estudio de la factibilidad técnica y económica para la...
TRANSCRIPT

Facultad de Ingeniería
Escuela de Ingeniería Química
Estudio de la factibilidad técnica y económica para la
producción de selladores en base a polímeros de
silicona en la empresa PLASTIDRICA, C.A.
Carlos De Jesús De Barros y Rosanna Hernández Quartarone
Tutor: Lic. Xavier Figarella
Caracas, Marzo 2004.
UNIVERSIDADMETROPOLITANA
Enseñando el camino

ii
Derecho de Autor
Quienes suscriben, en condición de autores del trabajo titulado “Estudio de la
factibilidad técnica y económica para la producción de selladores en base a
polímeros de silicona en la empresa PLASTIDRICA, C.A.”, declaramos que:
Cedemos a título gratuito, y en forma pura y simple, ilimitada e irrevocable a la
Universidad Metropolitana, los derechos de autor de contenido patrimonial que nos
corresponden sobre el presente trabajo. Conforme a lo anterior, esta cesión
patrimonial sólo comprenderá el derecho para la Universidad de comunicar
públicamente la obra, divulgarla, publicarla o reproducirla en la oportunidad que ella
así lo estime conveniente, así como, la de salvaguardar nuestros intereses y
derechos que nos corresponden como autores de la obra antes señalada. La
Universidad en todo momento deberá indicar que la autoría o creación del trabajo
corresponde a nuestra persona, salvo los créditos que se deban hacer al tutor o a
cualquier tercero que haya colaborado o fuere hecho posible la realización de la
presente obra.
Carlos De Jesús De Barros Rosanna Hernández Quartarone
C.I. 14.889.651 C.I. 14.428.961
En la ciudad de Caracas, a los 25 días del mes de Marzo del año 2004.

iii
Acta de Aprobación
Considero que el Trabajo Final titulado
Estudio de la factibilidad técnica y económica para la producción de selladores en
base a polímeros de silicona en la empresa PLASTIDRICA, C.A.
elaborado por los ciudadanos
Carlos De Jesús De Barros y Rosanna Hernández Quartarone
para optar al título de
Ingeniero Químico
reúne los requisitos exigidos por la Escuela de Ingeniería Química de la Universidad
Metropolitana, y tiene méritos suficientes como para ser sometido a la presentación
y evaluación exhaustiva por parte del jurado examinador que se designe.
En la ciudad de Caracas, a los 25 días del mes de Marzo del año 2004.
Lic. Xavier Figarella

iv
Acta de Veredicto
Nosotros, los abajo firmantes, constituidos como jurado examinador y reunidos en Caracas, el día 13 de Abril de 2004, con el propósito de evaluar el Trabajo Final titulado
Estudio de la factibilidad técnica y económica para la producción de selladores en
base a polímeros de silicona en la empresa PLASTIDRICA, C.A.
presentado por los ciudadanos
Carlos De Jesús De Barros y Rosanna Hernández Quartarone
para optar al título de
Ingeniero Químico
emitimos el siguiente veredicto:
Reprobado ___ Aprobado ___ Notable ___ Sobresaliente _XX _
Observaciones:
Prof. Xavier Figarella Ing. Reinaldo Alzaibar Dr. Miguel Pérez

v
Agradecimientos
A través de éstas palabras, queremos hacer un reconocimiento a todas aquellas
personas que de alguna forma particular marcaron una diferencia e influyeron en
nuestro trabajo. Agradecemos a:
Al Prof. Xavier Figarella por habernos dado la oportunidad de realizar éste Trabajo
de Grado y por todo el apoyo que nos brindó para poder llevarlo a cabo.
A la Ing. Alicia Harrar de Dienes, por su ayuda incondicional y por los consejos
oportunos que siempre nos brindó.
A nuestros familiares, porque sin Uds. no hubiéramos podido culminar
satisfactoriamente nuestros estudios. Éste éxito también es de Uds.
A nuestros amigos por estar con nosotros cuando los necesitamos, especialmente a
Adriana, Jeny, Ana María, Verónica, José Luis e Isabel. Muchos éxitos para Uds.
también.
Al Prof. Ernest Bordier y a Magaly Villegas por la colaboración prestada en los
momentos en que los necesitamos.
Al Sr. Oswaldo Maccio, el Sr. José Luis García y a todo el personal de la empresa
PLASTIDRICA, C. A. por brindarnos la oportunidad de desarrollar nuestro proyecto y
por la colaboración prestada.

vi
Dedicatoria
Carlos A mis padres y mis hermanos: por brindarme el apoyo más incondicional que existe, por creer en mí y por su infinita comprensión.
Rosanna A mi padres y mi hermana por todo el apoyo y compresión que me brindaron para poder llegar a donde estoy.
vii
Tabla de Contenido
Lista de Tablas, Figuras y Gráficas x
Resumen xiii
Introducción 1
Capítulo I: Tema de Investigación 4
I.1 Planteamiento del Problema 5
I.2 Objetivo General 5
I.3 Objetivos Específicos 5
I.4 Justificación de la Investigación 6
Capítulo II: Marco Teórico 7
II.1 Los Polímeros 8
II.1.1 Polímeros Sintéticos 9
II.1.2 Tipos de Polímeros 10
II.2 Los Adhesivos 10
II.2.1 Los Selladores 12
II.2.2: Clasificación de los Adhesivos 12
II.2.2.1 Adhesivos químicamente reactivos 12
II.2.2.2 Adhesivos que curan por evaporación o difusión de
solventes
14
II.2.2.3 Adhesivos del tipo Hot Melt o Termofusibles 15
II.2.2.4 Adhesivos de curado retardado o incompleto 15
II.2.2.5 Adhesivos dispuestos en forma de película 16
II.2.2.6 Adhesivos sensibles a la presión 16
II.3 Las Siliconas 16
II.3.1 Síntesis de los polímeros de silicona 17
II.4 Selladores de silicona de un componente 19
II.4.1 Materia Prima 20
II.4.1.1 Polímeros de silicona 20
II.4.1.2 Entrecruzadores 21
II.4.1.3 Materiales de relleno 23
II.4.1.4 Catalizadores 25
II.4.1.5 Plastificantes 25

viii
II.4.1.6 Promotores de adhesión 26
II.4.2 Características del producto 26
II.4.2.1 Características del curado 26
II.4.2.2 Propiedades reológicas 26
II.4.2.3 Propiedades físicas del producto curado 27
II.4.3 Aplicaciones del producto 27
II.4.4 Formulación de un sellador de silicona 28
II.4.5 Descripción del proceso de elaboración de un sellador de silicona 29
II.5 Viscosidad de los fluidos 29
II.5.1 Clasificación de los fluidos no newtonianos 31
II.6 Operaciones de Mezclado 33
II.6.1 Definición 33
II.6.2 Descripción de los equipos de mezclado 34
II.6.3 Patrones de flujo en tanques agitados 37
II.6.4 Tipos de agitadores 41
II.6.4.1 Agitadores de flujo axial 41
II.6.4.2 Agitadores de flujo radial 42
II.7 Definición del Número de Flujo 44
II.8 Cálculo de la potencia 46
II.8.1 Cálculo de la potencia para fluidos newtonianos 46
II.8.2 Cálculo de la potencia para fluidos no newtonianos 50
II.9 Equipos utilizados en la elaboración de productos a base de
siliconas
52
Capítulo III: Marco Metodológico 55
III.1 Evaluación Técnica 56
III.1.1 Descripción de los equipos con los que cuenta la empresa 56
III.1.2 Formulación del producto 56
III.1.3 Capacidad energética del rotor 58
III.1.4 Componentes adicionales del equipo 61
III.2 Evaluación Económica 62
III.2.1 Estudio de mercado 62
III.2.1.1 Descripción del producto 62
III.2.1.2 Demanda del producto 63
III.2.1.3 Oferta del producto 64
III.2.1.4 Formación del precio 64
ix
III.2.2 Estudio Técnico 65
III.2.2.1 Infraestructura de servicios 65
III.2.2.2 Tecnología a utilizarse 65
III.2.2.3 Efluentes y pérdidas en el proceso 65
III.2.2.4 Cronograma de la inversión 66
III.2.2.5 Volumen de ocupación 66
III.2.2.6 Capacidad instalada y utilizada 67
III.2.2.7 Control de calidad 67
III.2.2.8 Consideraciones adicionales 68
Capítulo IV: Resultados y Análisis de Resultados 69
IV.1 Resultados Evaluación Técnica 70
IV.1.2 Resultados Experimentales 70
IV.2 Resultados Evaluación Económica 74
IV.3 Análisis de Resultados 85
IV.3.1 Análisis de los Resultados Experimentales 85
IV.3.2 Análisis de los Resultados de la Evaluación Técnica 86
IV.3.3 Análisis de los Resultados de la Evaluación Económica 88
Capítulo V: Conclusiones y Recomendaciones 91
V.1 Conclusiones 92
V.2 Recomendaciones 93
Bibliografía 94
Apéndices 98
Apéndice A: Correlaciones del Número de Potencia para agitadores
tipo ancla y tipo helicoidal
99
Apéndice B: Procedimientos Experimentales 102
Apéndice C: Modelo de cálculo de la potencia 108
Anexos 111

x
Listas de Tablas, Figuras y Gráficas
Tablas
Tabla 1. Composición típica de un sellador de silicona y propiedades del
producto final.
28
Tabla 2. Valores del Número de Flujo para diferentes tipos de agitador y
tanques con placas deflectoras.
46
Tabla 3. Constantes a y b de la ecuación 1.16. 50
Tabla 4. Formulación recomendada para la producción de los selladores de
silicona.
57
Tabla 5. Códigos de los productos utilizados para la evaluación económica
según lo que se muestra en el Anexo A.
63
Tabla 6. Valores de la Viscosidad Brookfield a varias frecuencias rotacionales y
densidad para los productos Sello Costura y Silicona Comercial.
70
Tabla 7. Valores determinados de Número de Reynolds, Número de Potencia y
potencia suministrada al fluido a través de un agitador tipo ancla, para
diferentes frecuencias rotacionales establecidas, para el producto de silicona
comercial.
71
Tabla 8. Valores determinados de Número de Reynolds, Número de Potencia y
potencia suministrada al fluido a través de un agitador tipo helicoidal, para
diferentes frecuencias rotacionales establecidas, para el producto de silicona
comercial.
71
Tabla 9. Valores determinados de Número de Reynolds, Número de Potencia y
potencia suministrada al fluido a través de un agitador tipo ancla, para
diferentes frecuencias rotacionales establecidas, para el producto Sello
Costura.
72
Tabla 10. Valores determinados de Número de Reynolds, Número de Potencia
y potencia suministrada al fluido a través de un agitador tipo helicoidal, para
diferentes frecuencias rotacionales establecidas, para el producto Sello
Costura.
72
Tabla 11. Capacidad Instalada y capacidad utilizada de la Empresa para la
producción de los selladores de silicona.
74
Tabla 12. Inversión total del proyecto. 75
Tabla 13. Costos por concepto de nómina. 76
Tabla 14. Costos por materia prima proyectado a todo el período de estudio. 77

xi
Tabla 15. Relación de ingresos por concepto de venta del producto. 78
Tabla 16. Descripción de los gastos fijos y variables. 79
Tabla 17. Estado de resultados y flujo de caja. 80
Tabla 18. Descripción de los costos variables y fijos para la determinación del
punto de equilibrio .
82
Tabla 19. Determinación del VPN. 84
Tabla 20. Resumen de los resultados obtenidos en la evaluación técnica. 87
Figuras
Figura 1: Comportamiento de un fluido entre placas paralelas. 29
Figura 2: Variación del esfuerzo cortante con el grado de corte para fluidos
newtonianos y no newtonianos.
31
Figura 3: Variación del esfuerzo cortante con el grado de corte para fluidos no
newtonianos cuya viscosidad no depende del tiempo.
32
Figura 4: Esquema de un modelo de tanque agitado provisto con placas
deflectoras y agitador tipo turbinas de palas rectas.
35
Figura 5: Ubicaciones varias del agitador: a) Con entrada por el fondo, b)
Agitador excéntrico, c) Dos agitadores en un mismo eje central.
35
Figura 6: Esquema de un sistema de descarga de cilindro h idráulico para un
tanque agitado.
36
Figura 7: Elementos comunes de los tanques agitados. 37
Figura 8: Patrones de flujo en los tanques. 38
Figura 9: Patrones de flujo en tanques agitados: a) Sin placas deflectoras, b)
Con placas deflectoras.
39
Figura 10: Maneras de evitar la formación de remolinos en los tanques
agitados sin la utilización de placas deflectoras: a) Agitador inclinado, b)
Agitador colocado fuera del eje central del tanque.
40
Figura 11: Mezcladora de hélice de entrada lateral. 40
Figura 12: Agitadores de flujo axial: a) Tipo hélice, b) Tipo turbina. 41
Figura 13: Agitadores de flujo radial: a) Tipo turbina de palas inclinadas, b)
Tipo palas, c) Tipo ancla, d) Tipo helicoidal.
43
Figura 14: Vectores velocidad en el extremo de la pala de un agitador tipo
turbina.
44
Figura 15: Correlación de la potencia en función del Número de Reynolds para
turbinas de 6 palas y tanques provistos de placas deflectoras.
48

xii
turbinas de 6 palas y tanques provistos de placas deflectoras.
Figura 16: Número de Potencia con respecto al Número de Reynolds para
rodetes de tres palas.
49
Figura 17: Correlación de la potencia para una turbina de seis palas con un
fluido no newtoniano.
51
Figura 18: Mezclador planetario doble: a) en escala piloto, b) una de las
diversas configuraciones de aspas utilizadas.
53
Figura 19: Distintas configuraciones de mezcladores multi-ejes empleados
para fluidos de alta viscosidad.
53
Figura 20: Agitadores helicoidales: a) tradicional, b) con banda helicoidal
interna.
54
Gráficas
Gráfica 1: Variación de la viscosidad aparente en función de la frecuencia
rotacional (rps) para los productos Sello Costura y Silicona Comercial.
70
Gráfica 2: Variación de la potencia en función de la frecuencia rotacional (rpm)
para los productos Sello Costura y Silicona Comercial y para agitadores tipo
ancla y tipo helicoidal.
73
Gráfica 3: Flujo de caja libre del estudio económico. 81
Gráfica 4: Punto de equilibrio del estudio económico. 83
Gráfica 5: Análisis de sensibilidad del estudio económico. 84

xiii
Resumen
Estudio de la factibilidad técnica y económica para la producción de
selladores en base a polímeros de silicona en la empresa
PLASTIDRICA, C.A.
Autores: Carlos Alberto De Jesús De Barros.
Rosanna Emilia Hernández Quartarone.
Tutor: Prof. Xavier Figarella. Caracas, 25 de Marzo de 2004.
Este Trabajo de Grado se llevó a cabo con el propósito de estudiar la viabilidad
tanto técnica como económica de producir selladores en base a polímeros de
silicona en la empresa Plastidrica, C.A., de forma tal de poder expandirse y competir
en nuevos mercados, de acuerdo a las nuevas tendencias comerciales.
Para ello se comenzó la investigación a través del estudio técnico, el cual se basó
en la evaluación de los equipos con los que cuenta actualmente la empresa para
producir Plastisoles. Los aspectos tomados en cuenta fueron, principalmente, la
potencia necesaria para agitar la mezcla de silicona y la comparación con la
potencia necesaria para agitar la mezcla del producto Sello Costura, producido en la
Empresa. Si los requerimientos energéticos para el mezclado de silicona estaban
dentro del rango de capacidad del motor del agitador, se considera la evaluación
positiva en relación a éste aspecto. Los demás parámetros considerados para la
evaluación fueron los requerimientos técnicos de los equipos, tales como la
disposición de bombas de vacío, chaquetas de enfriamiento en el tanque,
dispositivos para toma de muestras para controlar la calidad, protección contra la
humedad y la disposición del agitador adecuado para el tipo de producto sujeto a
estudio.
El estudio económico se basó en la determinación de los costos estimados para
producir el nuevo producto, en contraposición de los ingresos que se esperan

xiv
obtener por la venta del 100% de la producción. En base a los datos anteriores, se
generaron la curva de punto de equilibrio, el valor presente neto (VPN), la tasa
interna de retorno (TIR) y el análisis de sensibilidad, parámetros indispensables para
decidir si es factible invertir en éste proyecto.
Con los resultados obtenidos de los estudios previos, se ha determinado que la
evaluación técnica es positiva, por lo que los equipos con los que cuenta la Empresa
cumplen con los requerimientos para producir selladores de silicona, siempre y
cuando la frecuencia rotacional del agitador no sea superior a 70 rpm. Con respecto
a la evaluación económica se obtuvo que el VPN es de Bs. 47.464.129,50 y la TIR
de 33%, por lo que el proyecto es económicamente viable. El análisis de
sensibilidad muestra una variación brusca en el VPN cuando se modifican el precio
de la materia prima, el precio de venta del producto y el tipo de cambio, por lo que
se recomienda evaluar detenidamente éstos aspectos antes de tomar la decisión de
invertir en la manufactura del nuevo producto.


Introducción 2
La necesidad de expansión de las industrias hacia el desarrollo de nuevos
productos, se fundamenta en la búsqueda de nuevos mercados que le otorguen
mayores beneficios económicos. Generalmente, esta expansión se lleva a cabo
hacia aquellos productos que guardan una relación en cuanto a sus propiedades y
proceso de manufactura, con los productos que ya fabrica la empresa. Esto se debe
principalmente, a la necesidad que tienen los productores de lograr la colocación en
el mercado de un nuevo artículo, al más bajo nivel de inversión en cuanto a
maquinaria nueva, adiestramiento y espacio físico, entre otros.
Enmarcada en lo descrito anteriormente, la empresa PLASTIDRICA, C. A. busca
ampliar su producción hacia los selladores de silicona. En la actualidad, esta
empresa se dedica a la fabricación de plastisoles de PVC para la industria
automotriz, los cuales se caracterizan por ser productos de alta viscosidad al igual
que los selladores de silicona. Dada esta similitud y la demanda con la que cuentan
estos artículos, se busca determinar la factibilidad técnica y económica de la
empresa para la elaboración de dichos productos.
La producción de selladores de silicona al igual que en el caso de los plastisoles de
PVC, se basa en la operación unitaria de mezclado, debido a que uno de los
objetivos en el proceso de manufactura es lograr una homogeneización óptima de la
mezcla conformada por las diferentes materias primas. Pero para lograr dicha
homogeneización se debe considerar, entre otros aspectos, la geometría del
agitador y la viscosidad del producto en cuestión. En el caso de las siliconas, deben
ser mezcladas con el empleo de agitadores capaces de movilizar fluidos de
viscosidades muy altas, y que sean capaces de lograr una dispersión adecuada de
la mezcla. Entre estos agitadores se incluyen los tipo ancla, helicoidales y
planetarios, que serán descritos en el marco teórico.
Para determinar la configuración de equipos más adecuada para la producción de
los selladores de silicona, es necesario conocer, además de la viscosidad, otras
características de las materias primas y del producto, como son sus reactividades,
estados de agregación y composición del producto final. De esta manera se pueden
establecer las condiciones del proceso para colocar el producto bajo los parámetros

Introducción 3
de calidad que garanticen su estabilidad y funcionamiento correcto. En este punto
toman importancia parámetros tales como la temperatura de operación, tiempo de
agitación, material de los tanques, entre otros. En este sentido, el aislamiento del
producto de la humedad, es uno de los parámetros críticos a controlar durante el
procesamiento, tal como se explicará en las secciones siguientes.
La evaluación de un proyecto no puede estar completa sin considerar los aspectos
económicos, tales como la inversión en equipos y materias primas, gastos de
nómina y servicios, oferta y demanda del producto. A partir de los resultados
obtenidos en este punto, la empresa puede decidir si la inversión requerida
satisfacerá sus requerimientos y perspectivas, basándose en lo mostrado en el flujo
de caja libre, en el valor presente neto y la tasa interna de retorno.
Es necesario aclarar, que en este trabajo únicamente se establece una evaluación
estimada en cuanto a diversos factores técnicos y económicos vinculados con el
desarrollo del nuevo producto, pero que sin embargo, proporcionan una idea clara
en cuanto a la viabilidad del proyecto. Si los resultados de la presente evaluación
son satisfactorios para la empresa, el paso siguiente sería contactar a los
proveedores de materia prima para la determinación de la formulación exacta del
sellador que desean producir y para la especificación de las condiciones del
proceso, en concordancia con las características de los equipos que dispone la
empresa. De esta manera, los errores propios de la estimación inicial se irían
reduciendo a medida que se cuenta con mayor información y que se han tomado las
primeras resoluciones en cuanto a las condiciones del proceso y la cantidad de
productos por unidad tiempo que serán elaborados.

Capítulo I: Tema de Investigación 5
I.1 Planteamiento del Problema La producción actual de la compañía PLASTIDRICA, C.A. se basa en la fabricación
de plastisoles para la industria automotriz y otros productos similares para la
fabricación de filtros de aire y aceite.
Debido a la expansión y diversificación de mercados, se plantea la necesidad de
realizar estudios técnicos de factibilidad en relación a los equipos y maquinarias con
los que cuenta la empresa, y a la vez de un estudio económico para medir la
rentabilidad de la producción de selladores en base de polímeros de silicona.
I.2 Objetivo General
Estudiar la factibilidad técnica y económica para la producción de selladores en
base de polímeros de silicona en la empresa PLASTIDRICA, C.A.
I.3 Objetivos Específicos
1. Realizar una revisión bibliográfica de los conceptos teóricos relacionados
directamente con el estudio en cuestión.
2. Realizar una revisión bibliográfica de los procesos y equipos utilizados para
la fabricación de selladores en base a polímeros de silicona.
3. Comparar las materias primas y propiedades físico químicas de los
productos fabricados actualmente con los selladores en base a polímeros de
silicona que se desean fabricar.
4. Estudiar experimentalmente las propiedades físicoquímicas de los selladores
en base a polímeros de silicona y compararlos con los productos fabricados
actualmente por la empresa objeto de estudio.

