esta obra está bajo una licencia creative commons ... · fresadora (generalidades) fresadora...
TRANSCRIPT

Esta obra está bajo una Licencia Creative Commons Atribución-NoComercial
Compartirlgual 4.0 Internacional.
C O N T E N I D O
Páginas
FRESADO TANGENCIAL DE SUPERFICIES PLANAS 1
Estudio de la Tarea - Objetivo Terminal 3
Actividad de Aorendizaje No.1 5
Actividad de Aprendizaje No.2 29
Actividad de Aprendizaje No.3 51
Ejercicio 63
Taller - Objetivo Terminal 65
FRESADO FRONTAL DE SUPERFICIES PLANAS E INCLINADAS Y REBAJES 67
Estudio de la Tarea - Objetivo Terminal 69
Actividad de Aprendizaje No.l 71
Actividüd de Aprendizaje No.2 85
Ejercicio 105
Taller - Objetivo Terminal 109
TALADRADO EN LA FRESADORA 111
Estudio de la Tarea - Objetivo Terminal 113
Actividad de Aprendizaje No.l 115
Actividad de Aprendizaje • No . 2 119
Ejercicio 125
Taller - Objetivo Terminal 127
FRESADO TANGENCIAL DE SUPERFICIES PLANAS
3
ESTUDIO DE LA TAREA
OBJETIVO TERMINAL
Fresado Tangencial de Superficies Planas
Dado el plano de un ejercicio de fresado tangencial de superficies planas
y una ruta de trabajo en la cual se especifica el orden operacional para
el desarrollo del ejercicio, usted deberá completarla, escribiendo orde
nadamente y sin error los pasos, equipo y materiales que se requieren
para llevar a cabo cada una de las operaciones indicadas.
Con el fin de lograr el objetivo terminal, usted deberá completar satis
factoriamente las etapas que aparecen a continuación:
l. Identificar las partes y los accesorios de la fresadora, árboles
portafresas, fresas y prensas de fijación
2. Indicar el funcionamiento y uso de la fresadora, árboles portafresas,
fresas, prensa y la utilización de las tablas de avances y velocida
des de corte
3. Describir ordenadamente el proceso de ejecución para el fresado
tangencial de superficies planas
..J
ACTIVIDAD DE APRENDIZAJE No. l
,.. SE , A ..
C�HT� 1·
!,!,G,QN .... :... .; ...,Gor,
. lBLIOTEC ,
Identificar las partes y los accesorios de la fresadora, árboles
portafresas, fresas y prensas de fijación.

CBS
1
FRESADORA (Generalidades)
La máquina de fresar o fresadora es una máquina herramienta de movimiento continuo destinada al mecanizado de materiales por medio de una herramienta de corte llamada FRESA.
1/5
Esta máquina permite realizar operaciones de fresado de superficies de las más variadas formas: planas c6ncavas, convexas, combinadas, ranuradas y engranajes y hélices.
Con�t�tuc�6n
En las máquinas de fresar usadas en los talleres de construcciones mecánicas, podemos distinguir las siguientes partes:
Al Base
A Bastidor
B Husillo Principal
C Mesa Longitudinal
D Carro Transversal
E Consola
F Caja de Velocidades del husillo principal
G Caja de Velocidades de los avances automáticos
H Tornillo Telesc6pico
CBS
8
FRESADORA (Generalidades)
2/5
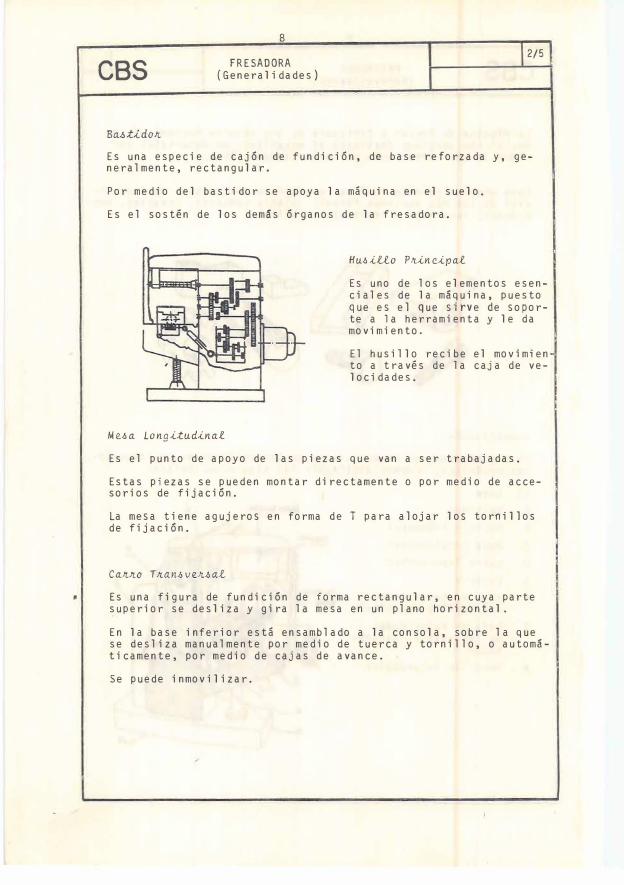
Es una especie de cajón de fundición, de base reforzada y, generalmente, rectangular.
Por medio del bastidor se apoya la máquina en el suelo.
Es el sostén de los demás órganos de la fresadora.
Me�a Longitudinal
Hu�itto P�ineipat
Es uno de los elementos esenciales de la máquina, puesto que es el que sirve de soporte a la herramienta y le da movimiento.
El husillo recibe el mov1m1en to a través de la caja de velocidades.
Es el punto de apoyo de las piezas que van a ser trabajadas.
Estas piezas se pueden montar directamente o por medio de accesorios de fijación.
La mesa tiene agujeros en forma de T para alojar los tornillos de fijación.
Es una figura de fundición de forma rectangular, en cuya parte superior se desliza y gira la mesa en un plano horizontal.
En la base inferior está ensamblado a la consola, sobre la que se desliza manualmente por medio de tuerca y tornillo, o automáticamente, por medio de cajas de avance.
Se puede inmovilizar.
CBS
Ca Mola
9
FRESADORA (Generalidades)
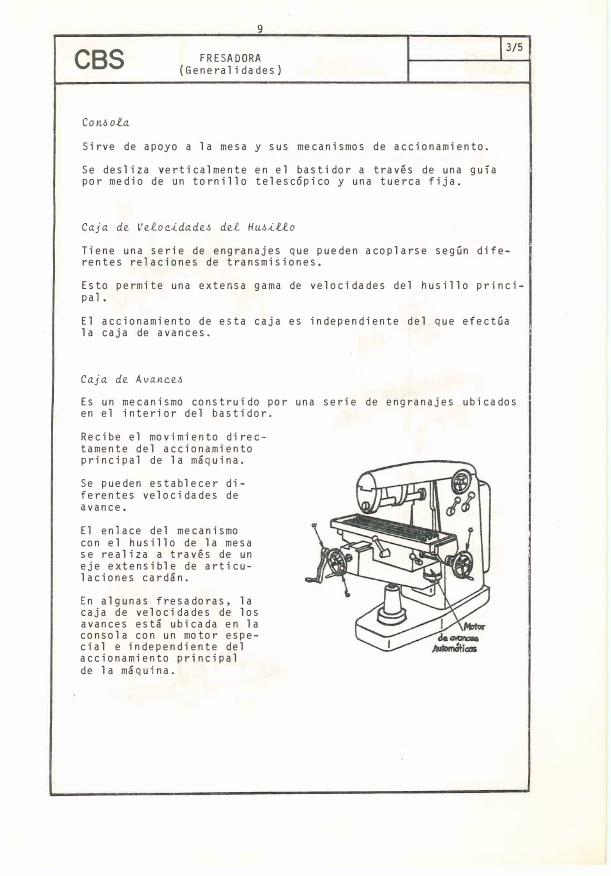
Sirve de apoyo a la mesa y sus mecanismos de accionamiento.
Se desliza verticalmente en el bastidor a través de una guía por medio de un tornillo telescópico y una tuerca fija.
Caja de Veloe¡dadej del Huj¡ffo
3/5
Tiene una serie de engranajes que pueden acoplarse según diferentes relaciones de transmisiones.
Esto permite una extensa gama de velocidades del husillo principa 1.
El accionamiento de esta caja es independiente del que efectúa la caja de avances.
Caja de Avanc_ej
Es un mecanismo construido por una serie de engranajes ubicados en el i nteri ar del basti dar.
Recibe el moví miento di rec-tamente del accionamiento principal de la máquina.
Se pueden establecer diferentes velocidades de avance.
El en1 ace del mecanismo con el husillo de la mesa se realiza a través de un eje extensible de articulaciones cardán.
En algunas fresadoras, la caja de velocidades de los avances está ubicada en la consola con un motor especial e independiente del accionamiento principal de la máquina.
r
CBS
Cla.<'i .l6 .le.a. c..l6 n
10
FRESADORA (Generalidades)
4/5
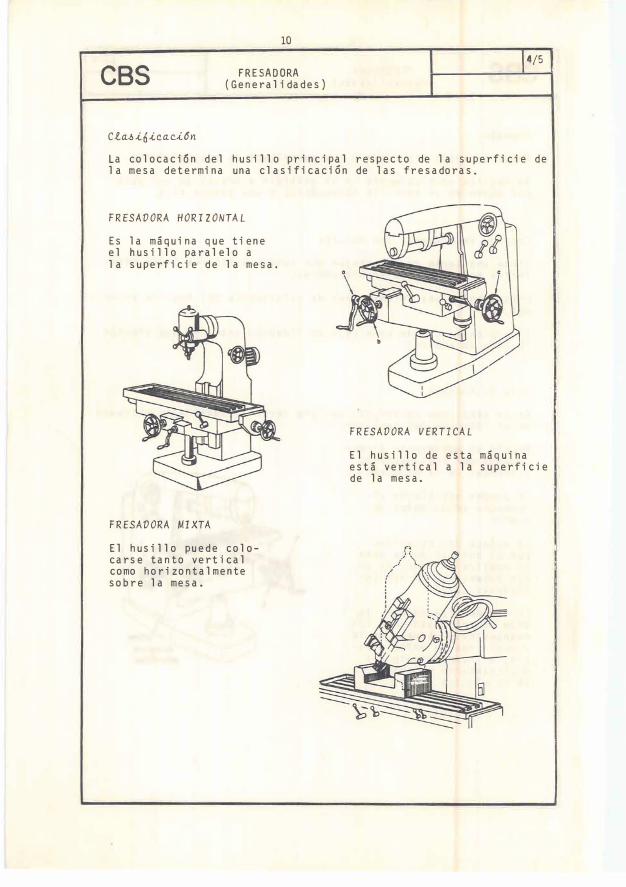
La colocaci6n del husillo principal respecto de la superficie de la mesa determina una clasificación de las fresadoras.
FRESAVORA HORIZONTAL
Es la máquina que tiene el husillo paralelo a la superficie de la mesa.
FRESAVORA MIXTA
El husillo puede colocarse tanto vertical como horizontalmente sobre la mesa.
FRESAVORA VERTICAL
El husillo de esta máquina está vertical a la superficie de la mesa.

CBS
11
FRESADORA (Generalidades)
FRESADORA UNIVERSAL
La estudiaremos detenidamente a continuaci6n.
5/5
El estudio de la fresadora universal puede basarse en la fresadora horizontal, puesto que la fresadora universal es, en principio, una fresadora horizontal pero con mucha mayor amplitud en sus ROSibilidades de trabajo.
La fresadora universal tiene dos características muy especiales:
Un cabezal universal de doble artJculaci6n que le permite la inclinaci6n del eje portafresa, formando cualquier ángulo con la mesa.
La mesa puede girar en un pla no horizontal hasta un ángulo de 45 ° en ambos sentidos.
Otras características que permiten la identificaci6n de la máquina son:
Largo (L) y ancho (a) de la mesa
Giro de la mesa en ambos sentidos (45 º)
Máximo desplazamiento longitudinal de la mesa
Máximo desplazamiento transversal de la mesa
Máximo desplazamiento vertical de la consola
Máxima altura de la superficie de la mesa al husillo principal (h)
Máximas y mínimas RPM del husillo principal
Avances en milímetros por minuto
Velocidad y potencia del motor
Peso de la máquina

CBS
12
FRESADORA UNIVERSAL
ACCESORIOS
1/2
La fresadora universal está provista de una serie de accesorios que le facilitan realizar las más variadas operaciones del fresado:
Cabezal Un�ve�4al
•
Con.t�apu.n.ta
1 Compo4ü,¿6..J
Aquf viene un esquema de un eje portafresa largo, con sus partes principales:
® Eje cilíndrico () Collar impulsor €) Cuerpo cónico
El aparato divisor se compone de: Cabezal divisor Gato Contra• punta

13
CBS FRESADORA UNIVERSAL l 212
ACCESORIOS
También:
Mesa circular divisoria
Mesa inclinable
Engranajes
Platos
Lira
Aparato mortajador
1

14
CBS INFORMAC ION TECNOLOG ICA
FRESADORA /Composición General)
14
l. Visor funcionamiento bomba de emgrase2. Mando auxiliar para selección de velocidades3. Mando selector de velocidades eje mandril4. Pulsador sensitivo para giro del husillo principal5. Inversor de giro eje mandril6. Mando auxiliar para selección de avances?; Mando selector de avanc€s 8. Interruptor de moto-bomba de refrigeración9. Tapa de bornas
10. Pulsador parada eje mandril11. Mando para avance transversal en ambos sentidos12. Interruptor de motor de avances13. Tapa de embrague14. Tapa de dispositivo de seguridad15. Pulsador marcha eje mandril16. Nonio y husillo vertical17. Nonio y husillo transversal18. Mando de avance vertical en ambos sentidos1�. Pulsador de lubricació:1 de carros y rresa y sus r:ecanisms 20. Mando de avance longitudinal en ambos sentidos21. Mando para fresado en concordancia22. Nonio y husillo longitudinal23. Mando de avances rápidos24. Parada general
1/1
1
9
11
13
23

15 INFORMACION TECNOLOGICA: REFER.: HIT .113 1/2
ELEMENTOS DE FIJACION (Calces-Bridas-Gatos) �
f---------------'----� Son piezas generalmente de acero o hierro fundido. Sus formas varían según su aplicación y sirven para la fijación de piezas sobre las mesas o sobre accesorios de las máquinas herramientas. Reciben diversos nombres, tales como: bridas, calces, gatos, escuadras.
BRIDAS
Son piezas de acero, forjadas o mecanizadas, de forma plana o acodada, con una ranura central para introducir el tornillo de fijación {figs. 1 y 2). Estas bridas también pueden tener un tornillo en uno de sus extremos para regular la altura de fijación (fig. 3).
CALCES
Fig. 2 Fig. 3
Los calces son elementos de apoyo, de acero o hierro fundido y mecanizados.
Pueden ser planos, escalonados, en "V" y regulables {figs. 4, 5, 6 y 7).
10 mm.
Fi g. 4 Fig. 5
Fig. 7
GATOS
Son elementos de apoyo, generalmente de acero, compuestos de un cuerpo y un tornillo con una contra tuerca para bloquearlo.
La parte superior puede ser articulada o fija (figs. 8 y 9).
Fig. 6
Fig. 8 Fig. 9
16
INFOR.MACION TECNOLOGICA: REFER.: HIT .113
ELEMENTOS DE FIJACION (Calces-Bridas-Gatos)
ESCUADRAS
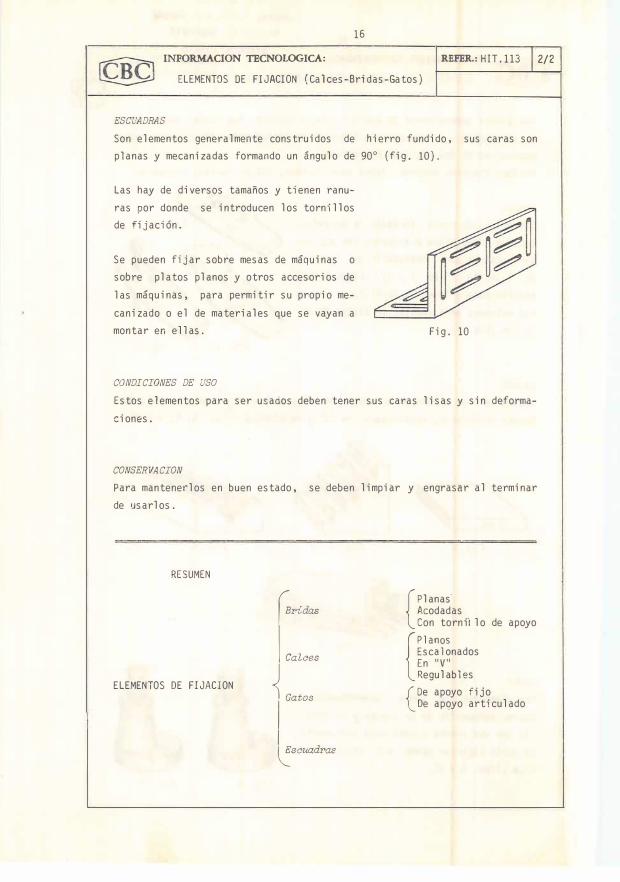
Son elementos generalmente construidos de hierro fundido, sus caras son p 1 a nas y mecaniza das formando un ángulo de 90º ( fi g. 10).
Las hay de diversos tamaños y tienen ranuras por donde se introducen los tornillos de fijación.
Se pueden fijar sobre mesas de máquinas o sobre platos planos y otros accesorios de las máquinas, para permitir su propio mecanizado o el de materiales que se vayan a montar en ellas.
CONDICIONES DE USO
Fig. 10
Estos elementos para ser usados deben tener sus caras lisas y sin deformaciones.
CONSERVACION
Para mantenerlos en buen estado, se deben limpiar y engrasar al terminar de usarlos.
RESUMEN
j8ridas
1 Calces
ELEMENTOS DE FIJACION � Gatos
�,,�ros
(Planas· Acodadas Con torni°i lo de apoyo
{ ����f�nadosEn "V" Regulables
(De apoyo fijoDe apoyo articulado
2/2

17
INFORMACION TECNOLOGICA: REFER.: HIT.114
EJES PORTAFRESAS
Son accesorios de la fresadora que se usan para sujetar la fresa y a la vez para transmitirle el movimiento que recibe del husillo.
Se construyen de acero duro aleado (acero-cromo-niquel), bien tratado y con
acabados muy lisos y precisos.
TIPOS
Los ejes portafresas se seleccionan según el tipo de fresa que se debe mon
tar y el tipo de trabajo que se va a efectuar. Para diferenciar estos por
tafresas se les agrupa dentro de una primera clasificación en:
- ejes portafresas l<JI'gos
- ejes portafresas cortos
Ejes portafresas l<JI'gos (fig. 1).
Las partes principales de un eje por
tafresas largo, por las funciones que
cumplen, son:
a) eje cilindrico
b) coll<JI' impulsor
c) cuerpo cónicoAGUJERO
ROSCADO IMPULSORA
Fi g. 1
CHAVETERO
En cada una de estas partes hay a su vez detalles constructivos que cumplen
funciones específicas en el eje portafresas.
El agujero roscado en el cuerpo cónico permite fijar el extremo de la barra
de apriete (tirante) con objeto de asegurar su ubicación en el husillo.
Las ranuras del coll<JI' impulsor, que son dos, encajan en las chavetas de arrastre del husillo, evitando que el eje portafresa se deslice al transmitir el movimiento que recibe de la caja de velocidades.
El chavetero que va a lo largo de todo el eje cilíndrico, en el cual se
ubica y fija la fresa, permite, al col o car le la cha veta, que la herramienta
pueda transmitir la potencia y giro del husillo, sin que resbale al entrar
en contacto con la pieza y darle la profundidad de corte correspondiente.
La espiga roscada, que va en el extremo del eje cilíndrico, recibe una tuerca que aprieta y fija la fresa en su posición definitiva, a través de
los anillos separadores: impidiendo su salida del eje.

