especificación - avanzognf.cdn.avanzo.com/archivos/resources/3889_es_es.pdf · expandido en frio...
TRANSCRIPT

Valora la necesidad de imprimir este documento, una vez impreso tiene consideración de copia no controlada. Protejamos el medio ambiente.
Propiedad del Gas Natural Fenosa. Prohibida su reproducción
Tubo de Acero DN 50 (2”) Hasta DN 750 (30”)
Código: ES.0025.GN-DG
Edición: 1
Responsable Firma / Fecha
Elaborado Operaciones y Calidad D. JUAN M. SOLÍS
Revisado Operaciones y Calidad D. JOSÉ L. ESQUIVIAS
Aprobado Director Técnico de Distribución Gas D. JOSÉ M. ALMACELLAS
espe
cific
ació
n

Tubo de Acero DN 50 (2”) Hasta DN 750 (30”)
ES.0025.GN-DG Fecha: 27/09/2010
Edición: 1 Página: 2 de 31
Valora la necesidad de imprimir este documento, una vez impreso tiene consideración de copia no controlada. Protejamos el medio ambiente
Propiedad de Gas Natural Fenosa. Prohibida su reproducción
Histórico de Revisiones
Edición Fecha Motivo de la edición y/o resumen de cambios
1 27/09/2010 Adaptación a nuevo formato
Esta norma anula a la norma EM-D25-E en todas sus partes

Tubo de Acero DN 50 (2”) Hasta DN 750 (30”)
ES.0025.GN-DG Fecha: 27/09/2010
Edición: 1 Página: 3 de 31
Valora la necesidad de imprimir este documento, una vez impreso tiene consideración de copia no controlada. Protejamos el medio ambiente
Propiedad de Gas Natural Fenosa. Prohibida su reproducción
Índice
1. Objeto 5
2. Alcance 5
3. Documentos de referencia 5
4. Consideraciones generales 6
4.1. Proceso de fabricación de los tubos 6
4.2. Calidad de los materiales 6
5. Requisitos técnicos 6
5.1. Fabricación del acero 6
5.2. Expandido en frio 6
5.3. Trazabilidad 7
5.4. Tratamiento térmico 7
5.5. Soldabilidad 7
5.6. Curvado 7
5.7. Junteros 7
5.8. Soldadura de unión entre bobinas 7
5.9. Soldadura de extremos de bobinas 8
5.10. Composición química 8
5.10.1. Análisis de colada 8
5.10.2. Análisis de producto 8
5.11. Propiedades mecánicas 8
5.11.1. Tracción 8
5.11.2. Tenacidad a la fractura 8
5.11.3. Criterios de aceptación del ensayo de aplastamiento. 9
5.11.4. Ensayo metalográfico 9
5.11.5. Ensayo de doblado 9
5.11.6. Dimensiones, masas y tolerancias 9
5.11.7. Imperfecciones y defectos superficiales 10
5.11.8. Tolerancia en el cordón de soldadura 12
5.12. Ensayos y Pruebas 13
5.12.1. Tipo y frecuencia de ensayos 13
5.12.2. Selección y preparación de las muestras y probetas 14
5.12.3. Métodos de ensayos 15
5.12.4. Reensayos 15
Tubo de Acero DN 50 (2”) Hasta DN 750 (30”)
ES.0025.GN-DG Fecha: 27/09/2010
Edición: 1 Página: 4 de 31
Valora la necesidad de imprimir este documento, una vez impreso tiene consideración de copia no controlada. Protejamos el medio ambiente
Propiedad de Gas Natural Fenosa. Prohibida su reproducción
5.12.5. Reprocesados 15
5.12.6. Prueba hidrostática 16
5.12.7. Examen Visual 17
5.12.8. Control dimensional 17
5.12.9. Ensayos no destructivos (END) 19
5.13. Tratamiento de imperfecciones y defectos 20
6. Identificación y marcado 21
7. Revestimiento y embalaje 21
8. Documentación 21
9. Excepciones 22
10. Acreditación de proveedores y aceptación del producto 22
11. Aseguramiento de la Calidad 22
12. Gestión ambiental 23
13. Relación de Anexos 23
Anexo 01: Espesores suministrados 243
Anexo 02: Numeración y marcado de tubo 264
1 Generalidades 264
2 Marca de Identificación 264
3 Anillos de color 296
Tubo de Acero DN 50 (2”) Hasta DN 750 (30”)
ES.0025.GN-DG Fecha: 27/09/2010
Edición: 1 Página: 5 de 31
Valora la necesidad de imprimir este documento, una vez impreso tiene consideración de copia no controlada. Protejamos el medio ambiente
Propiedad de Gas Natural Fenosa. Prohibida su reproducción
1. Objeto
Establecer los requisitos mínimos para la fabricación y suministro del tubo de acero para las canalizaciones de gas de diámetros nominales comprendidos entre DN 50 (2”) y DN 750 (30”), ambos inclusive, para todas las categorías de emplazamiento y rangos de presión, para un rango de temperaturas comprendido entre 0 º C y 55 ºC.
2. Alcance
Comprende el suministro de tubos para construcción y renovación de sistemas de distribución o renovación de canalización existente realizadas con tubo de acero y para presiones máximas de operación superior a 5 (4 bar en Brasil) bar e inferior o igual a 80 bar que se realicen dentro del grupo Gas Natural, en adelante GN. Para seleccionar el tipo de tubo más adecuado en cada caso serán de aplicación la norma EN 10208 partes 1 o 2 y la norma API 5L, teniendo en cuenta además la legislación propia de cada país, precio, transporte, disponibilidad, etc.
3. Documentos de referencia
UNE 60310 Canalizaciones de distribución de combustibles gaseosos con presión máxima de
operación superior a 5 bar y hasta 16 bar
UNE-EN 1594 Sistemas de suministro de gas. Canalizaciones con presión máxima de operación superior a 16 bar. Requisitos funcionales.
UNE-EN 10021 Acero y productos siderúrgicos. Condiciones técnicas generales de suministro
UNE-EN 10204 Productos metálicos. Tipos de documentos de inspección
EN 10208-2 Tubos de acero para tuberías de fluidos combustibles. Condiciones técnicas de suministro. Parte 2: Tubos clase B
API 5L Specification for line pipe
PB-400-GN Procedimiento para la acreditación de proveedores de productos
PB-401-GN Procedimiento de aceptación de productos
EM-D26-E Revestimiento exterior y pintura interior de tubería en fábrica
En el caso de que el proveedor necesite efectuar el transporte por barco o ferrocarril deberá tener en cuenta las disposiciones de API RP5L1 o API RP5LW.
Tubo de Acero DN 50 (2”) Hasta DN 750 (30”)
ES.0025.GN-DG Fecha: 27/09/2010
Edición: 1 Página: 6 de 31
Valora la necesidad de imprimir este documento, una vez impreso tiene consideración de copia no controlada. Protejamos el medio ambiente
Propiedad de Gas Natural Fenosa. Prohibida su reproducción
4. Consideraciones generales
4.1. Proceso de fabricación de los tubos
Se admitirán los siguientes procesos de fabricación:
• Tubo sin soldadura • Tubo soldado por alta frecuencia (HFW) • Tubo soldado por arco sumergido (DSAW)
Los diámetros y espesores admitidos y calculados para cada proceso se detallan en el anexo 01 de esta especificación. Para algunos diámetros nominales concurren dos o los tres procesos de fabricación, siendo admisible cualquiera de ellos.
4.2. Calidad de los materiales
La calidad de los materiales admitidos son los que se muestran en la tabla 1
Tabla 1: CALIDADES ADMISIBLES
MATERIAL L245 o Grado
B
L290 o X 42
L360 o X 52
L415 o X 60
L485 o X70
LÍMITE ELÁSTICO mín (MPa) 245 290 360 415 485
5. Requisitos técnicos
5.1. Fabricación del acero
El acero deberá ser desoxidado y calmado. Podrá ser fabricado mediante horno eléctrico o por proceso de soplado de oxígeno y prácticas de afino de grano.
Las palanquillas y/o las bobinas se obtendrán por laminación-normalizado o laminación y normalización posterior. Éstas deberán laminarse a una temperatura superior a la que corresponda a la temperatura AR3 del acero empleado.
5.2. Expandido en frio
Los tubos suministrados podrán ser: No expandidos o Expandidos en frío.
En el caso de que durante el proceso de fabricación se proceda al expandido en frío, la tasa de expansión, definida como el aumento en % del valor del diámetro medido antes
Tubo de Acero DN 50 (2”) Hasta DN 750 (30”)
ES.0025.GN-DG Fecha: 27/09/2010
Edición: 1 Página: 7 de 31
Valora la necesidad de imprimir este documento, una vez impreso tiene consideración de copia no controlada. Protejamos el medio ambiente
Propiedad de Gas Natural Fenosa. Prohibida su reproducción
y después de la expansión será, como máximo, el 1,5 % del diámetro exterior antes de la expansión.
5.3. Trazabilidad
El Fabricante deberá tener establecido un procedimiento que permita la trazabilidad de cualquier tubo con su colada y lote, así como con los registros obtenidos en los ensayos químicos y mecánicos.
5.4. Tratamiento térmico
Los tubos se entregarán sin tratamiento térmico excepto el normalizado que se realice durante el conformado en caliente. El Fabricante podrá ofertar tubería con tratamiento térmico de temple y revenido, pero su suministro requerirá la conformidad previa de GN.
En base al procedimiento de fabricación de las bobinas y al conformado del tubo, la designación de los tubos fabricados de acuerdo con UNE-EN 10208-2 incluirá un símbolo de tratamiento térmico (N ó M), tal como se indica en la tabla 1 de dicha norma.
5.5. Soldabilidad
Con los valores normalizados para la composición química y el valor del carbono equivalente (CEV) exigible, tanto en UNE-EN 10208-2 como en API 5L, se asume que los aceros son soldables. Sin embargo, GN podrá requerir del Fabricante la demostración de que la tubería es soldable en las condiciones normales de obra mediante las pruebas que se determinen.
5.6. Curvado
Los tubos deberán ser idóneos para su curvado, en frío o en caliente, con los métodos disponibles de curvado en campo o taller. GN podrá requerir del Fabricante la demostración de que la tubería es válida para doblar, en las condiciones normales de taller o de obra, mediante las pruebas que se determinen. Estas pruebas se exigirán siempre a un nuevo proveedor.
5.7. Junteros
No se aceptaran junteros
5.8. Soldadura de unión entre bobinas
En los tubos fabricados con soldadura longitudinal por alta frecuencia (HFW), las soldaduras de unión entre bobinas deberán eliminarse, incluyendo una zona de 50 mm a cada lado.

Tubo de Acero DN 50 (2”) Hasta DN 750 (30”)
ES.0025.GN-DG Fecha: 27/09/2010
Edición: 1 Página: 8 de 31
Valora la necesidad de imprimir este documento, una vez impreso tiene consideración de copia no controlada. Protejamos el medio ambiente
Propiedad de Gas Natural Fenosa. Prohibida su reproducción
5.9. Soldadura de extremos de bobinas
Los tubos fabricados mediante soldadura longitudinal o helicoidalmente por arco sumergido (SAW) o por protección gaseosa y arco sumergido (COW), no se admitirán las soldaduras de unión entre bobinas Estas soldaduras deberán eliminarse incluyendo una zona de 50 mm a cada lado.
5.10. Composición química
5.10.1.Análisis de colada
La composición química del acero utilizado para la fabricación de los tubos estará de acuerdo con los requerimientos establecidos en la Tabla 3 de UNE-EN 10208-2 o en el apartado 9.2 (tubos PSL 2 o PSL1 si está admitido en el país) de API 5L, según corresponda.
