
Las cinco generaciones de mantenimiento
A lo largo del proceso industrial vivido desde finales del siglo XIX, la función mantenimiento ha pasado
diferentes etapas. En los inicios de la revolución industrial, los propios operarios se encargaban del cuidado y
las reparaciones de los equipos. Se trataba de máquinas robustas, lentas, relativamente sencillas, y los
tiempos de parada de éstas no eran una cuestión preocupante. El mantenimiento era básicamente correctivo
y el operario era el responsable de solucionarlo porque era quien más conocía los equipos, el que más
familiarizado con ellos estaba. No cabe duda de que fueron los precursores del TPM o mantenimiento
productivo total que mucho más tarde se desarrollaría en Japón y se exportaría al resto del mundo, y en el
que el operador de la máquina juega un papel fundamental en su mantenimiento.
A partir de la Primera Guerra Mundial, y con la introducción de la producción en serie (iniciada por Ford)
cuando las máquinas se fueron haciendo más complejas y la dedicación a tareas de reparación aumentaba,
empezaron a crearse los primeros talleres de mantenimiento, cuyo personal tenía una dedicación exclusiva a
la reparación de averías y tenía pues una actividad diferenciada de los operarios de producción. Las tareas
también en esta época eran básicamente correctivas, dedicando todo su esfuerzo a solucionar las fallas que
se producían en los equipos.
Durante la Segunda Guerra Mundial aparece lo que se conoce como la Segunda Generación de
mantenimiento. La exigencia de una mayor continuidad en la producción obliga a desarrollar formas de
aumentar la disponibilidad de las máquinas, y se fragua entonces el concepto de mantenimiento preventivo
sistemático. Los departamentos de mantenimiento buscan no sólo solucionar las fallas que se producen en los
equipos, sino, sobre todo, prevenirlas, actuar para que no se produzcan, mediante actuaciones preventivas de
carácter periódico que se planifican con antelación.
Un poco más tarde, en los años 80 y tras atravesar una grave crisis energética en el 73, empieza a concebirse
el concepto de fiabilidad, y con él, la Tercera Generación de mantenimiento. La aviación y la industria
automovilística lideran esta nueva corriente. Se desarrollan nuevos métodos de trabajo que hacen avanzar las
técnicas de mantenimiento en varias vertientes:
- En la robustez del diseño, a prueba de fallos y que minimice las actuaciones de mantenimiento
- En el mantenimiento por condición, como alternativa al mantenimiento sistemático. Aparece el
mantenimiento predictivo
- En el análisis de fallos, tanto los que han ocurrido como los que tienen una probabilidad tangible de ocurrir
(fallos potenciales). Se desarrolla en Mantenimiento basado en Fiabilidad o RCM. El RCM como estilo de
gestión de mantenimiento, se basa en el estudio de los equipos, en análisis de los modos de fallo y en la
aplicación de técnicas estadísticas y tecnología de detección. Podríamos decir que RCM es una filosofía de
mantenimiento básicamente tecnológica.
- En el uso de la informática para el manejo de todos los datos que se manejan ahora en mantenimiento:
órdenes de trabajo, gestión de las actividades preventivas, gestión de materiales, control de costes, etc. Se
busca tratar todos estos datos y convertirlos en información útil para la toma de decisiones. Aparece el
concepto de GMAO (Gestión del Mantenimiento Asistido por Ordenador), también denominado GMAC
(Gestión del Mantenimiento Asistido por Computadora) o CMMS (Computerised Management Maintenance
System).
- En la implicación de toda la organización en el mantenimiento de las instalaciones. Aparece el concepto de
TPM, o Mantenimiento Productivo Total, en el que algunas de las tareas normalmente realizadas por el
personal de mantenimiento son ahora realizadas por operarios de producción. Esas tareas ‘transferidas’ son
trabajos de limpieza, lubricación, ajustes, reaprietes de tornillos y pequeñas reparaciones. Se pretende
conseguir con ello que el operario de producción se implique más en el cuidado de la máquina, siendo el
objetivo último de TPM conseguir Cero Averías. Como filosofía de mantenimiento, TPM se basa en la
formación, motivación e implicación del equipo humano, en lugar de la tecnología.