18
INFORMACION TECNOLOGICA: REFER.: HIT .114
EJES PORTAFRESAS
Elementos que complementa:n el uso y montaje del eje portafresa:
Tira:nte de fijación (fig. 2). Es una
barra de acero roscada en ambos
extremos, que se introduce a través
del husillo para atornillarlo en el
agujero roscado del eje portafresa,
lo que permite fijarlo por completo
al husillo mediante la tuerca y contra
tuerca que neva en el otro extremo.
Anillos separadores (fig. 3). Son
aros con chaveteros ajustados al
eje, que sirven de suplementos para
la ubicación de las fresas en el
eje cilíndrico. Sus largos son va
riables para permitir combinaciones
de ubicación de las fresas, sus ca
ras planas laterales son paralelas
y están muy bien trabajadas.
Buje guia (fig. 4). Sirve de apoyo
al eje portafresas y evita la flexión
excesiva del eje debido al esfuerzo
durante el trabajo.
Ejes portajr•esas cortos o ma:ndriles portafresas
ROSCA
f ;. Fig. 2
Fig. 3
Fig. 4
2/4
Estos ejes cumplen con la misma función que los ejes portafresas largos.
Su diferencia está en que el eje cilíndrico largo se ha reemplazado por
uno muy corto y en otros casos se ha eliminado por completo, según sea el
tipo de fresa que se requiere tomar. Estas características permiten clasi
ficar los ejes portafre�as cortos en dos tipos: para fresas con agujero y
j"P<1sas eon espiga.

19
INFORMACION TECNOLOGICA: REFER.: HIT .114
EJES PORTAFRESAS
Para fresas con agujero.
De agujero liso.
Estos mandriles se sub-clasifican en dos tipos, de acuerdo al chavetero de
fresas:
- Para fresas con chavetero transversal (fig. 5-a).
- Para fresas con chavetero longitudinal (fig. 5-b).
El apriete de la fresa se efectúa por me
dio de tuerca o tornillo, según sea el di
seño del mandril.
El largo del vástago cilíndrico del mandril
debe ser menor que el ancho de la fresa.
En caso de ser mayor, se suplementa el an
cho de la fresa con anillos separadores
con chaveteros, a fin de poder apretar la
fresa contra el mandril.
De agujero roscado (fig. 6).
Es tos portafresas tienen el vástago roscéKlo,
lo que permite tomar y fijar aquellas fre
sas que en lugar de chavetero llevan el
agujero roscado.
Para fresas con espigas.
Con espiga cónica (fig. 7).
Cuando las fresas de espiga cónica no se
pueden fijar directamente al husillo por
diferencias en los diámetros y por dife
rencia de conicidades, se emplean estos
mandriles que actúan como manguitos cóni
cos intermediarios entre la espiga de la
fresa y el husillo. Debido a las combina
ciones que resultan de tener que montar
fresas con estas espigas, los mandriles
portafresas, para hacer posible estas com-
Fig. 5
Fig. 6
Fig. 7
l
3/4

INFORMAQON TECNOLOGICA:
EJES PORTAFRESAS
20
REFER.: HIT .114
binaciones, se construyen con diversa� conicidades, por ejemplo: con conicidad interior Morse y conicidad exterior standard americana o vir.eversa.
Con espiga cilindrica.
Para la sujeción y apriete de las fresas que tienen el mango cilfndrico se dispone de: Mandriles con agujero cilindrico (fig. 8),
en cuyo agujero ajusta el diámetro de la espiga de la fresa; para fijarlo dispone de un prisionero que se aprieta contra una muesca plana que lleva la espiga de la
fresa.
Portapinza.s (fig. 9) que por sus caracterfsticas particulares se tratan en tema aparte.
CONDICIONES DE USO Y PRECAUCIONES
El cuidado y limpieza de estos accesorios son esenciales para su uso y conservac1on. Es importante verificar antes del montaje que la rosca de la barra de apriete corres-
Fig. 8
TUERCA PINZA PORTA PINZA
Fig. 9 panda a la del eje portafresa; una vez usados los portafresas deben ser cubiertos con una capa de vaselina y colocados en sitios en que no haya peligro de golpes.
RESUMEN
{
-
-Ejes largos
Ejes portafresas
Ejes cortos
- Para con
fresas {Agujero liso agujero Agujero roscado
(Espiga - Para fresascon espiga LEspiga
VOCABULARIO TECNICO TIRANTE DE FIJACION - Barra de ·.apriete BUJE GUIA - Bocina gufa
cónica cilíndrica
ANILLOS SEPARADORES - Collares espaciadores CONO DE REDUCCION - Casquillo cónico
4/4
21
INFORMACION TECNOLOGICA: REFER.: HIT .115 1/4
FRESAS (TIPOS Y CARACTERISTICAS) �
i--------------� Las fresas son herramientas que cortan a través del filo de sus dientes, cuando están animadas de un movimiento de rotación. Son características de la fresadora, aunque pueden utilizarse en otras máquinas herramientas, para realizar algunas operaciones especiales de fresado.
CONSTITUCION Y TERMINOLOGIA
Las fresas en general están constituidas por un cuerpo de revolución, en la periferia del cual se hallan los dientes tallados en el propio material o postizos. Destacaremos algunos aspectos formales.
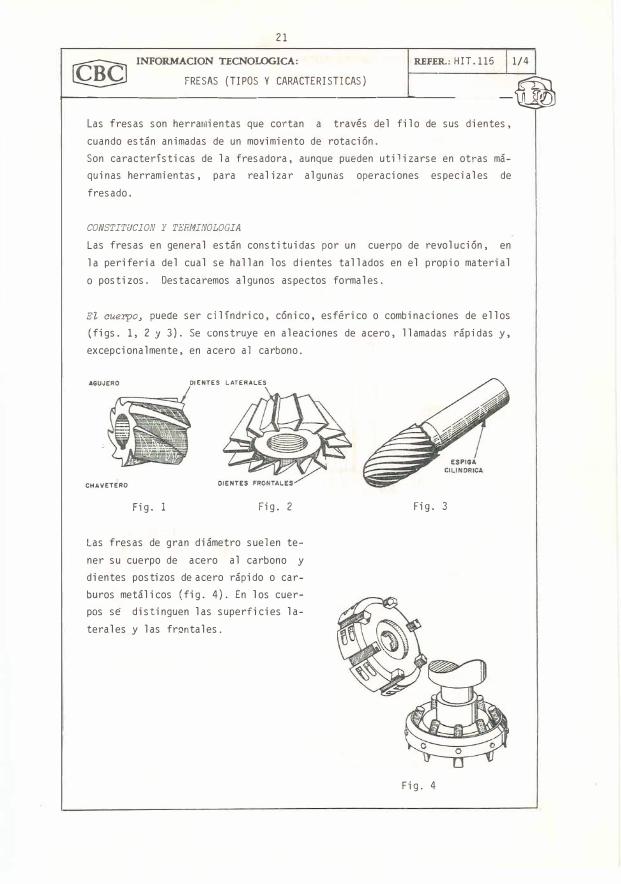
El cuerpo, puede ser cilíndrico, cónico, esférico o combinaciones de ellos (figs. 1, 2 y 3). Se construye en aleaciones de acero, llamadas rápidas y, excepcionalmente, en acero al carbono.
DIENTES LATERALES
CHAVETERO
Fi g. 1 Fig. 2
Las fresas de gran diámetro suelen tener su cuerpo de acero al carbono y dientes postizos de acero rápido o carburos metálicos (fig. 4). En los cuerpos sé distinguen las superficies laterales y las frontales.
Fi g. 3
Fig. 4
22
INFORMACION TECNOLOGICA: REFER.: HIT .116
FRESAS (TIPOS Y CARACTERISTICAS)
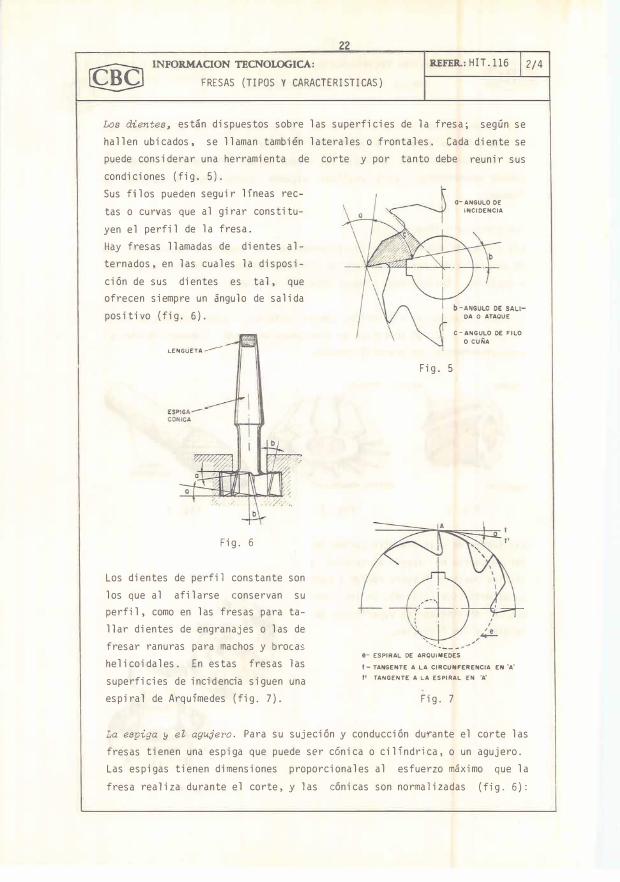
Los dientes, están dispuestos sobre las superficies de la fresa;
hallen ubicados, se llaman también laterales o frontales. Cada
puede considerar una herramienta de corte y por tanto debe
condiciones (fig. 5).
según se
diente se
reunir sus
Sus filos pueden seguir líneas rec-
tas o curvas que al girar constitu-
yen el perfil de la fresa.
Hay fresas llamadas de dientes al-
ternados, en las cuales la disposi
ción de sus dientes es tal, que
ofrecen siempre un ángulo de salida
positivo ( fi g. 6).
LENGÜETA ---
Fi g. 6
Los dientes de perfil constante son
los que al afilarse conservan su
perfil, como en las fresas para ta
llar dientes de engranajes o las de
fresar ranuras para machos y brocas
helicoidales. En estas fresas las
superficies de incidencia siguen una
espiral de Arquímedes (fig. 7).
Fig. 5
a- ANGULO DE INCIDENCIA
OA O ATAQUE
C- ANGULO OE FILO O CUÑA
e- ESPIRAL DE ARQUIMEDES
f- TANGENTE A LA CIRCUNFERENCIA EN 'A'
t• TANGENTE A LA ESPIRAL EN 'A'
Fig. 7
2/4
La espiga y eZ agujero. Para su sujeción y conducción durante el corte las
fresas tienen una espiga que puede ser cónica o cilíndrica, o un agujero.
Las espigas tienen dimensiones proporcionales al esfuerzo máximo que la
fresa realiza durante el corte, y las cónicas son normalizadas (fig. 6):
23
INFORMACION TECNOLOGICA:
FRESAS (TIPOS Y CARACTERISTICAS)
REFER.: HIT .116 13/4
(cono Morse o americano). Los agujeros también están proporcionados y pue
den tener chavetero para montarlas en el eje portaherramienta con chaveta
de arrastre, a fin de evitar deslizamientos durante el corte.
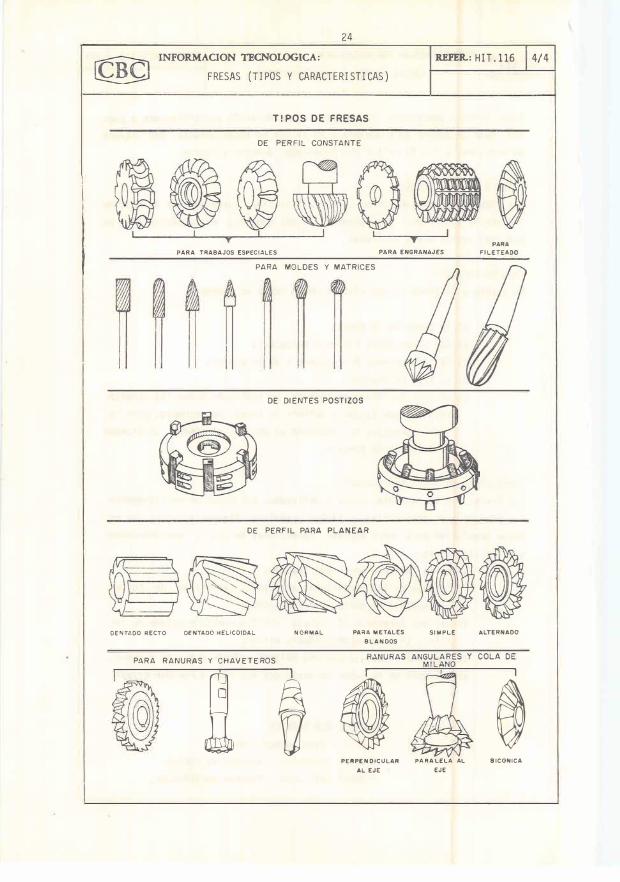
TIPOS Y CLASIFICACION
Los tipos de fresa son muchos y la clasificación puede hacerse de acuerdo
a diversos criterios. Para conocer los más comunes, en la página 4/4 se
muestran varios tipos de fresas.
CARACTERISTICAS
En cuanto a la forma de pedirlas se deben tener en cuenta:
a) la forma de la fresa;
b) las dimensiones (en mm o pulgadas);
c) las dimensiones del agujero o de la espiga;
d) el tipo de dientes;
e) en caso de fresas especiales, se indicarán todas las caracte
risticas que ayuden a definir la fresa. Por ejemplo, para ta
llar engranajes se indicarán el módulo, el número de dientes
y el ángulo de presión.
CONDICIONES DE USO Y MANTENIMIENTO
Las fresas son herramientas caras y delicadas, por lo cual deben extremarse
las precauciones para evitar un rápido deterioro. Algunos aspectos que se
deben considerar para tener mejores condiciones de uso y mantenimiento
son los siguientes:
a) elija la fresa para cada trabajo;
b) trabaje en las condiciones adecuadas (velocidad de corte,
profundidad de corte, refrigeración);
c) una vez terminado el trabajo, verifique el buen estado de los
filos, si es necesario hágala afilar;
d) limpie la y cúbrala con una delgada película de aceite o grasa;
e) guárdela en su lugar cuidando que sus fDos no reciban golpes.
VOCABULARIO TECNICO
ESPIGA - cabo, mango, cola.
DIENTES rr!ONTALES - di entes de cabeza.
DIENTES LATERALES - dientes periféricos.
24
INFORMACION TECNOLOGICA: REFER.:HJT.116 4/4
FRESAS (TIPOS Y CARACTERISTICAS)
T ! POS DE FRESAS
DE PERFIL CONSTANTE
PARA
PARA TRABAJOS ESPECIALES PARA ENGRANAJES
PARA MOLDES Y MATRICES
DE DIENTES POSTIZOS
DE PERFIL PARA PLANEAR
DENTADO RECTO DENTADO HEUC01DAL NORMAL PARA METALES SIMPLE ALTERNADO
BLANDOS
PARA RANURAS Y CHAVETEROS
1
1 1 1
� � o ®PERPE N OICULAR PARALELA AL SICONICA
AL EJE EJE

25
ESTUDIO DE LA TAREA
PRUEBA No. l
,. 8 •
°'ro M: Y ·._ ::".::A .�JCr;10N, ·. �,.:;co1,
r ,JH.'--KlTE::: ...
Fresado Tangencial de Superficies Planas
Escriba el nombre de la máquina y accesorios que aparecen en los gráficos
e identifique sus partes.
Partes:
l. 5.
2. 6.
? "· 7.
4. 8.
9.
J
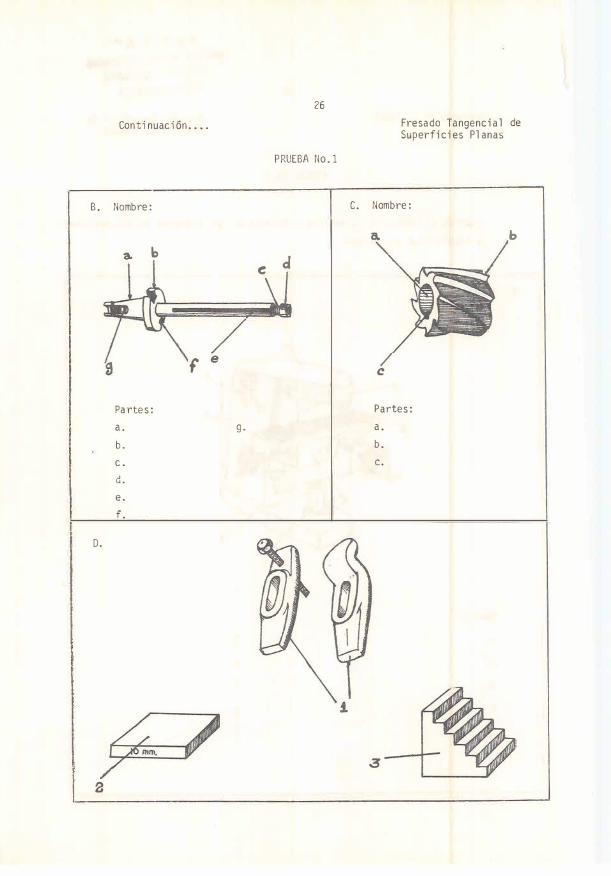
B.
D.
8
Continuación ....
Nombre:
a. b
Partes:
a.
b.
c.
d.
e.
f.
f" e
e
g.
26
PRUEBA No. l
c.
d
Fresado Tangencial Superficies Planas
Nombre:
a
e
Partes:
a.
b.
c.
3
de
b
D.
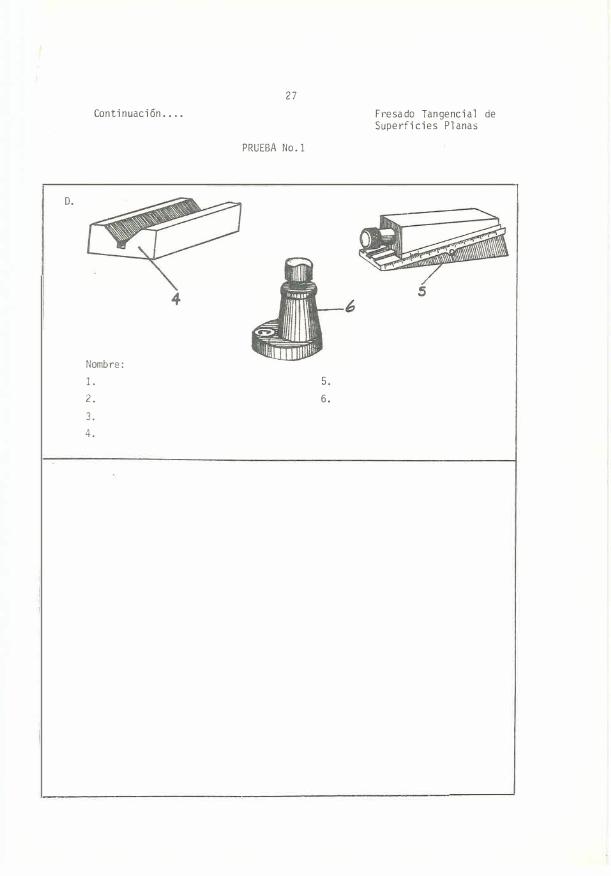
Continuaci6n ....
Nombre:
l.
2.
3.
4.
4
27
PRUEBA No. l
5.
6.
Fresado Tangencial de Superficies Planas
s
1
29
ACTIVIDAD DE .APRENDIZAJE No.2
Indicar el funcionamiento y uso de la fresadora, árboles portafresas,
fresas, prensa y la utilización de las tablas de avances y velocidades
de corte.

