e e f e c t o d e l aisi 420 f e100 - uacj.mx · estudio del efecto del tratamiento térmico de...
TRANSCRIPT
Estudio dEl EfEcto dEl tratamiEnto térmico dE acEros aisi 420 f En las
propiEdadEs dE rEsistEncia a la co-rrosión En biocombustiblEs E100

UNIVERSIDAD AUTÓNOMA DE CIUDAD JUÁREZ
Ricardo Duarte JáquezRector
David Ramírez PereaSecretario General
Manuel Loera de la RosaSecretario Académico
Francisco López HernándezDirector del Instituto de Ingeniería y Tecnología
Luis Enrique Gutiérrez CasasCoordinador General de Investigación y Posgrado
Ramón Chavira ChaviraDirector General de Difusión Cultural y Divulgación Científica

Universidad Autónoma de Ciudad Juárez
claudia a. rodríguEz gonzálEz
pErla E. garcía casillas
tzasná marmolEjo
juan f. HErnándEz paz
josé t. ElizaldE galindo
carlos a. martínEz pérEz
ingEniEría y tEcnología
CoordinaCión General de investiGaCión y PosGrado
Estudio dEl EfEcto dEl tratamiEnto térmico dE acEros aisi 420 f En las
propiEdadEs dE rEsistEncia a la co-rrosión En biocombustiblEs E100
Lisbeily Domínguez Ruvalcaba Coordinadora de la ColeCCión

Rodríguez González, Claudia Alejandra; García Casillas, Perla Elvia; Marmolejo Portillo, Tzasná; Hernández Paz, Juan Francisco; Elizalde Galindo, José Trinidad; Martínez Pérez, Carlos Alberto.
Estudio del efecto del tratamiento térmico de aceros AISI 420 F en las propiedades de resistencia a la corrosión en biocombustibles E100 / Claudia Alejandra Rodríguez González, Perla Elvia García Casillas, Tzasná Marmolejo Portillo, Juan Francisco Hernández Paz, José Tri-nidad Elizalde Galindo, Carlos Alberto Martínez Pérez. Ciudad Juá-rez, Chih. : Universidad Autónoma de Ciudad Juárez, 2013. (Colección Textos Universitarios, Serie Investigación)
48 p.; 30 cm.
Incluye bibliografía Colección Reportes Técnicos de Investigación ISbn: 978-607-7953-80-7Serie IIT, Vol. 7. ISbn: 978-607-520-034-7
Contenido:
1.– Introducción. 2.– Planteamiento. 3.– Marco teórico. 4.– Metodolo-gía. 5.– Resultados. 6.– Conclusiones. 7.– Referencias.
D. R. © Rodríguez González, Claudia Alejandra; García Casillas, Perla Elvia; Marmolejo Portillo, Tzasná; Hernández Paz, Juan Francisco; Elizalde Galindo, José Trinidad; Mar-tínez Pérez, Carlos Alberto.
La edición, diseño y producción editorial de este documento estuvo a cargo de la Direc-ción General de Difusión Cultural y Divulgación Científica, a través de la Subdirección de Publicaciones.

índicEResumen 7Abstract 9Palabras clave 10Usuarios potenciales 10Reconocimientos 10
i. introducción
ii. plantEamiEnto
iii. marco tEórico
Figura 1. Clasificación de Aceros Inoxidables. Los más utilizados son los Martensíticos y los Austeníticos (Molera, 1990). 15
3.1 Tipos de aceros inoxidables 163.1.1 Aceros Martensíticos 16Figura 2. Relación entre los aceros inoxidables martensíticos a partir de AISI 410 (Molera, 1990) 163.1.2 Propiedades y tratamientos térmicos del acero 420 y 420F 17Tabla 1. Porcentaje teórico de elementos presentes en las aleaciones de AISI 420 y 420 F 17Tabla 3. Propiedades Físicas de AISI 420 y 420F 18
3.2 Corrosión del acero inoxidable 183.2.1 Formas de corrosión 193.2.1.1Corrosión Uniforme 193.2.1.2 Corrosión Localizada 193.2.2 Influencia metalúrgica en la corrosión 20
3.3 Biocombustibles 203.3.1 Etanol 213.3.2 Etanol como combustible 21Tabla 4. Biocombustibles a partir de etanol 213.3.2.1 Etanol Agresivo 22Tabla 5. Composición del Etanol Agresivo 22
iV. mEtodología
Figura 3. Diagrama de flujo de la metodología experimental 234.1 Tratamientos térmicos 24
Figura 4. Relación de Tratamientos Térmicos 244.2 Prueba de dureza 254.3 Difracción rayos X (DRX) 254.4 Prueba de corrosión 264.5 Caracterización posterior a la prueba de corrosión 26
V. rEsultados
5.1 Caracterización Inicial 27Tabla 6. Porcentaje experimental de elementos en AISI 420F 27Figura 5. Análisis Microestructural de AISI 420F en estado recocido con a) SEM b) Microscopia Óptica 27Figura 6. La materia prima coincide con la fase ferrítica del acero 28
5.2 Tratamientos térmicos 28Figura 7. Dureza (HRc) promedio de AISI 420F de a la temperatura de revenido 28Figura 8. Temple a 996°C en aire 29Figura 9. Temple a 996°C en aceite 29Figura 10. Revenido aire 148° 29Figura 11. Revenido aceite 148° 30Figura 12. Revenido aire 550°C 30Figura 13. Revenido aceite 550°C 30Figura 14. Detalle de límite de grano en revenido a 550°C 30Figura 15. Temple a 996°C coincide con la fase martensítica del acero 31

Figura 16. Revenido a 148°C coincide con la fase martensítica del acero 31
5.3 Prueba de Corrosión 32Tabla 7. Reporte visual de las muestras de los diferentes tratamientos
térmicos sometidas al biocombustible E-100. Semana 2. 32Tabla 8. Reporte visual de las muestras de los diferentes tratamientos
térmicos sometidas al biocombustible E-100. Semana 7. 33Tabla 9. Reporte visual de las muestras de los diferentes tratamientos
térmicos sometidas al biocombustible E-100, se aprecia cara circular y cara plana. Semana 12. 33
Tabla 10. Observaciones realizadas durante la prueba de corrosión de acuerdo a la norma ASTM D-610. 35
5.4 Variación de peso 355.5 Picadura promedio y picadura máxima 36
Figura 17. Picadura Promedio según los diferentes tratamientos térmicos 36Figura 18. Picadura máxima según los tratamientos térmicos. 37
5.6 Análisis por microscopía electrónica de barrido (SEM) 37Figura 19. Fotografía de SEM de microestructura de la corrosión de
pieza sin tratamiento térmico. 37Figura 20. Fotografía de SEM de microestructura de la corrosión de
pieza con temple en aire a 996°C 38Figura 21. a) Fotografía de SEM de microestructura de corrosión de
pieza con temple en aceite a 996°C, b) Fotografía de SEM a x900 muestra penetración de la corrosión en los granos del AISI 420F. 38
Figura 22. Fotografía de SEM de microestructura de la corrosión de pieza con revendo aire a 148°C. 38
Figura 23. Fotografía de SEM de microestructura de la corrosión de pieza con revendo aceite a 148°C. 39
Figura 24. Fotografía de SEM de microestructura de la corrosión de pieza con revendo aceite a 148°C. 39
Figura 25. a) Fotografía de SEM de microestructura de corrosión de pieza con de revenido aceite a 550°C, b) Fotografía de SEM a x900 muestra penetración de la corrosión en los granos del AISI 420F. 39
Vi. conclusionEs
Vii. rEfErEncias


9
rEsumEn
La relación microestructura-tratamiento térmico - resistencia a la corrosión en biocombustible E-100 del acero inoxidable AISI 420F fue estudiada. Se ob-tuvieron muestras de acero inoxidable AISI 420F, verificando la composición química mediante la técnica de espectroscopia óptica de emisión por chispa
(OES). Se realizaron tratamientos térmicos de temple en aire y aceite con una tempe-ratura de austenitización de 996°C y revendidos a 148°C y 550°C basados en las nor-mas ASM F899 (ASTM International, 2009) y SAE AMS-H-6875-A (SAE International, 1998). La efectividad de los tratamientos térmicos se comprobó mediante prueba de dureza y difracción de Rayos X (DRX). Se llevó a cabo una prueba de resistencia a la corrosión por inmersión para los distintos tratamientos térmicos basada en la norma SAE J2334 (SAE International, 1998) en biocombustible E-100. Este combustible se elaboró en base al estándar J1681 (SAE International, 2001). La prueba tuvo una dura-ción de 12 semanas, evaluándose las muestras en base a la norma ASTM D 610 (ASTM International, 2005) y utilizando microscopía óptica y electrónica de barrido (SEM).
Los resultados muestran que el acero utilizado tiene una composición química dentro de los rangos establecidos en las normas, la dureza de la materia prima fue de 89 HRB y una microestructura que muestra la fase ferrítica del acero. Las du-rezas para los aceros tratados térmicamente están en el rango de los 43 a 53 HRC presentando la dureza más baja en revenido a 550°C. El análisis microestructural mostró que todos los aceros tratados presentan la fase martensítica. Las observacio-nes realizadas durante la prueba de corrosión y los análisis posteriores a esta, tales como picadura promedio y análisis superficial y transversal muestran que los aceros revenidos a 550°C son los menos resistentes a la corrosión por E – 100 a diferencia de los revenidos a 148°C los cuales muestran ser los más resistentes.


11
abstract
Relationships between microstructure-heat treatment and corrosion resistance to E-100 biofuels were established for stainless steel AISI 420F. AISI 420F stainless steel samples were characterized by optical emission spectroscopy (OES) in order to determine their chemical composition. Then, solution heat
treatment at 996 C followed by quenching either in air and oil and temper at 148 C or 550 C were done according to ASM F899 and SAE AMS H-6875-A standards. Heat treatment condition was verified measuring sample hardness and by x-ray diffraction. Immersion corrosion resistance to E-100 biofuels was performed according SAE J2334 to the various heat treatment conditions. Corrosion test was evaluated for 12 weeks ac-cording ASTM D610 using electron and light microscopy. Results show that the chemi-cal composition of the samples is within limits for AISI 420F, raw material hardness was 89 HRB and a microstructure that exhibits a ferritic phase. Hardness after heat treatment changes to 43 to 53 HRC. Lower hardness values were for samples tempered at 550 C. Microstructure also changed to a martensitic phase.
Steels tempered at 550 C were the less resistant to corrosion resistance in E-100 biofuel. Steels tempered at 148 C exhibited the best corrosion resistance during this research work.

12
Estudio del efecto del tratamiento térmico de aceros AISI 420 F en las propiedades de resistencia a la corrosión en biocombustibles E100
Palabras claveBiocombustible, AISI 420F, tratamiento térmico.
Usuarios potencialesIndustria automotriz, industria de tratamientos térmicos, industria acerera.
ReconocimientosSe agradece la colaboración y dedicación de la Ing. Tzasná Marmolejo en el desa-
rrollo del presente proyecto.

Estudio del efecto del tratamiento térmico de aceros AISI 420 F en las propiedades de resistencia a la corrosión en biocombustibles E100
13
i. introducción
El acero inoxidable AISI 420F es una modificación del acero AISI 420, perte-nece a los aceros martensíticos de la serie AISI 400. Sus propiedades mecá-nicas y su resistencia a la corrosión en compuestos tales como la gasolina y el alcohol lo vuelve un candidato para ser utilizado en flechas, obturadores
y otros componentes de válvulas y bombas que emplean los nuevos combustibles de-rivados del etanol. El AISI 420F contiene un mínimo de 0.15% de azufre (S), mientras que el acero 420 no debe contener más de 0.03%. El alto contenido de azufre ayuda a mejorar la maquinabilidad pero puede causar un deterioro en ciertas propiedades (ejemplo: propiedades magnéticas).
Actualmente existen diversos estándares internacionales para la realización de los tratamientos térmicos del acero inoxidable AISI 420F a nivel industrial, además de numerosas publicaciones de los cambios microestructurales de estos aceros con respecto a tratamientos térmicos, pero existen muy pocas investigaciones que repor-tan sus resistencia a la corrosión en biocombustibles. Entender la relación microes-tructura - tratamiento térmico – resistencia a la corrosión (biocombustibles) es de gran importancia para el diseño de piezas automotrices con este tipo de acero y es el principal objetivo de este trabajo.