5.10.2.Análisis de producto
Los resultados del análisis de producto estarán de acuerdo con los requisitos de la Tabla 3, con las variaciones permitidas en la Tabla 4, de UNE EN 10208-2, o del apartado 9.2 (tubos PSL 2 o PSL1 si está admitido en el país) de API 5L, según corresponda.
5.11. Propiedades mecánicas
5.11.1.Tracción
Los valores de límite elástico (LE), carga de rotura (CR) y alargamiento de tubos terminados cumplirán lo siguiente:
- Para tubos fabricados según UNE-EN 10208-2 se deberá cumplir lo establecido en la tabla 5 de dicha norma.
- Para tubos fabricados según API 5L se deberá cumplir lo establecido en el apartado 9.3.2 de dicha norma.
Adicionalmente a los requisitos anteriores, la relación por cociente entre el límite elástico y la resistencia a la rotura de los tubos deberá ser igual o inferior a 0.85.
5.11.2.Tenacidad a la fractura
Se determinará la energía absorbida mediante el ensayo de probetas Charpy con entalla en “V”.
Los resultados de este ensayo cumplirán los siguientes requisitos:
- Para tubos fabricados según UNE-EN 10208-2 se deberá cumplir lo establecido en la tabla 7 de dicha norma.
- Para tubos fabricados de acuerdo con API 5L, apartados 9.8 y anexo G de dicha norma.
Tubo de Acero DN 50 (2”) Hasta DN 750 (30”)
ES.0025.GN-DG Fecha: 27/09/2010
Edición: 1 Página: 9 de 31
Valora la necesidad de imprimir este documento, una vez impreso tiene consideración de copia no controlada. Protejamos el medio ambiente
Propiedad de Gas Natural Fenosa. Prohibida su reproducción
5.11.3.Criterios de aceptación del ensayo de aplastamiento.
Para los tubos fabricados mediante soldadura longitudinal por alta frecuencia (HFW), se aplicara lo estipulado en el apartado 8.2.3.6.2 de UNE-EN 10208-2 o en el apartado 9.6. de API 5L, según la norma de fabricación aplicada. A efectos de evaluación de este ensayo, se considerará como soldadura una franja de 12,7 mm a cada lado de la línea de fusión.
5.11.4.Ensayo metalográfico
Este ensayo se efectuará a los tubos donde solamente la soldadura haya sido sometida a tratamiento térmico, con el objeto de demostrar que éste ha sido correctamente aplicado a toda la soldadura para el caso que los tubos sean fabricados con soldadura longitudinal por alta frecuencia (HFW).
5.11.5.Ensayo de doblado
En los tubos fabricados con soldadura longitudinal o helicoidalmente con arco sumergido (SAW) o por protección gaseosa y arco sumergido (COW) el ensayo de doblado deberá cumplir lo siguiente:
- Tubos fabricados según UNE-EN 10208-2: Tabla 5 y apartado 8.2.3.5.
- Tubos fabricados según API 5L: apartados 9.5 y 9.7.
5.11.6.Dimensiones, masas y tolerancias
5.11.6.1. Diámetro y ovalación
Las tolerancias para diámetro y ovalación serán las indicadas en la tabla 9 de la norma UNE EN 10208-2 para los tubos fabricados de acuerdo a esta norma y la tabla 10 de la norma API 5L para los fabricados con ésta otra.
5.11.6.2. Masa
La masa por unidad de longitud se calculará y deberá cumplir lo establecido en el apartado 7.6.2 de UNE-EN 10208-2 o en el apartado 9.12 de API 5L, según la norma de fabricación aplicada.
5.11.6.3. Espesor de pared
Los espesores especificados en la Petición de Oferta tendrán la consideración de espesores medios, sobre los que se aplicarán las tolerancias indicadas en la tabla 10 de UNE-EN 10208-2 o en la tabla 11 de API 5L, según corresponda.
Tubo de Acero DN 50 (2”) Hasta DN 750 (30”)
ES.0025.GN-DG Fecha: 27/09/2010
Edición: 1 Página: 10 de 31
Valora la necesidad de imprimir este documento, una vez impreso tiene consideración de copia no controlada. Protejamos el medio ambiente
Propiedad de Gas Natural Fenosa. Prohibida su reproducción
5.11.6.4. Longitudes
Los tubos se suministrarán en longitudes nominales mínimo de 12,00 m y con un máximo de 13 m. En cada pedido se podrán acordar porcentajes admisibles de tubos de menor longitud.
5.11.6.5. Rectitud
La desviación de la rectitud sobre la longitud total del tubo no será superior al 0.2%. Además, para tubos fabricados según UNE-EN 10208-2 no se admitirán desviaciones locales mayores de 4 mm/m.
5.11.6.6. Acabado de los extremos del tubo
A menos que se indique otra cosa en la Petición de Oferta, los extremos de todos los tubos deberán estar biselados cumpliendo lo establecido en el apartado 7.6.4 de UNE-EN 10208-2 o en el apartado 9.12 de API 5L, según la norma de fabricación aplicada.
5.11.7.Imperfecciones y defectos superficiales
El Fabricante de los tubos será responsable de adoptar las precauciones adecuadas para minimizar la presencia de imperfecciones y defectos en los tubos. Las imperfecciones de los tipos descritos en los apartados 5.11.7.1 a 5.11.7.6 siguientes y que excedan los criterios especificados serán consideradas como defectos y deberán tratarse como se indica en el apartado 4.6. Los puntos 5.11.7.4 y 5.11.7.5 son solo de aplicación para los tubos fabricados con soldadura longitudinal o helicoidalmente por arco sumergido o por protección gaseosa y arco sumergido (COW). Todos los tubos estarán libres de incisiones, arañazos, raspaduras o entallas de cualquier dimensión y profundidad.
5.11.7.1. Desviaciones geométricas de la forma cilíndrica del tubo
Las desviaciones geométricas respecto a la forma cilíndrica normal del tubo (por ejemplo abolladuras y áreas hundidas) no deben exceder los límites establecidos en los apartados 7.5.7 de UNE-EN 10208-2 o 9.10.5 de API 5L, según la norma de fabricación del tubo.
5.11.7.2. Zonas duras
Toda área deformada teniendo una dimensión superior a 50 mm en cualquier dirección y que sea admisible según el resto de criterios dimensionales, tendrá una dureza máxima de 35 HRC (327 HB). Este criterio no será de aplicación en las zonas que estén a menos de 50 mm de los extremos del tubo, en las que la dureza máxima admisible será de 200 HB.
Tubo de Acero DN 50 (2”) Hasta DN 750 (30”)
ES.0025.GN-DG Fecha: 27/09/2010
Edición: 1 Página: 11 de 31
Valora la necesidad de imprimir este documento, una vez impreso tiene consideración de copia no controlada. Protejamos el medio ambiente
Propiedad de Gas Natural Fenosa. Prohibida su reproducción
5.11.7.3. Laminaciones
Se rechazarán los tubos que presenten en los biseles de soldadura algún tipo de defecto de laminación o inclusión, de dimensión superior a 6 mm.
5.11.7.4. Cebados por arco de soldadura
Los cebados se podrán eliminar mediante amolado o mecanizado de modo que la transición de la cavidad resultante y el contorno del tubo sea lo más suave posible. Se efectuará un ataque químico de la referida cavidad con el objeto de asegurar la completa eliminación del material afectado por el cebado. El reactivo utilizado será una disolución de persulfato amónico al 10% o de ácido nítrico al 5%.
Una vez eliminado correctamente el cebado se procederá a la medición del espesor remanente, aplicando los criterios de evaluación referidos en el Apdo. 5.11.7.5, a fin de determinar la necesidad de la reparación y el tipo de la misma.
Las marcas intermitentes en la zona adyacente a la soldadura producidas por el contacto entre los terminales eléctricos del equipo de soldeo y la superficie del tubo no serán consideradas como defecto.
5.11.7.5. Mordeduras
Serán aceptables las mordeduras que presenten las siguientes dimensiones:
- Mordeduras aisladas con profundidad máxima de 0,4 mm cualquiera que sea su longitud.
- Mordeduras aisladas con longitud igual o inferior a la mitad del espesor especificado y profundidad máxima de 0,8 mm pero no superior a la máxima tolerancia de espesor admisible por defecto, siempre que no haya más de 2 en 300 mm de longitud de soldadura.
Las mordeduras que excedan los límites arriba indicados no serán aceptables y deberán ser reparadas como sigue:
- Cualquier mordedura cuya profundidad máxima no exceda 0,8 mm ni supere la máxima tolerancia de espesor admisible por defecto podrá ser eliminada por amolado de forma que su transición con el contorno del tubo sea lo más suave posible.
- Cualquier mordedura cuya profundidad supere los 0,8 mm o la máxima tolerancia de espesor admisible por defecto solamente podrá ser reparada por soldadura según se indica en el apartado 4.5 de esta especificación.
- En el caso de tubos fabricados según UNE-EN 10208-2, cualquier mordedura situada en la cara interior o exterior de la soldadura que
Tubo de Acero DN 50 (2”) Hasta DN 750 (30”)
ES.0025.GN-DG Fecha: 27/09/2010
Edición: 1 Página: 12 de 31
Valora la necesidad de imprimir este documento, una vez impreso tiene consideración de copia no controlada. Protejamos el medio ambiente
Propiedad de Gas Natural Fenosa. Prohibida su reproducción
coincida con otra mordedura situada en la otra cara de la soldadura será rechazable independientemente de su longitud y profundidad. La reparación de estas mordeduras se realizará de acuerdo con uno de los dos párrafos anteriores dependiendo de que la profundidad conjunta de las dos mordeduras sea superior o inferior a 0,8 mm o supere la máxima tolerancia de espesor admisible por defecto.
5.11.7.6. Otros defectos
Las imperfecciones con profundidad igual o inferior al 12.5% del espesor especificado y que no afecten al espesor mínimo requerido serán clasificadas como aceptables.
Las imperfecciones que presenten una profundidad superior al 12.5% del espesor especificado serán clasificadas como defectos y tratadas como se indica en el apartado 5.13 de esta especificación.
5.11.8.Tolerancia en el cordón de soldadura
5.11.8.1. Desalineamiento en los bordes de la bobina
El desalineamiento de los bordes de bobina cumplirá lo establecido en los apartados 7.6.5.1.1. y 7.6.5.1.2 de UNE-EN 10208-2 ó 9.13 de API 5L, según corresponda.
5.11.8.2. Sobreespesores exterior o interior
El sobreespesor exterior e interior deberá cumplir con lo especificado en los apartados 7.6.5.2.1 de UNE-EN 10208-2 ó 9.13 de API 5L, según la norma de fabricación aplicada.
5.11.8.3. Desalineamiento de los ejes de los cordones de soldadura
Para los tubos fabricados mediante los procesos SAW o COW, se cumplirá lo estipulado en los apartados 7.6.5.3 de UNE-EN 10208-2 ó 9.13 de API 5L, según la norma de fabricación adoptada.