CBS
31
PONER EN FUNCIONAMIENTO LA MAQUINA FRESADORA
La operación consiste en poner a marchar los motores de la fresadora:
Motor principal: da e1 movimiento giratorio del husillo de la máquina.
Motor de avances: (si es independiente)
Motor para la bomba refrigerante.
PROCESO DE EJECUCION
Haga este paso por medio del interruptor general (cuchilla) y accionando el interruptor automático (sal vamotor) si la máquina tiene.
Verifique previamente que los interruptores de la máquina estén en posición de apagados:
- Que las palancas de la caja de velocidad del eje principalestén embragadas.
- Que las palancas de los avances automáticos no estén embragadasº
2. P6ngale co���ente a la máqu�na
Accione el interruptor que permite la entrada de la corrientea la máquina (número 4 del esquema).
Si hay entrada de corriente debe encender el bombillo pilotode color rojo.
3. Accüne el pul!.,ado11. de ma�cha del eje po�taó�ua(número 15 del esquema).
4. Accione el �nte��upto� pa�a la caja de avance� automát�co�(número 12 del esquema).
Los topes para controlar los avances manuales, en cualquierdirección, deben estar desajustados.

CBS
32
PONER EN FUNCIONAMIENTO LA MAQUINA FRESADORA
5. Coloque el avance automático de la me6a longitudinal
Para esto accione la palanca 20 del esquema, de izquierda aderecha o viceversa.
Para avanzar la mesa a la derecha, gire la palanca a la derecha, si es a la izquierda, girela a la izquierda.
6. Ve6conecte el avance automático de la me6a longitudinal
7. Conecte el avance automático tnan6veft.6al
Accione 1a palanca número 11.
El avance puede hacerse hacia la fresadora o hacia su propio cuerpo.
8. Ve6conecte el avance automático tnan6veft.6al
9. Conecte el avance automático veft.tical
Accione la palanca número 18 del esquema.
Si usted mueve la palanca hacia arriba, la consola sube.
Si acciona la palanca hacia abajo, la consola desciende.
10. De6conecte el avance automático veft.tlcal
11. Qu.[tele la cotule.nte a la máq tL-<.na
Accione el interruptor general (4)
12. De6conecte la cn��iente ellct�ica
CBS
33
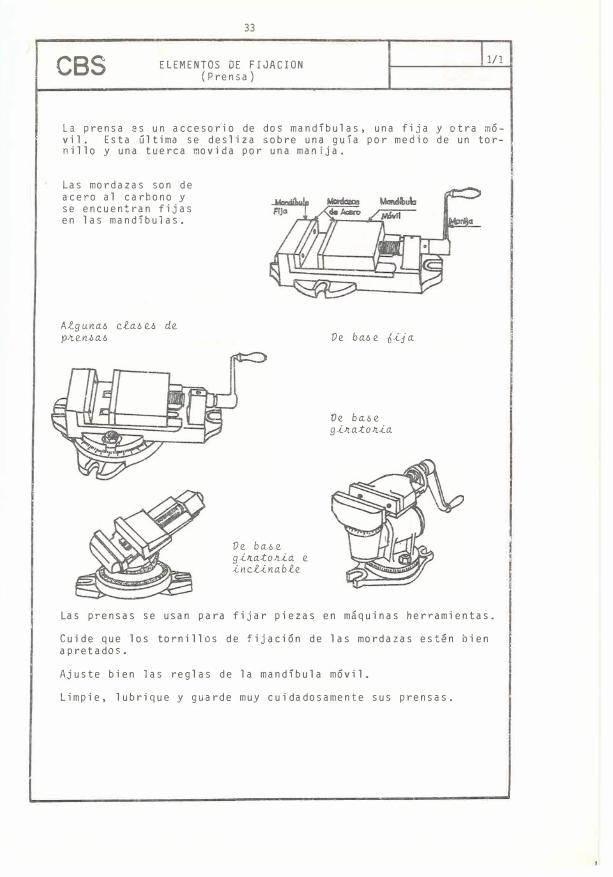
ELEMENTOS DE FIJACION (Prensa)
1/1
La prensa es un accesorio de dos mandíbulas, una fija y otra móvil. Esta última se desliza sobre una guía por medio de un tornillo y una tuerca movida por una manija.
Las mordazas son de acero al carbono y se encuentran fijas en las mandíbulas.
Alg u.na.6 ela.6 e..6 de. p!i.e.n,�a.6
Ve. ba.óe. g.í1Lato1I..ía e..ínelútable.
Ve. ba.6 e. 6.íj a
Ve. ba.óe. g.í1i.ato1L.ía
Las prensas se usan para fijar piezas en máquinas herramientas.
Cuide que los tornillos de fijación de las mordazas estén bien a pre ta d-0 s •
Ajuste bien las reglas de la mandíbula móvil.
Limpie, lubrique y guarde muy cuidadosamente sus prensas.
CBS
34
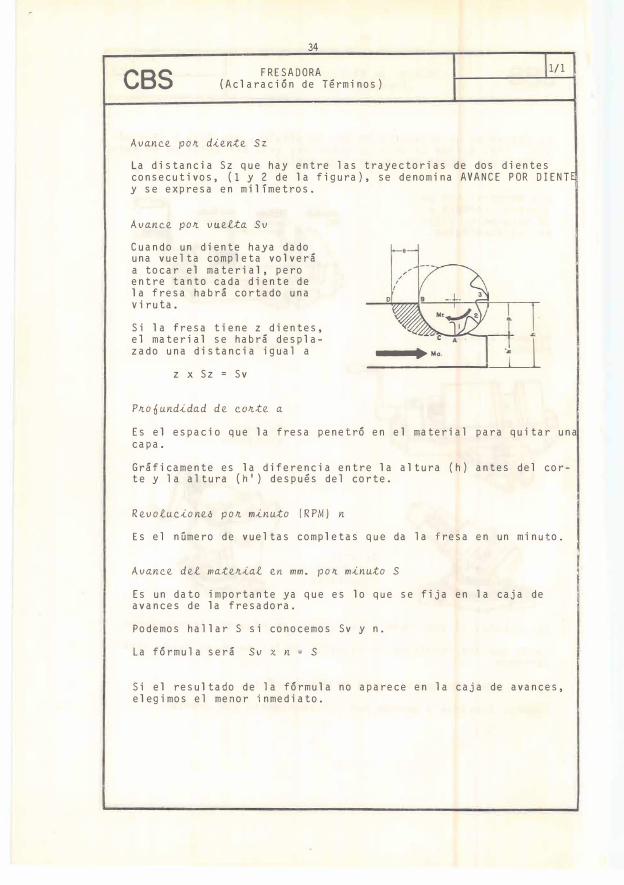
FRESADORA (Aclaración de Términos)
Avance pon diente Sz
1/1
La distancia Sz que hay entre las trayectorias de dos dientes consecutivos, (1 y 2 de la figura), se denomina AVANCE POR DIENT y se expresa en milímetros.
Avance pon vuelta Sv
Cuando un diente haya dado una vuelta completa volverá a tocar el material, pero entre tanto cada diente de la fresa habrá cortado una viruta.
Si la fresa tiene z dientes, el material se habrá desplazado una distancia igual a -------��-Ma_. _ ___,_J_J
z X Sz = Sv
Pno6undidad de cante a
Es el espacio que la fresa penetró en el material para quitar una capa.
Gráficamente es la diferencia entre la altura (h) antes del corte y la altura (h') después del corte.
Revolucione6 pon minuto [RPM) n
Es el número de vueltas completas que da la fresa en un minuto.
Avance del matenial en mm. po� minuto S
Es un dato importante ya que es lo que se fija en la caja de avances de la fresadora.
Podemos hallar S si conocemos Sv y n.
La fórmula será Sv x n = S
Si el resultado de 1 a fórmula no aparece en 1 a caja de avances, elegimos el menor inmediato.
CBS
35
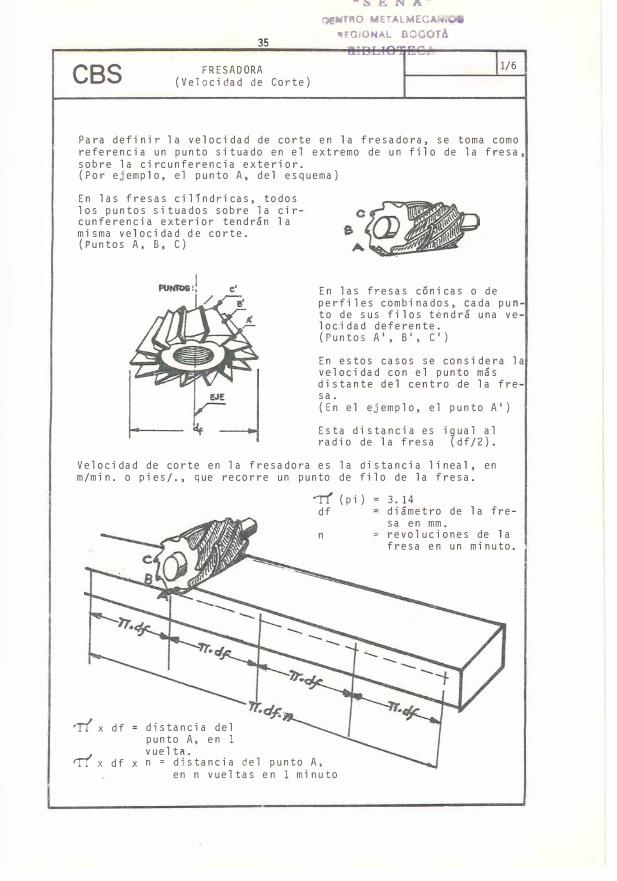
FRESADORA (Velocidad de Corte)
�sENA�
Ql!MTRO METAL�ECA ,
IIIFGIONAL BOGOTA
1/6
Para definir la velocidad de corte en la fresadora, se toma como referencia un punto situado en el extremo de un filo de la fresa, sobre la circunferencia exterior. (Por ejemplo, el punto A, del esquema)
En las fresas cilíndricas, todos los puntos situados sobre la circunferencia exterior tendrán la misma velocidad de corte. (!'untos A, B, C)
PUNR»S:! e' En las fresas cónicas o de perfiles combinados, cada punto de sus filos téndrá una velocidad deferente. (Puntos A', B', C')
En estos casos se considera la velocidad con el punto más distante del centro de la fresa. ( En el ejemplo, el punto A')
Esta distancia es igual al radio de la fresa (df/2).
Velocidad de corte en la fresadora es la distancia lineal, en m/min. o pies/., que recorre un punto de filo de la fresa.
'TI X df
'T1 X df X
distancia del punto A, en 1 vuelta.
-n'(pi) df
n
n = distancia del punto A, en n vueltas en 1 minuto
3. 14 diámetro de la fresa en mm. revoluciones de la fresa en un minuto.

CBS
36
FRESADORA (Velocidad de Corte)
Cálculo de la velocidad de co�te (Ve)
La Ve se puede calcular con la f6rmula
Ve =
dó X 'Tf X n 1. o O O m/min.
Por medio de investigaciones de laboratorio ya se han determinado velocidades de corte para los materiales más usados.
Más adelante aparece una tabla con Ve de algunos materiales, el avance (Sz) y profundidad de corte (a).
Facto�ea que innluyen en la Ve
Calidad del material de las fresas y sus dimensiones Calidad del material que se va a trabajar Avance y profundidad de corte de la herramienta Uso del fluído de corte (aceite soluble) Tipo de montaje del material Tipo de montaje de la herramienta
Revolucionea po� minuto de la 6�e6a (RPM)
Co�o las velocidades de corte de los materiales ya están calculadas y establecidas en tablas, solo es necesario que el operaradar de fresadora calcule las RPM a que debe girar la fresa, para trabajar los distintos materiales.
Las revoluciones de la fresa se pueden calcular por medio de la 1 f6rmula
n = Ve. x 1.000 rJT X d6
n = Revoluciones por minuto o 100 = Constante de cálculo
-TI'= 3al4 df - Diámetro de la fresa en mm. 320 = Constante Ve = Velocidad de corte
n = 320 X Ve.
d6

CBS
37
FRESADORA (Velocidad de Corte)
En la hoja siguiente viene un cuadro que le será de mucha ayuda para abreviar su trabajo, ya que, sabiendo qué fresa va a usar y en qué material, fácilmente encontrará:
1) La velocidad de corte
2) El avance por diente
3) La profundidad de corte
Procedimiento para su utilización
PRIMERO
SEGUNVO
TERCERO
Busque en la tabla el dibujo de la fresa con la que va a trabajar. Ejemplo: fresa cilindrica frontal
Busque en la columna de la izquierda el material con el que va a trabajar. Ejemplo: acero ale�do mejorado hasta
100 Kp/mm
Siga hacia la derecha por la fila del material escogido hasta encontrar la columna de la fresa seleccionada. Ejemplo: usando fresa cilindrica frontal
trabajar acero aleado mejorado, ir a 10 m/min. en el desbastado m/min. en el afinado.
para debemos
1 y a 14
La profundidad de corte (a) será 5 mm. para el desbastado y 0,5 mmº para el afinado.
El avance (Sz) será: 0.10 a 0.15 mm. para el desbastado 0.05 a 0.10 mm. para el afinado
NOTA: 1 Kg = 1 Kp (Kilopondio), pero, según norma ISO, el Kg se usa para medir pesos (masa) y el Kp para medir fuerza.
1

