e-mail del autor: bejalvarado2002@hotmail - página inicial32:06z-5606... · el impulso que ha...
TRANSCRIPT

REPÚBLICA BOLIVARIANA DE VENEZUELA LA UNIVERSIDAD DEL ZULIA
FACULTAD DE INGENIERÍA DIVISIÓN DE ESTUDIOS PARA GRADUADOS
PROGRAMA DE POSTGRADO EN INGENIERÍA DE GAS
FACTIBILIDAD TÉCNICA - ECONÓMICA PARA LA INSTALACIÓN DE UNA PLANTA DE EXTRACCIÓN DE LÍQUIDOS EN EL COMPLEJO DE COMPRESIÓN LAGOGAS NORTE
Trabajo de Grado presentado ante la Ilustre Universidad del Zulia
para optar al Grado Académico de
MAGÍSTER SCIENTIARUM EN INGENIERÍA DE GAS
Autor: Ing. Betsy Josefina. Alvarado Terán.
Tutor: Prof. Ignacio Romero, Mgs
Maracaibo, junio de 2014

Alvarado Terán, Betsy Josefina. Factibilidad técnica - económica para la instalación de una planta de extracción de líquidos en el Complejo de Compresión Lagogas Norte. (2014). Trabajo de Grado. Universidad del Zulia. Facultad de Ingeniería. División de Postgrado. Maracaibo, Venezuela. 125p. Tutor: Ing. Ignacio Romero, Mgs.
RESUMEN
El impulso que ha tomado la industria del gas natural en Venezuela en los últimos años ha permitido el desarrollo de la industria petroquímica, la cual requiere como materia prima los líquidos del gas natural (LGN). Debido a esto se hace indispensable para PDVSA Occidente contar con la infraestructura necesaria para extraer LGN del gas asociado al crudo que normalmente se emplea como gas lift. En este sentido se desarrolló un estudio para determinar la factibilidad técnica y económica de instalar una planta de extracción de LGN en el Complejo de Compresión Lagogas Norte. Para ello se evaluaron las tecnologías de extracción de LGN existentes en el mercado y que han sido probadas en Venezuela. De estas tecnologías se seleccionaron aquellas que resultaron aplicables a las condiciones operacionales y características del gas extraído del área de Lagomar, en el Lago de Maracaibo. Se esta selección se obtuvo que la refrigeración mecánica y la turboexpansión pueden ser aplicables, por lo que se realizó cálculo de proceso de estas dos opciones utilizando el simulador PRO II/PROVISION. De esta evaluación técnica se obtuvo que fijando el recobro de propano en un 85%, con la refrigeración mecánica se obtiene un recobro de líquidos ligeramente mayor aunque se requiere mayor potencia y suministro de energía externa que empleando un proceso de turboexpansión. El dimensionamiento de los equipos de cada proceso se realizó utilizando hojas de cálculo y se obtuvo que el proceso de refrigeración mecánica requiere de más equipos que la turboexpansión. Desde el punto de vista económico resultó tener un mayor costo inicial de inversión el proceso de turboexpansión y debido a mayores costos variables de mantenimiento los indicadores económicos de esta opción fueron más desfavorables. La refrigeración mecánica resultó ser la tecnología más óptima para la extracción de LGN en el Complejo Lagogas Norte.
Palabras Clave: Líquidos, gas asociado, refrigeración mecánica, turboexpansión,
factibilidad, evaluación económica, LGN. E-mail del autor: [email protected]
Alvarado Terán, Betsy Josefina. Technical - economic feasibility for the installation of a liquid extraction plant on North Lagogas Compression Plant. (2014). Trabajo de Grado. Universidad del

Zulia. Facultad de Ingeniería. División de Postgrado. Maracaibo, Venezuela. 125p. Tutor: Ing. Ignacio Romero, Mgs.
ABSTRACT
The momentum that natural gas industry has taken in Venezuela has allowed the development of the petrochemical industry in recent years which requires natural gas liquids (NGL) as feedstock. Because of this it is essential for PDVSA Occidente to have the needed infrastructure to extract NGL from associated gas which is normally used as gas lift. In this sense, a study was conducted to determine the technical and economic feasibility of installing a NGL extraction in North Lagogas Compression plant. In order to do so, NGL extraction technologies on the market and proven in Venezuela were studied. From these technologies, those that were applicable to the operational conditions and characteristics of the gas extracted from Lagomar area on Lake of Maracaibo, were selected. From this selection external refrigeration and turboexpansion may apply, so process calculation of the two options was performed using the simulator PRO II / PROVISION. Setting the recovery of propane at 85%, a slightly higher recovery of LGN was obtained with external refrigeration but more power and external power supply is required than using a process turboexpansion. Equipment sizing of each process was performed using spreadsheets and it was found that external refrigeration process requires more equipment than turboexpansion. From the economic point of view, turboexpansion process turned out to have a higher initial investment cost and due to variable higher maintenance costs the economic indicators were less favorable for this option . External refrigeration was the most optimum technology for the extraction of NGLs in North Lagogas Compression Plant.
Key Words: Liquids, associated gas, external refrigeration, turboexpansion, feasibility, economic
evaluation, LGN
Author’s E-mail: [email protected]
DEDICATORIA

A aquellos que por perseguir un sueño hacen
realidad otros que ni siquiera habían imaginado.
AGRADECIMIENTO
A la ilustre Universidad del Zulia por brindarme la oportunidad de continuar la
formación profesional.
A los profesores del Programa de Ingeniería de Gas de la División de Postgrado de
la Facultad de Ingeniería, por su esfuerzo y dedicación para impartir sus
conocimientos en cada clase.

A mi gran amiga Nancy Moreno por su apoyo y tiempo dedicado durante el
desarrollo de este trabajo de grado.
Al Ing. Carlos Davalillo por su contribución en el desarrollo de esta investigación.
TABLA DE CONTENIDO
Página
RESUMEN .......................................................................................................................4 ABSTRACT ......................................................................................................................5 DEDICATORIA.................................................................................................................5 AGRADECIMIENTO.........................................................................................................6

TABLA DE CONTENIDO..................................................................................................7 ÍNDICE DE FIGURAS ......................................................................................................9 ÍNDICE DE TABLAS ......................................................................................................11 INTRODUCCIÓN ...........................................................................................................13 CAPÍTULO I ...................................................................................................................15 PLANTEAMIENTO DEL PROBLEMA ............................................................................15
1.1. El Problema. ...................................................................................................15 1.2. Objetivos de la Investigación. .........................................................................16
1.3. Justificación. ...................................................................................................17 1.4. Delimitación de la Investigación. .....................................................................17
CAPÍTULO II ..................................................................................................................18 MARCO TEÓRICO.........................................................................................................18
2.1. Antecedentes de la investigación....................................................................18 2.2. Bases Teóricas. ..............................................................................................20
2.3. Definición de Términos Básicos......................................................................56 CAPÍTULO III .................................................................................................................59 MARCO METODOLÓGICO ...........................................................................................59
3.1. Tipo de Investigación ......................................................................................59 3.2. Diseño de la Investigación ..............................................................................59 3.3. Población y Muestra........................................................................................60 3.4. Técnicas de Recolección de Datos .................................................................60
3.5. Procedimiento Empleado ................................................................................61
1.2.1. Objetivo General .................................................................................161.2.2. Objetivos Específicos..........................................................................16
2.2.1. Composición del Gas Natural: ............................................................202.2.2. Contenido de Líquidos en el Gas Natural: ..........................................222.2.3. Poder Calorífico del Gas Natural: .......................................................232.2.4. Compresión de Gas Natural en el Complejo Lagogas Norte: (26) ......242.2.5. Extracción de Líquidos del Gas Natural: (16)......................................302.2.6. Simuladores de Procesos: ..................................................................482.2.7. Evaluación Económica de Proyectos de Inversión. (20) .....................532.2.7. Matriz de Selección de Opciones. (20) ...............................................54
3.4.1. Recolección de Datos Secundarios: ...................................................60

CAPÍTULO IV ...............................................................................................................103 ANÁLISIS DE RESULTADOS......................................................................................103 CONCLUSIONES.........................................................................................................107 RECOMENDACIONES ................................................................................................108 REFERENCIAS BIBLIOGRÁFICAS .............................................................................109 ANEXOS ......................................................................................................................113
ÍNDICE DE FIGURAS
Figura Página
3.5.1 Descripción de las Características Técnicas y Operacionales del Complejo de Compresión Lagogas Norte............................................61
3.5.2. Descripción de las Características de las Corrientes de Alimentación y Descarga del Complejo de Compresión Lagogas Norte....................................................................................................63
3.5.3 Descripción de las Tecnologías Existentes en el Mercado en Cuanto a Extracción de Líquidos del Gas Natural. ..............................69
3.5.4 Determinar la Factibilidad Técnica de Acuerdo a la Selección Realizada de las Tecnologías Existentes. ...........................................70
3.5.5. Determinar la Factibilidad Económica de la Incorporación de la Tecnología Seleccionada al Proceso de Compresión del Complejo Lagogas Norte .....................................................................................95

1. Ubicación de las Plantas Compresoras de Gas de Occidente según el Área Geográfica. ........................................................................................................25
2. Diagrama Típico de una Planta Compresora de Tres Etapas. ..........................29 3. Infraestructura Actual de Plantas de Extracción en Venezuela. ........................33 4. Diagrama termodinámico seguido por el Gas Natural en diferentes
tecnologías de recobro de LGN.........................................................................35 5. Diagrama de Flujo de un Proceso de Refrigeración Mecánica..........................36 6. Sistema de Refrigeración Mecánica de una Etapa............................................38 7. Proceso de Expansión J-T. ...............................................................................41 8. Proceso de Turboexpansión Convencional .......................................................43 9. Proceso Absorción de Aceite Pobre Refrigerado ..............................................45 10. Esquemático de una planta de Adsorción con Lecho Sólido.............................46 11. Guía para la Selección de Métodos Termodinámicos para Sistemas de
Hidrocarburos ....................................................................................................51 12. Pantalla de Selección de Método Termodinámico en Pro II. .............................66 13. Pantalla de Selección de Componentes en Pro II. ............................................66

ÍNDICE DE TABLAS
Tabla Página
1. Plantas Compresoras de Gas del Área de Maracaibo.........................................25 2. Complejos de Compresión en Occidente (Lago de Maracaibo) que poseen
unidades de extracción de líquidos.....................................................................33 3. Plantas de Extracción de Líquidos en Tierra en Venezuela. ..............................34 4. Ecuaciones de estado utilizadas para el cálculo de propiedades
termodinámicas en plantas de procesamiento de gas. .......................................50 5. Rango de Operación de los Modelos Matemáticos. ............................................51 6. Ejemplo de una matriz de selección de opciones................................................55 7. Condiciones de Operación y Descripción de l os Equipos del Complejo
Lagogas Norte. ...................................................................................................62 8. Composición Normalizada del Gas de Succión del Complejo Lagogas Norte ....63 9. Identificación de Equipos para Simulación del Proceso de Compresión
en Lagogas Norte. ..............................................................................................65 10. Validación de la simulación del proceso de compresión del
Complejo Lagogas Norte. ...................................................................................68 11. Matriz de comparación de los procesos de extracción de líquidos del gas
natural estudiados...............................................................................................69 12. Composición de la Corriente de Descarga de la 2da etapa del Proceso de
Compresión. Alimentación Inicial al Proceso de Extracción................................71 13. Composición de la Corriente de Gas Residual para Gas Lift y Composición de
Corriente de Líquidos, estimación preliminar. .....................................................72 14. Composición y GPM C3+ de las Corrientes de Gas mezclando la corriente de
Gas Lift con Gas de Formación. .........................................................................73 15. Presiones y Temperaturas del Gas de Alimentación obtenidas para la Opción
1, Refrigeración Mecánica ..................................................................................76 16. Presiones y Temperaturas del Propano en el ciclo de Refrigeración
Mecánica.............................................................................................................77 17. Requerimiento Energético en MMBTU/hr para la opción 1, Refrigeración
Mecánica.............................................................................................................78 18. Potencia Requerida por los Compresores del Proceso de Extracción de
líquidos de la Opción 1........................................................................................79 19 Potencia Requerida por los Compresores del Proceso de Extracción de
líquidos de la Opción 1........................................................................................79 20. Presiones y Temperaturas del Gas de Alimentación obtenidas para la Opción
2, Turboexpansión. .............................................................................................81

21. Requerimiento Energético en MMBTU/hr para la Opción 2,................................82 22. Potencia Requerida por los Compresores del Proceso de Extracción de
líquidos de la Opción 2........................................................................................83 23. Potencia Requerida por los Compresores del Proceso de Extracción de
líquidos de la Opción 2........................................................................................84 24. Lista de Equipos Requeridos para el Proceso de Extracción de líquidos de la
Opción 1..............................................................................................................92 25. Lista de Equipos Requeridos para el Proceso de Extracción de líquidos de la
Opción 2..............................................................................................................93 26. Resumen técnico de resultados de las opciones estudiadas ..............................94 27. Costo total instalado (inversión inicial) en MMBs. de las opciones estudiadas. ..98 28 Costos variables de mantenimiento de la Opción 1 y Opción 2 ..........................99 29. Resultados de la Evaluación Económica para la Opción 1 ...............................100 30. Resultados de la Evaluación Económica para la Opción 2 ...............................100 31. Matriz de selección técnica y económica diseñada para el estudio. .................102

INTRODUCCIÓN
Durante los primeros años de la industria petrolera la mayor parte del gas natural
producido era quemado o simplemente venteado a la atmósfera debido a la falta de
tecnologías económicas para su transporte y procesamiento. Al pasar los años el
desarrollo de nuevas técnicas de soldadura y de la industria del plástico impulsó la
demanda de gas natural que ahora podía ser transportado a través de largas distancias
hasta el sitio de consumo.
Los líquidos del gas natural o LGN estan conformados por los componentes
hidrocarburos mas pesados que el metano y son facilmente transportados como
líquidos ya sea refrigerados o presurizados. El recobro de LGN es una industria que
trae consigo diferentes procesos, tipos de equipos y multiples restricciones
operacionales que impulsan una constante innovación y adaptación de tecnologías para
resolver problemas complejos.
A escala mundial las principales tecnologías de extracción de LGN se dividen en
los procesos basados en refrigeración, tales como refrigeración mecánica,
autorefrigeración y turboexpansión y los procesos de absorción con aceite pobre y la
adsorción con lecho sólido. En la presente investigación se describen estos procesos
de extracción de líquidos del gas natural y se determina su aplicación a las condiciones
operacionales y riqueza del gas comprimido en el Complejo Lagogas Norte. En este
sentido, se presentan los fundamentos teóricos y la metodología que permiten
determinar la factibilidad técnica y económica para la instalación de un proceso de
extracción de líquidos del gas natural en una planta compresora existente.
La presente investigación está estructurada en cuatro (4) capítulos. El primer
capítulo (I) corresponde al planteamiento del problema, los objetivos de la investigación,
los argumentos de justificación y su importancia, así como la delimitación de la misma.
En el segundo capítulo (II) se presenta el marco teórico, el cual incluye los
antecedentes, las bases teóricas y técnicas que sustentan la investigación. El tercer

14
capítulo (III) se tiene la metodología empleada para la selección del proceso de
extracción de LGN más adecuado para el Complejo de Compresión Lagogas Norte, así
como el diseño de los equipos requeridos y la evaluación económica correspondiente.
El cuarto capítulo (IV) muestra el análisis de resultados obtenidos, adicionalmente se
presentan las conclusiones y recomendaciones para trabajos futuros y la bibliografía
técnica consultada para la realización del trabajo de investigación.

CAPÍTULO I
PLANTEAMIENTO DEL PROBLEMA
1.1. El Problema.
El impulso que ha tomado la industria del gas natural en Venezuela en los últimos
años, derivado del cambio en la antigua visión del gas como sub-producto de la
explotación petrolera a ser considerado actualmente un componente esencial de la
matriz de energía primaria de la nación, ha permitido el desarrollo de la industria
petroquímica así como la utilización de este recurso natural en la generación de
electricidad.
PDVSA GAS, a lo largo de 10 años, ha aportado el gas natural y sus respectivos
líquidos requeridos para el desarrollo de los sectores petroquímico, siderúrgico,
termoeléctrico, manufacturero y doméstico, superando en el año 2009 las metas
planificadas de ingresos por concepto de ventas de líquidos del gas natural o LGN
(propano, butano y gasolina natural) y de gas licuado del petróleo o GLP en los
mercados nacionales e internacionales, alcanzando un aumento de 32% del plan para
ese año.
Específicamente en la región Occidente el gas natural proviene de yacimientos de
crudo, por lo que se conoce como gas asociado generalmente rico en propano y más
pesados, por ello PDVSA GAS Occidente cuenta con plantas de extracción de líquidos
y fraccionamiento del gas natural (GLP5, Tía Juana 2 y 3, Lama Proceso, Lamar
líquido, El Tablazo 1 y 2), y se está desarrollando el proyecto para la construcción del
Complejo Criogénico de Occidente (CCO).
El Complejo de Compresión Lagogas Norte, ubicado en el Lago de Maracaibo,
pertenece a la Gerencia de Compresión de Gas Occidente y lo conforman un módulo
de compresión en la Planta Compresora Lagogas III (actualmente fuera de servicio) y

16
dos módulos de compresión (C1 y C2) en la Planta Compresora Lagogas IV que
manejan 150 MMPCED de gas natural asociado con un contenido de líquidos mayor a 4
GPM C3+, de los cuales 35 MMPCED son enviados hacia El Complejo Petroquímico El
Tablazo y el resto se emplea como gas lift. Los líquidos que pueden obtenerse de éste
gas son de interés económico debido a que poseen un alto valor cuando son
aprovechados por separado del metano y etano, es por ello que se ha considerado
desarrollar una investigación que permita evaluar la factibilidad tanto técnica como
económica para la futura instalación de una planta de extracción de líquidos en el
Complejo de Compresión Lagogas Norte a fin de optimizar el aprovechamiento del gas
rico asociado en la región occidente.
1.2. Objetivos de la Investigación.
1.2.1. Objetivo General
Determinar la factibilidad técnica y económica para la instalación de una planta de
extracción de líquidos en el Complejo de Compresión Lagogas Norte.
1.2.2. Objetivos Específicos.
- Describir las características técnicas y operacionales del Complejo de Compresión Lagogas Norte.
- Describir las características de las corrientes de alimentación y descarga del Complejo de
Compresión Lagogas Norte.
- Describir las tecnologías existentes en el mercado en cuanto a extracción de líquidos del gas natural.
- Determinar la factibilidad técnica de acuerdo a la selección realizada de las tecnologías existentes.
- Determinar la factibilidad económica de la incorporación de la tecnología seleccionada al proceso de
compresión del Complejo Lagogas Norte.

17
1.3. Justificación.
Desde el punto de vista técnico, esta investigación analizará el proceso de
compresión de gas natural en el Complejo Lagogas Norte y evaluará las diferentes
tecnologías ofrecidas en el mercado para la extracción de líquidos a fin de seleccionar
la más adecuada según las condiciones físicas y termodinámicas del proceso en
estudio.
En el aspecto económico se realizará una evaluación que permita determinar si la
instalación de un sistema de extracción de líquidos en el Complejo de Compresión
Lagogas Norte es factible, generándole a PDVSA ganancias adicionales a las obtenidas
actualmente con un proceso de compresión de gas sin extracción de líquidos.
Adicionalmente ésta investigación servirá como guía para estudios posteriores que
se relacionen con los procesos de extracción de líquidos y su rentabilidad.
1.4. Delimitación de la Investigación.
El estudio se limita al Complejo de Compresión Lagogas Norte, conformado por un
módulo de compresión en la Planta Compresora Lagogas III (actualmente fuera de
servicio) y dos módulos de compresión en la Planta Compresora Lagogas IV, que
pertenecen a la Gerencia de Compresión de Gas Occidente, adscrita a PDVSA Gas.

CAPÍTULO II
MARCO TEÓRICO
2.1. Antecedentes de la investigación.
Algunas de las investigaciones que sirven como antecedentes a la presente son
las siguientes:
Castro Karil, (2001). “Evaluación de Alternativas en Procesos de Extracción de
Líquidos del Gas Natural”. Universidad del Zulia. Venezuela. La planta de extracción
GLP-5, ubicada en la Planta de Fraccionamiento Ulé estuvo en operación desde el 10
de enero 2000 hasta el 9 de abril, cuando sale fuera de servicio temporalmente debido
a los altos costos operacionales, logrando condiciones relativamente estables durante
su funcionamiento en el mes de marzo y los días de operación del mes de abril.
Durante éste período no alcanzó la capacidad de diseño de 230 MMPCED. La planta
GLP-5 procesó en el mes de marzo una alimentación promedio de gas rico de 130
MMPCEDcon 2,3 GPM. La producción de LGN fue de 6,0 MMPCED, el recobro de
propano del 85% con un gas residual producto fuera de especificación. El consumo de
solvente de reposición promedio fue de 324 BPD vs. 268-300 BPD para un manejo de
gas de 230 MMPCED según diseño. Con estos costos operacionales tan elevados
(alrededor de 10$/Bbl) se requiere una alimentación mínima de 160 MMPCED y 2,3
GPM para hacer notable la operación mínima de la planta. El presente trabajo muestra
la evaluación realizada a los distintos procesos de extracción de líquidos del gas
natural, para mejorar las condiciones de operación de la planta, mejorar el proceso de
extracción y la adecuación del gas residual. Los procesos evaluados son: Extracción
con solvente externo semirefrigerado (Petrosol), actualmente GLP-5; Extracción por
Exposición y Extracción con Solvente Interno Semirefrigrado (gasolina) con Proceso
Mehra. De los procesos evaluados el proceso de extracción con solvente interno
semirefrogerado (gasolina) con proceso Mehra resulta el mas adecuado para la
adecuación de la planta GLP-5, ya que al implementarlo se obtiene el gas residual en
especificación, se incremente el recobro de propano de 85% en el diseño original a 92%

19
con el nuevo proceso, la producción de LGN para 130 MMPCED con 2,36 GPM a
condiciones de diseño en de 6,7 BPD, disminuyen los costos operacionales en
0,57%/Bbl, y elimina el uso de solvente externo.
Morillo, Moraima (2004). “Diseño de una Planta de Extracción de GLP en un
Sistema Existente de Compresión y Transmisión de Gas Asociado”. Universidad del
Zulia. Venezuela. El alto valor comercial que han alcanzado los líquidos del gas natural
en el mercado, sumado a las necesidades de la Industria Petroquímica y de Refinación
Venezolanas se ha convertido en un incentivo para optimizar el aprovechamiento del
gas rico asociado a los yacimientos de la región occidente. La entrada en operación del
proyecto de Recuperación de GLP en una planta existente de compresión y transmisión
de gas asociado, tiene como objetivo fundamental recobrar ese componente de la
corriente de gas natural y satisfacer los requerimientos del mercado nacional. Los
procesos evaluados durante la investigación fueron: refrigeración por expansión con
válvula Joule Thomson, refrigeración mecánica con ciclo externo y refrigeración por
expansión con turbina. En todos los procesos estudiados se obtuvo un recobro de GLP
del 80% con concentraciones máximas de propano de 0,35 molar. De éstos resultados
la refrigeración mecánica con ciclo externo resultó ser el proceso más atractivo por su
alta eficiencia, bajos requerimientos de potencia, factibilidad técnica y alta recuperación
de GLP (2296 Bbl/día), muy rico en propano (31%).
Gaffaro, Y. y Osorio, J. (2008). “Estudio Técnico Económico para la Selección del
Proceso de Extracción de Líquidos del Gas Natural en la Unidad de Explotación
Lagocinco”. Universidad del Zulia. Venezuela. Esta investigación consistirá en un
estudio técnico económico para seleccionar la mejor opción para el proceso de
extracción de líquidos del gas natural tales como: refrigeración mecánica con
turboexpansores y válvulas Joule Thomson, en los bloques VI, V-lamar y V-centro de la
UE Lagocinco, así como la mejor disposición de los líquidos del gas natural obtenidos
en el procesamiento. Actualmente el complejo Lamargas está ubicado en el Lago de
Maracaibo y está formado por cinco módulos de compresión (Lamargas, Cincogas 2,
Cincogas 3, Cincogas 4 y Cincogas 5) con una capacidad total de 525 MMPCED,

20
adicionalmente el complejo presenta una planta de extracción de líquidos
(Lamarlíquido) el cual opera bajo el principio de Refrigeración Mecánica, presentando
una capacidad de procesamiento de gas natural de 160 MMPCED y una producción
promedio de 3400Bblde líquido (LGN) por día, el cual se transporta hacia la refinería de
Bajo Grande en donde es fraccionado hasta obtener diversos productos. Se evaluará la
eficiencia de la planta Lamarlíquido y se estudiará la factibilidad de cambio por otro
proceso de extracción más eficiente. Por otro lado, según el plan de negocios 2007-
2017 de PDVSA la unidad de explotación Lagocinco manejará un volumen máximo de
gas de 590 MMPED para el 2017, por esta razón se visualizará la ampliación del
sistema de extracción de líquidos. Esta investigación permitirá el aumento en la
producción de crudos y líquidos del gas natural por día para el 2017. Por otra parte con
la puesta en marcha de esta investigación se obtendrán beneficios como mejoramiento
en la calidad del gas combustible de las plantas compresoras.
2.2. Bases Teóricas.
2.2.1. Composición del Gas Natural:
El gas natural es una mezcla compleja de compuestos de hidrocarburos y no
hidrocarburos que coexisten a condiciones atmosféricas y se encuentra en cualquier
yacimiento petrolífero (gas, condensado, crudo liviano o crudo pesado), ya sea como
gas asociado o como gas libre. Los compuestos de hidrocarburos que constituyen el
gas natural son: Metano (C1), en mayor proporción, y Etano (C2), Propano (C3),
Butanos y más pesados (C4+) en cantidades moderadas. Las proporciones de estos
compuestos varían en función del tipo de condiciones del yacimiento de donde
proceden y de las condiciones de separación en las estaciones de flujo. (27)
Otros constituyentes del gas natural son hidrocarburos parafínicos y pequeñas
cantidades de oleofinas, hidrocarburos nafténicos y componentes no hidrocarburos
tales como: Nitrógeno, H2S, He, CO2, COS y Mercaptanos. Adicionalmente un número

21
de elementos contaminantes o impurezas pueden estar presentes en el gas natural,
como son agua, azufre, mercurio, oxígeno. (33).
A escala mundial se han establecido una serie de componentes que deben
controlarse en cualquier gas, ya que de no ser así se puede presentar problemas en su
uso: (33)
- El agua: se debe remover del gas porque su presencia puede ocasionar problemas
de corrosión, taponamiento de válvulas o tuberías por hidratos, reducción de
capacidad de la tubería, etc. (27).
- El poder calorífico del gas: depende de su composición, se debe controlar para
buscar una combustión eficiente y evitar la presencia de hidrocarburos intermedios
(C3 - C4 especialmente) que son más valiosos si se comercializan aisladamente y
su presencia en el gas pueden hacer que se tenga una combustión incompleta. (33).
- El CO2: en presencia de agua líquida forma el ácido carbónico que puede inducir
problemas de corrosión; además cuando el gas se somete a procesos criogénicos
se solidifica. (33).
- El H2S: es altamente tóxico y en presencia de agua también origina problemas de
corrosión y simultáneamente la fragilización del acero. (33).
- El control de la composición del gas, buscando que tenga un contenido mínimo de
hidrocarburos intermedios, se hace a través de su poder calorífico, el índice de
Wobe y el punto de rocío. (33).
- El punto de rocío: es un indicativo del contenido de hidrocarburos intermedios,
mientras más bajo sea este a unas condiciones de presión dadas, menor será el
contenido de este tipo de hidrocarburos. (33).

22
- La presión y la temperatura de entrega del gas en el campo son importantes para
garantizar que el gas puede llegar sin problemas al punto de consumo; si la presión
no es suficiente será necesario instalar sistemas de compresión, modificar el
sistema de producción o reducir el volumen de entrega. La temperatura de entrega
es importante para garantizar que no haya problemas de condensación o de
formación de hidratos en la línea del gasoducto. (33).
2.2.2. Contenido de Líquidos en el Gas Natural:
La composición de un gas juega un papel crítico en la rentabilidad de su
procesamiento. Mientras más líquidos (usualmente definidos como C2+) contenga el
gas, mas “rico” se considera éste. La extracción de los líquidos permite la obtención de
un producto (Líquidos del Gas Natural o LGN) que tiene un valor de venta más alto que
el del propio gas. Para cuantificar la cantidad de líquidos que contiene un gas natural se
emplea los GPM, o galones de líquido recuperable por cada 1000 PCE (pies cúbicos
estándar) de gas. (16).
La determinación de los GPM requiere del conocimiento de la composición del gas
en una base molar y los galones de hidrocarburos más pesados. Los términos “rico” y
“pobre” refieren entonces a la cantidad de hidrocarburos recuperables presentes en el
gas. Aunque son términos relativos, un gas pobre es aquel que contiene normalmente 1
GPM mientras que un gas rico puede contener 3 o más GPM. (16).
Para calcular los GPM de un gas debe conocerse el número de pies cúbicos
normales de un componente dado en estado gaseoso, requeridos para producir un
galón de líquido. Este factor se determina a partir de la densidad líquida y el peso
molecular de cada componente puro del gas. De ésta forma se tiene que para cada
componente: (19)
MlíquidodeGalónPCN l
⋅⋅
=4805,7
6,379 ρ Ec. 1

23
donde:
lρ = densidad líquida de cada componente del gas a condiciones normales (14,7psia y
60°F)
M =peso molecular de cada componente puro del gas
Los GPM totales de un gas se obtienen con la siguiente ecuación simplificada:
∑=
⋅⋅=
n
i
iiyGPM3 6,379
1000 ρ
Ec. 2
donde:
iρ = densidad molar (gal/mol)
yi = fracción molar de cada componente puro del gas
379,6 (pie3) = volumen ocupado por 2,7x1026 moléculas por libra-mol de un gas a 60°F
y 14,7 psia.
2.2.3. Poder Calorífico del Gas Natural:
El poder calorífico de un gas natural es determinado por su potencial energético,
que es medido en BTU (Unidades Térmicas Británicas). Un BTU representa la cantidad
de energía que se requiere para elevar en un grado Fahrenheit (°F) la temperatura de
una liba de agua a condiciones atmosférica normales. Un pie cúbico de gas natural
despide en promedio 1000 BTU, aunque el potencial de energía es variable y depende
de su composición. (16)
El poder calorífico se determina a través del análisis del gas:
( )in
ii VCyVC ∑
=
⋅=1
Ec. 3

24
donde:
VC= valor calorífico o poder calorífico del gas de composición conocida. yi=fracción
molar de cada componente puro del gas. VCi= valor calorífico o poder calorífico de
cada componente puro del gas.
2.2.4. Compresión de Gas Natural en el Complejo Lagogas Norte: (26)
2.2.4.1. Descripción del Área Geográfica:
PDVSA Gas, filial de Petróleos de Venezuela, S.A., es el ente encargado del
procesamiento y comercialización del gas natural asociado al crudo que se extrae en el
país. A través de las Gerencias de Producción, Procesamiento, Gas Metano y
Compresión de Gas, se aporta a los mercados nacional e internacional el gas natural y
sus respectivos líquidos bajo la especificación requerida para el desarrollo industrial,
específicamente de los sectores, petroquímica, siderúrgica, termoeléctrica,
manufacturera y doméstica.
La Gerencia de Compresión de Gas Occidente es el custodio de todas las plantas
compresoras que actualmente se encuentran instaladas en el Lago de Maracaibo y en
tierra, en los Municipios Mara, La Concepción y Baralt del estado Zulia, y Motatán en el
estado Trujillo. Las plantas compresoras se agrupan de acuerdo a su ubicación
geográfica en cuatro áreas:
Maracaibo, Tía Juana, Lagunillas y Tomoporo, como se observa en la siguiente
figura.

25
LAPAZ
LOSCABALLOS
MARA
PCUD-1
LAMA
MARACAIBO
CORO
PCLL-4
PCTJ-2PCTJ-5
PCTJ-3PCTJ-4
PCLL-1PCTJ-1
PCLL-2MPLL-5
MPLL-3 /4MPLL-1
MPLL-2 /6
LAMARPORTA 7
MPCL-1PCCL-1
RF-1-8
MPCL-2
MPBA-2MPBA-1
LGG-3PCBA-4
PCBA-2PCBA-1PCBA-3
LAGO-1
UNIGASPORTA 6
BARUA 5MOTATAN 2
MOTATAN 1
MOPORO 1
CEUTA
MOPORO 2
LGG-4LGG-5/ 6
PORTA 2
PG DTTO MARACAIBO
PG DTTO TIA JUANA PG DTTO LAGUNILLAS PG DTTO TOMOPORO
LAPAZ
LOSCABALLOS
MARA
LAPAZLAPAZ
LOSCABALLOSLOSCABALLOS
MARAMARA
PCUD-1PCUD-1PCUD-1
LAMALAMALAMA
MARACAIBO
CORO
PCLL-4
PCTJ-2PCTJ-5
PCTJ-3PCTJ-4
PCLL-1PCTJ-1
PCLL-4PCLL-4
PCTJ-2PCTJ-2PCTJ-5PCTJ-5
PCTJ-3PCTJ-3PCTJ-4PCTJ-4
PCLL-1PCLL-1PCTJ-1PCTJ-1
PCLL-2MPLL-5
MPLL-3 /4MPLL-1
MPLL-2 /6PCLL-2PCLL-2
MPLL-5MPLL-5MPLL-3 /4MPLL-3 /4MPLL-1MPLL-1
MPLL-2 /6MPLL-2 /6
LAMARPORTA 7
LAMARLAMARPORTA 7PORTA 7
MPCL-1PCCL-1
RF-1-8
MPCL-2
MPCL-1MPCL-1PCCL-1PCCL-1
RF-1-8RF-1-8
MPCL-2MPCL-2
MPBA-2MPBA-1
LGG-3PCBA-4
PCBA-2PCBA-1PCBA-3
MPBA-2MPBA-2MPBA-1MPBA-1
LGG-3LGG-3PCBA-4PCBA-4
PCBA-2PCBA-2PCBA-1PCBA-1PCBA-3PCBA-3
LAGO-1LAGO-1LAGO-1
UNIGASPORTA 6
UNIGASUNIGASPORTA 6PORTA 6
BARUA 5BARUA 5MOTATAN 2MOTATAN 2
MOTATAN 1MOTATAN 1
MOPORO 1MOPORO 1MOPORO 1
CEUTA
MOPORO 2
CEUTACEUTA
MOPORO 2MOPORO 2
LGG-4LGG-5/ 6
PORTA 2
LGG-4LGG-4LGG-5/ 6LGG-5/ 6
PORTA 2PORTA 2
PG DTTO MARACAIBO PG DTTO MARACAIBO
PG DTTO TIA JUANA PG DTTO TIA JUANA PG DTTO LAGUNILLAS PG DTTO LAGUNILLAS PG DTTO TOMOPORO PG DTTO TOMOPORO
Figura 1. Ubicación de las Plantas Compresoras de Gas de Occidente según el
Área Geográfica. Fuente PDVSA (2006).
Cada área está integrada por conjuntos de plantas compresoras conocidos como
“complejos”, conformados a su vez por varios módulos de compresión. Dentro del área
de Maracaibo se tienen los complejos de compresión descritos en la Tabla 1.
Tabla 1. Plantas Compresoras de Gas del Área de Maracaibo.
Fuente: PDVSA (2006). Área
Geográfica Complejo de Compresión
Planta Compresora
Módulos de Compresión
Lagogas III Lgg-III C-1 Lagogas Norte Lagogas IV C-2
Lagogas V Lgg-V
Lagogas Sur Lagogas VI Lgg-VI

26
Área Geográfica
Complejo de Compresión
Planta Compresora
Módulos de Compresión
A
B C
Lama I
D Lama II 1
A B Lama III C
Lama IV 1 Lama Procesos1
Lama
Lama Generación2 B Urdaneta UD-1 C
Mara 1 Mara Mara 2 Solar 1 La Paz Solar 2
Los Caballos 1
Maracaibo
Tierra Oeste
C-10 1
El complejo de compresión Lagogas Norte está integrado por un módulo de
compresión en la planta Lagogas III (actualmente fuera de servicio) y dos módulos de
compresión (C1 y C2) en Lagogas IV, independientes uno del otro, cada uno con una
capacidad de comprimir 75 MMPCED de gas natural asociado hasta una presión de
1800 psig, para un total de 150 MMPCED que se emplean como gas lift para la unidad
de explotación Lagomar.
2.2.4.2. Descripción del Proceso:
En particular, en el Complejo Lagogas Norte la presión de succión es de 50 psig y
cada módulo de compresión está conformado por los siguientes equipos o sistemas:
1 Lama Procesos es una planta de extracción de líquidos a través de la turboexpansión convencional y el proceso Joule Thomson. 2 Lama Generación consta de 7 turbogeneradores de energía eléctrica.

27
Un (1) tren de depuradores de gas dispuestos entre cada etapa de compresión y
un depurador de descarga de gas, ubicado después del compresor de la tercera etapa.
El propósito de estos depuradores es acondicionar el gas para las siguientes etapas de
compresión y retener el contenido de agua e hidrocarburos líquidos (condensados)
formados durante la expansión del gas en el recipiente.
Un (1) tren de compresión de gas constituido por un (1) compresor de baja presión
de una etapa (1era etapa), dispuesto en serie con un (1) compresor de alta presión de
dos (2) etapas, donde están integradas la 2da y 3era etapa de compresión.
Una (1) turbina de gas, compuesto por un (1) generador de gas y una (1) turbina
de potencia. El generador de gas está provisto de un sistema de arranque y un sistema
de aceite hidráulico y barrido de aceite.
Un (1) tren de enfriadores por aire del tipo tubo/aleta, accionados por un motor
eléctrico (tiro forzado) y montados en posición horizontal. Cada enfriador está dispuesto
entre cada etapa de compresión, con el propósito de enfriar el gas de proceso,
proveniente de cada etapa de compresión, hasta 40°C (115° F).
Los enfriadores de aceite lubricante y aceite de sello son también del tipo
tubo/aleta, por aire.
El sistema de venteo y condensado, esta constituido por un separador de venteo
V13 “Knock Out Drum” y una chimenea de venteo. Este sistema está en capacidad de
recibir todo el gas de venteo proveniente de los dos (2) módulos de compresión de gas
de Lagogas IV.
Asimismo, el condensado que se produce en los equipos de proceso es
recolectado en separador de venteo y desde allí es enviado hacia las Estaciones de
Flujo EF-15.1 y EF-11-1 adyacentes.

28
La planta de compresión de gas Lagogas IV, recibe el gas a través de seis (6)
líneas, tres de las cuales entran por el lado Norte y tres (3) por el lado Sur. Este gas
proviene de:
Estación de Flujo EF-11-1
Plataforma de Empalme PE-16-1
Estación de Flujo EF-15-1
Plataforma de Empalme PE-15-1 Norte
Plataforma de Empalme PE-15-1 Sur
Todas las líneas llegan al Separador de Entrada (FA-1) donde el líquido
condensado (hidrocarburos-agua), asociado al gas, es separado y enviado hasta el
sistema de recuperación de condensado, mientras que el gas seco sale por el tope del
separador y es enviado hacia los módulos de compresión de gas C1 y C2.
La figura 2 muestra un diagrama típico de una planta compresora de gas de tres
etapas. En cada módulo, el gas proveniente del Separador FA-1 entra al Depurador de
Succión (V1) de la primera etapa de compresión, donde el líquido remanente, asociado
al volumen de gas, es separado y enviado al sistema de recolección de condensado,
mientras que el gas continua su curso hasta entrar al Compresor de la Primera Etapa
(C1), a una presión de 50 psig y una temperatura de 90 °F. En esta etapa el gas es
comprimido hasta una presión de 390 psig, y una temperatura de 400 °F.
El volumen de gas comprimido, que sale del Compresor de la Primera Etapa (C1),
fluye hacia el Enfriador de la Primera Etapa (E1) donde es enfriado por aire hasta 115
°F y enviado hasta al Depurador de la Segunda Etapa (V2). El gas frío (115 °F) que sale
del Enfriador de la Primera Etapa (E1) continúa su curso hasta llegar al Depurador de
Succión de la Segunda Etapa (V2), donde se recoge el líquido condensado, producto
del enfriamiento en la primera etapa de compresión.

29
El volumen de gas continúa fluyendo hacia el Compresor de la Segunda Etapa
(C2), donde es comprimido hasta una presión de 875 psig y a una temperatura de 240
°F. El volumen de gas comprimido en esta etapa pasa a través del Enfriador de la
Segunda Etapa (E2), donde es enfriado por aire hasta 115 °F, continuando su curso
hacia el Separador de Succión de la Tercera Etapa (V3).
En el Separador de Succión de la Tercera Etapa (V3) se retiene el líquido
condensado, producto del enfriamiento en la segunda etapa de compresión y es
enviado, como en los otros casos, al sistema de recolección de condensado, mientras
que el volumen de gas que sale por el tope del Separador (V3) es enviado al
Compresor de la Tercera Etapa (C3) para comprimirlo hasta alcanzar una presión de
1.800 psig y a una temperatura de 280 °F.
Leyenda V1 Depurador 1era etapa E2 Enfriador 2da etapa C1 Compresor 1era etapa V3 Depurador 3era etapa E1 Enfriador 1era etapa C3 Compresor 3era etapa V2 Depurador 2da etapa E3 Enfriador 3era etapa C2 Compresor 2da etapa V4 Depurador de descarga
Figura 2. Diagrama Típico de una Planta Compresora de Tres Etapas.
Fuente PDVSA (2011)

30
El volumen de gas comprimido en esta etapa pasa a través del Enfriador de la
Tercera Etapa (E3), donde es enfriado hasta 115 °F y enviado hacia al Separador de
Descarga de la Tercera Etapa (V4) para ser acondicionado a la salida del separador
con un Inhibidor de Corrosión y enviado, como producto final, hacia el cabezal de
descarga. En el Separador (V4) se separa el líquido remanente asociado al volumen de
gas de proceso.
2.2.4.3. Sistema de Gas Combustible del Complejo Lagogas Norte
El objetivo principal de este sistema es suministrar el volumen de gas combustible
necesario para el arranque del generador de gas y mantener el funcionamiento normal
y continuo de la turbina de potencia, la cual está acoplada al generador de gas.
El volumen de gas combustible requerido por el generador es de 14.000 lb/h
(6.350 kg/h) a una presión de 400 psig y a una temperatura de máxima de 150 °F.
Después del arranque, el sistema de gas combustible opera básicamente como un
sistema continuo tomando el gas combustible desde la succión de la 3era etapa de
compresión a una presión de 860 psig. Posteriormente esta presión es regulada entre
250 y 360 psig a través del controlador de presión.
2.2.5. Extracción de Líquidos del Gas Natural: (16).
A menos que el gas tratado contenga altas concentraciones de componentes
inertes como nitrógeno y oxígeno, el poder calorífico del gas puede ser demasiado alto
debido a la fracción de C2+ presente. Las diversas tecnologías de extracción de líquidos
del gas natural buscan disminuir el poder calorífico del gas, obteniendo
simultáneamente productos de hidrocarburo líquidos de alto valor comercial.

31
La extracción del etano, propano, butanos y mas pesados permite obtener
componentes puros o combinados para ser vendidos como productos líquidos del gas
natural. El término LGN (Líquidos del Gas Natural), es el término general que aplica a
los líquidos recuperados del gas natural como tales, se refiere a etano y productos mas
pesados. El término GLP (Gas Licuado del Petróleo), describe la mezcla de
hidrocarburos en la cual los principales componentes son propano, iso y normal butano,
propeno y butenos. Normalmente las oleofinas no están presentes en el GLP.
La composición del gas tiene también un alto impacto sobre la factibilidad de
recobro de LGN y la selección del proceso de extracción. En general, los gases con
mayor cantidad de hidrocarburos licuables producen una mayor cantidad de productos y
en consecuencia mayores ingresos. Un gas más rico también implica mayor trabajo de
refrigeración, superficies más grandes de intercambio de calor y costos de inversión
más altos para una determinada eficiencia de recobro. Los gases más pobres
generalmente requieren condiciones de proceso más severas (temperaturas más
bajas), para alcanzar eficiencias de recobro altas.
Las razones adicionales para reducir la fracción de C2+ del gas natural son:
Acondicionamiento de Gas Combustible: el gas crudo utilizado como gas
combustible de compresores normalmente es demasiado rico y se emplean sistemas
simples para disminuir su poder calorífico removiendo los hidrocarburos mas pesados.
Control del Punto de Rocío: el control del punto de rocío se requiere cuando en las
tuberías de gas se restringe el contenido de líquidos debido a que el líquido reduce el
rendimiento del gas, causa golpes en la línea e interfiere con la medición del gas. El
control del punto de rocío es también necesario si se prevé una potencial condensación
en un proceso debido a una caída de presión o de temperatura, lo cual ocurre cuando el
gas se encuentra en la región de condensación retrograda

32
En algunos casos dentro de las plantas compresoras se instala un sistema para la
obtención de condensado de la descarga de algunas de las etapas de compresión.
Normalmente este condensado se obtiene mediante el proceso de absorción y
enfriamiento a bajas temperaturas. El gas seco obtenido es incorporado nuevamente al
proceso de compresión al cabezal de gas combustible.
2.2.5.1. Extracción de Líquidos del Gas Natural en Venezuela: (26)
La infraestructura actual para los procesos de extracción de líquidos del gas
natural en el país se dividen en dos áreas de operación: Oriente y Occidente.
Las plantas de extracción encontradas en Occidente son: Lamaproceso,
Lamarlíquido, Tía Juana II y III, Planta Tablazo I y II (LGN I y II) y la Planta Purificadora
de Etano (PPE).
Las plantas de extracción encontradas en el Oriente son: Santa Bárbara, Accro III
– SB, Jusepín, San Joaquín y Accro IV – SJ.
Las tecnologías utilizadas en Occidente para los procesos de extracción son
combinaciones de refrigeración por Turboexpansor, Válvulas Joule Thompson,
Refrigeración Mecánica y Absorción con gasolina pobre, a diferencia de Oriente que
utilizan las mismas tecnologías, menos la Absorción por gasolina pobre.
La selección de cada una de estas tecnologías se realizó basándose en las
necesidades de porcentaje de recuperación para cada planta, el año en que se
construyó cada una y los clientes o disposición de los productos finales.

33
Figura 3. Infraestructura Actual de Plantas de Extracción en Venezuela.
Fuente PDVSA (2012).
Tabla 2. Complejos de Compresión en Occidente (Lago de Maracaibo) que poseen
unidades de extracción de líquidos. Fuente: PDVSA (2012)
Complejo de Compresión
Planta de Extracción Proceso de Extracción GPM % Rec.
Propano
Complejo Lama Lama Proceso
Turboexpansión Convencional 3,87 85
Lamargas LamarLíquido Refrigeración Mecánica 2,35 65
PC TJ2 TJ2 Expansión
Refrigeración Mecánica. Absorción con Gasolina
Pobre 2,36 80
PC TJ3 TJ3 Expansión
Refrigeración Mecánica. Absorción con Gasolina
Pobre 2,84 82

34
Tabla 3. Plantas de Extracción de Líquidos en Tierra en Venezuela.
Fuente: PDVSA (2012)
Planta Proceso de Extracción GPM
LGN I Turboexpansión GSP 2,88
LGN II Turboexpansión Convencional 2,88
Jusepin Turboexpansión Convencional 4,59
San Joaquín Turboexpansión Convencional 2,52
Accro IV San Joaquín Turboexpansión sin Refrigeración Mecánica 2,52
Santa Bárbara Turboexpansión GSP 2,85
Accro III Santa Bárbara Turboexpansión sin Refrigeración Mecánica 2,12
2.2.5.2. Procesos de Extracción de Líquidos del Gas Natural: (22)
Las opciones más importantes disponibles para la extracción de LGN son la
refrigeración del gas de alimentación, absorción de hidrocarburos en un solvente y la
adsorción de hidrocarburos pesados con un desecante sólido. Estas tecnologías
pueden además combinarse para mejorar el recobro de hidrocarburos.
Las tecnologías de extracción de LGN a ser desarrolladas en este punto se
categorizan de la siguiente forma:
- Procesos basados en refrigeración:
• Refrigeración mecánica.
• Autorefrigeración.
• Turboexpasión.
- Otros procesos:
• Absorción con aceite pobre.
• Adsorción con lecho sólido.

35
2.2.5.2.1. Procesos basados en refrigeración: (18)
Los procesos de refrigeración son usados a muy diferentes niveles de temperatura
para condensar o enfriar gases, vapor o líquidos.
Al analizar el comportamiento de fase del gas natural como función de la presión y
la temperatura, en la figura 2.4 se observa que cualquier enfriamiento fuera de la zona
de condensación retrógrada inducirá condensación y generará LGN. Algunas plantas
operan a presiones de entrada por encima del punto crítico y revaporizan LGN cuando
la temperatura cae debajo de la temperatura retrógrada.
Figura 4. Diagrama termodinámico seguido por el Gas Natural en diferentes tecnologías
de recobro de LGN. Fuente Mokhatab (2006).
a.- Refrigeración Mecánica:

36
El proceso más simple y más directo para recobro de LGN es la refrigeración
mecánica o refrigeración externa. Es un proceso de naturaleza cíclica donde el fluido
refrigerante recoge calor del sistema que se desea enfriar para disiparlo en el medio
ambiente o en otro sistema que actúa como sumidero de calor. Una vez disipado el
calor recogido por el fluido refrigerante, este retorna al sistema para reiniciar el ciclo.
(26)
Como se muestra en la figura 5 el intercambiador de calor gas-gas recobra
refrigeración adicional al pasar el gas que sale del separador frío, en contracorriente a
la entrada de gas caliente. La temperatura de la corriente de gas frío que sale de este
intercambiador se aproxima a la temperatura de la corriente de alimentación.
Económicamente esta aproximación puede ser de hasta 5°F. El chiller es típicamente
una unidad de tubo carcaza tipo kettle, donde el gas de proceso fluye dentro de los
tubos y cede su energía al líquido refrigerante que rodea los tubos. El refrigerante se
evapora y sale del espacio de vapor del chiller como vapor saturado. (22)
Figura 5. Diagrama de Flujo de un Proceso de Refrigeración Mecánica. Fuente: Mokhatab (2006).

