TPS para Ingenieros / Administración
YY DDTUM TUM Ingeniería de Administración de Ingeniería de Administración de
Operaciones Operaciones

© 2003 YDatum
Introducción¿Cuáles son las tres peores cosas que se pueden hacer en los negocios de Takata? (en orden)
1.
2.
3.

© 2003 YDatum
Argumentos ¿Calidad? Con relación al Cliente Requerimientos del Cliente Con relación a la vida

© 2003 YDatum
TPS: Creación de un Sistema de CalidadFilosofías de Toyota : 1) Enfoque del Cliente2) Las personas son una ventaja clave3) Kaizen4) Enfoque en el Piso de la Planta
Punto Clave: TPS es exitoso solo con el cliente, personas, mejora continua, y un enfoque agudo en el ambiente de producción.
© 2003 YDatum
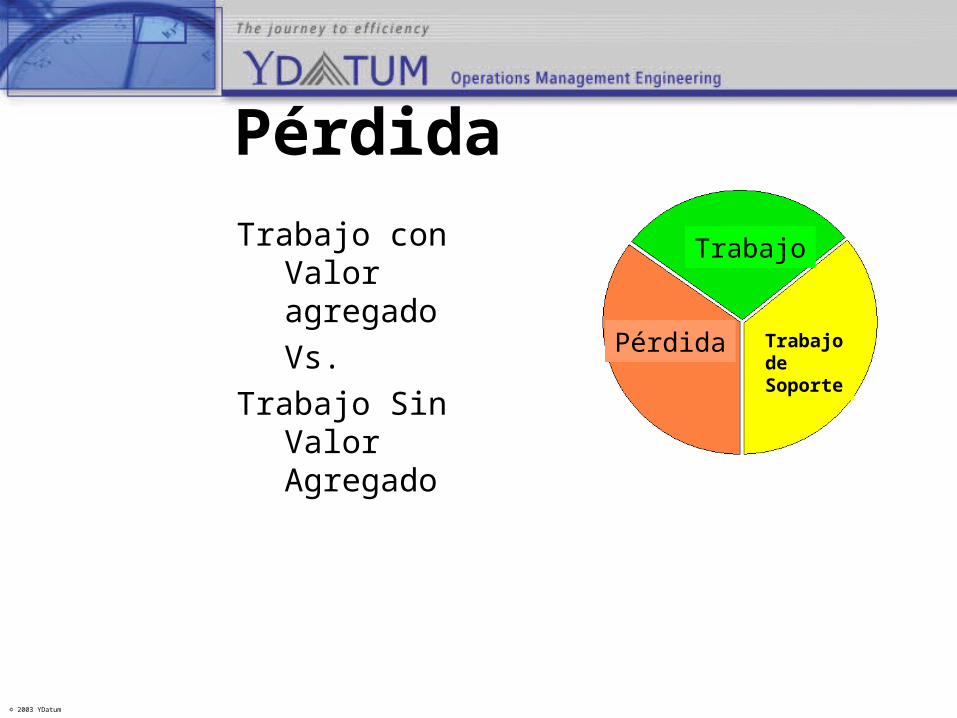
PérdidaTrabajo con Valor
agregadoVs.
Trabajo Sin Valor Agregado
Trabajo
Pérdida Trabajo de Soporte

© 2003 YDatum
Pérdida7 formas1. Sobreproducción2. Espera3. Transportación4. Elaboración5. Inventario6. Movimiento7. Corrección
Pregunta:
¿Puede usted identificar un ejemplo de cada tipo?
© 2003 YDatum
Trabajo EstandarizadoA. Definición y PropósitoB. Entendimiento de condición actualC. Desarrollo de condición objetivoD. Esquema de trabajo estandarizado
(video ): takt time “tiempo takt” , secuencia de operaciones, estándar en el stock de proceso.
E. Tabla de Combinación estandarizada (contra layout)
F. Hoja de capacidad de la máquina

© 2003 YDatum
Definición de Trabajo Estandarizado
Método para lograr un flujo de trabajo más eficiente, considerando la seguridad, calidad, cantidad y costo.
Mala interpretación de trabajo estandarizado- Inflexible- Dificil de seguir- No es lo mejor para el operador
© YDatum 2003
© 2003 YDatum
Propósito del trabajo estandarizado
Una herramienta de capacitación Para el operador:
Capacitación progresiva con los hábitos de trabajo correctos ( desarrollar ambas técnicas de trabajo). Para el supervisor:
Puede capacitar más rápido con el conocimiento explícito
© YDatum 2003

© 2003 YDatum
Una herramienta para la confección de la calidad.
Los operadores desarrollan el automatismo.
La causa de los problemas puede encontrarse más rápidamente.
Propósito del trabajo estandarizado
© YDatum 2003

© 2003 YDatum
Una herramienta para el Kaizen Reduce la variabilidad humana
Propósito del trabajo estandarizado
© YDatum 2003

© 2003 YDatum
Una herramienta para el Kaizen Una base desde la cual se puede evaluar y corregir. .
Estandarización
Kaizen
Mej
ora
Tiempo
Propósito del trabajo estandarizado
© YDatum 2003
© 2003 YDatum
Una herramienta para el Kaizen Permite un control visual ( andon ) y proporciona un patrón claro para el Kaizen.
Es posible seguir el trabajo estandarizado• Tiempo• Secuencia • WIP
Propósito de el trabajo estandarizado
© YDatum 2003
© 2003 YDatum
Incrementa la flexibilidad en el area de trabajo. Es sencillo recuperarse dentro del Takt
time “ Tiempo Takt”
Propósito del Trabajo Estandarizado
© YDatum 2003
© 2003 YDatum
Incrementa la flexibilidad en el area de trabajo.
Es sencillo cambiar el Takt time “ Tiempo Takt”
Propósito del Trabajo Estandarizado
© YDatum 2003
© 2003 YDatum
Incrementar la flexibilidad en el área de trabajo El trabajo estandarizado no debe de
permanecer fijo. Cambia con el cambio de pedido del
cliente Cambia con el Kaizen
Propósito del Trabajo Estandarizado
© YDatum 2003

© 2003 YDatum
Método para Implementar el trabajo estandarizado
Papel de la gerencia Responsable del desarrollo del trabajo
estandarizado.
© YDatum 2003

© 2003 YDatum
Antes de implementar el trabajo estandarizado Debemos de contar con estabilidad de
Máquinas Material
Método para implementar el trabajo estandarizado
© YDatum 2003