Tubo de Acero DN 50 (2”) Hasta DN 750 (30”)
ES.0025.GN-DG Fecha: 27/09/2010
Edición: 1 Página: 13 de 31
Valora la necesidad de imprimir este documento, una vez impreso tiene consideración de copia no controlada. Protejamos el medio ambiente
Propiedad de Gas Natural Fenosa. Prohibida su reproducción
5.12. Ensayos y Pruebas
5.12.1.Tipo y frecuencia de ensayos
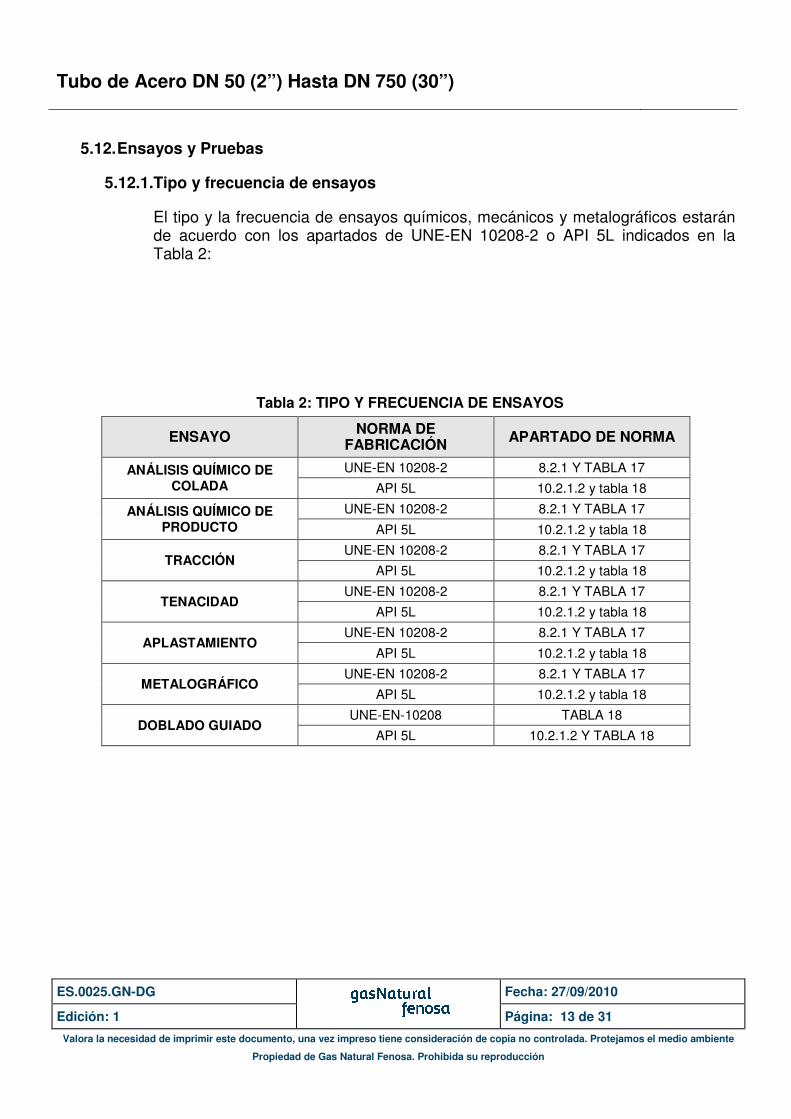
El tipo y la frecuencia de ensayos químicos, mecánicos y metalográficos estarán de acuerdo con los apartados de UNE-EN 10208-2 o API 5L indicados en la Tabla 2:
Tabla 2: TIPO Y FRECUENCIA DE ENSAYOS
ENSAYO NORMA DE FABRICACIÓN APARTADO DE NORMA
ANÁLISIS QUÍMICO DE COLADA
UNE-EN 10208-2 8.2.1 Y TABLA 17
API 5L 10.2.1.2 y tabla 18
ANÁLISIS QUÍMICO DE PRODUCTO
UNE-EN 10208-2 8.2.1 Y TABLA 17
API 5L 10.2.1.2 y tabla 18
TRACCIÓN UNE-EN 10208-2 8.2.1 Y TABLA 17
API 5L 10.2.1.2 y tabla 18
TENACIDAD UNE-EN 10208-2 8.2.1 Y TABLA 17
API 5L 10.2.1.2 y tabla 18
APLASTAMIENTO UNE-EN 10208-2 8.2.1 Y TABLA 17
API 5L 10.2.1.2 y tabla 18
METALOGRÁFICO UNE-EN 10208-2 8.2.1 Y TABLA 17
API 5L 10.2.1.2 y tabla 18
DOBLADO GUIADO UNE-EN-10208 TABLA 18
API 5L 10.2.1.2 Y TABLA 18
Tubo de Acero DN 50 (2”) Hasta DN 750 (30”)
ES.0025.GN-DG Fecha: 27/09/2010
Edición: 1 Página: 14 de 31
Valora la necesidad de imprimir este documento, una vez impreso tiene consideración de copia no controlada. Protejamos el medio ambiente
Propiedad de Gas Natural Fenosa. Prohibida su reproducción
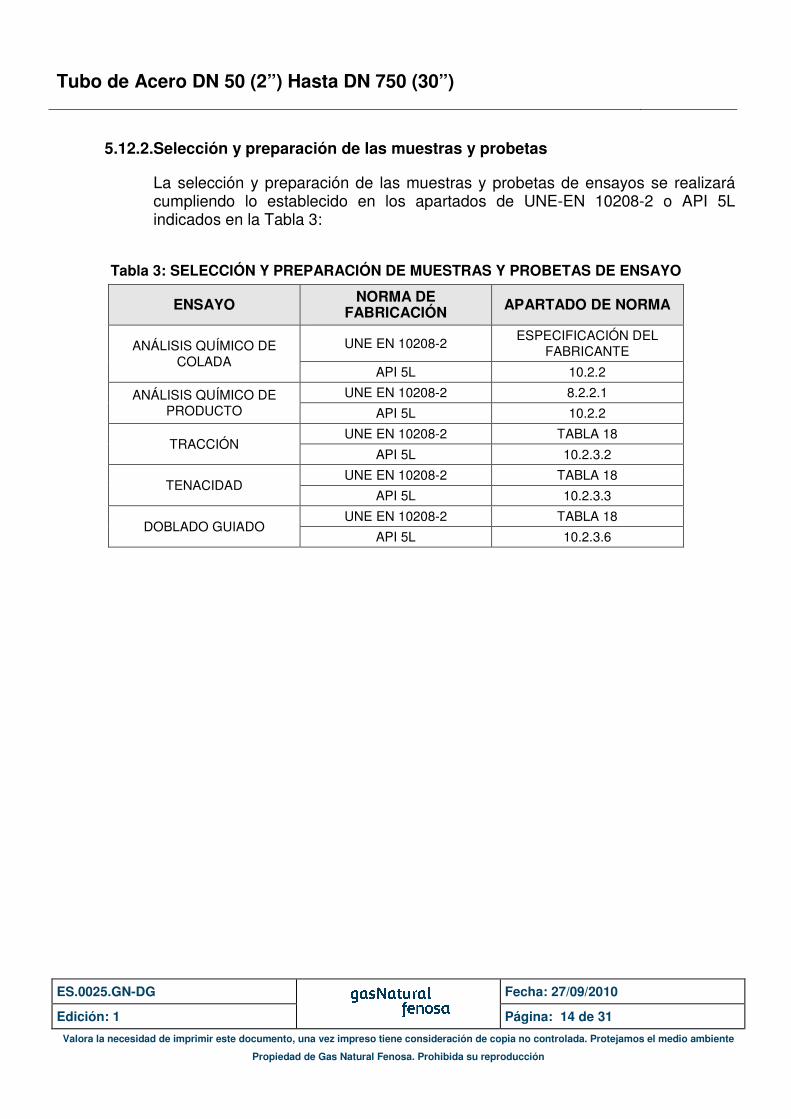
5.12.2.Selección y preparación de las muestras y probetas
La selección y preparación de las muestras y probetas de ensayos se realizará cumpliendo lo establecido en los apartados de UNE-EN 10208-2 o API 5L indicados en la Tabla 3:
Tabla 3: SELECCIÓN Y PREPARACIÓN DE MUESTRAS Y PROBETAS DE ENSAYO
ENSAYO NORMA DE FABRICACIÓN APARTADO DE NORMA
ANÁLISIS QUÍMICO DE COLADA
UNE EN 10208-2 ESPECIFICACIÓN DEL
FABRICANTE
API 5L 10.2.2
ANÁLISIS QUÍMICO DE PRODUCTO
UNE EN 10208-2 8.2.2.1
API 5L 10.2.2
TRACCIÓN UNE EN 10208-2 TABLA 18
API 5L 10.2.3.2
TENACIDAD UNE EN 10208-2 TABLA 18
API 5L 10.2.3.3
DOBLADO GUIADO UNE EN 10208-2 TABLA 18
API 5L 10.2.3.6
Tubo de Acero DN 50 (2”) Hasta DN 750 (30”)
ES.0025.GN-DG Fecha: 27/09/2010
Edición: 1 Página: 15 de 31
Valora la necesidad de imprimir este documento, una vez impreso tiene consideración de copia no controlada. Protejamos el medio ambiente
Propiedad de Gas Natural Fenosa. Prohibida su reproducción
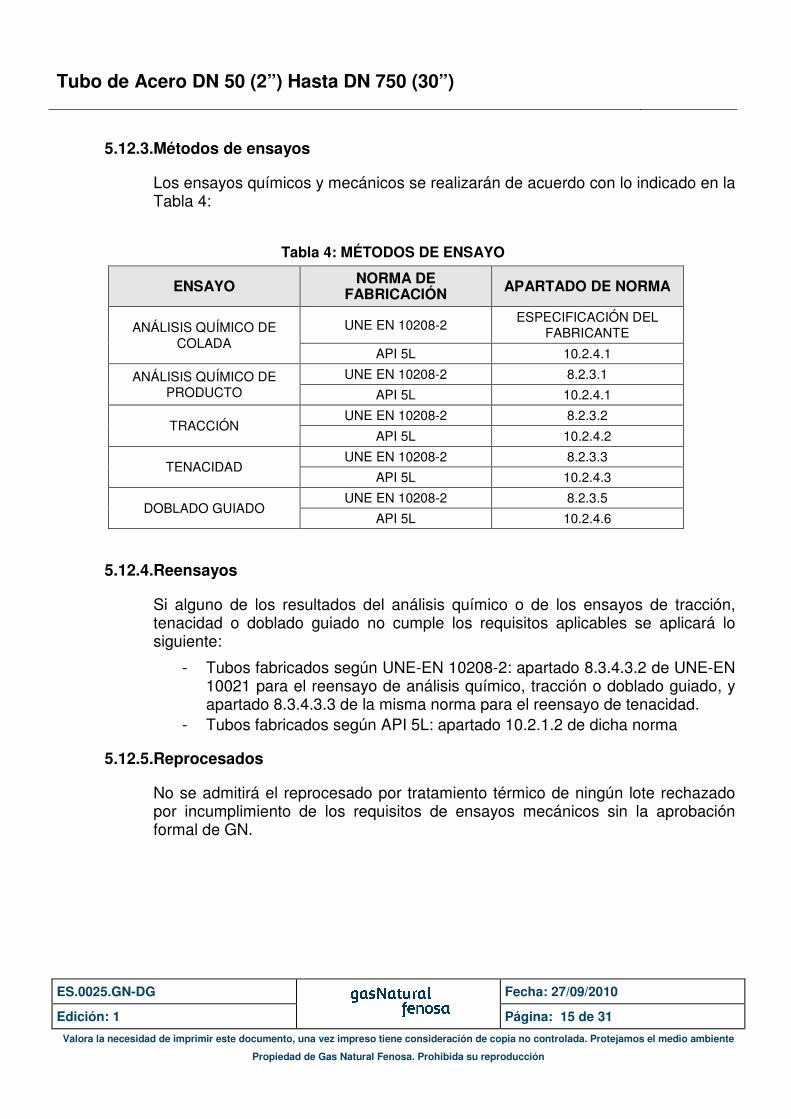
5.12.3.Métodos de ensayos
Los ensayos químicos y mecánicos se realizarán de acuerdo con lo indicado en la Tabla 4:
Tabla 4: MÉTODOS DE ENSAYO
ENSAYO NORMA DE FABRICACIÓN APARTADO DE NORMA
ANÁLISIS QUÍMICO DE COLADA
UNE EN 10208-2 ESPECIFICACIÓN DEL
FABRICANTE
API 5L 10.2.4.1
ANÁLISIS QUÍMICO DE PRODUCTO
UNE EN 10208-2 8.2.3.1
API 5L 10.2.4.1
TRACCIÓN UNE EN 10208-2 8.2.3.2
API 5L 10.2.4.2
TENACIDAD UNE EN 10208-2 8.2.3.3
API 5L 10.2.4.3
DOBLADO GUIADO UNE EN 10208-2 8.2.3.5
API 5L 10.2.4.6
5.12.4.Reensayos
Si alguno de los resultados del análisis químico o de los ensayos de tracción, tenacidad o doblado guiado no cumple los requisitos aplicables se aplicará lo siguiente:
- Tubos fabricados según UNE-EN 10208-2: apartado 8.3.4.3.2 de UNE-EN 10021 para el reensayo de análisis químico, tracción o doblado guiado, y apartado 8.3.4.3.3 de la misma norma para el reensayo de tenacidad.
