
INFORME TÉCNICO
PARA LA EMPRESA:
COMPAÑÍA HERRAMIENTAS VARCO S.A DE C.V EN VILLAHERMOSA
TABASCO
PROPUESTA DE APLICACIÓN DE LAS 9´S EN EL ÁREA TALLER DE LA
COMPAÑÍA HERRAMIENTAS VARCO S.A DE C.V EN VILLAHERMOSA
TABASCO, PARA MEJORAR LAS CONDICIONES DE TRABAJO.
M.C. JUANA MARÍA MOREJÓN SÁNCHEZ
NOVIRMBRE 2015
INFORME TÉCNICO
PROPUESTA DE APLICACIÓN DE LAS 9´S EN EL ÁREA TALLER DE LA
COMPAÑÍA HERRAMIENTAS VARCO S.A DE C.V EN VILLAHERMOSA
TABASCO, PARA MEJORAR LAS CONDICIONES DE TRABAJO.
Problemática
En la actualidad del mundo de la industria, la importancia de crear una
metodología que ayude a la empresa a tener un ambiente favorable es cada vez
mayor. No sólo por la necesidad de otorgar al cliente calidad en los productos y
servicios, sino también por la toma de conciencia en cuanto a la calidad del
ambiente de trabajo.
En lo que respecta a la compañía Herramientas Varco, S.A. de C.V., la cual se
dedica a la elaboración de equipos y servicio de mantenimiento correctivo y
preventivo, para la industria. Es una compañía la cual siempre desea la calidad en
lo que hace.
Asimismo Herramientas Varco cuenta con un área de producción en la cual se
realiza todo lo antes dicho. El departamento del área de producción es una de las
áreas fundamentales en la empresa, la cual carece de un programa eficaz de
orden y limpieza.
De igual manera se observa que la clasificación de las herramientas que utilizan y
del producto terminado no son las adecuadas, ya que cuando se necesita utilizar
algunas de las herramientas no las encuentran y esto se debe a que el operario no
las regresa a su lugar.
Unas de las áreas de oportunidades que también presenta este departamento, es
en el área de soldadura ya que presenta algunos problemas los cuales son:

ventilación inadecuada y uso incorrecto del equipo de protección. Dichos
problemas pueden originar un riesgo a la salud del trabajador.
Dadas las condiciones que anteceden se puede ver que la empresa tiene algunas
áreas de oportunidades las cuales se pretende mejorar para así llegar a tener
calidad en todo.
Por lo tanto la problemática a resolver es: ¿Cómo mejorar las condiciones de
trabajo, seguridad, clima laboral y la eficiencia del personal en el área de
producción?
El trabajo que se realiza en el área de producción de la compañía Herramientas
Varco, se caracteriza por la fabricación de equipos para la industria petrolera y a
su vez brindar el servicio de estas dentro del taller de la compañía, y debido a esto
se ha observado que se presentan fallas en la manera en cómo se desarrollan
dichas labores, es por lo cual se originan los siguientes problemas:
• Carece de un programa eficaz de orden y limpieza
• La Clasificación de las herramientas que utilizan y del producto terminado
no son las adecuadas.
• Uso inadecuado de los equipos de protección.
• No existe la correcta ventilación en el área de soldadura.
• Los tornos carecen de protección en los equipos guardas.

Empresa Herramientas Varco S.A de C.V.
Antecedentes de la empresa.
La empresa Varco Oíl Tools, originaria de E.U.A fue fundada en 1908, cuenta con
planas de fabricación en Orange California, Houston Texas en E.U.A, en Escocia,
Holanda Y Singapur. En 1990 Varco internacional adquiere la compañía Byron
Jackson, y en 1992 a las compañías Foster, Hillman Kelly, Web Wilson, Bass Ross
y Martin Decarter/Totco. La empresa Varco Oíl Tools, cuenta con representantes
en todo el mundo. Herramientas Varco S.A de C.V empresa mexicana con
participación de capital extranjero, se funda en 1983, dentro de las actividades o
servicios que presta, se encuentran:
El suministro de equipo completo y refaccionamiento, servicio de mantenimiento
preventivo y correctivo, para los conjuntos de llaves de rolado y apriete, reparación
mayor de los equipos marca barco, y además el servicio integral de rentas de
equipos para rolado y apriete.
La empresa cuenta con oficinas generales en México D.F y centros de servicios en
Villahermosa, Tabasco, Poza Rica, Veracruz, ciudad del Carmen, Campeche y
Reynosa, Tamaulipas; los equipos son utilizados para el manejo de tuberías de
perforación, lastra barrenas, tuberías de revestimiento y tuberías de producción.
Estructura organizacional
Política.
Herramientas Varco realiza servicios en conjunto con clientes y proveedores de
forma segura sin que se dañe la salud del personal, con cero defectos en tiempo,
y sin dañar el medio ambiente.

