝟐 + 𝟔 𝑯𝟐𝑶 → 𝑪𝟔𝑯𝟏𝟐𝑶𝟔 + 𝟔 𝑶𝟐
Por cada molécula de CO2 fijada, una molécula de O2 estará siendo liberada al medio. La cantidad
de CO2 fijada es igual a la cantidad de CO2 que ingresa al sistema, descontando el efecto de la eficiencia,
es decir 27,2 litros normales por minuto por cada mil metros cuadrados para la tasa de crecimiento acá
indicada.
Consumo de NO3 y NaH2PO4-H2O
Para determinar la tasa de consumo de NaNO3 y NaH2PO3, se utiliza una relación estequiométrica C:N de 1:7.5 y N:P de 16 (ver, p.e.,Hillebrand, 1999). Para poder utilizar los resultados anteriores, que están en términos másicos, se debe transformar el resultado a flujos molares.
886,2𝑡 𝐶𝑑
12𝑘𝑔
𝑘𝑔𝑚𝑜𝑙
= 73850 𝑘𝑔𝑚𝑜𝑙 𝐶
𝑑
La cantidad de moles de N diarios necesarios es:
73850
7,5= 9847
𝑘𝑔𝑚𝑜𝑙 𝑁
𝑑
Los moles diarios de P necesarios son:
9847
16= 615,4
𝑘𝑔𝑚𝑜𝑙 𝑃
𝑑
Multiplicando por el peso molecular del NaNO3 (85 kg/kgmol), el requerimiento másico diario de nitrato de sodio es
9847 ∙ 85 = 836,7𝑡 𝑁𝑎𝑁𝑂3
𝑑
Multiplicando por el peso molecular del NaH2PO3-H2O(135 kg/kgmol)
615,4 ∙ 135 = 83𝑡 𝑁𝑎𝐻2𝑃𝑂3
𝑑

80
Anexo E: Detalle de costos de la construcción de equipos
Tabla E.1: Detalle de costos de construcción de lagunas para el cultivo de microalgas. Los costos de obras civiles han sido estimados de acuerdo a valores de referencia publicados por la revista ONDAC, mientras que el recubrimiento de polietileno corresponde a valores de AGROPLAS.
Item Área [m2]
Profundidad [m]
Volumen [m3]
Costo unitario [Ch$]
Costo por laguna
Excavación (terreno semiduro, m3) 10.000 0,15 1500 576 864.000
Perfil Terraplén 513 0,3 275 141.050
Pozo 12 1,5 18 576 10.368
Difusor 25.000 25.000
Recubrimiento de polietileno 11.000 600 6.600.000
Agitador 500.000 500.000
Sub-Total 8.140.418
Gastos generales y utilidades (40%) 3.256.167
TOTAL 11.396.585
Tabla E.2: Detalle de costos de construcción de fotobiorreactores para el cultivo de microalgas. Se tomó como base una estación de desaireamiento y un motor por cada 300 tubos de polietileno. El costo de las mangas de polietileno corresponde a Plasticos Bío-Bío, para mangas de polietileno de 200 micras de espesor.
Item Cantidad Dimensiones unidad Costo unitario Costo total
Tubos (Mangas de polietileno) 300 40 m 45 540.000
Desaireador 1 25.000 25.000
Motor 1 1 hp 500000 500.000
Pozo 1 10 m3 576 5.760
Total 1.070.760
Total (US$) 2.142
Total cultivo (US$) 38.663
82.796.992

81
Anexo F: Flujos de caja para análisis de sensibilidad
Tabla F.1: Flujo de caja para el proyecto de producción de aceite de microalgas en lagunas, disminuyendo la inversión a un 50% de su valor calculado. El proyecto fue evaluado a una tasa de descuento de 12% y un precio de venta del aceite de US$1847 la tonelada, precio al cual el VAN del proyecto se hace 0.
Período 0 1 2 3 4 5 6 7 8 9 10
Ingresos 264.971.749 264.971.749 264.971.749 264.971.749 264.971.749 264.971.749 264.971.749 264.971.749 264.971.749 264.971.749
Costos fijos -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000
Costos variables -194.804.866 -194.804.866 -194.804.866 -194.804.866 -194.804.866 -194.804.866 -194.804.866 -194.804.866 -194.804.866 -194.804.866
Pago de intereses
Depreciaciones -195.795.244 -195.795.244 -195.795.244 -3.290.676 -3.290.676
Pérdidas ejercicio anterior 0 0 0 0 0 0 0 0 0 0
Utilidad antes de impuesto -126.054.361 -126.054.361 -126.054.361 66.450.207 66.450.207 69.740.883 69.740.883 69.740.883 69.740.883 69.740.883
Impuesto (17%) 0 0 0 11.296.535 11.296.535 11.855.950 11.855.950 11.855.950 11.855.950 11.855.950 Utilidad después de impuesto -126.054.361 -126.054.361 -126.054.361 55.153.672 55.153.672 57.884.933 57.884.933 57.884.933 57.884.933 57.884.933
Depreciaciones 195.795.244 195.795.244 195.795.244 3.290.676 3.290.676 0 0 0 0 0
Pérdidas ejercicio anterior 0 0 0 0 0 0 0 0 0 0
Ganancias de Capital
FLUJO OPERACIONAL 0 69.740.883 69.740.883 69.740.883 58.444.348 58.444.348 57.884.933 57.884.933 57.884.933 57.884.933 57.884.933
Inversión fija -363.714.392
Valor residual
Capital de trabajo -109.114.318
Recuperación de Capital
Prestamos
Amortizaciones
FLUJO DE CAPITALES -472.828.709 0 0 0 0 0 0 0 0 0 0
FLUJO DE CAJA -472.828.709 69.740.883 69.740.883 69.740.883 58.444.348 58.444.348 57.884.933 57.884.933 57.884.933 57.884.933 57.884.933

82
Tabla F.1 (continuación)
Periodo 11 12 13 14 15 16 17 18 19 20
Ingresos 264.971.749 264.971.749 264.971.749 264.971.749 264.971.749 264.971.749 264.971.749 264.971.749 264.971.749 264.971.749
Costos fijos -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000
Costos variables -194.804.866 -194.804.866 -194.804.866 -194.804.866 -194.804.866 -194.804.866 -194.804.866 -194.804.866 -194.804.866 -194.804.866
Pago de intereses
Depreciaciones
Pérdidas ejercicio anterior 0 0 0 0 0 0 0 0 0 0
Utilidad antes de impuesto 69.740.883 69.740.883 69.740.883 69.740.883 69.740.883 69.740.883 69.740.883 69.740.883 69.740.883 69.740.883
Impuesto (17%) 11.855.950 11.855.950 11.855.950 11.855.950 11.855.950 11.855.950 11.855.950 11.855.950 11.855.950 11.855.950
Utilidad después de impuesto 57.884.933 57.884.933 57.884.933 57.884.933 57.884.933 57.884.933 57.884.933 57.884.933 57.884.933 57.884.933
Depreciaciones 0 0 0 0 0 0 0 0 0 0
Pérdidas ejercicio anterior 0 0 0 0 0 0 0 0 0 0
Ganancias de Capital
FLUJO OPERACIONAL 57.884.933 57.884.933 57.884.933 57.884.933 57.884.933 57.884.933 57.884.933 57.884.933 57.884.933 57.884.933
Inversión fija
Valor residual
Capital de trabajo
Recuperación de Capital 109.114.318
Prestamos
Amortizaciones
FLUJO DE CAPITALES 0 0 0 0 0 0 0 0 0 109.114.318
FLUJO DE CAJA 57.884.933 57.884.933 57.884.933 57.884.933 57.884.933 57.884.933 57.884.933 57.884.933 57.884.933 166.999.251