© 2003 YDatum
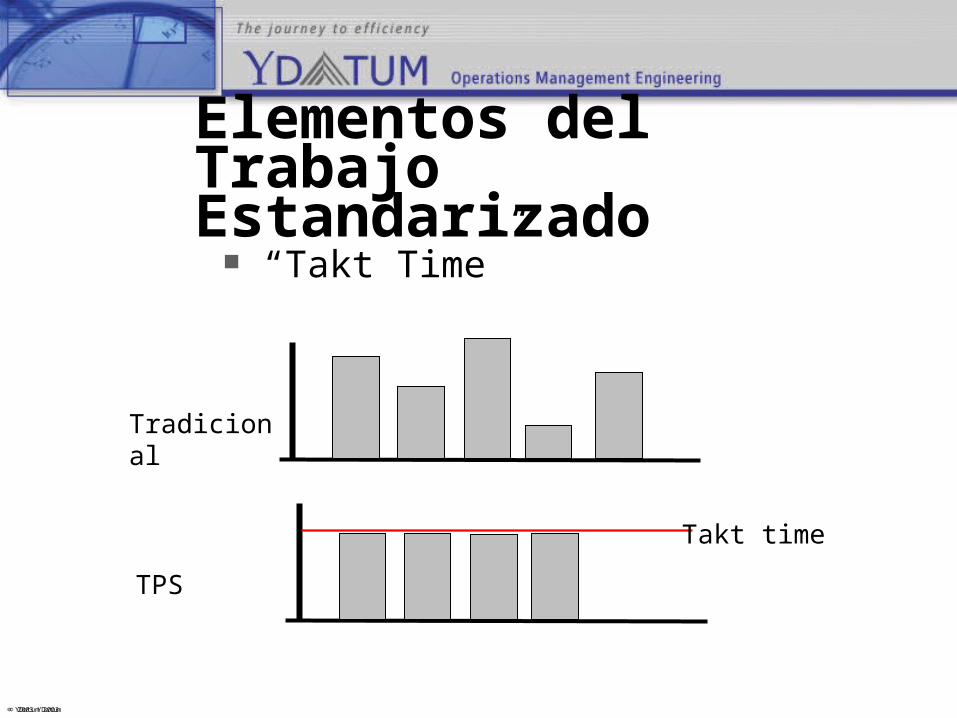
Definición de “Takt Time”: Ritmo de ventas = Ritmo de producción
Tiempo de trabajo disponible / demanda
79200 / 3600 = 22 segundos por parte
Demanda del Cliente = 18000 por semanaSemana laboral de 5 díasDemanda diaria = 1/5 de 1800018000/5 = 3600
Tiempo de trabajo diario: Trés turnos de 8 horas = 24 hrsPor turno: Dos descansos de 10 min.
Una comida de 20 min.Tiempo de producción disponible = 79200 sec
Elementos del trabajo estandarizado
© YDatum 2003
© 2003 YDatum
“Takt Time”
Tradicional
TPS
Takt time
Elementos del Trabajo Estandarizado
© YDatum 2003
© 2003 YDatum
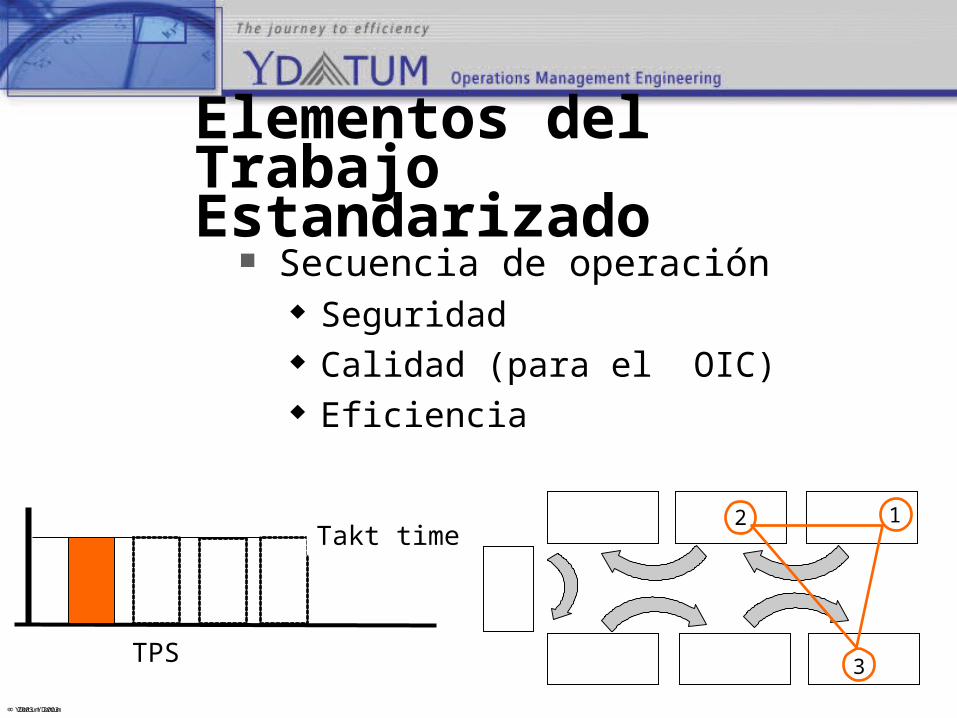
Elementos del Trabajo Estandarizado
Secuencia de operación Seguridad Calidad (para el OIC) Eficiencia
12
3TPS
Takt time
© YDatum 2003

