
ANALISIS ERGONOMICO
ANALISIS HISTORICO
ANALISIS COMUNICACIONAL
ANALISIS MORFOLOGICO
ANALISIS ERGONOMICO
ANALISIS OPERATIVO/FUNCIONAL
ANALISIS TECNOLOGICO
THE EDGE CUTTER
Juan Felipe Espinosa Victor Peterle Materiales y Procesos I

ANALISIS HISTORICOEn la antigüedad Evolución del producto
Pagina 1/1
En la antigüedad algunas personas optaban por morder las uñas con sus
dientes haciéndoles un corte irregular que facilitaba algunas actividades de su vida
cotidiana. Otros preferian cortarlas ocasionalmente con cuchillos precarios o
limarlas contra piedras rugosas.
En China, las longitudes de uñas eranconsiderablesporque representabanpoder, autoridad o un rango superior. Dicha actividad se conserva incluso
en nuestros días.
En Egipto faraones y gente de la más alta escala social usaban uñas de oro
unidas a anillos. Asimismo se estableció un código dependiendo de
cómo se decoraban las uñas, si estaban maquilladas de colores vivosla persona que las lucía pertenecía a
la familia real y si eran colores apagados correspondían a esclavos.

Pagina 1/1
ANALISIS HISTORICOEn la antigüedad Evolución del producto
Valentín Fogerty - 1875 George H. Coates - 1885 L.T. Snow Company - 1906
King Klip Company - 1911
William E. Bassett“trim” - 1947
Cultura Hallstatt – S. VI Siglo XV
Uñas esculpidas -Estados Unidos-Década de los 60’s

Pagina 1/1
ANALISIS COMUNICACIONALLas pinzas Agujero de corte Packaging
Profundo trabajo de diseño y un efectivo logro comunicacional al
momento de desarrollar los mangos.
Comunica zona de agarre usando algún tipo de
elastómero. Además, estéticamente es
sumamente acertado.
Posición de reposo con los mangos abiertos y el resorte
ligeramente tensionado. Comunica agarre.

Pagina 1/1
ANALISIS COMUNICACIONALLas pinzas Agujero de corte Packaging
Perforación redondeada que permite interpretar que la uña seguramente se apoyará en su interior para ejecutar el corte.
Orientación angular. Refuerza el sentido de corte e idea de la ubicación de la uña.

Pagina 1/1
ANALISIS COMUNICACIONALLas pinzas Agujero de corte Packaging
El producto de alguna manera no logra completar la inalcanzable
tarea de comunicar por si mismo la forma de operar para obtener
distintos tipos de corte.
Es por esto que se decide poner impreso en el cartón del empaque
los distintos modos de operar.
esquemas sintéticos y generales.

Pagina 1/1
ANALISIS MORFOLOGICO
DIRECTRIZ
DIRECTRIZ
GENERATRIZ
GENERATRIZ
DIRECTRIZGENERATRIZ
Composición orgánica con directrices y generatrices complejas materializadas con el estampado
Sustracción por Punzonado

Pagina 1/1
ANALISIS ERGONÓMICOSecuencia de uso Antropometría Percepción AlmacenamientoMantenimiento
Deslice el plástico transparente hacia abajo para sacar el
producto de su empaque.
Saque el producto del molde plástico y está listo para usarlo