- Tubos fabricados según API 5L: apartado 10.2.1.2 de dicha norma
5.12.5.Reprocesados
No se admitirá el reprocesado por tratamiento térmico de ningún lote rechazado por incumplimiento de los requisitos de ensayos mecánicos sin la aprobación formal de GN.
Tubo de Acero DN 50 (2”) Hasta DN 750 (30”)
ES.0025.GN-DG Fecha: 27/09/2010
Edición: 1 Página: 16 de 31
Valora la necesidad de imprimir este documento, una vez impreso tiene consideración de copia no controlada. Protejamos el medio ambiente
Propiedad de Gas Natural Fenosa. Prohibida su reproducción
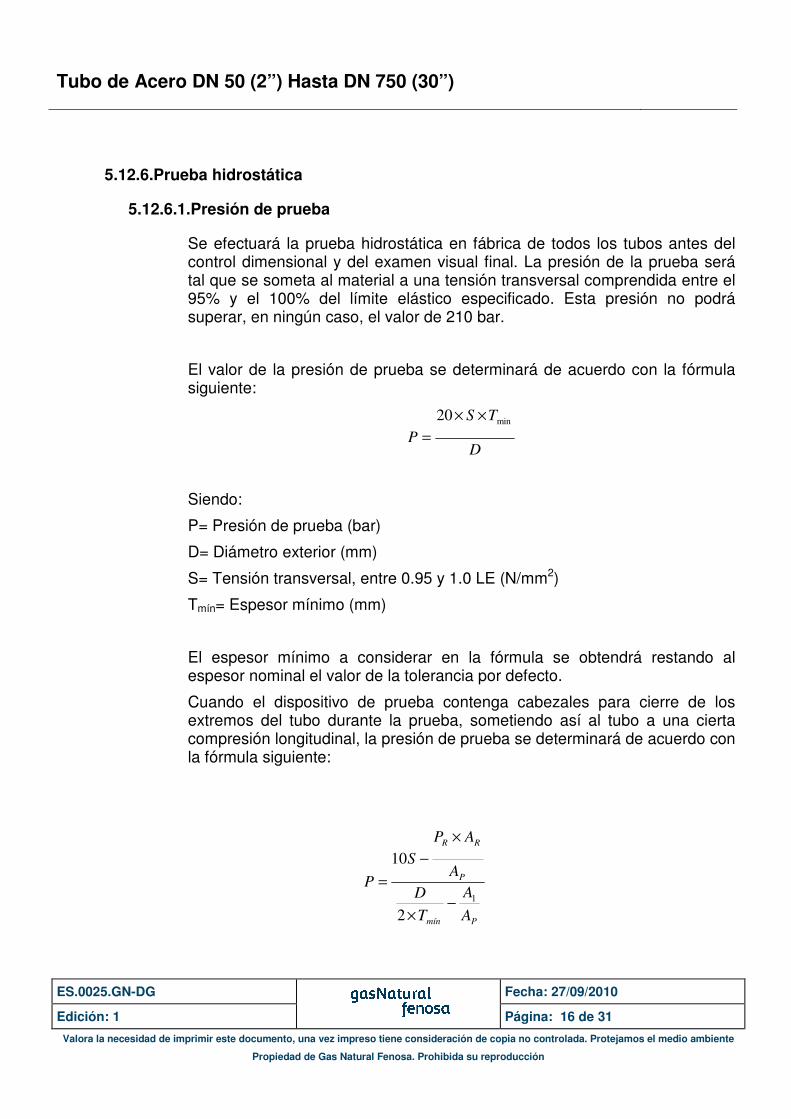
5.12.6.Prueba hidrostática
5.12.6.1. Presión de prueba
Se efectuará la prueba hidrostática en fábrica de todos los tubos antes del control dimensional y del examen visual final. La presión de la prueba será tal que se someta al material a una tensión transversal comprendida entre el 95% y el 100% del límite elástico especificado. Esta presión no podrá superar, en ningún caso, el valor de 210 bar.
El valor de la presión de prueba se determinará de acuerdo con la fórmula siguiente:
D
TS
P
min20 ××
=
Siendo:
P= Presión de prueba (bar)
D= Diámetro exterior (mm)
S= Tensión transversal, entre 0.95 y 1.0 LE (N/mm2)
Tmín= Espesor mínimo (mm)
El espesor mínimo a considerar en la fórmula se obtendrá restando al espesor nominal el valor de la tolerancia por defecto.
Cuando el dispositivo de prueba contenga cabezales para cierre de los extremos del tubo durante la prueba, sometiendo así al tubo a una cierta compresión longitudinal, la presión de prueba se determinará de acuerdo con la fórmula siguiente:
Pmín
P
RR
A
A
T
D
A
AP
S
P
1
2
10
−
×
×
−
=
Tubo de Acero DN 50 (2”) Hasta DN 750 (30”)
ES.0025.GN-DG Fecha: 27/09/2010
Edición: 1 Página: 17 de 31
Valora la necesidad de imprimir este documento, una vez impreso tiene consideración de copia no controlada. Protejamos el medio ambiente
Propiedad de Gas Natural Fenosa. Prohibida su reproducción
Siendo:
P= Presión de prueba (bar)
A1= Área de la sección transversal interna de la tubería (mm2)
AP= Área transversal de la pared de la tubería (mm2)
AR= Área de la sección del pistón (mm2)
D= Diámetro exterior especificado (mm)
PR= Presión interna sobre el extremo del pistón (bar)
S= Tensión transversal, entre 0.95 y 1.0 LE (N/mm2)
Tmín= Espesor mínimo especificado anteriormente (mm)
5.12.6.2. Duración de la prueba
La duración de la prueba de cada tubo será como mínimo la siguiente:
- Tubos fabricados según UNE-EN 10208-2: 10 segundos
- Tubos fabricados según API 5L: 5 segundos para diámetros inferiores a 18” y 10 segundos para diámetros iguales o superiores a 18”.
Si algún tubo presentase fugas o deformaciones visibles durante la prueba será rechazado, no permitiéndose su posterior reparación o aprovechamiento.
5.12.6.3. Registro de la prueba
Se registrará el ciclo de la prueba de todos los tubos sobre un gráfico presión/tiempo en el que se identificará cada tubo.
5.12.7.Examen Visual
Después de la prueba hidrostática se examinará visualmente la superficie de todos los tubos según lo indicado en los apartados 8.2.3.9 de UNE-EN 10208-2 o 10.2.7 de API 5L.
5.12.8.Control dimensional
La frecuencia de los controles dimensionales será la siguiente:
- En suministros de acuerdo con UNE-EN 10208-2 se controlará en el 100% de los tubos el diámetro y ovalación, espesor y masa. La longitud, la rectitud y el acabado de extremos se controlará en el 10% de los tubos.
Tubo de Acero DN 50 (2”) Hasta DN 750 (30”)
ES.0025.GN-DG Fecha: 27/09/2010
Edición: 1 Página: 18 de 31
Valora la necesidad de imprimir este documento, una vez impreso tiene consideración de copia no controlada. Protejamos el medio ambiente
Propiedad de Gas Natural Fenosa. Prohibida su reproducción
- En suministros de acuerdo con API 5L se controlará en el 100% de los tubos la masa y el espesor. El diámetro y ovalación, la longitud, la rectitud y el acabado de extremos se controlará, como mínimo, una vez cada 4 horas de turno de fabricación.
5.12.8.1. Diámetro y ovalación
Será de aplicación lo establecido en los apartados 8.2.3.10.2 de UNE-EN 10208-2 ó 9.11.3 de API 5L, según corresponda.
5.12.8.2. Masa
Los tubos de diámetro exterior superior a 4” se pesarán por separado. Los tubos de diámetro exterior igual o inferior a 4” se podrán pesar en lotes de tamaño apropiado. Los tubos fabricados mediante los procesos SAW o COW se pesarán individualmente.
5.12.8.3. Espesor de pared
Se efectuará la medición con un calibre mecánico u otro dispositivo calibrado de precisión equivalente. En caso de divergencia, prevalecerá la medida tomada con calibre mecánico, y se procederá según lo indicado en el apartado 9.11.3 de API 5L, independientemente de la norma de fabricación aplicada.
5.12.8.4. Desviaciones de la sección circular
Deberá medirse la mayor desviación para las zonas hundidas y abolladuras o abultamientos respecto al contorno normal del tubo, aplicando una plantilla colocada transversalmente al eje del tubo. La longitud de la plantilla deberá ser de ¼ del diámetro, pero nunca mayor de 200 mm.
5.12.8.5. Otros requisitos dimensionales
Para las mediciones de longitudes, rectitud de tubos y acabado de extremos, el Fabricante podrá utilizar los métodos que considere más apropiados, previo acuerdo de GN.
Tubo de Acero DN 50 (2”) Hasta DN 750 (30”)
ES.0025.GN-DG Fecha: 27/09/2010
Edición: 1 Página: 19 de 31
Valora la necesidad de imprimir este documento, una vez impreso tiene consideración de copia no controlada. Protejamos el medio ambiente
Propiedad de Gas Natural Fenosa. Prohibida su reproducción
5.12.9.Ensayos no destructivos (END)
5.12.9.1. Personal
Todas las actividades de END se desarrollarán por personal calificado de acuerdo con lo establecido en la norma de referencia del suministro:
- Apartado 6.1.2 de UNE-EN 10208-2
- Apartado Anexo E de API 5L
5.12.9.2. Magnetismo residual de extremos
Se realizará de acuerdo con los requisitos del Anexo E de API 5L, independientemente de la norma de fabricación que se haya aplicado.
5.12.9.3. Ensayo del cuerpo del tubo
Se someterá el 100% de los tubos a un ensayo volumétrico capaz de detectar defectos internos, que cumplirá los siguientes requisitos:
- Tubos fabricados de acuerdo con UNE-EN 10208-2
Control ultrasónico de acuerdo con el apartado D.3.1 del Anexo D de UNE-EN 10208-2. El nivel de aceptación será el U3/C.
Como alternativa al ensayo anterior, y para tubos con un espesor nominal menor de 10 mm, se podrá efectuar un ensayo de fuga de flujo magnético de acuerdo con el apartado D.3.2 del Anexo D de UNE-EN 10208-2. El nivel de aceptación será el F3.