37
Un ciclo típico de refrigeración mecánica analizando el comportamiento del
refrigerante, se muestra en la figura 5, donde el fluido refrigerante como líquido a baja
temperatura, se evapora la absorber calor del gas a ser refrigerado, que circula por el
interior de los tubos del evaporador. (26)
El fluido refrigerante vaporizado, pero aún frío, abandona el evaporador para ser
succionado por un compresor, dentro de éste equipo la presión del fluido refrigerante
experimenta un incremento de presión, al igual que su temperatura. (26)
Ya como vapor sobrecalentado, el refrigerante abandona el compresor para ser
enfriado en el condensador, donde el fluido en forma de vapor cede su calor latente al
medio ambiente, pasando a fase líquida. Al salir del condensador, el refrigerante pasa a
un tanque acumulador que actúa como elemento compensador de cualquier fluctuación
de flujo. (26)
Desde el tanque acumulador el refrigerante líquido a temperatura un poco mayor a
la ambiental y a la presión de descarga del compresor, pasa a un intercambiador de
calor (economizador), donde es enfriado por el vapor refrigerante frío que abandona el
evaporador. (26)
Este intercambio de calor favorece ambas corrientes ya que el refrigerante líquido
y relativamente caliente es pre-enfriado, incrementándose de ésta forma su futuro
efecto de enfriamiento. La corriente de gas se beneficia al calentarse ya que se
vaporiza cualquier traza de líquido en suspensión que podría ocasionar daños
mecánicos al compresor. (26)
La corriente de refrigerante líquido pre-enfriado se expande a través de una
válvula automática reduciéndose bruscamente su presión y temperatura hasta los
niveles imperantes en el evaporador. (26)

38
Durante la expansión solo una pequeña fracción del refrigerante líquido se
vaporiza, la fracción líquida restante se vaporiza a su vez al recoger calor de la
corriente de gas a refrigerar completándose de esta forma el ciclo de refrigeración. (26)
Un sistema de refrigeración está compuesto por los siguientes equipos: (26)
Turbina acoplada al compresor refrigerante.
Condensadores o enfriadores en la descarga del compresor.
Depósito de propano.
Acumuladores de producto que forman la succión del compresor en cada una de
sus etapas.
Chiller o enfriador de propano.
Válvulas controladoras de nivel y de presión.
Líneas de distribución.
Figura 6. Sistema de Refrigeración Mecánica de una Etapa.
Fuente: Kidney y Parrish (2006).
Un proceso de refrigeración mecánica es adoptado cuando se esperan cantidades
considerables de condensados. Este proceso puede también llevar al recobro de GLP,

39
donde para un recobro superior al 90%, un simple sistema de refrigeración con
propano provee temperaturas de -40°F. (22)
Por ser el fluido refrigerante el medio de transporte del calor a remover para
mantener la operación de enfriamiento, su naturaleza y características al igual que su
disponibilidad son factores de suma importancia en la selección del fluido refrigerante a
usar en cada caso. En la práctica, el propano, el etileno, el metano y los freones son los
fluidos refrigerantes mas comúnmente utilizados por la industria en plantas de
refrigeración mecánica. (26)
El propano es por muchas ventajas el refrigerante más popular en las aplicaciones
de procesamiento de gas. Está ampliamente disponible, no es costoso y tiene una
“buena” curva de presión de vapor. Es inflamable pero este no es un problema
significativo si se dan las condiciones apropiadas en el diseño y las facilidades de
operación. (22)
Una alternativa en los procesos de refrigeración mecánica es el uso de una
mezcla de refrigerantes, que consiste en la mezcla de dos o más componentes. Los
componentes ligeros con temperatura de evaporación más baja y componentes mas
pesados que permiten la condensación a temperatura ambiente. El proceso de
evaporación toma lugar dentro de un rango de temperatura y no a una temperatura
constante como ocurre con un refrigerante puro. La mezcla de refrigerantes es
combinada tal que su curva de evaporación corresponde con la curva de enfriamiento
del fluido de proceso. Los refrigerantes mezclados tienen la ventaja de una mejor
eficiencia térmica ya que la refrigeración es siempre proporcionada la temperatura mas
alta posible. (22)
b.- Expansión Joule Thomson o autorefrigeración: (8)
El concepto general del uso del efecto Joule Thomson (J-T) para recuperar
líquidos consiste en enfriar el gas por expansión a través de una válvula J-T, en la que

40
se pueden alcanzar temperaturas criogénicas que permitan obtener altas eficiencias en
la extracción, cuando se tiene un apropiado intercambio de calor y una gran presión
diferencial a través de la válvula.
En el proceso Joule Thomson el gas debe estar a una alta presión de entrada
(presiones superiores a los 1000 psia son típicas en este proceso). El gas primero debe
ser secado, para garantizar que no entre agua a la parte fría del proceso. Generalmente
de usa un tamiz molecular o alúmina para el secado (a). Después del secado el gas es
enfriado por intercambio de calor con los intercambiadores del demetanizador y en
algunos casos con el líquido producido del separador frío (b). Después del enfriamiento,
el gas es expandido a través de la válvula J-T y enviado al separador frío (c). El líquido
de este separador es la alimentación a la demetanizadora (d).
La clave en este proceso es la fuerza para manejar la presión en la válvula J-T y la
cantidad de superficie de intercambio de calor incluida en los intercambiadores de calor
de la planta. El proceso puede operar en un amplio rango de condiciones del gas de
alimentación y es muy simple por lo que a menudo se manejan como plantas
desatendidas o parcialmente atendidas.
La expansión J-T es un buen proceso si el objetivo es recuperar etano o mas
propano que el que se obtiene por refrigeración mecánica. Este proceso es
particularmente aplicable para volúmenes de gas pequeños desde 5 a 10MMPCED y es
también atractivo si la presión del gas de entrada es muy alta. (22)

41
Figura 7. Proceso de Expansión J-T. Fuente: GPSA (2004).
c.-. Refrigeración por Expansión o Turboexpasión:
El proceso de enfriamiento de gas por expansión consiste en reducir la presión de
la corriente de gas haciendo que este fluya a través de un turboexpansor, con lo que
además de reducir la temperatura de la corriente de gas, se obtiene un trabajo, el cual
queda disponible en el eje de salida del expansor. Este trabajo puede ser utilizado para
accionar una bomba, un generador o un compresor. Este tipo de expansión recibe el
nombre de isentrópica debido a que el fluido conserva el valor de su entropía unitaria
durante la reducción de presión. (8)
El gas de entrada se enfría primero en un intercambiador gas/gas de alta
temperatura y luego en un enfriador con propano (chiller) (a). La alimentación de gas
parcialmente condensado se envía a un separador (b). El gas se enfría aún más en el
intercambiador gas/gas de baja temperatura y alimenta a un segundo separador frío (c).
El gas del separador frío se expande a través de la turbina hasta la presión de la
demetanizadora, que generalmente varía entre 100 y 400 psia (d). (8)

42
El turboexpansor produce simultáneamente enfriamiento, condensación del gas, y
trabajo útil que puede utilizarse para recomprimir el gas de salida. Generalmente entre
el 10 y el 15% del gas alimentado se condensa en el separador frío, a temperaturas
entre -15y 0 ºC. La turbina disminuye la presión del gas de entrada (generalmente 600 a
900 psia) hasta la presión de la demetanizadora. La temperatura típica del gas que
ingresa a la demetanizadora es -55 a -65 ºC, lo suficientemente baja como para que
una parte importante del etano se encuentre licuado. (8)
Debido a que la salida del turboexpansor es un flujo bifásico, el líquido producido
en este sirve como reflujo en la columna demetanizadora. El producto de fondo puede
ser fraccionado luego para producir corrientes de etano, propano, butanos, y gasolina
natural. La temperatura de fondo del producto se encuentra frecuentemente por debajo
de la temperatura ambiente, entonces el gas de alimentación puede utilizarse como
medio de transferencia de calor en el rehervidor. Esto representa mayor refrigeración de
la alimentación y origina rendimientos más altos de recuperación de etano,
generalmente 80%. El producto de cabeza de la demetanizadora, luego de intercambiar
calor con el gas de entrada, se recomprime a la presión de gasoducto y se vende como
gas residual. (8)
Este proceso puede ser aplicado sólo si la presión del gas después de la
expansión es suficientemente alta para condensar los componentes mas pesados.
Adicionalmente, si el contenido de LGN en el gas es relativamente bajo (menos de 2.5 a
3 GPM) la auto-refrigeración normalmente satisface. Sin embargo, para alimentaciones
moderadamente ricas (> 3 GPM), la refrigeración mecánica debe ser considerada para
obtener alto recobro de etano más económicamente. (22)

43
Figura 8. Proceso de Turboexpansión Convencional. Fuente: GPSA (2004).
2.2.5.2.2. Otros procesos:
Los procesos sin refrigeración no han típicamente la opción preferida luego del
desarrollo del proceso de turboexpansión en los años 80, sin embargo estos procesos
deben ser considerados en la etapa de diseño conceptual del proyecto porque podrían
resultar cono la solución óptima para ciertas aplicaciones. (22)
a.- Absorción con aceite pobre: (16)
Las primeras plantas de procesamiento de gas usaban aceite pobre para extraer
LGN del gas natural, y este proceso es aun usado en algunas plantas de extracción. A
fin de mejorar el recobro se añadió refrigeración externa para enfriar el gas de
alimentación y el aceite pobre. El proceso involucra tres etapas:
Absorción: En un absorbedor se pone en contacto aceite pobre con el gas natural
para absorber etano y mas pesados,

44
Estabilización: El demetanizador de aceite rico separa metano y los componentes
mas livianos del aceite rico.
Separación: El despojador separa los componentes de LGN recuperados como
producto del aceite rico, y el aceite pobre es enviado de nuevo al absorbedor.
El líquido que abandona el fondo de esta torre es llamado aceite rico, debido a que
es rico en los productos líquidos del gas natural; mientras que el gas residual, es aquel
que resulta de haberle extraído todos los líquidos al gas de alimentación. El aceite rico
se dirige a una torre desetanizadora y su función es separar el etano y demás
fracciones livianas que se hayan absorbido en el aceite, con la finalidad de acondicionar
los productos líquidos, permitiendo así que entren en especificación.
Si no se usa refrigeración mecánica, y asumiendo que el absorbedor funciona a
100°F, mas el 75% de los butanos y esencialmente toda la fracción de propano y mas
pesados son recuperadas. Con la refrigeración con propano, normalmente se recupera
mas del 97% del propano y 50% del etano. La refrigeración del gas de entrada y el
aceite pobre, junto al calentamiento en el despojador y el demetaizador de aceite rico
son los elementos clave en un sistema de aceite pobre eficiente.
Las plantas de absorción de aceite pobre no son tan populares como lo fueron y
rara vez o nunca son construidas. Son costosas y mas complejas de operar y es difícil
predecir su eficiencia de remoción de líquidos del gas cuando el aceite pobre se
deteriora con el tiempo.

45
Figura 9. Proceso Absorción de Aceite Pobre Refrigerado.
Fuente: Kidney y Parrish (2006).
b.- Adsorción en lecho sólido: (22)
Este método usa adsorbentes que tienen la capacidad de adsorber hidrocarburos
pesados del gas natural. El adsorbente puede ser sílica gel o carbón activado. Es
notorio que el diseño de un sistema de remoción de hidrocarburos pesados basado en
un adsorbente es mas complicado que el de un sistema basado en agua. Por ejemplo,
diferentes grados de adsorbente pueden ser requeridos y el sistema puede también ser
diseñado para ajustar la adsorción de mas de un componente.
El proceso es continuo respecto al gas pero cíclico respecto al lecho absorbente
porque este último debe ser regenerado cuando esta saturado con condensado. La
regeneración se logra haciendo pasar gas de reciclo calentado a través del lecho. El
condensado es removido del gas de regeneración por enfriamiento, condensación y
separación de fases. Para recobrar una gran fracción de los hidrocarburos mientras se
limita el volumen de adsorbente, es preferible usar un tiempo de ciclo relativamente

46
corto, alrededor de una hora. En la práctica, el tiempo de este ciclo puede variar dentro
de un intervalo bastante amplio de entre 20 minutos y varias horas dependiendo de
cuanto hidrocarburo rico tiene el gas.
Este es apropiado para concentraciones relativamente bajas de hidrocarburos
pesados. Puede también ser apropiado si el gas esta a alta presión, cerca del
cricondenbárico. En este caso, el proceso de refrigeración llega a ser inefectivo y la
separación por adsorción puede ofrecer la única vía para obtener las especificaciones
requeridas.
El diagrama de proceso de un sistema de adsorción para remover hidrocarburos
se muestra en la figura 10.
Figura 10. Esquemático de una planta de Adsorción con Lecho Sólido.
Fuente: Mokhatab (2006).

47
Los procesos de adsorción son fáciles de arrancar y operar a alto rechazo
(cambios en el rendimiento) y son útiles para operación “On-Off” y operación variable.
Sin embargo, los lechos de adsorción son pesados y costosos. Este proceso no en
usado con frecuencia pero puede ser considerado en aplicaciones especiales, tales
como control de punto de rocío en locaciones remotas.
2.2.5.3. Selección del Proceso de Extracción de Líquidos del Gas Natural.
Todos los procesos descritos para la extracción de líquidos del gas natural a partir
de una corriente de hidrocarburos gaseosa tienen diferentes características de diseño y
criterios de eficiencia óptima. La comparación de varios procesos es posible sólo bajo
un grupo específico de criterios, los cuales incluyen condiciones de entrada tales como
composición y presión del gas de alimentación; condiciones aguas abajo tales como el
nivel de recobro de LGN deseado, especificación de producto, presión del gas de
residuo y sobre todo condiciones tales como condiciones ambientales, disponibilidad de
facilidades, ubicación de la planta y condiciones del mercado. (22)
Las siguientes guías han sido sugeridas para la selección de un proceso de
recobro de LGN: (17 y 22).
1.- En caso de presión suficientemente alta, el proceso de autorefrigeración
requiere la inversión de capital más baja. Sin embargo, si la presión diferencial entre el
gas de alimentación y el gas tratado es insuficiente, se requiere compresión adicional.
2.- Cuando la presión del gas de alimentación esta cerca de la presión del gas
tratado, a través de un gran rango de caída de presión, puede resultar mas económico
emplear un proceso de turboexpansión.
3.- Cuando la presión del gas de alimentación está claramente por debajo de la
presión requerida en la línea, es usualmente mas económico aplicar refrigeración
mecánica con compresión adicional para remover los hidrocarburos pesado en lugar de

48
compresión seguida por autorefrigeración. Esto es debido al hecho que los
compresores son equipos de capital intensivo.
4.- Cuando la presión del gas de alimentación es mas baja que la requerida en la
tubería, la adsorción con lechos sólidos parece una buena opción, ya que es un
proceso rápido para poner en marcha y es robusto contra los cambios en la
composición y flujo del gas de alimentación. Los procesos de lechos sólidos
generalmente son prácticos solo para gases que tienen pequeñas cantidades de
hidrocarburos pesados. Los gases mas ricos requieren refrigeración.
2.2.6. Simuladores de Procesos:
Los paquetes de simulación permiten realizar una evaluación rápida y confiable de
diversos procesos, proporcionando información útil para el diseño, así como para el
estimado de costos de equipos y servicios. El uso de simuladores hace posible analizar
y optimizar la secuencia operacional de los elementos que componen el proceso,
localizar restricciones y predecir el comportamiento de plantas existentes sometidas a
variaciones en las condiciones de operación, proporcionando suficiente información
para planificar una mejor operación.(36)
Los cálculos de los simuladores de procesos se basan en modelos
termodinámicos que relacionan entre sí las variables de proceso, tales como: presión,
temperatura, composición, flujo, carga térmica, etc. Los modelos termodinámicos
fundamentales de un simulador de proceso son las ecuaciones de estado, entre las
más usadas en la industria del gas natural se encuentran: Soave- Redlich- Kwong
(SRK), Peng-Robinson (PR) y Benedict-Webb-Rukin-Starling (BWRS). (36)
2.5.1. Ecuaciones de Estado. (3)
En física y termodinámica, una ecuación de estado es una ecuación que describe
el estado de la materia en unas condiciones físicas determinadas. Determina una

49
relación matemática entre dos o más funciones de estado asociadas con la materia,
como la temperatura, la presión, el volumen o la energía interna. Las ecuaciones de
estado son útiles para describir las propiedades de los fluidos, mezclas, sólidos o
incluso del interior de las estrellas.
El uso más importante de una ecuación de estado es para predecir el estado de
gases y líquidos. Una de las ecuaciones de estado más simples para este propósito es
la ecuación de estado del gas ideal, que es aproximada al comportamiento de los gases
a bajas presiones y altas temperaturas. Sin embargo, esta ecuación pierde mucha
exactitud a altas presiones y bajas temperaturas, y no es capaz de predecir la
condensación de gas en líquido. Por ello, existe una serie de ecuaciones de estado más
precisas para gases y líquidos. Entre las ecuaciones de estado más empleadas
sobresalen las cúbicas. De ellas las más conocidas y utilizadas son las de Peng-
Robinson (PR) y la de Soave-Redlich-Kvvong (SRK). Hasta ahora no se ha encontrado
ninguna ecuación de estado que prediga correctamente el comportamiento de todas las
sustancias en todas las condiciones.
Una ecuación de estado es una expresión analítica que relaciona presión,
volumen y temperatura. Las ecuaciones de estado tienen parámetros ajustables que
pueden ser determinados para cada componente concordando con los datos
experimentales. Se utilizaron regla de mezclas de cada parámetro requerido para el
cálculo de propiedades de una mezcla. Todas las propiedades termodinámicas,
incluyendo el valor de K, entalpía, y entropía, pueden ser calculadas a partir de una
ecuación de estado y de reglas asociadas.
En años recientes, se han alcanzado avances significativos en la predicción de las
correlaciones PVT (Presión – Volumen - Temperatura) y otras propiedades
termodinámicas usando ecuaciones de estado (EOS). El trabajo pionero de Georgio
Soave (1972) extendió el uso de la ecuación de Redlich - Kwong (1949) y el factor
acéntrico de Pitzer en (3.961) para componentes individuales y posteriormente, se
unieron otros investigadores en el desarrollo de ecuaciones de estado como Peng y

50
Robinson (1976). Estas ecuaciones han sufrido modificaciones, mejorando la predicción
del comportamiento de las mezclas en presencia de H2S, C02, H20 y así como también
la formación de hídratos. La aplicación de las ecuaciones de estado en la predicción del
comportamiento PVT es lo suficientemente compleja que no pueden ser aplicadas sin
en uso de computadores. En la siguiente tabla se resumen algunas de estas
ecuaciones disponibles en paquetes de simulación comerciales aplicadas; en cálculos
de plantas de procesamiento de mezcla de gases. (3)
Tabla 4. Ecuaciones de estado utilizadas para el cálculo de propiedades
termodinámicas en plantas de procesamiento de gas.
Fuente: Campbell (1994).
Ecuación de Estado Aplicación
Grayson-Streed versión de Chao-Seader
Usado para la simulación de refinería, especialmente cuando hay presencia de H2, buenos resultados a moderadas presiones. Temperatura ambiente y mayores
Soave-Redlich-Kwong (SRK) Usado para hidrocarburos livianos y procesamiento de gas natural a altas presiones y bajas temperaturas. Puede manejar moderadas cantidades de CO2, H2S y H2
Peng- Robinson (PR) Similar a SRK. Utilizado en gases con CO2 y H2S. Predice hidratos y punto de congelamiento del CO2
Benedict - Webb - Rubin - Starling (BWRS)
Superior a SRK y PR. Limitado a componentes de C1 a C11, N2, CO2 y H2S
2.5.2. Selección del Sistema Termodinámico:
En la figura 11 se muestra una guía para la selección del modelo termodinámico
para sistemas de hidrocarburos. Según las características del gas de entrada a la
planta y debido a la ausencia de hidrógeno en la corriente de alimentación y presencia
de C5 y más pesados, las ecuaciones que se pueden emplear son: Peng-Robinson
(PR), Soave Redlich Kwong (SRK), Benedict Webb Rubein Starling Twu (BRWST) y
Lee Kesler Plocker (LKP).(36)

51
Figura 11. Guía para la Selección de Métodos Termodinámicos para Sistemas de
Hidrocarburos. Fuente: Rebolledo y Macías ( 2007).
En la tabla 5 se muestra un rango de operación de las ecuaciones y se observa
que PR y SRK presentan el mismo rango de operación. (36)
Tabla 5. Rango de Operación de los Modelos Matemáticos.
Fuente: Rebolledo y Macías (2007).
Método Rango de Temperatura (°F) Rango de Presión (psia)
PR/SRK -460 a 1200 0 a 5000 LPK -460 a 600 0 a 2000

52
Método Rango de Temperatura (°F) Rango de Presión (psia)
GS 0 a 800 0 a 3000
BWRST -460 a 200 0 a 2000 BK10 100 a 200 0 a 100
Entre las múltiples aplicaciones que tienen los simuladores de proceso, las más
relevantes son: (36)
• Diseño de procesos:
La simulación de procesos puede utilizarse para el diseño de nuevas plantas,
establecer las condiciones de operación a la cual trabajará un determinado equipo,
estudiar el efecto de nuevas alimentaciones al proceso. etc.
• Readaptación (Revamping):
La simulación de procesos ayuda a examinar el comportamiento de equipos
existentes que estarían sometidos a condiciones de operación distintas para las que
fueron diseñados. También, permite encontrar usos nuevos para los equipos a
modificar y evaluar opciones para la optimización de un proceso existente.
• Operación:
La simulación de procesos permite predecir el comportamiento de plantas en
operaciones, cuando se producen cambios en variables del proceso, como por ejemplo:
nuevas alimentaciones, cambios en especificaciones en los productos o en las
condiciones de operación. Permite optimizar la utilización de la energía y detectar
restricciones en el proceso que pueden afectar su eficiencia.

53
2.2.6.1. Descripción del Simulador PRO II. (35)
El ProII/Provision es un programa de simulación de procesos que predice el
comportamiento de los diferentes equipos y propiedades de las corrientes luego de
establecerse el estado estable en el sistema.
Dentro de los diversos procesos que PROII/Provision tiene la capacidad de
simular se encuentran la compresión de gas natural, extracción de líquidos,
endulzamiento y deshidratación de gas natural, fraccionamiento, entre otros.
Este programa soporta dos interfaces básicas; la primera se caracteriza por la
definición de las instrucciones a la computadora por medio de un lenguaje de
programación específico. La otra interfase, es completamente gráfica (bajo ambiente
Windows), en la cual la definición del proceso se realiza por medio de diversos menús.
Básicamente la interfase gráfica realiza una traducción de un dibujo al programa para
realizar la simulación. Durante una simulación el programa analiza cada equipo por
separado, estudiando las corrientes de entrada y salidas, resolviendo balances de masa
y energía mediante la resolución de sistemas de ecuaciones.
2.2.7. Evaluación Económica de Proyectos de Inversión. (20)
La evaluación económica permite la determinación de la rentabilidad de un
proyecto, mediante uno o más indicadores, a fin de facilitar el proceso de toma de
decisiones. El resultado del o los indicadores se usa como criterio de decisión. Entre los
indicadores más utilizados se tienen el Valor Presente Neto (VPN), la Tasa Interna de
Retorno o de Rendimiento (TIR) y la Eficiencia de Inversión (EI).
En PDVSA los proyectos que no son generadores directos de ingresos, es decir,
proyectos que no representen la inversión directa necesaria para hacer producir al pozo
(inversión en perforación y tendido de líneas de flujo), se realizan bajo la modalidad de
evaluación económica de Menor Costo. La evaluación se realiza de esa forma para no

54
duplicar en el sistema de evaluaciones de la empresa la producción que se asocia a los
proyectos de perforación de pozos.
La evaluación económica por menor costo constituye una herramienta útil para
comparar alternativas relacionadas con proyectos no generadores directos de ingreso
(proyectos no ligados directamente a producción del pozo), tales como:
• Situación Actual vs. Propuesta (Reemplazo, Invertir, Generar Ahorros,
etc.). Existe una situación actual y una nueva situación propuesta y el objetivo del
análisis es determinar si la propuesta es verdaderamente más conveniente que la
actual, en el sentido de generar ahorros.
• Selección entre dos o más nuevas opciones. Se trata de comparar una
opción con otra, con el objetivo de determinar cuál es la más conveniente (menos
costosa) desde un punto de vista económico.
Como caso base, ambos proyectos deben estar homologados en tiempo y
condiciones de servicio. En el caso que alguno de los proyectos considere conceptos
intangibles o probabilísticos, la evaluación de menor costo se deberá manejar como una
evaluación costo-riesgo-beneficio. La decisión de este tipo de análisis se toma sobre el
flujo de caja diferencial.
En este tipo de evaluación resulta ganadora la opción que presente el Valor
Presente Neto (VPN) menos negativo entre todas las opciones consideradas.
2.2.7. Matriz de Selección de Opciones. (20)
Una matriz de selección de opciones o matriz de decisiones, es un instrumento de
apoyo al proceso de elaboración y selección de las estrategias, que sirve para evaluar y
priorizar una lista de opciones estratégicas, es decir, para asignar un valor a cada una

55
de ellas y luego decidir su importancia relativa y, en consecuencia, disponer de un
esquema cuantitativo para la toma de decisión final.
La gran ventaja de este tipo de matriz de es que permite tomar decisiones de
manera objetiva, basadas en un sistema de valoración, en vez de confiar únicamente
en la intuición o la visión subjetiva de una persona o de los integrantes de un grupo.
Para aplicar la matriz de decisión el primer paso consiste en seleccionar el
conjunto de criterios con los que se evaluarán las opciones estratégicas planteadas.
Esos criterios podrían ser, según sea el caso que se esté analizando, por ejemplo,
efectividad en el logro del objetivo, viabilidad, costo, tiempo requerido, retorno de la
inversión, etc. Todo dependerá del problema o situación que se esté analizando. El
siguiente paso consiste en asignar un valor de ponderación a cada criterio.
Los pasos para la elaboración de una matriz de selección de opciones son los que
se mencionan a continuación:
• Se listan las opciones de decisión.
• Se listan los factores importantes a tomar en cuenta.
• Se construye la matriz con las opciones como encabezado de fila y los
factores como encabezados de columna.
• Asignar un valor a cada factor de acuerdo a su importancia relativa para la
decisión.
• Se revisa cada celda de la matriz asignando la puntuación de la opción con
relación al factor.
• Se multiplican las puntuaciones por los pesos relativos de cada opción, así
se obtiene el valor ponderado.
• Se suman los valores ponderados para cada opción.
• La opción que obtiene el valor mayor es la más conveniente.
Tabla 6. Ejemplo de una matriz de selección de opciones.
Fuente: Medina (2011).

56
2.3. Definición de Términos Básicos
Alternativas: Varias de las soluciones con las que un diseñador concebirá o se
tropezará durante la valuación, formulación, y análisis del problema. Así mismo, en el
lenguaje corriente y dentro de la teoría de decisión, una alternativa es una de al menos
dos cosas (objetos abstractos o reales) o acciones que pueden ser elegidas. (20)
Análisis económico de opciones: Viene a definir la rentabilidad de un proyecto y
para ello se utilizan fundamentalmente la tasa interna de retorno (TIR) y el valor
presente neto (VPN), el cual considera un costo de capital o tasa de descuento (TMAR),
y ambas técnicas suponen que las ganancias se reinvierten en su totalidad y que al
reinvertirse ganan la misma tasa de descuento a la cual fueron calculadas. (20)
Análisis técnico de opciones: Se refiere a la viabilidad técnica o eficiencia técnica:
identificar productos, demanda, mercados, estudios de optimización, prefactibilidad
técnica, ingeniería del proyecto. Tiene como objetivo determinar la función de
producción óptima para la utilización eficiente de los recursos disponibles para la
fabricación de los bienes o prestación de servicios que se desean. (20)
Cromatografía: Es una técnica para separar una mezcla en componentes
individuales por adsorción y desorción repetida sobre un lecho solido confinado. Es
usado para el análisis de gas natural y LGN. (16)

57
Deetanizadora: Es un equipo que separa etano, con o sin componentes ligeros,
como producto de tope de una mezcla de hidrocarburos y deja un producto de fondo
esencialmente libre de etano. (16)
Eficiencia de la Inversión (EI): Mide el retorno en valor del año base por cada
unidad monetaria invertida. (20)
Gas Asociado: Gas natural el cual se superpone y esta en contacto con el crudo
dentro del yacimiento, donde las condiciones son tales que la producción de gas
asociado no afecta sustancialmente el recobro de crudo en el reservorio. (16)
Gas Licuado del Petróleo: (GLP o LPG liquefied petroleum gas) Producto del gas
natural que contiene primordialmente propano y butano, con cantidades mínimas de
etano. (16)
Gas Lift: (o levantamiento artificial por gas) Es un método para traer crudo o agua
a la superficie inyectando gas dentro del pozo productor. (16)
Gas Natural Licuado: (GNL o LNG liquefied natural gas) Porción de hidrocarburos
ligeros del gas natural, predominantemente metano, que ha sido licuado. (16)
Gas Pobre: Gas residual que queda después del recobro de líquidos del gas
natural en una planta de procesamiento de gas. También es el gas no procesado que
contiene poco o ningún líquido de gas natural recuperable. (16)
Gas Rico: Un gas que es apropiado como alimentación de una planta de
procesamiento de gas y del cual pueden ser extraídos productos. (16)

58
Líquidos del Gas Natural: (LGN o NGL natural gas liquids) hidrocarburos licuados
en la superficie en la facilidades de campo o en plantas de procesamiento de gas. Los
líquidos del gas natural incluyen propano, butanos y gasolina natural. (16)
Separador: Cilindro de acero que por lo general se utiliza para disgregar la mezcla
de hidrocarburos en sus componentes básicos, petróleo y gas. Adicionalmente, el
recipiente permite aislar los hidrocarburos de otros componentes indeseables como la
arena y el agua. (20)
Tecnología: Se describe la tecnología de tres maneras: en primer lugar se
establece tecnología como “el medio para llevar a cabo una tarea, incluye lo que es
necesario para convertir recursos en productos o servicios”. En segundo lugar, se
afirma que “incluye el conocimiento y los recursos que se requieren para lograr un
objetivo”. Y se concluye diciendo que “es el cuerpo del conocimiento científico y de
ingeniería que puede aplicarse en el diseño de productos y/o procesos o en la
búsqueda de nuevo conocimiento”. (20)
Valor Presente Neto (VPN): El VPN consiste en calcular el valor actual de todos
los movimientos de efectivo que suceden en el flujo de caja. Este indicador es, por
tanto, absoluto y ofrece en términos reales la magnitud del excedente, que se genera
como consecuencia del proyecto. (20)

CAPÍTULO III
MARCO METODOLÓGICO
Según Balestrini (2007), el fin esencial del Marco Metodológico, es el de situar en
el lenguaje de investigación, los métodos e instrumentos que se emplearon en la
investigación planteada, […]. De esta manera se proporcionará al lector una
información detallada acerca de cómo se realizó la investigación. (2)
En función de los objetivos específicos planteados al inicio de la investigación, en
éste capítulo se presenta el tipo de investigación, las técnicas de recolección de la
información, la población y muestra en estudio y la descripción del procedimiento
requerido para la elaboración y desarrollo de los objetivos planteados.
3.1. Tipo de Investigación
El problema en estudio se desarrolló utilizando el tipo de investigación proyectiva.
Es proyectiva porque consiste en la elaboración de una propuesta como solución a un
problema o necesidad de tipo práctico a partir de un diagnóstico preciso de las
necesidades del momento y las tendencias futuras.
Una investigación de tipo proyectiva conduce a inventos, programas, diseños o
creaciones dirigidas a cubrir una determinada necesidad y basadas en conocimientos
anteriores. (10)
3.2. Diseño de la Investigación
El diseño de la investigación orienta al investigador en las actividades que debe
llevar a cabo para alcanzar sus objetivos de estudio debido a que representa el plan o
estrategia previsto a fin de obtener la información deseada.(9)

60
Conforme al método empleado, ésta investigación se cataloga del tipo de diseño
bibliográfico, debido a que se requirió de gran cantidad de información proveniente de
fuentes documentales, como libros, trabajos de grado realizados previamente, informes
técnicos, manuales de equipos, entre otros para la definición del problema, la selección
y estudio de las opciones. El diseño bibliográfico se presenta cuando “los datos a
emplear han sido ya recolectados en otras investigaciones y son conocidos mediante
los informes correspondientes […], porque han sido obtenidos por otros y nos llegan
elaborados y procesados de acuerdo con los fines de quienes inicialmente los
obtuvieron y manipularon”. (10)
3.3. Población y Muestra
La población y muestra utilizadas para la investigación están conformadas por el
Complejo de Compresión Lagogas Norte, debido a que entre una planta compresora y
otras en Occidente los niveles de presión y el flujo de gas varían considerablemente por
lo cual los resultados obtenidos de este estudio no pueden hacerse extensivos al resto
de las plantas.
3.4. Técnicas de Recolección de Datos
En este punto se describirán las técnicas de recolección de datos utilizadas para
alcanzar los objetivos de la presente investigación. El tipo de investigación determinó
las técnicas a utilizar y cada técnica estableció sus herramientas, instrumentos o
medios empleados.
3.4.1. Recolección de Datos Secundarios:
La técnica de recolección de datos secundarios utilizada fue la observación
documental o bibliográfica.

61
El material consultado fue:
• Textos bibliográficos: tales como la tercera edición del libro Gas Conditioning &
Processing de Jhon Campbell, Gas Production Operations. Oil & Gas de H Dale
Beggs, la edición 2004 del Engineering Data Book emitido por la Gas Processors
Supliers Association. Otros textos bibliográficos consultados fueron Fundamentals
of Natural Gas Processing por Arthur Kidnay y William Parrish y Natural
Processing Principles and Technology de A. H. Younger.
• Informes técnicos de PDVSA tales como: Operaciones de Plantas de Extracción
de Productos de Gas Natural y Programa de Gas del CIED.
• Páginas web tales como www.ortloff.com, www.processengr.com,
www.digitalrefining.com.
• Trabajos de Pre y Post Grado presentados ante La Universidad del Zulia y la
Universidad de Oriente.
• Manuales de Diseño de PDVSA.
• Registros de Operación del Complejo Lagogas Norte.
• Manual de Operación del Complejo Lagogas Norte.
• Diagramas de Tubería e Instrumentación del Complejo Lagogas Norte.
3.5. Procedimiento Empleado
3.5.1 Descripción de las Características Técnicas y Operacionales del Complejo de
Compresión Lagogas Norte.
Se recopiló información de las condiciones de operación del Complejo Lagogas
Norte, así como de los equipos existentes y procesos que allí se desarrollan. Para ello
se realizó una tabla resumen identificando los equipos principales y condiciones de
presión y temperatura que integran los módulos de compresión C1 y C2.
La información fue suministrada por la Gerencia de Plantas de Gas Maracaibo,
custodio de Lagogas Norte. En la tabla 6 se muestra la información recopilada:

62
Tabla 7. Condiciones de Operación y Descripción de los Equipos del Complejo Lagogas
Norte. Fuente: Alvarado (2014)
Equipos Características
Depurador 1era etapa de los módulos C1 y C2 (V1-C1 y V1-C2)
Tipo: Separador Bifásico Geometría: Cilindro vertical ∆P: 2 psi Temperatura estimada: 90°F
Compresor 1era etapa de los módulos C1 y C2 (C1-C1 y C1-C2)
Presión de entrada: 64.7 psia Velocidad de referencia:4536 rpm Velocidad de operación:4574 rpm Curva de Cabezal Politrópico: según curvas de operación del fabricante. Eficiencia Politrópica: según curvas de operación del fabricante. Post enfriamiento: Tsalida: 120°F y ∆P: 5 psi
Depurador 2da etapa de los módulos C1 y C2
Tipo: Separador Bifásico Geometría: Cilindro vertical ∆P: 2 psi
Compresor 2da etapa de los módulos C1 y C2
Presión de entrada: 394.7 psia Velocidad de referencia: 9627.3 rpm Velocidad de operación: 9708 rpm Curva de Cabezal Politrópico: según curvas operación del fabricante. Eficiencia Politrópica: según curvas de operación del fabricante. Post enfriamiento: Tsalida: 120°F y ∆P: 5 psi
Depurador 3era etapa de los módulos C1 y C2
Tipo: Separador Bifásico Geometría: Cilindro vertical ∆P: 2 psi
Compresor 3era etapa de los módulos C1 y C2
Presión de entrada: 882 psia Velocidad de referencia: 9627.3 rpm Velocidad de operación: 9708 rpm Curva de Cabezal Politrópico: según curvas operación del fabricante. Eficiencia Politrópica: según curvas de operación del fabricante. Post enfriamiento: Tsalida: 120°F y ∆P: 5 psi
Depurador de descarga de los módulos C1 y C2
Tipo: Separador Bifásico Geometría: Cilindro vertical ∆P: 2 psi

63
3.5.2. Descripción de las Características de las Corrientes de Alimentación y Descarga
del Complejo de Compresión Lagogas Norte.
La composición del gas natural que se comprime en el Complejo Lagogas Norte
se presenta en la tabla 8, esta composición es el resultado de un análisis
cromatográfico realizado en el año 2010 por un laboratorio especializado autorizado por
PDVSA. El reporte original de este análisis se muestra en el Anexo 1.
Tabla 8. Composición Normalizada del Gas de Succión del Complejo Lagogas Norte.
Fuente: PDVSA (2010).
Condiciones de Muestreo Succión P (psig) 46 T (°F) 84,9
Componente PM Densidad
Liq. (g/cm3) % molar GPM
H2S 34,080 0,7900 0,0010 CO2 44,010 0,8172 1,5545 Nitrógeno 28,013 0,8086 0,2802 Metano 16,043 0,2997 70,5138 Etano 30,070 0,3558 13,5717 3,621 Propano 44,097 0,5065 8,0476 2,212 i-Butano 58,123 0,5623 1,3088 0,427 n-Butano 58,123 0,5834 2,5648 0,807 i-Pentano 72,150 0,6241 0,6869 0,251 n-Pentano 72,150 0,6305 0,6742 0,244 Hexanos 86,170 0,6850 0,4327 0,168 Heptanos 100,204 0,7068 0,2249 0,094 Octanos 114,231 0,7217 0,0970 0,044 Nonanos 128,258 0,7342 0,0283 0,014 Decanos+ 142,285 0,7400 0,0135 0,007
100 GPM C2
+ 7,8891 GPM C3
+ 4,2681 H2O vapor 6,00 mg/L
Para obtener las corrientes de descarga interetapa se procedió a realizar la
simulación del proceso de compresión de la planta, tomando como datos de entrada la
cromatografía de alimentación, las condiciones de diseño y los datos operacionales de
los equipos principales.

64
3.5.2.1. Modelo de Simulación del Sistema de Compresión Actual de Lagogas Norte.
Para la elaboración del modelo de simulación se aplicó la siguiente metodología:
• Recopilación de la información teórica sobre del proceso de compresión.
• Recopilación de la información necesaria para elaborar el modelo de
simulación: manuales de los equipos, características de las corrientes
involucradas en el proceso, diagramas de flujo.
• Construcción del modelo de simulación del sistema de compresión. En este
caso sólo se simuló un módulo de compresión ya que el C1 y C2 son
idénticos.
• Realización de la corrida del modelo y observar el reporte final generado de
los resultados obtenidos.
• Verificación de los resultados obtenidos. En caso de obtener resultados
erróneos, se debe proceder a la corrección de los mismos.
• Realizar otras corridas con la finalidad de confirmar que ya no existen
errores en el modelo de simulación planteado.
• La simulación fue realizada con el simulador PRO II V.9.1, para ello se
tomaron en cuenta las siguientes consideraciones:
• Los datos para la simulación de los equipos, fueron recopilados mediante
las hojas de especificación de los equipos que intervienen en el sistema de
compresión.
• En la simulación se incluyó la extracción de la corriente de gas combustible,
ya que esta es una cantidad de masa de gas que se consume durante el
proceso de compresión.
• Se simuló un módulo de compresión de la Planta Compresora Lagogas IV,
debido a que ambos módulos son idénticos. El módulo de compresión de la
Planta Lagogas III no se tomó en cuenta ya que fue removido del Complejo
Lagogas Norte.

65
A cada equipo simulado se le asignó un código de identificación, como se muestra
en la tabla 9.
Tabla 9. Identificación de Equipos para Simulación del Proceso de Compresión en
Lagogas Norte. Fuente: Alvarado (2014)
Tag Equipo
V1-C1 Depurador 1era etapa del módulo C1
C1-C1 Compresor 1era etapa del módulo C1
V2-C1 Depurador 2da etapa del módulo C1
C2-C1 Compresor 2da etapa del módulo C1
V3-C1 Depurador 3era etapa del módulo C1
C3-C1 Compresor 3era etapa del módulo C1
V4-C1 Depurador de descarga del módulo C1
3.5.2.2. Definición del Método Termodinámico.
El primer paso fue escoger la ecuación de estado, ya que en ella se fundamentan
los modelos matemáticos, que constituyen las partes esenciales de un modelo de
simulación. PRO II propone en su base de datos una gran cantidad de ecuaciones de
estado, para diferentes fluidos y condiciones. La ecuación utilizada fue Peng Robinson,
seleccionada en función de las características de los componentes presentes, y de los
rangos de temperatura y presión manejados en la planta, según se especifica en la
tabla 4 y la figura 11 mostradas en el capítulo II de la presente investigación. Además
de ser sugerida para los procesos de simulación de plantas de extracción de líquidos
del gas natural, por ser aplicable a componentes puros y mezcla de multicomponentes
en fase gaseosa y líquida. En la figura 12 se observa la ventana para la selección de la
ecuación de estado.

66
Figura 12. Pantalla de Selección de Método Termodinámico en Pro II. Fuente: Alvarado (2014).
3.5.2.3 Composición de las Corrientes
Se definieron los componentes correspondientes a la corriente de entrada de la
planta compresora Lagogas IV, en la ventana Component Selection/List Search (Figura
13). La composición utilizada se definió en la tabla 7, según la cromatografía realizada
en el año 2010.
Figura 13. Pantalla de Selección de Componentes en Pro II. Fuente: Alvarado (2014).

67
3.5.2.4 Construcción del Diagrama del Sistema.
Utilizando el Diagrama de Flujo de Proceso y los Diagramas de Tubería e
Instrumentación de la planta Compresora Lagogas IV, se construyó el diagrama del
sistema en el simulador, para ello se empleó la barra de herramienta de equipos y
corrientes (PFD Palette) del Simulador PRO II. Los equipos utilizados para la simulación
del sistema de compresión son: separadores, compresores con post enfriamiento y
depuradores, luego se ubicó las respectivas corrientes de entrada y salida de cada uno
de los equipos. El diagrama del sistema de compresión y reporte de resultados del
proceso de compresión se muestra en el Anexo 2.
Para la realización del modelo de simulación a condiciones de diseño, se
especificaron los equipos con sus correspondientes códigos de identificación.
3.5.2.5 Validación del Modelo de Simulación
Una vez realizado el modelo de simulación a condiciones de diseño, se
examinaron las variables de cada corriente y se verificaron las especificaciones de los
equipos involucrados, con la finalidad de validar este modelo.
El porcentaje de desviación para la validación se calculó de la siguiente forma:
Ec. 4
%Desviación: Porcentaje de desviación
X1: Valor simulado
X2: Valor real.
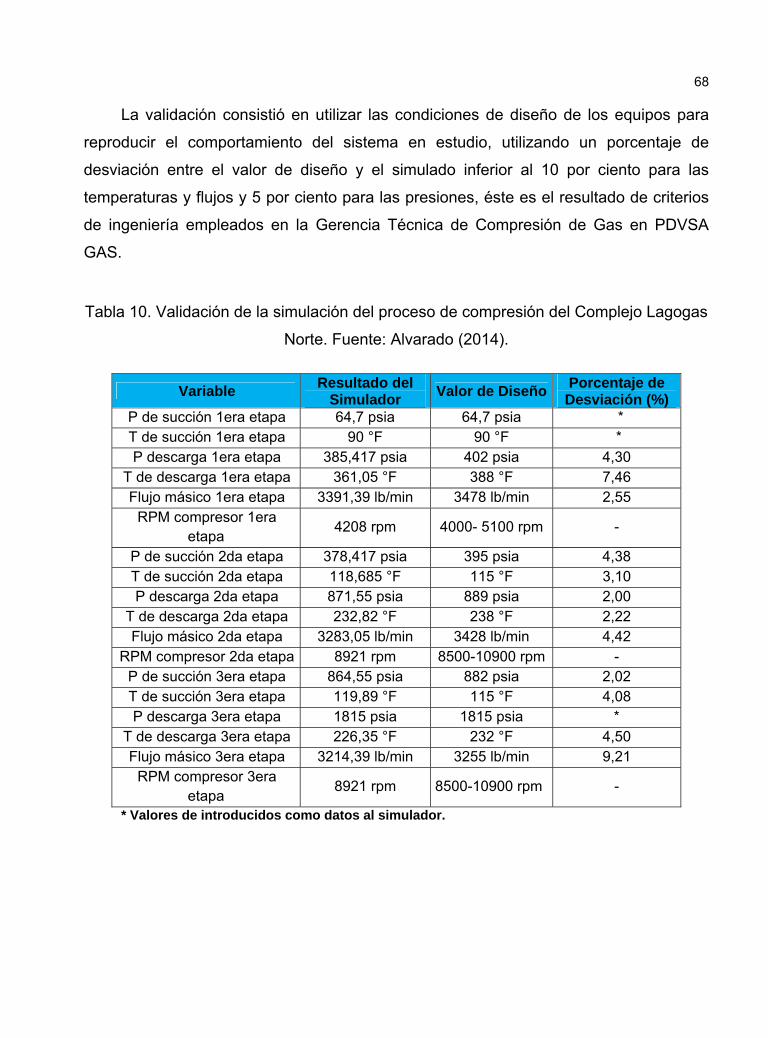
68
La validación consistió en utilizar las condiciones de diseño de los equipos para
reproducir el comportamiento del sistema en estudio, utilizando un porcentaje de
desviación entre el valor de diseño y el simulado inferior al 10 por ciento para las
temperaturas y flujos y 5 por ciento para las presiones, éste es el resultado de criterios
de ingeniería empleados en la Gerencia Técnica de Compresión de Gas en PDVSA
GAS.
Tabla 10. Validación de la simulación del proceso de compresión del Complejo Lagogas
Norte. Fuente: Alvarado (2014).
Variable Resultado del Simulador Valor de Diseño Porcentaje de
Desviación (%) P de succión 1era etapa 64,7 psia 64,7 psia * T de succión 1era etapa 90 °F 90 °F * P descarga 1era etapa 385,417 psia 402 psia 4,30
T de descarga 1era etapa 361,05 °F 388 °F 7,46 Flujo másico 1era etapa 3391,39 lb/min 3478 lb/min 2,55
RPM compresor 1era etapa 4208 rpm 4000- 5100 rpm -
P de succión 2da etapa 378,417 psia 395 psia 4,38 T de succión 2da etapa 118,685 °F 115 °F 3,10 P descarga 2da etapa 871,55 psia 889 psia 2,00
T de descarga 2da etapa 232,82 °F 238 °F 2,22 Flujo másico 2da etapa 3283,05 lb/min 3428 lb/min 4,42
RPM compresor 2da etapa 8921 rpm 8500-10900 rpm - P de succión 3era etapa 864,55 psia 882 psia 2,02 T de succión 3era etapa 119,89 °F 115 °F 4,08 P descarga 3era etapa 1815 psia 1815 psia *
T de descarga 3era etapa 226,35 °F 232 °F 4,50 Flujo másico 3era etapa 3214,39 lb/min 3255 lb/min 9,21
RPM compresor 3era etapa
8921 rpm 8500-10900 rpm -
* Valores de introducidos como datos al simulador.

69
3.5.3 Descripción de las Tecnologías Existentes en el Mercado en Cuanto a Extracción
de Líquidos del Gas Natural.
Se recopiló información de fuentes bibliográficas acerca de las tecnologías para
extracción de líquidos del gas natural existentes y las que se emplean actualmente, la
información se obtuvo de páginas web, libros de texto, informes técnicos y trabajos de
grado. Esta información se utilizó para realizar la selección de las tecnologías
aplicables al proceso en estudio, de acuerdo al volumen de gas a procesar, presión de
alimentación disponible, presión requerida aguas abajo de la planta de extracción de
líquidos y riqueza del gas. Para realizar esta selección se procedió a elaborar una
matriz que permitió comparar cada tecnología estudiada con las condiciones
operacionales del gas a procesar en Lagogas Norte.
La tabla 11 muestra la matriz de comparación de los cuatro procesos de
extracción de LGN evaluados en la presente investigación. Esta matriz permitió
distinguir las ventajas y desventajas de cada uno de las tecnologías en relación a las
condiciones operacionales del gas a procesar en el Complejo de Compresión Lagogas
Norte.
Tabla 11.Matriz de comparación de los procesos de extracción de líquidos del gas
natural estudiados. Fuente: Alvarado (2014). Condiciones del Proceso Evaluado
879,47 PSIA (2da etapa) 150 MMPCED 4,39 ‐2.72 C3
+
Procesos de Extracción de Líquidos Se evaluará en la Investigación Comentario
Refrigeración Mecánica
Cuando la presión del gas de alimentación está claramente por debajo de la presión requerida en la línea, resulta más económico este proceso, seguido de compresión adicional.
Cualquier capacidad.
Para alimentaciones moderadamente ricas (> 3 GPM), la refrigeración mecánica debe ser considerada para obtener alto recobro de etano más económicamente
Si
Las condiciones de esta tecnología se adaptan a lo requerido, según el gas a procesar.

70
Condiciones del Proceso Evaluado
879,47 PSIA (2da etapa) 150 MMPCED 4,39 ‐2.72 C3
+ Procesos de Extracción de Líquidos Se evaluará en la
Investigación Comentario
Joule Thomson (autorefrigeración)
El gas debe estar a una alta presión de entrada (> 1000 psi son típicas). Es también atractivo se la presión del gas de entrada es muy alta.
Es particularmente aplicable para volúmenes de gas pequeños desde 5 a 10 MMPCED
Se utiliza para recuperar etano o mas propano que el que se obtiene por refrigeración mecánica
No
El volumen de gas a procesos es alrededor de 15 veces el volumen de gas para el cual este proceso aplica eficientemente. Si embargo las válvulas JT se aplican como auxiliares en otros procesos
Turboexpansión
Cuando la presión del gas de alimentación esta cercana a la del gas tratado, sobre un rango grande de caída de presión este proceso puede ser mas económico.
Por debajo de 10 MMPCED este proceso ofrece ventajas menos económicas y pierde eficiencia por debajo de 5 MMPCED.
Si el contenido de LGN en el gas es relativamente bajo (< 2.5 a 3 GPM) un intercambiador gas‐gas normalmente satisface.
Si
Las condiciones de esta tecnología se adaptan a lo requerido, según el gas a procesar.
Adsorción con Lecho Sólido
Este proceso es apropiado si el gas esta a una alta presión, cerca del cricondenbárico.
Mientras mas alto sea el volumen de gas a procesar, el tiempo del ciclo de adsorción será mas corto.
Este proceso es práctico solo para gases que tienen pequeñas cantidades de hidrocarburos pesados.
No El gas a procesar se clasifica como rico.
3.5.4 Determinar la Factibilidad Técnica de Acuerdo a la Selección Realizada de las
Tecnologías Existentes.
Una vez seleccionadas las tecnologías de extracción de líquidos que aplican a las
características del gas a procesar se procedió a realizar el diseño de proceso de cada
tecnología mediante el desarrollo de simulaciones utilizando el software Pro II/Provision,
de estas simulaciones se obtienen los valores de presión, temperatura, flujo y
composición de todas las corrientes, así como el porcentaje de recobro de propano a
extraer, el calor y la potencia requerida por cada proceso.