Pagina 1/1
ANALISIS ERGONÓMICOSecuencia de uso Antropometría Percepción AlmacenamientoMantenimiento
Diseñado para usar con una sola mano. Las medidas se ajustan al ancho general de una
mano adulta y su zona de agarre se identificafácilmente.
I: 205 mm
J: 118 mmK: 96 mmL: 231 mm
Pagina 1/1
ANALISIS ERGONÓMICOSecuencia de uso Antropometría Percepción AlmacenamientoMantenimiento
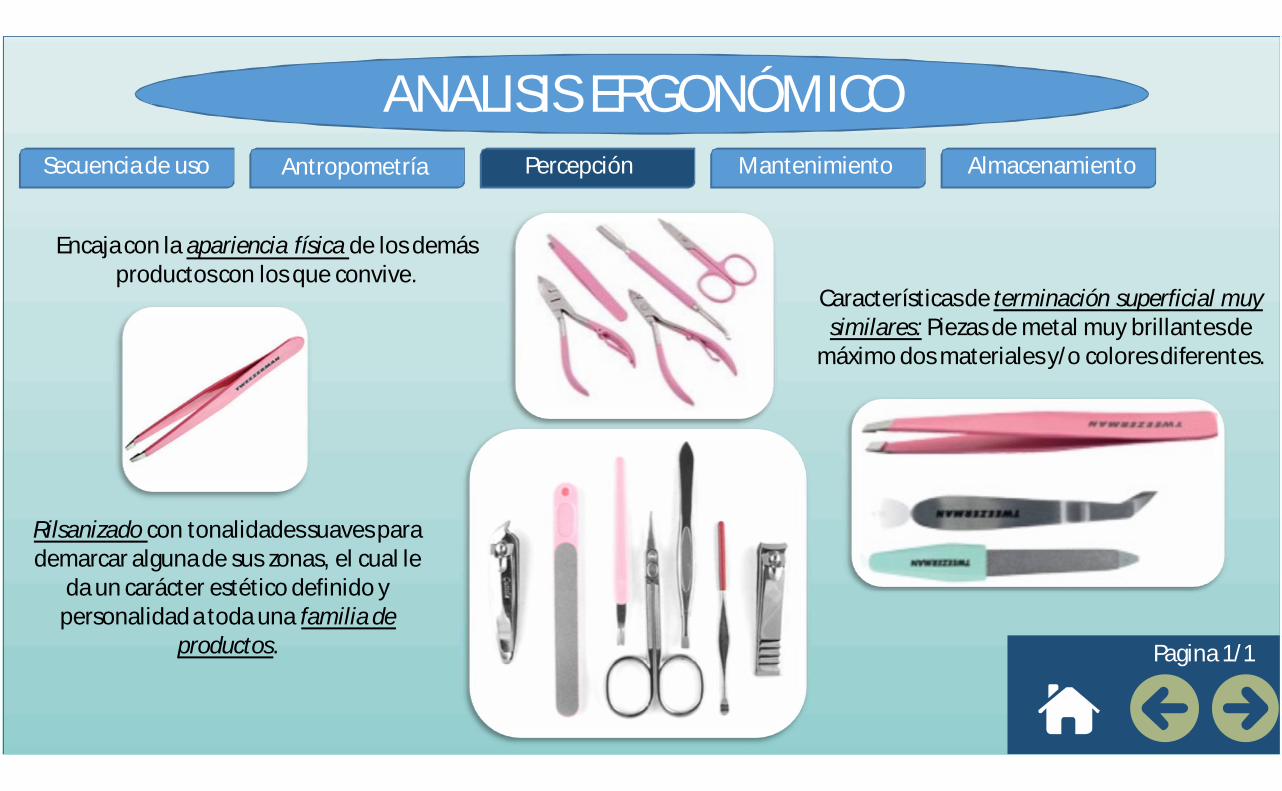
Características de terminación superficial muy similares: Piezas de metal muy brillantes de
máximo dos materiales y/o colores diferentes.
Encaja con la apariencia física de los demás productos con los que convive.
Rilsanizado con tonalidades suaves para demarcar alguna de sus zonas, el cual le
da un carácter estético definido y personalidad a toda una familia de
productos.

Pagina 1/1
ANALISIS ERGONÓMICOSecuencia de uso Antropometría Percepción AlmacenamientoMantenimiento
Acero inoxidable
- Higiénico- Duradero y resistente- Belleza- Maleabilidad- Mal conductor del calor- Magnetizable- Bajo índice de corrosión

Pagina 1/1
ANALISIS ERGONÓMICOSecuencia de uso Antropometría Percepción AlmacenamientoMantenimiento
Mucha gente optará por ubicarlo de nuevo en su empaque original , pensando en su poca frecuencia de uso y desempacarlo la próxima vez que vaya a ser usado.
Seguramente el sencillo sistema de packaging del mismo tiene mucho que ver con su almacenamiento.