© 2003 YDatum
Sequence of operation Safety Quality (per the OIC) Efficiency
Seguridad: Más crítico
• Lesiones causadas por repetición • Lesiones causadas por accidentes
Secuencia de Operación
© YDatum 2003
© 2003 YDatum
Controlar la Calidad para el IOC La secuencia se refiere a la
secuencia de movimientos del operador únicamente.
No se refiere a la secuencia de construcción. La secuencia de construcción continúa sin cambio de acuerdo al OIC localizado en la estación.
Secuencia de Operación
© YDatum 2003
© 2003 YDatum
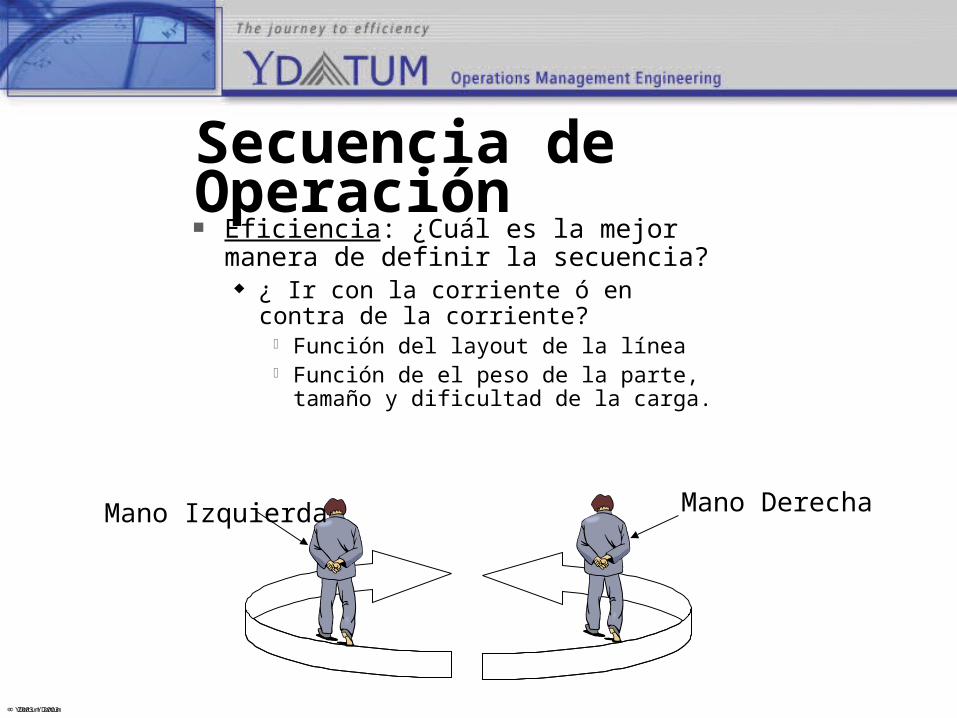
Eficiencia: ¿Cuál es la mejor manera de definir la secuencia? ¿ Ir con la corriente ó en contra
de la corriente? Función del layout de la línea Función de el peso de la parte,
tamaño y dificultad de la carga.
Mano DerechaMano Izquierda
Secuencia de Operación
© YDatum 2003

© 2003 YDatum
Secuencia de Operación
Ejemplo:
1. Tome un inflador y colóquelo en la lubricadora
2. Lubrique el inflador3. Descargue el inflador
terminado4. Cargue el inflador5. Active la máquina6. Enjuague el aceite7. Coloque el inflador y regrese
Elementos de apreciación ¿Qué tan detallado?
Subjetivo Determinación de puntos de
cambio 1 trabajo 1 ubicación 1 movimiento 1 ubicación
Debe de confirmar lo que observa, intentándolo
© YDatum 2003

© 2003 YDatum
¿Qué es Tiempo de Ciclo? Definición: La cantidad de tiempo que le
toma a un operador completar un ciclo de trabajo.Es la suma del elemento tiempo.
Objetivo: Establece el tiempo de ciclo contra el “ Takt Time”
no no si
Secuencia de Operación
© YDatum 2003

© 2003 YDatum
Determinar el Tiempo de Ciclo utilizando un Cronómetro
- Aprecie los elementos de cada máquina - Utilice el mínimo tiempo fuera de varias mediciones - El tiempo más alto representa la fluctuación
MedicionesElementos 1 2 3 4 5 6 7 8 9 10 Más Alto Más BajoP/U parte 0.7 0.5 0.5 0.6 0.8 0.6 0.5 0.5 0.5 0.5 0.8 0.5Maq.Cargada 0.5 0.7 0.8 0.6 0.5 0.5 0.6 0.8 0.5 0.5 0.8 0.5Ciclo Maq. 0.5 0.5 0.5 0.6 0.8 0.6 0.3 0.5 0.5 0.5 0.8 0.3Marcha 1.0 1.0 1.2 1.0 1.0 1.0 1.0 1.4 1.5 1.0 1.5 1.0P/U parte 2 1.0 0.7 0.8 0.6 0.5 0.5 0.6 0.8 0.5 0.5 0.8 0.5P/U sub-as 0.3 0.6 0.5 0.7 0.3 0.4 0.4 1.0 0.3 0.3 1.0 0.3Partes Unidas 3.7 5.0 5.5 6.0 4.0 4.7 4.5 6.0 5.0 4.0 6.0 3.7Maq. descargada. 1.0 1.0 1.0 1.0 1.2 1.3 1.5 1.0 1.0 1.7 1.7 1.0Maq.Cargada 0.5 0.7 0.8 0.6 0.5 0.5 0.6 0.8 0.5 0.5 0.8 0.5Marcha Regreso 0.5 0.5 0.5 0.6 0.8 0.6 0.5 0.5 0.5 0.5 0.8 0.5TiempoCilco 9.7 11.2 12.1 12.3 10.4 10.7 10.5 13.3 10.8 10.0 15.0 8.8
Secuencia de Operación
Determine la carga de trabajo de cada operador
© YDatum 2003
© 2003 YDatum
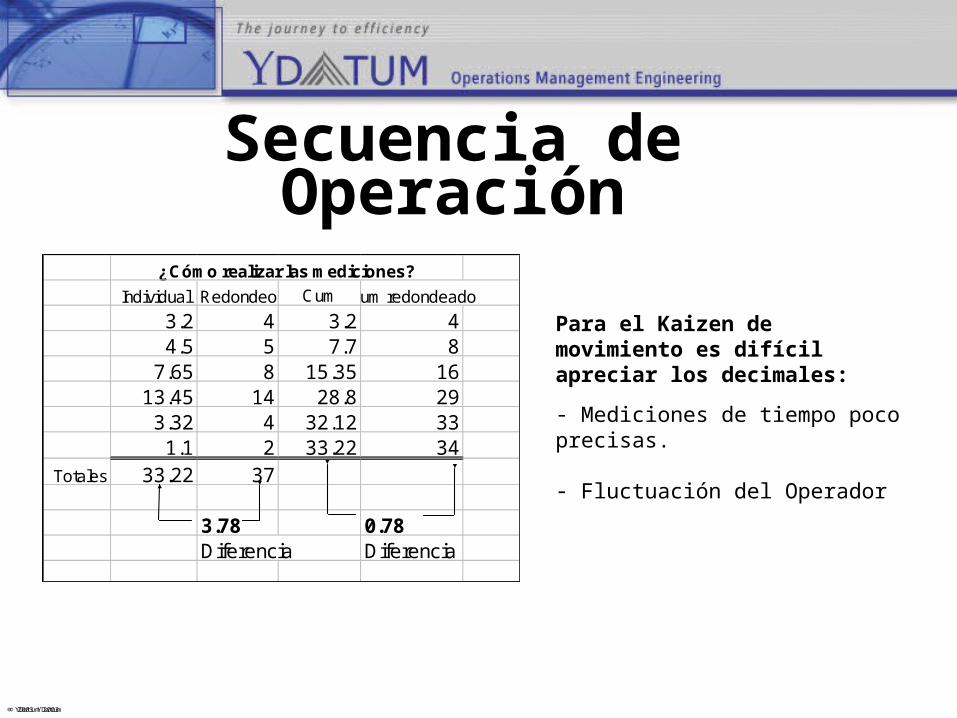
¿Cómo realizar las mediciones?Individual Redondeo Cum Cum redondeado
3.2 4 3.2 44.5 5 7.7 8
7.65 8 15.35 1613.45 14 28.8 29
3.32 4 32.12 331.1 2 33.22 34
Totales 33.22 37
3.78 0.78Diferencia Diferencia
Para el Kaizen de movimiento es difícil apreciar los decimales:
- Mediciones de tiempo poco precisas.
- Fluctuación del Operador
Secuencia de Operación
© YDatum 2003

