UNIVERSIDAD DE GUAYAQUIL FACULTAD DE INGENIERÍA INDUSTRIAL
DEPARTAMENTO ACADÉMICO DE TITULACIÓN
TRABAJO DE TITULACIÓN PREVIO A LA OBTENCIÓN DEL TÍTULO DE
INGENIERO INDUSTRIAL
ÁREA SISTEMAS PRODUCTIVOS
TEMA “MEJORAMIENTO DEL PROCESO DE
EVACUACIÓN DE RESIDUOS EN EL ÁREA DE DESECHOS DE LA PLANTA ALIMENTICIA
TONICORP.”
AUTOR ROMERO BONILLA ERICK DAVID
DIRECTOR DEL TRABAJO ING. IND. SANTOS VÁSQUEZ OTTO BENJAMIN, MSC.
2017 GUAYAQUIL – ECUADOR
ii
DECLARACIÓN DE AUTORÍA
“La responsabilidad del contenido de este trabajo de titulación, me
corresponde exclusivamente; y el patrimonio intelectual del mismo a la
facultad de Ingeniería Industrial de la Universidad de Guayaquil.”
Romero Bonilla Erick David
C.C. 0918053588
iii
DEDICATORIA
Dedico este proyecto de tesis a Dios a mis padres y mi hijo. A Dios porque
ha estado conmigo a cada paso que doy, cuidándome y dándome
fortaleza para continuar, a mis padres, quienes a lo largo de mi vida han
velado por mi bienestar y educación siendo mi apoyo en todo momento.
Depositando su entera confianza en cada reto que se me presentaba sin
dudar ni un solo momento en mi inteligencia y capacidad. Y a mi hijo
porque gracias a él, logre el éxito más importante en mi vida. Es por ellos
que soy lo que soy ahora. Los amo con mi vida.
iv
AGRADECIMIENTO
Agradezco primeramente a mis padres que han dado todo el esfuerzo
para que yo ahora este culminando esta etapa de mi vida, porque ellos
siempre han estado junto a mi y gracias a ellos ahora puedo ser un gran
profesional. Como un testimonio de gratitud ilimitada, a mi hijo, por que su
presencia ha sido y sera siempre el motivo mas grande que me ha
impulsado para lograr esta meta ; a mis mejores amigos que gracias a
ellos por sus consejos, sus animos y esa Fe inquebrantable para salir
adelante y no hacerme decaer en este proyecto; a mis abuelos que
siempre han estado pendiente de mi, muchas gracias por el apoyo
brindado desde el primer dia de clases.
v
INDICE GENERAL
N° Descripción Pág.
PRÓLOGO 1
CAPITULO I
INTRODUCCIÓN
N° Descripción Pág.
1.1 Antecedentes 3
1.2 Objeto de estudio 3
1.3 Campo de acción 3
1.4 Visión 4
1.5 Misión 4
1.6 Justificativo 4
1.7 Antecedentes 5
1.7.1 Situación problemática de la empresa 5
1.7.2 La empresa y su clasificación
IndustriaLInternacional Uniforme CIIU 4 Ecuador 5
1.7.3 Productos (Bienes y/o Servicios) que produce
ocomercializa 6
1.8 Delimitación del problema 13
1.9 Formulación del problema 13
1.10 Causas del problema 14
vi
N° Descripción Pag.
1.11 Objetivos 14
1.11.1 Objetivo General 14
1.11.2 Objetivos Específicos 15
1.12 Marco Teórico 15
1.12.1 Marco Conceptual 15
1.13 Problema de asignación cuadrática 18
1.14 Marco Legal 22
CAPITULO II
INTRODUCCIÓN
N° Descripción Pág.
2.1 Desarrollo de la Investigación 25
2.2 Metodología 25
2.2.1 Diagnóstico de la situación 26
2.2.2 Recolección de Datos 26
2.2.3 Descripción del proceso de recolección de
desechos 26
2.2.4 Identificación de nave industrial 26
2.2.4.2 Clasificación del Personal 27
2.2.4.3 Flujo del Personal de Limpieza 30
2.2.4.4 Estructura del área de Desechos 30
2.2.4.5 Turnos de trabajo 31
2.2.4.6 Generación de desechos por frecuencia 32
vii
N° Descripción Pág.
2.2.4.7 Puntos de recolección actuales 33
2.2.4.8 Optimización de puntos de recolección 34
2.2.4.9 Matriz final de distancias 37
CAPITULO III
INTRODUCCIÓN
N° Descripción Pág.
3.1 Análisis de los Resultados 49
3.1.1 Interpretación de los resultados en el análisis por la
capacidad que puede cargarse en la paletera 49
3.1.2 Interpretación de los resultados en el análisis por
orden de distancia 55
3.1.3 Análisis Causa efecto del problema en la
recolección de desechos 62
3.1.4 Análisis de causa – efecto 63
3.1.5 Análisis de sensibilidad de las propuestas
presentadas 63
3.1.6 Selección del método para la gestión de recolección
interna de desechos en la zona blanca. 66
3.1.7 Análisis de la propuesta para la gestión de
desperdicios que ingresan al cuarto de desechos 66
3.1.8 Propuesta de Proveedores 69
3.1.9 Costo actual 72
3.1.10 Venta de Material Reciclado 73
3.1.11 Análisis de Escenarios 75
viii
N° Descripción Pág.
3.1.12 Conclusiones y Recomendaciones 76
ANEXOS 77
BLIBLIOGRAFIA 78
ix
INDICE DE TABLAS
N° Descripción Pag.
1 Línea De Envasado De Helados 7
2 Línea De Envasado De Helados – (Continuación) 8
3 Líneas De Envasado De Tetra Pack 8 Y 9 9
4 Línea De Envasado Queso Crema Y Manjar 10 - 11 9
5 Línea De Envasado De Leche Saborizada - 13 10
6 Línea De Envasado Osgood – Primo 16000 14- 15 10
7 Línea De Envasado Osgood Cereal 16 - 17 11
8 Línea De Envasado Hema – Fogg 54 - 18 - 19 12
9 Categorización Del Personal 27
10 Turnos De Trabajo 31
11 Generación De Desecho Por Frecuencia 32
12 Disposición De Recipientes De Basura 34
13 Resumen De Diagrama De Relaciones 35
14 Asignación De Repositorios De Basura Propuesta 36
15 Matriz Final De Distancias 38
16 Capacidad De Carga De Paletera 40
17 Eficiencia Capacidad De Carga De Paletera 40
18 Peso Por Línea Vs Capacidad De Carga De
Operador 41
19 Cantidad De Carga De Operador Según La Demanda 42
x
N° Descripción Pag.
20 Diferencia Mejoras En Cantidad Viajes Realizados
Proceso Actual Vs Proceso Propuesto 43
21 Líneas Ordenadas Por Distancia Según Recorrido
Propuesto 44
22 Cantidad De Viaje Por Operador Para Cumplir Con
Desalojo De Desperdicio 45
23 Diferencia Mejoras Cantidad De Viajes Realizados
Con El Proceso Actual Y Con El Proceso Propuesto 46
24 Primera Propuesta 49
25 Análisis Por Orden De Distancia 56
26 Análisis Porcriterio De Evaluación 63
27 Criterios A Evaluar 64
28 Analisis De Sensibilidad De Propuestas Vs Modelo
Actual 65
29 Resumen De Analisis De Sensibilidad 66
30 Matriz De Selecciòn Para El Gestor Ambiental 71
31 Costo Mensual De Nómina 72
32 Costo Mensual De Materiales De Trabajo 72
33 Costo Mensual De Varios 73
34 Ingreso Por La Venta De Reciclaje 73
35 Requisitos Aprobados Por El Gestor Ambiental 74
36 Analisis De Escenarios 75
xi
INDICE DE GRAFICOS
N° Descripción Pag.
1 Metodología De Investigación 25
2 Layout De Planta De Producción 27
3 Patrón De Tránsito - Planta Aurora Tonicorp - Áreas
Autorizada 29
4 Diagrama De Recorrido De Personal De Limpieza 30
5 Estructura Dedesechos 31
6 Layout Actual De Puntos De Recolección 33
7 Diagrama De Relaciones 35
8 Diagrama De Red 37
9 Diagrama De Recorrido 39
10 Análisis De Factores Para Subcontratar 47
11 Ruta 1 50
12 Ruta 2 50
13 Ruta 3 51
14 Ruta 4 51
15 Ruta 5 52
16 Ruta 6 52
17 Ruta 7 52
18 Ruta 8 53
19 Ruta 9 53
xii
20 Ruta 10 53
21 Ruta 11 54
22 Ruta 12 54
23 Ruta 13 54
24 Rutas 14, 15 Y 16 55
25 Ruta 1 56
26 Ruta 2 57
27 Ruta 3 57
28 Ruta 4 57
29 Ruta 5 58
30 Ruta 6 58
31 Ruta 7 58
32 Ruta 8 59
33 Ruta 9 59
34 Ruta 10-11-12 59
35 Ruta 13 60
36 Ruta 14 60
37 Ruta 15-16 61
38 Ruta 17 61
39 Análisis De Causa-Efecto 62
xiii
INDICE DE FIGURAS
N° Descripción Pag.
1 Operador Logistico 17
2 Problema De Asignación Cuadrática 20
3 Matriz De Distancias 20
4 Permutación De La Solución 21
xiv
INDICE DE ANEXOS
N° Descripción Pag.
1 Anexos 77
xv
AUTHOR: ROMERO BONILLA ERICK DAVID TOPIC: "MEJORAMIENTO DEL PROCESO DE EVACUACIÓN DE RESIDUOS EN EL ÁREA DE DESECHOS DE LA PLANTA ALIMENTICIA TONICORP ". DIRECTOR: ING. IND. SANTOS VÁSQUEZ OTTO BENJAMIN, MSC
RESUMEN
Los problemas que ocasiona la demora en la evacuación de
residuos de la empresa objeto de este estudio, es que el personal de
reciclaje es muy limitado, ya que sólo se encuentran dos personas por
turno de trabajo y su medio de transporte son triciclos, los cuales no
poseen la capacidad suficiente para poder llevar el material al centro de
acopio de la planta. El objetivo principal de este estudio es la optimización
del proceso de evacuación de residuos en el área de desechos de la
planta alimenticia Tonicorp. Con este fin, la pregunta de investigación es
la siguiente: ¿El sistema automatizado de este proceso sí podrá
solucionar, en el cuarto de desechos, la evacuación de los residuos de
una manera rápida y eficiente? En este contexto, automatizar el sistema
de evacuación de desechos sería lo primordial para solucionar el
problema de estancamiento de residuos dentro de la nave de producción.
PALABRAS CLAVES: Evaluación, Estudio, Reciclaje, Transporte,
Optimización, Proceso, Sistema, Automatizado,
Producción.
Romero Bonilla Erick David Ing. Ind Santos Vásquez Otto Benjamin, Msc
CC.: 0918053588 Director del Trabajo
xvi
AUTHOR: ROMERO BONILLA ERICK DAVID. TOPIC: "PROPOSAL FOR IMPROVING PRODUCTIVITY IN THE MANUFACTURE OF FOOTWEAR IN THE YOVAVEL COMPANY". DIRECTOR: ING. IND. SANTOS VÁSQUEZ OTTO BENJAMIN, MSC
ABSTRACT
The problems in the delay disposing the waste of the company,
objective of this study, occur because the personnel of recycling is limited
since there are only two people in each shift and they move in tricycles
which don't have enough space to carry all the material to the gathering
center in the factory. The main objective of this study is the optimization in
the process of the evacuation of waste in the disposal area in the food
company Tonicorp. with this purpose, the question of the research is,
would the automatic system of this process be able to solve, in the
disposal room, the evacuation of the waste in a fast and efficient way? In
this context to make this evacuation system automatic, would be
imperative to solve the problem of waste stucked the production area.
KEY WORDS: Evaluation, Study, Recycling, Transport,
Optimization, Process, System, Automated,
Production.
Romero Bonilla Erick David Eng. Ind. Santos Vásquez Otto Benjamin, Msc
CC.:0918053588 Director of Work
PRÓLOGO
Cuando me propuse realizar el presente trabajo de investigación,
pensé que encontraría abundante material para realizar el trabajo, sin
embargo, grande fue mi sorpresa cuando no encontré lo suficiente para
tratar el tema particular del manejo integral de desechos.
No obstante, he estado buscando suficiente información para hacer
un trabajo de esta índole, extendiéndola al tema de Mejoramiento del
Proceso de Evacuación de Residuos en el Área de Desechos de la Planta
Alimenticia Tonicorp.
El trabajo que se presenta a continuación permitirá identificar y
delimitar en qué parte se encuentra la ineficiencia al momento de evacuar
los residuos, debido a que el personal de saneamiento pasa por las áreas
de producción retirando el residuo y de esta manera es transportado
hasta el cuarto de desechos el personal de reciclaje es el encargado de
sacar el residuo y es limitado tanto en personal como en recursos.
En este tema se adentrará en la opcion de subcontratación o
outsourcing, esta no es una acitvidad nueva ya que algunas empresas ya
las practican y es muy recurrente verlas como Catering, servicios de
seguridad, programas informaticos, asesoria contable, etc.
Esto le permite a la empresa concentrarse en su objetivo principal,
en su core business, y para otras actividades recurrir a empresas
especializadas que realizaran el trabajo mejor que ella.
Prólogo 2
Es una herramienta de gestión que implica realizar externamente
operaciones que normalmente se venían realizando con recursos de la
compañía.
El objetivo del Outsourcing es porder Crear una empresa mas
flexible (variabilizacion de costos), basada en sus competencias basicas y
diferenciales, Subcontratando operaciones logisticas: almacenaje, piking,
transporte, Estableciendo relaciones con terceros a largo plazo, Para el
mutuo beneficio.
CAPITULO I
INTRODUCCIÓN
1.1 Antecedentes
La empresa alimenticia en donde se realizará este trabajo de
investigación es INDUSTRIAS LÁCTEAS TONI S.A. Es la primera planta
procesadora de yogurt industrial en el Ecuador, y nace el 6 de junio de
1978 bajo la dirección y tecnología de TONI Suiza. Sus primeras
instalaciones fueron en el km 7 ½ vía Daule.
En el año de 1980 lanza su primera producción de yogurt, ya que en
el mercado no existía una empresa dedicada exclusivamente a la
elaboración de estos productos, actualmente la planta consta con 728
colaboradores.
1.2 Objeto de estudio
El Objeto de Estudio del presente trabajo es la optimización del
proceso de evacuación de desechos de la planta alimenticia Tonicorp.
1.3 Campo de acción
El campo de acción en el que se desarrolla la presente investigación
es la planta alimenticia Tonicorp en la cual se escoge el área específica
del cuarto de desechos de la nave de producción, al cual le llega todo el
desperdicio de las envasadoras, áreas de mezclas y oficinas que se
encuentran dentro de la misma. Ésta área posee deficiencias porque no
logra acaparar todo el desperdicio que produce la planta.
Introducción 4
1.4 Visión
La visión que posee Tonicorp es ser empresa líder e innovadora en
productos alimenticios con valor agregado para el mercado nacional e
internacional, generando una cultura de servicio y calidad.
1.5 Misión
Producir alimentos funcionales de excelente calidad, pensando en la
nutrición y salud de las familias, con un gran sentido de responsabilidad
social y del medio ambiente fundamentando su crecimiento en el
desarrollo sostenible de su gente.
1.6 Justificativo
Este trabajo se desarrollará con el fin de automatizar la evacuación
del residuo del cuarto de desecho hasta el centro de acopio de la planta,
con esto se requiere mejorar la rapidez y eficiencia del desalojo del
residuo de la nave de producción.
Así evitar que el desperdicio se quede fuera del cuarto de desechos
y pueda causar contaminación cruzada por lo que se encuentra cerca de
las envasadoras y áreas de mezclas. La implementación contribuye a
evitar que se produzca algún tipo de enfermedad ocupacional hacia los
empleados,
Es muy importante tener en cuenta que al momento de optimizar el
proceso de evacuación de residuos uno de sus puntos importantes es que
se produzca una optimización del proceso reduciendo tiempo del proceso
y minimizando gastos operacionales.
Introducción 5
1.7 Antecedentes
1.7.1 Situación problemática de la empresa
La empresa Tonicorp posee un cuarto de desechos en el cual llega
todo el desperdicio de la nave de producción al término de la jornada, los
residuos luego de un día de labores y desperdicios generados por las
propias operaciones de la empresa. Existe tal magnitud de residuos que
resulta pequeño el lugar destinado para su acopio, de igual manera no se
abastecía el espacio con todo el residuo que recibe además que el
recurso para trabajar es muy escaso ya que se cuenta con dos
operadores, dos triciclos y una paletera lo que no abastece transportar
todo el residuo desde el cuarto de desechos hasta el centro de acopio
final de la planta. El personal de limpieza que pasa por toda la planta
recogiendo el desperdicio lo transporta hasta el cuarto de desechos y lo
deposita dentro de él, una vez lleno el cuarto como ya no hay capacidad,
dejan la basura en la parte exterior y esto tiene contacto con la producción
el área de bodegas y oficinas pudiendo causar algún tipo de
contaminación cruzada o enfermedad ocupacional hacia los operadores.
Debido a que el cuarto de desechos es muy pequeño y por normas
de calidad no se puede hacer una clasificación en el sitio de los residuos,
se debe sacar los desechos tal y cual van llegando al lugar, esto hace que
el sistema de evacuación se dificulte aún más, por lo que hay que sacar
todo el desperdicio mezclado y sin ningún orden.
1.7.2 La empresa y su clasificación Industrial Internacional
Uniforme CIIU 4 Ecuador
Industrias Lácteas Toni S.A. que es la empresa alimenticia en la cual
se va a realizar el trabajo en la Clasificación Industrial Internacional
Uniforme CIIU 4 Ecuador se encuentra clasificada de la siguiente manera:
CIIU:C1050.01.
Introducción 6
Elaboración de leche fresca líquida, crema de leche líquida, bebidas
a base de leche, yogurt, incluso caseína o lactosa, pasteurizada,
esterilizada, homogeneizada y/o tratada a altas temperaturas. (Industrias
lacteas Toni S.A, 2017)
1.7.3 Productos (Bienes y/o Servicios) que produce o
Comercializa
Para Industrias Lácteas TONI S.A. cada producto nuevo es el
resultado de meses de investigación, trabajo arduo e inversión, por eso
cada vez que se transforman en realidad siendo de gran valor para el
recurso humano que labora en ella.
Las principales líneas de productos son:
Yogurt
Leche
Queso
Manjar
Bebidas
Avena
Gelatina
Café helado
Línea Benecol
Helados
Todo esto dividido en 19 líneas de producción. (Industrias Lácteas
Toni S.A. 2017).
Introducción 7
# CODIGO DESCRIPCIÓN ENVASADORA
1 1000004 BALONCITO AS
2 1000006 BARRA BIG BAR
3 1000037 YOFRUT PALETA
4 1000061 TOPSYTO AS
5 1000960 BARRA BIG BAR X 6U
6 1001160 BARRA BIG BAR BLANCO
LNEA 1
1 1000007 BOMBON CLASICO
2 1000008 BOMBON BLANCO
3 1000009 BOMBON CARIÑO
4 1000961 SIX PACK BOMBON
LINEA 3
1 1000001 ARTESANAL CHOCOLATE
2 1000002 ARTESANAL RON PASAS
3 1000011 CLONITO LECHE CHOCOLATE
4 1000012 CLONITO LIMON NARANJA
5 1000016 FROZEN FRESA
6 1000017 FROZEN NARANJA
7 1000069 ICE AGE
8 1000760 HELADO DE FRUTILLA LECHE DE SABORES
9 1000761 HELADO DE CHOCOLATE LECHE DE SABORES
10 1001090 FROZEN DUO LECHE CHOCOLATE
11 1001091 FROZEN DUO LIMON NARANJA