Pagina 1/1
ANALISIS OPERATIVO/FUNCIONALPalanca Resorte Cuchilla Mango inferiorUniones
Palanca de 1er genero.
El mango es la zona donde se aplica la fuerza para obtener un beneficio.
El punto de apoyo del sistema corresponde a la unión entre los
mangos. Se denomina fulcro.
la ventaja mecánica que se obtiene está en el extremo de la cuchilla. Técnicamente se conoce como
Resistencia.
Fuerza
Fulcro
Resistencia
Pagina 1/1
ANALISIS OPERATIVO/FUNCIONALPalanca Resorte Cuchilla Mango inferiorUniones
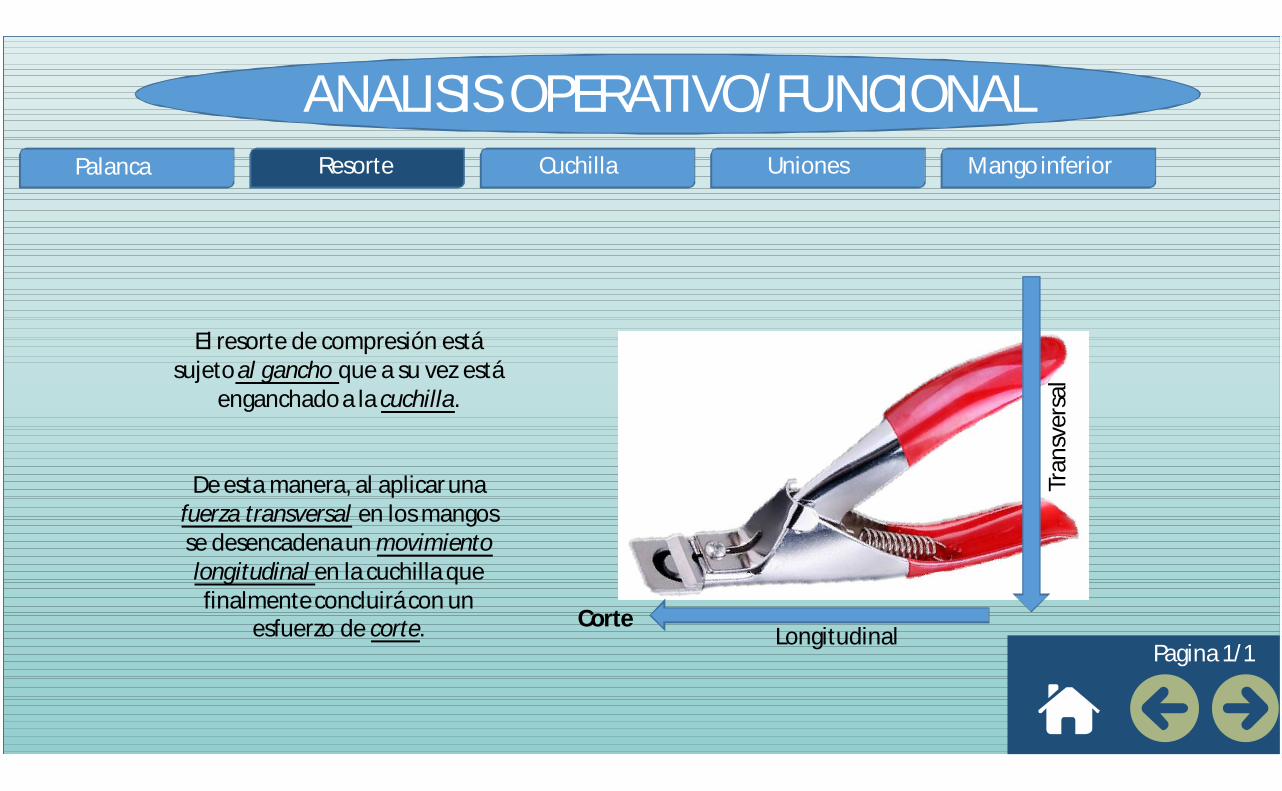
El resorte de compresión está sujeto al gancho que a su vez está
enganchado a la cuchilla.
De esta manera, al aplicar una fuerza transversal en los mangos se desencadena un movimiento longitudinal en la cuchilla que finalmente concluirá con un
esfuerzo de corte. CorteLongitudinal
Tran
sver
sal
Tran
sver
sal
Pagina 1/1
ANALISIS OPERATIVO/FUNCIONALPalanca Resorte Cuchilla Mango inferiorUniones
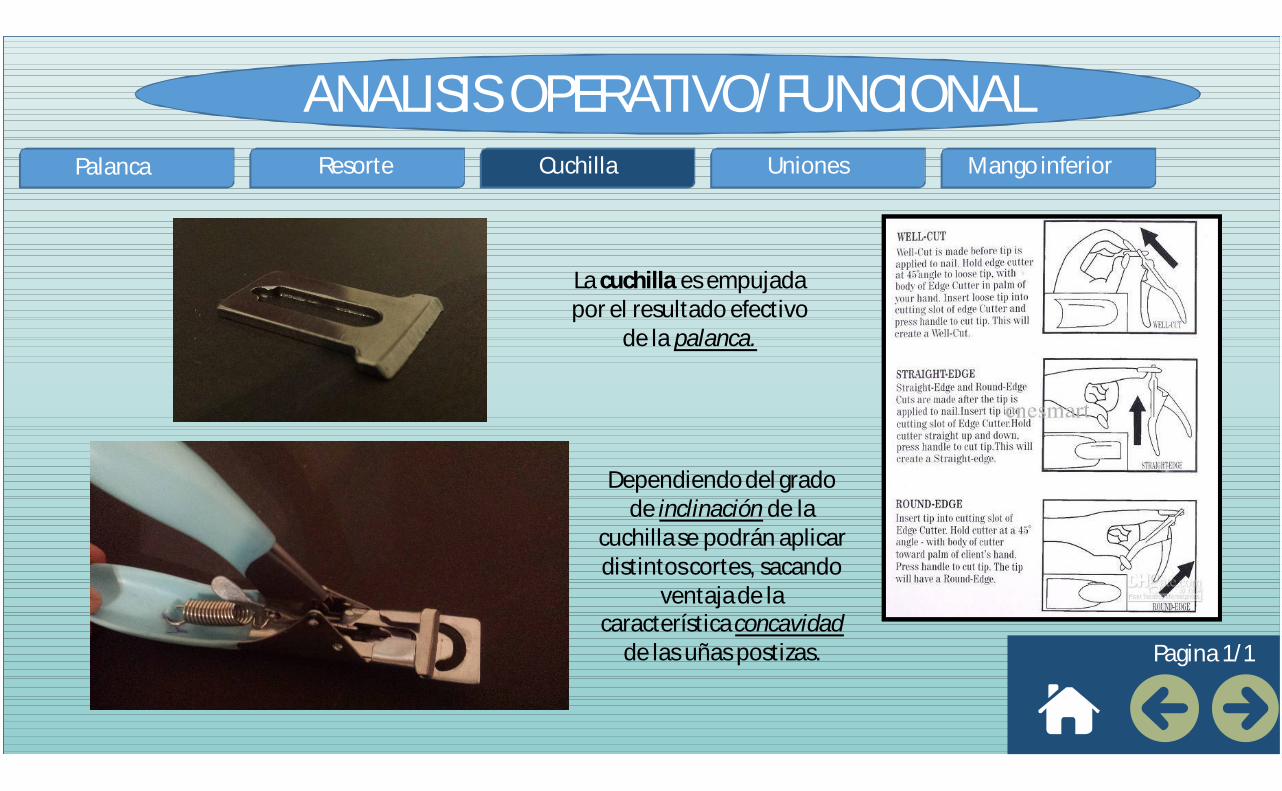
La cuchilla es empujada por el resultado efectivo
de la palanca.
Dependiendo del grado de inclinación de la
cuchilla se podrán aplicar distintos cortes, sacando
ventaja de la característica concavidad
de las uñas postizas.