© 2003 YDatum
Trabajo de Estandarización del Tipo II
Takt time
Fluctuación
Oper. A Oper. B Oper. C
Elementos de Trabajo Estándar
• Elementos del trabajo estándar:• El mejor tiempo a repetir para completar una actividad de trabajo. • La suma de estas actividades de trabajo deben de ser iguales al “Takt Time”FluctuaciónLa cantidad de interferencia que afecta a los tiempos de los elementos del trabajo estándar.Ejemplos: la máquina se inmoviliza, no hay partes disponibles, cuando se cae una parte, etc.
© YDatum 2003
© 2003 YDatum
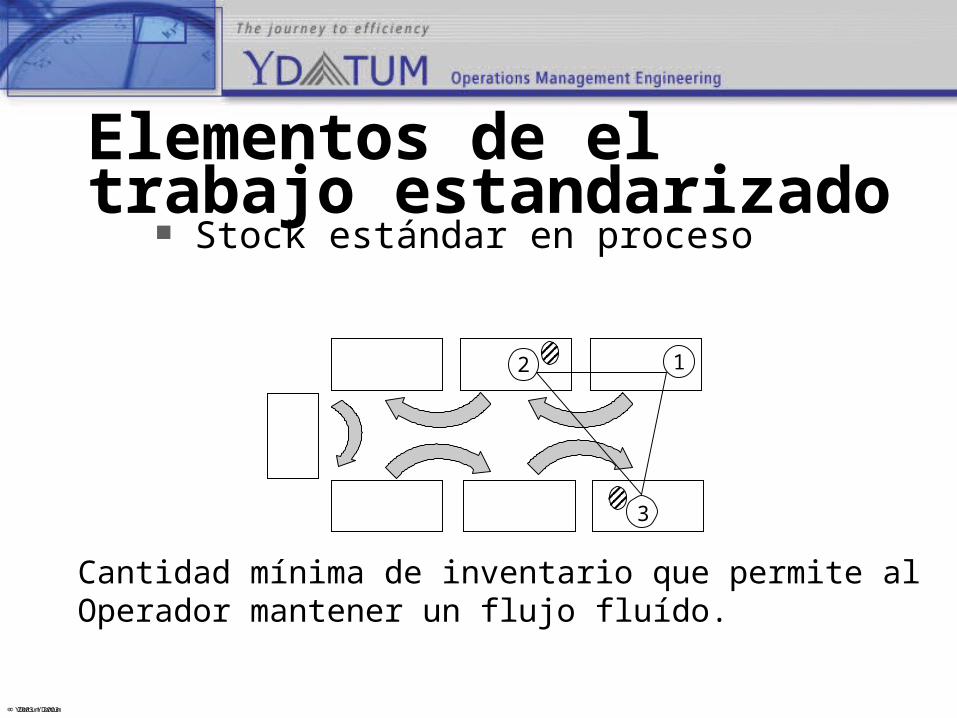
Elementos de el trabajo estandarizado
Stock estándar en proceso
12
3
Cantidad mínima de inventario que permite al Operador mantener un flujo fluído.
© YDatum 2003
© 2003 YDatum
STANDARDIZEDPRODUCTION CAPACITY SHEET
MGR ASSISTANTMGR
PART NO.
PART NAME
UNIT TYPE
NO. OF UNITS
SECTION NAME
PROCESSNO. PROCESS NAME
MACHINENO.
MANUALTIME
AUTOTIME
TIME TOCOMPLETE
INTERVALBETWEEN CHG.
SET UPTIME
BASIC OPERATION TIME CAPACITY( )
REMARKS
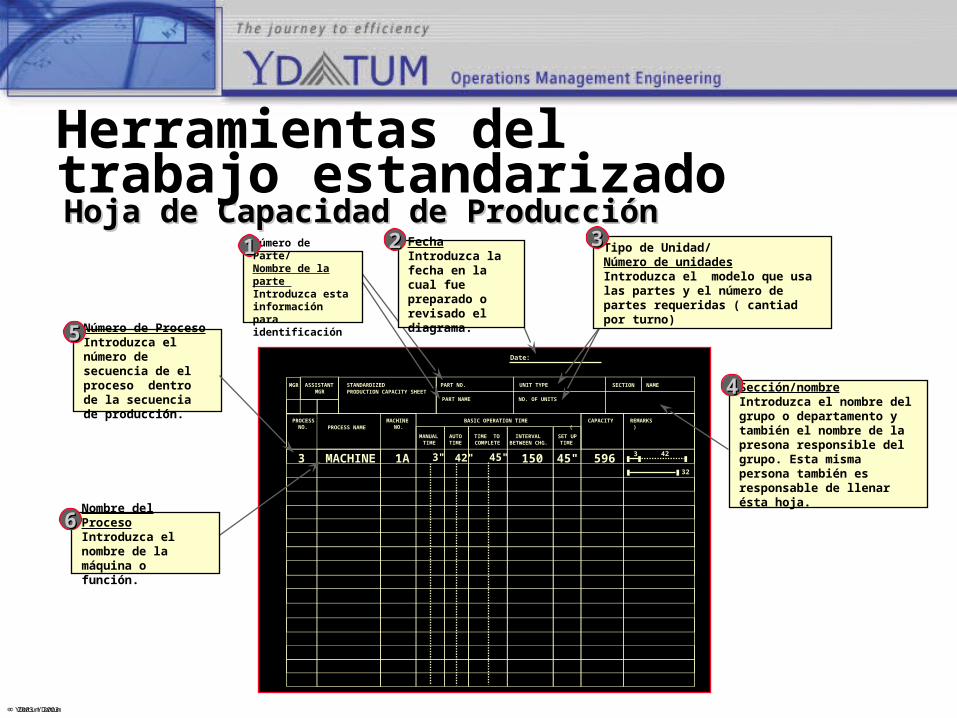
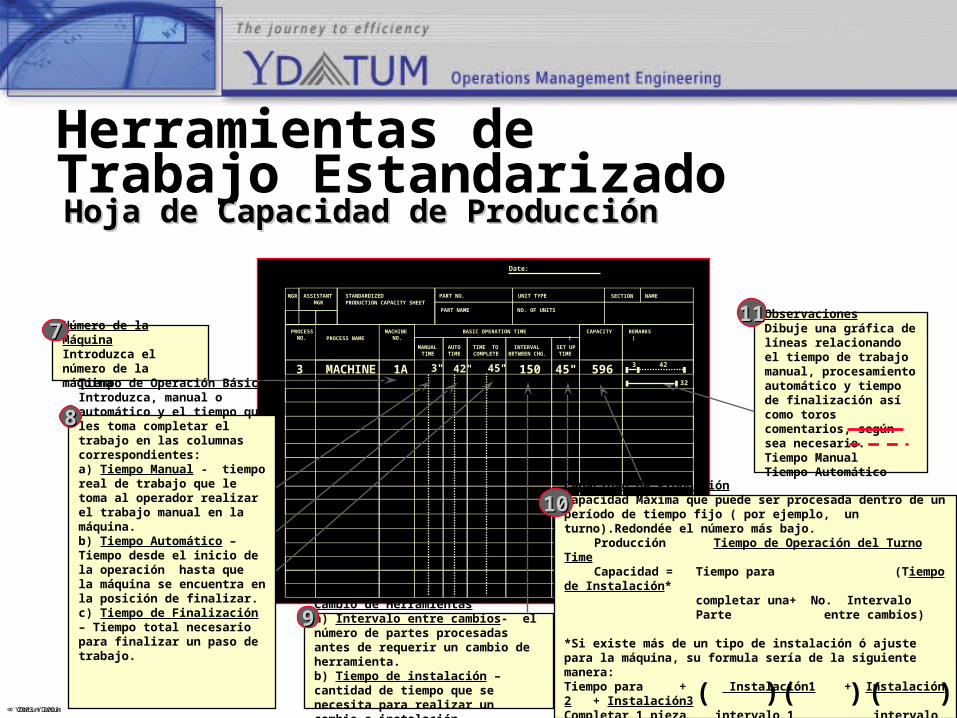
3 MACHINE 1A 3" 42" 45" 150 45" 596 3 42
Sección/nombreIntroduzca el nombre del grupo o departamento y también el nombre de la presona responsible del grupo. Esta misma persona también es responsable de llenar ésta hoja.
44
Número de ProcesoIntroduzca el número de secuencia de el proceso dentro de la secuencia de producción.
55Date:
32
Hoja de Capacidad de ProducciónHoja de Capacidad de Producción
Herramientas del trabajo estandarizado
FechaIntroduzca la fecha en la cual fue preparado o revisado el diagrama.
22Número de Parte/Nombre de la parte Introduzca esta información para identificación
11 Tipo de Unidad/Número de unidadesIntroduzca el modelo que usa las partes y el número de partes requeridas ( cantiad por turno)
33
Nombre del ProcesoIntroduzca el nombre de la máquina o función.
66
© YDatum 2003
© 2003 YDatum
Herramientas de Trabajo Estandarizado
STANDARDIZEDPRODUCTION CAPACITY SHEET
MGR ASSISTANTMGR
PART NO.
PART NAME
UNIT TYPE
NO. OF UNITS
SECTION NAME
PROCESSNO. PROCESS NAME
MACHINENO.
MANUALTIME
AUTOTIME
TIME TOCOMPLETE
INTERVALBETWEEN CHG.
SET UPTIME
BASIC OPERATION TIME CAPACITY( )
REMARKS
3 MACHINE 1A 3" 42" 45" 150 45" 596 3 42
Número de la MáquinaIntroduzca el número de la máquina
77
Manual + Auto = Time to Complete
ObservacionesDibuje una gráfica de líneas relacionando el tiempo de trabajo manual, procesamiento automático y tiempo de finalización así como toros comentarios, según sea necesario.Tiempo Manual Tiempo Automático
1111
Date:
Capacidad de ProducciónCapacidad Máxima que puede ser procesada dentro de un período de tiempo fijo ( por ejemplo, un turno).Redondée el número más bajo.
Producción Tiempo de Operación del Turno TimeCapacidad = Tiempo para (Tiempo de Instalación*
completar una+ No. Intervalo Parte entre cambios)
*Si existe más de un tipo de instalación ó ajuste para la máquina, su formula sería de la siguiente manera:Tiempo para + Instalación1 + Instalación 2 + Instalación3Completar 1 pieza intervalo 1 intervalo 2 intervalo 3
1010
)()()(
32
Hoja de Capacidad de ProducciónHoja de Capacidad de Producción
Tiempo de Operación BásicaIntroduzca, manual o automático y el tiempo que les toma completar el trabajo en las columnas correspondientes:a) Tiempo Manual - tiempo real de trabajo que le toma al operador realizar el trabajo manual en la máquina.b) Tiempo Automático – Tiempo desde el inicio de la operación hasta que la máquina se encuentra en la posición de finalizar. c) Tiempo de Finalización – Tiempo total necesario para finalizar un paso de trabajo.
Cambio de Herramientasa) Intervalo entre cambios- el número de partes procesadas antes de requerir un cambio de herramienta.b) Tiempo de instalación – cantidad de tiempo que se necesita para realizar un cambio o instalación.
99
88
© YDatum 2003
© 2003 YDatum
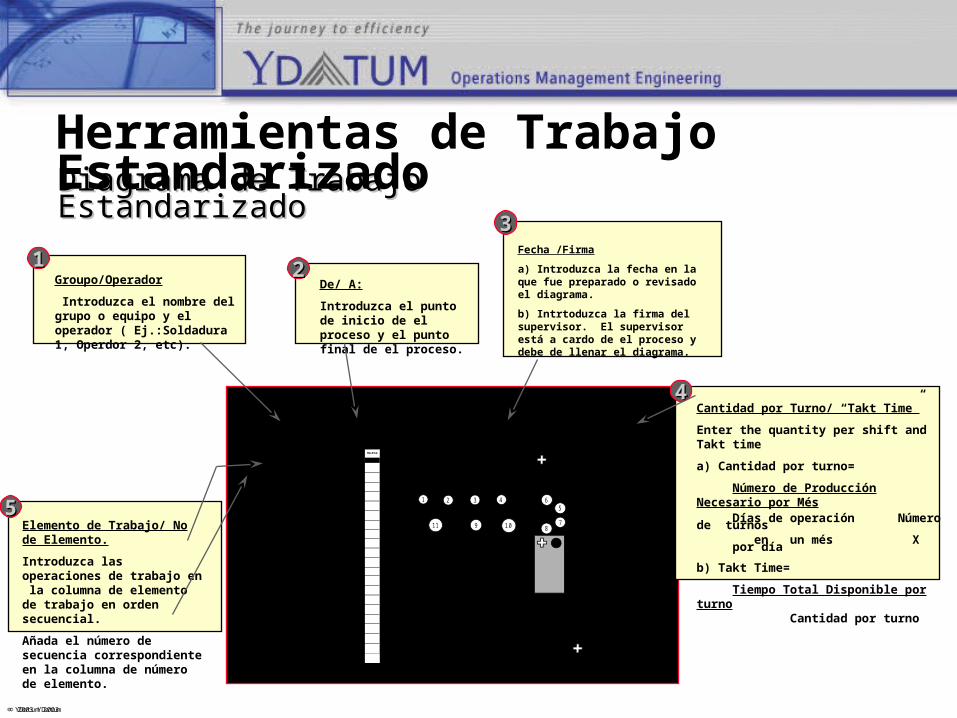
Diagrama de Trabajo EstandarizadoDiagrama de Trabajo Estandarizado
Groupo/Operador
Introduzca el nombre del grupo o equipo y el operador ( Ej.:Soldadura 1, Operdor 2, etc).
11De/ A:
Introduzca el punto de inicio de el proceso y el punto final de el proceso.
22Fecha /Firma
a) Introduzca la fecha en la que fue preparado o revisado el diagrama.
b) Intrtoduzca la firma del supervisor. El supervisor está a cardo de el proceso y debe de llenar el diagrama.
33
Cantidad por Turno/ “Takt Time”
Enter the quantity per shift and Takt time
a) Cantidad por turno=
Número de Producción Necesario por Més Días de operación Número de turnos en un més X por díab) Takt Time=
Tiempo Total Disponible por turno Cantidad por turno
44
A S S Y 1 A S S Y 2 M A C H 5 4
AS
SY
3
M A C H 5 6
A SS Y 4F IN IS H E D G O O D S
1 2 3 4 65
781 0911
1/1
1/31/2
1/5
C
C
C rit ica lD efec t
S ta n da rdIn P rocess S tock
Q u a lityC h eck S afe ty
Elemento de Trabajo/ No de Elemento.
Introduzca las operaciones de trabajo en la columna de elemento de trabajo en orden secuencial.
Añada el número de secuencia correspondiente en la columna de número de elemento.
55
Herramientas de Trabajo Estandarizado
© YDatum 2003