15
ii. plantEamiEnto
Los aceros martensíticos de la serie AISI 400 resisten a ciertos ambientes co-rrosivos (atmósfera, agua corriente, ácidos leves, etc.) y tienen una aceptable ductilidad (ASM - International, 1993).
El acero AISI 420 F forman parte de la serie 400, presentan contenidos mínimos de Carbono (C) de 0.15% y usualmente es producido con especificaciones de carbono de 0.3-0.4%. Aunque no desarrollan durezas tan grandes como los aceros del tipo 440 estos pueden ser templados sin una pérdida significativa de la resistencia a la corrosión. De aquí una combinación de dureza y adecuada ductilidad son mante-nidas. La principal diferencia entre estos aceros (420 y 420F) radica en el contenido de Azufre (S). Los aceros 420 F contienen mínimo 0.15 % de azufre, mientras que los aceros 420 no deben de contener más de 0.03%. El alto contenido de azufre ayuda a mejorar la maquinabilidad y ductilidad, pero puede causar un detrimento en ciertas propiedades (ejemplo: propiedades magnéticas).
Estos aceros se usan generalmente tratados térmicamente (templados y reveni-dos). De acuerdo al estándar SAE AMS-H 6875 A 2006, el revenido involucra el reco-cido a temperaturas de 950 a 1010oC seguido por un enfriado “Quenching” en aire o aceite. El revenido se realiza entre 148oC y 600oC pero a temperaturas mayores a los 400oC se puede tener problemas de sensitización (precipitación de los carburos en los límites de grano) y pérdida de resistencia a la corrosión (Gympel & Arlt, 1990).
Un importante proceso que ocurre durante el revenido es el endurecimiento secun-dario debido a la precipitación de carburos. Estudios en aceros de la serie AISI 400, han demostraron que hay perdida de resistencia a la corrosión cuando hay grandes precipitados de Carburos de Cromo (Pickering, 1976).
El uso de biocombustibles es un hecho en la actualidad y su uso implica contacto directo con materiales metálicos para componentes de automóviles, almacenamiento y sistemas de transporte. Generalmente el etanol es el biocombustible más corrosivo y la gasolina uno de los menos corrosivos, sin embargo faltan estudios para muchos materiales y esto hace difícil la selección de materiales y el diseño de componentes (Landon, Calinguri, & Duletsky, 1983). Aunque numerosos artículos han publicado los cambios microestructurales y de propiedades mecánicas de estos aceros con res-
16
Estudio del efecto del tratamiento térmico de aceros AISI 420 F en las propiedades de resistencia a la corrosión en biocombustibles E100
pecto a los tratamientos térmicos. La información de resistencia a la corrosión a bio-combustibles es casi nula.
Como se mencionó anteriormente los aceros AISI 420 y 420 F son ampliamente utilizados por sus propiedades mecánicas y de resistencia a la corrosión. Tienen am-plias aplicaciones en componentes automotrices tales como componentes magnéticos de válvulas para biocombustibles. Pero actualmente no hay reportes suficientes para aplicar y optimizar estos aceros. La generación de estos reportes es el objetivo primor-dial de esta investigación.

Estudio del efecto del tratamiento térmico de aceros AISI 420 F en las propiedades de resistencia a la corrosión en biocombustibles E100
17
iii. marco tEórico
La principal característica de los aceros inoxidables es que se encuentran “protegidos” de las situaciones externas corrosivas que puedan afectar sus propiedades. Tienen una gran resistencia mecánica, de al menos dos veces la del acero al carbono, son resistentes a temperaturas elevadas y a tempera-
turas criogénicas. Son fáciles de transformar en gran variedad de productos y tienen apariencia estética, que puede variar sometiendo al acero a tratamientos superficia-les para obtener acabado de espejo, satinado, coloreado, texturizado, etc. (Universidad Tecnológica de Pereira, 2006).
En la superficie del acero inoxidable, expuesta a un ambiente oxidante, crece una capa de óxido crómico. Esta capa convierte a la aleación de activa a pasiva. Se trata de una capa adherente, impermeable, transparente y auto regenerable. Es decir, la capa deja pasar la luz, pero no agentes corrosivos (agua, oxigeno, etc.) y si por causas mecáni-cas llega a romperse se regenera automáticamente. (Molera, 1990). El siguiente diagra-ma presenta la clasificación de los aceros inoxidables y sus principales aplicaciones:
Figura 1. Clasificación de Aceros Inoxidables. Los más utilizados son los Martensíticos y los Austeníticos (Molera, 1990).
Aceros inoxidables
FerríticosAplicaciones
Corrosión atmosférica.
Elevadas temperaturas.
Componentesestructurales.
CuchillosHerramientas
Resistenciaquímica
Reactores.Tuberias
Componentesestructurales sometidos a los golpes
Resistencia mecánica.
Resistencia a la corrosión
bajo tensiones
Martensiticos Austénicos PH Dúplex
18
Estudio del efecto del tratamiento térmico de aceros AISI 420 F en las propiedades de resistencia a la corrosión en biocombustibles E100
iii. marco tEórico
3.1 Tipos de aceros inoxidables
3.1.1 Aceros Martensíticos
El acero que se estudia en este proyecto corresponde al grupo de los aceros inoxi-dables martensíticos, por lo cual la descripción de estos es la que se incluye en esta sección.
Los aceros martensíticos son esencialmente aceros al cromo (11 a 18%) solo que con-tienen pequeñas cantidades de otros elementos de aleación, como a veces níquel, pero en este caso en una cantidad nunca superior al 2.5%. la adición de níquel no influye apreciablemente en las propiedades corrosivas de la aleación. Los contenidos de carbo-no pueden variar entre un mínimo de 0.8% hasta un máximo aproximado de 1.20 %.
Estas aleaciones responden a tratamientos térmicos de manera semejante a la ma-yoría de los aceros. En estado recocido estos aceros presentan la fase ferrítica (ASM - International, 1993). Por un tratamiento térmico conveniente adquieren una amplia gama de propiedades mecánicas, debido a la formación de martensita y a la posibili-dad de revenirla. Estando a temperaturas elevadas presentan microestructura aus-tenítica, que se transforma en martensita al enfriarse rápidamente. Son magnéticos resistentes a la corrosión en medios moderadamente agresivos y por tratamiento tér-mico pueden alcanzar resistencia a la tracción del orden de los 1,400 MPa.
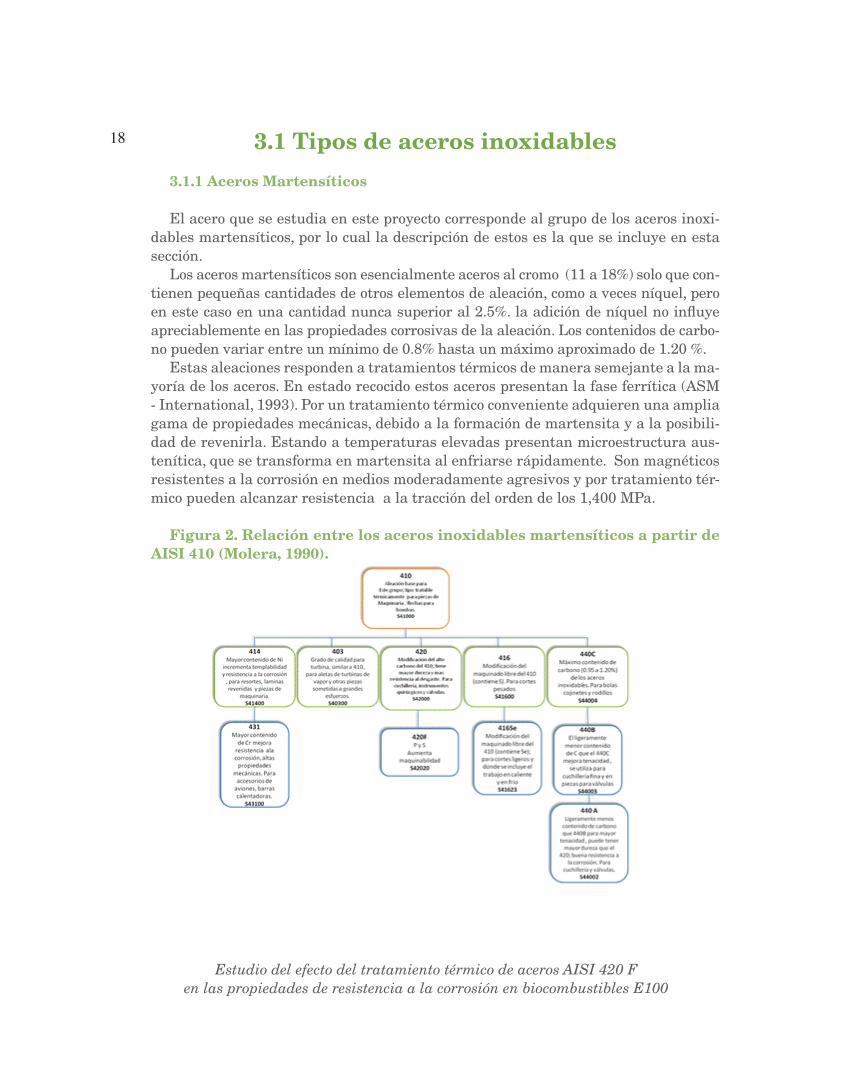
Figura 2. Relación entre los aceros inoxidables martensíticos a partir de AISI 410 (Molera, 1990).
Estudio del efecto del tratamiento térmico de aceros AISI 420 F en las propiedades de resistencia a la corrosión en biocombustibles E100
19
iii. marco tEórico
Los aceros del tipo AISI 420 (contenidos medios de carbono), tienen la posibilidad de alcanzar, tras un tratamiento térmico adecuado, valores de dureza bastante eleva-dos, junto con buenas características de tenacidad. Algunos ejemplos de uso son hojas de corte, instrumentos quirúrgicos, ejes de bombas y válvulas y, en general, aquellas aplicaciones que prevén condiciones muy severas.
Los aceros AISI 416, 418Se y 420 F contienen cantidades oportunas de azufre y selenio, que adaptan estos materiales particularmente al trabajo con máquinas-herramientas automáticas. Estos tipos, sustancialmente modificaciones de los tipos AISI 410 y 420, pero de fácil mecanización, son por el contrario, menos idóneos para trabajos por deformación plástica en caliente y frío. Son adecuados para fabricación de tornillos, tuercas, pequeñas piezas metálicas torneadas y fresadas, ejes de forma compleja, etc. Para los que no prevén grandes operaciones de recalado en caliente o en frío (Molera, 1990).
3.1.2 Propiedades y tratamientos térmicos del acero 420 y 420F
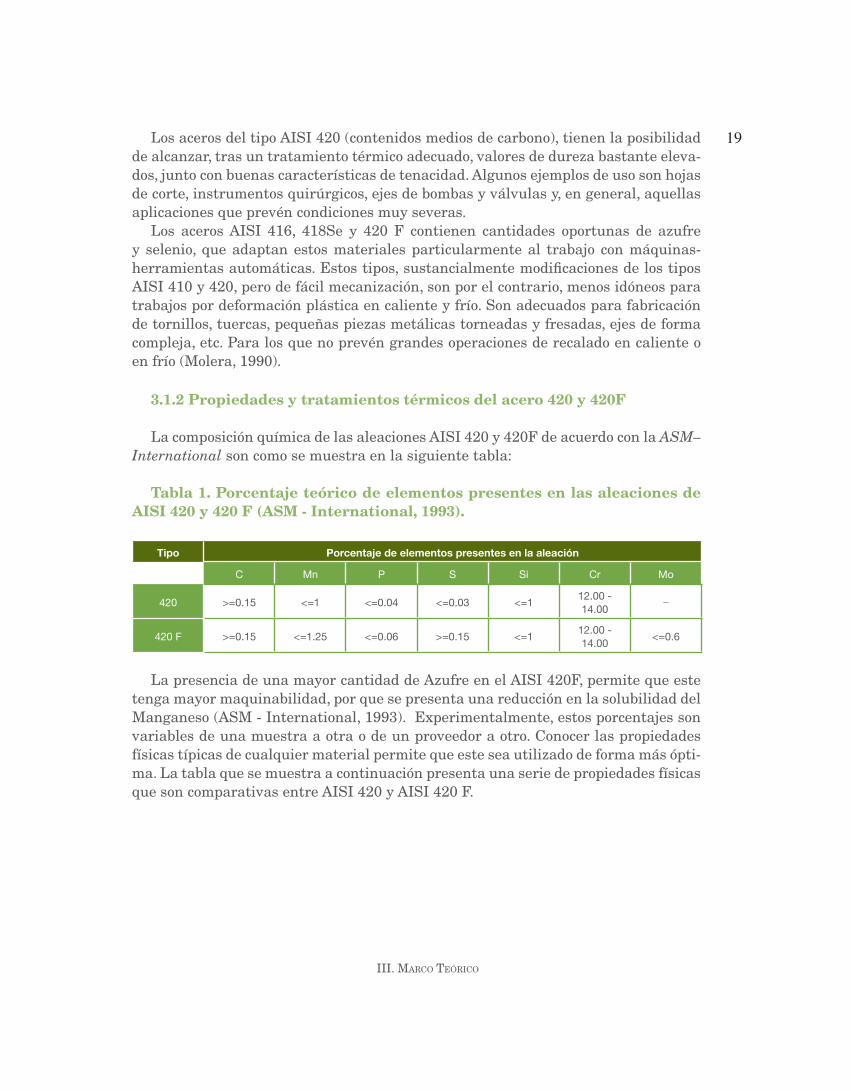
La composición química de las aleaciones AISI 420 y 420F de acuerdo con la ASM– International son como se muestra en la siguiente tabla:
Tabla 1. Porcentaje teórico de elementos presentes en las aleaciones de AISI 420 y 420 F (ASM - International, 1993).
Tipo Porcentaje de elementos presentes en la aleación
C Mn P S Si Cr Mo
420 >=0.15 <=1 <=0.04 <=0.03 <=112.00 - 14.00
∼
420 F >=0.15 <=1.25 <=0.06 >=0.15 <=112.00 - 14.00
<=0.6
La presencia de una mayor cantidad de Azufre en el AISI 420F, permite que este tenga mayor maquinabilidad, por que se presenta una reducción en la solubilidad del Manganeso (ASM - International, 1993). Experimentalmente, estos porcentajes son variables de una muestra a otra o de un proveedor a otro. Conocer las propiedades físicas típicas de cualquier material permite que este sea utilizado de forma más ópti-ma. La tabla que se muestra a continuación presenta una serie de propiedades físicas que son comparativas entre AISI 420 y AISI 420 F.