- Tubos fabricados de acuerdo con API 5L
Control ultrasónico o electromagnético de acuerdo con el anexo E de API 5L. No será válida la alternativa del ensayo por partículas magnéticas descrita en el apartado E de API 5L. Este ensayo se efectuará independientemente del tratamiento térmico aplicado al tubo.
5.12.9.4. Ensayo del material base
Para los tubos fabricados por los procesos HFW, SAW o COW, Se someterá el 100% de los tubos a los siguientes controles:
- Control ultrasónico del cuerpo del tubo de acuerdo con el apartado D.4.2 del Anexo D de UNE-EN 10208-2.
- Control ultrasónico de las zonas próximas a la soldadura de acuerdo con el apartado D.4.3 del Anexo D de UNE-EN 10208-2.

Tubo de Acero DN 50 (2”) Hasta DN 750 (30”)
ES.0025.GN-DG Fecha: 27/09/2010
Edición: 1 Página: 20 de 31
Valora la necesidad de imprimir este documento, una vez impreso tiene consideración de copia no controlada. Protejamos el medio ambiente
Propiedad de Gas Natural Fenosa. Prohibida su reproducción
5.12.9.5. Ensayo de la soldadura
Se ensayará la soldadura del 100% de los tubos de acuerdo con uno de los siguientes procedimientos:
- Tubos fabricados de acuerdo con UNE EN 10208-2: Control ultrasónico cumpliendo los requisitos del apartado D.4.1.1 del Anexo D de UNE-EN 10208-2. El nivel de aceptación será el U3/C.
- Tubos fabricados de acuerdo con API 5L: Control ultrasónico o electromagnético cumpliendo los requisitos del anexo E de API 5L.
Como alternativa al ensayo anterior, para tubos fabricados de acuerdo con la UNE EN 10208-2 se podrá efectuar el ensayo de la soldadura según uno de los siguientes procedimientos:
- Para tubos con un espesor nominal menor de 10 mm, ensayo de fuga de flujo magnético de acuerdo con el apartado D.4.1.2.a del Anexo D de UNE-EN 10208-2. El nivel de aceptación será el F3.
- Para tubos con un espesor nominal menor de 6 mm y diámetro menor de 200 mm, ensayo de corrientes inducidas de acuerdo con el apartado D.4.1.2.b del Anexo D de UNE-EN 10208-2. El nivel de aceptación será el E2.
5.13. Tratamiento de imperfecciones y defectos
Las imperfecciones y defectos detectados por examen visual o por cualquiera de los ensayos no destructivos requeridos en las Secciones anteriores se tratarán como sigue:
- Las imperfecciones aceptables no necesitan ser eliminadas.
- Las imperfecciones rechazables (defectos) se eliminarán cortando la parte del tubo en la que aparece el defecto, más 50 mm de cada lado, siendo aceptable el resto del tubo si está dentro de las tolerancias de longitud indicadas en el Apartado 5.11.6.4. El Fabricante podrá optar por eliminar del suministro el tubo completo.
- No son admisibles las reparaciones por soldadura en el material base
- Los defectos observados en la soldadura, incluyendo las mordeduras no reparables por amolado según lo indicado en el Apdo. 5.11.7.5, deberán ser reparados por soldeo de acuerdo con las siguientes condiciones:

Tubo de Acero DN 50 (2”) Hasta DN 750 (30”)
ES.0025.GN-DG Fecha: 27/09/2010
Edición: 1 Página: 21 de 31
Valora la necesidad de imprimir este documento, una vez impreso tiene consideración de copia no controlada. Protejamos el medio ambiente
Propiedad de Gas Natural Fenosa. Prohibida su reproducción
o En los tubos que sean sometidos a expansión en frío solamente será admisible la reparación por soldeo antes de la expansión.
o El defecto será eliminado completamente y la cavidad resultante será inspeccionada visualmente para comprobar su correcta preparación para el posterior soldeo.
o Cada reparación se efectuará con un mínimo de dos pasadas y en una longitud mínima de 50 mm.
o Se confirmará la eliminación del defecto por el mismo método que la detectó.
o El proceso de soldeo podrá ser SAW, GMAW o SMAW con electrodo básico. El procedimiento de soldadura y el soldador serán calificados de acuerdo con UNE-EN ISO 15614-1 y UNE-EN 287-1 respectivamente en el caso de tubos fabricados de acuerdo con UNE-EN 10208-2, y según lo indicado en el anexo D de API 5L para tubos fabricados de acuerdo con esta norma.
o En el caso de tubos fabricados según EN 10208-2, la longitud total de reparación estará limitada a un 5% de la longitud del cordón. Los defectos separados por una distancia inferior a 100 mm se eliminarán con una sola reparación.
o Después de la reparación los tubos serán sometidos a la prueba hidrostática y posteriormente examinados mediante un ensayo no destructivo volumétrico (ultrasónico o radiográfico).
6. Identificación y marcado
Los tubos se identificarán y marcarán según se indica en el anexo 02 de esta especificación.
7. Revestimiento y embalaje
La tubería se entregará desnuda, salvo que se indique otra cosa en la petición de oferta/pedido. Si se solicita tubo revestido, éste cumplirá los requisitos especificados en la ES.0026.GN-DG. Los tubos se entregarán con los extremos y biseles protegidos con tapones de plástico al objeto de evitar la entrada de agua, suciedad etc., al interior del tubo.
8. Documentación
Con cada pedido, el fabricante entregará como mínimo la siguiente documentación:
- Certificado del cumplimiento de esta especificación
- Referencia al Pedido de GN
Tubo de Acero DN 50 (2”) Hasta DN 750 (30”)
ES.0025.GN-DG Fecha: 27/09/2010
Edición: 1 Página: 22 de 31
Valora la necesidad de imprimir este documento, una vez impreso tiene consideración de copia no controlada. Protejamos el medio ambiente
Propiedad de Gas Natural Fenosa. Prohibida su reproducción
- Lista de tubos indicando el número, lote y longitud de cada tubo
- Diámetro exterior, espesor de pared, grado del acero, procedimiento de fabricación y tratamiento térmico si es aplicable.
- Certificado de tipo 3.1 según UNE-EN 10204 de los ensayos químicos de colada y producto
- Certificado de tipo 3.1 de los ensayos de tracción indicando el tipo, tamaño y orientación de las probetas
- Certificado de tipo 3.1 de los ensayos de tenacidad indicando la orientación de las probetas
- Registro de la prueba de presión y duración de la misma.
- Referencia de los procedimientos de END utilizados en la inspección de los tubos.
- Certificado de los resultados de cualquier otro ensayo requerido.
9. Excepciones
Atendiendo al objetivo de minimización de costes, el fabricante podrá proponer a GN modificaciones puntuales a lo recogido en la presente especificación, por escrito y debidamente justificadas, siempre que se cubran los mínimos exigidos en materia de seguridad y calidad. GN contestará por escrito aceptando o rechazando la propuesta.
10. Acreditación de proveedores y aceptación del producto
El proveedor debe estar previamente acreditado según PE.0006.GN para poder optar a la adjudicación de los productos amparados por esta especificación. Asimismo, el producto debe haber sido aceptado por GN según PE.0007.GN. Para ello, previamente a la acreditación del proveedor, deberá entregarse a GN como mínimo y en el dossier técnico, la siguiente documentación:
- Descripción del proceso de fabricación
- Procedimientos de fabricación y de inspección, ensayos y pruebas
- Programa de puntos de inspección del fabricante
- Certificado del sistema de gestión de la calidad del fabricante
GN podrá solicitar ensayos adicionales para aclarar los aspectos que lo requieran En el caso de producirse alguna modificación, actualización o revisión de la documentación citada, ésta será sometida a la consideración de GN.
11. Aseguramiento de la Calidad
El Fabricante deberá tener establecido un sistema de gestión de la calidad en las fases de fabricación, ensayos e inspección final que garantice que el material a suministrar cumple con todos los requisitos técnicos y de calidad exigidos en la presente especificación.
Tubo de Acero DN 50 (2”) Hasta DN 750 (30”)
ES.0025.GN-DG Fecha: 27/09/2010
Edición: 1 Página: 23 de 31
Valora la necesidad de imprimir este documento, una vez impreso tiene consideración de copia no controlada. Protejamos el medio ambiente
Propiedad de Gas Natural Fenosa. Prohibida su reproducción
Los equipos de medida empleados para realizar los ensayos de control de calidad y verificar el cumplimiento de esta especificación deberán estar identificados, y se calibrarán y mantendrán periódicamente, dejando constancia de ello en un registro adecuado. GN se reserva el derecho de presenciar y supervisar el control de calidad que debe realizar el Fabricante, para lo cual éste comunicará a GN con suficiente antelación la fecha, hora y lugar de realización de los controles establecidos, facilitando las tareas de supervisión que se lleven a cabo, permitiendo el libre acceso a sus instalaciones del inspector o auditor designado por GN. GN podrá solicitar al Fabricante que presente certificados emitidos por una Entidad Independiente debidamente acreditada que aseguren que el material utilizado para la fabricación de los tubos se ajusta a lo indicado en la presente especificación. Las No Conformidades surgidas durante el suministro se documentarán de acuerdo con el sistema de gestión de calidad del proveedor y serán aprobadas por GN.
12. Gestión ambiental
El fabricante deberá tener establecido un sistema de gestión ambiental que asegure el cumplimiento de la legislación vigente en materia ambiental, el control de los recursos consumidos y la correcta gestión de los residuos producidos. Los productos suministrados estarán fabricados, preferentemente, con tecnologías respetuosas con el medio ambiente y con materiales y elementos que permitan ser reutilizados o reciclados al final del ciclo de vida del producto. El suministro se realizará con embalajes de material reciclado o fácilmente reciclable o reutilizable y que minimicen el uso de los materiales empleados.