© 2003 YDatum
Simbolos
Defecto crítico– Coloque el símbolo en la estación en donde deben de tomarse precauciones especiales para asegurar la calidad.
Stock Estándar en Proceso-Coloque el símbolo en el lugar en el que está presence el stock en proceso. Si se tiene más de una pieza, coloque la cantidad junto a el símbolo en la posición en la que sale la parte después de ser procesada.
x 2
Revisión de Calidad– Coloque el símbolo en la estación que requiere una revisión de calidad. También registre la frecuencia de las revisiones.
Ej: QC Una vez cada 5 ciclos.
SEGURIDAD
Coloque el símbolo en la estación en la que se requiere seguridad especial.Esto debe de mostrarse en toda la maquinaria.
Tiempo
– Introduzca el tiempo manual en la columna de trabajo manual
– Introduzca el tiempo de máquina ( desde la posición de inicio hasta la de finalización)
– Introduzca cualquier tiempo de marcha ( tiempo real de marcha desde el inicio hasta el fin)– Añada e introduzca los totales de tiempo manual y tiempo de marcha en la parte inferior.
– Añada cualquier tiempo cuando se presente una espera real e introduzcalo en la parte inferior debajo de espera.
– Si no existe ningún número para introducir en un espacio de la columna, coloque un guión medio.
Diagrama del Proceso
– Muestre el proceso, haciendo un diagrama de su layout físico (máquinas, mesas de trabajo, estantes, cajas WIP, cajas de producto terminado, anaqueles de flujo, etc.)
– El layout debe de ser dibujado lo más parecido posible a la escala real.
– Etiquete cada figura con un número o nombre de máquina.
– Indique la máquina con la capacidad más baja, utilizando un matiz ó sombreado.
– Dibuje la secuencia de trabajo
Ejemplo
– Utiice una línea sólida para conectar los pasos de la secuencia.
– Utilice una línea punteada con una flecha para indicar que se regresa del último trabajo al primero.
CC88
77
66
A S S Y 1 A S S Y 2 M A C H 54
ASSY 3
M A C H 5 6
A S S Y 4F IN IS H E D G O O D S
1 2 3 4 65
7810911
1/1
1/31/2
1/5
C
C
C rit ica lD efe c t
S tanda rdIn P roce ss S tock
Q u alityC heck S afe ty
1 2 3
456
Diagrama de Trabajo EstandarizadoDiagrama de Trabajo EstandarizadoHerramientas de Trabajo Estandarizado
© YDatum 2003
© 2003 YDatum
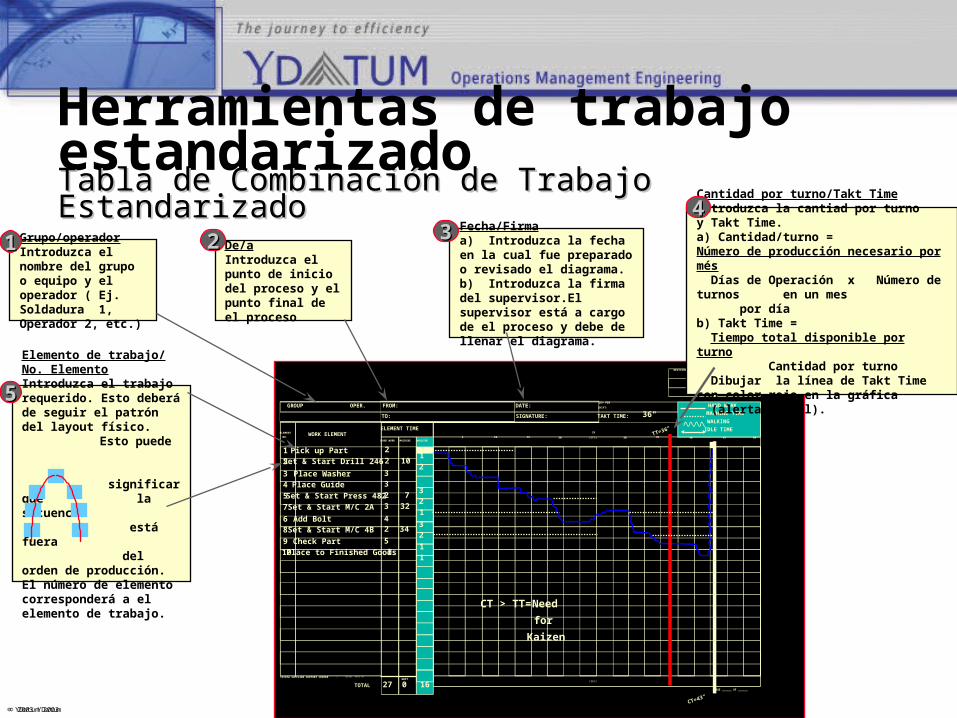
Grupo/operadorIntroduzca el nombre del grupo o equipo y el operador ( Ej. Soldadura 1, Operador 2, etc.)
11 De/aIntroduzca el punto de inicio del proceso y el punto final de el proceso
22 Fecha/Firmaa) Introduzca la fecha en la cual fue preparado o revisado el diagrama. b) Introduzca la firma del supervisor.El supervisor está a cargo de el proceso y debe de llenar el diagrama.
33
Elemento de trabajo/ No. ElementoIntroduzca el trabajo requerido. Esto deberá de seguir el patrón del layout físico.
Esto puede blablblablaasignificar que blablablablala secuencia blablablablablaestá fuera blablablablabldel orden de producción. El número de elemento corresponderá a el elemento de trabajo.
55GROUP OPER. FROM:
TO:
WORK ELEMENTELEMENTNO.
HAND WORK
1 Pick up Part2Set & Start Drill 2463 Place Washer4 Place Guide5Set & Start Press 4827Set & Start M/C 2A6 Add Bolt8Set & Start M/C 4B9 Check Part10Place to Finished Goods
223323425 1
10
732
34
12
3213211
MACHINE WALKING
27 0 16TOYOTA SUPPLIER SUPPORT CENTER Copyright 1996 by TSSCC
WAIT
TOTAL
ELEMENT TIME
DATE:
SIGNATURE:
QTY PER
SHIFT:
TAKT TIME:
HAND WORKMACHINE TIMEWALKINGIDLE TIME
REVISION DATE SIGNATURE
PAGE ______ OF ______
5 10 15 20 (SEC) 30
25
35 40 45 50
36"
CT > TT=Needfor
Kaizen
CT=43"
TT=36"
(SEC)
Herramientas de trabajo estandarizadoTabla de Combinación de Trabajo Tabla de Combinación de Trabajo EstandarizadoEstandarizado Cantidad por turno/Takt Time
Introduzca la cantiad por turno y Takt Time.a) Cantidad/turno =Número de producción necesario por més Días de Operación x Número de turnos en un mes por díab) Takt Time = Tiempo total disponible por turno Cantidad por turno Dibujar la línea de Takt Time con color rojo en la gráfica (alerta visual).
44
© YDatum 2003