Pagina 1/4
ANALISIS OPERATIVO/FUNCIONALPalanca Resorte Cuchilla Mango inferiorUniones
El mango superior está unido al mango inferior y al gancho
mediante remaches.
Estos suman resistencia al sistema, y no se pueden volver a
separar una vez sujetos.
Permiten libertad de movimiento
Pagina 2/4
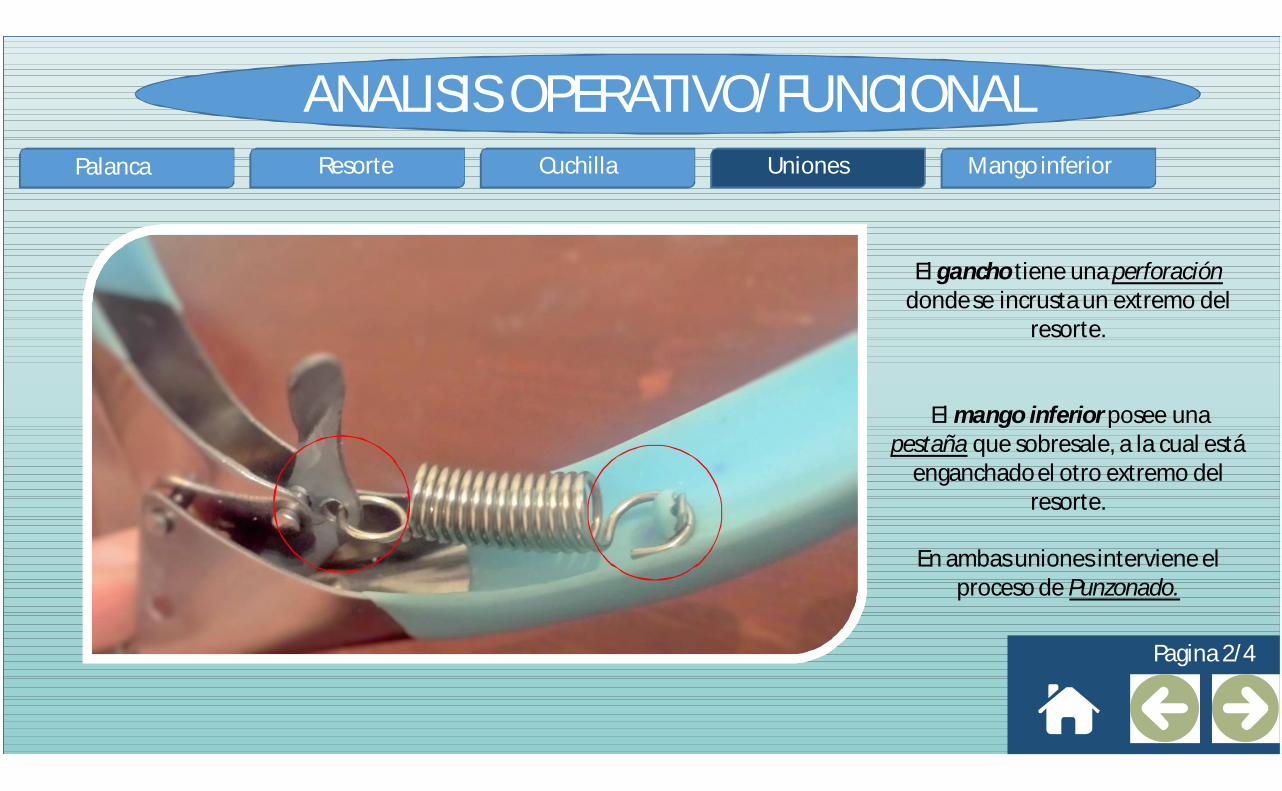
El gancho tiene una perforacióndonde se incrusta un extremo del
resorte.
El mango inferior posee una pestaña que sobresale, a la cual está
enganchado el otro extremo del resorte.
En ambas uniones interviene el proceso de Punzonado.
ANALISIS OPERATIVO/FUNCIONALPalanca Resorte Cuchilla Mango inferiorUniones

Pagina 3/4
El soporte tiene una perforación
donde se incrusta una pestaña del mango inferior.
Sus dimensiones laterales además
son superiores a las del mango. De lo
contrario se podría llegar a doblar la
pestaña.
Esfuerzo de Corte
ANALISIS OPERATIVO/FUNCIONALPalanca Resorte Cuchilla Mango inferiorUniones

Pagina 4/4
Deformaciones que terminan incrustándose en dos perforaciones laterales que tiene mango
inferior.
ANALISIS OPERATIVO/FUNCIONALPalanca Resorte Cuchilla Mango inferiorUniones