71
3.5.4.1 Determinación de la Corriente de Alimentación al Sistema de Extracción de
Líquidos.
La corriente de alimentación a la planta se extracción de líquidos se determinó
simulando previamente el proceso de extracción, utilizando como alimentación la
corriente de descarga de segunda etapa luego del enfriamiento (corriente S12),
resultado de la simulación del proceso de compresión. La presión de esta corriente es
de 879,46 psia a una temperatura de 120°F. Debido a que esta corriente presenta un
contenido de agua de 202,10 lb/MMPCED se procedió a realizar el cálculo de retiro de
agua para disminuir la cantidad hasta 7 Lb/MMPCED que es la convención considerada
para garantizar que a cualquier condición de presión y temperatura no se tendrá
formación de hidratos, de esta forma se deben retirar 195,10 Lb/MMPCED. La
composición de la corriente S12 proveniente del proceso de compresión y la
composición luego del retiro de agua se muestran en la tabla 12
Tabla 12. Composición de la Corriente de Descarga de la 2da etapa del Proceso de
Compresión. Alimentación Inicial al Proceso de Extracción. Fuente: Alvarado (2014).
Composición de la corriente de gas S12 antes del retiro de agua
Composición de la corriente de gas S12 luego del retiro de agua Componentes
Fracción Molar Flujo en lbmol/hr Fracción Molar Flujo en lbmol/hr
H2S 0.000010 0.16500 0.000010 0.16500 CO2 0.015439 255.38753 0.015503 255.38753 N2 0.002774 45.88012 0.002785 45.88012 Metano 0.698958 11561.75573 0.701832 11561.75573 Etano 0.135238 2237.02129 0.135794 2237.02129 Propano 0.080912 1338.39148 0.081244 1338.39148 i Butano 0.013330 220.49994 0.013385 220.49994 n Butano 0.026280 434.71635 0.026389 434.71635 i pentano 0.007215 119.34482 0.007245 119.34482 N Pentano 0.007131 117.95600 0.007160 117.95600 Hexano 0.004882 80.75439 0.004902 80.75439 Heptano 0.002625 43.42571 0.002636 43.42571 Octano 0.000875 14.46710 0.000878 14.46710 Nonano 0.000083 1.36854 0.000083 1.36854 Decano 0.000006 0.10726 0.000007 0.10726 Agua 0.004242 70.17631 0.000148 2.43056 Total 1.0000 16541.41757 1.0000 16473.67182

72
De esta simulación preliminar se obtiene la composición de una corriente de gas
seco (gas residual del proceso), que será inyectado como gas lift a los pozos del área
de Lagomar. La corriente de líquidos extraída representa el mejor escenario del proceso
de extracción debido a que se obtiene al procesar sólo gas de formación. Las
composiciones de la corriente de gas residual para inyección a los pozos y la corriente
de líquidos extraídos correspondiente se muestran en la tabla 13.
Tabla 13. Composición de la Corriente de Gas Residual para Gas Lift y Composición de
Corriente de Líquidos, estimación preliminar. Fuente: Alvarado (2014).
Composición del Gas Residual para Gas Lift
Composición de la Corriente de Líquidos Componentes
Fracción Molar Flujo en lbmol/hr Fracción Molar Flujo en lbmol/hr
H2S 1.1527E‐05 0.164891 4.11578E‐08 8.92431E‐05 CO2 0.017853 255.377936 4.10917E‐10 8.90998E‐07 N2 0.003207 45.879984 3.62569E‐20 7.86163E‐17 Metano 0.808232 11561.630179 2.75915E‐12 5.98272E‐09 Etano 0.156319 2236.123353 0.00030 0.65051 Propano 0.014026 200.637235 0.52466 1137.63137 i Butano 2.77499E‐05 0.396957 0.10151 220.10143 n Butano 0.000153 2.193982 0.19947 432.51693 i pentano 1.73144E‐07 0.002477 0.05504 119.34215 N Pentano 3.27025E‐07 0.004678 0.05440 117.95109 Hexano 2.71863E‐10 3.88896E‐06 0.03724 80.75434 Heptano 1.63184E‐12 2.33432E‐08 0.02003 43.42573 Octano 4.05631E‐15 5.80248E‐11 0.00667 14.46711 Nonano 1.47149E‐18 2.10494E‐14 0.00063 1.36854 Decano 1.03099E‐21 1.47482E‐17 4.94679E‐05 0.10726 Agua 0.00017 2.4305118 5.15118E‐14 1.11694E‐10 Total 1.0000 14304.8422 1.0000 2168.3165
En operación real, el gas residual empleado como gas lift se mezcla con el gas de
formación de los yacimientos y retorna a la planta compresora, entonces a fin de
estimar la composición verdadera del gas que llegará a la planta de extracción de
líquidos se mezcló la corriente de gas lift con la corriente de gas de formación en

73
diferentes proporciones de flujo, desde 100% hasta 60% de gas de formación.
Posteriormente se determinó la riqueza de cada una de estas corrientes y se obtuvo un
rango de GPM en las corrientes de alimentación, para los cuales la planta de extracción
de líquidos diseñada opera de forma satisfactoria. En la tabla 14 se tienen los
resultados de la mezcla de corrientes realizada, luego del retiro de agua.
Tabla 14. Composición y GPM C3+ de las Corrientes de Gas mezclando la corriente de
Gas Lift con Gas de Formación. Fuente: Alvarado (2014).
Fracción Molar Componentes 100 % gas de
formación 80% gas de formación
60% gas de formación
H2S 1.00411E‐05 1.0306E‐05 1.06126E‐05 CO2 0.015502 0.016007 0.016471 N2 0.002785 0.002883 0.002964 Metano 0.701832 0.725792 0.746492 Etano 0.135794 0.139845 0.143981 Propano 0.081245 0.067103 0.053779 i Butano 0.013385 0.010460 0.007841 n Butano 0.026388 0.020518 0.015406 i pentano 0.007245 0.005487 0.004110 N Pentano 0.007160 0.005385 0.004034 Hexano 0.004902 0.003456 0.002589 Heptano 0.002636 0.001796 0.001345 Octano 0.000879 0.000775 0.000580 Nonano 8.33413E‐05 0.000226 0.000169 Decano 6.02467E‐06 0.000108 8.07649E‐05 Agua 0.000148 0.000148 0.000148 GPM C3+ 4.3926711 3.5071188 2.7248451
3.5.4.2 Premisas de Diseño.
Las premisas consideradas en la realización de las simulaciones de cada proceso
se listan a continuación:

74
Se consideró el flujo total comprimido, sin realizar la extracción de gas combustible
desde la descarga de la segunda etapa (condición existente), esto debido a que al
implantar el proceso de extracción de líquidos se tendrá una corriente de gas
pobre que puede ser utilizada como gas combustible, aprovechando de esta forma
la corriente completa de gas para la extracción de líquidos.
El proceso seleccionado debe ser lo más simplificado posible con la menor
cantidad de equipos de proceso y auxiliares.
La presión de entrega del gas para inyección a los pozos debe ser de 1815 psia.
Se deben calcular los requerimientos de potencia (kW) para cada opción a evaluar.
Se fija como componente clave pesado al propano y como clave liviano al etano a
una composición molar de 0,0003 por el fondo de la torre, convirtiéndose la torre
en una desetanizadora.
Se fija el porcentaje de recobro de propano en la corriente de líquido relativo a la
corriente de entrada a la planta de extracción en 85%.
3.5.4.3 Diseño de las Opciones Evaluadas.
Luego de establecer las premisas para el diseño se procedió a simular los dos
procesos seleccionados para el estudio.
Opción 1: Refrigeración mecánica.
En esta opción el gas de alimentación es pre-enfriado en el intercambiador de
calor E1 utilizando la corriente de condensado proveniente del separador F1. La
corriente de alimentación sale del intercambiador E1 a y pasa por una segunda fase de
enfriamiento en el intercambiador de calor E2, de este equipo el gas sale a y entra al
separador F1, dentro de este equipo se realiza una primera separación de
componentes pesados que se condensan por el enfriamiento previo. El gas que sale
por el tope del separador F1 es expandido en con una válvula a fin de alcanzar los
valores de presión requeridos antes de entrar a la torre. El intercambiador E5 es el

75
evaporador del ciclo de refrigeración mecánica, en este equipo el gas es enfriado
desde.
Como última etapa de pre-enfriamiento se tiene el intercambiador E4, en el cual se
aprovecha la baja temperatura del producto de tope de la torre desetanizadora, la
corriente fría cede calor hasta llegar a y pierde presión. Esta corriente se aprovecha
luego para pre-enfriar la corriente de alimentación en el enfriador E2, luego de salir de
este equipo es recomprimida en dos etapas hasta alcanzar 879.46 psia para entrar a la
tercera etapa de compresión de Lagogas Norte.
La corriente de alimentación a la torre (S2) entra en el plato 5, la torre está
conformada por 22 platos teóricos mas un condensador y un rehervidor. El producto de
tope de la torre, conformado principalmente por metano y etano, pasa por el
condensador donde es enfriado parcialmente utilizando propano, el producto líquido se
ingresa nuevamente a la torre como reflujo y el vapor sale del condensador como gas
residual.
La corriente de fondo de la torre sale en fase líquida y está conformada por
propano y más pesados, las trazas de etano presentes en esta corriente son de 0,0003
molar.
Otra corriente que se aprovecha dentro del proceso es la salida de líquido del
separador F1 que luego de salir del intercambiador E1 es expandida para ser utilizada
como una segunda alimentación a la torre, entrando en el plato 10.
El diagrama desarrollado para el proceso de extracción de líquidos utilizando
refrigeración mecánica y los resultados detallados de las simulaciones se presentan en
el anexo 3.
En la tabla 15 se presenta el resumen de resultados de presiones y temperaturas
para la opción 1. Los valores mínimos corresponden a una composición de gas cuyo

76
flujo volumétrico es 60% de gas de formación y los valores máximos a 100% gas de
formación.
Tabla 15. Presiones y Temperaturas del Gas de Alimentación obtenidas para la
Opción 1, Refrigeración Mecánica. Fuente: Alvarado (2014).
Gas de Alimentación Condiciones del Gas en el Proceso deExtracción de Líquidos por
Refrigeración Mecánica 100% gas de formación
80% gas de formación
60% gas de formación
Presión de entrada en psia 879.46 879.46 879.46
Temperatura de entrada en °F 120 120 120
Temperatura de salida del gas de alimentación de primer preenfriamiento en °F, E1
105.76 105.795 106.4
Presión de salida del gas de alimentación del primer preenfriamiento en psia, E1
871.46 871.46 871.46
Temperatura de salida del gas de alimentación del segundo preenfriamiento en °F, E2
49.47 41.069 32.06
Presión de salida del gas de alimentación de segundo preenfriamiento en psia, E2
863.46 863.46 863.46
Temperatura de salida del gas de alimentación del separador F1 en °F
49.6 41.209 32.209
Presión de salida del gas de alimentación del separador F1 en psia
863.46 863.46 863.46
Temperatura de salida del gas de alimentación de la válvula V2 en °F
5.21 ‐3.915 ‐13.967
Presión de salida del gas de alimentación de la válvula V2 en psia
313.46 313.46 313.46
Temperatura de salida del gas de alimentación en el intercambiador de refrigeración mecánica en °F, E5
‐33.96 ‐33.964 ‐33.964
Presión de salida del gas de alimentación en el intercambiador de refrigeración mecánica en psia, E5
305.46 305.46 305.46
Temperatura de salida del gas de alimentación del tercer preenfriamiento en °F, E4
‐45.5 ‐47.107 ‐48.85
Presión de salida del gas de alimentación del tercer preenfriamiento en psia, E4
297.46 297.46 297.46

77
Gas de Alimentación Condiciones del Gas en el Proceso deExtracción de Líquidos por
Refrigeración Mecánica 100% gas de formación
80% gas de formación
60% gas de formación
Temperatura de salida del gas residual de la torre de fraccionamiento en °F, T1
‐66.48 ‐69.67 ‐72.56
Presión de salida del gas residual de la torre de fraccionamiento en psia, T1
295 295 295
Temperatura de salida de líquidos de la torre de fraccionamiento en °F, T1
184.11 181.82 179.9
Presión de salida de líquidos de la torre de fraccionamiento en psia, T1
297.5 297.5 297.5
Temperatura de salida de gas a compresión en °F
159.92 189.07 213.93
Presión de salida de gas a compresión en psia.
879.46 879.46 879.46
El ciclo de refrigeración mecánica inicia con una corriente de propano (S13) que
sale de la válvula de expansión V3 a -43°F y 14.7 psia. En el intercambiador E5
(evaporador) se produce una caída de presión de 8 psi y el propano retira calor de la
corriente ce gas natural, aumentando su temperatura, esta corriente entra al compresor
y aumenta su presión hasta150 psia. El condensador de propano utiliza como medio
refrigerante agua del Lago de Maracaibo la cual entre a 75°F y sale a 85°F logrando el
enfriamiento del propano a 80°F para entra nuevamente a la válvula de expansión e
iniciar de nuevo el ciclo.
Tabla 16. Presiones y Temperaturas del Propano en el ciclo de Refrigeración Mecánica.
Fuente: Alvarado (2014).
Propano en el ciclo de Refrigeración Mecánica Condiciones del Propano en el Ciclo de Refrigeración Mecánica
100% gas rico 80% gas rico 60% gas rico Presión de salida del propano de la vávula de expansión V3, psia
14.69 14.69 14.69
Temperatura de del propano salida de la vávula de expansión V3, °F ‐43.96 ‐43.96 ‐43.96
Presión de salida del propano del intercambiador E5, psia 12.69 12.69 12.69

78
Propano en el ciclo de Refrigeración Mecánica Condiciones del Propano en el Ciclo de Refrigeración Mecánica
100% gas rico 80% gas rico 60% gas rico Temperatura de del propano salida del intercambiador E5, °F 20.54 10.016 14.109
Presión de salida del propano del compresor C1, psia 158 158 158
Temperatura de salida del propano del compresor C1, °F 226.02 215.067 219.32
Presión de salida del propano del intercambiador E6, psia 150 150 150
Temperatura de salida del propano del intercambiador E6, °F
80 80 80
La energía requerida para alcanzar bajos niveles de temperatura en la torre de
fraccionamiento se logra preenfriando el gas de alimentación en varias etapas. En
enfriamiento externo para la opción 1 solo se tiene en el condensador de la torre de
fraccionamiento y en el condensador del ciclo de refrigeración (E6). Los MMBTU/hr
intercambiados entre las corrientes de gas y los suministrados de forma externa al
proceso se muestran en la tabla 17.
Tabla 17. Requerimiento Energético en MMBTU/hr para la opción 1, Refrigeración
Mecánica. Fuente: Alvarado (2014).
Requerimiento Energético en MMBTU/hr Intercambiadores
100% gas formación
80% gas formación
60% gas formación
E1 4.3128 3.6089 2.9087
E2 19.9304 20.4733 21.0554
E3 (Rehervidor de la torre) 21.8755 18.5085 15.5481
E4 3.4557 4.0463 4.5894
E5 11.7065 8.9245 5.7497
E6 (energía externa) 18.7802 14.3539 9.2385
Condensador de la Torre (energía externa) 13.3287 12.3724 11.6156 Total energía interna utilizada 61.2809 55.5615 49.8506

79
Requerimiento Energético en MMBTU/hr Intercambiadores
100% gas formación
80% gas formación
60% gas formación
Total energía externa requerida 32.1089 26.7263 20.8541
La potencia requerida por los compresores del proceso de extracción calculado para la opción 1
deberá ser suministrada por una fuente externa. Para este caso se requirió incluir 3 compresores, la
potencia consumada por cada uno se muestra en la tabla 18.
Tabla 18. Potencia Requerida por los Compresores del Proceso de Extracción de
líquidos de la Opción 1. Fuente: Alvarado (2014).
Requerimiento de Potencia en HP Compresores 100% gas
formación 80% gas formación
60% gas formación
C1 2780.0463 2133.8294 1371.1573
C2 5547.9809 5720.748 5882.1505
C3 4834.9966 5333.7425 5776.375
Total Potencia requerida 13163.0238 13188.3199 13029.6828
Los productos obtenidos del proceso de extracción de líquidos evaluado en la opción 1 son: LGN y
gas seco para ser utilizado como gas lift. Los flujos producidos se muestran en la tabla 19.
Tabla 19 Potencia Requerida por los Compresores del Proceso de Extracción de
líquidos de la Opción 1. Fuente: Alvarado (2014).
Flujos de los Productos Productos Generados 100% gas
formación 80% gas formación
60% gas formación

80
LGN en Bbl/dia 14614.92 11635.363 9016.96
Gas lift en MMPCED 130.78 134.75 138.29
Recuperación de propano en % 85 85 85
Opción 2: Turboexpansión.
En esta opción el gas de alimentación es pre-enfriado en el intercambiador de
calor E1 utilizando la corriente de condensado proveniente del separador F1. La
corriente de alimentación sale del intercambiador E1 pasa por una segunda fase de
enfriamiento en el intercambiador de calor E2, de este equipo el gas sale y entra al
separador F1, dentro de este equipo se realiza una primera separación de
componentes pesados que se condensan por el enfriamiento previo. El gas que sale
por el tope del separador F1 entra al turboexpansor EX1 para ser enfriado en
consecuencia de la caída de presión producida en este equipo, el gas abandona el
turboexpansor en dos fases a una presión y pasa por el intercambiador E4 para la
última etapa de enfriamiento antes de entrar a la torre desetanizadora. La eficiencia del
turboexpansor es de 65%.
La corriente de alimentación a la torre (S2) entra en el plato 3 a una presión de
297.46 psia, la torre está conformada por 22 platos teóricos mas un condensador y un
rehervidor. El producto de tope de la torre, conformado principalmente por metano y
etano, pasa por el condensador donde es enfriado parcialmente utilizando propano, el
producto líquido se ingresa nuevamente a la torre como reflujo y el vapor sale del
condensador como gas residual.
El gas que sale del condensador es utilizado en el intercambiador de calor E4 a fin
de pre-enfriar la corriente de alimentación justo antes de entrar a la torre Esta corriente
se aprovecha para pre-enfriar la corriente de alimentación en el enfriador E2, luego de
salir de este equipo es recomprimida en dos etapas hasta alcanzar 879.46 psia para
entrar a la tercera etapa de compresión de Lagogas Norte.

81
La corriente de fondo de la torre sale en fase líquida, esta corriente está
conformada por propano y más pesados, y las trazas de etano presente es de 0,0003
molar.
Otra corriente que se aprovecha dentro del proceso es la salida de líquido del
separador F1. Esta corriente se emplea en el pre-enfriamiento de la corriente de
alimentación en el intercambiador E1 y luego es expandida para ser utilizada como una
segunda alimentación a la torre, entrando en el plato 8.
El diagrama desarrollado para el proceso de extracción de líquidos utilizando
refrigeración mecánica y los resultados detallados de la simulación se presentan en el
anexo 4.
En la tabla 20 se presenta el resumen de resultados de presiones y temperaturas
para la opción 2. Los valores mínimos corresponden a una composición de gas cuyo
flujo volumétrico es 60% de gas de formación y los valores máximos a 100% gas de
formación.
Tabla 20. Presiones y Temperaturas del Gas de Alimentación obtenidas para la Opción
2, Turboexpansión. Fuente: Alvarado (2014).
Gas de Alimentación Condiciones del Gas en el Proceso deExtracción de Líquidos por
Turboexpansión 100% gas formación
80% gas formación
60% gas formación
Presión de entrada en psia 879.46 879.46 879.46 Temperstura de entrada en °F 120 120 120
Temperatura de salida del gas de alimentación de primer preenfriamiento en °F, E1
111.14 108.35 104.11
Presión de salida del gas de alimentación del primer preenfriamiento en psia, E1
871.46 871.46 871.46
Temperatura de salida del gas de alimentación del segundo preenfriamiento en °F, E2
62.04 46.3 28.15

82
Gas de Alimentación Condiciones del Gas en el Proceso deExtracción de Líquidos por
Turboexpansión 100% gas formación
80% gas formación
60% gas formación
Presión de salida del gas de alimentación de segundo preenfriamiento en psia, E2
863.46 863.46 863.46
Temperatura de salida del gas de alimentación del separador F1 en °F
62.18 46.44 28.29
Presión de salida del gas de alimentación del separador F1 en psia
863.46 863.46 863.46
Temperatura de salida del gas de alimentación del expansor EX1 en °F
‐6.75 ‐22.947 ‐41.35
Presión de salida del gas de alimentación del expansor EX1 en psia
305.46 305.46 305.46
Temperatura de salida del gas de alimentación del tercer preenfriamiento en °F, E4
‐29.071 ‐40.56 ‐52.45
Presión de salida del gas de alimentación del tercer preenfriamiento en psia, E4
297.46 297.46 297.46
Temperatura de salida del gas residual de la torre de fraccionamiento en °F, T1
‐65.8 ‐69.13 ‐72.17
Presión de salida del gas residual de la torre de fraccionamiento en psia, T1 295 295 295
Temperatura de salida de líquidos de la torre de fraccionamiento en °F, T1
184.07 181.35 179.85
Presión de salida de líquidos de la torre de fraccionamiento en psia, T1
297.5 297.5 297.5
Temperatura de salida de gas a compresión en °F
158.16 215.313 199.219
Presión de salida de gas a compresón en psia.
879.47 879.47 879.47
La energía requerida para alcanzar bajos niveles de temperatura en la torre de
fraccionamiento se logra preenfriando el gas de alimentación en varias etapas. En
enfriamiento externo para la opción 2 solo se tiene en el condensador de la torre de
fraccionamiento. Los MMBTU/hr intercambiados entre las corrientes de gas y los
suministrados de forma externa al proceso se muestran en la tabla 21.
Tabla 21. Requerimiento Energético en MMBTU/hr para la Opción 2.

83
Fuente: Alvarado (2014).
Requerimiento Energético en MMBTU/hr Intercambiadores
100% gas formación
80% gas formación
60% gas formación
E1 2.5889 2.9041 3.4263
E2 16.7908 19.2049 21.8007
E3 (Rehervidor de la torre) 20.8449 18.0004 15.3432
E4 7.1823 5.5171 3.3396
Condensador de la Torre (energia externa) 15.7779 13.1816 10.6742
Total energía interna utilizada 47.4069 45.6265 43.9098
Total energía externa requerida 15.7779 13.1816 10.6742
En la opción 2 el turboexpansor genera potencia, la cual es utilizada para
alimentar el compresor C2 de la fase de recompresión por lo cual la potencia a
consumida por el compresor C1 deberá ser suministrada por una fuente externa. La
tabla 22 muestra la potencia consumida por cada compresor y la generada por el
turboexpansor.
Tabla 22. Potencia Requerida por los Compresores del Proceso de Extracción de
líquidos de la Opción 2. Fuente: Alvarado (2014).
Requerimiento de Potencia en HP Compresores y Expansor
100% gas formación
80% gas formación
60% gas formación
C1 6652.0323 7371.339 8026.0325

84
C2 2902.8812 2811.4236 2660.3166 Expansor 2902.933 2811.4236 2660.3166
Total Potencia requerida 6652.0323 7371.339 8026.0325
Los productos obtenidos del proceso de extracción de líquidos evaluado en la opción 2 son: LGN y
gas seco para ser utilizado como gas lift. Los flujos producidos se muestran en la tabla 23.
Tabla 23. Potencia Requerida por los Compresores del Proceso de Extracción de
líquidos de la Opción 2. Fuente: Alvarado (2014).
Flujos de los Productos Productos Generados
100% gas formación
80% gas formación
60% gas formación
LGN en Bbl/dia 14539.88 11575.93 8696.45
Gas lift en MMPCED 130.28 134.25 137.76
Recuperación de propano en % 85 85 85
3.5.4.3 Dimensionamiento de Equipos Asociados a cada Opción Evaluada.
Con base a los resultados de las simulaciones se realizó el dimensionamiento de
los equipos a utilizar en las dos opciones evaluadas, para obtener las condiciones
deseadas en el gas extraído. Los cálculos fueron realizados utilizando hojas de cálculo
de Excel especialmente elaboradas para este trabajo de investigación.
A continuación se presenta un resumen del procedimiento de cálculo utilizado para
el diseño de los equipos involucrados:
a.- Dimensionamiento de la Torre de Fraccionamiento:
Para el diseño de la torre se consideraron las correlaciones de Heaven
presentadas en la referencia 15, tanto para determinar el diámetro de la torre como

85
para la altura. Para el cálculo del diámetro se considera el volumen de gas, la presión
de columna, flujo de destilado y reflujo.
Ec. 5
⎟⎠⎞
⎜⎝⎛=
PV 1761,0 Ec. 6
Donde:
Dc= diámetro de la torre en m.
D= flujo de destilado en Kgmol/h
R=razón de reflujo.
Tdv= temperatura de rocío del vapor en el condensador en K.
P= presión de la columna en Atm.
La correlación para la altura de la columna es la siguiente:
27,461,0 +⎟⎟⎠
⎞⎜⎜⎝
⎛=
ηSHc Ec. 7
ηSSr = Ec. 8
Donde:
Hc= altura de la torre en m.
S= Número de etapas teóricas.
Sr= Número de etapas reales.
( ) ( ) ( ) ⎟⎠⎞
⎜⎝⎛
⎟⎠⎞
⎜⎝⎛
⎟⎠⎞
⎜⎝⎛+⎟⎟
⎠
⎞⎜⎜⎝
⎛=
360011
2732,2214
PTRD
VDc dv
π

86
η=es la eficiencia promedio de los platos en la columna.
Para estimar la eficiencia de los platos se han realizado numerosos estudios
técnicos, para esta investigación se utilizará la correlación de O´Connell, la cual se
muestra en la figura 19-18 de la referencia (8), la cual relaciona la eficiencia total del
plato a la volatilidad relativa calculada a condiciones promedio de la torre y la
viscosidad de la alimentación a condiciones promedio de la columna.
b.- Dimensionamiento de los Intercambiadores de Calor.
Para los intercambiadores de calor tubo carcaza requeridos en el proceso se
tienen los datos iniciales de la simulación realizada, tales como flujo, temperaturas
iniciales y finales de cada corriente, calor intercambiado en el equipo en BTU/hr, factor
LMTD, factor U*A y caída de presión. Con estos datos se realizó el diseño de cada
intercambiador.
CMTD= LMTD* (F) Ec. 9
El factor F se lee de la figuras 9.4 a 9.7 de la referencia 8, según la configuración
del intercambiador.
De la figura 9.9 de la referencia 8 se selecciona U para calcular el área de
transferencia conociendo el calor transferido.
( )( )CMTDUQAo = Ec. 10
Donde:
F= factor de corrección de LMTD
LMTD= diferencia de temperatura media logarítmica en °F.
CMTD= diferencia de temperatura media logarítmica corregida, en °F.

87
Ao= área de transferencia de calor pie2
Q= calor transferido en BTU/hr
U= coeficiente global de transferencia de calor en BTU/ hr Ft2 ºF
El factor U se asumió del de la figura 9.9 de la referencia 8. Al obtener el área de
transferencia se confirma con el factor U*A obtenido de las simulaciones que el factor U
requerido sea mayor en aproximadamente 15 a 20% que el factor U asumido.
Se seleccionó el diámetro los tubos y sus correspondientes características. Para
ello se utilizó la figura 9.25 de la referencia 8. Se calcula la longitud de un tubo.
SeAoLt = Ec. 11
Se asume la longitud de tubos para obtener el número de tubos del
intercambiador.
Nt = Lt/L Ec. 12
Se asumió un arreglo de los tubos cuadrado y luego se calculó el diámetro interno
de la carcasa considerando la figura 9.26 de la referencia 8, con la corrección para
arreglo cuadrado. Se determinó la relación Lt/Ds, la cual debe estar entre 3 y 15 para
mantener la esbeltez del equipo.
Donde:
Lt= longitud de un tubo, en pie
Se= Área superficial externa del tubo por pie de longitud en pie2
Nt= número de tubos
L= longitud de tubo en pie
Ds= diámetro interno de la carcasa en pulg.

88
c.- Dimensionamiento de Separadores.
Para el dimensionamiento de los separadores se toma del simulador el flujo de
gas, la densidad de líquido y del gas, para determinar en valor de Vt, velocidad crítica
del gas mediante la siguiente ecuación.
gglkVt
ρρρ −
⋅= Ec. 13
Donde:
ρl= densidad del líquido, lb/pie3
ρg= densidad del gas, lb/pie3
k= constante empírica para dimensionar separadores, pie/s.
Vt= velocidad crítica del gas necesaria para que partículas de diámetro Dp caigan o se
desprendas del gas, pie/s.
De la figura 7.12 de la referencia 8 se toma el valor de K=0.25
Para evitar el arrastre de líquido debe cumplirse que Vg<Vt. Se asume que
Vg=0.85 Vt, donde Vg es la velocidad del gas en el recipiente. Con estos resultados se
determinó el área de cada separador utilizando la siguiente ecuación.
VgQgA = Ec. 14
El diámetro del separador se determina por geometría.
ππ 44
2 ⋅=⇒=
ADDA Ec. 15
Para el cálculo del Vol ret. se assume um Tr= 1,5 min.

89
QlTrretVol ⋅= Ec. 16
sepAretVolhliq = Ec.17
DhlLss 2+= Ec.18
Para la esbeltez: ÁÁÁÁÁÁÁ
P < 250 psig 1.5 < Lss/D < 3.0 ÁÁÁÁÁÁÁÁÁ ÁÁÁÁÁÁÁÁÁ
250 < P< 500 3.0 < Lss/D <4.0 ÁÁÁÁÁÁÁÁÁ Ec.19 P > 500 4.0 < Lss/D < 6.0
Los espesores de pared de los recipientes y espesores de los casquetes se calculan
según las siguientes ecuaciones de la referencia (1).
PESriPt 6.0−⋅⋅= , Ec.20
Espesor de los casquetes, considerando casquetes elíptico 2:1
PESDiPt 2.02 −⋅⋅= Ec.21
Donde:
Qg=Caudal de gas en pie3/s
Vg= velocidad del gas en pie/s
A= Área de gas en pie2
D= diámetro del separador en pulg
Vol ret= volumen de retención en pie3
Tr= tiempo de retención en seg
Ql= Caudal de líquido en pie3/s
E= Eficiencia de las juntas

90
P=Presión interna de diseño
ri= Radio interno de la carcaza
S=Valor del máximo esfuerzo admisible del material
t= Mínimo espesor de pared requerido
La presión de diseño será la presión de operación del recipiente más 30lb/pulg2 o
10%, lo que sea mayor.
Pd = Pop+30 lb/pulg2 Ec. 22
Pd =1,10 Pop Ec. 23
Se asume E=1, realización de radiografía completa a las juntas soldadas del
recipiente y se considera para la fabricación de los separadores un acero SAE 515 Gr
70 S= 17500 lb/pulg2. Se considerando un sobre-espesor por corrosión de 0.125 pulg.,
luego ell mínimo espesor se normaliza a láminas de espesores comerciales superiores.
tc= t + 0,125 Ec. 24
Para el cálculo del volumen y peso de cada recipiente se emplean las siguientes
ecuaciones:
[ ]⎥⎦⎤
⎢⎣
⎡ ⋅−⋅+⋅⋅⋅⋅= 22 )(322 Lss ri 2 t Vol riaireaeππ Ec. 25
Donde:
ae: radio (altura) exterior del casquete
ai: radio (altura) interior del casquete
2riai = Ec. 26

91
taiae += Ec. 27
trire += Ec. 28
Peso = vol *ρ Ec. 29
Considerando para el acero ρ=0.281 lb/pulg3
Cálculo de las Boquillas.
bmQmAbmAbmbmQmυ
υ =⇒⋅= Ec. 30
bgQgAbgAbgbgQgυ
υ =⇒⋅= Ec. 30
blQlAblAblblQlυ
υ =⇒⋅= Ec. 31
Ec. 32
Donde:
vbg: velocidad permitida en la boquilla de salida de gas(g
bgρ
υ 50< )
vbm: velocidad permitida en la boquilla de entrada (m
bmρ
υ 25< )
vbl: velocidad permitida en la boquilla de salida de líquido ( spiebl 3.3<υ )
Abm: área de la boquilla de entrada
Abg: área de la boquilla de salida de gas
Abl: área de la boquilla de salida de líquido
QlQglQlgQgm
+⋅+⋅
=ρρρ

92
Luego de realizar el dimensionamiento se tiene para cada opción una lista de
equipos. La tabla 24 muestra los resultados de la Opción 1 Refrigeración Mecánica y la
tabla 25 muestra los resultados de la Opción 2 Turboexpansión.
Tabla 24. Lista de Equipos Requeridos para el Proceso de Extracción de líquidos de la
Opción 1. Fuente: Alvarado (2014).
Renglón Equipo Descripción Cantidad
1 T1 Torre desetanizadora 32 platos,1,5 'x 78' 1
2 N/A
Condensador de la torre enfriado por propano de 59''x9,85', 2 pasos por la carcasa, 4 por los tubos,388 tubos de 1'' 16 BWG.
1
3 E1 Intercambiador gas-gas de 41''x5,4', 2 pasos por la carcasa, 4 pasos por los tubos, 182 tubos de 1'' 14 BWG.
1
4 E2 Intercambiador gas-gas de 39''x6,2', 2 pasos por la carcasa, 4 pasos por los tubos,162 tubos de 1'' 16 BWG.
1
5 E3 Rehervidor 40'' x 6,28', 2 pasos por la carcasa, 4 pasos por los tubos, 170 tubos de 1'' 16 BWG.
1
6 E4 Intercambiador gas-gas de 42''x8, 4', 2 paso por la carcasa, 4 pasos por los tubos, 188 tubos de 1'' 16 BWG.
1
7 E5
Evaporador enfriado por propano de 41''x6.4', 2 pasos por la carcasa, 4 por los tubos, 180 tubos de 1'' 16 BWG
1
8 E6
Condensador enfriado por agua de 44''x6,64', 2 pasos por la carcasa, 4 por los tubos, 212 tubos de 1'' 16 BWG.
1
9 F1 Separador vertical de 2,7 m de diámetro y 18 m de alto 2
10 C1 Compresor centrífugo, dos etapas 16 impulsores. 2780 HP. 1
11 C2 Compresor centrífugo 7 impulsores, 5550 HP. 1
12 C3 Compresor centrifugo 6 impulsores, 4835 HP. 1

93
Tabla 25. Lista de Equipos Requeridos para el Proceso de Extracción de líquidos de la
Opción 2. Fuente: Alvarado (2014).
Renglón Equipo Descripción Cantidad
1 T1 Torre desetanizadora 32 platos,1,5 'x 78'. 1
2 N/A
Condensador de la torre enfriado por propano de 49''x9', 2 paso por la carcasa, 4 por los tubos,268 tubos de 1'' 16 BWG.
1
3 E1
Intercambiador gas-gas de 41''x5,37', 2 pasos por la carcasa, 4 pasos por los tubos, 180 tubos de 1'' 16 BWG.
1
4 E2 Intercambiador gas-gas de 39''x6,2', 2 pasos por la carcasa, 4 pasos por los tubos, 160 tubos de 1'' 16 BWG.
1
5 E3 Rehervidor 35'' x 7,9', 2 pasos por la carcasa, 4 pasos por los tubos, 130 tubos de 1'' 16 BWG.
1
6 E4 Intercambiador gas-gas de 35''x7,8 ', 2 pasos por la carcasa, 4 pasos por los tubos, 128 tubos de 1'' 16 BWG.
1
7 F1 Separador vertical de 2,7 m de diámetro y 18 m de alto 2
8 C1 Compresor centrífugo 8 impulsores, 6652 HP 1
9 C2 Compresor centrífugo, 4 impulsores 2902 HP 1
10 EX1 Turboexpansor 2902,93 HP 1
En el anexo 5 se muestran las hojas de cálculo utilizadas para realizar el
dimensionamiento de los equipos.
3.5.4.4 Evaluación Técnica de Opciones
Para realizar la evaluación técnica se elaboró una matriz de selección de
opciones. El análisis se realizó basado en diversos aspectos que se consideraron los
más relevantes para la obtención de la mayor cantidad de líquidos del gas procesado,

94
menor complejidad operacional e integridad de los equipos. El resumen técnico de
resultados se muestra en la tabla 26.
Tabla 26. Resumen técnico de resultados de las opciones estudiadas.
Fuente: Alvarado (2014).
Opción Flujo de líquidos extraidos en Bbl/d
Requerimiento de Potencia en HP
Numero de
Equipos
Requerimiento energético externo
en MMBTU/hr Opción 1 14614.92 ‐ 9016.96 13163.0238 ‐ 13029.6828 13 32.1089 ‐20.8541 Opción 2 14539.88 ‐ 8696.45 6652.0323 ‐ 8026.0325 11 15.7779 ‐ 10.6742
Los parámetros técnicos de evaluación junto con su peso y el significado de cada
puntaje a asignar se indican a continuación:
Parámetro 1T. Cantidad de líquidos extraídos en Bbl/día. Peso: 20%
5: Menor cantidad de líquidos
10: Mayor cantidad de líquidos
Parámetro 2T. Requerimiento de potencia en HP. Peso: 15%
5: El más alto requerimiento
10: El más bajo requerimiento
Parámetro 3T. Complejidad operacional, determinada por el número de equipos.
Peso: 15%
5: Mayor complejidad
10: Menor complejidad
Parámetro 4T. Requerimiento energético externo en MMBTU/hr. Peso: 10%
5: El más alto requerimiento
10: El más bajo requerimiento

95
Parámetro 5T. Experiencia de la tecnología en Venezuela. Peso: 5%
0: Sin experiencia en Venezuela
10: Con experiencia en Venezuela
La matriz está elaborada de manera que a cada opción se le asigne un puntaje de
0, 5 ó 10 dependiendo del parámetro y dicho puntaje se multiplique por el peso del
parámetro que corresponda. La máxima puntuación total que puede obtener cualquier
opción es 10. A la evaluación técnica se le asignó un peso de 65%.
3.5.5. Determinar la Factibilidad Económica de la Incorporación de la Tecnología
Seleccionada al Proceso de Compresión del Complejo Lagogas Norte
A cada opción se le elaboró un estimado de costo total instalado clase V, basado
en las referencias 30 y 31 respectivamente. La ecuación 33 fue utilizada para el cálculo
de costo total instalado (CTI) en la Opción 1 y la ecuación 34 para la Opción 2.
46,0)(66,232 capacidadCTI ∗= Ec. 33
36,0)(89,723 capacidadCTI ∗= Ec. 34
La ecuación 33 aplica para plantas de extracción de líquidos del gas natural por
refrigeración mecánica, instaladas en lago en un rango de flujo de 50 a 150 MMPCND,
mientras que la ecuación 34 se aplica para plantas de extracción de líquidos por
turboexpansión instaladas en lago en un rango de flujo de 100 a 200 MMPCED
Donde:
CTI: Costo total instalado en MMBs.
Capacidad: Capacidad de la planta de extracción de líquidos en MMPCND

96
El alcance de los costos de capital calculados con las ecuaciones 33 y34 incluye:
– Suministro y fabricación de equipos
– Suministro de material a granel
– Transporte y nacionalización de equipos y materiales
– Transporte local de equipos y materiales
– Construcción de planta
– Servicios de ingeniería, gerencia y procura
– Servicios de gerencia de construcción
– Repuestos
– Facilidades temporales
– Prueba y arranque de la planta
Para ambas opciones se consideró que las plantas serán construidas en el país. El año
base considerado fue marzo de 1993 y la paridad cambiaria para ña fecha era de 84,68
Bs/US$.
Debido a que los costos parámetros dinámicos que varían en el tiempo, a fin de
calcular los costos actualizados se tienen las ecuaciones 35 y 36.
( ) ( ) ( )[ +++= CONoCONnMATNoMATNnEQNoEQNnPoPn /41,0/01,0/05,0
( ) ( ) ( ) ( ) ]oBsnBsMATIoMATInEQIoEQIn $//$/*/10,0/42,0 + Ec. 35
( ) ( ) ( )[ +++= CONoCONnMATNoMATNnEQNoEQNnPoPn /49,0/01,0/05,0
( ) ( ) ( ) ( ) ]oBsnBsMATIoMATInEQIoEQIn $//$/*/09,0/36,0 + Ec. 36
Donde:
P = Costo de la Planta
EQN = Índice para equipos nacionales. (Renglón “Maquinarias y equipos para la
industria excepto maquinarias para trabajar los metales y la madera”).

97
EQI = Índice para equipos importados. (Inflation Index, Indices de costos Nelson–
Farrar).
MATN = Índice para materiales nacionales. (Indice general de precios a nivel de
productor para insumos de la construcción).
MATI = Índice para materiales importados. (Promedio de equipos misceláneos. Índices
de costos Nelson–Farrar).
CON = Índice para Construcción. (Índice de precios a nivel de consumidor para el área
metropolitana de Caracas clasificada por grupo).
Bs/$ = Paridad cambiaria. (Tasa de cambio de referencia.)
n = Fecha en la cual se desea obtener el costo de la planta.
o = Fecha base (Marzo 1993).
Para 1993 los indicadores requeridos por las ecuaciones 35 y 36 son los
siguientes:
MATN = 832,3
EQN = 765,8
CON = 1158,4
Bs/$ = 84,68
MATI = 836,3
EQI = 1297,4
Entonces a fin de obtener el valor presente del costo total de inversión de cada
opción se utilizaron los indicadores actuales emitidos por el Banco Central de
Venezuela y los índices de Nelson-Farrar actualizados, siguientes:
MATN = 3642,64 (Índice de precios a nivel de productor de insumos de la construcción
clasificado por agrupaciones de productos, BCV, diciembre de 2013.)
EQN = 1452,27 (Índice de precios Laspeyeres de la producción, industria y manufactura
privada (materiales y equipos), BCV Año 2013).

98
CON = 501,8 (Índice nacional de precios a nivel de consumidor para el área de
Caracas, BCV, diciembre de 2013.)
Bs/$ = 6300 (debido a que el año de referencia es 1993, anterior a la reconversión
monetaria que se realizó a partir del 1ero de enero de 2008, se multiplica la paridad
cambiaria oficial de 6,3 Bs/$ por 1000).
MATI = 1256,4 (índice Nelson-Farrar de equipos misceláneos del año 2011)
EQI = 2435,6 índice de inflación Nelson-Farrar del año 2011)
Al aplicar las ecuaciones 33, 34, 35 y 36 se obtuvieron los siguientes resultados
mostrados en la tabla 27.
Tabla 27. Costo total instalado (inversión inicial) en MMBs. de las opciones estudiadas.
Fuente: Alvarado (2014).
Capacidad: 150 MMPCED Índices
empleados Índices año 0 (1993)
Índices año n (2013)
Procesos evaluados
CTI año 1993 en MMBs
CTI actual en MMBs
MATN 832.30 3,642.64 Opción 1 2.332 141.53 EQN 765.80 1,452.27 Opción 2 4.396 308.40 CON 1,158.40 501.80 MATI 836.30 1,256.40 EQI 1,297.40 2,435.60 Bs/$ 84.68 6,300.00
El análisis económico de cada opción se realizó utilizando una hoja de cálculo de
Excel en la cual se calculó el flujo de caja anualizado para cada opción. Para efectos de
la evaluación, se asignó 5% de la inversión total para lo relacionado a costos fijos de
mantenimiento y 3% del total de la inversión para costos de operación. El tipo de
evaluación realizada fue Evaluación Menor Costo.
Para el desarrollo del flujo de caja se distribuyó el CTI en 4 años, tiempo estimado
que toma la ejecución de un proyecto de inversión con capacidad de procesamiento

99
similar al desarrollado en este estudio. El CTI se distribuyó de la siguiente forma: 20%
en el año 0 que incluye el desarrollo de Ingeniería conceptual, básica y de detalles, 35%
en los años 1 y 2 que incluye la procura de materiales y equipos y construcción de la
planta de extracción y 10% en el año 3 que incluye la completación mecánica, el
arranque y puesta en marcha.
Los costos variables de mantenimiento se obtuvieron de valores pagados en
mantenimientos nivel 4 y nivel 5 efectuados a compresores de propano para la Opción
1 y a turboexpansores para la Opción 2. La tabla 28 muestra los valores considerados
en este estudio para costos variables de mantenimiento
Tabla 28 Costos variables de mantenimiento de la Opción 1 y Opción 2.
Fuente: Alvarado (2014).
Tipo de Mantenimiento Nivel 4 Nivel 5
Opciones Costo MMBs Frecuencia
Costo MMBs Frecuencia
Opción 1 26.78 31.5
Opción 2 35.28
Cada 4 años
44.1
Cada 5 años
Las ecuaciones utilizadas para el desarrollo de la evaluación económica son las
siguientes:
F= P (1+inf) n………………………………………………… …………………………………………Ec. 37
VPNd= FCt /(1+i)n Ec. 38
∑= +
=n
tni
FCtVPN0 )1(
Ec. 39

100
Donde:
F= Monto en año futuro n.
P= Monto en año presente o año cero.
inf= Porcentaje de inflación, tomado como 25% según los Lineamientos para la
Evaluación Económica de Propuestas de Inversión de Capital del año 2014.
i= tasa de descuento, tomado como 10% según los Lineamientos para la Evaluación
Económica de Propuestas de Inversión de Capital del año 2014.
n= año de evaluación.
VPNd= valor presente neto descontado.
VPN= valor presente neto de la propuesta.
Las tablas 29 y 30 tiene el flujo de caja y cálculo del VPN en MMBs para la Opción 1
Refrigeración Mecánica y la Opción 2 Turboexpansió, respectivamnete
Tabla 29. Resultados de la Evaluación Económica para la Opción 1.
Fuente: Alvarado (2014).
Tabla 30. Resultados de la Evaluación Económica para la Opción 2.
Opción 1 MMBs Año 0 Año 1 Año 2 Año 3 Año 4 Año 5 Año 6 Año 7 Año 8 Año 9 Año 10 Año 11 Año 12 Año 13 Año 14 Año 15 Año 16 Año 17
CTI 141.53 28.31 49.53 49.53 14.15
Costo Fijo de Mtto
7.08 17.28 21.60 26.99 33.74 42.18 52.72 65.90 82.38 102.97 128.72 160.90 201.12 251.40 314.25Costos de Operación
4.25 10.37 12.96 16.20 20.25 25.31 31.63 39.54 49.43 61.78 77.23 96.54 120.67 150.84 188.55
Mtto Nivel 4 26.78 127.67 311.70 760.99
Mtto Nivel 5 31.5 187.75 458.39 1119.10Total 28.31 49.53 49.53 14.15 27.64 34.55 43.19 181.66 255.24 84.36 105.45 443.51 623.15 205.95 257.44 1082.79 1521.35 502.81
Flujo de Caja Descontado 28.306 45.032 40.938 10.633 18.880 21.454 24.380 93.221 119.071 35.776 40.654 155.448 198.553 59.656 67.791 259.211 331.090 99.478
VPN ‐1649.572 MMBs
Flujo de Caja

101
Fuente: Alvarado (2014).
Luego de la evaluación económica se determinaron los parámetros a incluir en la
matriz de selección de opciones. Al igual que en la evaluación técnica a estos
parámetros se les asignó una puntuación y un peso que suma el 35% de la evaluación
global.
Los parámetros económicos de evaluación junto con su peso y el significado de
cada puntaje a asignar se indican a continuación:
Parámetro 1E. Resultados evaluación económica. Peso: 20%
5: Opción con indicadores más bajos
10: Opción con indicadores más altos
Parámetro 2E. Costos de inversión. Peso: 15%
5: Opción con más alta inversión
10: Opción con más baja inversión
La tabla 31 muestra la matriz técnico económica diseñada para este estudio con
los correspondientes resultados para cada opción.
Opción 2 MMBs Año 0 Año 1 Año 2 Año 3 Año 4 Año 5 Año 6 Año 7 Año 8 Año 9 Año 10 Año 11 Año 12 Año 13 Año 14 Año 15 Año 16 Año 17
CTI 308.40 61.68 107.94 107.94 30.84
Costo Fijo de Mtto
15.42 17.28 21.60 26.99 33.74 42.18 52.72 65.90 82.38 102.97 128.72 160.90 201.12 251.40 314.25Costos de Operación
9.25 10.37 12.96 16.20 20.25 25.31 31.63 39.54 49.43 61.78 77.23 96.54 120.67 150.84 188.55
Mtto Nivel 4 35.28 168.23 410.71 1002.72
Mtto Nivel 5 44.1 262.86 641.74 1566.75Total 61.68 107.94 107.94 30.84 27.64 34.55 43.19 222.22 330.34 84.36 105.45 542.52 806.50 205.95 257.44 1324.51 1968.99 502.81
Flujo de Caja Descontado 61.680 98.127 89.206 23.170 18.880 21.454 24.380 114.032 154.107 35.776 40.654 190.150 256.976 59.656 67.791 317.078 428.510 99.478
VPN ‐2101.106 MMBs
Flujo de Caja

102
Tabla 31. Matriz de selección técnica y económica diseñada para el estudio.
Fuente: Alvarado (2014).
Parámetros 1T 2t 3T 4T 5T 1E 2E Total Peso Opción 20% 15% 15% 10% 5% 20% 15% 100%
Opción 1 10 5 5 5 10 10 10 8
Opción 2 5 10 10 10 10 5 5 7

CAPÍTULO IV
ANÁLISIS DE RESULTADOS
Al analizar la corriente de gas de entrada al Complejo Lagogas Norte se tiene que
es un gas rico con un contenido de líquidos mayor a 4 GPM C3+ y bajo contenido de
contaminantes (sumatoria de contenido de H2S, CO2 y Nitrógeno < 0,02 molar), lo que
lo hace elegible para la instalación de un proceso de extracción de líquidos que permita
aprovechar la riqueza del gas de esta área.
Luego de realizar la simulación del proceso de compresión actual se obtuvo la
composición, propiedades físicas y termodinámicas de las corrientes interetapa y de
descarga del proceso. Al realizar la validación de la simulación se obtuvo una variación
porcentual menor a 10 para todas las temperaturas y flujos, y menor a 5 para todas las
presiones, indicando esto que el modelo de simulación y el sistema termodinámico de
Peng Robinson son confiables para reproducir escenarios de procesamiento de gas a
las condiciones de Lagogas Norte.
De la información bibliográfica analizada se tiene que las plantas de extracción de
LGN son únicas en función de la presión, flujo y composición del gas de alimentación;
características geográficas, especificaciones de recobro y mercado. En consecuencia
estas plantas varían considerablemente en tamaño, complejidad y configuración.
Se encontró que de las aproximadamente 1600 plantas de extracción de LGN
operativas hasta el año 2011 a escala mundial, alrededor del 80% usan la tecnología de
refrigeración mecánica o turboexpansión. Considerando que la última planta nueva de
absorción con aceite pobre de construyó hace 30 años, la porción estimada de nuevas
plantas de extracción de LGN construidas hasta hoy que usan refrigeración mecánica o
turboexpansión es mayor al 95%, por ello no se consideró dentro de la matriz de
evaluación de esta investigación (Tabla 11) el proceso de absorción con aceite pobre.