CBS
. Ve = Veloc1d:-.1d de oorte en metro:.. por min.
s, = Avonce p�r diente
Anchura tresodo b
Prof. corte a
Ac. sin alear has-ta 65 Ko/mm2
1 Ac. ol eodo recoc. hasta 75 Kp/mm2
1 Ac. oleado mejora-do-100 Kp/mm2
Fundicion gris hasta 180Brinell
Latón (M,58)
M•tol I ige ro
Anchura fresado b
Prof. <..orle o
Ac. sin al eor hasta 65 Kg/mm2
Ac. oteado recae. hasto 75 Kp/mm. Ac. aleado mejo-rado-100Ko/mm2
Fundicion gris hasta 180 Brinell Latón (Ms58}
38
FRESADORA (Velocidad de Corte)
rre,a Cilllklrm fre:&1:1 \.lllNrlCQ "°"'°'
� �
1
� 'b = 100 mm. o =70 r1im.
Desbastado Atmaoo 1 µesbostado Ar,nado
o= 5 mm. a= 0.5·mm . .:, ::; s mm. 'Ci,:,; 0.5 mrn IVeloe 1�n- "-'eloc 1 Avan- e1oc IO,,van-IVeloc IAvcn--
corte ce · arte ce orté ce orte ce Ve Sz Ve Sz Ve Sz Ve s�
i-J..:n mm I..J..n mm I..J..n mm. _,¡,.,n ,mm, 0.1 0.05 u·.1 - 1u.os
17 0.2 22 0.1 i7 0.2 22 O.l u.l u.u:, U.I u.u:,
14 0.15 18 0.1 14 b.2 18 0.1 0.1 10.0:, U.I º·º"
10 0.15 14 0.1 10 b.15 14 0.1 0.1 10.1 !).15 íU;T
12 0.3 18 0.15 12 b.3 18 0.2 0.1 10.1 u.2 10.1
35 0.25 35 0.25 36 b.3 55 0.2 0,15 10.l [U.l
200 0.3 �50 0.15 200 250 0.15 ,,._ ele váit- Plato • a,c:1,íll.n
i ¿ h - ?S- b - 180 mm.
Desbastado Afinado Desbastado Afinado
Fresadc Di-
�
� 9 r �- "( b � 2 mm.
Desbastado Atinado
a= lO'rn�. Weioc 1 Avan IVeloc Avon-l:orte ce corte ce Ve Sz Ve Sz
L..:n mm. 1-""- mm. 10.1 u.u:,
18 0.2 22 1 0.1 u.1 u.u:,
14 0.2 18 0.1 º·' 1 O.UJ
12 0.15 14 ! 0.1 1J.T5 ¡lJ.[17
14 0.3 18 Í 0.2 0.2 U.U/
36 0.3 55 0.2 lJ:2 ¡-u., "00 0.3 250 ¡ 0.2 si-
� b =2.5mm
De:.oastooo
a = 5 mm. a ""' 0.5mm. a:; 5 mm. a ::::0.5mm. a-lOmm.
Veloc Aviirl Veloc Avon- Yeloc Avon- Veloc A,or,- Veloc Avon-
oorte de corte ce corte ce corte ce corte ce Ve Sz V� Sz Ve Sz Ve Sz Ve Sz
nJnin mm. a¡min mm. lnvfñn mm. n;fri, mm. bfñn mm. 0.1 -o.M 0.2 0.1 0.1
17 0.2 22 0.1 20 0.3 30 0.2 45 0.2 0.1 0.04 0.15 0.1 0.05
15 0.15 19 0.1 16 0.2 23 0.15 35 0.15 o.os 0.02 0.1 0.05 0.05
13 o.: 17 0.1 14 0.15 18 0.15 25 0.1 0.15 10.07 10.2 0.1 0.1
15 0.25 19 0.2 16 0.3 24 0.2 35 0.2 0.2 0.05 0.2 O.l 0.2
55 0.3 55 0.2 50 0.3 60 0.2 3'.:-0 0.3
4/6
CBS
39
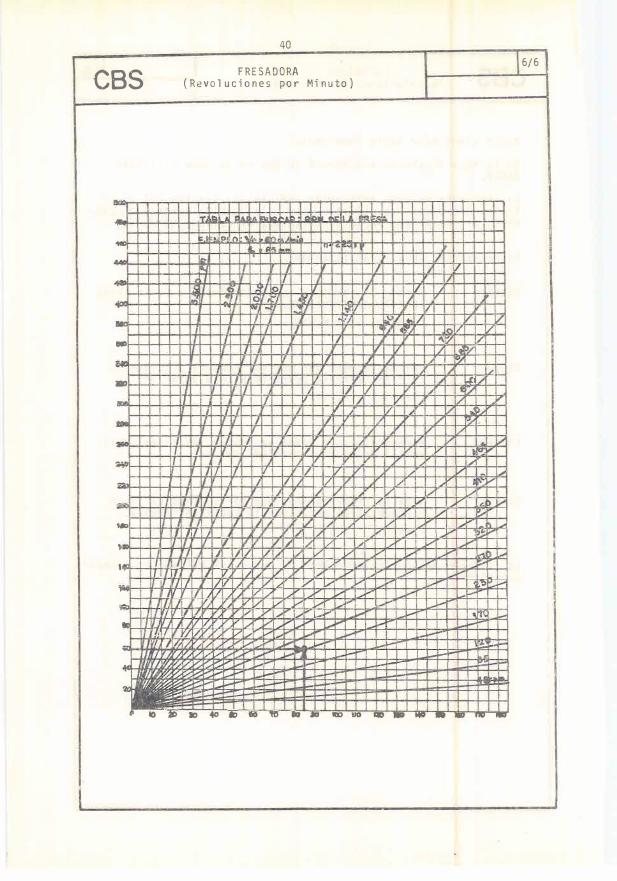
FRESADORA (Revoluciones por Minuto)
Ahora viene otra tabla importante.
En la hoja siguiente encontrará lo que se ha dado en llamar ABACO.
Es una tabla de gran aplicación para hallar las RPM (n) de la fresa, conociendo su diámetro y la velocidad de corte del material, sin necesidad de hacer cálculos, ni aplicar fórmulas.
Procedimiento para su utilización
PRIMERO
SEGUNDO
TERCERO
CUARTO
Ubique la cantidad correspondiente a la Ve sobre la colum�a izquierda.
Ejemplo: 60 m/min.
Ubique la cantidad que corresponde al diámetro (df) de la fresa sobre la hilera inferior.
Ejemplo: 85 mm.
Marque el punto donde se corten las líneas horizontal de la Ve y vertical del df.
Siga la línea oblicua que corresponde al punto marcado hasta encontrar la cantidad buscada.
Ejemplo: 230 RPM.
Es el abaco de la siguiente hoja se encuentra marcado el ejemplo estudiado.
CBS
-
-
.,..
-
-
- -
--
--
--
-
, -
,-
-
-
..
-
1
40
FRESADORA (Revoluciones por Minuto)
e .-.. ·"'' . "' • • ,_ """. -�
')
... --
I
o ,r:'/ '
....
li.l f
.�1,.�,.
/ 1/ , ,
1/ 1.1 /
1/ J •.•, -'-I., I 1/
1 J J 1 i/
J, j J i.l
1 1 I V J []
1 J V '
1 ' 1 , ¡¡, ' J
1 ' ' J 1 J I .1 1 I
1.1 ¡J
1/ 11' /
1/
I I f I 1/ 17 , 1/ 1/
¡ J ', / 1/ / J / .; V
1/ 1 / / , / , , ) , / ,
/U, 1/ , 1,
J
,
)
,
,
JI I 1, !, , , 1 , 1,1/ l/1, I/ V �
[7
17
7
1 1 1 ' , 1/ / 1/ ,17 ¡__,,
¡, '
!7 f7 ,
17 V
, I/
/ /
� ::,;
.
1 I " J V , , V I/ 17 •17 -1�} IV , V, V 1 ..... V
, ¡ ¡ J ', ·, v 1/ 1/ V v "' 1 _...,
1// I/ IJ I 1/ 1/ , L..-"' ¡.,.¡,,, L...
11/ �I, v .... f/ .I /. -, .......
e_,..
L.,, -
---
---
... -
� -
-
--
-
, ,
V
,
¡,., ,/
1/ V .,.,, 1/
¡,. 1 ... , Ll 1,
I/
V .....
/
/ -
, ..... 1/
"
_,
-,,, -\ ..... v �
,v ...
-..... , ....
-"'"'-
IO *> llO 40 a, H i D 1111 U 111> UO QD 1., 140 • - l'IO 110
6/6
CBS
41
FRESADO EN OPOSICION Y FRESADO EN CONCORDANCIA
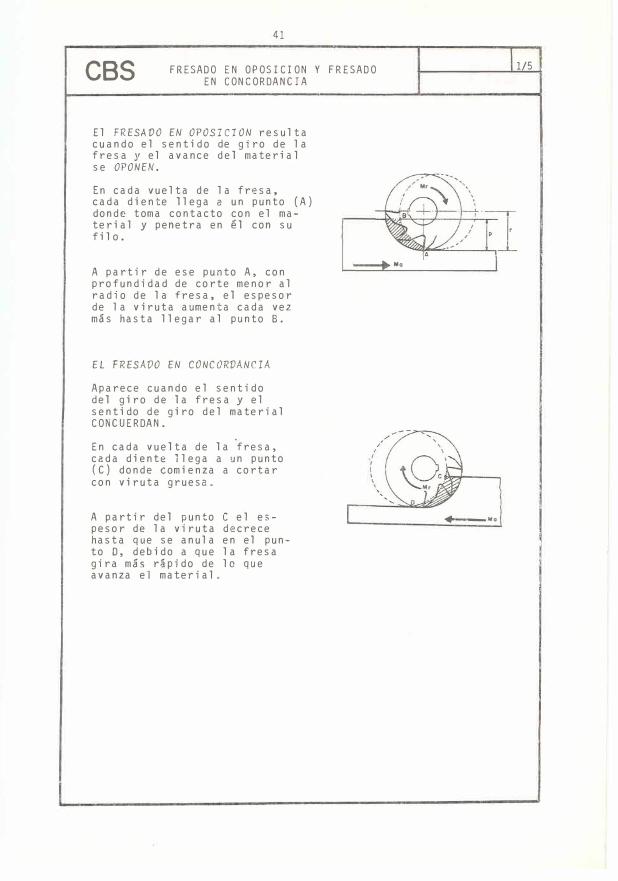
El FRESAVO EN OPOSICION resulta cuando el sentido de giro de la fresa y el avance del material se OPONEN.
En cada vuelta de la fresa, cada diente llega a un punto (A) donde toma contacto con el material y penetra en él con su fil o.
A partir de ese punto A, con profundidad de corte menor al radio de la fresa, el espesor de la viruta aumenta cada vez más hasta llegar al punto B.
EL FRESAVO EN CONCORDANCIA
Aparece cuando el sentido del giro de la fresa y el sentido de giro del material CONCUERDAN.
En cada vuelta de la fresa, cada diente llega a un punto (C) donde comienza a cortarcon viruta gruesa.
A partir del punto C el espesor de la viruta decrece hasta que se anula en el punto O, debido a que la fresa gira más rápido de lo que avanza el material.
1/5
Ma
. -"·
CBS
42
FRESADO EN OPOSICION Y FRESADO EN CONCORDANCIA
Diferencias entre los dos fresados.
PRIMERA
SEGUNDA
TERCERA
CUARTA
QUINTA
En oposición el diente comienza a cortar y el espesor de la viruta aumenta progresivamente.
En concordancia el diente comienza cortando con el máximo espesor, luego disminuye.
En igualdad de condiciones para el corte, (avance, profundidad, velocidad), hay mejor terminación en la superficie cuando se fresa en oposición.
Cuando se fresa en oposición, el diente necesita alcanzar una profundidad mínima para poder cortar.
Antes hay un roce intenso entre el material y el filo que puede ser perjudicial para este.
Esto no sucede en fresado en concordancia porque el diente comienza cortando sin roce inicial.
Fresando en oposición se aumenta progresivamente el espesor de la viruta, logrando que el esfuerzo aumente poco a poco, absorbiendo las holguras sin saltos.
Fresando en concordancia hay un máximo esfuerzo forma súbita. La acomodación es tan rápida que hay algún problema la máquina puede provocar ur. accidente.
en 1 si
Fresando en concordancia el filo de la herramienta tiene menor contacto con el material, lo que puede hacerla durar más.
En el fresado en oposición hay mayor contacto.
Tnabajando con 6ne-0adona-0 conn�ente-0, con ba-0tante
u-00 y apnend�endo e-0 mejan 6ne-0a� en OPOSICION.
CBS
43
FRESADO EN OPOSICION Y FRESADO EN CONCORDANCIA
l�s
Cuando tenga que fresar en concordancia, tenga las siguientes precauciones:
Fije fuertemente el material.
Elimine el fuego en las guías, en el tornillo de la mesa, en el portaherramientas y sus apoyos.
Utilice un avance menor que el recomendado.
Además para una terminación precisa:
Use una fresa de menor diámetro que el ancho de la ranura.
Dé dos pasadas una por cada flanco, la segunda devolviéndose pero invirtiendo el avance del materiai.

44
CBS FRESADO EN OPOSICION Y FRESADO
EN CONCORDANCIA 14/5
RESUMEN
Elemento de comparación 1 Fres. en opos1 ción ¡ Fres. en concordancia 1---------------+----II Aumenta progresiva- 1
1
Disminuye progresiva-
Espesor de viruta.
Esfuerzo durante el corte.
mente luego de ini- mente luego de inicia ciado e1 corte. do el corte.
Luego que el diente está cortando, el esfuerzo aumenta progresivamente, y per-
i mi te a 1 os órganos de la máquina absorber los juegos.
Al comenzar cortando en la sección máximahay un sGbito aumento' del esfuerzo. Si los órganos tienen juego, la herramienta puede montarse en el material y romperse (en sus dientes) o
1--------------
-+1-P-u_e_d_e-hacerse en
·-
Puede hacerse solo en fresadora especial. La máquina.
Contacto de1 filo con el material a igualdad de condiciones para el corte.
cualquier fresado-ra.
1 Roce intenso al ini-
1
1
Comienza cortando� ciar el corte. roce inicial, pero j
1
con impacto. j
l,,,,acdo ,o opo;icióo el cootacto e; m,y-:;:-1 que fresando en concordancia.
'----------------4----------------------------
Acabado de la superficie a igualdad de condiciones para el corte.
Mejor estado superficial fresando en oposición que fresando en concordancia.
L
45
CBS FRESADO TANGENCIAL
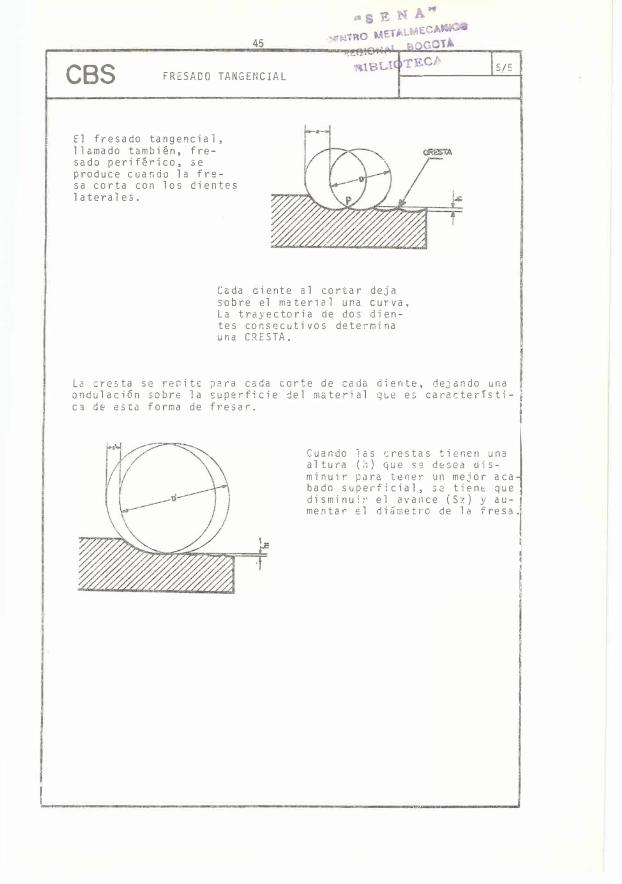
El fresado tangencia 1, llamado también, fresado periférico, se produce cuando la fresa corta con los dientes laterales.
•
Cada diente al cortar deja �obre el material una curva. La trayectoria de dos dientes consecutivos determina una CRESTA.
5/5
La cresta se repite para cada corte de cada diente, dejando una ondulación sobre 1a superficie del material q�e es característica de esta forma de fresar.
¡
i
Cuando las crestas tienen una �al tura ( :1) que s� desea di s-mi nui r para tener un mejor aca bado superficial, se tienE que disminuir el avance (Sz) y au- ¡ mectac ,1 difoetrn de 1, freso.
!
1
i
ESTUDIO DE LA TAREA
PARTE A.
47
PRUEBA No.2
Fresado Tangencial de Superficies Planas
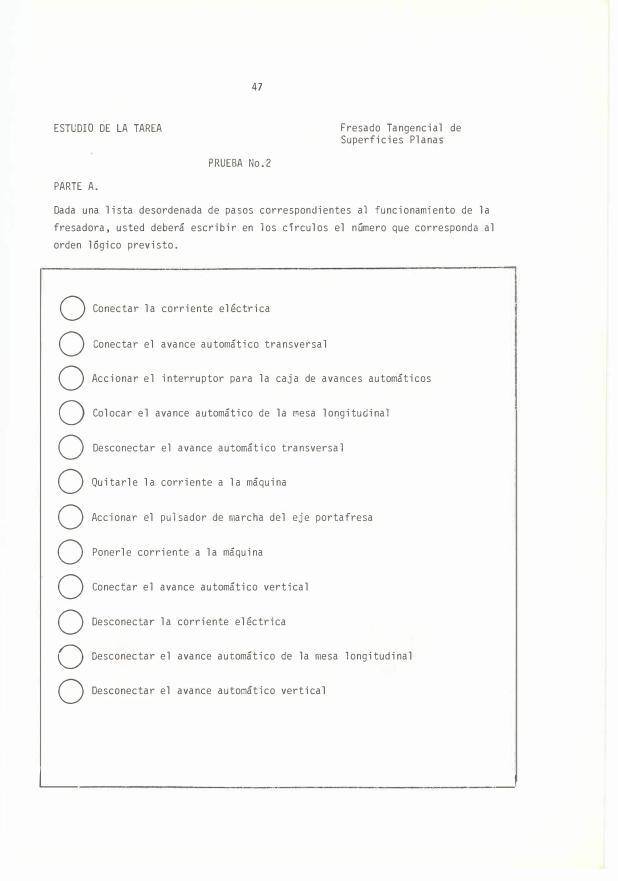
Dada una lista desordenada de pasos correspondientes ai funcionamiento de la
fresadora, usted deberá escribir en los círculos el número que corresponda al
orden lógico previsto.
O Conectar la corriente eléctrica
O Conectar el avance automático transversal
O Accionar el interruptor para la caja de avances automáticos
O Colocar el avance automático de la l!lesa longitudinal
O Desconectar el avance automático transversal
O Quitarle la corriente a la máquina
O Accionar el pulsador de marcha del eje portafresa
O Ponerle corriente a la máquina
O Conectar el avance automático vertical
O Desconectar la corriente eléctrica
O Desconectar el avance automático de la mesa longitudinal
O Desconectar el avance automático vertical
L --'
Continuación .•..
PARTE fl.
48
PRUEBA No. 2
Fresado Tangencial de Superficies Planas
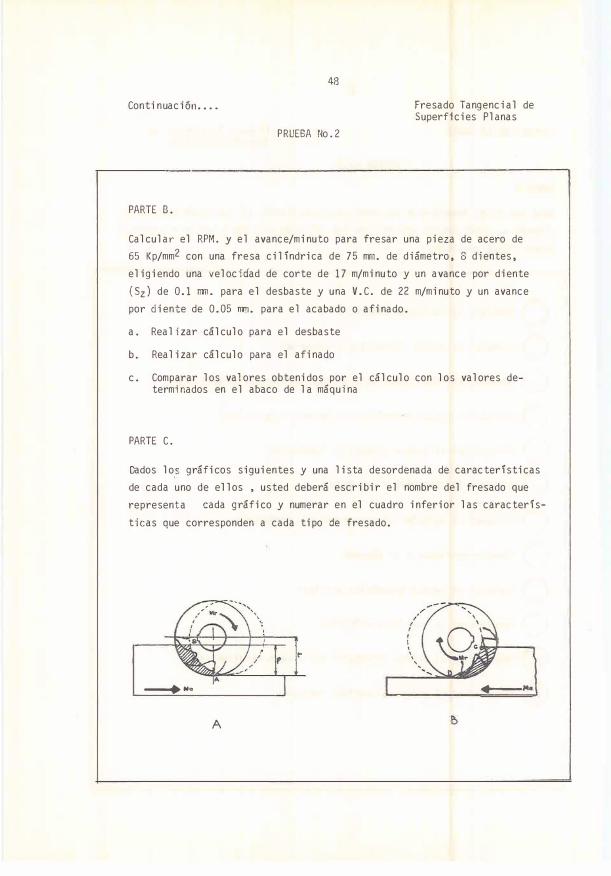
Calcular el RPM. y el avance/minuto para fresar una pieza de acero de
65 Kp/mm2 con una fresa cilíndrica de 75 mm. de diámetro, 8 dientes,
eligiendo una velocidad de corte de 17 m/minuto y un avance por diente
(Sz) de 0.1 mm. para el desbaste y una V.C. de 22 m/minuto y un avance
por diente de 0.05 mm. para el acabado o afinado.
a. Realizar cálculo para el desbaste
b. Real izar cálculo para el afinado
c. Comparar los valores obtenidos por el cálculo con los valores determinados en el abaco de la máquina
PARTE C.
Dados los gráficos siguientes y una lista desordenada de características
de cada uno de ellos , usted deberá escribir el nombre del fresado que
representa cada gráfico y numerar en el cuadro inferior las caracterís
ticas que corresponden a cada tipo de fresado.
--+"º ...•---14•
A
1
49
Continuación .•.• Fresado Tansencial de Superficies Planas
PRUEBA No. 2
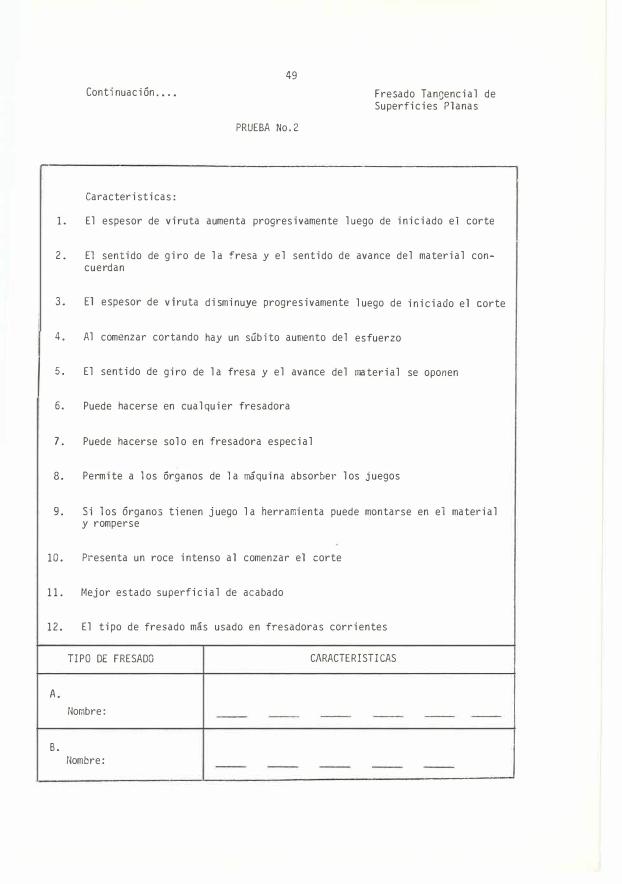
Caracteristicas:
l. El espesor de viruta aumenta progresivamente luego de iniciado el corte
2. El sentido de giro de la fresa y el sentido de avance del material concuerdan
3. El espesor de viruta disminuye progresivamente
4. Al comenzar cortando hay un súbito aumento de 1
5. El sentido de giro de la fresa y el avance del
6. Puede hacerse en cualquier fresadora
7. Puede hacerse solo en fresadora especial
luego de
esfuerzo
ir.a teri al
8. Permite a 1 os órganos de la máquina absorber los ju egos
iniciado el corte
se oponen
9. Si los órganos tienen juego la herramienta puede montarse en el materialy romperse
10. Presenta un roce intenso al comenzar el corte
11. Mejor estado superficial de acabado
12. El tipo de fresado más usado en fresadoras corrientes
TIPO DE FRESADO CARACTERISTICAS
A.
Nombre:
B.
Nombre:
51
ACTIVIDAD DE APRENDIZAJE No.3
Describir ordenadamente el proceso de ejecución para el fresado tan
gencial de superficies planas.
53
REFER.:H0.01/FR 1/1 MONTAR PRENSA EN LA FRESADORA
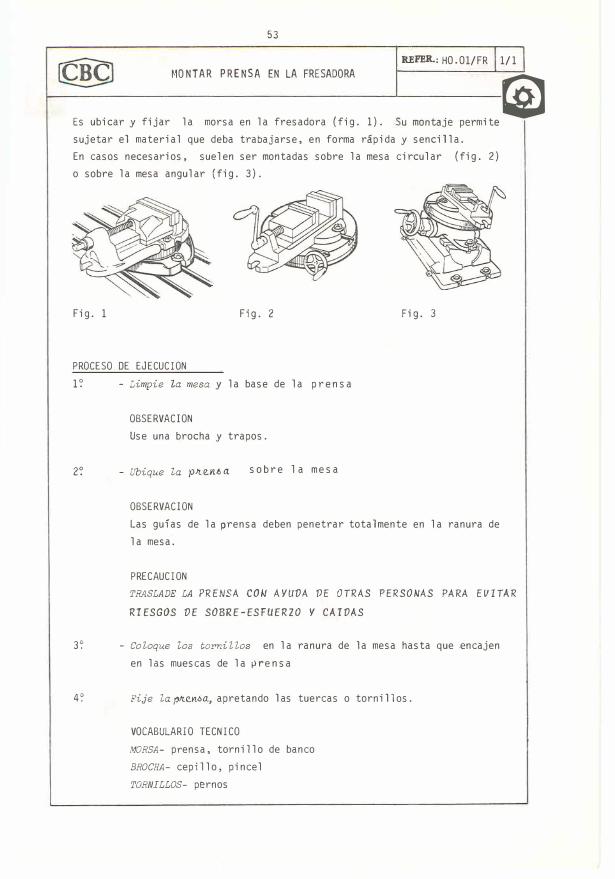
Es ubicar y fijar la morsa en la fresadora (fig. 1). " mootaje pen,i te@
sujetar el material que deba trabajarse, en forma rápida y sencilla.
En casos necesarios, suelen ser montadas sobre la mesa circular (fig. 2)
o sobre la mesa angular (fig. 3).
Fi g. 1 Fig. 2 Fi g. 3
PROCESO DE EJECUCION
1:' - Limpie la mesa y la base de la prensa
2:'
OBSERVACION
Use una brocha y trapos.
- Ubique la pl!.en..6 a. sobre la mesa
OBSERVACION
Las guías de la prensa deben penetrar totalmente en la ranura de
la mesa.
PRECAUCION
TRASLADE LA PRENSA CON AYUVA VE OTRAS PERSONAS PARA EVITAR
RIESGOS VE SOBRE-ESFUERZO Y CAIVAS
3:' - Coloque los tornillos en la ranura de la mesa hasta que €ncajen
en las muescas de la µrensa
4 :' Fije la p11.en6a, apretando 1 as tuercas o torn i 11 os.
VOCABULARIO TECNICO
MORSA- prensa, tornillo de banco
BROCHA- cepillo, pincel
TORNILLOS- pernos