Capítulo I: Tema de Investigación 6
5. Evaluar técnicamente los equipos e infraestructura actual con los que cuenta
la empresa para la producción de los selladores en base a polímeros de
silicona.
6. Evaluar económicamente la producción de los selladores en base a
polímeros de silicona, de acuerdo a los objetivos anteriores.
I.4 Justificación de la Investigación
Actualmente, los mercados están diversificando a través de la aparición de diversas
empresas ofertando sus productos. Las pequeñas y medianas empresas deben
adecuarse a cubrir las demandas de una sociedad cada vez más exigente y con
mayor diversidad de productos.
Ante ésta problemática, PLASTIDRICA, C.A. está en la búsqueda de diversificar y
ampliar su producción, expandir sus posibilidades para lograr entrar en ciertos
mercados en los que antes no había tenido participación. Sus productos principales
son plastisoles para la industria automotriz, razón por la cual, sus equipos están en
función de producirlos. Sin embargo la empresa está evaluando la posibilidad de
fabricar nuevos productos como lo son selladores en base a polímeros de silicona.
A través de ésta investigación, la compañía estará en capacidad de tomar una
decisión en cuanto a la fabricación del nuevo producto, especificando la inversión de
capital para la compra y acondicionamiento de los equipos e infraestructura, así
como los beneficios a obtener una vez puesto en los mercados el nuevo producto.


Capítulo I: Marco Teórico 8
II.1 Los Polímeros
Los polímeros son enormes cadenas de moléculas constituidas fundamentalmente
por carbono, hidrógeno y oxígeno. Estos elementos pueden estar dispuestos en un
número ilimitado de combinaciones, lo que hace posible la existencia de polímeros
con propiedades muy particulares. Otros elementos que son importantes en la
formación de algunos polímeros son el flúor, cloro, azufre y silicio. En la estructura
de los polímeros puede observarse que están formados por la unión de moléculas
pequeñas, denominadas monómeros. Las unidades de monómeros enlazadas
constituyen el polímero.
Difícilmente un polímero llega al mercado en su estado natural. Debe ser modificado
para hacerlo más flexible o para soportar determinadas condiciones ambientales.
Frecuentemente es coloreado, mezclado con materiales de relleno económicos o
es reforzado con determinadas fibras, para lograr un producto que coincida con las
especificaciones requeridas por el mercado [1].
II.1.1 Polímeros Sintéticos
Los polímeros pueden ser naturales, como la celulosa y el almidón, o sintéticos
como el polietileno y el cloruro de polivinilo (PVC). Según su forma de obtención,
existen dos tipos principales de polímeros sintéticos:
§ Polímeros de condensación: Resultan de la reacción de dos moléculas, que
genera además del polímero, una molécula pequeña. Ejemplo:
(1)
OHC
O
COCH3
O
O CH2CH2 C
O
CO
O
O CH2CH2
C
O
COCH3
O
O CH3 CH2 CH2 OHOH
CH3OH
n
2n+
+
teraftalato de dimetilo etilenglicol
poliéster dacrón metanol

Capítulo I: Marco Teórico 9
§ Polímeros de adición: Son el resultado de la adición rápida de una molécula a la
vez a la cadena creciente del polímero. A diferencia de la polimerización por
condensación, en esta no se generan productos secundarios. Generalmente
ocurre gracias a la presencia de cationes, aniones o radicales en el extremo de
la cadena [2]. La síntesis del polietileno es el ejemplo típico de este tipo de
polimerización:
(2)
II.1.2 Tipos de polímeros
Existen tres categorías principales en los que pueden ser divididos los polímeros
según sus propiedades. Sin embargo, en algunas ocasiones los polímeros pueden
presentar características que lo incluyen en más de una de estas categorías, las
cuales se exponen a continuación:
a) Termoplásticos: En estos materiales los átomos de carbono se distribuyen en
forma de cadenas simples, frecuentemente ramificadas. Cuando se calienta un
termoplástico, las moléculas individuales se deslizan separándose unas de las otras,
ocasionando la fundición del material. Una vez que se enfrían los termoplásticos
vuelven a retomar la consistencia que tenían inicialmente. Ejemplos típicos de estos
materiales son los nylons, las resinas acrílicas, el polietileno y el cloruro de polivinilo
[3].
b) Termofijos: Sufren un cambio químico irreversible durante su procesamiento
para convertirse de manera permanente en infundibles e insolubles. Los termofijos
H
C
H
H
H C
H
H
C
H
H
C
H
H
HC
H
H
C
H
H
C C
H
H
H
H
C C
H
H
H
H
C C
H
H
H
+ +
n
etileno
polietileno

Capítulo I: Marco Teórico 10
se caracterizan por ser moléculas pequeñas y abultadas que tienen un promedio de
10 – 20 unidades de monómero. En su procesamiento, estos polímeros son
calentados a baja presión, causando una reacción en el medio y en los extremos de
las moléculas, la cual origina un entrecruzamiento permanente de las mismas y una
estructura tridimensional. A diferencia de los térmoplásticos, que pueden ser
calentados, moldeados y enfriados muchas veces, los termofijos pierden su
capacidad de fluir cuando son recalentados [4]. Entre los termofijos se encuentran
los polímeros fenólicos, los poliésteres termofijos, las resinas epóxicas y las de
silicona.
c) Elastómeros: Son materiales que pueden ser estirados repetidamente al menos
el doble de su tamaño original (a temperatura ambiente) y regresan, de forma
inmediata, aproximadamente a su tamaño original una vez que cesa la fuerza que
los deformó inicialmente. En este grupo se incluyen los termoplásticos modificados,
así como también los cauchos sintéticos y naturales. Al igual que los termofijos, los
elastómeros no pueden ser reprocesados debido a que sus propiedades se deben a
un proceso de vulcanización [1]. Ejemplos de elastómeros son los polímeros de
silicona, uretano y gomas de nitrilo [3].
II.2 Los Adhesivos
Un adhesivo es una sustancia que al ser aplicada en la unión de dos o más
materiales, aumenta la resistencia a la separación de los mismos.
Existen diferentes modelos que explican el fenómeno de la adhesión, aunque
ninguno de ellos es capaz de explicarlo por si mismo. Por esta razón se debe
recurrir a todos estos modelos para tener un entendimiento pleno del mecanismo de
la adhesión. Las teorías pueden ser agrupadas según se fundamenten en
fenómenos físicos o en fenómenos químicos [5]:
a) Fenómenos Físicos:
q Teoría de entrelazamiento mecánico

Capítulo I: Marco Teórico 11
q Teoría de la difusión
q Teoría electrostática
b) Fenómenos Químicos:
q Teoría de la adsorción
q Teoría de entrelazamiento mecánico: El adhesivo penetra en los poros y
rugosidades de la superficie de los sustratos uniendo el adhesivo a dicha
superficie. Según esta teoría, mientras más poroso y rugoso sea el material,
mejor será la adhesión.
q Teoría de la difusión: Se fundamenta en la interdifusión de las moléculas de
los planos superficiales del adhesivo y el adherente, que origina la creación
de una zona de transición entre los mismos. Esta teoría se basa en la
migración de cadenas poliméricas que son mutuamente solubles, por lo cual
sólo explica la adhesión entre polímeros con determinadas características.
q Teoría electrostática: La unión entre el adhesivo y el adherente se debe a
una doble capa eléctrica (esquematizada como un condensador plano) que
se genera en las superficies, dado a que ambas son de naturaleza diferente.
La existencia de una doble capa eléctrica es fundamental para explicar el
fenómeno de adhesión, sin embargo, es aplicable sólo en situaciones
particulares. Además, en muchos casos las interacciones de Van der Waals
son mucho más significativas en la adhesión que las fuerzas electrostáticas.
q Teoría de adsorción: Para que un adhesivo cumpla efectivamente con su
misión, este debe mojar por completo la superficie del adherente: Se
considera que un líquido moja a un sólido sólo cuando la tensión superficial
del líquido es igual o inferior a la energía superficial del sustrato. Basado en
esto, se han desarrollado adhesivos con una tensión superficial inferior a la
del material al cual serán aplicados.

Capítulo I: Marco Teórico 12
II.2.1 Los selladores
Un sellador no es más que un adhesivo que tiene por finalidad rellenar los espacios
vacíos que se generan en una superficie. Comúnmente, lo que se intenta rellenar no
es un espacio uniforme, con una geometría regular, sino que la variación en las
dimensiones del espacio vacío imposibilita la utilización de un material sólido con
una geometría regular que llene por completo el espacio vacío, y que por lo tanto
proporcione un sellado efectivo [7].
En general, las propiedades fundamentales con las que debe cumplir un sellador
son: resistencia al contacto prolongado con el agua, capacidad de soportar
vibraciones de alta o baja frecuencia, resistencia a cambios de temperatura, buena
adhesión al sustrato, fácil manejo y precio conveniente [7,8]. La relevancia de cada
una de estas características dependerá de cual será la aplicación del producto. En
consecuencia, la composición del mismo debe realizarse de acuerdo a las
propiedades que sean requeridas.
II.2.2 Clasificación de los adhesivos
Existen diferentes maneras de clasificar los adhesivos: por su modo de aplicación y
curado, composición química, costo, solubilidad, adaptabilidad a ciertos adherentes
o según los productos o materiales en los cuales será utilizado [4].
II.2.2.1 Adhesivos químicamente reactivos
a) Adhesivos de más de un componente - Curado mediante catalizadores
Esta clase de adhesivos están constituidos generalmente por dos componentes que
se mezclan inmediatamente antes de su uso. Curan a temperatura ambiente, pero la
aplicación de calor puede producir un curado más rápido y una adhesión mejorada.
En este grupo se encuentran los adhesivos a base de resinas epóxicas, cuya
fórmula general se muestra a continuación:

Capítulo I: Marco Teórico 13
(3)
Se encuentran difundidos como adhesivos para aplicaciones en el hogar. Son
sencillos de usar y pueden adherirse a diferentes sustratos dependiendo de la
formulación empleada.
b) Adhesivos de un componente - Curado por la humedad
Estos adhesivos se encuentran disponibles para el consumidor como un sólo
componente, dispuesto en un recipiente cerrado que asegura su protección contra la
humedad. El segundo componente para esta clase de adhesivos es la humedad,
que proviene de la atmósfera circundante o de la superficie a la cual será aplicado el
adhesivo. En este grupo se distinguen los siguientes adhesivos:
q Siliconas: Entre las siliconas se distinguen las resinas RTV (Room temperature
vulcanizing). La reacción con el agua provoca en el producto una reacción de
entrecruzamiento, originando un elastómero. Las características de estos
adhesivos serán explicadas en mayor detalle en la sección I.3.
q Uretanos: El curado ocurre gracias a que los grupos isocianato libres en estos
adhesivos reaccionan con agua, formando una masa sólida. Son
especialmente usados en recubrimientos y como selladores. La formula
general es la que se presenta a continuación:
(4)
Existen otros adhesivos como los cianoacrilatos y polisulfuros, que curan más
rápidamente con la humedad, así como también algunos adhesivos epóxicos
disponibles como un sólo componente [4].
CH CH2
O
R
R NH C
O
O R'

Capítulo I: Marco Teórico 14
c) Adhesivos activados por el calor
A diferencia de los expuestos en la parte a), estos adhesivos también están
constituidos de un sólo componente, lo que trae como ventaja la eliminación de las
precauciones adicionales que se requieren al realizar la adición de los componentes
(en las proporciones adecuadas) y el mezclado de los mismos. Estos sistemas
necesitan temperaturas elevadas para el curado y tienen una vida corta de almacén.
En este grupo se destacan los bencimidazoles (ver la fórmula 5). Estos adhesivos
curan gracias a una reacción de condensación a alta temperatura, que involucra la
pérdida de agua y otros compuestos volátiles. Las altas temperaturas de curado
(500 ºF o superior) permiten que sólo puedan aplicarse en una cantidad limitada de
sustratos. Las poliamidas son polímeros similares y se aplican en los mismos casos
que los bencimidazoles [4].
(5)
II.2.2.2 Adhesivos que curan por evaporación o difusión de solventes
Los adhesivos pueden encontrarse mezclados con solventes orgánicos con la
finalidad de disminuir su viscosidad al grado que permita humedecer por completo el
sustrato. Una vez que el adhesivo ha sido aplicado, debe ser eliminado el solvente.
Algunos sustratos porosos permiten que el solvente pueda ser drenado a través del
mismo, pero si el material es impermeable se debe proceder a evaporar el solvente.
Además del tiempo requerido para realizar esta operación, estos adhesivos
presentan otras desventajas, puesto que en muchos casos los solventes son
tóxicos, inflamables o costosos. En algunos casos el solvente utilizado es agua, lo
cual disminuye los costos y los problemas de inflamabilidad y toxicidad; sin
embargo, aumenta el tiempo de curado del producto y le confiere una resistencia
inferior al agua.
N
NH
N
NH
R
n

Capítulo I: Marco Teórico 15
Las gomas de caucho sintéticas y naturales son ejemplos típicos de esta clase de
adhesivos [4]. La estructuras química de la goma de caucho natural es la que se
muestra a continuación:
(6)
II.2.2.3 Adhesivos del tipo Hot Melt o Termofusibles
El término hot-melt se utiliza para definir a una clase de polímero termoplástico
totalmente sólido, que a una temperatura de 175 ºF o superior se convierte en un
fluido de baja viscosidad, que es fácilmente aplicable y capaz de humedecer el
sustrato al cual será unido [4]. El curado ocurre rápidamente, a medida que se
enfría el adhesivo.
El polietileno puede ser empleado como un termofusible, pero en su formulación
como adhesivo, es necesario que sea modificado con ciertos copolímeros que le
proporcionen una mejor adhesión. Otros ejemplos de esta clase de adhesivos lo
constituyen los éteres de polivinilo, poliamidas y poliésteres [4].
II.2.2.4 Adhesivos de curado retardado o incompleto
Estos adhesivos, al igual que los estudiados en la parte c) de la sección I.2.2.1,
requieren de activación por el calor. Sin embargo, estos no incrementan su
viscosidad hasta solidificarse a medida que transcurre el proceso de curado
(enfriamiento), sino que se mantienen en un estado de viscosidad intermedia o de
curado incompleto, que puede durar unos minutos o varios días. Esta propiedad les
abre un amplio campo de aplicación en aquellos casos en que se desea que el
adhesivo pueda ser removido del sustrato sin alterar sus características.
CH3
C CH
CH2 CH2

Capítulo I: Marco Teórico 16
II.2.2.5 Adhesivos dispuestos en forma de película
Estos adhesivos se diferencian de los estudiados anteriormente en la manera en
que son aplicados, puesto que están disponibles en forma de una película. Esto no
significa que sus propiedades adhesivas como tal presentan algún cambio con
respecto a los anteriores; sin embargo, esta forma de aplicación trae consigo
algunas ventajas, como son la uniformidad, la carencia de solventes volátiles y la
facilidad en el manejo. Para lograr una adhesión satisfactoria, estos adhesivos
requieren la aplicación de calor y presión. Para su manufactura de se emplean
resinas epóxicas, fenólicas, poliamidas y el PVC.
II.2.2.6 Adhesivos sensibles a la presión
Estos adhesivos al momento de ser aplicados deben someterse a una cierta presión
para que puedan mantener las superficies unidas. No requieren el empleo de calor,
por lo cual se utilizan a temperatura ambiente. Son empleados en una gran variedad
de sustratos. Las cintas adhesivas representan ejemplos característicos de esta
clase de adhesivos. Entre los principales polímeros empleados para su elaboración
están el caucho natural, diferentes tipos de cauchos sintéticos y los poliacrilatos [4].
II.3 Las siliconas
Los polímeros basados en el silicio fueron objeto de investigaciones a partir de
1935. Los esfuerzos estuvieron enfocados en encontrar la manera de combinar el
átomo de silicio con el de carbono [1].
En la naturaleza el silicio puede encontrarse combinado con el oxigeno para formar
el cuarzo, que es la unidad básica constituyente de los polímeros de silicona. En
todas las siliconas, bien sean fluidos, aceites, grasas o resinas, el esqueleto del
polímero formado se basa en unidades de siloxano [1]:
(7)
Si O Si
Capítulo I: Marco Teórico 17
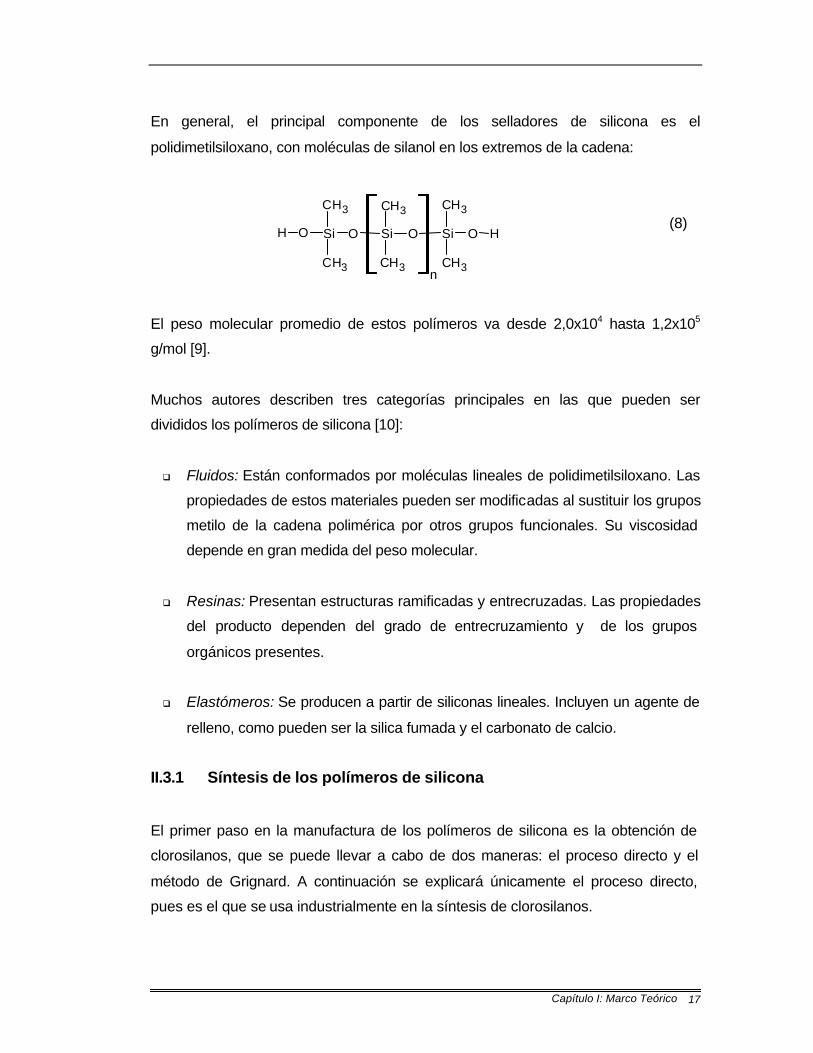
En general, el principal componente de los selladores de silicona es el
polidimetilsiloxano, con moléculas de silanol en los extremos de la cadena:
(8)
El peso molecular promedio de estos polímeros va desde 2,0x104 hasta 1,2x105
g/mol [9].
Muchos autores describen tres categorías principales en las que pueden ser
divididos los polímeros de silicona [10]:
q Fluidos: Están conformados por moléculas lineales de polidimetilsiloxano. Las
propiedades de estos materiales pueden ser modificadas al sustituir los grupos
metilo de la cadena polimérica por otros grupos funcionales. Su viscosidad
depende en gran medida del peso molecular.
q Resinas: Presentan estructuras ramificadas y entrecruzadas. Las propiedades
del producto dependen del grado de entrecruzamiento y de los grupos
orgánicos presentes.
q Elastómeros: Se producen a partir de siliconas lineales. Incluyen un agente de
relleno, como pueden ser la silica fumada y el carbonato de calcio.
II.3.1 Síntesis de los polímeros de silicona
El primer paso en la manufactura de los polímeros de silicona es la obtención de
clorosilanos, que se puede llevar a cabo de dos maneras: el proceso directo y el
método de Grignard. A continuación se explicará únicamente el proceso directo,
pues es el que se usa industrialmente en la síntesis de clorosilanos.
O Si OSiOH Si O H
CH3
CH3
CH3
CH3 CH3
CH3n

Capítulo I: Marco Teórico 18
El proceso directo se fundamenta en hacer reaccionar el silicio y un determinado
cloruro orgánico, en presencia de un catalizador de cobre. Estos componentes son
introducidos en un reactor de lecho fluidizado que se mantiene a una temperatura
elevada. Para el caso del dimetilclorosilano, la temperatura se mantiene entre 250 –
350ºC, y las reacciones principales son las que se muestran a continuación:
(9)
(10)
(11)
Las condiciones de reacción (especialmente la temperatura) se mantienen de
manera tal que se favorezca la reacción 9. La reacción 11 se origina como
consecuencia de la degradación de los grupos metilo, que causa adicionalmente, la
formación de carbón y varios hidrocarburos. También se forman cantidades muy
pequeñas de otros compuestos, tales como dimetilclorosilano, tetrametilsilano y
varios disilanos [11]. La mezcla obtenida de clorosilanos se separa por destilación
fraccionada.
A continuación, los clorosilanos se someten a una reacción de hidrólisis, mediante la
cual se obtiene una mezcla de siloxanos lineales y cíclicos, cuyas cantidades
dependerán de las condiciones de reacción. Ambas clases de siloxanos pueden ser
empleados para la elaboración de los polímeros de silicona. En el caso de los
siloxanos ciclicos, la polimerización involucra la apertura del anillo para que sus
átomos se incorporen a la cadena polimérica en formación. Los siloxanos lineales
polimerizan por condensación en la etapa de hidrólisis, según se ejemplifica en la
siguiente reacción:
Si ClCH3+
CH3
Si
CH3
ClCl2
CH3
Si
CH3
ClCH3
Cl
Si
Cl
ClCH3+Si ClCH3+ 4
Cl
Si
H
ClCH3Si ClCH3+ 2 + CH2