LINEA 2
1 1000000 ALFAJOR
2 1000003 AS CROCANTE BLANCO
3 1000013 CONO FLAMA
4 1000015 DONA
5 1000018 GALLETOPSY CHOCOLATE FRUTILLA
6 1000019 GALLETOPSY VAINILLA
7 1000035 MAJESTIL ALMENDRAS
1 1000059 TOPSY CHOC BLANCO
2 1000060 TOPSY CHOC OSCURO
3 1000065 TU Y YO
LINEA 4
LINEA 5
1 1000010 BUGY GUM CHICKE
2 1000014 CONO M&M
3 1000020 LITRO CHOCOLATE
4 1000021 LITRO CHOCOLATE X6
5 1000022 LITRO FRUTILLA
6 1000023 LITRO FRUTILLA X 6U
7 1000024 LITRO M&M V1
8 1000025 LITRO M&M X6 UND
9 1000026 LITRO CREMA Y GALLETAS PREMIUN
10 1000027 LITRO SUNDAE PREMIUN
11 1000028 LITRO RON PASA
12 1000029 LITRO RON PASA X6U
13 1000030 LITRO VAINILLA
14 1000031 LITRO VAINILLA X6U
15 1000032 LITRO YOFRUT FRUTIMORA X6 U
LINEA 6
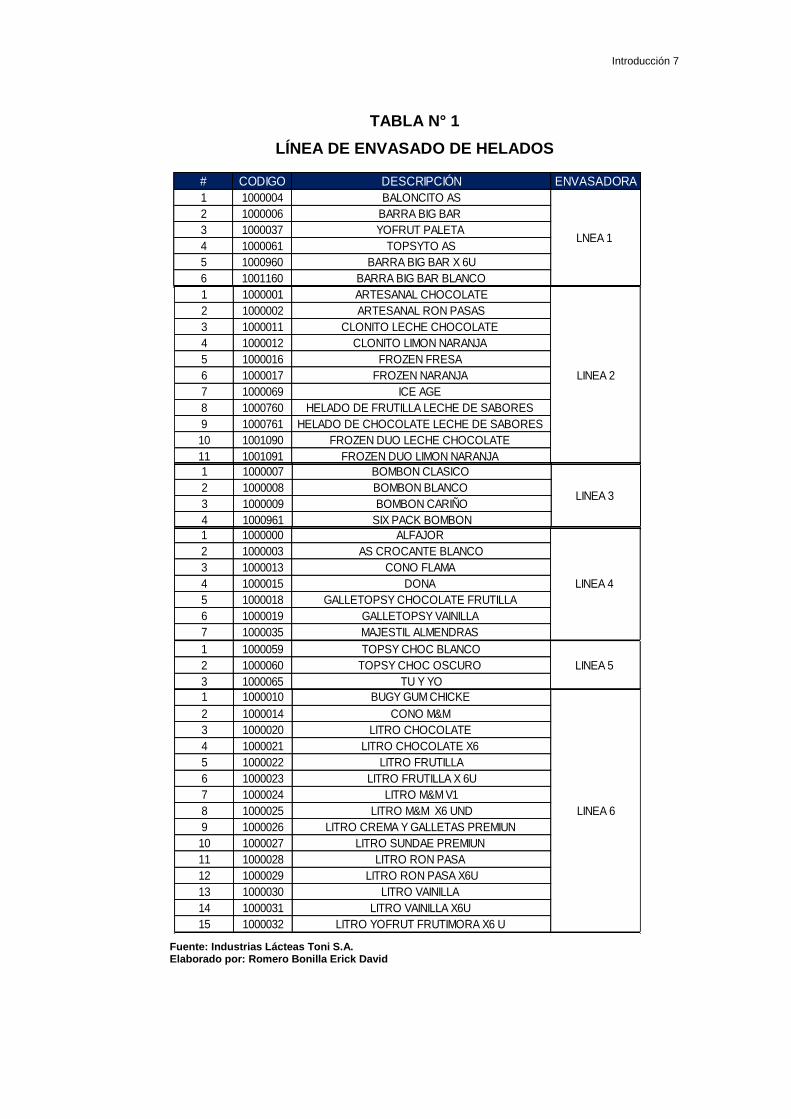
TABLA N° 1
LÍNEA DE ENVASADO DE HELADOS
Fuente: Industrias Lácteas Toni S.A. Elaborado por: Romero Bonilla Erick David
Introducción 8
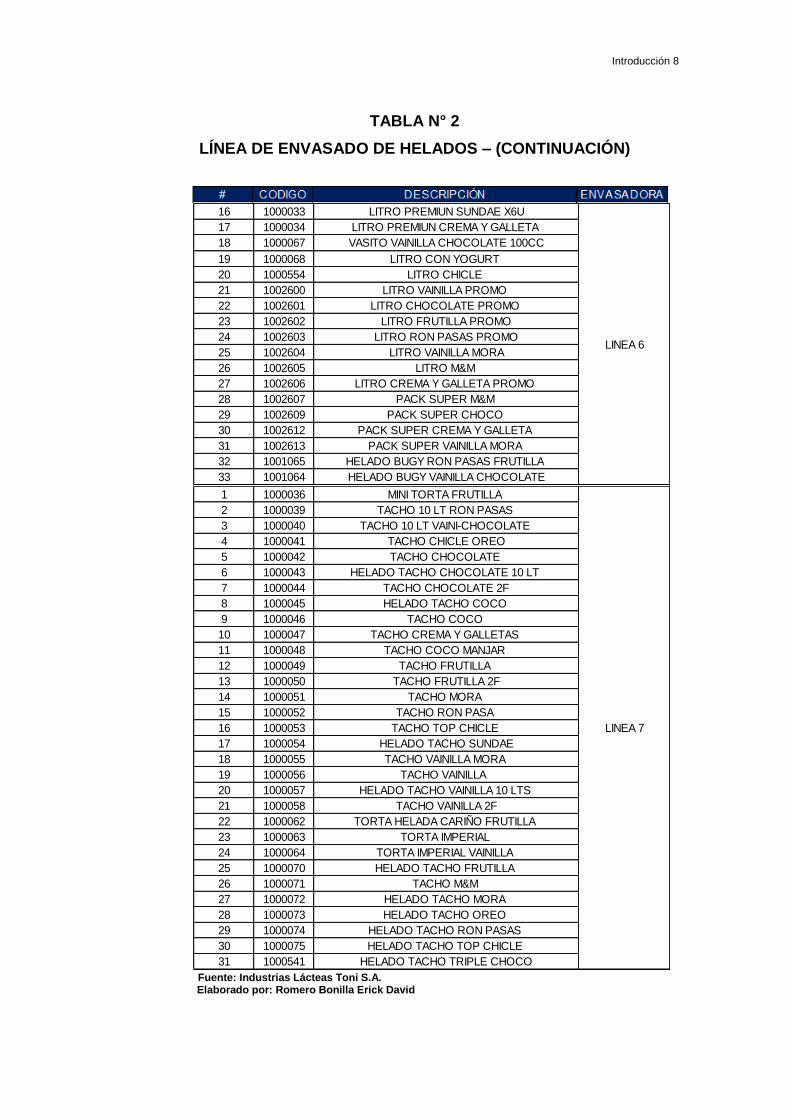
TABLA N° 2
LÍNEA DE ENVASADO DE HELADOS – (CONTINUACIÓN)
Fuente: Industrias Lácteas Toni S.A. Elaborado por: Romero Bonilla Erick David
16 1000033 LITRO PREMIUN SUNDAE X6U
17 1000034 LITRO PREMIUN CREMA Y GALLETA
18 1000067 VASITO VAINILLA CHOCOLATE 100CC
19 1000068 LITRO CON YOGURT
20 1000554 LITRO CHICLE
21 1002600 LITRO VAINILLA PROMO
22 1002601 LITRO CHOCOLATE PROMO
23 1002602 LITRO FRUTILLA PROMO
24 1002603 LITRO RON PASAS PROMO
25 1002604 LITRO VAINILLA MORA
26 1002605 LITRO M&M
27 1002606 LITRO CREMA Y GALLETA PROMO
28 1002607 PACK SUPER M&M
29 1002609 PACK SUPER CHOCO
30 1002612 PACK SUPER CREMA Y GALLETA
31 1002613 PACK SUPER VAINILLA MORA
32 1001065 HELADO BUGY RON PASAS FRUTILLA
33 1001064 HELADO BUGY VAINILLA CHOCOLATE
LINEA 6
1 1000036 MINI TORTA FRUTILLA
2 1000039 TACHO 10 LT RON PASAS
3 1000040 TACHO 10 LT VAINI-CHOCOLATE
4 1000041 TACHO CHICLE OREO
5 1000042 TACHO CHOCOLATE
6 1000043 HELADO TACHO CHOCOLATE 10 LT
7 1000044 TACHO CHOCOLATE 2F
8 1000045 HELADO TACHO COCO
9 1000046 TACHO COCO
10 1000047 TACHO CREMA Y GALLETAS
11 1000048 TACHO COCO MANJAR
12 1000049 TACHO FRUTILLA
13 1000050 TACHO FRUTILLA 2F
14 1000051 TACHO MORA
15 1000052 TACHO RON PASA
16 1000053 TACHO TOP CHICLE
17 1000054 HELADO TACHO SUNDAE
18 1000055 TACHO VAINILLA MORA
19 1000056 TACHO VAINILLA
20 1000057 HELADO TACHO VAINILLA 10 LTS
21 1000058 TACHO VAINILLA 2F
22 1000062 TORTA HELADA CARIÑO FRUTILLA
23 1000063 TORTA IMPERIAL
24 1000064 TORTA IMPERIAL VAINILLA
25 1000070 HELADO TACHO FRUTILLA
26 1000071 TACHO M&M
27 1000072 HELADO TACHO MORA
28 1000073 HELADO TACHO OREO
29 1000074 HELADO TACHO RON PASAS
30 1000075 HELADO TACHO TOP CHICLE
31 1000541 HELADO TACHO TRIPLE CHOCO
LINEA 7
Introducción 9
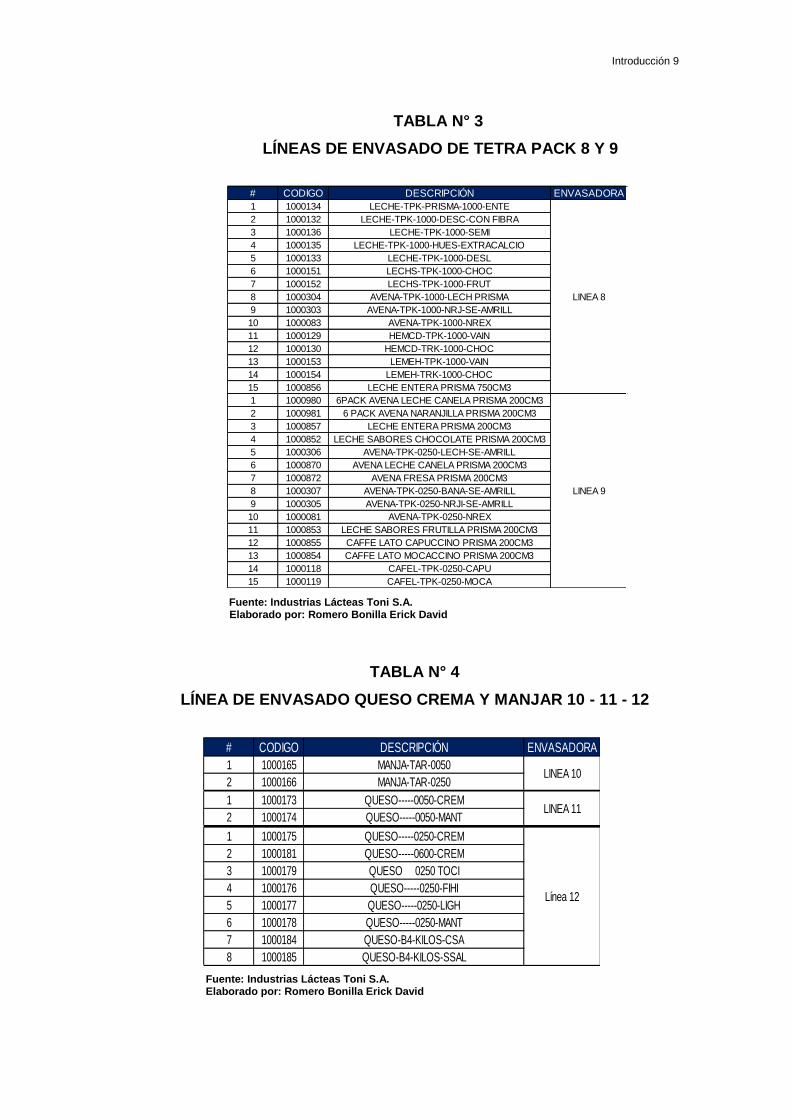
TABLA N° 3
LÍNEAS DE ENVASADO DE TETRA PACK 8 Y 9
Fuente: Industrias Lácteas Toni S.A. Elaborado por: Romero Bonilla Erick David
TABLA N° 4
LÍNEA DE ENVASADO QUESO CREMA Y MANJAR 10 - 11 - 12
Fuente: Industrias Lácteas Toni S.A. Elaborado por: Romero Bonilla Erick David
1 1000175 QUESO-----0250-CREM
2 1000181 QUESO-----0600-CREM
3 1000179 QUESO 0250 TOCI
4 1000176 QUESO-----0250-FIHI
5 1000177 QUESO-----0250-LIGH
6 1000178 QUESO-----0250-MANT
7 1000184 QUESO-B4-KILOS-CSA
8 1000185 QUESO-B4-KILOS-SSAL
Línea 12
# CODIGO DESCRIPCIÓN ENVASADORA
1 1000165 MANJA-TAR-0050
2 1000166 MANJA-TAR-0250
1 1000173 QUESO-----0050-CREM
2 1000174 QUESO-----0050-MANT
LINEA 10
LINEA 11
# CODIGO DESCRIPCIÓN ENVASADORA
1 1000134 LECHE-TPK-PRISMA-1000-ENTE
2 1000132 LECHE-TPK-1000-DESC-CON FIBRA
3 1000136 LECHE-TPK-1000-SEMI
4 1000135 LECHE-TPK-1000-HUES-EXTRACALCIO
5 1000133 LECHE-TPK-1000-DESL
6 1000151 LECHS-TPK-1000-CHOC
7 1000152 LECHS-TPK-1000-FRUT
8 1000304 AVENA-TPK-1000-LECH PRISMA
9 1000303 AVENA-TPK-1000-NRJ-SE-AMRILL
10 1000083 AVENA-TPK-1000-NREX
11 1000129 HEMCD-TPK-1000-VAIN
12 1000130 HEMCD-TRK-1000-CHOC
13 1000153 LEMEH-TPK-1000-VAIN
14 1000154 LEMEH-TRK-1000-CHOC
15 1000856 LECHE ENTERA PRISMA 750CM3
LINEA 8
1 1000980 6PACK AVENA LECHE CANELA PRISMA 200CM3
2 1000981 6 PACK AVENA NARANJILLA PRISMA 200CM3
3 1000857 LECHE ENTERA PRISMA 200CM3
4 1000852 LECHE SABORES CHOCOLATE PRISMA 200CM3
5 1000306 AVENA-TPK-0250-LECH-SE-AMRILL
6 1000870 AVENA LECHE CANELA PRISMA 200CM3
7 1000872 AVENA FRESA PRISMA 200CM3
8 1000307 AVENA-TPK-0250-BANA-SE-AMRILL
9 1000305 AVENA-TPK-0250-NRJI-SE-AMRILL
10 1000081 AVENA-TPK-0250-NREX
11 1000853 LECHE SABORES FRUTILLA PRISMA 200CM3
12 1000855 CAFFE LATO CAPUCCINO PRISMA 200CM3
13 1000854 CAFFE LATO MOCACCINO PRISMA 200CM3
14 1000118 CAFEL-TPK-0250-CAPU
15 1000119 CAFEL-TPK-0250-MOCA
LINEA 9
Introducción 10
# CODIGO DESCRIPCIÓN ENVASADORA
1 1000121 GELAT-----0200-FRES
2 1000085 GELAT-----0200-FREX
3 1000120 GELAT-----0200-CERE
4 1000084 GELAT-----0200-CEEX
5 1000122 GELAT-----0200-MANZ
LINEA 14
1 1000329 YOGUR-MIX-097-FRUBO-CHIQUI (bolita chocol)
2 1000274 YOGUR-MIX-097-CHIQUI (galletas)
3 1000535 YOGUR MIX CHIQ-HOJ-97-FRUT (hojuelas)
4 1001196 YOGURT- MCDONALDS - 85 -FRUTILLA
5 1000265 YOGUR-MET-0180-FRUT
6 1000264 YOGUR-MET-0180-DURA
7 1000263 YOGUR-MET-0180-CHOC
LINEA 15
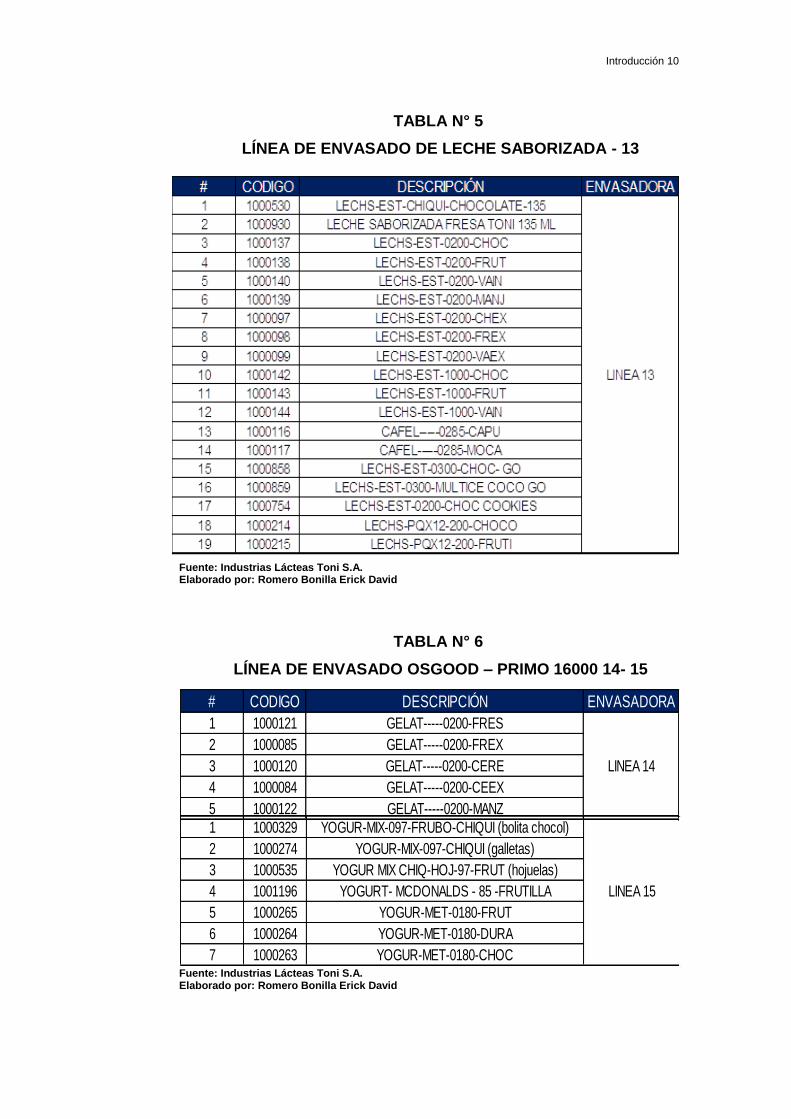
TABLA N° 5
LÍNEA DE ENVASADO DE LECHE SABORIZADA - 13
Fuente: Industrias Lácteas Toni S.A. Elaborado por: Romero Bonilla Erick David
TABLA N° 6
LÍNEA DE ENVASADO OSGOOD – PRIMO 16000 14- 15
Fuente: Industrias Lácteas Toni S.A. Elaborado por: Romero Bonilla Erick David
Introducción 11
# CODIGO DESCRIPCIÓN ENVASADORA
1 1000301 YOGUR-MIX-0190-VAINI (cereal natural)
2 1000394 YOGUR-MIX-0190-VABO
3 1000302 YOGUR-MIX-0190-DURA (cereal natural)
4 1000300 YOGUR-MIX-0190-FRUT (cereal natural)
5 1000299 YOGUR-MIX-185-GALL-FRU (galletas)
6 1000395 YOGUR-MIX-0190-FRBO
LINEA 16
1 1000327 YOGURT-DIG-195-FRUTILLA
2 1000278 YOGUR-TONI-VIDA-0190-FRUT
3 1000203 YOGUR-BEB-0200-BENE
4 1000289 YOGUR-FRH-0250-CODU
5 1000240 YOGUR-FRH-0250-FRBA
6 1000241 YOGUR-FRH-0250-FRUTILLA
7 1000276 YOGUR-TON-0120-FRUT
8 1000200 YOGUR-BEB-0120-DURA
9 1000204 YOGUR-BEB-0200-DURA
10 1000201 YOGUR-BEB-0120-FRUT
11 1000206 YOGUR-BEB-0200-FRUT
12 1000202 YOGUR-BEB-0120-MORA
13 1000209 YOGUR-BEB-0200-MORA
14 1001134 YOGUR-LGH-0190-VAIN
15 1001131 YOGUR-LGH-0190-DURA
16 1000313 YOGUR-LGH-0115-FRUT
17 1001132 YOGUR-LGH-0190-FRUT
18 1001133 YOGUR-LGH-0190-MORA
LINEA 17
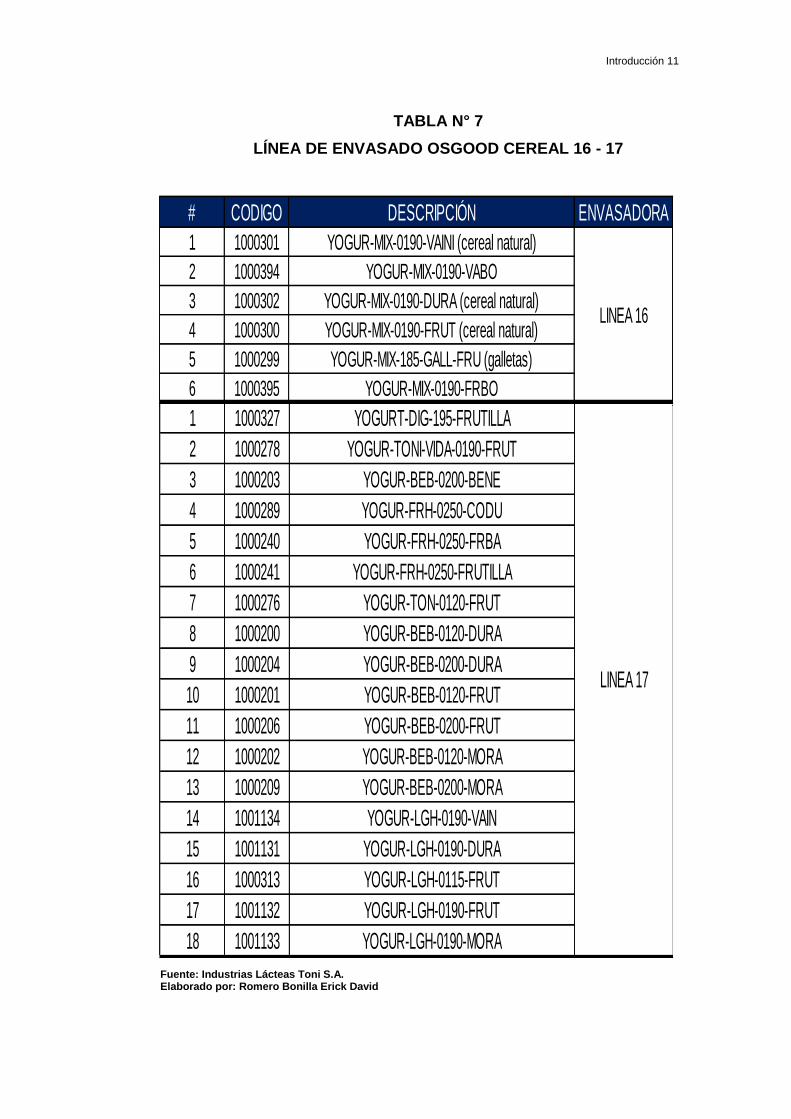
TABLA N° 7
LÍNEA DE ENVASADO OSGOOD CEREAL 16 - 17
Fuente: Industrias Lácteas Toni S.A. Elaborado por: Romero Bonilla Erick David
Introducción 12
# CODIGO DESCRIPCIÓN ENVASADORA
1 1001139 YOGUR-----0950-NAT
2 1001213 YOGUR-----0950-NAT-SMX
3 1000194 YOGUR-----1700-NATU
4 1000195 YOGUR-----1700-NATUSMX
5 1000283 YOGUR-BEB-CFR-1000-DURA
6 1000284 YOGUR-BEB-CFR-1000-DURA-AASS
7 1000285 YOGUR-BEB-CFR-1000-FRUT
8 1000286 YOGUR-BEB-CFR-1000-FRUT-AASS
9 1000298 YOGUR-TONI-VIDA-1700-FRUT
10 1000320 YOGURT-TONI-VIDA-1700-FRUTILLASMX
11 1000211 YOGUR-BEB-1000-DURA
12 1000212 YOGUR-BEB-1000-DURASMX
13 1000330 YOGUR-BEB-1700-DURA
14 1000331 YOGUR-BEB-1700-DURA-AASS
15 1000213 YOGUR-BEB-1000-FRUT
16 1000218 YOGUR-BEB-1000-FRUTSMX
17 1000332 YOGUR-BEB-1700-FRUT
18 1000333 YOGUR-BEB-1700-FRUT-AASS
19 1000219 YOGUR-BEB-1000-MORA
20 1000220 YOGUR-BEB-1000-MORASMX
21 1000334 YOGUR-BEB-1700-MORA
22 1000335 YOGUR-BEB-1700-MORA-AASS
23 1001138 YOGUR-LGH-0950-VAIN
24 1001211 YOGUR-LGH-0950-VAIN-SMX
25 1001135 YOGUR-LGH-0950-DURA
26 1001198 YOGUR-LGH-0950-DURA-SMX
27 1000255 YOGUR-LGH-1700-DURA
28 1000256 YOGUR-LGH-1700-DURASMX
29 1001136 YOGUR-LGH-0950-FRUT
30 1001199 YOGUR-LGH-0950-FRUT-SMX
31 1000257 YOGUR-LGH-1700-FRUT
32 1000258 YOGUR-LGH-1700-FRUTSMX
33 1001137 YOGUR-LGH-0950-MORA
34 1001210 YOGUR-LGH-0950-MORA-SMX
35 1000259 YOGUR-LGH-1700-MORA
36 1000260 YOGUR-LGH-1700-MORASMX
LINEA 18
1 1000156 MANJA-----1700-POUC LINEA 19
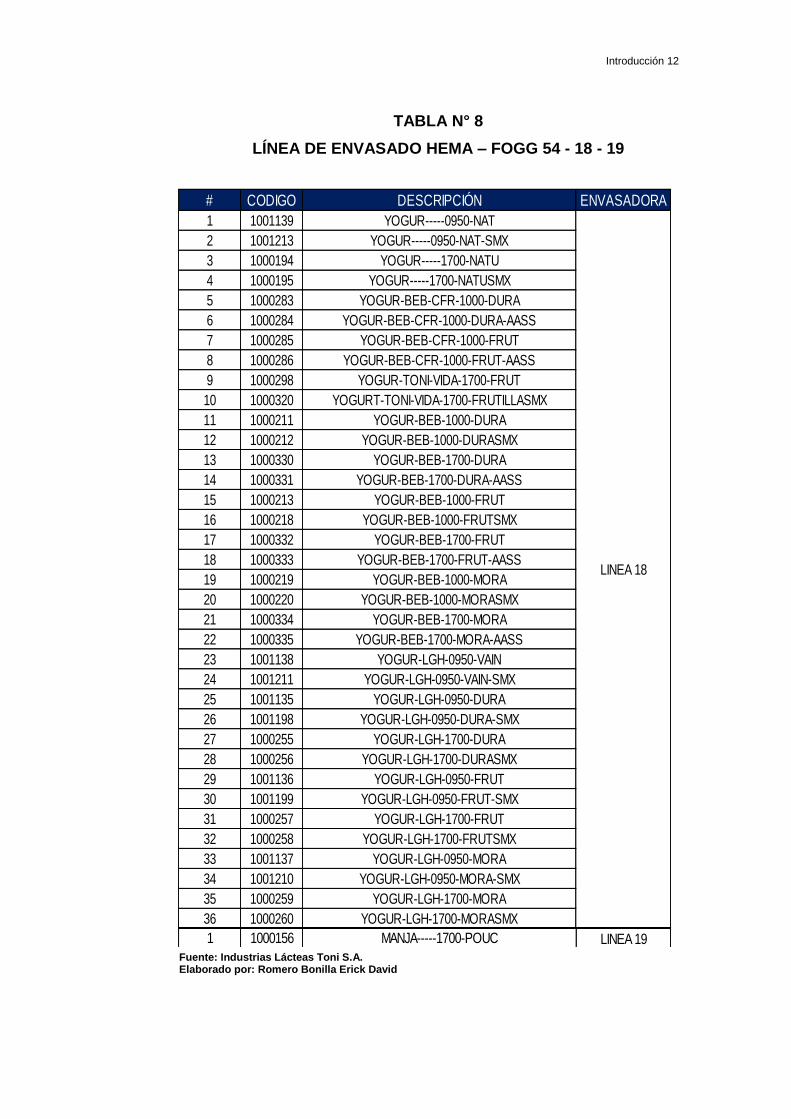
TABLA N° 8
LÍNEA DE ENVASADO HEMA – FOGG 54 - 18 - 19
Fuente: Industrias Lácteas Toni S.A. Elaborado por: Romero Bonilla Erick David
Introducción 13
1.8 Delimitación del problema
Este trabajo de investigación permitirá identificar y delimitar en qué
parte se encuentra la ineficiencia al momento de evacuar los residuos,
debido a que el personal de saneamiento pasa por las áreas de
producción retirando el residuo y de esta manera es transportado hasta el
centro de acopio, el cuarto de desechos tiene una dimensión de 5 metros
de ancho por 10 metros de largo el cual no abastece con toda la
capacidad de desechos que sale diariamente de producción.
una vez lleno el cuarto de desechos el personal de limpieza procede
a dejar el residuo a fuera del mismo causando una gran acumulación de
basura entre residuos reciclables, orgánicos e inorgánicos, como el
personal de reciclaje es el encargado de sacar el residuo y es limitado,
tanto en personal como en recursos la salida del desperdicio es lenta y
esto ocasiona que no haya un flujo continuo en la evacuación ya que al
poseer triciclos para el transporte de desechos al centro de acopio de la
empresa, el recorrido es muy largo y el triciclo no tiene capacidad para
poder llevar los desperdicios y esto ocasiona que la demora en el proceso
sea muy extensa.
1.9 Formulación del problema
Las empresas alimenticias que se dedican a la elaboración de
productos lácteos, utilizan diferentes mecanismos para administrar sus
desechos. En el presente trabajo de investigación la empresa objeto de
estudio, realiza el desalojo del desecho de cada envasadora, centro de
mezcla y demás áreas de producción dentro de la planta hacia los pasillos
del mismo tanto principal como secundarios de acuerdo a la programación
de la producción, debido a la gran cantidad de desechos que salen
diariamente no se abastece el cuarto de desechos que es donde llega
todo el residuo de la planta.
Introducción 14
Por lo descrito se formula la siguiente interrogante:
¿El sistema automatizado de este proceso sí podrá
solucionar, en el cuarto de desechos, la evacuación de los
residuos de una manera más rápida y eficiente?
Se recopilará información y se analizarán las causas que no
permiten cumplir con lo requerido.
1.10 Causas del problema
Los problemas que ocasionan la demora en la evacuación del
residuo es que el personal de reciclaje es muy limitado ya que solo están
dos personas en turno y su medio de transporte son triciclos, los cuales
no poseen espacio suficiente para poder llevar el material al centro de
acopio de la planta.
Otro de los problemas que se tiene es que el cuarto de desechos
donde llega todo el desperdicio de la planta es muy pequeño y no acapara
todo lo que sale de las 19 líneas de producción y las 9 líneas de áreas de
mezcla, el personal de limpieza que es el que transporta el desperdicio
hasta el cuarto no posee un horario establecido para sacar la basura por
eso también existe un desorden al momento de dejar el residuo en el
cuarto de desechos.
1.11 Objetivos
1.11.1 Objetivo General
Optimizar el proceso de evacuación de residuos en el área de
desechos de la planta alimenticia Tonicorp.
Introducción 15
1.11.2 Objetivos Específicos
Utilizar un adecuado y eficiente sistema de transporte interno
para el traslado de desechos.
Optimizar la operativa reduciendo el tiempo de traslado de
desechos.
1.12 Marco Teórico
1.12.1 Marco Conceptual
Tiene un propósito fundamental dentro del trabajo de investigación
porque sitúa el problema dentro de un conjunto de conocimientos que
permitirá encontrar de forma teórica los conceptos planteados. Los
modelos de investigación que pueden servir para poder delimitar el
problema de ésta investigación son:
1.12.2 Modelo de Optimización
La optimización, también denominada programación matemática,
sirve para encontrar la respuesta que proporciona el mejor resultado, la
que logra mayores ganancias, mayor producción o felicidad o la que logra
el menor costo, desperdicio o malestar. Con frecuencia, estos problemas
implican utilizar de la manera más eficiente los recursos, tales como;
dinero, tiempo, maquinaria, personal, existencias, etc. Los problemas de
optimización generalmente se clasifican en lineales y no lineales, según
las relaciones del problema sean lineales con respecto a las variables.
Existe una serie de paquetes de software para resolver problemas de
optimización. (H. Ballou, 2004). Por ejemplo, LINDO o WinQSB resuelven
modelos de programas lineales y LINGO y What'sBest! resuelven
problemas lineales y no lineales.
Introducción 16
Un modelo de Optimización Matemática consiste en una función
objetivo y un conjunto de restricciones en la forma de un sistema de
ecuaciones o inecuaciones. Los modelos de optimización son usados en
casi todas las áreas de toma de decisiones, como en ingeniería de diseño
y selección de carteras financieras de inversión.
1.12.3 Diagrama de Recorrido
Es la representación gráfica de la distribución de zonas y
edificaciones en la que indica la localización de todas las actividades
registradas en el diagrama de flujo de procesos. Sirve como ayuda para
encontrar las áreas de congestionamiento de tránsito y dificultades de
circulación, y por ende a la distribución de la planta. (CASP
VANACLOCHA, 2012).
1.12.4 Operador logístico
Las empresas se deben de enfrentar a grandes retos de gestión y
distribución de sus productos, ya que su actividad es exclusivamente
comercial de compra y venta. En definitiva la empresa debe colocar su
producto en el mercado con la mejor calidad y precio. (Mauleón Torres,
2006).
En este tema se adentrará en la opción de subcontratación u
outsourcing, esta no es una actividad nueva ya que algunas empresas ya
las practican y es muy recurrente verlas como; catering, servicios de
seguridad, programas informáticos, asesoría contable, etc. Esto le permite
a la empresa concentrarse en su objetivo principal, en su core business, y
para otras actividades recurrir a empresas especializadas que realizaran
el trabajo mejor que ellas.
Introducción 17
FIGURA N° 1
OPERADOR LOGÍSTICO
Fuente: Propia de la Investigacion Elaborado por: Romero Bonilla Erick David
1.12.4.1 Variables que explican la figura del operador logístico
Las empresas no pueden hacer frente con sus propios medios a
tantos retos añadidos, además de competir en su propio sector por poseer
un producto competitivo y a bajo costo, las variables son:
Calidad y rapidez en el servicio (24 horas).
Inversiones en tecnología para gestionar el almacén.
Informática y comunicaciones.
Flexibilidad laboral y variabilidad en costos.
Aumento en la complejidad operativa.
Demanda de soluciones globales para la distribución.
1.12.4.2 El Outsourcing
Es una herramienta de gestión que implica realizar externamente
operaciones que normalmente se venían realizando con recursos de la
compañía.
Introducción 18
El objetivo del Outsourcing es:
Crear una empresa más flexible (variabilización de costos).
Basada en sus competencias básicas y diferenciales.
Subcontratando operaciones logísticas: almacenaje, picking
y transporte.
Estableciendo relaciones con terceros a largo plazo.
Para el mutuo beneficio.
Motivos que impulsan la subcontratación básicamente son:
Racionalizar costos para aumentar la competitividad.
Aumentar la calidad del servicio.
Flujo de materiales complicados.
Problemas de servicio/calidad para el cliente o usuario:
trazabilidad del producto, mayor fiabilidad en las entregas.
Variabilizar costos.
Reducción de horas extras en áreas de coordinación de la
empresa. ( Fórneas Carro, 2008).
1.12.4.3 Operadores logísticos especialistas y generalistas
Los operadores especialistas se acoplan y se rediseñan al mejor tipo
de mercado en el que actúan: farmacia, frío, alimentación, sistema de
desechos, etc. Por otro lado los generalistas abarcan, con limitaciones,
diversos campos. (Mauleón Torres, 2006).
1.13 Problema de asignación cuadrática
El problema de asignación cuadrática (QAP), planteado por
Koopmans y Beckmann, es un modelo matemático para un conjunto de
Introducción 19
actividades económicas indivisibles. Pertenece a los problemas no
polinomiales duros aplicable a un sinnúmero de situaciones. (Platas
García & Cervantes , 2014)
En si este tipo de problemas es uno de localización, donde se
asigna un número determinado (N) de instalaciones o locaciones en
donde se considera un costo asociado a cada una de las asignaciones,
dicho costo de las distancia y flujo de las instalaciones, buscando que el
costo en función de la distancia y flujo sean mínimos. (Platas García &
Cervantes , 2014)
Este tipo de problemas es aplicable, como ya se ha dicho a un gran
número de instancias, por lo cual, entre más instalaciones se ha
desarrollado un número infalible de técnicas y cálculos. Se puede aplicar
en:
a. Diseño de centros comerciales.
b. Diseño de terminales en aeropuertos.
c. Procesos de comunicaciones.
d. Diseño de teclados de computadoras.
e. Diseños de circuitos eléctricos.
1.13.1 Desarrollo del QAP (Problema de asignación cuadrática)
Para desarrollar este tipo de problemas de distribución se debe
considerar:
Un conjunto de n facilidades que deben ser dispuestas en n
localidades (fijas) en forma de minimizar ya sea costo,
tiempo, o esfuerzo.