83
Tabla F.2: Flujo de caja para el proyecto de producción de aceite de microalgas en fotobiorreactores, disminuyendo la inversión a un 50% de su valor calculado. El proyecto fue evaluado a una tasa de descuento de 12% y un precio de venta del aceite de US$2564 la tonelada, precio al cual el VAN del proyecto se hace 0.
0 1 2 3 4 5 6 7 8 9 10
Ingresos 336.718.822 336.718.822 336.718.822 336.718.822 336.718.822 336.718.822 336.718.822 336.718.822 336.718.822 336.718.822
Costos fijos -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000
Costos variables -278.536.959 -278.536.959 -278.536.959 -278.536.959 -278.536.959 -278.536.959 -278.536.959 -278.536.959 -278.536.959 -278.536.959
Pago de intereses
Depreciaciones -91.176.813 -91.176.813 -91.176.813 -1.478.543 -1.478.543
Pérdidas ejercicio anterior 0 0 0 -25.041.129 0 0 -34.859.626 0 0 -34.859.626
Utilidad antes de impuesto -33.420.949 -33.420.949 -33.420.949 31.236.192 56.277.321 57.755.864 22.896.238 57.755.864 57.755.864 22.896.238
Impuesto (17%) 0 0 0 5.310.153 9.567.145 9.818.497 3.892.360 9.818.497 9.818.497 3.892.360
Utilidad después de impuesto -33.420.949 -33.420.949 -33.420.949 25.926.039 46.710.176 47.937.367 19.003.877 47.937.367 47.937.367 19.003.877
Depreciaciones 91.176.813 91.176.813 91.176.813 1.478.543 1.478.543 0 0 0 0 0
Pérdidas ejercicio anterior 0 0 0 25.041.129 0 0 34.859.626 0 0 34.859.626
Ganancias de Capital
FLUJO OPERACIONAL 0 57.755.864 57.755.864 57.755.864 52.445.711 48.188.719 47.937.367 53.863.503 47.937.367 47.937.367 53.863.503
Inversión fija -168.944.331
-82.796.992
-82.796.992
-82.796.992
Valor residual
Capital de trabajo -50.683.299
Recuperación de Capital
Prestamos
Amortizaciones
FLUJO DE CAPITALES -219.627.631 0 0 -82.796.992 0 0 -82.796.992 0 0 -82.796.992 0
FLUJO DE CAJA -219.627.631 57.755.864 57.755.864 -25.041.129 52.445.711 48.188.719 -34.859.626 53.863.503 47.937.367 -34.859.626 53.863.503

84
Tabla F.2 (continuación)
11 12 13 14 15 16 17 18 19 20
Ingresos (ventas) 336.718.822 336.718.822 336.718.822 336.718.822 336.718.822 336.718.822 336.718.822 336.718.822 336.718.822 336.718.822
Ingresos (otros)
Costos fijos -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000
Costos variables -278.536.959 -278.536.959 -278.536.959 -278.536.959 -278.536.959 -278.536.959 -278.536.959 -278.536.959 -278.536.959 -278.536.959
Pago de intereses
Depreciaciones
Pérdidas ejercicio anterior 0 0 -34.859.626 0 0 -34.859.626 0 0 -34.859.626 0
Utilidad antes de impuesto 57.755.864 57.755.864 22.896.238 57.755.864 57.755.864 22.896.238 57.755.864 57.755.864 22.896.238 57.755.864
Impuesto (15%) 9.818.497 9.818.497 3.892.360 9.818.497 9.818.497 3.892.360 9.818.497 9.818.497 3.892.360 9.818.497
Utilidad después de impuesto 47.937.367 47.937.367 19.003.877 47.937.367 47.937.367 19.003.877 47.937.367 47.937.367 19.003.877 47.937.367
Depreciaciones 0 0 0 0 0 0 0 0 0
Pérdidas ejercicio anterior 0 34.859.626 0 0 34.859.626 0 0 34.859.626 0
Ganancias de Capital
FLUJO OPERACIONAL 47.937.367 47.937.367 53.863.503 47.937.367 47.937.367 53.863.503 47.937.367 47.937.367 53.863.503 47.937.367
Inversión fija -82.796.992
-82.796.992
-82.796.992
Valor residual
Capital de trabajo
Recuperación de Capital
50.683.299
Prestamos
Amortizaciones
FLUJO DE CAPITALES 0 -82.796.992 0 0 -82.796.992 0 0 -82.796.992 0 50.683.299
FLUJO DE CAJA 47.937.367 -34.859.626 53.863.503 47.937.367 -34.859.626 53.863.503 47.937.367 -34.859.626 53.863.503 98.620.666

85
Tabla F.3: Flujo de caja para el proyecto de producción de aceite de microalgas en lagunas, aumentando el valor de venta del subproducto a un 50% de su valor calculado. El proyecto fue evaluado a una tasa de descuento de 12% y un precio de venta del aceite de US$1996 la tonelada, precio al cual el VAN del proyecto se hace 0.
Período 0 1 2 3 4 5 6 7 8 9 10
Ingresos (ventas) 320.013.694 320.013.694 320.013.694 320.013.694 320.013.694 320.013.694 320.013.694 320.013.694 320.013.694 320.013.694
Costos fijos -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000
Costos variables 194.804.866 -194.804.866 -194.804.866 -194.804.866 -194.804.866 -194.804.866 -194.804.866 -194.804.866 -194.804.866 -194.804.866
Pago de intereses
Depreciaciones -195.795.244 -195.795.244 -195.795.244 -3.290.676 -3.290.676
Pérdidas ejercicio anterior 0 0 0 0 0 0 0 0 0 0
Utilidad antes de impuesto -71.012.416 -71.012.416 -71.012.416 121.492.151 121.492.151 124.782.828 124.782.828 124.782.828 124.782.828 124.782.828
Impuesto (17%) 0 0 0 20.653.666 20.653.666 21.213.081 21.213.081 21.213.081 21.213.081 21.213.081
Utilidad después de impuesto -71.012.416 -71.012.416 -71.012.416 100.838.486 100.838.486 103.569.747 103.569.747 103.569.747 103.569.747 103.569.747
Depreciaciones 195.795.244 195.795.244 195.795.244 3.290.676 3.290.676 0 0 0 0 0
Pérdidas ejercicio anterior 0 0 0 0 0 0 0 0 0 0
Ganancias de Capital
FLUJO OPERACIONAL 0 124.782.828 124.782.828 124.782.828 104.129.162 104.129.162 103.569.747 103.569.747 103.569.747 103.569.747 103.569.747
Inversión fija -727.428.784
Valor residual
Capital de trabajo -109.114.318
Recuperación de Capital
Prestamos
Amortizaciones
FLUJO DE CAPITALES -836.543.101 0 0 0 0 0 0 0 0 0 0
FLUJO DE CAJA -836.543.101 124.782.828 124.782.828 124.782.828 104.129.162 104.129.162 103.569.747 103.569.747 103.569.747 103.569.747 103.569.747