Capítulo I: Marco Teórico 19
(12)
Las dos formas de polimerización mencionadas se pueden realizar utilizando como
catalizadores ácidos y bases [11]. Para clorosilanos distintos al dimetilclorosilano,
las reacciones que se producen son similares a las mostradas para este compuesto.
El numero de unidades de siloxano presentes en el polímero se controla con la
adición de un terminador, como el trimetilclorosilano. Su función es la de concluir la
cadena del polímero, como lo demuestra el grupo terminal (trimetilsilano) del
polímero que se observa en la reacción 12. Otro terminador ampliamente utlizado es
el silanol, que da origen al polímero que se observa en la fórmula 8.
El producto obtenido es el polidimetilsiloxano (PDMS), el polímero de silicona más
ampliamente utilizado. Para obtener un producto con características particulares, los
grupos metilo pueden ser parcialmente sustituidos con otro tipo de radicales (fenil,
vinil, hidrógeno, etc.), pudiéndose modificar algunas de sus propiedades tales como
la resistencia a la oxidación, la elasticidad y la resistencia a determinados solventes
[9]. De igual forma, los grupos terminadores influyen en las propiedades del
producto sintetizado.
II.4 Selladores de silicona de un componente
En la sección 1.2.2.1 se proporcionó una breve descripción de los adhesivos
químicamente reactivos de un sólo componente, entre los cuales se incluyen las
siliconas. El curado ocurre cuando reaccionan el polímero de silicona y el agente
entrecruzador, produciendo un cambio en la estructura química del producto y en
consecuencia, modificando sus propiedades. Este tipo de reacción recibe el nombre
de vulcanización. En el caso de los selladores de silicona, usualmente se emplea el
término RTV (Room Temperature Vulcanizing) para describirlos, puesto que la
vulcanización ocurre a temperatura ambiente.
CH3
Si
CH3
ClCl OH2
CH3
Si
CH3
OHOH
CH3
Si
CH3
CH3OSi
CH3
O
CH3
Si
CH3
CH3
CH3
n
+

Capítulo I: Marco Teórico 20
Una vez que el sellador es expuesto al aire, la vulcanización se llevará a cabo
primero en la superficie externa del producto, y luego ocurrirá en la parte interna a
medida que la humedad se difunda hacia su seno. Se debe tomar en cuenta que en
el transcurso de la reacción de polimerización, el producto se vuelve cada vez más
impermeable, dificultando el paso de las moléculas de agua y por lo tanto la
polimerización de las capas inferiores. Esto limita la cantidad de sellador que puede
ser aplicada para que el curado ocurra en un tiempo razonable.
II.4.1 Materia Prima
La formulación de un sellador de silicona la constituyen obligatoriamente un
polímero de silicona y un entrecruzador. Existen otros componentes que son
opcionales, aunque casi todos los productos de silicona presentes en el mercado los
contienen. Estos son: agentes de relleno, plastificantes, promotores de adhesión y
catalizadores. Adicionalmente, muchos otros aditivos que son relativamente de
menor importancia pueden estar incluidos, tales como colorantes, fungicidas y
estabilizantes [12].
II.4.1.1 Polímeros de Silicona
Según la clasificación de los productos de silicona que fue expuesta en la sección
I.3, el polímero de silicona empleado para la elaboración de selladores, se
encuentra en el grupo de los fluidos. En consecuencia, un incremento en el peso
molecular del polímero aumenta la viscosidad del sellador no curado, restringiendo
la manera en que se puede aplicar el producto, ya que en muchos casos se requiere
que el mismo sea capaz de pasar a través de una boquilla estrecha [8]. Como se
mencionó anteriormente, variaciones en la estructura del PDMS pueden producir
polímeros con propiedades particulares. En algunos casos pueden realizarse
mezclas de diferentes polímeros de silicona para lograr características especiales
en el producto.

Capítulo I: Marco Teórico 21
II.4.1.2 Entrecruzadores
En el proceso de curado de un sellador de silicona se lleva a cabo una reacción
química que produce una red polimérica tridimensional. Esta reacción genera
adicionalmente un producto secundario, y ocurre gracias a la presencia de un
agente entrecruzador.
Los entrecruzadores que se usan en la preparación de selladores de silicona de un
sólo componente usualmente son metilsilanos trifuncionales, cuya fórmula general
es R-SiY3, en donde R es un grupo alquilo pequeño e Y es un grupo funcional
(CH3(C2H5)CNO, CH3O, C2H5O, etc.) que generará el producto secundario al que se
ha hecho referencia [8]. Usualmente las siliconas son clasificadas según el
subproducto que liberan durante el curado [5,7]:
q Acéticas: Generan ácido acético.
(13)
q Alcoxi: Liberan alcoholes diferentes, generalmente metanol.
(14)
q Amínicas: Liberan aminas.
(15)
q Oxímicas: Forman oximas, pera a diferencia de las siliconas anteriores, este
subproducto es reutilizado nuevamente en la reacción de polimerización.
(16)
OHSi OSi Ac OSi Si AcOH+ +
OHSi OMeSi OSi Si HMeO+ +
OHSi OSi Si+ +CR2NOSi CR2NOH
OHSi NMe2Si OSi Si H NMe2+ +

Capítulo I: Marco Teórico 22
Además de los tipos de entrecruzadores mencionados, algunas veces se usan
entrecruzadores que producen enolatos, amidas y otros compuestos [8]. Los
productos que liberan oximas y alcoholes son llamados siliconas neutras.
En los selladores de silicona, el PDMS con grupos terminales silanol de la fórmula 8,
se hace reaccionar con el entrecruzador:
(17)
Obsérvese que en la ecuación anterior el grupo saliente en el entrecruzador es el
radical acetoxi. Luego, durante el proceso de curado ocurre la hidrólisis de los
grupos funcionales terminales:
(18)
La estructura tridimensional polimérica se genera según la siguiente reacción de
condensación:
(19)
Si OH
CH3
CH3
Si R
OC 2H5
OC 2H5
C2H5O Si R
OC 2H5
OC 2H5
Si O
CH3
CH3
C2H5OH+ +
Si R
OC2H5
OC2H5
Si O
CH3
CH3
H2O Si R
OH
OH
Si O
CH3
CH3
C2H5OH+ +
Si R
OH
OH
Si O
CH3
CH3
Si R
OC2H5
OC 2H5
Si O
CH3
CH3
Si
O
CH3CH3
Si
R
O O
Si
O
CH3 CH3
SiO
R
O
Si
R
Si
R
O
O
SiCH3 CH3
Si CH3CH3
+
C2H5OH+

Capítulo I: Marco Teórico 23
Nótese que en las tres reacciones anteriores sólo se muestra lo que sucede en uno
de los extremos de la cadena, entendiéndose que en el otro extremo ocurren las
mismas reacciones.
Dependiendo de la identidad del entrecruzador es posible obtener polímeros con
propiedades particulares, ya que éste puede afectar la estructura de la red
polimérica que se genera. Adicionalmente, dependiendo del entrecruzador se
pueden alcanzar velocidades de reacción distintas. Entre los entrecruzadores más
utilizados están el metiltriacetoxisilano, metiltrimetoxisilano y el metil -
tris(metiletilcetoximo) – silano [8].
II.4.1.3 Materiales de relleno
Los materiales de relleno en un sellador de silicona pueden tener diferentes
funciones. Por un lado se encuentran aquellos materiales con los que se busca
mejorar las propiedades del producto, incluyendo sus propiedades reológicas. Por el
otro lado están aquellos materiales cuya función es la de reducir los costos al
incrementar el volumen. Es así como estos materiales pueden clasificarse como
rellenos reforzadores o no reforzadores, aunque ambos grupos poseen ciertas
características en común [8].
q Rellenos reforzadores
Están conformados por partículas muy pequeñas que mantienen fuertes
interacciones superficiales con la matriz polimérica. Como consecuencia de su
tamaño, estos materiales alcanzan una gran área superficial, favoreciendo a las
fuerzas que se generan entre el material de relleno y el polímero.
El propósito de los reforzadores es incrementar la tenacidad y el módulo del sellador
curado, así como también lo es aumentar la viscosidad del producto antes del
curado. Esto dependerá de las características del reforzador (tamaño de la partícula,
forma, superficie activa) y de la carga de reforzador empleada. Por ejemplo, al
aumentar la carga, la elongación se incrementa gracias a que el reforzador mejora

Capítulo I: Marco Teórico 24
la fortaleza de la red polimérica. Sin embargo, después de cierto punto la elongación
disminuye debido al incremento en el módulo [8].
El reforzador más comúnmente utilizado es la sílica fumada. Su superficie contiene
grupos silanol, que pueden estar unidos entre sí a través de puentes de hidrógeno;
sin embargo, otros estarán disponibles para enlazarse a diferentes especies [8].
Existen diferentes sílicas disponibles en el mercado, ya que algunas pueden haber
sido procesadas con tratamientos especiales o presentar variaciones en el área
superficial.
Otro reforzador ampliamente utilizado es el carbonato de calcio precipitado. Dada su
naturaleza polar, establece interacciones con las terminaciones polares de las
cadenas poliméricas. Otro punto a su favor es el reducido tamaño de sus partículas,
que se encuentra en el orden de los sub-micrones. Sin embargo, su capacidad
reforzadora no es tan alta como en el caso de la silica fumada [8].
El reforzador contribuye al comportamiento no newtoniano del producto no curado.
Dependiendo de la cizalladura o esfuerzo cortante al que se encuentre sometido el
fluido, el reforzador adoptará una estructura diferente al romper o generar puentes
de hidrógeno. Es así que se puede conseguir que el sellador no curado sea capaz
de pasar a través de una boquilla cuando se utiliza, a la vez que puede lograrse que
no fluya durante el proceso de curado [8].
q Rellenos no reforzadores
Estos materiales tienen como función principal reducir los costos aumentando la
cantidad de producto. Aunque su presencia influye en las propiedades del sellador,
su efecto no es tan pronunciado como en el caso de los rellenos reforzadores, de
manera tal que grandes cantidades de este tipo de relleno provocan modificaciones
menores en las propiedades del producto. Obviamente su costo es inferior al de los
rellenos reforzadores, lo que ocasiona que la carga empleada de estos se lleve al
mínimo mientras que la cantidad de los agentes no reforzadores se optimiza al
máximo. Es por ello que en muchos casos se observa que la cantidad de no
Capítulo I: Marco Teórico 25
reforzadores alcanza valores superiores al 50% de la composición total en peso del
producto [8].
El carbonato de calcio mineral es ampliamente utilizado como relleno no reforzador.
Comúnmente es tratado con ácido esteárico para proveerlo de una superficie
hidrofóbica que reduce la absorción de humedad atmosférica. Como se explicó en a
sección I.4.1.2, el contacto con la humedad llevaría a un entrecruzamiento previo de
las moléculas, que incluso podría provocar la gelificación del producto.
Otros rellenos no reforzadores son el cuarzo mineral, la tierra diatomea, el óxido de
zinc, el óxido de hierro y varios tipos de arcillas [9].
II.4.1.4 Catalizadores
Estos componentes deben ser llamados aceleradores en lugar de catalizadores,
debido a que reaccionan y son consumidos durante el proceso de curado. Los más
empleados son sales orgánicas de estaño y titanio, pero también se usan
carboxilatos de plomo, zinc, circonio, hierro, bario, calcio y manganeso [8].
II.4.1.5 Plastificantes
El plastificante más común en los selladores de silicona es el PDMS con grupos
trimetilsilano terminales, como el producto de la ecuación química 12. A diferencia
del polímero de la fórmula 8, este no presenta ninguna reactividad puesto que
carece de grupos terminales silanol. Su función es la de acentuar la elongación
última y reducir la dureza del sellador curado. Por otra parte, actúa como un
modificador de las propiedades reológicas del producto no curado. Por ejemplo, si
se usa un plastificante de bajo peso molecular (y por lo tanto de viscosidad baja),
se mejorará la fluidez del sellador. Sin embargo, altas cantidades de plastificante
pueden provocar el efecto contrario [8].

Capítulo I: Marco Teórico 26
II.4.1.6 Promotores de adhesión
Los promotores de adhesión son usualmente alcoxi silanos o siloxanos. Muchas
veces estos componentes presentan la formula (RO)3Si-(CH2)3-X, en donde X es un
determinado grupo funcional que tiene como objetivo establecer fuerzas de
interacción con sustratos específicos, y de esta manera, lograr que se produzca una
mejor adhesión [8].
Estos componentes deben ser lo suficientemente compatibles tanto con la matriz
polimérica como con el sustrato, ya que deben permanecer como un elemento
homogéneo en el producto, y también poder desplazarse hacia la interfase entre el
adhesivo y el sustrato durante el proceso de curado.
II.4.2 Características del producto
II.4.2.1 Características del curado
Como se mencionó en la sección I.4, en las siliconas de un sólo componente el
curado ocurre gracias a la difusión de las moléculas de agua a través de la masa de
sellador aplicada. Por esta razón, este tipo de producto no debe ser utilizado para
aplicaciones que requieran una capa de producto de gran espesor (no debe ser
mayor de 0,5 in) [9]. El curado comienza con la formación de una “piel” en la
superficie, y luego el proceso continúa hacia el interior del producto hasta que se
cumple un tiempo determinado, que puede ser de unos minutos, como en el caso de
las siliconas acéticas, o más de una hora como en algunas siliconas alcoxi [8].
Además de la formulación del producto, lo anterior también depende de las
condiciones de humedad y la temperatura del ambiente. Mientras más altos sean
estos dos parámetros, el curado será más rápido.
II.4.2.2 Propiedades reológicas
Como se ha mencionado anteriormente, muchas veces estos productos son
formulados para ser aplicados por extrusión. Una característica importante de las

Capítulo I: Marco Teórico 27
siliconas es la pequeña variación que presenta la viscosidad del polímero con la
temperatura, razón por la cual los cambios climáticos no influyen en la capacidad de
fluir del producto cuando es extrudido.
II.4.2.3 Propiedades físicas del producto curado
Estos productos son ampliamente conocidos por su versatilidad, ya que presentan
una buena adhesión sobre una gran variedad de materiales. Debido a la poca
variación de sus propiedades con respecto a la temperatura, su flexibilidad se
mantiene en un rango de -55 a 250 ºC [5].
Otra característica resaltante es el tiempo de servicio del producto. Esto se debe a
su gran estabilidad química, que lo hace especialmente resistente a la oxidación, así
como también al ataque de muchos agentes químicos. Adicionalmente, su gran
resistencia a la radiación UV contribuye al alargamiento del tiempo de servicio del
producto, que puede ser de más de veinte años.
Los selladores de silicona presentan algunas desventajas, como la poca resistencia
que presentan a los combustibles, aceites calientes y solventes clorados [5].
Adicionalmente, las siliconas no son pintables, aunque esta característica se ve
compensada por la variedad de colores en los que puede encontrarse el producto.
Por otro lado, las siliconas acéticas desprenden olores penetrantes; sin embargo,
las alcoxi y oxímicas presentan olores suaves.
II.4.3 Aplicaciones del producto
Dada su versatilidad, los selladores de silicona pueden ser utilizados en
innumerables aplicaciones. En la industria de la construcción, se usan
frecuentemente en la incorporación de paneles de vidrio en las fachadas de los
edificios. También son ampliamente utilizados en las industrias relacionadas con el
plástico y los metales, pero probablemente sea en las aplicaciones domésticas
(lavamanos, duchas, etc.) en donde encuentran su mayor utilidad.

Capítulo I: Marco Teórico 28
II.4.4 Formulación de un sellador de silicona
Existe una infinidad de combinaciones y proporciones en las que puede ser
preparados los selladores de silicona. En la actualidad, los selladores más
populares son aquellos que liberan alcoholes u oximas como grupos terminales, que
ofrecen +/- 50% de movilidad y una excelente resistencia a los rayos UV, al agua y
al calor [13]. En la tabla 1 se muestran diversas combinaciones de materias primas
para la elaboración de selladores de silicona.
Tabla 1. Composición típica de un sellador de silicona y propiedades del producto final [11,
12, 13, 14].
Composición (%) Materia Prima
Acetoxi Oxímica Aminoxi
Polímero de Silicona 80 – 85 60 – 80 45 – 55
Silica fumada 6 – 10 2 – 10
Entrecruzadores 5 – 7 5 – 7 0,7 – 7
Catalizador 0,05 – 0,1 0,05 – 0,1 0,05 – 0,1
Promotores de Adhesión, extendedores 3 3 3
Plastificante 5 – 20
Carbonato de Calcio 20 – 30 45 – 50
Propiedades
Dureza, “Shore A” 35 – 45 25 – 35 10 – 15
Resistencia a la tensión (psi) 120 100 30
Elongación (%) 140 250 1000+
Módulo Alto Medio Bajo

Capítulo I: Marco Teórico 29
II.4.5 Descripción del proceso de elaboración de un sellador de
silicona
Para elaborar un sellador de silicona se necesita lograr una mezcla homogénea de
los diferentes materiales añadidos. El orden de adición es de gran importancia,
puesto que determina las propiedades reológicas del producto antes del curado.
En primer lugar, se añaden el polímero de silicona y el entrecruzador. Ambos se
mezclan durante unos minutos para permitir la reacción entre ambos componentes.
A continuación, se agregan los agentes de relleno y los pigmentos (si se requieren).
Finalmente, se añade el catalizador y se somete la mezcla a vacío para obtener un
producto libre de burbujas. El producto terminado se envasa en cartuchos
impermeables al vapor de agua.
Como se mencionó anteriormente, los selladores de silicona curan al entrar en
contacto con la humedad del ambiente. Por ello es necesario que en todas las
etapas del proceso, el producto y las materias primas no establezcan contacto con
el aire.
II.5 Viscosidad de los fluidos
La viscosidad es una propiedad de la materia que mide la “fluidez” de una sustancia.
Newton describió a la viscosidad a través del modelo que se presenta a
continuación:
Figura 1: Comportamiento de un fluido entre placas paralelas.

Capítulo I: Marco Teórico 30
Se tienen dos planos paralelos de un fluido de superficie A, separadas por una
distancia dx. Ambos planos se desplazan en el mismo sentido gracias a una fuerza
F aplicada en el plano superior. Entre los dos planos, el fluido se encuentra
sometido a un gradiente de velocidad, que es directamente proporcional a la fuerza
aplicada [13, 14]:
Para establecer esta relación como una igualdad:
(1.1)
en donde:
µ: constante de proporcionalidad que se denomina como viscosidad absoluta,
viscosidad dinámica o simplemente viscosidad del fluido.
τ: esfuerzo cortante o fuerza por unidad de área requerida para producir un
determinado grado de corte o cizalladura.
dv/dx: gradiente de velocidad.
Existe una variable que relaciona la viscosidad absoluta y la densidad, y recibe el
nombre de viscosidad cinemática:
ρ
µ=ν (1.2)
En donde:
µ = viscosidad absoluta
ν = viscosidad cinemática
ρ = densidad
El valor real de la viscosidad depende de la identidad del fluido y al valor de la
temperatura. Los fluidos para los cuales el esfuerzo cortante esta relacionado
linealmente con el gradiente de velocidad o grado de corte, se denominan fluidos
dxdv
AF
∝
dxdv
AF
µ=τ=
Capítulo I: Marco Teórico 31
newtonianos. En cambio, aquellos fluidos que presentan una variación no lineal del
grado de corte con el esfuerzo cortante se denominan fluidos no newtonianos.
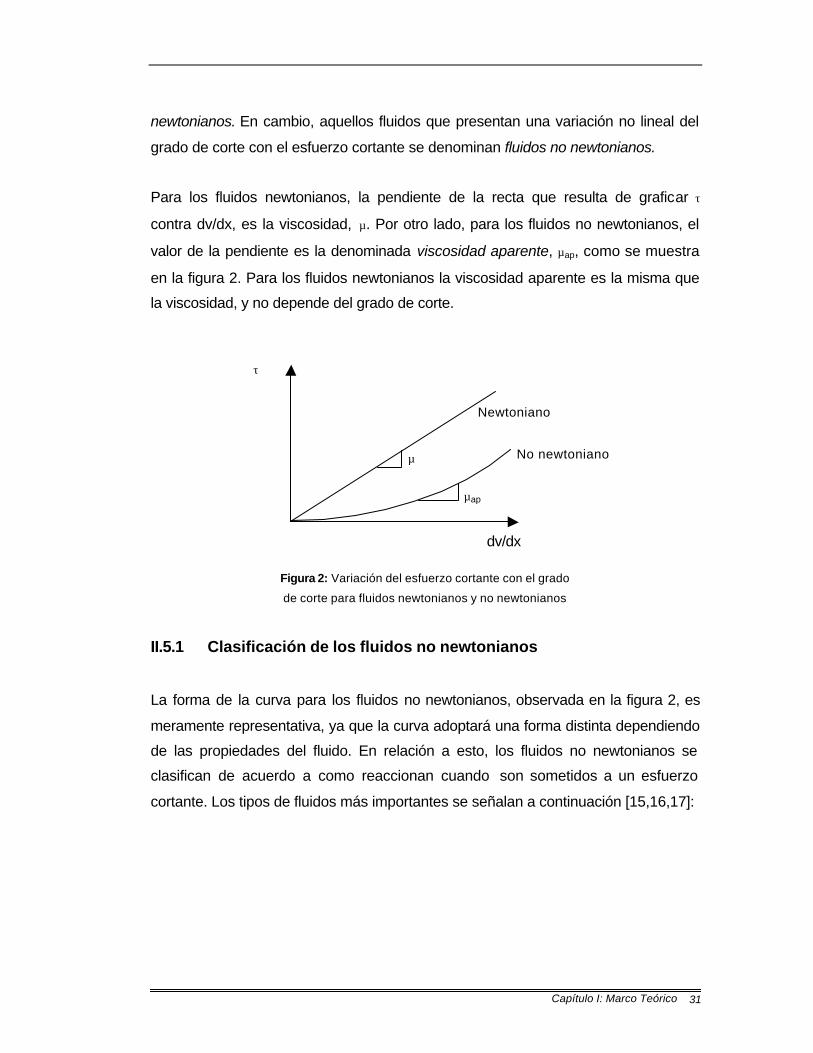
Para los fluidos newtonianos, la pendiente de la recta que resulta de graficar τ
contra dv/dx, es la viscosidad, µ. Por otro lado, para los fluidos no newtonianos, el
valor de la pendiente es la denominada viscosidad aparente, µap, como se muestra
en la figura 2. Para los fluidos newtonianos la viscosidad aparente es la misma que
la viscosidad, y no depende del grado de corte.
Figura 2: Variación del esfuerzo cortante con el grado
de corte para fluidos newtonianos y no newtonianos
II.5.1 Clasificación de los fluidos no newtonianos
La forma de la curva para los fluidos no newtonianos, observada en la figura 2, es
meramente representativa, ya que la curva adoptará una forma distinta dependiendo
de las propiedades del fluido. En relación a esto, los fluidos no newtonianos se
clasifican de acuerdo a como reaccionan cuando son sometidos a un esfuerzo
cortante. Los tipos de fluidos más importantes se señalan a continuación [15,16,17]:
τ
Newtoniano
No newtoniano
dv/dx
µ
µap

