efecto del magnesio y geometrÍa del pin sobre la ......autónoma de zacatecas (maestría en ciencia...
TRANSCRIPT

EFECTO DEL MAGNESIO Y GEOMETRÍA DEL PIN SOBRE LA
MICROESTRUCTURA Y PROPIEDADES MECÁNICAS DE UNA
UNIÓN SOLDADA DE ALUMINIO A380 MEDIANTE EL PROCESO
DE SOLDADURA POR FRICCIÓN Y AGITACIÓN
TESIS PARA OBTENER EL GRADO DE
MAESTRO EN
MANUFACTURA AVANZADA
PRESENTA
ING. RICARDO SANTOYO TRUJILLO
ASESOR: M.C. ENRIQUE ALEJANDRO LÓPEZ BALTAZAR
COASESOR: DR. SIMITRIO MALDONADO RUIZ
AGUASCALIENTES, AGS. OCTUBRE DE 2019


CARTA DE LIBERACIÓN DEL ASESOR


CARTA DE LIBERACIÓN DEL REVISOR


i
RESUMEN
El proceso de soldadura por fricción y agitación (SFA), se basa en el movimiento
rotacional de una herramienta sobre las partes a unir para generar las condiciones
termomecánicas que harán la unión soldada. Por lo tanto, hay un mínimo cambio
microestructural y en las propiedades mecánicas del material a comparación de los
procesos por arco eléctrico. El objetivo es desarrollar un procedimiento para el proceso
de SFA sobre placas de aluminio A380 con 5 y 10% de contenido de Mg; utilizando
geometrías de la herramienta tipo cuadrado y cónico.
El procedimiento se llevó a cabo fundiendo las placas con horno de crisol, la
composición química se obtuvo con espectrometría de emisión de chispa, se unieron las
placas con el proceso de SFA y se monitoreó la temperatura con un termopar. El análisis
de microestructuras se realizó con microscopio óptico metalográfico, microscopio
electrónico de barrido (MEB) y espectrometría de dispersión de rayos X (EDS).
Los resultados indican que las aleaciones de Mg presentan un 10% menos de densidad
con respecto a la aleación A380. La microestructura del grupo 5% Mg presentó fases con
morfología tipo escritura china, mientras que el grupo de 10% Mg contiene fases con
formas poligonales de Mg. Los grupos con 5 y 10% de Mg presentaron mayor porosidad,
lo cual repercute en el último esfuerzo a la tensión. En las uniones se presentó una
recristalización en la zona afectada térmicamente (ZAT) y un refinamiento de grano en
la zona agitada por fricción (ZAF), aumentando las propiedades mecánicas de tensión
y microdureza. El pin cuadrado no género un aumento en la temperatura durante el
proceso de SFA respecto al pin cónico, esto se le atribuye a la adherencia de material
en los vértices del cuadrado creando un pin cilíndrico durante el proceso del SFA.
Finalmente, el último esfuerzo a la tensión se incrementó al utilizar el pin cónico, sin
embargo, decreció al utilizar un contenido de Mg mayor al material A380.
Palabras clave: Ingeniería y tecnología, Tecnología de materiales, Propiedades de los
materiales, Soldadura por Fricción y Agitación (SFA), A380, Magnesio (Mg), Geometría
de pin, Microestructura, Propiedades mecánicas.
ii
ABSTRACT
Friction and Stir Welding (FSW) uses the rotational movement of a pin against the parts to
be joined, creating the thermomechanical conditions to weld the parts. During this
process, the mechanical properties and microstructure changes are minimal compared
with conventional welding methods such as electric arc welding. The objective is to
develop a procedure to perform FSW process using conic and square geometries of
rotational pins with sheets at three different alloys; aluminium A380 and their alloys with
an increase to 5% and 10% Mg.
The three alloy sheets were made with casting using a crucible furnace; the chemical
composition of these alloys was measured with spark emission spectroscopy. The sheets
were joint by FSW process with constant monitoring of the temperature with a
thermocouple. An optical metallographic microscope (OMM) and scanning electron
microscope (SEM) with energy dispersive X-Ray spectroscopy (EDS) were used to analyze
the microstructure of the alloys.
The results showed a density reduction of up to 10% for those alloys with increased Mg
content compared to A380. The microstructure of 5% Mg alloy present phases with
Chinese letter morphology and 10% Mg alloy had phases with polygonal shapes of Mg
concentration. There was a large amount of porosity at 5% and 10% Mg alloys which
caused a significant reduction in the ultimate tensile strength (UTS). The welded joints
showed recrystallization at the heat affected zone (HAZ) and grain refinement at the stir
zone (SZ). Compared with the conic pin, the square pin did not have an increase in
temperature during the FSW. The UTS were significantly higher with the conic pin,
although, UTS significantly decreases with a higher content of Mg.
Keywords: Engineering and technology, Materials technology, Materials properties,
Friction Stir Welding (FSW), A380, Magnesium (Mg), Pin geometry, Microstructure,
Mechanical Properties.

iii
AGRADECIMIENTOS
Agradezco a mi familia que a lo largo de toda mi vida he recibido su apoyo
incondicional, así como las herramientas que me han proporcionado para lograr un
excelente desarrollo profesional y laboral.
A mi esposa, por ofrecerme parte de su tiempo y espacio para realizar este posgrado y
brindarme su apoyo para concluir este enorme reto.
A mis asesores y compañeros, el M en C. Enrique Alejandro López Baltazar, el Dr. Simitrio
Ignacio Maldonado Ruiz y el Ing. Adán Carrillo Salas, por brindarme su apoyo a lo largo
de esta tesis y compartirme sus grandes conocimientos, los cuales fueron clave
fundamental para el desarrollo de esta tesis.
A las empresas e instituciones como CIATEQ sede Aguascalientes, a la Universidad
Autónoma de Zacatecas (Maestría en Ciencia e Ingeniería de Materiales) y ADIENT por
permitirme implementar y desarrollar mis conocimientos en ellas, así como proporcionar
las instalaciones y herramientas para la realización del presente trabajo.

iv
ÍNDICE DE CONTENIDO
ÍNDICE DE FIGURAS ....................................................................................................................... vi
ÍNDICE DE TABLAS .......................................................................................................................... ix
GLOSARIO ....................................................................................................................................... x
INTRODUCCIÓN ..................................................................................................... 1
1.1. Antecedentes ..................................................................................................................... 2
1.2. Definición del problema .................................................................................................... 3
1.3. Justificación ......................................................................................................................... 3
1.4. Objetivos .............................................................................................................................. 4
1.4.1. Objetivo General ......................................................................................................... 4
1.4.2. Objetivos Específicos ................................................................................................... 4
1.5. Hipótesis................................................................................................................................ 4
MARCO TEÓRICO .................................................................................................. 5
2.1. Aluminio Puro ....................................................................................................................... 5
2.1.1. Proceso de Producción .............................................................................................. 5
2.1.2. Propiedades del Aluminio .......................................................................................... 5
2.2. Aleaciones de Aluminio ..................................................................................................... 7
2.2.1. Aleaciones de Aluminio-Silicio ................................................................................... 8
2.2.1.1. Aluminio A380 ....................................................................................................... 8
2.2.1.2. Composición Química......................................................................................... 8
2.2.1.3. Microestructura..................................................................................................... 9
2.2.1.4. Propiedades Mecánicas ................................................................................... 10
2.2.2. Aleaciones de Aluminio-Magnesio ......................................................................... 11
2.2.3. Aleaciones de Aluminio-Silicio-Magnesio .............................................................. 11
2.2.4. Diagrama Ternario ..................................................................................................... 12
2.2.4.1. Microestructura de aleaciones Al-Si-Mg ......................................................... 14
2.3. Soldadura por Fricción y Agitación (SFA) ..................................................................... 15
2.3.1. Parámetros del proceso SFA .................................................................................... 16
2.3.1.1. Frecuencia rotacional ....................................................................................... 17
2.3.1.2. Velocidad de avance ....................................................................................... 17
2.3.2. Geometría de la herramienta rotacional .............................................................. 18

v
2.3.2.1. Geometría del pin ............................................................................................. 18
2.3.2.2. Diámetro del pin ................................................................................................ 18
2.3.2.3. Diámetro de hombro ........................................................................................ 19
2.3.3. Aplicaciones .............................................................................................................. 19
DESARROLLO EXPERIMENTAL ............................................................................. 21
3.1. Desarrollo experimental................................................................................................... 21
3.2. Materiales .......................................................................................................................... 23
3.3. Equipo ................................................................................................................................ 24
3.3.1. Fundición .................................................................................................................... 24
3.3.2. Proceso de soldadura por fricción y agitación (SFA) .......................................... 25
3.3.3. Propiedades mecánicas y metalografía ............................................................... 26
3.3.4. Herramientas o métodos computacionales ......................................................... 28
3.4. Procedimiento analítico de los datos ........................................................................... 28
3.4.1. Fundición .................................................................................................................... 28
3.4.2. Proceso de SFA .......................................................................................................... 31
3.4.3. Metalografía y propiedades mecánicas ............................................................... 34
ANÁLISIS Y DISCUSIÓN DE LOS RESULTADOS .................................................... 37
4.1. Composición química ..................................................................................................... 37
4.2. Densidad ........................................................................................................................... 38
4.3. Apariencia superficial y transversal de las uniones obtenidas mediante el
proceso SFA. ............................................................................................................................. 39
4.3.1. Apariencia superficial ............................................................................................... 39
4.3.2. Apariencia transversal .............................................................................................. 41
4.4. Análisis macroestructural y microestructural de las uniones soldadas mediante
el proceso SFA .......................................................................................................................... 44
4.4.1. Análisis macroestructural .......................................................................................... 45
4.4.2. Análisis microestructural de las uniones con A380 ............................................... 47
4.4.3. Análisis microestructural de las uniones A380-5% Mg .......................................... 51
4.4.4. Análisis microestructural de las uniones A380-10% Mg ........................................ 55
4.5. Temperatura durante el proceso de SFA ..................................................................... 59
4.6. Propiedades mecánicas de las uniones obtenidas mediante el proceso SFA ...... 61
4.6.1. Microdureza ............................................................................................................... 61
4.6.2. Ensayos de tensión .................................................................................................... 65

vi
CONCLUSIONES ........................................................................................................................... 71
RECOMENDACIONES .................................................................................................................. 72
REFERENCIAS BIBLIOGRÁFICAS .................................................................................................. 73
ÍNDICE DE FIGURAS
Figura 2.1. Estructura cristalina del Al (FCC). Fuente: [6]. ........................................................ 7
Figura 2.2. Micrografía del aluminio A380. Fuente: [12]. .......................................................... 9
Figura 2.3. Diagrama ternario de superficie líquida del Al-Si-Mg. Fuente: [15]. ................. 12
Figura 2.4. Sección vertical del diagrama ternario al 90% Al. Fuente: [15]. ....................... 12
Figura 2.5. Sección vertical del diagrama ternario al 80% Al. Fuente: [15]. ....................... 13
Figura 2.6. Sección vertical del diagrama ternario al 85% Al. Fuente: [15]. ....................... 13
Figura 2.7. Micrografías de aleaciones 380 con: a) 0.06% Mg, b) 0.33% Mg, c) 0.5% Mg
y d) 0.5% Mg con tratamiento térmico. Fuente: [17]. ....................................... 14
Figura 2.8. Diagrama de los componentes del proceso SFA. Fuente: [19]. ........................ 15
Figura 2.9. Diferentes Zonas de la SFA: (a) Metal base no afectado (MB); (b) Zona
afectada térmicamente (ZAT); (c) Zona afectada termo-
mecánicamente (ZATM); (d) Zona de agitación por fricción (ZAF). Fuente
[19]. .......................................................................................................................... 16
Figura 2.10. Herramienta rotacional y geometrías de pin del proceso SFA. Fuente: [22].
.................................................................................................................................. 19
Figura 3.1. Diagrama de bloques del procedimiento experimental. Fuente:
Elaboración propia. ............................................................................................... 22
Figura 3.2. Aleaciones utilizadas en experimento. Fuente: Elaboración propia. ............... 23
Figura 3.3. Balanza. Fuente: Elaboración propia. ................................................................... 24
Figura 3.4. Horno de crisol. Fuente: Elaboración propia. ....................................................... 24
Figura 3.5. Espectrómetro de emisión óptica por chispa. Fuente: Elaboración propia. .. 25
Figura 3.6. Fresadora CNC, modelo XK7130A. Fuente: Elaboración propia....................... 25
Figura 3.7. Tarjeta y termopar Omega. Fuente: Elaboración propia. ................................. 26
Figura 3.8. Electroerosionadora. Fuente: Elaboración propia. ............................................. 26
Figura 3.9. a) Maquina Universal. b) Durómetro Shimadzu. Fuente: Elaboración propia.
.................................................................................................................................. 27

vii
Figura 3.10. a) Pulidora Metkon. b) Microscopio óptico metalográfico (MOM). Fuente:
Elaboración propia. .............................................................................................. 27
Figura 3.11. Microscopio electrónico de barrido (MEB). Fuente: Elaboración propia. ..... 28
Figura 3.12. Molde para placas de Aluminio. Fuente: Elaboración propia. ...................... 30
Figura 3.13. Representación gráfica de la geometría de las placas y las secciones de
referencia. Fuente: Elaboración propia. ............................................................ 30
Figura 3.14. Geometrías de herramienta rotacional. Fuente: Elaboración propia. .......... 32
Figura 3.15. Fresado del pin cuadrado. Fuente: Elaboración propia. ................................ 32
Figura 3.16. Proceso SFA aplicado entre las dos placas a tope del aluminio A380.
Fuente: Elaboración propia. ................................................................................ 34
Figura 3.17. Muestras encapsuladas. Fuente: Elaboración propia. ..................................... 35
Figura 3.18. Zona de medición de microdureza. Fuente: Elaboración propia. ................. 35
Figura 3.19. Porta objetos para MEB con muestras. Fuente: Elaboración propia. ............ 36
Figura 3.20. Ensayos de tensión de las 18 muestras. Fuente: Elaboración propia. ............ 36
Figura 4.1. Densidad respecto al porcentaje añadido de Mg. Fuente: Elaboración
propia. ..................................................................................................................... 39
Figura 4.2. Uniones por el proceso de SFA: a) 380-CO, b) 380-CU, c) 380-5%-CO, d) 380-
5%-CU, e) 380-10%-CO, f) 380-10%-CU. Fuente: Elaboración propia. ............ 41
Figura 4.3. Apariencia superficial de la sección transversal de las uniones soldadas
obtenidas mediante el proceso de SFA: a) 380-CO, b) 380-CU, c) 380-5%-
CO, d) 380-5%-CU, e) 380-10%-CO, f) 380-10%-CU. Fuente: Elaboración
propia. ..................................................................................................................... 44
Figura 4.4. Macrografía de grupo A380 con: a) pin cónico y b) pin cuadrado. Fuente:
Elaboración propia. .............................................................................................. 45
Figura 4.5. Macrografía de grupo A380 y 5% de Mg con pin cónico (a) y pin cuadrado
(b). Fuente: Elaboración propia. ......................................................................... 46
Figura 4.6. Macrografía de grupo A380 y 10% de Mg con pin cónico (a) y pin
cuadrado (b). Fuente: Elaboración propia. ...................................................... 47
Figura 4.7. Micrografía del grupo A380. Fuente: Elaboración propia. ................................ 48
Figura 4.8. Micrografías MEB+EDS de A380. Fuente: Elaboración propia. .......................... 49
Figura 4.9. Micrografía para EDS del A380. Fuente: Elaboración propia. ........................... 49
Figura 4.10. EDS de fase de Fe y Cu en A380. Fuente: Elaboración propia. ...................... 50
Figura 4.11. EDS de fase de Si en A380. Fuente: Elaboración propia. ................................. 51

viii
Figura 4.12. EDS de fase de Al y Cu en A380. Fuente: Elaboración propia. ....................... 51
Figura 4.13. Micrografía de grupo A380-5% de Mg. Fuente: Elaboración propia. ............ 52
Figura 4.14. Micrografías MEB+EDS de A380+5% Mg. Fuente: Elaboración propia. .......... 53
Figura 4.15. Micrografías MEB+EDS de A380+5% Mg. Fuente: Elaboración propia. .......... 53
Figura 4.16. EDS de la fase de Mg y Si en A380-5% Mg. Fuente: Elaboración propia. ...... 54
Figura 4.17. EDS de fase de Al en A380-5% Mg. Fuente: Elaboración propia. ................... 54
Figura 4.18. EDS de fase de Mg en A380-5% Mg. Fuente: Elaboración propia. ................. 55
Figura 4.19. Micrografía de grupo A380-10% de Mg. Fuente: Elaboración propia. .......... 56
Figura 4.20. Micrografías MEB+EDS de A380-10% Mg. Fuente: Elaboración propia. ......... 57
Figura 4.21. Micrografía para EDS de A380-10% Mg. Fuente: Elaboración propia. ........... 57
Figura 4.22. EDS de ZA en A380-10% Mg. Fuente: Elaboración propia ................................ 58
Figura 4.23. EDS de fase de Mg en A380-10% Mg. Fuente: Elaboración propia. ............... 58
Figura 4.24. Perfil de temperatura durante proceso de SFA con geometría del pin
cónico y cuadrado. Fuente: Elaboración propia. ............................................ 60
Figura 4.25. a) Microdureza HV vs. Geometría de pin cónico, b) Microdureza HV vs.
Geometría de pin cuadrado. Fuente: Elaboración propia. ........................... 62
Figura 4.26. a) Prueba t de medias. b) Desviación estándar de la microdureza
respecto a la geometría cónica y cuadrada del pin. Fuente: Elaboración
propia. ..................................................................................................................... 63
Figura 4.27. a) Análisis de varianza (ANOVA) de un factor. b) Prueba de desviación
estándar de la microdureza respecto al contenido de Mg. Fuente:
Elaboración propia. ............................................................................................... 64
Figura 4.28. Fracturas de cada muestra del ensayo de tensión. Fuente: Elaboración
propia. ..................................................................................................................... 65
Figura 4.29. Diagrama esfuerzo-deformación: a) A 380 con pin cónico y cuadrado, b)
A380-5%Mg con pin cónico y cuadrado y c) A380% con pin cónico y
cuadrado. Fuente: Elaboración propia. ............................................................ 67
Figura 4.30. Gráficas con media de esfuerzo último por grupo e intervalos de
confianza al 95% mostrando media mayor en pin cónico y grupo A380.
Fuente: Elaboración propia. ................................................................................ 68
Figura 4.31. Resultados del diseño de experimentos. Fuente: Elaboración propia. .......... 69

ix
ÍNDICE DE TABLAS
Tabla 2.1. Propiedades del Aluminio con Pureza de 99.99%. Fuente: [6]. ............................ 6
Tabla 2.2. Composición Química del aluminio 380 y A380. Fuente [10] [11]. ...................... 9
Tabla 2.3. Propiedades del aluminio 380 y A380. Fuente [10], [11]. .................................... 10
Tabla 3.1. Geometría y dimensiones de herramienta rotacional. Fuente: Elaboración
propia. ..................................................................................................................... 32
Tabla 3.2. Identificación de cada grupo del experimento. Fuente: Elaboración propia.
.................................................................................................................................. 33
Tabla 3.3. Tabla de parámetros de proceso. Fuente: Elaboración propia. ....................... 33
Tabla 4.1. Composición química de las aleaciones utilizadas. Fuente: Elaboración
propia. ..................................................................................................................... 37
Tabla 4.2. Densidad de Aleaciones Al-Mg-Si. Fuente: Elaboración propia. ....................... 38

x
GLOSARIO
Aleación: Producto homogéneo de propiedades metálicas, constituido por dos o más
elementos.
Alúmina: Óxido de aluminio.
ANOVA: Análisis de Varianza, colección de modelos estadísticos y sus procedimientos
asociados, en el cual la varianza está particionada en ciertos componentes debidos a
diferentes variables explicativas.
ANSI: American National Standards Institute, es una organización que desarrolla y
aprueba normas de los Estados Unidos.
ASTM: American Society for Testing and Materials, es una organización de normas
internacionales que desarrolla y publica acuerdos voluntarios de normas técnicas para
una amplia gama de materiales, productos, sistemas y servicios.
Bauxita: Roca blanda formada principalmente por hidróxido de aluminio; muy
abundante en la naturaleza, es la mena más importante del aluminio y se utiliza también
como refractario y abrasivo.
Coeficiente térmico de expansión: También conocido como coeficiente de dilatación,
es el cociente que mide el cambio relativo de volumen que se produce cuando un
cuerpo sólido o un fluido dentro de un recipiente cambia de temperatura provocando
una dilatación térmica.
Criolita: Es un mineral, Fluoruro de Aluminio y Sodio.
Deformación unitaria: La deformación unitaria se define como el cambio de dimensión
por unidad de longitud.
Dendrítica: Cristal metálico, generalmente producido por solidificación, que se
caracteriza por una microestructura análoga a la de un árbol con múltiples ramas.
Densidad: Relación entre la masa y el volumen de una sustancia.
Ductilidad: La deformación unitaria se define como el cambio de dimensión por unidad
de longitud.
Elongación: Se define como el cambio del valor de una magnitud física con respecto a
su valor de equilibrio.
Esfuerzo Último: Es el valor máximo del esfuerzo de ingeniería que se puede aplicar sobre
el material.