Pagina 1/1
El mango inferior tiene una ligera curvatura que permite al gancho moverse libremente sin que halla
rozamiento entre las dos superficies.
Es una buena solución y realza la comunicación de que es una zona
de corte
ANALISIS OPERATIVO/FUNCIONALPalanca Resorte Cuchilla Mango inferiorUniones

Pagina 1/2
ANALISIS TECNOLOGICOProcesos productivos Material Terminación Planos
Piez
as q
ue in
terv
iene
nLaminado Punzonado Desbaste Estampado Plegado Remachado Resorte
En los procesos para la obtención del acero se obtiene inicialmente acero liquido, que debe transformarse para su utilización por la industria.
La primera fase es la colada, o moldeo en lingotes. Se usan moldes denominados lingoteras y luego se transportan por medio de una grúa a unas cámaras practicadas en el suelo donde la temperatura se uniformiza hasta el momento de llevarlos a los laminadores.

Pagina 2/2
Piez
as q
ue in
terv
iene
n
Consisten en pares de rodillos de grandes dimensiones de fundición, cuya cara exterior está endurecida. El lingote es aplastado y alargado al pasar por el tren de laminación, reduciéndose cada vez mas su sección. Estos rodillos pueden aproximarse o separarse, para regular el grueso de la plancha.
ANALISIS TECNOLOGICOProcesos productivos Material Terminación Planos
Laminado Punzonado Desbaste Estampado Plegado Remachado Resorte

Pagina 1/3
Piez
as q
ue in
terv
iene
n
Se usa cuando hay necesidad de hacer en las piezas agujeros o perforaciones.
La operación debe hacerse en máquinas, pues la fuerza manual no sería suficiente. Se denomina “Punzonadora”
ANALISIS TECNOLOGICOProcesos productivos Material Terminación Planos
Laminado Punzonado Desbaste Estampado Plegado Remachado Resorte
Pagina 2/3
Piez
as q
ue in
terv
iene
n
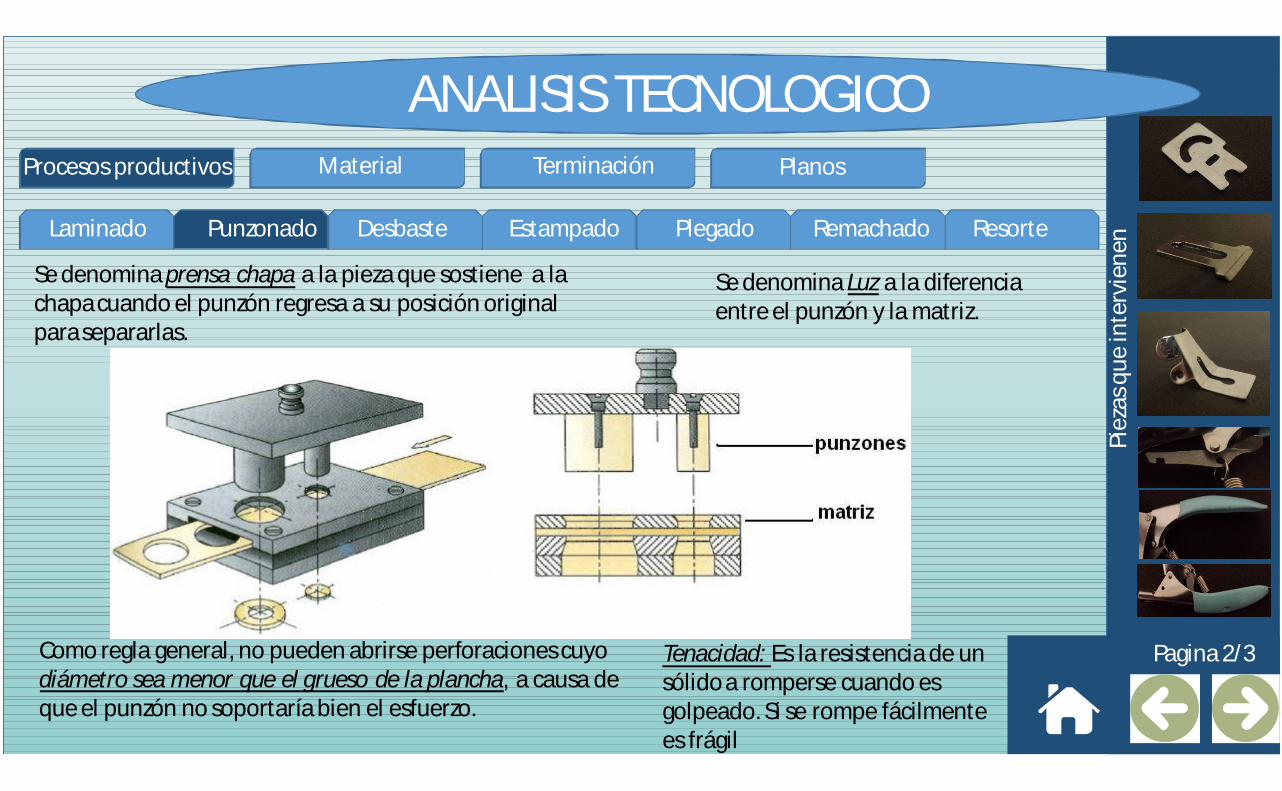
Se denomina prensa chapa a la pieza que sostiene a la chapa cuando el punzón regresa a su posición original para separarlas.
Se denomina Luz a la diferencia entre el punzón y la matriz.
Como regla general, no pueden abrirse perforaciones cuyo diámetro sea menor que el grueso de la plancha, a causa de que el punzón no soportaría bien el esfuerzo.
Tenacidad: Es la resistencia de un sólido a romperse cuando es golpeado. Si se rompe fácilmentees frágil
ANALISIS TECNOLOGICOProcesos productivos Material Terminación Planos
Laminado Punzonado Desbaste Estampado Plegado Remachado Resorte