Capítulo I: Marco Teórico 32
a) Fluidos cuya viscosidad no depende del tiempo de aplicación del esfuerzo
cortante:
q Plásticos de Bingham: Requieren que se aplique un esfuerzo de corte mínimo
para comenzar a fluir. A partir de un cierto valor de τ, se comporta como un
fluido newtoniano. Ejemplos: suspensiones de cuarzo, pinturas, etc.
q Fluidos pseudoplásticos: Su viscosidad disminuye a medida que aumenta el
esfuerzo cortante. Como ejemplo de fluidos pseudoplásticos están algunas
pinturas, emulsiones, polímeros de alto peso molecular y asfaltos a
determinadas temperaturas.
q Fluidos dilatantes: La viscosidad crece cuando el esfuerzo cortante se
incrementa. Algunos fluidos dilatantes son las suspensiones de arena, pastas de
almidón, resinas vinílicas, etc.
Figura 3: Variación del esfuerzo cortante con el grado de corte para
fluidos no newtonianos cuya viscosidad no depende del tiempo [18].
b) Fluidos con viscosidad dependiente del tiempo de aplicación del esfuerzo
cortante:
q Fluidos tixotrópicos: En estos fluidos el valor de la viscosidad disminuye con el
tiempo cuando se aplica un esfuerzo cortante constante. Dentro de este grupo se
encuentran coloides, tintas de imprenta, suspensiones de arcilla y otros.
τ
dv/dx
Pseudoplástico
Dilatante
Plástico de Bingham

Capítulo I: Marco Teórico 33
q Fluidos reopécticos: A diferencia de los anteriores, la viscosidad de estos fluidos
aumenta bajo un esfuerzo cortante constante. Algunos ejemplos los constituyen
suspensiones de óxido de vanadio, la crema batida y la clara de huevo.
II.6 Operaciones de Mezclado
En muchos procesos de manufactura se requieren equipos de mezclado para el
procesamiento de las materias primas y productos intermedios. La selección del
equipo de agitación más adecuado, así como el establecimiento de sus condiciones
de operación, dependerán de las propiedades fisicoquímicas de las materias primas
y los productos, de los patrones de flujo que se deseen reproducir en el interior del
tanque y del objetivo que se persigue con el proceso de agitación (reacciones
químicas, homogeneización de una mezcla durante el almacenamiento, dispersión
de sólidos, etc.)
II.6.1 Definición
Los términos agitación y mezclado pueden parecer semejantes, pero cada uno de
ellos envuelve unas características diferentes. La agitación se refiere a inducirle a
un fluido por medios mecánicos un movimiento circulatorio en el interior de un
recipiente. Es una operación que involucra un movimiento simétrico de todas las
partículas de fluido, bien sea éste de uno o más componentes. No implica
necesariamente la homogenización de los mismos. El mezclado por el contrario,
tiene que ver con la unión de los componentes presentes, dando a lugar un nuevo
producto de características diferentes a las de su materia prima. De hecho, hay
operaciones de mezclado en las que ocurren reacciones químicas, como por
ejemplo, los procesos de polimerización.
Según la escala del mezclado y la miscibilidad relativa de las sustancias presentes,
el resultado puede ser una solución, un coloide, o una dispersión micro o
macroscópica: emulsión, suspensión, espuma.

Capítulo I: Marco Teórico 34
La eficiencia del proceso de mezclado se puede determinar a través del grado de
homogenización de la mezcla. Esto se realiza empleando alguna de las siguientes
técnicas que involucran la toma muestras del producto:
q Añadir un colorante a la mezcla, de forma tal que cuando ésta sea homogénea
también lo será el color de la misma.
q Agregar una solución salina concentrada. Se mide la conductividad eléctrica de
la mezcla, la cual será uniforme cuando la conductividad se mantenga constante
en todo el contenido del tanque.
q A través del uso de valoraciones ácido base, añadiendo un indicador que
cambiará de color cuando la neutralización de la base o el ácido haya sido
completada.
q La distribución del tiempo de residencia es medida por el monitoreo de la
concentración de salida de un ingrediente inerte, la cual puede ser analizada con
exactitud, a través de una curva de calibración.
II.6.2 Descripción de los equipos de mezclado
Los equipos de mezclados se constituyen básicamente por un recipiente o tanque
que sirve de contenedor de la mezcla y un agitador provisto de un eje conectado a
un rotor.
En la figura 4 se muestra la nomenclatura más comúnmente utilizada para describir
las dimensiones del tanque. Los tanques agitados son en su mayoría recipientes
cilíndricos con un agitador localizado en el eje central, con entrada por el tope del
mismo. Aunque también se pueden encontrar tanques con forma cuadrada y
rectangular, no son frecuentes en el mercado y sólo se utilizan en situaciones
particulares. Igualmente, los tanques pueden ser abiertos o cerrados, de acuerdo a
los requerimientos técnicos precisos.

Capítulo I: Marco Teórico 35
Figura 4: Esquema de un modelo de tanque agitado provisto con placas deflectoras y agitador tipo turbina de palas rectas.
Dependiendo del tipo de fluido que se desee agitar, se van a formar determinados
patrones de flujo que algunas veces no son deseados, tal como se explicará más
adelante. Para evitar éstos inconvenientes, se suele instalar los agitadores con
entrada lateral en el tanque (Figura 5.a), con entrada por el fondo del tanque (Figura
5.b) o excéntricos.
En algunos casos, los tanques pueden ser cilindros muy altos, en los cuales el uso
de un agitador no es eficiente. En éstos casos se recomienda la instalación de dos
agitadores en un mismo eje, tal como se muestra en la figura 5.c, ya que va a
permitir el flujo de materiales en todo el volumen del contenedor, favoreciendo de
ésta forma el proceso de mezclado.
Figura 5: Ubicaciones varias del agitador: a) Con entrada por el fondo, b) Agitador excéntrico, c) Dos agitadores en un mismo eje central.
H
Da
Dt
J
E
L
W
H
Da
Dt
J
E
L
W

Capítulo I: Marco Teórico 36
Tanque de Mezclado
Válvula de Descarga
Pistón de Descarga
Cilindro Hidráulico
Válvula de Descarga
Pistón de Descarga
Cilindro Hidráulico
Una característica importante en los tanques que se encuentran en el mercado, es
la disposición de una chaqueta para intercambio de calor. Ésta particularidad es de
vital importancia para ciertas operaciones, ya que al agitarse un fluido se está
generando energía por el rotor del agitador, la cual se transfiere a la mezcla a través
de calor, incrementando de esta manera su temperatura. La chaqueta va a permitir
que ese calor se disipe, manteniendo una temperatura constante en el interior del
recipiente, sin alterar las propiedades reológicas del producto.
A los equipos de agitación se le pueden añadir varios dispositivos de manera de
completar la línea de producción. Por ejemplo, para procesos en los cuales la
mezcla es sensible a la humedad o al aire, se puede proveer al tanque cerrado una
bomba de vacío, de manera de extraer el aire contenido en él durante su llenado.
Otro dispositivo a ser instalado es un sistema de descarga. Una vez finalizada la
operación, el producto se debe verter en otro recipiente, bien sea para su
almacenamiento o para su expendio. Si el fluido presenta viscosidades bajas, se
puede verter directamente al envase. Si por el contrario la viscosidad del producto
es elevada, se debe disponer de un sistema de descarga con cilindro hidráulico,
como el que se muestra en la figura 6.
Figura 6: Esquema de un sistema de descarga de cilindro hidráulico para un tanque agitado.
Es de hacer notar que no en todos los procesos de mezclados se incorporan todas
las materias primas al inicio del mismo. Es por eso que dispositivos de entrada de

Capítulo I: Marco Teórico 37
materiales sólidos o líquidos son necesarios añadir al equipo, para poder incluir en
la mezcla estos constituyentes en el momento oportuno.
En la figura 7 se representa gráficamente algunos de los componentes que deben
poseer los tanques agitados y que fueron descritos anteriormente.
Figura 7: Elementos comunes de los tanques agitados [23].
Sin duda alguna, existen muchas configuraciones geométricas para el sistema
agitador – tanque, y la selección de la misma va a depender de las características
del proceso, así como también de las propiedades de la materia prima y del
producto terminado.
II.6.3 Patrones de flujo en tanques agitados
Los patrones de flujo producidos en los tanques agitados dependen del tipo de
agitador, las placas deflectoras (si el tanque las posee) y el tamaño del rodete.

Capítulo I: Marco Teórico 38
Dado que la velocidad de un fluido posee tres componentes vectoriales, se generan
tres patrones de flujo en los tanques agitados: flujo axial, flujo radial y flujo
tangencial. El primero es un flujo que circula en la dirección del eje del rodete, es
decir, paralelo a éste. El flujo radial es el que circula en un ángulo de 90° con
respecto al eje central del tanque. Como su nombre lo indica, describe una
trayectoria en la dirección radial del tanque. El tercer patrón de flujo mencionado con
anterioridad, el flujo tangencial, describe una trayectoria tangente a la circulación
radial del fluido. A éste patrón también se le conoce como flujo circulatorio, ya que
representa una trayectoria circular concéntrica con el eje del tanque. En la figura 8
se observa gráficamente los patrones de flujo descritos.
Figura 8: Patrones de flujo en los tanques [26].
La formación de un flujo circulatorio no es deseable en una operación de mezclado,
debido a que éste trae como consecuencia la formación de vórtices. Cuando esto
ocurre, todas las partículas del fluido circulan en paralelo alrededor de las paredes
del tanque, y los sólidos que puedan estar presentes se concentrarán en la pared
del recipiente, debido a la fuerza centrífuga ejercida sobre ellas. En la figura 9.a se
evidencia éste principio.
Capítulo I: Marco Teórico 39
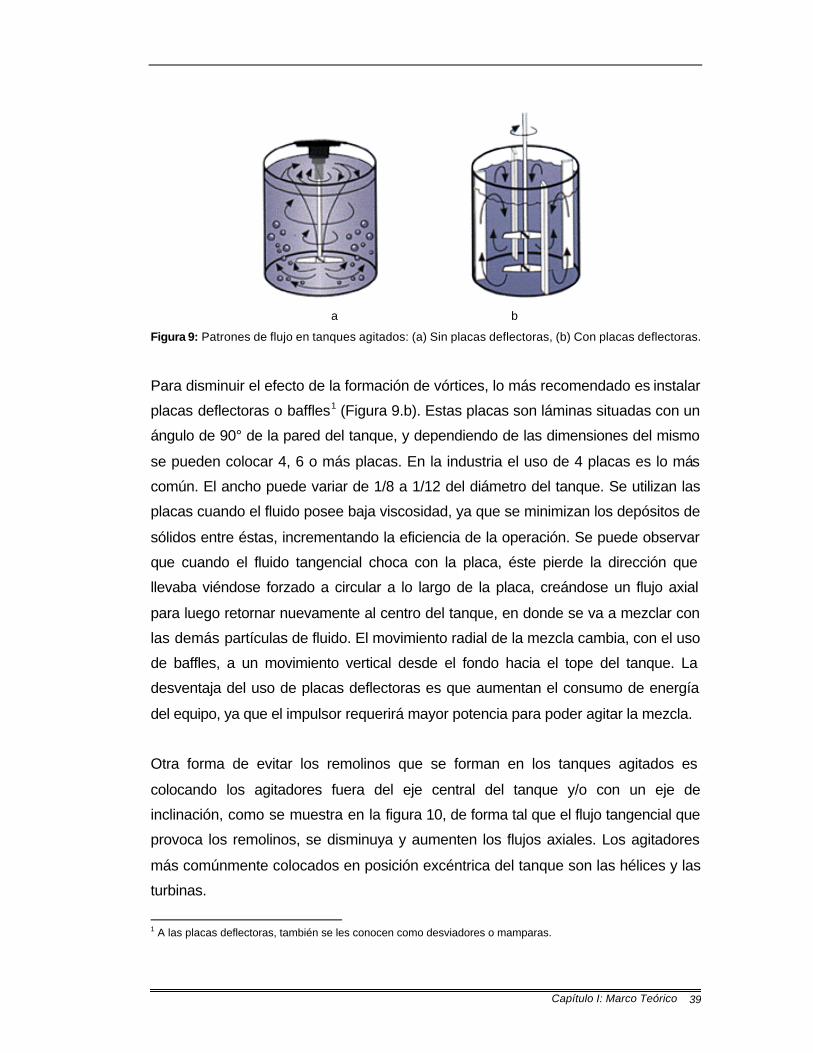
a b
Figura 9: Patrones de flujo en tanques agitados: (a) Sin placas deflectoras, (b) Con placas deflectoras.
Para disminuir el efecto de la formación de vórtices, lo más recomendado es instalar
placas deflectoras o baffles1 (Figura 9.b). Estas placas son láminas situadas con un
ángulo de 90° de la pared del tanque, y dependiendo de las dimensiones del mismo
se pueden colocar 4, 6 o más placas. En la industria el uso de 4 placas es lo más
común. El ancho puede variar de 1/8 a 1/12 del diámetro del tanque. Se utilizan las
placas cuando el fluido posee baja viscosidad, ya que se minimizan los depósitos de
sólidos entre éstas, incrementando la eficiencia de la operación. Se puede observar
que cuando el fluido tangencial choca con la placa, éste pierde la dirección que
llevaba viéndose forzado a circular a lo largo de la placa, creándose un flujo axial
para luego retornar nuevamente al centro del tanque, en donde se va a mezclar con
las demás partículas de fluido. El movimiento radial de la mezcla cambia, con el uso
de baffles, a un movimiento vertical desde el fondo hacia el tope del tanque. La
desventaja del uso de placas deflectoras es que aumentan el consumo de energía
del equipo, ya que el impulsor requerirá mayor potencia para poder agitar la mezcla.
Otra forma de evitar los remolinos que se forman en los tanques agitados es
colocando los agitadores fuera del eje central del tanque y/o con un eje de
inclinación, como se muestra en la figura 10, de forma tal que el flujo tangencial que
provoca los remolinos, se disminuya y aumenten los flujos axiales. Los agitadores
más comúnmente colocados en posición excéntrica del tanque son las hélices y las
turbinas.
1 A las placas deflectoras, también se les conocen como desviadores o mamparas.

Capítulo I: Marco Teórico 40
Figura 10: Maneras de evitar la formación de remolinos en los tanques agitados sin la utilización de
placas deflectoras. (a) Agitador inclinado, (b) Agitador colocado fuera del eje central del tanque.
En tanques de dimensiones un poco más grandes, también se recomienda instalar
el agitador en la parte lateral, con el eje en el plano horizontal pero formando un
cierto ángulo con el radio, como se muestra en la figura 11.
Figura 11: Mezcladora de hélice de entrada lateral.
La solución más simple al problema de la formación de vórtices es la disminución de
la velocidad del agitador, lo cual muchas veces no es recomendado, ya que puede
acarrear problemas de transferencia de masa en la operación, así como de falta de
homogenización de la mezcla.
a b

Capítulo I: Marco Teórico 41
Aunque en algunos casos la presencia de un flujo circulatorio en fluidos de baja
viscosidad puede resultar satisfactorio en la operación de mezclado, en otros casos
es esencial evitarlos, ya que se puede ocasionar un arrastre importante de aire, el
agitador trabajará parcialmente en él y se necesitará disminuir la potencia, trayendo
como consecuencia el cambio de las propiedades del producto.
II.6.4 Tipos de agitadores
II.6.4.1 Agitadores de flujo axial
Los agitadores de flujo axial son aquellos que presentan una inclinación de menos
de 90° con el eje de rotación. En la figura 12 se muestran los diferentes tipos de
agitadores de flujo axial.
a) b)
Figura 12: Agitadores de flujo axial: a) Tipo Hélice, b) Tipo palas inclinadas.
Las características de los principales agitadores de flujo axial se señalan a
continuación:
q Hélices:
§ Se utilizan cuando se requieren fuertes corrientes verticales.
§ Se recomienda el uso de hélices para fluidos con viscosidades menores de
50 P.
§ Se utilizan en tanques menores de 3.8 m3 (1000 gal) o menos de 1.8 m (6 ft)
de diámetro, y cuando los requerimientos de potencia son menores de 2.2
kW (3 hp) para cumplir con las condiciones del proceso.

Capítulo I: Marco Teórico 42
§ Se pueden colocar en entrada lateral al tanque, lo cual es recomendado
especialmente para fluidos de bajas viscosidades (menores a 0.1 Pa s / 100
cP), con un ángulo de inclinación o separada del eje central del tanque. De
esta forma, se puede crear una circulación desde arriba hacia abajo en el
recipiente, lo cual hace más eficiente la operación cuando la mezcla contiene
partículas sólidas depositadas en el fondo.
§ Las velocidades de rotación en las cuales se puede usar éste tipo de
agitador van aproximadamente desde 350 rpm para tamaños grandes, hasta
1750 rpm para agitadores pequeños.
§ La relación entre el diámetro del agitador y el diámetro del tanque, Da/Dt,
puede ser 1:5 o menor.
§ Se pueden instalar dos o más hélices en un mismo eje, que roten en
sentidos opuestos para crear una zona de turbulencia entre ellas.
§ Las palas de las hélices cortan o cizallan vigorosamente el líquido debido a
la alta velocidad de giro.
q Turbinas de aspas inclinadas:
§ Este tipo de agitador se emplea cuando se requiere de una elevada
velocidad axial.
§ Usualmente tienen 45° de inclinación, aunque se les puede encontrar de 25°
o 60°.
§ El consumo de potencia es de aproximadamente mayor de 2.2 kW (3 hp).
§ La relación Da / Dt más común es de 0.3 - 0.5.
II.6.4.2 Agitadores de flujo radial
Los agitadores de flujo radial generan corrientes de flujo en la dirección radial del
tanque en el cual han sido instalados. En la figura 13 se muestran los diferentes
tipos de agitadores de flujo radial enumerados.

Capítulo I: Marco Teórico 43
(a) (b) (c) (d)
Figura 13: Agitadores de flujo radial: a) Tipo Turbina de palas inclinadas, b) Tipo palas, c) Tipo Ancla y
d) Tipo helicoidal.
Las características de los principales agitadores flujo radial se muestran a
continuación:
q Turbinas:
§ Las turbinas de palas rectas desarrollan velocidades tangenciales y radiales.
§ Pueden girar a altas velocidades, con velocidades periféricas del orden de
2.5 – 4.6 m/s.
§ Son eficaces en un amplio rango de viscosidades, de hasta 100.000 cP.
§ La relación Da / Dt más común es 1/3.
q Palas:
§ Constan de una pala plana que gira en un eje vertical.
§ Giran a bajas o moderadas velocidades, entre 20 y 400 rpm, en el eje del
tanque, sin producir circulación vertical a menos que las palas estén
inclinadas.
§ En tanques muy altos se pueden colocar varias palas en un mismo eje.
§ La anchura de la pala es de 1/6 a 1/10 de su longitud.
§ A velocidades de giro mayores, se recomienda que el tanque posea placas
deflectoras para evitar el flujo circular.
§ El consumo de energía puede ir de 750 W a 750 kW (1 a 1000 HP).