Introducción 20
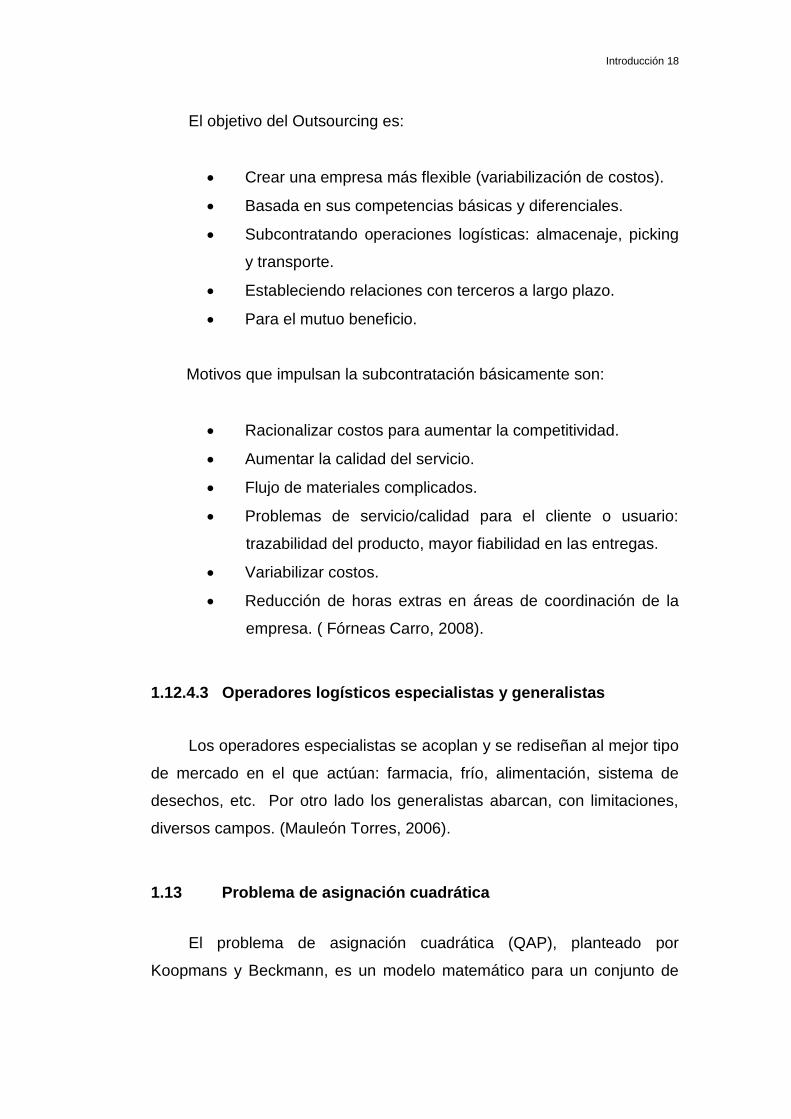
FIGURA N° 2 PROBLEMA DE ASIGNACIÓN CUADRÁTICA
Fuente: Cortés Achedad & Onieva Giménez, 2010 Elaborado por: Romero Bonilla Erick David
La variable costo o tiempo se calcula en base a una función
que depende de: distancia entre facilidades y grado de
interacción o flujo de las facilidades.
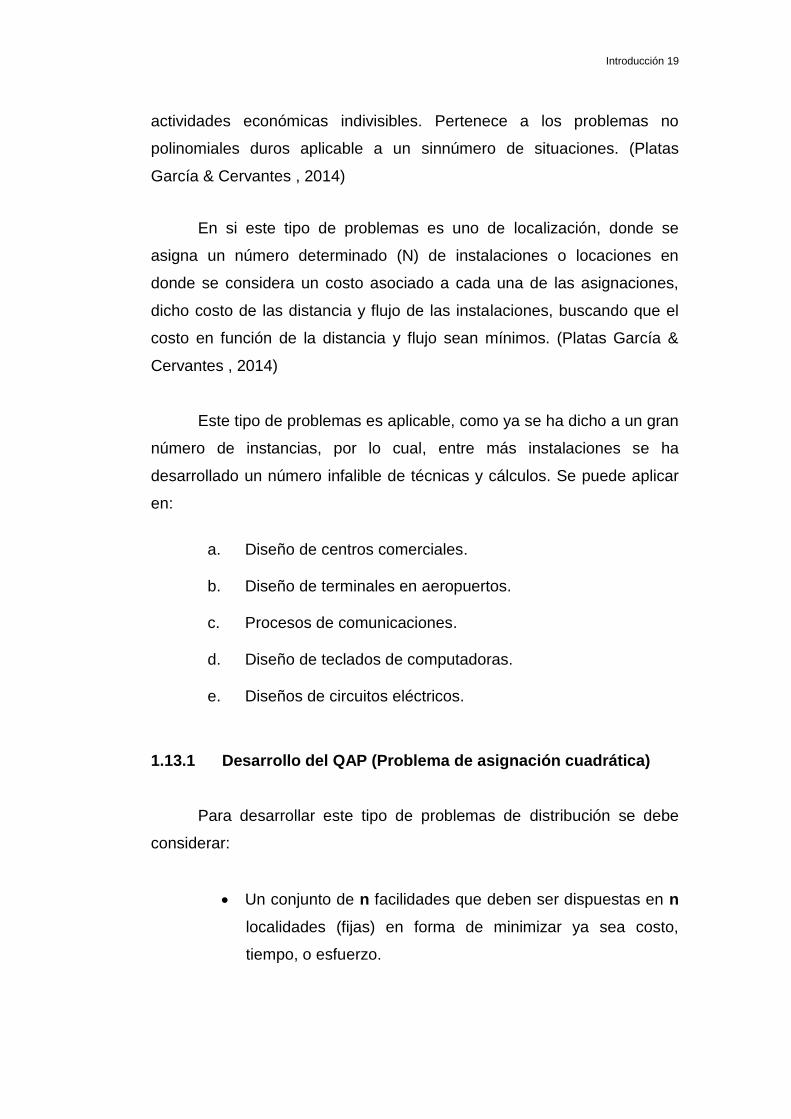
Entonces se obtiene:
Una matriz de distancias (D) desde las localidades i hasta la
j. En sí son distancias euclidianas.
FIGURA N° 3
MATRIZ DE DISTANCIAS
Fuente: Cortés Achedad & Onieva Giménez, 2010 Elaborado por: Romero Bonilla Erick David
Matriz de flujo (f) entre facilidades, que representan que
tanta interacción hay entre dos facilidades (h y k).
Introducción 21
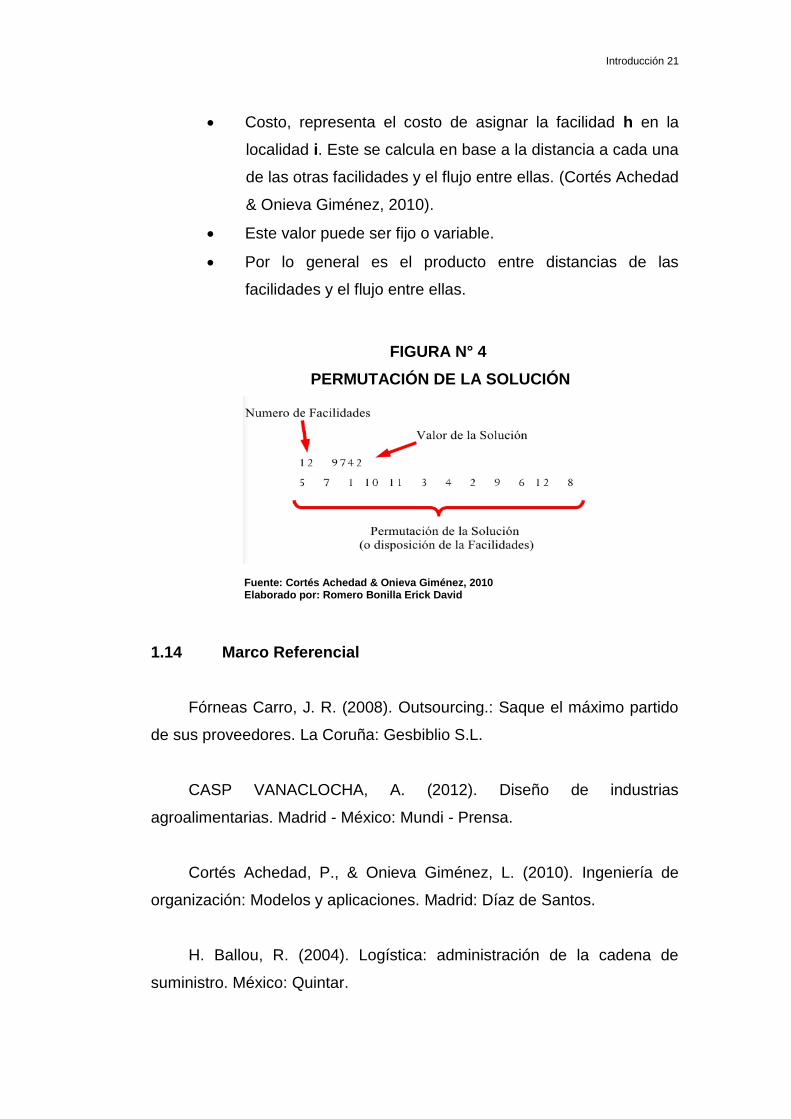
Costo, representa el costo de asignar la facilidad h en la
localidad i. Este se calcula en base a la distancia a cada una
de las otras facilidades y el flujo entre ellas. (Cortés Achedad
& Onieva Giménez, 2010).
Este valor puede ser fijo o variable.
Por lo general es el producto entre distancias de las
facilidades y el flujo entre ellas.
FIGURA N° 4
PERMUTACIÓN DE LA SOLUCIÓN
Fuente: Cortés Achedad & Onieva Giménez, 2010 Elaborado por: Romero Bonilla Erick David
1.14 Marco Referencial
Fórneas Carro, J. R. (2008). Outsourcing.: Saque el máximo partido
de sus proveedores. La Coruña: Gesbiblio S.L.
CASP VANACLOCHA, A. (2012). Diseño de industrias
agroalimentarias. Madrid - México: Mundi - Prensa.
Cortés Achedad, P., & Onieva Giménez, L. (2010). Ingeniería de
organización: Modelos y aplicaciones. Madrid: Díaz de Santos.
H. Ballou, R. (2004). Logística: administración de la cadena de
suministro. México: Quintar.
Introducción 22
Industrias lácteas Toni S.A. (2017). Informe corporativo Toni S.A.
Guayaquil.
Mauleón Torres, M. (2006). Logística y costos. Madrid - Buenos
Aires: Díaz de Santos.
Ministerio del Ambiente. (2017).
Municipalidad de Guayaquil. (2017).
Platas García, J. A., & Cervantes, M. I. (2014). Planeación, Diseño y
Layout de Instalaciones: Un enfoque por competencias. México: Grupo
Editorial Patria.
1.14.1 Marco Legal
La parte legal del proyecto indica que leyes son las que se deben
usar para que la planta alimenticia Tonicorp pueda estar en
funcionamiento y cumpla con los requisitos estipulados por la ley, caso
contrario se procederá con el cierre del mismo. En el Ministerio del
Ambiente, ACUERDO MINISTERIAL N°208 SUSTITUYESE EL LIBRO VI
DEL TEXTO UNIFICADO DE LEGISLACIÓN SECUNDARIA, en el Art. 68
De las actividades comerciales y/o industriales. - Se establecen los
parámetros para el almacenamiento temporal de residuos sólidos no
peligrosos ya clasificados, sin perjuicio de otros que establezca la
Autoridad Ambiental Nacional, siendo los siguientes:
a) Las instalaciones para almacenamiento de actividades comercial
y/o industrial, deberán contar con acabados físicos que permitan su fácil
limpieza e impidan la proliferación de vectores o el ingreso de animales
domésticos (paredes, pisos y techos de materiales no porosos e
impermeables). (Ministrio del Ambiente , 2017).
Introducción 23
b) Deberán ser lo suficientemente amplios para almacenar y
manipular en forma segura los residuos no peligrosos.
c) Deberán estar separados de áreas de producción, servicios,
oficinas y almacenamiento de materias primas o productos terminados.
d) Se deberá realizar limpieza, desinfección y fumigación de ser
necesario de manera periódica.
e) Contarán con iluminación adecuada y tendrán sistemas de
ventilación, ya sea natural o forzada; de prevención y control de incendios
y de captación de olores.
f) Deberán contar con condiciones que permitan la fácil disposición
temporal, recolección y traslado de residuos no peligrosos.
g) El acceso deberá ser restringido, únicamente se admitirá el
ingreso de personal autorizado y capacitado.
h) Deberán contar con un cierre perimetral que impida el libre acceso
de personas o animales.
i) El tiempo de almacenamiento deberá ser el mínimo posible
establecido en las normas INEN.
j) Los usuarios serán responsables del aseo de las áreas de
alrededor de los sitos de almacenamiento.
En la Ordenanza de la M. I. Municipalidad de Guayaquil.
En sus Art. 7 DEBERES Y OBLIGACIONES DEL USUARIO.
Introducción 24
Es obligación de los usuarios residenciales y no residenciales sean
estas personas naturales o jurídicas, propietarios o administradores, que
en las edificaciones, tales como: multifamiliares, centros educacionales,
institucionales de Salud, entre otros, que se consideran grandes
productores de desechos sólidos no peligrosos, disponer de un sitio de
almacenamiento para la colocaciones de los contenedores de desechos
sólidos no peligrosos, capaces de recibir el número necesario de estos
para la cantidad de desechos generados entre una recolección y la
siguiente, por la población que atiende, cuyas características se describen
en el Art. 16 numeral 6. (Municipalidad de Guayaquil, 2017)
CAPITULO II
SITACIÓN ACTUAL
2.1 Desarrollo de la Investigación
2.2 Metodología
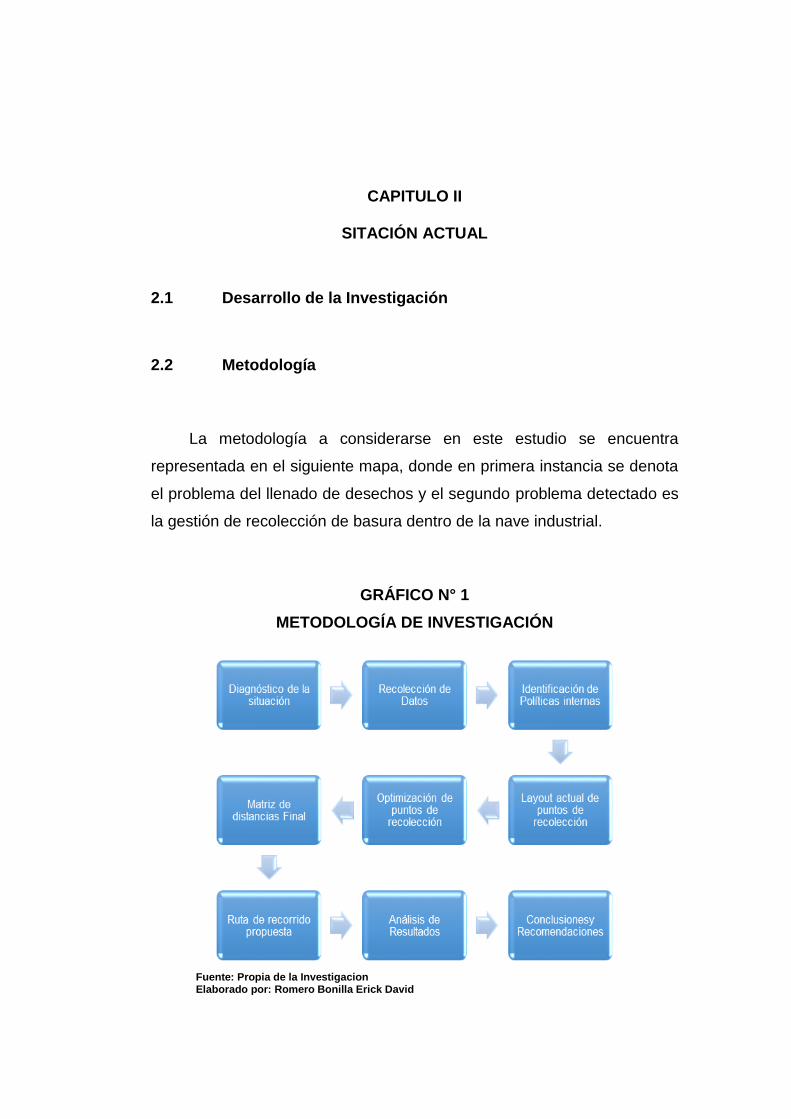
La metodología a considerarse en este estudio se encuentra
representada en el siguiente mapa, donde en primera instancia se denota
el problema del llenado de desechos y el segundo problema detectado es
la gestión de recolección de basura dentro de la nave industrial.
GRÁFICO N° 1
METODOLOGÍA DE INVESTIGACIÓN
Fuente: Propia de la Investigacion Elaborado por: Romero Bonilla Erick David
Situación Actual 26
2.2.1 Diagnóstico de la situación
Como se menciona en el Capítulo I, existe una limitada capacidad de
almacenamiento en el cuarto de desechos con el proceso actual de
manejo de desechos, donde la hipótesis de las causas es la demora en la
evacuación del residuo y se atribuye a que el personal de reciclaje es muy
limitado.
El área para este proceso cuenta con dos recursos operativos por
turno, las herramientas de trabajo son triciclos y el espacio de la planta es
por lo que estas herramientas de trabajo no pueden ser utilizadas para
todo el proceso.
2.2.2 Recolección de Datos
2.2.3 Descripción del proceso de recolección de desechos
El operador de limpieza sale de su puesto de trabajo y se dirige con
una paletera manual a cada una de las áreas de envasado, mezcla,
laboratorios y bodegas que se encuentran dentro de la nave de
producción. Los desechos lo dejan afuera de cada área encima de pallets
y el operador pasa retirando uno por uno y llevándolos hacia el cuarto de
desechos.
2.2.4 Identificación de nave industrial
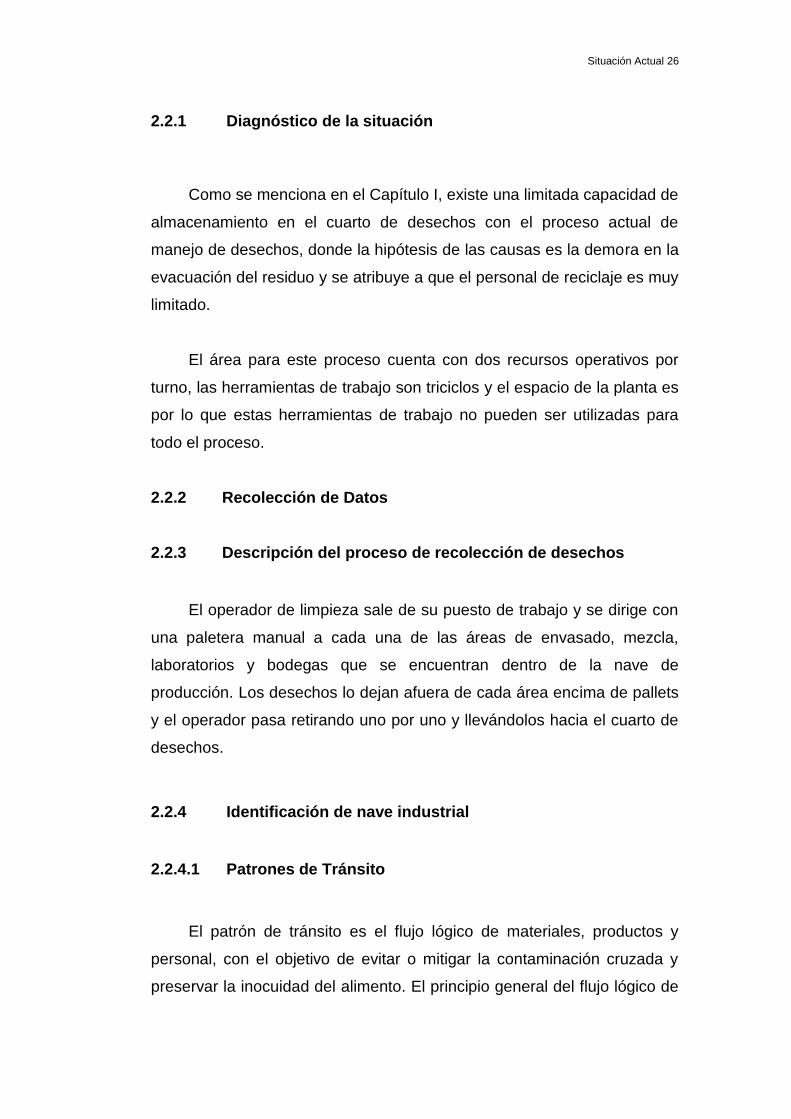
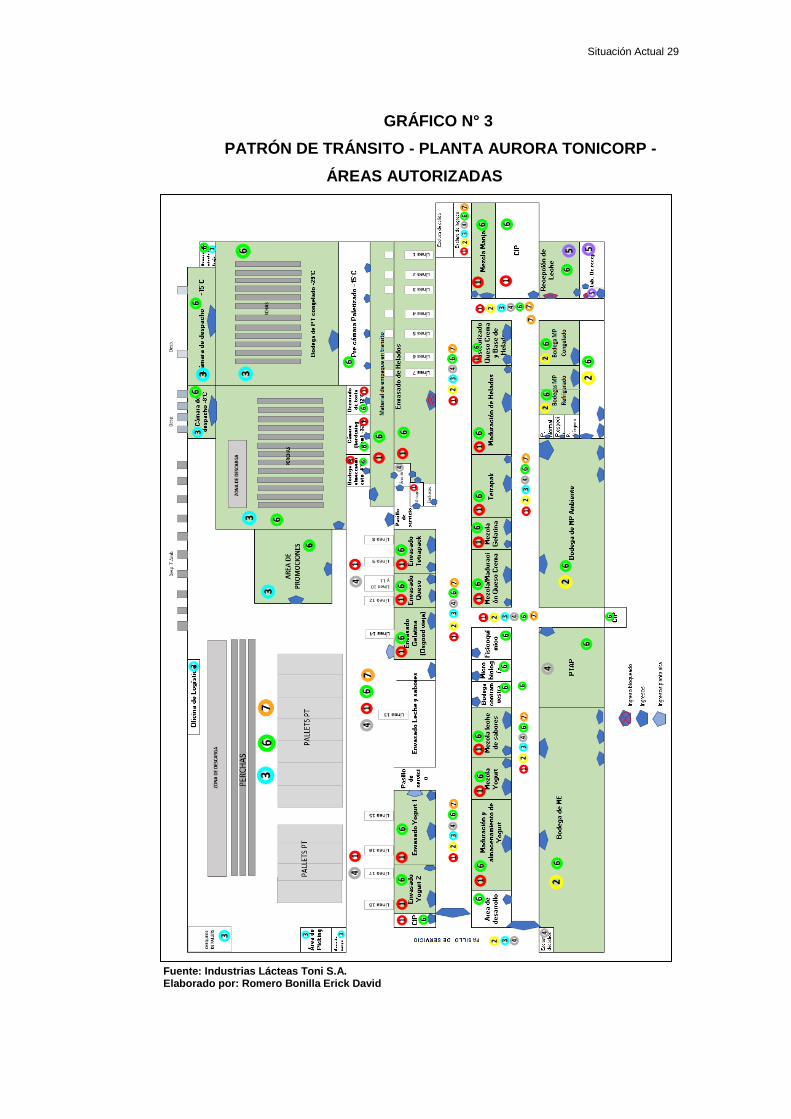
2.2.4.1 Patrones de Tránsito
El patrón de tránsito es el flujo lógico de materiales, productos y
personal, con el objetivo de evitar o mitigar la contaminación cruzada y
preservar la inocuidad del alimento. El principio general del flujo lógico de
Situación Actual 27
materiales, productos y personal va de zonas blancas a zonas grises (no
viceversa), para volver a ingresar a zonas blanca después de estar en
zonas grises debe pasar por el único acceso a la planta.
GRÁFICO N° 2
LAYOUT DE PLANTA DE PRODUCCIÓN
Fuente: Industrias Lácteas Toni S.A. Elaborado por: Romero Bonilla Erick David
Situación Actual 28
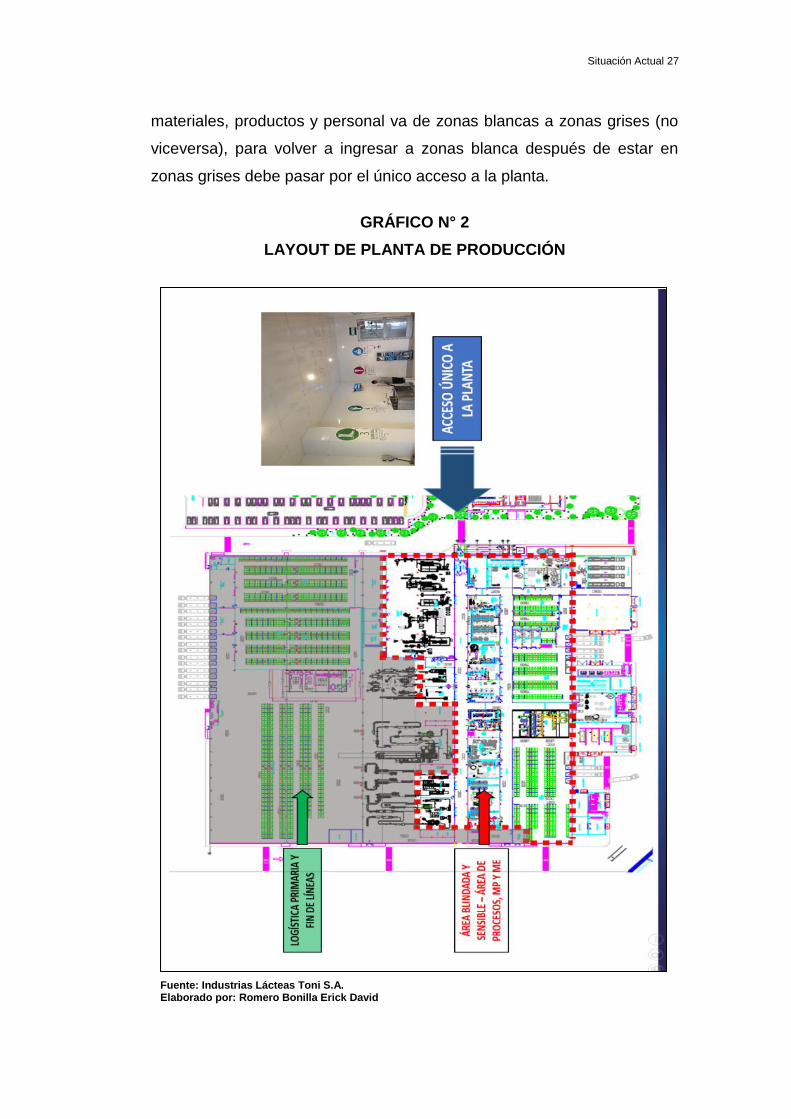
2.2.4.2 Clasificación del Personal
El personal de planta está identificado de acuerdo a la siguiente
tabla.
Existen siete categorías, cada una con su número con su
respectiva descripción.
TABLA N° 9
CATEGORIZACIÓN DEL PERSONAL
Categoría Descripción
Personal de producción
Personal de bodegas MP Y ME
Personal de logística
Personal de limpieza
Personal de recepción de leche
Personal de control de calidad y personal de desarrollo
Vistas / Personal Administrativo
Fuente: Industrias Lácteas Toni S.A. Elaborado por: Romero Bonilla Erick David
Situación Actual 29
GRÁFICO N° 3
PATRÓN DE TRÁNSITO - PLANTA AURORA TONICORP -
ÁREAS AUTORIZADAS
Fuente: Industrias Lácteas Toni S.A. Elaborado por: Romero Bonilla Erick David
Situación Actual 30
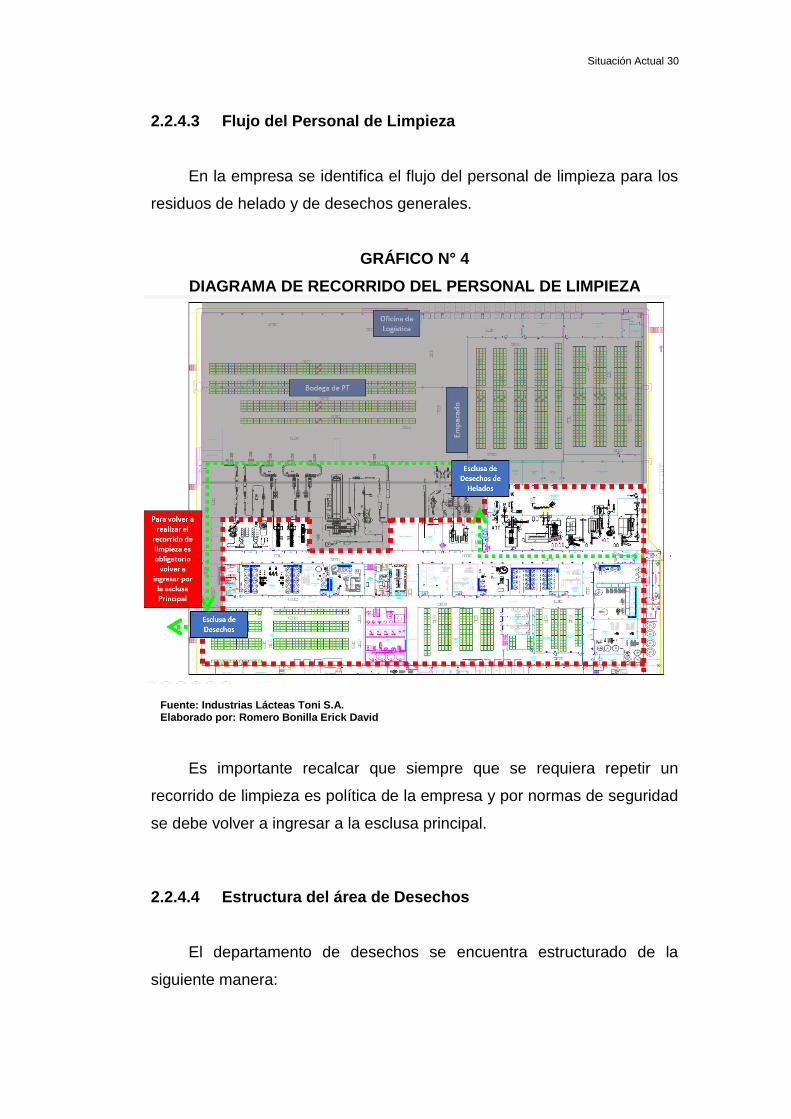
2.2.4.3 Flujo del Personal de Limpieza
En la empresa se identifica el flujo del personal de limpieza para los
residuos de helado y de desechos generales.