86
Tabla F.3 (continuación)
Período 11 12 13 14 15 16 17 18 19 20
Ingresos (ventas) 320.013.694 320.013.694 320.013.694 320.013.694 320.013.694 320.013.694 320.013.694 320.013.694 320.013.694 320.013.694
Costos fijos -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000
Costos variables -194.804.866 -194.804.866 -194.804.866 -194.804.866 -194.804.866 -194.804.866 -194.804.866 -194.804.866 -194.804.866 -194.804.866
Pago de intereses
Depreciaciones
Pérdidas ejercicio anterior 0 0 0 0 0 0 0 0 0 0
Utilidad antes de impuesto 124.782.828 124.782.828 124.782.828 124.782.828 124.782.828 124.782.828 124.782.828 124.782.828 124.782.828 124.782.828
Impuesto (17%) 21.213.081 21.213.081 21.213.081 21.213.081 21.213.081 21.213.081 21.213.081 21.213.081 21.213.081 21.213.081
Utilidad después de impuesto 103.569.747 103.569.747 103.569.747 103.569.747 103.569.747 103.569.747 103.569.747 103.569.747 103.569.747 103.569.747
Depreciaciones 0 0 0 0 0 0 0 0 0 0
Pérdidas ejercicio anterior 0 0 0 0 0 0 0 0 0 0
Ganancias de Capital
FLUJO OPERACIONAL 103.569.747 103.569.747 103.569.747 103.569.747 103.569.747 103.569.747 103.569.747 103.569.747 103.569.747 103.569.747
Inversión fija
Valor residual
Capital de trabajo
Recuperación de Capital 109.114.318
Prestamos
Amortizaciones
FLUJO DE CAPITALES 0 0 0 0 0 0 0 0 0 109.114.318
FLUJO DE CAJA 103.569.747 103.569.747 103.569.747 103.569.747 103.569.747 103.569.747 103.569.747 103.569.747 103.569.747 212.684.065

87
Tabla F.4: Flujo de caja para el proyecto de producción de aceite de microalgas en fotobiorreactores, aumentando el valor de venta del subproducto a un 50% de su valor calculado. El proyecto fue evaluado a una tasa de descuento de 12% y un precio de venta del aceite de US$2430 la tonelada, precio al cual el VAN del proyecto se hace 0.
0 1 2 3 4 5 6 7 8 9 10
Ingresos 363.426.598 363.426.598 363.426.598 363.426.598 363.426.598 363.426.598 363.426.598 363.426.598 363.426.598 363.426.598
Costos fijos -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000
Costos variables -278.536.959 -278.536.959 -278.536.959 -278.536.959 -278.536.959 -278.536.959 -278.536.959 -278.536.959 -278.536.959 -278.536.959
Pago de intereses
Depreciaciones -91.176.813 -91.176.813 -91.176.813 -1.478.543 -1.478.543
Pérdidas ejercicio anterior 0 0 0 0 0 0 -12.692.172 0 0 -12.692.172
Utilidad antes de impuesto -6.713.173 -6.713.173 -6.713.173 82.985.096 82.985.096 84.463.639 71.771.468 84.463.639 84.463.639 71.771.468
Impuesto (17%) 0 0 0 14.107.466 14.107.466 14.358.819 12.201.149 14.358.819 14.358.819 12.201.149
Utilidad después de impuesto -6.713.173 -6.713.173 -6.713.173 68.877.630 68.877.630 70.104.821 59.570.318 70.104.821 70.104.821 59.570.318
Depreciaciones 91.176.813 91.176.813 91.176.813 1.478.543 1.478.543 0 0 0 0 0
Pérdidas ejercicio anterior 0 0 0 0 0 0 12.692.172 0 0 12.692.172
Ganancias de Capital
FLUJO OPERACIONAL 0 84.463.639 84.463.639 84.463.639 70.356.173 70.356.173 70.104.821 72.262.490 70.104.821 70.104.821 72.262.490
Inversión fija -337.888.663
-82.796.992
-82.796.992
-82.796.992
Valor residual
Capital de trabajo -50.683.299
Recuperación de Capital
Prestamos
Amortizaciones
FLUJO DE CAPITALES -388.571.962 0 0 -82.796.992 0 0 -82.796.992 0 0 -82.796.992 0
FLUJO DE CAJA -388.571.962 84.463.639 84.463.639 1.666.647 70.356.173 70.356.173 -12.692.172 72.262.490 70.104.821 -12.692.172 72.262.490

88
Tabla F.4 (continuación)
11 12 13 14 15 16 17 18 19 20
Ingresos (ventas) 363.426.598 363.426.598 363.426.598 363.426.598 363.426.598 363.426.598 363.426.598 363.426.598 363.426.598 363.426.598
Costos fijos -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000
Costos variables -278.536.959 -278.536.959 -278.536.959 -278.536.959 -278.536.959 -278.536.959 -278.536.959 -278.536.959 -278.536.959 -278.536.959
Pago de intereses
Depreciaciones
Pérdidas ejercicio anterior 0 0 -12.692.172 0 0 -12.692.172 0 0 -12.692.172 0
Utilidad antes de impuesto 84.463.639 84.463.639 71.771.468 84.463.639 84.463.639 71.771.468 84.463.639 84.463.639 71.771.468 84.463.639
Impuesto (15%) 14.358.819 14.358.819 12.201.149 14.358.819 14.358.819 12.201.149 14.358.819 14.358.819 12.201.149 14.358.819
Utilidad después de impuesto 70.104.821 70.104.821 59.570.318 70.104.821 70.104.821 59.570.318 70.104.821 70.104.821 59.570.318 70.104.821
Depreciaciones 0 0 0 0 0 0 0 0 0
Pérdidas ejercicio anterior 0 12.692.172 0 0 12.692.172 0 0 12.692.172 0
Ganancias de Capital
FLUJO OPERACIONAL 70.104.821 70.104.821 72.262.490 70.104.821 70.104.821 72.262.490 70.104.821 70.104.821 72.262.490 70.104.821
Inversión fija -82.796.992
-82.796.992
-82.796.992
Valor residual
Capital de trabajo
Recuperación de Capital
50.683.299
Prestamos
Amortizaciones
FLUJO DE CAPITALES 0 -82.796.992 0 0 -82.796.992 0 0 -82.796.992 0 50.683.299
FLUJO DE CAJA 70.104.821 -12.692.172 72.262.490 70.104.821 -12.692.172 72.262.490 70.104.821 -12.692.172 72.262.490 120.788.120