20
Estudio del efecto del tratamiento térmico de aceros AISI 420 F en las propiedades de resistencia a la corrosión en biocombustibles E100
iii. marco tEórico
Tabla 3. Propiedades Físicas de AISI 420 y 420F (ASM-International, 1993).
Propiedades Físicas
420 420F
Densidad (Lb/Cu. In.) 0.28 0.28
Módulo de Elasticidad (psl x 108) 29 29
Resistencia Eléctrica Específica a 68°F Microhm-Cm
55 55
Calor Específico Btu/Lb/F(32-212F)
0.11 0.11
Conductividad TérmicaBTU/ft/hr/F (68-212F)
14.4 14.5
Promedio del coeficiente
de Expansión Térmica
32-212°F 5.7 5.7
32-600°F 6 ¨
32-1000°F 6.5 ¨
in/in/Fx10-6 32-1200°F ¨ ¨
Temperatura de Recocido1550-1650° 1550-1650°
1350-1450° 1350-1450°
3.2 Corrosión del Acero Inoxidable
La corrosión se define brevemente como el ataque destructivo e involuntario de un metal. Este ataque es de tipo electroquímico, es decir se trata de una reacción quími-ca en la cual hay una transferencia de electrones de una especie química a otra, y ge-neralmente empieza en la superficie. El problema de la corrosión metálica, en térmi-nos económicos, es de grandes proporciones, se estima que un 5% aproximadamente del producto interno bruto de un país industrializado se gasta en la prevención de la corrosión y en el mantenimiento o remplazo de los productos perdidos o contamina-dos como resultado de las reacciones de la corrosión. Característicamente los átomos metálicos ganan o pierden electrones en una reacción denominada oxidación la zona donde tiene lugar la oxidación se denomina ánodo. Los electrones generados por cada átomo metálico que se oxida son transferidos a otra especie química y pasan a formar parte de ella en lo que se denomina una reacción de reducción (Callister, 2009).
Estudio del efecto del tratamiento térmico de aceros AISI 420 F en las propiedades de resistencia a la corrosión en biocombustibles E100
21
iii. marco tEórico
3.2.1 Formas de corrosión
Las formas en las que ocurre la corrosión pueden clasificarse de acuerdo con el modo en el que se manifiestan, la manera más aceptada para clasificar la corrosión metálica son las ocho formas presentadas por Fontana y Greene (M.G. Fontana and N.D. Greene, Corrosion Engineering, McGraw-Hill): ataque uniforme, corrosión por grieta, picadura, corrosión intergranular, corrosión selectiva, corrosión por erosión, corrosión por estrés y daños por hidrógeno. Esta clasificación de la corrosión se basa en las características visuales de la morfología de ataque. Es importante saber que muchas de estas formas están relacionadas entre sí, por lo que hacer una distinción exacta es imposible. El AISI 420F al igual que el resto de los aceros inoxidables puede experimentar corrosión uniforme y corrosión localizada. A continuación se describen estos tipos de corrosión de manera más extensa.
3.2.1.1Corrosión Uniforme
Este tipo de corrosión se refiere a un ataque dominado por uniformes adelgazamien-tos, en el cual no se aprecia ataque localizado. Los aceros inoxidables están sujetos principalmente a ataques localizados, sin embargo, bajo condiciones específicas cada material puede variar su modo normal de corrosión (ASM - International , 1992). Con frecuencia la corrosión uniforme deja una escama o deposito residual. A nivel micros-cópico, las reacciones de oxidación y reducción tienen lugar de manera aleatoria sobre la superficie. Algunos ejemplos comunes son la herrumbre del acero y el deslustrado de la cuchillería de plata. Probablemente esta sea la forma más común de corrosión y también la menos molesta porque se puede predecir con relativa facilidad.
3.2.1.2 Corrosión Localizada
Dentro de la corrosión localizada se encuentran las grietas y las. La característica común de estos tipos de corrosiones es que se localiza en un sitio específico en lugar de extenderse de manera uniforme sobre la superficie del metal expuesto. Esto hace que estas formas de ataque sean más difíciles de tratar que un ataque generalizado, debido a que en lugar de enfrentarnos a una perdida lenta y relativamente uniforme de espesor del metal (ASM - International , 1992), se encuentran altas tasas de pene-tración del metal en sitios específicos en dirección casi vertical, es extremadamente insidiosa y con muy poca perdida del material que muchas veces no se detecta hasta que ocurre una falla. Los aceros inoxidables son susceptibles a la corrosión por pica-dura, por eso es importante prestar especial atención en este tipo de corrosión.
La corrosión por picadura se define como un ataque corrosivo muy localizado, en po-cas palabras produce hoyos, los sitios de ataque corrosivo son relativamente pequeños en comparación con el total de la superficie expuesta. Una picadura puede iniciarse con el rompimiento de la película pasiva a favor de los núcleos de la superficie metálica.

22
Estudio del efecto del tratamiento térmico de aceros AISI 420 F en las propiedades de resistencia a la corrosión en biocombustibles E100
iii. marco tEórico
Esto puede darse por un defecto superficial muy localizado, como una pequeña grieta o una ligera variación de la composición Este rompimiento es seguido por la formación de una celda. El ánodo de esta celda es un área mínima de metal activo, y el cátodo es un área considerable de metal pasivo. La gran diferencia de potencial entre estas dos áreas, representa un flujo considerable de corriente con corrosión rápida en un ánodo pequeño. La resistencia a la corrosión del metal pasivo presente alrededor del ánodo y la propiedad de activación de la corrosión con tendencia a la penetración, ocasiona que esta no se extienda sobre la superficie. Una vez iniciada una picadura esta puede seguir creciendo con un crecimiento sostenido o mediante un proceso auto catalítico, es decir dentro de la picadura se pueden producir condiciones estimulantes para la activación continua de una picadura más profunda. Se ha observado que muestras con superficies pulidas ofrecen mayor resistencia a la corrosión por picadura.
3.2.2 Influencia metalúrgica en la corrosión
Los factores metalúrgicos que pueden afectar la corrosión incluyen las aleaciones químicas y los tratamientos térmicos. Las influencias metalúrgicas consideradas son la relativa estabilidad de los componentes de una aleación las fases metálicas, la fase metaloide de los carburos y las variaciones locales en la composición de una sola fase. Un ejemplo es la forma en que las inclusiones no metálicas, tales como óxidos y sul-furos pueden influir en la corrosión. La forma más común de corrosión influenciada por condiciones metalúrgicas es la corrosión intergranular, producida cuando la co-rrosión ocurre en los límites de grano. A menudo esta condición localizada conduce al desprendimiento de granos individuales y a una rugosidad de la superficie afectada. Se caracteriza por un aumento aparente de la velocidad de corrosión.
En los aceros inoxidables la distribución del carbono es probablemente la varia-ble más importante que influya en la susceptibilidad de este tipo de aleaciones en la corrosión intergranular, aunque el nitrógeno y las fases metálicas son también importantes. En los aceros martensíticos dado el carácter estabilizador de la ferrita de cromo, el contenido de cromo total, y por tanto la resistencia a la corrosión, de los grados de martensita son algo limitados. La adición de nitrógeno, níquel, molibdeno, y niveles de carbono algo menores, han producido aceros inoxidables martensíticos con mayor resistencia a la corrosión.
3.3 Biocombustibles
Mundialmente la energía generada por combustible, depende en un 80% del pe-tróleo, el carbón y el gas natural. Debido a su elevado costo, a los altos índices de contaminación que generan, a la falta de seguridad energética y al calentamiento global, los seres humanos tenemos la necesidad de diversificar las fuentes de energía primaria. Entre las nuevas alternativas de energía que se explotan hoy en día se en-cuentran los biocombustibles. (Montamat, 2007).