Capítulo I: Marco Teórico 44
q Agitadores tipo Ancla:
§ Son un tipo de agitador de palas.
§ También conocido como agitador de claro cerrado, se adaptan a la forma del
tanque, reduciendo los depósitos de sólidos en las paredes.
§ Se utilizan para mejorar la transferencia de calor sobretodo en tanques
enchaquetados.
§ Recomendados para productos con viscosidades mayores de 100.000 cP.
§ Casi siempre operan con un agitador de alta velocidad que gira en sentido
contrario.
q Agitadores tipo Helicoidal:
§ Recomendados para productos con viscosidades mayores de 100.000 cP.
§ Pueden girar a velocidades bajas de 5 o 15 rpm.
II.7 Definición del Número de Flujo
El Número de Flujo, NQ, se definirá haciendo referencia a un agitador tipo turbina de
palas rectas, como el que se muestra en la figura 14, en donde V´u2 y V´r2 son las
velocidades tangenciales y radiales del líquido que abandonan los extremos de la
pala, u2 es la velocidad de las puntas de las palas y V´2 es la velocidad total del
líquido en el mismo punto.
Figura 14: Vectores de velocidad en el extremo de la pala de un agitador tipo turbina [23].
u2
V´u2
V´ 2
V´r2β´2
u2
V´u2
V´ 2
V´r2β´2

Capítulo I: Marco Teórico 45
Como se puede ver en la figura 14, la velocidad tangencial es menor a la velocidad
del extremo de la pala. Por lo tanto, la siguiente relación se cumple:
22u ukV =′ (1.3)
de tal manera que
nDu a2 π= (1.4)
donde n es la velocidad de giro (rev/min).
La velocidad volumétrica de flujo viene dada por:
p2r AVq ′= (1.5)
Siendo Ap el área transversal del tanque barrido por el rodete, y es igual a
WDA ap π= (1.6)
Aplicando nociones de geometría en la figura 2, se deduce
( ) 22u22r tanVuV β ′′−=′ (1.7)
Reordenando lo anterior, se obtiene
( ) 2a2r tank1nDV β′−π=′ (1.8)
Sustituyendo las ecuaciones (1.6) y (1.7) en la ecuación (1.5) se tiene que la
velocidad volumétrica de flujo viene dada por
(1.9)
Si los rodetes son similares geométricamente, se tiene que Da es proporcional a W.
Dados k y β´2 como constantes, se tiene la siguiente relación
(1.10)
A partir de la ecuación (1.10) se define un número adimensional, denominado
Número de Flujo que está dado por la ecuación (1.11).
3
a
QDn
qN = (1.11)
( ) 22
a2 tank1WnDq β′−π=
3aDnq ∝

Capítulo I: Marco Teórico 46
Dependiendo del tipo de rodete y del número de palas se tienen registrados
diferentes valores de NQ, algunos de los cuales se citan en la Tabla 2.
Tabla 2. Valores de Número de flujo para diferentes tipos de agitador y tanques con placas
deflectoras [21].
Tipo de rodete Nq
Para hélices marinas (paso cuadrado) 0.5
Para una turbina con 6 palas planas (W/Da = 1/5) 1.3
Para una turbina de 4 palas con 45° (W/Da = 1/6) 0.87
Es importante hacer notar que las ecuaciones descritas anteriormente calculan el
flujo de descarga del líquido desde el borde del rodete y no el flujo total generado.
II.8 Cálculo de la potencia
II.8.1 Cálculo de la potencia para fluidos newtonianos
La potencia suministrada al fluido necesaria para agitarlo, es un parámetro de vital
importancia en éste tipo de operaciones, ya que determina la capacidad del agitador
de mezclar la materia prima del producto a ser fabricado.
La potencia suministrada es proporcional a un número adimensional llamado
Número de Potencia, Np, el cual se define como la relación entre las diferencias de
presión que resultan en flujo y las fuerzas de inercia. Este factor se puede
interpretar como un coeficiente de arrastre.
La definición de la potencia para régimen turbulento es el producto de la velocidad
del flujo volumétrico, q (L3 / t), y la energía cinética, E:
E*qP = (1.12)
En donde
Q3 N*Da*nq =
n es la velocidad de giro o frecuencia rotacional del agitador (rev / t) y

Capítulo I: Marco Teórico 47
( )c
2´2
g2V*
Eρ
=
ρ es la densidad del fluido, (M / L3) y gc es el factor de proporcionalidad de la Ley
de Newton.
Como V2´ es menor que la velocidad en el extremo del rodete, u2, se puede
establecer la relación α=2´2 u/V , donde Da*n**V´
2 πα= . Sustituyendo en la
ecuación (1.12) y reagrupando se tiene
(1.13)
Se define el Número de Potencia, Np, como
53c
Da*n*
g*PNp
ρ= (1.14)
El Número de Potencia se halla a través de correlaciones empíricas en las cuales
intervienen variables tales como el tipo de agitador usado, las dimensiones del
tanque, la presencia de placas deflectoras y la velocidad de giro del rodete, así
como también propiedades físicas del fluido como la viscosidad y la densidad.
Existen varios métodos para calcular la potencia necesaria, basados en la
determinación del Número de Potencia a través de diferentes vías [22]. El método
más utilizado es el de obtener el Número de Potencia a través de correlaciones
gráficas, en las cuales este es una función del Número de Reynolds, tal y como se
muestra en la Figura 15.
παρ= Q
22
c
53
N2g
Da*n*P

Capítulo I: Marco Teórico 48
Figura 15: Correlación de la potencia en función del Número de Reynolds para turbinas
de 6 palas y tanques provistos de placas deflectoras [23].
El Número de Reynolds se determina a través de la ecuación 1.15. En tanques
agitados, si el Reynolds es menor de 10, se dice que el flujo está en régimen
laminar. Entre Reynolds de 10 y 10 000, se encuentra en la zona de transición, y
para mayores de 10 000 en régimen turbulento.
µ
ρ=
*Da*nRe
2
(1.15)
donde µ es la viscosidad del fluido, (M / L* t).
Finalmente, la potencia necesaria a suministrar al rodete para que gire a la
velocidad especificada se determina a través de la ecuación 1.14.
En la figura 15 se observan ciertos factores que son necesarios conocer para poder
leer el valor del Número de Potencia, los cuales son S1, S2, ..., S6. A éstos números
se les denomina factores de forma, y no son más que relaciones adimensionales
entre las medidas lineales del tanque. Los factores de forma se obtienen de la
división de ciertos parámetros entre un valor fijo, como lo es el diámetro del
agitador, Da, o el diámetro del tanque, Dt. La finalidad del uso de éstos factores

Capítulo I: Marco Teórico 49
radica principalmente cuando se requiere escalar en tamaño un tanque agitado. Se
dice que dos recipientes son geométricamente semejantes, cuando sus factores de
forma son iguales. En dicha figura 15, S1 = Da/Dt, S2 = E/Da, S3 = L/Da, S4 = W/Da,
S5 = J/Dt y S6 = H/Dt.
Como se mencionó con anterioridad, la presencia de placas deflectoras en el tanque
es de vital importancia a la hora de realizar cálculos de potencia. Como se puede
ver en la figura 16, para Reynolds menores de 300, las curvas para tanques con o
sin placas deflectoras son idénticas. Para Reynolds mayores, las líneas punteadas
en la figura 15 y 16 demuestran lo contrario, ya que en ésta región los flujos
circulatorios afloran, y comienza la formación de vórtices. Para corregir éste efecto
se utiliza el Número de Froude, NFr, el cual expresa la relación entre la fuerza
inercial y la fuerza gravitacional por unidad de área que actúa sobre el fluido.
Figura 16: Número de Potencia con respecto al Número de Reynolds NRe para rodetes de tres palas.
Para las porciones de trazos de las curvas B. C y D el valor de Np debe multiplicarse por mFrN
Si es el caso de determinar la potencia suministrada en un tanque desprovisto de
placas deflectoras, se deberá multiplicar el Número de Potencia leído en las figuras

Capítulo I: Marco Teórico 50
15 y 16, y luego multiplicarse por el factor mFrN , donde m viene expresado por la
ecuación (1.16). Las constantes a y b se pueden leer en la tabla 3.
b
Relogam 10−
= (1.16)
Tabla 3. Constantes a y b de la ecuación 1.16 [23].
II.8.2 Cálculo de la potencia para fluidos no newtonianos
El procedimiento para determinar la potencia transmitida al fluido es similar al de los
fluidos newtonianos. La viscosidad aparente de éstos fluidos varía con el gradiente
de velocidad y éste varía de un punto a otro del tanque. Para fluidos no
newtonianos, el Número de Reynolds vendrá expresado por la ecuación (1.17).
ap
2 *Da*nRe
µ
ρ= (1.17)
donde la viscosidad aparente, µap, está relacionada con el gradiente medio de
velocidad o esfuerzo cortante, (du/dy), de acuerdo a la ecuación 1.18.
1´n
med
´ap dy
duK
−
=µ (1.18)
Siendo K´ el índice de consistencia del flujo de un fluido no newtoniano, y n´ el
índice de comportamiento de flujo de un fluido no newtoniano.
Sustituyendo la ecuación (1.18) en la ecuación (1.17) se tiene
Figura Línea A b 7 D 1.0 40.0 8 B 1.7 18.0 8 C 0.0 18.0 8 D 2.3 18.0

Capítulo I: Marco Teórico 51
1´n
med
´
2
dydu
K
*Da*nRe
−
ρ= (1.19)
Existen algunas correlaciones del gradiente medio de velocidad para diferentes tipos
de rodetes, en donde se expresa éste término como función de la velocidad de
rotación o frecuencia rotacional del agitador [23].
Para líquidos pseudoplásticos, la transición entre el régimen laminar y turbulento se
lleva a cabo para Reynolds mayores de 40, en lugar de 10 como ocurre en los
líquidos newtonianos.
En la figura 17 se observa una gráfica típica de correlación de potencia para un
fluido no newtoniano. Como se puede ver, el consumo de potencia es igual para
fluidos newtonianos y no newtonianos, entre Reynolds menores de 10 y mayores de
100. Entre éstos dos valores, los fluidos no newtonianos requieren menos potencia
para ser agitados.
Figura 17: Correlación de la potencia para una turbina de seis palas con un fluido no newtoniano [23].
Capítulo I: Marco Teórico 52
II.9 Equipos utilizados en la elaboración de productos a base de
siliconas
En el procesamiento de materiales poliméricos, comúnmente es necesario la
utilización de equipos de mezclado en alguna etapa del proceso. La selección de
estos equipos depende del tamaño del tanque empleado, la tasa de producción y las
características de flujo de las materias primas.
Las hélices y turbinas son utilizadas en fluidos que necesitan un grado de corte
reducido y que se caracterizan por poseer una viscosidad baja. Para aquellos
productos con viscosidades bajas o moderadas, que requieren un grado de corte
mayor, se utilizan dispersores de alta velocidad y agitadores del tipo rotor/estator. A
medida que se tienen viscosidades mayores, se usan agitadores tipo ancla de baja
velocidad, diseñados para dirigir el fluido hacia el agitador de alta velocidad.
Aquellos productos que son extremadamente viscosos (pastas), requieren equipos
como el mezclador planetario o el mezclador planetario doble.
En la industria de los polímeros, los productos pueden ser obtenidos a través de un
proceso continuo o por cargas. El procesamiento por cargas es más flexible, pero es
más laborioso y su automatización es limitada. Por otro lado, el procesamiento
continuo puede ser automatizado, sin embargo requiere la utilización de equipos
adicionales para la adición y descarga de las materias primas y productos,
respectivamente. Además, en un proceso continuo la realización de cambios en la
formulación de los productos es más compleja [11]. A continuación sólo se
señalaran los equipos utilizados en el procesamiento por cargas:
q Mezclador planetario doble: Consta de dos aspas o palas que rotan en sus
propios ejes a medida que circulan alrededor de un eje central. Este
movimiento planetario, unido a la cercanía que mantienen las aspas con las
paredes del tanque, aseguran un mezclado completo en todas las zonas de
dicho tanque. Este tipo de equipo es ampliamente utilizado en la producción

Capítulo I: Marco Teórico 53
de pastas de alta densidad y viscosidad, con cargas muy altas de materiales
de relleno, tales como adhesivos y plastisoles [10].
Figura 18. Mezclador planetario doble: (a) en escala
piloto; (b) una de las diversas configuraciones de aspas utilizadas [27].
q Mezcladores multi-ejes: El mezclado se realiza mediante uno o varios
agitadores. Usualmente se utiliza un dispersor de alta velocidad y un
agitador de tipo ancla, el cual barre las paredes del tanque impulsando su
contenido hacia el agitador de alta velocidad. Como resultado se obtiene una
gran homogeneidad de la mezcla y una considerable mejora en la
transferencia de calor.
Figura 19. Distintas configuraciones de mezcladores
multi -ejes empleados para fluidos de alta viscosidad [28].
q Dispersor planetario: Resultan de la combinación de un mezclador planetario
con un dispersor de alta velocidad. Tanto la pala planetaria como el
dispersor, rotan alrededor de sus propios y de un eje central.
(a) (b)

Capítulo I: Marco Teórico 54
q Agitador Helicoidal: Es utilizado en la agitación de productos altamente
viscosos. Consta de dos bandas helicoidales, ubicadas de manera tal que
proporcionen un espacio mínimo entre el agitador y las paredes del tanque.
Esta configuración, los hace los más eficientes de los agitadores de claro
cerrado. Algunas configuraciones incluyen una banda helicoidal adjunta al
eje del agitador. Los patrones de flujo desarrollados por ambos agitadores,
se muestran en la figura 20.
Figura 20. Agitadores Helicoidales: (a) tradicional; (b) con banda helicoidal interna [29].
(a) (b)

Capítulo III: Marco Metodológico 56
III.1 Evaluación Técnica
III.1.1 Descripción de los equipos con los que cuenta la empresa
A fin de determinar la adaptabilidad de los equipos que posee la empresa para la
producción de selladores de silicona, se procedió a recoger toda la información
concerniente a las características de los equipos que potencialmente podrían ser
empleados en la elaboración del nuevo producto. Adicionalmente, se verificó que
la empresa contara con los servicios básicos de agua y electricidad, así como
también de una buena vialidad.
En general, los selladores de silicona y los plastisoles se elaboran bajo el mismo
esquema general de producción, por lo cual las operaciones unitarias empleadas
suelen mantenerse similares. Las diferencias se fundamentan en las
propiedades físicas y químicas que posean las materias primas y los productos
intermedios y terminados.
En esta etapa, se determinó que la empresa no cuenta con un sistema de
envasado del producto de acuerdo a las diferentes presentaciones que se
encuentran en el mercado, como lo son los cartuchos de 300 mL, los cuales
están diseñados para preservar las características del producto y facilitar las
aplicaciones en el hogar.
En éste sentido, se estudió la posibilidad de que la Empresa adquiriera una
llenadora volumétrica, de forma tal de poder envasar el sellador de silicona en
los contenedores apropiados para su distribución. Esta llenadora formará parte
de la inversión que la Empresa deberá hacer para llevar a cabo la producción de
los selladores de silicona.
III.1.2 Formulación del producto
En cualquier estudio técnico es necesario identificar plenamente las
características de las materias primas y del producto que se pretende elaborar,
de manera tal que se pueda predecir su comportamiento a medida que transita
por cada una de las unidades del proceso, y que se pueda dimensionar y

Capítulo III: Marco Metodológico 57
configurar los equipos en función de los requerimientos de potencia, temperatura
y presión. A través de fuentes bibliográficas e internet, se conocieron las
características de mayor relevancia que inciden sobre el proceso de producción,
como son el alto valor de su viscosidad y la necesidad de mantener al producto
fuera del contacto de la humedad atmosférica en todas las etapas del proceso.
Las empresas dedicadas a la elaboración de estos productos en el territorio
nacional mantienen bajo estricta confidencialidad la formulación y el proceso de
manufactura, razón por la cual dicha información no se pudo obtener con el
apoyo de las mismas. La formulación se adquirió empleando fuentes
bibliográficas y electrónicas, además de la información suministrada a través de
un recurso para consultas que se encuentra disponible en
http://www.specialchem4adhesives.com. En todos los casos, se ponía de
manifiesto que los componentes allí expuestos pretendían orientar al lector para
que tuviera un punto de referencia al comenzar con la elaboración de su
formulación propia. Esto se debe a que no existe una formulación única, sino
que la inclusión o sustitución de un ingrediente provoca cambios en las
propiedades físicas y químicas del producto final, lo cual abre paso a una amplia
gama de productos que pueden ser elaborados, cada uno con propiedades
particulares y que están diseñados para satisfacer los requerimientos de un
sector de la demanda.
Se encontraron varias formulaciones con las cuales se puede obtener el sellador
de silicona deseado, de las cuales se recomienda la que se muestra a
continuación:
Tabla 4: Formulación recomendada para la producción de los selladores de silicona.
Componente Composición (%)
Polímero de Silicona 43,0%
Silica fumada 2,0% Entrecruzadotes 4,0% Catalizador 0,05% Plastificante 5,0%
Carbonato de Calcio 45.95%

Capítulo III: Marco Metodológico 58
La formulación descrita corresponde a una silicona de tipo alcoxi, y sus
principales ventajas sobre las demás es que no desprende olores desagradables
ni presenta problemas asociados a las siliconas acéticas como es el
desprendimiento de ácido acético y la subsiguiente corrosión de algunos
sustratos metálicos. Otra ventaja importante de resaltar, es que ésta formulación
reduce los costos por concepto de materia prima, ya que presenta menos
cantidad de polidimetilsiloxano (costo de 18,5 $/Kg) en comparación con las
siliconas acéticas, según lo que se muestra en la Tabla 1. Igualmente, las
formulaciones que se encuentran en la Tabla 1 pueden ser consideradas en la
determinación de la composición final del sellador de silicona que se desea
obtener. Corresponde a la empresa PLASTIDRICA, C.A. determinar las
características del producto que desean producir, y en base a eso, deberá
elaborar su propia formulación.
III.1.3 Capacidad energética del rotor
La evaluación técnica se basó principalmente en dos factores: a) La
determinación de la potencia necesaria para agitar el producto de silicona, y b)
En la evaluación de los componentes adicionales que requieren los equipos para
llevar a cabo el proceso de manufactura.
La determinación de la potencia es un parámetro de vital importancia en el
diseño de procesos en los cuales participan tanques agitados, ya que a través
de éste se puede determinar la capacidad del rodete de agitar el fluido sometido
al proceso, y por lo tanto, de dimensionar el equipo a utilizar de acuerdo a los
requerimientos energéticos. Si la potencia determinada es mayor a la capacidad
máxima del rotor, éste equipo no satisfacerá las condiciones mínimas de
operación para el procesamiento del producto.
Para la determinación de la potencia, se debían comparar los productos actuales
de la empresa, con el producto que se desea obtener, siendo los primeros el
Sello Costura y el Sello Expandible, y el segundo, un sellador de silicona
comercial de la competencia.

Capítulo III: Marco Metodológico 59
Determinación de la viscosidad de los fluidos:
El parámetro más relevante para calcular la potencia suministrada al fluido a
través del agitador es la determinación de la viscosidad del mismo. Como se ha
manifestado anteriormente, la empresa no produce actualmente selladores de
silicona, y es por éste motivo que los valores de viscosidad obtenidos
experimentalmente se lograron a partir de ensayos de laboratorio utilizando un
producto comercial de la competencia. El procedimiento seguido es el estipulado
en la Norma COVENIN 577:1999, disponible en el Apéndice B.1. El mismo
procedimiento fue seguido para la determinación de la viscosidad del Sello
Costura y del Sello Expandible.
Con el Sello Expandible no fue posible obtener lecturas en el viscosímetro, por lo
que el estudio se basó solamente en la comparación del Sello Costura y de la
silicona comercial.
El viscosímetro utilizado es de tipo Brookfield, spindle N° 7, a las frecuencias
rotacionales de 2, 4, 10 y 20 rpm. A partir de éstas frecuencias rotacionales se
determinaron las respectivas viscosidades aparentes, ya que los fluidos en
cuestión son no newtonianos.
Determinación de la densidad de los fluidos:
Las densidades de los fluidos en estudio se obtuvieron a través del
procedimiento de la Copa Midget, el cual se encuentra descrito en el Apéndice
B.2.
Determinación de la potencia para agitar la mezcla:
La potencia se determinó utilizando las correlaciones gráficas de Número de
Potencia vs. Número de Reynolds (disponibles en el Apéndice A), para
agitadores tipo ancla y tipo helicoidal.
El Número de Reynolds se determinó de acuerdo a la ecuación 1.15 adaptada
para fluidos no newtonianos:

Capítulo III: Marco Metodológico 60
ap
2 *Da*nRe
µ
ρ=
donde n es la frecuencia rotacional (rps), Da es el diámetro del rodete (m), ρ es
la densidad del fluido (kg/m3) y µap es la viscosidad aparente del fluido (Pa s).
Con cada valor de Reynolds calculado, se obtuvieron los respectivos Números
de Potencia (Np) a través de las gráficas A.1 y A.2 del Apéndice A, para los dos
agitadores mencionados anteriormente.
La potencia que suministra el agitador al fluido se obtuvo finalmente a partir de la
ecuación
c
53
gDa*n**Np
Pρ
=
Al leer en las gráficas del Apéndice A los respectivos Números de Potencia para
las frecuencias rotacionales de 2, 4, 10 y 20 rpm, no se pudieron obtener valores
para éstos, dado a que no se perciben datos de éste parámetro para Números
de Reynolds tan bajos. Por este motivo, se procedió a determinar valores de
viscosidad para mayores frecuencias rotacionales, ya que ésta tiende a disminuir
cuando se le aplica un mayor esfuerzo cortante. De esta manera, pueden
obtenerse valores mayores del número de Reynolds que si pueden ser utilizados
en las gráficas de las correlaciones de Np. Sin embargo, éstas pruebas no
resultaron satisfactorias, ya que se necesitaba un spindle de menor tamaño, no
disponible en el laboratorio, para poder apreciar una lectura en el Viscosímetro
de Brookfield.
Los valores reportados de viscosidad aparente para frecuencias rotacionales
mayores de 20 rpm, se obtuvieron a partir de la extrapolación en la Gráfica 1,
proyectando la mejor curva y a través de las ecuaciones 1x667.66y −= y
8036.0x342.53y −= , para el producto de silicona y el Sello Costura,
respectivamente.
Con los datos de viscosidad obtenidos por extrapolación se logró calcular la
potencia necesaria para agitar la mezcla de silicona.