89
Tabla F.5: Flujo de caja para el proyecto de producción de aceite de microalgas en lagunas, considerando una tasa de descuento del 0,08%. El proyecto fue evaluado a un precio de venta del aceite de US$2095 la tonelada, precio al cual el VAN del proyecto se hace 0.
Período 0 1 2 3 4 5 6 7 8 9 10
Ingresos (ventas) 289.830.252 289.830.252 289.830.252 289.830.252 289.830.252 289.830.252 289.830.252 289.830.252 289.830.252 289.830.252
Costos fijos -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000
Costos variables -194.804.866 -194.804.866 -194.804.866 -194.804.866 -194.804.866 -194.804.866 -194.804.866 -194.804.866 -194.804.866 -194.804.866
Pago de intereses
Depreciaciones -195.795.244 -195.795.244 -195.795.244 -3.290.676 -3.290.676
Pérdidas ejercicio anterior 0 0 0 0 0 0 0 0 0 0
Utilidad antes de impuesto -101.195.858 -101.195.858 -101.195.858 91.308.710 91.308.710 94.599.387 94.599.387 94.599.387 94.599.387 94.599.387
Impuesto (17%) 0 0 0 15.522.481 15.522.481 16.081.896 16.081.896 16.081.896 16.081.896 16.081.896
Utilidad después de impuesto -101.195.858 -101.195.858 -101.195.858 75.786.230 75.786.230 78.517.491 78.517.491 78.517.491 78.517.491 78.517.491
Depreciaciones 195.795.244 195.795.244 195.795.244 3.290.676 3.290.676 0 0 0 0 0
Pérdidas ejercicio anterior 0 0 0 0 0 0 0 0 0 0
Ganancias de Capital
FLUJO OPERACIONAL 0 94.599.387 94.599.387 94.599.387 79.076.906 79.076.906 78.517.491 78.517.491 78.517.491 78.517.491 78.517.491
Inversión fija -727.428.784
Valor residual
Capital de trabajo -109.114.318
Recuperación de Capital
Prestamos
Amortizaciones
FLUJO DE CAPITALES -836.543.101 0 0 0 0 0 0 0 0 0 0
FLUJO DE CAJA -836.543.101 94.599.387 94.599.387 94.599.387 79.076.906 79.076.906 78.517.491 78.517.491 78.517.491 78.517.491 78.517.491

90
Tabla F.5 (continuación)
11 12 13 14 15 16 17 18 19 20
Ingresos (ventas) 289.830.252 289.830.252 289.830.252 289.830.252 289.830.252 289.830.252 289.830.252 289.830.252 289.830.252 289.830.252
Costos fijos -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000
Costos variables -194.804.866 -194.804.866 -194.804.866 -194.804.866 -194.804.866 -194.804.866 -194.804.866 -194.804.866 -194.804.866 -194.804.866
Pago de intereses
Depreciaciones
Pérdidas ejercicio anterior 0 0 0 0 0 0 0 0 0 0
Utilidad antes de impuesto 94.599.387 94.599.387 94.599.387 94.599.387 94.599.387 94.599.387 94.599.387 94.599.387 94.599.387 94.599.387
Impuesto (17%) 16.081.896 16.081.896 16.081.896 16.081.896 16.081.896 16.081.896 16.081.896 16.081.896 16.081.896 16.081.896
Utilidad después de impuesto 78.517.491 78.517.491 78.517.491 78.517.491 78.517.491 78.517.491 78.517.491 78.517.491 78.517.491 78.517.491
Depreciaciones 0 0 0 0 0 0 0 0 0 0
Pérdidas ejercicio anterior 0 0 0 0 0 0 0 0 0 0
Ganancias de Capital
FLUJO OPERACIONAL 78.517.491 78.517.491 78.517.491 78.517.491 78.517.491 78.517.491 78.517.491 78.517.491 78.517.491 78.517.491
Inversión fija
Valor residual
Capital de trabajo
Recuperación de Capital 109.114.318
Prestamos
Amortizaciones
FLUJO DE CAPITALES 0 0 0 0 0 0 0 0 0 109.114.318
FLUJO DE CAJA 78.517.491 78.517.491 78.517.491 78.517.491 78.517.491 78.517.491 78.517.491 78.517.491 78.517.491 187.631.808

91
Tabla F.6: Flujo de caja para el proyecto de producción de aceite de microalgas en fotobiorreactores, considerando una tasa de descuento del 0,08%. El proyecto fue evaluado a un precio de venta del aceite de US$2693 la tonelada, precio al cual el VAN del proyecto se hace 0.
0 1 2 3 4 5 6 7 8 9 10
Ingresos 349.637.981 349.637.981 349.637.981 349.637.981 349.637.981 349.637.981 349.637.981 349.637.981 349.637.981 349.637.981
Costos fijos -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000
Costos variables -278.536.959 -278.536.959 -278.536.959 -278.536.959 -278.536.959 -278.536.959 -278.536.959 -278.536.959 -278.536.959 -278.536.959
Pago de intereses
Depreciaciones -91.176.813 -91.176.813 -91.176.813 -1.478.543 -1.478.543
Pérdidas ejercicio anterior 0 0 0 -12.121.970 0 0 -24.136.724 0 0 -24.136.724
Utilidad antes de impuesto -20.501.790 -20.501.790 -20.501.790 57.074.509 69.196.480 70.675.022 46.538.299 70.675.022 70.675.022 46.538.299
Impuesto (17%) 0 0 0 9.702.667 11.763.402 12.014.754 7.911.511 12.014.754 12.014.754 7.911.511
Utilidad después de impuesto -20.501.790 -20.501.790 -20.501.790 47.371.843 57.433.078 58.660.269 38.626.788 58.660.269 58.660.269 38.626.788
Depreciaciones 91.176.813 91.176.813 91.176.813 1.478.543 1.478.543 0 0 0 0 0
Pérdidas ejercicio anterior 0 0 0 12.121.970 0 0 24.136.724 0 0 24.136.724
Ganancias de Capital
FLUJO OPERACIONAL 0 70.675.022 70.675.022 70.675.022 60.972.356 58.911.621 58.660.269 62.763.512 58.660.269 58.660.269 62.763.512
Inversión fija -337.888.663
-82.796.992
-82.796.992
-82.796.992
Valor residual
Capital de trabajo -50.683.299
Recuperación de Capital
Prestamos
Amortizaciones
FLUJO DE CAPITALES -388.571.962 0 0 -82.796.992 0 0 -82.796.992 0 0 -82.796.992 0
FLUJO DE CAJA -388.571.962 70.675.022 70.675.022 -12.121.970 60.972.356 58.911.621 -24.136.724 62.763.512 58.660.269 -24.136.724 62.763.512

92
Tabla F.6 (continuación)
11 12 13 14 15 16 17 18 19 20
Ingresos (ventas) 349.637.981 349.637.981 349.637.981 349.637.981 349.637.981 349.637.981 349.637.981 349.637.981 349.637.981 349.637.981
Costos fijos -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000
Costos variables -278.536.959 -278.536.959 -278.536.959 -278.536.959 -278.536.959 -278.536.959 -278.536.959 -278.536.959 -278.536.959 -278.536.959
Pago de intereses
Depreciaciones
Pérdidas ejercicio anterior 0 0 -24.136.724 0 0 -24.136.724 0 0 -24.136.724 0
Utilidad antes de impuesto 70.675.022 70.675.022 46.538.299 70.675.022 70.675.022 46.538.299 70.675.022 70.675.022 46.538.299 70.675.022
Impuesto (15%) 12.014.754 12.014.754 7.911.511 12.014.754 12.014.754 7.911.511 12.014.754 12.014.754 7.911.511 12.014.754
Utilidad después de impuesto 58.660.269 58.660.269 38.626.788 58.660.269 58.660.269 38.626.788 58.660.269 58.660.269 38.626.788 58.660.269
Depreciaciones 0 0 0 0 0 0 0 0 0
Pérdidas ejercicio anterior 0 24.136.724 0 0 24.136.724 0 0 24.136.724 0
Ganancias de Capital
FLUJO OPERACIONAL 58.660.269 58.660.269 62.763.512 58.660.269 58.660.269 62.763.512 58.660.269 58.660.269 62.763.512 58.660.269
Inversión fija -82.796.992
-82.796.992
-82.796.992
Valor residual
Capital de trabajo
Recuperación de Capital
50.683.299
Prestamos
Amortizaciones
FLUJO DE CAPITALES 0 -82.796.992 0 0 -82.796.992 0 0 -82.796.992 0 50.683.299
FLUJO DE CAJA 58.660.269 -24.136.724 62.763.512 58.660.269 -24.136.724 62.763.512 58.660.269 -24.136.724 62.763.512 109.343.568