xi
Estructura cristalina: Es la forma sólida de cómo se ordenan y empaquetan los átomos,
moléculas o iones.
Factor de empaquetamiento: Es la fracción de volumen en una unidad de celda que
está ocupada por átomos.
Fase: Parte homogénea de un sistema separada de las demás partes del mismo por una
superficie de separación que al pasar ésta, la composición química o la microestructura
de la sustancia varía bruscamente.
Forja: Es un proceso de fabricación de objetos conformado por deformación plástica
que puede realizarse en caliente o en frío y en el que la deformación del material se
produce por la aplicación de fuerzas de compresión.
Fundición a presión: Es un proceso de fabricación en el que se vierte o se fuerza metal
fundido en moldes de acero. Los moldes, también conocidos como herramientas o
matrices, se crean usando acero y se diseñan especialmente para cada proyecto. Esto
permite que cada componente se cree con precisión y repetitividad.
Fundición: Proceso de fabricación de piezas, comúnmente metálicas, pero también de
plástico, consistente en fundir un material e introducirlo en una cavidad (vaciado,
moldeado), llamada molde, donde se solidifica.
ISO: International Standard Organization, regula una serie de normas para fabricación,
comercio y comunicación, en todas las ramas industriales.
Macrografía: Método que nos permite observar discontinuidades o defectos en los
materiales con la ayuda de un microscopio a una baja amplificación.
Matriz: Tiene carácter continuo y es la responsable de las propiedades físicas y químicas.
Transmite los esfuerzos al agente reforzante. También lo protege y da cohesión al
material.
Microdureza Vickers: Método para medir la dureza de los materiales, es decir, la
resistencia de un material al ser penetrado. Sus cargas van de 5 a 125 kilopondios (de
cinco en cinco). Su penetrador es una pirámide de diamante con un ángulo base de
136°.
Microestructura: La estructura microscópica de un material u objeto.
Micrografía: Fotografía hecha con un microscopio electrónico.
Módulo de elasticidad: Es una medida de la rigidez del material.
Numero de coordinación: Es el número de vecinos que están en contacto directo con
un átomo o ion en particular en una red o estructura cristalina.

xii
Prueba t: Es cualquier prueba en la que el estadístico utilizado tiene una distribución t de
Student si la hipótesis nula es cierta. Se aplica cuando la población estudiada sigue una
distribución normal pero el tamaño muestral es demasiado pequeño como para que el
estadístico en el que está basada la inferencia esté normalmente distribuido.
Punto de fusión: Es la temperatura a la cual un sólido pasa a líquido a la presión
atmosférica.
Punto eutéctico: Es la máxima temperatura a la que puede producirse la mayor
cristalización del solvente y soluto, o también se define como la temperatura más baja
a la cual puede fundir una mezcla de sólidos A y B con una composición fija.
Resistencia a la fluencia: La deformación unitaria se define como el cambio de
dimensión por unidad de longitud.
Solidificación: Es una transición de fase en la que un líquido se convierte en un sólido
cuando su temperatura desciende por debajo de su punto de congelación.
ZAF: Zona agitada por fricción en un proceso de SFA.
ZAT: Zona afectada térmicamente generada por un proceso térmico.
ZCC: Zona del centro del cordón, línea central de la sección transversal de las placas
soldadas mediante SFA, la cual forma parte de la trayectoria del pin.

1
INTRODUCCIÓN
En aplicaciones de la industria del transporte, la ciencia de los materiales busca que
estos tengan bajo costo y densidad, junto con alta tenacidad y resistencia a la fatiga; el
aluminio (Al) es uno de estos metales, cuya tendencia es utilizarlo cada vez más en
componentes claves de esta industria [1].
El magnesio (Mg) es el octavo elemento más abundante sobre la tierra, sus aleaciones
pueden ser reutilizadas y recicladas tantas veces como sea posible, tiene buenas
prestaciones de tenacidad considerando que su densidad es muy baja; sin embargo, su
mayor desventaja es un alto nivel de corrosión, por lo anterior, es común alearlo con Al
para mantener las excelentes propiedades mecánicas y una buena resistencia a la
corrosión [2].
Este tipo de aleaciones Al-Mg son muy sensibles a los métodos de soldadura
convencionales por arco eléctrico, debido a que este provoca que pierdan sus
propiedades mecánicas debido a la Zona Afectada Térmicamente (ZAT) [3].
El proceso de Soldadura por Fricción y Agitación (SFA) presenta ciertas ventajas frente a
los métodos de soldadura convencionales por arco eléctrico. El peso del producto final
se ve reducido ya que no requiere material de aporte en la SFA; por otra parte, existen
estudios que comparan ambos métodos de soldadura y muestran que el método por
arco eléctrico eleva la temperatura del material por encima de su punto de fusión
durante el proceso, provocando que las uniones disminuyan sus propiedades mecánicas
de resistencia a la tensión [4], a causa de esto, la aplicación del proceso de SFA es
común para materiales con un punto de fusión bajo; sin embargo, el desarrollo de esta
tecnología ha permitido que se logre aplicar en materiales con puntos de fusión altos,
tales como las aleaciones ferrosas, entre otros [5].

2
1.1. ANTECEDENTES
Recientemente, los procesos de soldadura en estado sólido como es el caso particular
del proceso SFA han sido aplicados con éxito para la unión de materiales avanzados. El
proceso SFA es un método de unión en el estado sólido en el cual, una herramienta
giratoria penetra en el material y el calor generado por la fricción trae consigo el flujo
de material. Este tipo de soldadura ofrece las siguientes ventajas en comparación con
la soldadura por fusión: a) menor distorsión, tensión residual y porosidad debido al bajo
aporte térmico, b) refinamiento del grano, c) mejora de las propiedades mecánicas de
la unión debido a la energía suministrada parcialmente utilizada, d) eficiente en el
aprovechamiento de la energía y d) libre de humos y radiaciones.
Para establecer los parámetros de operación en el proceso de SFA en la unión de
aleaciones metálicas y no metálicas, ha sido un área de interés de diferentes
investigadores. Existen diversos estudios que se enfocan en aleaciones de Al y otros
metales con el objetivo de obtener una unión con buena calidad, donde la soldabilidad
es uno de los factores importantes que hay que considerar, ya que el refinamiento de
grano en la zona de agitación por fricción (ZAF) y la ZAT puede disminuir las propiedades
mecánicas del material.
Actualmente a nivel industrial se afronta al desarrollo de materiales que puedan sustituir
con éxito a los actuales. Una opción viable la constituye las aleaciones de Al para
fundición, donde elementos como Mg y Li son utilizados para disminuir la densidad.
En este trabajo se establecen las bases para realizar placas de las aleaciones de Al-Mg
y en trabajos futuros de investigación en la aleación Al-Mg-Li, donde se realice el proceso
SFA evaluando la composición química, microestructura y propiedades mecánicas, que
coadyuven a un menor peso de los componentes de la rama automotriz y el ahorro de
energía.

3
1.2. DEFINICIÓN DEL PROBLEMA
Actualmente se están desarrollando procedimientos para unir materiales mediante el
proceso de SFA, que servirá en la manufactura de componentes en la industria
alimenticia, aeroespacial, automotriz y de contenedores.
A nivel nacional aproximadamente 4 Universidades están aplicando el proceso SFA,
donde se está evaluando las condiciones de parámetros operativos, tipo de herramienta
y maquinaria necesaria para realizar uniones soldadas a tope.
Este trabajo está enfocado para el desarrollo de otras investigaciones donde se
pretende realizar el proceso de SFA en aleaciones de A380 con contenidos de Mg y Li,
donde se obtengan uniones con alta calidad para aplicaciones industriales, donde se
pretende bajar la densidad y tener buena soldabilidad, sin olvidar que este tipo de
proceso evitar contaminantes al medio ambiente.
1.3. JUSTIFICACIÓN
En los procesos de fundición a alta presión, el aluminio A380 tiene una gran aplicación
en productos para la industria automotriz [3], ya que al estudiar sus aplicaciones en
procesos de SFA y el efecto en sus propiedades mecánicas por la adición de Mg, sentará
las bases para nuevos productos y procesos de manufactura con este tipo de materiales,
el cual es de gran utilidad para la tecnología en la fabricación de transportes ligeros,
haciéndolos cada vez más eficientes y con menor impacto al medio ambiente.

4
1.4. OBJETIVOS
1.4.1. Objetivo General
Realizar la unión a tope de una aleación A380 mediante el proceso de SFA, y evaluar los
efectos de la adición de Mg al 5 y 10%, la geometría de su microestructura y propiedades
mecánicas de las uniones.
1.4.2. Objetivos Específicos
Generar mediante el proceso de fundición placas con cantidades del 5 y 10%
de Mg añadidas a una aleación A380.
Analizar las uniones generadas mediante el proceso de SFA de la aleación
A380 al 5 y 10% de Mg mediante un estudio macroestructural y
microestructural.
Obtener el ciclo térmico durante el proceso de SFA de las uniones.
Analizar las propiedades mecánicas (microdureza y ensayos de tensión) de las
uniones.
1.5. HIPÓTESIS
Es posible obtener uniones soldadas con buenas propiedades mecánicas, de una
aleación de aluminio A380 mediante el proceso SFA al incrementar del 5 al 10% de Mg
y con diferente geometría del pin.
5
MARCO TEÓRICO
2.1. ALUMINIO PURO
El aluminio no se encuentra por si sólo en la naturaleza debido a su alta afinidad con el
oxígeno, sino que se encuentra en su mayoría en forma de bauxita, la cual se compone
de óxido de aluminio hidratado Al2O3 3H2O y algunas impurezas cómo SiO2, Fe203, TiO2,
entre otros, o en menor medida cómo alúmina que se compone de óxido de aluminio
puro Al2O3; dentro de estas formas, es el segundo elemento metálico más abundante,
se estima que forma parte de un 8% de la corteza terrestre [6].
2.1.1. Proceso de Producción
Para refinar la bauxita en alúmina se utiliza el proceso Bayer, en el cual la bauxita se
baña en solución de sosa caustica NaOH a alta temperatura y presión, donde se
precipita el hidróxido de aluminio Al(OH)3 y posteriormente se calcina mediante un horno
para formar alúmina.
Para procesar el Al de la alúmina, se utiliza un proceso químico, donde la alúmina se
mezcla con criolita, compuesto por hexafluoroaluminato de sodio Na3AlF6 y la mezcla se
descompone mediante el proceso de electrólisis donde se separa el Al, y finalmente este
pasa por un proceso de refinado para remover gases y partículas de criolita hasta llegar
a una impureza de 0.3 a 1% [6].
2.1.2. Propiedades del Aluminio
Sus propiedades dependen de la pureza, es decir, el porcentaje de Al dentro de la
aleación, la cual es clasificada por distintos institutos como ISO (International
Organization for Standardization), Estados Unidos, Rusia y Alemania.
En la tabla 2.1, se muestran las propiedades físicas de un Al con 99.99%, clasificada como
pureza extrema, el Al a comparación de otros metales utilizados sobresale por su baja
densidad, alta reflectividad y alta conductividad eléctrica y térmica [6].

6
Por el contrario, en el Al puro no sobresalen sus propiedades mecánicas ya que su
resistencia a la tensión y al impacto son bajas y sensibles a la temperatura, por ello no es
común el uso de Al puro, sin embargo, es un metal que se puede alear fácilmente con
otros metales y mejorar considerablemente sus propiedades mecánicas.
Tabla 2.1. Propiedades del Aluminio con Pureza de 99.99%. Fuente: [6].
Tipo Propiedad Valor Unidad
Física
Punto de fusión 660.2 °C
Punto de ebullición 2480 °C
Calor latente de fusión 94.6 Cal/g
Calor específico a 100°C 0.2226 Cal/g
Densidad a 20°C 2.7 g/cm3
Resistividad eléctrica a 20°C 2.68 µΩ-cm
Coeficiente térmico de expansión
x106 (20-100°C) 23.86
Conductividad térmica a 100°C 0.57
Reflectividad 90 %
Módulo de Young 25-26.5 GPa
Mecánica
Esfuerzo Último 69-72 GPa
Coeficiente de Poisson 0.31
Dureza Brinell 22 HB
Elongación 40 %
El Al puro tiene una estructura cristalina cúbica centrada en las caras o FCC (face
centered cubic), por sus siglas en inglés, a lo largo de todo su rango de temperatura
hasta el punto de fusión, esta estructura se muestra en la figura 2.1, su orden sigue un
patrón que se asemeja a un cubo con átomos en cada vértice y en el centro de las
caras del cubo. Por lo tanto, el espacio ocupado por los átomos con relación al volumen
(factor de empaquetamiento) es de 0.74 y la cantidad de átomos más cercanos
(número de coordinación) es de 12.

7
Su constante de red cristalina es de 4.0414 Å, su radio atómico determinado por la mitad
de la distancia entre los átomos más cercanos es de 1.43 Å, mientras que su radio iónico
es de 0.53 Å [6].
Figura 2.1. Estructura cristalina del Al (FCC). Fuente: [6].
2.2. ALEACIONES DE ALUMINIO
De acuerdo con el estándar ANSI H35.1-1998 registrada por la Asociación de Aluminio
(AA), la clasificación de aleaciones de Al se divide en dos grandes familias de series, la
primera es para aleaciones cuya principal aplicación es el proceso de forjado, la
segunda familia son las aleaciones utilizadas en el proceso de fundición.
Las familias de series utilizada para fundición se identifican por tener la nomenclatura
“CXYY.Z”, en la cual cada digito tiene el siguiente significado:
C: Los prefijos pueden ser utilizados y especifican la variación que puede
haber entre uno de sus elementos, normalmente se utilizan las letras A o B.
X: El primer dígito indica la serie, es decir, el principal elemento o elementos de
la aleación con el Al.
YY: El segundo y tercer digito indican el elemento de la aleación específica,
para estos no hay una designación específica por elemento.
Z: El tercer digito después del punto decimal sirve para identificar la forma del
material, 0 es utilizado para el material ya fundido, 1 es utilizado para referirse
a material en forma de lingotes y 2 para casos específicos [7].

8
2.2.1. Aleaciones de Aluminio-Silicio
Las aleaciones de Al de la serie 3XX.X, pertenecen a la familia de fundición, donde el
principal metal del compuesto es el Silicio (Si), el cual se encuentra en un contenido del
rango de 5 a 22%, en algunos casos, se le agregan pequeñas concentraciones de Mg
desde un 0.3 a un 0.6% y/o Cobre (Cu) en concentraciones de 0 a 4.5%.Es la serie con el
más alto volumen de uso, ya que se utiliza en procesos de fundición a presión (A380.0 a
A384.0), las cuales requieren de un bajo contenido de Mg (0.10% como máximo) [8].
2.2.1.1. Aluminio A380
El aluminio A380 es por mucho el más utilizado en procesos de fundición a presión,
ofreciendo la mejor combinación de propiedades y una facilidad de producirlo. Sus
aplicaciones incluyen equipos electrónicos y comunicación, componentes
automotrices, soportes de motor, cubiertas de mecanismos y transmisión, carcazas de
máquinas podadoras de césped, componentes mobiliarios, herramientas de mano
eléctricas [9].
2.2.1.2. Composición Química
La composición química del aluminio A380 se describe en la tabla 2.2, donde se observa
como en comparación del aluminio 380, el contenido de Hierro se disminuye de 2.0 a
1.3%, lo cual genera una mayor resistencia a altas temperaturas para el A380.

9
Tabla 2.2. Composición Química del aluminio 380 y A380. Fuente [10] [11].
Tipo Propiedad 380.0 A380.0
Composición
Química
Detallado
Silicio 7.5-9.5 7.5-9.5 %
Hierro 2.00 1.30 %
Cobre 3.0-4.0 3.0-4.0 %
Manganeso 0.50 0.50 %
Magnesio 0.10 0.10 %
Nickel 0.50 0.50 %
Zinc 3.00 3.00 %
Estaño 0.35 0.35 %
Otros 0.50 0.50 %
Aluminio Balance Balance %
2.2.1.3. Microestructura
En la figura 2.2, se muestra la microestructura típica de un aluminio A380, en la cual se
observa una fase continua de Al en forma dendrítica (α) mostrada como regiones de
color blanco; islas eutécticas de Si de color gris oscuro en forma acicular o de aguja.
Dichas islas eutécticas están entre dendríticos y precipitaciones intermetálicas en color
gris claro. Las dimensiones de las partículas de Si se observan dentro del rango de 10-40
µm y están localizadas dentro de las islas eutécticas [12].
Figura 2.2. Micrografía del aluminio A380. Fuente: [12].