104
Luego de analizar los cuatro procesos de extracción de líquidos en la matriz de
comparación se obtuvo que sólo aplican para este estudio la refrigeración mecánica y el
proceso de turboexpansión, debido a que estos dos procesos se adaptan a los niveles
de presión, flujo y riqueza del gas del Complejo Lagogas Norte. Por otro lado el proceso
de autorefrigeración no aplica debido a que el volumen de gas a procesar es mucho
mayor al máximo para el cual este proceso resulta eficiente. Sin embargo la
autorefrigeración normalmente se encuentra presente dentro de otros procesos de
extracción de líquidos como sistema auxiliar de expansión en las corrientes de
preenfriamiento. En cuanto a la adsorción con lecho sólido, este proceso quedó
descartado debido a que se adapta para procesamiento de gases que poseen un bajo
contenido de hidrocarburos pesados. Por lo antes descrito los procesos evaluados en
esta investigación fueron la refrigeración mecánica como Opción 1 y la turboexpansión
como Opción 2
. Previo al inicio del diseño de los procesos se determinó la composición de la
corriente de alimentación para el proceso de extracción de líquidos, sabiendo que el
gas comprimido en Lagogas Norte se emplea como gas lift, la corriente de gas pobre,
luego de la extracción de líquidos retorna al yacimiento y se mezcla con el gas de
formación, para reflejar esto en la realidad se simuló la mezcla de la composición de
gas pobre con la composición del gas de formación y se obtuvo un rango de
composiciones de alimentación al proceso de extracción de líquidos, con un contenido
de líquidos de 4,39 a 2,72 GPM C3+, para los cuales las plantas de extracción de
líquidos diseñadas operan de forma satisfactoria.
Al realizar el diseño de los procesos se obtuvo que en la Opción 1 puede
alcanzarse un recobro de 14614,92 a 9016,96 Bbl/dia de líquidos, ligeramente mayor al
logrado con la Opción 2 que es de 14539,88 a 8696,45 Bbl/dia, ambos procesos con un
recobro de propano del 85%. En cuanto a la potencia requerida, en la Opción 1 se
requieren de 13163,023 a 13029,68 HP mientras que en la Opción 2 se requieren sólo
de 6652,03 a 8026,03 HP, esto debido a que en la Opción 1 se tiene un compresor
adicional en el ciclo de refrigeración mecánica y en la Opción 2 se utiliza la potencia

105
generada por el turboexpansor para cubrir la demanda de una etapa de la
recompresión.
En cuanto al requerimiento energético en la Opción 1 es mayor debido a que se
requiere extraer calor en el condensador de la torre de destilación y en el condensador
del ciclo de refrigeración, obteniéndose un requerimiento energético externo de 32,11 a
20,85 MMBTU/hr mientras que para la Opción 2 este requerimiento es de sólo 15,77 a
10,67 MMBTU/hr ya que solo se requiere retiro de calor en el condensador de la torre.
Para ambos procesos de buscó la configuración más sencilla y con menor
cantidad de equipos. Al realizar el dimensionamiento de los equipos de cada opción se
obtuvo que para la Opción 1 se requieren 13 equipos principales mientras que para la
Opción 2 se requieren 11 esto debido a que el ciclo de refrigeración mecánica adiciona
4 equipos al proceso de extracción
La evaluación técnica de opciones se realizó identificando primeramente los aspectos a
considerar como puntos de comparación, obteniendo que los más resaltantes son el
flujo de líquidos extraídos, el requerimiento de potencia, la cantidad de equipos
requeridos, y el requerimiento energético externo. De esto se obtuvo que con la Opción
1 se extrae un flujo de líquidos ligeramente mayor que con la Opción 2, aunque el
requerimiento de potencia y el requerimiento energético externo en la Opción 1 es mas
alto que en la Opción 2
Conociendo el costo total instalado para cada opción se tiene que la Opción 2
presenta un mayor costo inicial en comparación con la Opción 1 para una planta de la
misma capacidad de procesamiento, esto demuestra lo expuesto por diversos autores,
según los cuales el proceso de turboexpansión normalmente tiene un costo de inversión
alto en comparación a la refrigeración mecánica. De los resultados obtenidos puede
observarse que el costo variable de mantenimiento es superior para la turboexpansión,
esto debido a que el turboexpansor es un equipo complejo cuyos repuestos son
costosos y requiere de mantenimientos nivel IV y V cada 4 y 5 años respecrivamente. El

106
costo de mantenimiento del compresor de propano es inferior aunque de igual forma
requiere mantenimientos nivel IV y V cada 4 y 5 años
De la evaluación económica realizada se obtuvo que la Opción 1 es la que
presentó un VPN menos negativo, obteniendo esta opción mejores puntajes en la parte
económica. Al combinar los parámetros técnicos y económicos en la matriz de
selección se tiene que la opción con mayor puntuación fue la Opción 1, esto debido a
que aunque técnicamente esta Opción requiere mayor potencia y energía externa, el
recobro de líquidos es apenas superior al de la Opción 2 y los costos de inversión y
mantenimiento son considerablemente inferiores.

CONCLUSIONES
• El complejo de compresión Lagogas Norte maneja una corriente de gas rico con
un GPM de 4.28 C3+ lo cual lo hace elegible para implantar un sistema de
extracción de líquidos del gas natural.
• De las tecnologías existentes en el mercado las que se adaptan técnicamente a
las condiciones operacionales y composición del gas comprimido en Lagogas IV
son la refrigeración mecánica (opción 1) y la turboexpansión (opción 2).
• De los procesos diseñados la Opción 1, resultó favorecida técnicamente debido a
que permite un recobro de líquidos de 3,55% por encima al logrado en la Opción
2.
• La Opción 2 presenta un requerimiento de potencia 49% más bajo al requerido
por la Opción 1, la energía externa requerida en la Opción 2 es inferior en
50,88% a la de la Opción 1.
• Económicamente la Opción 1 Refrigeración Mecánica obtuvo una puntuación de
20 por tener menor costo inicial y menores costos variables de mantenimiento.
La Opción 2 obtuvo sólo 10 puntos.
• Al combinar los aspectos técnicos y económicos se tiene que la Opción 1
Refrigeración Mecánica es la tecnología seleccionada para la extracción de
líquidos en Lagogas Norte, ya que obtuvo 8 puntos ponderados en la matriz de
selección.

RECOMENDACIONES
• Evaluar el rendimiento y punto óptimo de operación de la tercera etapa del
sistema de compresión actual de Lagogas IV en función del cambio en el peso
molecular del gas a la entrada a esta etapa.
• Evaluar el sistema de gas combustible de Lagogas IV a fin de determinar su
rendimiento en función de la composición del gas residual que se obtiene de la
planta de extracción de líquidos.
• Evaluar la capacidad de procesamiento del Complejo Petroquímico El Tablazo
para el manejo del volumen de líquidos a enviar desde Lagogas IV.
• Elaborar una evaluación económica detallada para ambas opciones donde se
tome en cuenta el tamaño y cantidad de equipos que conforman cada proceso.

REFERENCIAS BIBLIOGRÁFICAS
1.- ASME. (2008). Boiler & Pressure Vessel Code, Sección VIII, División 1, Rules for
Construcción of Pressure Vessels. New Cork, USA.
2.- Balestrini, Miriam. (2007) Como se Elabora el Proyecto de Investigación. 7ma
edición. Consultores Asociados OBL. Caracas, Venezuela.
3.- Campbell, Jhon. (1994) Gas Conditioning & Processing. 3era Edición Penn Well
Books. Oklahoma, USA.
4.- Castro Soto, Karil. (2001) Evaluación de Alternativas en Proceso de Extracción
de Líquidos del Gas Natural. Universidad del Zulia. División de Postgrado, Programa de
Postgrado en Ingeniería de Gas. Maracaibo, Venezuela.
5.- Dale Beggs, H. (1984) Gas Production Operations. Oil & Gas Consultants
International Inc. Oklahoma, USA.
6.- Duerto, Orta y Mionelys Josefina. (2009) Evaluación del Sistema de
Estabilización de los Trenes A y B de la Planta de Extracción San Joaquín. Universidad
de Oriente. Núcleo de Anzoátegui, Escuela de Ingeniería y Ciencias Aplicadas.
Departamento de Petróleo. Barcelona, Venezuela.
7.- Entre Gas. (2010) Publicación Trimestral del Ente Nacional de Gas
(ENAGAS).MENPET. Caracas, Venezuela.
8.- Gas Processors Supliers Association. (2004) Engineering Data Book. 12va
Edición (Electrónico). Oklahoma, USA.
9.- Hernández Sampieri, Roberto; Fernández Collado, Carlos y Baptista, Pilar. (2006) Metodología de la Investigación. Cuarta edición Mac Graw Hill. Mexico D.F.
10.- Hurtado, Jacqueline. (2000) Metodología de la Investigación Holística.
Fundación Sypal, S.A. 3era Edición. Caracas, Venezuela.
11.- Índices Nelson-Farrar, en http://www.ogj.com/articles/print/volume-111/issue-
1/processing/nelson-farrar-quarterly-costimating-refinery.html.

110
12.- Índice de Precios a Nivel de Productor de Insumos de la Construcción Clasificado por Agrupaciones de Productos, en
http://www.bcv.org.ve/excel/4_1_11.xls?id=97.
13. Índice Nacional de Precios al Consumidor por Dominios, en
http://www.bcv.org.ve/cuadros/4/460a.asp?id=422.
14.- Índice de Precios Laspeyres de la Producción Industria Manufacturera Privada, en http://www.bcv.org.ve/excel/4_1_4.xls?id=90.
15.- Jiménez Gutiérrez, Arturo (2003) Diseño de Procesos en Ingeniería Química,
Editorial Reverté S.A. Barcelona, España.
16.- Kidnay, Arthur y Parrish, William. (2006) Fundamentals of Natural Gas
Processing. Taylor and Francis Group, LLC. Florida, USA.
17.- Lakshmit, Venkatesh y Umesh, Yeole. (2010) Process Selection of Natural Gas
Recovery Unit. Petrofac Engineering India Limited. Mumbai, India.
18.- Marcelo Arias, Jorge. (2006) Gas Natural Licuado Tecnología y Mercado.
Instituto Argentino de la Energía “General Mosconi”. Buenos Aires, Argentina.
19.- Martínez, Marcías. (2006) Características y Comportamiento de los
Hidrocarburos. 4ta Edición. Ingenieros Consultores y Asociados, C.A. (ICONSA).
Maracaibo, Venezuela.
20.- Medina, María. (2011) Análisis Técnico-económico para la Selección de un
Proceso de Endulzamiento del Gas Natural Producido por Técnicas de Inyección de
Vapor. Universidad del Zulia. División de Postgrado, Programa de Postgrado en
Ingeniería de Gas. Maracaibo, Venezuela.
21.- Megyesy, Eugene. (1989) Manual de Recipientes a Presión. Diseño y Cálculo.
1era Edición. Grupo Noriega Editores. D.F., México.
22.- Mokhatab, Saeid; Poe, William A y Speight, James. (2006) Handbook of
Natural Gas Transmission and Processing. Oxford, Reino Unido.

111
23.- Morillo, Moraima. (2004) Diseño de una Planta de Extracción de GLP en un
Sistema de Compresión y Transmisión de Gas Asociado. Universidad del Zulia. División
de Postgrado, Programa de Postgrado en Ingeniería de Gas. Maracaibo, Venezuela.
24.- Notigas. (2008) Boletín Informativo N° 3. UNERMB y GIGAS. Los Puertos de
Altagracia, Venezuela.
25.- Osorio, Javier y Gaffaro, Yuli. (2008) Estudio Técnico-Económico para la
Selección del Proceso de Extracción de Líquido del Gas Natural de la Unidad de
Explotación Lagocinco. Universidad del Zulia. División de Postgrado, Programa de
Postgrado en Ingeniería de Gas. Maracaibo, Venezuela.
26.- PDVSA. (2006) Operaciones de Plantas de Extracción de Productos de Gas
Natural. Manual del Curso Plantas de Gas Natural. Maracaibo, Venezuela
27.- PDVSA. Programa de Gas. CIED. Venezuela.
28.- PDVSA. (1991) 90616.1.027 Manual de Ingeniería de Diseño Volumen 15,
Separadores Líquido- Vapor. Venezuela.
29.- PDVSA. (2005) MDP-03-S-03 Manual Diseño de Proceso Tambores
Separadores, Separadores Líquido- Vapor. Venezuela.
30.- PDVSA. (1996) MEC–400–08–01 Manual de Estimación de Costos Clase V (Tipo
Curvas) Volumen 3, Facilidades Superficiales de Producción. Plantas de Extracción de
Líquidos Tipo Refrigeración Mecánica. Venezuela.
31.- PDVSA. (1996) MEC–400–08–02 Manual de Estimación de Costos Clase V (Tipo
Curvas) Volumen 3, Facilidades Superficiales de Producción. Plantas de Extracción de
Líquidos Proceso Turboexpansion. Venezuela.
32.- Perry Robert. (2001) Perry’s Chemical Engineers’ Handbook. Séptima Edición.
Mc Graw-Hill. Madrid, España
33.- Pino Morales, Fernando. (2002). Universidad de Oriente, Núcleo Monagas.
Escuela de Ingeniería de Petróleo. Apuntes de Gasotecnia. Monagas, Venezuela.

112
34.- Pitman, Richard N; Hudson, Hank M. y Wilkinson, John D. (1998) Next
Generation Processes for NGL/LPG Recovery. Presented at the 77th Annual Convention
of the Gas Processors Association. Dallas, USA.
35.- PRO II USER’S GUIDE Release 7.1.(2005) Simulation Sciences Inc. USA.
36.- Rebolledo, Jackeline y Macías, Ricardo. (2007) Factibilidad de Instalación de
un Tren de Deshidratación en el Campo Operacional UDO-1, mediante el software
Pro/II. Universidad de Oriente, Núcleo de Anzoátegui, Escuela de Ingeniería y Ciencias
Aplicadas, Departamento de Ingeniería Química. Puerto La Cruz, Venezuela.
37.- Sabino, Carlos (1992). El Proceso de Investigación. Editorial Panamericana.
Primera Edición. Caracas, Venezuela.
38.- Vásquez Cordano, Arturo. (2006) Principios Económicos de la Industria del Gas
Natural. OSINERG. Lima, Perú.
39.- Younger, A. H. (2004) Natural Processing Principles and Technology, Volumen
2, Capítulo 21. Calgary, Canada.

ANEXOS

ANEXO 1
Cromatografía de Succión del Complejo de Compresión Lagogas IV


ANEXO 2
Diagrama y Resultados en PRO II de un Módulo de Compresión del Complejo Lagogas IV

Anexo 2
Diagrama de Módulo de Compresión en Pro II.

Reporte de resultados del Simulador ProII/Provision. 1.- Corrientes
Stream (Summary) UOM AGUA-ENTRADA COND_TOT_C1 GAS-HIDRATAD GAS-SECO GAS-SUCCION S1 S10 S11 S12Name AGUA-ENTRADA COND_TOT_C1 GAS-HIDRATAD GAS-SECO GAS-SUCCION S1 S10 S11 S12Description AGUA-ENTRADA COND_TOT_C1 GAS-HIDRATAD GAS-SECO GAS-SUCCION S1 S10 S11 S12Phase Water Mixed Mixed Vapor Vapor Water Vapor Liquid MixedTotal Molar Rate lb-mol / day 2.040203449 1301.495979 102.0402813 100.000078 100.7081938 1.33208755 198497.011 3063.53338 198497.011Total Mass Rate lb / day 36.75483591 48112.21142 2407.065262 2370.31043 2383.067332 23.9979299 4727048.5 223469.856 4727048.5Temperature F 90.00000122 91.2157916 77.93308832 90.0000012 76.965323 76.965323 118.696105 118.696105 119.999983Pressure psia 64.69594131 62.69594127 64.69594131 64.6959413 64.69594131 64.6959413 382.735817 382.735817 879.353841Total Molecular Weight 18.01527977 36.96685369 23.58936325 23.7030858 23.66309277 18.0152798 23.814205 72.945135 23.814205Total Specific Enthalpy BTU / lb 57.99858313 43.65603788 144.2755797 145.61342 144.6285497 44.9927384 149.959722 49.4618025 125.628293Total Cp BTU / lb F 0.997531205 0.698627863 0.472196236 0.47220354 0.466601875 0.99803078 0.52628932 0.56869901 0.62630705Total Molar Component Rates lb-mol / day H2S 0 0.00042457 0.001000002 0.001 0.001000002 0 1.97998768 0.01864854 1.97998768 CO2 0 0.239069188 1.554502725 1.55450273 1.554502725 0 3064.65038 12.464879 3064.65038 N2 0 0.004977522 0.280200499 0.2802005 0.280200499 0 550.561399 0.40304686 550.561399 METHANE 0 4.082209366 70.51392594 70.5139259 70.51392594 0 138741.069 264.693418 138741.069 ETHANE 0 4.498211044 13.57172403 13.571724 13.57172403 0 26844.2554 213.617103 26844.2554 PROPANE 0 9.453466579 8.047613987 8.04761399 8.047613987 0 16060.6978 348.325408 16060.6978 IBUTANE 0 3.804088558 1.30880229 1.30880229 1.30880229 0 2645.99922 121.024286 2645.99922 BUTANE 0 10.6170593 2.564804547 2.56480455 2.564804547 0 5216.59622 309.776257 5216.59622 IPENTANE 0 7.294022795 0.686901231 0.68690123 0.686901231 0 1432.13789 176.8704 1432.13789 PENTANE 0 9.364943235 0.674201187 0.67420119 0.674201187 0 1415.47194 208.83289 1415.47194 HEXANE 0 24.13977695 0.432700771 0.43270077 0.432700771 0 969.052703 391.199465 969.052703 HEPTANE 0 51.61679454 0.224900404 0.2249004 0.224900404 0 521.108579 498.486519 521.108579 OCTANE 0 86.99826539 0.097000174 0.09700017 0.097000174 0 173.605214 403.125174 173.605214 NONANE 0 48.75694755 0.02830005 0.02830005 0.02830005 0 16.4225112 91.3213415 16.4225112 DECANE 0 26.17496095 0.013500024 0.01350002 0.013500024 0 1.28714551 17.4257944 1.28714551 WATER 2.040203449 1014.450761 2.040203449 0 0.708115899 1.33208755 842.115699 5.94874726 842.115699Total Molar Component Fractions fraction H2S 0 3.26217E-07 9.80007E-06 1E-05 9.9297E-06 0 9.9749E-06 6.0873E-06 9.9749E-06 CO2 0 0.000183688 0.015234207 0.01554502 0.015435713 0 0.01543928 0.00406879 0.01543928 N2 0 3.82446E-06 0.002745979 0.002802 0.002782301 0 0.00277365 0.00013156 0.00277365 METHANE 0 0.003136552 0.691040097 0.70513871 0.700180624 0 0.69895798 0.08640135 0.69895798 ETHANE 0 0.003456185 0.133003593 0.13571713 0.134762858 0 0.13523758 0.06972899 0.13523758 PROPANE 0 0.007263539 0.078867031 0.08047608 0.079910221 0 0.08091153 0.11370054 0.08091153 IBUTANE 0 0.002922858 0.01282633 0.01308801 0.012995986 0 0.01333017 0.0395048 0.01333017 BUTANE 0 0.008157581 0.025135216 0.02564803 0.025467685 0 0.02628048 0.10111731 0.02628048 IPENTANE 0 0.005604338 0.006731667 0.00686901 0.006820708 0 0.00721491 0.05773412 0.00721491 PENTANE 0 0.007195522 0.006607206 0.00674201 0.006694601 0 0.00713095 0.06816733 0.00713095 HEXANE 0 0.018547715 0.00424049 0.004327 0.00429658 0 0.00488195 0.12769551 0.00488195 HEPTANE 0 0.039659588 0.002204036 0.002249 0.002233189 0 0.00262527 0.1627162 0.00262527 OCTANE 0 0.066844821 0.000950607 0.00097 0.000963181 0 0.0008746 0.13158831 0.0008746 NONANE 0 0.037462234 0.000277342 0.000283 0.00028101 0 8.2734E-05 0.02980916 8.2734E-05 DECANE 0 0.020111442 0.000132301 0.000135 0.000134051 0 6.4845E-06 0.00568814 6.4845E-06 WATER 1 0.779449785 0.019994099 0 0.007031363 1 0.00424246 0.00194179 0.00424246

Reporte de resultados del Simulador ProII/Provision. 1.- Corrientes
Stream (Summary) S14 S15 S17 S18 S19 S2 S20 S22 S23 S24 S25 S26 S27Name S14 S15 S17 S18 S19 S2 S20 S22 S23 S24 S25 S26 S27Description S14 S15 S17 S18 S19 S2 S20 S22 S23 S24 S25 S26 S27Phase Mixed Mixed Mixed Vapor Liquid Vapor Mixed Mixed Vapor Water Water Water MixedTotal Molar Rate 198497.011 201331.674 198497.011 196331.182 1700.50435 201331.674 196331.182 196331.182 100 1014.15139 1932.5535 463.094545 2163.5989Total Mass Rate 4727048.5 4886877.78 4727048.5 4628315.35 90275.5569 4886877.78 4628315.35 4628315.35 1949.925 18270.221 34815.492 8342.77779 98618.3347Temperature 119.999983 119.999983 119.999983 119.889533 119.889533 91.2157916 119.999983 119.999983 -33.7300001 91.2157916 118.696105 119.889533 119.889533Pressure 879.353841 384.735817 879.353841 877.353841 877.353841 62.6959413 1809.53557 1809.53557 548.789743 62.6959413 382.735817 877.353841 877.353841Total Molecular Weight 23.814205 24.2727718 23.814205 23.5740207 53.0875188 24.2727718 23.5740207 23.5740207 19.49925 18.0152798 18.0152798 18.0152798 45.5806918Total Specific Enthalpy 125.628293 146.814311 125.628293 127.112454 52.8654825 155.835516 88.3777392 88.3777392 40.1534508 59.2113832 87.6348177 90.1085083 56.0161166Total Cp 0.62630705 0.53084238 0.62630705 0.62507575 0.63340705 0.47002493 0.82128266 0.82128266 0.66237525 0.99750401 0.99562514 0.99335354 0.66385731Total Molar Component Rates H2S 1.97998768 1.98070025 1.97998768 1.96201214 0.01795286 1.98070025 1.96201214 1.96201214 0.0011 0 0 0 0.01795286 CO2 3064.65038 3062.89501 3064.65038 3050.40071 14.2318103 3062.89501 3050.40071 3050.40071 1.76350176 0 0 0 14.2318103 N2 550.561399 550.283906 550.561399 549.879619 0.68093104 550.283906 549.879619 549.879619 0.31680032 0 0 0 0.68093104 METHANE 138741.069 138642.268 138741.069 138376.874 363.742608 138642.268 138376.874 138376.874 79.8368798 0 0 0 363.742608 ETHANE 26844.2554 26843.2572 26844.2554 26629.1665 214.813807 26843.2572 26629.1665 26629.1665 15.3094153 0 0 0 214.813807 PROPANE 16060.6978 16132.0949 16060.6978 15783.0837 277.249075 16132.0949 15783.0837 15783.0837 2.77230277 0 0 0 277.249075 IBUTANE 2645.99922 2685.709 2645.99922 2564.45805 81.4285207 2685.709 2564.45805 2564.45805 0 0 0 0 81.4285207 BUTANE 5216.59622 5332.51817 5216.59622 5022.1766 194.146228 5332.51817 5022.1766 5022.1766 0 0 0 0 194.146228 IPENTANE 1432.13789 1517.60131 1432.13789 1340.4169 91.5804617 1517.60131 1340.4169 1340.4169 0 0 0 0 91.5804617 PENTANE 1415.47194 1522.56939 1415.47194 1313.3735 101.939472 1522.56939 1313.3735 1313.3735 0 0 0 0 101.939472 HEXANE 969.052703 1216.22315 969.052703 824.303486 144.473618 1216.22315 824.303486 824.303486 0 0 0 0 144.473618 HEPTANE 521.108579 888.230633 521.108579 388.853086 131.990376 888.230633 388.853086 388.853086 0 0 0 0 131.990376 OCTANE 173.605214 506.487105 173.605214 103.256875 70.3931573 506.487105 103.256875 103.256875 0 0 0 0 70.3931573 NONANE 16.4225112 98.1024708 16.4225112 6.98494953 9.48529503 98.1024708 6.98494953 6.98494953 0 0 0 0 9.48529503 DECANE 1.28714551 17.7442626 1.28714551 0.34784819 0.94304776 17.7442626 0.34784819 0.34784819 0 0 0 0 0.94304776 WATER 842.115699 2313.70963 842.115699 375.644214 3.38799206 2313.70963 375.644214 375.644214 0 1014.15139 1932.5535 463.094545 466.482537Total Molar Component Fractions H2S 9.9749E-06 9.838E-06 9.9749E-06 9.9934E-06 1.0557E-05 9.838E-06 9.9934E-06 9.9934E-06 1.1E-05 0 0 0 8.2977E-06 CO2 0.01543928 0.01521318 0.01543928 0.01553702 0.00836917 0.01521318 0.01553702 0.01553702 0.01763502 0 0 0 0.00657784 N2 0.00277365 0.00273322 0.00277365 0.00280078 0.00040043 0.00273322 0.00280078 0.00280078 0.003168 0 0 0 0.00031472 METHANE 0.69895798 0.68862621 0.69895798 0.70481353 0.21390278 0.68862621 0.70481353 0.70481353 0.7983688 0 0 0 0.16811924 ETHANE 0.13523758 0.13332853 0.13523758 0.13563391 0.12632359 0.13332853 0.13563391 0.13563391 0.15309415 0 0 0 0.09928541 PROPANE 0.08091153 0.08012696 0.08091153 0.0803901 0.16303932 0.08012696 0.0803901 0.0803901 0.02772303 0 0 0 0.12814255 IBUTANE 0.01333017 0.01333972 0.01333017 0.0130619 0.04788492 0.01333972 0.0130619 0.0130619 0 0 0 0 0.03763568 BUTANE 0.02628048 0.02648624 0.02628048 0.02558013 0.11416979 0.02648624 0.02558013 0.02558013 0 0 0 0 0.089733 IPENTANE 0.00721491 0.00753782 0.00721491 0.00682733 0.05385488 0.00753782 0.00682733 0.00682733 0 0 0 0 0.04232784 PENTANE 0.00713095 0.00756249 0.00713095 0.00668958 0.05994661 0.00756249 0.00668958 0.00668958 0 0 0 0 0.0471157 HEXANE 0.00488195 0.00604089 0.00488195 0.00419854 0.08495928 0.00604089 0.00419854 0.00419854 0 0 0 0 0.06677468 HEPTANE 0.00262527 0.00441178 0.00262527 0.0019806 0.07761837 0.00441178 0.0019806 0.0019806 0 0 0 0 0.06100501 OCTANE 0.0008746 0.00251569 0.0008746 0.00052593 0.04139546 0.00251569 0.00052593 0.00052593 0 0 0 0 0.03253522 NONANE 8.2734E-05 0.00048727 8.2734E-05 3.5577E-05 0.00557793 0.00048727 3.5577E-05 3.5577E-05 0 0 0 0 0.00438404 DECANE 6.4845E-06 8.8134E-05 6.4845E-06 1.7717E-06 0.00055457 8.8134E-05 1.7717E-06 1.7717E-06 0 0 0 0 0.00043587 WATER 0.00424246 0.01149203 0.00424246 0.00191332 0.00199235 0.01149203 0.00191332 0.00191332 0 1 1 1 0.21560491

Reporte de resultados del Simulador ProII/Provision. 1.- Corrientes
Stream (Summary) S28 S29 S3 S31 S32 S33 S34 S4 S5 S6 S8 S9 SUCCIONName S28 S29 S3 S31 S32 S33 S34 S4 S5 S6 S8 S9 SUCCIONDescription S28 S29 S3 S31 S32 S33 S34 S4 S5 S6 S8 S9 SUCCIONPhase Mixed Vapor Liquid Water Mixed Vapor Liquid Vapor Liquid Mixed Mixed Vapor VaporTotal Molar Rate 4996.08688 196138.049 287.344592 193.132674 198486.339 164677.255 33809.0835 196331.182 100 201331.674 201331.674 197637.084 197637.084Total Mass Rate 258285.348 4624836.01 29841.9905 3479.33915 4731413.75 3314085.12 1417328.63 4628315.35 5542.49475 4886877.78 4886877.78 4676704.64 4676704.64Temperature 118.696105 119.999983 91.2157916 119.999983 11.48 11.48 11.48 119.889533 264.325461 119.999983 119.999983 110 110Pressure 382.735817 1809.53557 62.6959413 1809.53557 553 553 553 877.353841 553 384.735817 384.735817 64.6959413 64.6959413Total Molecular Weight 51.6975293 23.5794943 103.854366 18.0152798 23.8374781 20.1247289 41.9215338 23.5740207 55.4249475 24.2727718 24.2727718 23.6630928 23.6630928Total Specific Enthalpy 54.6073221 88.3745893 34.1325579 92.5647145 44.7736078 69.3419157 -12.6735141 127.112454 167.481304 146.814311 146.814311 160.272092 160.272092Total Cp 0.62624639 0.82115591 0.51564633 0.98976042 0.59119478 0.59085993 0.59197777 0.62507575 1.29316837 0.53084238 0.53084238 0.48066814 0.48066814Total Molar Component Rates H2S 0.01864854 1.96201214 0.00042457 0 1.98486339 1.44761721 0.53724617 1.96201214 0 1.98070025 1.98070025 1.96247628 1.96247628 CO2 12.464879 3050.40071 0.23906919 0 3077.53068 2682.62656 394.904118 3050.40071 0 3062.89501 3062.89501 3050.6692 3050.6692 N2 0.40304686 549.879619 0.00497752 0 552.982939 542.287161 10.6957781 549.879619 0 550.283906 550.283906 549.885837 549.885837 METHANE 264.693418 138376.874 4.08220937 0 139329.867 131493.293 7836.57451 138376.874 0 138642.268 138642.268 138381.656 138381.656 ETHANE 213.617103 26629.1665 4.49821104 0 26957.4221 20235.7169 6721.70514 26629.1665 1.000001 26843.2572 26843.2572 26634.1383 26634.1383 PROPANE 348.325408 15783.0837 9.45346658 0 16127.412 7620.53541 8506.87658 15783.0837 47.1013471 16132.0949 16132.0949 15793.223 15793.223 IBUTANE 121.024286 2564.45805 3.80408856 0 2656.73964 699.786042 1956.9536 2564.45805 11.0846111 2685.709 2685.709 2568.4888 2568.4888 BUTANE 309.776257 5022.1766 10.6170593 0 5237.45901 1107.45042 4130.0086 5022.1766 21.8523219 5332.51817 5332.51817 5033.35897 5033.35897 IPENTANE 176.8704 1340.4169 7.29402279 0 1437.63655 143.110757 1294.52579 1340.4169 5.997806 1517.60131 1517.60131 1348.02493 1348.02493 PENTANE 208.83289 1313.3735 9.36494324 0 1420.76521 122.229393 1298.53582 1313.3735 5.92760593 1522.56939 1522.56939 1323.10144 1323.10144 HEXANE 391.199465 824.303486 24.1397769 0 971.789113 23.5707892 948.218326 824.303486 4.05450405 1216.22315 1216.22315 849.163462 849.163462 HEPTANE 498.486519 388.853086 51.6167945 0 522.01907 4.66419452 517.354877 388.853086 2.17830218 888.230633 888.230633 441.360909 441.360909 OCTANE 403.125174 103.256875 86.9982654 0 174.667978 0.5206329 174.147345 103.256875 0.72860073 506.487105 506.487105 190.360196 190.360196 NONANE 91.3213415 6.98494953 48.7569475 0 16.6728524 0.0160594 16.6567931 6.98494953 0.06950007 98.1024708 98.1024708 55.5380768 55.5380768 DECANE 17.4257944 0.34784819 26.174961 0 1.38940437 0.00044917 1.38895521 0.34784819 0.00540001 17.7442626 17.7442626 26.4934292 26.4934292 WATER 1938.50225 182.51154 0.29937401 193.132674 0 0 0 375.644214 0 2313.70963 2313.70963 1389.65814 1389.65814Total Molar Component Fractions H2S 3.7326E-06 1.0003E-05 1.4776E-06 0 0.00001 8.7906E-06 1.5891E-05 9.9934E-06 0 9.838E-06 9.838E-06 9.9297E-06 9.9297E-06 CO2 0.00249493 0.01555231 0.00083199 0 0.015505 0.01629021 0.01168041 0.01553702 0 0.01521318 0.01521318 0.01543571 0.01543571 N2 8.0673E-05 0.00280353 1.7322E-05 0 0.002786 0.00329303 0.00031636 0.00280078 0 0.00273322 0.00273322 0.0027823 0.0027823 METHANE 0.05298015 0.70550755 0.01420667 0 0.701962 0.79849092 0.23178903 0.70481353 0 0.68862621 0.68862621 0.70018062 0.70018062 ETHANE 0.04275688 0.13576747 0.01565441 0 0.135815 0.12288107 0.19881359 0.13563391 0.01000001 0.13332853 0.13332853 0.13476286 0.13476286 PROPANE 0.06971965 0.08046926 0.03289941 0 0.081252 0.04627558 0.25161512 0.0803901 0.47101347 0.08012696 0.08012696 0.07991022 0.07991022 IBUTANE 0.02422382 0.01307476 0.01323877 0 0.013385 0.00424944 0.05788248 0.0130619 0.11084611 0.01333972 0.01333972 0.01299599 0.01299599 BUTANE 0.06200378 0.02560532 0.03694887 0 0.026387 0.00672497 0.12215677 0.02558013 0.21852322 0.02648624 0.02648624 0.02546768 0.02546768 IPENTANE 0.03540179 0.00683405 0.02538424 0 0.007243 0.00086904 0.03828929 0.00682733 0.05997806 0.00753782 0.00753782 0.00682071 0.00682071 PENTANE 0.04179929 0.00669617 0.03259133 0 0.007158 0.00074224 0.0384079 0.00668958 0.05927606 0.00756249 0.00756249 0.0066946 0.0066946 HEXANE 0.07830117 0.00420267 0.08400985 0 0.004896 0.00014313 0.02804626 0.00419854 0.04054504 0.00604089 0.00604089 0.00429658 0.00429658 HEPTANE 0.09977539 0.00198255 0.17963378 0 0.00263 2.8323E-05 0.01530224 0.0019806 0.02178302 0.00441178 0.00441178 0.00223319 0.00223319 OCTANE 0.08068818 0.00052645 0.30276632 0 0.00088 3.1615E-06 0.0051509 0.00052593 0.00728601 0.00251569 0.00251569 0.00096318 0.00096318 NONANE 0.01827857 3.5612E-05 0.1696811 0 0.000084 9.752E-08 0.00049267 3.5577E-05 0.000695 0.00048727 0.00048727 0.00028101 0.00028101 DECANE 0.00348789 1.7735E-06 0.09109258 0 0.000007 2.7276E-09 4.1082E-05 1.7717E-06 5.4E-05 8.8134E-05 8.8134E-05 0.00013405 0.00013405 WATER 0.38800411 0.00093053 0.00104186 1 0 0 0 0.00191332 0 0.01149203 0.01149203 0.00703136 0.00703136

Reporte de resultados del Simulador ProII/Provision.
2.- Equipos Compresores
Compressor (Summary) UOM C1-C1 C2-C1 C3-C1Name C1-C1 C2-C1 C3-C1
Description 1era etapa del
mdulo C12da etapa del
modulo C2 3era etapa del
modulo C3Thermodynamic System PR01 PR01 PR01Feed Streams S2 S10 S4Product Streams S6 S12 S20Product Stream Phases S20 N/A N/A Mixed S12 N/A Mixed N/A S6 Mixed N/A N/AOutlet Temperature F 362.8392035 233.8142749 225.0001953Outlet Pressure psia 389.7358168 884.3538412 1814.535572Pressure Increase psi 327.0398755 501.6180244 937.1817309Efficiency - adiabatic 67.88296453 80.87485825 77.09727724Efficiency - polytropic 72.35236534 82.29595114 78.56816037Head - actual ft 107593.4997 37559.28212 30731.30385Work - actual HP 11068.54995 3737.494477 2994.174771
Aftercooler Duty BTU / day -719996831.4 -343249421.9 -362118543.9
Aftercooler Outlet Temperature F 119.9999829 119.9999829 119.9999829Aftercooler Pressure drop psi 5.000000096 5.000000096 5.000000096

Reporte de resultados del Simulador ProII/Provision.
3.- Depuradores
Flash (Summary) UOM F1 F2 V1-C1 V2-C1 V3-C1 V4-C1Name F1 F2 V1-C1 V2-C1 V3-C1 V4-C1Description F1 F2 V1-C1 V2-C1 V3-C1 V4-C1Thermodynamic System PR01 PR01 PR01 PR01 PR01 PR01
Feed Streams GAS-
HIDRATAD S32 S9 , S28 S15 , S27 S17 S22
Product Streams
GAS-SUCCION , S1
, S16 S34 , S33 S2 , S3 , S24S10 , S11 ,
S25 S18 , S19 ,
S26S29 , S30 ,
S31Product Stream Phases S29 N/A N/A N/A N/A N/A Vapor S31 N/A N/A N/A N/A N/A Water S18 N/A N/A N/A N/A Vapor N/A S19 N/A N/A N/A N/A Liquid N/A S26 N/A N/A N/A N/A Water N/A S10 N/A N/A N/A Vapor N/A N/A S11 N/A N/A N/A Liquid N/A N/A S25 N/A N/A N/A Water N/A N/A S2 N/A N/A Vapor N/A N/A N/A S3 N/A N/A Liquid N/A N/A N/A S24 N/A N/A Water N/A N/A N/A S34 N/A Liquid N/A N/A N/A N/A S33 N/A Vapor N/A N/A N/A N/A GAS-SUCCION Vapor N/A N/A N/A N/A N/A S1 Water N/A N/A N/A N/A N/A
Flash Type Hydrocarbon
Dew Point - P Isothermal Adiabatic - P Adiabatic - P Adiabatic - P Adiabatic - PTemperature(User Input) F N/A 11.48 N/A N/A N/A N/APressure(User Input) psia N/A N/A N/A N/A N/A N/APressure Drop(User Input) psi 0.00 0.00 2.00 2.00 2.00 0.00
Duty(User Input) BTU / day N/A N/A 0.00 0.00 0.00 0.00
Pressure Estimate(User Input) psia N/A N/A N/A N/A N/A N/ATemperature Estimate(User Input) F N/A N/A 90.00 N/A N/A N/ATemperature F 76.97 11.48 91.22 118.70 119.89 120.00Pressure psia 64.70 553.00 62.70 382.74 877.35 1809.54
Duty BTU / day -1541.43 12.81 0.00 0.00 0.00 0.00
Pressure Drop psi 0.00 0.00 2.00 2.00 2.00 0.00Liquid Fraction fraction 0.01 0.17 0.01 0.02 0.01 0.00Vapor Fraction fraction 0.99 0.83 0.99 0.98 0.99 1.00Feed Total Mass Rate lb / day 2407.07 4731413.75 4934989.99 4985333.85 4726933.69 4628315.35
Feed Total Enthalpy BTU / day 347280.74 211842463.63 763649509.32 722971153.18 593840795.39 409040047.08
Product Total Mass Rate lb / day 2407.07 4731413.75 4934989.99 4985333.85 4726933.69 4628315.35Product Total Enthalpy
BTU / day 345739.30 211842476.40 763649509.24 722971151.13 593840738.23 409040047.08

ANEXO 3
Diagrama y Resultados en PRO II del Proceso de Refrigeración Mecánica

Anexo 3
Diagrama del Proceso de Refrigeración Mecánica, opción 1 en Pro II.

Reporte de Resultados del Simulador ProII/Provision. Proceso de Refrigeración Mecánica 100% Gas Rico 1.- Corrientes del Ciclo de Extracción de Líquidos
Stream (Summary) UOM ENTRADA S1 S10 S12 S14 S15 S17Name ENTRADA S1 S10 S12 S14 S15 S17Description ENTRADA S1 S10 S12 S14 S15 S17Phase Mixed Mixed Mixed Mixed Mixed Mixed VaporThermodynamic System PR01 PR01 PR01 PR01 PR01 PR01 PR01Total Molar Rate lb-mol / hr 16540.4 2186.526461 14353.81229 14353.87354 16540.4 2186.526461 14359.40377Total Mass Rate lb / hr 394291.3429 88807.69667 305481.5813 305483.6464 394291.3429 88807.69667 275264.8536Temperature F 120 71.73326912 -33.96411292 5.2148075 49.47090836 109.9999999 58.9522487Pressure psia 879.4600001 297.4600001 305.4600001 313.4600001 863.4600001 855.4600001 496Total Molecular Weight 23.83807785 40.61588014 21.28226113 21.28231419 23.83807785 40.61588014 19.1696576Total Specific Enthalpy BTU / lb 124.2397282 59.12976864 39.76654074 78.08893041 62.75376275 59.12976847 95.83767273Total Cp BTU/lb-F 0.625723083 0.557576054 0.532065171 0.514635979 0.673067814 0.698279926 0.551275271Total Molar Component Rates lb-mol / hr H2S 0.166083743 0.031721107 0.134361587 0.134362636 0.166083743 0.031721107 0.166017842 CO2 256.4091764 26.47429384 229.9339344 229.9348825 256.4091764 26.47429384 256.4244534 N2 46.06499525 1.14918148 44.91577406 44.91581374 46.06499525 1.14918148 46.06559519 METHANE 11608.57728 647.7794587 10960.77491 10960.79782 11608.57728 647.7794587 11608.94064 ETHANE 2246.086164 397.2297891 1848.842884 1848.856375 2246.086164 397.2297891 2245.65132 PROPANE 1343.824251 464.2536887 879.5571577 879.5705643 1343.824251 464.2536887 201.8097789 BUTANE 221.3931638 124.7911646 96.59946655 96.60199993 221.3931638 124.7911646 0.028129251 IBUTANE 436.4678975 222.711502 213.7513789 213.7563966 436.4678975 222.711502 0.291548564 PENTANE 119.8351492 88.83880246 30.99523135 30.99634728 119.8351492 88.83880246 1.24664E-05 IPENTANE 118.4292158 84.56218195 33.86586039 33.86703431 118.4292158 84.56218195 3.24876E-05 HEXANE 81.08100778 71.53754139 9.543028799 9.543466823 81.08100778 71.53754139 4.53351E-10 HEPTANE 43.60047665 41.04154952 2.558797099 2.558927374 43.60047665 41.04154952 2.01188E-13 OCTANE 14.53900568 14.14757721 0.391407091 0.39142856 14.53900568 14.14757721 2.84145E-17 NONANE 1.378497877 1.362071472 0.016425446 0.016426413 1.378497877 1.362071472 4.4116E-22 DECANE 0.099650411 0.099109159 0.000541219 0.000541252 0.099650411 0.099109159 1.97593E-26 H2O 2.447978204 0.516827891 1.93113194 1.931150315 2.447978204 0.516827891 0.026236946Total Molar Component Fractions fraction H2S 1.00411E-05 1.45075E-05 9.36069E-06 9.36072E-06 1.00411E-05 1.45075E-05 1.15616E-05 CO2 0.015501994 0.012107923 0.016019015 0.016019013 0.015501994 0.012107923 0.017857598 N2 0.002784999 0.000525574 0.003129188 0.003129177 0.002784999 0.000525574 0.003208044 METHANE 0.701831714 0.296259602 0.763614201 0.763612539 0.701831714 0.296259602 0.808455618 ETHANE 0.135793945 0.181671613 0.128805007 0.128805397 0.135793945 0.181671613 0.156388897 PROPANE 0.081244967 0.212324752 0.061276903 0.061277575 0.081244967 0.212324752 0.014054189 BUTANE 0.013384995 0.05707279 0.006729882 0.00673003 0.013384995 0.05707279 1.95894E-06 IBUTANE 0.026387989 0.101856303 0.01489161 0.014891896 0.026387989 0.101856303 2.03037E-05 PENTANE 0.007244997 0.040630106 0.002159373 0.002159441 0.007244997 0.040630106 8.68168E-10 IPENTANE 0.007159997 0.038674209 0.002359363 0.002359435 0.007159997 0.038674209 2.26246E-09 HEXANE 0.004901998 0.032717437 0.000664843 0.00066487 0.004901998 0.032717437 3.15717E-14 HEPTANE 0.002635999 0.018770205 0.000178266 0.000178274 0.002635999 0.018770205 1.40109E-17 OCTANE 0.000879 0.006470343 2.72685E-05 2.72699E-05 0.000879 0.006470343 1.97881E-21 NONANE 8.33413E-05 0.000622938 1.14433E-06 1.14439E-06 8.33413E-05 0.000622938 3.07227E-26 DECANE 6.02467E-06 4.53272E-05 3.77056E-08 3.77077E-08 6.02467E-06 4.53272E-05 1.37605E-30 H2O 0.000148 0.000236369 0.000134538 0.000134539 0.000148 0.000236369 1.82716E-06

Reporte de Resultados del Simulador ProII/Provision. Proceso de Refrigeración Mecánica 100% Gas Rico 1.- Corrientes del Ciclo de Extracción de Líquidos
Stream (Summary) S2 S3 S4 S5 S6 S7 S8 S9 SALIDA-G SALIDA-LName S2 S3 S4 S5 S6 S7 S8 S9 SALIDA-G SALIDA-LDescription S2 S3 S4 S5 S6 S7 S8 S9 SALIDA-G SALIDA-LPhase Mixed Vapor Liquid Vapor Vapor Mixed Vapor Vapor Vapor LiquidThermodynamic System PR01 PR01 PR01 PR01 PR01 PR01 PR01 PR01 PR01 PR01Total Molar Rate 14353.81229 14359.40377 2186.526461 14359.40377 14358.51762 16540.4 14359.4038 14353.8735 14359.4038 2179.39937Total Mass Rate 305481.5813 275264.8536 88807.69667 275264.8536 275240.0231 394291.3429 275264.854 305483.646 275264.854 119005.836Temperature -45.50879596 -43.964113 49.60077206 201.6308905 -66.48471328 105.760755 95.7600927 49.6007721 159.922822 184.114591Pressure 297.4600001 287 863.4600001 496 295 871.4600001 279 863.46 879.46 297.5Total Molecular Weight 21.28226113 19.1696576 40.61588014 19.1696576 19.16911135 23.83807785 19.1696576 21.2823142 19.1696576 54.6048777Total Specific Enthalpy 28.45441418 51.62070441 10.56634777 175.3080052 39.0541555 113.3016085 124.024989 78.0889304 140.530189 98.7081312Total Cp 0.536522501 0.524477021 0.65009646 0.572692983 0.542478439 0.631848636 0.52176761 0.679591 0.59927161 0.78259668Total Molar Component Rates H2S 0.134361587 0.166017842 0.031721107 0.166017842 0.165999692 0.166083743 0.16601784 0.13436264 0.16601784 8.2933E-05 CO2 229.9339344 256.4244534 26.47429384 256.4244534 256.4081178 256.4091764 256.424453 229.934883 256.424453 4.5355E-06 N2 44.91577406 46.06559519 1.14918148 46.06559519 46.06493652 46.06499525 46.0655952 44.9158137 46.0655952 4.914E-15 METHANE 10960.77491 11608.94064 647.7794587 11608.94064 11608.54957 11608.57728 11608.9406 10960.7978 11608.9406 8.7664E-08 ETHANE 1848.842884 2245.65132 397.2297891 2245.65132 2245.417922 2246.086164 2245.65132 1848.85638 2245.65132 0.65382532 PROPANE 879.5571577 201.8097789 464.2536887 201.8097789 201.5660299 1343.824251 201.809779 879.570564 201.809779 1142.24784 BUTANE 96.59946655 0.028129251 124.7911646 0.028129251 0.02804822 221.3931638 0.02812925 96.6019999 0.02812925 221.363185 IBUTANE 213.7513789 0.291548564 222.711502 0.291548564 0.290745195 436.4678975 0.29154856 213.756397 0.29154856 436.173322 PENTANE 30.99523135 1.24664E-05 88.83880246 1.24664E-05 1.24221E-05 119.8351492 1.2466E-05 30.9963473 1.2466E-05 119.834347 IPENTANE 33.86586039 3.24876E-05 84.56218195 3.24876E-05 3.23751E-05 118.4292158 3.2488E-05 33.8670343 3.2488E-05 118.428332 HEXANE 9.543028799 4.53351E-10 71.53754139 4.53351E-10 4.51532E-10 81.08100778 4.5335E-10 9.54346682 4.5335E-10 81.0807908 HEPTANE 2.558797099 2.01188E-13 41.04154952 2.01188E-13 2.00337E-13 43.60047665 2.0119E-13 2.55892737 2.0119E-13 43.6004652 OCTANE 0.391407091 2.84145E-17 14.14757721 2.84145E-17 2.82919E-17 14.53900568 2.8415E-17 0.39142856 2.8415E-17 14.5390238 NONANE 0.016425446 4.4116E-22 1.362071472 4.4116E-22 4.38977E-22 1.378497877 4.4116E-22 0.01642641 4.4116E-22 1.37850067 DECANE 0.000541219 1.97593E-26 0.099109159 1.97593E-26 1.96602E-26 0.099650411 1.9759E-26 0.00054125 1.9759E-26 0.09965065 H2O 1.93113194 0.026236946 0.516827891 0.026236946 0.026203862 2.447978204 0.02623695 1.93115031 0.02623695 2.9115E-06Total Molar Component Fractions H2S 9.36069E-06 1.15616E-05 1.45075E-05 1.15616E-05 1.15611E-05 1.00411E-05 1.1562E-05 9.3607E-06 1.1562E-05 3.8053E-08 CO2 0.016019015 0.017857598 0.012107923 0.017857598 0.017857562 0.015501994 0.0178576 0.01601901 0.0178576 2.0811E-09 N2 0.003129188 0.003208044 0.000525574 0.003208044 0.003208196 0.002784999 0.00320804 0.00312918 0.00320804 2.2547E-18 METHANE 0.763614201 0.808455618 0.296259602 0.808455618 0.808478276 0.701831714 0.80845562 0.76361254 0.80845562 4.0224E-11 ETHANE 0.128805007 0.156388897 0.181671613 0.156388897 0.156382294 0.135793945 0.1563889 0.1288054 0.1563889 0.0003 PROPANE 0.061276903 0.014054189 0.212324752 0.014054189 0.014038081 0.081244967 0.01405419 0.06127758 0.01405419 0.5241113 BUTANE 0.006729882 1.95894E-06 0.05707279 1.95894E-06 1.95342E-06 0.013384995 1.9589E-06 0.00673003 1.9589E-06 0.10157073 IBUTANE 0.01489161 2.03037E-05 0.101856303 2.03037E-05 2.0249E-05 0.026387989 2.0304E-05 0.0148919 2.0304E-05 0.20013465 PENTANE 0.002159373 8.68168E-10 0.040630106 8.68168E-10 8.65138E-10 0.007244997 8.6817E-10 0.00215944 8.6817E-10 0.05498503 IPENTANE 0.002359363 2.26246E-09 0.038674209 2.26246E-09 2.25476E-09 0.007159997 2.2625E-09 0.00235944 2.2625E-09 0.05433989 HEXANE 0.000664843 3.15717E-14 0.032717437 3.15717E-14 3.1447E-14 0.004901998 3.1572E-14 0.00066487 3.1572E-14 0.03720327 HEPTANE 0.000178266 1.40109E-17 0.018770205 1.40109E-17 1.39525E-17 0.002635999 1.4011E-17 0.00017827 1.4011E-17 0.02000573 OCTANE 2.72685E-05 1.97881E-21 0.006470343 1.97881E-21 1.97039E-21 0.000879 1.9788E-21 2.727E-05 1.9788E-21 0.00667111 NONANE 1.14433E-06 3.07227E-26 0.000622938 3.07227E-26 3.05726E-26 8.33413E-05 3.0723E-26 1.1444E-06 3.0723E-26 0.00063251 DECANE 3.77056E-08 1.37605E-30 4.53272E-05 1.37605E-30 1.36923E-30 6.02467E-06 1.3761E-30 3.7708E-08 1.3761E-30 4.5724E-05 H2O 0.000134538 1.82716E-06 0.000236369 1.82716E-06 1.82497E-06 0.000148 1.8272E-06 0.00013454 1.8272E-06 1.3359E-09