Estudio del efecto del tratamiento térmico de aceros AISI 420 F en las propiedades de resistencia a la corrosión en biocombustibles E100
23
iii. marco tEórico
En contraste con los combustibles fósiles que se originan a partir de materia orgá-nica acumulada durante enormes periodos de tiempo, los biocombustibles provienen de una fuente renovable, la biomasa. La biomasa abarca toda la heterogeneidad de la materia orgánica que constituye todos los seres vivos, sus productos y desechos. Se denomina como una fuente de energía renovable por que su formación no tarda miles de años, y por lo tanto la tasa de utilización no es mucho mayor a la de su formación. (Fernández, 2008).El proyecto que se presenta en este documento utiliza como com-bustible E -100, el cual tiene la particularidad de no presentar una mezcla con otro biocombustible o combustible fósil, es etanol al 100%, por lo que a continuación des-cribiremos más a detalle el etanol.
3.3.1 Etanol
El alcohol etílico o etanol es un producto químico que se obtiene a partir de la fer-mentación de los azucares que se encuentran en los productos vegetales, tales como cereal, remolacha, caña de azúcar y sorgo. Se presenta como un líquido incoloro, tiene un punto de fusión de -117°C, una temperatura de inflamación de 13°C y un punto de ebullición de 79°C.Es el biocombustible con mayor producción mundial. Los dos mayores productores son Brasil y Estados Unidos (Fernández, 2008).
3.3.2 Etanol como combustible
El etanol ofrece diversas posibilidades de mezclas para la obtención de biocombus-tibles, en la siguiente tabla se presentan los diferentes biocombustibles que pueden obtenerse a partir del etanol y algunas de sus características.
Tabla 4. Biocombustibles a partir de etanol (Fernández, 2008).
Nombre Características
ES 5% de etanol, 55% de gasolina, esta mezcla se puede utilizar en los vehículos acutales sin problemas, dando cambios positivos al medio ambiente.
E10 10% de etanol, 90% de gasolina normal, hasta esta mezcla los vehículos actuales no requieren ninguna modificación, produce una elevación de un octano en la gasolina mejorando su resultado y obteniendo una reducción en la emisión de gases contaminantes.
E85 85% etanol, 15% gasolina, mezcla utilizada en vehículos con motores especiales, (FFV)
E95 y E100 De 95 a 100% de etanol. Este tipo de biocombustible se utiliza en vehículos con motores especiales, se comercializa en Brazil y Argentina.
E-Diesel Tiene buenas características de combustión y reducción de contaminantes. Se comercializa en Estados Unidos y Brasil.
Como se muestra en la tabla, el etanol como combustible único, es utilizado princi-palmente en Brasil y Argentina. Su uso con temperaturas inferiores a 15°C puede dar

24
Estudio del efecto del tratamiento térmico de aceros AISI 420 F en las propiedades de resistencia a la corrosión en biocombustibles E100
lugar a problemas de encendido, para que esto no suceda el método más común para solucionarlo es agregarle una pequeña parte de gasolina. El etanol tiene un octanaje mucho mayor que la gasolina, lo que hace que no se queme de forma tan eficiente en los motores convencionales. Su uso produce una corrosión más elevada en piezas metálicas y de goma (García & García, 2006), de aquí la importancia de nuestro estudio.
3.3.2.1 Etanol Agresivo
La norma SAE J1681 es un documento en el que se describen diferentes tipos de combustibles de forma estandarizada, los cuales están establecidos para ser utili-zados dentro de pruebas de laboratorio. Tiene por objetivo obtener resultados más uniformes en los experimentos realizados con ellos, que en los realizados con combus-tibles no estandarizados. Además tiene la intención de exagerar los efectos que los combustibles pudieran tener en algún material de prueba con la finalidad de realizar los experimentos en un periodo de tiempo razonable. De acuerdo con la norma, una opción para reproducir el combustible E-100 dentro del laboratorio es elaborar un combustible conocido como etanol agresivo, el cual simula condiciones severas del etanol y cuenta con la siguiente composición:
Tabla 5. Composición del Etanol Agresivo según la norma SAE J8116 (SAE Internacional, 2011)
Reactivo Unidades 1 litro 1 galón
Etanol Sintético gramos 816.00 3084.5
Agua desionizada gramos 8.103 30.631
Cloruro de Sodio gramos 0.004 0.014
Ácido Sulfúrico gramos 0.021 0.08
Ácido acético glacial gramos 0.061 0.23
Estudio del efecto del tratamiento térmico de aceros AISI 420 F en las propiedades de resistencia a la corrosión en biocombustibles E100
25
iV. mEtodología
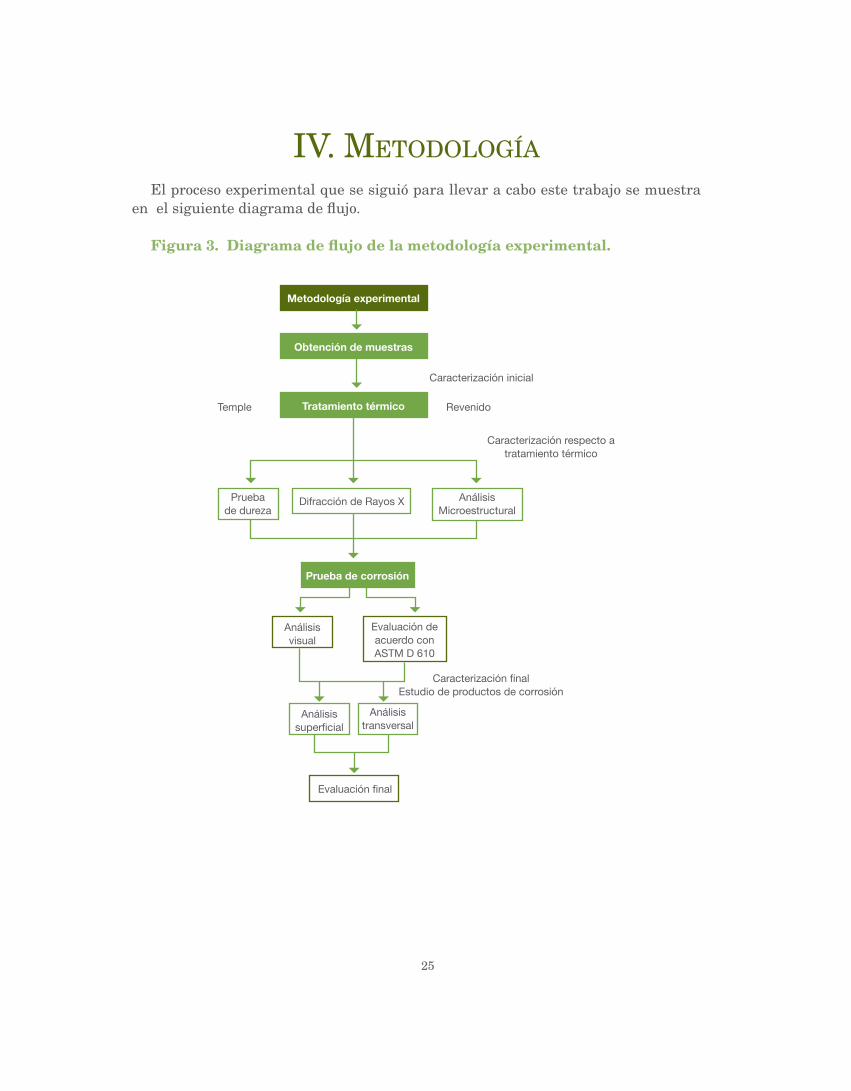
El proceso experimental que se siguió para llevar a cabo este trabajo se muestra en el siguiente diagrama de flujo.
Figura 3. Diagrama de flujo de la metodología experimental.
Metodología experimental
Obtención de muestras
Caracterización inicial
Caracterización respecto a tratamiento térmico
RevenidoTemple Tratamiento térmico
Prueba de corrosión
Difracción de Rayos X Análisis Microestructural
Prueba de dureza
Análisis visual
Análisissuperficial
Análisistransversal
Evaluación de acuerdo con ASTM D 610
Caracterización finalEstudio de productos de corrosión
Evaluación final

26
Estudio del efecto del tratamiento térmico de aceros AISI 420 F en las propiedades de resistencia a la corrosión en biocombustibles E100
iV. mEtodología
Para llevar a cabo este proyecto, se obtuvieron 28 muestras de ½” de longitud de una varilla circular con un diámetro de ¼” de acero comercial recocido AISI 420F. La composición del acero se corroboró utilizando espectroscopiaóptica de emisión por chis-pa (OES, por sus siglas en inglés) con un equipo marca Vericheck TMP. Las muestras fueron cortadas de la varilla utilizando una cortadora de disco de carburo de silicio.
4.1 Tratamientos térmicos
Cuatro de las muestras que se obtuvieron se conservaron tal como fueron cortadas, es decir, no se les sometió a ningún tratamiento térmico. Las 24 restantes se dividie-ron en grupos de 4 piezas cada uno para realizarles 6 tratamientos térmicos distintos. Con la finalidad de asegurar la posterior reproducción de los tratamientos, estos se realizaron en dos series de experimentos iguales: experimento 1 y experimento 2. Es decir, de cada uno de los grupos de cuatro piezas a dos se les realizó tratamiento tér-mico en experimentos independientes.
Acero inoxidable 420F28 muestras
Tratamientos térmicosSin tratamiento 4 muestras
Experimento 1 Experimento 2
Temple aceite996°C 6 muestras
Temple aceite996°C 6 muestras
Temple aire996°C 6 muestras
Temple aire996°C 6 muestras
Revenido 550°C 2 muestras
Revenido 550°C 2 muestras
Revenido 148°C 2 muestras
Revenido 148°C 2 muestras
Revenido 148°C 2 muestras
Revenido 148°C 2 muestras
Revenido 550°C 2 muestras
Revenido 550°C 2 muestras
Figura 4. Relación de Tratamientos Térmicos.
Los tratamientos térmicos a los que se sometieron las piezas son los siguientes: temple en aire a 996°C, temple en aceite a 996°C, revenido de temple en aire a 148°C y 550°C, revenido de temple en aceite a 148°C y 550°C, De acuerdo con lo establecido en los estándares industriales ASTM F899 (ASTM International, 2009) y SAE AMS-H-6875-A (SAE International, 1998) para el acero inoxidable AISI 420, el rango de temperaturas de austenitizado es de 925 a 1065 °C. A temperaturas que se encuen-tran por debajo de este rango el carbono no alcanza a solubilizarse, y por encima de
Estudio del efecto del tratamiento térmico de aceros AISI 420 F en las propiedades de resistencia a la corrosión en biocombustibles E100
27
iV. mEtodología
él el crecimiento de grano afecta considerablemente las propiedades mecánicas (ASM - International, 1991). La temperatura de austenitización que se seleccionó para este proyecto es 996°C, la cual es el promedio entre este rango de temperaturas.
Dentro de dos sobres metálicos, con 6 piezas cada uno, se colocaron las muestras en el horno, el cual se calentó previamente hasta alcanzar la temperatura de auste-nitización deseada (996°C), las piezas se retiraron una hora después y se realizó el enfriamiento “Quenching”. Las muestras de uno de los sobres se enfriaron en aceite y las otras en aire. Según el diagrama TTT del AISI 420 es posible realizar el Quenching en aire o en aceite, debido a que el área de transformación donde se presentan otras fases diferentes a la fase martensítica se encuentra bastante alejada del tiempo cero de enfriamiento (ASM - International, 1991). Después de completado este tratamiento se tomaron 2 piezas de cada uno de los procesos y el resto se sometió al revenido.
Para el revenido se seleccionaron temperaturas de acuerdo al estándar ASTM F899. La temperatura de 148°C es la temperatura más baja recomendada y ofrece alta resistencia mecánica. La de 550°C está en el rango reportado a evitar pues re-duce la resistencia mecánica y a la corrosión. Estas altas temperaturas de revenido solo se deben utilizar cuando las condiciones de operación requieren baja dureza.Para llevar a cabo este tratamiento, se utilizaron las piezas previamente templadas, cuatro correspondientes al temple en aire y cuatro al temple en aceite. Las temperaturas seleccionadas para realizar al revenido son las que se encuentran en los extremos del rango recomendado. Dos piezas de cada uno de estos grupos se colocaron sobre una charola de lámina para calentamiento y se pusieron dentro del horno (mismo que se utilizó para el temple) previamente calentado a 550°C. Las muestras se dejaron den-tro del horno durante una hora.
4.2 Prueba de dureza
Para realizar esta prueba se utilizó un Durómetro Rockwell, NewAge Industries. El ensayo se hizo de acuerdo con el estándar de ASTM International E 18- 07 (ASTM - In-ternational , 2007) realizando la corrección para superficies cilíndricas. La prueba se repitió tres veces por pieza y se analizaron dos piezas por cada tratamiento térmico.
4.3 Difracción rayos X (DRX)
Para llevar a cabo un análisis de las fases presentes en el de AISI 420F antes y después de realizar los tratamientos térmicos se tomó una muestra de cada uno de los tratamientos, las cuales se examinaron de forma sólida utilizando el Difractómetro de rayos X X’Pert PRO PANalyitical .Los patrones de difracción se obtuvieron para 2θ en el rango de 40° a 105° con un paso de 0.05° y 60 segundos por paso. Utilizando el Software X’Pert HighScore Plus se analizaron los patrones de difracción obtenidos, comparándolos con los patrones de referencia correspondientes a las fases de acero ferrítica, martensítica y austenítica.
28
Estudio del efecto del tratamiento térmico de aceros AISI 420 F en las propiedades de resistencia a la corrosión en biocombustibles E100
4.4 Prueba de corrosión Después de realizarse los tratamientos térmicos y de tener perfectamente identifi-
cadas cada una de las muestras, estas se prepararon para llevar a cabo la prueba de corrosión. Debido a que las muestras se sometieron a altas temperaturas alrededor de ellas se creó una capa de óxido obscuro, la cual debe ser retirada para que no in-terfiera con las observaciones a realizar.
Para poder remover la capa de óxido fue necesario lijar las piezas. Se utilizaron lijas mallado 120 y 240. Para poder obtener un lijado homogéneo de las muestras y debido a su forma circular, utilizamos un taladro en el cual se pusieron a girar las piezas, ya girando, se hizo pasar la lija alrededor de ellas. Este proceso se realizó con las 28 muestras.
El biocombustible a utilizar etanol agresivo 100% (E-100) se preparó con base en la norma SAE J1681 (SAE International, 2001). La preparación del combustible se llevó a cabo en base a la siguiente relación de reactivos presentada en la tabla 5. Este biocombustible se preparó cada semana, debido a que este era el periodo en el que se renovaba la mezcla en los contenedores.
El modo de preparación consistió en pesar por separado cada uno de los reactivos y después mezclar. Durante la prueba que tuvo un periodo de duración de doce semanas (2000 hrs aprox.) se realizaron observaciones de acuerdo con la norma ASTM D-610. Se tomaron fotografías y notas en las que se revelaron los cambios más significativos en las piezas tomando como referencia la cara plana y la cara circular. Para evitar asentamientos del combustible los frascos se agitaron una vez al día. Para obtener una relación de las variaciones en el peso de las muestras este fue tomado de cada una de las piezas cada 15 días. Al final del periodo establecido para la prueba, las muestras se sacaron del biocombustible, fueron secadas y almacenadas de manera individual para posteriormente realizarles diferentes análisis de caracterización que nos permitieron conocer el estado en el que se encuentran al final de la prueba de corrosión.
4.5 Caracterización posterior a la prueba de corrosión
Pasadas las doce semanas programadas para la prueba de corrosión y realizadas las observaciones de acuerdo con la norma SAE J1681 se llevó a cabo la caracteriza-ción posterior a la prueba de corrosión, utilizando Microscopía Electrónica de Barrido (SEM, por sus siglas en inglés) y Microscopía Óptica.