10
2.2.1.4. Propiedades Mecánicas
La matriz de Al se ve reforzada por las islas eutécticas de Si en forma de agujas,
proporcionando una mayor resistencia a comparación del Al puro. En la tabla 2.3 se
incluyen todas las propiedades mecánicas del 380 y A380, ambos presentan mismas
propiedades mecánicas, su principal diferencia radica en que el A380 tiene menor
conductividad eléctrica y coeficiente térmico de expansión, es por ello que esta
aleación se utiliza en aplicaciones de mayor temperatura que el 380.
Tabla 2.3. Propiedades del aluminio 380 y A380. Fuente [10], [11].
Tipo Propiedad
380.0 A380.0 Unidades
Propiedades
Mecánicas
Esfuerzo último 320 320 MPa
Límite elástico 160 160 MPa
Elongación 3.5 3.5 % en 2"
Dureza 80 80 BHN
Resistencia a la
cizalladura 190 190 MPa
Resistencia al impacto 4 - J
Resistencia a la fatiga 14 140 MPa
Módulo de Young 71 71 GPa
Propiedades
Físicas
Densidad 2.74 2.71 g/cm3
Punto de fusión 540-595 540-595 °C
Calor específico 963 963 J/Kg°C
Coeficiente térmico de
expansión 22 21.8 µm/m°K
Conductividad térmica 96.2 96.2 W/m°K
Conductividad eléctrica 27 23 % IACS
Coeficiente de Poisson 0.33 0.33
11
2.2.2. Aleaciones de Aluminio-Magnesio
Las aleaciones de Al-Mg son consideradas como materiales de peso ligero
extremadamente atractivos para un alto rango de aplicaciones como la industria militar,
automotriz, aeroespacial, etc., debido a su baja densidad, además el Mg tiene buena
capacidad de absorción de vibraciones mecánicas y baja impedancia acústica que
pueden ser muy beneficiosos para aplicaciones en vehículos [13].
Al aumentar el porcentaje de Mg en una aleación con Al, se observa que mientras
mayor sea la cantidad de Mg, la microdureza de la sección transversal de la soldadura
se incrementa significativamente [14], el estudio se realizó en un rango de 0,1 y 2% de
Mg con una misma relación de Al.
La serie de aleaciones de Al 5XX.X se definen por tener el Mg como aleación principal
del Al, tienen propiedades mecánicas de moderado a alta resistencia y dureza; también
presentan alta resistencia a la corrosión, especialmente al agua del mar y atmosferas
marítimas. Estas aleaciones son adecuadas para ensambles de soldadura utilizados en
arquitecturas y otros decorativos. Tienen buena maquinabilidad y una apariencia
atractiva cuando se anodizan [8].
2.2.3. Aleaciones de Aluminio-Silicio-Magnesio
Este tipo de aleaciones se utilizan cada vez más en la industria aeroespacial y automotriz
por sus excelentes propiedades que facilitan su proceso de fundición, tienen buena
resistencia a la corrosión y buenas propiedades mecánicas en condiciones tratadas
térmicamente. En estas aleaciones, el Mg se adiciona intencionalmente para inducir el
endurecimiento por precipitación de Mg2Si, fases metaestables o zonas Guinier-Preston
[15].

12
2.2.4. Diagrama Ternario
El aluminio A380 contiene alrededor de 4.4% en otros elementos e impurezas, sin
embargo, si se descartan dichos elementos para ubicarlo en el diagrama ternario de Al-
Si-Mg mostrado en la figura 2.3, es posible indicar su posición aproximada en dicho
diagrama; al tomar la sección vertical de este diagrama con un contenido del 90% de
Al, se obtiene el diagrama de la figura 2.4 donde muestra que se tiene un punto de fusión
de alrededor de 596°C, donde al bajar de ese punto, se solidifica el Al y se mezcla con
líquido (L), fase llamada L+Al. Debajo de los 577°C comienza a solidificarse el Si y pasa
de inmediato a la fase sólida donde se forma el Al+Si.
Figura 2.3. Diagrama ternario de superficie líquida del Al-Si-Mg. Fuente: [15].
Figura 2.4. Sección vertical del diagrama ternario al 90% Al. Fuente: [15].
A380
Mg ≈ 0.8%
Si ≈ 10%
Al ≈ 90%

13
Si se continúa agregando Mg al 99.99% de pureza hasta un 5% de concentración en la
aleación, el punto de fusión esta vez se reduce a 577°C, debido a que atraviesa por un
punto eutéctico donde se solidifica el Si+Mg2Si de forma instantánea manteniéndose
aún con una fase líquida, donde al bajar de los 560°C se alcanza la fase sólida
compuesta por Si+Al+Mg2Si, como se indica en la figura 2.5.
Figura 2.5. Sección vertical del diagrama ternario al 80% Al. Fuente: [15].
Si a esta misma aleación se continua agregando Mg hasta llegar a un 10%, el punto de
fusión de la aleación sube por encima de 600°C; como se muestra en la figura 2.6, su
solidificación atraviesa por 3 fases: la primera donde bajando el punto de fusión, el Al
comienza a solidificarse formando L+Al, la segunda a los 590°C comienza a solidificar el
Mg2S formando el compuesto L+Al+Mg2Si, para finalmente a una temperatura de 577°C
llegar a la fase sólida compuesta por Al+Mg2Si.
Figura 2.6. Sección vertical del diagrama ternario al 85% Al. Fuente: [15].
Nótese como al agregar contenido de Mg, el compuesto Mg2Si aparece, el cual como
ya se mencionó anteriormente puede aumentar las propiedades mecánicas de la
Mg ≈ 5%
Si ≈ 10%
Al ≈ 85%
Mg ≈ 10%
Si ≈ 10%
Al ≈ 80%

14
aleación si se combina con el proceso de endurecimiento por precipitación; esto explica
un aumento en el límite elástico y por ende una disminución en la ductilidad de la
aleación [16].
2.2.4.1. Microestructura de aleaciones Al-Si-Mg
En la figura 2.7, se muestra el efecto de la adición del Magnesio en una aleación de
aluminio A380, las secciones a, b y c muestran contenido de 0.06, 0.33 y 0.5% Mg
solidificado a 10°Cs-1 respectivamente; donde la muestra a) de aluminio A380 presenta
la misma estructura descrita ya en la figura 2.2 y en ninguna de las 3 muestras se observan
precipitaciones de Mg2Si. Sin embargo, finas partículas de lo que parece ser Al5Mg8Si6Cu2
son visibles dentro de los cristales eutécticos de Al2Cu señalados con una flecha. La
sección d) es la muestra al 0.5% Mg con una solidificación de 0.4°Cs-1, con este cambio
de solidificación, se observan precipitaciones de Mg2Si señaladas por las flechas,
mientras que en el recuadro se muestra la presencia de Al5Mg8Si6Cu2 dentro de Al2Cu.
[17].
Figura 2.7. Micrografías de aleaciones 380 con: a) 0.06% Mg, b) 0.33% Mg, c) 0.5% Mg y
d) 0.5% Mg con tratamiento térmico. Fuente: [17].
a) b)
c) d)

15
2.3. SOLDADURA POR FRICCIÓN Y AGITACIÓN (SFA)
El proceso de SFA es un método de unión de metales donde se utiliza el principio de
rozamiento entre una herramienta rotacional con mayor dureza que los elementos a unir
[18]. La herramienta tiene como características principales un pin y un hombro
concéntricos, los cuales permiten que se genere la agitación y mezcla entre los dos
elementos, así como prevenir que se formen vacíos durante el proceso.
La figura 2.8, muestra como el pin que forma parte de la herramienta rotacional se
introduce entre las dos placas a unir mediante una fuerza axial y una velocidad de giro
(a), posteriormente la herramienta se mueve de forma longitudinal en dirección de la
unión de las placas con una velocidad de avance (b) definida, el hombro de la
herramienta se debe mantener al nivel de la placa para evitar espacios vacíos de
material y reducir su efecto en las propiedades mecánicas de la soldadura.
Figura 2.8. Diagrama de los componentes del proceso SFA. Fuente: [19].
Toda unión realizada mediante SFA tiene como característica distintas zonas en su
sección transversal, las cuales son visualmente diferente y cada zona tiene propiedades
mecánicas distintas, especialmente en su microdureza.
En la figura 2.9 se presenta un corte de sección transversal de una unión realizada entre
dos placas mediante el proceso SFA, en donde las partes externas indicadas por las
zonas (a) son el metal base que ha sido unido, el cual no sufre ningún cambio ya que se
encuentra muy alejado de la zona central donde actúa la herramienta rotacional, por

16
otra parte las zonas (b), muestran la zona afectada térmicamente (ZAT) donde el
material sufre un cambio en sus propiedades debido al calor generado por la fricción, el
área de esta zona suele compararse con otros métodos de unión y es aquí donde la SFA
tiene ventaja ya que el material no alcanza su temperatura de fusión.
La zona agitada por fricción (ZAF) mostrada en el punto (d) es la zona donde el material
fue agitado totalmente por la herramienta, por último, está la zona afectada termo-
mecánicamente (ZATM) el cual es una combinación de ZAF y ZAT donde se sufre una
agitación mecánica y afectación en sus propiedades por el calor [19].
Figura 2.9. Diferentes Zonas de la SFA: (a) Metal base no afectado (MB); (b) Zona
afectada térmicamente (ZAT); (c) Zona afectada termo-mecánicamente (ZATM); (d)
Zona de agitación por fricción (ZAF). Fuente [19].
2.3.1. Parámetros del proceso SFA
Existen numerosas investigaciones sobre el proceso SFA en las cuales se determinan los
parámetros operacionales más importantes del mismo que afectan las propiedades
mecánicas de la unión de soldadura, las cuales se describen en los siguientes epígrafes.

17
2.3.1.1. Frecuencia rotacional
La frecuencia rotacional se mide en revoluciones por minuto (rpm) y como su nombre lo
indica, es la cantidad de vueltas que da la herramienta rotacional por cada minuto.
Mayor frecuencia rotacional en la herramienta provoca mayor fricción y por ende una
mayor temperatura y una menor tasa de enfriamiento de la ZAF después de la soldadura,
además que provoca un exceso de agitación en el material hacia la parte superior,
provocando que queden espacios con faltante de material en la parte inferior; por el
contrario, valores menores de la frecuencia rotacional pueden provocar una falta de
agitación en el material reduciendo el área de la ZAF [19].
Otros estudios, demuestran que una mayor frecuencia rotacional reduce
exponencialmente el torque aplicado por la herramienta en la fase de inmersión de la
herramienta y movimiento longitudinal, la reducción de este torque reduce la
afectación a las propiedades mecánicas del material base [20].
2.3.1.2. Velocidad de avance
La velocidad de avance se mide en milímetros por minuto (mm/min), es la relación entre
la distancia longitudinal de la herramienta rotacional a través de la unión a soldar que
se alcanza en un determinado tiempo. Si se mantiene una frecuencia rotacional
constante y se incrementa la velocidad de avance, el resultado es una menor cantidad
de calor por distancia soldada causando una falta de agitación y por ende una
degradación en sus propiedades mecánicas, específicamente en la resistencia a la
tracción; por el contrario, una velocidad de avance menor provoca una mayor
temperatura y menor tasa de enfriamiento en la zona soldada, causando un crecimiento
en el grano y un potencial agrietamiento de la unión de soldadura [21].
La influencia que tiene la velocidad de avance en el torque y la afectación a las
propiedades mecánicas del material base no es tan alta como la frecuencia rotacional,
en este caso solo afecta el torque durante el movimiento longitudinal de la herramienta,

18
al incrementarse la velocidad de avance, existe un incremento menor en el torque de
la herramienta [20].
2.3.2. Geometría de la herramienta rotacional
Así como la frecuencia rotacional y el avance son elementos clave para obtener una
unión soldada, la geometría de la herramienta rotacional forma parte de los factores
clave y más estudiados en dicho proceso, a continuación, se describen las distintas
características de la herramienta y sus efectos en base a la revisión de literatura.
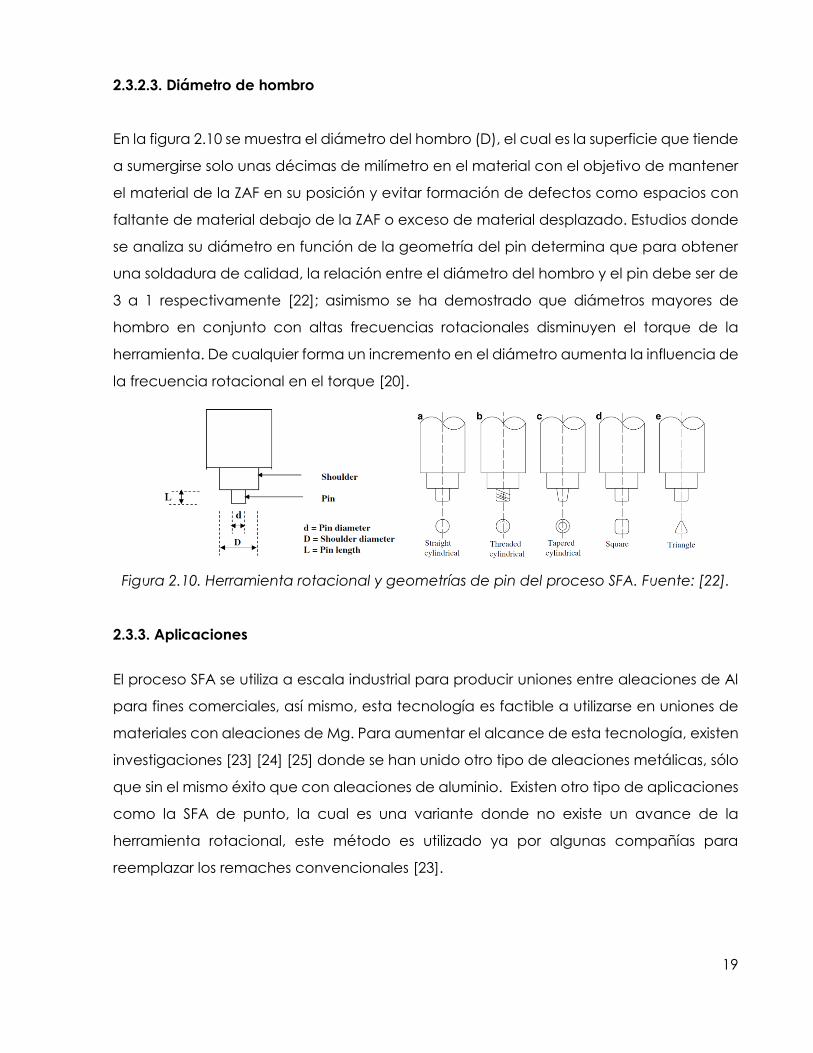
2.3.2.1. Geometría del pin
La herramienta rotacional se compone de hombro y pin como se muestra en la figura
2.10. Ambas partes de la herramienta son importantes para obtener una soldadura
adecuada. Investigaciones recientes ponen a prueba herramientas las cuales no tienen
hombro y pin respectivamente para medir su influencia en el torque, los resultados
muestran que la geometría del pin tiene una influencia significativa junto con los
parámetros de frecuencia rotacional y velocidad de avance [20]. En otros estudios se
analiza la influencia de distintas geometrías de pin y su interacción con el diámetro del
hombro en un aluminio AA6061, de las geometrías estudiadas que se muestran en la
figura 2.10, cilíndrico recto (a), cilíndrico roscado (b), cónico(c), cuadrado (d) y
triangular (e); se demostró que la cuadrada genera menos defectos [19] [22] [21].
2.3.2.2. Diámetro del pin
En la figura 2.10 se muestra el diámetro de pin (d) el cual es la parte que se sumerge en
el material base y realiza la agitación del material, por lo anterior, esto junto con su
geometría generan una alta influencia en el torque, calor generado, propiedades
mecánicas y por ende en la calidad de soldadura. Al incrementar el diámetro del pin se
incrementa el torque debido a que hay más interferencia entre la herramienta y el
material, su efecto en el torque es mayor a bajas frecuencias rotacionales [20].
19
2.3.2.3. Diámetro de hombro
En la figura 2.10 se muestra el diámetro del hombro (D), el cual es la superficie que tiende
a sumergirse solo unas décimas de milímetro en el material con el objetivo de mantener
el material de la ZAF en su posición y evitar formación de defectos como espacios con
faltante de material debajo de la ZAF o exceso de material desplazado. Estudios donde
se analiza su diámetro en función de la geometría del pin determina que para obtener
una soldadura de calidad, la relación entre el diámetro del hombro y el pin debe ser de
3 a 1 respectivamente [22]; asimismo se ha demostrado que diámetros mayores de
hombro en conjunto con altas frecuencias rotacionales disminuyen el torque de la
herramienta. De cualquier forma un incremento en el diámetro aumenta la influencia de
la frecuencia rotacional en el torque [20].
Figura 2.10. Herramienta rotacional y geometrías de pin del proceso SFA. Fuente: [22].
2.3.3. Aplicaciones
El proceso SFA se utiliza a escala industrial para producir uniones entre aleaciones de Al
para fines comerciales, así mismo, esta tecnología es factible a utilizarse en uniones de
materiales con aleaciones de Mg. Para aumentar el alcance de esta tecnología, existen
investigaciones [23] [24] [25] donde se han unido otro tipo de aleaciones metálicas, sólo
que sin el mismo éxito que con aleaciones de aluminio. Existen otro tipo de aplicaciones
como la SFA de punto, la cual es una variante donde no existe un avance de la
herramienta rotacional, este método es utilizado ya por algunas compañías para
reemplazar los remaches convencionales [23].

20
También se está explorando el uso del proceso SFA para la unión de metales disímiles,
compuestos de matriz metálicos, cerámicos, polímeros y recientemente investigado la
madera con plástico [23].
Como se mostró en el marco teórico, asimismo, existen otros factores del proceso como
lo es la geometría del pin de la herramienta rotacional, la frecuencia rotacional y la
velocidad de avance. Debido a la cantidad limitada de material, en este trabajo solo la
geometría del pin se controlará en forma cónica y cuadrada.
Se puede resumir hasta aquí, el Mg tiene una alta influencia en las aleaciones de Al para
modificar sus propiedades mecánicas; por ello el presente estudio utilizará muestras con
diferentes porcentajes para medir su efecto.
Con respecto a los parámetros de proceso, la revisión literaria indica que la velocidad
de avance, la frecuencia rotacional y el diseño de la herramienta en cuanto a
geometría y dimensiones son los parámetros de mayor influencia en las propiedades
mecánicas de este tipo de aleaciones.