Reporte de Resultados del Simulador ProII/Provision. Proceso de Refrigeración Mecánica 100% Gas Rico
2.- Corrientes del Ciclo de Refrigeración
Stream (Summary) UOM S19 S11 S13 S20 Name S19 S11 S13 S20Description S19 S11 S13 S20Phase Vapor Vapor Liquid MixedThermodynamic System PR01 PR01 PR01 PR01Total Molar Rate lb-mol / hr 2000 2000 2000 2000Total Mass Rate lb / hr 88193.03892 88193.03892 88193.03892 88193.03892Temperature F 20.54687702 226.0249371 80.00000006 -43.964113Pressure psia 12.69 158 150 14.69Total Molecular Weight 44.09651947 44.09651947 44.09651947 44.09651947Total Specific Enthalpy BTU / lb 164.9109808 245.1170979 32.1739256 32.17392539Total Cp BTU/lb-F 0.366684621 0.514953908 0.678239522 0.442538079Total Molar Component Rates lb-mol / hr H2S 0 0 0 0 CO2 0 0 0 0 N2 0 0 0 0 METHANE 0 0 0 0 ETHANE 0 0 0 0 PROPANE 2000 2000 2000 2000 BUTANE 0 0 0 0 IBUTANE 0 0 0 0 PENTANE 0 0 0 0 IPENTANE 0 0 0 0 HEXANE 0 0 0 0 HEPTANE 0 0 0 0 OCTANE 0 0 0 0 NONANE 0 0 0 0 DECANE 0 0 0 0 H2O 0 0 0 0Total Molar Component Fractions fraction H2S 0 0 0 0 CO2 0 0 0 0 N2 0 0 0 0 METHANE 0 0 0 0 ETHANE 0 0 0 0 PROPANE 1 1 1 1 BUTANE 0 0 0 0 IBUTANE 0 0 0 0 PENTANE 0 0 0 0 IPENTANE 0 0 0 0 HEXANE 0 0 0 0 HEPTANE 0 0 0 0 OCTANE 0 0 0 0 NONANE 0 0 0 0 DECANE 0 0 0 0 H2O 0 0 0 0

Reporte de Resultados del Simulador ProII/Provision. Proceso de Refrigeración Mecánica 100% Gas Rico
3.- Equipos Intercambiadores de Calor Hx (Summary) UOM E1 E2 E3 E4 E5 E6
HX Name E1 E2 E3 E4 E5 E6
HX Description E1 E2 E3 E4 E5 E6
Hot Side Thermo Method PR01 PR01 PR01 PR01 PR01 PR01
Cold Side Thermo Method PR01 PR01 PR01 PR01 PR01 PR01
Hot Side Feed Stream(s) ENTRADA S7 S5 S10 S12 S11
Hot Side Product Stream(s) S7 S14 S17 S2 S10 S13
Cold Side Feed Stream(s) S4 S3 $S2 S6 S20 N/A
Cold Side Product Stream(s) S15 S8 $S3 S3 S19 N/A
Product Stream Phases
S13 N/A N/A N/A N/A N/A Liquid
S10 N/A N/A N/A N/A Mixed N/A
S19 N/A N/A N/A N/A Vapor N/A
S2 N/A N/A N/A Mixed N/A N/A
S3 N/A N/A N/A Vapor N/A N/A
S17 N/A N/A Vapor N/A N/A N/A
$S3 N/A N/A Mixed N/A N/A N/A
S14 N/A Mixed N/A N/A N/A N/A
S8 N/A Vapor N/A N/A N/A N/A
S7 Mixed N/A N/A N/A N/A N/A
S15 Mixed N/A N/A N/A N/A N/A
Duty BTU / hr 4312805.534 19930354.94 21875389.48 3455646.466 11706479.06 18780105.49
FT Factor 0.674073959 0.0001 0.0001 0.744072615 0.0001 0.0001
LMTD F 26.74980587 37.33643234 0.018 14.80937419 0.018 37.50336724
MTD F 18.03134756 0.003733643 0.0000018 11.01924978 0.0000018 0.003750337
U*A BTU/hr-F 239185.1217 5338075181 1.21531E+13 313602.6668 6.50364E+12 5007606962
Hot Pressure Drop psi 8 8 0 8 8 8
Hot Product Temperature F 105.760755 49.47090836 58.9522487 -45.50879596 -33.9641129 80.00000006
Hot Product Liquid Fraction fraction 0.021245286 0.132549719 0 0.113887019 0.090276213 1
Cold Pressure Drop psi 8 8 N/A 8 2 N/A
Cold Product Temperature F 109.9999999 95.76009266 N/A -43.964113 20.54687702 N/A
Cold Product Liquid Fraction fraction 0.798419033 0 N/A 0 0 N/A
Utility Saturation Temperature F N/A N/A N/A N/A N/A 75.00000002
Utility OutletTemperature F N/A N/A N/A N/A N/A 100
Utility Flowrate lb-mol / hr N/A N/A N/A N/A N/A 41698.85732
Utility Cp or Heat Value BTU/lb-F N/A N/A N/A N/A N/A 18.01506884

Reporte de Resultados del Simulador ProII/Provision. Proceso de Refrigeración Mecánica 100% Gas Rico
Compresores y Válvulas
Compressor (Summary) UOM C1 C2 C3Name C1 C2 C3Description C1 C2 C3Thermodynamic System PR01 PR01 PR01Feed Streams S19 S8 S17Product Streams S11 S5 SALIDA-GProduct Stream Phases SALIDA-G N/A N/A Vapor S5 N/A Vapor N/A S11 Vapor N/A N/AOutlet Temperature F 226.0249371 201.63089 159.922822Outlet Pressure psia 158 496 879.46Pressure Increase psi 145.3100001 217 383.46Efficiency - adiabatic 75 65 65Efficiency - polytropic 78.25926728 67.0084572 67.1498186Head - actual ft 62392.87585 39893.4397 34766.6381Work - actual HP 2780.057454 5548.00325 4835.01604Aftercooler Duty BTU / hr N/A N/A N/AAftercooler Outlet Temperature F N/A N/A N/AAftercooler Pressure drop psi N/A N/A N/A
Valve (Summary) UOM V1 V2 V3Name V1 V2 V3Description V1 V2 V3Thermodynamic System PR01 PR01 PR01Feed Streams S15 S9 S13Product Streams S1 S12 S20Product Stream Phases S20 N/A N/A Mixed S12 N/A Mixed N/A S1 Mixed N/A N/APressure Drop(User Input) psi 558 550 N/APressure(User Input) psia N/A N/A 14.69Temperature F 71.73326912 5.2148075 -43.964113Pressure psia 297.4600001 313.46 14.69Pressure Drop psi 558 550 135.31

Reporte de Resultados del Simulador ProII/Provision. Proceso de Refrigeración Mecánica 100% Gas Rico
Separador
Flash (Summary) UOM F1 Name F1
Description F1
Thermodynamic System PR01
Feed Streams S14
Product Streams S9 , S4
Product Stream Phases
S9 Vapor
S4 Liquid
Flash Type Adiabatic - P
Temperature(User Input) F N/A
Pressure(User Input) psia N/A
Pressure Drop(User Input) psi 0
Duty(User Input) BTU / hr 49999.7915
Pressure Estimate(User Input) psia N/A
Temperature Estimate(User Input) F DEFAULT
Temperature F 49.6007721
Pressure psia 863.46
Duty BTU / hr 49999.7915
Pressure Drop psi 0
Liquid Fraction fraction 0.13219308
Vapor Fraction fraction 0.86780692
Feed Total Mass Rate lb / hr 394291.343
Feed Total Enthalpy BTU / hr 24743265.4
Product Total Mass Rate lb / hr 394291.343
Product Total Enthalpy BTU / hr 24793264.2

Reporte de Resultados del Simulador ProII/Provision. Proceso de Refrigeración Mecánica 100% Gas Rico
Torre de Fraccionamiento
Column T1 Profile Summary
Tray Temperature Pressure Net Liq. Rate Net Vap. RateFeed To
Tray Product
From Tray Heater Duty
F psia lb-mol / hr lb-mol / hr lb-mol / hr lb-mol / hr BTU / hr
1 -66.4847133 295 1801.622314 14358.51762 14360.93937 -13328681.3
2 -39.2629914 295 1569.097601 16162.56169
3 -32.165486 295.113636 1446.284363 15930.03698
4 -28.7880543 295.227273 1303.218943 15807.22374
5 -24.6673491 295.340909 3054.233142 15664.15832 14353.81229
6 43.2380714 295.454545 3536.644834 3061.360228
7 66.4601648 295.568182 3690.877182 3543.77192
8 78.67588244 295.681818 3720.546569 3698.004268
9 88.1702438 295.795455 3655.368399 3727.673655
10 101.3646267 295.909091 4988.309247 3662.495485 2186.526461
11 127.1335617 296.022727 5493.455909 2808.909872
12 138.8693908 296.136364 5724.470214 3314.056535
13 145.6841401 296.25 5854.665156 3545.070839
14 150.1308268 296.363636 5940.826659 3675.265781
15 153.1205595 296.477273 6000.608375 3761.427284
16 155.1362238 296.590909 6041.819946 3821.209001
17 156.5065045 296.704545 6069.499347 3862.42057
18 157.4795307 296.818182 6087.097097 3890.099971
19 158.2670012 296.931818 6096.374321 3907.697722
20 159.1018408 297.045455 6096.625364 3916.974947
21 160.345344 297.159091 6081.968286 3917.225989
22 162.7436457 297.272727 6030.024893 3902.568911
23 168.2566707 297.386364 5839.302703 3850.625518
24 184.1145906 297.5 2179.399375 3659.903329 2179.399375 21875389.5

Reporte de Resultados del Simulador ProII/Provision. Proceso de Refrigeración Mecánica 80% Gas Rico 1.- Corrientes del Ciclo de Extracción de Líquidos
Stream (Summary) UOM ENTRADA S1 S10 S12 S14 S15 S17Name ENTRADA S1 S10 S12 S14 S15 S17Description ENTRADA S1 S10 S12 S14 S15 S17Phase Mixed Mixed Mixed Mixed Mixed Mixed VaporThermodynamic System PR01 PR01 PR01 PR01 PR01 PR01 PR01Total Molar Rate lb-mol / hr 16540.4 1609.754404 14930.6456 14930.6456 16540.4 1609.754404 14797.44923Total Mass Rate lb / hr 376983.9533 64392.59699 312591.3563 312591.3563 376983.9533 64392.59699 282496.6036Temperature F 120 70.5506522 -33.96411292 -3.9145576 41.06864984 109.9999999 84.76870172Pressure psia 879.4600001 297.4600001 305.4600001 313.4600001 863.4600001 855.4600001 496Total Molecular Weight 22.79170717 40.00150385 20.93622505 20.93622505 22.79170717 40.00150385 19.09089865Total Specific Enthalpy BTU / lb 124.2409791 61.09366629 43.32683811 71.89971185 60.35170687 61.09366607 109.6537166Total Cp BTU/lb-F 0.618010186 0.552949139 0.530813187 0.517350046 0.683025032 0.694569971 0.550248354Total Molar Component Rates lb-mol / hr H2S 0.170465481 0.025677429 0.144788052 0.144788052 0.170465481 0.025677429 0.170413057 CO2 264.7623665 20.82826678 243.9340997 243.9340997 264.7623665 20.82826678 264.7739286 N2 47.68600629 0.850576714 46.83542957 46.83542957 47.68600629 0.850576714 47.68646666 METHANE 12004.89833 492.9149909 11511.98333 11511.98333 12004.89833 492.9149909 12005.17016 ETHANE 2313.093843 320.242161 1992.851682 1992.851682 2313.093843 320.242161 2312.741916 PROPANE 1109.911232 319.1256859 790.7855461 790.7855461 1109.911232 319.1256859 166.6366706 BUTANE 173.0127041 86.85429817 86.15840606 86.15840606 173.0127041 86.85429817 0.021767806 IBUTANE 339.3761627 151.7095869 187.6665761 187.6665761 339.3761627 151.7095869 0.226016611 PENTANE 90.7572378 63.13541698 27.62182094 27.62182094 90.7572378 63.13541698 8.04106E-06 IPENTANE 89.07011582 59.19778149 29.87233444 29.87233444 89.07011582 59.19778149 2.15012E-05 HEXANE 57.16366207 49.12391026 8.039751906 8.039751906 57.16366207 49.12391026 2.45857E-10 HEPTANE 29.70657901 27.62609129 2.080487787 2.080487787 29.70657901 27.62609129 9.75138E-14 OCTANE 12.8188189 12.41015759 0.408661332 0.408661332 12.8188189 12.41015759 1.70816E-17 NONANE 3.738132994 3.686507766 0.051625235 0.051625235 3.738132994 3.686507766 6.35958E-22 DECANE 1.78636444 1.775262623 0.01110182 0.01110182 1.78636444 1.775262623 1.77918E-25 H2O 2.447980899 0.248032433 2.199948466 2.199948466 2.447980899 0.248032433 0.021864129Total Molar Component Fractions fraction H2S 1.0306E-05 1.59511E-05 9.69737E-06 9.69737E-06 1.0306E-05 1.59511E-05 1.15164E-05 CO2 0.016007011 0.012938785 0.016337813 0.016337813 0.016007011 0.012938785 0.017893214 N2 0.002883002 0.000528389 0.003136866 0.003136866 0.002883002 0.000528389 0.003222614 METHANE 0.725792504 0.306205089 0.771030513 0.771030513 0.725792504 0.306205089 0.811299973 ETHANE 0.139845097 0.198938521 0.133473912 0.133473912 0.139845097 0.198938521 0.156293283 PROPANE 0.067103047 0.198244953 0.052963922 0.052963922 0.067103047 0.198244953 0.011261175 BUTANE 0.010460007 0.053955 0.005770575 0.005770575 0.010460007 0.053955 1.47105E-06 IBUTANE 0.020518014 0.094243933 0.01256922 0.01256922 0.020518014 0.094243933 1.5274E-05 PENTANE 0.005487004 0.039220528 0.001850008 0.001850008 0.005487004 0.039220528 5.43409E-10 IPENTANE 0.005385004 0.036774418 0.00200074 0.00200074 0.005385004 0.036774418 1.45303E-09 HEXANE 0.003456002 0.030516401 0.000538473 0.000538473 0.003456002 0.030516401 1.66148E-14 HEPTANE 0.001796001 0.017161681 0.000139343 0.000139343 0.001796001 0.017161681 6.58991E-18 OCTANE 0.000775001 0.007709348 2.73706E-05 2.73706E-05 0.000775001 0.007709348 1.15436E-21 NONANE 0.000226 0.002290106 3.45767E-06 3.45767E-06 0.000226 0.002290106 4.29776E-26 DECANE 0.000108 0.001102816 7.43559E-07 7.43559E-07 0.000108 0.001102816 1.20236E-29 H2O 0.000148 0.000154081 0.000147344 0.000147344 0.000148 0.000154081 1.47756E-06

Reporte de Resultados del Simulador ProII/Provision. Proceso de Refrigeración Mecánica 80% Gas Rico 1.- Corrientes del Ciclo de Extracción de Líquidos
Stream (Summary) S2 S3 S4 S5 S6 S7 S8 S9 SALIDA-G SALIDA-LName S2 S3 S4 S5 S6 S7 S8 S9 SALIDA-G SALIDA-LDescription S2 S3 S4 S5 S6 S7 S8 S9 SALIDA-G SALIDA-LPhase Mixed Vapor Liquid Vapor Vapor Mixed Vapor Vapor Vapor LiquidThermodynamic System PR01 PR01 PR01 PR01 PR01 PR01 PR01 PR01 PR01 PR01Total Molar Rate 14930.6456 14797.44923 1609.754404 14797.44923 14797.44923 16540.4 14797.4492 14930.6456 14797.4492 1741.24885Total Mass Rate 312591.3563 282496.6036 64392.59699 282496.6036 282496.6036 376983.9533 282496.604 312591.356 282496.604 94467.864Temperature -47.10696376 -43.964113 41.20932668 201.9819819 -69.66758254 105.794969 95.7949689 41.2093267 189.070437 181.818359Pressure 297.4600001 287 863.4600001 496 295 871.4600001 279 863.46 879.46 297.5Total Molecular Weight 20.93622505 19.09089865 40.00150385 19.09089865 19.09089865 22.79170717 19.0908987 20.9362251 19.0908987 54.2529369Total Specific Enthalpy 30.40594652 51.12977987 5.090621473 175.1580577 36.83241045 114.6751042 123.622847 71.8997121 157.707815 97.3306971Total Cp 0.536711953 0.524879874 0.645208177 0.573132959 0.545453092 0.624259162 0.52227801 0.69060194 0.60150468 0.78186294Total Molar Component Rates H2S 0.144788052 0.170413057 0.025677429 0.170413057 0.170413057 0.170465481 0.17041306 0.14478805 0.17041306 6.5694E-05 CO2 243.9340997 264.7739286 20.82826678 264.7739286 264.7739286 264.7623665 264.773929 243.9341 264.773929 2.8197E-06 N2 46.83542957 47.68646666 0.850576714 47.68646666 47.68646666 47.68600629 47.6864667 46.8354296 47.6864667 2.4667E-15 METHANE 11511.98333 12005.17016 492.9149909 12005.17016 12005.17016 12004.89833 12005.1702 11511.9833 12005.1702 4.8651E-08 ETHANE 1992.851682 2312.741916 320.242161 2312.741916 2312.741916 2313.093843 2312.74192 1992.85168 2312.74192 0.52235149 PROPANE 790.7855461 166.6366706 319.1256859 166.6366706 166.6366706 1109.911232 166.636671 790.785546 166.636671 943.423649 BUTANE 86.15840606 0.021767806 86.85429817 0.021767806 0.021767806 173.0127041 0.02176781 86.1584061 0.02176781 173.020395 IBUTANE 187.6665761 0.226016611 151.7095869 0.226016611 0.226016611 339.3761627 0.22601661 187.666576 0.22601661 339.206912 PENTANE 27.62182094 8.04106E-06 63.13541698 8.04106E-06 8.04106E-06 90.7572378 8.0411E-06 27.6218209 8.0411E-06 90.7707484 IPENTANE 29.87233444 2.15012E-05 59.19778149 2.15012E-05 2.15012E-05 89.07011582 2.1501E-05 29.8723344 2.1501E-05 89.0841046 HEXANE 8.039751906 2.45857E-10 49.12391026 2.45857E-10 2.45857E-10 57.16366207 2.4586E-10 8.03975191 2.4586E-10 57.1688352 HEPTANE 2.080487787 9.75138E-14 27.62609129 9.75138E-14 9.75138E-14 29.70657901 9.7514E-14 2.08048779 9.7514E-14 29.7080858 OCTANE 0.408661332 1.70816E-17 12.41015759 1.70816E-17 1.70816E-17 12.8188189 1.7082E-17 0.40866133 1.7082E-17 12.8191443 NONANE 0.051625235 6.35958E-22 3.686507766 6.35958E-22 6.35958E-22 3.738132994 6.3596E-22 0.05162524 6.3596E-22 3.73817931 DECANE 0.01110182 1.77918E-25 1.775262623 1.77918E-25 1.77918E-25 1.78636444 1.7792E-25 0.01110182 1.7792E-25 1.78637586 H2O 2.199948466 0.021864129 0.248032433 0.021864129 0.021864129 2.447980899 0.02186413 2.19994847 0.02186413 5.8104E-10Total Molar Component Fractions H2S 9.69737E-06 1.15164E-05 1.59511E-05 1.15164E-05 1.15164E-05 1.0306E-05 1.1516E-05 9.6974E-06 1.1516E-05 3.7728E-08 CO2 0.016337813 0.017893214 0.012938785 0.017893214 0.017893214 0.016007011 0.01789321 0.01633781 0.01789321 1.6194E-09 N2 0.003136866 0.003222614 0.000528389 0.003222614 0.003222614 0.002883002 0.00322261 0.00313687 0.00322261 1.4166E-18 METHANE 0.771030513 0.811299973 0.306205089 0.811299973 0.811299973 0.725792504 0.81129997 0.77103051 0.81129997 2.794E-11 ETHANE 0.133473912 0.156293283 0.198938521 0.156293283 0.156293283 0.139845097 0.15629328 0.13347391 0.15629328 0.00029999 PROPANE 0.052963922 0.011261175 0.198244953 0.011261175 0.011261175 0.067103047 0.01126118 0.05296392 0.01126118 0.54180863 BUTANE 0.005770575 1.47105E-06 0.053955 1.47105E-06 1.47105E-06 0.010460007 1.4711E-06 0.00577057 1.4711E-06 0.09936569 IBUTANE 0.01256922 1.5274E-05 0.094243933 1.5274E-05 1.5274E-05 0.020518014 1.5274E-05 0.01256922 1.5274E-05 0.19480668 PENTANE 0.001850008 5.43409E-10 0.039220528 5.43409E-10 5.43409E-10 0.005487004 5.4341E-10 0.00185001 5.4341E-10 0.05212968 IPENTANE 0.00200074 1.45303E-09 0.036774418 1.45303E-09 1.45303E-09 0.005385004 1.453E-09 0.00200074 1.453E-09 0.05116104 HEXANE 0.000538473 1.66148E-14 0.030516401 1.66148E-14 1.66148E-14 0.003456002 1.6615E-14 0.00053847 1.6615E-14 0.03283209 HEPTANE 0.000139343 6.58991E-18 0.017161681 6.58991E-18 6.58991E-18 0.001796001 6.5899E-18 0.00013934 6.5899E-18 0.01706137 OCTANE 2.73706E-05 1.15436E-21 0.007709348 1.15436E-21 1.15436E-21 0.000775001 1.1544E-21 2.7371E-05 1.1544E-21 0.00736204 NONANE 3.45767E-06 4.29776E-26 0.002290106 4.29776E-26 4.29776E-26 0.000226 4.2978E-26 3.4577E-06 4.2978E-26 0.00214684 DECANE 7.43559E-07 1.20236E-29 0.001102816 1.20236E-29 1.20236E-29 0.000108 1.2024E-29 7.4356E-07 1.2024E-29 0.00102592 H2O 0.000147344 1.47756E-06 0.000154081 1.47756E-06 1.47756E-06 0.000148 1.4776E-06 0.00014734 1.4776E-06 3.3369E-13

Reporte de Resultados del Simulador ProII/Provision. Proceso de Refrigeración Mecánica 80% Gas Rico
2.- Corrientes del Ciclo de Refrigeración Stream (Summary) UOM S19 S11 S13 S20Name S19 S11 S13 S20Description S19 S11 S13 S20Phase Vapor Vapor Liquid MixedThermodynamic System PR01 PR01 PR01 PR01Total Molar Rate lb-mol / hr 1570 1570 1570 1570Total Mass Rate lb / hr 69231.53557 69231.53557 69231.53557 69231.53557Temperature F 10.30424306 215.367235 80.00000006 -43.964113Pressure psia 12.69 158 150 14.69Total Molecular Weight 44.09651947 44.09651947 44.09651947 44.09651947Total Specific Enthalpy BTU / lb 161.1849791 239.6572767 32.1739256 32.17392539Total Cp BTU/lb-F 0.360889432 0.50963646 0.678239522 0.442538079Total Molar Component Rates lb-mol / hr H2S 0 0 0 0 CO2 0 0 0 0 N2 0 0 0 0 METHANE 0 0 0 0 ETHANE 0 0 0 0 PROPANE 1570 1570 1570 1570 BUTANE 0 0 0 0 IBUTANE 0 0 0 0 PENTANE 0 0 0 0 IPENTANE 0 0 0 0 HEXANE 0 0 0 0 HEPTANE 0 0 0 0 OCTANE 0 0 0 0 NONANE 0 0 0 0 DECANE 0 0 0 0 H2O 0 0 0 0Total Molar Component Fractions fraction H2S 0 0 0 0 CO2 0 0 0 0 N2 0 0 0 0 METHANE 0 0 0 0 ETHANE 0 0 0 0 PROPANE 1 1 1 1 BUTANE 0 0 0 0 IBUTANE 0 0 0 0 PENTANE 0 0 0 0 IPENTANE 0 0 0 0 HEXANE 0 0 0 0 HEPTANE 0 0 0 0 OCTANE 0 0 0 0 NONANE 0 0 0 0 DECANE 0 0 0 0 H2O 0 0 0 0

Reporte de Resultados del Simulador ProII/Provision. Proceso de Refrigeración Mecánica 80% Gas Rico
3.- Equipos Intercambiadores de Calor Hx (Summary) UOM E1 E2 E3 E4 E5 E6HX Name E1 E2 E3 E4 E5 E6HX Description E1 E2 E3 E4 E5 E6Hot Side Thermo Method PR01 PR01 PR01 PR01 PR01 PR01Cold Side Thermo Method PR01 PR01 PR01 PR01 PR01 PR01Hot Side Feed Stream(s) ENTRADA S7 S5 S10 S12 S11Hot Side Product Stream(s) S7 S14 S17 S2 S10 S16Cold Side Feed Stream(s) S4 S3 $S2 S6 S20 N/ACold Side Product Stream(s) S15 S8 $S3 S3 S19 N/AProduct Stream Phases S16 N/A N/A N/A N/A N/A Liquid S10 N/A N/A N/A N/A Mixed N/A S19 N/A N/A N/A N/A Vapor N/A S2 N/A N/A N/A Mixed N/A N/A S3 N/A N/A N/A Vapor N/A N/A S17 N/A N/A Vapor N/A N/A N/A $S3 N/A N/A Mixed N/A N/A N/A S14 N/A Mixed N/A N/A N/A N/A S8 N/A Vapor N/A N/A N/A N/A S7 Mixed N/A N/A N/A N/A N/A S15 Mixed N/A N/A N/A N/A N/ADuty BTU / hr 3606181.48 20479045.24 18504752.1 4038958.305 8931633.357 14364391.01FT Factor 0.684505629 0.0001 0.0001 0.665062396 0.0001 0.0001LMTD F 29.26205446 35.05464229 0.018 15.43792808 0.018 35.16355537MTD F 20.03004099 0.003505464 0.0000018 10.26718544 0.0000018 0.003516356U*A BTU/hr-F 180039.6709 5842068374 1.02805E+13 393387.3893 4.96205E+12 4085045594U Value BTU/hr-ft2-F N/A N/A N/A N/A N/A N/AArea ft2 N/A N/A N/A N/A N/A N/AHot Pressure Drop psi 8 8 0 8 8 8Hot Product Temperature F 105.794969 41.06864984 84.76870172 -47.10696376 -33.96411292 80.00000006Hot Product Liquid Fraction fraction 0.005870742 0.097671875 0 0.097816996 0.071395867 1Cold Pressure Drop psi 8 8 N/A 8 2 N/ACold Product Temperature F 109.9999999 95.79496892 N/A -43.964113 10.30424306 N/ACold Product Liquid Fraction fraction 0.756880245 0 N/A 0 0 N/AUtility Saturation Temperature F N/A N/A N/A N/A N/A 75.00000002Utility OutletTemperature F N/A N/A N/A N/A N/A 100Utility Saturation Pressure psia N/A N/A N/A N/A N/A N/AUtility Flowrate lb-mol / hr N/A N/A N/A N/A N/A 31894.31983Utility Cp or Heat Value BTU/lb-F N/A N/A N/A N/A N/A 18.01506884Zone Weighted F N/A N/A N/A N/A N/A N/A

Reporte de Resultados del Simulador ProII/Provision. Proceso de Refrigeración Mecánica 80% Gas Rico
Compresores y Válvulas
Compressor (Summary) UOM C1 C2 C3Name C1 C2 C3Description C1 C2 C3Thermodynamic System PR01 PR01 PR01Feed Streams S19 S8 S17Product Streams S11 S5 SALIDA-GProduct Stream Phases SALIDA-G N/A N/A Vapor S5 N/A Vapor N/A S11 Vapor N/A N/AOutlet Temperature F 215.367235 201.981982 189.070437Outlet Pressure psia 158 496 879.46Pressure Increase psi 145.3100001 217 383.46Efficiency - adiabatic 75 65 65Efficiency - polytropic 78.32704905 67.0126457 67.0898334Head - actual ft 61044.148 40089.6239 37381.6304Work - actual HP 2135.17001 5721.76046 5335.2642Aftercooler Duty BTU / hr N/A N/A N/AAftercooler Outlet Temperature F N/A N/A N/AAftercooler Pressure drop psi N/A N/A N/A
Valve (Summary) UOM V1 V2 V3Name V1 V2 V3Description V1 V2 V3Thermodynamic System PR01 PR01 PR01Feed Streams S15 S9 S13Product Streams S1 S12 S20Product Stream Phases S20 N/A N/A Mixed S12 N/A Mixed N/A S1 Mixed N/A N/APressure Drop(User Input) psi 558 550 N/APressure(User Input) psia N/A N/A 14.69Temperature F 70.5506522 -3.9145576 -43.964113Pressure psia 297.4600001 313.46 14.69Pressure Drop psi 558 550 135.31

Reporte de Resultados del Simulador ProII/Provision. Proceso de Refrigeración Mecánica 80% Gas Rico
Separador
Flash (Summary) UOM F1Name F1
Description F1
Thermodynamic System PR01
Feed Streams S14
Product Streams S9 , S4
Product Stream Phases
S9 Vapor
S4 Liquid
Flash Type Adiabatic - P
Temperature(User Input) F N/A
Pressure(User Input) psia N/A
Pressure Drop(User Input) psi 0
Duty(User Input) BTU / hr 49999.79148
Pressure Estimate(User Input) psia N/A
Temperature Estimate(User Input) F DEFAULT
Temperature F 41.20932668
Pressure psia 863.4600001
Duty BTU / hr 49999.79148
Pressure Drop psi 0
Liquid Fraction fraction 0.09732258
Vapor Fraction fraction 0.90267742
Feed Total Mass Rate lb / hr 376983.9533
Feed Total Enthalpy BTU / hr 22753027.05
Product Total Mass Rate lb / hr 376983.9533
Product Total Enthalpy BTU / hr 22803026.86

Reporte de Resultados del Simulador ProII/Provision. Proceso de Refrigeración Mecánica 80% Gas Rico
Torre de Fraccionamiento
Column T1 Profile Summary
Tray Temperature Pressure Net Liq. Rate Net Vap. Rate Feed To TrayProduct From
Tray Heater Duty
F psia lb-mol / hr lb-mol / hr lb-mol / hr lb-mol / hr BTU / hr
1 -69.6675825 295 1702.403635 14797.44923 14799.87549 -12349670.3
2 -44.9593796 295 1465.00455 16502.27912
3 -38.271669 295.113636 1336.556464 16264.88004
4 -34.9349924 295.227273 1191.676855 16136.43196
5 -30.8968983 295.340909 2734.691772 15991.55235 14930.6456
6 36.96818054 295.454545 3172.586287 2603.197327
7 60.37606112 295.568182 3309.467809 3041.091843
8 73.2364205 295.681818 3328.788011 3177.973364
9 83.90859692 295.795455 3276.221336 3197.293566
10 97.9291463 295.909091 4196.118768 3144.726891 1609.754404
11 122.8101919 296.022727 4577.121585 2454.869918
12 134.9753878 296.136364 4758.885854 2835.872735
13 142.4454528 296.25 4869.060546 3017.637005
14 147.4336398 296.363636 4945.460651 3127.811697
15 150.7958778 296.477273 4999.41979 3204.211801
16 153.044906 296.590909 5036.664156 3258.17094
17 154.5526175 296.704545 5061.505342 3295.415307
18 155.6021606 296.818182 5077.12351 3320.256492
19 156.4285861 296.931818 5085.229973 3335.874661
20 157.2779361 297.045455 5085.34221 3343.981124
21 158.5152466 297.159091 5072.511835 3344.09336
22 160.8760494 297.272727 5028.014442 3331.262985
23 166.2645612 297.386364 4865.165749 3286.765592
24 181.8183592 297.5 1741.24885 3123.9169 1741.24885 18504752.1

Reporte de Resultados del Simulador ProII/Provision. Proceso de Refrigeración Mecánica 60% Gas Rico 1.- Corrientes del Ciclo de Extracción de Líquidos
Stream (Summary) UOM ENTRADA S1 S10 S12 S14 S15 S17Name ENTRADA S1 S10 S12 S14 S15 S17Description ENTRADA S1 S10 S12 S14 S15 S17Phase Vapor Mixed Mixed Mixed Mixed Mixed VaporThermodynamic System PR01 PR01 PR01 PR01 PR01 PR01 PR01Total Molar Rate lb-mol / hr 16540.4 1150.179249 15390.22075 15390.22075 16540.4 1150.179249 15184.87516Total Mass Rate lb / hr 361965.9436 45050.61546 316915.3281 316915.3281 361965.9436 45050.61546 288980.4932Temperature F 120 69.16977356 -33.96411292 -13.9669474 32.06047676 109.9999999 107.0030768Pressure psia 879.4600001 297.4600001 305.4600001 313.4600001 863.4600001 855.4600001 496Total Molecular Weight 21.88374789 39.1683431 20.59199366 20.59199366 21.88374789 39.1683431 19.03081125Total Specific Enthalpy BTU / lb 122.9617273 63.7102567 46.96557277 65.10815071 56.75849748 63.71025262 121.6129936Total Cp BTU/lb-F 0.611950527 0.547881112 0.529362268 0.520896294 0.697458158 0.691130952 0.551866943Total Molar Component Rates lb-mol / hr H2S 0.175536583 0.020325907 0.155210676 0.155210676 0.175536583 0.020325907 0.175515816 CO2 272.4368255 16.00386973 256.4329558 256.4329558 272.4368255 16.00386973 272.4614435 N2 49.0257271 0.615550931 48.41017615 48.41017615 49.0257271 0.615550931 49.02666869 METHANE 12347.27161 366.0196609 11981.25195 11981.25195 12347.27161 366.0196609 12347.83572 ETHANE 2381.502434 252.127021 2129.375412 2129.375412 2381.502434 252.127021 2381.4706 PROPANE 889.5258359 207.1711914 682.3546447 682.3546447 889.5258359 207.1711914 133.70707 BUTANE 129.6932274 56.59774269 73.09548488 73.09548488 129.6932274 56.59774269 0.015736464 IBUTANE 254.8213062 97.28515444 157.536152 157.536152 254.8213062 97.28515444 0.163923019 PENTANE 67.98101834 43.67499085 24.3060276 24.3060276 67.98101834 43.67499085 5.03357E-06 IPENTANE 66.72394841 40.56155302 26.16239549 26.16239549 66.72394841 40.56155302 1.38823E-05 HEXANE 42.82307943 35.57809899 7.244980539 7.244980539 42.82307943 35.57809899 1.43237E-10 HEPTANE 22.2468296 20.36755134 1.879278317 1.879278317 22.2468296 20.36755134 5.37199E-14 OCTANE 9.593428379 9.225803189 0.367625211 0.367625211 9.593428379 9.225803189 9.28845E-18 NONANE 2.795326545 2.749949513 0.045377038 0.045377038 2.795326545 2.749949513 2.70625E-22 DECANE 1.335883248 1.326231324 0.009651927 0.009651927 1.335883248 1.326231324 7.34808E-26 H2O 2.447978276 0.854553706 1.59342457 1.59342457 2.447978276 0.854553706 0.018467423Total Molar Component Fractions fraction H2S 1.06126E-05 1.76719E-05 1.0085E-05 1.0085E-05 1.06126E-05 1.76719E-05 1.15586E-05 CO2 0.016470994 0.01391424 0.016662071 0.016662071 0.016470994 0.01391424 0.017942949 N2 0.002963999 0.000535178 0.003145515 0.003145515 0.002963999 0.000535178 0.003228651 METHANE 0.746491718 0.318228364 0.778497732 0.778497732 0.746491718 0.318228364 0.813166759 ETHANE 0.143980946 0.21920672 0.138358991 0.138358991 0.143980946 0.21920672 0.156831754 PROPANE 0.05377898 0.180120787 0.044336898 0.044336898 0.05377898 0.180120787 0.00880528 BUTANE 0.007840997 0.049207758 0.004749476 0.004749476 0.007840997 0.049207758 1.03632E-06 IBUTANE 0.015405994 0.084582603 0.01023612 0.01023612 0.015405994 0.084582603 1.07952E-05 PENTANE 0.004109998 0.037972334 0.001579316 0.001579316 0.004109998 0.037972334 3.31486E-10 IPENTANE 0.004033998 0.035265419 0.001699936 0.001699936 0.004033998 0.035265419 9.1422E-10 HEXANE 0.002588999 0.030932656 0.000470752 0.000470752 0.002588999 0.030932656 9.43288E-15 HEPTANE 0.001344999 0.017708154 0.000122109 0.000122109 0.001344999 0.017708154 3.53773E-18 OCTANE 0.00058 0.008021187 2.38869E-05 2.38869E-05 0.00058 0.008021187 6.11691E-22 NONANE 0.000169 0.002390888 2.94843E-06 2.94843E-06 0.000169 0.002390888 1.7822E-26 DECANE 8.07649E-05 0.001153065 6.27147E-07 6.27147E-07 8.07649E-05 0.001153065 4.83908E-30 H2O 0.000148 0.000742974 0.000103535 0.000103535 0.000148 0.000742974 1.21617E-06

Reporte de Resultados del Simulador ProII/Provision. Proceso de Refrigeración Mecánica 60% Gas Rico 1.- Corrientes del Ciclo de Extracción de Líquidos
Stream (Summary) S2 S3 S4 S5 S6 S7 S8 S9 SALIDA-G SALIDA-LName S2 S3 S4 S5 S6 S7 S8 S9 SALIDA-G SALIDA-LDescription S2 S3 S4 S5 S6 S7 S8 S9 SALIDA-G SALIDA-LPhase Mixed Vapor Mixed Vapor Vapor Vapor Vapor Vapor Vapor LiquidThermodynamic System PR01 PR01 PR01 PR01 PR01 PR01 PR01 PR01 PR01 PR01Total Molar Rate 15390.22075 15184.87516 1150.179249 15184.87516 15184.87516 16540.4 15184.8752 15390.2207 15184.8752 1354.57234Total Mass Rate 316915.3281 288980.4932 45050.61546 288980.4932 288980.4932 361965.9436 288980.493 316915.328 288980.493 72990.3545Temperature -48.84881692 -43.964113 32.20859228 202.8922882 -72.5587447 106.3996923 96.3996924 32.2085923 213.92829 179.906962Pressure 297.4600001 287 863.4600001 496 295 871.4600001 279 863.46 879.46 297.5Total Molecular Weight 20.59199366 19.03081125 39.1683431 19.03081125 19.03081125 21.88374789 19.0308113 20.5919937 19.0308113 53.8844269Total Specific Enthalpy 32.48407411 50.76403608 -0.839315797 175.4160455 34.88265453 114.9278285 123.624712 65.1081504 172.472991 96.2515476Total Cp 0.536801632 0.52517672 0.642380523 0.573649165 0.548265329 0.617828916 0.52278703 0.70500272 0.60556931 0.78270757Total Molar Component Rates H2S 0.155210676 0.175515816 0.020325907 0.175515816 0.175515816 0.175536583 0.17551582 0.15521068 0.17551582 5.0023E-05 CO2 256.4329558 272.4614435 16.00386973 272.4614435 272.4614435 272.4368255 272.461443 256.432956 272.461443 1.6164E-06 N2 48.41017615 49.02666869 0.615550931 49.02666869 49.02666869 49.0257271 49.0266687 48.4101762 49.0266687 1.1062E-15 METHANE 11981.25195 12347.83572 366.0196609 12347.83572 12347.83572 12347.27161 12347.8357 11981.252 12347.8357 2.4372E-08 ETHANE 2129.375412 2381.4706 252.127021 2381.4706 2381.4706 2381.502434 2381.4706 2129.37541 2381.4706 0.40628769 PROPANE 682.3546447 133.70707 207.1711914 133.70707 133.70707 889.5258359 133.70707 682.354645 133.70707 756.095096 BUTANE 73.09548488 0.015736464 56.59774269 0.015736464 0.015736464 129.6932274 0.01573646 73.0954849 0.01573646 129.734204 IBUTANE 157.536152 0.163923019 97.28515444 0.163923019 0.163923019 254.8213062 0.16392302 157.536152 0.16392302 254.764123 PENTANE 24.3060276 5.03357E-06 43.67499085 5.03357E-06 5.03357E-06 67.98101834 5.0336E-06 24.3060276 5.0336E-06 68.0093521 IPENTANE 26.16239549 1.38823E-05 40.56155302 1.38823E-05 1.38823E-05 66.72394841 1.3882E-05 26.1623955 1.3882E-05 66.7529954 HEXANE 7.244980539 1.43237E-10 35.57809899 1.43237E-10 1.43237E-10 42.82307943 1.4324E-10 7.24498054 1.4324E-10 42.8345478 HEPTANE 1.879278317 5.37199E-14 20.36755134 5.37199E-14 5.37199E-14 22.2468296 5.372E-14 1.87927832 5.372E-14 22.2502014 OCTANE 0.367625211 9.28845E-18 9.225803189 9.28845E-18 9.28845E-18 9.593428379 9.2885E-18 0.36762521 9.2885E-18 9.59415126 NONANE 0.045377038 2.70625E-22 2.749949513 2.70625E-22 2.70625E-22 2.795326545 2.7062E-22 0.04537704 2.7062E-22 2.79542684 DECANE 0.009651927 7.34808E-26 1.326231324 7.34808E-26 7.34808E-26 1.335883248 7.3481E-26 0.00965193 7.3481E-26 1.33590754 H2O 1.59342457 0.018467423 0.854553706 0.018467423 0.018467423 2.447978276 0.01846742 1.59342457 0.01846742 1.4344E-09Total Molar Component Fractions H2S 1.0085E-05 1.15586E-05 1.76719E-05 1.15586E-05 1.15586E-05 1.06126E-05 1.1559E-05 1.0085E-05 1.1559E-05 3.6929E-08 CO2 0.016662071 0.017942949 0.01391424 0.017942949 0.017942949 0.016470994 0.01794295 0.01666207 0.01794295 1.1933E-09 N2 0.003145515 0.003228651 0.000535178 0.003228651 0.003228651 0.002963999 0.00322865 0.00314552 0.00322865 8.1667E-19 METHANE 0.778497732 0.813166759 0.318228364 0.813166759 0.813166759 0.746491718 0.81316676 0.77849773 0.81316676 1.7993E-11 ETHANE 0.138358991 0.156831754 0.21920672 0.156831754 0.156831754 0.143980946 0.15683175 0.13835899 0.15683175 0.00029994 PROPANE 0.044336898 0.00880528 0.180120787 0.00880528 0.00880528 0.05377898 0.00880528 0.0443369 0.00880528 0.55817993 BUTANE 0.004749476 1.03632E-06 0.049207758 1.03632E-06 1.03632E-06 0.007840997 1.0363E-06 0.00474948 1.0363E-06 0.09577503 IBUTANE 0.01023612 1.07952E-05 0.084582603 1.07952E-05 1.07952E-05 0.015405994 1.0795E-05 0.01023612 1.0795E-05 0.18807716 PENTANE 0.001579316 3.31486E-10 0.037972334 3.31486E-10 3.31486E-10 0.004109998 3.3149E-10 0.00157932 3.3149E-10 0.05020725 IPENTANE 0.001699936 9.1422E-10 0.035265419 9.1422E-10 9.1422E-10 0.004033998 9.1422E-10 0.00169994 9.1422E-10 0.04927976 HEXANE 0.000470752 9.43288E-15 0.030932656 9.43288E-15 9.43288E-15 0.002588999 9.4329E-15 0.00047075 9.4329E-15 0.03162219 HEPTANE 0.000122109 3.53773E-18 0.017708154 3.53773E-18 3.53773E-18 0.001344999 3.5377E-18 0.00012211 3.5377E-18 0.016426 OCTANE 2.38869E-05 6.11691E-22 0.008021187 6.11691E-22 6.11691E-22 0.00058 6.1169E-22 2.3887E-05 6.1169E-22 0.00708279 NONANE 2.94843E-06 1.7822E-26 0.002390888 1.7822E-26 1.7822E-26 0.000169 1.7822E-26 2.9484E-06 1.7822E-26 0.0020637 DECANE 6.27147E-07 4.83908E-30 0.001153065 4.83908E-30 4.83908E-30 8.07649E-05 4.8391E-30 6.2715E-07 4.8391E-30 0.00098622 H2O 0.000103535 1.21617E-06 0.000742974 1.21617E-06 1.21617E-06 0.000148 1.2162E-06 0.00010353 1.2162E-06 1.059E-12

Reporte de Resultados del Simulador ProII/Provision. Proceso de Refrigeración Mecánica 60% Gas Rico
2.- Corrientes del Ciclo de Refrigeración
Stream (Summary) UOM S19 S11 S13 S20Name S19 S11 S13 S20Description S19 S11 S13 S20Phase Vapor Vapor Liquid MixedThermodynamic System PR01 PR01 PR01 PR01Total Molar Rate lb-mol / hr 1000 1000 1000 1000Total Mass Rate lb / hr 44096.51947 44096.51947 44096.51947 44096.51947Temperature F 14.10871478 219.3276308 80.00000006 -43.964113Pressure psia 12.69 158 150 14.69Total Molecular Weight 44.09651947 44.09651947 44.09651947 44.09651947Total Specific Enthalpy BTU / lb 162.5620237 241.6795284 32.1739256 32.17392539Total Cp BTU/lb-F 0.363025728 0.511606788 0.678239522 0.442538079Total Molar Component Rates lb-mol / hr H2S 0 0 0 0 CO2 0 0 0 0 N2 0 0 0 0 METHANE 0 0 0 0 ETHANE 0 0 0 0 PROPANE 1000 1000 1000 1000 BUTANE 0 0 0 0 IBUTANE 0 0 0 0 PENTANE 0 0 0 0 IPENTANE 0 0 0 0 HEXANE 0 0 0 0 HEPTANE 0 0 0 0 OCTANE 0 0 0 0 NONANE 0 0 0 0 DECANE 0 0 0 0 H2O 0 0 0 0Total Molar Component Fractions fraction H2S 0 0 0 0 CO2 0 0 0 0 N2 0 0 0 0 METHANE 0 0 0 0 ETHANE 0 0 0 0 PROPANE 1 1 1 1 BUTANE 0 0 0 0 IBUTANE 0 0 0 0 PENTANE 0 0 0 0 IPENTANE 0 0 0 0 HEXANE 0 0 0 0 HEPTANE 0 0 0 0 OCTANE 0 0 0 0 NONANE 0 0 0 0 DECANE 0 0 0 0 H2O 0 0 0 0

Reporte de Resultados del Simulador ProII/Provision. Proceso de Refrigeración Mecánica 60% Gas Rico
3.- Equipos Intercambiadores de Calor Hx (Summary) UOM E1 E2 E3 E4 E5 E6HX Name E1 E2 E3 E4 E5 E6HX Description E1 E2 E3 E4 E5 E6Hot Side Thermo Method PR01 PR01 PR01 PR01 PR01 PR01Cold Side Thermo Method PR01 PR01 PR01 PR01 PR01 PR01Hot Side Feed Stream(s) ENTRADA S7 S5 S10 S12 S11Hot Side Product Stream(s) S7 S14 S17 S2 S10 S16Cold Side Feed Stream(s) S4 S3 $S2 S6 S20 N/ACold Side Product Stream(s) S15 S8 $S3 S3 S19 N/AProduct Stream Phases S16 N/A N/A N/A N/A N/A Liquid S10 N/A N/A N/A N/A Mixed N/A S19 N/A N/A N/A N/A Vapor N/A S2 N/A N/A N/A Mixed N/A N/A S3 N/A N/A N/A Vapor N/A N/A S17 N/A N/A Vapor N/A N/A N/A $S3 N/A N/A Mixed N/A N/A N/A S14 N/A Mixed N/A N/A N/A N/A S8 N/A Vapor N/A N/A N/A N/A S7 Vapor N/A N/A N/A N/A N/A S15 Mixed N/A N/A N/A N/A N/ADuty BTU / hr 2907997.784 21055314.16 15548032.48 4589409.477 5749661.033 9238467.895FT Factor 0.716237871 0.0001 0.0001 0.5339942 0.0001 0.0001LMTD F 32.03054237 32.54893247 0.018 15.88067726 0.018 36.03781665MTD F 22.94148746 0.003254893 0.0000018 8.480189549 0.0000018 0.003603782U*A BTU/hr-F 126757.8803 6468855442 8.63784E+12 541194.9284 3.19427E+12 2563562750U Value BTU/hr-ft2-F N/A N/A N/A N/A N/A N/AArea ft2 N/A N/A N/A N/A N/A N/AHot Pressure Drop psi 8 8 0 8 8 8Hot Product Temperature F 106.3996923 32.06047676 107.0030768 -48.84881692 -33.96411292 80.00000006Hot Product Liquid Fraction fraction 0 0.069862093 0 0.080970668 0.05238922 1Cold Pressure Drop psi 8 8 N/A 8 2 N/ACold Product Temperature F 109.9999999 96.39969242 N/A -43.964113 14.10871478 N/ACold Product Liquid Fraction fraction 0.707086552 0 N/A 0 0 N/AUtility Saturation Temperature F N/A N/A N/A N/A N/A 75.00000002Utility OutletTemperature F N/A N/A N/A N/A N/A 100Utility Saturation Pressure psia N/A N/A N/A N/A N/A N/AUtility Flowrate lb-mol / hr N/A N/A N/A N/A N/A 20512.8536Utility Cp or Heat Value BTU/lb-F N/A N/A N/A N/A N/A 18.01506884Zone Weighted F N/A N/A N/A N/A N/A N/A

Reporte de Resultados del Simulador ProII/Provision. Proceso de Refrigeración Mecánica 60% Gas Rico
Compresores y Válvulas
Compressor (Summary) UOM C1 C2 C3Name C1 C2 C3Description C1 C2 C3Thermodynamic System PR01 PR01 PR01Feed Streams S19 S8 S17Product Streams S11 S5 SALIDA-GProduct Stream Phases SALIDA-G N/A N/A Vapor S5 N/A Vapor N/A S11 Vapor N/A N/AOutlet Temperature F 219.3276308 202.892288 213.92829Outlet Pressure psia 158 496 879.46Pressure Increase psi 145.3100001 217 383.46Efficiency - adiabatic 75 65 65Efficiency - polytropic 78.30139418 67.0146943 67.0407005Head - actual ft 61546.05866 40288.852 39564.3595Work - actual HP 1371.162787 5882.17418 5776.39824Aftercooler Duty BTU / hr N/A N/A N/AAftercooler Outlet Temperature F N/A N/A N/AAftercooler Pressure drop psi N/A N/A N/A
Valve (Summary) UOM V1 V2 V3Name V1 V2 V3Description V1 V2 V3Thermodynamic System PR01 PR01 PR01Feed Streams S15 S9 S13Product Streams S1 S12 S20Product Stream Phases S20 N/A N/A Mixed S12 N/A Mixed N/A S1 Mixed N/A N/APressure Drop(User Input) psi 558 550 N/APressure(User Input) psia N/A N/A 14.69Temperature F 69.16977356 -13.9669474 -43.964113Pressure psia 297.4600001 313.46 14.69Pressure Drop psi 558 550 135.31

Reporte de Resultados del Simulador ProII/Provision. Proceso de Refrigeración Mecánica 60% Gas Rico
Separador
Flash (Summary) UOM F1Name F1
Description F1
Thermodynamic System PR01
Feed Streams S14
Product Streams S9 , S4
Product Stream Phases
S9 Vapor
S4 Mixed
Flash Type Adiabatic - P
Temperature(User Input) F N/A
Pressure(User Input) psia N/A
Pressure Drop(User Input) psi 0
Duty(User Input) BTU / hr 49999.79148
Pressure Estimate(User Input) psia N/A
Temperature Estimate(User Input) F DEFAULT
Temperature F 32.20859228
Pressure psia 863.4600001
Duty BTU / hr 49999.79148
Pressure Drop psi 0
Liquid Fraction fraction 0.069537572
Vapor Fraction fraction 0.930462428
Feed Total Mass Rate lb / hr 361965.9436
Feed Total Enthalpy BTU / hr 20545959.43
Product Total Mass Rate lb / hr 361965.9436
Product Total Enthalpy BTU / hr 20595959.15

Reporte de Resultados del Simulador ProII/Provision. Proceso de Refrigeración Mecánica 60% Gas Rico
Torre de Fraccionamiento
Column T1 Profile Summary
Tray Temperature Pressure Net Liq. Rate Net Vap. Rate Feed To Tray Product
From Tray Heater Duty
F psia lb-mol / hr lb-mol / hr lb-mol / hr lb-mol / hr BTU / hr
1 -72.5587447 295 1645.985078 15184.87516 15187.30746 -11615577.9
2 -50.1203933 295 1405.15295 16833.29253
3 -43.7670103 295.113636 1268.730894 16592.46041
4 -40.4071523 295.227273 1119.300288 16456.03836
5 -36.3888623 295.340909 2413.522752 16306.60775 15390.22075
6 31.11948356 295.454545 2808.573369 2209.129657
7 53.85567002 295.568182 2929.654566 2604.180273
8 66.40727936 295.681818 2935.930853 2725.261471
9 77.71080326 295.795455 2885.897737 2731.537758
10 92.5937312 295.909091 3482.430407 2681.504642 1150.179249
11 116.7765413 296.022727 3757.088002 2127.858062
12 129.7983108 296.136364 3897.341827 2402.515657
13 138.346147 296.25 3991.284349 2542.769482
14 144.2018638 296.363636 4060.452207 2636.712004
15 148.1550485 296.477273 4110.420582 2705.879862
16 150.7715159 296.590909 4144.969134 2755.848237
17 152.4948022 296.704545 4167.801905 2790.396789
18 153.6658101 296.818182 4181.940417 2813.22956
19 154.5587767 296.931818 4189.115713 2827.368072
20 155.4440027 297.045455 4189.058672 2834.543368
21 156.7001197 297.159091 4177.544276 2834.486327
22 159.0674054 297.272727 4138.487623 2822.971932
23 164.441068 297.386364 3998.231723 2783.915278
24 179.9069623 297.5 1354.572345 2643.659378 1354.572345 15548032.5

ANEXO 4
Diagrama y Resultados en PRO II del Proceso de Turboexpansión

Anexo 4
Diagrama del Proceso de Turboexpansión, opción 2 en Pro II.