© 2003 YDatum
GráficaIntroduzca el tiempo manual, de máquina y de marcha en la gráfica. Utilice los símbolos anotados arriba.
88
Tiempo Introduzca el tiempo manual en la
columna de trabajo manual Introduzca el tiempo de máquina
( desde la posición de inicio hasta la de finalización)
Introduzca cualquier tiempo de marcha ( tiempo real de marcha desde el inicio hasta el fin)
Añada e introduzca los totales de tiempo manual y tiempo de marcha en la parte inferior.
Añada cualquier tiempo cuando se presente una espera real e introduzcalo en la parte inferior debajo de espera.
Si no existe ningún número para introducir en un espacio de la columna, coloque un guión medio
66
Unidades de la GráficaAsegúrese de anotar el número de segundos por incremento. Trate de utilizar la totalidad de la gráfica. Dependiendo de el Takt Time y el tiempo de ciclo, un incremento puede representar, uno, dos, cinco… segundos.
77
Evaluación del ProcesoSi CT = TT, no se necesita el Kaizen.Si CT > TT Se necesita el Kaizen
CT < TT MCT > TTPídale ayuda a un Experto en Kaizen .
99
1010 Notas Adicionalesa) Si CT < TT, dibuje el tiempo de procesamiento automático en la línea TT y dibuje el exceso desde la línea base (0) del lado izquierdo.b) Si CT > TT, dibuje el tiempo de procesamiento automático desde CT y dibuje cualquier exceso desde la línea base (0) del lado izquierdo.
(c)
(e)
(d)
c) Inicia marchad) Inicio simultáneo ( más de una máquina inicia al mismo tiempo)e) No hay marcha
GROUP OPER. FROM:TO:
WORK ELEMENTELEMENTNO.
HAND WORK
1 Pick up Part2Set & Start Drill 2463 Place Washer4 Place Guide5Set & Start Press 4827Set & Start M/C 2A6 Add Bolt8Set & Start M/C 4B9 Check Part10Place to Finished Goods
223323425 1
10
732
34
12
3213211
MACHINE WALKING
27 0 16TOYOTA SUPPLIER SUPPORT CENTER Copyright 1996 by TSSCC
WAIT
TOTAL
ELEMENT TIME
DATE:SIGNATURE:
QTY PERSHIFT:
TAKT TIME:
HAND WORKMACHINE TIMEWALKINGIDLE TIME
REVISION DATE SIGNATURE
PAGE ______ OF ______
5 10 15 20 (SEC) 3025
35 40 45 50
36"
CT > TT=Needfor
Kaizen
CT=43"
TT=36"
(SEC)
Herramientas de trabajo estandarizadoTabla de Combinación de Trabajo Tabla de Combinación de Trabajo EstandarizadoEstandarizado
© YDatum 2003