TPM y RCM, como filosofías de gestión que empiezan a implantarse entonces en un número creciente de
empresas, se desarrollan de forma simultánea, ya que no se trata de sistemas opuestos, sino
complementarios. En algunas empresas, RCM impulsa el mantenimiento, y con esta técnica se determinan las
tareas a efectuar en los equipos; después, algunas de las tareas son transferidas a producción, en el marco
de una política de implantación de TPM. RCM es el eje central y se apoya en TPM para su desarrollo. En
otras plantas, en cambio, es la filosofía TPM la que se impone, siendo RCM una herramienta más para la
determinación de tareas y frecuencias en determinados equipos.
La denominada cuarta generación del mantenimiento nace en los años ’90, de la mano del Eureka World
Class Management. El objetivo es la competitividad, y busca el desarrollo de métodos de trabajo eficaces y
eficientes
La quinta generación del mantenimiento está centrada en la terotecnología. Esta palabra, derivada del griego,
significa el estudio y gestión de la vida de un activo o recurso desde el mismo comienzo (con su adquisición)
hasta su propio final (incluyendo formas de disponer del mismo, desmantelar, etc.). Integra prácticas
gerenciales, financieras, de ingeniería, de logística y de producción a los activos físicos buscando costes de
ciclo de vida (CCV) económicos. Es aplicable en todo tipo de industria y proceso. El objetivo principal de su
aplicación es mejorar y mantener la efectividad técnica y económica de un proceso o equipo a lo largo de todo
su ciclo de vida. Combina experiencia y conocimiento para lograr una visión holística del impacto del
mantenimiento sobre la calidad de los elementos que constituyen un proceso de producción, y para producir
continuamente mejoras tanto técnicas como económicas.
Las cinco generaciones del mantenimiento
En las teorías de mantenimiento industrial se habla de cinco generaciones de mantenimiento, desde 1930 hasta nuestros días. Cada generación representa una evolución de la anterior, aunque las últimas coexisten en el tiempo.
Primera generación de mantenimiento
El mantenimiento en esta primera etapa se limitaba a reparar lo que se averiaba y a reengrases, reaprietes, limpiezas y lubricaciones de los componentes de las máquinas que se empleaban. El propio operario de la máquina era el que se hacía cargo de su reparación. Este tipo de mantenimiento, como veremos en futuras entradas, es fundamentalmente correctivo. Esto es fácilmente comprensible si se tiene en cuenta que se sitúa esta etapa entre 1930 y 1950 y que se empleaban máquinas robustas, lentas y relativamente sencillas. El perfeccionamiento de las máquinas hizo necesario separar la operación de las fábricas del mantenimiento, creándose talleres de mantenimiento con personal exclusivamente dedicado a este fin.
Segunda generación de mantenimiento
Se habla de segunda generación de mantenimiento en las instalaciones a partir de la Segunda Guerra Mundial. Esta evolución surge por la exigencia de una mayor continuidad en la producción y por una mayor complejidad en máquinas y equipos. Aparece entonces el concepto de mantenimiento preventivo sistemático. Los equipos debían durar lo máximo posible en
condiciones óptimas de funcionamiento a los costes más bajos posibles. Esta segunda generación también contiene las reparaciones, tanto instantáneas como programadas. Se implantan sistemas de planificación de actividades y control de los trabajos realizados, y a partir de los 70 se generaliza el uso de herramientas informáticas para este fin (GMAO).
Tercera generación de mantenimiento
A partir de los 80 se habla de tercera generación de mantenimiento. Sus objetivos se centran en ocho aspectos: disponibilidad de los equipos y sistemas, fiabilidad de los mismos, optimización de los costes, aumento de la seguridad, incremento de la calidad (aparecen las certificaciones ISO 9001 e ISO 9002), aumento de la conciencia de preservar el medio ambiente (teniendo en cuenta la ISO 14001), aumento de la duración de los equipos y vigilancia de la normativa vigente. Las actividades de mantenimiento preventivo ya no son rutinarias, sino ajustadas a la normativa o a su utilidad: se tiene en cuenta su rentabilidad. Aparecen los mantenimientos según condición, los predictivosy otras técnicas como el RCM (mantenimiento centrado en la confiabilidad) y el TPM (mantenimiento productivo total). Los sistemas de gestión se extienden masivamente a equipos, sistemas e instalaciones. Aparece la externalización del mantenimiento como modo de optimizar los costes y de ocupar del mantenimiento a empresas especialistas.