93
Tabla F.7: Flujo de caja para el proyecto de producción de aceite de microalgas en lagunas, disminuyendo el precio de la energía en un 50% hasta $31/kWh. El proyecto fue evaluado a un precio de venta del aceite de US$1789 la tonelada, precio al cual el VAN del proyecto se hace 0.
Período 0 1 2 3 4 5 6 7 8 9 10
Ingresos (ventas) 259.216.886 259.216.886 259.216.886 259.216.886 259.216.886 259.216.886 259.216.886 259.216.886 259.216.886 259.216.886
Costos fijos -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000
Costos variables -134.008.058 -134.008.058 -134.008.058 -134.008.058 -134.008.058 -134.008.058 -134.008.058 -134.008.058 -134.008.058 -134.008.058
Pago de intereses
Depreciaciones -195.795.244 -195.795.244 -195.795.244 -3.290.676 -3.290.676
Pérdidas ejercicio anterior 0 0 0 0 0 0 0 0 0 0
Utilidad antes de impuesto -71.012.416 -71.012.416 -71.012.416 121.492.151 121.492.151 124.782.828 124.782.828 124.782.828 124.782.828 124.782.828
Impuesto (17%) 0 0 0 20.653.666 20.653.666 21.213.081 21.213.081 21.213.081 21.213.081 21.213.081
Utilidad después de impuesto -71.012.416 -71.012.416 -71.012.416 100.838.486 100.838.486 103.569.747 103.569.747 103.569.747 103.569.747 103.569.747
Depreciaciones 195.795.244 195.795.244 195.795.244 3.290.676 3.290.676 0 0 0 0 0
Pérdidas ejercicio anterior 0 0 0 0 0 0 0 0 0 0
Ganancias de Capital
FLUJO OPERACIONAL 0 124.782.828 124.782.828 124.782.828 104.129.162 104.129.162 103.569.747 103.569.747 103.569.747 103.569.747 103.569.747
Inversión fija -727.428.784
Valor residual
Capital de trabajo -109.114.318
Recuperación de Capital
Prestamos
Amortizaciones
FLUJO DE CAPITALES -836.543.101 0 0 0 0 0 0 0 0 0 0
FLUJO DE CAJA -836.543.101 124.782.828 124.782.828 124.782.828 104.129.162 104.129.162 103.569.747 103.569.747 103.569.747 103.569.747 103.569.747

94
Tabla F.7 (continuación)
11 12 13 14 15 16 17 18 19 20
Ingresos (ventas) 259.216.886 259.216.886 259.216.886 259.216.886 259.216.886 259.216.886 259.216.886 259.216.886 259.216.886 259.216.886
Costos fijos -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000
Costos variables -134.008.058 -134.008.058 -134.008.058 -134.008.058 -134.008.058 -134.008.058 -134.008.058 -134.008.058 -134.008.058 -134.008.058
Pago de intereses
Depreciaciones
Pérdidas ejercicio anterior 0 0 0 0 0 0 0 0 0 0
Utilidad antes de impuesto 124.782.828 124.782.828 124.782.828 124.782.828 124.782.828 124.782.828 124.782.828 124.782.828 124.782.828 124.782.828
Impuesto (17%) 21.213.081 21.213.081 21.213.081 21.213.081 21.213.081 21.213.081 21.213.081 21.213.081 21.213.081 21.213.081
Utilidad después de impuesto 103.569.747 103.569.747 103.569.747 103.569.747 103.569.747 103.569.747 103.569.747 103.569.747 103.569.747 103.569.747
Depreciaciones 0 0 0 0 0 0 0 0 0 0
Pérdidas ejercicio anterior 0 0 0 0 0 0 0 0 0 0
Ganancias de Capital
FLUJO OPERACIONAL 103.569.747 103.569.747 103.569.747 103.569.747 103.569.747 103.569.747 103.569.747 103.569.747 103.569.747 103.569.747
Inversión fija
Valor residual
Capital de trabajo
Recuperación de Capital
109.114.318
Prestamos
Amortizaciones
FLUJO DE CAPITALES 0 0 0 0 0 0 0 0 0 109.114.318
FLUJO DE CAJA 103.569.747 103.569.747 103.569.747 103.569.747 103.569.747 103.569.747 103.569.747 103.569.747 103.569.747 212.684.065

95
Tabla F.8: Flujo de caja para el proyecto de producción de aceite de microalgas en fotobiorreactores, disminuyendo el precio de la energía en un 50% hasta $31/kWh. El proyecto fue evaluado a un precio de venta del aceite de US$1805 la tonelada, precio al cual el VAN del proyecto se hace 0.
0 1 2 3 4 5 6 7 8 9 10
Ingresos 260.763.744 260.763.744 260.763.744 260.763.744 260.763.744 260.763.744 260.763.744 260.763.744 260.763.744 260.763.744
Costos fijos -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000
Costos variables -175.874.104 -175.874.104 -175.874.104 -175.874.104 -175.874.104 -175.874.104 -175.874.104 -175.874.104 -175.874.104 -175.874.104
Pago de intereses
Depreciaciones -91.176.813 -91.176.813 -91.176.813 -1.478.543 -1.478.543
Pérdidas ejercicio anterior 0 0 0 0 0 0 -12.692.172 0 0 -12.692.172
Utilidad antes de impuesto -6.713.173 -6.713.173 -6.713.173 82.985.096 82.985.096 84.463.639 71.771.468 84.463.639 84.463.639 71.771.468
Impuesto (17%) 0 0 0 14.107.466 14.107.466 14.358.819 12.201.149 14.358.819 14.358.819 12.201.149
Utilidad después de impuesto -6.713.173 -6.713.173 -6.713.173 68.877.630 68.877.630 70.104.821 59.570.318 70.104.821 70.104.821 59.570.318
Depreciaciones 91.176.813 91.176.813 91.176.813 1.478.543 1.478.543 0 0 0 0 0
Pérdidas ejercicio anterior 0 0 0 0 0 0 12.692.172 0 0 12.692.172
Ganancias de Capital
FLUJO OPERACIONAL 0 84.463.639 84.463.639 84.463.639 70.356.173 70.356.173 70.104.821 72.262.490 70.104.821 70.104.821 72.262.490
Inversión fija -337.888.663
-82.796.992
-82.796.992
-82.796.992
Valor residual
Capital de trabajo -50.683.299
Recuperación de Capital
Prestamos
Amortizaciones
FLUJO DE CAPITALES -388.571.962 0 0 -82.796.992 0 0 -82.796.992 0 0 -82.796.992 0
FLUJO DE CAJA -388.571.962 84.463.639 84.463.639 1.666.647 70.356.173 70.356.173 -12.692.172 72.262.490 70.104.821 -12.692.172 72.262.490