© 2003 YDatum
Diferencias entre Trabajo Estandarizado( SW ) y OIC
© YDatum 2003
III. Diferencia entre trabajo Estandarizado y OIC:
1. OIC es un documento controlado que define el trabajo estándar.• Secuencia del ensamblaje.• Especificación de calidad del producto.• Operación del equipo
2. Trabajo estandarizado es un documento no controlado que define el movimiento del operado :
• De acuerdo al OIC• Secuencia de ensamblaje.
• Con base a las condiciones actuales del area de trabajo.• Takt time o ritmo de demanda del cliente• Stock estándar en proceso para adecuar el layout, flujo de
parte, diseño de máquina ( Procesamiento automático, auto paro, auto- expulsión).
© 2003 YDatum
Ejercicio de Trabajo EstandarizadoSituación Actual: Usted es un ingeniero para una
compañía cuyo giro es doblar cartas. Su compañía opera un turno diario, cinco días a la semana. Su compañía cuenta únicamente con un operador de producción. Usted actualmente produce 1760 cartas por turno. Su cliente ha incrementado sus pedidos.
Incremento en la Demanda: Su ciente ahora necesita 2640 cartas por turno. El propietario de la compañía le ha pedido a
Usted que encuentre la mejor manera de hacerlo sin contratar más operadores.
© YDatum 2003
© 2003 YDatum
Ejercicio de Trabajo Estandarizado:Detalles
Producto Terminado: Ejemplo
Proceso de Producción: EjemploPrograma de Trabajo Diario:
7:00 AM: Inicio 9:00 AM: Descanso de 10 minutos12:00 PM: Comida de 20 minutos 2:00 PM: Descanso de 10 minutos 3:00 PM: Final
(Tiempo disponible de producción = 440 minutos)
© YDatum 2003
© 2003 YDatum
Ejercicio de Trabajo Estandarizados: 1. Determinar el Nuevo Takt Time (Ahora)
2. Documentar Condición Actual
3. Kaizan para cumplir con el nuevo Takt Time
4. Documentar la Condición Mejorada
© YDatum 2003
© 2003 YDatum
Ejercicio de Trabajo Estandarizados
El instructor mostrará como hacerlo:
Los estudiantes:- Llenarán la Hoja de Observaciones
(5 minutos)
- Llenarán el Diagrama de Trabajo Estandarizado (12 minutos)
- Llenarán la Tabla de Combinación de Trabajo Estandarizado (12 minutos)
Documentar la Condición ActualDocumentar la Condición Actual
© YDatum 2003