Estudio del efecto del tratamiento térmico de aceros AISI 420 F en las propiedades de resistencia a la corrosión en biocombustibles E100
29
V. rEsultados
5.1 Caracterización Inicial
La composición química de la materia prima, es decir del AISI 420F se corroboró utilizando espectroscopia óptica de emisión por chispa (OES). La tabla 6 muestra los resultados obtenidos. Como se puede observar estos porcentajes de elementos cum-plen con las especificaciones de la tabla 1 reportados para los aceros AISI 420 F.
Tabla 6. Porcentaje experimental de elementos en AISI 420FPorcentaje experimental de elementos presentes en AISI 420F
C Mn P S Si Cr Mo
experimental 0.30-0.31 0.95-0.97 <=0.04 0.28-0.38 0.50-0.60 13 <=0.60
La dureza promedio obtenida para el AISI 420F en estado recocido (sin tratamien-
to térmico) es 89 HRB la cual cumple con lo reportado por la ASM en el manual de Propiedades y Selección de Hierros, Aceros y Aleaciones de Alto Rendimiento (ASM Handbook – Volume 1 Properties and Selection Irons Steel and High Performance Alloys) (ASM - International, 1993).
El análisis microestructural de la materia prima se realizó utilizando microscopía óp-tica y microscopía electrónica de barrido. En las fotografías se puede observar la presen-cia de carburos e inclusiones de sulfuro de manganeso (MnS) en una matriz ferrítica.
Figura 5. Análisis Microestructural de AISI 420F en estado recocido con a) SEM b) Microscopía Óptica.
30
Estudio del efecto del tratamiento térmico de aceros AISI 420 F en las propiedades de resistencia a la corrosión en biocombustibles E100
V. rEsultados
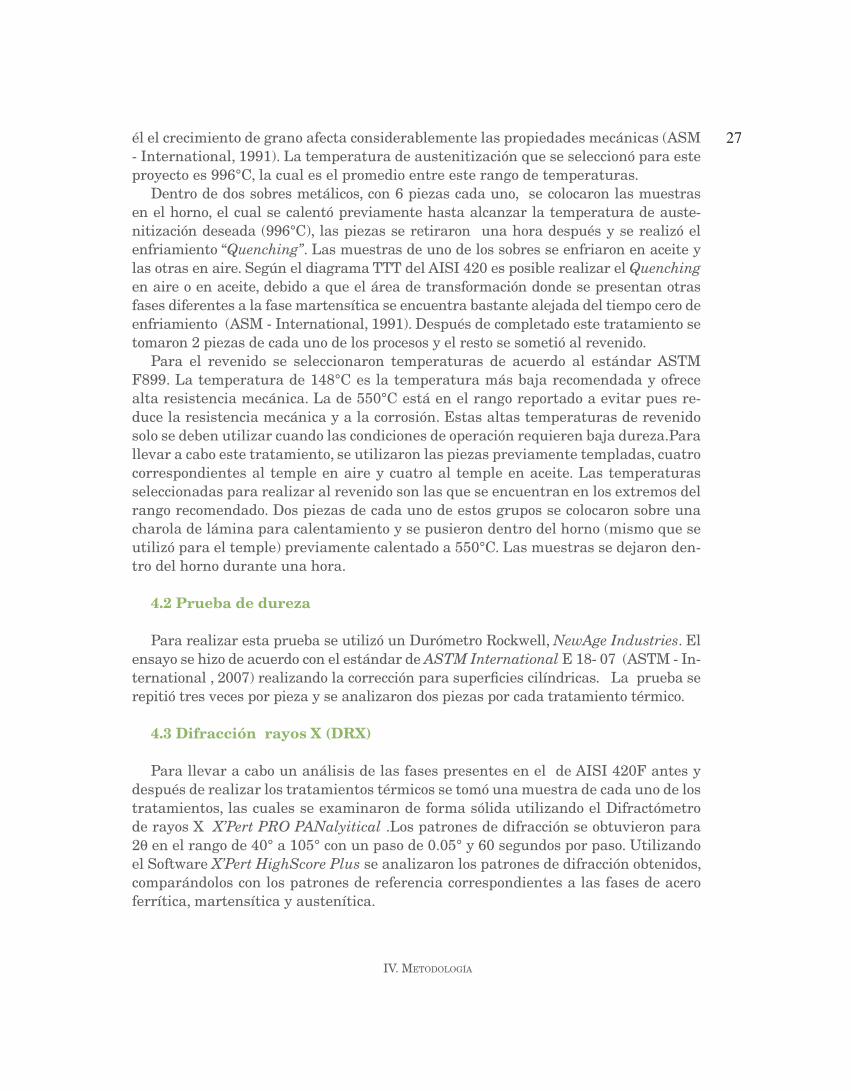
De acuerdo con el difractograma obtenido para las muestras iniciales (sin trata-miento térmico) se observa que la muestra estudiada presenta la fase ferrita mos-trada en el patrón de referencia 66-0696 de la base de datos del programa X´Pert HighScore Plus. Ver figura 6.
Figura 6. La materia prima coincide con la fase ferrítica del acero.
5.2 Tratamientos térmicos
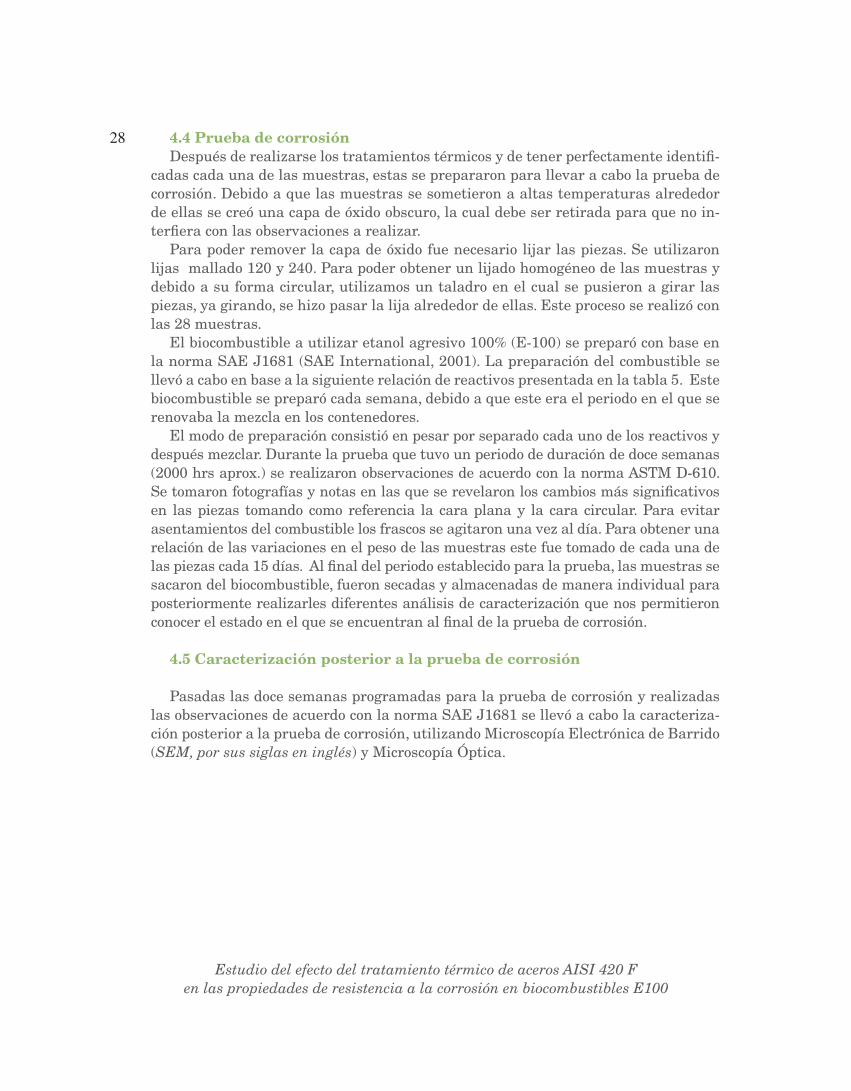
La figura 7 muestra las durezas que se obtuvieron para el AISI 420F revenido a 148°C y 550°C después del temple en aire y en aceite, se observa que la dureza presente en piezas revenidas a 550°C es sustancialmente menor que la dureza obtenida después del temple y del revenido a 148°C. En la figura también se presenta de forma compara-tiva la dureza para el revenido a 148°C presentada por ASTM F899 y SAE AMS-5620G, y como puede observarse, las durezas resultantes están de acuerdo a lo especificado. La dureza para el revenido a 550°C no se encuentra reportada en estas normas.
Figura 7. Dureza (HRc) promedio de AISI 420F de a la temperatura de revenido.
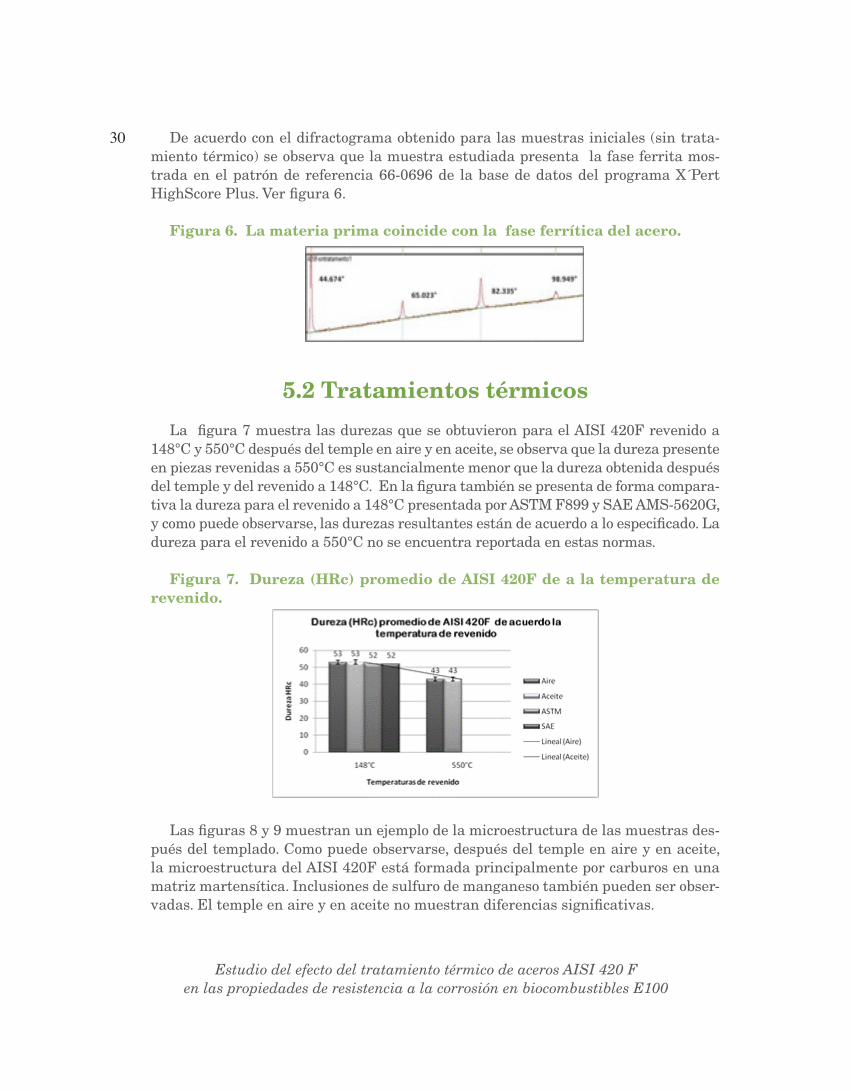
Las figuras 8 y 9 muestran un ejemplo de la microestructura de las muestras des-pués del templado. Como puede observarse, después del temple en aire y en aceite, la microestructura del AISI 420F está formada principalmente por carburos en una matriz martensítica. Inclusiones de sulfuro de manganeso también pueden ser obser-vadas. El temple en aire y en aceite no muestran diferencias significativas.
Estudio del efecto del tratamiento térmico de aceros AISI 420 F en las propiedades de resistencia a la corrosión en biocombustibles E100
31
V. rEsultados
Figura 8. Temple a 996°C en aire a) SEM x3, 000. b) Microscopio óptico x200.
Figura 9. Temple a 996°C en aceite a) SEM x3, 000. b) Microscopio óptico x200.
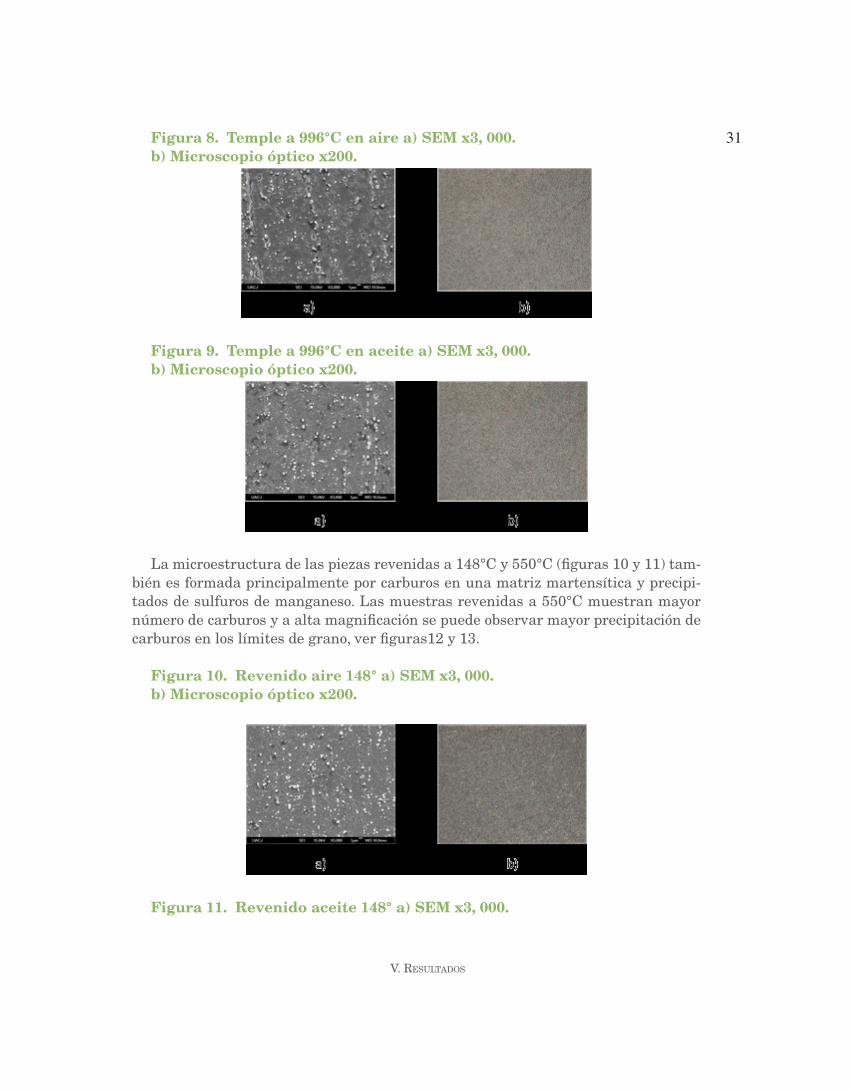
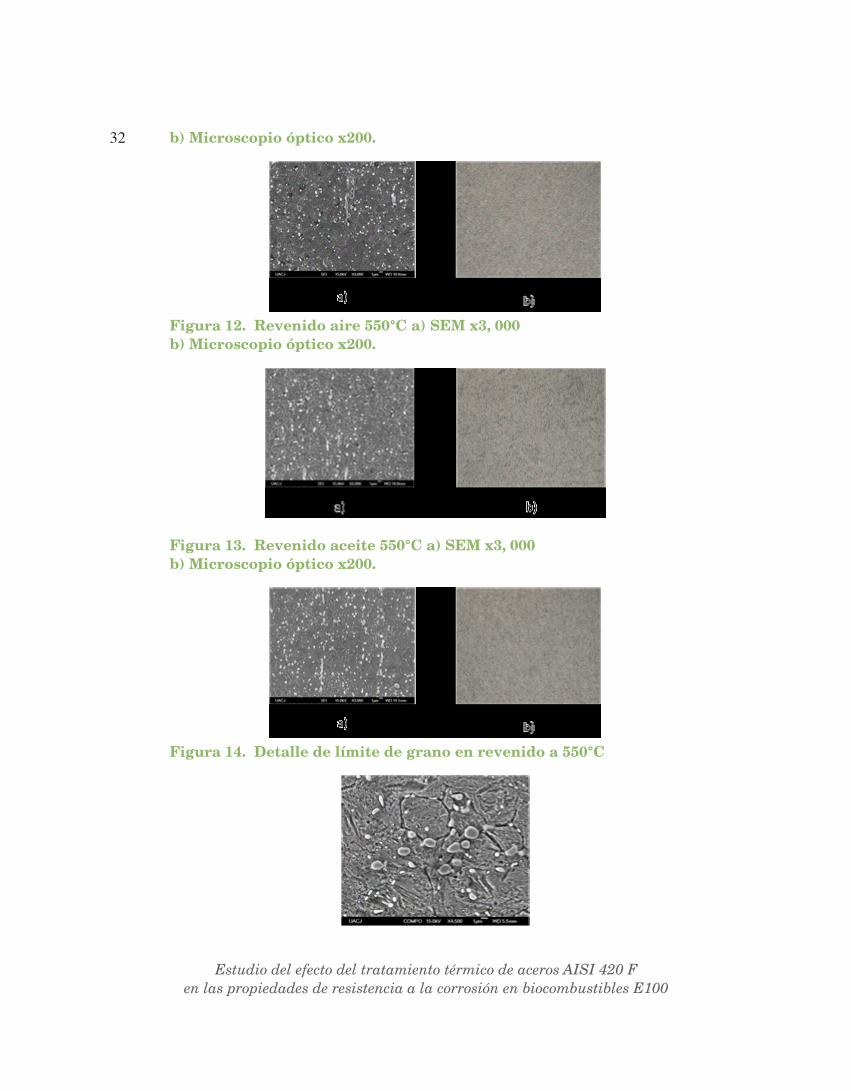
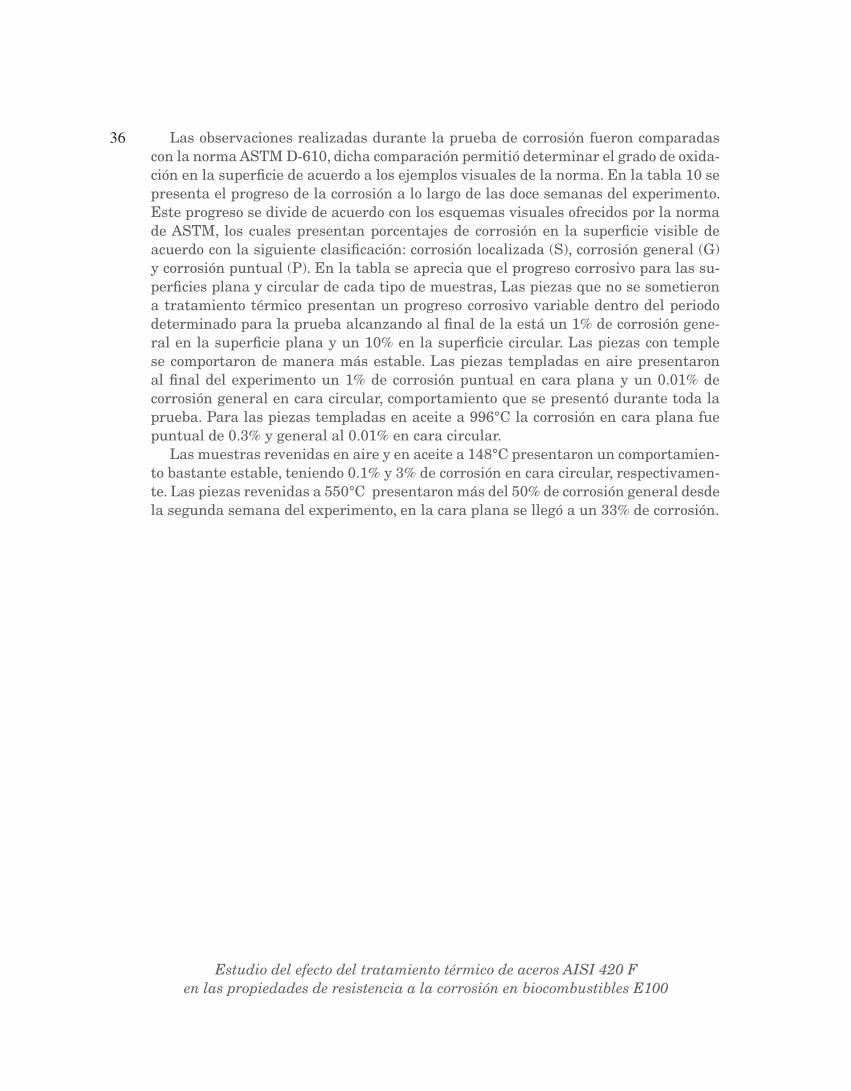
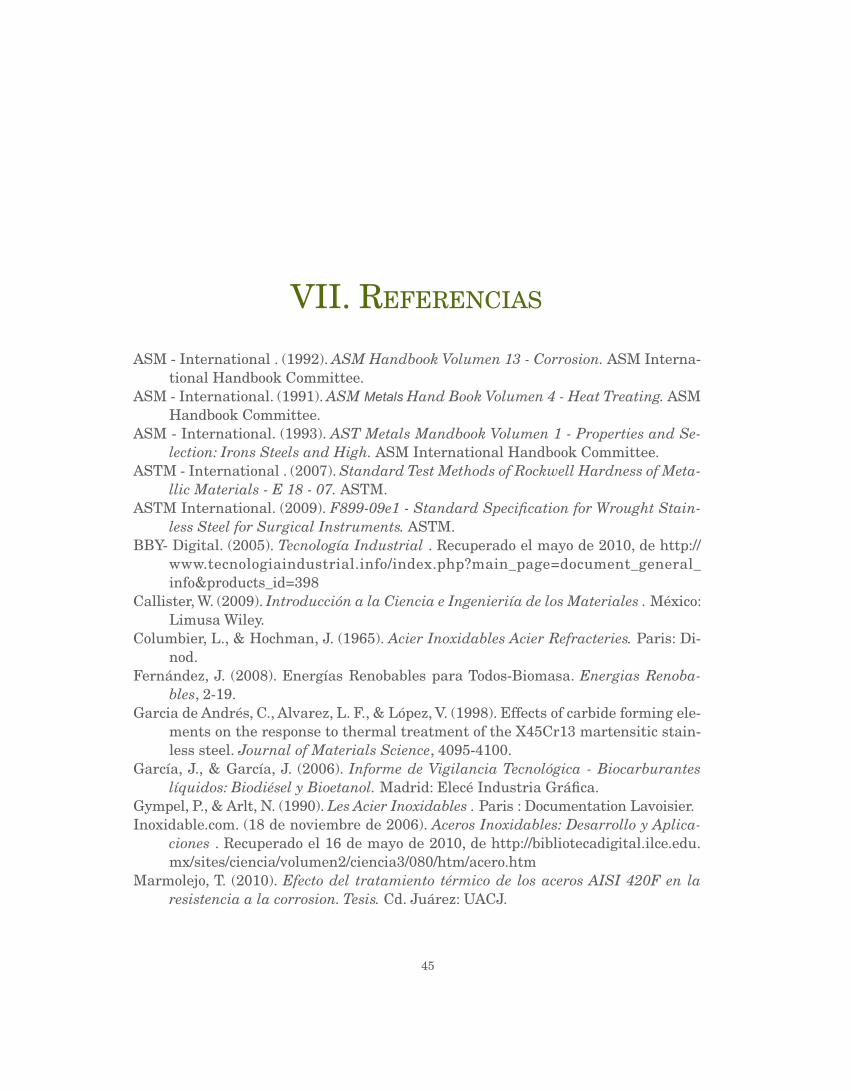
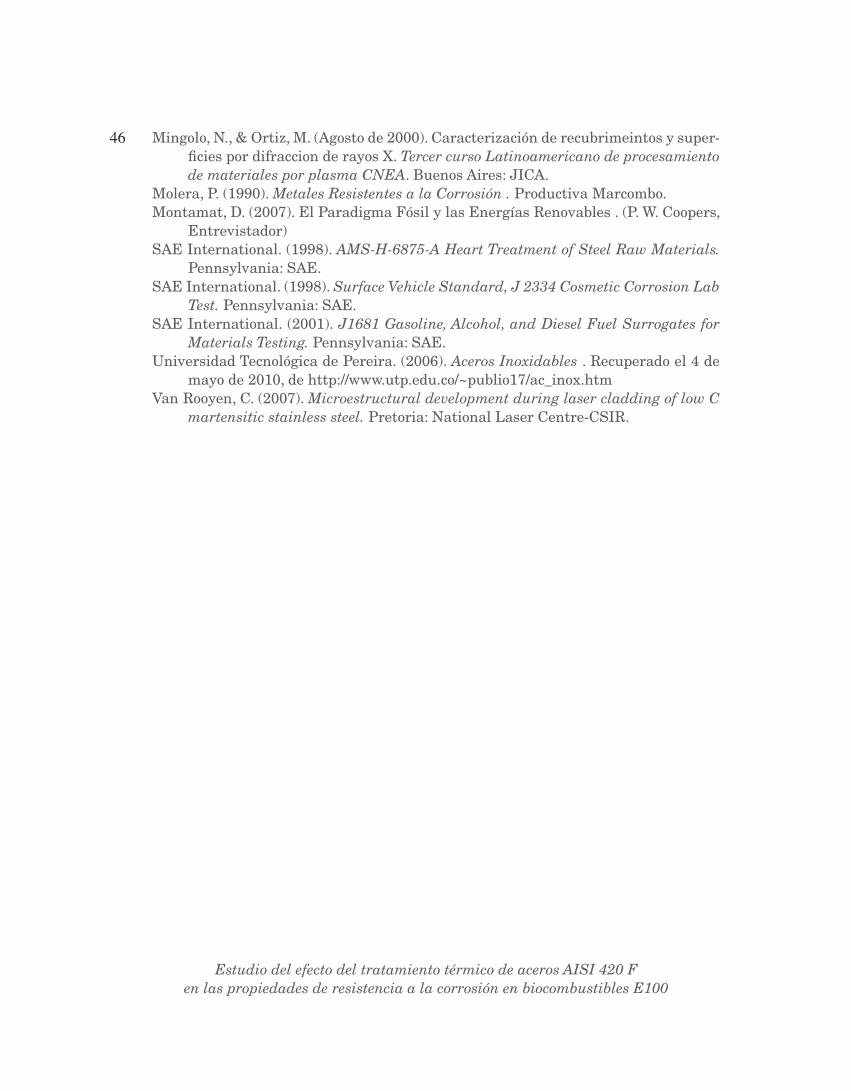
La microestructura de las piezas revenidas a 148°C y 550°C (figuras 10 y 11) tam-bién es formada principalmente por carburos en una matriz martensítica y precipi-tados de sulfuros de manganeso. Las muestras revenidas a 550°C muestran mayor número de carburos y a alta magnificación se puede observar mayor precipitación de carburos en los límites de grano, ver figuras12 y 13.
Figura 10. Revenido aire 148° a) SEM x3, 000.b) Microscopio óptico x200.
Figura 11. Revenido aceite 148° a) SEM x3, 000.
32
Estudio del efecto del tratamiento térmico de aceros AISI 420 F en las propiedades de resistencia a la corrosión en biocombustibles E100
V. rEsultados
b) Microscopio óptico x200.
Figura 12. Revenido aire 550°C a) SEM x3, 000 b) Microscopio óptico x200.
Figura 13. Revenido aceite 550°C a) SEM x3, 000 b) Microscopio óptico x200.
Figura 14. Detalle de límite de grano en revenido a 550°C