96
Tabla F.8 (continuación)
11 12 13 14 15 16 17 18 19 20
Ingresos (ventas) 260.763.744 260.763.744 260.763.744 260.763.744 260.763.744 260.763.744 260.763.744 260.763.744 260.763.744 260.763.744
Costos fijos -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000
Costos variables -175.874.104 -175.874.104 -175.874.104 -175.874.104 -175.874.104 -175.874.104 -175.874.104 -175.874.104 -175.874.104 -175.874.104
Pago de intereses
Depreciaciones
Pérdidas ejercicio anterior 0 0 -12.692.172 0 0 -12.692.172 0 0 -12.692.172 0
Utilidad antes de impuesto 84.463.639 84.463.639 71.771.468 84.463.639 84.463.639 71.771.468 84.463.639 84.463.639 71.771.468 84.463.639
Impuesto (15%) 14.358.819 14.358.819 12.201.149 14.358.819 14.358.819 12.201.149 14.358.819 14.358.819 12.201.149 14.358.819
Utilidad después de impuesto 70.104.821 70.104.821 59.570.318 70.104.821 70.104.821 59.570.318 70.104.821 70.104.821 59.570.318 70.104.821
Depreciaciones 0 0 0 0 0 0 0 0 0
Pérdidas ejercicio anterior 0 12.692.172 0 0 12.692.172 0 0 12.692.172 0
Ganancias de Capital
FLUJO OPERACIONAL 70.104.821 70.104.821 72.262.490 70.104.821 70.104.821 72.262.490 70.104.821 70.104.821 72.262.490 70.104.821
Inversión fija -82.796.992
-82.796.992
-82.796.992
Valor residual
Capital de trabajo
Recuperación de Capital
50.683.299
Prestamos
Amortizaciones
FLUJO DE CAPITALES 0 -82.796.992 0 0 -82.796.992 0 0 -82.796.992 0 50.683.299
FLUJO DE CAJA 70.104.821 -12.692.172 72.262.490 70.104.821 -12.692.172 72.262.490 70.104.821 -12.692.172 72.262.490 120.788.120

97
Tabla F.9: Flujo de caja para el proyecto de producción de aceite de microalgas en lagunas, aumentando en un 50% la concentración máxima de microalgas que puede alcanzar el cultivo. El proyecto fue evaluado a un precio de venta del aceite de US$1797 la tonelada, precio al cual el VAN del proyecto se hace 0.
Período 0 1 2 3 4 5 6 7 8 9 10
Ingresos (ventas) 260.039.333 260.039.333 260.039.333 260.039.333 260.039.333 260.039.333 260.039.333 260.039.333 260.039.333 260.039.333
Costos fijos -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000
Costos variables -168.994.714 -168.994.714 -168.994.714 -168.994.714 -168.994.714 -168.994.714 -168.994.714 -168.994.714 -168.994.714 -168.994.714
Pago de intereses
Depreciaciones -142.215.443 -142.215.443 -142.215.443 -2.390.176 -2.390.176
Pérdidas ejercicio anterior 0 0 0 0 0 0 0 0 0 0
Utilidad antes de impuesto -51.596.824 -51.596.824 -51.596.824 88.228.444 88.228.444 90.618.619 90.618.619 90.618.619 90.618.619 90.618.619
Impuesto (17%) 0 0 0 14.998.835 14.998.835 15.405.165 15.405.165 15.405.165 15.405.165 15.405.165
Utilidad después de impuesto -51.596.824 -51.596.824 -51.596.824 73.229.608 73.229.608 75.213.454 75.213.454 75.213.454 75.213.454 75.213.454
Depreciaciones 142.215.443 142.215.443 142.215.443 2.390.176 2.390.176 0 0 0 0 0
Pérdidas ejercicio anterior 0 0 0 0 0 0 0 0 0 0
Ganancias de Capital
FLUJO OPERACIONAL 0 90.618.619 90.618.619 90.618.619 75.619.784 75.619.784 75.213.454 75.213.454 75.213.454 75.213.454 75.213.454
Inversión fija -528.266.615
Valor residual
Capital de trabajo -79.239.992
Recuperación de Capital
Prestamos
Amortizaciones
FLUJO DE CAPITALES -607.506.607 0 0 0 0 0 0 0 0 0 0
FLUJO DE CAJA -607.506.607 90.618.619 90.618.619 90.618.619 75.619.784 75.619.784 75.213.454 75.213.454 75.213.454 75.213.454 75.213.454

98
Tabla F.9 (continuación)
11 12 13 14 15 16 17 18 19 20
Ingresos (ventas) 260.039.333 260.039.333 260.039.333 260.039.333 260.039.333 260.039.333 260.039.333 260.039.333 260.039.333 260.039.333
Costos fijos -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000
Costos variables -168.994.714 -168.994.714 -168.994.714 -168.994.714 -168.994.714 -168.994.714 -168.994.714 -168.994.714 -168.994.714 -168.994.714
Pago de intereses
Depreciaciones
Pérdidas ejercicio anterior 0 0 0 0 0 0 0 0 0 0
Utilidad antes de impuesto 90.618.619 90.618.619 90.618.619 90.618.619 90.618.619 90.618.619 90.618.619 90.618.619 90.618.619 90.618.619
Impuesto (17%) 15.405.165 15.405.165 15.405.165 15.405.165 15.405.165 15.405.165 15.405.165 15.405.165 15.405.165 15.405.165
Utilidad después de impuesto 75.213.454 75.213.454 75.213.454 75.213.454 75.213.454 75.213.454 75.213.454 75.213.454 75.213.454 75.213.454
Depreciaciones 0 0 0 0 0 0 0 0 0 0
Pérdidas ejercicio anterior 0 0 0 0 0 0 0 0 0 0
Ganancias de Capital
FLUJO OPERACIONAL 75.213.454 75.213.454 75.213.454 75.213.454 75.213.454 75.213.454 75.213.454 75.213.454 75.213.454 75.213.454
Inversión fija
Valor residual
Capital de trabajo
Recuperación de Capital
79.239.992
Prestamos
Amortizaciones
FLUJO DE CAPITALES 0 0 0 0 0 0 0 0 0 79.239.992
FLUJO DE CAJA 75.213.454 75.213.454 75.213.454 75.213.454 75.213.454 75.213.454 75.213.454 75.213.454 75.213.454 154.453.446

99
Tabla F.10: Flujo de caja para el proyecto de producción de aceite de microalgas en fotobiorreactores, aumentando en un 50% la concentración máxima de microalgas que puede alcanzar el cultivo. El proyecto fue evaluado a un precio de venta del aceite de US$2086 la tonelada, precio al cual el VAN del proyecto se hace 0.
0 1 2 3 4 5 6 7 8 9 10
Ingresos 288.902.292 288.902.292 288.902.292 288.902.292 288.902.292 288.902.292 288.902.292 288.902.292 288.902.292 288.902.292
Costos fijos -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000
Costos variables -224.765.910 -224.765.910 -224.765.910 -224.765.910 -224.765.910 -224.765.910 -224.765.910 -224.765.910 -224.765.910 -224.765.910
Pago de intereses
Depreciaciones -72.149.263 -72.149.263 -72.149.263 -1.169.988 -1.169.988
Pérdidas ejercicio anterior 0 0 0 0 0 0 -2.318.378 0 0 -2.318.378
Utilidad antes de impuesto -8.438.881 -8.438.881 -8.438.881 62.540.394 62.540.394 63.710.382 61.392.004 63.710.382 63.710.382 61.392.004
Impuesto (17%) 0 0 0 10.631.867 10.631.867 10.830.765 10.436.641 10.830.765 10.830.765 10.436.641
Utilidad después de impuesto -8.438.881 -8.438.881 -8.438.881 51.908.527 51.908.527 52.879.617 50.955.363 52.879.617 52.879.617 50.955.363
Depreciaciones 72.149.263 72.149.263 72.149.263 1.169.988 1.169.988 0 0 0 0 0
Pérdidas ejercicio anterior 0 0 0 0 0 0 2.318.378 0 0 2.318.378
Ganancias de Capital
FLUJO OPERACIONAL 0 63.710.382 63.710.382 63.710.382 53.078.515 53.078.515 52.879.617 53.273.741 52.879.617 52.879.617 53.273.741
Inversión fija -267.222.576
-55.197.995
-55.197.995
-55.197.995
Valor residual
Capital de trabajo -40.083.386
Recuperación de Capital
Prestamos
Amortizaciones
FLUJO DE CAPITALES -307.305.962 0 0 -55.197.995 0 0 -55.197.995 0 0 -55.197.995 0
FLUJO DE CAJA -307.305.962 63.710.382 63.710.382 8.512.387 53.078.515 53.078.515 -2.318.378 53.273.741 52.879.617 -2.318.378 53.273.741