© 2003 YDatum
Ejercicio de Trabajo Estandarizados
Tiene 30 minutos
Utilice el material fácilmente disponible.Trate de hacer el trabajo por usted mismo.
KaizanKaizan
© YDatum 2003
© 2003 YDatum
Ejercicio de Trabajo Estandarizados
- Demuestre el Método Mejorado(10 Minutos)
- Llene la Hoja de Observación de Tiempo (5 minutos)
- Llene el Diagrama de Trabajo Estandarizado (10 minutos)
- Llene la Tabla de Combinación de Trabajo Estandarizado (10 minutos)
Documente la Condición Documente la Condición MejoradaMejorada
© YDatum 2003

© 2003 YDatum
Trabajo EstandarizadoApreciación de condición actual
© 2003 YDatum
Trabajo EstandarizadoDesarrollo de condición objetivo
© 2003 YDatum
Trabajo EstandarizadoDiagrama de Trabajo Estandarizado ( video ): tack time, secuencia de operaciones, stock estándar en proceso.
© 2003 YDatum
Trabajo EstandarizadoTabla de combinación Estandarizada
(Contra layout)
© 2003 YDatum
Trabajo EstandarizadoHoja de capacidad de la máquina

© 2003 YDatum
Solución de ProblemasIdentificar y seleccionar el problema
Analizar el problema
Generar soluciones potenciales
Seleccionar solución
Implementar la solución
Evaluar la solución

© 2003 YDatum
Kaizen Kai: “Cambio” Zen: “hacia un lugar
mejor” “Mejora Contínua” Cumplimenta al Trabajo Estandarizado Expone continuamente la pérdida Crea un espiral ascendente de mejora Le permite alcanzar más altos niveles
de producción Just-in-Time (“Justo a Tiempo”)

© 2003 YDatum
Dos tipos principales de Kaizen Kaizen de Proceso de Trabajo Kaizen de Máquina
Kaizen
© 2003 YDatum
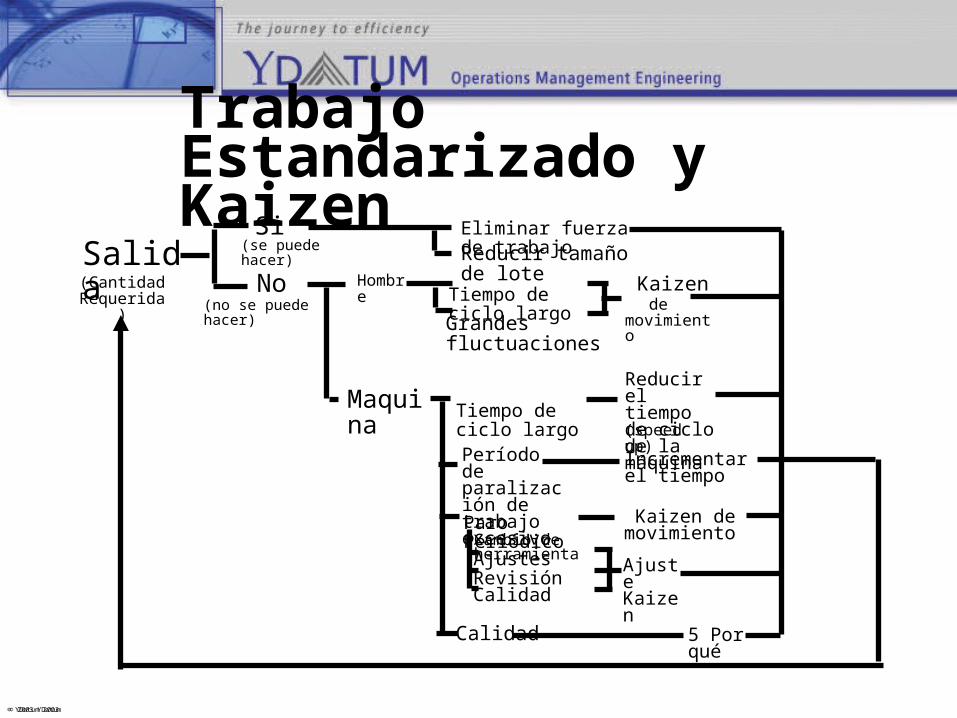
Trabajo Estandarizado y Kaizen
Salida(Cantidad
Requerida)
Si
No
(se puede hacer)
(no se puede hacer)
HombreTiempo de ciclo largo
Grandes fluctuaciones
Eliminar fuerza de trabajoReducir tamaño de lote
Kaizen de movimiento
Maquina Tiempo de ciclo largo
Reducir el tiempo de ciclo de la máquina(speed up)
Período de paralización de trabajo excesivo
Incrementar el tiempo
Paro Periódico Kaizen de movimientoCambio de herramienta
AjustesRevisión Calidad
Ajuste Kaizen
Calidad 5 Por qué
© YDatum 2003
© 2003 YDatum
Punto de Kaizen de Movimiento
•¿Tiempo de espera frente a la máquina?
Trabajo Duro
Espera
¿Caminar?•Eliminar o reducir.•¿El operador trabaja mientras camina?
•Doblar•Alcanzar
© YDatum 2003

© 2003 YDatum
Punto de Kaizen de Movimiento
Movimientos Manuales•¿Movimientos manuales a lo ancho?
•¿Movimientos manuales Muda ?•¿Manos en espera?
Flujo de Material•Trabajo realizado en un patrón nivelado y recto?
•¿Cambio enla dirección de la parte?
Movimientos Oculares•¿Está el operador revisando?
© YDatum 2003
© 2003 YDatum
Kaizen de Máquina
Kaizen