13. Relación de Anexos
Anexo 01: Espesores suministrados. Anexo 02: Numeración y marcado de los tubos
Tubo de Acero DN 50 (2”) Hasta DN 750 (30”)
ES.0025.GN-DG Fecha: 27/09/2010
Edición: 1 Página: 24 de 31
Valora la necesidad de imprimir este documento, una vez impreso tiene consideración de copia no controlada. Protejamos el medio ambiente
Propiedad de Gas Natural Fenosa. Prohibida su reproducción
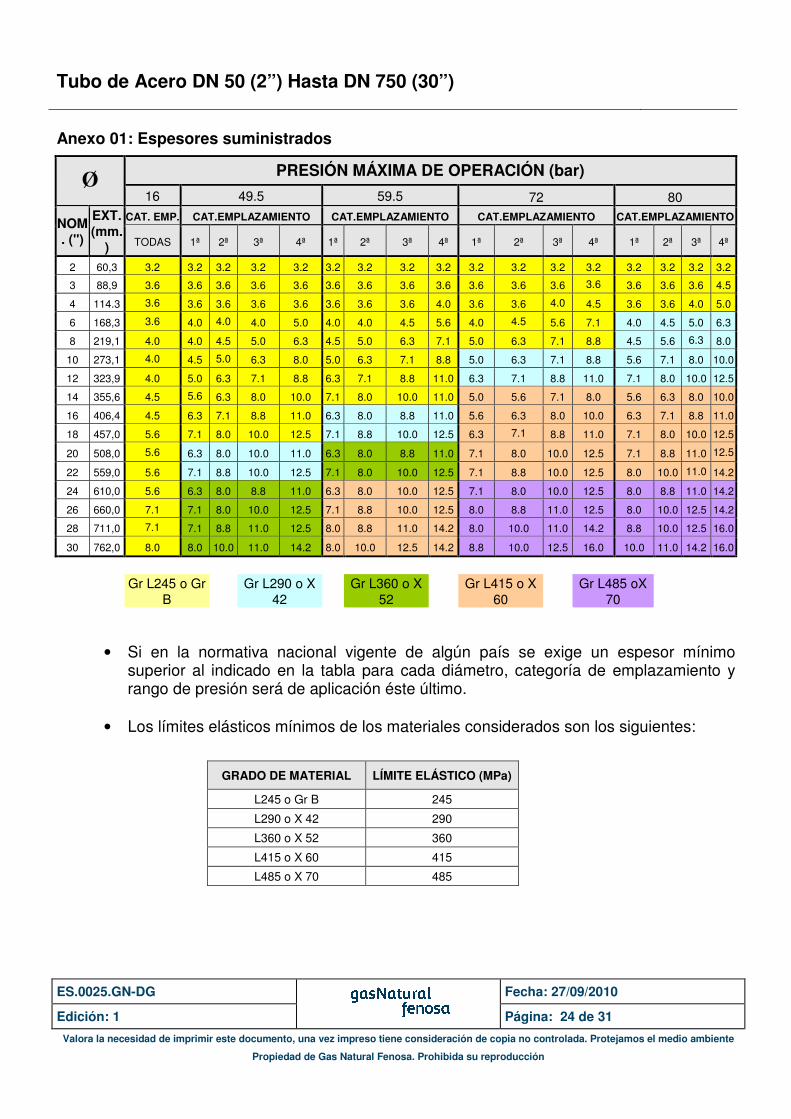
Anexo 01: Espesores suministrados
Ø PRESIÓN MÁXIMA DE OPERACIÓN (bar)
16 49.5 59.5 72 80
NOM. (")
EXT. (mm.
)
CAT. EMP. CAT.EMPLAZAMIENTO CAT.EMPLAZAMIENTO CAT.EMPLAZAMIENTO CAT.EMPLAZAMIENTO
TODAS 1ª 2ª 3ª 4ª 1ª 2ª 3ª 4ª 1ª 2ª 3ª 4ª 1ª 2ª 3ª 4ª
2 60,3 3.2 3.2 3.2 3.2 3.2 3.2 3.2 3.2 3.2 3.2 3.2 3.2 3.2 3.2 3.2 3.2 3.2
3 88,9 3.6 3.6 3.6 3.6 3.6 3.6 3.6 3.6 3.6 3.6 3.6 3.6 3.6 3.6 3.6 3.6 4.5
4 114.3 3.6 3.6 3.6 3.6 3.6 3.6 3.6 3.6 4.0 3.6 3.6 4.0 4.5 3.6 3.6 4.0 5.0
6 168,3 3.6 4.0 4.0 4.0 5.0 4.0 4.0 4.5 5.6 4.0 4.5 5.6 7.1 4.0 4.5 5.0 6.3
8 219,1 4.0 4.0 4.5 5.0 6.3 4.5 5.0 6.3 7.1 5.0 6.3 7.1 8.8 4.5 5.6 6.3 8.0
10 273,1 4.0 4.5 5.0 6.3 8.0 5.0 6.3 7.1 8.8 5.0 6.3 7.1 8.8 5.6 7.1 8.0 10.0
12 323,9 4.0 5.0 6.3 7.1 8.8 6.3 7.1 8.8 11.0 6.3 7.1 8.8 11.0 7.1 8.0 10.0 12.5
14 355,6 4.5 5.6 6.3 8.0 10.0 7.1 8.0 10.0 11.0 5.0 5.6 7.1 8.0 5.6 6.3 8.0 10.0
16 406,4 4.5 6.3 7.1 8.8 11.0 6.3 8.0 8.8 11.0 5.6 6.3 8.0 10.0 6.3 7.1 8.8 11.0
18 457,0 5.6 7.1 8.0 10.0 12.5 7.1 8.8 10.0 12.5 6.3 7.1 8.8 11.0 7.1 8.0 10.0 12.5
20 508,0 5.6 6.3 8.0 10.0 11.0 6.3 8.0 8.8 11.0 7.1 8.0 10.0 12.5 7.1 8.8 11.0 12.5
22 559,0 5.6 7.1 8.8 10.0 12.5 7.1 8.0 10.0 12.5 7.1 8.8 10.0 12.5 8.0 10.0 11.0 14.2
24 610,0 5.6 6.3 8.0 8.8 11.0 6.3 8.0 10.0 12.5 7.1 8.0 10.0 12.5 8.0 8.8 11.0 14.2
26 660,0 7.1 7.1 8.0 10.0 12.5 7.1 8.8 10.0 12.5 8.0 8.8 11.0 12.5 8.0 10.0 12.5 14.2
28 711,0 7.1 7.1 8.8 11.0 12.5 8.0 8.8 11.0 14.2 8.0 10.0 11.0 14.2 8.8 10.0 12.5 16.0
30 762,0 8.0 8.0 10.0 11.0 14.2 8.0 10.0 12.5 14.2 8.8 10.0 12.5 16.0 10.0 11.0 14.2 16.0
Gr L245 o Gr B
Gr L290 o X 42
Gr L360 o X 52
Gr L415 o X 60
Gr L485 oX 70
• Si en la normativa nacional vigente de algún país se exige un espesor mínimo superior al indicado en la tabla para cada diámetro, categoría de emplazamiento y rango de presión será de aplicación éste último.
• Los límites elásticos mínimos de los materiales considerados son los siguientes:
GRADO DE MATERIAL LÍMITE ELÁSTICO (MPa)
L245 o Gr B 245
L290 o X 42 290
L360 o X 52 360
L415 o X 60 415
L485 o X 70 485
Tubo de Acero DN 50 (2”) Hasta DN 750 (30”)
ES.0025.GN-DG Fecha: 27/09/2010
Edición: 1 Página: 25 de 31
Valora la necesidad de imprimir este documento, una vez impreso tiene consideración de copia no controlada. Protejamos el medio ambiente
Propiedad de Gas Natural Fenosa. Prohibida su reproducción
• El tubo sin soldadura será exclusivamente de material Grado L245 y se admitirá para diámetros desde 2” hasta 16” ambos inclusive.
• El proceso de soldeo HFW se admitirá para diámetros desde 4” hasta 20” ambos inclusive.
• El proceso de soldeo DSAW se admitirá para diámetros desde 10” hasta 30” ambos inclusive.
Tubo de Acero DN 50 (2”) Hasta DN 750 (30”)
ES.0025.GN-DG Fecha: 27/09/2010
Edición: 1 Página: 26 de 31
Valora la necesidad de imprimir este documento, una vez impreso tiene consideración de copia no controlada. Protejamos el medio ambiente
Propiedad de Gas Natural Fenosa. Prohibida su reproducción
Anexo 02: Numeración y marcado de tubo
1 Generalidades
La numeración debe permitir el seguimiento del historial de cada uno de los tubos utilizados en la obra (trazabilidad).
Además, cada tubo llevará unas marcas externas (anillos de colores), fácilmente identificables e interpretables, para facilitar el reconocimiento de las características de éste.
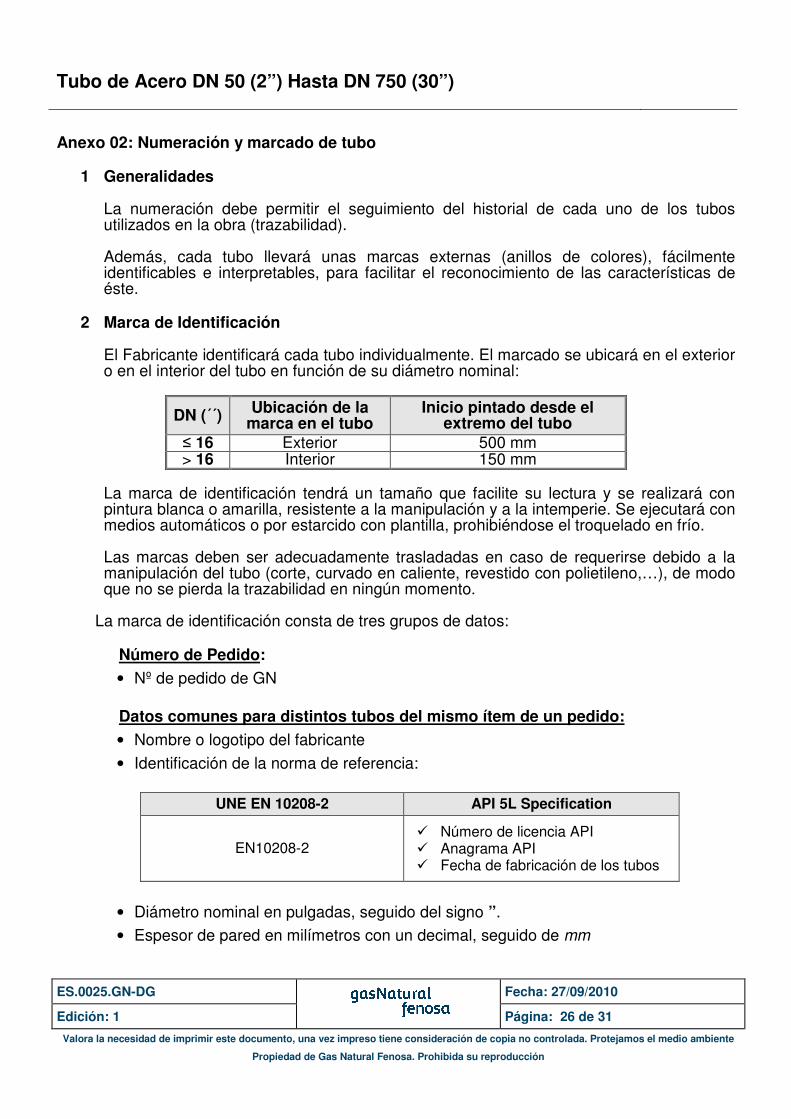
2 Marca de Identificación
El Fabricante identificará cada tubo individualmente. El marcado se ubicará en el exterior o en el interior del tubo en función de su diámetro nominal:
DN (´´) Ubicación de la marca en el tubo
Inicio pintado desde el extremo del tubo
≤ 16 Exterior 500 mm > 16 Interior 150 mm
La marca de identificación tendrá un tamaño que facilite su lectura y se realizará con pintura blanca o amarilla, resistente a la manipulación y a la intemperie. Se ejecutará con medios automáticos o por estarcido con plantilla, prohibiéndose el troquelado en frío.
Las marcas deben ser adecuadamente trasladadas en caso de requerirse debido a la manipulación del tubo (corte, curvado en caliente, revestido con polietileno,…), de modo que no se pierda la trazabilidad en ningún momento.
La marca de identificación consta de tres grupos de datos:
Número de Pedido:
• Nº de pedido de GN
Datos comunes para distintos tubos del mismo ítem de un pedido:
• Nombre o logotipo del fabricante
• Identificación de la norma de referencia:
UNE EN 10208-2 API 5L Specification
EN10208-2 � Número de licencia API � Anagrama API � Fecha de fabricación de los tubos
• Diámetro nominal en pulgadas, seguido del signo ”.