GRÁFICO N° 4
DIAGRAMA DE RECORRIDO DEL PERSONAL DE LIMPIEZA
Fuente: Industrias Lácteas Toni S.A. Elaborado por: Romero Bonilla Erick David
Es importante recalcar que siempre que se requiera repetir un
recorrido de limpieza es política de la empresa y por normas de seguridad
se debe volver a ingresar a la esclusa principal.
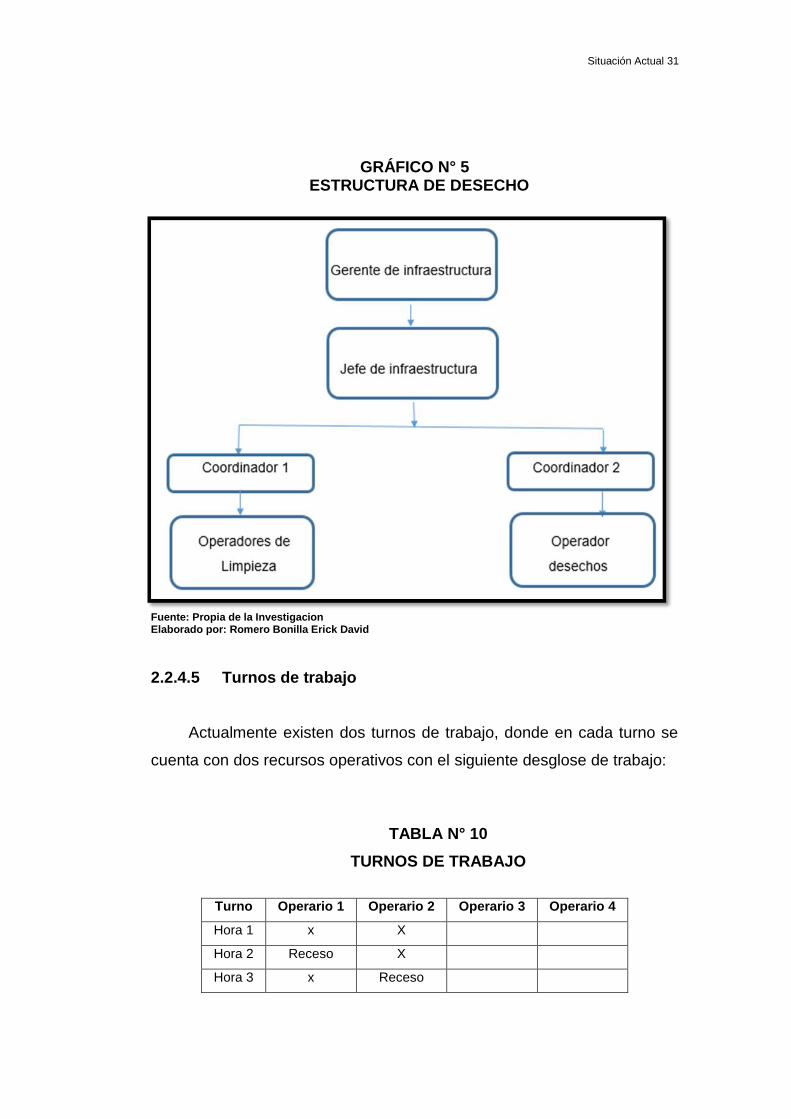
2.2.4.4 Estructura del área de Desechos
El departamento de desechos se encuentra estructurado de la
siguiente manera:
Situación Actual 31
GRÁFICO N° 5 ESTRUCTURA DE DESECHO
Fuente: Propia de la Investigacion Elaborado por: Romero Bonilla Erick David
2.2.4.5 Turnos de trabajo
Actualmente existen dos turnos de trabajo, donde en cada turno se
cuenta con dos recursos operativos con el siguiente desglose de trabajo:
TABLA N° 10
TURNOS DE TRABAJO
Turno Operario 1 Operario 2 Operario 3 Operario 4
Hora 1 x X
Hora 2 Receso X
Hora 3 x Receso
Situación Actual 32
Hora 4 x X
Hora 5 x X
Hora 6 Receso X
Hora 7 x Receso
Hora 8 x X
Fuente: Propia de la Investigacion Elaborado por: Romero Bonilla Erick David
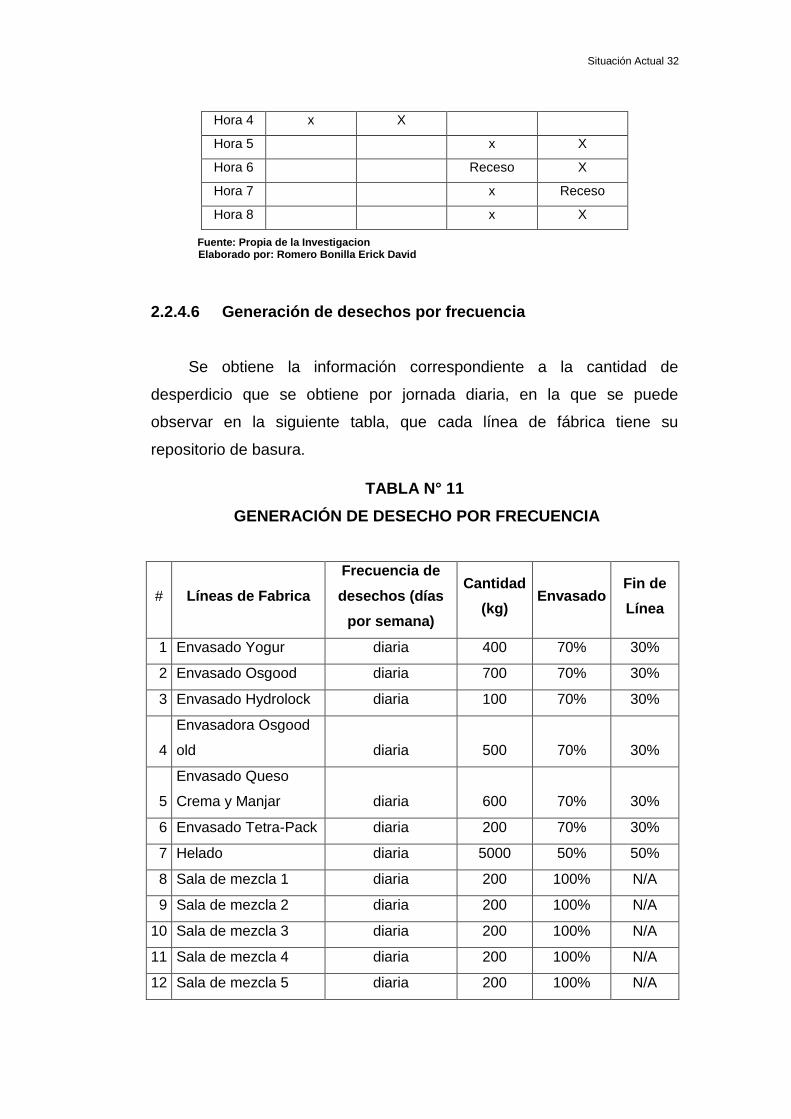
2.2.4.6 Generación de desechos por frecuencia
Se obtiene la información correspondiente a la cantidad de
desperdicio que se obtiene por jornada diaria, en la que se puede
observar en la siguiente tabla, que cada línea de fábrica tiene su
repositorio de basura.
TABLA N° 11
GENERACIÓN DE DESECHO POR FRECUENCIA
# Líneas de Fabrica
Frecuencia de
desechos (días
por semana)
Cantidad
(kg) Envasado
Fin de
Línea
1 Envasado Yogur diaria 400 70% 30%
2 Envasado Osgood diaria 700 70% 30%
3 Envasado Hydrolock diaria 100 70% 30%
4
Envasadora Osgood
old diaria 500 70% 30%
5
Envasado Queso
Crema y Manjar diaria 600 70% 30%
6 Envasado Tetra-Pack diaria 200 70% 30%
7 Helado diaria 5000 50% 50%
8 Sala de mezcla 1 diaria 200 100% N/A
9 Sala de mezcla 2 diaria 200 100% N/A
10 Sala de mezcla 3 diaria 200 100% N/A
11 Sala de mezcla 4 diaria 200 100% N/A
12 Sala de mezcla 5 diaria 200 100% N/A
Situación Actual 33
Fuente: Propia de la Investigacion Elaborado por: Romero Bonilla Erick David
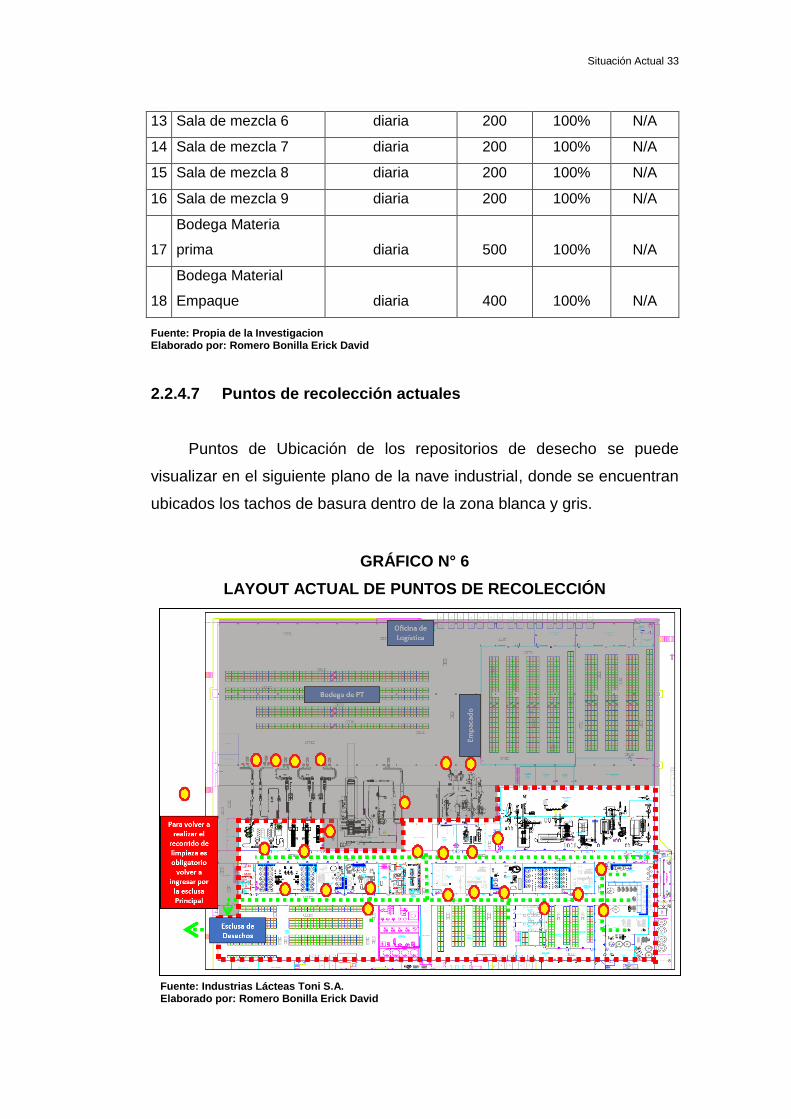
2.2.4.7 Puntos de recolección actuales
Puntos de Ubicación de los repositorios de desecho se puede
visualizar en el siguiente plano de la nave industrial, donde se encuentran
ubicados los tachos de basura dentro de la zona blanca y gris.
GRÁFICO N° 6
LAYOUT ACTUAL DE PUNTOS DE RECOLECCIÓN
Fuente: Industrias Lácteas Toni S.A. Elaborado por: Romero Bonilla Erick David
13 Sala de mezcla 6 diaria 200 100% N/A
14 Sala de mezcla 7 diaria 200 100% N/A
15 Sala de mezcla 8 diaria 200 100% N/A
16 Sala de mezcla 9 diaria 200 100% N/A
17
Bodega Materia
prima diaria 500 100% N/A
18
Bodega Material
Empaque diaria 400 100% N/A
Situación Actual 34
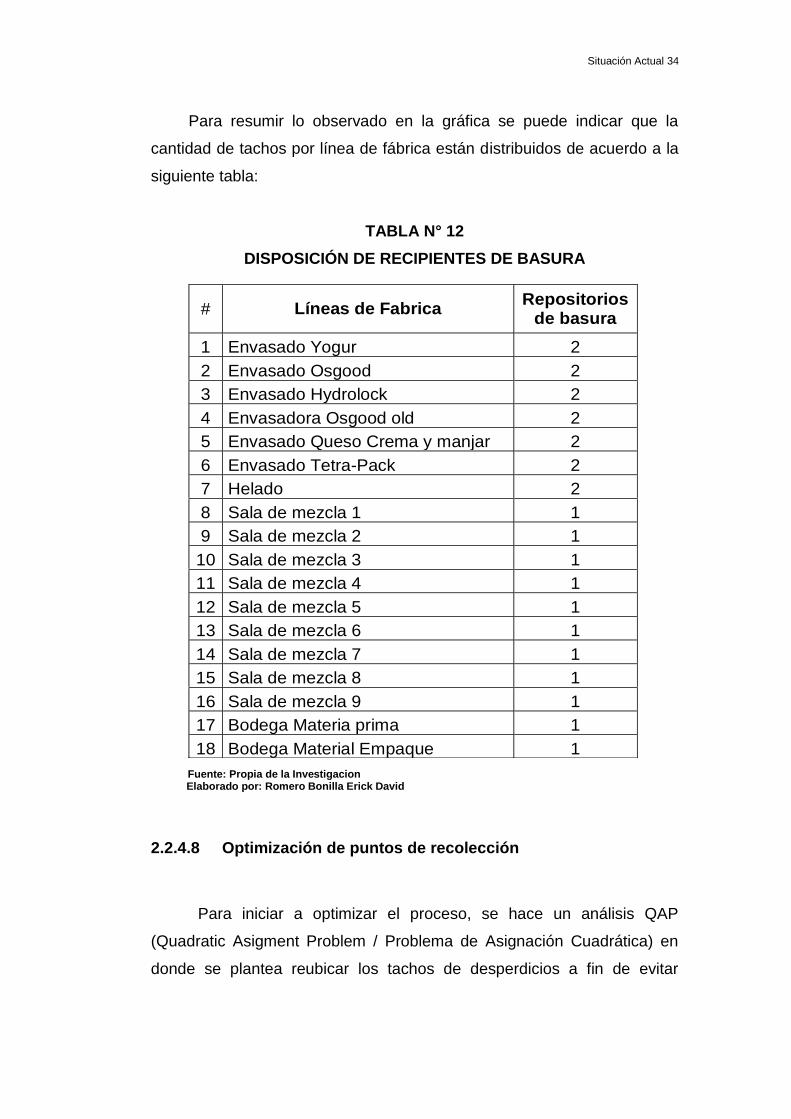
Para resumir lo observado en la gráfica se puede indicar que la
cantidad de tachos por línea de fábrica están distribuidos de acuerdo a la
siguiente tabla:
TABLA N° 12
DISPOSICIÓN DE RECIPIENTES DE BASURA
# Líneas de Fabrica Repositorios
de basura
1 Envasado Yogur 2
2 Envasado Osgood 2
3 Envasado Hydrolock 2
4 Envasadora Osgood old 2
5 Envasado Queso Crema y manjar 2
6 Envasado Tetra-Pack 2
7 Helado 2
8 Sala de mezcla 1 1
9 Sala de mezcla 2 1
10 Sala de mezcla 3 1
11 Sala de mezcla 4 1
12 Sala de mezcla 5 1
13 Sala de mezcla 6 1
14 Sala de mezcla 7 1
15 Sala de mezcla 8 1
16 Sala de mezcla 9 1
17 Bodega Materia prima 1
18 Bodega Material Empaque 1
Fuente: Propia de la Investigacion Elaborado por: Romero Bonilla Erick David
2.2.4.8 Optimización de puntos de recolección
Para iniciar a optimizar el proceso, se hace un análisis QAP
(Quadratic Asigment Problem / Problema de Asignación Cuadrática) en
donde se plantea reubicar los tachos de desperdicios a fin de evitar
Situación Actual 35
movimientos innecesarios y que de acuerdo a los datos históricos no
llegan a la capacidad máxima del repositorio.
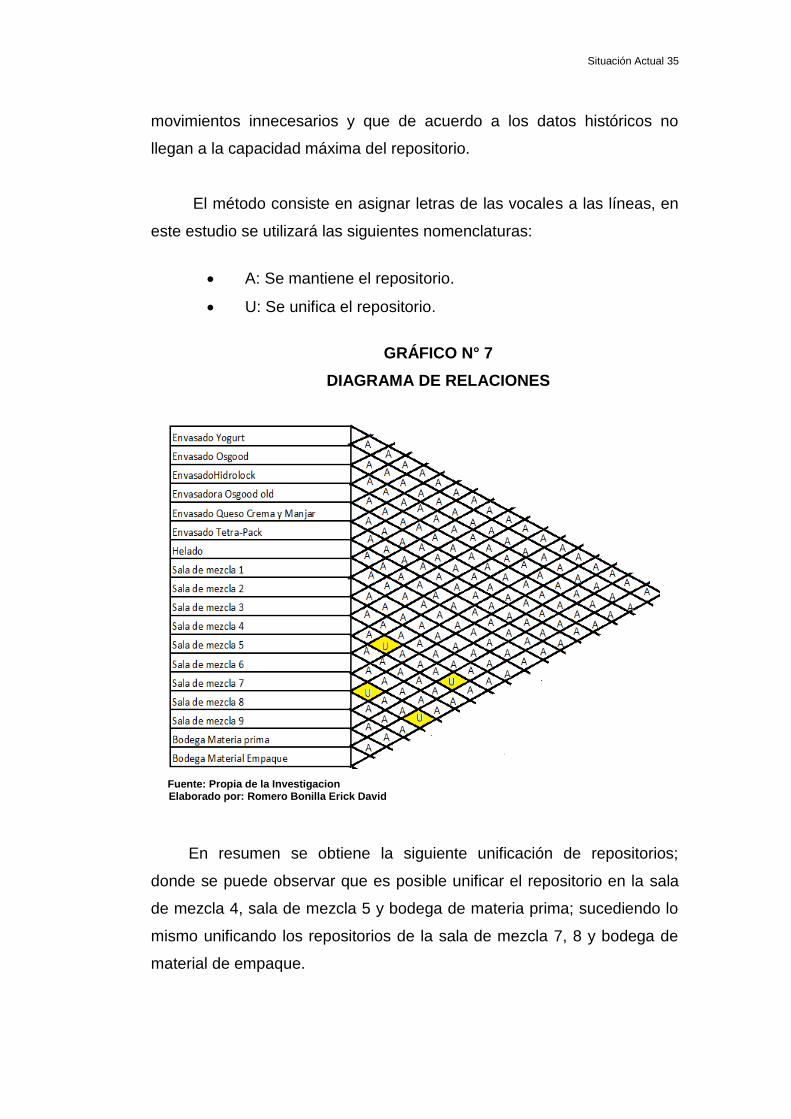
El método consiste en asignar letras de las vocales a las líneas, en
este estudio se utilizará las siguientes nomenclaturas:
A: Se mantiene el repositorio.
U: Se unifica el repositorio.
GRÁFICO N° 7
DIAGRAMA DE RELACIONES
Fuente: Propia de la Investigacion Elaborado por: Romero Bonilla Erick David
En resumen se obtiene la siguiente unificación de repositorios;
donde se puede observar que es posible unificar el repositorio en la sala
de mezcla 4, sala de mezcla 5 y bodega de materia prima; sucediendo lo
mismo unificando los repositorios de la sala de mezcla 7, 8 y bodega de
material de empaque.
Situación Actual 36
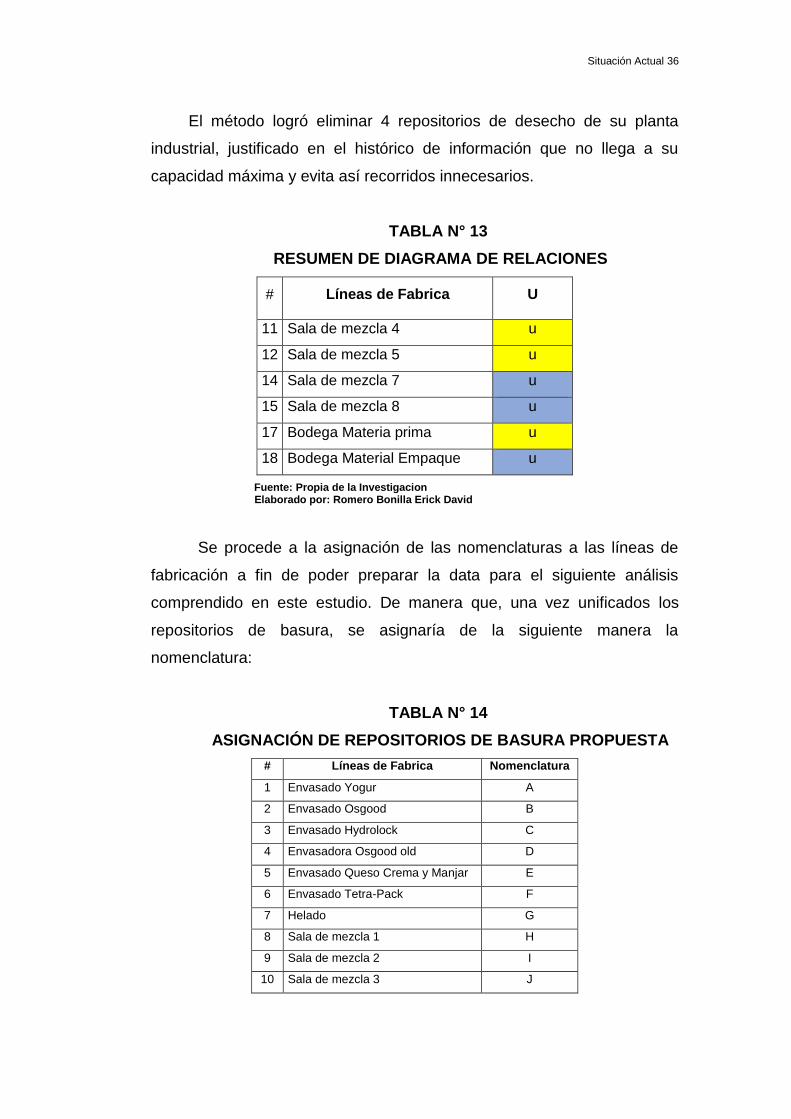
El método logró eliminar 4 repositorios de desecho de su planta
industrial, justificado en el histórico de información que no llega a su
capacidad máxima y evita así recorridos innecesarios.
TABLA N° 13
RESUMEN DE DIAGRAMA DE RELACIONES
# Líneas de Fabrica U
11 Sala de mezcla 4 u
12 Sala de mezcla 5 u
14 Sala de mezcla 7 u
15 Sala de mezcla 8 u
17 Bodega Materia prima u
18 Bodega Material Empaque u
Fuente: Propia de la Investigacion Elaborado por: Romero Bonilla Erick David
Se procede a la asignación de las nomenclaturas a las líneas de
fabricación a fin de poder preparar la data para el siguiente análisis
comprendido en este estudio. De manera que, una vez unificados los
repositorios de basura, se asignaría de la siguiente manera la
nomenclatura:
TABLA N° 14
ASIGNACIÓN DE REPOSITORIOS DE BASURA PROPUESTA
# Líneas de Fabrica Nomenclatura
1 Envasado Yogur A
2 Envasado Osgood B
3 Envasado Hydrolock C
4 Envasadora Osgood old D
5 Envasado Queso Crema y Manjar E
6 Envasado Tetra-Pack F
7 Helado G
8 Sala de mezcla 1 H
9 Sala de mezcla 2 I
10 Sala de mezcla 3 J
Situación Actual 37
11 Sala de mezcla 4 K
12 Sala de mezcla 5 K
17 Bodega Materia prima K
13 Sala de mezcla 6 L
14 Sala de mezcla 7 M
15 Sala de mezcla 8 M
18 Bodega Material Empaque M
16 Sala de mezcla 9 N
Fuente: Propia de la Investigacion Elaborado por: Romero Bonilla Erick David
Una vez identificadas las nomenclaturas, se procede a observar las
variables desde la perspectiva de repositorios de basura y ya no por el
tipo de línea como se lo describe al inicio de este capítulo. En otras
palabras, de aquí en adelante al referirse a repositorios de línea de
fabricación o repositorios de basura se hará mención a lo mismo.
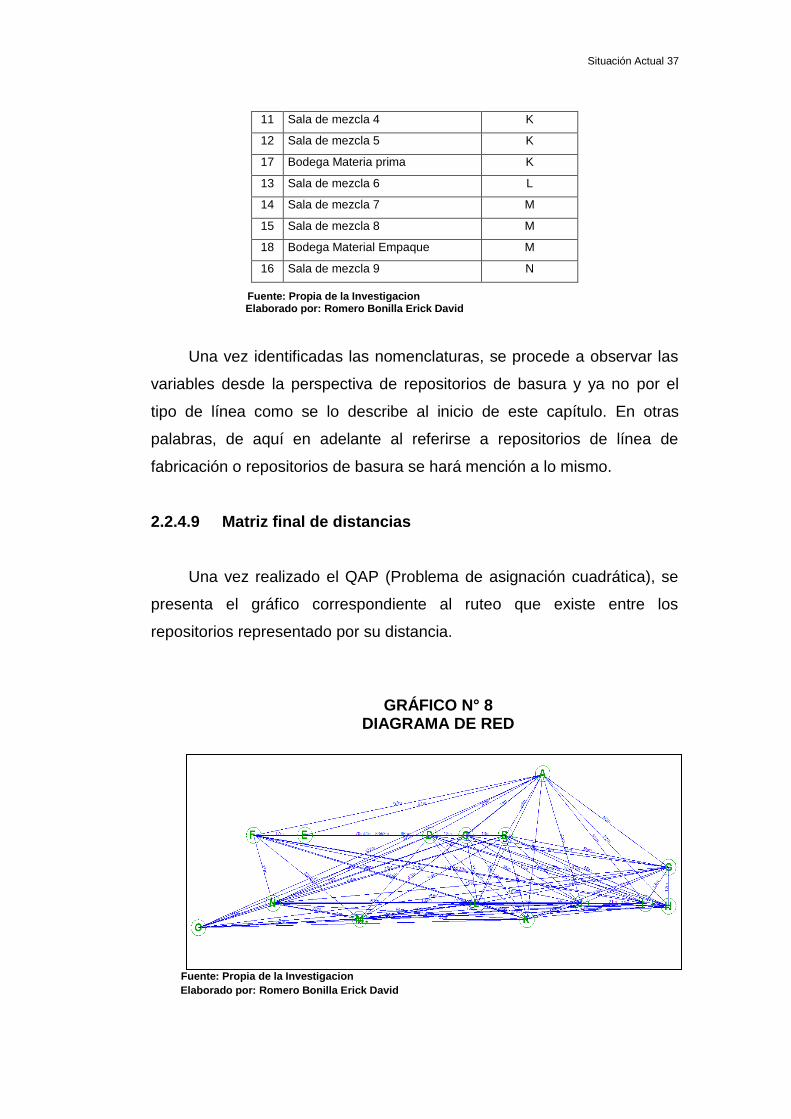
2.2.4.9 Matriz final de distancias
Una vez realizado el QAP (Problema de asignación cuadrática), se
presenta el gráfico correspondiente al ruteo que existe entre los
repositorios representado por su distancia.