54
� REFER.: H0.02/FR 1/2
�MONTAR MATERIAL EN LA PRENSA
(el 1---Es
_f
_i
_j
_a
_r
_e_l_m
_a
-te
_r_i_a
_l-en
_p
_o
_s
_i
_c
_i ó
-n--
a-de
_c_u_a
_d
_a_
p_a_r
_a_t r
_a_b_a_j..Ja'-r l
_o_e
_n
_l_a_p
_r_e_n
_s_a_y
a
montada en la fresadora (fig. 1). Se rea 1 iza como paso pre vi o a operaciones de fresado en general, tales como planear, ranurar y mandrinar.
PROCESO DE EJECUCION Fig. 1
l? - SepClX'e las mor>dazas y limpie la Prensa
OBSERVACION Si el material trae rebabas o viene con escorias, elimínelas antes de montarlo en la prensa
2? Ubique y fije el matel"ial, apretando suavemente las mordazas.
OBSERVACION Para algunas formas del material se utilizan calces o mordazas especiales algunas de las cuales se indican en las figuras 2 a 7.
Figs. 3 y 4- Calces en "V" paramaterial de seccióncircular.
Fig. 2- Calces paralelos paramaterial de espesormenor que la alturade las mordazas.

55
REFER.: H0.02/FR 2/2 MONTAR MATERIAL EN LA PRENSA
Fig. 5- Calces para material de poco espesor.
•s EN A
!J.,MY rlO MET AL,,t!E
N.',GIONAL 80G Jj
1BLIOTEC •
Fig. 6- Calce cilíndrico para material no rigurosamente paralelo.
Fig. 7- Mordazas postizas de cobre, latón o aluminio para proteger superficies pulidas.
3? - Golpee con un mazo de plomo, de plástico o madera sobre el mate-
rial, procurando un buen apoyo, sobre los calces o el asiento de
la prens a
OBSERVACION
Cuando la mordaza móvil de la prensa tiene juego
en las guías, para facilitar el apoyo, se utili
zan calces cilíndricos como el de la figura 6.
4? - Apriete fuertemente el material.
VOCABULARIO TECNICO
CALCES- suplementos, bridas, calzos
MANDRINAR- alesar, mandrilar
..
56
REFER.: H0.03/FR 1/2
�MONTAR PORTAFRESAS Y FRESAS
L---E-s _f
_i
_j_a_r
_e_l
_e_j_e_p_o_r
_t
_a_fr
_e_s
_a_y __
l_a_f-re
_s_a_
e_
n_p_o_s
_1
_c
_1
_on
_p_a
_r
_aLt_r
_a
_b
_a
_j
_a r
-e-1-ma
_t_e_-@
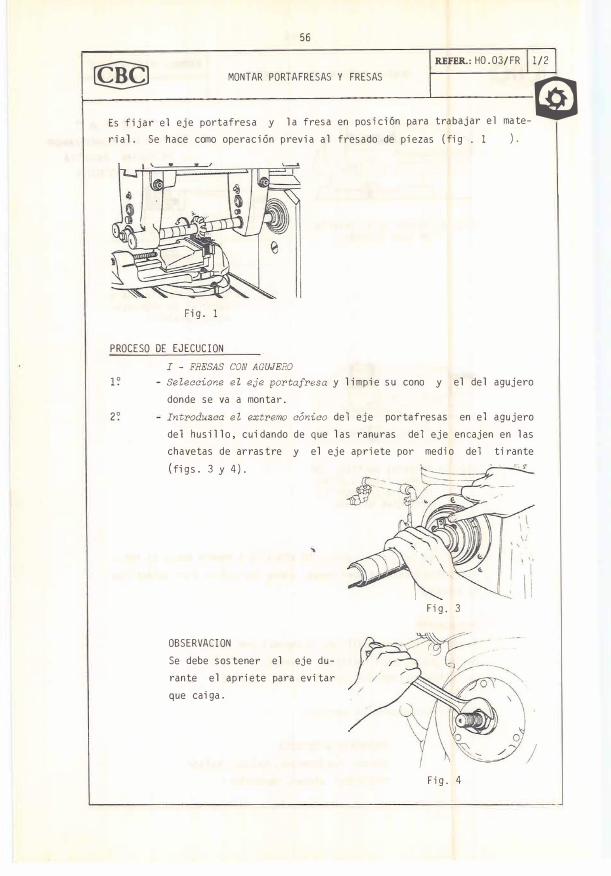
rial. Se hace como operación previa al fresado de piezas (fig . 1 ).
Fig. 1
PROCESO DE EJECUCION I - FRESAS CON AGUJERO
1� - Seleccione eZ eje portafresa y limpie su cono y el del agujero donde se va a montar.
2� Introduzca el extremo cónico del eje portafresas en el agujero del husillo, cuidando de que las ranuras del eje encajen en las chavetas de arrastre y el eje apriete por medio del tirante (figs. 3 y 4).
OBSERVACION Se debe sostener el eje durante el apriete para evitar que caiga.
Fi g. 3
Fig. 4
57
MONTAR PORTAFRESAS Y FRESAS
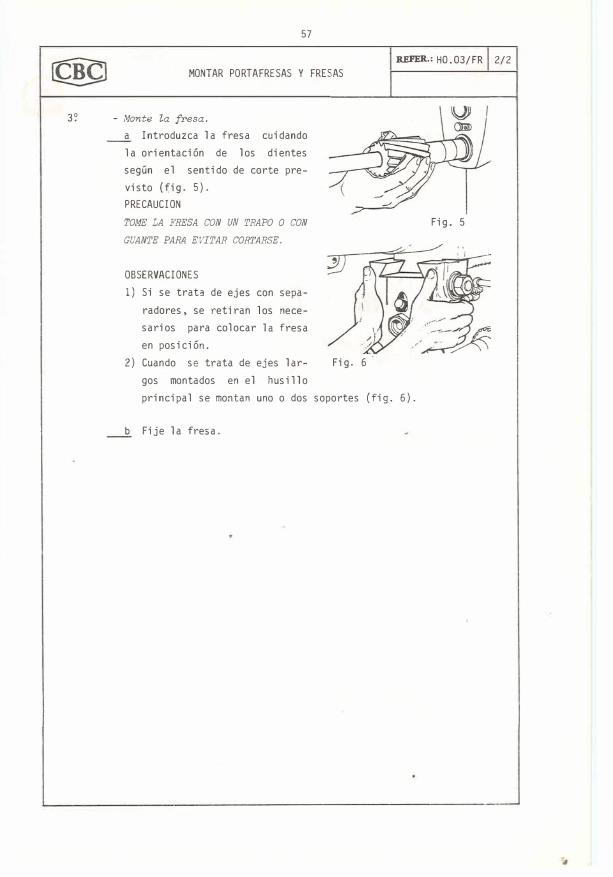
3? - Monte Za fresa.
a Introduzca la fresa cuidando
la orientación de los dientes
según el sentido de corte pre
visto (fig. 5).
PRECAUCION
TOME LA FRESA CON UN TRAPO O CON
GUANTE PARA EVITAR CORTARSE.
OBSERVACIONES
1) Si se trata de ejes con sepa-
radares, se retiran los nece-
sarios para colocar la fresa
en posición.
2) Cuando se trata de ejes lar
gos montados en el husillo
Fi g. 6
REFER.:H0.03/FR 2/2
Fi g. 5
principal se montan uno o dos soportes (fig. 6).
b Fije la fresa.

58
FRESAR SUPERFICIE PLANA HORIZ-ONTAL (Fresado tangencial)
REFER.:H0.04/FR 1/3
Es el proceso mediante el cual se mecaniza la parte superior de ""' pim Ce) con la fresa de planear montada en un �or
tafresa en posición horizontal. Es la for
ma más simple de ejecutar un planeado ho
rizontal, sea con la pieza montada en la
prensa(fig. 1) o directamente sobre la me
sa (fig. 2).
Fi g. 2
PROCESO DE EJECUCION
l? - Monte el material.
2? - Monte el portafresa y fresa de planear.
3? - Prepare Za fresadora para el corte.
Fi g. 1
a Regule el namero de revoluciones por minuto (rpm) con que de
be trabajar la fresa.
OBSERVACION
Antes de poner en funcionamiento la fresadora compruebe que la
herramienta no esté tocando el material.
�-b Ponga en funcionamiento la fresadora.
�-c Aproxime manualmente el material de manera que la herramienta
toque en la parte más alta de la superficie que deba planearse.
d Ponga en "cero" el anillo graduado del tornillo que acciona
la consola.
e Detenga la máquina y baje la consola.
f Seleccione el avance de la mesa.
5-9
REFER.:H0.04/FR 2/3 FRESAR SUPERFICIE PLANA HORIZONTAL
(Fresado tangencial)
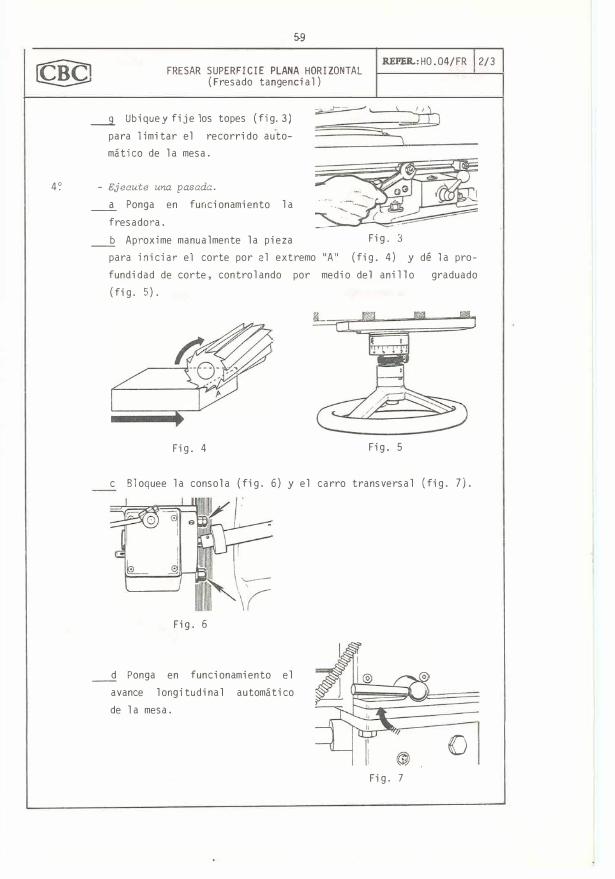
__g_ Ubique y fije los topes (fig. 3)
para limitar el recorrido auto
mático de la mesa.
4? - Ejecute una pasada.
�-ª Ponga en funcionamiento la
fresadora.
�-b Aproxime manualmente la pieza Fig. 3
para iniciar el corte por el extremo "A" (fig. 4) y dé la pro
fundidad de corte, controlando por medio del anillo graduado
( fi g. 5).
Fi g. 4 Fi g. 5
c Bloquee la consola (fig. 6) y el carro transversal (fig. 7).
Fi g. 6
�-d Ponga en funcionamiento el
avance longitudinal automático
de la mesa.
()
Fi g. 7

60
REFER.:H0.04/FR 3/3 FRESAR SUPERFICIE PLANA HORIZONTAL t---�����-'------l
(Fresado tangencial)
OBSERVACIONES
1) En caso de tener que dar una medida, inicie el corte manual
mente (fig. 8) y luego retire la mesa para poder medir direc
tamente la pieza (fig. 9) después ponga el avance automático.
Fig. 8 Fig. 9
2) Según el material que se esté mecanizando, use refrigerante.
e Detenga la fresadora, baje la consola y desplace la mesa,
llevando el material a la posición inicial (fig. 4).
5� - Ejecute otras pasadas (si se necesita).
a Verifique si la superficie quedó totalmente plana (fig. 10).
b Repita el cuarto paso, en ca-
so de ser necesario.
Fi g. 10
VOCABULARIO TECNICO
TAMBOR GRADUADO- anillo graduado, anillo divisor
ESTVDIO DE LA TAREA
PARTE A.
61
PRUEBA No.3
Fresado Tangencial de Superficies Planas
A continuación usted encontrará la lista desordenada de los pasos que se
requieren para desarrollar las operaciones de montaje de la prensa en la
fresadora, montaje del material en la prensa y montaje del árbol portafre
sas y fresas. Ordene lógicamente los pasos que correspondan a cada opera
ción, escribiendo el número en las líneas indicadas en la página siguiente.
l. Separar las mordazas y limpiar la prensa
2. Limpiar la mesa y la base de la prensa
3. Seleccionar el eje portafresas y limpiar su cono y el del agujero dondese va a montar
4. Ubicar la prensa sobre la mesa de la fresadora
5. Introducir el extremo cónico del eje portafresas en el agujero del husillo,cuidando de que las ranuras del eje encajen en la chaveta de arrastre y eleje aprete por medio del tirante
6. Ubicar y fijar el material apretando suavemente ias mordazas
7. Fijar la prensa aprentando las tuercas o tornillos
8. Montar la fresa
9. Golpear con mazo de plomo.de plástico o madera sobre el material, procurando un buen apoyo sobre los calzos o el asiento de la prensa
10. Colocar los tornillos en la ranura de la mesa hasta que encajen en lasmuescas de la prensa
11. Apretar fuertemente el material

Continuación ....
MONTAR PRENSA
EN LA FRESADORA
PARTE B.
62
PRUEBA No.J
OPERACIONES
Fresado Tangencial de Superficies Planas
MONTAR PORTAFRESAS MONTAR MATERIAL EN LA PRENSA y FRESAS
Dada una lista desordenada de los pasos que se siguen para ejecutar un fre
sado tangencial de superficies planas, usted deberá ordenarlos lógicamente,
escribiendo el número de orden en los círculos indicados.
o Preparar la fresadora para el corte
o Ejecutar una pa'sada
o Montar el material
o· Montar el portafresa y la fresa de planear
o Ejecutar otras pasadas si es necesario

63
,__/ ____ __,/
_____ /
,__I ----.¡'--
a +I
2 MANOIBULA MOVIL 1 HIERRO C.". 25X50XTII m.m.
SENA
DENOMINACIOH CANT. MATERIAL
MODULO BASICO DE MAQUNAS - HERRAMIENTAS Y TROQUELES ME!lltW> EN:"'·"'·
FRESADO TANGENaAL DE SUPERFICIES PLANAS Ese:
65 d"Jr;NA" ..
.e, ,a9 Mff4U,u:-"' · 1:r;¡¡;"JNAt. BOGOTl 1.1.tBLIOT.ECA
T A L L E R Fresado Tangencial de Superficies Planas
OBJETIVO TERMINAL
Dado el plano de un ejercicio de fresado tangencial de superficies planas,
una ruta de trabajo aprobada por el instructor, los materiales, equipo y
elementos necesarios, usted estará en capacidad de ejecutar el fresado
tangencial de superficies planas, siguiendo las indicaciones de la ruta
de trabajo.
Se considera logrado el objetivo si:
Las dimensiones coinciden con las requeridas en el plano con
tolerancia dé+ 0.1 mm.
Las superficies maquinadas se encuentran a escuadra
Las superficies trabajadas presentan buen acabado
Se observan las normas de seguridad y mantenimiento
67
FRESADO FRONTAL DE SUPERFICIES
PLANAS E INCLINADAS Y REBAJES
69
ESTUDIO DE LA TAREA
OBJETIVO TERMINAL
Fresado Frontal de Superficies Planas Inclinadas y Rebajes
Dado el plano de un ejercicio de fresado frontal de superficies planas y
una ruta de trabajo en la cual se especifica el orden operacional para el
desarrollo del ejercicio, usted deberá completarla, escribiendo ordenada
mente y sin error los pasos, equipo y materiales que se requieren para
llevar a cabo cada una de las operaciones indicadas.
Con el fin de lograr el objetivo terminal, usted deberá completar satis
factoriamente las etapas que aparecen a continuación:
l. Ident'ificar y determinar características y usos de:
- Cabezal universal y vertical
- Arboles portafresas cortos, pinzas y portapinzas
- Fresas frontales
2. Describir el procedimiento de ejecución para el fresado frontal de
superficies planas (horizontal, vertical, paralela o perpendicular,
rebajes o escalones e inclinados)
71
ACTIVIDAD DE APRENDIZAJE No.l
Identificar y determinar características y usos de:
- Cabezal universal y vertical
- Arboles portafresas cortos, pinzas y portapinzas
- Fresas frontales