Estudio del efecto del tratamiento térmico de aceros AISI 420 F en las propiedades de resistencia a la corrosión en biocombustibles E100
33
V. rEsultados
Las figuras 15 y 16 muestran ejemplos de los resultados de los análisis de difrac-ción de rayos X. Mas resultados de estos análisis pueden ser consultados en (Marmo-lejo, 2010). Los patrones de difracción obtenidos apoyan los resultados conseguidos a través del análisis microestructural de las piezas y la prueba de dureza. La pre-sencia de la fase martensítica se hace evidente en los patrones de los tratamientos térmicos. El patrón de referencia utilizado fue el numero 44-12-90 de la base de da-tos del programa X’Pert HighScore Plus. La variación en el ancho de los picos y el desplazamiento observados denotan las variaciones en el esfuerzo microestructural (Mingolo & Ortiz, 2000) que adquiere el AISI 420F al ser sometido a los diferentes tratamientos térmicos. Cabe mencionar que no se observan cambios considerables a consecuencia del medio en el que se realizó el enfriamiento. Es importante destacar que en ninguno de los patrones estudiados se revela la presencia de austenita reteni-da. Es bien sabido que la austenita retenida puede afectar la respuesta mecánica del material debido a la transformación de esta solución solida a martensita sin revenir durante el uso de alguna pieza terminada.
Figura 15. Temple a 996°C coincide con la fase martensítica del acero.
Figura 16. Revenido a 148°C coincide con la fase martensítica del acero.