21
DESARROLLO EXPERIMENTAL
3.1. DESARROLLO EXPERIMENTAL
El trabajo experimental se realizó en la Universidad Autónoma de Zacatecas, en el
laboratorio del Taller de Máquinas-Herramientas y usos Múltiples, utilizando los
laboratorios de control numérico, tratamiento térmicos y fundición.
La investigación tiene un enfoque cuantitativo y de alcance correlacional, donde se
busca determinar el efecto en las propiedades mecánicas que provoca la adición de
porcentaje de Mg en una aleación de A380, así como la geometría del pin.
El universo son las placas de 3mm que utilicen SFA como método de unión cuyo material
este conformado por aleaciones con contenido químico sea similar al del Al A380 con
alteraciones en su contenido de Mg en hasta un 10%.
El tipo de muestreo utilizado es aleatorio simple, donde se tomaron 3 muestras de cada
grupo y se realizaron las mediciones y análisis de sus propiedades mecánicas. Las
muestras son de un lote de material, el cual se utilizó para formar placas con el mismo
proceso de fundición y SFA.
Las variables dependientes analizadas son: el esfuerzo último, el porcentaje de
deformación y microdureza; mientras que las variables independientes son: el
porcentaje de contenido de Mg y la geometría del pin de la herramienta rotacional.
En la figura 3.1, se observa el diagrama de bloques del trabajo experimental, el cual
comprende las etapas de fundición, la SFA y la caracterización de las uniones soldadas
(análisis de composición química, microestructura y propiedades mecánicas).

22
Inicio
Fundición de 3 grupos de
aleaciones:
Temperatura del horno
Tiempo dentro del horno
Temperatura de molde
Material y equipo:
Al A380
Mg 99.98%
Horno eléctrico de crisol
Molde de las placas
Placas de
Aluminio
190x65x3 mm:
380
380-5%
380-10%
Ensayo de espectrometría
1. Reporte de
composición
química
Soldadura por Friccion y
Agitación:
Velocidad de giro
Velocidad de avance
Profundidad
Velocidad de inmersion
Geometría de pin
Material y equipo:
Fresadora CNC
Termometro
Pin conico
Pin cuadrado
Placas soldadas
con distinto pin:
380-CO
380-CU
380-5%-CO
380-5%-CU
380-10%-CO
380-10%-CU
Corte de placasMaterial y equipo:
Elecroerosionadora
Muestras con
longitud
calibrada
Muestras de 30
mm de longitud
Ensayo de
tracción
Material y equipo:
Maquina universal
7. Reporte de
propiedades
mecánicas:
Pulido y
encapsulado de
Muestras
Medicion de
Microdureza
Evaluación de la
macroestructura
Muestras
encapsuladas
Reporte de
microdureza
3. Reporte de
apariencia
superficial de la
unión
4. Reporte de
macrografía de
la sección
transversal
5. Reporte de análisis
de microestructura
Material y
equipo:
Durómetro
Material y
equipo:
Pulidora
Material y equipo:
Microscopio óptico
metalográfico
Microscopio
electrónico de
barrido
Espectrometría de
dispersión de
energía de rayos X
Corte de
muestras y
preparación
Muestra
preparada
para MEB
Evaluación de
microestructura,
fases y composición
química
Muestra con
volumen
controlado
Medición de
Densidad
2. Reporte de
densidad
Análisis y
discusión de
resultados
Conclusiones
Fin
6. Reporte de
temperatura
durante SFA
Material y
equipo:
Torno y Fresa
Material y
equipo:
Bascula
granataria
A
B
A
B
Figura 3.1. Diagrama de bloques del procedimiento experimental. Fuente: Elaboración
propia.

23
3.2. MATERIALES
En la primera etapa correspondiente al proceso de fundición, se utilizó aluminio A380
comercial y Mg comercial al 95% de pureza. En la figura 3.2, se muestran ambos
materiales.
Figura 3.2. Aleaciones utilizadas en experimento. Fuente: Elaboración propia.
Además, se utilizaron 8 juegos de placas de acero AISI / SAE 1020 de 254 mm x 63.5 mm
x 3.75 mm para la fabricación del molde, en el cual se obtuvieron las placas para realizar
las uniones mediante el proceso SFA.
En la segunda etapa se llevó a cabo el proceso SFA, en la cual se utilizó un acero AISI
1045 templado y revenido como herramienta rotatoria con un diámetro de 12.7 mm.
En la tercera y última etapa, para el análisis metalográfico se establecieron planos de
referencia y las muestras se encapsularon utilizando polvo termoplástico transparente
(lucita) para posteriormente desbastarlas gradualmente desde la utilización de lijas de
SiC (60, 80, 100, 120, 600, 1000 y 1200), hasta pulirlas con Al2O3 de 0.05μm, paño Dip-Floc
para 0.05 μm y finalmente se atacaron mediante ácido fluorhídrico (99.5% de agua
destilada y 0.5% de ácido fluorhídrico) con el fin de revelar la microestructura.

24
3.3. EQUIPO
3.3.1. Fundición
El Mg fue pesado en balanza digital marca Pioneer modelo Ohaus con capacidad
máxima de 210 g y mínima de 0.0001 g, como se exhibe en la figura 3.3.
Figura 3.3. Balanza. Fuente: Elaboración propia.
Para llevar a cabo el proceso de fundición del A380 se utilizó el horno eléctrico de
resistencia que se exhibe en la figura 3.4.
Figura 3.4. Horno de crisol. Fuente: Elaboración propia.
El análisis de la composición química del A380 se realizó por el método de espectrometría
de emisión de chispa con el equipo Q4 TASMAN, el cual se ilustra en la figura 3.5.

25
Figura 3.5. Espectrómetro de emisión óptica por chispa. Fuente: Elaboración propia.
3.3.2. Proceso de soldadura por fricción y agitación (SFA)
En el proceso de SFA se utilizó una fresadora vertical CNC, modelo XK7130A, marca GSK,
la cual se muestra en la figura 3.6.
Figura 3.6. Fresadora CNC, modelo XK7130A. Fuente: Elaboración propia.
La obtención de la temperatura durante el proceso de SFA “in-situ”, se empleó un
termopar tipo “K” y la tarjeta de adquisición de datos Omega modelo OMB-Net 6000
Series, como se ilustra en la figura 3.7.

26
Figura 3.7. Tarjeta y termopar Omega. Fuente: Elaboración propia.
3.3.3. Propiedades mecánicas y metalografía
Para realizar los cortes para la obtención de muestras para análisis metalográfico y los
ensayos de tensión se empleó una electroerosionadora marca Suzhou. La máquina se
muestra en la figura 3.8.
Figura 3.8. Electroerosionadora. Fuente: Elaboración propia.
Los ensayos de tensión de las uniones obtenidas mediante el proceso SFA, se llevaron a
cabo en una máquina universal Shimadzu (AG-1) de 100 KN (ver figura 3.9a). Las pruebas
de microdureza se realizaron en el micro-durómetro marca Shimadzu que se muestra en
la figura 3.9b, con la escala de dureza Vickers (HV) mediante un penetrador de punta
de diamante en forma piramidal con una carga de 2.942 N.

27
Figura 3.9. a) Maquina Universal. b) Durómetro Shimadzu. Fuente: Elaboración propia.
El desbaste grueso, desbaste fino y pulido se efectuó en una pulidora marca Metkon,
modelo Forcipol 1, como muestra en la figura 3.10a. Posteriormente, se obtuvieron las
fotomicrografías en un microscopio óptico metalográfico (MOM) marca Union
Versament modelo III, como se muestra en la figura 3.10b.
Figura 3.10. a) Pulidora Metkon. b) Microscopio óptico metalográfico (MOM). Fuente:
Elaboración propia.
La figura 3.11, muestra el microscopio electrónico de barrido (MEB) marca JEOL, modelo
JSM-5900LVcon aditamento de espectrometría de dispersión de rayos X (EDS, energy
dispersive X-ray spectrometer) de la marca Oxford Instruments modelo 7274, equipo
donde se analizó la microestructura de la uniones.
a) b)
a) b)
28
Figura 3.11. Microscopio electrónico de barrido (MEB). Fuente: Elaboración propia.
3.3.4. Herramientas o métodos computacionales
Los estudios estadísticos de los resultados obtenidos se realizaron con el software Minitab®
18.
3.4. PROCEDIMIENTO ANALÍTICO DE LOS DATOS
3.4.1. Fundición
En la primera etapa se realizó el proceso de fundición y los cálculos pertinentes para
obtener la aleación deseada. Se utilizó el material base A380 y se fundió junto con
lingotes de Mg el cual tenía una pureza de 95% de acuerdo con proveedor.
Para calcular el peso necesario, se utilizó la ecuación 1, en donde la variable
dependiente es el peso inicial en gramos (g) del material (Mg) con una concentración

29
del 95% de Mg que se requiere para fundir en el lingote de A380 para llegar a la
concentración deseada:
𝑃𝑒𝑠𝑜𝐼𝑛𝑖𝑐𝑖𝑎𝑙 =(𝐶𝑜𝑛𝑐𝑒𝑛𝑡𝑟𝑎𝑐𝑖𝑜𝑛 𝑑𝑒 𝑀𝑔𝐹𝑖𝑛𝑎𝑙) ∗ (𝑃𝑒𝑠𝑜𝐹𝑖𝑛𝑎𝑙)
(𝐶𝑜𝑛𝑐𝑒𝑛𝑡𝑟𝑎𝑐𝑖𝑜𝑛 𝑑𝑒 𝑀𝑔𝐼𝑛𝑖𝑐𝑖𝑎𝑙)
Ecuación 1
El cálculo utilizado para obtener la masa del compuesto al 5% de Mg se muestra en la
ecuación 2, en que el peso del material A380-5% Mg a conseguir fue de 472 g y el
resultado de Mg a 95% pureza requerido fue de 24.84 g.
𝑃𝑒𝑠𝑜95%𝑀𝑔→5% 𝑀𝑔 =(0.05) ∗ (472 𝑔)
0.95
𝑃𝑒𝑠𝑜95%𝑀𝑔→5% 𝑀𝑔 = 24.84 𝑔
Ecuación 2
El cálculo utilizado para obtener la masa del compuesto al 10% de Mg se muestra en la
ecuación 3, en que el peso del material A380-10% Mg a conseguir fue de 440 g y el
resultado del Mg a 95% pureza requerido fue de 46.31 g.
𝑃𝑒𝑠𝑜95%𝑀𝑔 →10% 𝑀𝑔 =(0.1) ∗ (440 𝑔)
0.95
𝑃𝑒𝑠𝑜95% 𝑀𝑔→10% 𝑀𝑔 = 46.31𝑔
Ecuación 3
Se procedió a la fabricación de 2 moldes, cada uno con 3 cavidades para cada placa,
ensamblado con 4 placas separadas entre sí mediante placas de mismo ancho de 12.7
mm, sujetadas en los extremos mediante juntas atornilladas; en seguida, se utilizaron 4
placas del mismo espesor cortadas y soldadas en un ángulo de 90° para fabricar el canal
de alimentación del metal fundido hacia las cavidades del molde.
El siguiente paso fue el proceso de fundición de los metales, los materiales con sus peso
controlados se colocaron en el horno de crisol a una temperatura de 770°C; debido a
que las aleaciones tienden a solidificarse rápidamente por sus propiedades térmicas,
también se colocó el molde donde se vacía el metal a una temperatura de 450°C en
otro horno de crisol, en la figura 3.12 se muestra el molde donde se vació el metal fundido
para formar las placas.

30
Figura 3.12. Molde para placas de Aluminio. Fuente: Elaboración propia.
Se fundieron un total de 6 pares de placas, donde cada par constituye un grupo del
experimento de cada vaciada, el cual se especifica en la tabla 3.2. Estas placas tienen
una dimensión de 190 mmx 65 mm x 3 mm, como se ilustra en la figura 3.13, cada sección
de las placas se identificó como A (normal al molde), L (longitudinal al molde) y T
(transversal al molde).
Figura 3.13. Representación gráfica de la geometría de las placas y las secciones de
referencia. Fuente: Elaboración propia.
Sección A
Sección L
Sección T

31
Una vez realizada la fundición de las placas se procedió a determinar la composición
química mediante la técnica de espectrometría de emisión de chispa.
Para la obtención de la densidad correspondiente al A380 resulta en 2.71gr/cm3 de
acuerdo con la literatura [11], para la densidad de la aleación A380 %5 Mg se utilizaron
las dimensiones de 2.69 x 0.97 x 0.31cm de una placa y para la aleación A380 10%Mg
de1.67 x 0.27 x 0.28cm.
Con las dimensiones se obtuvo el volumen y se ejecutó el pesaje en la balanza analítica,
resultando pesos de 2.0148 y 1.4268 gr, respectivamente para cada aleación.
Finalmente se utilizó la ecuación 4 para obtener la densidad:
𝜌 =𝑚
𝑉
Ecuación 4
Donde ρ es la densidad (gr/cm3), m es la masa (gr) y V es el volumen (cm3).
3.4.2. Proceso de SFA
Un elemento fundamental del proceso de SFA, es la herramienta rotacional, la cual
puede tener distintos tipos de geometría; para el presente estudio, se definió utilizar la
geometría de pin cuadrado debido a la revisión del marco teórico, donde se
encontraron estudios de comparación entre distintas geometrías en una aleación de
aluminio y cuya conclusión fue que la geometría cuadrada obtuvo la menor cantidad
de defectos [19] [22] [21], además, se decidió incorporar el pin cónico para evaluar el
efecto en la temperatura del proceso de SFA. Las herramientas se ilustran en la figura
3.14, las cuales se maquinaron en una fresadora CNC como lo muestra la figura 3.15, y
en la tabla 3.1 se especifican las dimensiones de la herramienta rotacional.
32
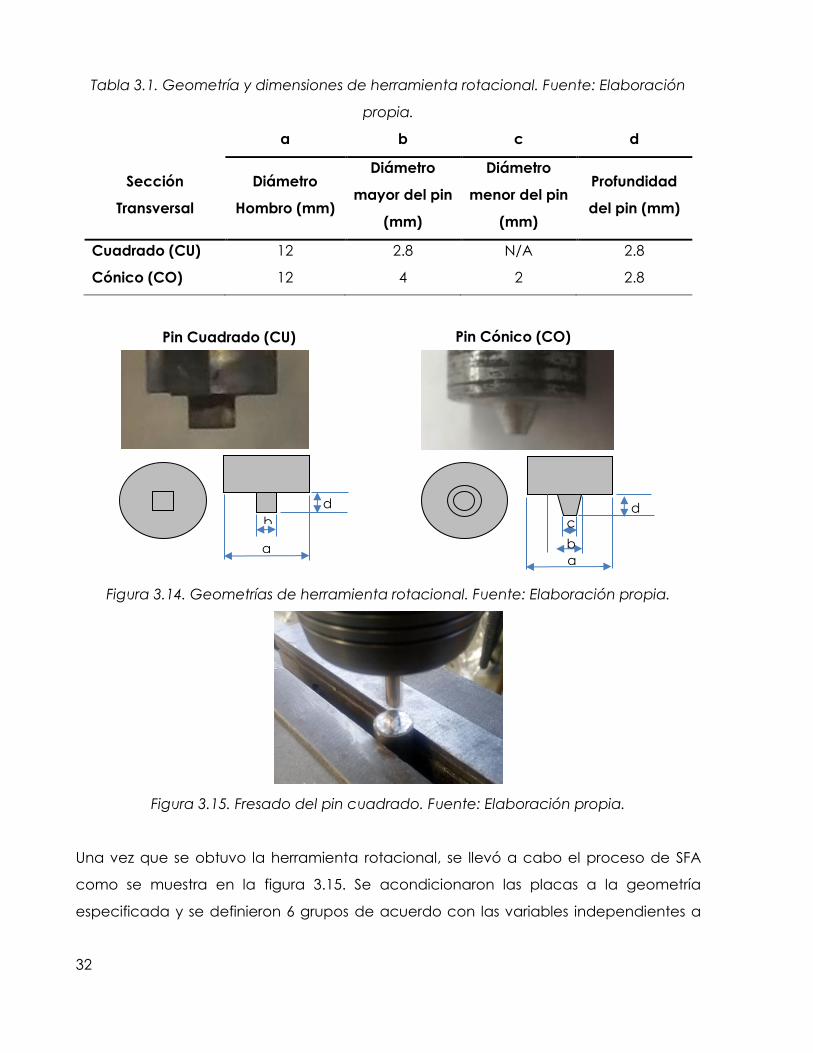
Tabla 3.1. Geometría y dimensiones de herramienta rotacional. Fuente: Elaboración
propia.
a b c d
Sección
Transversal
Diámetro
Hombro (mm)
Diámetro
mayor del pin
(mm)
Diámetro
menor del pin
(mm)
Profundidad
del pin (mm)
Cuadrado (CU) 12 2.8 N/A 2.8
Cónico (CO) 12 4 2 2.8
Figura 3.14. Geometrías de herramienta rotacional. Fuente: Elaboración propia.
Figura 3.15. Fresado del pin cuadrado. Fuente: Elaboración propia.
Una vez que se obtuvo la herramienta rotacional, se llevó a cabo el proceso de SFA
como se muestra en la figura 3.15. Se acondicionaron las placas a la geometría
especificada y se definieron 6 grupos de acuerdo con las variables independientes a
a
b
c
d
a
b
d
Pin Cuadrado (CU) Pin Cónico (CO)

33
analizar, identificándolos como se indica en la tabla 3.2, donde el sufijo CO se refiere a
cónico, CU se refiere a cuadrado, 5 y 10% al porcentaje de contenido de Mg.
Tabla 3.2. Identificación de cada grupo del experimento. Fuente: Elaboración propia.
Número Identificación del
grupo Contenido de Mg Geometría del Pin
1 380-CO 0.132% ≈ 0% Cónico
2 380-CU 0.132% ≈ 0% Cuadrado
3 380-5%-CO 4.905% ≈ 5% Cónico
4 380-5%-CU 4.905% ≈ 5% Cuadrado
5 380-10%-CO 9.904% ≈ 10% Cónico
6 380-10%-CU 9.904% ≈ 10% Cuadrado
En el epígrafe 2.3.1. se mencionaron los parámetros del proceso críticos para el proceso
de SFA y cómo interactúan con la calidad de soldadura, esfuerzo a la tensión y otras
características; adicional a esto, se encontraron otras referencias con procesos de SFA
de otras investigaciones [26] [27], donde se probaron distintas magnitudes de avance,
frecuencia rotacional, profundidad y velocidad de inmersión para determinar los
parámetros óptimos de un aluminio A6061-T6, por lo que se definieron las magnitudes de
la tabla 3.3 para realizar los 6 pares de placas, el único parámetro que se afectó por las
limitaciones de la máquina fresadora fue la frecuencia rotacional.
Tabla 3.3. Tabla de parámetros de proceso. Fuente: Elaboración propia.
El par de placas de cada grupo se colocaban en paralelo con su sección L a tope, y en
la parte central de su longitud, se colocó el termopar tipo “K” para obtener el perfil de
Parámetro de Proceso Valor Unidad de medida
Frecuencia rotacional 1854 rpm
Velocidad de avance 20 mm/min
Profundidad de inmersión del hombro 0.15 mm
Velocidad de inmersión 4 mm/min

34
temperatura (Temperatura vs. Tiempo) que alcanza durante el proceso de SFA, en la
figura 3.16a la fecha A muestra una pieza unida mediante el proceso SFA y la posición
del termopar.
Ambas placas se sujetaron con un sistema de 4 mordazas como lo muestra la figura
3.16b. En cada grupo se unieron dos placas del mismo espesor, longitud y material
mediante el proceso SFA.
Figura 3.16. Proceso SFA aplicado entre las dos placas a tope del aluminio A380.
Fuente: Elaboración propia.
Una vez unidas las placas mediante el proceso SFA, se seccionaron las placas de cada
uno de los 6 grupos mediante el proceso de electroerosionado, y se obtuvieron de cada
unión dos grupos de muestras.
3.4.3. Metalografía y propiedades mecánicas
Se tomaron dos grupos de muestras como se muestra en la figura 3.17, en el cual se
cortaron placas de 30mm de longitud de las secciones T y L, ambos cortes se
encapsularon con polvo termoplástico transparente, posterior al endurecimiento se
realizó el pulido de las muestras desde los grados de lija 60 hasta 1200 μm y el paño Dip-
Floc, por último, se realizó el ataque químico con ácido fluorhídrico para revelar la
microestructura. Las muestras atacadas fueron examinadas en el MOM.
A
a) b)

35
Figura 3.17. Muestras encapsuladas. Fuente: Elaboración propia.
A este mismo grupo de muestras se les realizó la medición de microdureza con durómetro
utilizando un paso de 200µ y una carga de 100 gr/seg, esta se midió de la Zona del Centro
del Cordón (ZCC) hasta 8mm de cada placa, es decir, pasando por la ZAF. En la figura
3.18, la línea punteada representa la trayectoria por la que se realizaron las mediciones.
Figura 3.18. Zona de medición de microdureza. Fuente: Elaboración propia.
RS AS ZCC

36
La figura 3.19 ilustra el portaobjetos que se fabricó para poder observar las muestras en
el MEB, el cual tiene 120mm de diámetro y 10 mm de altura y con una ranura al centro
para colocar las muestras unidas mediante el proceso SFA. Solamente se analizaron las
muestras del grupo de geometría cónica a los tres niveles de Mg (A380-CO, A380-5%-CO
y A380-10%-CO) y el corte se realizó de tal forma que se apreciara el material base y la
ZAF.
Figura 3.19. Porta objetos para MEB con muestras. Fuente: Elaboración propia.
Las muestras se analizaron en el MEB y con la técnica de EDS, en los cuales se
identificaron las principales fases y se obtuvieron los principales elementos químicos.
El otro grupo de muestras constituido de 3 probetas de tensión con una longitud
calibrada de acuerdo con la norma ASTM A370 (21) se ensayaron en la máquina
universal Shimadzu como se muestra en la figura 3.20.
Figura 3.20. Ensayos de tensión de las 18 muestras. Fuente: Elaboración propia.