100
Tabla F.10 (continuación)
11 12 13 14 15 16 17 18 19 20
Ingresos (ventas) 288.902.292 288.902.292 288.902.292 288.902.292 288.902.292 288.902.292 288.902.292 288.902.292 288.902.292 288.902.292
Costos fijos -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000
Costos variables -224.765.910 -224.765.910 -224.765.910 -224.765.910 -224.765.910 -224.765.910 -224.765.910 -224.765.910 -224.765.910 -224.765.910
Pago de intereses
Depreciaciones
Pérdidas ejercicio anterior 0 0 -2.318.378 0 0 -2.318.378 0 0 -2.318.378 0
Utilidad antes de impuesto 63.710.382 63.710.382 61.392.004 63.710.382 63.710.382 61.392.004 63.710.382 63.710.382 61.392.004 63.710.382
Impuesto (15%) 10.830.765 10.830.765 10.436.641 10.830.765 10.830.765 10.436.641 10.830.765 10.830.765 10.436.641 10.830.765
Utilidad después de impuesto 52.879.617 52.879.617 50.955.363 52.879.617 52.879.617 50.955.363 52.879.617 52.879.617 50.955.363 52.879.617
Depreciaciones 0 0 0 0 0 0 0 0 0
Pérdidas ejercicio anterior 0 2.318.378 0 0 2.318.378 0 0 2.318.378 0
Ganancias de Capital
FLUJO OPERACIONAL 52.879.617 52.879.617 53.273.741 52.879.617 52.879.617 53.273.741 52.879.617 52.879.617 53.273.741 52.879.617
Inversión fija -55.197.995
-55.197.995
-55.197.995
Valor residual
Capital de trabajo
Recuperación de Capital
40.083.386
Prestamos
Amortizaciones
FLUJO DE CAPITALES 0 -55.197.995 0 0 -55.197.995 0 0 -55.197.995 0 40.083.386
FLUJO DE CAJA 52.879.617 -2.318.378 53.273.741 52.879.617 -2.318.378 53.273.741 52.879.617 -2.318.378 53.273.741 92.963.003

101
Tabla F.11: Flujo de caja para el proyecto de producción de aceite de microalgas en lagunas, aumentando en un 50% el contenido en peso seco del aceite. El proyecto fue evaluado a un precio de venta del aceite de US$1802 la tonelada, precio al cual el VAN del proyecto se hace 0.
Período 0 1 2 3 4 5 6 7 8 9 10
Ingresos (ventas) 207.020.747 207.020.747 207.020.747 207.020.747 207.020.747 207.020.747 207.020.747 207.020.747 207.020.747 207.020.747
Costos fijos -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000
Costos variables -143.198.995 -143.198.995 -143.198.995 -143.198.995 -143.198.995 -143.198.995 -143.198.995 -143.198.995 -143.198.995 -143.198.995
Pago de intereses
Depreciaciones -99.477.147 -99.477.147 -99.477.147 -1.671.885 -1.671.885
Pérdidas ejercicio anterior 0 0 0 0 0 0 0 0 0 0
Utilidad antes de impuesto -36.081.395 -36.081.395 -36.081.395 61.723.868 61.723.868 63.395.752 63.395.752 63.395.752 63.395.752 63.395.752
Impuesto (17%) 0 0 0 10.493.057 10.493.057 10.777.278 10.777.278 10.777.278 10.777.278 10.777.278
Utilidad después de impuesto -36.081.395 -36.081.395 -36.081.395 51.230.810 51.230.810 52.618.475 52.618.475 52.618.475 52.618.475 52.618.475
Depreciaciones 99.477.147 99.477.147 99.477.147 1.671.885 1.671.885 0 0 0 0 0
Pérdidas ejercicio anterior 0 0 0 0 0 0 0 0 0 0
Ganancias de Capital
FLUJO OPERACIONAL 0 63.395.752 63.395.752 63.395.752 52.902.695 52.902.695 52.618.475 52.618.475 52.618.475 52.618.475 52.618.475
Inversión fija -369.569.253
Valor residual
Capital de trabajo -55.435.388
Recuperación de Capital
Prestamos
Amortizaciones
FLUJO DE CAPITALES -425.004.641 0 0 0 0 0 0 0 0 0 0
FLUJO DE CAJA -425.004.641 63.395.752 63.395.752 63.395.752 52.902.695 52.902.695 52.618.475 52.618.475 52.618.475 52.618.475 52.618.475

102
Tabla F.11 (continuación)
11 12 13 14 15 16 17 18 19 20
Ingresos (ventas) 207.020.747 207.020.747 207.020.747 207.020.747 207.020.747 207.020.747 207.020.747 207.020.747 207.020.747 207.020.747
Costos fijos -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000
Costos variables -143.198.995 -143.198.995 -143.198.995 -143.198.995 -143.198.995 -143.198.995 -143.198.995 -143.198.995 -143.198.995 -143.198.995
Pago de intereses
Depreciaciones
Pérdidas ejercicio anterior 0 0 0 0 0 0 0 0 0 0
Utilidad antes de impuesto 63.395.752 63.395.752 63.395.752 63.395.752 63.395.752 63.395.752 63.395.752 63.395.752 63.395.752 63.395.752
Impuesto (17%) 10.777.278 10.777.278 10.777.278 10.777.278 10.777.278 10.777.278 10.777.278 10.777.278 10.777.278 10.777.278
Utilidad después de impuesto 52.618.475 52.618.475 52.618.475 52.618.475 52.618.475 52.618.475 52.618.475 52.618.475 52.618.475 52.618.475
Depreciaciones 0 0 0 0 0 0 0 0 0 0
Pérdidas ejercicio anterior 0 0 0 0 0 0 0 0 0 0
Ganancias de Capital
FLUJO OPERACIONAL 52.618.475 52.618.475 52.618.475 52.618.475 52.618.475 52.618.475 52.618.475 52.618.475 52.618.475 52.618.475
Inversión fija
Valor residual
Capital de trabajo
Recuperación de Capital
55.435.388
Prestamos
Amortizaciones
FLUJO DE CAPITALES 0 0 0 0 0 0 0 0 0 55.435.388
FLUJO DE CAJA 52.618.475 52.618.475 52.618.475 52.618.475 52.618.475 52.618.475 52.618.475 52.618.475 52.618.475 108.053.862