GRÁFICO N° 8 DIAGRAMA DE RED
Fuente: Propia de la Investigacion
Elaborado por: Romero Bonilla Erick David
Situación Actual 38
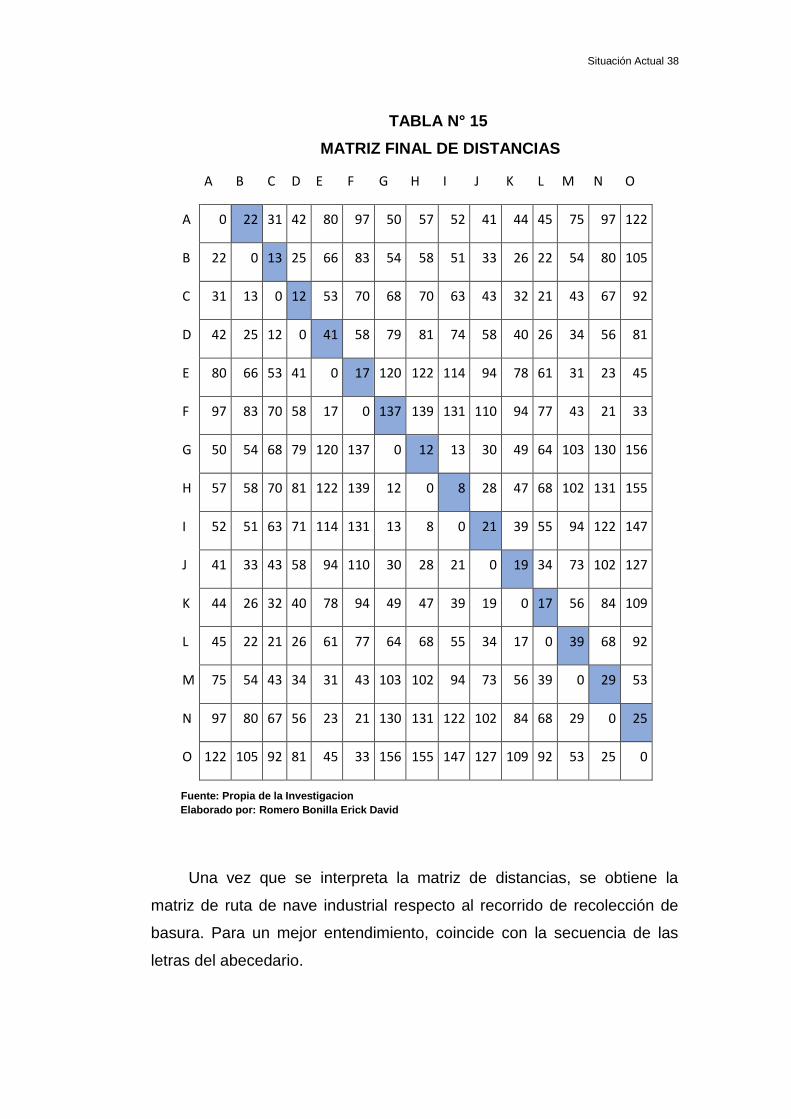
TABLA N° 15
MATRIZ FINAL DE DISTANCIAS
A B C D E F G H I J K L M N O
A 0 22 31 42 80 97 50 57 52 41 44 45 75 97 122
B 22 0 13 25 66 83 54 58 51 33 26 22 54 80 105
C 31 13 0 12 53 70 68 70 63 43 32 21 43 67 92
D 42 25 12 0 41 58 79 81 74 58 40 26 34 56 81
E 80 66 53 41 0 17 120 122 114 94 78 61 31 23 45
F 97 83 70 58 17 0 137 139 131 110 94 77 43 21 33
G 50 54 68 79 120 137 0 12 13 30 49 64 103 130 156
H 57 58 70 81 122 139 12 0 8 28 47 68 102 131 155
I 52 51 63 71 114 131 13 8 0 21 39 55 94 122 147
J 41 33 43 58 94 110 30 28 21 0 19 34 73 102 127
K 44 26 32 40 78 94 49 47 39 19 0 17 56 84 109
L 45 22 21 26 61 77 64 68 55 34 17 0 39 68 92
M 75 54 43 34 31 43 103 102 94 73 56 39 0 29 53
N 97 80 67 56 23 21 130 131 122 102 84 68 29 0 25
O 122 105 92 81 45 33 156 155 147 127 109 92 53 25 0
Fuente: Propia de la Investigacion
Elaborado por: Romero Bonilla Erick David
Una vez que se interpreta la matriz de distancias, se obtiene la
matriz de ruta de nave industrial respecto al recorrido de recolección de
basura. Para un mejor entendimiento, coincide con la secuencia de las
letras del abecedario.
Situación Actual 39
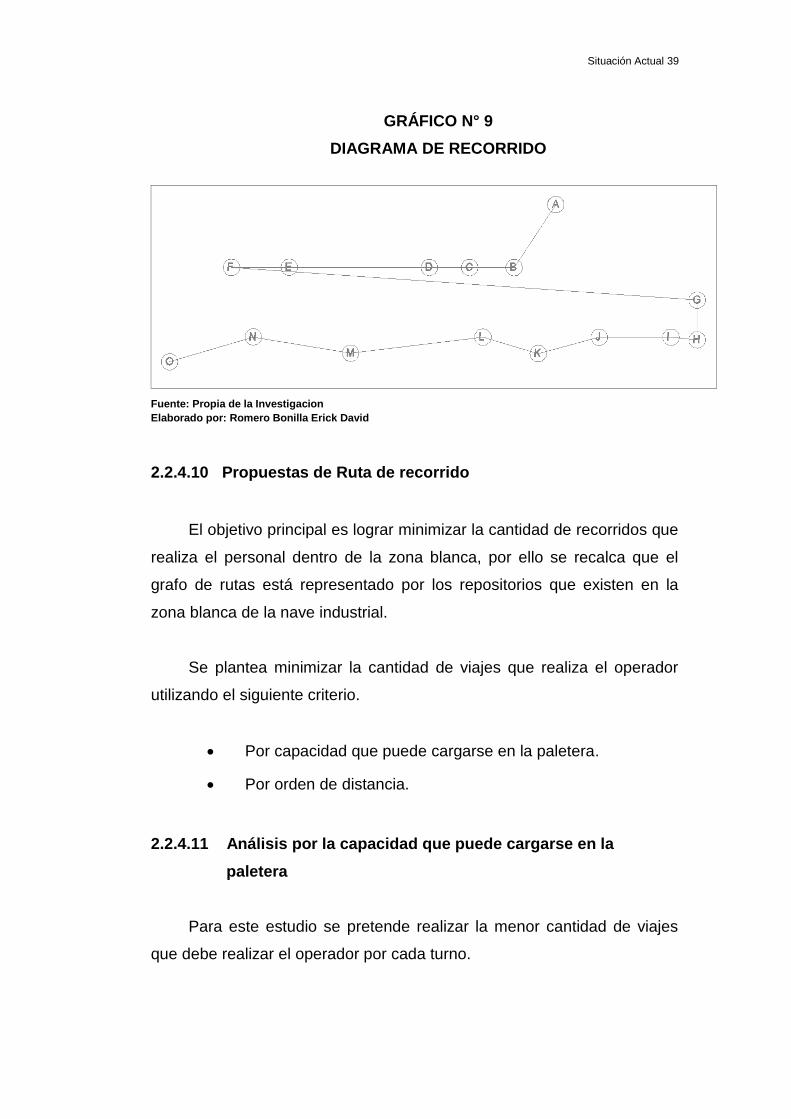
GRÁFICO N° 9
DIAGRAMA DE RECORRIDO
Fuente: Propia de la Investigacion
Elaborado por: Romero Bonilla Erick David
2.2.4.10 Propuestas de Ruta de recorrido
El objetivo principal es lograr minimizar la cantidad de recorridos que
realiza el personal dentro de la zona blanca, por ello se recalca que el
grafo de rutas está representado por los repositorios que existen en la
zona blanca de la nave industrial.
Se plantea minimizar la cantidad de viajes que realiza el operador
utilizando el siguiente criterio.
Por capacidad que puede cargarse en la paletera.
Por orden de distancia.
2.2.4.11 Análisis por la capacidad que puede cargarse en la
paletera
Para este estudio se pretende realizar la menor cantidad de viajes
que debe realizar el operador por cada turno.
Situación Actual 40
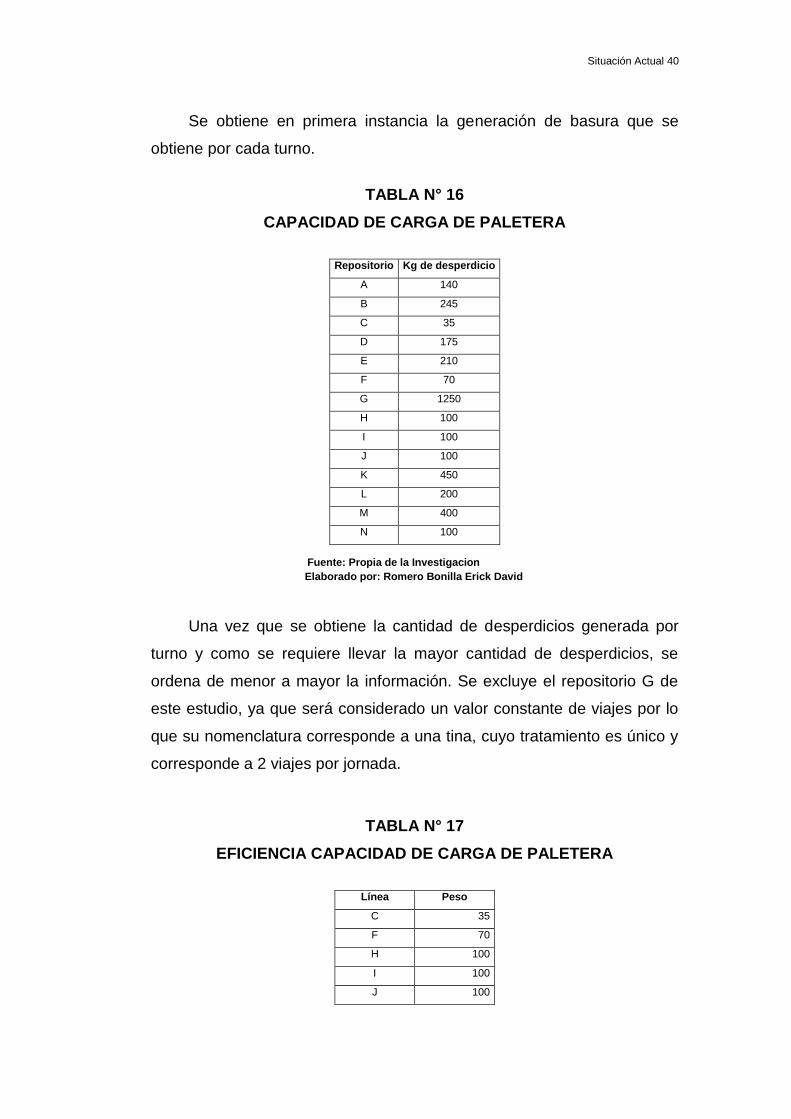
Se obtiene en primera instancia la generación de basura que se
obtiene por cada turno.
TABLA N° 16
CAPACIDAD DE CARGA DE PALETERA
Repositorio Kg de desperdicio
A 140
B 245
C 35
D 175
E 210
F 70
G 1250
H 100
I 100
J 100
K 450
L 200
M 400
N 100
Fuente: Propia de la Investigacion
Elaborado por: Romero Bonilla Erick David
Una vez que se obtiene la cantidad de desperdicios generada por
turno y como se requiere llevar la mayor cantidad de desperdicios, se
ordena de menor a mayor la información. Se excluye el repositorio G de
este estudio, ya que será considerado un valor constante de viajes por lo
que su nomenclatura corresponde a una tina, cuyo tratamiento es único y
corresponde a 2 viajes por jornada.
TABLA N° 17
EFICIENCIA CAPACIDAD DE CARGA DE PALETERA
Línea Peso
C 35
F 70
H 100
I 100
J 100
Situación Actual 41
N 100
A 140
D 175
L 200
E 210
B 245
M 400
K 450
Fuente: Propia de la Investigacion
Elaborado por: Romero Bonilla Erick David
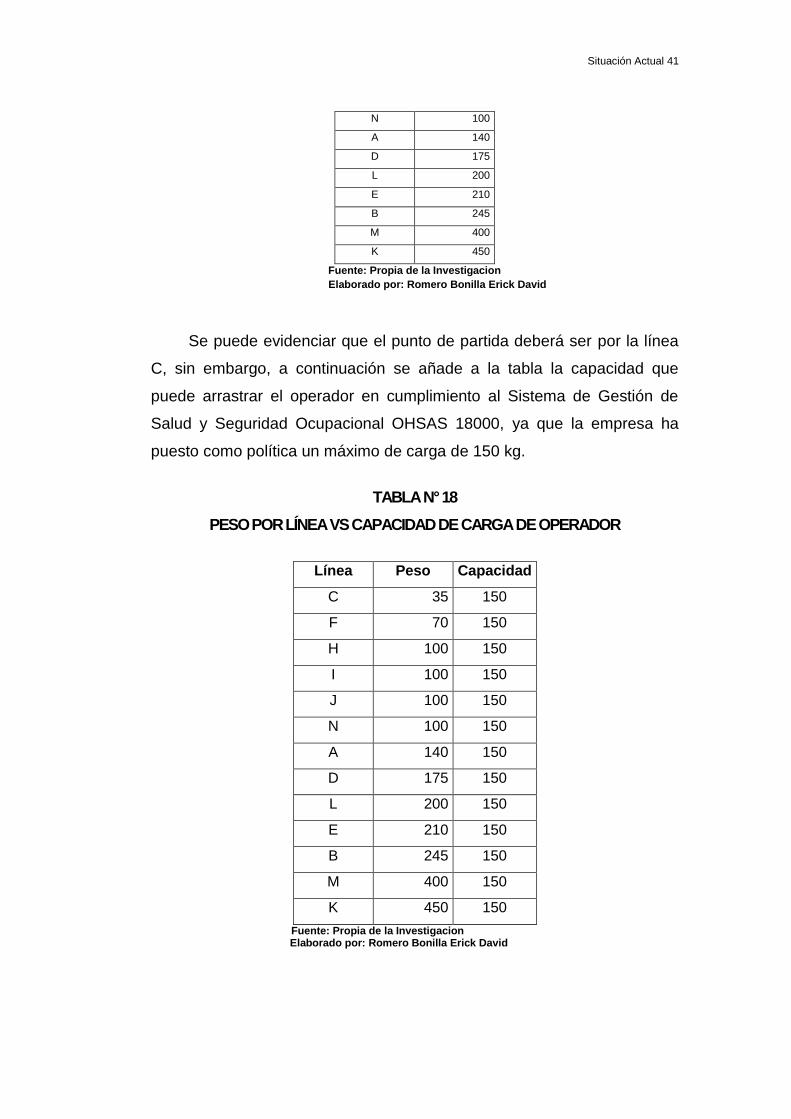
Se puede evidenciar que el punto de partida deberá ser por la línea
C, sin embargo, a continuación se añade a la tabla la capacidad que
puede arrastrar el operador en cumplimiento al Sistema de Gestión de
Salud y Seguridad Ocupacional OHSAS 18000, ya que la empresa ha
puesto como política un máximo de carga de 150 kg.
TABLA N° 18
PESO POR LÍNEA VS CAPACIDAD DE CARGA DE OPERADOR
Línea Peso Capacidad
C 35 150
F 70 150
H 100 150
I 100 150
J 100 150
N 100 150
A 140 150
D 175 150
L 200 150
E 210 150
B 245 150
M 400 150
K 450 150
Fuente: Propia de la Investigacion Elaborado por: Romero Bonilla Erick David
Situación Actual 42
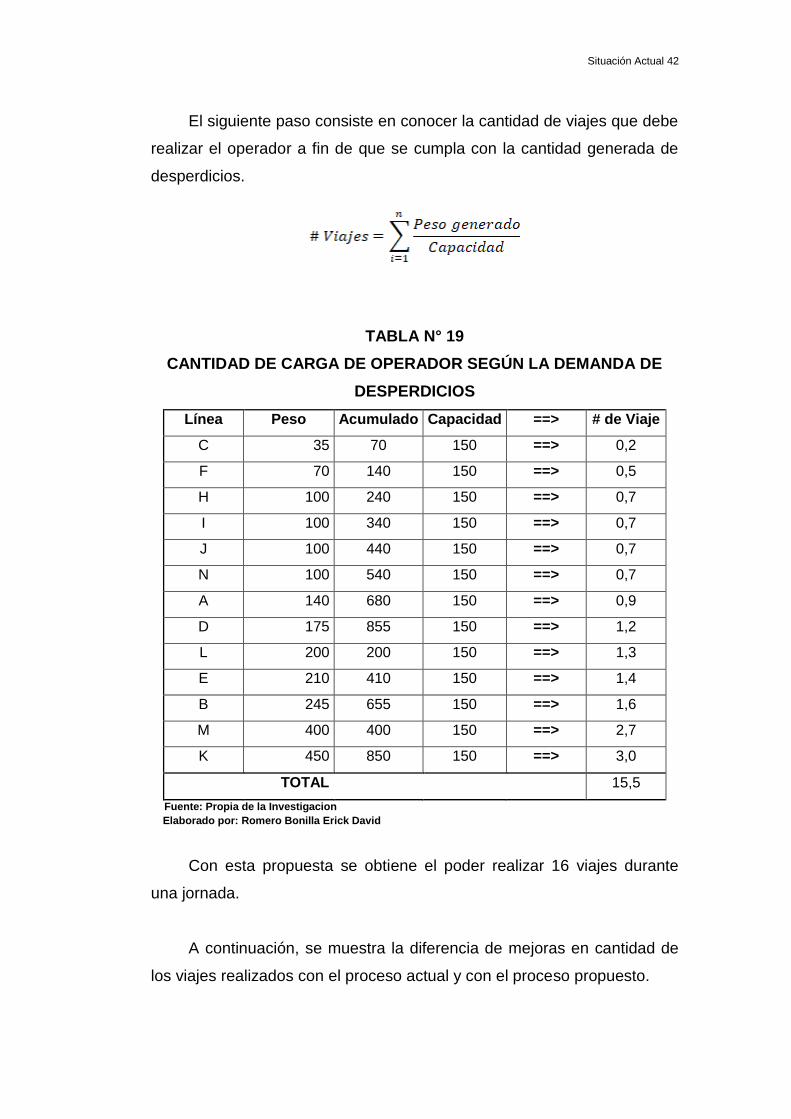
El siguiente paso consiste en conocer la cantidad de viajes que debe
realizar el operador a fin de que se cumpla con la cantidad generada de
desperdicios.
TABLA N° 19
CANTIDAD DE CARGA DE OPERADOR SEGÚN LA DEMANDA DE
DESPERDICIOS
Línea Peso Acumulado Capacidad ==> # de Viaje
C 35 70 150 ==> 0,2
F 70 140 150 ==> 0,5
H 100 240 150 ==> 0,7
I 100 340 150 ==> 0,7
J 100 440 150 ==> 0,7
N 100 540 150 ==> 0,7
A 140 680 150 ==> 0,9
D 175 855 150 ==> 1,2
L 200 200 150 ==> 1,3
E 210 410 150 ==> 1,4
B 245 655 150 ==> 1,6
M 400 400 150 ==> 2,7
K 450 850 150 ==> 3,0
TOTAL 15,5
Fuente: Propia de la Investigacion
Elaborado por: Romero Bonilla Erick David
Con esta propuesta se obtiene el poder realizar 16 viajes durante
una jornada.
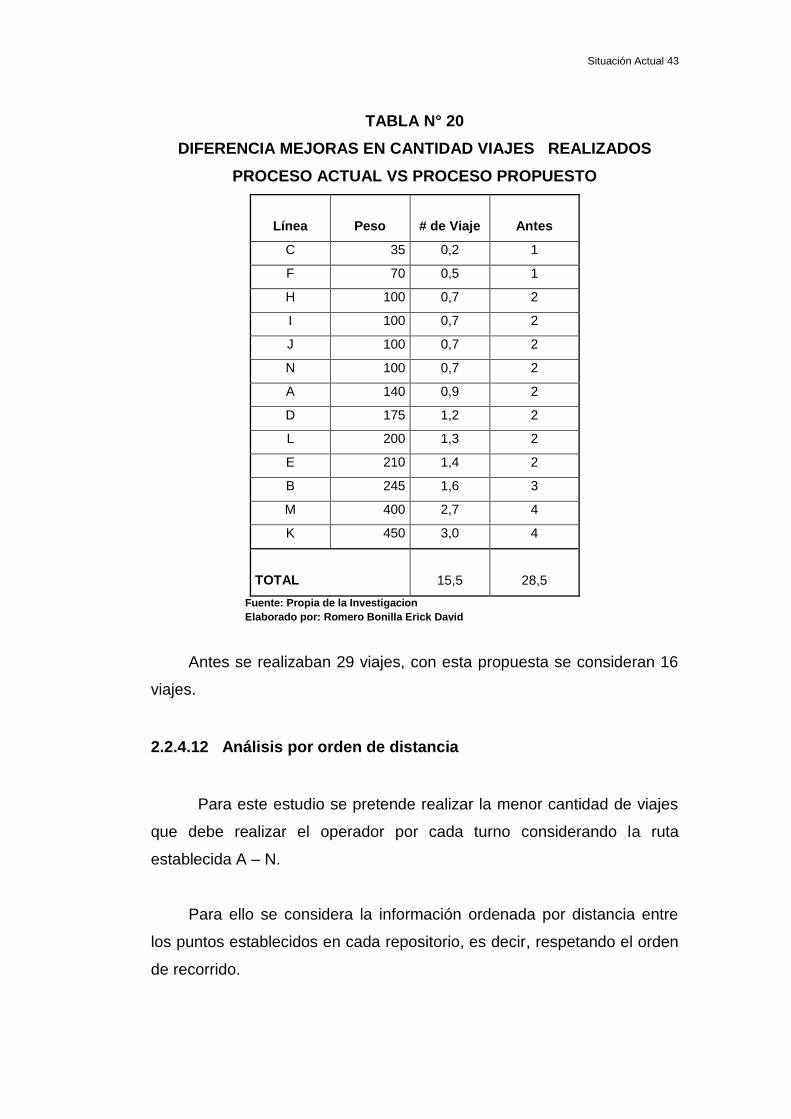
A continuación, se muestra la diferencia de mejoras en cantidad de
los viajes realizados con el proceso actual y con el proceso propuesto.
Situación Actual 43
TABLA N° 20
DIFERENCIA MEJORAS EN CANTIDAD VIAJES REALIZADOS
PROCESO ACTUAL VS PROCESO PROPUESTO
Línea Peso # de Viaje Antes
C 35 0,2 1
F 70 0,5 1
H 100 0,7 2
I 100 0,7 2
J 100 0,7 2
N 100 0,7 2
A 140 0,9 2
D 175 1,2 2
L 200 1,3 2
E 210 1,4 2
B 245 1,6 3
M 400 2,7 4
K 450 3,0 4
TOTAL 15,5 28,5
Fuente: Propia de la Investigacion
Elaborado por: Romero Bonilla Erick David
Antes se realizaban 29 viajes, con esta propuesta se consideran 16
viajes.
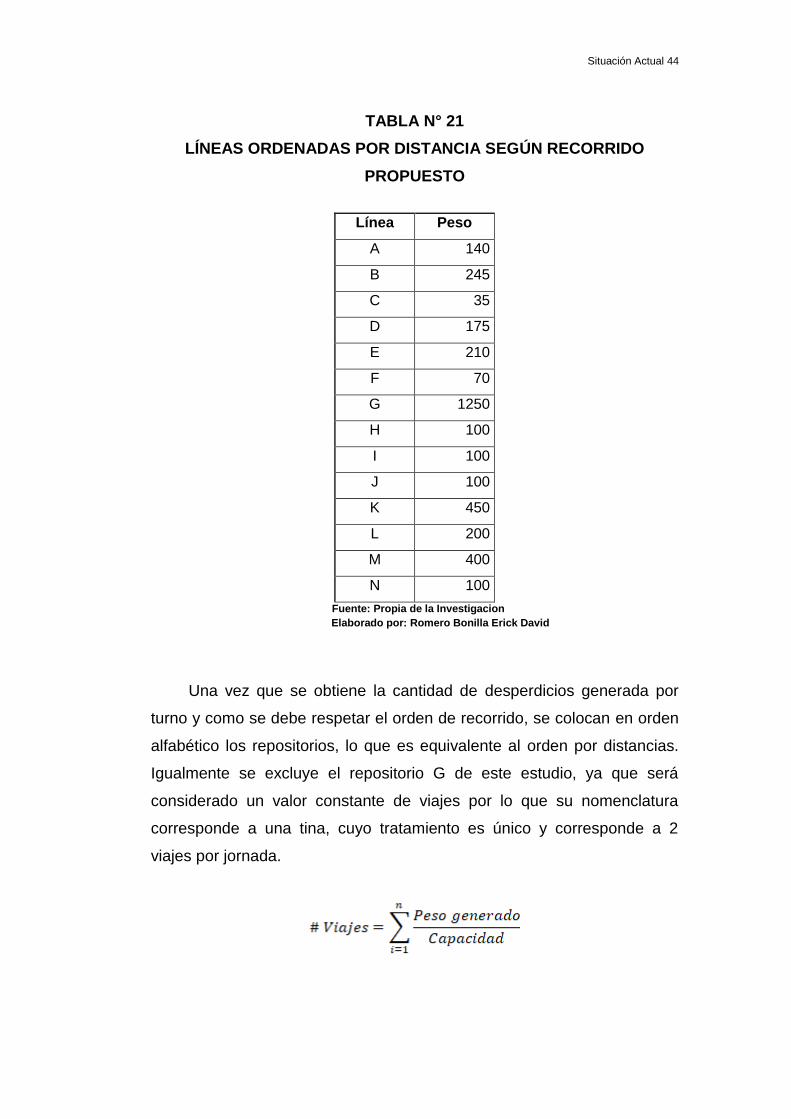
2.2.4.12 Análisis por orden de distancia
Para este estudio se pretende realizar la menor cantidad de viajes
que debe realizar el operador por cada turno considerando la ruta
establecida A – N.
Para ello se considera la información ordenada por distancia entre
los puntos establecidos en cada repositorio, es decir, respetando el orden
de recorrido.
Situación Actual 44
TABLA N° 21
LÍNEAS ORDENADAS POR DISTANCIA SEGÚN RECORRIDO
PROPUESTO
Línea Peso
A 140
B 245
C 35
D 175
E 210
F 70
G 1250
H 100
I 100
J 100
K 450
L 200
M 400
N 100
Fuente: Propia de la Investigacion
Elaborado por: Romero Bonilla Erick David
Una vez que se obtiene la cantidad de desperdicios generada por
turno y como se debe respetar el orden de recorrido, se colocan en orden
alfabético los repositorios, lo que es equivalente al orden por distancias.
Igualmente se excluye el repositorio G de este estudio, ya que será
considerado un valor constante de viajes por lo que su nomenclatura
corresponde a una tina, cuyo tratamiento es único y corresponde a 2
viajes por jornada.
Situación Actual 45
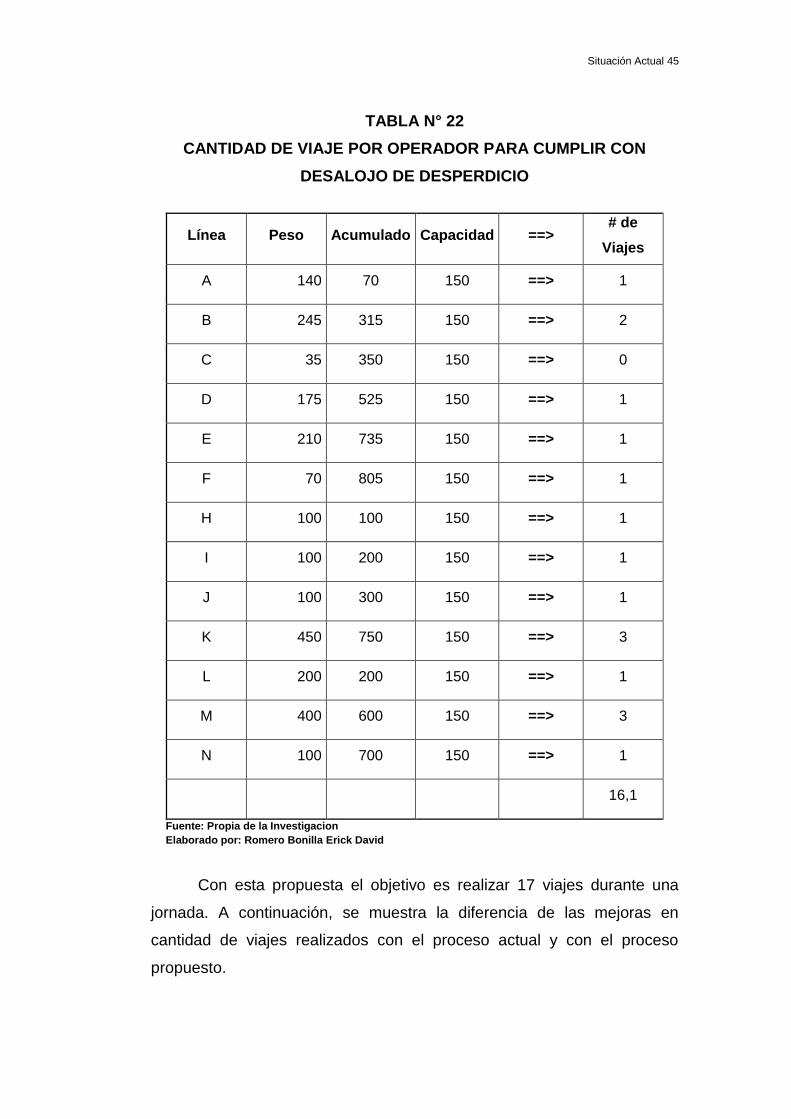
TABLA N° 22
CANTIDAD DE VIAJE POR OPERADOR PARA CUMPLIR CON
DESALOJO DE DESPERDICIO
Línea Peso Acumulado Capacidad ==> # de
Viajes
A 140 70 150 ==> 1
B 245 315 150 ==> 2
C 35 350 150 ==> 0
D 175 525 150 ==> 1
E 210 735 150 ==> 1
F 70 805 150 ==> 1
H 100 100 150 ==> 1
I 100 200 150 ==> 1
J 100 300 150 ==> 1
K 450 750 150 ==> 3
L 200 200 150 ==> 1
M 400 600 150 ==> 3
N 100 700 150 ==> 1
16,1
Fuente: Propia de la Investigacion
Elaborado por: Romero Bonilla Erick David
Con esta propuesta el objetivo es realizar 17 viajes durante una
jornada. A continuación, se muestra la diferencia de las mejoras en
cantidad de viajes realizados con el proceso actual y con el proceso
propuesto.