37
ANÁLISIS Y DISCUSIÓN DE LOS RESULTADOS
4.1. COMPOSICIÓN QUÍMICA
Los resultados obtenidos experimentalmente se muestran en la tabla 4.1, en la que se
puede observar que los contenidos de Al, Si y Mg de la muestra de A380 se encuentran
dentro del rango de la literatura de acuerdo a la tabla 2.2.
Por otra parte, los resultados muestran como el porcentaje de Mg aumenta de 0.132%
(Grupo A380) a 4.905% (Grupo A380-5%Mg) y hasta un 9.904% (Grupo A380-10%Mg), por
lo que se confirma que los cálculos utilizados fueron adecuados.
Tabla 4.1. Composición química de las aleaciones utilizadas. Fuente: Elaboración
propia.
Composición Química (wt %)
Aleación Si Fe Cu Mn Mg Zn Al Cr
A380 9.601 0.906 1.881 0.157 0.132 1.230 85.86 0.035
A380 5% Mg 9.688 1.220 1.523 0.145 4.905 1.237 81.09 0.029
A380 10% Mg 10.220 0.777 1.406 0.155 9.904 1.008 76.23 0.041
Se observa además, que el contenido del Fe es mayor en el grupo del 5% Mg, se
considera que este incremento puede atribuirse a que la aleación haya absorbido Fe
durante su fase líquida, ya que el Al líquido es capaz de disolver el hierro del herramental
sin protección y equipos de hornos con un tiempo de exposición prolongado, los niveles
de Fe pueden alcanzar el 2% a temperaturas de fusión alrededor de 700°C, esto debido
a que el punto eutéctico entre una aleación Al-Fe existe a una temperatura de 655°C
con una concentración de 1.7% Fe [28].

38
4.2. DENSIDAD
Se determinó experimentalmente la densidad del material A380 en cada grupo con
distinto contenido de Mg, los resultados se muestran en la tabla 4.2, en la que se confirma
que la adición del Mg es inversamente proporcional a la densidad de la aleación,
debido a la densidad menor que tiene el Mg (1.74 g/cm3) con respecto del Al (2.7 g/cm3)
[29].
En la figura 4.1, se muestra la gráfica donde se aprecia las densidades de los grupos, es
evidente una disminución de la densidad con el aumento del Mg. Es relevante señalar
que en el caso de los grupos al 5 y 10% de Mg, la densidad se obtuvo de muestras
experimentales con un alto índice de porosidad observado en la figura 4.3, lo cual
aporta valores de baja densidad.
Cabe destacar que existen diversos estudios, donde se pretende llevar las aleaciones de
Al hasta su mínima densidad, por lo que no sólo se opta por aumentar el Mg sino otros
elementos; estudios recientes [30] utilizan el Litio (0.53 g/cm3) como elemento para
reducir la densidad sin disminuir sus propiedades mecánicas, en este caso se agregó 1%
de Li y 5% de Mg a la misma aleación A380, obteniendo una densidad de 2.42 g/cm3,
muy similar a la alcanzada en la presente tesis con un 10% de Mg.
Tabla 4.2. Densidad de Aleaciones Al-Mg-Si. Fuente: Elaboración propia.
Grupo de Aleación
Al
(% en peso)
Mg
(% en peso)
Densidad Aleación
(gr/cm3)
A380 85.89 0.132 2.71
A380+5%Mg 81.09 4.905 2.49
A380+10%Mg 75.09 9.904 2.4
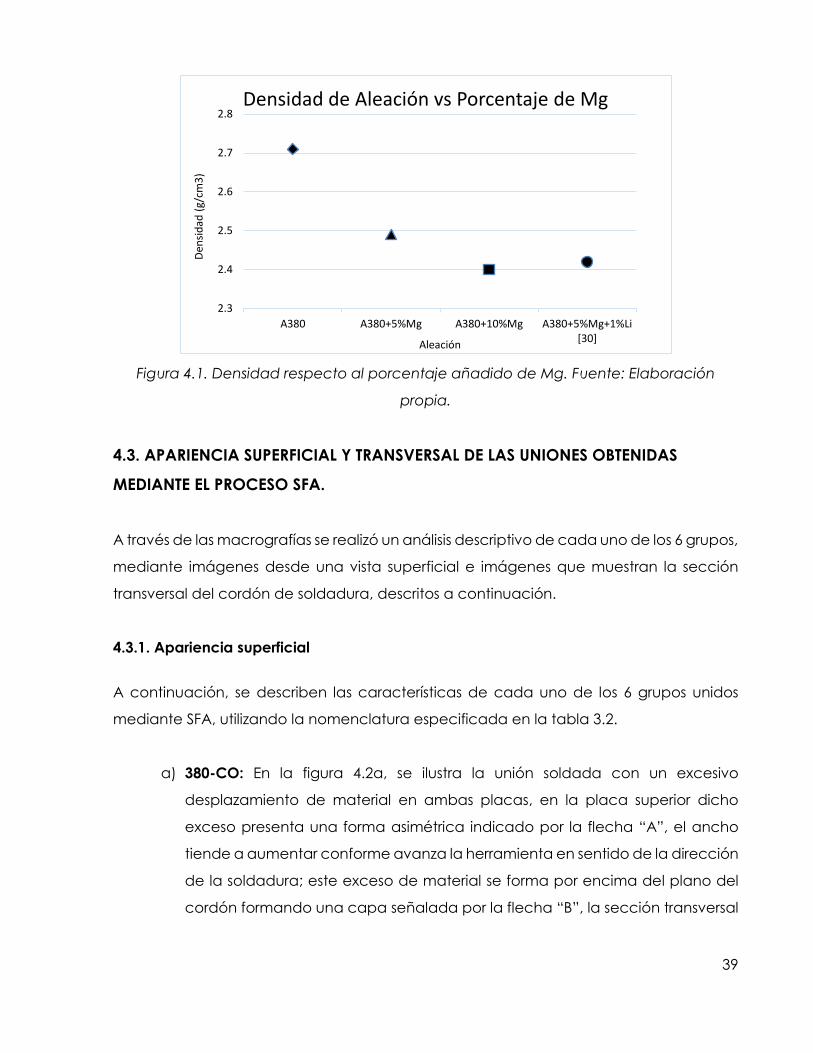
39
Figura 4.1. Densidad respecto al porcentaje añadido de Mg. Fuente: Elaboración
propia.
4.3. APARIENCIA SUPERFICIAL Y TRANSVERSAL DE LAS UNIONES OBTENIDAS
MEDIANTE EL PROCESO SFA.
A través de las macrografías se realizó un análisis descriptivo de cada uno de los 6 grupos,
mediante imágenes desde una vista superficial e imágenes que muestran la sección
transversal del cordón de soldadura, descritos a continuación.
4.3.1. Apariencia superficial
A continuación, se describen las características de cada uno de los 6 grupos unidos
mediante SFA, utilizando la nomenclatura especificada en la tabla 3.2.
a) 380-CO: En la figura 4.2a, se ilustra la unión soldada con un excesivo
desplazamiento de material en ambas placas, en la placa superior dicho
exceso presenta una forma asimétrica indicado por la flecha “A”, el ancho
tiende a aumentar conforme avanza la herramienta en sentido de la dirección
de la soldadura; este exceso de material se forma por encima del plano del
cordón formando una capa señalada por la flecha “B”, la sección transversal
2.3
2.4
2.5
2.6
2.7
2.8
A380 A380+5%Mg A380+10%Mg A380+5%Mg+1%Li[30]
Den
sid
ad (
g/cm
3)
Aleación
Densidad de Aleación vs Porcentaje de Mg
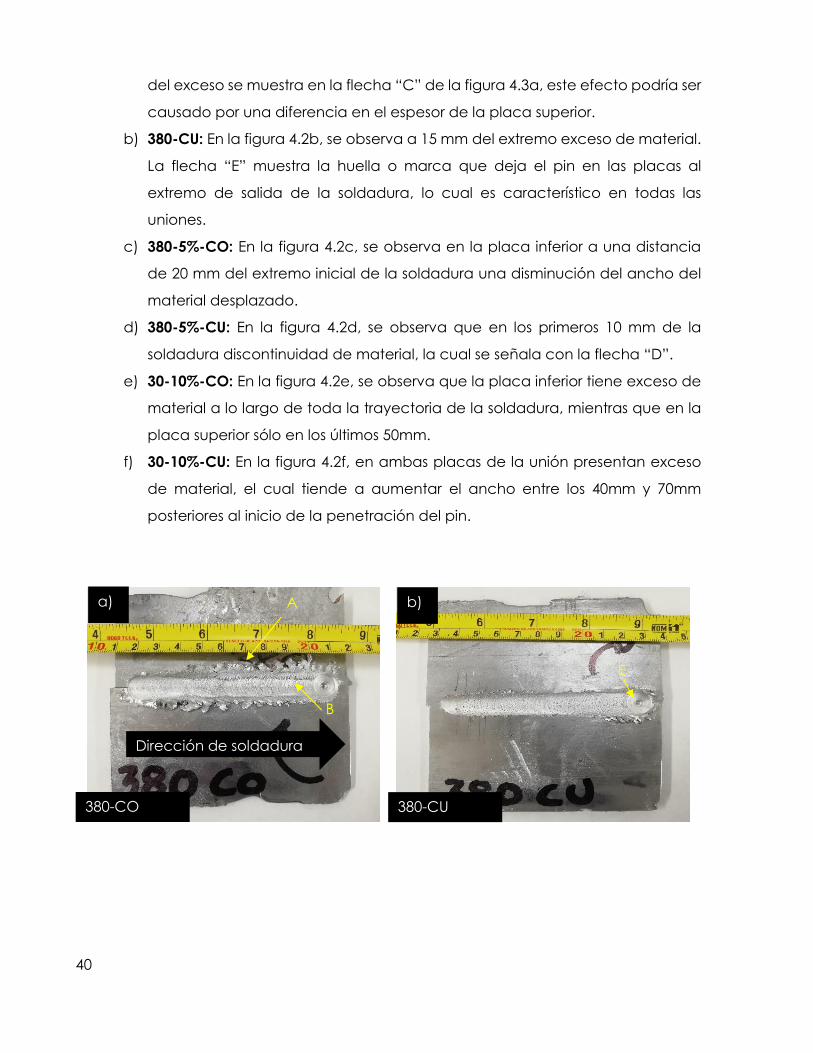
40
del exceso se muestra en la flecha “C” de la figura 4.3a, este efecto podría ser
causado por una diferencia en el espesor de la placa superior.
b) 380-CU: En la figura 4.2b, se observa a 15 mm del extremo exceso de material.
La flecha “E” muestra la huella o marca que deja el pin en las placas al
extremo de salida de la soldadura, lo cual es característico en todas las
uniones.
c) 380-5%-CO: En la figura 4.2c, se observa en la placa inferior a una distancia
de 20 mm del extremo inicial de la soldadura una disminución del ancho del
material desplazado.
d) 380-5%-CU: En la figura 4.2d, se observa que en los primeros 10 mm de la
soldadura discontinuidad de material, la cual se señala con la flecha “D”.
e) 30-10%-CO: En la figura 4.2e, se observa que la placa inferior tiene exceso de
material a lo largo de toda la trayectoria de la soldadura, mientras que en la
placa superior sólo en los últimos 50mm.
f) 30-10%-CU: En la figura 4.2f, en ambas placas de la unión presentan exceso
de material, el cual tiende a aumentar el ancho entre los 40mm y 70mm
posteriores al inicio de la penetración del pin.
a) b) A
B
Dirección de soldadura
E
380-CO 380-CU
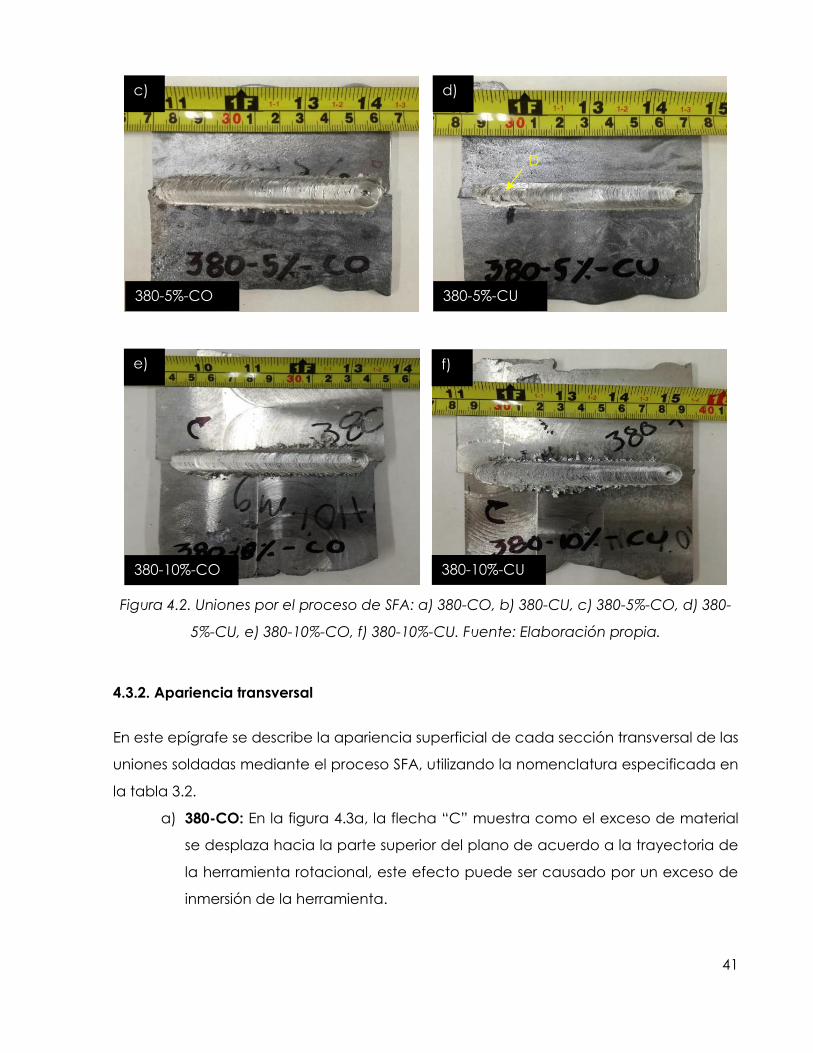
41
Figura 4.2. Uniones por el proceso de SFA: a) 380-CO, b) 380-CU, c) 380-5%-CO, d) 380-
5%-CU, e) 380-10%-CO, f) 380-10%-CU. Fuente: Elaboración propia.
4.3.2. Apariencia transversal
En este epígrafe se describe la apariencia superficial de cada sección transversal de las
uniones soldadas mediante el proceso SFA, utilizando la nomenclatura especificada en
la tabla 3.2.
a) 380-CO: En la figura 4.3a, la flecha “C” muestra como el exceso de material
se desplaza hacia la parte superior del plano de acuerdo a la trayectoria de
la herramienta rotacional, este efecto puede ser causado por un exceso de
inmersión de la herramienta.
c) d)
D
e) f)
380-5%-CO 380-5%-CU
380-10%-CO 380-10%-CU

42
b) 380-CU: En la figura 4.3b, parte central, justo por debajo de la ZAF se puede
exhibir falta de material con una longitud de 0.8mm, su profundidad es mínima
ya que se puede observaren la parte inferior una zona con falta de agitación.
c) 380-5%-CO: En la figura 4.3c, la muestra presenta alrededor de 16
discontinuidades de material con distintas geometrías y localizadas de
manera dispersa indicados por la flecha “F”, esto puede ser debido a que el
grano de la aleación A380-5%Mg sea mayor a comparación de las otras
muestras y/o a que algunos gases se hayan quedado atrapados en el material
durante el proceso de fundición. Estos faltantes de material pueden disminuir
significativamente la resistencia a la tensión del material debido a que se
crean áreas de sección transversal menores.
d) 380-5%-CU: En la figura 4.3d, se presentan alrededor de 10 discontinuidades
de material con misma longitud, todos concentrados en la placa izquierda;
Además se observa un espacio justo por debajo de la ZA indicado por la
flecha “G”, el área del espacio es mayor en la placa derecha debido al
sentido de rotación de la herramienta.
e) 30-10%-CO: En la figura 4.3e, se observa discontinuidades de material con un
diámetro aproximado de 0.1mm a lo largo del material base, en esta muestra
hay un exceso de material en la parte superior, indicado por la flecha “H”; y el
mismo espacio por debajo de la ZA ya mencionado.
f) 30-10%-CU: En la figura 4.3f, se ilustra el mismo caso que su pareja en
contenido, sólo que sin excedente de material en la parte superior.
a) 380-CO
C