Cuarta generación de mantenimiento
Integrados todos los conceptos anteriores, la gestión del mantenimiento se orienta hacia la satisfacción del cliente. Se extiende la externalización del servicio de mantenimiento y se fijan ratios medibles para poder calificar el servicio de mantenimiento, conbonificaciones y penalizaciones. Los responsables de mantenimiento deben tener un conocimiento exhaustivo de las normativas para no incurrir en errores legales.
Quinta generación de mantenimiento
A finales del siglo XX y principios del XXI, la importancia de los recursos energéticos por su coste y por su carácter de agotables hace que la eficiencia energética tenga un papel capital en el mantenimiento y explotación de las instalaciones, incluyendo en muchos casos la cesión de los contratos energéticos a las empresas mantenedoras, que en ese caso se encargan de comprar la energía primaria y vender la energía útil transformadagarantizando unos ratios establecidos en contrato. Hacia esta dirección tiende la que he llamado quinta generación de mantenimiento. De este modo la propiedad puede dedicarse exclusivamente a su actividad principal mientras la empresa mantenedora se dedica a la explotación técnica del edificio.
Las Generaciones del Mantenimiento
A partir de la década de 1930, la concepción y la estructura del mantenimiento
muestran tres etapas o generaciones claramente diferenciadas:
La primera generación: La primera generación se caracteriza por un
reducido grado de mecanización industrial comienzos de la segunda guerra
mundial. La disponibilidad y prevención de fallas no tenían una prioridad
elevada en las compañías. La simplicidad del equipamiento y el
sobredimensionamiento de una gran cantidad de ellos facilitaban la reparación
por personal idóneo sin una elevada especialización. Ello permitía efectuar
prácticamente un mantenimiento basado en tareas rutinarias de limpieza y
lubricación sin esquema de mantenimiento sistemáticos, tal y como se utiliza
en la actualidad.

La segunda Generación: Como consecuencia de un aumento significativo de
la demanda y una drástica reducción de la mano de obra generada por la
segunda guerra mundial, se incremento progresivamente la mecanización
industrial ingresando la segunda generación. La industria empezó a depender
de sus equipamientos los cuales empezaron a incrementar su nivel de
complejidad. Así mismo las paradas para reparaciones adquirieron mayor
relevancia, por lo cual fue necesario prevenir las fallas características de los
equipos ello trajo como consecuencia a mediados de la década del 60 el
concepto de mantenimiento preventivo, lográndose reducir las paradas no
programadas, y permitió planificar con mejor predicción los mantenimientos.
La Tercera Generación: El incremento de activos fijos de las empresas
conllevó a buscar medidas conducentes a maximizar la vida útil del
equipamiento. Este periodo se extendió hasta mediados de la década del 70,
donde ingresamos en la tercera generación. El mismo se caracteriza por un
crecimiento sostenido de la mecanización y automatización que otorgaron una
progresiva relevancia a los parámetros de disponibilidad y confiabilidad de los
sistemas, todo ello impulsado por el desarrollo y la investigación tecnológica.
Las paradas por reparaciones, la reducción en la producción el incremento en
los costos operativos y las interferencias con el servicio al cliente, se
magnificaron como consecuencia de la orientación de las empresas a la
utilización de sistemas “just in time”. Así mismo el incremento de fallas
asociadas al mayor grado de automatización aumenta contra la capacidad de
satisfacer los requisitos de calidad de los productos y servicios.
Evolución de Expectativas de Mantenimiento
Ahora…
Las estrategias son planes de definición del futuro que anticipan cambios e
inician acciones para aprovechar las oportunidades que están integradas en el
concepto o en la misión de la compañía.
La estrategia se convierte en un equilibrio delicado entre aprender del pasado
y conformar nuevos cursos de acción que conducirán a la organización hacia
un estado futuro, que puede incluir una orientación de la conducta en el
pasado.
Entonces respecto al mantenimiento....