Situación Actual 46
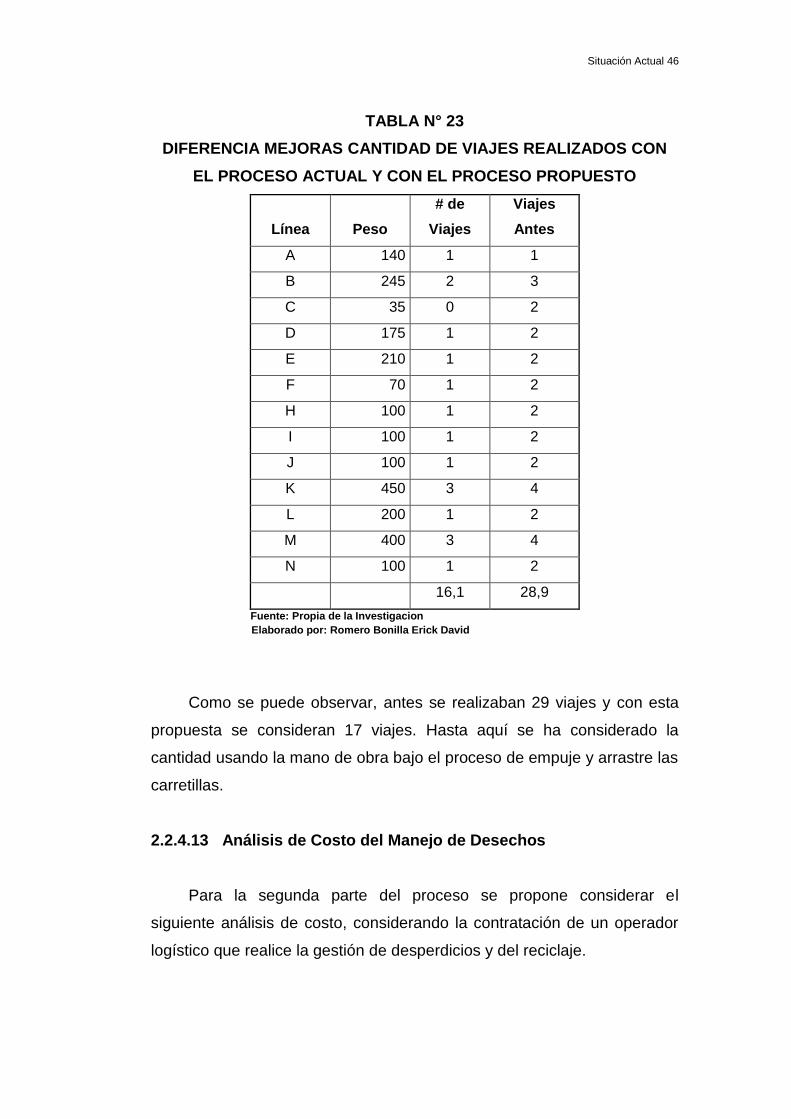
TABLA N° 23
DIFERENCIA MEJORAS CANTIDAD DE VIAJES REALIZADOS CON
EL PROCESO ACTUAL Y CON EL PROCESO PROPUESTO
Línea Peso
# de
Viajes
Viajes
Antes
A 140 1 1
B 245 2 3
C 35 0 2
D 175 1 2
E 210 1 2
F 70 1 2
H 100 1 2
I 100 1 2
J 100 1 2
K 450 3 4
L 200 1 2
M 400 3 4
N 100 1 2
16,1 28,9
Fuente: Propia de la Investigacion
Elaborado por: Romero Bonilla Erick David
Como se puede observar, antes se realizaban 29 viajes y con esta
propuesta se consideran 17 viajes. Hasta aquí se ha considerado la
cantidad usando la mano de obra bajo el proceso de empuje y arrastre las
carretillas.
2.2.4.13 Análisis de Costo del Manejo de Desechos
Para la segunda parte del proceso se propone considerar el
siguiente análisis de costo, considerando la contratación de un operador
logístico que realice la gestión de desperdicios y del reciclaje.
Situación Actual 47
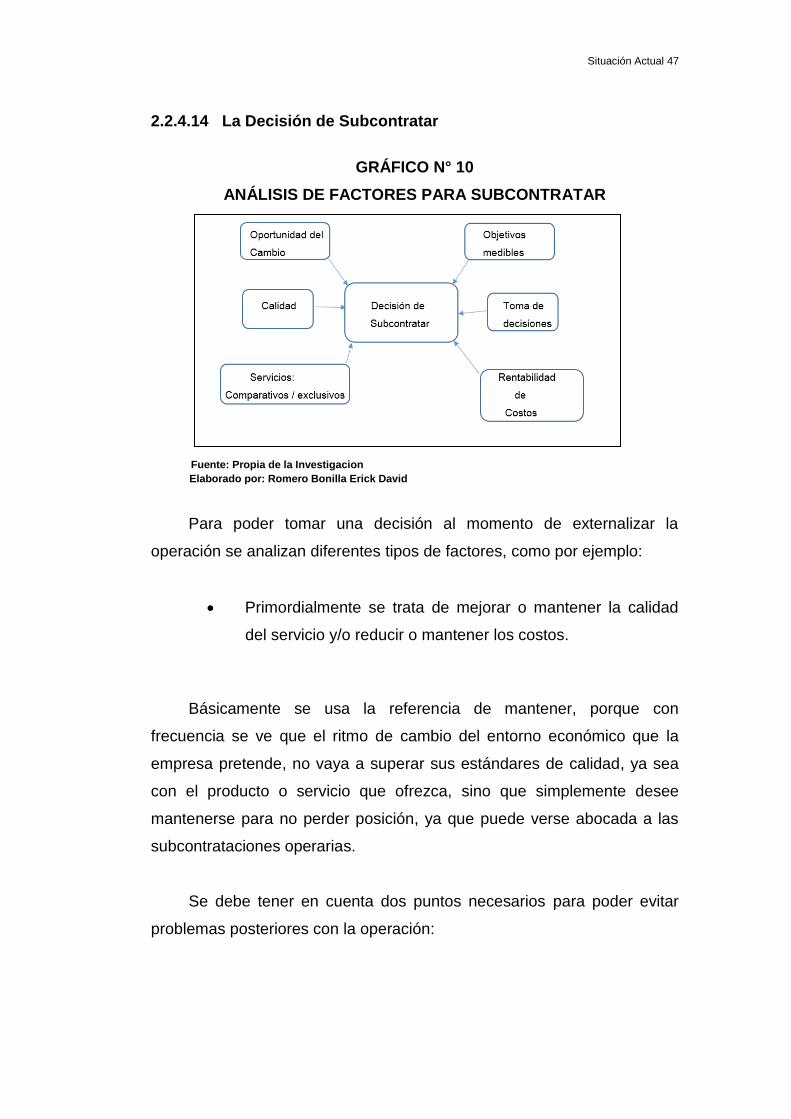
2.2.4.14 La Decisión de Subcontratar
GRÁFICO N° 10
ANÁLISIS DE FACTORES PARA SUBCONTRATAR
Fuente: Propia de la Investigacion
Elaborado por: Romero Bonilla Erick David
Para poder tomar una decisión al momento de externalizar la
operación se analizan diferentes tipos de factores, como por ejemplo:
Primordialmente se trata de mejorar o mantener la calidad
del servicio y/o reducir o mantener los costos.
Básicamente se usa la referencia de mantener, porque con
frecuencia se ve que el ritmo de cambio del entorno económico que la
empresa pretende, no vaya a superar sus estándares de calidad, ya sea
con el producto o servicio que ofrezca, sino que simplemente desee
mantenerse para no perder posición, ya que puede verse abocada a las
subcontrataciones operarias.
Se debe tener en cuenta dos puntos necesarios para poder evitar
problemas posteriores con la operación:

Situación Actual 48
Es necesario determinar los niveles y áreas de
responsabilidad tanto como el dueño de la operación como
el externalizado.
Es conveniente señalizar unos objetivos mediables para
controlar la calidad y el costo del servicio que va a prestar el
operador.
CAPITULO III
PROPUESTA
3.1 Análisis de los Resultados
3.1.1 Interpretación de los resultados en el análisis por la
capacidad que puede cargarse en la paletera
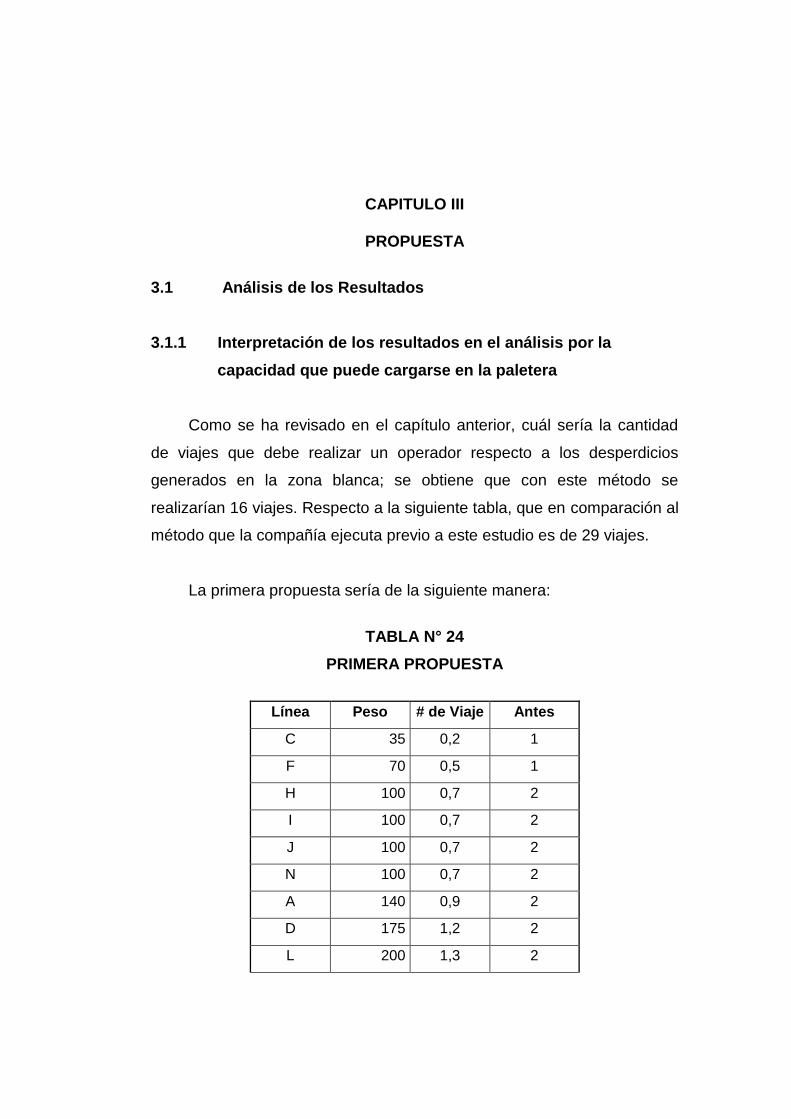
Como se ha revisado en el capítulo anterior, cuál sería la cantidad
de viajes que debe realizar un operador respecto a los desperdicios
generados en la zona blanca; se obtiene que con este método se
realizarían 16 viajes. Respecto a la siguiente tabla, que en comparación al
método que la compañía ejecuta previo a este estudio es de 29 viajes.
La primera propuesta sería de la siguiente manera:
TABLA N° 24
PRIMERA PROPUESTA
Línea Peso # de Viaje Antes
C 35 0,2 1
F 70 0,5 1
H 100 0,7 2
I 100 0,7 2
J 100 0,7 2
N 100 0,7 2
A 140 0,9 2
D 175 1,2 2
L 200 1,3 2
Propuesta 50
E 210 1,4 2
B 245 1,6 3
M 400 2,7 4
K 450 3,0 4
TOTAL 15,5 28,5
Fuente: Propia de la Investigacion Elaborado por: Romero Bonilla Erick David
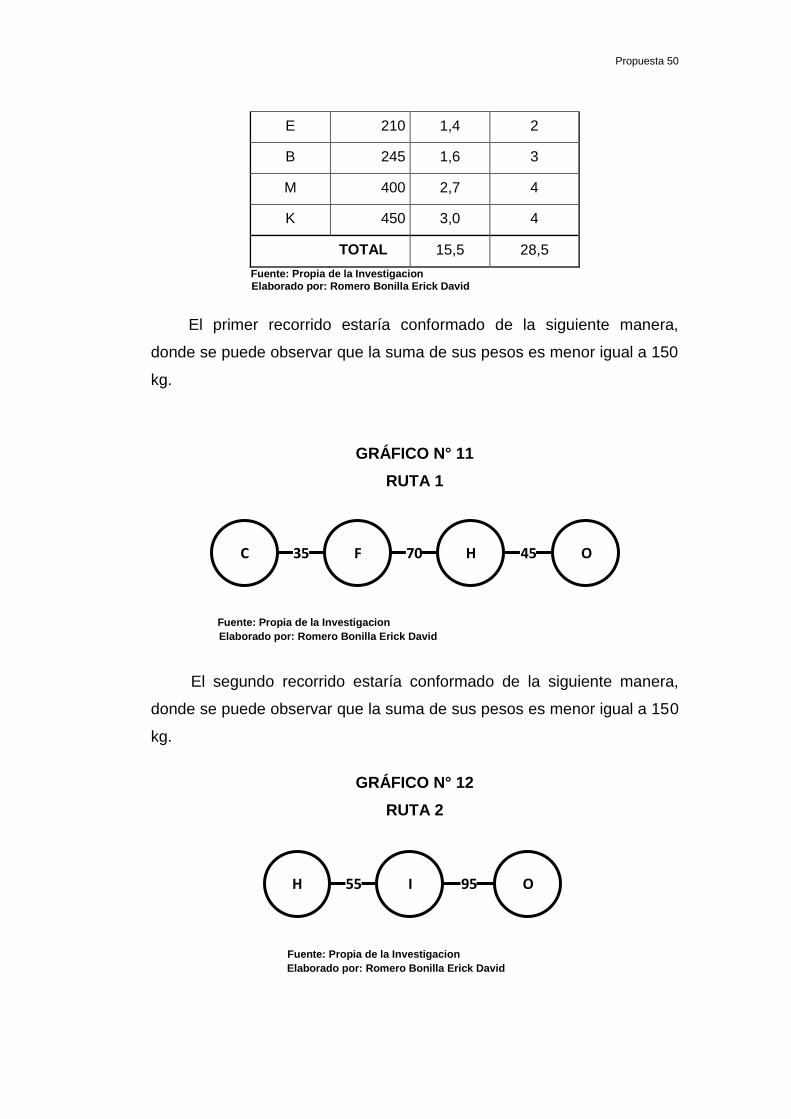
El primer recorrido estaría conformado de la siguiente manera,
donde se puede observar que la suma de sus pesos es menor igual a 150
kg.
GRÁFICO N° 11
RUTA 1
C F H35 70 O45
Fuente: Propia de la Investigacion
Elaborado por: Romero Bonilla Erick David
El segundo recorrido estaría conformado de la siguiente manera,
donde se puede observar que la suma de sus pesos es menor igual a 150
kg.
GRÁFICO N° 12
RUTA 2
Fuente: Propia de la Investigacion
Elaborado por: Romero Bonilla Erick David
H I55 O95
Propuesta 51
N A O55 95
I J N5 100 O45
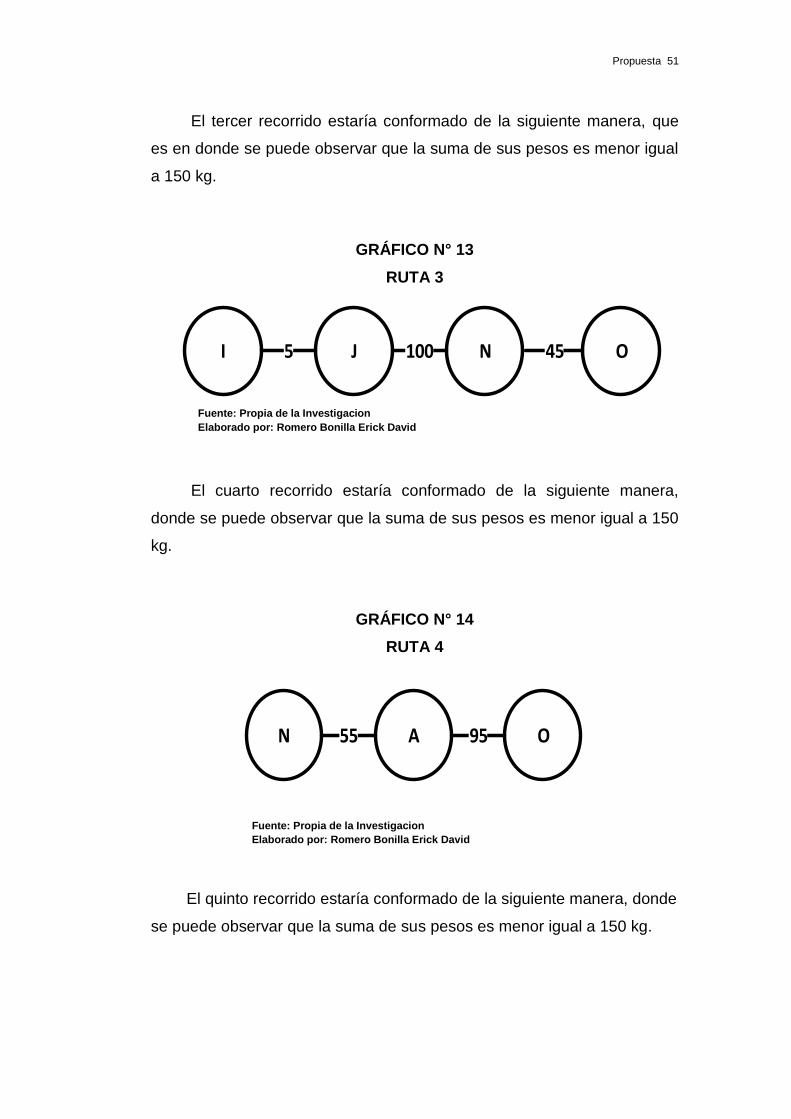
El tercer recorrido estaría conformado de la siguiente manera, que
es en donde se puede observar que la suma de sus pesos es menor igual
a 150 kg.
GRÁFICO N° 13
RUTA 3
Fuente: Propia de la Investigacion
Elaborado por: Romero Bonilla Erick David
El cuarto recorrido estaría conformado de la siguiente manera,
donde se puede observar que la suma de sus pesos es menor igual a 150
kg.
GRÁFICO N° 14
RUTA 4
Fuente: Propia de la Investigacion
Elaborado por: Romero Bonilla Erick David
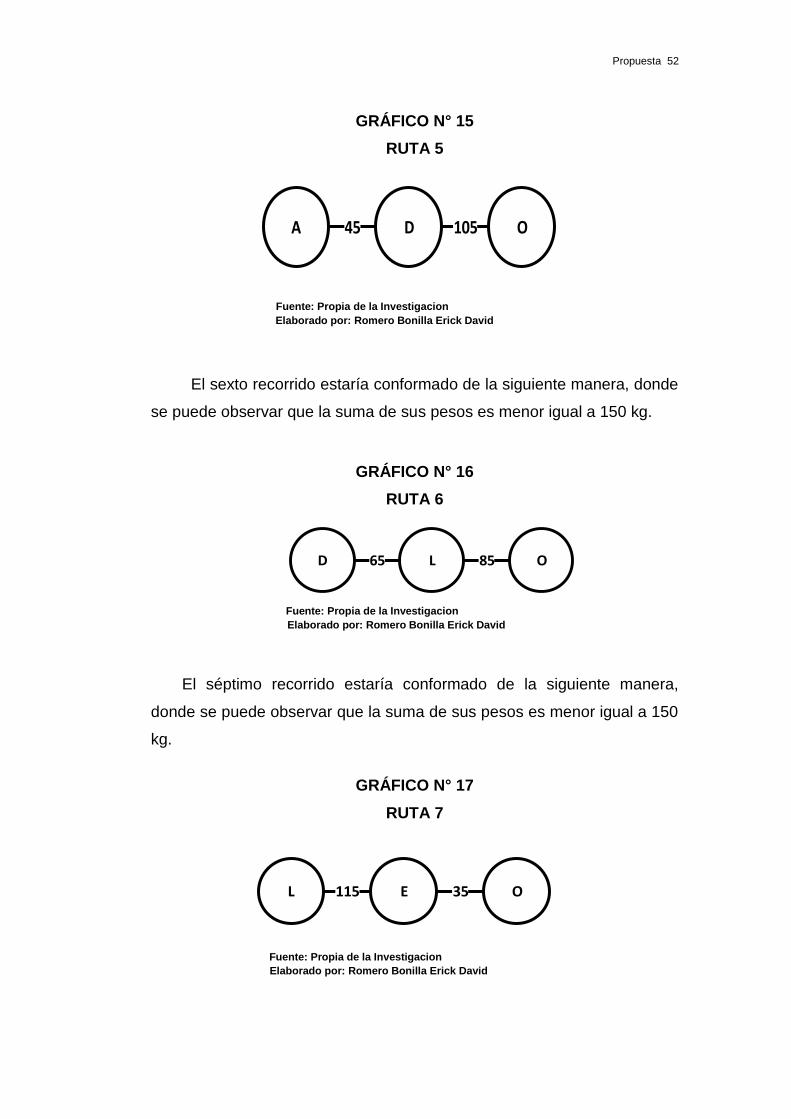
El quinto recorrido estaría conformado de la siguiente manera, donde
se puede observar que la suma de sus pesos es menor igual a 150 kg.
Propuesta 52
A D O45 105
L E O115 35
D L O65 85
GRÁFICO N° 15
RUTA 5
Fuente: Propia de la Investigacion
Elaborado por: Romero Bonilla Erick David
El sexto recorrido estaría conformado de la siguiente manera, donde
se puede observar que la suma de sus pesos es menor igual a 150 kg.
GRÁFICO N° 16
RUTA 6
Fuente: Propia de la Investigacion
Elaborado por: Romero Bonilla Erick David
El séptimo recorrido estaría conformado de la siguiente manera,
donde se puede observar que la suma de sus pesos es menor igual a 150
kg.
GRÁFICO N° 17
RUTA 7
Fuente: Propia de la Investigacion
Elaborado por: Romero Bonilla Erick David
Propuesta 53
E O150
E B O25 125
B M O115 35
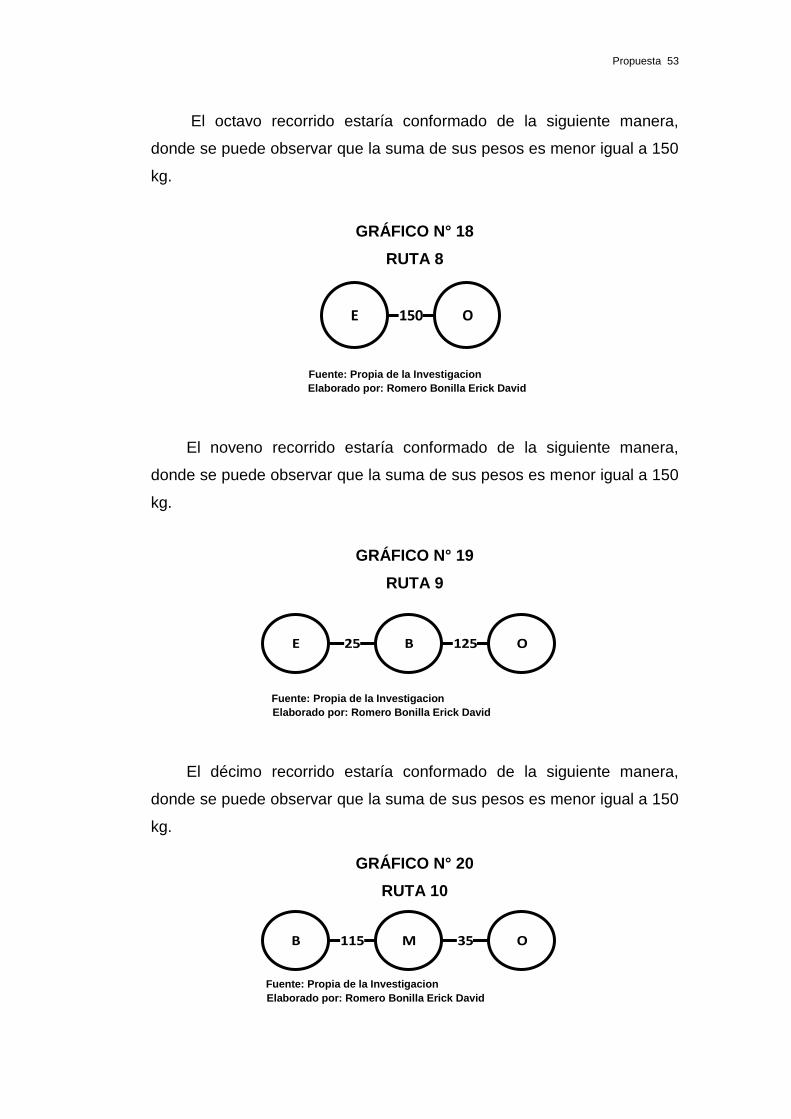
El octavo recorrido estaría conformado de la siguiente manera,
donde se puede observar que la suma de sus pesos es menor igual a 150
kg.
GRÁFICO N° 18
RUTA 8
Fuente: Propia de la Investigacion
Elaborado por: Romero Bonilla Erick David
El noveno recorrido estaría conformado de la siguiente manera,
donde se puede observar que la suma de sus pesos es menor igual a 150
kg.
GRÁFICO N° 19
RUTA 9
Fuente: Propia de la Investigacion
Elaborado por: Romero Bonilla Erick David
El décimo recorrido estaría conformado de la siguiente manera,
donde se puede observar que la suma de sus pesos es menor igual a 150
kg.
GRÁFICO N° 20
RUTA 10
Fuente: Propia de la Investigacion
Elaborado por: Romero Bonilla Erick David
Propuesta 54
M 0150
M O150
M K O65 95
El décimo primer recorrido estaría conformado de la siguiente
manera, donde se puede observar que la suma de sus pesos es menor
igual a 150 kg.
GRÁFICO N° 21
RUTA 11
Fuente: Propia de la Investigacion
Elaborado por: Romero Bonilla Erick David
El décimo segundo recorrido estaría conformado de la siguiente
manera, donde se puede observar que la suma de sus pesos es menor
igual a 150 kg.
GRÁFICO N° 22
RUTA 12
Fuente: Propia de la Investigacion
Elaborado por: Romero Bonilla Erick David
El décimo tercer recorrido estaría conformado de la siguiente
manera, donde se puede observar que la suma de sus pesos es menor
igual a 150 kg.
GRÁFICO N° 23
RUTA 13
Fuente: Propia de la Investigacion
Elaborado por: Romero Bonilla Erick David
Propuesta 55
K O150
K O150
K O55
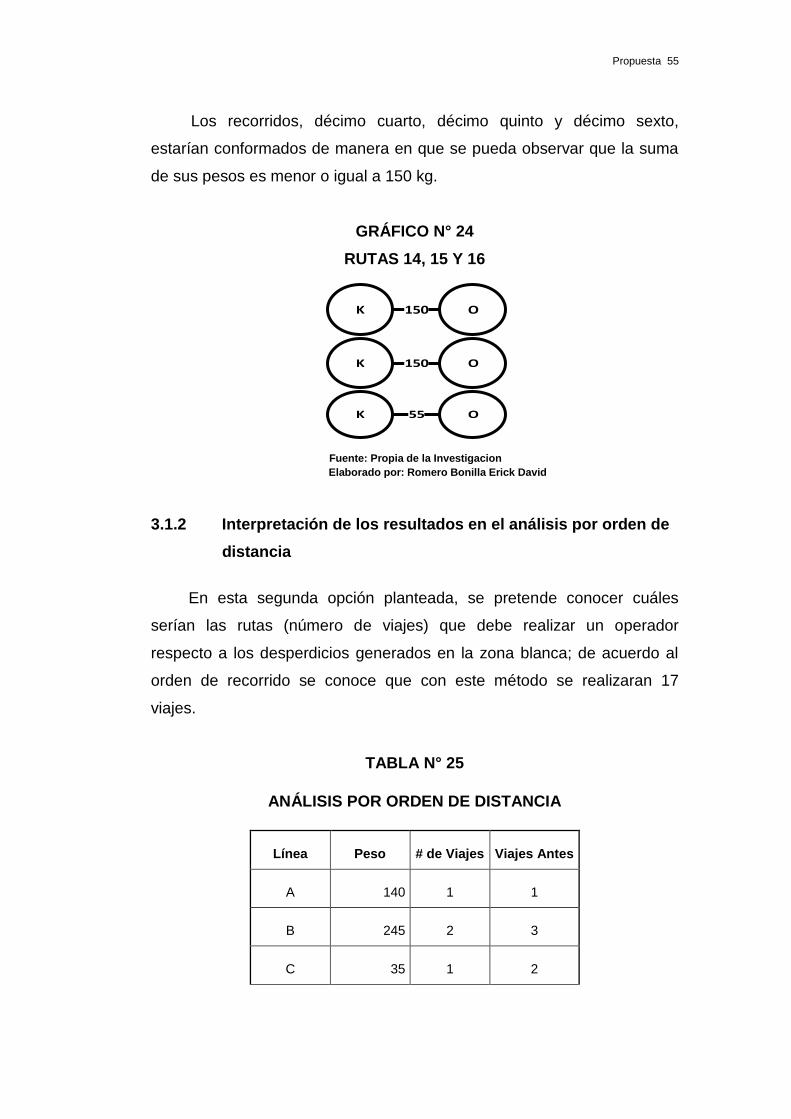
Los recorridos, décimo cuarto, décimo quinto y décimo sexto,
estarían conformados de manera en que se pueda observar que la suma
de sus pesos es menor o igual a 150 kg.