73
INFORMACION TECNOLOGICA: REFER.: HIT .119 1/2
CABEZAL UNIVERSAL Y CABEZAL VERTICAL �
!------------�--�' I - CABEZAL UNIVERSAL
El cabezal universal es un accesorio de la máquina de fresar. El husillo de trabajo que posee el cabezal se coloca formando cualquier ángulo con la superficie de la mesa. Este accesorio se acopla al husillo principal de la máquina. Por sus especiales características le da a la fresadora una de sus principales condiciones de universalidad, permitiéndole realizar las más variadas operaciones de fresado.
CONSTITUCION
Está compuesto por tres (3) cuerpos A, By C (fig. 1):
Cuerpo A que se fija en el bastidor, presenta una colisa circular (1-A) en la que puede girar el resto del cabezal en un plano vertical. Una escala graduada permite leer el ángulo que se desea fijar.
Cuerpo B que se adapta a la base apoyada en el bastidor. Presenta otra colisa circular en la c.ual se apoya el tercer cuerpo (1-B).
Cuerpo c. Es el cuerpo que contiene el husillo secundario de trabajo. Este cuerpo se fija al cuerpo B a través de la col isa circular de éste, en el que puede girar en un plano perpendicular al de la colisa del cuerpo A. ( 1-C).
FUNCIONAMIENTO
El movimiento de rotación llega al husillo secundario en� cabezal universal, a través �el eje intermediario (fig. 2) que se monta en el husillo principal, en el cual se acopla
B
e
A
Fig. 1
Fig. 2
el sistema de engranajes del mecanismo interior del aparato.
ESCALAS
GRADUADAS
74
INFORMAOON TECNOLOGICA: REFER.: HIT .119
CABEZAL UNIVERSAL Y CABEZAL VERTICAL
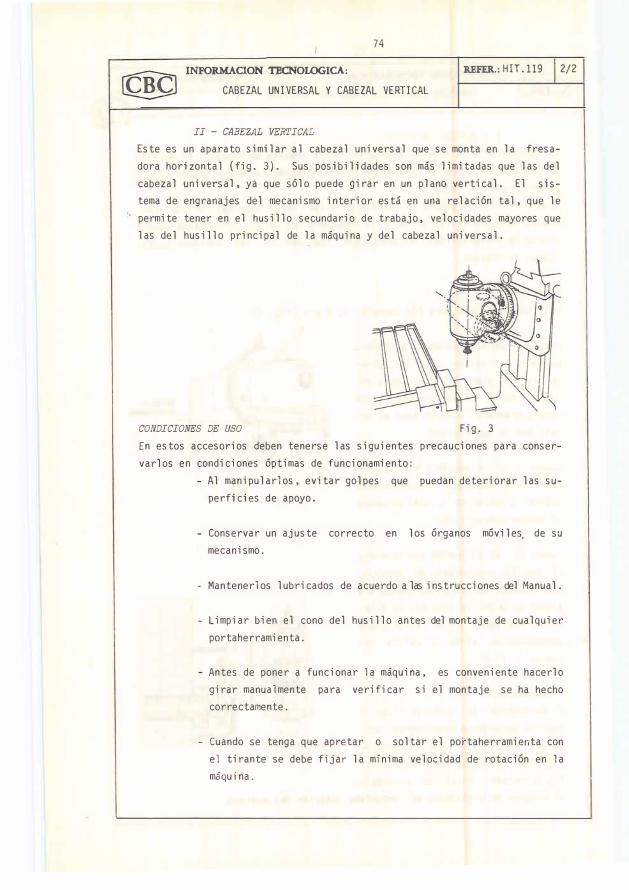
II - CABEZAL VERTICAL
Este es un aparato similar al cabezal universal que se monta en la fresa
dora horizontal (fig. 3). Sus posibilidades son más limitadas que las del
cabezal universal, ya que sólo puede girar en un plano vertical. El sis
tema de engranajes del mecanismo interior está en una relación tal, que le
permite tener en el husillo secundario de trabajo, velocidades mayores que
las del husillo principal de la máquina y del cabezal universal.
CONDICIONES DE USO Fig. 3
2/2
En estos accesorios deben tenerse las siguientes precauciones para conser
varlos en condiciones óptimas de funcionamiento:
- Al manipularlos, evitar golpes que puedan deteriorar las su
perficies de apoyo.
- Conservar un ajuste correcto en los órganos móviles. de su
mecanismo.
- Mantenerlos lubricados de acuerdo a las instrucciones del Manual.
- Limpiar bien el cono del husillo antes del montaje de cualquier
portaherramienta.
Antes de poner a funcionar la máquina, es conveniente hacerlo
girar manuaimente para verificar si el montaje se ha hecho
correctamente.
- Cuando se tenga que apretar o soltar el portaherramier.ta con
el tirante se debe fijar la mínima velocidad de rotación en la
máquina.

75
INFORMACION TECNOLOGICA:
FRESADO TANGENCIAL
FORMAS DE
TRABAJAR DE LAS FRESAS
REFER.: HIT. ll8 13/3
Cuando la fresa corta con los dientes laterales, como se muestra en la lfig. 2, se le denomina fresado tangencial. Se puede deducir que cada diente al cortar deja sobre el material una curva y que la trayectoria de dos dien-tes consecutivos determinan una cresta (P). ... $ N A"' Esta cresta se repite para cada cor- QENT"O M+TALMECA te de cada diente, dejando una ondu- ,.EGIONfL BOGOT#
lación sobre el material caracterís- BIBL OTECi tico en esta forma de fresar. Cuando esas crestas tienen una altu
ra (b) que se desea disminuir para tener un mejor estado superficial, una forma es disminuyendo el avance (e) y aumentando el diámetro de la fresa {fig. 3)
FRESADO FRONTAL
Se llama fresado frontal aquél en que la superficie perpendicular al eje de la fresa tiene una terminación producida por los dientes frontales,
mientras los laterales trabajan tangencialmente (fig. 4). Los dientes frontales tienen su fi1o coincidiendo con el plano de la su-
Fi g. 2
....
Fig, 3 perficie trabajada; por tanto, la rotación de la fresa y la traslación simultánea del material permiten obtener una superficie plana sin las crestas CaraCterÍStiCaS del fresado tan- Superflc;e frobojodocon
gencial. Esto haría preferible, de ser posible, trabajar con fresado frontal . Si n embargo, conviene advertir que cualquier descentrado de la fresa o su afilado incorrecto hace que un diente esté más bajo que los otros y entonces su trayectoria queda marcada en el rial, perjudicando el acabado.
VOCABULARIO TECNICC
mate
ESPIGA - cabo, mango.
frHcdo tongenclol.
Fig. 4
FR::::JADO TANGENCIAL - fresado periférico.FRESADO FRONTAL - fresado de cabeza.

76
INFORMACION TECNOLOGICA: REFER.: HIT. ll5 1/3
PINZAS Y PORTAPINZAS
Jf ¡____ ____ ______.___1.lk
Como algunas fresas de espiga cilíndrica y brocas no pueden fijarse direc
tamente al husillo, se recurre a las pinzas. Debido a su forma permiten el
alojamiento de este tipo de herramientas, fijándolas al husillo mediante
un mandril especial llamado portapinzas.
CONSTRUCCION
Las pinzas (fig. 1) básicamente pueden de
finirse como un cuerpo cilíndrico hueco,
ranurado a su largo en forma parcial y con
una parte cónica, lo que permite el cierre
de la pinza sobre la pieza. Su forma puede
variar (fig. 2), pero el principio de fun
cionamiento es el mismo.
CARACTERISTICAS
Se construyen de acero y su principal ca
racterística es la de utilizar la elasti
cidad del material de que están hechas para
poder apretar la pieza que se necesita to
mar en su alojamiento.
Fi g. 1
Fi g. 2
CLASIFICACION
ALOJAMIENTO
Según la forma de la pieza o herramienta que se desea tomar, se encuentra
en el comercio una variedad de tipos de pinzas que pueden clasificarse en:
Pinzas para barras (fig. 3).
a) cilíndricas
b) cuadradas
c) hexagonales
d) otras
Fig. 3
Pinzas para anillos (fig. 4).
a) de fijación exterior
b) de fijación interior
77
INFORMAOON TECNOLOGICA:
PINZAS Y PORTAPINZAS
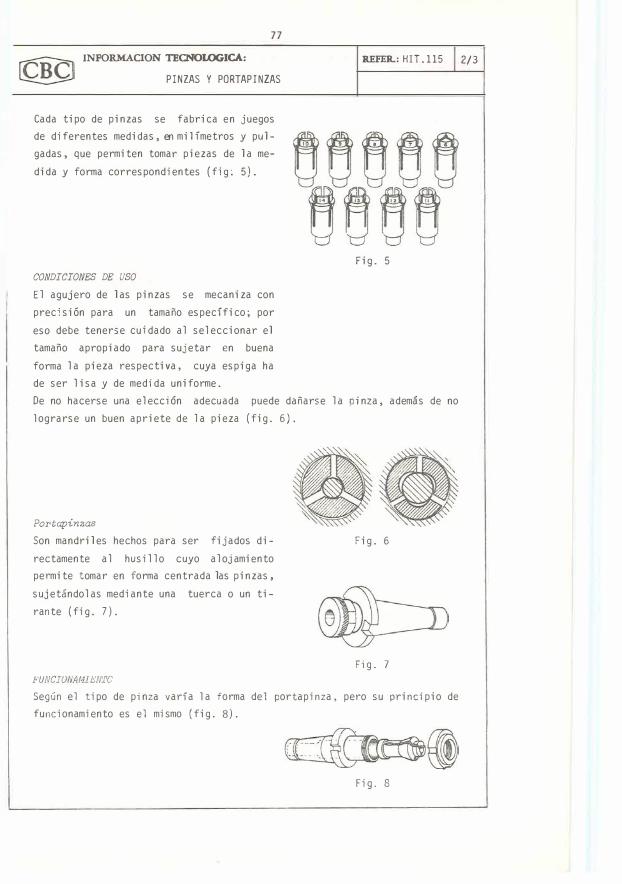
Cada tipo de pinzas se fabrica en juegos
de diferentes medidas, en mi 1 ímetros y pul
gadas, que permiten tomar piezas de la me
dida y forma correspondientes (fig: 5).
REFER.: HIT .115
Fig. 5
CONDICIONES DE USO
El agujero de las pinzas se mecaniza con
prec1sión para un tamaño específico; por
eso debe tenerse cuidado al seleccionar el
tamaño apropiado para sujetar en buena
forma la pieza respectiva, cuya espiga ha
de ser lisa y de medida uniforme.
De no hacerse una elección adecuada puede dañarse la pinza, además de no
lograrse un buen apriete de la pieza (fig. 6).
Portapinzas
Son mandriles hechos para ser fijados di
rectamente al husillo cuyo alojamiento
permite tomar en forma centrada las pinzas,
sujetándolas mediante una tuerca o un ti
rante (fig. 7).
Fig. 6
Fi g. 7
PUNCIONAMit'N'l'C
Según el tipo de pinza varía la forma del portapinza, pero su principio de
funcionamiento es el mismo (fig. 8).
Fi g. 8
2/3

78
INFORMACION TECNOLOGICA: R.EFER.: HIT. ll5 13/3 PINZAS Y PORTAPINZAS
______________________________ ..J._ ________ _
El cuerpo cónico se fija en el husillo y, en el alojamiento del portapinza,
se mete la pinza que es fijada por la tuerca. Al apretar la tuerca no sólo
se fija la pinza sino también se aprieta la pieza al ser presionado el
asiento cónico de la pinza.
Algunos ti pos de porta pinzas, por su di seña, traen también una contra tuerca
(fig. 9), la que permite fijar la posición definitiva de apriete de la pinza
y de la pieza.
Fig. 9
La rosca interior de la parte cónica permite fijar el portapinzas al husi
llo de la máquina por medio de la barra de apriete.
Hay, además, cierto tipo de pinzas que no requieren portapinzas para fijar
las fresas; en este caso, el apriete se logra al fijarlas en el husillo de
la máquina (fig. 10).
Fig. 10
VOCABULARIO TECNICO
PINZA - Boquilla
PORTAPINZA - Portaboquilla

79
FRESAS CBS (Tipos y Características)
Fresas frontales mango cilíndrico roscado, de dos labios helicoidal es.
Hasta 16 mm. de 0.
De acero super rápido.
Mango cónico
Agujero roscado
Desde 16 mm.
hasta 63 mm. de 0.
Fresas frontales manso cilíndrico roscado, de varios labios helicoidales.
Fresas frontales mango cilíndrico. roscado serie larga de varios labios helicoidales.
Muy productiva.
Especial para regatas.
Hasta 16 mm. de 0.
l/1
Fresas frontales w.ango cilíndri co varios labios helicoidales.
E=:
Fresas frontales para trabajos combinados de desbaste y acabado.
Hasta 16 mm. 0 de acero super ráp·i do.
Desde 8 mm.
hasta 50 mm. de 0.
Fresas frontales mango có nico y agujero roscado.
L.--n--------------------_.
A.
B.
81
ESTUDIO DE LA TAREA
PRUEBA No. l
Fresado Frontal de Superficies Planas Inclinadas y Rebajes
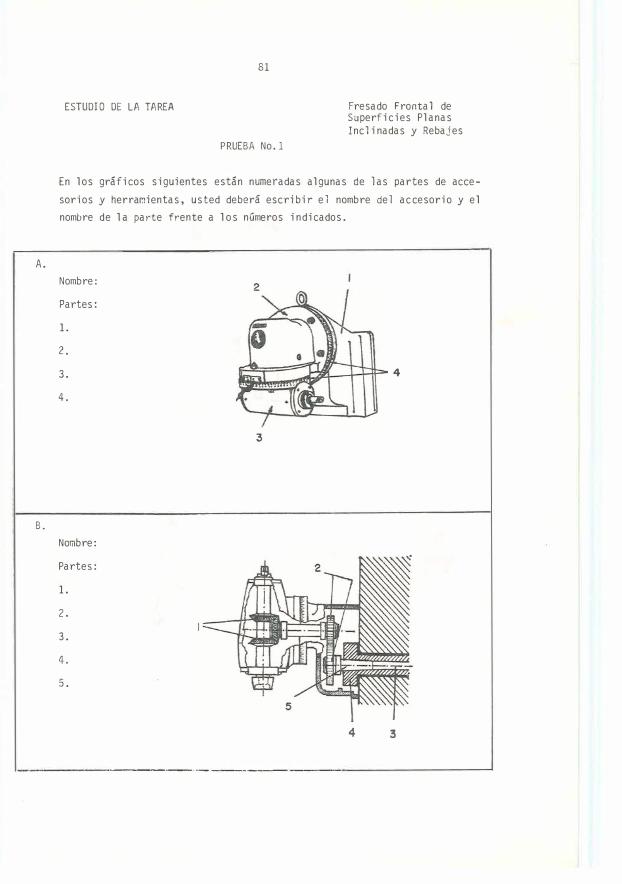
En los gráficos siguientes están numeradas algunas de las partes de acce
sorios y herramientas, usted deberá escribir el nombre del accesorio y el
nombre de la parte frente a los números indicados.
Nombre:
Partes:
l.
2.
3.
4.
Nombre:
Partes:
l.
2.
3.
4.
5.
3
·----·-------------··----
4
4 3
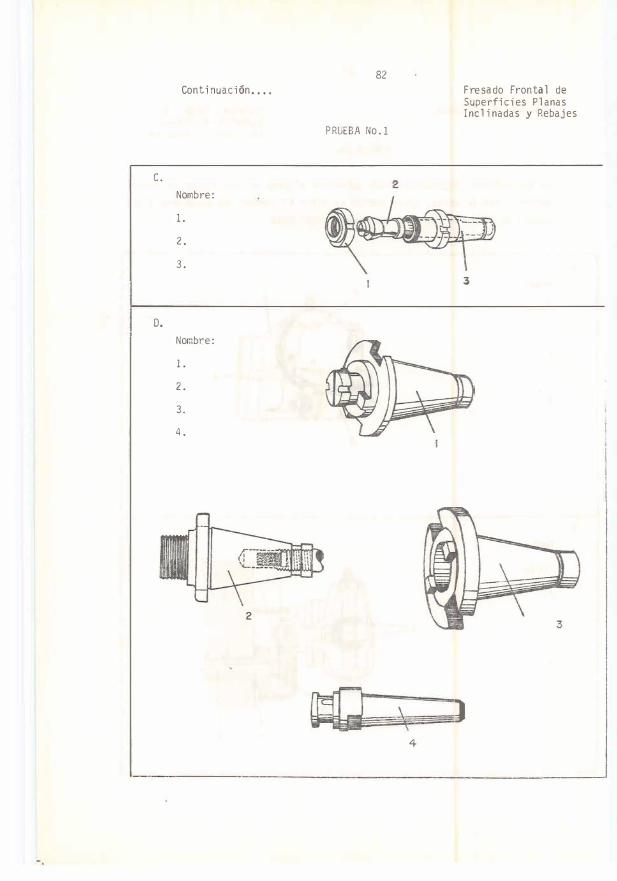
c.
D.
¡ __
Continuación •...
Nombre:
l.
2.
3.
Nombre:
l.
2.
3.
4.
2
82
PRUEBA No. l
\
4
Fresado Frontal de Superficies Planas Inclinadas y Rebajes
3
]

E.
Continuación ....
Nombre de las fresas:
.l.
2.
3.
4.
4
83
PRUEBA No.l
,_ :a l
51111 ·-
Fresado Frontal de Superficies Planas Inclinadas y Rebajes
----------------------------------'

85
ACTIVIDAD DE APRENDIZAJE No.2
:NT,O METALMECA!JllfOf:
fltt:GION/,L 80GOT
BIBLIOTECA
Describir el procedimiento de ejecución para el fresado frontal de
superficies planas (horizontal, vertical, paralela o perpendicular,
rebajes o escalones e inclinados)