Pagina 3/3
Piez
as q
ue in
terv
iene
n
Se puede observar un ligero cambio de color y textura en el borde de la superficie. Esto se debe a que el material se desgarra lentamente, y el punzón va arrastrando material a lo largo del corte.
Por la precisión y buena terminación de sus bordes, las perforaciones internas de la pieza seguramente fueron mediante este proceso.
Uno de los bordes puede quedar mas filoso que el otro. Debido igualmente al el desgarre progresivo del material.
ANALISIS TECNOLOGICOProcesos productivos Material Terminación Planos
Laminado Punzonado Desbaste Estampado Plegado Remachado Resorte

Pagina 1/1
Piez
as q
ue in
terv
iene
n
Cuña
El vaciado o desbaste consta de una piedra de carburo de silicio montada sobre un eje con capacidad de giro suave, sin traqueteo, con la condición ineludible es que su redondez sea perfecta y también la planitud de la superficie de trabajo. La presencia de surcos o chanfles provocan resultados defectuosos.
También hay vaciados más complejos, con rodillos separados a determinada distancia y con cierta inclinación.
ANALISIS TECNOLOGICOProcesos productivos Material Terminación Planos
Laminado Punzonado Desbaste Estampado Plegado Remachado Resorte
Máquina simple que consiste en un doble plano inclinado. Al moverse en la dirección de su extremo afilado, la cuña genera grandes fuerzas en sentido perpendicular a la dirección del movimiento.

Pagina 1/2
Piez
as q
ue in
terv
iene
n
consiste en hacer caer un peso sobre una plancha metálica; la plancha toma entonces la forma de las matrices que tiene por encima y por debajo de ella. Suele hacerse en frío, con un golpe seco y para plegados de poca profundidad. Sin embargo, también se hace en caliente. Se denomina forjado.
ANALISIS TECNOLOGICOProcesos productivos Material Terminación Planos
Laminado Punzonado Desbaste Estampado Plegado Remachado Resorte

Pagina 2/2
Piez
as q
ue in
terv
iene
n
El estampado se diferencia con el embutido por la profundidad de la estampa. Siendo este segundo, para piezas huecas y de mayor profundidad
No hay diferencias de espesor a lo largo de toda la superficie.
El remachado se considera como un tipo de estampado, donde la cabeza se deforma por un golpe seco.
ANALISIS TECNOLOGICOProcesos productivos Material Terminación Planos
Laminado Punzonado Desbaste Estampado Plegado Remachado Resorte