Un modo de definir la función del departamento de mantenimiento es aquella
relacionada con la obtención y control de la confiabilidad de la planta
Comenzaremos analizando la metodología para el desarrollo del pensamiento
estratégico
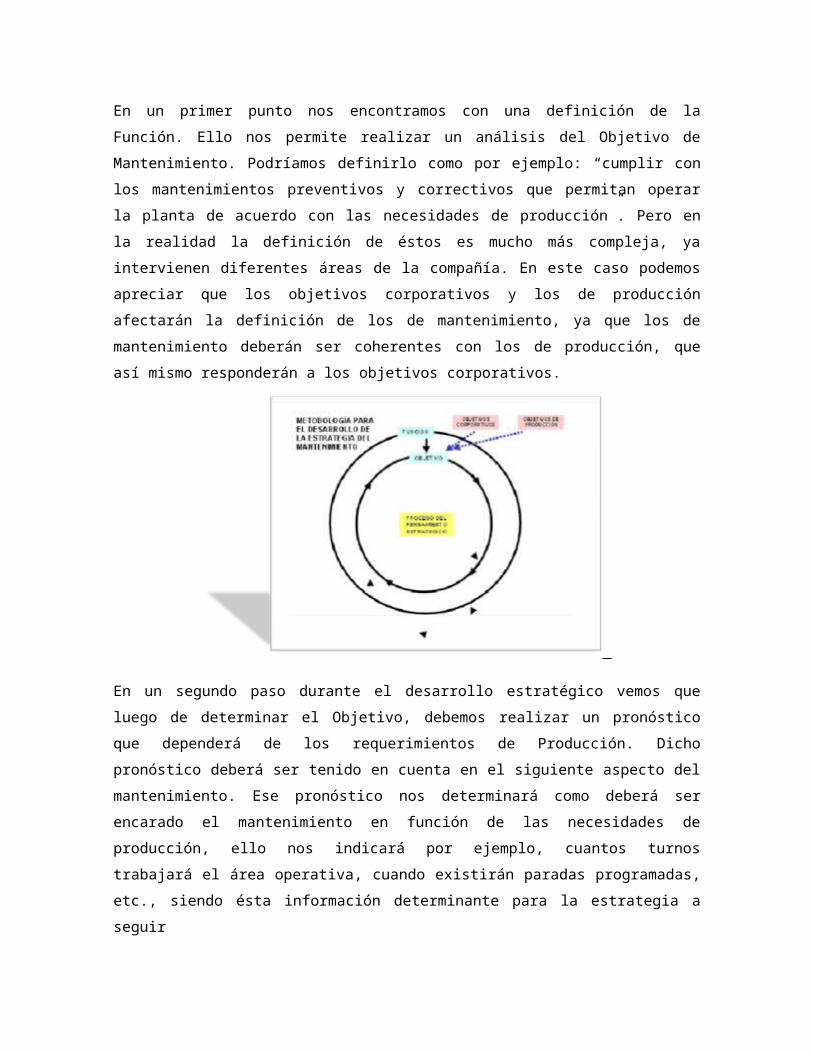
En un primer punto nos encontramos con una definición de la Función. Ello nos
permite realizar un análisis del Objetivo de Mantenimiento. Podríamos definirlo

como por ejemplo: “cumplir con los mantenimientos preventivos y correctivos
que permitan operar la planta de acuerdo con las necesidades de producción”.
Pero en la realidad la definición de éstos es mucho más compleja, ya
intervienen diferentes áreas de la compañía. En este caso podemos apreciar
que los objetivos corporativos y los de producción afectarán la definición de los
de mantenimiento, ya que los de mantenimiento deberán ser coherentes con
los de producción, que así mismo responderán a los objetivos corporativos.