87
MONTAR CABEZAL UNIVERSAL
EN LA FRESADORA
Es la acción de ubicar y fijar este accesorio en la
REFER.: H0.05/FR 1/2
,,,. e,, ello se� consigue tener un husillo que forme cualquier ángulo con respecto a la me
sa de la fresadora (fig. 1).
En dicho husillo se hace el montaje de las fresas para operaciones de fre
sado en general y es imprescindible en casos de fresado de ranuras en hé
lices, en espiral o de superficies planas inclinadas.
Fig. 1
PROCESO DE EJECUCION
1� - Monte el eje inte=edio para conectar el cabezal universal al hu-
sillo de la máquina (fig. 2).
a Limpie el cono del eje y el del husillo.
b Introduzca el eje intermediario y fíjelo con el tirante.
OBSERVACION
Debe cuidarse que las ranuras
del eje penetren en las cha
vetas de arrastre del husillo.
Fig. 2
SUPERFICIE DE
APOYO
TIRANTE
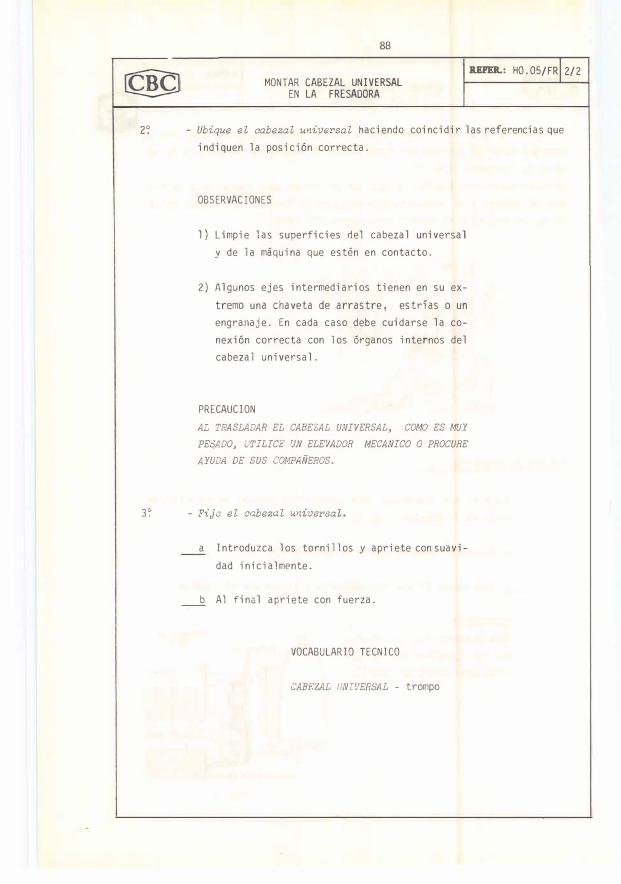
88
MONTAR CABEZAL UNIVERSAL
EN LA FRESADORA
REFER..: H0.05/FRI 2/2
2� - Ubique el cabezal univasal haciendo coincidir las referencias que
indiquen la posición correcta.
OBSERVACIONES
1) Limpie las superficies del cabezal universal
y de la máquina que estén en contacto.
2) Algunos ejes intermediarios tienen en su ex
tremo una chaveta de arrastre, estrías o un
engranaje. En cada caso debe cuidarse la co
nexión correcta con los órganos internos del
cabezal universal.
PRECAUCION
AL TRASLADAR EL CABEZAL UNIVERSAL, COMO ES MUY
PESADO, UTILICE UN ELEVADOR MECANICO O PROCURE
AYUDA DE SUS COMPAÑEROS.
3� - Fije el cabezal universal.
a Introduzca los tornillos y apriete con suavi
dad inicialmente.
�-b Al final apriete con fuerza.
VOCABULARIO TECNICO
CABEZAL 1/NIVERSAL - trompo
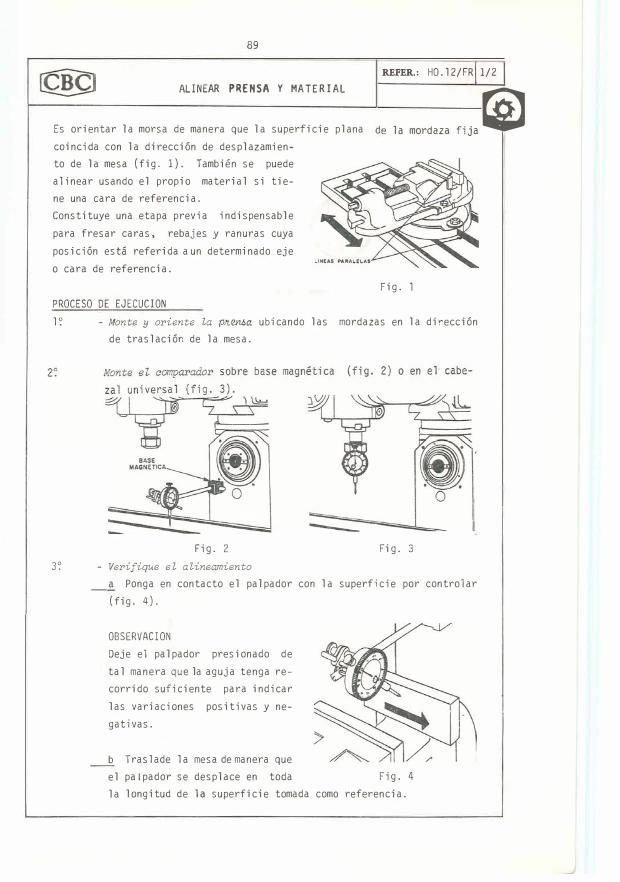
89
ALINEAR PRENSA Y MATERIAL
Es orientar la morsa de manera que la superficie plana
coincida con la dirección de desplazamien
to de la mesa (fig. 1). También se puede
alinear usando el propio material si tie
ne una cara de referencia.
Constituye una etapa previa indispensable
para fresar caras, rebajes y ranuras cuya
posición está referida a un determinado eje
o cara de referencia.
PROCESO DE EJECUCION
REFER.: H0.12/FR 1/2
, 1, mocdm f;j,@
Fig.
1� - Monte y oriente la p�e.iua ubicando las mordazas en la dirección
de traslación de la mesa.
Fi g. 2
3� - Verifique el alineamiento
Fi g. 3
� -ª Ponga en contacto el palpador con la superficie por controlar
( fig. 4).
OBSERVACION
Deje el palpador presionado de
tal manera que la aguja tenga re
corrido suficiente para indicar
las variaciones positivas y ne
gativas.
b Tras 1 ade 1 a mesa de manera que
el palpador se desplace en toda Fig. 4
la longitud de la superficie tomada como referencia.
90
REFER.: HO. 12/FR 2/2
ALINEAR Y MATERIAL
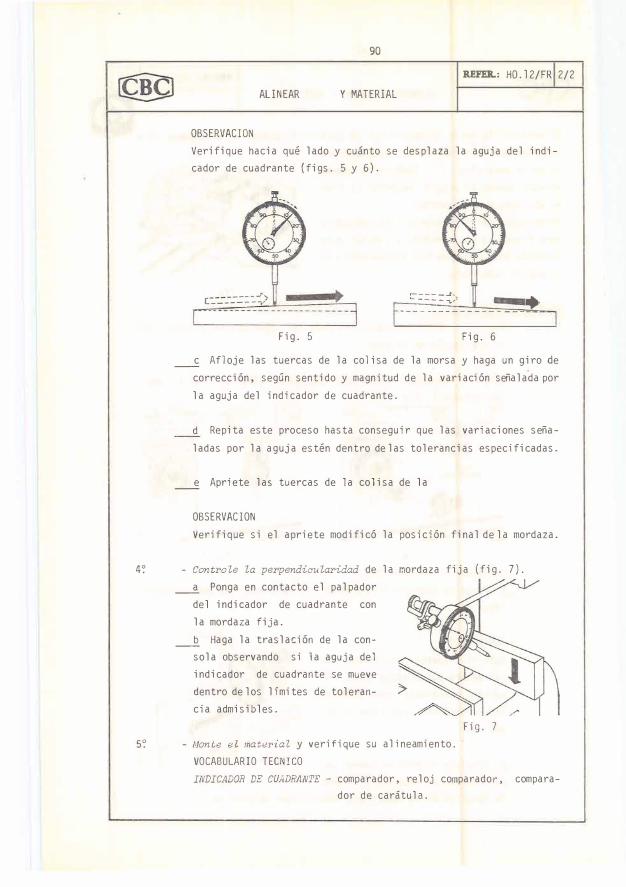
OBSERVACION
Verifique hacia qué lado y cuánto se desplaza la aguja del indicador de cuadrante (figs. 5 y 6).
r------..1',
--�-------�==-�---------.
Fi g. 5 Fig. 6
�-c Afloje las tuercas de la col isa de la morsa y haga un giro -0e corrección, según sentido y magnitud de la variación señala.da por la aguja del indicador de cuadrante.
d Repita este proceso hasta conseguir que las variaciones señaladas por la aguja estén dentro de las tolerancias especificadas.
�-e Apriete las tuercas de la colisa de la
OBSERVACION
Verifique si el apriete modificó la posición final de la mordaza.
4? - Controle la perpendicularidad de la mordaza fija (fig. 7).�-ª Ponga en contacto el palpador
del indicador de cuadrante con la mordaza fija.
�-b Haga la traslación de la consola observando si la aguja del indicador de cuadrante se mueve dentro de los lfmites de tolerancia admisibles.
5? - Monte el material y verifique su alineamiento.VOCABULARIO TECNICO
Fi g. 7
INDICADOR DE CUADRANTE - comparador, reloj comparador, comparador de carátula.

91
FRESAR SUPERFICIE PLANA HORIZONTAL (Fresado frontal)
REFER.:H0.06/FR 1/2
Es mecanizar un material para obtener.una superficie plana paralela a
mesa, utilizando una fresa frontal montada en el cabezal universal de la
fresadora (fig. 1).
Se hace para producir superficies planas en la construcción de órganos de
máquinas, herramientas y accesorios.
PROCESO DE EJECUCION
1? - Monte el cabezal unive1•sal.
PRECAUCION
Fig. 1
SOLICITE LA AYUDA DE UN COMPAÑERO POR TRATARSE DE UN ACCESORIO
MUY PESADO.
2? - Monte el materia'z.
3? . Monte Za fresa.
PRECAUCION
AL MONTAR LA FRESA PROTEJASE LA MANO CON UN TRAPO O USE GUANTE
PARA EVITAR CORTARSE.
4? - Prepare Za máquina.
a Regule el ndmero de revoluciones por minuto (rpm).
b Ponga en funcionamiento la fresadora.
OBSERVACION
Antes de poner en funcionamiento la fresadora compruebe que la
fresa no esté tocando el material.
92
FRESAR SUPERFICIE PLANA HORIZONTAL (Fresado frontal)
REPER.:HQ.06/FR 12/2
c Aproxime manualmente el material de manera que la fresa toque
en la parte más alta de la superficie que se quiere planear.
d Ponga en cero el anillo graduado del tornillo que acciona la
consola.
e Detenga la máquina.
f Seleccione el avance de la mesa.
____g_ Ubique y fije los topes para limitar el recorrido de la mesa.
5� - Efeatúe Za pasada.
a Ponga en funcionamiento la fresadora.
b Aproxime manualmente la pieza para iniciar el corte por un
extremo y dé la profundidad de corte, controlando en el anillo
graduado.
c Bloquee la consola y el carro transversal.
d Ponga en funcionamiento el avance automático de la mesa.
OBSERVACIONES
1) En caso de tener que dar una medida, inicie el corte manual
mente y retroceda la mesa para medir la pieza. Después ponga
el avance automático.
PRECAUCION
AL MEDIR CUIDE (JU/:,' LA MAQUINA ES1'E DE'TENTDA.
2) Según el material que se esté mecanizando, use refrigerante.
e Detenga la fresadora, baje la consola y desplace la mesa para
llevar el material a la posición in·icial.
6� - Efeatúe ot.;,as ¡,c1svdas (en caso de ser necesario).
a Verifique las ir.e di rlas.
b Repita el 5� paso.
93
FRESAR SUPERFICIE PLANA VERTICAL
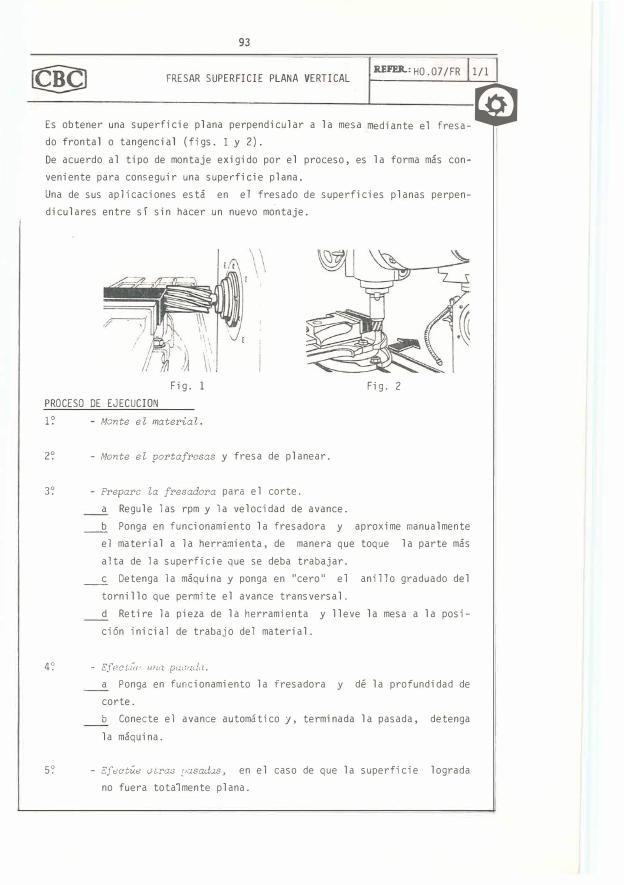
Es obtener una superficie plana perpendicular a la mesa
do frontal o tangencial (figs. 1 y 2).
REFER.:H0.07/FR 1/1
,di'" t, , 1 fresa- Ce) De acuerdo al tipo de montaje exigido por el proceso, es la forma más con
veniente para conseguir una superficie plana.
Una de sus aplicaciones está en el fresado de superficies planas perpen-
diculares entre sí sin hacer un nuevo montaje.
Fi g. 1
PROCESO DE EJECUCION
1� - Monte el material.
2� - Monte el portafresas y fresa de planear.
3� - Prepare la fresadora para el corte.
a Regule las rpm y la velocidad de avance.
Fig. 2
__ b Ponga en funcionamiento la fresadora y aproxime manualmente
el material a la herramienta, de manera que toque la parte más
alta de la superficie que se deba trabajar.
__ c Detenga 1 a máquina y ponga en "cero" e 1 ani 11 o graduado del
tornillo que permite el avance transversal.
d Retire la pieza de la herramienta y lleve la mesa a la posi
ción inicial de trabajo del material.
4 � - E.f Pc /,iÍC' wzri p,wml,i.
a Ponga en funcionamiento la fresadora y dé la profundidad de
corte.
b Conecte el avance automático y, terminada la pasada, detenga
la máquina.
5� - Efectúe ot-ras [>asadas, en el caso de que la superficie lograda
no fuera totalmente plana.

94
�Be FRESAR SUPERFICIE PLANA PARALELA O Rl!l'IIJL: HO.OS/FR l/
� PERPENDICULAR A UNA DE REFERENCIA
�Consiste en obtener una superficie plana con fresado frontal o tangencial • de manera que resulte paralela o perpendicular a otra del mismo material que se toma como referencia. Se aplica en la construcción de piezas con forma de prismas rectangulares (fig. 1).
PROCESO DE EJECUCION
1 � - Monte la plte.n-Oa
Fig. 1
2� Monte el material y apoye la superficie de referencia del mismo (SR) en la superficie de apoyo de la prensa tal como se indica en las figs. 2 y 3.
fig. 2- Superficie de referencia del material (SR) apoyada para obtener, con el fresado, una superficie paralela. Fig. 3- Superficie de referencia
del material (SR) apoyada para obtener, con el fresado, una superficie perpendicular.

95
FRESAR SUPERFICIE PLANA PARALELA O PERPENDICULAR A UNA DE REFERENCIA
OBSERVACION
REFER.:H0.08/FR 2/2
Cuando las superficies que aprietan las mordazas
no son rigurosamente paralelas, o cuando la mor
daza móvil tiene juego en sus guías, conviene
utilizar un calce cilíndrico, como se indica en
la fi g. 4.
3: - Montu la [r,1sa.
4� - Frc1se l.i sur,erficie plana ho:'Üontal.
5� - Verifique el paralelismo o perpendicularidad.
Fig. 4
a Para el paralelismo utilice calibre con nonio.
b Para la perpendicularidad utilice una escuadra.
VOCABULARIO TECNICO
¡'ALT•1iiE C(W ·.1,),VTO- pie de rey, cartabón de corredera, calibre a
colisa, pie de metro.
96
FRESAR REBAJES
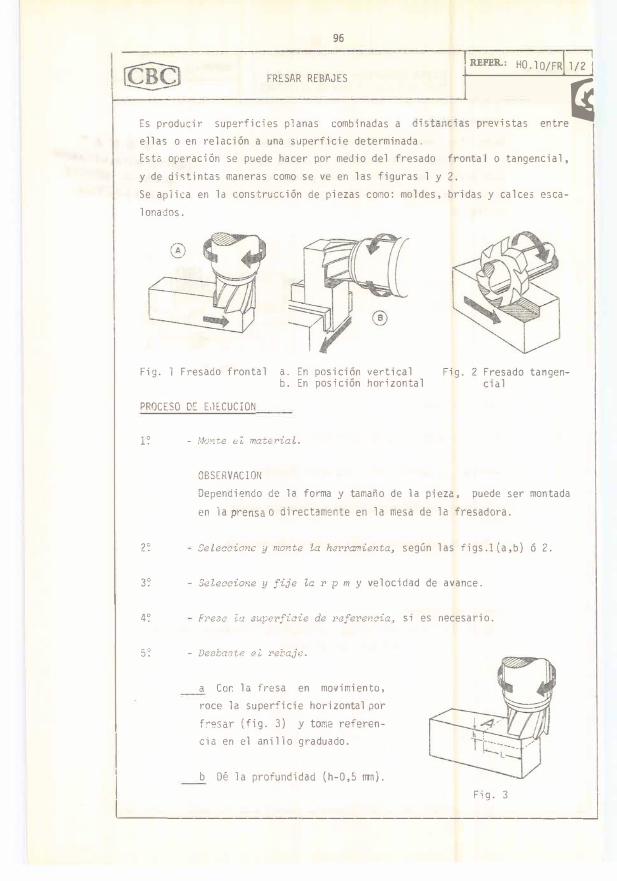
Es producir superficies planas combinadas a
1 REPl!R., HO. 10/FRI 1/ 2 1
s ''"istas eotceti ellas o en relación a una superficie determinada. Esta operación se puede hacer por medio del fresado frontal o tangencial, y de distintas maneras como se ve en las figuras l y 2. Se aplica en la construcción de piezas como: moldes, bridas y calces escalonados.
Fig. 1 Fresado frontal a. En posición vertical b. En posición horizontal
PROCESO DE EJECUCION
1� - Mo:ite e7, mater'iaL
OBSERVACION
Fig. 2 Fresado tangencial
Dependiendo de la forma y tamaRo de la pieza, puede ser montada en la prensa o direct3mente en la mesa de la fresadora.
2� Seleccione y monte Za herramienta, según las figs.l(a,b) ó 2.
3� - Sdeccione y fije la r p m y velocidad de avance.
4� FPese Za :;uperficie de i'eferencia, si es necesario.
5� - Desbaste el rebaje.
a Con la fresa en movimiento,roce la superficie horizontal porfr�sar (fig. 3) y tome referencia en el anillo graduado.
b Dé la profundidad (h-0,5 llTll).Fig. 3 L---------------------------------'
97
REFER.: H0.10/FR 2/2FRESAR REBAJES
OBSERVACION
En caso de que la profundidad (h - 0,5 m m) sea superior a la
máxima permitida, realice tantas pasadas como sea necesario.
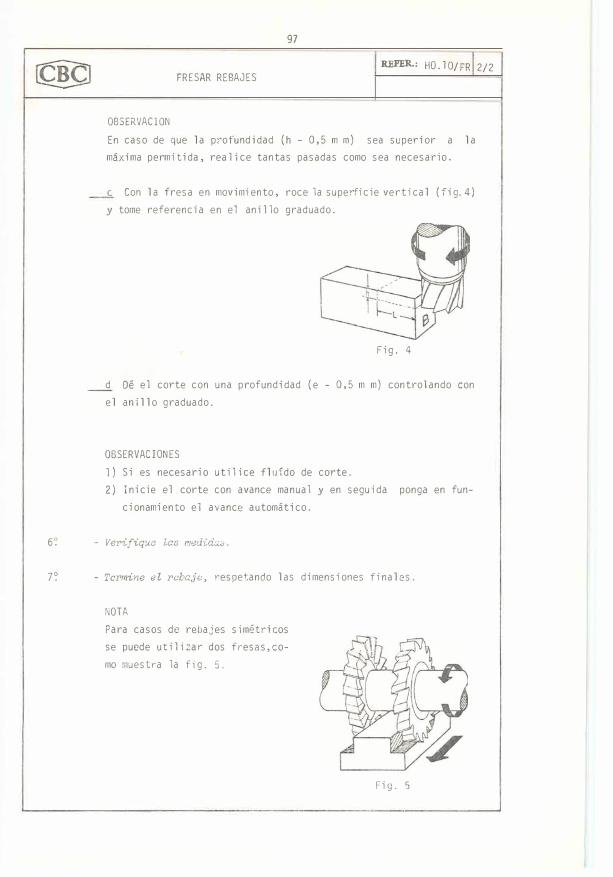
e Con la fresa en movimiento, roce la superficie vertical (fig. 4)
y tome referencia en el anillo graduado.
Fi g . 4
d Dé el corte con una profundidad (e - 0,5 m m) controlando con
el anillo graduado.
OBSERVACIONES
1) Si es necesario utilice fluído de corte.
2) Inicie el corte con avance manual y en seguida ponga en fun
cionamiento el avance automático.
6� - Verifique las medidas.
7� - Termine el rebaje, respetando las dimensiones finales.
NOTA
Para casos de rebajes simétricos
se puede utilizar dos fresas,co
mo muestra la fig. 5.
Fi g. 5
98
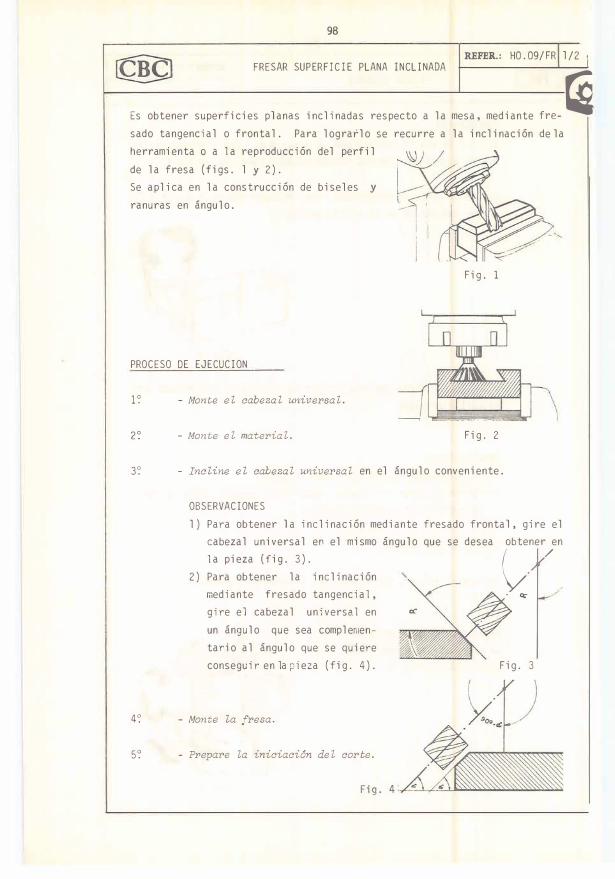
REFER.: H0.09/FR 1/2 , FRESAR SUPERFICIE PLANA INCLINADA
fr,-Í.S Es obtener superficies planas inclinadas respecto a la mesa, mediante
sado tangencial o frontal. Para lograrlo se recurre a la inclinación de la
herramienta o a l a reproducción del perfil
de la fresa (figs. l y 2).
Se aplica en la construcción de biseles y
ranuras en ángulo.
PROCESO DE EJECUCION
1� - Monte el cabezal universal.
2� - Monte el material.
Fig. 1
Fig. 2
3� - Incline el cabezal universal en el ángulo conveniente.
OBSERVACIONES
l) Para obtener la inclinación mediante fresado frontal, gire el
cabezal universal en el mismo ángulo que se desea
la pieza (fig. 3).
2) Para obtener la inclinación
mediante fresado tangencial,
gire el cabezal universal en a:
un ángulo que sea complenien
tario al ángulo que se quiere
conseguir en lapieza (fig. 4).
4� - Monte la fresa.
5� - Prepare la iniciación del corte.
obtener en
e, / • et"
Fi g. 3
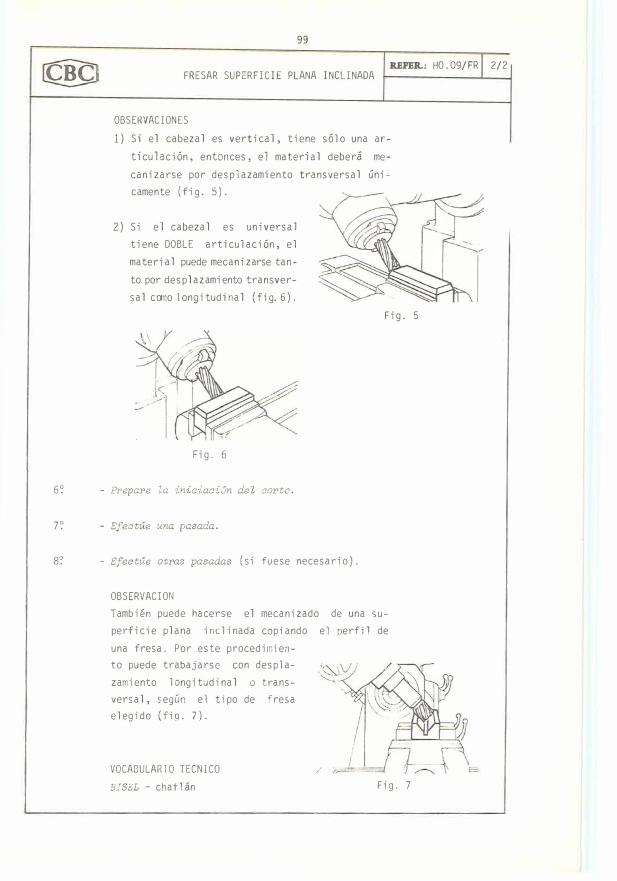
99
REFER.: H0.09/FR 2/2 FRESAR SUPERFICIE PLANA INCLINADA
OBSERVACIONES
1) Si el cabezal es vertical, tiene sólo una ar
ticulación, entonces, el material deberá me
canizarse por desplazamiento transversal úni
camente (fig . 5).
2) Si el cabezal es universal
tiene DOBLE articulación, el
material puede mecanizarse tan
to por desplazamiento transver
sal como longitudinal (fig. 6).
Fig. 6
6 � - Prepare la iniciación del corte.
7� - Efectúe una pasada.
8� - Efectúe otra8 pasadas (si fuese necesario).
OBSERVACION
Fig. 5
También puede hacerse el mecanizado de una su
perficie plana inclinada copiando el perfil de
una fresa. Por este procedimien
to puede trabajarse con despla
zamiento longitudinal o trans
versal, según el tipo de fresa
elegido (fiq. 7).
VOCABULARlO TECNICO
BJSI::L - chaflán
/
Fig. 7
ESTUDIO DE LJl. TAREA
PARTE A .•
101
PRUEBA No.2
Fresado Frontal de Superficies Planas Inclinadas y Rebajes
A continuación encontrará la lista desordenada de los pasos requeridos para
el fresado frontal de superficies planas, usted deberá ordenar lógicamente
los pasos que corresponden a cada operación, escribiendo los nGmeros en las
líneas que aparecen en el cuadro.
l. Montar el eje intermedio
2. Montar el comparador
3. Montar el material
4. Verificar el alineamiento
5. Seleccionar y montar la herramienta
6. Ubicat· el cabezal
7. Montar y orientar 1 a prensa
8. Fijar el cabezal
9. Controlar la perpendicularidad de la r,1ordaza fija
10. Seleccionar y fijar el RPM. y la velocidad de avance
11. Montar el material y verificar su alineamiento
12. Terminar el rebaje respetando las dimensiones finales
13. Verificar las medidas
14. Fresar la superficie de referencia si es necesario
l