Pagina 1/3
Piez
as q
ue in
terv
iene
n
El plegado es un curvado en un lugar concreto, con un radio
muy pequeño, casi en ángulo.
Para el plegado de planchas, se utilizan máquinas plegadoras,
de las que existen dos tipos principales: Plegadoras de
barra (algunas se mueven a mano) y prensas especiales
plegadoras (mas potentes, con motor).
ANALISIS TECNOLOGICOProcesos productivos Material Terminación Planos
Laminado Punzonado Desbaste Estampado Plegado Remachado Resorte
Pagina 2/3
Piez
as q
ue in
terv
iene
n
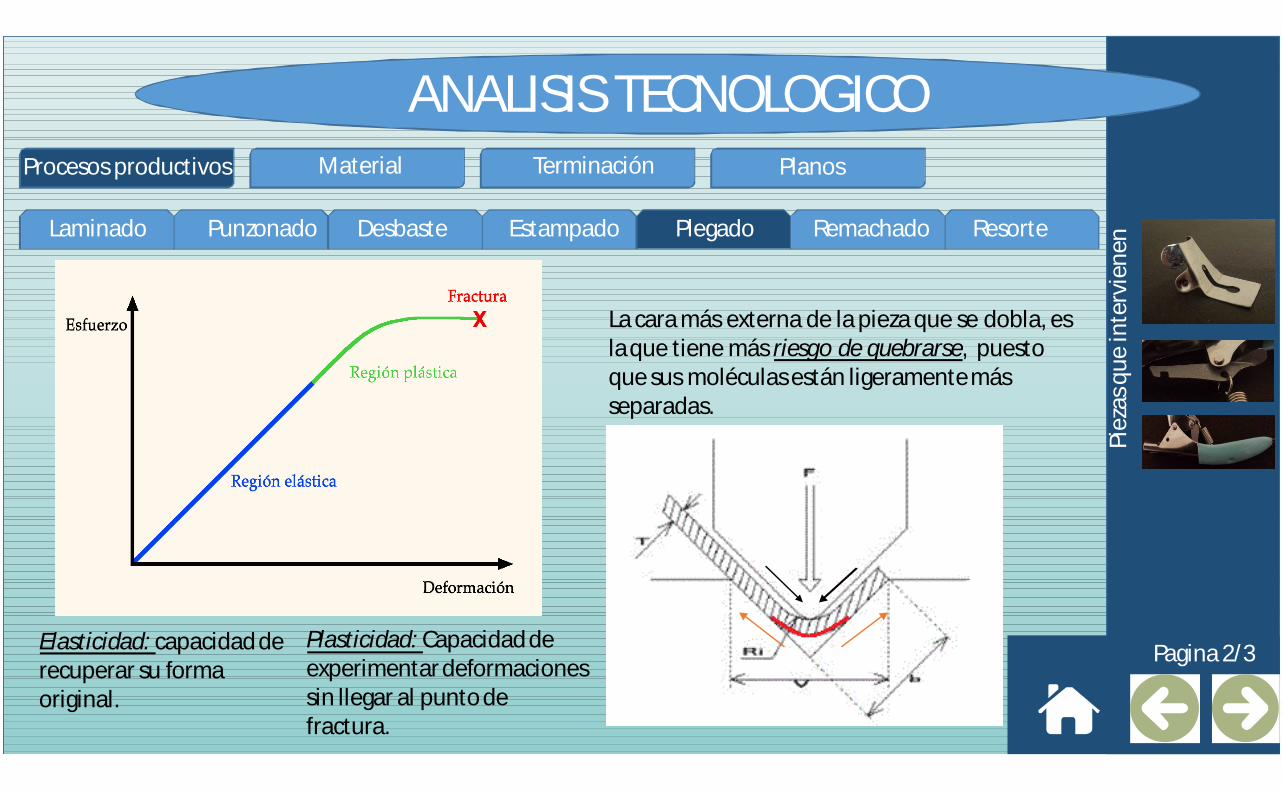
La cara más externa de la pieza que se dobla, es la que tiene más riesgo de quebrarse, puesto que sus moléculas están ligeramente más separadas.
Elasticidad: capacidad de recuperar su forma original.
Plasticidad: Capacidad de experimentar deformaciones sin llegar al punto de fractura.
ANALISIS TECNOLOGICOProcesos productivos Material Terminación Planos
Laminado Punzonado Desbaste Estampado Plegado Remachado Resorte
Pagina 3/3
Piez
as q
ue in
terv
iene
n
ANALISIS TECNOLOGICOProcesos productivos Material Terminación Planos
Laminado Punzonado Desbaste Estampado Plegado Remachado Resorte

Pagina 1/2
Sistema de fijación que se usa para unir piezas que no se van a separar después. Brindan resistencia a la unión y permiten cierta libertad entre las piezas.
Pueden variar según su forma, cabeza y dimensión.
•Ensamblaje rápido de las piezas a unir•Bajo coste en el ensamblaje•Uso de mano de obra no especializada•Unión de alta calidad.•Se trabaja desde una sola cara de los materiales
ANALISIS TECNOLOGICOProcesos productivos Material Terminación Planos
Laminado Punzonado Desbaste Estampado Plegado Remachado Resorte
Pagina 2/2
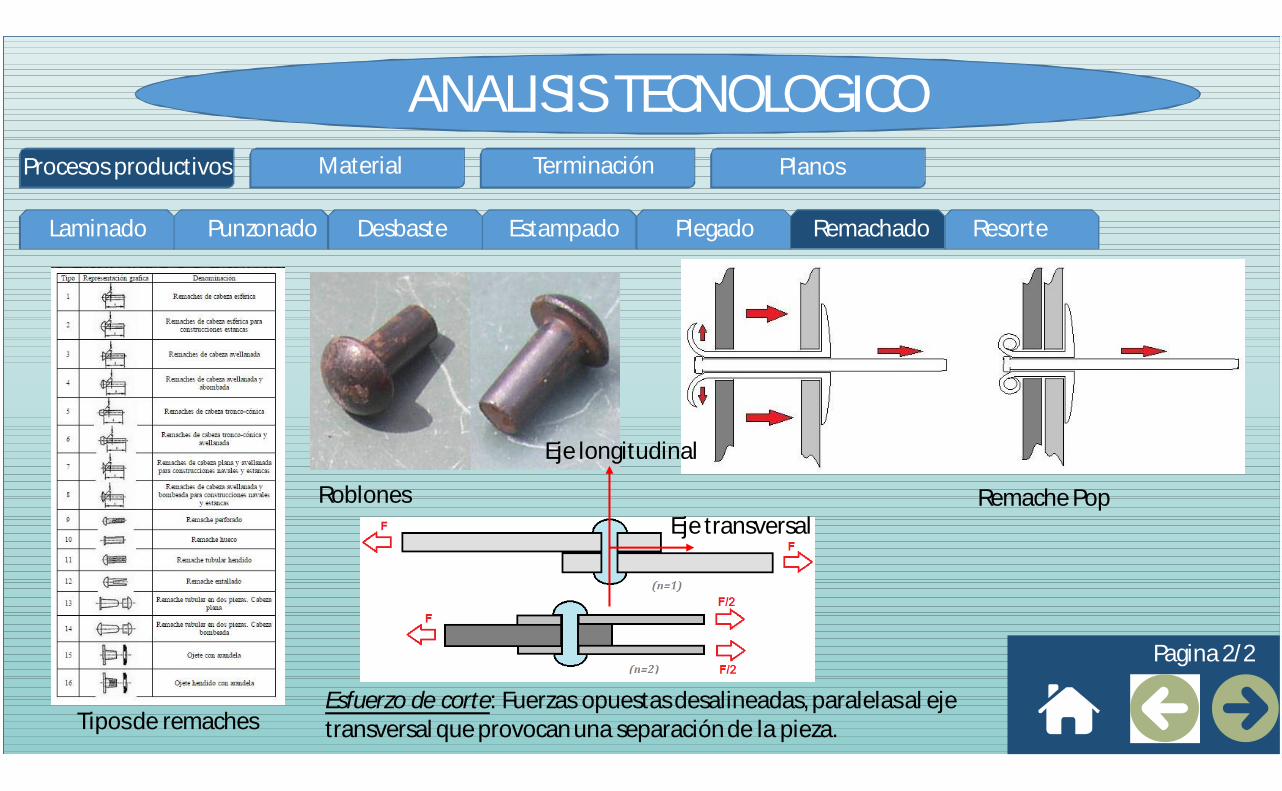
Esfuerzo de corte: Fuerzas opuestas desalineadas, paralelas al eje transversal que provocan una separación de la pieza.Tipos de remaches
Remache Pop
ANALISIS TECNOLOGICOProcesos productivos Material Terminación Planos
Laminado Punzonado Desbaste Estampado Plegado Remachado Resorte
Eje transversal
Eje longitudinal
Roblones