43
b) 380-CU
c) 380-5%-CO
F
d) 380-5%-CU
G
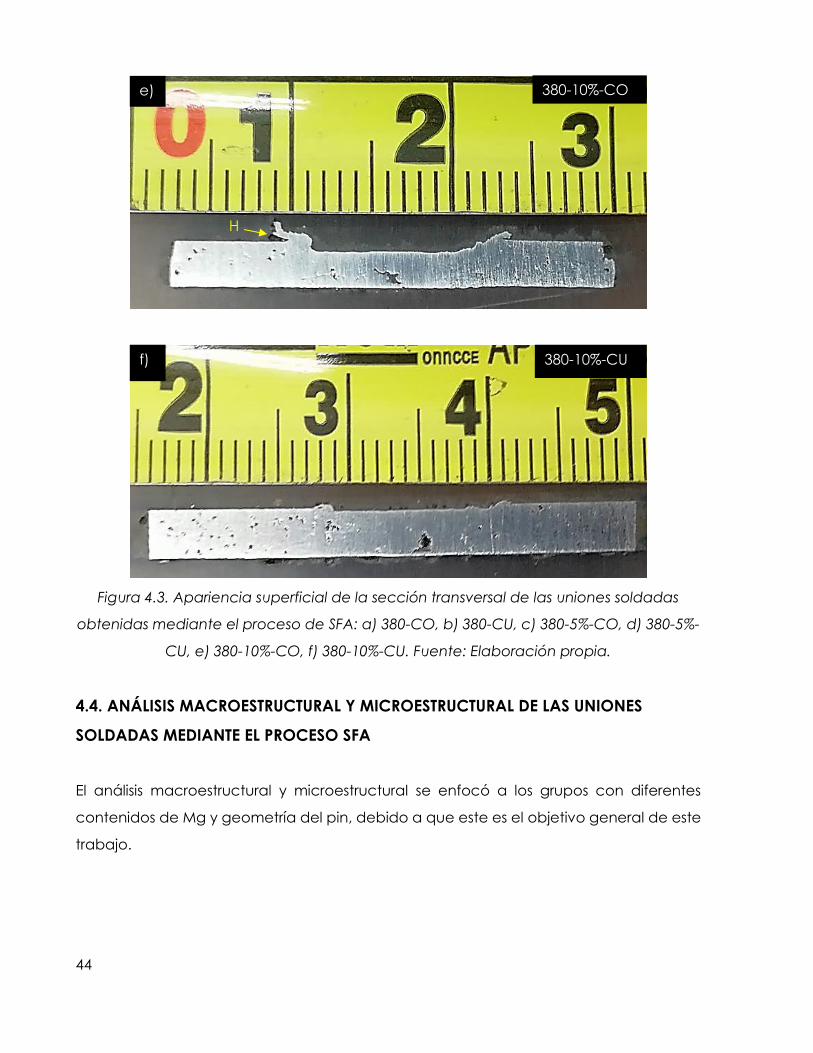
44
Figura 4.3. Apariencia superficial de la sección transversal de las uniones soldadas
obtenidas mediante el proceso de SFA: a) 380-CO, b) 380-CU, c) 380-5%-CO, d) 380-5%-
CU, e) 380-10%-CO, f) 380-10%-CU. Fuente: Elaboración propia.
4.4. ANÁLISIS MACROESTRUCTURAL Y MICROESTRUCTURAL DE LAS UNIONES
SOLDADAS MEDIANTE EL PROCESO SFA
El análisis macroestructural y microestructural se enfocó a los grupos con diferentes
contenidos de Mg y geometría del pin, debido a que este es el objetivo general de este
trabajo.
e) 380-10%-CO
H
380-10%-CU f)

45
4.4.1. Análisis macroestructural
Los análisis que se presentan en este epígrafe muestran imágenes obtenidas con el MOM
y MEB, cada una contiene una etiqueta en la parte superior derecha, la cual presenta
la siguiente nomenclatura:
En la figura 4.4, se aprecia el grupo de macrografías de las secciones transversales de las
aleaciones con base de A380, en las que la zona del centro del cordón (ZCC) se ve
homogénea y al igual que el metal base, no se observan patrones que presenten
porosidad, a excepción sólo en el grupo de la figura 4.4b se presenta una discontinuidad
de material en la parte inferior de la ZAF señalada con la flecha “A”.
Figura 4.4. Macrografía de grupo A380 con: a) pin cónico y b) pin cuadrado. Fuente:
Elaboración propia.
380-MB-ZA-1000X
1 2 3 4
1) Contenido de Mg:
380
380-5%
380-10%
2) Zona de sección
transversal:
ZA - Zona de
Agitación
MB - Material base
3) Ataque (Si
aplica):
AQ - Ataque
químico
4) Ampliación
de imagen:
1000X
250X
200X
A
1mm
1mm
380-CU b)
380-CO a)
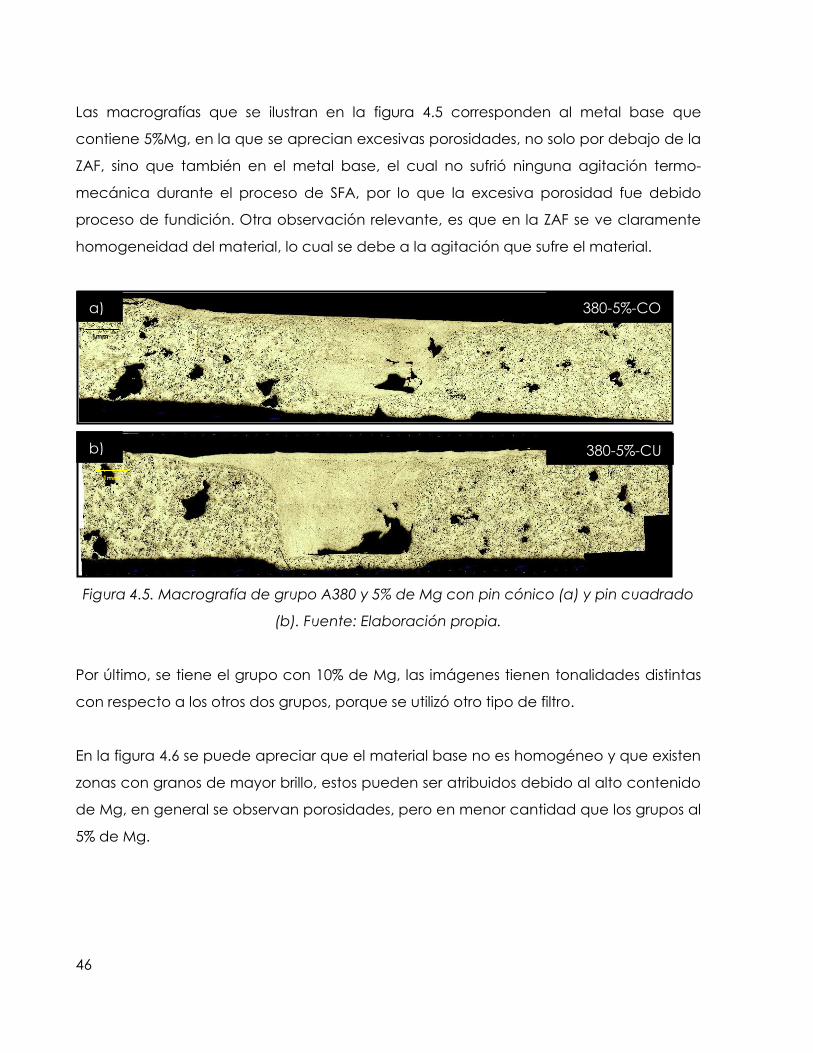
46
Las macrografías que se ilustran en la figura 4.5 corresponden al metal base que
contiene 5%Mg, en la que se aprecian excesivas porosidades, no solo por debajo de la
ZAF, sino que también en el metal base, el cual no sufrió ninguna agitación termo-
mecánica durante el proceso de SFA, por lo que la excesiva porosidad fue debido
proceso de fundición. Otra observación relevante, es que en la ZAF se ve claramente
homogeneidad del material, lo cual se debe a la agitación que sufre el material.
Figura 4.5. Macrografía de grupo A380 y 5% de Mg con pin cónico (a) y pin cuadrado
(b). Fuente: Elaboración propia.
Por último, se tiene el grupo con 10% de Mg, las imágenes tienen tonalidades distintas
con respecto a los otros dos grupos, porque se utilizó otro tipo de filtro.
En la figura 4.6 se puede apreciar que el material base no es homogéneo y que existen
zonas con granos de mayor brillo, estos pueden ser atribuidos debido al alto contenido
de Mg, en general se observan porosidades, pero en menor cantidad que los grupos al
5% de Mg.
380-5%-CO a)
380-5%-CU b)
1mm
1mm

47
Figura 4.6. Macrografía de grupo A380 y 10% de Mg con pin cónico (a) y pin cuadrado
(b). Fuente: Elaboración propia.
Para los análisis microestructurales, se decidió analizar solamente los grupos que se
unieron con el pin de geometría cónico, debido a las limitaciones del tiempo de uso del
MEB y a que en las micrografías con el MOM se observaron microestructuras similares
entre ambas geometrías de pin, esto debido posiblemente a que el pin cuadrado se
comportaba como pin cónico al adherírsele material en sus caras durante el proceso de
SFA. Estos análisis se describen en los próximos apartados.
4.4.2. Análisis microestructural de las uniones con A380
En la figura 4.7, se muestra la micrografía del grupo A380, en la cual se observa en el
metal base la matriz de Al, el eutéctico Si con partículas dispersas con forma acicular
señaladas con la flecha “A” a lo ancho de la matriz del Al. Por otra parte, también se ve
claramente la ZAF donde las partículas aciculares desaparecen y el material es
homogéneo. Esta transición se señala con la flecha “B” y además se observa otra fase
de Al5FeSi de color gris, identificada mediante EDS.
380-10%-CO a)
380-10%-CU b)
1mm
1mm

48
Figura 4.7. Micrografía del grupo A380. Fuente: Elaboración propia.
En la figura 4.8, se observa en el inciso a) y c) el eutéctico del Si del grupo A380 y en el
inciso d), mediante la flecha “C”, se señala la aguja de Si de forma más clara, el cual es
una imagen a 1000X en una zona que fue atacada químicamente, donde la aguja
resistió al ataque químico y junto a ella está adherida la fase de Al2Cu; todas las fases se
fracturaron a pequeñas partículas al pasar por la ZAF como lo ilustra el inciso a), donde
se observa la transición a la ZA y en el inciso b), donde a pesar de estar a 1000X, no se
observa ninguna fase con forma acicular en la ZA.
B
a) b) 380-MB 380-ZA A

49
Figura 4.8. Micrografías MEB+EDS de A380. Fuente: Elaboración propia.
El estudio mediante EDS, permitió identificar los elementos químicos de algunas de las
fases. En la figura 4.9, se ilustra la imagen completa en donde se analizaron las fases y su
número asignado, entre ellas está la fase que se adhiere a las agujas (3), fases poco
visibles (2) y fases de color gris claro que su contorno no está bien definido (1). Las
referidas fases se describen a continuación:
Figura 4.9. Micrografía para EDS del A380. Fuente: Elaboración propia.
a) 380-ZA-250X b) 380-ZA-1000X
c) 380-MB-200X d) 380-MB-AQ-1000X
2 1
3
c

50
1. Fase constituida por Hierro (Fe) y Cobre (Cu). En la figura 4.10, se muestra una de
las fases observadas en el A380,cabe señalar que el EDS tiene diferentes tipos de
reportes, dos de ellos fueron utilizados para realizar los análisis de este estudio, el
que se presenta en esta figura es el reporte de tipo mapeo, donde la imagen a
analizar se segmenta en distintas imágenes que representa cada elemento
químico y en donde el contraste que muestra cada imagen indica la presencia
de dicho elemento, por lo que en esta imagen se muestra que la matriz es de Al,
la fase a observar de Fe y zonas más brillantes, de Cu.
Figura 4.10. EDS de fase de Fe y Cu en A380. Fuente: Elaboración propia.
2. Fase constituida de Si. La figura 4.11 muestra la fase formada por Al y Si, en este
caso, el reporte es lineal, es decir, se traza una línea recta a lo largo de la imagen
y se generan distintos gráficos que muestran la frecuencia de cada elemento a
lo largo de esa línea recta.
1
Fe
Cu
Al
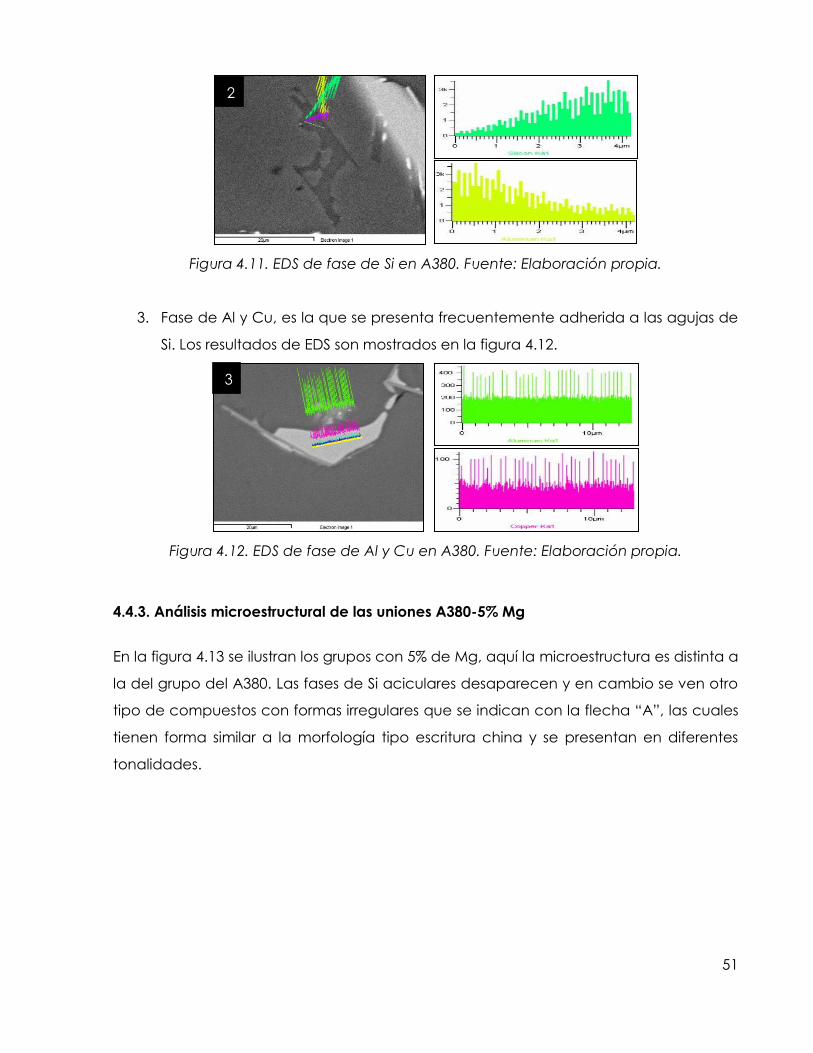
51
Figura 4.11. EDS de fase de Si en A380. Fuente: Elaboración propia.
3. Fase de Al y Cu, es la que se presenta frecuentemente adherida a las agujas de
Si. Los resultados de EDS son mostrados en la figura 4.12.
Figura 4.12. EDS de fase de Al y Cu en A380. Fuente: Elaboración propia.
4.4.3. Análisis microestructural de las uniones A380-5% Mg
En la figura 4.13 se ilustran los grupos con 5% de Mg, aquí la microestructura es distinta a
la del grupo del A380. Las fases de Si aciculares desaparecen y en cambio se ven otro
tipo de compuestos con formas irregulares que se indican con la flecha “A”, las cuales
tienen forma similar a la morfología tipo escritura china y se presentan en diferentes
tonalidades.
2
3
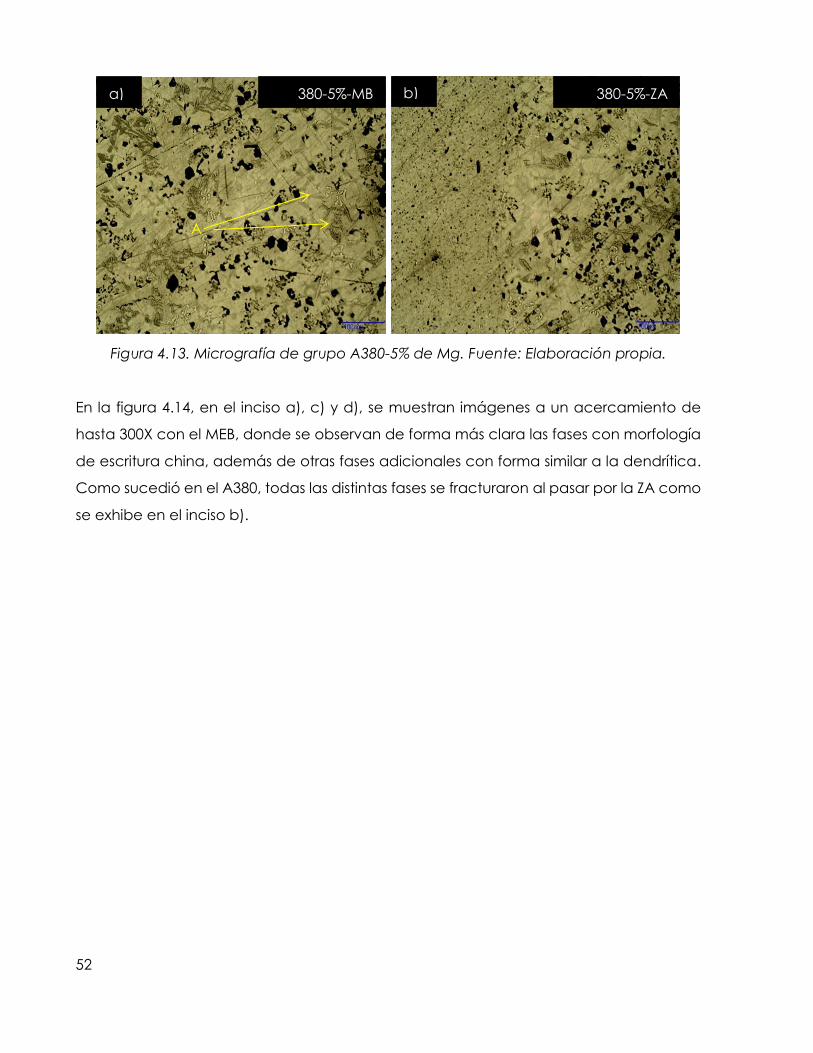
52
Figura 4.13. Micrografía de grupo A380-5% de Mg. Fuente: Elaboración propia.
En la figura 4.14, en el inciso a), c) y d), se muestran imágenes a un acercamiento de
hasta 300X con el MEB, donde se observan de forma más clara las fases con morfología
de escritura china, además de otras fases adicionales con forma similar a la dendrítica.
Como sucedió en el A380, todas las distintas fases se fracturaron al pasar por la ZA como
se exhibe en el inciso b).
A
a) b) 380-5%-MB 380-5%-ZA
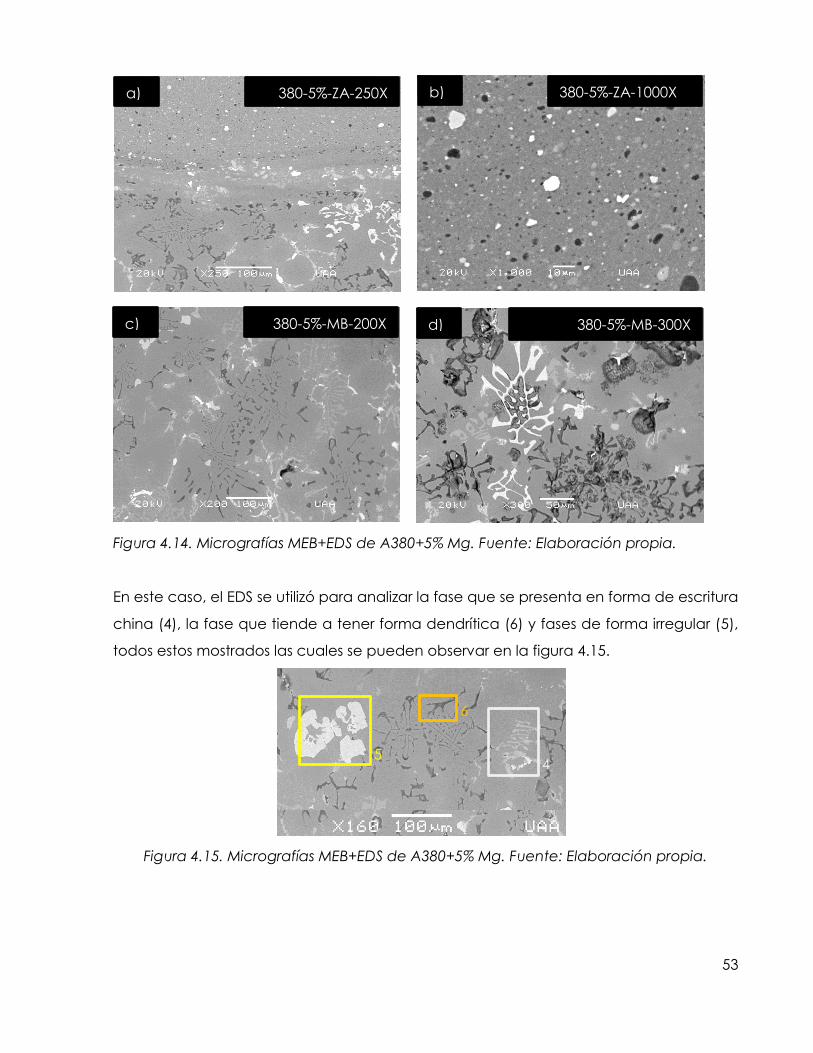
53
Figura 4.14. Micrografías MEB+EDS de A380+5% Mg. Fuente: Elaboración propia.
En este caso, el EDS se utilizó para analizar la fase que se presenta en forma de escritura
china (4), la fase que tiende a tener forma dendrítica (6) y fases de forma irregular (5),
todos estos mostrados las cuales se pueden observar en la figura 4.15.
Figura 4.15. Micrografías MEB+EDS de A380+5% Mg. Fuente: Elaboración propia.
a) 380-5%-ZA-250X b) 380-5%-ZA-1000X
c) 380-5%-MB-200X d) 380-5%-MB-300X
4 5
6