Continuaci6n ....
15. Desbastar el rebaje
MONTAR CABEZAL
------
1
�-
102
PRUEBA No.2
P A S O S
ALINEAR PRENSA Y MATERIAL
Fresado Frontal de Superficies Planas Inclinadas y Rebajes
FRESADO DE REBAJES
1
_J
Continuación ....
PARTE ll.
103
PRUEBA No. 2
Fresado Frontal de Superficies Planas
Inclinadas y Rebajes
Dada una lista desordenada de los pasos que se siguen para ejecutar un fresado
frontal de superficies planas, usted deberá ordenarlos lógicamente, escribiendo
el número de orden en los círculos indicados.
o Preparar la máquina
o Montar el cabezal universal o vertical
o Montar la fresa
o Montar el material
o Efectuar la pasada
o Efectuar otras pasadas si es ne cesa ri o
104
ESTUDIO DE LA TAREA
PRufBA Ho.2
PARTE C.
Fresado Frontai de Superficies Planas
Inclinadas y Rebajes
Indique si las siguientes afirmaciones son verdaderas o falsas, escribiendo
una (X) en la respectiva columna (V) o (F}.
-----�v·--¡-1 l. Para el fresado frontal, gire el cabezal universal al mismo lngulo que se desea obtener en la pieza
2. Para el fresado tangencial gire el cabezal universal en ángulo s�plernentario del ángulo que se quiere conseguir en la pieza
3. Si el cabezal es vertical, tiene solo una articulación, el materialdeber& mecanizarse por desplazamiento transversal y longitudinal
4. Si el cabezal es universal, tiene doble articulación, el material puedemecanizarse tanto por desplazamiento transversal como longitudinal
5. Se puede hacer el mecanizado de una superficie plana inclinada copiandoel perfil de la fresa
,____ _________ -- ----·--'--u

•s EN A.,.
, �4At An�nTJI 105
OIINTAO M[TALMECANfeeql"l'h)
BIBLIOTECA
...
_______ ] --- >-
L. 48 J _Q__ 2
-- ....
] �.L
47 1 1 22 J
NOTAS . • PIEZA NI! <!- FRESADO FRONTAL ( MORDAZAS )
• PIEZA Ni 2 FRESADO DE REBAJES ( MANDIBULA MOVL)
- lUDAS LAS MEDIDAS DEBEN TENER UNA TOLERANCIA DE :to.os m.m.
4 MORDAZAS 2 HIERRO C.R. 5/16'x2 t/4"X2 V2"
2 MANOIBULA MOVIL 1 HIERRO C.R: 22X47X74 m.m.
HJI DE NOMJNACION CANT. MATERIAL
SENA MODULO BASICO DE MAQUINAS - HERRAMIENTAS Y TROQUELES MEDIDAS EN : m.m.
FRESADO FRONTAL Y DE REBAJES ese:

107
I' 1 rt---------·t-
1
--, 47
íl
1 1 ¡ 1 1111 1 1 1 1 1
.17íl]
.
jjz.2
z hWllBJU MOVIL HIEIIIIO C.R. 22X47X74 m.m.
SENA
DENOMINACION CANT. MATERIAL
MODU.O BASICO DE MAQUINAS - HERRAMIENTAS Y TROQUELES MED04s EH: 111.111.
FAESADO DE SUFERFICIES PLANAS NCUNADAS ESC:

109
TALLER
OBJETiVO TERMINAL
Fresado Frontal de Superficies Planas Inclinadas y Rebajes
Dado el plano de un ejercicio de fresado frontal de superficies planas,
una ruta de trabajo aprobada por el instructor, ]o!; materiales, herra·
mientas, equipo y elementos necesarios, usted estará en capacidad de eje
cutar el fresado frontal de súperficies planas de rebajes e inclinadas,
siguiendo las indicaciones del plano y de la ruta.
Se considera logrado e1 objetivo si:
Las dimensiones coinciden con las especificadas en el plano con
una tolerancia de + 0.05 mm.
Las superficies maquinadas se encuentran a escuadra (90° )
Las superficies trabajadas presentan buen acabado
Se observan las normas de seguridad

111
TALADRADO EN LA FRESADORA
113
ESTUDIO DE LA TAREA Taladrado en la Fresadora
OBJETIVO TERMINAL
Dado el plano de un ejercicio de taladrado en la fresadora y una ruta de
trabajo en la cual se especifica el orden operacional para el desarrollo
del ejercicio, usted deberá completarla, escribiendo ordenadamente los
pasos, equipo y materiales necesarios para llevar a cabo cada uno de los
pasos indicados. sin cometer ningún error.
Con el fin de lograr el objetivo terminal, usted deberá completar satis
factoriamente las etapas que aparecen a continuación:
l. Determinar características y usos de los siguientes elementos:
- Mandril, portabrocas y portapinzas
- Conos de reducción
Brocas
2. Describir ordenadamente el proceso de ejecución para el taladrado en
la fresadora
...
' - Tlf
115
ACTIVIDAD DE APRENDIZAJE No .1
E
A T
Determinar características y usos de los siguientes elementos:
- Mandril, portabrocas y portapinzas
- Conos de reducción
- Brocas
117
ESTUDIO DE LA TAREA Taladrado en la Fresadora
PRUEBA �lo. 1
Indique si las siguientes afinnaciones son verdaderas o falsas, escribiendo
una (X) en la columna respectiva (V) o (F).
l. El ángulo de punta de la broca para tal adrar acero de 40 a 70 KP /mm. 2
es de 118º
2. Las brocas son fabricadas solamente de acero al carbono
3. Los portapinzas solo se pueden montar en el cabezal universal
4. Los mandriles son los mismos portaejes cortos
5. El tirante de fijación es una barra de acero que introduce a presiónen el agujero del eje portafresas
6. El cabezal universal es un accesorio de la fresadora
7. Las posbil idades de uso del cabezal vertical son más limitadas que lasdel cabezal universal
V F
119
ACTIVIDAD DE APRENDIZAJE No.2
Describir ordenadamente el proceso de ejecución para el taladrado en la
fresadora .•
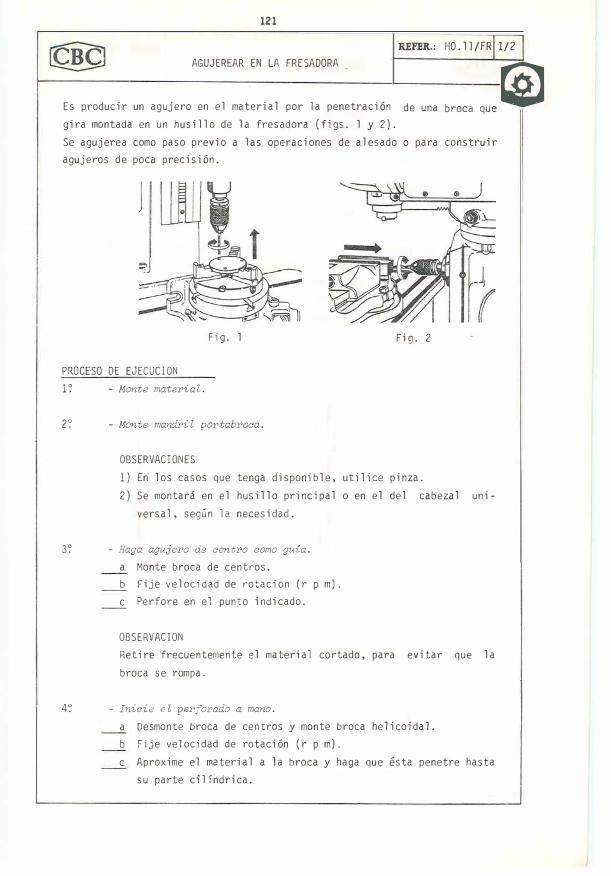
121
REFER.: HO. 11/FR 1/2
AGUJEREAR EN LA FRESADORA
Es producir un agujero en el material por la penetración
gira montada en un husillo de la fresadora (figs. 1 y 2).
de una bcoca qoe@
Se agujerea como paso previo a las operaciones de alesado o para construir
agujeros de poca precisión.
PROCESO DE EJECUCION
1� - Monte material.
Fig.
2� - Monte mandril portabroca.
OBSERVACIONES
Fi g. 2
1) En los casos que tenga disponible, utilice pinza.
2) Se montará en el husillo principal o en el del cabezal uni
versal, según la necesidad.
3� - Haga agujero de centro como guia.
a Monte broca de centros.
b Fije velocidad de rotacion (r p m).
c Perfore en el punto indicado.
OBSERVAC ION
Retire frecuentemente el material cortado, para evitar que la
broca se rompa.
4� - Inicie el perforado a mano.
a Desmonte broca de centros y monte broca helicoidal.
b Fije velocidad de rotación (r p m).
c Aproxime el material a la broca y haga que ésta penetre hasta
su parte cilíndrica.

122
AGUJEREAR EN LA FRESADORA
5� - Termine el perforado.
a Fije velocidad para el avance automático.
REFER.: H0.11/FR 2/2
b Sitúe los topes para limitar el recorrido automatizado.
c Ponga en funcionamiento �l avance automático.
OBSERVACIONES
l) Durante el corte refrigere frecuentemente utilizando fluido
adecuado.
2) Cuando perfore con brocas de diámetro mayor que 12 mm, haga
primero un agujero guía con una broca de diámetro ligeramente
superior al núcleo de aquella.
3) En caso de agujeros no pasantes, retire la broca, limpie el
agujero y verifique su profundidad. Utilice la reglilla del
calibre con nonio (fig. 3) o un calibre de profundidad (fig.4).
Fig. 3
PRECAUCION
AL LIMPIAR EL AGUJERO RETIRE LA BROCA Y PONGASE
LENTES DE SEGURIDAD.
VOCABULARIO TECNICO
BROCA HELICOIDAL - mecha, ta 1 adro
PINZA - boquilla
Fig. 4
123
ESTUDIO DE LA TAREA Taladrado en la Fresadora
PRUEBA No.2
Dados algunos de los pasos en forma desordenada, correspondientes a las
operaciones para ejecutar el taladrado en la fresadora, usted los ordena
rá, escribiendo lógicamente el número de cada paso frente a cada opera
ción.
l. En los casos que tenga disponible, utilice pinza
2. Fijar la velocidad de rotación (RPM.)
3. Poner en funcionamiento el avance automático
4. Perforar en el punto indicado
5. Aproximar el material a la broca y hacer que este penetre hasta suparte cilíndrica
6. Fijar la velocidad para el avance automático
7. Montar en el husillo principal o en el del cabezal universal si esnecesario
8. Montar brocas de centro
9. Desmontar broca de centros y montar broca helicoidal
10. Situar los topes para limitar el recorrido automatizado
. 1
124
Continuación .••• Taladrado en la Fresadora
PRUEBA No.2
OPERACIONES P A S O S
l. Montar el material (Operación Repetida)
2. Montar mandril porta broca--- ---
3. Hacer agujero de centrocomo guía
--- --- ---
4. Iniciar el taladradoa mano --- --- ---
5. Terminar el taladrado--- --- ---
- --- ------

NOTAS : - TALAÓRAII ENSA1118� : ENTU II LAS PIEZAS ,.a I Y 2 - ESCARWI A 3/9 • � SIN bUiilókfü LAS PÉZAS
,.
- UNA VEZ TALA!iAÁOAS Y, f9(:Ált1AOAS' LAS IIWIDllUUS SE ""°étDE A ELAIOIIAII LA PIEZA Ni 12 " LAMINA Ot ll[T[NQON " CE LA PRENSA 0€ INICO Sl!OUH 11\,AHO ANDO CON EL TIEMPO ADICIONAL
MANDIBULA MOVIL 2 KIERIIO C.R. DE 22X47X74 m.m.
SENA
HIERRO C.R.OE 40X41Xl32 111.111.
OENOMIIIACION CANT. llilTERIAL
MODlLO BASICO ot MAOUINAS- HERFW.tENTAS y l11()(X E ES MEOtDo\S EN :111.111.y ,..it.
TALADRADO EN LA FRESADORA oc:

11
NI
126
NOTAS : • 1t DUE CONSTltulft A CONTINUAQON DEL TALADftAD O DE LAS MANIIIIULAS
DI LA l'ftESADOftA
• TIEMPO ADICIONAL : S 11 •
• P'Aft/4 TIIIMINAft LA PftENSA SE DHE IIEALIZ/411 EL MONTAJE INCLUYENDO EL
lttMACHAD0 DE LAS CAUZAS EH LAS P'ALANCAS
• TIEMPO ADICIONAL : 2 11 •
LAMINA DI MTtNCION LAMINA C.11. DI IXHX50 •·•·
DINOMINAOON CANT. MATEIIAL
SENA MODULO BASICO DE MAQUNAS·HERRAMIENTAS Y TROQUELES �EN:111.111.,pt11g.
TALADRADO EN LA FRESADORA ne :
127
T A L L E R Taladrado en la Fresadora
OBJETIVO TERMINAL
Dado el plano de un ejercicio de taladrado en la fresadora, una ruta de
trabajo aprobada por el instructor, los materiales, equipo y los elementos
necesarios, usted estará en capacidad de ejecutar el taladrado en la fre
sadora, siguiendo las indicaciones de la ruta de trabajo.
Se considera logrado el objetivo si:
Las dimensiones coinciden con las especificadas en el plano
Usted sigue correctamente el proceso de ejecución
Usted observa las normas de seguridad