Pagina 1/1
Los resortes se pueden fabricar tanto manual, como automatizadamente. El proceso consta de un dispositivo, por el cual un alambre de acero es envuelto sobre un eje también de acero. Este mismo va a variar según el diámetro interior del resorte a fabricar.
Mecanismo elástico capaz de almacenar energía y desprenderse de ella sin sufrir deformación permanente cuando cesan las fuerzas a la que fue sometido
Resorte de Tracción Resorte de Compresión Resorte de torsión
ANALISIS TECNOLOGICOProcesos productivos Material Terminación Planos
Laminado Punzonado Desbaste Estampado Plegado Remachado Resorte

Pagina 1/2
Los aceros tienen cantidades de carbono que van de 0.25 a 1.7% y las fundiciones pueden llegar hasta un 4.5%
Una característica propia de los aceros es su capacidad de temple. es decir, la propiedad de endurecerse cuando se calientan a una temperatura determinada y se enfrían rápidamente sumergiéndolos, por ejemplo en aceite o petróleo
El acero al carbono necesita ser protegido contra la corrosión. Es por esto que se encuentra frecuentemente pintado o galvanizado. Surgió entonces a mediados de la segunda guerra mundial el acero inoxidable: Fe + C + Cr.
Se emplea un contenido mínimo de 12% de Cr que aumenta además considerable la dureza y resistencia.
ANALISIS TECNOLOGICOProcesos productivos Material Terminación Planos

Pagina 2/2
Ligero y resistenteAl+ si es buen conductor de la temperatura, pero es mucho más débil.
No es buen conductor del calorMagnetizable
Duradero y atractivo
+Ni: mayor resistencia a la corrosión y mayor plasticidad
Higiénico
ANALISIS TECNOLOGICOProcesos productivos Material Terminación Planos

Rilsanizado: recubrimiento plástico que se aplica sobre todos los metales, con la condición de que puedan resistir la temperatura de encubrimientonecesaria sin provocar ninguna modificación del metal mismo o distorsión de sus componentes.
Consiste en depositar una película Rilsan sobre la superficie del metal que se ha de proteger.
Pagina 1/2
Piez
as q
ue in
terv
iene
n
• Excelente resistencia a la corrosión.• Resistencia al desgaste y la abrasión.• Buena resistencia a los golpes.• Aislamiento eléctrico.• Acabado de superficie estético.• Buenas propiedades higiénicas.• Superficie suave, agradable al tacto.• No favorece ni actúa como soporte para la
formación de bacterias.
ANALISIS TECNOLOGICOProcesos productivos Material Terminación Planos

Pagina 2/2
Piez
as q
ue in
terv
iene
nLa primera etapa del ciclo de recubrimiento es siempre la preparación de la superficie
metálica, pues una superficie mal desengrasada, oxidada o
incorrectamentelimpiada afectará las
propiedades de adherencia del recubrimiento.
El tipo de pieza a recubrir determina cuál de las diversas técnicas de aplicaciónposibles debe emplearse:Inmersión en lecho fluidizado, proyección electrostática óproyección del polvo sobre piezas precalentadas.
Después debe aplicarse una imprimación para mejorar la adhesión al sustrato y por ultimo, se aplica el Rilsanusando alguna de las técnicas.
ANALISIS TECNOLOGICOProcesos productivos Material Terminación Planos

Pagina 1/1
1
2
3
4
5
678
ANALISIS TECNOLOGICOProcesos productivos Material Terminación Planos
Ver perspectiva explotada
Ver plano en conjunto