54
4. La figura 4.16, muestra la fase de Mg y Si con forma de escritura china, los
resultados de EDS donde se confirma la presencia de estos dos elementos,
predominando el Mg.
Figura 4.16. EDS de la fase de Mg y Si en A380-5% Mg. Fuente: Elaboración propia.
5. Fase de Al. en este caso, el EDS proporciona un resultado que podría ser impreciso,
ya que se encontró Al significativamente por encima de todos los demás
elementos, sin embargo, debería ser un compuesto diferente a la matriz de ya
que presentan una tonalidad distinta. Se debe tener en cuenta que la técnica de
EDS es cualitativa, además de que la composición medida es normalizada la zona
medida. La figura 4.17 muestra estos resultados.
Figura 4.17. EDS de fase de Al en A380-5% Mg. Fuente: Elaboración propia.
4
5

55
6. Fase de Mg y Si. La figura 4.18, muestra el análisis EDS de una de las fases en gris
oscuro que presentan formas similares a las dendríticas, en esta ocasión, el Mg
predomina.
Figura 4.18. EDS de fase de Mg en A380-5% Mg. Fuente: Elaboración propia.
4.4.4. Análisis microestructural de las uniones A380-10% Mg
El último grupo de 10% de Mg, ilustrados en la figura 4.19, la flecha “A” señala partículas
de un tamaño aproximado de 70 µm, las cuales no se observan en ninguno de los grupos
anteriores, además se confirmó con el EDS que estas partículas se constituyen de Mg. La
flecha “F” indica que las fases observadas en la aleación al 5% Mg se conservan,
mientras que la flecha “G” señala la ZA y su homogenización.
6

56
Figura 4.19. Micrografía de grupo A380-10% de Mg. Fuente: Elaboración propia.
Las micrografías del MEB de la aleación al 10% Mg se exhiben en la figura 4.20, como en
anteriores casos, los incisos a), c) y d) muestran las fases del metal base, las cuales son
similares a las observadas al 5% Mg, con la diferencia de que en esta aleación se
presenta una gran cantidad de fases con forma poligonal, mostradas de forma más
clara en el inciso d). Como es de esperarse, todas las distintas fases se pulverizan al pasar
por la ZAF como lo ilustra el inciso b).
A
a) b) 380-10%-MB 380-10%-ZA
F G

57
Figura 4.20. Micrografías MEB+EDS de A380-10% Mg. Fuente: Elaboración propia.
En la figura 4.21, se observan en la ZAF las nuevas fases (7) y (8) que fueron analizadas
mediante EDS, las cuales se describen a continuación:
Figura 4.21. Micrografía para EDS de A380-10% Mg. Fuente: Elaboración propia.
7. En esta zona es difícil encontrar fases con el reporte de mapeo, debido al tamaño
de las partículas, sin embargo, los resultados arrojan que en su mayoría hay
a) 380-10%-ZA-250X b) 380-10%-ZA-1000X
c) 380-10%-MB-200X d) 380-10%-MB-1000X
7
8

58
contenido de Al, Si y Mg como es de esperarse en esta aleación, los resultados se
presentan en la figura 4.22.
Figura 4.22. EDS de ZA en A380-10% Mg. Fuente: Elaboración propia
8. Fase de Mg. Se realizó EDS lineal a la fase que se presentó en gran cantidad y con
forma poligonal de esta aleación de Mg, esto indica que el Mg a alta
concentración no logró diluirse completamente, quedando partículas dispersas
dentro de la matriz del Al. Los resultados se muestran en la Figura 4.23.
Figura 4.23. EDS de fase de Mg en A380-10% Mg. Fuente: Elaboración propia.
7
8
59
4.5. TEMPERATURA DURANTE EL PROCESO DE SFA
En la figura 4.24, se muestran los perfiles de temperatura de cada grupo unido mediante
el proceso SFA, la temperatura máxima de todas las muestras fue de 365°C, alcanzada
en los grupos 380-CO y 380-10%-CO. De acuerdo con el diagrama ternario presentado
en el epígrafe 2.2.4. , se identificó que el punto de fusión teórico de una aleación Al-Si-
Mg con porcentajes equivalentes a los del experimento realizado, la temperatura de
fusión menor en cualquiera de las 3 aleaciones analizadas es de 577°C [15], por lo que
el proceso de SFA no se requiere alcanzar el punto de fusión de la aleación para realizar
la unión. Así mismo, se obtuvo el punto de solidificación teórico de 560°C, por lo que se
infiere que durante el proceso de SFA no se llegó a obtener ninguna fase con elementos
líquidos.
De acuerdo con los resultados, la temperatura observada durante el proceso de SFA de
los seis grupos indica que con el pin de geometría cónica se alcanza una temperatura
alrededor de 50°C mayor a comparación del pin de geometría cuadrado, esta
diferencia en temperaturas, se atribuye a que existe mayor fricción del pin cónico con
respecto al cuadrado debido al diámetro mayor superior que presenta el primero,
aunque, se observó que al finalizar cada unión mediante SFA, el pin cuadrado
presentaba una geometría cilíndrica después del proceso, debido a la presencia de
material adherido a sus caras, generando una geometría tipo cónica.

60
Figura 4.24. Perfil de temperatura durante proceso de SFA con geometría del pin
cónico y cuadrado. Fuente: Elaboración propia.
0
50
100
150
200
250
300
350
400
0 50 100 150 200 250 300 350
Tem
pe
ratu
ra (
°C)
Tiempo (seg)
Temperatura SFA - Pin Cónico
380-CO 380-5%-CO 380-10%-CO
0
50
100
150
200
250
300
350
400
0 50 100 150 200 250 300 350
Tem
pe
ratu
ra (
°C)
Tiempo (seg)
Temperatura SFA - Pin Cuadrado
380-CU 380-5%-CU 380-10%-CU

61
4.6. PROPIEDADES MECÁNICAS DE LAS UNIONES OBTENIDAS MEDIANTE EL
PROCESO SFA
4.6.1. Microdureza
Los resultados de la microdureza de los 6 grupos del experimento se separaron en dos
gráficas, una para cada tipo de geometría del pin y cada una contiene el perfil a distinto
porcentaje del contenido de Mg. En la figura 4.25, cada grafica representa una de las
geometrías de pin y dentro de ellas, cada serie representa los 3 grupos con distinto
contenido de Mg, no se logra identificar algún patrón relacionado al giro de la
herramienta, solamente se identifica una diferencia aparente en variación entre pin
cónico y cuadrado, especialmente en la ZCC donde el pin cónico. De acuerdo a la
literatura [31], el punto con menor microdureza se encuentra entre la ZAT y ZATM, el cual
es alrededor de los +/- 2mm, mientras que la mayor microdureza está en el material base,
posterior a los 3mm, sin embargo, en estas graficas no se observa el mismo
comportamiento, lo anterior puede ser debido a los espacios discontinuos de material
revisados en la figura 4.3, ya que los grupos con 5 y 10% de Mg presentan la mayor
variación con picos desde 40 hasta 220 HV.
40
60
80
100
120
140
160
180
200
220
240
-8 -6 -4 -2 0 2 4 6 8
Mic
rod
ure
za(H
V)
Distancia (mm)
Pin cónico (CO)
380-CO 380-5%-CO 380-10%-CO
ZCCRS AS
a)

62
Figura 4.25. a) Microdureza HV vs. Geometría de pin cónico, b) Microdureza HV vs.
Geometría de pin cuadrado. Fuente: Elaboración propia.
En la figura 4.26a se muestra el resultado de una prueba t de student, donde se
comparan las medias de todo el rango de microdureza para cada geometría de pin, la
hipótesis nula (H0) es que las medias son iguales a un nivel de confianza α=0.05, se tiene
como resultado una probabilidad P=0.280, por lo que no hay evidencia suficiente para
rechazar H0, así que se infiere que las medias son estadísticamente iguales, para efectos
prácticos, no hay diferencia en la media de microdureza debido a la geometría de pin.
Por otra parte, la figura 4.26b, muestra la prueba de Bonnet donde se comparan las
desviaciones estándar de cada geometría de pin, la hipótesis nula (H0) es que las
desviaciones estándar son iguales a un nivel de confianza α=0.05, se tiene como
resultado una probabilidad P=0.709, por lo que no hay evidencia suficiente para
rechazar H0, se infiere que las desviaciones estándar son estadísticamente iguales, por lo
que no hay diferencia en variación de microdureza debido a la geometría de pin.
40
60
80
100
120
140
160
180
200
220
240
-8 -6 -4 -2 0 2 4 6 8
Mic
rod
ure
za(H
V)
Distancia (mm)
Pin cuadrado (CU)
380-CU 380-5%-CU 380-10%-CU
ASRS ZCC
b)

63
Figura 4.26. a) Prueba t de medias. b) Desviación estándar de la microdureza respecto
a la geometría cónica y cuadrada del pin. Fuente: Elaboración propia.
En la figura 4.27a se muestra el resultado de un análisis de la varianza de un factor donde
se comparan las medias de todo el rango de microdureza en cada grupo de distinto
contenido de Mg, la hipótesis nula H0 es que las medias son iguales a un nivel de
confianza α=0.05, se tiene como resultado una probabilidad P=0.157, por lo que no hay
evidencia suficiente para rechazar H0, es decir, las medias son iguales y no hay diferencia
debido al porcentaje de Mg agregado. En la figura 4.27b se presenta el resultado de la
prueba de comparación múltiple (CM) donde se comparan las desviaciones estándar
de cada grupo con distinto contenido de Mg, la hipótesis nula H0 es que las desviaciones
estándar son iguales a un nivel de confianza α=0.05, se tiene como resultado una
probabilidad P<0.001 por lo que hay evidencia estadística suficiente para rechazar H0,
a
b

64
es decir, el grupo del A380 contiene menor variación de microdureza que los otros grupos
con adición de Mg.
Figura 4.27. a) Análisis de varianza (ANOVA) de un factor. b) Prueba de desviación
estándar de la microdureza respecto al contenido de Mg. Fuente: Elaboración propia.
Por lo anterior, a pesar de que la estadística descriptiva indica sugiere que la geometría
del pin modifica la variación (desviación estándar) de la microdureza, el único factor
que estadísticamente influyó es el contenido de Mg, dónde el grupo de A380 es menor
a los otros 2 grupos, esto puede deberse a los resultados ya revisados en las macrografías,
donde las muestras con contenido de Mg del 5 y 10% contienen alto porcentaje de
porosidad debido al proceso de fundición.
a
b
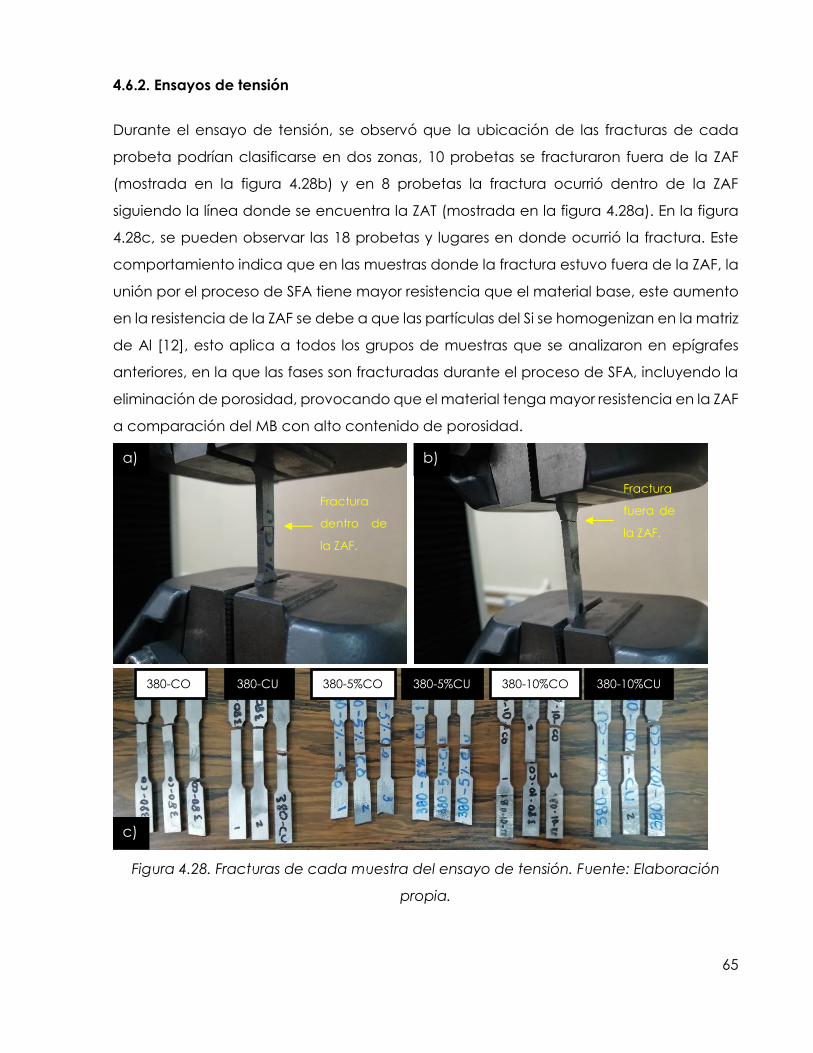
65
4.6.2. Ensayos de tensión
Durante el ensayo de tensión, se observó que la ubicación de las fracturas de cada
probeta podrían clasificarse en dos zonas, 10 probetas se fracturaron fuera de la ZAF
(mostrada en la figura 4.28b) y en 8 probetas la fractura ocurrió dentro de la ZAF
siguiendo la línea donde se encuentra la ZAT (mostrada en la figura 4.28a). En la figura
4.28c, se pueden observar las 18 probetas y lugares en donde ocurrió la fractura. Este
comportamiento indica que en las muestras donde la fractura estuvo fuera de la ZAF, la
unión por el proceso de SFA tiene mayor resistencia que el material base, este aumento
en la resistencia de la ZAF se debe a que las partículas del Si se homogenizan en la matriz
de Al [12], esto aplica a todos los grupos de muestras que se analizaron en epígrafes
anteriores, en la que las fases son fracturadas durante el proceso de SFA, incluyendo la
eliminación de porosidad, provocando que el material tenga mayor resistencia en la ZAF
a comparación del MB con alto contenido de porosidad.
Figura 4.28. Fracturas de cada muestra del ensayo de tensión. Fuente: Elaboración
propia.
380-CO 380-CU 380-5%CO 380-5%CU 380-10%CO 380-10%CU
a) b)
c)
Fractura
dentro de
la ZAF.
Fractura
fuera de
la ZAF.