GRÁFICO N° 24
RUTAS 14, 15 Y 16
Fuente: Propia de la Investigacion
Elaborado por: Romero Bonilla Erick David
3.1.2 Interpretación de los resultados en el análisis por orden de
distancia
En esta segunda opción planteada, se pretende conocer cuáles
serían las rutas (número de viajes) que debe realizar un operador
respecto a los desperdicios generados en la zona blanca; de acuerdo al
orden de recorrido se conoce que con este método se realizaran 17
viajes.
TABLA N° 25
ANÁLISIS POR ORDEN DE DISTANCIA
Línea Peso # de Viajes Viajes Antes
A 140 1 1
B 245 2 3
C 35 1 2
Propuesta 56
A O140
D 175 1 2
E 210 1 2
F 70 1 2
H 100 1 2
I 100 1 2
J 100 1 2
K 450 3 4
L 200 1 2
M 400 3 4
N 100 1 2
17,1 28,9
Fuente: Propia de la Investigacion
Elaborado por: Romero Bonilla Erick David
El primer viaje está compuesto de acuerdo al siguiente diagrama
que inicia en el punto A de la planta y termina en el cuarto de desecho O.
GRÁFICO N° 25
RUTA 1
Fuente: Propia de la Investigacion
Elaborado por: Romero Bonilla Erick David
El segundo viaje está compuesto de acuerdo al siguiente diagrama
que inicia en el punto B de la planta y termina en el cuarto de desecho O.
Propuesta 57
C D O35 115
GRÁFICO N° 26
RUTA 2
Fuente: Propia de la Investigacion
Elaborado por: Romero Bonilla Erick David
El tercer viaje está compuesto de acuerdo al siguiente diagrama que
inicia en el punto B de la planta y termina en el cuarto de desecho O.
GRÁFICO N° 27
RUTA 3
Fuente: Propia de la Investigacion
Elaborado por: Romero Bonilla Erick David
El cuarto viaje está compuesto de acuerdo al siguiente diagrama
que inicia en el punto C de la planta y termina en el cuarto de desecho O.
GRÁFICO N° 28
RUTA 4
Fuente: Propia de la Investigacion
Elaborado por: Romero Bonilla Erick David
B O150
B O100
Propuesta 58
D E O60 110
E F O65 75
H O100
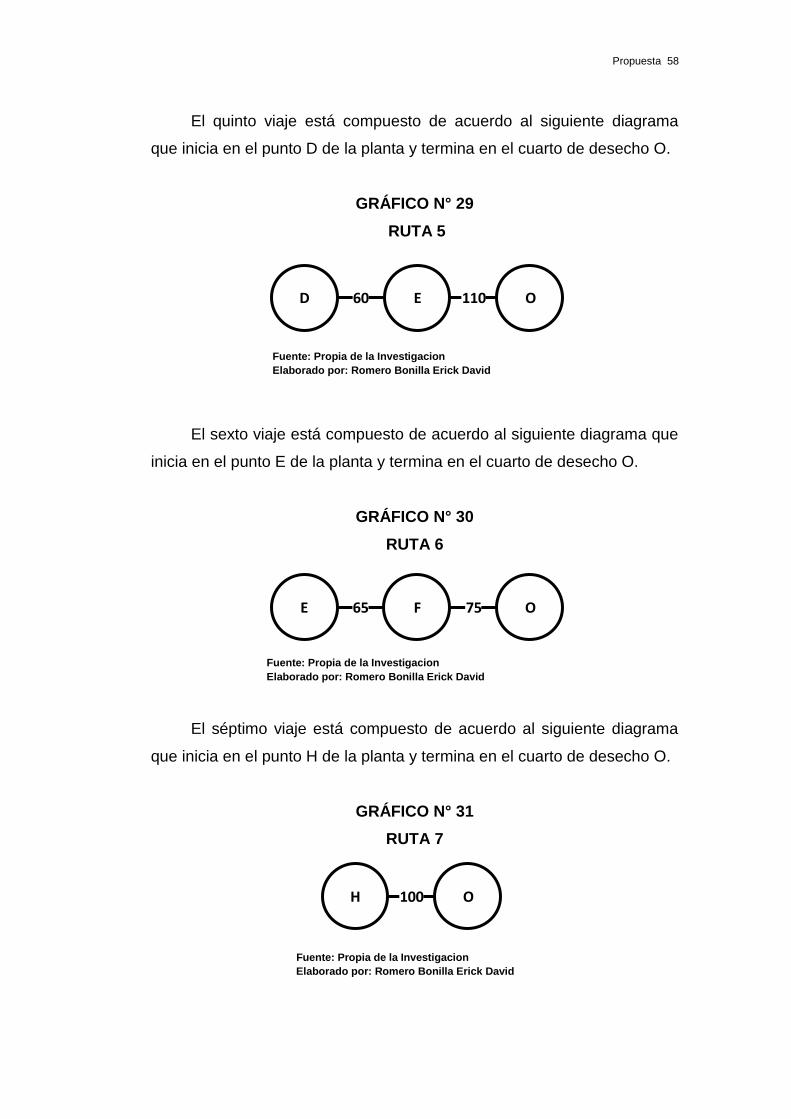
El quinto viaje está compuesto de acuerdo al siguiente diagrama
que inicia en el punto D de la planta y termina en el cuarto de desecho O.
GRÁFICO N° 29
RUTA 5
Fuente: Propia de la Investigacion
Elaborado por: Romero Bonilla Erick David
El sexto viaje está compuesto de acuerdo al siguiente diagrama que
inicia en el punto E de la planta y termina en el cuarto de desecho O.
GRÁFICO N° 30
RUTA 6
Fuente: Propia de la Investigacion
Elaborado por: Romero Bonilla Erick David
El séptimo viaje está compuesto de acuerdo al siguiente diagrama
que inicia en el punto H de la planta y termina en el cuarto de desecho O.
GRÁFICO N° 31
RUTA 7
Fuente: Propia de la Investigacion
Elaborado por: Romero Bonilla Erick David
Propuesta 59
J O100
I O100
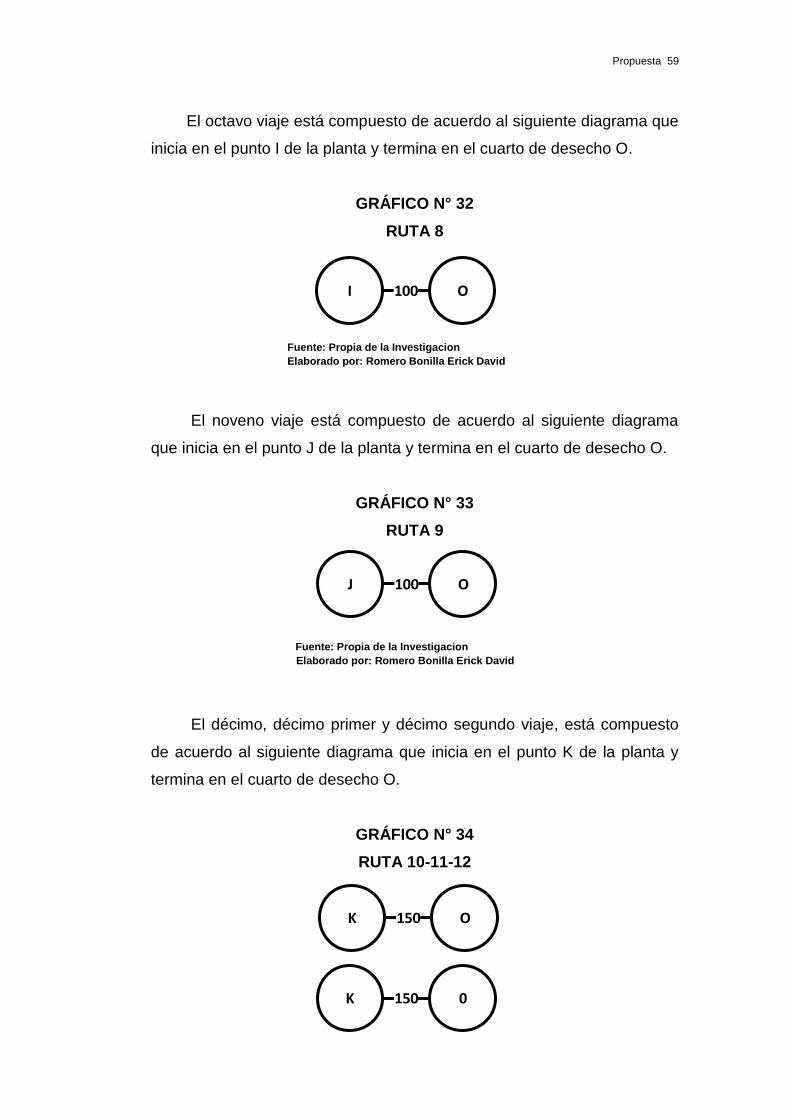
El octavo viaje está compuesto de acuerdo al siguiente diagrama que
inicia en el punto I de la planta y termina en el cuarto de desecho O.
GRÁFICO N° 32
RUTA 8
Fuente: Propia de la Investigacion
Elaborado por: Romero Bonilla Erick David
El noveno viaje está compuesto de acuerdo al siguiente diagrama
que inicia en el punto J de la planta y termina en el cuarto de desecho O.
GRÁFICO N° 33
RUTA 9
Fuente: Propia de la Investigacion
Elaborado por: Romero Bonilla Erick David
El décimo, décimo primer y décimo segundo viaje, está compuesto
de acuerdo al siguiente diagrama que inicia en el punto K de la planta y
termina en el cuarto de desecho O.
GRÁFICO N° 34
RUTA 10-11-12
K O150
K 0150
Propuesta 60
L O150
L M150 O50
Fuente: Propia de la Investigacion
Elaborado por: Romero Bonilla Erick David
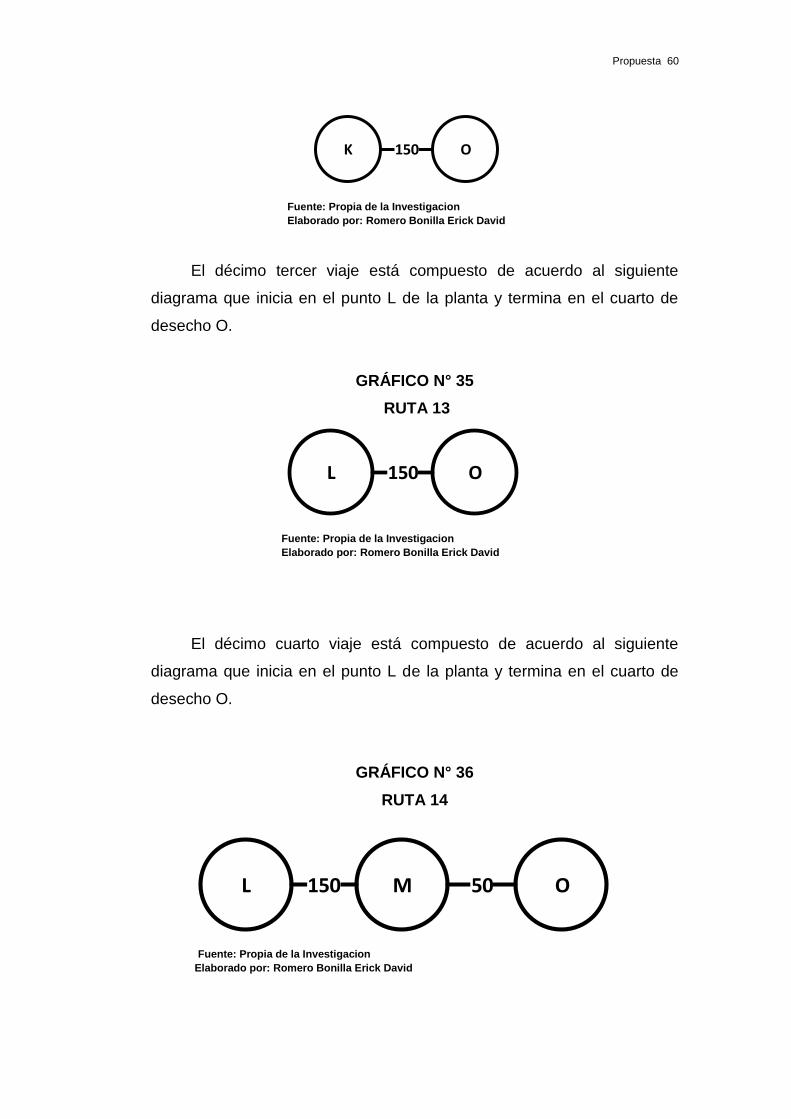
El décimo tercer viaje está compuesto de acuerdo al siguiente
diagrama que inicia en el punto L de la planta y termina en el cuarto de
desecho O.
GRÁFICO N° 35
RUTA 13
Fuente: Propia de la Investigacion
Elaborado por: Romero Bonilla Erick David
El décimo cuarto viaje está compuesto de acuerdo al siguiente
diagrama que inicia en el punto L de la planta y termina en el cuarto de
desecho O.
GRÁFICO N° 36
RUTA 14
Fuente: Propia de la Investigacion
Elaborado por: Romero Bonilla Erick David
K O150
Propuesta 61
M O150
M O150
M N50 O100
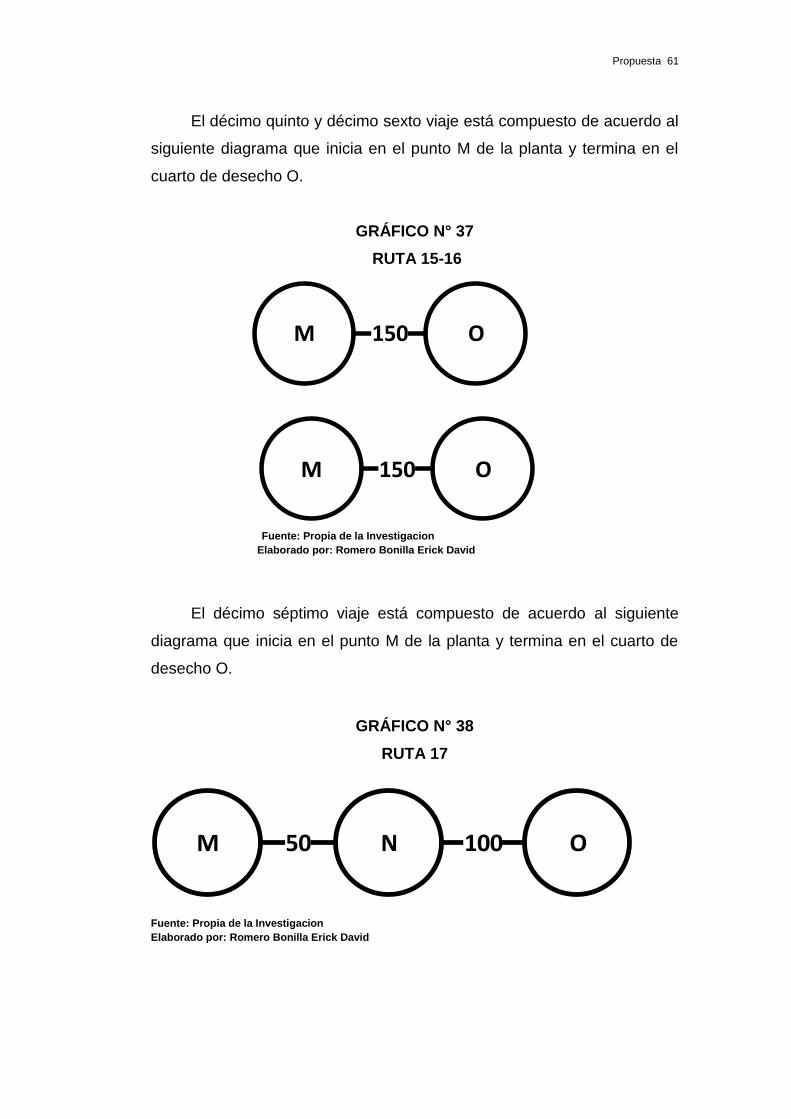
El décimo quinto y décimo sexto viaje está compuesto de acuerdo al
siguiente diagrama que inicia en el punto M de la planta y termina en el
cuarto de desecho O.
GRÁFICO N° 37
RUTA 15-16
Fuente: Propia de la Investigacion
Elaborado por: Romero Bonilla Erick David
El décimo séptimo viaje está compuesto de acuerdo al siguiente
diagrama que inicia en el punto M de la planta y termina en el cuarto de
desecho O.
GRÁFICO N° 38
RUTA 17
Fuente: Propia de la Investigacion
Elaborado por: Romero Bonilla Erick David
Propuesta 62
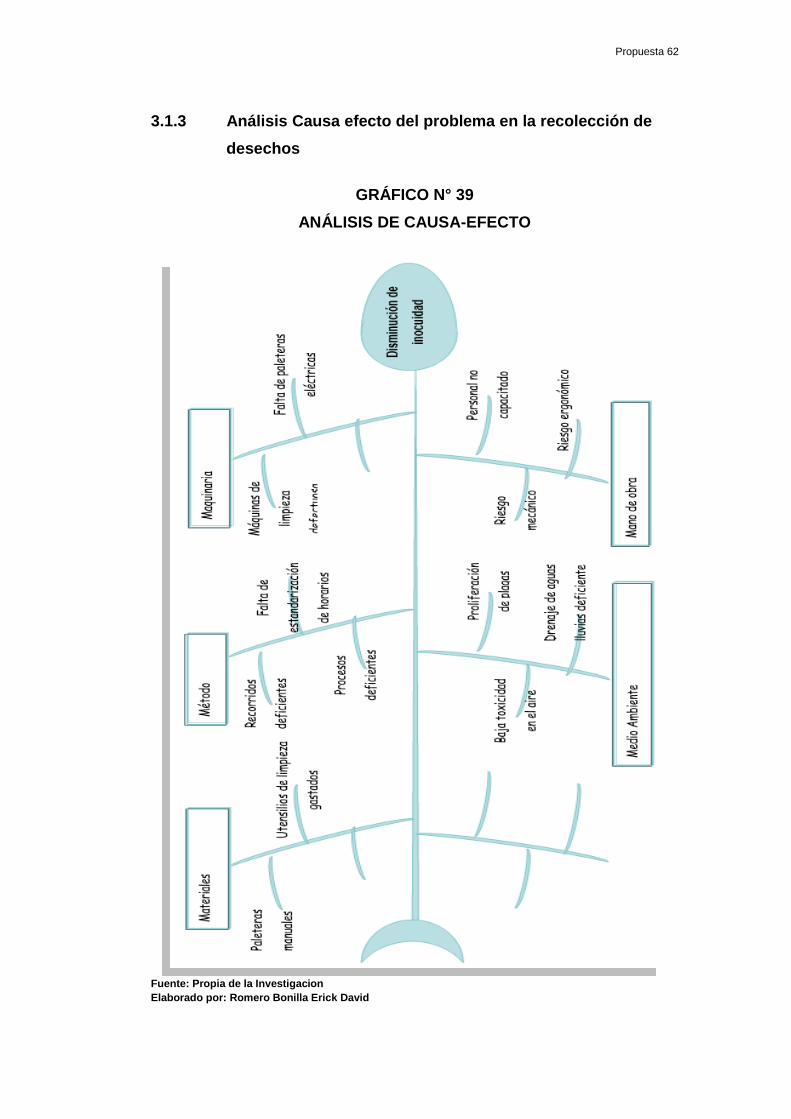
3.1.3 Análisis Causa efecto del problema en la recolección de
desechos
GRÁFICO N° 39
ANÁLISIS DE CAUSA-EFECTO
Fuente: Propia de la Investigacion
Elaborado por: Romero Bonilla Erick David
Propuesta 63
3.1.4 Análisis de causa – efecto
De acuerdo a lo analizado en el diagrama de causa – efecto se llega
a la conclusión de que existen diferentes factores respecto a la
disminución de la inocuidad, entre los que destacan materiales totalmente
mecánicos que no ofrecen mayor ayuda en el desplazamiento de la carga
que provocan los desechos. Así también, es notable la existencia del
riesgo ergonómico y mecánico debido a la postura de los empleados para
evacuar los desechos y mantener el ritmo debido de acarreo, lo cual
también se debe a que las paleteras son totalmente mecánicas; este
riesgo disminuiría si existieran paleras eléctricas que disminuyan la carga
de desplazamiento a los obreros.
3.1.5 Análisis de sensibilidad de las propuestas presentadas
Una vez establecido el diagrama de causa – efecto, se ha
evidenciado que las dos opciones analizadas en este capítulo ayudan a la
optimización del proceso sin embargo, para lograr elegir la mejor
alternativa se procederá a realizar un análisis de sensibilidad.
Este análisis de sensibilidad está conformado por dos tipos de
criterios, el criterio de evaluación y los criterios a evaluar, en el primer
grupo (criterios de evaluación) se ha definido de acuerdo a la siguiente
tabla:
TABLA N° 26
CRITERIOS DE EVALUACIÓN
Criterios de Evaluación Ponderación
Cumple % 90 – 100 3
Cumple % 50 – 89 2
Cumple % 0 – 49 1
Fuente: Propia de la Investigacion
Elaborado por: Romero Bonilla Erick David
Propuesta 64
El primer criterio es explicado de la siguiente manera, si el criterio a
evaluar cumple en un 90% al 100% tendrá como ponderación en valor 3.
El segundo criterio es explicado de la siguiente manera, si el criterio
a evaluar cumple en un 50% al 89% tendrá como ponderación el valor 2
El tercer criterio es explicado de la siguiente manera, si el criterio a
evaluar cumple en un 0% al 49% tendrá como ponderación en valor de 1.
Una vez definido los criterios de evaluación, se realiza en conjunto
con el experto de negocio, las principales variables que deben
considerarse para tomar una decisión.
TABLA N° 27
CRITERIOS A EVALUAR
Criterios a evaluar
Orden
Menor Cantidad de viajes
Ahorro en tiempo
Control de recursos
Control de horarios
Aplicabilidad
Mayor Inocuidad
Fuente: Propia de la Investigacion
Elaborado por: Romero Bonilla Erick David
Los criterios a evaluar para tener como resultado el modelo sugerido
son:
Orden: Analiza el orden de recorrido dentro de la zona
blanca.
Menor Cantidad de Viajes: Refiere a la menor cantidad de
recorridos que representa el modelo evaluado.
Propuesta 65
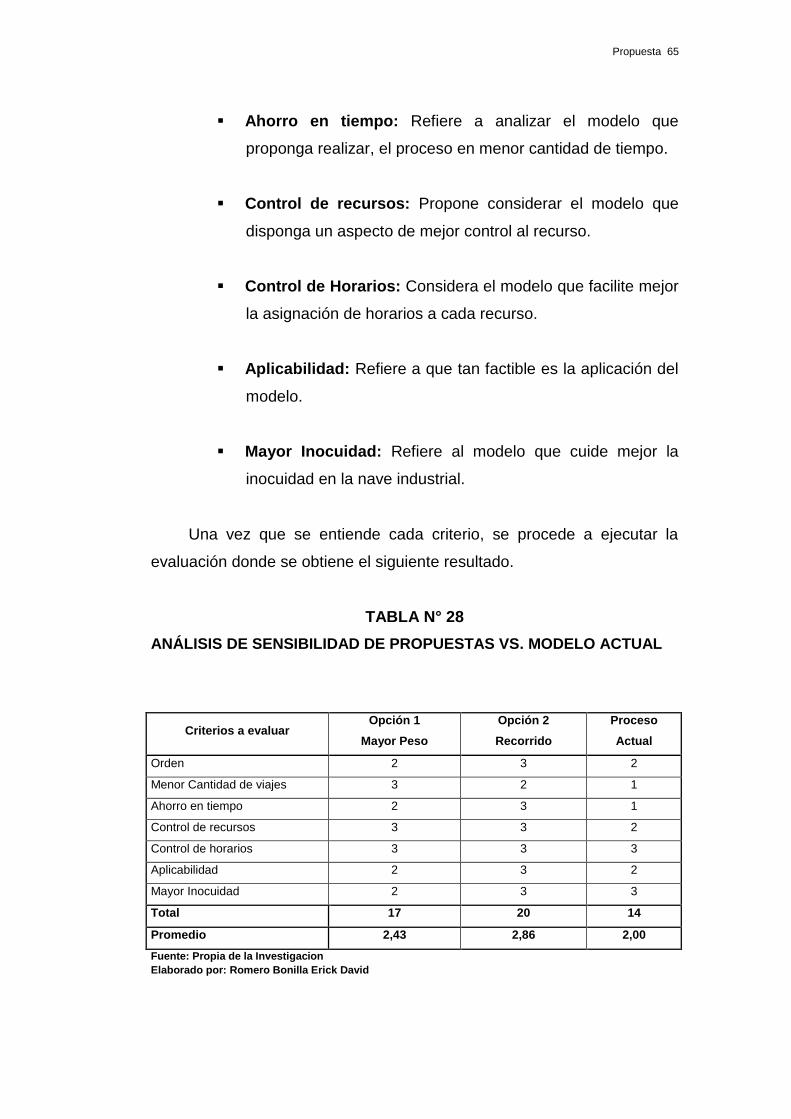
Ahorro en tiempo: Refiere a analizar el modelo que
proponga realizar, el proceso en menor cantidad de tiempo.
Control de recursos: Propone considerar el modelo que
disponga un aspecto de mejor control al recurso.
Control de Horarios: Considera el modelo que facilite mejor
la asignación de horarios a cada recurso.
Aplicabilidad: Refiere a que tan factible es la aplicación del
modelo.
Mayor Inocuidad: Refiere al modelo que cuide mejor la
inocuidad en la nave industrial.
Una vez que se entiende cada criterio, se procede a ejecutar la
evaluación donde se obtiene el siguiente resultado.
TABLA N° 28
ANÁLISIS DE SENSIBILIDAD DE PROPUESTAS VS. MODELO ACTUAL
Fuente: Propia de la Investigacion
Elaborado por: Romero Bonilla Erick David
Criterios a evaluar Opción 1
Mayor Peso
Opción 2
Recorrido
Proceso
Actual
Orden 2 3 2
Menor Cantidad de viajes 3 2 1
Ahorro en tiempo 2 3 1
Control de recursos 3 3 2
Control de horarios 3 3 3
Aplicabilidad 2 3 2
Mayor Inocuidad 2 3 3
Total 17 20 14
Promedio 2,43 2,86 2,00
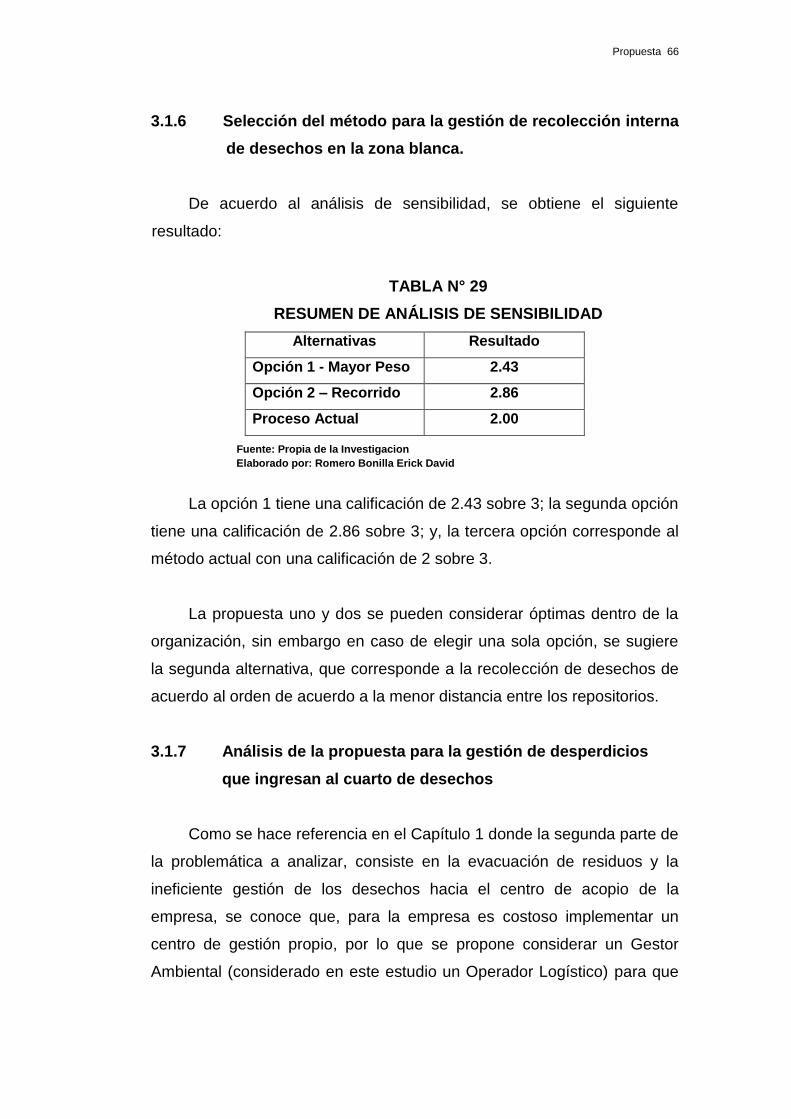
Propuesta 66
3.1.6 Selección del método para la gestión de recolección interna
de desechos en la zona blanca.
De acuerdo al análisis de sensibilidad, se obtiene el siguiente
resultado:
TABLA N° 29
RESUMEN DE ANÁLISIS DE SENSIBILIDAD
Alternativas Resultado
Opción 1 - Mayor Peso 2.43
Opción 2 – Recorrido 2.86
Proceso Actual 2.00
Fuente: Propia de la Investigacion
Elaborado por: Romero Bonilla Erick David
La opción 1 tiene una calificación de 2.43 sobre 3; la segunda opción
tiene una calificación de 2.86 sobre 3; y, la tercera opción corresponde al
método actual con una calificación de 2 sobre 3.