Capítulo III: Marco Metodológico 61
III.1.4 Componentes adicionales del equipo
Los componentes adicionales del equipo considerados son: bomba de vacío,
chaqueta de enfriamiento, salida para toma de muestras, protección contra la
humedad, agitador apropiado.
Bomba de vacío: es necesario contar con una bomba de vacío, ya que el
producto de silicona cura con el aire, por lo que al cargar el tanque con la
materia prima y antes de iniciar el proceso se debe extraer el aire contenido en el
mismo.
Chaqueta de enfriamiento: cualquier fluido que se someta a un proceso de
mezclado va a experimentar un aumento de temperatura, debido a que parte de
la energía que se suministra a través de la agitación se disipa en forma de calor.
Los selladores de silicona no escapan de ésta realidad, y además, experimentan
un aumento de temperatura como consecuencia de la reacción exotérmica que
ocurre para formar el polímero de silicona de acuerdo a la reacción 17 (ver
Marco Teórico).
Protección contra la humedad: la humedad es otro factor a controlar, y se evita
su presencia a través de la bomba de vacío, la cual extrae la humedad contenida
en el aire a través de conexiones cerradas herméticamente. Adicionalmente, es
necesario que el tanque cuente con una conexión adicional a un tanque de
nitrógeno, de forma tal que se pueda crear una atmósfera inerte en el interior del
tanque en el momento en que sea requerido, por ejemplo cuando se desea
extraer muestras para el control de calidad. De ésta forma no se abriría el tanque
y se reducen los riesgos de una gelificación indeseada del producto.
Agitador apropiado: la selección del agitador más apropiado es un parámetro de
vital importancia, ya que va a determinar la mezcla exitosa de los componentes.
Los tipo de agitadores recomendados en la bibliografía para productos de
viscosidades altas son los denominados agitadores de claro cerrado, entre los
cuales se encuentran los agitadores tipo ancla y los agitadores tipo helicoidal.
Estos permiten que los sólidos añadidos se reincorporen a la mezcla y no se
concentren en las paredes del tanque.

Capítulo III: Marco Metodológico 62
III.2 Evaluación Económica
III.2.1 Estudio de Mercado
III.2.1.1 Descripción del Producto
Como se ha mencionado en las secciones anteriores, el nuevo producto a
fabricarse en la empresa, es un sellador a base de un polímero de silicona,
destinado principalmente a usos domésticos, como lo son sellados de lavaplatos,
ventanas, puertas para baños, entre otros.
La presentación inicial del producto será en contenedores plásticos de PVC de
300 mL y se distribuirán al mayor en cajas de cartón corrugado de 40 cartuchos
cada una. Esta presentación contendrá toda la información necesaria para el
cliente tal como sus ingredientes, precauciones, instrucciones de uso y contenido
neto. Además se proveerá de un pico cónico para facilitar la aplicación por parte
del cliente al momento de su uso.
Los contenedores serán de forma cilíndrica y sus dimensiones son 5 cm de
diámetro x 24 cm de alto. En un extremo del contenedor se incluirá un pistón de
plástico que al presionarlo vaciará la silicona sobre las superficies que se desean
sellar, el otro extremo será completamente sellado. Las dimensiones de la caja
en la que serán colocados los cartuchos son: 20 cm de ancho x 50 cm de largo x
25 cm de alto.
Para la elaboración de la evaluación económica fue necesario realizar una
escogencia preliminar de cada uno de los componentes que integran el
producto, a fin de poder determinar los costos relacionados con la materia prima
con la ayuda de la información suministrada en el Anexo A. Dado a la gran
variedad de productos que pueden ser utilizados, la escogencia de los mismos
se realizó gracias a algunas especificaciones que se encontraron en la
bibliografía en cuanto a las propiedades fisicoquímicas de los componentes a ser
empleados. Para su ubicación en el Anexo A, en la siguiente tabla se listan cada
uno de los componentes utilizados con el código respectivo según lo que se
muestra en el mencionado anexo.

Capítulo III: Marco Metodológico 63
Tabla 5. Código de los productos utilizados para la evaluación económica según lo que
se muestra en el Anexo A.
Componente Código
mostrado en el Anexo A
Nombre mostrado Elementos en los que
se basó su escogencia
Polímero de silicona DMS – S33
Silanol terminated polydimethylsiloxanes
Viscosidad de 3000 cP Peso Molecular de 40000 g/mol
Planstificante DMS – T31 Polydimethylsiloxanes, Trimethylsiloxy Terminated
Viscosidad de 1000 cSt
Catalizador SND3160 di-n - butyldiacetoxytin Usado para siliconas alcoxi y de un sólo componente
Entrecruzador SIT7110.0 Tetraethoxysilane Usado en siliconas alcoxi, toxicidad y precio bajos.
Silica fumada SIS6962.0
Silicon dioxide, amorphous hexamethyldisilazane treated
Material preferido como agente de relleno reforzador para las siliconas .
III.2.1.2 Demanda del Producto
De acuerdo a información recopilada en la bibliografía, se han encontrado
estudios estadísticos en los cuales se señala que la demanda en general de
adhesivos de silicona se incrementará en América Latina para la primera década
del 2000.
Según el Manual de Economía Química [4], para el año 1998 los países de
América Latina, con la excepción de Argentina, Brasil y Chile, consumieron 2000
toneladas métricas de siliconas. Igualmente estiman, que durante el período
1998 – 2003, el crecimiento anual de la demanda de siliconas crecerá entre un 6
– 7%.
Por otra parte, la revista Adhesive Age [5] reporta igualmente, un crecimiento en
la demanda de adhesivos en el sector construcción para América Latina.
El grupo de principales demandantes del producto está formado por
distribuidores y tiendas especializadas en la venta de productos para la

Capítulo III: Marco Metodológico 64
decoración, mantenimiento y construcción. Dicho grupo se conforma por
ferreterías, mayoristas e hipermercados, a nivel nacional.
Sin embargo, la distribución de los selladores de silicona no la va a realizar la
Empresa directamente, sino, que un distribuidor especializado va a adquirir toda
la producción para luego colocarla en los mercados apropiados.
III.2.1.3 Oferta del Producto
La oferta actual de selladores de silicona incluye muy pocas marcas, de las
cuales un porcentaje reducido es elaborado en Venezuela, lo que trae como
consecuencia una variedad de precios significativa. Se pueden encontrar
selladores de silicona para diferentes aplicaciones, como lo son aquellos
diseñadas para el uso en las bañeras y duchas, cuyos componentes evitan el
crecimiento de mohos. También se encuentra el tradicional sellador incoloro para
diversos usos en el hogar, entre otros.
III.2.1.4 Formación del Precio
El precio se obtuvo considerando el precio de los productos comercializados
actualmente por otras empresas productoras y de acuerdo a los costos
calculados en éste estudio.
El precio de venta al público de los selladores de silicona fabricados por la
competencia fueron consultados en las mayores casas ferreteras, tales como
Ferretotal, Ferreterías EPA, Ferretería El Pico y Ferka, siendo el promedio de Bs.
15.000.
Tomando en cuenta estas consideraciones entre otras, se asignó un precio
inicial de venta al distribuidor de Bs. 10.000,oo.

Capítulo III: Marco Metodológico 65
III.2.2 Estudio Técnico
III.2.2.1 Infraestructura de servicios
La empresa ya posee los adecuados elementos de infraestructura necesarios
para la producción de silicona, tales como obras e instalaciones civiles y
eléctricas, por lo que no son componentes de la inversión. Los equipos que ya
posee la empresa y que son utilizados en la actualidad para la producción de
plastisoles son aptos para la elaboración del nuevo producto, por lo que no es
necesario adicionar equipos eléctricos, civiles y/o mobiliarios de oficina para ello.
III.2.2.2 Tecnología a utilizarse
La llenadora volumétrica (envasadora) es de origen estadounidense, y tendrá la
capacidad de envasar 1.000 unidades por hora, lo que corresponde a 79.15
galones por hora, para un total de 2 horas, que sería el tiempo que se tarde en
envasar el contenido de un tanque completo.
Se ha establecido la velocidad de llenado en 1.000 unidades por hora, debido a
que el sellador de silicona tiene una viscosidad muy alta, y por lo tanto la
resistencia a fluir es elevada.
III.2.2.3 Efluentes y pérdidas en el proceso
Se ha determinado que estos productos pueden ser diluidos con ácido acético o
cloruro de metileno, razón por la cual, la empresa deberá contar con alguno de
estos reactivos para la limpieza de los residuos en los equipos. Sin embargo, es
necesario consultar primeramente a los proveedores de los equipos para que
orienten a la empresa acerca de los solventes o productos químicos comerciales
que son los más recomendables para la limpieza y la concentración que deberá
ser utilizada, de manera tal que no se deterioren las piezas mecánicas de los
equipos.

Capítulo III: Marco Metodológico 66
III.2.2.4 Cronograma de la inversión
La proyección del estudio es de 5 años, dividida en períodos semestrales, de los
cuales se contempla que en el primer semestre (o semestre 0) se harán los
cambios necesarios en la planta para la producción del sellador de silicona, las
pruebas pilotos recomendadas, así como la adquisición e instalación de los
equipos necesarios componentes de la inversión. Los semestres restantes del
período proyectado son los relativos al estudio económico en sí, en los cuales se
contará con la venta del producto que se elaborará a diario en la empresa.
III.2.2.5 Volumen de ocupación
La Empresa cuenta actualmente con el siguiente personal:
q Directivos, 3.
q Gerentes, 2.
q Supervisores, 3.
q Empleados, 8.
q Obreros, 10.
Se trabajarán turnos diarios de 8 horas cada uno, durante 22 días hábiles por
mes, los 12 meses del año. Para la producción de los selladores de silicona se
están considerando los días a laborar de acuerdo a la producción semanal. Se
ha estimado que diario se puede producir 150 galones, correspondientes a una
carga de un tanque, debido al tiempo requerido para envasarlo. La capacidad
utilizada se ha fijado de forma tal que la cantidad mínima de días necesarios de
producción sea 2 días, y la máxima 3 días, es decir, que los turnos laborales van
a corresponder con la cantidad de días mencionados anteriormente, siendo los
costos por concepto de nómina de 2 días y 3 días cuando el caso lo amerite. De
ésta forma, no se le están trasladando los costos completos de nómina
correspondiente a los 5 días de la semana a la producción de silicona, sino que
se está compartiendo con los demás productos elaborados por la empresa.
Para los cálculos de los gastos por concepto de Beneficios Sociales como lo son
la Ley Política Habitacional, Ley de Paro Forzoso, Seguro Social Obligatorio, se

Capítulo III: Marco Metodológico 67
consideran los porcentajes estipulados en las respectivas leyes, los cuales son
2%, 2% y 9%, respectivamente, del costo de la nómina.
Igualmente se considera un aumento semestral de salarios por productividad de
5%.
III.2.2.6 Capacidad instalada y utilizada
La capacidad instalada es de 150 galones de producto obtenido por cada carga
del tanque, correspondiente a 1 carga diaria, ya que para envasar ésta cantidad
en los contenedores de 300 mL se necesitan aproximadamente 2 horas, de
acuerdo a la velocidad de envasado de la llenadora volumétrica. Las 6 horas
restantes de la jornada laboral se destinan a la producción en sí del producto.
Por lo tanto, la capacidad instalada semanal será de 750 galones.
La capacidad utilizada se inicia con un 30% de la capacidad instalada, la cual
aumenta 5% semestral por concepto de aumento de la demanda, hasta que se
estabiliza en un 60%. Se tomaron estos parámetros, ya que en éste estudio no
se está considerando la adquisición de otro tanque agitado, por lo que se tiene
que compartir el tiempo y el equipo para producir tanto selladores de siliconas
como los otros productos que actualmente manufactura la Empresa. Para una
capacidad utilizada de 30%, se necesitan 2 días de producción, y para un 60%, 3
días. De ésta forma se está garantizando que se van a poder elaborar todos los
productos deseados.
III.2.2.7 Control de calidad
El control de la calidad se basará principalmente en la evaluación de los
siguientes parámetros:
q Viscosidad del producto: Éste parámetro es de vital importancia, ya que lo
ideal es que el producto posea una alta viscosidad para que el uso en el
hogar resulte favorecido, al no permitir el escurrimiento al ser aplicado en
determinadas superficies. Éstas pruebas las llevarán a cabo en el
Laboratorio de Control de Calidad de la empresa.

Capítulo III: Marco Metodológico 68
q Homogenización: La homogenización de la mezcla es señal de una
operación de mezclado llevada a cabo exitosamente. Es por éste motivo
que éste parámetro se debe corroborar como control de calidad, ya que
determinará si la materia prima se ha mezclado satisfactoriamente,
obteniéndose el producto deseado. Entre las formas más simples de
controlarlo están las siguientes: a) A través de apreciaciones visuales al
momento de integrarse los ingredientes sólidos y líquidos, b) A través de la
adición de colorantes, el cual dará una mezcla de color uniforme cuando el
producto esté completamente mezclado.
q Dispersión de sólidos: La correcta dispersión de los sólidos se verificará a
través de una prueba visual, en la cual se aplicará una capa delgada del
producto sobre una superficie. El analista deberá ver si la dispersión en la
muestra del producto es satisfactoria.
III.2.2.8 Consideraciones adicionales
Para la evaluación del proyecto fue necesario hacer un conjunto de estimaciones
adicionales en cuanto a los diferentes factores económicos que entran en juego
a la hora de hacer una proyección del flujo de caja. Estas consideraciones
adicionales se enumeran a continuación:
q Para proyectar los valores del costo de las cajas corrugadas, artículos de
oficina y los envases se utilizó una tasa de inflación de 15% semestral.
q El precio del dólar fue fijado en Bs. 1.920, según el tipo de cambio oficial.
q El aumento de la demanda del producto, así como su precio, se
incrementaron en un 5% semestralmente.
q La inflación en Estados Unidos de América se fijo en 1% semestral para el
aumento proporcional de los costos de la materia prima importada a lo largo
de toda la proyección.

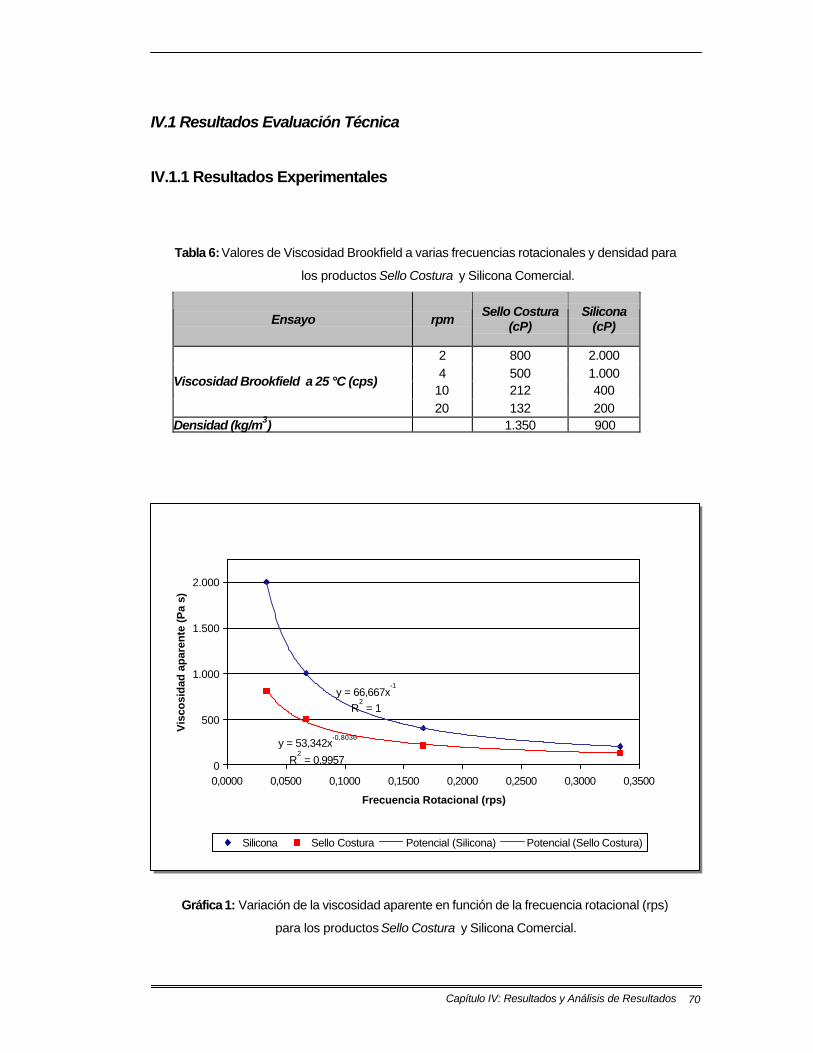
Capítulo IV: Resultados y Análisis de Resultados 70
y = 66,667x-1
R2 = 1
y = 53,342x-0,8036
R2 = 0,99570
500
1.000
1.500
2.000
0,0000 0,0500 0,1000 0,1500 0,2000 0,2500 0,3000 0,3500
Frecuencia Rotacional (rps)
Vis
cosi
dad
ap
aren
te (
Pa
s)
Silicona Sello Costura Potencial (Silicona) Potencial (Sello Costura)
IV.1 Resultados Evaluación Técnica
IV.1.1 Resultados Experimentales
Tabla 6: Valores de Viscosidad Brookfield a varias frecuencias rotacionales y densidad para
los productos Sello Costura y Silicona Comercial.
Ensayo rpm Sello Costura
(cP) Silicona
(cP)
2 800 2.000 4 500 1.000
10 212 400 Viscosidad Brookfield a 25 °C (cps)
20 132 200 Densidad (kg/m3) 1.350 900
Gráfica 1: Variación de la viscosidad aparente en función de la frecuencia rotacional (rps)
para los productos Sello Costura y Silicona Comercial.

Capítulo IV: Resultados y Análisis de Resultados 71
Tabla 7. Valores determinados de Número de Reynolds, Número de Potencia y potencia
suministrada al fluido a través de un agitador tipo ancla, para diferentes frecuencias
rotacionales establecidas, para el producto de silicona comercial.
Rpm rps µµap (Pa s)
Re Np P
(N m/s) P
(HP)
2 0,0333 2.000 0,0140 0,0000 0,0000 4 0,0667 1.000 0,0559 0,0000 0,0000
10 0,1667 400 0,3494 0,0000 0,0000 20 0,3333 200 1,3974 0,0000 0,0000 30 0,5000 133,3340 3,1442 0 0,0000 0,0000 40 0,6667 100,0005 5,5896 59 13.179,7542 17,6743
50 0,8333 80,0004 8,7338 36 15.706,8045 21,0632 60 1,0000 66,6670 12,5767 27 20.356,0186 27,2979 70 1,1667 57,1431 17,1183 19 22.746,9433 30,5041 80 1,3333 50,0003 22,3586 18 32.167,5356 43,1374
Tabla 8. Valores determinados de Número de Reynolds, Número de Potencia y potencia
suministrada al fluido a través de un agitador tipo helicoidal, para diferentes frecuencias
rotacionales establecidas, para el producto de silicona comercial.
rpm rps µµap (Pa s)
Re Np P
(N m/s) P
(HP)
2 0,0333 2.000 0,0140 0,0000 0,0000 4 0,0667 1.000 0,0559 0,0000 0,0000
10 0,1667 400 0,3494 0,0000 0,0000 20 0,3333 200 1,3974 41,5 1.158,8131 1,5540 30 0,5000 133,3340 3,1442 32,5 3.062,8269 4,1073 40 0,6667 100,0005 5,5896 14,5 3.239,0921 4,3437
50 0,8333 80,0004 8,7338 7,5 3.272,2509 4,3882 60 1,0000 66,6670 12,5767 5,5 4.146,5964 5,5607 70 1,1667 57,1431 17,1183 5,14 6.153,6468 8,2522 80 1,3333 50,0003 22,3586 3,88 6.933,8910 9,2985

Capítulo IV: Resultados y Análisis de Resultados 72
Tabla 9. Valores determinados de Número de Reynolds, Número de Potencia y potencia
suministrada al fluido a través de un agitador tipo ancla, para diferentes frecuencias
rotacionales establecidas, para el producto Sello Costura .
rpm rps µµap (Pa s)
Re Np P
(N m/s) P
(HP)
2 0,0333 800 0,0524 0,0000 0,0000 4 0,0667 500 0,1677 0,0000 0,0000
10 0,1667 212 0,9887 0,0000 0,0000 20 0,3333 132 3,1759 90 3.769,6331 5,0552 30 0,5000 93,1059 6,7540 40 5.654,4496 7,5827 40 0,6667 73,8884 11,3475 29 9.717,2764 13,0311
50 0,8333 61,7589 16,9702 18 11.780,1034 15,7974 60 1,0000 53,3420 23,5776 15 16.963,3489 22,7482 70 1,1667 47,1271 31,1347 12 21.549,7358 28,8987 80 1,3333 42,3320 39,6131 8,5 22.785,3377 30,5556
Tabla 10. Valores determinados de Número de Reynolds, Número de Potencia y potencia
suministrada al fluido a través de un agitador tipo helicoidal, para diferentes frecuencias
rotacionales establecidas, para el producto Sello Costura .
rpm rps µµap (Pa s)
Re Np P
(N m/s) P
(HP)
2 0,0333 800 0,0524 0,0000 0,0000 4 0,0667 500 0,1677 0,0000 0,0000
10 0,1667 212 0,9887 0,0000 0,0000 20 0,3333 132 3,1759 32,50 1.361,2564 1,8255 30 0,5000 93,1059 6,7540 9,10 1.286,3873 1,7251 40 0,6667 73,8884 11,3475 5,88 1.970,2616 2,6422
50 0,8333 61,7589 16,9702 5,15 3.370,4185 4,5198 60 1,0000 53,3420 23,5776 3,62 4.093,8215 5,4899 70 1,1667 47,1271 31,1347 3,52 6.321,2558 8,4769 80 1,3333 42,3320 39,6131 2,80 7.505,7583 10,0654