Reporte de Resultados del Simulador ProII/Provision. Proceso de Turboexpansión 100% Gas Rico 1.- Corrientes del Ciclo de Extracción de Líquidos
Stream (Summary) UOM ENTRADA S1 S10 S11 S12 S14 S15 S16 S18Name ENTRADA S1 S10 S11 S12 S14 S15 S16 S18Description ENTRADA S1 S10 S11 S12 S14 S15 S16 S18Phase Mixed Mixed Mixed Mixed Liquid Mixed Mixed Vapor VaporThermodynamic System PR01 PR01 PR01 PR01 PR01 PR01 PR01 PR01 PR01Total Molar Rate lb-mol / hr 16473.67 1640.859414 14832.84506 14304.79446 0.5 16473.67 1640.859414 16540.4 16540.4Total Mass Rate lb / hr 392700.2049 69734.07943 322967.3698 274290.3714 15.40435362 392700.2049 69734.07943 376549.3949 361701.655Temperature F 120 74.46602966 -6.75153346 15.70462214 -65.80208362 62.04581474 109.9999999 89.97177452 89.9564522Pressure psia 879.4600001 297.4600001 305.4600001 379.3951486 295 863.4600001 855.4600001 64.7 64.7Total Molecular Weight 23.83805217 42.49850953 21.77379785 19.17471601 30.80870724 23.83805217 42.49850953 22.76543462 21.86776952Total Specific Enthalpy BTU / lb 124.2411854 55.53651936 64.37095576 77.94196443 -67.57375371 74.89151545 55.53652026 146.7298305 142.847723Total Cp BTU/lb-F 0.625723918 0.559833148 0.518332431 0.533398992 0.625283351 0.66190087 0.686896715 0.47573808 0.480014275Total Molar Component Rates lb-mol / hr H2S 0.164998632 0.02258289 0.142416299 0.16489029 1.77909E-05 0.164998632 0.02258289 0.169525347 0.174809318 CO2 255.3875013 18.48152211 236.9064586 255.377389 0.009337168 255.3875013 18.48152211 263.3096971 271.3062295 N2 45.88011006 0.813087597 45.06704273 45.87996792 0.000109042 45.88011006 0.813087597 47.42535173 48.83028244 METHANE 11561.75447 454.4358668 11107.33021 11561.61811 0.117566484 11561.75447 454.4358668 11938.72181 12296.16224 ETHANE 2237.021052 281.1846035 1955.843537 2236.114603 0.244527648 2237.021052 281.1846035 2300.343288 2371.652307 PROPANE 1338.391329 342.6529077 995.7462132 200.6241198 0.122201877 1338.391329 342.6529077 1103.798064 885.8474734 BUTANE 220.4999087 99.62141072 120.8802455 0.394145873 0.0012312 220.4999087 99.62141072 172.0590558 129.1590405 IBUTANE 434.7162985 174.0467997 260.6728088 2.183682192 0.004876629 434.7162985 174.0467997 337.5031035 253.7599981 PENTANE 119.3448041 76.65564278 42.69007113 0.002437171 3.42748E-05 119.3448041 76.65564278 90.25448258 67.69157791 IPENTANE 117.9559748 71.95811798 45.99878819 0.004610942 5.29978E-05 117.9559748 71.95811798 88.58629023 66.44106996 HEXANE 80.75437535 66.20157911 14.55321776 3.772E-06 3.69494E-07 80.75437535 66.20157911 56.85378843 42.64034245 HEPTANE 43.42571444 39.31100362 4.114847021 2.24116E-08 8.6042E-09 43.42571444 39.31100362 29.55029789 22.16272342 OCTANE 14.46709466 13.81172035 0.655398101 5.50361E-11 8.91825E-11 14.46709466 13.81172035 12.74513242 9.558849317 NONANE 1.368541902 1.340011282 0.028531736 1.97285E-14 1.95661E-13 1.368541902 1.340011282 3.718427469 2.788820602 DECANE 0.107262042 0.10621709 0.001044995 1.3666E-17 5.34227E-16 0.107262042 0.10621709 1.773805725 1.330354294 H2O 2.430558225 0.216340606 2.214223397 2.430504387 4.45097E-05 2.430558225 0.216340606 93.58788558 70.89388135Total Molar Component Fractions fraction H2S 1.00159E-05 1.37628E-05 9.60141E-06 1.15269E-05 3.55817E-05 1.00159E-05 1.37628E-05 1.02492E-05 1.05686E-05 CO2 0.015502769 0.011263318 0.015971748 0.017852573 0.018674336 0.015502769 0.011263318 0.015919186 0.01640264 N2 0.002785057 0.000495525 0.003038328 0.003207314 0.000218084 0.002785057 0.000495525 0.002867243 0.002952183 METHANE 0.701832347 0.27694991 0.748833428 0.808233781 0.235132968 0.701832347 0.27694991 0.721791601 0.743401746 ETHANE 0.135793727 0.171364226 0.131858961 0.15631924 0.489055296 0.135793727 0.171364226 0.139074224 0.143385426 PROPANE 0.081244272 0.208825269 0.067131168 0.014024956 0.244403755 0.081244272 0.208825269 0.066733457 0.053556593 BUTANE 0.01338499 0.060712947 0.008149498 2.75534E-05 0.002462401 0.01338499 0.060712947 0.010402352 0.007808701 IBUTANE 0.026388552 0.106070513 0.017574026 0.000152654 0.009753258 0.026388552 0.106070513 0.020404773 0.01534183 PENTANE 0.007244579 0.046716764 0.002878077 1.70374E-07 6.85497E-05 0.007244579 0.046716764 0.005456608 0.004092499 IPENTANE 0.007160273 0.04385392 0.003101144 3.22335E-07 0.000105996 0.007160273 0.04385392 0.005355753 0.004016896 HEXANE 0.004902027 0.040345674 0.000981148 2.63688E-10 7.38988E-07 0.004902027 0.040345674 0.003437268 0.002577951 HEPTANE 0.002636068 0.02395757 0.000277415 1.56672E-12 1.72084E-08 0.002636068 0.02395757 0.001786553 0.001339915 OCTANE 0.000878195 0.00841737 4.41856E-05 3.84739E-15 1.78365E-10 0.000878195 0.00841737 0.000770546 0.000577909 NONANE 8.30745E-05 0.000816652 1.92355E-06 1.37916E-18 3.91321E-13 8.30745E-05 0.000816652 0.000224809 0.000168607 DECANE 6.51112E-06 6.47326E-05 7.04514E-08 9.55346E-22 1.06845E-15 6.51112E-06 6.47326E-05 0.000107241 8.04306E-05 H2O 0.000147542 0.000131846 0.000149278 0.000169908 8.90195E-05 0.000147542 0.000131846 0.005658139 0.004286104

Reporte de Resultados del Simulador ProII/Provision. Proceso de Turboexpansión 100% Gas Rico 1.- Corrientes del Ciclo de Extracción de Líquidos
Stream (Summary) S19 S2 S20 S3 S4 S5 S6 S7 S8 S9 SALIDA-G SALIDA-LName S19 S2 S20 S3 S4 S5 S6 S7 S8 S9 SALIDA-G SALIDA-LDescription S19 S2 S20 S3 S4 S5 S6 S7 S8 S9 SALIDA-G SALIDA-LPhase Vapor Mixed Vapor Mixed Liquid Vapor Vapor Mixed Vapor Vapor Vapor LiquidThermodynamic System PR01 PR01 PR01 PR01 PR01 PR01 PR01 PR01 PR01 PR01 PR01 PR01Total Molar Rate 16540.4 14832.81059 16540.4 14304.79446 1640.82494 14304.7945 14304.7945 16473.67 14304.7945 14832.8451 14304.7945 2168.32008Total Mass Rate 354277.7851 322966.1255 346853.9152 274290.3714 69732.8351 274290.371 274290.371 392700.205 274290.371 322967.37 274290.371 118392.433Temperature 89.95397576 -29.07131386 89.95515944 -16.75235362 62.1797594 157.468057 -65.8020836 111.141865 101.141865 62.1797594 158.165425 184.076387Pressure 64.7 297.4600001 64.7 287 863.46 379.395149 295 871.46 279 863.46 879.47 297.5Total Molecular Weight 21.41893697 21.77376456 20.97010442 19.17471601 42.4986441 19.174716 19.174716 23.8380522 19.174716 21.7737979 19.174716 54.6009946Total Specific Enthalpy 140.7846453 42.13188172 138.6332536 65.79390184 18.4117882 153.937331 39.6089666 117.648639 127.00908 87.2410437 139.648792 98.6830248Total Cp 0.482298433 0.527160701 0.484687939 0.515846721 0.64679794 0.5492124 0.54184152 0.62863182 0.52306502 0.66502285 0.59921184 0.78251557Total Molar Component Rates H2S 0.177451304 0.142415742 0.18009329 0.16489029 0.02258233 0.16489029 0.16489029 0.16499863 0.16489029 0.1424163 0.16489029 8.9653E-05 CO2 275.3044958 236.9059791 279.302762 255.377389 18.4810427 255.377389 255.377389 255.387501 255.377389 236.906459 255.377389 8.4355E-07 N2 49.53274781 45.06702247 50.23521317 45.87996792 0.81306734 45.8799679 45.8799679 45.8801101 45.8799679 45.0670427 45.8799679 6.5878E-17 METHANE 12474.88246 11107.31861 12653.60268 11561.61811 454.424259 11561.6181 11561.6181 11561.7545 11561.6181 11107.3302 11561.6181 5.3608E-09 ETHANE 2407.306816 1955.836448 2442.961325 2236.114603 281.177516 2236.1146 2236.1146 2237.02105 2236.1146 1955.84354 2236.1146 0.65049408 PROPANE 776.8721784 995.7384218 667.8968831 200.6241198 342.645116 200.62412 200.62412 1338.39133 200.62412 995.746213 200.62412 1137.63256 BUTANE 107.7090328 120.878498 86.25902521 0.394145873 99.6196632 0.39414587 0.39414587 220.499909 0.39414587 120.880245 0.39414587 220.101737 IBUTANE 211.8884454 260.6694988 170.0168927 2.183682192 174.04349 2.18368219 2.18368219 434.716299 2.18368219 260.672809 2.18368219 432.522447 PENTANE 56.41012557 42.68916125 45.12867323 0.002437171 76.6547329 0.00243717 0.00243717 119.344804 0.00243717 42.6900711 0.00243717 119.340877 IPENTANE 55.36845982 45.99785682 44.29584968 0.004610942 71.9571866 0.00461094 0.00461094 117.955975 0.00461094 45.9987882 0.00461094 117.949821 HEXANE 35.53361946 14.55279623 28.42689646 3.772E-06 66.2011576 3.772E-06 3.772E-06 80.7543754 3.772E-06 14.5532178 3.772E-06 80.7536989 HEPTANE 18.46893619 4.114710821 14.77514896 2.24116E-08 39.3108674 2.2412E-08 2.2412E-08 43.4257144 2.2412E-08 4.11484702 2.2412E-08 43.4254985 OCTANE 7.965707766 0.655374305 6.37256621 5.50361E-11 13.8116966 5.5036E-11 5.5036E-11 14.4670947 5.5036E-11 0.6553981 5.5036E-11 14.4670575 NONANE 2.324017168 0.02853062 1.859213735 1.97285E-14 1.34001017 1.9729E-14 1.9729E-14 1.3685419 1.9729E-14 0.02853174 1.9729E-14 1.36854021 DECANE 1.108628578 0.001044952 0.886902863 1.3666E-17 0.10621705 1.3666E-17 1.3666E-17 0.10726204 1.3666E-17 0.00104499 1.3666E-17 0.10726198 H2O 59.54687923 2.214217619 48.19987711 2.430504387 0.21633483 2.43050439 2.43050439 2.43055822 2.43050439 2.2142234 2.43050439 1.1126E-10Total Molar Component Fractions H2S 1.07284E-05 9.6014E-06 1.08881E-05 1.15269E-05 1.3763E-05 1.1527E-05 1.1527E-05 1.0016E-05 1.1527E-05 9.6014E-06 1.1527E-05 4.1347E-08 CO2 0.016644367 0.015971752 0.016886095 0.017852573 0.01126326 0.01785257 0.01785257 0.01550277 0.01785257 0.01597175 0.01785257 3.8903E-10 N2 0.002994652 0.003038333 0.003037122 0.003207314 0.00049552 0.00320731 0.00320731 0.00278506 0.00320731 0.00303833 0.00320731 3.0382E-20 METHANE 0.754206818 0.748834386 0.765011891 0.808233781 0.27694865 0.80823378 0.80823378 0.70183235 0.80823378 0.74883343 0.80823378 2.4723E-12 ETHANE 0.145541028 0.13185879 0.147696629 0.15631924 0.17136351 0.15631924 0.15631924 0.13579373 0.15631924 0.13185896 0.15631924 0.0003 PROPANE 0.046968161 0.067130799 0.04037973 0.014024956 0.20882491 0.01402496 0.01402496 0.08124427 0.01402496 0.06713117 0.01402496 0.5246608 BUTANE 0.006511876 0.008149399 0.005215051 2.75534E-05 0.06071316 2.7553E-05 2.7553E-05 0.01338499 2.7553E-05 0.0081495 2.7553E-05 0.10150795 IBUTANE 0.012810358 0.017573844 0.010278886 0.000152654 0.10607072 0.00015265 0.00015265 0.02638855 0.00015265 0.01757403 0.00015265 0.19947352 PENTANE 0.003410445 0.002878022 0.002728391 1.70374E-07 0.04671719 1.7037E-07 1.7037E-07 0.00724458 1.7037E-07 0.00287808 1.7037E-07 0.0550384 IPENTANE 0.003347468 0.003101088 0.00267804 3.22335E-07 0.04385427 3.2234E-07 3.2234E-07 0.00716027 3.2234E-07 0.00310114 3.2234E-07 0.05439687 HEXANE 0.002148293 0.000981122 0.001718634 2.63688E-10 0.04034626 2.6369E-10 2.6369E-10 0.00490203 2.6369E-10 0.00098115 2.6369E-10 0.03724252 HEPTANE 0.001116595 0.000277406 0.000893276 1.56672E-12 0.02395799 1.5667E-12 1.5667E-12 0.00263607 1.5667E-12 0.00027741 1.5667E-12 0.02002725 OCTANE 0.000481591 4.41841E-05 0.000385273 3.84739E-15 0.00841753 3.8474E-15 3.8474E-15 0.0008782 3.8474E-15 4.4186E-05 3.8474E-15 0.00667201 NONANE 0.000140505 1.92348E-06 0.000112404 1.37916E-18 0.00081667 1.3792E-18 1.3792E-18 8.3075E-05 1.3792E-18 1.9236E-06 1.3792E-18 0.00063115 DECANE 6.70255E-05 7.04487E-08 5.36204E-05 9.55346E-22 6.4734E-05 9.5535E-22 9.5535E-22 6.5111E-06 9.5535E-22 7.0451E-08 9.5535E-22 4.9468E-05 H2O 0.003600087 0.000149278 0.00291407 0.000169908 0.00013185 0.00016991 0.00016991 0.00014754 0.00016991 0.00014928 0.00016991 5.1311E-14

Reporte de Resultados del Simulador ProII/Provision. Proceso de Turboexpansión 100% Gas Rico
2.- Equipos Intercambiadores de Calor Hx (Summary) UOM E1 E2 E3 E4HX Name E1 E2 E3 E4HX Description E1 E2 E3 E4Hot Side Thermo Method PR01 PR01 PR01 PR01Cold Side Thermo Method PR01 PR01 PR01 PR01Hot Side Feed Stream(s) ENTRADA S7 S5 S10Hot Side Product Stream(s) S7 S14 S11 S2Cold Side Feed Stream(s) S4 S3 $S2 S6Cold Side Product Stream(s) S15 S8 $S3 S3Product Stream Phases S2 N/A N/A N/A Mixed S3 N/A N/A N/A Mixed S11 N/A N/A Mixed N/A $S3 N/A N/A Mixed N/A S14 N/A Mixed N/A N/A S8 N/A Vapor N/A N/A S7 Mixed N/A N/A N/A S15 Mixed N/A N/A N/ADuty BTU / hr 2588896.132 16790734.07 20844797.28 7182275.608FT Factor 0.846075605 0.0001 1 0.0001LMTD F 24.52847303 33.32752659 0.018 20.5458563MTD F 20.75294264 0.003332753 0.018 0.002054586U*A BTU/hr-F 124749.097 5038126521 1158050879 3495749385U Value BTU/hr-ft2-F N/A N/A N/A N/AArea ft2 N/A N/A N/A N/AHot Pressure Drop psi 8 8 0 8Hot Product Temperature F 111.1418652 62.04581474 15.70462214 -29.07131386Hot Product Liquid Fraction fraction 0.015240107 0.099927931 5.19381E-05 0.099402821Cold Pressure Drop psi 8 8 N/A 8Cold Product Temperature F 109.9999999 101.1418653 N/A -16.75235362Cold Product Liquid Fraction fraction 0.855597613 0 N/A 0.000136164Utility Saturation Temperature F N/A N/A N/A N/AUtility OutletTemperature F N/A N/A N/A N/AUtility Saturation Pressure psia N/A N/A N/A N/AUtility Flowrate lb-mol / hr N/A N/A N/A N/AUtility Cp or Heat Value BTU/lb-F N/A N/A N/A N/AZone Weighted LMTD F N/A N/A N/A N/A

Reporte de Resultados del Simulador ProII/Provision. Proceso de Turboexpansión 100% Gas Rico
Expansor, Compresores y Válvulas
Compressor (Summary) UOM C1 C2Name C1 C2
Description C1 C2
Thermodynamic System PR01 PR01
Feed Streams S11 S8
Product Streams SALIDA-G S5
Product Stream Phases
S5 N/A Vapor
SALIDA-G Vapor N/A
Outlet Temperature F 158.1654249 157.468057
Outlet Pressure psia 879.47 379.395149
Pressure Increase psi 500.0748513 100.395149
Efficiency - adiabatic 65 65
Efficiency - polytropic 68.10102286 66.1239272
Head - actual ft 48002.19252 20947.683
Work - actual HP 6652.059062 2902.89291
Aftercooler Duty BTU / hr N/A N/A
Aftercooler Outlet Temperature F N/A N/A
Aftercooler Pressure drop psi N/A N/A
Aftercooler Pressure drop psi N/A N/A
Valve (Summary) UOM V1 Expander (Summary) UOM EX1Name V1 Name EX1
Description V1 Description EX1
Thermodynamic System PR01 Thermodynamic System PR01
Feed Streams S15 Feed Streams S9
Product Streams S1 Product Streams S10
Product Stream Phases Product Stream Phases
S1 Mixed S10 Mixed
Pressure Drop(User Input) psi 558 Outlet Temperature F -6.75153346
Pressure(User Input) psia N/A Outlet Pressure psia 305.46
Temperature F 74.46602966 Pressure Drop psi 558
Pressure psia 297.4600001 Adiabatic Efficiency(%) 65
Pressure Drop psi 558 Work - Actual HP 2902.94475

Reporte de Resultados del Simulador ProII/Provision. Proceso de Turboexpansión 100% Gas Rico
Separador
Flash (Summary) UOM F1 Name F1
Description F1
Thermodynamic System PR01
Feed Streams S14
Product Streams S9 , S4
Product Stream Phases
S9 Vapor
S4 Liquid
Flash Type Adiabatic - P
Temperature(User Input) F N/A
Pressure(User Input) psia N/A
Pressure Drop(User Input) psi 0
Duty(User Input) BTU / hr 49999.79148
Pressure Estimate(User Input) psia N/A
Temperature Estimate(User Input) F DEFAULT
Temperature F 62.1797594
Pressure psia 863.4600001
Duty BTU / hr 49999.79148
Pressure Drop psi 0
Liquid Fraction fraction 0.099602878
Vapor Fraction fraction 0.900397122
Feed Total Mass Rate lb / hr 392700.2049
Feed Total Enthalpy BTU / hr 29409913.46
Product Total Mass Rate lb / hr 392700.2049
Product Total Enthalpy BTU / hr 29459916.61

Reporte de Resultados del Simulador ProII/Provision. Proceso de Turboexpansión 100% Gas Rico
Torre de Fraccionamiento
Column T1 Profile Summary
Tray Temperature Pressure Net Liq. RateNet Vap.
Rate Feed To Tray Product
From Tray Heater Duty
F psia lb-mol / hr lb-mol / hr lb-mol / hr lb-mol / hr BTU / hr
1 -65.8020836 295 2088.657726 14304.79446 14305.29446 -15777859.2
2 -33.084553 295 1656.158186 16393.95219
3 -20.0537441 295.113636 3075.854949 15961.45265 14832.81059
4 39.86212352 295.227273 3598.310449 2548.39428
5 60.11830382 295.340909 3777.814007 3070.84978
6 70.66529924 295.454545 3808.895186 3250.35334
7 80.0494457 295.568182 3750.712341 3281.434517
8 94.37055602 295.681818 4828.06109 3223.251673 1640.859414
9 115.6164408 295.795455 5190.173287 2659.741007
10 127.5858271 295.909091 5371.955276 3021.853205
11 136.2584377 296.022727 5500.036856 3203.635194
12 142.9446672 296.136364 5605.726922 3331.716773
13 147.9830412 296.25 5692.316887 3437.40684
14 151.6376746 296.363636 5759.63103 3523.996806
15 154.207339 296.477273 5809.362385 3591.310948
16 155.9820803 296.590909 5844.646966 3641.042303
17 157.2102234 296.704545 5868.795043 3676.326884
18 158.09659 296.818182 5884.416651 3700.47496
19 158.8253941 296.931818 5892.846176 3716.096569
20 159.609295 297.045455 5893.287436 3724.526095
21 160.791102 297.159091 5880.224418 3724.967355
22 163.0958558 297.272727 5832.711351 3711.904336
23 168.4563093 297.386364 5654.733251 3664.391269
24 184.0763872 297.5 2168.320082 3486.413168 2168.320082 20844797.3

Reporte de Resultados del Simulador ProII/Provision. Proceso de Turboexpansión 80% Gas Rico 1.- Corrientes del Ciclo de Extracción de Líquidos
Stream (Summary) UOM ENTRADA S1 S10 S11 S12 S14 S15 S16 S18 S19Name ENTRADA S1 S10 S11 S12 S14 S15 S16 S18 S19Description ENTRADA S1 S10 S11 S12 S14 S15 S16 S18 S19Phase Mixed Mixed Mixed Vapor Liquid Mixed Mixed Vapor Vapor VaporThermodynamic System PR01 PR01 PR01 PR01 PR01 PR01 PR01 PR01 PR01 PR01Total Molar Rate lb-mol / hr 16473.67 1398.344246 15075.46472 14740.69592 0.5 16473.67 1398.344246 16540.4 16540.4 16540.4Total Mass Rate lb / hr 375463.0626 57192.31645 318275.5228 281466.8011 15.06139516 375463.0626 57192.31645 376549.3949 361701.655 354277.7851Temperature F 120 71.78541404 -22.94718826 318.6378199 -69.1374073 46.2998489 109.9999999 89.97177452 89.9564522 89.95397576Pressure psia 879.4600001 297.4600001 305.4600001 879.47 295 863.4600001 855.4600001 64.7 64.7 64.7Total Molecular Weight 22.79170717 40.9000263 21.11215334 19.09453954 30.12279032 22.79170717 40.9000263 22.76543462 21.86776952 21.41893697Total Specific Enthalpy BTU / lb 124.2405597 59.1661993 53.271786 237.6595266 -70.80948448 65.35609476 59.16619964 146.7298305 142.847723 140.7846453Total Cp BTU/lb-F 0.618009609 0.554108747 0.524491234 0.634723741 0.633140023 0.676603131 0.689176544 0.47573808 0.480014275 0.482298433Total Molar Component Rates lb-mol / hr H2S 0.169777761 0.021847099 0.147933159 0.169687262 1.85916E-05 0.169777761 0.021847099 0.169525347 0.174809318 0.177451304 CO2 263.6942187 17.53038079 246.1659677 263.6824506 0.009807332 263.6942187 17.53038079 263.3096971 271.3062295 275.3044958 N2 47.49362357 0.717980861 46.77572841 47.49342258 0.00011295 47.49362357 0.717980861 47.42535173 48.83028244 49.53274781 METHANE 11956.4662 415.2499686 11541.26638 11956.29613 0.122475303 11956.4662 415.2499686 11938.72181 12296.16224 12474.88246 ETHANE 2303.76198 271.242009 2032.551844 2302.95546 0.257862176 2303.76198 271.242009 2300.343288 2371.652307 2407.306816 PROPANE 1105.433445 275.5215995 829.9407438 165.6881317 0.104719242 1105.433445 275.5215995 1103.798064 885.8474734 776.8721784 BUTANE 172.3147078 77.80119503 94.5196917 0.299202009 0.000981584 172.3147078 77.80119503 172.0590558 129.1590405 107.7090328 IBUTANE 338.0069956 134.5056062 203.5130488 1.6689099 0.003908159 338.0069956 134.5056062 337.5031035 253.7599981 211.8884454 PENTANE 90.39108999 58.7288722 31.66528393 0.001542552 2.35484E-05 90.39108999 58.7288722 90.25448258 67.69157791 56.41012557 IPENTANE 88.71077448 54.6826454 34.03126683 0.002973954 3.68833E-05 88.71077448 54.6826454 88.58629023 66.44106996 55.36845982 HEXANE 56.93304303 47.28094284 9.653362849 1.91839E-06 2.05631E-07 56.93304303 47.28094284 56.85378843 42.64034245 35.53361946 HEPTANE 29.58673185 27.03131281 2.555797015 1.00231E-08 4.2332E-09 29.58673185 27.03131281 29.55029789 22.16272342 18.46893619 OCTANE 12.76710311 12.2567891 0.510395805 2.97841E-11 5.26743E-11 12.76710311 12.2567891 12.74513242 9.558849317 7.965707766 NONANE 3.723052004 3.657534122 0.065529146 2.63013E-14 2.95715E-13 3.723052004 3.657534122 3.718427469 2.788820602 2.324017168 DECANE 1.779157595 1.764942123 0.014218007 1.03899E-16 4.5858E-15 1.779157595 1.764942123 1.773805725 1.330354294 1.108628578 H2O 2.438104852 0.350620641 2.087527403 2.438011011 5.40212E-05 2.438104852 0.350620641 93.58788558 70.89388135 59.54687923Total Molar Component Fractions fraction H2S 1.0306E-05 1.56235E-05 9.81284E-06 1.15115E-05 3.71833E-05 1.0306E-05 1.56235E-05 1.02492E-05 1.05686E-05 1.07284E-05 CO2 0.016007011 0.012536527 0.016328914 0.01788806 0.019614663 0.016007011 0.012536527 0.015919186 0.01640264 0.016644367 N2 0.002883002 0.000513451 0.003102772 0.003221925 0.000225899 0.002883002 0.000513451 0.002867243 0.002952183 0.002994652 METHANE 0.725792504 0.296958328 0.76556621 0.811107982 0.244950607 0.725792504 0.296958328 0.721791601 0.743401746 0.754206818 ETHANE 0.139845097 0.193973701 0.134825154 0.156231122 0.515724352 0.139845097 0.193973701 0.139074224 0.143385426 0.145541028 PROPANE 0.067103047 0.197034171 0.055052415 0.011240184 0.209438484 0.067103047 0.197034171 0.066733457 0.053556593 0.046968161 BUTANE 0.010460007 0.055638084 0.00626977 2.02977E-05 0.001963168 0.010460007 0.055638084 0.010402352 0.007808701 0.006511876 IBUTANE 0.020518014 0.096189194 0.01349962 0.000113218 0.007816317 0.020518014 0.096189194 0.020404773 0.01534183 0.012810358 PENTANE 0.005487004 0.041998866 0.002100452 1.04646E-07 4.70969E-05 0.005487004 0.041998866 0.005456608 0.004092499 0.003410445 IPENTANE 0.005385004 0.039105282 0.002257394 2.01751E-07 7.37667E-05 0.005385004 0.039105282 0.005355753 0.004016896 0.003347468 HEXANE 0.003456002 0.033812091 0.000640336 1.30142E-10 4.11262E-07 0.003456002 0.033812091 0.003437268 0.002577951 0.002148293 HEPTANE 0.001796001 0.019330943 0.000169534 6.79964E-13 8.46639E-09 0.001796001 0.019330943 0.001786553 0.001339915 0.001116595 OCTANE 0.000775001 0.008765216 3.38561E-05 2.02054E-15 1.05349E-10 0.000775001 0.008765216 0.000770546 0.000577909 0.000481591 NONANE 0.000226 0.002615618 4.34674E-06 1.78427E-18 5.91429E-13 0.000226 0.002615618 0.000224809 0.000168607 0.000140505 DECANE 0.000108 0.001262166 9.43122E-07 7.04847E-21 9.1716E-15 0.000108 0.001262166 0.000107241 8.04306E-05 6.70255E-05 H2O 0.000148 0.00025074 0.000138472 0.000165393 0.000108042 0.000148 0.00025074 0.005658139 0.004286104 0.003600087

Reporte de Resultados del Simulador ProII/Provision. Proceso de Turboexpansión 80% Gas Rico 1.- Corrientes del Ciclo de Extracción de Líquidos
Stream (Summary) S2 S20 S3 S4 S5 S6 S7 S8 S9 SALIDA-G SALIDA-LName S2 S20 S3 S4 S5 S6 S7 S8 S9 SALIDA-G SALIDA-LDescription S2 S20 S3 S4 S5 S6 S7 S8 S9 SALIDA-G SALIDA-LPhase Mixed Vapor Mixed Liquid Vapor Vapor Mixed Vapor Vapor Vapor LiquidThermodynamic System PR01 PR01 PR01 PR01 PR01 PR01 PR01 PR01 PR01 PR01 PR01Total Molar Rate 15075.32575 16540.4 14740.69592 1398.20528 14740.6959 14740.6959 16473.67 14740.6959 15075.4647 14740.6959 1732.35046Total Mass Rate 318270.7462 346853.9152 281466.8011 57187.5398 281466.801 281466.801 375463.063 281466.801 318275.523 281466.801 93977.0801Temperature -40.5673591 89.95515944 -32.95062976 46.4399154 151.642179 -69.1374073 108.354756 98.3547561 46.4399154 215.313345 181.774774Pressure 297.4600001 64.7 287 863.46 373.197393 295 871.46 279 863.46 879.47 297.5Total Molecular Weight 21.1120311 20.97010442 19.09453954 40.9006751 19.0945395 19.0945395 22.7917072 19.0945395 21.1121533 19.0945395 54.2483072Total Specific Enthalpy 35.93473918 138.6332536 56.89436786 8.39034047 150.540475 37.2932508 116.50579 125.125578 75.7487617 173.707508 97.3022803Total Cp 0.532414707 0.484687939 0.520677291 0.6420884 0.54732005 0.54492046 0.62267469 0.52287048 0.68260645 0.60568349 0.78177871Total Molar Component Rates H2S 0.147930662 0.18009329 0.169687262 0.0218446 0.16968726 0.16968726 0.16977776 0.16968726 0.14793316 0.16968726 6.9644E-05 CO2 246.1638379 279.302762 263.6824506 17.528251 263.682451 263.682451 263.694219 263.682451 246.165968 263.682451 5.4023E-07 N2 46.77564271 50.23521317 47.49342258 0.71789517 47.4934226 47.4934226 47.4936236 47.4934226 46.7757284 47.4934226 2.9674E-17 METHANE 11541.21622 12653.60268 11956.29613 415.199812 11956.2961 11956.2961 11956.4662 11956.2961 11541.2664 11956.2961 2.8861E-09 ETHANE 2032.519971 2442.961325 2302.95546 271.210135 2302.95546 2302.95546 2303.76198 2302.95546 2032.55184 2302.95546 0.51973097 PROPANE 829.9118456 667.8968831 165.6881317 275.492702 165.688132 165.688132 1105.43345 165.688132 829.940744 165.688132 939.616837 BUTANE 94.51351278 86.25902521 0.299202009 77.7950161 0.29920201 0.29920201 172.314708 0.29920201 94.5196917 0.29920201 172.009392 IBUTANE 203.5013894 170.0168927 1.6689099 134.493947 1.6689099 1.6689099 338.006996 1.6689099 203.513049 1.6689099 336.324518 PENTANE 31.66221781 45.12867323 0.001542552 58.7258061 0.00154255 0.00154255 90.39109 0.00154255 31.6652839 0.00154255 90.3869883 IPENTANE 34.02812912 44.29584968 0.002973954 54.6795077 0.00297395 0.00297395 88.7107745 0.00297395 34.0312668 0.00297395 88.7051607 HEXANE 9.652100191 28.42689646 1.91839E-06 47.2796802 1.9184E-06 1.9184E-06 56.933043 1.9184E-06 9.65336285 1.9184E-06 56.9320385 HEPTANE 2.55541904 14.77514896 1.00231E-08 27.0309348 1.0023E-08 1.0023E-08 29.5867319 1.0023E-08 2.55579701 1.0023E-08 29.5864583 OCTANE 0.51031401 6.37256621 2.97841E-11 12.2567073 2.9784E-11 2.9784E-11 12.7671031 2.9784E-11 0.51039581 2.9784E-11 12.7670574 NONANE 0.065517882 1.859213735 2.63013E-14 3.65752286 2.6301E-14 2.6301E-14 3.723052 2.6301E-14 0.06552915 2.6301E-14 3.72304987 DECANE 0.014215472 0.886902863 1.03899E-16 1.76493959 1.039E-16 1.039E-16 1.7791576 1.039E-16 0.01421801 1.039E-16 1.77915911 H2O 2.087484212 48.19987711 2.438011011 0.35057745 2.43801101 2.43801101 2.43810485 2.43801101 2.0875274 2.43801101 7.9147E-07Total Molar Component Fractions H2S 9.81277E-06 1.08881E-05 1.15115E-05 1.5623E-05 1.1511E-05 1.1511E-05 1.0306E-05 1.1511E-05 9.8128E-06 1.1511E-05 4.0202E-08 CO2 0.016328923 0.016886095 0.01788806 0.01253625 0.01788806 0.01788806 0.01600701 0.01788806 0.01632891 0.01788806 3.1185E-10 N2 0.003102795 0.003037122 0.003221925 0.00051344 0.00322193 0.00322193 0.002883 0.00322193 0.00310277 0.00322193 1.7129E-20 METHANE 0.76556994 0.765011891 0.811107982 0.29695197 0.81110798 0.81110798 0.7257925 0.81110798 0.76556621 0.81110798 1.666E-12 ETHANE 0.134824282 0.147696629 0.156231122 0.19397018 0.15623112 0.15623112 0.1398451 0.15623112 0.13482515 0.15623112 0.00030001 PROPANE 0.055051006 0.04037973 0.011240184 0.19703309 0.01124018 0.01124018 0.06710305 0.01124018 0.05505242 0.01124018 0.5423942 BUTANE 0.006269418 0.005215051 2.02977E-05 0.05563919 2.0298E-05 2.0298E-05 0.01046001 2.0298E-05 0.00626977 2.0298E-05 0.09929249 IBUTANE 0.013498971 0.010278886 0.000113218 0.09619042 0.00011322 0.00011322 0.02051801 0.00011322 0.01349962 0.00011322 0.19414346 PENTANE 0.002100268 0.002728391 1.04646E-07 0.04200085 1.0465E-07 1.0465E-07 0.005487 1.0465E-07 0.00210045 1.0465E-07 0.05217593 IPENTANE 0.002257207 0.00267804 2.01751E-07 0.03910692 2.0175E-07 2.0175E-07 0.005385 2.0175E-07 0.00225739 2.0175E-07 0.05120509 HEXANE 0.000640258 0.001718634 1.30142E-10 0.03381455 1.3014E-10 1.3014E-10 0.003456 1.3014E-10 0.00064034 1.3014E-10 0.03286404 HEPTANE 0.00016951 0.000893276 6.79964E-13 0.01933259 6.7996E-13 6.7996E-13 0.001796 6.7996E-13 0.00016953 6.7996E-13 0.01707879 OCTANE 3.38509E-05 0.000385273 2.02054E-15 0.00876603 2.0205E-15 2.0205E-15 0.000775 2.0205E-15 3.3856E-05 2.0205E-15 0.00736979 NONANE 4.34603E-06 0.000112404 1.78427E-18 0.00261587 1.7843E-18 1.7843E-18 0.000226 1.7843E-18 4.3467E-06 1.7843E-18 0.00214913 DECANE 9.42963E-07 5.36204E-05 7.04847E-21 0.00126229 7.0485E-21 7.0485E-21 0.000108 7.0485E-21 9.4312E-07 7.0485E-21 0.00102702 H2O 0.00013847 0.00291407 0.000165393 0.00025073 0.00016539 0.00016539 0.000148 0.00016539 0.00013847 0.00016539 4.5688E-10

Reporte de Resultados del Simulador ProII/Provision. Proceso de Turboexpansión 80% Gas Rico
2.- Equipos Intercambiadores de Calor
Hx (Summary) UOM E1 E2 E3 E4HX Name E1 E2 E3 E4HX Description E1 E2 E3 E4Hot Side Thermo Method PR01 PR01 PR01 PR01Cold Side Thermo Method PR01 PR01 PR01 PR01Hot Side Feed Stream(s) ENTRADA S7 S11 S10Hot Side Product Stream(s) S7 S14 SALIDA-G S2Cold Side Feed Stream(s) S4 S3 $S2 S6Cold Side Product Stream(s) S15 S8 $S3 S3Product Stream Phases S2 N/A N/A N/A Mixed S3 N/A N/A N/A Mixed SALIDA-G N/A N/A Vapor N/A $S3 N/A N/A Mixed N/A S14 N/A Mixed N/A N/A S8 N/A Vapor N/A N/A S7 Mixed N/A N/A N/A S15 Mixed N/A N/A N/ADuty BTU / hr 2904120.261 19204820.51 18000370 5517063.72FT Factor 0.774733663 0.0001 0.9907222 0.0001LMTD F 28.47605035 33.45387916 85.5220834 17.6895709MTD F 22.0613548 0.003345388 84.7286262 0.00176896U*A BTU/hr-F 131639.0949 5740718331 212448.533 3118840556U Value BTU/hr-ft2-F N/A N/A N/A N/AArea ft2 N/A N/A N/A N/AHot Pressure Drop psi 8 8 0 8Hot Product Temperature F 108.3547562 46.2998489 215.313345 -40.5673591Hot Product Liquid Fraction fraction 0.004631764 0.085198286 0 0.09156325Cold Pressure Drop psi 8 8 N/A 8Cold Product Temperature F 109.9999999 98.35475612 N/A -32.9506298Cold Product Liquid Fraction fraction 0.786081725 0 N/A 0.00015114Utility Saturation Temperature F N/A N/A N/A N/AUtility OutletTemperature F N/A N/A N/A N/AUtility Saturation Pressure psia N/A N/A N/A N/AUtility Flowrate lb-mol / hr N/A N/A N/A N/AUtility Cp or Heat Value BTU/lb-F N/A N/A N/A N/AZone Weighted LMTD F N/A N/A N/A N/A

Reporte de Resultados del Simulador ProII/Provision. Proceso de Turboexpansión 80% Gas Rico
Expansor, Compresores y Válvulas
Compressor (Summary) UOM C1 C2
Name C1 C2
Description C1 C2
Thermodynamic System PR01 PR01
Feed Streams S5 S8
Product Streams S11 S5
Product Stream Phases
S5 N/A Vapor
S11 Vapor N/A
Outlet Temperature F 318.6378199 151.642179
Outlet Pressure psia 879.47 373.197393
Pressure Increase psi 506.2726069 94.1973932
Efficiency - adiabatic 65 65
Efficiency - polytropic 67.70637151 66.072736
Head - actual ft 67770.53944 19770.4427
Work - actual HP 9637.237893 2811.4349
Aftercooler Duty BTU / hr N/A N/A Aftercooler Outlet Temperature F N/A N/A
Aftercooler Pressure drop psi N/A N/A
Valve (Summary) UOM V1 Expander (Summary) UOM EX1Name V1 Name EX1
Description V1 Description EX1
Thermodynamic System PR01 Thermodynamic System PR01
Feed Streams S15 Feed Streams S9
Product Streams S1 Product Streams S10
Product Stream Phases Product Stream Phases
S1 Mixed S10 Mixed
Pressure Drop(User Input) psi 558 Outlet Temperature F -22.9471883
Pressure(User Input) psia N/A Outlet Pressure psia 305.46
Temperature F 71.78541404 Pressure Drop psi 558
Pressure psia 297.4600001 Adiabatic Efficiency(%) 65
Pressure Drop psi 558 Work - Actual HP 2811.59912

Reporte de Resultados del Simulador ProII/Provision. Proceso de Turboexpansión 80% Gas Rico
Separador
Flash (Summary) UOM F1Name F1
Description F1
Thermodynamic System PR01
Feed Streams S14
Product Streams S9 , S4
Product Stream Phases
S9 Vapor
S4 Liquid
Flash Type Adiabatic - P
Temperature(User Input) F N/A
Pressure(User Input) psia N/A
Pressure Drop(User Input) psi 0
Duty(User Input) BTU / hr 49999.79148
Pressure Estimate(User Input) psia N/A
Temperature Estimate(User Input) F DEFAULT
Temperature F 46.43991536
Pressure psia 863.4600001
Duty BTU / hr 49999.79148
Pressure Drop psi 0
Liquid Fraction fraction 0.084875154
Vapor Fraction fraction 0.915124846
Feed Total Mass Rate lb / hr 375463.0626
Feed Total Enthalpy BTU / hr 24538799.49
Product Total Mass Rate lb / hr 375463.0626
Product Total Enthalpy BTU / hr 24588799.67

Reporte de Resultados del Simulador ProII/Provision. Proceso de Turboexpansión 80% Gas Rico
Torre de Fraccionamiento
Column T1 Profile Summary
Tray Temperature Pressure Net Liq. RateNet Vap.
Rate Feed To Tray Product
From Tray Heater Duty
F psia lb-mol / hr lb-mol / hr lb-mol / hr lb-mol / hr BTU / hr
1 -69.1374073 295 1771.153636 14740.6959 14741.19592 -13181519
2 -41.5980202 295 1385.566257 16512.3496
3 -30.6873265 295.1136 2739.490594 16126.7622 15075.32575
4 31.28348822 295.2273 3199.888241 2405.48438
5 51.04563476 295.3409 3348.708783 2865.88203
6 61.00222424 295.4545 3358.879035 3014.70257
7 70.35178046 295.5682 3289.571506 3024.87282
8 85.09872164 295.6818 4078.564463 2955.56529 1398.344246
9 106.6655804 295.7955 4359.180441 2346.214
10 119.6024257 295.9091 4500.183576 2626.82998
11 129.6231282 296.0227 4608.190572 2767.83311
12 137.6561383 296.1364 4704.812621 2875.84011
13 143.8022008 296.25 4787.792392 2972.46216
14 148.2582412 296.3636 4853.632765 3055.44193
15 151.3592112 296.4773 4902.420339 3121.2823
16 153.4653828 296.5909 4936.758693 3170.06988
17 154.8914713 296.7045 4959.911818 3204.40823
18 155.8925658 296.8182 4974.595902 3227.56136
19 156.6870532 296.9318 4982.296227 3242.24544
20 157.5093254 297.0455 4982.475049 3249.94577
21 158.7142956 297.1591 4970.343397 3250.12459
22 161.0264941 297.2727 4927.817506 3237.99294
23 166.3371784 297.3864 4770.792795 3195.46704
24 181.7747735 297.5 1732.350462 3038.44233 1732.350462 18000369.99