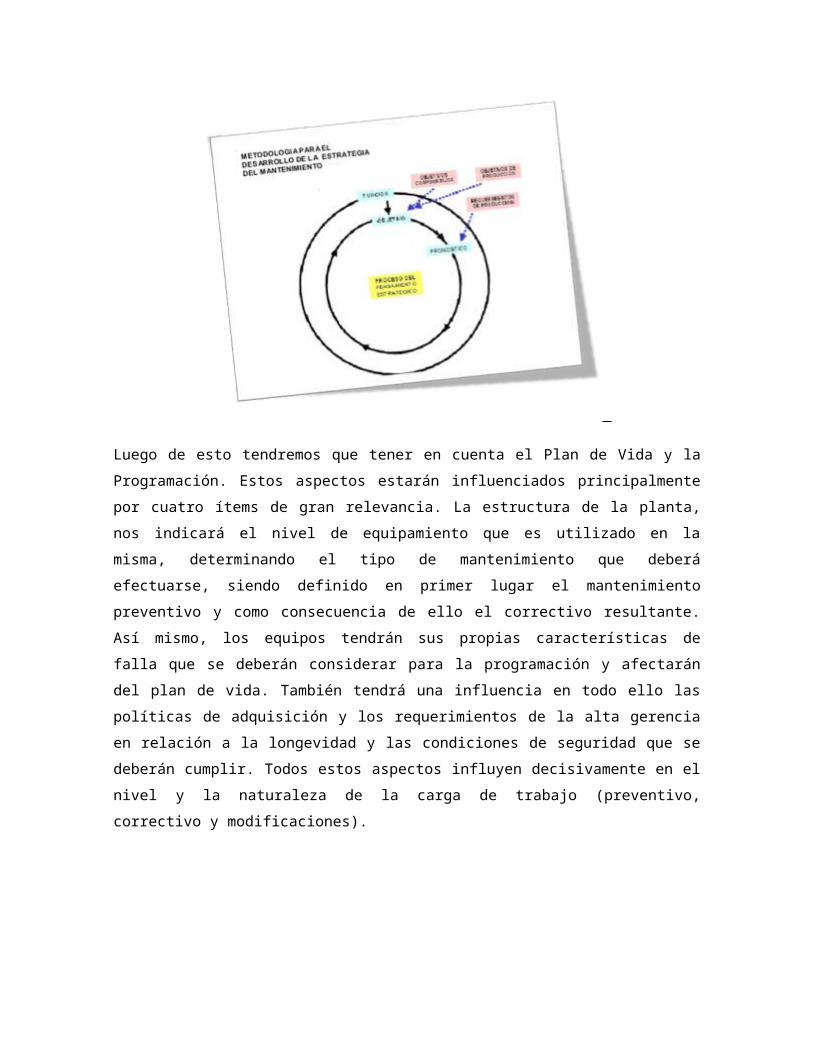
En un segundo paso durante el desarrollo estratégico vemos que luego de
determinar el Objetivo, debemos realizar un pronóstico que dependerá de los
requerimientos de Producción. Dicho pronóstico deberá ser tenido en cuenta
en el siguiente aspecto del mantenimiento. Ese pronóstico nos determinará
como deberá ser encarado el mantenimiento en función de las necesidades de
producción, ello nos indicará por ejemplo, cuantos turnos trabajará el área
operativa, cuando existirán paradas programadas, etc., siendo ésta
información determinante para la estrategia a seguir
Luego de esto tendremos que tener en cuenta el Plan de Vida y la
Programación. Estos aspectos estarán influenciados principalmente por cuatro
ítems de gran relevancia. La estructura de la planta, nos indicará el nivel de
equipamiento que es utilizado en la misma, determinando el tipo de
mantenimiento que deberá efectuarse, siendo definido en primer lugar el
mantenimiento preventivo y como consecuencia de ello el correctivo
resultante. Así mismo, los equipos tendrán sus propias características de falla
que se deberán considerar para la programación y afectarán del plan de vida.
También tendrá una influencia en todo ello las políticas de adquisición y los
requerimientos de la alta gerencia en relación a la longevidad y las condiciones
de seguridad que se deberán cumplir. Todos estos aspectos influyen
decisivamente en el nivel y la naturaleza de la carga de trabajo (preventivo,
correctivo y modificaciones).