Capítulo IV: Resultados y Análisis de Resultados 73
Gráfica 2: Variación de la potencia en función de la frecuencia rotacional (rpm) para los
productos Sello Costura y Silicona Comercial y para agitadores tipo ancla y tipo
helicoidal.
0,0000
5,0000
10,0000
15,0000
20,0000
25,0000
30,0000
35,0000
40,0000
45,0000
20 30 40 50 60 70 80 90
Frecuencia Rotacional (rpm)
Pot
enci
a (H
p)
Silicona Comercial (Agitador Tipo Ancla) Sello Costura (Agitador Tipo Ancla)
Silicona Comercial (Agitador Tipo Helicoidal) Sello Costura (Agitador Tipo Helicoidal)

Capítulo IV: Resultados y Análisis de Resultados 74
IV.2 Resultados Evaluación Económica

Capítulo IV: Resultados y Análisis de Resultados 75
Tabla 12: Inversión total del proyecto.
Concepto Unidades Costo
Unitario (Bs.)
Costo ($) Costo (Bs.)
Activos Fijos Llenadora Volumétrica 17.500 33.600.000
Total Activos Fijos 17.500 33.600.000
Otros Activos
Instalación y montaje de equipos 1.750 3.360.000
Pruebas en caliente 6.677 12.819.365
Pruebas piloto 4.454 8.551.822
Materia prima producción primer semestre 208.463 400.249.237
Envases:
Envases de 300 mL de producción primer semestre 61.324 2.000 63.879 122.647.284
Cajas de cartón para distribución primer semestre 1.533 2.000 1.597 3.066.000
Total Otros Activos 286.820 550.693.709
Total Activos 304.320 584.293.709

Capítulo IV: Resultados y Análisis de Resultados 76

Capítulo IV: Resultados y Análisis de Resultados 77
Materia prima

COSTO DE MATERIA PRIMA SEMESTRAL
Componente % Composición Cantidad (kg)
Precio Unitario
($)
Costo Unitario + Flete
($)
Costo ($) Costo (Bs.)
Polímero de Silicona 43.0% 7,910.8 15.00 19.50 154,260 296,178,615Silica fumada 2.0% 367.9 39.00 50.70 18,655 35,816,949Entrecruzadores 4.0% 735.9 18.67 24.27 17,857 34,286,310Catalizador 0.05% 9.2 156.00 202.80 1,865 3,581,695Plastificante 5.0% 919.9 16.00 20.80 19,133 36,735,332Carbonato de Calcio 46.0% 8,453.5 0.10 0.14 1,145 2,197,902Total 100% 18,397.1 212,915 408,796,803
Semestre 1

Cantidad (kg)Precio
Unitario (Bs)
Costo (Bs) Costo (Bs.) Cantidad (kg)
Precio Unitario (Bs) Costo (Bs) Costo Bs.)
9,229.2 43,056.00 397,372,976 397,372,976 10,547.7 49,514.40 522,261,625 522,261,625429.3 111,945.60 48,054,406 48,054,406 490.6 128,737.44 63,157,220 63,157,220858.5 53,580.80 46,000,799 46,000,799 981.2 61,617.92 60,458,193 60,458,19310.7 447,782.40 4,805,441 4,805,441 12.3 514,949.76 6,315,722 6,315,722
1,073.2 45,926.40 49,286,571 49,286,571 1,226.5 52,815.36 64,776,636 64,776,6369,862.4 299.00 2,948,851 2,948,851 11,271.3 343.85 3,875,633 3,875,633
21,463.3 548,469,044 548,469,044 24,529.5 720,845,029 720,845,029
Semestre 2 Semestre 3

Cantidad (kg) Precio Unitario (Bs) Costo (Bs) Costo (Bs.) Cantidad (kg) Precio Unitario
(Bs) Costo (Bs) Costo (Bs.)
11,866.1 56,941.56 675,675,978 675,675,978 13,184.6 65,482.79 863,363,749 863,363,749551.9 148,048.06 81,709,653 81,709,653 613.2 170,255.26 104,406,779 104,406,779
1,103.8 70,860.61 78,217,788 78,217,788 1,226.5 81,489.70 99,944,951 99,944,95113.8 592,192.22 8,170,965 8,170,965 15.3 681,021.06 10,440,678 10,440,678
1,379.8 60,737.66 83,804,772 83,804,772 1,533.1 69,848.31 107,083,876 107,083,87612,680.2 395.43 5,014,101 5,014,101 14,089.1 454.74 6,406,906 6,406,90627,595.7 932,593,257 932,593,257 30,661.8 1,191,646,939 1,191,646,939
Semestre 5Semestre 4

Cantidad (kg) Precio Unitario (Bs) Costo (Bs) Costo (Bs.) Cantidad (kg) Precio
Unitario (Bs) Costo (Bs) Costo (Bs.)
14,503.0 75,305.21 1,092,155,143 1,092,155,143 15,821.5 86,601.00 1,370,158,270 1,370,158,270674.6 195,793.55 132,074,575 132,074,575 735.9 225,162.59 165,693,558 165,693,558
1,349.1 93,713.15 126,430,363 126,430,363 1,471.8 107,770.13 158,612,637 158,612,63716.9 783,174.22 13,207,458 13,207,458 18.4 900,650.35 16,569,356 16,569,356
1,686.4 80,325.56 135,461,103 135,461,103 1,839.7 92,374.39 169,942,111 169,942,11115,498.0 522.95 8,104,737 8,104,737 16,906.9 601.40 10,167,760 10,167,76033,728.0 1,507,433,378 1,507,433,378 36,794.2 1,891,143,692 1,891,143,692
Semestre 6 Semestre 7

Cantidad (kg) Precio Unitario (Bs) Costo (Bs) Costo (Bs.) Cantidad (kg) Precio
Unitario (Bs) Costo (Bs) Costo (Bs.)
15,821.5 99,591.14 1,575,682,010 1,575,682,010 15,821.5 114,529.82 1,812,034,312 1,812,034,312735.9 258,936.98 190,547,592 190,547,592 735.9 297,777.52 219,129,731 219,129,731
1,471.8 123,935.65 182,404,532 182,404,532 1,471.8 142,525.99 209,765,212 209,765,21218.4 1,035,747.90 19,054,759 19,054,759 18.4 1,191,110.09 21,912,973 21,912,973
1,839.7 106,230.55 195,433,428 195,433,428 1,839.7 122,165.14 224,748,442 224,748,44216,906.9 691.61 11,692,924 11,692,924 16,906.9 795.35 13,446,863 13,446,86336,794.2 2,174,815,246 2,174,815,246 36,794.2 2,501,037,533 2,501,037,533
Semestre 8 Semestre 9

Cantidad (kg) Precio Unitario (Bs) Costo (Bs) Costo (Bs.)
15,821.5 131,709.29 2,083,839,459 2,083,839,459735.9 342,444.15 251,999,190 251,999,190
1,471.8 163,904.89 241,229,994 241,229,99418.4 1,369,776.60 25,199,919 25,199,919
1,839.7 140,489.91 258,460,708 258,460,70816,906.9 914.65 15,463,893 15,463,89336,794.2 2,876,193,163 2,876,193,163
Semestre 10

Cantidad (kg) Precio Unitario (Bs) Costo (Bs) Costo (Bs.)
15,821.5 151,465.68 2,396,415,377 2,396,415,377735.9 393,810.77 289,799,069 289,799,069
1,471.8 188,490.63 277,414,493 277,414,49318.4 1,575,243.09 28,979,907 28,979,907
1,839.7 161,563.39 297,229,814 297,229,81416,906.9 1,051.85 17,783,477 17,783,47736,794.2 3,307,622,137 3,307,622,137
Semestre 11

Capítulo IV: Resultados y Análisis de Resultados 78
Ingresos

Tabla 15. Relación de ingresos por concepto de venta del producto.
Año 1 Año 2 Año 3 Año 4 Año 5Base de cálculos Sem 1 Sem 2 Sem 3 Sem 4 Sem 5 Sem 6 Sem 7 Sem 8 Sem 9 Sem 10
Capacidad Utilizadaen porcentaje 30% 30% 35% 40% 45% 50% 55% 60% 60% 60% 60%en gal por semana 225 225 263 300 338 375 413 450 450 450 450en gal por semestre 5.400 5.400 6.300 7.200 8.100 9.000 9.900 10.800 10.800 10.800 10.800
Pérdidas en el proceso 10% 540 630 720 810 900 990 1.080 1.080 1.080 1.080Capacidad Utilizada Neta 4.860 5.670 6.480 7.290 8.100 8.910 9.720 9.720 9.720 9.720
Total Producción Semestral (gal) 4.860 5.670 6.480 7.290 8.100 8.910 9.720 9.720 9.720 9.720
Total Producción Semestral (unidades 300 mL) 61.324 71.544 81.765 91.985 102.206 112.427 122.647 122.647 122.647 122.647
Precio de venta al distribuidor (Bs. /unidad) 10.000 11.500 13.225 15.209 17.490 20.114 23.131 26.600 30.590 35.179
Total Ingresos (Bs.) 613.236.420 822.758.864 1.081.340.221 1.398.983.910 1.787.590.552 2.261.302.049 2.836.906.206 3.262.442.137 3.751.808.458 4.314.579.727
Total Ingresos ($) 319.394 428.520 563.198 728.637 931.037 1.177.761 1.477.555 1.699.189 1.954.067 2.247.177

Capítulo IV: Resultados y Análisis de Resultados 79
Gastos

Sem 1 Sem 2 Sem 3 Sem 4 Sem 5 Sem 6 Sem 7 Sem 8 Sem 9 Sem 10Gastos FijosSeguro Social Obligatorio 9% 1.823.850 2.006.235 2.206.859 2.427.544 2.670.299 2.937.329 3.231.062 3.554.168 3.909.584 4.300.543Ley de Política Habitacional 2% 405.300 445.830 490.413 539.454 593.400 652.740 718.014 789.815 868.797 955.676Ley de Paro Forzoso 2% 405.300 445.830 490.413 539.454 593.400 652.740 718.014 789.815 868.797 955.676Seguros Mercantil 1% 336.000 336.000 336.000 336.000 336.000 336.000 336.000 336.000 336.000 336.000Total de Gastos Fijos 2.970.450 3.233.895 3.523.685 3.842.453 4.193.098 4.578.808 5.003.089 5.469.798 5.983.178 6.547.895
Gastos VariablesComunicaciones 260.000 1.560.000 1.794.000 2.063.100 2.372.565 2.728.450 3.137.717 3.608.375 4.149.631 4.772.076 5.487.887Artículos de Oficinas 52.000 312.000 374.400 449.280 539.136 646.963 776.356 931.627 1.117.952 1.341.543 1.609.851Mantenimiento 2% 672.000 806.400 967.680 1.161.216 1.393.459 1.672.151 2.006.581 2.407.897 2.889.477 3.467.372Energía Eléctrica 260.000 1.560.000 1.794.000 2.063.100 2.372.565 2.728.450 3.137.717 3.608.375 4.149.631 4.772.076 5.487.887Agua 78.000 468.000 538.200 618.930 711.770 818.535 941.315 1.082.512 1.244.889 1.431.623 1.646.366Seguridad Industrial 156.000 936.000 1.123.200 1.347.840 1.617.408 1.940.890 2.329.068 2.794.881 3.353.857 4.024.629 4.829.554Impuestos y Patentes 0,50% 3.066.182 4.113.794 5.406.701 6.994.920 8.937.953 11.306.510 14.184.531 16.312.211 18.759.042 21.572.899Varios 1,50% 9.198.546 12.341.383 16.220.103 20.984.759 26.813.858 33.919.531 42.553.593 48.936.632 56.277.127 64.718.696Total de Gastos Variables 17.772.728 22.885.377 29.136.734 36.754.338 46.008.557 57.220.365 70.770.475 81.672.701 94.267.592 108.820.513
Gastos Totales (Bs.) 20.743.178 26.119.272 32.660.419 40.596.791 50.201.656 61.799.173 75.773.564 87.142.499 100.250.769 115.368.408
Gastos Totales ($) 10.804 13.604 17.011 21.144 26.147 32.187 39.465 45.387 52.214 60.088
Gastos:Comunicaciones (Bs.) 500.000 mensualesArtículos de Oficina (Bs.) 100.000 mensuales% Mantenimiento de maq. Y eq. 2%Energía Eléctrica (Bs.) 500.000 % de consumo de energía por día de producción de siliconaHidrocapital 150.000Seguridad Industrial 300.000Impuestos y Patentes 0,50% de los ingresos totalesSeguros Mercantil 1% del total de activos fijosVarios 1,50% de los ingresos totales
% Aumento de servicios telefónic 15%% Aumento por inflación 20%% Aumento de Energía Semestra 10%% Aumento de Producción 5%% Aumento de Hidrocapital 10%
Tipo de cambio (Bs./$) 1.920meses en un semestre 6
Tabla 16. Descripción de los gastos fijos y variables.
Año 1 Año 2 Año 3 Año 4 Año 5

Capítulo IV: Resultados y Análisis de Resultados 80
Estado de resultados

Tabla 17. Estado de resultados y flujo de caja.
Año 1 Año 2 Año 3 Año 4 Año 5Sem 0 Sem 1 Sem 2 Sem 3 Sem 4 Sem 5 Sem 6 Sem 7 Sem 8 Sem 9 Sem 10
A Total Ingresos por Venta (Bs.) 613.236.420 822.758.864 1.081.340.221 1.398.983.910 1.787.590.552 2.261.302.049 2.836.906.206 3.262.442.137 3.751.808.458 4.314.579.727
Materia Prima 548.469.044 720.845.029 932.593.257 1.191.646.939 1.507.433.378 1.891.143.692 2.174.815.246 2.501.037.533 2.876.193.163 3.307.622.137Nómina 20.265.000 22.291.500 24.520.650 26.972.715 29.669.987 32.636.985 35.900.684 39.490.752 43.439.827 47.783.810Gastos de Fabricación 20.743.178 26.119.272 32.660.419 40.596.791 50.201.656 61.799.173 75.773.564 87.142.499 100.250.769 115.368.408Envases de 300 mL 141.044.377 162.201.033 186.531.188 214.510.866 246.687.496 283.690.621 326.244.214 375.180.846 431.457.973 496.176.669Cajas de cartón 3.525.900 4.054.785 4.663.003 5.362.453 6.166.821 7.091.844 8.155.621 9.378.964 10.785.809 12.403.680Maquinarias y equipos
B Total Producción (Bs.) 589.477.222 769.255.802 989.774.326 1.259.216.445 1.587.305.020 1.985.579.850 2.286.489.494 2.627.670.784 3.019.883.759 3.470.774.356
C Utilidad de la Producción (A-B) -593.297.669 23.759.198 53.503.062 91.565.895 139.767.466 200.285.532 275.722.198 550.416.712 634.771.353 731.924.698 843.805.371
D Depreciación 3.360.000 3.360.000 3.360.000 3.360.000 3.360.000 3.360.000 3.360.000 3.360.000 3.360.000 3.360.000E Utilidad antes imp (C-D) -593.297.669 20.399.198 50.143.062 88.205.895 136.407.466 196.925.532 272.362.198 547.056.712 631.411.353 728.564.698 840.445.371
F Impuesto sobre la renta 3.059.880 7.521.459 13.230.884 20.461.120 29.538.830 40.854.330 82.058.507 94.711.703 109.284.705 126.066.806
UTILIDAD NETA (E+F) (Bs.) -593.297.669 17.339.318 42.621.603 74.975.011 115.946.346 167.386.702 231.507.868 464.998.205 536.699.650 619.279.994 714.378.565
Flujo de caja (Bs.) -593.297.669 20.699.318 45.981.603 78.335.011 119.306.346 170.746.702 234.867.868 468.358.205 540.059.650 622.639.994 3.838.341.023Proyectado
UTILIDAD NETA (E+F) ($) -309.009 9.031 22.199 39.049 60.389 87.181 120.577 242.187 279.531 322.542 372.072
Período de estudio 10 semestresISRL 15%
Tipo de cambio (Bs./$) 1.920% Aumento por inflación 15%

Capítulo IV: Resultados y Análisis de Resultados 81
Gráfica 3: Flujo de caja libre del estudio económico.
-1.000
-500
0
500
1.000
1.500
2.000
2.500
3.000
3.500
4.000
Mill
on
es d
e B
s.
Sem0
Sem1
Sem2
Sem3
Sem4
Sem5
Sem6
Sem7
Sem8
Sem9
Sem10
Semestres

Capítulo IV: Resultados y Análisis de Resultados 82
Punto de equilibrio

Capítulo IV: Resultados y Análisis de Resultados 83
Gráfica 4: Punto de equilibrio del estudio económico.
1,5
2,0

Capítulo IV: Resultados y Análisis de Resultados 84
Tabla 19. Determinación del VPN.
Parámetros Rf 5% Rp 8% Rm 12% β 1 20% Cc 23% Inversión (Bs) 593.297.669 VPN 47.464.129,50 TIR 33%
Gráfica 5: Análisis de sensibilidad del estudio económico.
-2.000
-1.500
-1.000
-500
0
500
1.000
1.500
2.000
70% 130%
Variación
VP
N (
Mill
on
es d
e B
s.)

IV.3 Análisis de Resultados.
IV.3.1 Análisis de los Resultados Experimentales
En la Gráfica 1 se observa que la variación de la viscosidad en función de la
frecuencia rotacional es decreciente y no lineal, lo que pone de manifiesto el
carácter no newtoniano de ambos fluidos, Sello Costura y la Silicona Comercial.
Se puede observar que la viscosidad del producto de silicona comercial es mayor
que la del Sello Costura para 2 rpm, pero éstos valores tienden a igualarse a medida
que se aumenta la frecuencia rotacional, es decir, que sus comportamientos
reológicos tienden a ser similares. Un aspecto importante de resaltar, es que
actualmente la empresa produce el Sello Costura utilizando una frecuencia
rotacional de 40 rpm, por lo que a éste valor las viscosidades serán similares entre
los dos productos.
En las Tablas 7, 8, 9 y 10 se observa como varían todos los parámetros calculados
con la variación de la frecuencia rotacional. Al aumentar las revoluciones del rotor
se disminuye la viscosidad, tal como ya se observó anteriormente, por lo que el
Número de Reynolds aumenta (véase ecuación 1.17). En las correlaciones gráficas
del Número de Potencia (Apéndice A) se tiene que al aumentar el Número de
Reynolds va disminuyendo el Número de Potencia, por consiguiente la potencia
requerida para agitar los fluidos tiende a aumentar (véase ecuación 1.14).
En la Gráfica 2 se observan los resultados expresados en las Tablas 7, 8, 9 y 10. La
potencia necesaria para agitar la silicona es mayor que para el Sello Costura
cuando se utiliza un agitador tipo ancla, manteniéndose dentro de los niveles de
capacidad del rotor, de 40 Hp. Esto se debe a la mayor viscosidad de la silicona.
Sin embargo se puede ver que cuando se analizan los mismos datos utilizando un
agitador tipo helicoidal, las necesidades energéticas de potencia se disminuyen en

Capítulo IV: Resultados y Análisis de Resultados 86
una proporción promedio de 1:4,4, para la mezcla de silicona. Además que el rango
de velocidades del agitador se amplía. En el caso del Sello Costura , el consumo de
energía se disminuye en una proporción promedio de 1:3,7.
Cuando se utiliza un agitador tipo helicoidal, los consumos de potencia de los dos
productos de estudio son similares, siendo la tendencia a igualarse para una
velocidad del agitador de aproximadamente 50 rpm. Ésta diferencia de potencia
viene dada por la variación de los valores del Número de Potencia, ya que la
geometría del agitador desarrolla patrones de flujo particulares que generan
cambios en el esfuerzo cortante que se traducen en diferencias en el mezclado,
disminuyendo por lo tanto los requerimientos de potencia en la operación.
Es de hacer notar que el valor determinado de la potencia es muy sensible a los
valores leídos en la correlación del Número de Potencia, ya que al variar éste en
una unidad, la potencia varía en varias unidades, lo que podría favorecer la
linealidad de las curvas en la Gráfica 2.
En caso de que la dispersión de los sólidos a través del volumen del tanque no sea
adecuada, o que el tiempo de mezclado con el agitador tipo ancla no sea
satisfactorio, se puede estudiar la posibilidad de incluir el agitador de alta velocidad
con el que cuenta la empresa.
IV.3.2 Análisis de los Resultados de la Evaluación Técnica
El tanque agitado que posee la empresa posee una chaqueta que provee
intercambio de calor desde la mezcla hacia el exterior del tanque, ya que el proceso
de agitación en sí genera cierta cantidad de calor debido a que la energía que se
transmite a través de la potencia, se disipa en el fluido de mezcla en forma de calor
y se refleja en el aumento de la temperatura, que en algunos casos es perjudicial
para el proceso. Cuando se habla de producir específicamente selladores de
silicona, se tiene que el aumento de la temperatura se debe, además del calor
generado por la agitación, a la reacción exotérmica que se lleva a cabo cuando el
polímero se está formando (ver reacción 17). Dicho aumento de temperatura no es

Capítulo IV: Resultados y Análisis de Resultados 87
recomendable en el proceso, ya que afectaría la cinética de la reacción entre el
polidimetilsiloxano y el entrecruzador, además de producir un cambio indeseable en
la viscosidad. Por esta razón, se debe contar con una chaqueta de forma tal que el
calor generado se disipe a través del fluido de enfriamiento y mantenga la mezcla
del producto en una temperatura estable y adecuada.
Igualmente, el tanque agitado necesita tener un sistema de vacío que extraiga el
aire contenido en su interior, debido a que el sellador de silicona cura cuando está
expuesto al aire. A través de éste dispositivo, se puede extraer el aire contenido en
el tanque y a su vez, inyectar un gas inerte como el nitrógeno, cuando se requiera
en alguna etapa del proceso. De esta manera se asegura una atmósfera libre de
humedad que puede provocar el curado del producto.
En base a lo anterior, el tanque que posee la empresa posee una conexión especial
para poder añadir la materia prima en el momento apropiado, sin que la producción
se vea afectada por la presencia de aire. Así mismo, ésta conexión permite obtener
muestras del producto, de tal forma de someterla a las diferentes pruebas de control
de calidad.
Tabla 20: Resumen de los resultados obtenidos en la evaluación técnica.
Potencia requerida para la agitación de la mezcla
Chaqueta de enfriamiento
Bomba de vacío
Toma de muestra
Protección contra la humedad
Agitador adecuado