Reporte de Resultados del Simulador ProII/Provision. Proceso de Turboexpansión 60% Gas Rico 1.- Corrientes del Ciclo de Extracción de Líquidos
Stream (Summary) UOM ENTRADA S1 S10 S11 S12 S14 S15 S16 S18 S19Name ENTRADA S1 S10 S11 S12 S14 S15 S16 S18 S19Description ENTRADA S1 S10 S11 S12 S14 S15 S16 S18 S19Phase Vapor Mixed Mixed Vapor Liquid Mixed Mixed Vapor Vapor VaporThermodynamic System PR01 PR01 PR01 PR01 PR01 PR01 PR01 PR01 PR01 PR01Total Molar Rate lb-mol / hr 16473.67 1292.560209 15181.61218 15126.77387 0.5 16473.67 1292.560209 16540.4 16540.4 16540.4Total Mass Rate lb / hr 360505.6411 49634.06985 310887.6527 287917.9548 14.71889392 360505.6411 49634.06985 376549.3949 361701.655 354277.7851Temperature F 120 68.09499356 -41.37217258 313.9969896 -72.14430622 28.13024516 109.9999999 89.97177452 89.9564522 89.95397576Pressure psia 879.4600001 297.4600001 305.4600001 879.47 295 863.4600001 855.4600001 64.7 64.7 64.7Total Molecular Weight 21.88374789 38.39981264 20.47790768 19.03366556 29.43778783 21.88374789 38.39981264 22.76543462 21.86776952 21.41893697Total Specific Enthalpy BTU / lb 122.9617273 65.63028555 40.3501558 234.4941726 -73.93656483 52.96639467 65.63028108 146.7298305 142.847723 140.7846453Total Cp BTU/lb-F 0.611950527 0.546652818 0.534253912 0.633284698 0.642162475 0.704235981 0.695662457 0.47573808 0.480014275 0.482298433Total Molar Component Rates lb-mol / hr H2S 0.174828404 0.023176299 0.151662185 0.174784795 1.9409E-05 0.174828404 0.023176299 0.169525347 0.174809318 0.177451304 CO2 271.3377161 18.43496602 252.9114168 271.3504998 0.010264131 271.3377161 18.43496602 263.3096971 271.3062295 275.3044958 N2 48.82793945 0.709801602 48.11847482 48.82854353 0.000116776 48.82793945 0.709801602 47.42535173 48.83028244 49.53274781 METHANE 12297.45822 421.9599591 11875.69802 12297.83464 0.127231559 12297.45822 421.9599591 11938.72181 12296.16224 12474.88246 ETHANE 2371.894585 288.7462609 2083.278076 2371.57099 0.271549306 2371.894585 288.7462609 2300.343288 2371.652307 2407.306816 PROPANE 885.9371647 233.3017699 652.7265892 133.1271199 0.086973977 885.9371647 233.3017699 1103.798064 885.8474734 776.8721784 BUTANE 129.1699977 61.7291914 67.4583345 0.21701433 0.000743043 129.1699977 61.7291914 172.0590558 129.1590405 107.7090328 IBUTANE 253.7932642 107.0671454 146.7596917 1.22734994 0.002997187 253.7932642 107.0671454 337.5031035 253.7599981 211.8884454 PENTANE 67.70675814 46.08605037 21.62888499 0.000934325 1.53762E-05 67.70675814 46.08605037 90.25448258 67.69157791 56.41012557 IPENTANE 66.45475969 43.06676374 23.39647806 0.001854384 2.46429E-05 66.45475969 43.06676374 88.58629023 66.44106996 55.36845982 HEXANE 42.65031553 36.44285969 6.210537446 9.9224E-07 1.15191E-07 42.65031553 36.44285969 56.85378843 42.64034245 35.53361946 HEPTANE 22.15707779 20.57461358 1.58333483 4.73082E-09 2.17019E-09 22.15707779 20.57461358 29.55029789 22.16272342 18.46893619 OCTANE 9.55472499 9.248631139 0.306272848 1.33885E-11 2.54287E-11 9.55472499 9.248631139 12.74513242 9.558849317 7.965707766 NONANE 2.784049179 2.746716506 0.037355941 9.26459E-15 1.16081E-13 2.784049179 2.746716506 3.718427469 2.788820602 2.324017168 DECANE 1.330493808 1.322593666 0.007905196 3.49569E-17 1.70703E-15 1.330493808 1.322593666 1.773805725 1.330354294 1.108628578 H2O 2.43810224 1.099709475 1.339148832 2.440143944 6.44761E-05 2.43810224 1.099709475 93.58788558 70.89388135 59.54687923Total Molar Component Fractions fraction H2S 1.06126E-05 1.79305E-05 9.98986E-06 1.15547E-05 3.8818E-05 1.06126E-05 1.79305E-05 1.02492E-05 1.05686E-05 1.07284E-05 CO2 0.016470994 0.014262365 0.016659062 0.017938425 0.020528263 0.016470994 0.014262365 0.015919186 0.01640264 0.016644367 N2 0.002963999 0.000549144 0.003169523 0.003227955 0.000233552 0.002963999 0.000549144 0.002867243 0.002952183 0.002994652 METHANE 0.746491718 0.326452846 0.78224222 0.812984629 0.254463118 0.746491718 0.326452846 0.721791601 0.743401746 0.754206818 ETHANE 0.143980946 0.223390956 0.137223771 0.156779695 0.543098611 0.143980946 0.223390956 0.139074224 0.143385426 0.145541028 PROPANE 0.05377898 0.180495863 0.04299455 0.008800761 0.173947953 0.05377898 0.180495863 0.066733457 0.053556593 0.046968161 BUTANE 0.007840997 0.047757304 0.004443424 1.43464E-05 0.001486085 0.007840997 0.047757304 0.010402352 0.007808701 0.006511876 IBUTANE 0.015405994 0.082833391 0.009666937 8.11376E-05 0.005994374 0.015405994 0.082833391 0.020404773 0.01534183 0.012810358 PENTANE 0.004109998 0.035654858 0.001424676 6.17663E-08 3.07524E-05 0.004109998 0.035654858 0.005456608 0.004092499 0.003410445 IPENTANE 0.004033998 0.033318961 0.001541106 1.2259E-07 4.92859E-05 0.004033998 0.033318961 0.005355753 0.004016896 0.003347468 HEXANE 0.002588999 0.028194323 0.000409083 6.5595E-11 2.30383E-07 0.002588999 0.028194323 0.003437268 0.002577951 0.002148293 HEPTANE 0.001344999 0.015917722 0.000104293 3.12745E-13 4.34038E-09 0.001344999 0.015917722 0.001786553 0.001339915 0.001116595 OCTANE 0.00058 0.007155281 2.01739E-05 8.85085E-16 5.08574E-11 0.00058 0.007155281 0.000770546 0.000577909 0.000481591 NONANE 0.000169 0.00212502 2.4606E-06 6.12463E-19 2.32161E-13 0.000169 0.00212502 0.000224809 0.000168607 0.000140505 DECANE 8.07649E-05 0.001023236 5.20709E-07 2.31093E-21 3.41406E-15 8.07649E-05 0.001023236 0.000107241 8.04306E-05 6.70255E-05 H2O 0.000148 0.000850799 8.82086E-05 0.000161313 0.000128952 0.000148 0.000850799 0.005658139 0.004286104 0.003600087

Reporte de Resultados del Simulador ProII/Provision. Proceso de Turboexpansión 60% Gas Rico 1.- Corrientes del Ciclo de Extracción de Líquidos
Stream (Summary) S2 S20 S3 S4 S5 S6 S7 S8 S9 SALIDA-G SALIDA-LName S2 S20 S3 S4 S5 S6 S7 S8 S9 SALIDA-G SALIDA-LDescription S2 S20 S3 S4 S5 S6 S7 S8 S9 SALIDA-G SALIDA-LPhase Mixed Vapor Mixed Mixed Vapor Vapor Mixed Vapor Vapor Vapor LiquidThermodynamic System PR01 PR01 PR01 PR01 PR01 PR01 PR01 PR01 PR01 PR01 PR01Total Molar Rate 15181.10979 16540.4 15126.77387 1292.05782 15126.7739 15126.7739 16473.67 15126.7739 15181.6122 15126.7739 1347.8047Total Mass Rate 310871.5712 346853.9152 287917.9548 49617.9885 287917.955 287917.955 360505.641 287917.955 310887.653 287917.955 72620.4767Temperature -52.45910338 89.95515944 -51.3842638 28.2725373 143.635708 -72.1443062 104.115452 94.1154517 28.2725373 228.006864 179.862831Pressure 297.4600001 64.7 287 863.46 365.8692 295 871.46 279 863.46 879.47 297.5Total Molecular Weight 20.47752605 20.97010442 19.03366556 38.4022974 19.0336656 19.0336656 21.8837479 19.0336656 20.4779077 19.0336656 53.8805637Total Specific Enthalpy 29.61898869 138.6332536 46.84897775 -3.38814036 146.099755 35.2723283 113.458176 122.591492 62.1214529 181.177092 96.2218599Total Cp 0.539463307 0.484687939 0.528967824 0.64648572 0.54461368 0.54781554 0.61925356 0.52220508 0.71316304 0.60845018 0.78260551Total Molar Component Rates H2S 0.151652105 0.18009329 0.174784795 0.02316622 0.17478479 0.17478479 0.1748284 0.17478479 0.15166219 0.17478479 5.1648E-05 CO2 252.9027501 279.302762 271.3504998 18.4262994 271.3505 271.3505 271.337716 271.3505 252.911417 271.3505 3.621E-07 N2 48.11813783 50.23521317 48.82854353 0.7094646 48.8285435 48.8285435 48.8279394 48.8285435 48.1184748 48.8285435 1.3803E-17 METHANE 11875.49826 12653.60268 12297.83464 421.760199 12297.8346 12297.8346 12297.4582 12297.8346 11875.698 12297.8346 1.6176E-09 ETHANE 2083.148324 2442.961325 2371.57099 288.61651 2371.57099 2371.57099 2371.89458 2371.57099 2083.27808 2371.57099 0.40485936 PROPANE 652.6353951 667.8968831 133.1271199 233.210577 133.12712 133.12712 885.937165 133.12712 652.726589 133.12712 753.016976 BUTANE 67.44080646 86.25902521 0.21701433 61.7116637 0.21701433 0.21701433 129.169998 0.21701433 67.4583345 0.21701433 129.008036 IBUTANE 146.726119 170.0168927 1.22734994 107.033573 1.22734994 1.22734994 253.793264 1.22734994 146.759692 1.22734994 252.670072 PENTANE 21.62070789 45.12867323 0.000934325 46.0778735 0.00093432 0.00093432 67.7067581 0.00093432 21.628885 0.00093432 67.7322297 IPENTANE 23.38799607 44.29584968 0.001854384 43.058282 0.00185438 0.00185438 66.4547597 0.00185438 23.3964781 0.00185438 66.4800937 HEXANE 6.207455937 28.42689646 9.9224E-07 36.4397784 9.9224E-07 9.9224E-07 42.6503155 9.9224E-07 6.21053745 9.9224E-07 42.6611562 HEPTANE 1.582464259 14.77514896 4.73082E-09 20.5737431 4.7308E-09 4.7308E-09 22.1570778 4.7308E-09 1.58333483 4.7308E-09 22.1606631 OCTANE 0.306093877 6.37256621 1.33885E-11 9.24845222 1.3388E-11 1.3388E-11 9.55472499 1.3388E-11 0.30627285 1.3388E-11 9.55572038 NONANE 0.037332681 1.859213735 9.26459E-15 2.74669326 9.2646E-15 9.2646E-15 2.78404918 9.2646E-15 0.03735594 9.2646E-15 2.78425825 DECANE 0.007900146 0.886902863 3.49569E-17 1.32258862 3.4957E-17 3.4957E-17 1.33049381 3.4957E-17 0.0079052 3.4957E-17 1.33057672 H2O 1.338392764 48.19987711 2.440143944 1.09895341 2.44014394 2.44014394 2.43810224 2.44014394 1.33914883 2.44014394 1.9649E-06Total Molar Component Fractions H2S 9.98953E-06 1.08881E-05 1.15547E-05 1.793E-05 1.1555E-05 1.1555E-05 1.0613E-05 1.1555E-05 9.9899E-06 1.1555E-05 3.832E-08 CO2 0.016659042 0.016886095 0.017938425 0.0142612 0.01793843 0.01793843 0.01647099 0.01793843 0.01665906 0.01793843 2.6866E-10 N2 0.003169606 0.003037122 0.003227955 0.0005491 0.00322795 0.00322795 0.002964 0.00322795 0.00316952 0.00322795 1.0241E-20 METHANE 0.782254949 0.765011891 0.812984629 0.32642517 0.81298463 0.81298463 0.74649172 0.81298463 0.78224222 0.81298463 1.2002E-12 ETHANE 0.137219765 0.147696629 0.156779695 0.2233774 0.15677969 0.15677969 0.14398095 0.15677969 0.13722377 0.15677969 0.00030038 PROPANE 0.042989966 0.04037973 0.008800761 0.18049547 0.00880076 0.00880076 0.05377898 0.00880076 0.04299455 0.00880076 0.55869888 BUTANE 0.004442416 0.005215051 1.43464E-05 0.04776231 1.4346E-05 1.4346E-05 0.007841 1.4346E-05 0.00444342 1.4346E-05 0.09571716 IBUTANE 0.009665046 0.010278886 8.11376E-05 0.08283962 8.1138E-05 8.1138E-05 0.01540599 8.1138E-05 0.00966694 8.1138E-05 0.18746787 PENTANE 0.001424185 0.002728391 6.17663E-08 0.03566239 6.1766E-08 6.1766E-08 0.00411 6.1766E-08 0.00142468 6.1766E-08 0.05025374 IPENTANE 0.001540599 0.00267804 1.2259E-07 0.03332535 1.2259E-07 1.2259E-07 0.004034 1.2259E-07 0.00154111 1.2259E-07 0.04932472 HEXANE 0.000408893 0.001718634 6.5595E-11 0.0282029 6.5595E-11 6.5595E-11 0.002589 6.5595E-11 0.00040908 6.5595E-11 0.03165233 HEPTANE 0.000104239 0.000893276 3.12745E-13 0.01592324 3.1274E-13 3.1274E-13 0.001345 3.1274E-13 0.00010429 3.1274E-13 0.01644204 OCTANE 2.01628E-05 0.000385273 8.85085E-16 0.00715792 8.8509E-16 8.8509E-16 0.00058 8.8509E-16 2.0174E-05 8.8509E-16 0.00708984 NONANE 2.45915E-06 0.000112404 6.12463E-19 0.00212583 6.1246E-19 6.1246E-19 0.000169 6.1246E-19 2.4606E-06 6.1246E-19 0.00206577 DECANE 5.20393E-07 5.36204E-05 2.31093E-21 0.00102363 2.3109E-21 2.3109E-21 8.0765E-05 2.3109E-21 5.2071E-07 2.3109E-21 0.00098722 H2O 8.81617E-05 0.00291407 0.000161313 0.00085055 0.00016131 0.00016131 0.000148 0.00016131 8.8209E-05 0.00016131 1.4578E-09

Reporte de Resultados del Simulador ProII/Provision. Proceso de Turboexpansión 60% Gas Rico
2.- Equipos Intercambiadores de Calor
Hx (Summary) UOM E1 E2 E3 E4HX Name E1 E2 E3 E4HX Description E1 E2 E3 E4Hot Side Thermo Method PR01 PR01 PR01 PR01Cold Side Thermo Method PR01 PR01 PR01 PR01Hot Side Feed Stream(s) ENTRADA S7 S11 S10Hot Side Product Stream(s) S7 S14 SALIDA-G S2Cold Side Feed Stream(s) S4 S3 $S2 S6Cold Side Product Stream(s) S15 S8 $S3 S3Product Stream Phases S2 N/A N/A N/A Mixed S3 N/A N/A N/A Mixed SALIDA-G N/A N/A Vapor N/A $S3 N/A N/A Mixed N/A S14 N/A Mixed N/A N/A S8 N/A Vapor N/A N/A S7 Mixed N/A N/A N/A S15 Mixed N/A N/A N/ADuty BTU / hr 3426083.572 21807629.72 15350939.8 3333125.23FT Factor 0.61286821 0.0001 0.99373332 0.76284206LMTD F 32.5013515 33.5275573 94.4963036 14.3001009MTD F 19.91904512 0.003352756 93.9041257 10.9087185U*A BTU/hr-F 172001.3703 6504426657 163475.534 305548.649U Value BTU/hr-ft2-F N/A N/A N/A N/AArea ft2 N/A N/A N/A N/AHot Pressure Drop psi 8 8 0 8Hot Product Temperature F 104.1154518 28.13024516 228.006864 -52.4591034Hot Product Liquid Fraction fraction 0.000241336 0.078767617 0 0.08323944Cold Pressure Drop psi 8 8 N/A 8Cold Product Temperature F 109.9999999 94.11545174 N/A -51.3842638Cold Product Liquid Fraction fraction 0.679755151 0 N/A 0.00015643Utility Saturation Temperature F N/A N/A N/A N/AUtility OutletTemperature F N/A N/A N/A N/AUtility Saturation Pressure psia N/A N/A N/A N/AUtility Flowrate lb-mol / hr N/A N/A N/A N/AUtility Cp or Heat Value BTU/lb-F N/A N/A N/A N/AZone Weighted LMTD F N/A N/A N/A N/A

Reporte de Resultados del Simulador ProII/Provision. Proceso de Turboexpansión 60% Gas Rico
Expansor, Compresores y Válvulas
Compressor (Summary) UOM C1 C2
Name C1 C2
Description C1 C2
Thermodynamic System PR01 PR01
Feed Streams S5 S8
Product Streams S11 S5
Product Stream Phases
S5 N/A Vapor
S11 Vapor N/A
Outlet Temperature F 313.9969896 143.635708
Outlet Pressure psia 879.47 365.8692
Pressure Increase psi 513.6007999 86.8692001
Efficiency - adiabatic 65 65
Efficiency - polytropic 67.78343112 66.0097696
Head - actual ft 68762.65633 18287.2478
Work - actual HP 10002.43767 2660.12202
Aftercooler Duty BTU / hr N/A N/A
Aftercooler Outlet Temperature F N/A N/A
Aftercooler Pressure drop psi N/A N/A
Valve (Summary) UOM V1 Expander (Summary) UOM EX1Name V1 Name EX1
Description V1 Description EX1
Thermodynamic System PR01 Thermodynamic System PR01
Feed Streams S15 Feed Streams S9
Product Streams S1 Product Streams S10
Product Stream Phases Product Stream Phases
S1 Mixed S10 Mixed
Pressure Drop(User Input) psi 558 Outlet Temperature F -41.3721726
Pressure(User Input) psia N/A Outlet Pressure psia 305.46
Temperature F 68.09499356 Pressure Drop psi 558
Pressure psia 297.4600001 Adiabatic Efficiency(%) 65
Pressure Drop psi 558 Work - Actual HP 2660.11235

Reporte de Resultados del Simulador ProII/Provision. Proceso de Turboexpansión 60% Gas Rico
Separador
Flash (Summary) UOM F1Name F1
Description F1
Thermodynamic System PR01
Feed Streams S14
Product Streams S9 , S4
Product Stream Phases
S9 Vapor
S4 Mixed
Flash Type Adiabatic - P
Temperature(User Input) F N/A
Pressure(User Input) psia N/A
Pressure Drop(User Input) psi 0
Duty(User Input) BTU / hr 49999.79148
Pressure Estimate(User Input) psia N/A
Temperature Estimate(User Input) F DEFAULT
Temperature F 28.27253732
Pressure psia 863.4600001
Duty BTU / hr 49999.79148
Pressure Drop psi 0
Liquid Fraction fraction 0.078431692
Vapor Fraction fraction 0.921568308
Feed Total Mass Rate lb / hr 360505.6411
Feed Total Enthalpy BTU / hr 19094684.07
Product Total Mass Rate lb / hr 360505.6411
Product Total Enthalpy BTU / hr 19144679.98

Reporte de Resultados del Simulador ProII/Provision. Proceso de Turboexpansión 60% Gas Rico
Torre de Fraccionamiento
Column T1 Profile Summary
Tray Temperature Pressure Net Liq.
Rate Net Vap.
Rate Feed To
Tray Product
From Tray Heater Duty
F psia lb-mol / hr lb-mol / hr lb-mol / hr lb-mol / hr BTU / hr
1 -72.14430622 295 1468.630141 15126.77387 15127.27387 -10700129.52
2 -49.88753536 295 1146.683063 16595.90401
3 -41.2562713 295.1136363 2412.619511 16273.95693 15181.10979
4 21.98721416 295.2272727 2796.488234 2357.375024
5 40.73528786 295.340909 2908.841629 2741.243747
6 49.70663276 295.4545455 2897.984542 2853.597142
7 58.60228478 295.5681818 2813.839126 2842.740055
8 73.54711058 295.6818182 3379.316234 2758.594639 1292.560209
9 96.09952118 295.7954545 3599.613685 2031.511539
10 110.1035705 295.909091 3703.664511 2251.80899
11 121.6694784 296.0227273 3789.641552 2355.859815
12 131.3862688 296.1363637 3875.341093 2441.836856
13 138.9925863 296.25 3954.350715 2527.536398
14 144.5302944 296.3636363 4019.333685 2606.546019
15 148.351392 296.4772727 4068.054373 2671.528988
16 150.9035787 296.590909 4102.210445 2720.249678
17 152.5926848 296.7045455 4124.922921 2754.40575
18 153.7443212 296.8181818 4139.034108 2777.118225
19 154.6249107 296.9318182 4146.221535 2791.229412
20 155.4997883 297.0454545 4146.221303 2798.41684
21 156.7434906 297.159091 4134.875229 2798.416608
22 159.0920155 297.2727273 4096.31394 2787.070533
23 164.4361815 297.3863637 3957.76587 2748.509244
24 179.8628311 297.5 1347.804695 2609.961175 1347.804695 15350939.83

ANEXO 5
Hojas de Cálculo de Dimensionamiento de Equipos

Equipos de Proceso de Refrigeración Mecánica

Reporte unidadDatos del reporte
Fecha: Mayo 2014 Páginas: 3 Página: 1 de 3Revisión: Copias: Emisión:Revisado por: Aprobado por:
Datos de la empresaEmpresa:Dirección:
Tlf:Email:Contacto: Betsy Alvarado
GeneralesServicio: Separador de Gas Configuración: VerticalObservaciones: Separador de Gas F1 para la Opción 1 Refrigeración Mecánica
Condiciones de operaciónPresión (psia): 863.46 Velocidad de entrada (ft/s): 25.16421823Temperatura (ºF): 47.49 Velocidad de salida gas (ft/s): 32.60401938MMSCFD: 75 Velocidad de salida l íquido (ft/s): 9.842519685Flujo molar mezcla (mol/s): 2.283063619 Gravedad específica gas: 0.631716348Flujo molar gas (mol/s): 1.678753122 Gravedad específica l íquido: 0.494273544Flujo molar l íquido (mol/s): 0.604310497 Masa molar mezcla: 23.83831593Calidad: 0.735307202 Masa molar gas: 17.69627006Densidad de mezcla (lb/ft3): 91.06604334 Masa molar l íquido: 40.90070145Densidad de gas (lb/ft3): 3.386571237 Tiempo de retención NBBL‐NBL (s): 300Densidad de l íquido (lb/ft3): 30.8564893 Tiempo de retención NBL‐NAL (s): 90
ComposiciónNombre Formula FracciónHydrogen sulfide H2S 1.00411E‐05Carbon dioxide CO2 0.015501994 EntradaNitrogen N2 0.002784999 ObligatoriaMethane CH4 0.701831714 CalculadaEthane C2H6 0.135793945 OpcionalPropane C3H8 0.081244967n‐Butane C4H10 0.013384995Isobutane C4H10 0.026387989n‐Pentane n‐C5H12 0.007244997Isopentane i‐C5H12 0.007159997n‐Hexane C6H14 0.004901998n‐Heptane C7H16 0.002635999n‐Octane C8H18 0.000879n‐Nonane C9H20 8.33413E‐05n‐Decane C10H22 6.02467E‐06Water H2O 0.000148
CorrerCorrer

Reporte unidadDatos del reporte
Fecha: Mayo 2014 Páginas: 3 Página: 2 de 3Revisión: Copias: Emisión:Revisado por: Aprobado por:
Datos de la empresaEmpresa:Dirección:
Tlf:Email:Contacto: Betsy Alvarado
GeneralesServicio: Separador de Gas Configuración: VerticalObservaciones: Separador de Gas F1 para la Opción 1 Refrigeración Mecánica
Condiciones de diseño
Presión de diseño:Temperatura de diseño:Factor Z: 0.82899644Velocidad terminal (ft/s): 0.44714484Fracción de gas: 0.7353072Fracción de l íquido: 0.2646928
Formula FracciónContante
equilibrio K
Presión de saturación
(psi)
Fracción Gas
Fracción Líquido
Hydrogen sulfide H2S 8.62E‐06 0.07562662 230.482107 2.3708E‐06 3.1349E‐05Carbon dioxide CO2 0.01609109 1.18247749 1976.34902 0.01616217 0.01366805Nitrogen N2 0.00340522 4.93430451 8613.90725 0.00353 0.0007154Methane CH4 0.7957106 6.46373847 3765.80188 0.90412216 0.13987604Ethane C2H6 0.120236 0.21961276 421.389655 0.06997604 0.31863375Propane C3H8 0.04815582 0.02059057 113.062208 0.00597813 0.29033356n‐Butane C4H10 8.45E‐03 0.00033177 13.8399693 1.6761E‐05 0.05052147Isobutane C4H10 5.06E‐03 0.00210336 35.3162984 0.00020847 0.09911376n‐Pentane n‐C5H12 1.17E‐03 6.1275E‐05 5.92516909 1.6769E‐06 0.02736668Isopentane i‐C5H12 1.32E‐03 7.2754E‐05 6.46414879 1.9676E‐06 0.02704475n‐Hexane C6H14 3.07E‐04 1.3586E‐05 2.7809522 2.516E‐07 0.01851888n‐Heptane C7H16 7.68E‐05 3.3999E‐10 0.39739541 3.3858E‐12 0.00995871n‐Octane C8H18 1.10E‐05 6.2348E‐12 0.05381803 2.0705E‐14 0.00332083n‐Nonane C9H20 4.29E‐07 4.1813E‐09 0.04897486 1.3165E‐12 0.00031486n‐Decane C10H22 1.56E‐08 6.027E‐11 0.00588066 1.3718E‐15 2.2761E‐05Water H2O 1.56E‐02 9.5484E‐08 0.23408139 5.3389E‐11 0.00055914NA: No aplica
Nombre

Reporte unidadDatos del reporte
Fecha: Mayo 2014 Páginas: 3 Página: 3 de 3Revisión: Copias: Emisión:Revisado por: Aprobado por:
Datos de la empresaEmpresa:Dirección:
Tlf:Email:Contacto: Betsy Alvarado
GeneralesServicio: Separador de Gas Configuración: VerticalObservaciones: Separador de Gas F1 para la Opción 1 Refrigeración Mecánica
DimensionesDiámetro interno (ft): 9.84251969 Longitud tope‐demister: NALongitud tangente‐tangente (ft): 59.0551181 Espesor de pared:Esbeltez: 6 Espesor de cabezal:Tipo de cabezal: Diámetro de entrada (pulg): 12.4005429Radio mayor cabezal: Sch. EntradaNúmero de entradas: Diámetro salida gas (pulg): 10.4285047Número de salidas: Sch. Salida gas:Longitud tangente‐entrada: Diámetro salida l íquido (pulg): 5.73551579Longitud tangente‐salida gas: Sch. Salida l íquido:Longitud tangente‐salida l íquido: Diámetro drenaje:Longitud tangente‐toma manómetro: Sch. Drenaje:Longitud tangente‐drenaje: Clase brida entrada:Longitud tangente‐soporte: Clase brida salida gas:Longitud tangente‐nivel manométrico: Clase brida salida l íquido:Altura nivel manométrico: Clase brida drenaje:Longitud piso‐separador: Masa total vacío:Longitud fondo‐NAAL (ft): 28.1730161 Masa total l leno de agua:Máx. espesor permitido: Material brida inspección:Min. espesor permitido: Material brida de entrada:Espesor por corrosión: Material brida salida gas:Tipo de soldadura: Material brida salida l íquido:Material cuerpo: Material drenaje:
AccesoriosDeflector de entrada: Plataforma:Rompe vórtice Aislante:Malla antineblina (demister): Empaque:Malla: Barrera de l íquido inferior:Rompe olas: Barrera de gas superior:Elemento cetrífugo:Filtro:Escalera:

Fecha: Páginas: 1 Página: 1 de 2 Código:Revisión: Copias: Emisión:Revisado por: Aprobado por:
Empresa:Dirección:
Tlf:Email:Contacto:
Servicio: Intercambiador de Calor Gas Gas Configuración:Observaciones: Intercambiador E1 del proceso Refrigeración Mecánica Opción 1
Presión de entrada (psi): 879.46 Presión de entrada (psi): 863.46Temperatura de entrada (ºF): 120 Temperatura de entrada (ºF): 49.6Temperatura de salida (ºF): 105.76 Temperatura de salida (ºF): 110
Flujo de calor total (MM BTU/h): 4.31Longitud de tubo (ft): 2 Diámetro interior tubos (in): 0.834Material de los tubos: Cobre Calibre de tubos (BWG Gauge): 14
Diámetro externo de tubos (in): 1Identificador de tubo: 47
Formula Fracción Formula FracciónHydrogen sulfide H2S 1.00411E‐05 Hydrogen sulfide C3H8 1.4508E‐05Carbon dioxide CO2 0.015501994 Carbon dioxide CO2 0.01210792Nitrogen N2 0.002784999 Nitrogen N2 0.00052557Methane CH4 0.701831714 Methane CH4 0.2962596Ethane C2H6 0.135793945 Ethane C2H6 0.18167161Propane C3H8 0.081244967 Propane C3H8 0.21232475n‐Butane C4H10 0.013384995 n‐Butane C4H10 0.05707279Isobutane C4H10 0.026387989 Isobutane C4H10 0.1018563n‐Pentane n‐C5H12 0.007244997 n‐Pentane n‐C5H12 0.04063011Isopentane i‐C5H12 0.007159997 Isopentane i‐C5H12 0.03867421n‐Hexane C6H14 0.004901998 n‐Hexane C6H14 0.03271744n‐Heptane C7H16 0.002635999 n‐Heptane C7H16 0.0187702n‐Octane C8H18 0.000879 n‐Octane C8H18 0.00647034n‐Nonane C9H20 8.33413E‐05 n‐Nonane C9H20 0.00062294n‐Decane C10H22 6.02467E‐06 n‐Decane C10H22 4.5327E‐05Water H2O 0.000148 Water H2O 0.00023637Notas:
EntradaObligatoriaCalculadaOpcional
Nombre Nombre
Datos de la empresa
Reporte unidadDatos del reporte
Fluido 1 Fluido 2Composición
Fluido 1 Fluido 2
Generales
Generales
Condiciones de operación
CorrerCorrer

Fecha: Páginas: 2 Página: 2 de 2 Código:Revisión: Copias: Emisión:Revisado por: Aprobado por:
Empresa:Dirección:
Tlf:Email:Contacto:
Servicio: Intercambiador de Calor Gas Gas Configuración:Observaciones: Intercambiador E1 del proceso Refrigeración Mecánica Opción 1
Datos de la empresa
Reporte unidadDatos del reporte
Generales
Condiciones de diseño
Fluido en tubos: Fluido 1 F: 0.98414449Fluido en carcasa: Fluido 2 CMTD: 12.8745698NTU: 33.5744673 Área total de transferencia (ft2): 94.2697855P: 0.20227273 Longitud equivalente: 360.084056R: 4.24157303LMTD: 13.0819914NA: No aplica
DimensionesPasos por tubos: 4 Máx. espesor permitido:Pasos por carcasa: 2 Min. espesor permitido:Número de tubos: 182 Espesor por corrosión:Diametro carcasa (in): 41 Tipo de soldadura:Longitud tangente‐tangente carcasa (ft): 5.39527954 Material cuerpo:Diámetro de entrada fluido 1: Diámetro de entrada fluido 2:Sch. Entrada fluido 1: Sch. Entrada fluido 2:Clase brida entrada fluido 1: Clase brida entrada fluido 2:Diámetro de salida fluido 1: Diámetro de salida fluido 2:Sch. Salida fluido 1: Sch. Salida fluido 2:Clase brida salida fluido 1: Clase brida salida fluido 2:
Accesorios
Aislante: Plataforma:Empaque:

Fecha: Páginas: 1 Página: 1 de 2 Código:Revisión: Copias: Emisión:Revisado por: Aprobado por:
Empresa:Dirección:
Tlf:Email:Contacto:
Servicio: Intercambiador de Calor Gas Gas Configuración:Observaciones: Intercambiador E2 del proceso Refrigeración Mecánica Opción 1
Presión de entrada (psi): 871.46 Presión de entrada (psi): 287Temperatura de entrada (ºF): 105.76 Temperatura de entrada (ºF): ‐43.96Temperatura de salida (ºF): 49.47 Temperatura de salida (ºF): 95.76
Flujo de calor total (MM BTU/h): 19.9Longitud de tubo (ft): 3 Diámetro interior tubos (in): 0.87Material de los tubos: Cobre Calibre de tubos (BWG Gauge): 16
Diámetro externo de tubos (in): 1Identificador de tubo: 49
Formula Fracción Formula FracciónHydrogen sulfide H2S 1.00411E‐05 Hydrogen sulfide C3H8 1.1562E‐05Carbon dioxide CO2 0.015501994 Carbon dioxide CO2 0.0178576Nitrogen N2 0.002784999 Nitrogen N2 0.00320804Methane CH4 0.701831714 Methane CH4 0.80845562Ethane C2H6 0.135793945 Ethane C2H6 0.1563889Propane C3H8 0.081244967 Propane C3H8 0.01405419n‐Butane C4H10 0.013384995 n‐Butane C4H10 1.9589E‐06Isobutane C4H10 0.026387989 Isobutane C4H10 2.0304E‐05n‐Pentane n‐C5H12 0.007244997 n‐Pentane n‐C5H12 8.6817E‐10Isopentane i‐C5H12 0.007159997 Isopentane i‐C5H12 2.2625E‐09n‐Hexane C6H14 0.004901998 n‐Hexane C6H14 3.1572E‐14n‐Heptane C7H16 0.002635999 n‐Heptane C7H16 1.4011E‐17n‐Octane C8H18 0.000879 n‐Octane C8H18 1.9788E‐21n‐Nonane C9H20 8.33413E‐05 n‐Nonane C9H20 3.0723E‐26n‐Decane C10H22 6.02467E‐06 n‐Decane C10H22 1.3761E‐30Water H2O 0.000148 Water H2O 1.8272E‐06Notas:
EntradaObligatoriaCalculadaOpcional
Nombre Nombre
Datos de la empresa
Reporte unidadDatos del reporte
Fluido 1 Fluido 2Composición
Fluido 1 Fluido 2
Generales
Generales
Condiciones de operación
CorrerCorrer

Fecha: Páginas: 2 Página: 2 de 2 Código:Revisión: Copias: Emisión:Revisado por: Aprobado por:
Empresa:Dirección:
Tlf:Email:Contacto:
Servicio: Intercambiador de Calor Gas Gas Configuración:Observaciones: Intercambiador E2 del proceso Refrigeración Mecánica Opción 1
Datos de la empresa
Reporte unidadDatos del reporte
Generales
Condiciones de diseño
Fluido en tubos: Fluido 1 F: 0.94893836Fluido en carcasa: Fluido 2 CMTD: 46.4518241NTU: 29.5270007 Área total de transferencia (ft2): 126.578213P: 0.37596847 Longitud equivalente: 483.493159R: 2.48214603LMTD: 48.9513611NA: No aplica
DimensionesPasos por tubos: 4 Máx. espesor permitido:Pasos por carcasa: 2 Min. espesor permitido:Número de tubos: 162 Espesor por corrosión:Diametro carcasa (in): 39 Tipo de soldadura:Longitud tangente‐tangente carcasa (ft): 6.2154822 Material cuerpo:Diámetro de entrada fluido 1: Diámetro de entrada fluido 2:Sch. Entrada fluido 1: Sch. Entrada fluido 2:Clase brida entrada fluido 1: Clase brida entrada fluido 2:Diámetro de salida fluido 1: Diámetro de salida fluido 2:Sch. Salida fluido 1: Sch. Salida fluido 2:Clase brida salida fluido 1: Clase brida salida fluido 2:
Accesorios
Aislante: Plataforma:Empaque:

Fecha: Páginas: 2 Página: 1 de 2 Código:Revisión: Copias: Emisión:Revisado por: Aprobado por:
Empresa:Dirección:
Tlf:Email:Contacto:
Servicio: Intercambiador de Calor Gas Gas Configuración:Observaciones: Intercambiador E3 del proceso Refrigeración Mecánica Opción 1. Rehervidor de la torre
Presión de entrada (psi): 496 Presión de entrada (psi): 297.5Temperatura de entrada (ºF): 201.63 Temperatura de entrada (ºF): 168Temperatura de salida (ºF): 58.95 Temperatura de salida (ºF): 184
Flujo de calor total (MM BTU/h): 21.87Longitud de tubo (ft): 3 Diámetro interior tubos (in): 0.87Material de los tubos: Cobre Calibre de tubos (BWG Gauge): 16
Diámetro externo de tubos (in): 1Identificador de tubo: 49
Formula Fracción Formula FracciónHydrogen sulfide H2S 1.15616E‐05 Hydrogen sulfide C3H8 3.8053E‐08Carbon dioxide CO2 0.017857598 Carbon dioxide CO2 2.0811E‐09Nitrogen N2 0.003208044 Nitrogen N2 2.2547E‐18Methane CH4 0.808455618 Methane CH4 4.0224E‐11Ethane C2H6 0.156388897 Ethane C2H6 0.0003Propane C3H8 0.014054189 Propane C3H8 0.5241113n‐Butane C4H10 1.95894E‐06 n‐Butane C4H10 0.10157073Isobutane C4H10 2.03037E‐05 Isobutane C4H10 0.20013465n‐Pentane n‐C5H12 8.68168E‐10 n‐Pentane n‐C5H12 0.05498503Isopentane i‐C5H12 2.26246E‐09 Isopentane i‐C5H12 0.05433989n‐Hexane C6H14 3.15717E‐14 n‐Hexane C6H14 0.03720327n‐Heptane C7H16 1.40109E‐17 n‐Heptane C7H16 0.02000573n‐Octane C8H18 1.97881E‐21 n‐Octane C8H18 0.00667111n‐Nonane C9H20 3.07227E‐26 n‐Nonane C9H20 0.00063251n‐Decane C10H22 1.37605E‐30 n‐Decane C10H22 4.5724E‐05Water H2O 1.82716E‐06 Water H2O 1.3359E‐09Notas:
EntradaObligatoriaCalculadaOpcional
Nombre Nombre
Datos de la empresa
Reporte unidadDatos del reporte
Fluido 1 Fluido 2Composición
Fluido 1 Fluido 2
Generales
Generales
Condiciones de operación
CorrerCorrer

Fecha: Páginas: 2 Página: 2 de 2 Código:Revisión: Copias: Emisión:Revisado por: Aprobado por:
Empresa:Dirección:
Tlf:Email:Contacto:
Servicio: Intercambiador de Calor Gas Gas Configuración:Observaciones: Intercambiador E3 del proceso Refrigeración Mecánica Opción 1. Rehervidor de la torre
Datos de la empresa
Reporte unidadDatos del reporte
Generales
Condiciones de diseño
Fluido en tubos: Fluido 1 F: 1.08327438Fluido en carcasa: Fluido 2 CMTD: 41.8933267NTU: 24.6456779 Área total de transferencia (ft2): 132.441783P: 4.2426405 Longitud equivalente: 505.890346R: 0.11213905LMTD: 38.6728677NA: No aplica
DimensionesPasos por tubos: 4 Máx. espesor permitido:Pasos por carcasa: 2 Min. espesor permitido:Número de tubos: 170 Espesor por corrosión:Diametro carcasa (in): 40 Tipo de soldadura:Longitud tangente‐tangente carcasa (ft): 6.28866369 Material cuerpo:Diámetro de entrada fluido 1: Diámetro de entrada fluido 2:Sch. Entrada fluido 1: Sch. Entrada fluido 2:Clase brida entrada fluido 1: Clase brida entrada fluido 2:Diámetro de salida fluido 1: Diámetro de salida fluido 2:Sch. Salida fluido 1: Sch. Salida fluido 2:Clase brida salida fluido 1: Clase brida salida fluido 2:
Accesorios
Aislante: Plataforma:Empaque:

Fecha: Páginas: 2 Página: 1 de 2 Código:Revisión: Copias: Emisión:Revisado por: Aprobado por:
Empresa:Dirección:
Tlf:Email:Contacto:
Servicio: Intercambiador de Calor Gas Gas Configuración:Observaciones: Intercambiador E4 del proceso Refrigeración Mecánica Opción 1.
Presión de entrada (psi): 305.46 Presión de entrada (psi): 295Temperatura de entrada (ºF): ‐33.96 Temperatura de entrada (ºF): ‐66.48Temperatura de salida (ºF): ‐45.5 Temperatura de salida (ºF): ‐43.96
Flujo de calor total (MM BTU/h): 3.45Longitud de tubo (ft): 5 Diámetro interior tubos (in): 0.87Material de los tubos: Cobre Calibre de tubos (BWG Gauge): 16
Diámetro externo de tubos (in): 1Identificador de tubo: 49
Formula Fracción Formula FracciónHydrogen sulfide H2S 9.36069E‐06 Hydrogen sulfide C3H8 1.1561E‐05Carbon dioxide CO2 0.016019015 Carbon dioxide CO2 0.01785756Nitrogen N2 0.003129188 Nitrogen N2 0.0032082Methane CH4 0.763614201 Methane CH4 0.80847828Ethane C2H6 0.128805007 Ethane C2H6 0.15638229Propane C3H8 0.061276903 Propane C3H8 0.01403808n‐Butane C4H10 0.006729882 n‐Butane C4H10 1.9534E‐06Isobutane C4H10 0.01489161 Isobutane C4H10 2.0249E‐05n‐Pentane n‐C5H12 0.002159373 n‐Pentane n‐C5H12 8.6514E‐10Isopentane i‐C5H12 0.002359363 Isopentane i‐C5H12 2.2548E‐09n‐Hexane C6H14 0.000664843 n‐Hexane C6H14 3.1447E‐14n‐Heptane C7H16 0.000178266 n‐Heptane C7H16 1.3953E‐17n‐Octane C8H18 2.72685E‐05 n‐Octane C8H18 1.9704E‐21n‐Nonane C9H20 1.14433E‐06 n‐Nonane C9H20 3.0573E‐26n‐Decane C10H22 3.77056E‐08 n‐Decane C10H22 1.3692E‐30Water H2O 0.000134538 Water H2O 1.825E‐06Notas:
EntradaObligatoriaCalculadaOpcional
Nombre Nombre
Datos de la empresa
Reporte unidadDatos del reporte
Fluido 1 Fluido 2Composición
Fluido 1 Fluido 2
Generales
Generales
Condiciones de operación
CorrerCorrer

Fecha: Páginas: 2 Página: 2 de 2 Código:Revisión: Copias: Emisión:Revisado por: Aprobado por:
Empresa:Dirección:
Tlf:Email:Contacto:
Servicio: Intercambiador de Calor Gas Gas Configuración:Observaciones: Intercambiador E4 del proceso Refrigeración Mecánica Opción 1.
Datos de la empresa
Reporte unidadDatos del reporte
Generales
Condiciones de diseño
Fluido en tubos: Fluido 1 F: 0.97829387Fluido en carcasa: Fluido 2 CMTD: 5.52036794NTU: 35.8781618 Área total de transferencia (ft2): 245.928508P: 0.35485855 Longitud equivalente: 939.377703R: 1.95147314LMTD: 5.64285243NA: No aplica
DimensionesPasos por tubos: 4 Máx. espesor permitido:Pasos por carcasa: 2 Min. espesor permitido:Número de tubos: 188 Espesor por corrosión:Diametro carcasa (in): 42 Tipo de soldadura:Longitud tangente‐tangente carcasa (ft): 8.44726877 Material cuerpo:Diámetro de entrada fluido 1: Diámetro de entrada fluido 2:Sch. Entrada fluido 1: Sch. Entrada fluido 2:Clase brida entrada fluido 1: Clase brida entrada fluido 2:Diámetro de salida fluido 1: Diámetro de salida fluido 2:Sch. Salida fluido 1: Sch. Salida fluido 2:Clase brida salida fluido 1: Clase brida salida fluido 2:
Accesorios
Aislante: Plataforma:Empaque:

Fecha: Páginas: 2 Página: 1 de 2 Código:Revisión: Copias: Emisión:Revisado por: Aprobado por:
Empresa:Dirección:
Tlf:Email:Contacto:
Servicio: Intercambiador de Calor Gas‐ Propano Configuración:Observaciones: Intercambiador E5 (evaporador del ciclo de refrigeración) Proceso Refrigeración Mecánica Opción 1.
Presión de entrada (psi): 313.46 Presión de entrada (psi): 14.69Temperatura de entrada (ºF): 5.21 Temperatura de entrada (ºF): ‐43.69Temperatura de salida (ºF): ‐33.96 Temperatura de salida (ºF): 20.54
Flujo de calor total (MM BTU/h): 11.7Longitud de tubo (ft): 3 Diámetro interior tubos (in): 0.87Material de los tubos: Cobre Calibre de tubos (BWG Gauge): 16
Diámetro externo de tubos (in): 1Identificador de tubo: 49
Formula Fracción Formula FracciónHydrogen sulfide H2S 3.55817E‐05 Propane C3H8 1Carbon dioxide CO2 0.018674336Nitrogen N2 0.000218084Methane CH4 0.235132968Ethane C2H6 0.489055296Propane C3H8 0.244403755n‐Butane C4H10 0.002462401Isobutane C4H10 0.009753258n‐Pentane n‐C5H12 6.85497E‐05Isopentane i‐C5H12 0.000105996n‐Hexane C6H14 7.38988E‐07n‐Heptane C7H16 1.72084E‐08n‐Octane C8H18 1.78365E‐10n‐Nonane C9H20 3.91321E‐13n‐Decane C10H22 1.06845E‐15Water H2O 8.90195E‐05Notas:
EntradaObligatoriaCalculadaOpcional
Nombre Nombre
Datos de la empresa
Reporte unidadDatos del reporte
Fluido 1 Fluido 2Composición
Fluido 1 Fluido 2
Generales
Generales
Condiciones de operación
CorrerCorrer

Fecha: Páginas: 2 Página: 2 de 2 Código:Revisión: Copias: Emisión:Revisado por: Aprobado por:
Empresa:Dirección:
Tlf:Email:Contacto:
Servicio: Intercambiador de Calor Gas‐ Propano Configuración:Observaciones: Intercambiador E5 (evaporador del ciclo de refrigeración) Proceso Refrigeración Mecánica Opción 1.
Datos de la empresa
Reporte unidadDatos del reporte
Generales
Condiciones de diseño
Fluido en tubos: Fluido 1 F: 1.02357847Fluido en carcasa: Fluido 2 CMTD: 29.3706815NTU: 30.1358995 Área total de transferencia (ft2): 139.835674P: 0.80102249 Longitud equivalente: 534.132929R: 1.63977534LMTD: 28.694118NA: No aplica
DimensionesPasos por tubos: 4 Máx. espesor permitido:Pasos por carcasa: 2 Min. espesor permitido:Número de tubos: 180 Espesor por corrosión:Diametro carcasa (in): 41 Tipo de soldadura:Longitud tangente‐tangente carcasa (ft): 6.37775986 Material cuerpo:Diámetro de entrada fluido 1: Diámetro de entrada fluido 2:Sch. Entrada fluido 1: Sch. Entrada fluido 2:Clase brida entrada fluido 1: Clase brida entrada fluido 2:Diámetro de salida fluido 1: Diámetro de salida fluido 2:Sch. Salida fluido 1: Sch. Salida fluido 2:Clase brida salida fluido 1: Clase brida salida fluido 2:
Accesorios
Aislante: Plataforma:Empaque:

Fecha: Páginas: 2 Página: 1 de 2 Código:Revisión: Copias: Emisión:Revisado por: Aprobado por:
Empresa:Dirección:
Tlf:Email:Contacto:
Servicio: Intercambiador de Calor Propano ‐ Agua Configuración:Observaciones: Intercambiador E6 (condensador del ciclo de refrigeración) Proceso Refrigeración Mecánica Opción 1.
Presión de entrada (psi): 158 Presión de entrada (psi): 20Temperatura de entrada (ºF): 226.02 Temperatura de entrada (ºF): 75Temperatura de salida (ºF): 80 Temperatura de salida (ºF): 100
Flujo de calor total (MM BTU/h): 18.78Longitud de tubo (ft): 3 Diámetro interior tubos (in): 0.87Material de los tubos: Cobre Calibre de tubos (BWG Gauge): 16
Diámetro externo de tubos (in): 1Identificador de tubo: 49
Formula Fracción Formula FracciónPropane C3H8 1 Water H2O 1
Notas:Entrada
ObligatoriaCalculadaOpcional
Nombre Nombre
Datos de la empresa
Reporte unidadDatos del reporte
Fluido 1 Fluido 2Composición
Fluido 1 Fluido 2
Generales
Generales
Condiciones de operación
CorrerCorrer

Fecha: Páginas: 2 Página: 2 de 2 Código:Revisión: Copias: Emisión:Revisado por: Aprobado por:
Empresa:Dirección:
Tlf:Email:Contacto:
Servicio: Intercambiador de Calor Propano ‐ Agua Configuración:Observaciones: Intercambiador E6 (condensador del ciclo de refrigeración) Proceso Refrigeración Mecánica Opción 1.
Datos de la empresa
Reporte unidadDatos del reporte
Generales
Condiciones de diseño
Fluido en tubos: Fluido 1 F: 0.83014409Fluido en carcasa: Fluido 2 CMTD: 29.8886401NTU: 22.9231275 Área total de transferencia (ft2): 166.027254P: 0.9668918 Longitud equivalente: 634.177394R: 0.17120942LMTD: 36.0041593NA: No aplica
DimensionesPasos por tubos: 4 Máx. espesor permitido:Pasos por carcasa: 2 Min. espesor permitido:Número de tubos: 212 Espesor por corrosión:Diametro carcasa (in): 44 Tipo de soldadura:Longitud tangente‐tangente carcasa (ft): 6.64735892 Material cuerpo:Diámetro de entrada fluido 1: Diámetro de entrada fluido 2:Sch. Entrada fluido 1: Sch. Entrada fluido 2:Clase brida entrada fluido 1: Clase brida entrada fluido 2:Diámetro de salida fluido 1: Diámetro de salida fluido 2:Sch. Salida fluido 1: Sch. Salida fluido 2:Clase brida salida fluido 1: Clase brida salida fluido 2:
Accesorios
Aislante: Plataforma:Empaque:

Reporte unidadDatos del reporte
Fecha: Páginas: 2 Página: 1 de 2Revisión: Copias: Emisión:Revisado por: Aprobado por:
Datos de la empresaEmpresa:Dirección:
Tlf: Orden:Email: Área:Contacto: Betsy Alvarado Proyecto No.
GeneralesServicio: Compresor de Propano Tipo: Centrífugo Fabricante:Observaciones: C1, Compresor de Propano del ciclo de refrigeración. Refrigeración Mecánica. Opción 1
Condiciones de operaciónPresión de succión (psia): 12.69 Masa molar: 34.082Temperatura succión (ºF): 20.54 Humedad relativa (%):Cp/Cv (K) succión: 1.010260847 MMSCFD: 18.2Factor Z succión: 0.991283152 Potencia de freno (HP):Presión descarga (psia): 158 RPM: 1800Temperatura descarga (ºF): 256.4044056 Contraflujo (surge):Cp/Cv (K) descarga: 1.006286586 Cabezal politrópico:Factor Z descarga: 0.864460525 Eficiencia politrópica: 0.65
ComposiciónNombre Formula FracciónPropane C3H8 1.00E+00
EntradaObligatoriaCalculadaOpcional
Correr

Reporte unidadDatos del reporte
Fecha: Páginas: 2 Página: 2 de 2Revisión: Copias: Emisión:Revisado por: Aprobado por:
Datos de la empresaEmpresa:Dirección:
Tlf: Orden:Email: Área:Contacto: Betsy Alvarado Proyecto No.
GeneralesServicio: Compresor de Propano Tipo: Centrífugo Fabricante:Observaciones: C1, Compresor de Propano del ciclo de refrigeración. Refrigeración Mecánica. Opción 1
Condiciones de diseño
Número de etapas: 2 Observaciones :
Potencia (HP): 2538.87771
Temperatura de descarga (ºF): 1.85793008
RPM recomendada: 1782Configuración: NA
NA: No aplicaDimensiones
Número de impulsores: 16 Material de carcasa:Número de ci l indros: Material de impulsores:Diámetro de ci l indro: NA Material de ci l indros:Diámetro de barras: 5.90551181 Material de barras:Diámetro máx. impulsores: Material diafragma:Diámetro min. Impulsores: Primera velocidad crítica:Clearance (in): 7.87401575 Segunda velocidad crítica:Válvulas: Tercera velocidad crítica:
Posición válvulas: Interior ci l indro
Rodamientos:
AccesoriosEmpacadura s :
Acople:
NA: No aplica