34
Estudio del efecto del tratamiento térmico de aceros AISI 420 F en las propiedades de resistencia a la corrosión en biocombustibles E100
V. rEsultados
5.3 Prueba de Corrosión
Cada semana, durante toda la prueba se tomaron fotografías y se evaluaron al compararlos con la norma ASTM D 610 a continuación se presentan algunas de las fotografías más relevantes, estas fotografías fueron tomadas a ambas caras de las piezas, circular y plana. Las tablas 7 a la 9 muestran tres tablas con los reportes vi-suales de las caras circulares y planas de las semanas dos, siete y 12 de la prueba de corrosión, en las que se pueden apreciar cambios significativos a lo largo de las doce semanas y variaciones notables de un tratamiento térmico a otro. De acuerdo con el reporte visual es posible notar que las muestras que no se sometieron a ningún trata-miento térmico presentan opacidad en la segunda semana y para la séptima semana se aprecia una capa ligera de óxido (corrosión roja). Las piezas que tienen temple en aire y aceite a 996°C se reportan sin variaciones a la segunda semana, en la séptima semana se notan opacas, y para la doceava semana es posible observar picaduras le-ves sobre la cara plana. Las muestras sometidas a revenido a 148°C de temple en aire y en aceite presentaron una buena resistencia a la corrosión, no se observan capas de óxido, a la doceava semana solo lucen un poco opacas en comparación con la situa-ción inicial. Las piezas a las que se les realizó revenido a 550°C del temple en aire y en aceite presentan una capa de óxido (corrosión roja) desde la segunda semana del experimento, mostrando una capa más gruesa en la cara circular. Es posible apreciar un ataque bastante agresivo de la corrosión.
Tabla 7. Reporte visual de las muestras de los diferentes tratamientos térmicos sometidas al biocombustible E-100, se aprecia cara circular y cara plana. Semana 2.

Estudio del efecto del tratamiento térmico de aceros AISI 420 F en las propiedades de resistencia a la corrosión en biocombustibles E100
35
V. rEsultados
Tabla 8. Reporte visual de las muestras de los diferentes tratamientos térmicos sometidas al biocombustible E-100, se aprecia cara circular y cara plana. Semana 7.
Tabla 9. Reporte visual de las muestras de los diferentes tratamientos térmicos sometidas al biocombustible E-100, se aprecia cara circular y cara plana. Semana 12.
36
Estudio del efecto del tratamiento térmico de aceros AISI 420 F en las propiedades de resistencia a la corrosión en biocombustibles E100
V. rEsultados
Las observaciones realizadas durante la prueba de corrosión fueron comparadas con la norma ASTM D-610, dicha comparación permitió determinar el grado de oxida-ción en la superficie de acuerdo a los ejemplos visuales de la norma. En la tabla 10 se presenta el progreso de la corrosión a lo largo de las doce semanas del experimento. Este progreso se divide de acuerdo con los esquemas visuales ofrecidos por la norma de ASTM, los cuales presentan porcentajes de corrosión en la superficie visible de acuerdo con la siguiente clasificación: corrosión localizada (S), corrosión general (G) y corrosión puntual (P). En la tabla se aprecia que el progreso corrosivo para las su-perficies plana y circular de cada tipo de muestras, Las piezas que no se sometieron a tratamiento térmico presentan un progreso corrosivo variable dentro del periodo determinado para la prueba alcanzando al final de la está un 1% de corrosión gene-ral en la superficie plana y un 10% en la superficie circular. Las piezas con temple se comportaron de manera más estable. Las piezas templadas en aire presentaron al final del experimento un 1% de corrosión puntual en cara plana y un 0.01% de corrosión general en cara circular, comportamiento que se presentó durante toda la prueba. Para las piezas templadas en aceite a 996°C la corrosión en cara plana fue puntual de 0.3% y general al 0.01% en cara circular.
Las muestras revenidas en aire y en aceite a 148°C presentaron un comportamien-to bastante estable, teniendo 0.1% y 3% de corrosión en cara circular, respectivamen-te. Las piezas revenidas a 550°C presentaron más del 50% de corrosión general desde la segunda semana del experimento, en la cara plana se llegó a un 33% de corrosión.

Estudio del efecto del tratamiento térmico de aceros AISI 420 F en las propiedades de resistencia a la corrosión en biocombustibles E100
37
V. rEsultados
Tabla 10. Observaciones realizadas durante la prueba de corrosión de acuerdo a la norma ASTM D-610.
5.4 Variación de peso
A lo largo de la prueba de corrosión se obtuvo el peso de las muestras cada dos semanas,. Se observó que la pérdida es mínima y solo en un caso hay un aumento de peso que no es significativo. Esto se debe a que aunque la muestra se corroía y se disolvían ciertas fases hubo acumulación de productos de corrosión generando ruido o variaciones en estas mediciones.