Capítulo IV: Resultados y Análisis de Resultados 88
IV.3.3 Análisis de los Resultados de la Evaluación Económica
En la tabla 17 y en la Gráfica 3 se observan los valores del flujo de caja del
proyecto. Se puede apreciar que en el primer semestre se tiene una utilidad neta
negativa, lo cual se debe a que el valor del precio de venta al distribuidor (Bs.
10.000,oo), que ha sido asignado al producto, es menor del que corresponde según
el costo unitario del producto. En los períodos siguientes, los valores de la utilidad
neta comienzan a ser positivos debido al incremento en el precio de venta (15%
semestral). Aunque este valor inicial podría ser aumentado para que supere el valor
del costo unitario, esto provocaría un aumento en el precio que el consumidor
tendría que pagar para adquirir el producto, haciéndolo menos competitivo,
considerando que se trata de un producto nuevo que debe posicionarse en el
mercado. Evidentemente, corresponde a la empresa en su oportunidad, determinar
cuál será el precio de venta final al distribuidor, según el comportamiento del
mercado y el margen de ganancias deseado por la empresa.
Como puede apreciarse en la Gráfica 3, el flujo de caja comienza a presentar
valores positivos a partir del segundo semestre, que se incrementan
progresivamente a lo largo de la proyección. Este incremento se debe a que en la
estimación de los flujos de caja se aumentaron progresivamente los valores
correspondientes al precio de venta, y la capacidad utilizada. Igualmente, los costos
de materia prima, servicios, nómina, entre otros, se aumentaron progresivamente
según las estimaciones realizadas.
En la tabla 19 se presentan los valores del costo de capital (Cc), valor presente neto
(VPN) y la tasa interna de retorno (TIR). Dado a que toda la inversión será asumida
por la empresa (no habrá endeudamiento), el costo de capital será igual al costo de
patrimonio. El cálculo de este último se realizó según las estimaciones de los
parámetros que se muestran en la tabla. Como puede apreciarse, el VPN es mayor
que cero, por lo que podría considerarse que el proyecto representa una buena
oportunidad de inversión. Así mismo, el valor de la TIR es mayor que el del Cc,
siendo este otro indicativo de la viabilidad del proyecto. Sin embargo, se debe

Capítulo IV: Resultados y Análisis de Resultados 89
considerar que el valor de la TIR no es mucho mayor que el del Cc, demostrándose
entonces que el retorno de la inversión no es muy grande.
Antes de tomar la decisión de invertir en el proyecto, también se debe considerar la
sensibilidad del proyecto a los cambios que podrían presentar las variables que se
consideran que son más críticas en la evaluación. En la gráfica 5 se presenta la
sensibilidad del VPN con respecto a las variaciones en el costo de la materia prima,
el tipo de cambio (Bs./$) y el precio de venta del producto. Como puede apreciarse
en el valor de las pendientes de las rectas, la sensibilidad del VPN es mayor con
respecto al precio de venta del producto. Sin embargo, el valor de dicha pendiente
es muy similar al correspondiente a los otros parámetros estudiados. Se puede
apreciar entonces la altísima sensibilidad que posee el VPN con respecto a estos
parámetros, de manera que la viabilidad del proyecto podría ser descartada (valores
negativos del VPN) si se producen pequeños cambios en el costo de la materia
prima, precio de venta o el valor del dólar. Es por esta razón, que antes de
considerar la inversión en el proyecto se debe contactar a los diferentes
proveedores de materia prima para determinar efectivamente los costos asociados a
la misma, según los precios que ofrezcan dichos proveedores y la calidad de sus
productos. La variación en el tipo de cambio es un parámetro crítico debido a su
vinculación directa con el costo de la materia prima, puesto que esta debe ser
importada a nuestro país.
En relación a los costos de la materia prima se debe resaltar que pequeños cambios
en la formulación del producto pueden provocar cambios importantes en el valor del
VPN y de la TIR. La formulación recomendada, que se muestra en la tabla 14
presenta un alto contenido de agentes de relleno económicos para disminuir los
costos. Al comparar dicha formulación con la que se presenta en la Tabla 1, se
observa que existen algunas diferencias, sin embargo, se han encontrado en los
diferentes fuentes de información consultadas que la formulación sugerida es viable.
Sin embargo, corresponderá a la empresa determinar la formulación final del
producto que desean elaborar mediante la asistencia técnica que puede brindarle
los proveedores de materia prima o a través de estudios realizados por la propia
empresa, que debe incluir pruebas en escala piloto para estimar efectivamente,

Capítulo IV: Resultados y Análisis de Resultados 90
además de la formulación y las propiedades físicas y químicas del producto,
diversos parámetros críticos en el control del proceso como son el tiempo de
mezclado de las materias primas y la dispersión correcta de los sólidos con la
utilización del agitador estudiado.
Es importante considerar además que los resultados obtenidos en la evaluación
económica corresponden a los de un estimado inicial, que deberá irse afinando a
medida que se cuente con información más detallada acerca de las características
del proyecto y de los costos reales asociados al mismo. Sin embargo, constituyen
una manera de verificar la factibilidad de realización del proyecto.


Capítulo V: Conclusiones y Recomendaciones 92
V.1. Conclusiones
V.1.1 Evaluación Técnica
• El producto fabricado por la Empresa, Sello Costura, y la silicona comercial
presentan comportamientos reológicos similares cuando la frecuencia rotacional
es mayor a 15 rpm.
• El agitador tipo ancla con que cuenta la empresa puede ser utilizado para la
producción de selladores de silicona, aunque su uso está limitado a una
frecuencia rotacional menor de 75 rpm.
• El tanque con el que cuenta la empresa cubre con las necesidades básicas de
potencia para agitar la mezcla de silicona, siempre y cuando no se utilice una
velocidad del agitador mayor de 75 rpm.
• El tanque agitado y los dispositivos auxiliares que posee la empresa
actualmente cumplen con los requerimientos necesarios para producir los
selladores de silicona.
V.1.2 Evaluación Económica
• El valor del VPN y la TIR fueron de Bs. 47.464.129,50 y 33%
respectivamente, por lo que podría decirse que el proyecto es viable. Sin
embargo, se debe considerar, antes de realizar la inversión, la sensibilidad
que presenta el valor del VPN con respecto al costo de materia prima, el
precio de venta al público y el tipo de cambio (Bs. / $), ya que pueden afectar
drásticamente la viabilidad del proyecto.

Capítulo V: Conclusiones y Recomendaciones 93
V.2 Recomendaciones
• La mezcla de silicona se debe agitar a una frecuencia rotacional menor de 70
rpm, para no sobrecargar la capacidad del motor.
• Para todos los procesos de mezclado de la empresa, se recomienda utilizar un
agitador tipo helicoidal en lugar del de tipo ancla, ya que reduce los consumos
de energía y permite un rango de frecuencias rotacionales más amplio.
• Se recomiendan pruebas pilotos para:
§ Determinar la temperatura exacta que aumenta la mezcla cuando se está
produciendo el sellador, para corroborar que la chaqueta provee un
intercambio de calor adecuado al proceso, manteniendo la temperatura
estable.
§ Determinar el tiempo exacto de mezcla y programar de una forma más
eficiente la producción por día que se puede hacer.
§ Establecer una formulación adecuada y precisa del producto, es decir, el
porcentaje exacto de materia prima. Los proveedores de materia prima
también pueden orientar acerca de la formulación más adecuada según las
características de los equipos de la empresa y la aplicación específica del
producto que se desea fabricar.
• Contactar a los proveedores de materia prima para evaluar la mejor opción que
reduzca los costos por éste concepto, debido a la alta sensibilidad que presenta
el VPN con respecto a ésta variable.

Bibliografía 95
1. Milby, Robert V. (1973). Plastics Technology. Estados Unidos de América: McGraw
– Hill.
2. Wade, L. G. (1993). Química Orgánica. México: Prentice Hall Hispanoamericana.
3. Flinn, Richard y Trojan, Paul (1991). Materiales de Ingeniería y sus aplicaciones.
México: McGraw-Hill.
4. Bruno, E. J. (1970). Adhesives in modern manufacturing. Estados Unidos de
América: Society of Manufacturing Engineers.
5. Madrid V., David. Seminario sobre adhesivos. [en línea]. Henkel – Loctite.
Disponible en: http://materiales.unex.es/ download/ adhesivos.pdf [2003, 6 de
Agosto].
6. Arkles, Barry. Look what you can make out of silicones. [en línea]. Gelest, Inc.
Disponible en: http://www.organosilane.com/Library [2003, 8 de Agosto].
7. Wake, William C. (1976). Adhesion and the formulation of adhesives. Gran
Bretaña: Applied Science Publishers Limited.
8. Salamone, Joseph (1996). Polymeric Materials Encyclopedia (Vol. 10). Estados
Unidos de América: CRC Press.
9. Skeist, Irving (1962). Handbook of Adhesives. Estados Unidos de América: Van
Nostrand Reinhold Company.
10. Modern Plastics Magazine (1994). Plastics Handbook. Estados Unidos de América:
McGraw-Hill.
11. Macketta, John J. (1995). Encyclopedia of Chemical Processing and Design.
Estados Unidos de América: Marcel Dekker.
12. Flackett, Dale. One Part Silicone Sealants. [en línea]. Gelest, Inc. Disponible en:
http://www.organosilane.com/Library [2003, 8 de Agosto].

Bibliografía 96
13. Petrie, Edward. Moisture Curing Mechanisms for Adhesives and Sealants. Special
Chem. Disponible en: http://www.specialchem4adhesives.com/ resources/articles/
article.aspx?id=666 [2004, 24 de Febrero]
14. F. Bauduin (Specialchem4adhesives.com) (2003, 6 de agosto). RE: Silicone-based
sealant. Correo enviado a: Carlos De Jesús ([email protected])
15. Damián, Ana (2001). Laboratorio de Fenómenos de Transferencia. Prácticas de
Mecánica de Fluidos. Universidad Metropolitana.
16. Munson, B., Young, D. y Okiishi T. (1999). Fundamentos de Mecánica de Fluidos.
México: Limusa.
17. Transferencia de cantidad de movimiento. [en línea]. Universidad Nacional de la
Plata. Disponible en http://www.ing.unlp.edu.ar/dquimica/tcm/Laboratorio1.doc
[2003, 11 de Diciembre].
18. La mezcla: Un poco de teoría. [en línea]. Dosapro Milton Roy. Disponible en
http://www.dosapro.com/NDC/FICHES-CONSEIL/1609901940.pdf [2003, 11 de
Diciembre].
19. Trabajo Experimental Nº 1. [en línea]. Universidad Tecnológica Nacional.
Disponible en http://www.frlp.utn.edu.ar/materias/fenomenos/tpl1.html [2003, 11 de
Diciembre].
20. Subramanian, M. Newtonian and non-newtonian fluids. [en línea]. Sri
Venkateswara College of Engineering. Disponible en http://www.svce.ac.in/
~msubbu/FM-WebBook/Unit-I/NonNewtonian.htm [2003, 13 de Diciembre].
21. Skelland, A.H.P. (1967): Non-Newtonian Flow and Heat Transfer. John Wiley &
Sons, Inc.
22. McCabe, W., Smith, J. y Harriott, P. (1991). Operaciones Unitarias en Ingeniería
Química. (4ta. ed.). Madrid: McGraw-Hill.
23. Treybal, R. (1988). Operaciones de Transferencia de Masa. (2da. ed.). Mexico:
McGraw-Hill.

Bibliografía 97
24. Walas, S. (1990). Chemical Process Equipment. Estados Unidos: Butterwoth –
Heinemann Publishers.
25. Bloch, H. (1989). Process Plant Machinery. Estados Unidos: Butterwoth –
Heinemann Publishers.
26. Introduction to the new DPM Double Planetary Mixer – a new choice for ultra high
viscosity mixing [en línea]. Ross. Disponible en: http://www.mixers.com/
ross_news_4.pdf [2003, 26 de febrero]
27. More Shafts, Different Impellers! [en línea]. Myers Engineering, Inc. Disponible en:
http://www.myersmixer.com/Multi_Shaft.htm [2004, 1 de Marzo]
28. Mixers [en línea]. Clemson University. Disponible en:
http://www.ces.clemson.edu/chemeng/undergraduate/uolab/mixers.htm [2004, 26
de Febrero]
29. Stanford Research Institute: Chemical Economics Handbook. California, Estados
Unidos. Septiembre 2000. página 583.0101V.
30. Mach, Tom (1998). South America and Asia-Pacific Offer Potential Growth for
Adhesives. Adhesives Age, 41(1), 26-27.
31. Reactive Silicones Brochure [en línea]. Gelest, Inc. Disponible en:
http://www.gelest.com/ProductLine/ [2004, 1 de Marzo]
32. Silicone Fluids Brochure [en línea]. Gelest, Inc. Disponible en:
http://www.gelest.com/ProductLine/ [2004, 1 de Marzo]
33. Blanco, Adolfo (2001). Formulación y evaluación de proyectos. Venezuela: Fondo
Editorial Tropykos.
34. Blank, Leland (1999). Ingeniería Económica. Colombia: Ediciones McGraw Hill.


Anexos 112
ANEXO A.1: Precios de los componentes de la formulación [32], [33].

Anexos 113

Anexos 114

Anexos 115

APÉNDICE B: Procedimientos experimentales.

APÉNDICE B: Procedimientos Experimentales 103
APÉNDICE B.1: Norma COVENIN 577:1999. Determinación de la viscosidad
por el Método Brookfield (fragmento).
1. Objetivo:
Esta norma venezolana establece un procedimiento para la determinación de la
viscosidad aparente por el método Brookfield, para líquidos newtonianos y no
newtonianos, usando uno de los diferentes modelos de viscosímetros rotacionales
descritos en ésta norma.
2. Principios:
Un eje (comúnmente llamado “spindle”), de forma cilíndrica o de disco, es movido a
una frecuencia rotacional (rpm) constante en el producto que va a ser sometido a
estudio.
La resistencia ejercida por el fluido sobre el eje, la cual depende de la viscosidad del
producto, causa un torque que es indicado por el medidor apropiado. Esta medición
puede ser basada sobre el ajuste que sufre un resorte en forma de espiral
dependiendo del torque que es indicado por el movimiento de la aguja sobre el dial.
La viscosidad aparente por el Método Brookfield es obtenida multiplicando la lectura
del dial por un coeficiente, el cual depende de la frecuencia rotacional (rpm) y de la
característica del eje.
Los productos a los cuales aplica ésta norma son generalmente no newtonianos, y
la medida de la viscosidad depende del gradiente de velocidad a la cual el producto
es sometido durante la medición.

APÉNDICE B: Procedimientos Experimentales 104
Con éstos modelos de viscosímetros, el gradiente de velocidad no es el mismo para
cada uno de los puntos del eje. Así para un fluido no newtoniano, el resultado no es
estrictamente “la viscosidad a un gradiente de velocidad”, por lo que es
convencionalmente llamada viscosidad aparente.
3. Procedimiento:
3.1: La relación de la combinación frecuencia rotacional (rpm) y eje se realiza
considerando el valor de viscosidad a ser medida, la precisión deseada y el
gradiente de velocidad. Es necesario hacer la selección adecuada de manera tal
que las medidas no caigan en el rango menor del 20% o más del 95% de la
deflexión de la escala. Así, para una mayor precisión es recomendable permanecer
en el rango de 45% a 95% del total de la escala.
NOTA 1: Si se desea realizar una comparación de viscosidades entre productos no
newtonianos, es necesario utilizar la misma combinación de frecuencia rotacional
(rpm) y eje para las medidas, aún cuando la precisión de una de ellas esté
marcadamente disminuida.
3.2: La combinación de frecuencia rotacional (rpm) y eje se debe especificar en el
documento donde se registren la medición.
3.3: Cuando se requiera coloque el protector del eje sobre el soporte. Se llena el
recipiente con el producto a ser evaluado, con cuidado de no introducir burbujas de
aire; luego se coloca en el baño suficiente tiempo hasta alcanzar la temperatura
deseada. Si el producto contiene materia volátil o es higroscópico se debe tener la
precaución de cerrar el recipiente durante la medición.
3.4: Con el recipiente colocado en el baño, tome un eje adecuado, formando un eje
de aproximadamente 45° con la superficie del producto y luego se sumerge en éste.
Se orienta el eje y se conecta al aparato.
APÉNDICE B: Procedimientos Experimentales 105
3.5: Se verifica que el eje esté vertical, usando un nivel de burbuja, que la parte final
esté 10 mm por encima del fondo del recipiente y que el nivel de líquido coincida
con la parte inferior de la marca o la ranura.
3.6: Se fija la frecuencia rotacional deseada y se arranca el motor.
3.7: Se deja que el eje gire y se lee la medida del torque con una precisión
aproximada de 0.25% del máximo valor indicado, de acuerdo a las
recomendaciones del fabricante. Se continua con éste paso hasta que se observe
una lectura estable en el medidor. Se observa la aguja del indicador y se bloquean
las revoluciones del motor para tomar la lectura.
NOTA 2: Si la lectura del torque cambia lentamente, esto puede ser indicativo de
que el producto es tixotrópico o reopéctico. Es posible también graficar la viscosidad
en función a un período de rotación.
NOTA 3: Diferentes líquidos pueden tener diferentes reologías. Para líquidos con un
comportamiento tixotrópico o reopéctico, se recomienda un mismo período de
rotación (p.e. 1 min), ya que la lectura del torque puede depender del tiempo.
3.8: Se vuelve a poner en marcha el motor y se efectúa otra medida. Se continua
tomando medidas hasta que dos valores consecutivos no difieran más del 3% uno
del otro.
4. Expresión de Resultados:
1000** LKAV = [V] = Pa s
donde:
V = viscosidad aparente.

APÉNDICE B: Procedimientos Experimentales 106
A = Factor que depende del modelo del aparato, cuyo valor es 1 para el
modelo RV, 2 para el modelo HA, 5 para el modelo LV y 8 para el modelo
HB.
K = Coeficiente que depende de la combinación de la frecuencia rotacional
(rpm) y el eje utilizado.
L = Valor promedio de dos valores leídos en la escala.
5. Bibliografía:
ISO 2555:1989 (E) Plastics – Resins in the liquid state or as emulsions or
dispersions. Determination of apparent viscosity by the Brookfield test method.

APÉNDICE B: Procedimientos Experimentales 107
APÉNDICE B.2: Determinación de la densidad por el Método de la Copa
MIDGET.
1. Objetivo:
Determinar la densidad del producto por diferencia de peso utilizando la Copa
MIDGET CG 9664.
2. Materiales y equipos:
§ Balanza digital.
§ Copa MIDGET CG 9664.
§ Espátula.
3. Procedimiento:
1. Pese la Copa MIDGET vacía en la balanza digital, para obtener M1.
2. Utilizando la espátula, llenar la copa con la muestra, cuidando de que no
quede aire dentro de la misma ya que esto origina resultados incorrectos.
Retire el material remante de tal manera que la copa quede llena hasta el
borde.
3. Pese la copa MIDGET con el producto para obtener M2.
4. Expresión de resultados:
Los resultados de la densidad se obtienen por medio de la siguiente ecuación:
D=M/V
Donde M (gr.) = M2 – M1, la diferencia de peso de la copa llena y la copa vacía, y V
(cc) es el volumen de la copa, el cual es siempre constante e igual a 15.29 cc.

APÉNDICE C: Modelo de cálculo de la potencia.

APÉNDICE C: Modelo de cálculo de la potencia 109
APÉNDICE C.1: Modelo de cálculo de la potencia.
1. Determinación de la viscosidad aparente para frecuencias
rotacionales mayores de 20 rpm.
De acuerdo a la Gráfica 1 mostrada en los Resultados, se tiene que las ecuaciones
de las líneas de tendencia de los datos de viscosidades de los fluidos de estudio,
silicona comercial y Sello Costura, son las siguientes:
1667.66 −= xy (Silicona Comercial)
8036.0342.53 −= xy (Sello Costura)
Para frecuencias rotacionales mayores de 20 rpm, se tiene que:
n = x = 40 rpm = 0,6667 rps ⇒
( ) 8036,05,0
342,535,0
66667
==
==
y
y
ap
ap
µ
µ ⇒
sPa
sPa
ap
ap
88,73
00,100
=
=
µ
µ
2. Determinación del Número de Reynolds.
El Número de Reynolds se calculó a partir de la ecuación 1.17,
ap
Danµ
ρ**Re
2
= (1.17)
Donde n = 40 rpm = 0,6667 rps
Da2 = 38 in = 0,96 m ⇒
ρ = 900 ���Kg / m3
ìap = 100,00 Pa s

APÉNDICE C: Modelo de cálculo de la potencia 110
( )sPa
mKgmrps00,100
/900*96,0*6667,0Re
32
= ⇒ 5896,5Re =
3. Determinación del Número de Potencia.
El Número de Potencia se obtuvo a partir de las gráficas de correlaciones de
potencia del Anexo A.
4. Determinación de la Potencia.
La potencia requerida para agitar la mezcla se determinó a partir de la ecuación
1.14,
cg
DanNpP53 *** ρ= (1.14)
Donde n = 40 rpm = 0,6667 rps
Da2 = 38 in = 0,96 m
ρ = 900 ���Kg / m3 ⇒
Np = 59
gc = 1 (kg m)/(N s2)
P = 13.179,7542 W = 17,6745 Hp