Reporte unidadDatos del reporte
Fecha: Páginas: 2 Página: 1 de 2Revisión: Copias: Emisión:Revisado por: Aprobado por:
Datos de la empresaEmpresa:Dirección:
Tlf: Orden:Email: Área:Contacto: Betsy Alvarado Proyecto No.
GeneralesServicio: Compresor de gas natural Tipo: Centrífugo Fabricante:Observaciones: C2, Compresor de gas residual. Refrigeración Mecánica Opción 1
Condiciones de operaciónPresión de succión (psia): 279 Masa molar: 19.16991744Temperatura succión (ºF): 75.96 Humedad relativa (%):Cp/Cv (K) succión: 1.010260847 MMSCFD: 130.78Factor Z succión: 0.952437165 Potencia de freno (HP):Presión descarga (psia): 496 RPM: 1800Temperatura descarga (ºF): 294.9047298 Contraflujo (surge):Cp/Cv (K) descarga: 1.010352674 Cabezal politrópico:Factor Z descarga: 0.913287891 Eficiencia politrópica: 0.65
ComposiciónNombre Formula FracciónHydrogen sulfide H2S 1.15616E‐05Carbon dioxide CO2 0.017857598 EntradaNitrogen N2 0.003208044 ObligatoriaMethane CH4 0.808455618 CalculadaEthane C2H6 0.156388897 OpcionalPropane C3H8 0.014054189n‐Butane C4H10 1.95894E‐06Isobutane C4H10 2.03037E‐05n‐Pentane n‐C5H12 8.68168E‐10Isopentane i‐C5H12 2.26246E‐09n‐Hexane C6H14 3.15717E‐14n‐Heptane C7H16 1.40109E‐17n‐Octane C8H18 1.97881E‐21n‐Nonane C9H20 3.07227E‐26n‐Decane C10H22 1.37605E‐30Water H2O 1.82716E‐06
Correr

Reporte unidadDatos del reporte
Fecha: Páginas: 2 Página: 2 de 2Revisión: Copias: Emisión:Revisado por: Aprobado por:
Datos de la empresaEmpresa:Dirección:
Tlf: Orden:Email: Área:Contacto: Betsy Alvarado Proyecto No.
GeneralesServicio: Compresor de gas natural Tipo: Centrífugo Fabricante:Observaciones: C2, Compresor de gas residual. Refrigeración Mecánica Opción 1
Condiciones de diseño
Número de etapas: 1 Observaciones :
Potencia (HP): 4621.75054
Temperatura de descarga (ºF): 71.1585137
RPM recomendada: 1727Configuración: NA
NA: No aplicaDimensiones
Número de impulsores: 7 Material de carcasa:Número de ci l indros: Material de impulsores:Diámetro de ci l indro: NA Material de ci l indros:Diámetro de barras: 5.90551181 Material de barras:Diámetro máx. impulsores: Material diafragma:Diámetro min. Impulsores: Primera velocidad crítica:Clearance (in): 7.87401575 Segunda velocidad crítica:Válvulas: Tercera velocidad crítica:
Posición válvulas: Interior ci l indro
Rodamientos:
AccesoriosEmpacadura s :
Acople:
NA: No aplica

Reporte unidadDatos del reporte
Fecha: Páginas: 2 Página: 1 de 2Revisión: Copias: Emisión:Revisado por: Aprobado por:
Datos de la empresaEmpresa:Dirección:
Tlf: Orden:Email: Área:Contacto: Betsy Alvarado Proyecto No.
GeneralesServicio: Compresor de gas natural Tipo: Centrífugo Fabricante:Observaciones: C3, Compresor de gas residual. Refrigeración Mecánica. Opción 1
Condiciones de operaciónPresión de succión (psia): 496 Masa molar: 19.16991744Temperatura succión (ºF): 58.95 Humedad relativa (%):Cp/Cv (K) succión: 1.010260847 MMSCFD: 130.78Factor Z succión: 0.905028734 Potencia de freno (HP):Presión descarga (psia): 879.46 RPM: 1800Temperatura descarga (ºF): 285.5512219 Contraflujo (surge):Cp/Cv (K) descarga: 1.009510261 Cabezal politrópico:Factor Z descarga: 0.829207283 Eficiencia politrópica: 0.65
ComposiciónNombre Formula FracciónHydrogen sulfide H2S 1.15616E‐05Carbon dioxide CO2 0.017857598 EntradaNitrogen N2 0.003208044 ObligatoriaMethane CH4 0.808455618 CalculadaEthane C2H6 0.156388897 OpcionalPropane C3H8 0.014054189n‐Butane C4H10 1.95894E‐06Isobutane C4H10 2.03037E‐05n‐Pentane n‐C5H12 8.68168E‐10Isopentane i‐C5H12 2.26246E‐09n‐Hexane C6H14 3.15717E‐14n‐Heptane C7H16 1.40109E‐17n‐Octane C8H18 1.97881E‐21n‐Nonane C9H20 3.07227E‐26n‐Decane C10H22 1.37605E‐30Water H2O 1.82716E‐06
Correr

Reporte unidadDatos del reporte
Fecha: Páginas: 2 Página: 2 de 2Revisión: Copias: Emisión:Revisado por: Aprobado por:
Datos de la empresaEmpresa:Dirección:
Tlf: Orden:Email: Área:Contacto: Betsy Alvarado Proyecto No.
GeneralesServicio: Compresor de gas natural Tipo: Centrífugo Fabricante:Observaciones: C3, Compresor de gas residual. Refrigeración Mecánica. Opción 1
Condiciones de diseño
Número de etapas: 1 Observaciones :
Potencia (HP): 4140.51524
Temperatura de descarga (ºF): 54.3221994
RPM recomendada: 1766Configuración: NA
NA: No aplicaDimensiones
Número de impulsores: 6 Material de carcasa:Número de ci l indros: Material de impulsores:Diámetro de ci l indro: NA Material de ci l indros:Diámetro de barras: 5.90551181 Material de barras:Diámetro máx. impulsores: Material diafragma:Diámetro min. Impulsores: Primera velocidad crítica:Clearance (in): 7.87401575 Segunda velocidad crítica:Válvulas: Tercera velocidad crítica:
Posición válvulas: Interior ci l indro
Rodamientos:
AccesoriosEmpacadura s :
Acople:
NA: No aplica

Fecha: Páginas: 2 Página: 1 de 2 Código:Revisión: Copias: Emisión:Revisado por: Aprobado por:
Empresa:Dirección:
Tlf:Email:Contacto:
Servicio: Condensador de la Torre de Fraccionamiento Configuración:Observaciones: Condensador de la Torre de Fraccionamiento. Proceso Refrigeración Mecánica Opción 1.
Presión de entrada (psi): 295 Presión de entrada (psi): 9Temperatura de entrada (ºF): ‐39.26 Temperatura de entrada (ºF): ‐75Temperatura de salida (ºF): ‐65 Temperatura de salida (ºF): ‐55
Flujo de calor total (MM BTU/h): 13.32Longitud de tubo (ft): 5 Diámetro interior tubos (in): 0.87Material de los tubos: Cobre Calibre de tubos (BWG Gauge): 16
Diámetro externo de tubos (in): 1Identificador de tubo: 49
Formula Fracción Formula FracciónHydrogen sulfide H2S 1.15611E‐05 Propane C3H8 1Carbon dioxide CO2 0.017857562Nitrogen N2 0.003208196Methane CH4 0.808478276Ethane C2H6 0.156382294Propane C3H8 0.014038081n‐Butane C4H10 1.95342E‐06Isobutane C4H10 2.0249E‐05n‐Pentane n‐C5H12 8.65138E‐10Isopentane i‐C5H12 2.25476E‐09n‐Hexane C6H14 3.1447E‐14n‐Heptane C7H16 1.39525E‐17n‐Octane C8H18 1.97039E‐21n‐Nonane C9H20 3.05726E‐26n‐Decane C10H22 1.36923E‐30Water H2O 1.82497E‐06Notas:
EntradaObligatoriaCalculadaOpcional
Nombre Nombre
Datos de la empresa
Reporte unidadDatos del reporte
Fluido 1 Fluido 2Composición
Fluido 1 Fluido 2
Generales
Generales
Condiciones de operación
CorrerCorrer

Fecha: Páginas: 2 Página: 2 de 2 Código:Revisión: Copias: Emisión:Revisado por: Aprobado por:
Empresa:Dirección:
Tlf:Email:Contacto:
Servicio: Condensador de la Torre de Fraccionamiento Configuración:Observaciones: Condensador de la Torre de Fraccionamiento. Proceso Refrigeración Mecánica Opción 1.
Datos de la empresa
Reporte unidadDatos del reporte
Generales
Condiciones de diseño
Fluido en tubos: Fluido 1 F: 0.94034488Fluido en carcasa: Fluido 2 CMTD: 10.5574984NTU: 34.0989693 Área total de transferencia (ft2): 506.058662P: 0.72020145 Longitud equivalente: 1933.0017R: 0.77700078LMTD: 11.2272621NA: No aplica
DimensionesPasos por tubos: 4 Máx. espesor permitido:Pasos por carcasa: 2 Min. espesor permitido:Número de tubos: 388 Espesor por corrosión:Diametro carcasa (in): 59 Tipo de soldadura:Longitud tangente‐tangente carcasa (ft): 9.8582783 Material cuerpo:Diámetro de entrada fluido 1: Diámetro de entrada fluido 2:Sch. Entrada fluido 1: Sch. Entrada fluido 2:Clase brida entrada fluido 1: Clase brida entrada fluido 2:Diámetro de salida fluido 1: Diámetro de salida fluido 2:Sch. Salida fluido 1: Sch. Salida fluido 2:Clase brida salida fluido 1: Clase brida salida fluido 2:
Accesorios
Aislante: Plataforma:Empaque:

Reporte unidadDatos del reporte
Fecha: Páginas: 2 Página: 1 de 2Revisión: Copias: Emisión:Revisado por: Aprobado por:
Datos de la empresaEmpresa:Dirección:
Tlf:Email:Contacto: Betsy Alvarado
GeneralesServicio: Torre de Fraccionamiento Configuración: VerticalObservaciones: Torre de Fraccionamiento. Proceso de Refrigeración Mecánica, Opción 1
Condiciones de operaciónPresión: 297.46 Velocidad de entrada: 12.80623678Temperatura: ‐39.26 Velocidad de salida gas: 16.65768404MMSCFD: 130.73 Velocidad de salida l íquido: 3Fracción de reflujo: 0.1255 Gravedad específica gas: 0.586361248Eficiencia promedio por plato: 0.7 Gravedad específica l íquido: 0.456462354Número de etapas ideales: 22 Masa molar mezcla: 21.28251257Flujo molar mezcla: 3.979532092 Masa molar gas: 16.42573764Flujo molar gas: 2.954367825 Masa molar l íquido: 35.27900078Flujo molar l íquido: 1.025164266Calidad: 0.742390753Densidad de mezcla: 32.66707307Densidad de gas: 19.30741084Densidad de l íquido: 456.4623543
ComposiciónNombre Formula FracciónHydrogen sulfide H2S 9.36069E‐06Carbon dioxide CO2 0.016019015 EntradaNitrogen N2 0.003129188 ObligatoriaMethane CH4 0.763614201 CalculadaEthane C2H6 0.128805007 OpcionalPropane C3H8 0.061276903n‐Butane C4H10 0.006729882Isobutane C4H10 0.01489161n‐Pentane n‐C5H12 0.002159373Isopentane i‐C5H12 0.002359363n‐Hexane C6H14 0.000664843n‐Heptane C7H16 0.000178266n‐Octane C8H18 2.72685E‐05n‐Nonane C9H20 1.14433E‐06n‐Decane C10H22 3.77056E‐08Water H2O 0.000134538
CorrerCorrer

Reporte unidadDatos del reporte
Fecha: Páginas: 2 Página: 2 de 2Revisión: Copias: Emisión:Revisado por: Aprobado por:
Datos de la empresaEmpresa:Dirección:
Tlf:Email:Contacto: Betsy Alvarado
GeneralesServicio: Torre de Fraccionamiento Configuración: VerticalObservaciones: Torre de Fraccionamiento. Proceso de Refrigeración Mecánica, Opción 1
DimensionesDiámetro interno (ft): 1.49765154 Longitud tope‐demister: NALongitud tangente‐tangente (ft): 78.0511811 Espesor de pared:Esbeltez: Espesor de cabezal:Tipo de cabezal: Diámetro de entrada: 19.8365954Radio mayor cabezal: Sch. EntradaNúmero de entradas: Diámetro salida gas: 17.0421599Número de salidas: Sch. Salida gas:Longitud tangente‐entrada: Diámetro salida l íquido: 7.33140338Longitud tangente‐salida gas: Sch. Salida l íquido:Longitud tangente‐salida l íquido: Diámetro drenaje:Longitud tangente‐toma manómetro: Sch. Drenaje:Longitud tangente‐drenaje: Clase brida entrada:Longitud tangente‐soporte: Clase brida salida gas:Longitud tangente‐nivel manométrico: Clase brida salida l íquido:Altura nivel manométrico: Clase brida drenaje:Longitud piso‐separador: Masa total vacío:Longitud fondo‐NAAL (ft): 0 Masa total l leno de agua:Máx. espesor permitido: Material brida inspección:Min. espesor permitido: Material brida de entrada:Espesor por corrosión: Material brida salida gas:Tipo de soldadura: Material brida salida l íquido:Material cuerpo: Material drenaje:

Equipos de Proceso de Turboexpansión

Reporte unidadDatos del reporte
Fecha: Mayo 2014 Páginas: 3 Página: 1 de 3Revisión: Copias: Emisión:Revisado por: Aprobado por:
Datos de la empresaEmpresa:Dirección:
Tlf:Email:Contacto: Betsy Alvarado
GeneralesServicio: Separador de Gas Configuración: VerticalObservaciones: Separador de Gas F1 para la Opción 2 Turboexpansión
Condiciones de operaciónPresión (psia): 863.46 Velocidad de entrada (ft/s): 25.9528784Temperatura (ºF): 62 Velocidad de salida gas (ft/s): 32.93796693MMSCFD: 75 Velocidad de salida l íquido (ft/s): 9.842519685Flujo molar mezcla (mol/s): 2.283063619 Gravedad específica gas: 0.644314534Flujo molar gas (mol/s): 1.736815831 Gravedad específica l íquido: 0.502587145Flujo molar l íquido (mol/s): 0.546247787 Masa molar mezcla: 23.83829025Calidad: 0.76073913 Masa molar gas: 18.04918305Densidad de mezcla (lb/ft3): 85.61547876 Masa molar l íquido: 42.24497903Densidad de gas (lb/ft3): 3.318248619 Tiempo de retención NBBL‐NBL (s): 300Densidad de l íquido (lb/ft3): 31.37549044 Tiempo de retención NBL‐NAL (s): 90
ComposiciónNombre Formula FracciónHydrogen sulfide H2S 1.00159E‐05Carbon dioxide CO2 0.015502769 EntradaNitrogen N2 0.002785057 ObligatoriaMethane CH4 0.701832347 CalculadaEthane C2H6 0.135793727 OpcionalPropane C3H8 0.081244272n‐Butane C4H10 0.01338499Isobutane C4H10 0.026388552n‐Pentane n‐C5H12 0.007244579Isopentane i‐C5H12 0.007160273n‐Hexane C6H14 0.004902027n‐Heptane C7H16 0.002636068n‐Octane C8H18 0.000878195n‐Nonane C9H20 8.30745E‐05n‐Decane C10H22 6.51112E‐06Water H2O 0.000147542
CorrerCorrer

Reporte unidadDatos del reporte
Fecha: Mayo 2014 Páginas: 3 Página: 2 de 3Revisión: Copias: Emisión:Revisado por: Aprobado por:
Datos de la empresaEmpresa:Dirección:
Tlf:Email:Contacto: Betsy Alvarado
GeneralesServicio: Separador de Gas Configuración: VerticalObservaciones: Separador de Gas F1 para la Opción 2 Turboexpansión
Condiciones de diseño
Presión de diseño:Temperatura de diseño:Factor Z: 0.83893613Velocidad terminal (ft/s): 0.45652827Fracción de gas: 0.76073913Fracción de l íquido: 0.23926087
Formula FracciónContante
equilibrio K
Presión de saturación
(psi)
Fracción Gas
Fracción Líquido
Hydrogen sulfide H2S 8.62E‐06 0.11461983 289.257824 3.5166E‐06 3.0681E‐05Carbon dioxide CO2 0.01609109 1.73772788 2676.48543 0.01725549 0.00992992Nitrogen N2 0.00340522 4.80321341 9175.15038 0.003436 0.00071535Methane CH4 0.7957106 7.10897825 4166.22739 0.88348 0.12427665Ethane C2H6 0.120236 0.29490026 507.431665 0.08637908 0.29290949Propane C3H8 0.04815582 0.02909399 136.977418 0.00904275 0.31081177n‐Butane C4H10 8.45E‐03 0.00059924 18.7155625 3.346E‐05 0.05583669Isobutane C4H10 5.06E‐03 0.00331708 44.8404205 0.00036203 0.10914088n‐Pentane n‐C5H12 1.17E‐03 0.00010906 7.93522353 3.3012E‐06 0.0302685Isopentane i‐C5H12 1.32E‐03 0.00012649 8.55459235 3.784E‐06 0.0299146n‐Hexane C6H14 3.07E‐04 2.812E‐05 4.01439462 5.7608E‐07 0.02048638n‐Heptane C7H16 7.68E‐05 7.5177E‐10 0.59129542 8.2826E‐12 0.01101755n‐Octane C8H18 1.10E‐05 1.6375E‐11 0.08723051 6.0102E‐14 0.00367045n‐Nonane C9H20 4.29E‐07 1.2673E‐08 0.08527981 4.4003E‐12 0.00034721n‐Decane C10H22 1.56E‐08 1.9704E‐10 0.01063318 5.3621E‐15 2.7213E‐05Water H2O 1.56E‐02 5.3454E‐07 0.55395323 3.2963E‐10 0.00061666NA: No aplica
Nombre

Reporte unidadDatos del reporte
Fecha: Mayo 2014 Páginas: 3 Página: 3 de 3Revisión: Copias: Emisión:Revisado por: Aprobado por:
Datos de la empresaEmpresa:Dirección:
Tlf:Email:Contacto: Betsy Alvarado
GeneralesServicio: Separador de Gas Configuración: VerticalObservaciones: Separador de Gas F1 para la Opción 2 Turboexpansión
DimensionesDiámetro interno (ft): 9.84251969 Longitud tope‐demister: NALongitud tangente‐tangente (ft): 59.0551181 Espesor de pared:Esbeltez: 6 Espesor de cabezal:Tipo de cabezal: Diámetro de entrada (pulg): 12.5933568Radio mayor cabezal: Sch. EntradaNúmero de entradas: Diámetro salida gas (pulg): 10.7672857Número de salidas: Sch. Salida gas:Longitud tangente‐entrada: Diámetro salida l íquido (pulg): 5.49588229Longitud tangente‐salida gas: Sch. Salida l íquido:Longitud tangente‐salida l íquido: Diámetro drenaje:Longitud tangente‐toma manómetro: Sch. Drenaje:Longitud tangente‐drenaje: Clase brida entrada:Longitud tangente‐soporte: Clase brida salida gas:Longitud tangente‐nivel manométrico: Clase brida salida l íquido:Altura nivel manométrico: Clase brida drenaje:Longitud piso‐separador: Masa total vacío:Longitud fondo‐NAAL (ft): 24.5238494 Masa total l leno de agua:Máx. espesor permitido: Material brida inspección:Min. espesor permitido: Material brida de entrada:Espesor por corrosión: Material brida salida gas:Tipo de soldadura: Material brida salida l íquido:Material cuerpo: Material drenaje:
AccesoriosDeflector de entrada: Plataforma:Rompe vórtice Aislante:Malla antineblina (demister): Empaque:Malla: Barrera de l íquido inferior:Rompe olas: Barrera de gas superior:Elemento cetrífugo:Filtro:Escalera:

Reporte unidadDatos del reporte
Fecha: Páginas: 2 Página: 1 de 2Revisión: Copias: Emisión:Revisado por: Aprobado por:
Datos de la empresaEmpresa:Dirección:
Tlf:Email:Contacto: Betsy Alvarado
GeneralesServicio: Torre de Fraccionamiento Configuración: VerticalObservaciones: Torre de Fraccionamiento. Proceso de Turboexpansión, Opción 2
Condiciones de operaciónPresión: 297.46 Velocidad de entrada: 12.61217399Temperatura: ‐29.04 Velocidad de salida gas: 16.53216343MMSCFD: 135.1 Velocidad de salida l íquido: 3Fracción de reflujo: 0.1461 Gravedad específica gas: 0.583868045Eficiencia promedio por plato: 0.7 Gravedad específica l íquido: 0.452894847Número de etapas ideales: 22 Masa molar mezcla: 21.28251257Flujo molar mezcla: 3.979532092 Masa molar gas: 16.35589553Flujo molar gas: 2.915787353 Masa molar l íquido: 34.78666175Flujo molar l íquido: 1.063744739Calidad: 0.732696027Densidad de mezcla: 33.68009995Densidad de gas: 19.60170726Densidad de l íquido: 452.8948467
ComposiciónNombre Formula FracciónHydrogen sulfide H2S 9.6014E‐06Carbon dioxide CO2 0.015971752 EntradaNitrogen N2 0.003038333 ObligatoriaMethane CH4 0.748834386 CalculadaEthane C2H6 0.13185879 OpcionalPropane C3H8 0.067130799n‐Butane C4H10 0.008149399Isobutane C4H10 0.017573844n‐Pentane n‐C5H12 0.002878022Isopentane i‐C5H12 0.003101088n‐Hexane C6H14 0.000981122n‐Heptane C7H16 0.000277406n‐Octane C8H18 4.41841E‐05n‐Nonane C9H20 1.92348E‐06n‐Decane C10H22 7.04487E‐08Water H2O 0.000149278
CorrerCorrer

Reporte unidadDatos del reporte
Fecha: Páginas: 2 Página: 2 de 2Revisión: Copias: Emisión:Revisado por: Aprobado por:
Datos de la empresaEmpresa:Dirección:
Tlf:Email:Contacto: Betsy Alvarado
GeneralesServicio: Torre de Fraccionamiento Configuración: VerticalObservaciones: Torre de Fraccionamiento. Proceso de Turboexpansión, Opción 2
DimensionesDiámetro interno (ft): 1.49765154 Longitud tope‐demister: NALongitud tangente‐tangente (ft): 78.0511811 Espesor de pared:Esbeltez: Espesor de cabezal:Tipo de cabezal: Diámetro de entrada: 19.8365954Radio mayor cabezal: Sch. EntradaNúmero de entradas: Diámetro salida gas: 17.0421599Número de salidas: Sch. Salida gas:Longitud tangente‐entrada: Diámetro salida l íquido: 7.33140338Longitud tangente‐salida gas: Sch. Salida l íquido:Longitud tangente‐salida l íquido: Diámetro drenaje:Longitud tangente‐toma manómetro: Sch. Drenaje:Longitud tangente‐drenaje: Clase brida entrada:Longitud tangente‐soporte: Clase brida salida gas:Longitud tangente‐nivel manométrico: Clase brida salida l íquido:Altura nivel manométrico: Clase brida drenaje:Longitud piso‐separador: Masa total vacío:Longitud fondo‐NAAL (ft): 0 Masa total l leno de agua:Máx. espesor permitido: Material brida inspección:Min. espesor permitido: Material brida de entrada:Espesor por corrosión: Material brida salida gas:Tipo de soldadura: Material brida salida l íquido:Material cuerpo: Material drenaje:

Fecha: Páginas: 2 Página: 1 de 2 Código:Revisión: Copias: Emisión:Revisado por: Aprobado por:
Empresa:Dirección:
Tlf:Email:Contacto:
Servicio: Condensador de la Torre de Fraccionamiento Configuración:Observaciones: Condensador de la Torre de Fraccionamiento. Proceso de Turboexpansión Opción 2.
Presión de entrada (psi): 295 Presión de entrada (psi): 9Temperatura de entrada (ºF): ‐33.08 Temperatura de entrada (ºF): ‐75Temperatura de salida (ºF): ‐65 Temperatura de salida (ºF): ‐45
Flujo de calor total (MM BTU/h): 13.32Longitud de tubo (ft): 5 Diámetro interior tubos (in): 0.87Material de los tubos: Cobre Calibre de tubos (BWG Gauge): 16
Diámetro externo de tubos (in): 1Identificador de tubo: 49
Formula Fracción Formula FracciónHydrogen sulfide H2S 1.15611E‐05 Propane C3H8 1Carbon dioxide CO2 0.017857562Nitrogen N2 0.003208196Methane CH4 0.808478276Ethane C2H6 0.156382294Propane C3H8 0.014038081n‐Butane C4H10 1.95342E‐06Isobutane C4H10 2.0249E‐05n‐Pentane n‐C5H12 8.65138E‐10Isopentane i‐C5H12 2.25476E‐09n‐Hexane C6H14 3.1447E‐14n‐Heptane C7H16 1.39525E‐17n‐Octane C8H18 1.97039E‐21n‐Nonane C9H20 3.05726E‐26n‐Decane C10H22 1.36923E‐30Water H2O 1.82497E‐06Notas:
EntradaObligatoriaCalculadaOpcional
Nombre Nombre
Datos de la empresa
Reporte unidadDatos del reporte
Fluido 1 Fluido 2Composición
Fluido 1 Fluido 2
Generales
Generales
Condiciones de operación
CorrerCorrer

Fecha: Páginas: 2 Página: 2 de 2 Código:Revisión: Copias: Emisión:Revisado por: Aprobado por:
Empresa:Dirección:
Tlf:Email:Contacto:
Servicio: Condensador de la Torre de Fraccionamiento Configuración:Observaciones: Condensador de la Torre de Fraccionamiento. Proceso de Turboexpansión Opción 2.
Datos de la empresa
Reporte unidadDatos del reporte
Generales
Condiciones de diseño
Fluido en tubos: Fluido 1 F: 0.91281115Fluido en carcasa: Fluido 2 CMTD: 15.0210125NTU: 33.4892774 Área total de transferencia (ft2): 348.960685P: 0.76145038 Longitud equivalente: 1332.93163R: 0.93984962LMTD: 16.4557723NA: No aplica
DimensionesPasos por tubos: 4 Máx. espesor permitido:Pasos por carcasa: 2 Min. espesor permitido:Número de tubos: 268 Espesor por corrosión:Diametro carcasa (in): 49 Tipo de soldadura:Longitud tangente‐tangente carcasa (ft): 9.0740945 Material cuerpo:Diámetro de entrada fluido 1: Diámetro de entrada fluido 2:Sch. Entrada fluido 1: Sch. Entrada fluido 2:Clase brida entrada fluido 1: Clase brida entrada fluido 2:Diámetro de salida fluido 1: Diámetro de salida fluido 2:Sch. Salida fluido 1: Sch. Salida fluido 2:Clase brida salida fluido 1: Clase brida salida fluido 2:
Accesorios
Aislante: Plataforma:Empaque:

Fecha: Páginas: 1 Página: 1 de 2 Código:Revisión: Copias: Emisión:Revisado por: Aprobado por:
Empresa:Dirección:
Tlf:Email:Contacto:
Servicio: Intercambiador de Calor Gas Gas Configuración:Observaciones: Intercambiador E1 del proceso Turboexpansión Opción 2
Presión de entrada (psi): 879.46 Presión de entrada (psi): 863.46Temperatura de entrada (ºF): 120 Temperatura de entrada (ºF): 62.18Temperatura de salida (ºF): 111.15 Temperatura de salida (ºF): 110
Flujo de calor total (MM BTU/h): 2.58Longitud de tubo (ft): 2 Diámetro interior tubos (in): 0.87Material de los tubos: Cobre Calibre de tubos (BWG Gauge): 16
Diámetro externo de tubos (in): 1Identificador de tubo: 49
Formula Fracción Formula FracciónHydrogen sulfide H2S 1.00159E‐05 Hydrogen sulfide C3H8 1.3763E‐05Carbon dioxide CO2 0.015502769 Carbon dioxide CO2 0.01126326Nitrogen N2 0.002785057 Nitrogen N2 0.00049552Methane CH4 0.701832347 Methane CH4 0.27694865Ethane C2H6 0.135793727 Ethane C2H6 0.17136351Propane C3H8 0.081244272 Propane C3H8 0.20882491n‐Butane C4H10 0.01338499 n‐Butane C4H10 0.06071316Isobutane C4H10 0.026388552 Isobutane C4H10 0.10607072n‐Pentane n‐C5H12 0.007244579 n‐Pentane n‐C5H12 0.04671719Isopentane i‐C5H12 0.007160273 Isopentane i‐C5H12 0.04385427n‐Hexane C6H14 0.004902027 n‐Hexane C6H14 0.04034626n‐Heptane C7H16 0.002636068 n‐Heptane C7H16 0.02395799n‐Octane C8H18 0.000878195 n‐Octane C8H18 0.00841753n‐Nonane C9H20 8.30745E‐05 n‐Nonane C9H20 0.00081667n‐Decane C10H22 6.51112E‐06 n‐Decane C10H22 6.4734E‐05Water H2O 0.000147542 Water H2O 0.00013185Notas:
EntradaObligatoriaCalculadaOpcional
Nombre Nombre
Datos de la empresa
Reporte unidadDatos del reporte
Fluido 1 Fluido 2Composición
Fluido 1 Fluido 2
Generales
Generales
Condiciones de operación
CorrerCorrer

Fecha: Páginas: 1 Página: 2 de 2 Código:Revisión: Copias: Emisión:Revisado por: Aprobado por:
Empresa:Dirección:
Tlf:Email:Contacto:
Servicio: Intercambiador de Calor Gas Gas Configuración:Observaciones: Intercambiador E1 del proceso Turboexpansión Opción 2
Datos de la empresa
Reporte unidadDatos del reporte
Generales
Condiciones de diseño
Fluido en tubos: Fluido 1 F: 0.9895556Fluido en carcasa: Fluido 2 CMTD: 7.95250285NTU: 34.5422133 Área total de transferencia (ft2): 93.483303P: 0.15306122 Longitud equivalente: 357.079915R: 5.40338983LMTD: 8.03643863NA: No aplica
DimensionesPasos por tubos: 4 Máx. espesor permitido:Pasos por carcasa: 2 Min. espesor permitido:Número de tubos: 180 Espesor por corrosión:Diametro carcasa (in): 41 Tipo de soldadura:Longitud tangente‐tangente carcasa (ft): 5.37775986 Material cuerpo:Diámetro de entrada fluido 1: Diámetro de entrada fluido 2:Sch. Entrada fluido 1: Sch. Entrada fluido 2:Clase brida entrada fluido 1: Clase brida entrada fluido 2:Diámetro de salida fluido 1: Diámetro de salida fluido 2:Sch. Salida fluido 1: Sch. Salida fluido 2:Clase brida salida fluido 1: Clase brida salida fluido 2:
Accesorios
Aislante: Plataforma:Empaque:

Fecha: Páginas: 1 Página: 1 de 2 Código:Revisión: Copias: Emisión:Revisado por: Aprobado por:
Empresa:Dirección:
Tlf:Email:Contacto:
Servicio: Intercambiador de Calor Gas Gas Configuración:Observaciones: Intercambiador E2 del proceso Turboexpansión Opción 2
Presión de entrada (psi): 871.46 Presión de entrada (psi): 287Temperatura de entrada (ºF): 111.15 Temperatura de entrada (ºF): ‐16.73Temperatura de salida (ºF): 62.05 Temperatura de salida (ºF): 101.15
Flujo de calor total (MM BTU/h): 16.79Longitud de tubo (ft): 3 Diámetro interior tubos (in): 0.87Material de los tubos: Cobre Calibre de tubos (BWG Gauge): 16
Diámetro externo de tubos (in): 1Identificador de tubo: 49
Formula Fracción Formula FracciónHydrogen sulfide H2S 1.00159E‐05 Hydrogen sulfide C3H8 1.1527E‐05Carbon dioxide CO2 0.015502769 Carbon dioxide CO2 0.01785257Nitrogen N2 0.002785057 Nitrogen N2 0.00320731Methane CH4 0.701832347 Methane CH4 0.80823378Ethane C2H6 0.135793727 Ethane C2H6 0.15631924Propane C3H8 0.081244272 Propane C3H8 0.01402496n‐Butane C4H10 0.01338499 n‐Butane C4H10 2.7553E‐05Isobutane C4H10 0.026388552 Isobutane C4H10 0.00015265n‐Pentane n‐C5H12 0.007244579 n‐Pentane n‐C5H12 1.7037E‐07Isopentane i‐C5H12 0.007160273 Isopentane i‐C5H12 3.2234E‐07n‐Hexane C6H14 0.004902027 n‐Hexane C6H14 2.6369E‐10n‐Heptane C7H16 0.002636068 n‐Heptane C7H16 1.5667E‐12n‐Octane C8H18 0.000878195 n‐Octane C8H18 3.8474E‐15n‐Nonane C9H20 8.30745E‐05 n‐Nonane C9H20 1.3792E‐18n‐Decane C10H22 6.51112E‐06 n‐Decane C10H22 9.5535E‐22Water H2O 0.000147542 Water H2O 0.00016991Notas:
EntradaObligatoriaCalculadaOpcional
Nombre Nombre
Datos de la empresa
Reporte unidadDatos del reporte
Fluido 1 Fluido 2Composición
Fluido 1 Fluido 2
Generales
Generales
Condiciones de operación
CorrerCorrer

Fecha: Páginas: 1 Página: 2 de 2 Código:Revisión: Copias: Emisión:Revisado por: Aprobado por:
Empresa:Dirección:
Tlf:Email:Contacto:
Servicio: Intercambiador de Calor Gas Gas Configuración:Observaciones: Intercambiador E2 del proceso Turboexpansión Opción 2
Datos de la empresa
Reporte unidadDatos del reporte
Generales
Condiciones de diseño
Fluido en tubos: Fluido 1 F: 0.94984347Fluido en carcasa: Fluido 2 CMTD: 39.5355128NTU: 29.3776569 Área total de transferencia (ft2): 124.284687P: 0.38395371 Longitud equivalente: 474.732534R: 2.40081466LMTD: 41.6231872NA: No aplica
DimensionesPasos por tubos: 4 Máx. espesor permitido:Pasos por carcasa: 2 Min. espesor permitido:Número de tubos: 160 Espesor por corrosión:Diametro carcasa (in): 39 Tipo de soldadura:Longitud tangente‐tangente carcasa (ft): 6.19690617 Material cuerpo:Diámetro de entrada fluido 1: Diámetro de entrada fluido 2:Sch. Entrada fluido 1: Sch. Entrada fluido 2:Clase brida entrada fluido 1: Clase brida entrada fluido 2:Diámetro de salida fluido 1: Diámetro de salida fluido 2:Sch. Salida fluido 1: Sch. Salida fluido 2:Clase brida salida fluido 1: Clase brida salida fluido 2:
Accesorios
Aislante: Plataforma:Empaque:

Fecha: Páginas: 2 Página: 1 de 2 Código:Revisión: Copias: Emisión:Revisado por: Aprobado por:
Empresa:Dirección:
Tlf:Email:Contacto:
Servicio: Intercambiador de Calor Gas Gas Configuración:Observaciones: Intercambiador E3 del proceso Turboexpansión Opción 2. Rehervidor de la torre
Presión de entrada (psi): 379.37 Presión de entrada (psi): 297.5Temperatura de entrada (ºF): 157.46 Temperatura de entrada (ºF): 168.45Temperatura de salida (ºF): 15.65 Temperatura de salida (ºF): 184.09
Flujo de calor total (MM BTU/h): 20.86Longitud de tubo (ft): 5 Diámetro interior tubos (in): 0.87Material de los tubos: Cobre Calibre de tubos (BWG Gauge): 16
Diámetro externo de tubos (in): 1Identificador de tubo: 49
Formula Fracción Formula FracciónHydrogen sulfide H2S 1.15269E‐05 Hydrogen sulfide C3H8 4.1347E‐08Carbon dioxide CO2 0.017852573 Carbon dioxide CO2 3.8903E‐10Nitrogen N2 0.003207314 Nitrogen N2 3.0382E‐20Methane CH4 0.808233781 Methane CH4 2.4723E‐12Ethane C2H6 0.15631924 Ethane C2H6 0.0003Propane C3H8 0.014024956 Propane C3H8 0.5246608n‐Butane C4H10 2.75534E‐05 n‐Butane C4H10 0.10150795Isobutane C4H10 0.000152654 Isobutane C4H10 0.19947352n‐Pentane n‐C5H12 1.70374E‐07 n‐Pentane n‐C5H12 0.0550384Isopentane i‐C5H12 3.22335E‐07 Isopentane i‐C5H12 0.05439687n‐Hexane C6H14 2.63688E‐10 n‐Hexane C6H14 0.03724252n‐Heptane C7H16 1.56672E‐12 n‐Heptane C7H16 0.02002725n‐Octane C8H18 3.84739E‐15 n‐Octane C8H18 0.00667201n‐Nonane C9H20 1.37916E‐18 n‐Nonane C9H20 0.00063115n‐Decane C10H22 9.55346E‐22 n‐Decane C10H22 4.9468E‐05Water H2O 0.000169908 Water H2O 5.1311E‐14Notas:
EntradaObligatoriaCalculadaOpcional
Nombre Nombre
Datos de la empresa
Reporte unidadDatos del reporte
Fluido 1 Fluido 2Composición
Fluido 1 Fluido 2
Generales
Generales
Condiciones de operación
CorrerCorrer

Fecha: Páginas: 2 Página: 2 de 2 Código:Revisión: Copias: Emisión:Revisado por: Aprobado por:
Empresa:Dirección:
Tlf:Email:Contacto:
Servicio: Intercambiador de Calor Gas Gas Configuración:Observaciones: Intercambiador E3 del proceso Turboexpansión Opción 2. Rehervidor de la torre
Datos de la empresa
Datos del reporte
Generales
Condiciones de diseño
Fluido en tubos: Fluido 2 F: 1.0087266Fluido en carcasa: Fluido 1 CMTD: 32.3255263NTU: 24.8171152 Área total de transferencia (ft2): 169.847407P: ‐1.42311192 Longitud equivalente: 648.769304R: 9.06713555LMTD: 32.0458748NA: No aplica
DimensionesPasos por tubos: 4 Máx. espesor permitido:Pasos por carcasa: 2 Min. espesor permitido:Número de tubos: 130 Espesor por corrosión:Diametro carcasa (in): 35 Tipo de soldadura:Longitud tangente‐tangente carcasa (ft): 7.90290145 Material cuerpo:Diámetro de entrada fluido 1: Diámetro de entrada fluido 2:Sch. Entrada fluido 1: Sch. Entrada fluido 2:Clase brida entrada fluido 1: Clase brida entrada fluido 2:Diámetro de salida fluido 1: Diámetro de salida fluido 2:Sch. Salida fluido 1: Sch. Salida fluido 2:Clase brida salida fluido 1: Clase brida salida fluido 2:
Accesorios
Aislante: Plataforma:Empaque:

Fecha: Páginas: 2 Página: 1 de 2 Código:Revisión: Copias: Emisión:Revisado por: Aprobado por:
Empresa:Dirección:
Tlf:Email:Contacto:
Servicio: Intercambiador de Calor Gas Gas Configuración:Observaciones: Intercambiador E4 del proceso Turboexpansión Opción 2.
Presión de entrada (psi): 305.46 Presión de entrada (psi): 295Temperatura de entrada (ºF): ‐6.75 Temperatura de entrada (ºF): ‐65.74Temperatura de salida (ºF): ‐29.039 Temperatura de salida (ºF): ‐16.73
Flujo de calor total (MM BTU/h): 7.18Longitud de tubo (ft): 5 Diámetro interior tubos (in): 0.87Material de los tubos: Cobre Calibre de tubos (BWG Gauge): 16
Diámetro externo de tubos (in): 1Identificador de tubo: 49
Formula Fracción Formula FracciónHydrogen sulfide H2S 9.60141E‐06 Hydrogen sulfide C3H8 1.1527E‐05Carbon dioxide CO2 0.015971748 Carbon dioxide CO2 0.01785257Nitrogen N2 0.003038328 Nitrogen N2 0.00320731Methane CH4 0.748833428 Methane CH4 0.80823378Ethane C2H6 0.131858961 Ethane C2H6 0.15631924Propane C3H8 0.067131168 Propane C3H8 0.01402496n‐Butane C4H10 0.008149498 n‐Butane C4H10 2.7553E‐05Isobutane C4H10 0.017574026 Isobutane C4H10 0.00015265n‐Pentane n‐C5H12 0.002878077 n‐Pentane n‐C5H12 1.7037E‐07Isopentane i‐C5H12 0.003101144 Isopentane i‐C5H12 3.2234E‐07n‐Hexane C6H14 0.000981148 n‐Hexane C6H14 2.6369E‐10n‐Heptane C7H16 0.000277415 n‐Heptane C7H16 1.5667E‐12n‐Octane C8H18 4.41856E‐05 n‐Octane C8H18 3.8474E‐15n‐Nonane C9H20 1.92355E‐06 n‐Nonane C9H20 1.3792E‐18n‐Decane C10H22 7.04514E‐08 n‐Decane C10H22 9.5535E‐22Water H2O 0.000149278 Water H2O 0.00016991Notas:
EntradaObligatoriaCalculadaOpcional
Nombre Nombre
Datos de la empresa
Reporte unidadDatos del reporte
Fluido 1 Fluido 2Composición
Fluido 1 Fluido 2
Generales
Generales
Condiciones de operación
CorrerCorrer

Fecha: Páginas: 2 Página: 2 de 2 Código:Revisión: Copias: Emisión:Revisado por: Aprobado por:
Empresa:Dirección:
Tlf:Email:Contacto:
Servicio: Intercambiador de Calor Gas Gas Configuración:Observaciones: Intercambiador E4 del proceso Turboexpansión Opción 2.
Datos de la empresa
Reporte unidadDatos del reporte
Generales
Condiciones de diseño
Fluido en tubos: Fluido 1 F: 0.96822042Fluido en carcasa: Fluido 2 CMTD: 16.0236911NTU: 34.1801791 Área total de transferencia (ft2): 165.620781P: 0.3778437 Longitud equivalente: 632.624784R: 2.19884248LMTD: 16.5496316NA: No aplica
DimensionesPasos por tubos: 4 Máx. espesor permitido:Pasos por carcasa: 2 Min. espesor permitido:Número de tubos: 128 Espesor por corrosión:Diametro carcasa (in): 35 Tipo de soldadura:Longitud tangente‐tangente carcasa (ft): 7.88214887 Material cuerpo:Diámetro de entrada fluido 1: Diámetro de entrada fluido 2:Sch. Entrada fluido 1: Sch. Entrada fluido 2:Clase brida entrada fluido 1: Clase brida entrada fluido 2:Diámetro de salida fluido 1: Diámetro de salida fluido 2:Sch. Salida fluido 1: Sch. Salida fluido 2:Clase brida salida fluido 1: Clase brida salida fluido 2:
Accesorios
Aislante: Plataforma:Empaque:

Reporte unidadDatos del reporte
Fecha: Páginas: 2 Página: 1 de 2Revisión: Copias: Emisión:Revisado por: Aprobado por:
Datos de la empresaEmpresa:Dirección:
Tlf: Orden:Email: Área:Contacto: Betsy Alvarado Proyecto No.
GeneralesServicio: Compresor de Gas Natural Tipo: Centrífugo Fabricante:Observaciones: C1, Compresor de gas residual. Turboexpansión Opción 2
Condiciones de operaciónPresión de succión (psi): 379.37 Masa molar: 19.17497569Temperatura succión (ºF): 15.65 Humedad relativa (%):Cp/Cv (K) succión: 1.010761292 MMSCFD: 130.31Factor Z succión: 0.899181545 Potencia de freno (HP):Presión descarga (psi): 879.47 RPM: 1800Temperatura descarga (ºF): 260.446153 Contraflujo (surge):Cp/Cv (K) descarga: 1.008823112 Cabezal politrópico:Factor Z descarga: 0.74683007 Eficiencia politrópica: 0.65
ComposiciónNombre Formula FracciónHydrogen sulfide H2S 1.15269E‐05Carbon dioxide CO2 0.017852573 EntradaNitrogen N2 0.003207314 ObligatoriaMethane CH4 0.808233781 CalculadaEthane C2H6 0.15631924 OpcionalPropane C3H8 0.014024956n‐Butane C4H10 2.75534E‐05Isobutane C4H10 0.000152654n‐Pentane n‐C5H12 1.70374E‐07Isopentane i‐C5H12 3.22335E‐07n‐Hexane C6H14 2.63688E‐10n‐Heptane C7H16 1.56672E‐12n‐Octane C8H18 3.84739E‐15n‐Nonane C9H20 1.37916E‐18n‐Decane C10H22 9.55346E‐22Water H2O 0.000169908
Correr

Reporte unidadDatos del reporte
Fecha: Páginas: 2 Página: 2 de 2Revisión: Copias: Emisión:Revisado por: Aprobado por:
Datos de la empresaEmpresa:Dirección:
Tlf: Orden:Email: Área:Contacto: Betsy Alvarado Proyecto No.
GeneralesServicio: Compresor de Gas Natural Tipo: Centrífugo Fabricante:Observaciones: C1, Compresor de gas residual. Turboexpansión Opción 2
Condiciones de diseño
Número de etapas: 1 Observaciones :
Potencia (HP): 5278.07487
Temperatura de descarga (ºF): 9.43178223
RPM recomendada: 1730Configuración: NA
NA: No aplicaDimensiones
Número de impulsores: 8 Material de carcasa:Número de ci l indros: Material de impulsores:Diámetro de ci l indro: NA Material de ci l indros:Diámetro de barras: 5.90551181 Material de barras:Diámetro máx. impulsores: Material diafragma:Diámetro min. Impulsores: Primera velocidad crítica:Clearance (in): 7.87401575 Segunda velocidad crítica:Válvulas: Tercera velocidad crítica:
Posición válvulas: Interior ci l indro
Rodamientos:
AccesoriosEmpacadura s :
Acople:
NA: No aplica

Reporte unidadDatos del reporte
Fecha: Páginas: 2 Página: 1 de 2Revisión: Copias: Emisión:Revisado por: Aprobado por:
Datos de la empresaEmpresa:Dirección:
Tlf: Orden:Email: Área:Contacto: Betsy Alvarado Proyecto No.
GeneralesServicio: Compresor de Gas Natural Tipo: Centrífugo Fabricante:Observaciones: C2, Compresor de gas residual. Turboexpansión Opción 2
Condiciones de operaciónPresión de succión (psi): 279 Masa molar: 19.17497569Temperatura succión (ºF): 101.15 Humedad relativa (%):Cp/Cv (K) succión: 1.010761292 MMSCFD: 130.31Factor Z succión: 0.96012377 Potencia de freno (HP):Presión descarga (psi): 379.37 RPM: 1800Temperatura descarga (ºF): 310.0009757 Contraflujo (surge):Cp/Cv (K) descarga: 1.01048499 Cabezal politrópico:Factor Z descarga: 0.945086444 Eficiencia politrópica: 0.65
ComposiciónNombre Formula FracciónHydrogen sulfide H2S 1.15269E‐05Carbon dioxide CO2 0.017852573 EntradaNitrogen N2 0.003207314 ObligatoriaMethane CH4 0.808233781 CalculadaEthane C2H6 0.15631924 OpcionalPropane C3H8 0.014024956n‐Butane C4H10 2.75534E‐05Isobutane C4H10 0.000152654n‐Pentane n‐C5H12 1.70374E‐07Isopentane i‐C5H12 3.22335E‐07n‐Hexane C6H14 2.63688E‐10n‐Heptane C7H16 1.56672E‐12n‐Octane C8H18 3.84739E‐15n‐Nonane C9H20 1.37916E‐18n‐Decane C10H22 9.55346E‐22Water H2O 0.000169908
Correr

Reporte unidadDatos del reporte
Fecha: Páginas: 2 Página: 1 de 2Revisión: Copias: Emisión:Revisado por: Aprobado por:
Datos de la empresaEmpresa:Dirección:
Tlf: Orden:Email: Área:Contacto: Betsy Alvarado Proyecto No.
GeneralesServicio: Compresor de Gas Natural Tipo: Centrífugo Fabricante:Observaciones: C2, Compresor de gas residual. Turboexpansión Opción 2
Condiciones de diseño
Número de etapas: 1 Observaciones :
Potencia (HP): 2626.2541
Temperatura de descarga (ºF): 98.4612829
RPM recomendada: 1726Configuración: NA
NA: No aplicaDimensiones
Número de impulsores: 4 Material de carcasa:Número de ci l indros: Material de impulsores:Diámetro de ci l indro: NA Material de ci l indros:Diámetro de barras: 5.90551181 Material de barras:Diámetro máx. impulsores: Material diafragma:Diámetro min. Impulsores: Primera velocidad crítica:Clearance (in): 7.87401575 Segunda velocidad crítica:Válvulas: Tercera velocidad crítica:
Posición válvulas: Interior ci l indro
Rodamientos:
AccesoriosEmpacadura s :
Acople:
NA: No aplica

Reporte unidadDatos del reporte
Fecha: Páginas: 2 Página:Revisión: Copias: Emisión:Revisado por: Aprobado por:
Datos de la empresaEmpresa:Dirección:
Tlf: Orden:Email: Área:Contacto: Betsy Alvarado Proyecto No.
GeneralesServicio: Enpansor de Gas Natural Tipo: Fabricante:Observaciones: Turboexpansor (Ex1). Opción 2
Condiciones de operaciónPresión de entrada (psi): 863.46 Masa molar: 21.77404755Temperatura de entrada (ºF): 62.18 Humedad relativa (%):Cp/Cv (K) entrada: 1.009074212 MMSCFD: 135Factor Z entrada: 0.792108025 Potencia de salida (HP):Presión salida (psi): 305 RPM: 1800Temperatura salida (ºF): 286.2822881Cp/Cv (K) salida: 1.00849699 Cabezal politrópico:Factor Z salida: 0.923327506 Eficiencia politrópica: 0.75
ComposiciónNombre Formula FracciónHydrogen sulfide H2S 9.60E‐06Carbon dioxide CO2 0.015971748 EntradaNitrogen N2 0.003038328 ObligatoriaMethane CH4 0.748833428 CalculadaEthane C2H6 0.131858961 OpcionalPropane C3H8 0.067131168n‐Butane C4H10 8.15E‐03Isobutane C4H10 1.76E‐02n‐Pentane n‐C5H12 2.88E‐03Isopentane i‐C5H12 3.10E‐03n‐Hexane C6H14 9.81E‐04n‐Heptane C7H16 2.77E‐04n‐Octane C8H18 4.42E‐05n‐Nonane C9H20 1.92E‐06n‐Decane C10H22 7.05E‐08Water H2O 1.49E‐04
Correr

Reporte unidadDatos del reporte
Fecha: Páginas: 2 Página: 2 de 2Revisión: Copias: Emisión:Revisado por: Aprobado por:
Datos de la empresaEmpresa:Dirección:
Tlf: Orden:Email: Área:Contacto: Betsy Alvarado Proyecto No.
GeneralesServicio: Enpansor de Gas Natural Tipo: Fabricante:Observaciones: Turboexpansor (Ex1). Opción 2
Condiciones de diseño
Potencia (HP): 6183.01053 Observaciones:Temperatura de salida (ºF): ‐9.45
RPM recomendada: 1735
NA: No aplica 1800
DimensionesNúmero de impulsores: 10 Material de carcasa:Diámetro máx. impulsores: Material de impulsores:Diámetro min. Impulsores: NA Primera velocidad crítica:
Empacaduras:
Acople:Rodamientos:
NA: No aplica