• Espesor de pared en milímetros con un decimal, seguido de mm
Tubo de Acero DN 50 (2”) Hasta DN 750 (30”)
ES.0025.GN-DG Fecha: 27/09/2010
Edición: 1 Página: 27 de 31
Valora la necesidad de imprimir este documento, una vez impreso tiene consideración de copia no controlada. Protejamos el medio ambiente
Propiedad de Gas Natural Fenosa. Prohibida su reproducción
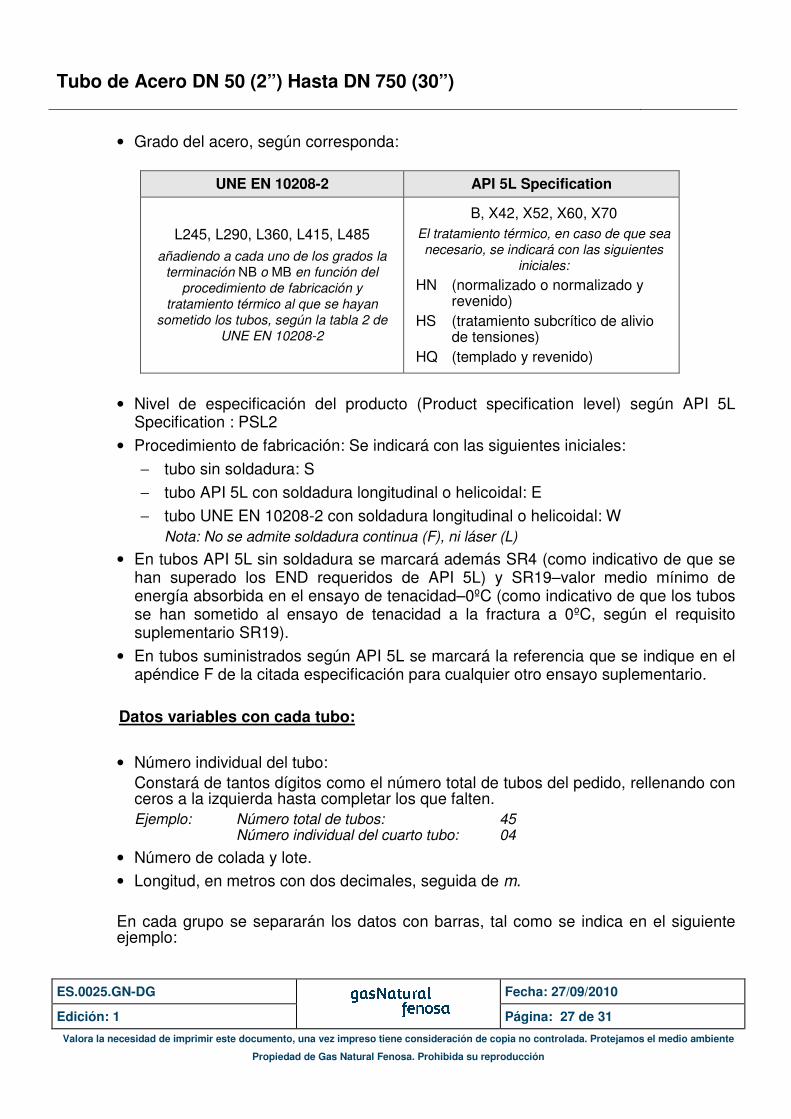
• Grado del acero, según corresponda:
UNE EN 10208-2 API 5L Specification
L245, L290, L360, L415, L485 añadiendo a cada uno de los grados la
terminación NB o MB en función del procedimiento de fabricación y
tratamiento térmico al que se hayan sometido los tubos, según la tabla 2 de
UNE EN 10208-2
B, X42, X52, X60, X70 El tratamiento térmico, en caso de que sea necesario, se indicará con las siguientes
iniciales:
HN (normalizado o normalizado y revenido)
HS (tratamiento subcrítico de alivio de tensiones)
HQ (templado y revenido)
• Nivel de especificación del producto (Product specification level) según API 5L Specification : PSL2
• Procedimiento de fabricación: Se indicará con las siguientes iniciales:
− tubo sin soldadura: S
− tubo API 5L con soldadura longitudinal o helicoidal: E
− tubo UNE EN 10208-2 con soldadura longitudinal o helicoidal: W Nota: No se admite soldadura continua (F), ni láser (L)
• En tubos API 5L sin soldadura se marcará además SR4 (como indicativo de que se han superado los END requeridos de API 5L) y SR19–valor medio mínimo de energía absorbida en el ensayo de tenacidad–0ºC (como indicativo de que los tubos se han sometido al ensayo de tenacidad a la fractura a 0ºC, según el requisito suplementario SR19).
• En tubos suministrados según API 5L se marcará la referencia que se indique en el apéndice F de la citada especificación para cualquier otro ensayo suplementario.
Datos variables con cada tubo:
• Número individual del tubo: Constará de tantos dígitos como el número total de tubos del pedido, rellenando con ceros a la izquierda hasta completar los que falten. Ejemplo: Número total de tubos: 45 Número individual del cuarto tubo: 04
• Número de colada y lote.
• Longitud, en metros con dos decimales, seguida de m. En cada grupo se separarán los datos con barras, tal como se indica en el siguiente ejemplo:
Tubo de Acero DN 50 (2”) Hasta DN 750 (30”)
ES.0025.GN-DG Fecha: 27/09/2010
Edición: 1 Página: 28 de 31
Valora la necesidad de imprimir este documento, una vez impreso tiene consideración de copia no controlada. Protejamos el medio ambiente
Propiedad de Gas Natural Fenosa. Prohibida su reproducción
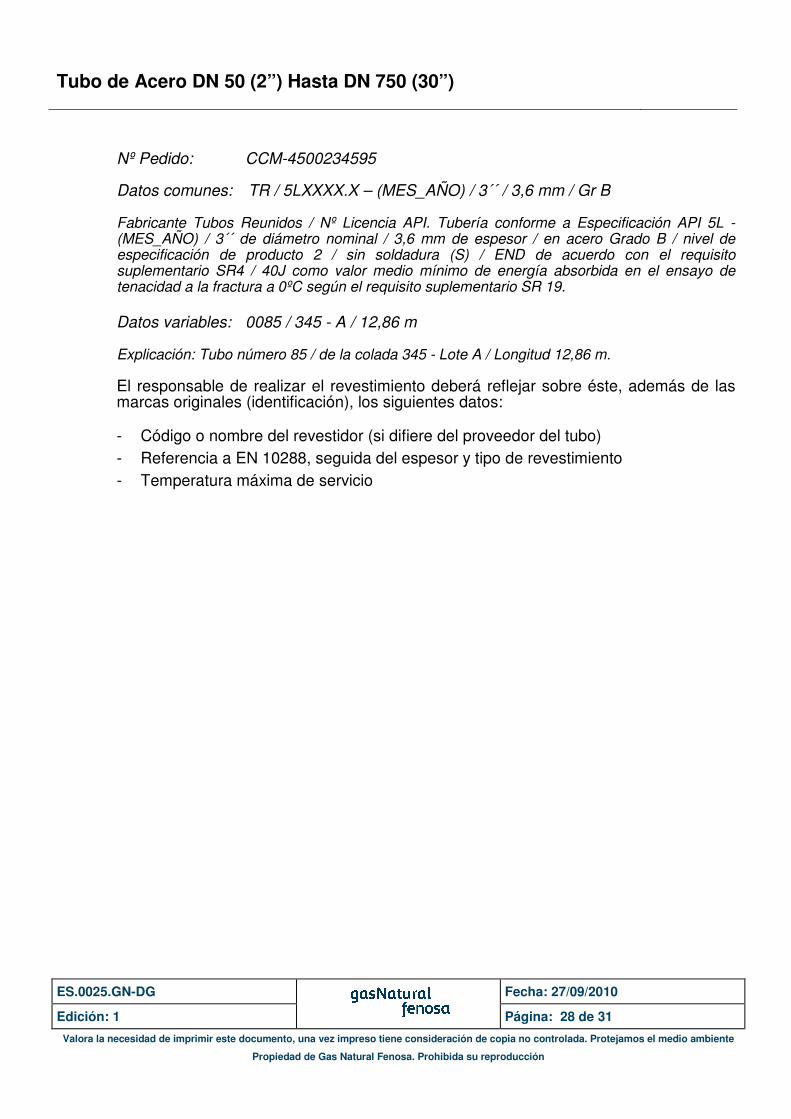
Nº Pedido: CCM-4500234595 Datos comunes: TR / 5LXXXX.X – (MES_AÑO) / 3´´ / 3,6 mm / Gr B
Fabricante Tubos Reunidos / Nº Licencia API. Tubería conforme a Especificación API 5L - (MES_AÑO) / 3´´ de diámetro nominal / 3,6 mm de espesor / en acero Grado B / nivel de especificación de producto 2 / sin soldadura (S) / END de acuerdo con el requisito suplementario SR4 / 40J como valor medio mínimo de energía absorbida en el ensayo de tenacidad a la fractura a 0ºC según el requisito suplementario SR 19.
Datos variables: 0085 / 345 - A / 12,86 m
Explicación: Tubo número 85 / de la colada 345 - Lote A / Longitud 12,86 m. El responsable de realizar el revestimiento deberá reflejar sobre éste, además de las marcas originales (identificación), los siguientes datos:
- Código o nombre del revestidor (si difiere del proveedor del tubo) - Referencia a EN 10288, seguida del espesor y tipo de revestimiento - Temperatura máxima de servicio
Tubo de Acero DN 50 (2”) Hasta DN 750 (30”)
ES.0025.GN-DG Fecha: 27/09/2010
Edición: 1 Página: 29 de 31
Valora la necesidad de imprimir este documento, una vez impreso tiene consideración de copia no controlada. Protejamos el medio ambiente
Propiedad de Gas Natural Fenosa. Prohibida su reproducción
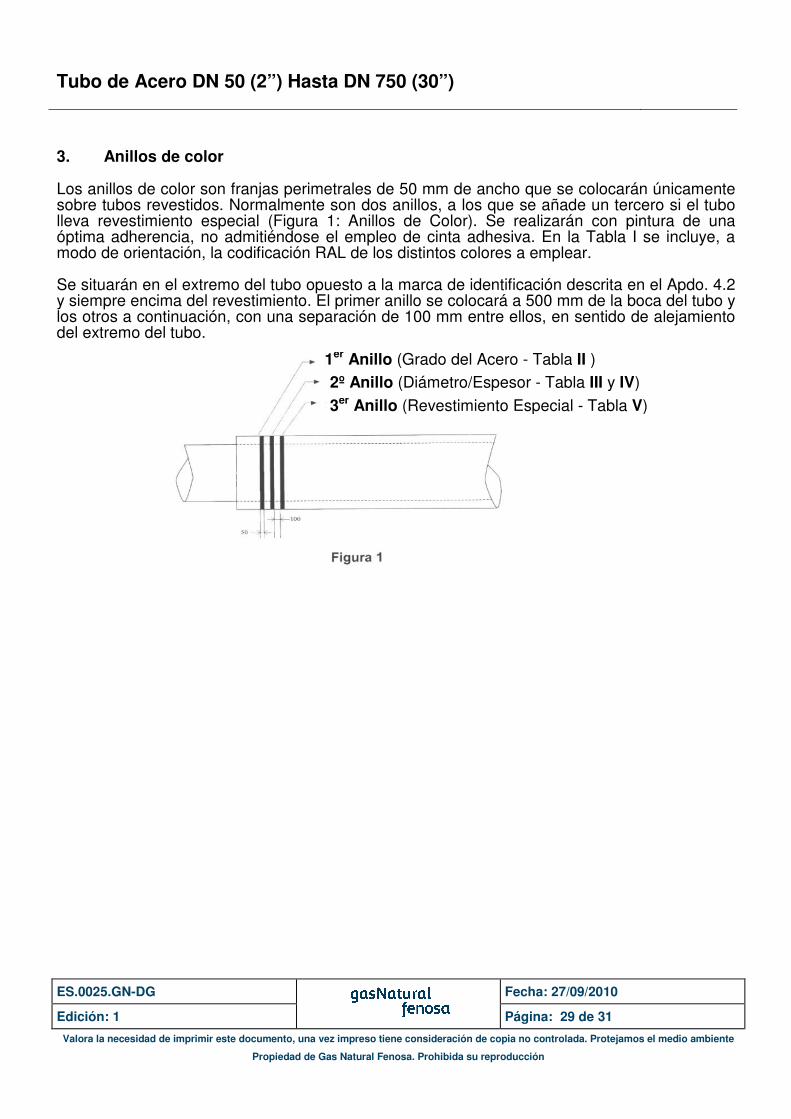
3. Anillos de color
Los anillos de color son franjas perimetrales de 50 mm de ancho que se colocarán únicamente sobre tubos revestidos. Normalmente son dos anillos, a los que se añade un tercero si el tubo lleva revestimiento especial (Figura 1: Anillos de Color). Se realizarán con pintura de una óptima adherencia, no admitiéndose el empleo de cinta adhesiva. En la Tabla I se incluye, a modo de orientación, la codificación RAL de los distintos colores a emplear. Se situarán en el extremo del tubo opuesto a la marca de identificación descrita en el Apdo. 4.2 y siempre encima del revestimiento. El primer anillo se colocará a 500 mm de la boca del tubo y los otros a continuación, con una separación de 100 mm entre ellos, en sentido de alejamiento del extremo del tubo.