La propuesta uno y dos se pueden considerar óptimas dentro de la
organización, sin embargo en caso de elegir una sola opción, se sugiere
la segunda alternativa, que corresponde a la recolección de desechos de
acuerdo al orden de acuerdo a la menor distancia entre los repositorios.
3.1.7 Análisis de la propuesta para la gestión de desperdicios
que ingresan al cuarto de desechos
Como se hace referencia en el Capítulo 1 donde la segunda parte de
la problemática a analizar, consiste en la evacuación de residuos y la
ineficiente gestión de los desechos hacia el centro de acopio de la
empresa, se conoce que, para la empresa es costoso implementar un
centro de gestión propio, por lo que se propone considerar un Gestor
Ambiental (considerado en este estudio un Operador Logístico) para que
Propuesta 67
bajo los criterios de normalización requeridos legalmente y por la
empresa, se encargue del proceso de gestión de los desechos. Por lo que
en esta sección se procede a realizar un análisis de costo a fin de
justificar la propuesta.
3.1.7.1 Requerimiento sugerido para el manejo integral de
desechos de la planta Tonicorp
3.1.7.1.1 Objetivo
El gestor deberá cumplir en realizar todas las actividades que
permitan la correcta administración, procesamiento y disposición final de
todos los desechos peligrosos y no peligrosos generados en la Planta
Tonicorp, ubicada en el Kilómetro 17,5 de la Avenida Francisco de
Orellana.
Desde el punto de vista ambiental, de inocuidad alimentaria y de
seguridad industrial, durante las 24 horas y los 7 días de la semana.
3.1.7.1.2 Funciones
Recolectar los desechos desde todos los puntos externos de
almacenamiento temporal.
Transportar los desechos desde todos los puntos externos de
almacenamiento temporal hasta la isla ecológica o lugar de acopio
de desechos
Clasificar los desechos según su naturaleza:
Peligrosos (baterías, aceites usados, tonners, wypes, lámparas,
desechos informáticos, etc.).
Propuesta 68
No peligrosos reciclables (papel, cartón, desechos orgánicos,
metales, madera, etc.).
No peligrosos y no reciclables (basura convencional).
Procesar los desechos orgánicos: vaciar el contenido y destrucción
de marca.
Registrar y reportar al personal de Tonicorp los pesos de todos los
tipos de desechos.
Despachar todos los desechos no peligrosos a gestores
autorizados, supervisados por personal de Tonicorp.
Receptar y administrar los desechos peligrosos de acuerdo a la ley
ambiental.
Reportar pesos de los desechos peligrosos generados para que el
personal de Tonicorp coordine la solicitud y orden de compra para
la posterior entrega a los gestores autorizados.
Limpiar y desinfectar los envases de acopio de los desechos, las
áreas de almacenamiento temporal e isla ecológica o lugar de
acopio de desechos.
Responder y comunicar ante situaciones de emergencias,
derrames, incendios, etc.
Comunicación y coordinación permanente con los proveedores
aprobados para el manejo de los desechos.
Propuesta 69
3.1.7.1.3 Requisitos mínimos requeridos a considerar
Personal afiliado, capacitado y calificado para las actividades a
desarrollarse.
Sistema de transporte interno para las actividades propuestas.
Máquinas y equipos necesarios para el cumplimiento de las
actividades a desarrollarse.
Contar con procedimientos y materiales de contención y respuesta
ante situaciones de derrames.
Cualquier otra consideración para cumplir con las actividades
propuestas.
3.1.7.1.4 Lineamientos adicionales
El proveedor deberá establecer un sistema de información para
mantener total y permanentemente comunicados a los
responsables del proceso en Tonicorp.
El proveedor deberá ajustarse a todos los procedimientos y
políticas internas de Tonicorp para el manejo integral de desechos
y de seguridad industrial.
El proveedor deberá establecer un cronograma de capacitaciones
constantes al personal de Tonicorp que la compañía estime
necesario.
3.1.8 Propuesta de Proveedores
Una vez recibida la información de los proveedores se procede a
realizar una matriz comparativa con la información proporcionada por
cada uno de ellos.
Propuesta 70
Los criterios evaluados se dividen en tres grupos:
Valoración Técnica – Ponderación 50%.
Valoración Comercial – Ponderación 30%.
Condición Financiera – Ponderación 20%.
Dentro de cada criterio, existen subgrupos denotados, en la
siguiente tabla.
Así mismo se procede a presentar los proveedores que realizan la
gestión, que con la ayuda del experto en el negocio se procede a evaluar
a cada uno de los participantes en la licitación para ser responsable de
del proceso de gestión de desechos.
Los proveedores evaluados que constan en el proceso son:
Lombricorp
Chávez
Pracipower
Zúñiga
El proveedor que cumple con los requisitos mínimos requeridos es
“Chávez”; con un 85% de calificación en la evaluación.
Seguido de Lombricorp con un 75% en su calificación global.
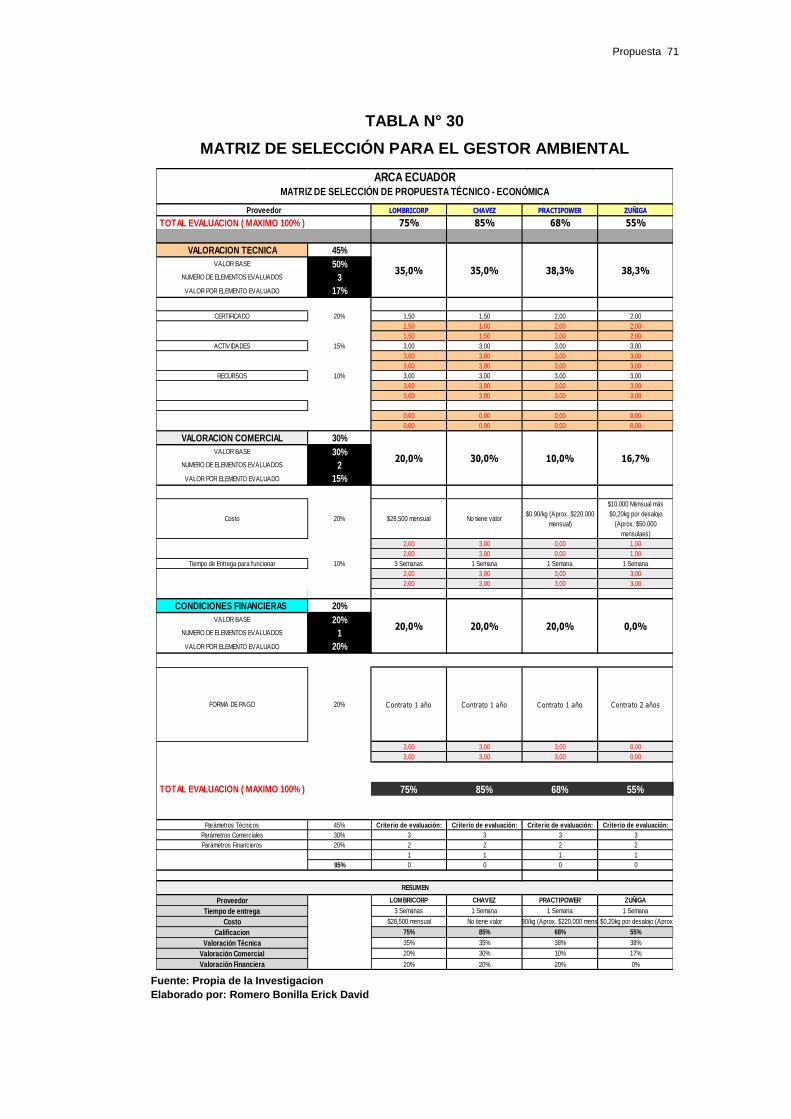
Propuesta 71
TABLA N° 30
MATRIZ DE SELECCIÓN PARA EL GESTOR AMBIENTAL
Fuente: Propia de la Investigacion
Elaborado por: Romero Bonilla Erick David
LOMBRICORP CHAVEZ PRACTIPOWER ZUÑIGA
TOTAL EVALUACION ( MAXIMO 100% ) 75% 85% 68% 55%
VALORACION TECNICA 45%
VALOR BASE 50%
NUMERO DE ELEMENTOS EVALUADOS 3
VALOR POR ELEMENTO EVALUADO 17%
CERTIFICADO 20% 1,50 1,50 2,00 2,00
1,50 1,50 2,00 2,00
1,50 1,50 2,00 2,00
ACTIVIDADES 15% 3,00 3,00 3,00 3,00
3,00 3,00 3,00 3,00
3,00 3,00 3,00 3,00
RECURSOS 10% 3,00 3,00 3,00 3,00
3,00 3,00 3,00 3,00
3,00 3,00 3,00 3,00
0,00 0,00 0,00 0,00
0,00 0,00 0,00 0,00
VALORACION COMERCIAL 30%
VALOR BASE 30%
NUMERO DE ELEMENTOS EVALUADOS 2
VALOR POR ELEMENTO EVALUADO 15%
Costo 20% $28,500 mensual No tiene valor$0,90/kg (Aprox. $220.000
mensual)
$10.000 Mensual más
$0,20kg por desalojo
(Aprox. $50.000
mensulaes)
2,00 3,00 0,00 1,00
2,00 3,00 0,00 1,00
Tiempo de Entrega para funcionar 10% 3 Semanas 1 Semana 1 Semana 1 Semana
2,00 3,00 3,00 3,00
2,00 3,00 3,00 3,00
CONDICIONES FINANCIERAS 20%
VALOR BASE 20%
NUMERO DE ELEMENTOS EVALUADOS 1
VALOR POR ELEMENTO EVALUADO 20%
FORMA DE PAGO 20% Contrato 1 año Contrato 1 año Contrato 1 año Contrato 2 años
3,00 3,00 3,00 0,00
3,00 3,00 3,00 0,00
TOTAL EVALUACION ( MAXIMO 100% ) 75% 85% 68% 55%
Parámetros Técnicos 45% Criterio de evaluación: Criterio de evaluación: Criterio de evaluación: Criterio de evaluación:
Parámetros Comerciales 30% 3 3 3 3
Parámetros Financieros 20% 2 2 2 2
1 1 1 1
95% 0 0 0 0
Proveedor LOMBRICORP CHAVEZ PRACTIPOWER ZUÑIGA
Tiempo de entrega 3 Semanas 1 Semana 1 Semana 1 Semana
Costo $28,500 mensual No tiene valor $0,90/kg (Aprox. $220.000 mensual)$10.000 Mensual más $0,20kg por desalojo (Aprox. $50.000 mensulaes)
Calificacion 75% 85% 68% 55%
Valoración Técnica 35% 35% 38% 38%
Valoración Comercial 20% 30% 10% 17%
Valoración Financiera 20% 20% 20% 0%
35,0%
30,0%
20,0%
RESUMEN
20,0% 10,0% 16,7%
20,0% 20,0% 0,0%
ARCA ECUADORMATRIZ DE SELECCIÓN DE PROPUESTA TÉCNICO - ECONÓMICA
Proveedor
35,0% 38,3% 38,3%
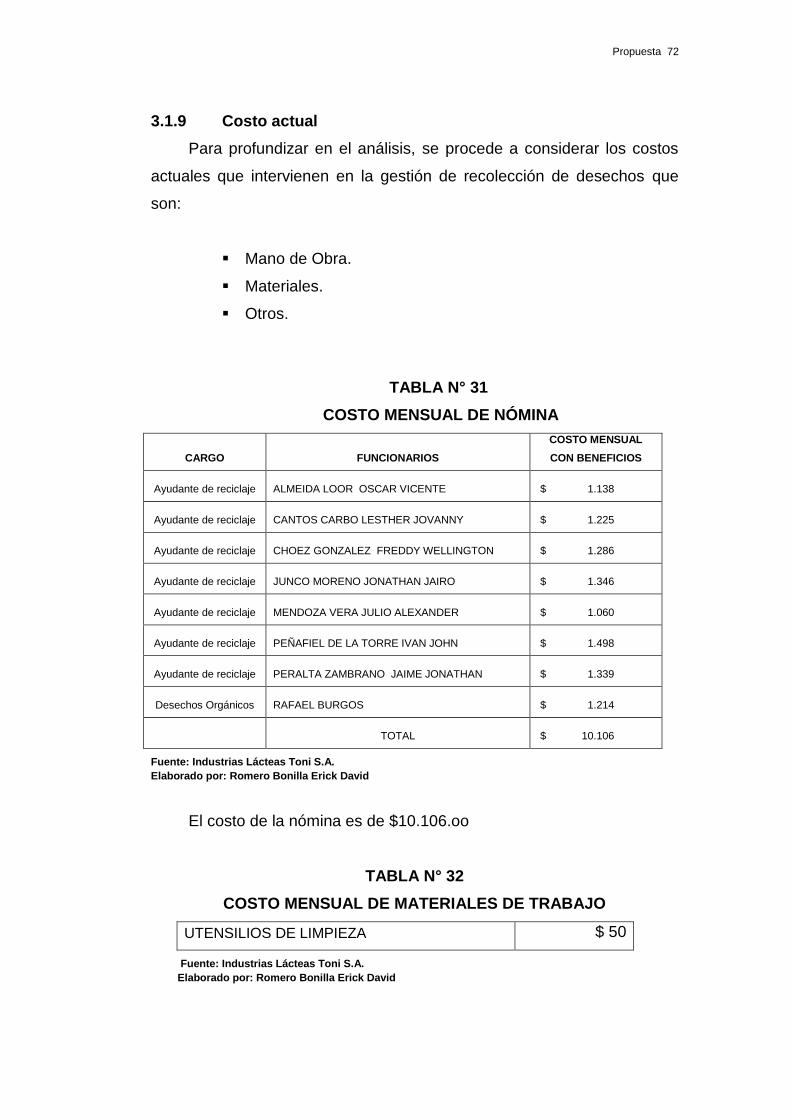
Propuesta 72
3.1.9 Costo actual
Para profundizar en el análisis, se procede a considerar los costos
actuales que intervienen en la gestión de recolección de desechos que
son:
Mano de Obra.
Materiales.
Otros.
TABLA N° 31
COSTO MENSUAL DE NÓMINA
CARGO FUNCIONARIOS
COSTO MENSUAL
CON BENEFICIOS
Ayudante de reciclaje ALMEIDA LOOR OSCAR VICENTE $ 1.138
Ayudante de reciclaje CANTOS CARBO LESTHER JOVANNY $ 1.225
Ayudante de reciclaje CHOEZ GONZALEZ FREDDY WELLINGTON $ 1.286
Ayudante de reciclaje JUNCO MORENO JONATHAN JAIRO $ 1.346
Ayudante de reciclaje MENDOZA VERA JULIO ALEXANDER $ 1.060
Ayudante de reciclaje PEÑAFIEL DE LA TORRE IVAN JOHN $ 1.498
Ayudante de reciclaje PERALTA ZAMBRANO JAIME JONATHAN $ 1.339
Desechos Orgánicos RAFAEL BURGOS $ 1.214
TOTAL $ 10.106
Fuente: Industrias Lácteas Toni S.A.
Elaborado por: Romero Bonilla Erick David
El costo de la nómina es de $10.106.oo
TABLA N° 32
COSTO MENSUAL DE MATERIALES DE TRABAJO
UTENSILIOS DE LIMPIEZA $ 50
Fuente: Industrias Lácteas Toni S.A.
Elaborado por: Romero Bonilla Erick David
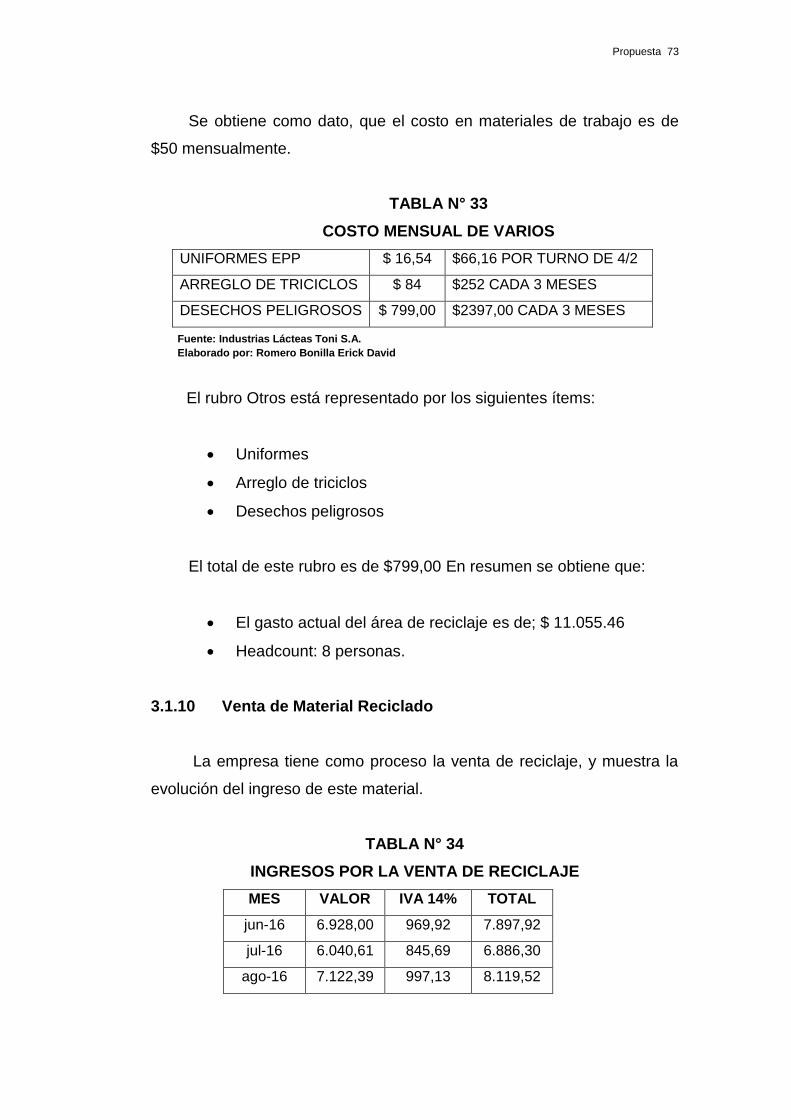
Propuesta 73
Se obtiene como dato, que el costo en materiales de trabajo es de
$50 mensualmente.
TABLA N° 33
COSTO MENSUAL DE VARIOS
UNIFORMES EPP $ 16,54 $66,16 POR TURNO DE 4/2
ARREGLO DE TRICICLOS $ 84 $252 CADA 3 MESES
DESECHOS PELIGROSOS $ 799,00 $2397,00 CADA 3 MESES
Fuente: Industrias Lácteas Toni S.A.
Elaborado por: Romero Bonilla Erick David
El rubro Otros está representado por los siguientes ítems:
Uniformes
Arreglo de triciclos
Desechos peligrosos
El total de este rubro es de $799,00 En resumen se obtiene que:
El gasto actual del área de reciclaje es de; $ 11.055.46
Headcount: 8 personas.
3.1.10 Venta de Material Reciclado
La empresa tiene como proceso la venta de reciclaje, y muestra la
evolución del ingreso de este material.
TABLA N° 34
INGRESOS POR LA VENTA DE RECICLAJE
MES VALOR IVA 14% TOTAL
jun-16 6.928,00 969,92 7.897,92
jul-16 6.040,61 845,69 6.886,30
ago-16 7.122,39 997,13 8.119,52
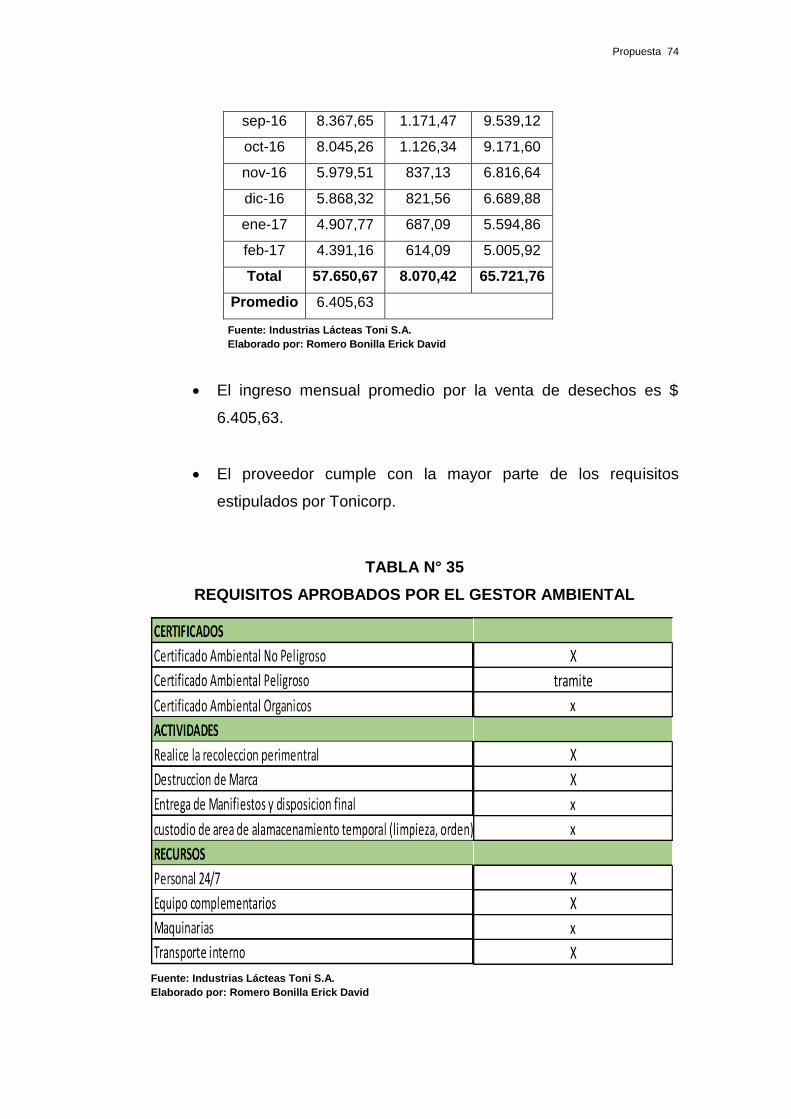
Propuesta 74
sep-16 8.367,65 1.171,47 9.539,12
oct-16 8.045,26 1.126,34 9.171,60
nov-16 5.979,51 837,13 6.816,64
dic-16 5.868,32 821,56 6.689,88
ene-17 4.907,77 687,09 5.594,86
feb-17 4.391,16 614,09 5.005,92
Total 57.650,67 8.070,42 65.721,76
Promedio 6.405,63
Fuente: Industrias Lácteas Toni S.A.
Elaborado por: Romero Bonilla Erick David
El ingreso mensual promedio por la venta de desechos es $
6.405,63.
El proveedor cumple con la mayor parte de los requisitos
estipulados por Tonicorp.
TABLA N° 35
REQUISITOS APROBADOS POR EL GESTOR AMBIENTAL
Fuente: Industrias Lácteas Toni S.A.
Elaborado por: Romero Bonilla Erick David
X
tramite
x
X
X
x
x
X
X
x
X
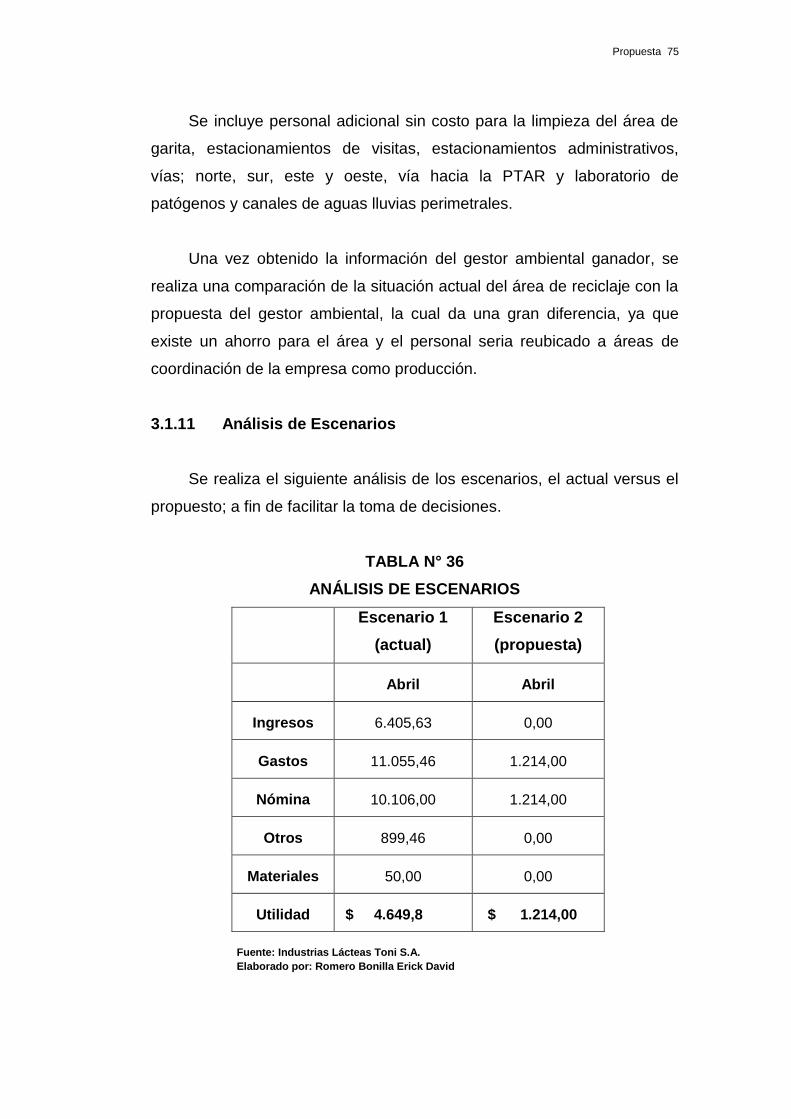
Propuesta 75
Se incluye personal adicional sin costo para la limpieza del área de
garita, estacionamientos de visitas, estacionamientos administrativos,
vías; norte, sur, este y oeste, vía hacia la PTAR y laboratorio de
patógenos y canales de aguas lluvias perimetrales.
Una vez obtenido la información del gestor ambiental ganador, se
realiza una comparación de la situación actual del área de reciclaje con la
propuesta del gestor ambiental, la cual da una gran diferencia, ya que
existe un ahorro para el área y el personal seria reubicado a áreas de
coordinación de la empresa como producción.
3.1.11 Análisis de Escenarios
Se realiza el siguiente análisis de los escenarios, el actual versus el
propuesto; a fin de facilitar la toma de decisiones.
TABLA N° 36
ANÁLISIS DE ESCENARIOS
Escenario 1
(actual)
Escenario 2
(propuesta)
Abril Abril
Ingresos 6.405,63 0,00
Gastos 11.055,46 1.214,00
Nómina 10.106,00 1.214,00
Otros 899,46 0,00
Materiales 50,00 0,00
Utilidad $ 4.649,8 $ 1.214,00
Fuente: Industrias Lácteas Toni S.A.
Elaborado por: Romero Bonilla Erick David
Propuesta 76
El ahorro para el área con la nueva propuesta sería de $ 4.649,80 -
$1.214.00 = $3.435,80 mensuales; el Headcount es de 1 persona y el
ahorro que se va a generar hasta finalizar el año va a ser de: $3.435,80 x
8 meses (ya que el proyecto inició en abril) = $27.486,40.
3.1.12 Conclusiones y Recomendaciones
3.1.12.1 Conclusión
En este estudio se denota claramente cómo la empresa puede
proceder a la gestión de los desechos incurriendo en menos costos.
Se propone en este estudio dos alternativas para lograr la
optimización de la recolección interna de desechos y se sugiere como
mejor alternativa la secuencia de menor distancia entre tachos de basura.
Con la propuesta recomendada en la contratación de recolección de
desechos, se evita la acumulación de residuos en el cuarto de desechos.
3.1.12.2 Recomendación
Se recomienda cubrir las áreas vacantes con los recursos que
serían liberados al ejecutar la propuesta de contratación de un gestor de
desechos.
Para reducir la cantidad de viajes se recomienda la adquisición, de
paleteras automáticas de manera que permitan llevar mayor cantidad de
desechos.
Se recomienda evaluar al proveedor cada periodo de tiempo, puede
ser trimestral; a fin de constatar que cumpla los requisitos de calidad en el
proceso.
BIBLIOGRAFÍA
CASP VANACLOCHA, A. (2012). Diseño de industrias agroalimentarias.
Madrid - México: Mundi - Prensa.
Cortés Achedad, P., & Onieva Giménez, L. (2010). Ingeniería de
organización: Modelos y aplicaciones. Madrid: Díaz de Santos.
Fórneas Carro, J. R. (2008). Outsourcing.: Saque el máximo partido de
sus proveedores. La Coruña: Gesbiblio S.L.
H. Ballou, R. (2004). Logística: administración de la cadena de
suministro. México: Quintar.
Industrias lácteas Toni S.A. (2017). Informe corporativo Toni S.A.
Guayaquil.
Mauleón Torres, M. (2006). Logística y costos. Madrid - Buenos Aires:
Díaz de Santos.
Platas García, J. A., & Cervantes, M. I. (2014). Planeación, Diseño y
Layout de Instalaciones: Un enfoque por competencias. México:
Grupo Editorial Patria.