38
Estudio del efecto del tratamiento térmico de aceros AISI 420 F en las propiedades de resistencia a la corrosión en biocombustibles E100
V. rEsultados
5.5 Picadura promedio y picadura máxima
La picadura promedio y la picadura máxima encontradas en cada una de las mues-tras fueron medidas a partir de la toma de fotografías con microscopía óptica a 5x. Estas mediciones permitieron conocer la profundidad máxima a la cual penetró la co-rrosión al finalizar la prueba experimental. La figura 17 presenta los datos obtenidos para las picaduras promedio de cada uno de los tratamientos térmicos.
Figura 17. Picadura Promedio según los diferentes tratamientos térmicos.
600
µm
500
400
300
200
100
0Sin
tratamientoTemple aire
996°CTemple aceite
996°C
Picadura Promedio
Revenido aire148°C
Tratamiento Térmico
Revenido aceite 148°C
Revenido aceite 550°C
Revenido aire 550°C
171.6186.6
81.5 59.1
181.4
499.9
437.6
Según los datos obtenidos, las muestras revenidas a 550°C muestran promedios más elevados, lo cual está de acuerdo con la observación visual que se realizó a lo largo de la prueba de corrosión. La picadura promedio más alta es el revenido aire a 550° C. la picadura promedio menor se presenta en el revenido aire 148°C. Estos resultados están de acuerdo a la literatura que indica que a temperaturas de reve-nido superiores a los 400°C reducen la resistencia a la corrosión del AISI 420F (SAE International , 2006).
La figura 18 muestra los resultados obtenidos para la picadura máxima:

Estudio del efecto del tratamiento térmico de aceros AISI 420 F en las propiedades de resistencia a la corrosión en biocombustibles E100
39
V. rEsultados
Figura 18. Picadura máxima según los tratamientos térmicos.
µm
0
200
400
600
800
1000
1200
1400
1600
1800
2000
Sintratamiento
Temple aire996°C
Temple aceite996°C
Picadura Máxima
Revenido aire148°C
Tratamiento Térmico
Revenido aceite 148°C
Revenido aceite 550°C
Revenido aire 550°C
1592.77
1040.76
497.89 481.94
1415.88
1868.94
201.23
Una vez más, la picadura de mayor profundidad está presente en el tratamiento revenido aceite 550°C. Esta observación está de acuerdo con el análisis visual.
5.6 Análisis por microscopía electrónica de barrido (SEM)
Se realizó análisis por SEM de las secciones transversales de las muestras. La muestra sin tratamiento térmico mostro una capa de corrosión general más que de corrosión por picaduras (ver figura 19)
Figura 19. Fotografía de SEM de microestructura de la corrosión de pie-za sin tratamiento térmico.
Las muestras templadas en aire y aceite mostraron corrosión casi nula. Solo a altas magnificaciones se pudo apreciar un ataque intergranular incipiente en la muestra templada en aceite. (Ver figuras 20 y 21). Las diferencias entre las muestras templa-das en aire y aceite no se consideran significativas.

40
Estudio del efecto del tratamiento térmico de aceros AISI 420 F en las propiedades de resistencia a la corrosión en biocombustibles E100
V. rEsultados
Figura 20. Fotografía de SEM de microestructura de la corrosión de pie-za con temple en aire a 996°C
Figura 21. a) Fotografía de SEM de microestructura de corrosión de pie-za con temple en aceite a 996°C, b) Fotografía de SEM a x900 muestra pene-tración de la corrosión en los granos del AISI 420F.
Las muestras revenidas en aire y aceite a 148°C también mostraron corrosión mínima. Una vez más, la corrosión en las muestras revenidas en aceite, están ligera-mente más corroídas, pero estas diferencias no se consideran significativas.
Figura 22. Fotografía de SEM de microestructura de la corrosión de pieza con revendo aire a 148°C.

Estudio del efecto del tratamiento térmico de aceros AISI 420 F en las propiedades de resistencia a la corrosión en biocombustibles E100
41
V. rEsultados
Figura 23. Fotografía de SEM de microestructura de la corrosión de pieza con revendo aceite a 148°C.
En las muestras revenidas a 550oC (aire y aceite) se puede apreciar claramente el ataque intergranular localizado que generó picaduras de gran profundidad.
Figura 24. Fotografía de SEM de microestructura de la corrosión de pieza
con revendo aceite a 148°C.
Figura 25. a) Fotografía de SEM de microestructura de corrosión de pieza con revenido de aceite a 550°C, b) Fotografía de SEM a x900 muestra penetración de la corrosión en los granos del AISI 420F.

42
Estudio del efecto del tratamiento térmico de aceros AISI 420 F en las propiedades de resistencia a la corrosión en biocombustibles E100
De acuerdo con los resultados expuestos como consecuencia de la prueba de corro-sión es posible observar el efecto del tratamiento térmico del AISI 420F con respecto a su resistencia a la corrosión del biocombustible E-100. Las muestras sin tratamien-to térmico (fase ferrítica) fueron corroídas considerablemente por el biocombustible. Algunos autores (Van Rooyen, 2007) han reportado que en aceros martensíticos, la fase ferrítica es más propensa a la corrosión debido a que el Cromo puede migrar a los límites de grano y los vuelve más reactivos (fenómeno similar al que ocurre con los granos austeníticos anteriores en las muestras revenidas a temperaturas elevadas). Las muestras templadas en aire y aceite (fase martensítica) sufrieron menor corro-sión que las muestras sin tratamiento. Las muestras revenidas a 148°C son las mues-tras que experimentaron la menor corrosión, esto podría deberse a que el revenido al liberar estrés en la estructura cristalina podría generar muestras menos reactivas. Las muestras revenidas a 550°C fueron las muestras que sufrieron de mayor corro-sión. Esto se debe a que las altas temperaturas generan precipitación en los límites de grano, haciendo a las muestras más sensibles a la corrosión. Es importante notar que el análisis visual de acuerdo a la norma ASTM D-610, muestra los porcentajes de corrosión y el tipo (general o picadura). Sin embargo, en este caso solo se considera conveniente utilizarla para estimar los porcentajes y no el tipo de corrosión, debido a que la acumulación de productos de corrosión en la superficie puede generar error. Es por eso que se recomienda la caracterización del tipo de corrosión utilizando los análisis transversales por microscopía óptica y electrónica de barrido. De acuerdo a estos análisis se observa que el mecanismo principal es la corrosión por picadura. En las muestras muy corroídas, es posible decir que el gran número de picaduras pueden dar la apariencia de corrosión general, haciendo difícil la distinción del mecanismo.

Estudio del efecto del tratamiento térmico de aceros AISI 420 F en las propiedades de resistencia a la corrosión en biocombustibles E100
43
Vi. conclusionEs
El efecto del tratamiento térmico en la microestructura y resistencia a la co- ɶrrosión de los aceros martensíticos AISI 420 F fue dilucidado. Esto permitirá hacer una adecuada selección de este material en el diseño de componentes que estén en contacto directo con biocombustibles tales como E-100. Los tratamientos térmicos para el acero AISI 420 F se realizaron de acuerdo ɶa los estándares industriales SAE AMS-6875 y al ASTM F899. Las durezas obtenidas estuvieron de acuerdo a lo especificado y la difracción de rayos X demostró la ausencia de la fase austenítica (austenita retenida). El estudio de corrosión realizado de acuerdo a la norma SAE J2334 permitió ɶentender la resistencia a la corrosión del acero inoxidable AISI 420 F al bio-combustible E-100. Las muestras sin tratamiento térmico (fase ferrítica) fueron corroídas consi- ɶderablemente por el biocombustible, esto se debe a que la fase ferrítica es más propensa a la corrosión ya que el Cromo puede migrar a los límites de grano y los vuelve más reactivos. Las muestras templadas en aire y aceite (fase martensítica) sufrieron menor ɶcorrosión que las muestras sin tratamiento. Las muestras revenidas a 148°C son las muestras que experimentaron la me- ɶnor corrosión, esto podría deberse a que el revenido al liberar estrés en la es-tructura cristalina podría generar muestras menos reactivas. Las muestras revenidas a 550°C fueron las muestras que sufrieron mayor co- ɶrrosión. Esto se atribuye a que altas temperaturas de revenido generan pre-cipitación en los límites de grano, haciendo a las muestras más sensibles a la corrosión. Los resultados sugieren que el mecanismo principal de corrosión es la picadu- ɶra. En las muestras muy corroídas el gran número de picaduras puede dar la apariencia de corrosión general, haciendo difícil la distinción del mecanismo de corrosión.

45
Vii. rEfErEncias
ASM - International . (1992). ASM Handbook Volumen 13 - Corrosion. ASM Interna-tional Handbook Committee.
ASM - International. (1991). ASM Metals Hand Book Volumen 4 - Heat Treating. ASM Handbook Committee.
ASM - International. (1993). AST Metals Mandbook Volumen 1 - Properties and Se-lection: Irons Steels and High. ASM International Handbook Committee.
ASTM - International . (2007). Standard Test Methods of Rockwell Hardness of Meta-llic Materials - E 18 - 07. ASTM.
ASTM International. (2009). F899-09e1 - Standard Specification for Wrought Stain-less Steel for Surgical Instruments. ASTM.
BBY- Digital. (2005). Tecnología Industrial . Recuperado el mayo de 2010, de http://www.tecnologiaindustrial.info/index.php?main_page=document_general_info&products_id=398
Callister, W. (2009). Introducción a la Ciencia e Ingenieriía de los Materiales . México: Limusa Wiley.
Columbier, L., & Hochman, J. (1965). Acier Inoxidables Acier Refracteries. Paris: Di-nod.
Fernández, J. (2008). Energías Renobables para Todos-Biomasa. Energias Renoba-bles, 2-19.
Garcia de Andrés, C., Alvarez, L. F., & López, V. (1998). Effects of carbide forming ele-ments on the response to thermal treatment of the X45Cr13 martensitic stain-less steel. Journal of Materials Science, 4095-4100.
García, J., & García, J. (2006). Informe de Vigilancia Tecnológica - Biocarburantes líquidos: Biodiésel y Bioetanol. Madrid: Elecé Industria Gráfica.
Gympel, P., & Arlt, N. (1990). Les Acier Inoxidables . Paris : Documentation Lavoisier.Inoxidable.com. (18 de noviembre de 2006). Aceros Inoxidables: Desarrollo y Aplica-
ciones . Recuperado el 16 de mayo de 2010, de http://bibliotecadigital.ilce.edu.mx/sites/ciencia/volumen2/ciencia3/080/htm/acero.htm
Marmolejo, T. (2010). Efecto del tratamiento térmico de los aceros AISI 420F en la resistencia a la corrosion. Tesis. Cd. Juárez: UACJ.
46
Estudio del efecto del tratamiento térmico de aceros AISI 420 F en las propiedades de resistencia a la corrosión en biocombustibles E100
Mingolo, N., & Ortiz, M. (Agosto de 2000). Caracterización de recubrimeintos y super-ficies por difraccion de rayos X. Tercer curso Latinoamericano de procesamiento de materiales por plasma CNEA. Buenos Aires: JICA.
Molera, P. (1990). Metales Resistentes a la Corrosión . Productiva Marcombo.Montamat, D. (2007). El Paradigma Fósil y las Energías Renovables . (P. W. Coopers,
Entrevistador)SAE International. (1998). AMS-H-6875-A Heart Treatment of Steel Raw Materials.
Pennsylvania: SAE.SAE International. (1998). Surface Vehicle Standard, J 2334 Cosmetic Corrosion Lab
Test. Pennsylvania: SAE.SAE International. (2001). J1681 Gasoline, Alcohol, and Diesel Fuel Surrogates for
Materials Testing. Pennsylvania: SAE.Universidad Tecnológica de Pereira. (2006). Aceros Inoxidables . Recuperado el 4 de
mayo de 2010, de http://www.utp.edu.co/~publio17/ac_inox.htmVan Rooyen, C. (2007). Microestructural development during laser cladding of low C
martensitic stainless steel. Pretoria: National Laser Centre-CSIR.

Estudio del efecto del tratamiento térmico de aceros AISI 420 F en las propiedades de resistencia a la corrosión en biocombustibles E100