1er Anillo (Grado del Acero - Tabla II ) 2º Anillo (Diámetro/Espesor - Tabla III y IV)
3er Anillo (Revestimiento Especial - Tabla V)
Tubo de Acero DN 50 (2”) Hasta DN 750 (30”)
ES.0025.GN-DG Fecha: 27/09/2010
Edición: 1 Página: 30 de 31
Valora la necesidad de imprimir este documento, una vez impreso tiene consideración de copia no controlada. Protejamos el medio ambiente
Propiedad de Gas Natural Fenosa. Prohibida su reproducción
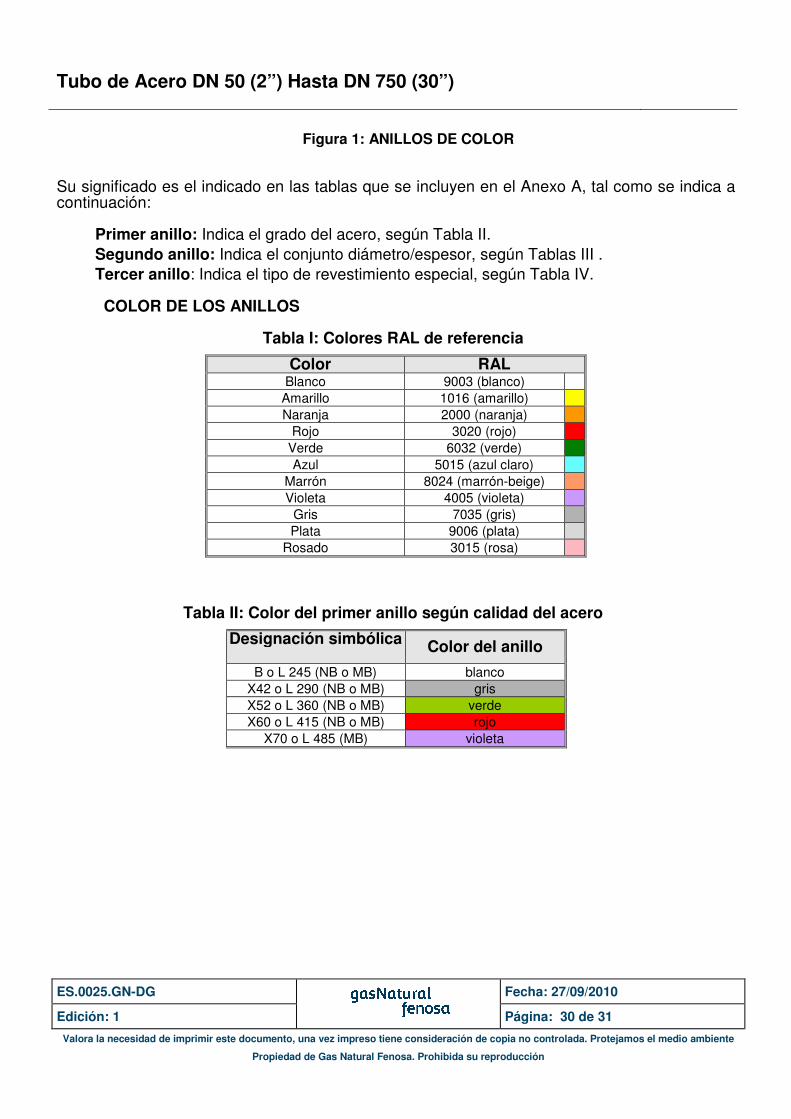
Figura 1: ANILLOS DE COLOR Su significado es el indicado en las tablas que se incluyen en el Anexo A, tal como se indica a continuación:
Primer anillo: Indica el grado del acero, según Tabla II. Segundo anillo: Indica el conjunto diámetro/espesor, según Tablas III . Tercer anillo: Indica el tipo de revestimiento especial, según Tabla IV.
COLOR DE LOS ANILLOS
Tabla I: Colores RAL de referencia
Color RAL Blanco 9003 (blanco) Amarillo 1016 (amarillo) Naranja 2000 (naranja)
Rojo 3020 (rojo) Verde 6032 (verde) Azul 5015 (azul claro)
Marrón 8024 (marrón-beige) Violeta 4005 (violeta)
Gris 7035 (gris) Plata 9006 (plata)
Rosado 3015 (rosa)
Tabla II: Color del primer anillo según calidad del acero
Designación simbólica Color del anillo
B o L 245 (NB o MB) blanco X42 o L 290 (NB o MB) gris X52 o L 360 (NB o MB) verde X60 o L 415 (NB o MB) rojo
X70 o L 485 (MB) violeta
Tubo de Acero DN 50 (2”) Hasta DN 750 (30”)
ES.0025.GN-DG Fecha: 27/09/2010
Edición: 1 Página: 31 de 31
Valora la necesidad de imprimir este documento, una vez impreso tiene consideración de copia no controlada. Protejamos el medio ambiente
Propiedad de Gas Natural Fenosa. Prohibida su reproducción
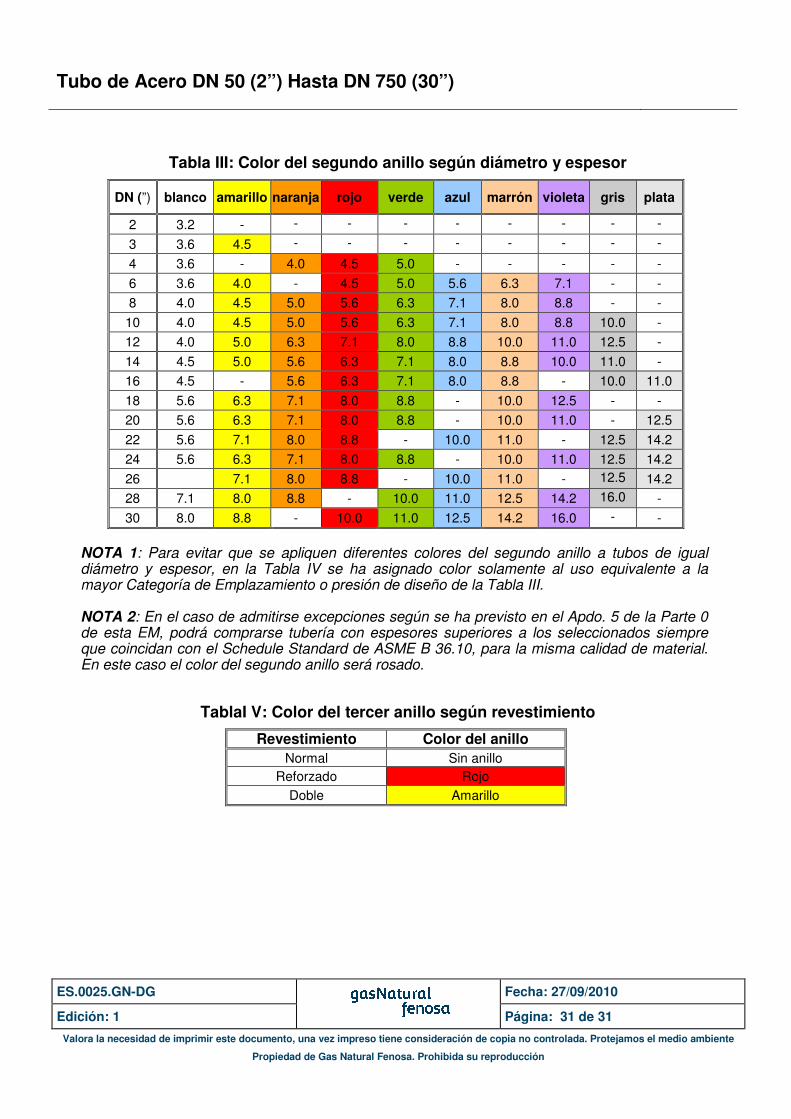
Tabla III: Color del segundo anillo según diámetro y espesor
DN (”) blanco amarillo naranja rojo verde azul marrón violeta gris plata
2 3.2 - - - - - - - - -
3 3.6 4.5 - - - - - - - -
4 3.6 - 4.0 4.5 5.0 - - - - -
6 3.6 4.0 - 4.5 5.0 5.6 6.3 7.1 - -
8 4.0 4.5 5.0 5.6 6.3 7.1 8.0 8.8 - -
10 4.0 4.5 5.0 5.6 6.3 7.1 8.0 8.8 10.0 -
12 4.0 5.0 6.3 7.1 8.0 8.8 10.0 11.0 12.5 -
14 4.5 5.0 5.6 6.3 7.1 8.0 8.8 10.0 11.0 -
16 4.5 - 5.6 6.3 7.1 8.0 8.8 - 10.0 11.0
18 5.6 6.3 7.1 8.0 8.8 - 10.0 12.5 - -
20 5.6 6.3 7.1 8.0 8.8 - 10.0 11.0 - 12.5
22 5.6 7.1 8.0 8.8 - 10.0 11.0 - 12.5 14.2
24 5.6 6.3 7.1 8.0 8.8 - 10.0 11.0 12.5 14.2
26 7.1 8.0 8.8 - 10.0 11.0 - 12.5 14.2
28 7.1 8.0 8.8 - 10.0 11.0 12.5 14.2 16.0 -
30 8.0 8.8 - 10.0 11.0 12.5 14.2 16.0 - -
NOTA 1: Para evitar que se apliquen diferentes colores del segundo anillo a tubos de igual diámetro y espesor, en la Tabla IV se ha asignado color solamente al uso equivalente a la mayor Categoría de Emplazamiento o presión de diseño de la Tabla III.
NOTA 2: En el caso de admitirse excepciones según se ha previsto en el Apdo. 5 de la Parte 0 de esta EM, podrá comprarse tubería con espesores superiores a los seleccionados siempre que coincidan con el Schedule Standard de ASME B 36.10, para la misma calidad de material. En este caso el color del segundo anillo será rosado.
TablaI V: Color del tercer anillo según revestimiento
Revestimiento Color del anillo Normal Sin anillo
Reforzado Rojo Doble Amarillo