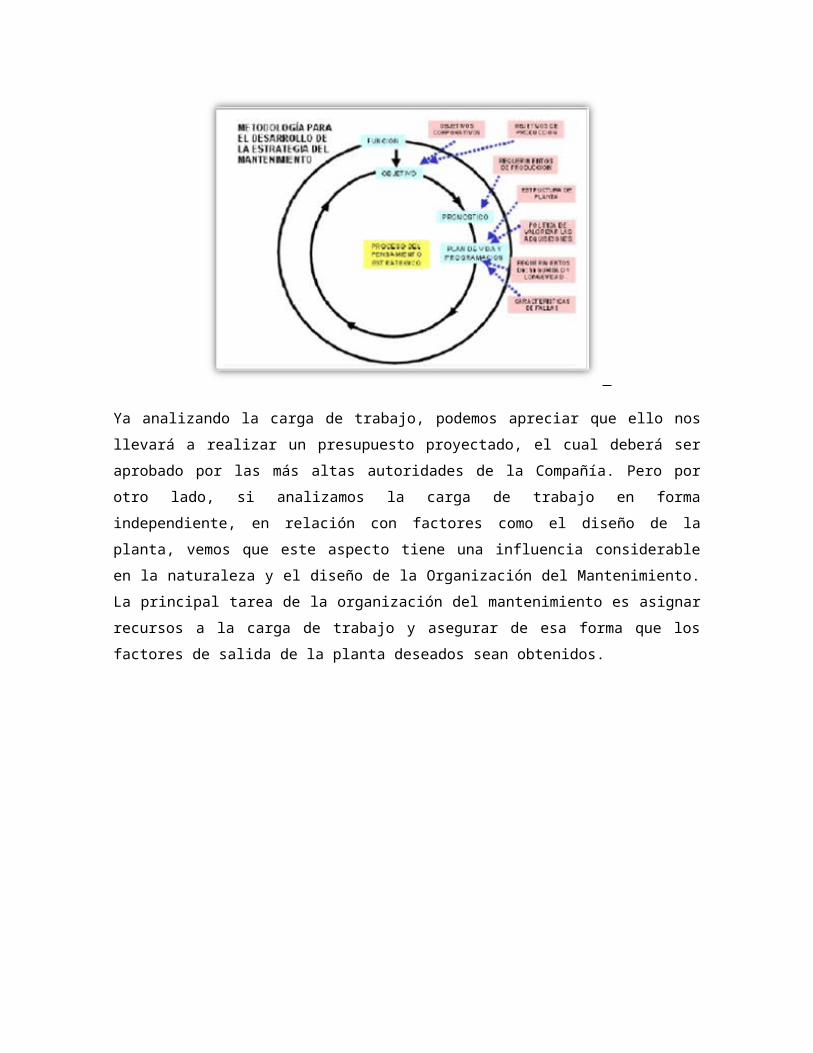
Ya analizando la carga de trabajo, podemos apreciar que ello nos llevará a
realizar un presupuesto proyectado, el cual deberá ser aprobado por las más
altas autoridades de la Compañía. Pero por otro lado, si analizamos la carga de
trabajo en forma independiente, en relación con factores como el diseño de la
planta, vemos que este aspecto tiene una influencia considerable en la
naturaleza y el diseño de la Organización del Mantenimiento. La principal tarea
de la organización del mantenimiento es asignar recursos a la carga de trabajo
y asegurar de esa forma que los factores de salida de la planta deseados sean
obtenidos.
La estructura del Recurso es la ubicación geográfica de la fuerza del trabajo,
los repuestos, las herramientas y la información, tamaño y logística. Se
deberán tomar muchas decisiones interrelacionadas como: dónde localizar la
mano de obra?, cómo extender la flexibilidad interna?, quién deberá
responsabilizarse de los repuestos?, quien será el responsable de la
información?. La determinación de la estructura del recurso se verá afectada
por el Layout de la planta en lo referido a la asignación de tareas de la mano
de obra, ya que existen diferentes gremios y entre ellos diferentes categorías y
oficios que nos restringirán la utilización de la mano de obra, debiendo en esos
casos realizar acuerdos que permitan acercar las posiciones para beneficios de
la Compañía y del Personal. Por último debemos mencionar que es frecuente
utilizar mano de obra contratada para diferentes actividades, ello demandará
un estudio especia sobre la asignación de esos recursos a la estructura de la
planta, determinando por la carga de trabajo que las actividades requieren.
Todo lo analizado hasta ahora nos determinará el plan de trabajo que se
deberá realizar para cumplir con los objetivos de mantenimiento
oportunamente definidos.
El elemento más importante en el diseño de la organización de mantenimiento,
es el sistema de plan de trabajo. Este define el modo en que el trabajo será
planeado, programado, asignado y controlado. Para ello debemos diseñar un

eficiente sistema de control de mantenimiento, que nos permita monitorear
constantemente el curso de acción de todo el programa que se realiza y así
poder tomar las medidas correctivas que nos permitan mantenernos dentro de
los objetivos fijados. Todo ello concluye con un adecuado sistema de
documentación que nos permitirá obtener la información necesaria para
realizar los cambios y poder tener una historia vida de todo lo realizado, para
poder realizar otras tareas como por ejemplo los presupuestos para los
próximos años con información adecuada. Por ultimo podemos observar que la
política de repuestos existente en la empres tendrá una importante influencia
en la determinación del plan de trabajo
Obtener un modelo de operación de planta convenido, calidad del producto,
dentro la condición aceptada de planta y estándares de seguridad, a óptimos
costos de recursos