66
A continuación, se presentan cinco graficas que muestran los diagramas de esfuerzo-
deformación obtenidos del ensayo de tensión; los resultados de las pruebas se
agruparon por contenido de Mg (380, 380-5% y 380-10%) y por geometría de pin
(cuadrado y cónico). Las gráficas contienen diversas series, en la cual cada una
representa una de las 18 muestras, la nomenclatura del nombre de estas series se
especifica a continuación:
En la figura 4.29a la cual pertenece al grupo del A380, se observa una media en el
esfuerzo último a la tensión (EUT) de 118 MPa para el pin cónico y 112.9 MPa para el pin
cuadrado. Al tratarse de un aluminio, no se presenta un punto de fluencia claro, sin
embargo, las flechas “A” muestran un cambio significativo en la deformación sin recibir
un aumento en su esfuerzo, lo que se infiere como es punto de resistencia a la fluencia
que presenta el material, el cual está alrededor de los 100 MPa en todas las muestras.
La curva de esfuerzo-deformación indica que el material es frágil debido a su porcentaje
de alargamiento menor al 5% y el tipo de fractura observada durante el experimento no
tuvo una reducción aparente en su área de sección transversal.
El grupo del A380-5% Mg se muestra en la figura 4.29b, cuya media en el EUT está en 53.2
y 34.1 MPa para el pin cónico y cuadrado respectivamente; en este caso el punto de
fluencia es prácticamente el mismo que el EUT en el pin cónico, esto indica que el
material es frágil ya que prácticamente no tiene deformación plástica.
Por último, el grupo del A380-10% mostrado en la figura 4.29c, el cual tiene una media
en el EUT de 79.8 y 56.8 MPa para el pin cónico y cuadrado respectivamente.
380-5%-CU_2
1 2 3
1) Contenido de Mg:
380
380-5%
380-10%
2) Geometría de
pin:
CU – Cuadrado
CO – Cónico
3) Número de
muestra:
1
2
3

67
Figura 4.29. Diagrama esfuerzo-deformación: a) A 380 con pin cónico y cuadrado, b)
A380-5%Mg con pin cónico y cuadrado y c) A380% con pin cónico y cuadrado.
Fuente: Elaboración propia.
En la figura 4.30, se muestra una gráfica de puntos individuales del esfuerzo último (EU)
de cada grupo con intervalos de confianza al 95%, en ella se aprecia de forma explícita
0
10
20
30
40
50
60
70
80
90
100
110
120
130
140
0.0% 0.2% 0.4% 0.6% 0.8% 1.0% 1.2% 1.4% 1.6% 1.8% 2.0%
Esf
ue
rzo
(M
Pa
)
Deformación (%)
Gráfica de Esfuerzo-Deformación
A380-5% vs. Geometría de Pin
380-5%-CO_1 380-5%-CO_2 380-5%-CO_3
380-5%-CU_1 380-5%-CU_2 380-5%-CU_3
0
10
20
30
40
50
60
70
80
90
100
110
120
130
140
0.0% 0.2% 0.4% 0.6% 0.8% 1.0% 1.2% 1.4% 1.6% 1.8% 2.0%
Esf
ue
rzo
(M
Pa
)
Deformación (%)
Gráfica de Esfuerzo-Deformación
A380 vs. Geometría de Pin
380-CO_1 380-CO_2 380-CO_3
380-CU_1 380-CU_2 380-CU_3
A
0
10
20
30
40
50
60
70
80
90
100
110
120
130
140
0.0% 0.2% 0.4% 0.6% 0.8% 1.0% 1.2% 1.4% 1.6% 1.8% 2.0%
Esf
ue
rzo
(M
Pa
)
Deformación (%)
Gráfica de Esfuerzo-Deformación
A380-10% vs. Geometría de Pin
380-10%-CO_1 380-10%-CO_2 380-10%-CO_3
380-10%-CU_1 380-10%-CU_2 380-10%-CU_3
a
)
b
)
c
)

68
la diferencia entre medias del EUT entre cada factor, confirmando que la media del pin
cónico es siempre mayor y respecto al porcentaje de Mg, el grupo A380 tiene la mayor
magnitud de EUT, seguido del 10 y 5% con la menor.
Figura 4.30. Gráficas con media de esfuerzo último por grupo e intervalos de confianza
al 95% mostrando media mayor en pin cónico y grupo A380. Fuente: Elaboración
propia.
En la figura 4.31, se muestran los mismos datos analizados en la figura anterior, solo que
expresados estadísticamente como parte de un diseño de experimentos factorial
multinivel con 2 factores; la geometría de pin con 2 niveles (cónico y cuadrado) y el
porcentaje de magnesio con 3 niveles (A380, A380-5%, A380-10%), se utilizó un α=10%, y
el modelo de regresión final obtuvo las siguientes características:
a) Coeficiente de determinación ajustado con R2= 87.59%.
b) Grafica de residuales sin patrones.
c) Prueba de normalidad Anderson Darling con P=0.530.
d) Prueba de falta de ajuste con P=0.497.
e) Grados de libertad del error puro igual a 12.
f) La interacción entre ambos factores obtuvo un valor P=0.497, por lo que se
remueven del modelo de regresión final.
Por lo anterior, se toma el modelo de regresión obtenido como válido y en base al valor
P=0 de cada factor se infiere que ambos factores son estadísticamente significativos
para la media del esfuerzo último.
Material
Geometria de Pin
A380-10%A380-5%A380
CUADRADOCONICOCUADRADOCONICOCUADRADOCONICO
180
160
140
120
100
80
60
40
20
0
Esf
uerz
o U
ltim
o (
MP
a)
56.8244
79.8244
34.1821
53.2255
112.944118.007
Individual Value Plot of Esfuerzo Ultimo95% CI for the Mean
Individual standard deviations are used to calculate the intervals.
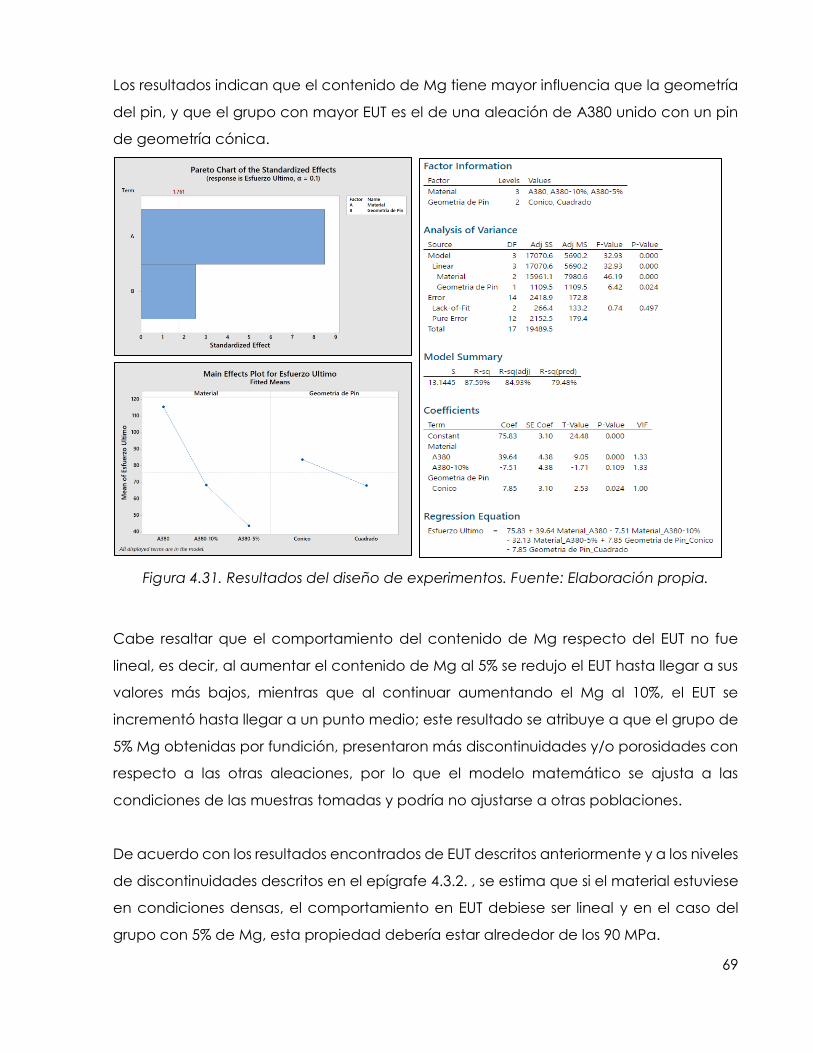
69
Los resultados indican que el contenido de Mg tiene mayor influencia que la geometría
del pin, y que el grupo con mayor EUT es el de una aleación de A380 unido con un pin
de geometría cónica.
Figura 4.31. Resultados del diseño de experimentos. Fuente: Elaboración propia.
Cabe resaltar que el comportamiento del contenido de Mg respecto del EUT no fue
lineal, es decir, al aumentar el contenido de Mg al 5% se redujo el EUT hasta llegar a sus
valores más bajos, mientras que al continuar aumentando el Mg al 10%, el EUT se
incrementó hasta llegar a un punto medio; este resultado se atribuye a que el grupo de
5% Mg obtenidas por fundición, presentaron más discontinuidades y/o porosidades con
respecto a las otras aleaciones, por lo que el modelo matemático se ajusta a las
condiciones de las muestras tomadas y podría no ajustarse a otras poblaciones.
De acuerdo con los resultados encontrados de EUT descritos anteriormente y a los niveles
de discontinuidades descritos en el epígrafe 4.3.2. , se estima que si el material estuviese
en condiciones densas, el comportamiento en EUT debiese ser lineal y en el caso del
grupo con 5% de Mg, esta propiedad debería estar alrededor de los 90 MPa.

70
Respecto al mayor EUT con pin cónico respecto a pin cuadrado, se cree que la mayor
temperatura alcanzada durante el proceso de SFA fue un factor determinante, debido
a que una mayor temperatura (sin acercarse lo suficiente al punto de fusión), puede
aumentar la ZAT, pero además reducir el tamaño de la región de deformación al mejorar
el flujo de material alrededor del pin, manteniendo una microestructura más consistente
[32].

71
CONCLUSIONES
En el proceso de fundición del A380 se logró llegar al ajuste metalúrgico para obtener
aleaciones con 5 y 10% Mg.
Se disminuyó la densidad con respecto a la aleación A380, debido a la cantidad de
Mg en la aleación al 10% de Mg y en menor medida a las discontinuidades de
material generadas durante el proceso de fundición.
No hubo cambio en la media de microdureza debido a la adición del Mg o
geometría de pin, sólo aumento su variación en los grupos al 5 y 10% de Mg debido
a las discontinuidades de material.
En la microestructura obtenida en el proceso de fundición se observa un cambio
significativo en los intermetálicos debido a que los elementos de aleación como el Si,
Cu y Mg no son solubles al 100% en el Al. Se observa como al aumentar el Mg
aparecen las fases de Si y Mg con forma de escritura china y al llegar al 10% de Mg,
se satura el Mg y se presentan granos con forma poligonal.
En todos los grupos de muestras se generó una recristalización en la ZAT y un
refinamiento de grano en la ZAF, pero solo en el grupo sin discontinuidades de
material (A380) hubo un aumento en las propiedades mecánicas (esfuerzo último a
la tensión y microdureza), en la zona central de las uniones por el proceso SFA.
El pin cuadrado con respecto al cónico no generó un aumento en la temperatura
posiblemente a la adherencia de material en los vértices del cuadrado creando un
pin cilíndrico durante el proceso del SFA con un menor diámetro que el pin cónico.
La media del esfuerzo último a la tensión se incrementó al utilizar el pin cónico, sin
embargo, decreció al utilizar un contenido de Mg mayor al material A380.

72
RECOMENDACIONES
En el proceso de fundición se encontraron varias oportunidades de mejora a tomarse en
cuenta en futuras investigaciones relacionadas a la adición de Mg en una aleación de
aluminio A380. Debido a la alta porosidad encontrada en las muestras con contenido
de Mg, se recomienda utilizar un desgasificador y un refinamiento de grano para este
proceso, así también, el realizar las muestras con un proceso de fundición a presión, que
replique el proceso más frecuente que se somete este tipo de aleación en la industria
automotriz. Por último, el molde debe ser capaz de mantener la temperatura antes del
vaciado para evitar problemas de solidificación prematura.
Se recomienda seguir explorando con la aleación de aluminio A380 utilizando niveles de
Mg menor al 5%, esto debido a las muestras de 10% de Mg que presentaron fases sin
disolver completamente dentro de la matriz de Al.
Una de las limitaciones técnicas del proceso de SFA fue la velocidad de giro, debido a
las capacidades técnicas de la fresadora, no se pudo hacer un ajuste fino de esta, por
lo que una de las variables más importantes del proceso se mantuvo constante; como
se revisó en el capítulo 3, la velocidad de giro y avance son factores críticos en el
proceso, los cuales deben ser tomados en cuenta para futuros análisis.

73
REFERENCIAS BIBLIOGRÁFICAS
[1] Recent development in aluminium alloys for the automotive industry. W.S. Miller, L.
Zhuang, J. Bottema, A.J. Wittebrood, P. De Smet, A. Haszler, A. Vieregge. s.l. : Materials
Science and Engineering A280, 2000.
[2] Liu, L. Welding and Joining of Magnesium Alloys. Dalian : Woodhead Publishing, 2010.
9781845696924.
[3] Friction stir welding and processing. R.S. Mishraa, Z.Y. Mab. s.l. : Materials Science and
Engineering, 2005, Vol. 50.
[4] Dissimilar Welding of Al and Mg Alloys by FSW. Taiki Morishige, Atsushi Kawaguchi,
Masato Tsujikawa, Makoto Hino, Tomotake Hirata, Kenji Higashi. Sakai : Materials
Transactions,, 2008, Vol. 49.
[5] Friction Stir Welding of Quenched and Tempered C-Mn Steel. C.J. Sterling, T.W. Nelson,
C.D. Sorensen, R.J. Steel, S.M. Packer. Utah : The Minerals, Metals & Materials Society, 2002.
[6] George E. Totten, D. Scott Mackenzie. Handbook of Aluminum. New York : Marcel
Dekker, Inc, 2003. 0-8247-0494-0.
[7] Kaufman, J. Gilbert. Introduction to Aluminum Alloys and Tempers. s.l. : ASM
International, 2000.
[8] Basics, Alloying: Understanding the. J.R. Davis,. s.l. : ASM International, 2001. 978-0-
87170-744-4.
[9] Destin Die Casting, LLC. Destin Die Casting. [Online] [Cited: July 28, 2018.]
https://destindiecasting.com/.
[10] International, ASTM. Standard Specification for Aluminum-Alloy Die Castings. West
Conshohocken : s.n., 2018. Vols. ASTM B85 / B85M - 18.
[11] MatWeb, LLC. MatWeb Material Property Data. [Online] 1996. [Cited: March 3, 2019.]
http://www.matweb.com/.
[12] Friction stir processing and characterisation of A380 cast aluminium alloy. Unal, H. E.
C¸amurlu and N. s.l. : International Journal of Cast Metals Research, 2011, Vol. 24.
[13] Magnesium Technology and Manufacturing for Ultra Lightweight Armored Ground
Vehicles . Kyu Cho, Tomoko Sano, Kevin Doherty, Chian Yen, George Gazonas, Jonathan
Montgomery, Paul Moy. Orlando : Army Research Laboratory , 2009.

74
[14] Corrosion Behavior of Friction Stir Welded Al-Mg-(Zn) Alloys. Hou Longgang, Yu Jiajia,
Zhang Di, Zhuang Linzhong, Zhou Li, Zhang Jishan. 9, Weihai : Rare Metal Materials and
Engineering, 2017, Vol. 46.
[15] Aluminium – Magnesium – Silicon. K.C. Hari Kumar, Nirupan Chakraborti, Hans-Leo
Lukas, Oksana Bodak, Lazar Rokhlin. s.l. : Landolt-Börnstein, Vol. New Series IV/11A3.
[16] The Effect of Mg on the Microstructure and Mechanical Behavior of Al-Si-Mg Casting
Alloys. C.H. Caceres, C.J. Dadidson, J.R. Griffiths, and Q.G. Wang. s.l. : METALLURGICAL
AND MATERIALS TRANSACTIONS A, 1999, Vol. 30.
[17] Effect of magnesium content on the ageing behaviour of water-chilled AI-Si-Cu-Mg-
Fe-Mn (380) alloy castings. F. H. SAMUEL, A. M. SAMUEL, H. LIU. Quebec : Journal of
Materials Science, 1995, Vol. 30.
[18] Midling, Ole Terje and Edward James Morley, Anders Sandvik. Friction Stir Welding.
5,813,592 Cambridge, England, January 5th, 1995. Method of friction welding.
[19] Influences of pin profile and rotational speed of the tool on the formation of friction
stir processing zone in AA2219 aluminium alloy. K. Elangovan, V. Balasubramanian. Tamil
Nadu : Materials Science and Engineering, 2007, Vol. 459.
[20] Mechanistic models and experimental analysis for the torque in FSW considering the
tool geometry and the process velocities. Karen J. Quintana, Jose Luis L. Silveira. Río de
Janeiro : Journal of Manufacturing Processes, 2017, Vol. 30.
[21] Influences of tool pin profile and welding speed on the formation of friction stir
processing zone in AA2219 aluminium alloy. K. Elangovan, V. Balasubramanian. Tamil
Nadu : journal of materials processing technology, 2008, Vol. 200.
[22] Influences of tool pin profile and tool shoulder diameter on the formation of friction
stir processing zone in AA6061 aluminium alloy. K. Elangovan, V. Balasubramanian. Tamil
Nadu : Materials and Design, 2008, Vol. 29.
[23] Friction stir based welding and processing technologies - processes, parameters,
microstructures and applications: A review. G.K. Padhy, C.S. Wu, S. Gao. Jinan : Journal
of Materials Science & Technology, 2018, Vol. 34.
[24] Friction stir welding of precipitation strengthened aluminium alloys: scope and
challenges. P.S. De, R.S. Mishra. s.l. : Science and Technology of Welding and Joining,
2011, Vol. 16.
[25] Recent Developments in Friction Stir Welding of Al-alloys. Gürel Çam, Selcuk
Mistikoglu. 6, s.l. : Journal of Materials Engineering and Performance, 2014, Vol. 23.

75
[26] Evaluación de los parámetros de soldadura por fricción en un aluminio A6061-T6. E.A.
López Baltazar, A. Hernandez Jácquez. Aguascalientes : Memorias del Congreso
Internacional Anual de la SOMIM, 2018.
[27] Joaquin Calderon Zamora, Raul Alejandro Murillo Flores. Efecto de la geometria de
pin en la soldadura por friccion y agitacion de un aluminio A6061-T6. Mexico, Junio 2017.
[28] The Effect of Iron in Al-Si Casting Alloys. Taylor, John A. Brisbane, Australia :
Cooperative Research Centre for Cast Metals Manufacturing (CAST), 2004.
[29] Ramos, Juan. Science Trends. The Density Of Metals. [Online] January 16, 2018.
https://sciencetrends.com/the-density-of-all-metals/. ISSN: 2639-1538.
[30] Effect of Lithium-Magnesium in the A380 and A390 Aluminum alloys on its capacity of
being welded with FSW. Carrillo, Adán. Cancún : XXVII International Materials Research
Congress 2018, 2018.
[31] Microstructural Evolution in the Heat-Affected Zone of a Friction Stir Weld. R.W. Fonda,
J.F. Bingert. s.l. : Metallurgical and Materials Transactions, 2004, Vol. 35A .
[32] Observer-Based Adaptive Robust Control of Friction Stir Welding Axial Force. Tyler A.
Davis, Yung C. Shin, and Bin Yao. West Lafayette : IEEE/ASME Transactions on
Mechatronics, 2010, Vol. 16.
[33] Magnesium: Current and Potential. Luo, Alan A. 2, Warren, Michigan : The Journal of
The Minerals, Metals & Materials Society, 2002, Vol. 54. ISSN: 1047-4838.
)