103
Tabla F.12: Flujo de caja para el proyecto de producción de aceite de microalgas en fotobiorreactores, aumentando en un 50% el contenido en peso seco de aceite. El proyecto fue evaluado a un precio de venta del aceite de US$2010 la tonelada, precio al cual el VAN del proyecto se hace 0.
0 1 2 3 4 5 6 7 8 9 10
Ingresos 227.818.828 227.818.828 227.818.828 227.818.828 227.818.828 227.818.828 227.818.828 227.818.828 227.818.828 227.818.828
Ingresos (otros)
Costos fijos -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000
Costos variables -184.989.743 -184.989.743 -184.989.743 -184.989.743 -184.989.743 -184.989.743 -184.989.743 -184.989.743 -184.989.743 -184.989.743
Pago de intereses
Depreciaciones -45.851.385 -45.851.385 -45.851.385 -743.536 -743.536
Pérdidas ejercicio anterior 0 0 0 0 0 0 -6.203.936 0 0 -6.203.936
Utilidad antes de impuesto -3.448.300 -3.448.300 -3.448.300 41.659.549 41.659.549 42.403.085 36.199.149 42.403.085 42.403.085 36.199.149
Impuesto (17%) 0 0 0 7.082.123 7.082.123 7.208.524 6.153.855 7.208.524 7.208.524 6.153.855
Utilidad después de impuesto -3.448.300 -3.448.300 -3.448.300 34.577.426 34.577.426 35.194.560 30.045.294 35.194.560 35.194.560 30.045.294
Depreciaciones 45.851.385 45.851.385 45.851.385 743.536 743.536 0 0 0 0 0
Pérdidas ejercicio anterior 0 0 0 0 0 0 6.203.936 0 0 6.203.936
Ganancias de Capital
FLUJO OPERACIONAL 0 42.403.085 42.403.085 42.403.085 35.320.962 35.320.962 35.194.560 36.249.230 35.194.560 35.194.560 36.249.230
Inversión fija -169.915.363
-41.398.496
-41.398.496
-41.398.496
Valor residual
Capital de trabajo -25.487.304
Recuperación de Capital
Prestamos
Amortizaciones
FLUJO DE CAPITALES -195.402.667 0 0 -41.398.496 0 0 -41.398.496 0 0 -41.398.496 0
FLUJO DE CAJA -195.402.667 42.403.085 42.403.085 1.004.589 35.320.962 35.320.962 -6.203.936 36.249.230 35.194.560 -6.203.936 36.249.230

104
Tabla F.12 (continuación)
11 12 13 14 15 16 17 18 19 20
Ingresos (ventas) 227.818.828 227.818.828 227.818.828 227.818.828 227.818.828 227.818.828 227.818.828 227.818.828 227.818.828 227.818.828
Ingresos (otros)
Costos fijos -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000 -426.000
Costos variables -184.989.743 -184.989.743 -184.989.743 -184.989.743 -184.989.743 -184.989.743 -184.989.743 -184.989.743 -184.989.743 -184.989.743
Pago de intereses
Depreciaciones
Pérdidas ejercicio anterior 0 0 -6.203.936 0 0 -6.203.936 0 0 -6.203.936 0
Utilidad antes de impuesto 42.403.085 42.403.085 36.199.149 42.403.085 42.403.085 36.199.149 42.403.085 42.403.085 36.199.149 42.403.085
Impuesto (15%) 7.208.524 7.208.524 6.153.855 7.208.524 7.208.524 6.153.855 7.208.524 7.208.524 6.153.855 7.208.524
Utilidad después de impuesto 35.194.560 35.194.560 30.045.294 35.194.560 35.194.560 30.045.294 35.194.560 35.194.560 30.045.294 35.194.560
Depreciaciones 0 0 0 0 0 0 0 0 0
Pérdidas ejercicio anterior 0 6.203.936 0 0 6.203.936 0 0 6.203.936 0
Ganancias de Capital
FLUJO OPERACIONAL 35.194.560 35.194.560 36.249.230 35.194.560 35.194.560 36.249.230 35.194.560 35.194.560 36.249.230 35.194.560
Inversión fija -41.398.496
-41.398.496
-41.398.496
Valor residual
Capital de trabajo
Recuperación de Capital
25.487.304
Prestamos
Amortizaciones
FLUJO DE CAPITALES 0 -41.398.496 0 0 -41.398.496 0 0 -41.398.496 0 25.487.304
FLUJO DE CAJA 35.194.560 -6.203.936 36.249.230 35.194.560 -6.203.936 36.249.230 35.194.560 -6.203.936 36.249.230 60.681.865

105
Anexo G. Memoria de cálculo: dimensionamiento de espesadores y
clarificadores
A continuación se muestra el ejemplo de cálculo de los balances de masa y
dimensionamiento en los clarificadores, para el proceso de producción de microalgas en lagunas.
Para el proceso de producción mediante fotobiorreactores, el procedimiento es análogo, salvo por
el cambio de la variable xi que representa la concentración de microalgas a la entrada al
clarificador, y el flujo de entrada Fi, que se consideró de 4000 m3/h en tal caso.
En los espesadores, se tomó como flujo de entrada el flujo de salida de los lodos, de
manera que haya una relación 1 a 1 entre
Se tomó como base de cálculo una entrada Fi de 10000 m3/h en cada clarificador, una
eficiencia de separación f del 90%, una concentración de sólidos a la entrada xi de 0,27 kg/m3 y
una concentración a la salida de los lodos xu de 8 kg/m3. En
De acuerdo con la sección 4.2, el flujo en el rebalse Fo va a estar dado por
𝐹𝑜 = 𝐹𝑖 ∙ 1−𝑓 ∙ 𝑥𝑖𝑥𝑢
= 10000 ∙ 1 −0,9 ∙ 0,27
8 = 9696
𝑚3
La concentración en el rebalse, a su vez
𝑥𝑜 =𝐹𝑖 ∙ 𝑥𝑖 1− 𝑓
𝐹𝑜=
10000 ∙ 0,027 1− 0,9
9696= 0,028
𝑘𝑔
𝑚3
Dimensionamiento del clarificador
El dimensionamiento del clarificador requiere la determinación del diámetro d y la altura
lateral h1, dada una pendiente del piso m que tiene un valor de 1/12.
El diámetro necesario del clarificador d, está en función de la tasa de rebalse R, que tiene
un valor de 1 m/h, de acuerdo a lo visto en la sección 4.2.2
𝑑 =
4 ∙ 𝐹𝑖 ∙ 1 −𝑓 ∙ 𝑥𝑖𝑥𝑢
𝜋 ∙ 𝑅=
4 ∙ 10000 ∙ 1−
0,9 ∙ 0,278
𝜋 ∙ 1= 111,11 𝑚
La altura lateral h1 se calculó de manera de lograr un volumen del clarificador tal que el
tiempo de residencia τ sea de 3 h.
1 =𝜏 ∙ 𝐹𝑖
𝜋 ∙ 𝑟2−
𝑟
3 ∙ 𝑚=
3 ∙ 10000
𝜋 ∙ 55,562−
55,56
3 ∙1
12
= 1,55 𝑚

106
La cantidad de equipos necesarios corresponde al cociente entre el flujo por hora de salida
desde el tanque pulmón, que es de 241.164 y el flujo de entrada dado al clarificador.
𝑛 =241164
10000= 24,1 ≈ 25