Asegurando el cumplimiento a las normas y leyes nacionales y estatales relativas
a la seguridad del personal y al medio ambiente.
Misión
Fabricación, venta, servicio y renta de sistemas de alta tecnología para la industria
petrolera, garantizando una operación segura, en armonía con la sociedad y el
medio ambiente.
Visión
Lograr que mediante la utilización de nuestros sistemas se realicen operaciones
en forma segura, con calidad y sin dañar a las personas, instalaciones y al medio
ambiente.
Objetivos de la calidad
• Optimizar los recursos humanos y materiales de la empresa mediante la
disminución de fallas en los procesos.
• Cumplimiento total de la calidad en materiales recibidos.
Objetivos de seguridad y salud
• cero accidentes de seguridad (permanente).
• Eliminación y disminución de riesgos de trabajo.
• Cero daños a la salud del personal.
Objetivos de protección ambiental
• Mantener la contaminación dentro de los niveles permitidos.
• Controlar de manera eficaz los residuos peligrosos dentro de los estándares
estatales y federales.
El departamento de taller se divide en las siguientes áreas:
Área de recepción de materiales.

En esta área es donde se reciben los distintos materiales que se utilizan para la
fabricación de los diversos productos que se producen en esta empresa; también
se reciben los equipos o partes que requieren de reparación, por ejemplo: Minifoot,
llaves de torsión TW-60, llaves de rolado y aprietes, Kelly Spinner, etc.
Área de ensamble.
En este lugar, los equipos sometidos a reparación son desarmados parcial o
totalmente después de ser lavados, para evaluar cada una de las partes y verificar
las condiciones en que estas se encuentran y determinar si se reemplaza o no.
De igual manera los técnicos ensamblan en este lugar los equipos que se estén
fabricando como por ejemplo el Mini-foot, que es una llave hidráulica diseñada
para rolar y apretar tubería en los equipos de perforación de pozos petroleros.
Área de soldadura
En esta área se encuentran los soldadores; los cuales fabrican y reparan las
piezas dañadas. Aquí se realizan cortes con soplete de diferentes materiales, tales
como: placas, tubos, ángulos, etc. Las piezas que para su reparación o fabricación
requiere un proceso de soldadura son traídas a esta área.
Área de tornos
En esta área es donde se fabrican las piezas como son: vástagos, rodillos,
pernos, y otros refaccionamientos que son necesarias para la producción de los
diversos equipos que esta empresa produce. Las maquinas con las que se cuenta
en el área de producción para la realización de los diversos productos que se
producen son: una fresadora, un taladro radial, una mandriladora, un torno vertical,
dos tornos horizontales y una sierra eléctrica.
Área de samblasteo y pintura
A esta área llegan los equipos antes y después de ser reparados, que luego de ser
lavados y arreglados se deben de pintar, pero antes de esto se les debe de retirar
la pintura deteriorada (esto se hace luego de ser lavados y antes de ser

reparados); esta pintura es removida por medio de un sand-blast, lo cual es una
especie de lavado con arena que es disparada a presión sobre las piezas, lo que
provoca una abrasión en la superficie de estas como si se lijara, dejándolas de
este modo listas para ser pintadas. Posteriormente a las piezas se les aplica tres
capas de pintura; la primera es una pintura de fondo para protegerlas del oxido, la
segunda para darle color y la tercera para darle un mejor acabado, esto mismo se
les aplica a los equipos nuevos, solamente que a estas no se les hace el sand-
blast.
Área de lavado.
Debido a que los equipos que llegan a reparación vienen con grasa, aceite, lodo y
otras sustancias, estos deben de lavarse antes de ser desensamblados; estos son
llevados por medio de montacargas al área de lavado, en donde por medio de
diesel y agua a alta presión se les remueve todo lo que traigan adherido,
posteriormente son trasladados al área de ensamble o de mecánicos donde serán
evaluadas para ver si tienen reparación o que partes necesitan ser reemplazadas.
Almacén
En este lugar se almacenan todas las piezas fabricadas y todo el refaccionamiento
necesario en la fabricación y reparación de los equipos. Todos los materiales están
debidamente inventariados y salidas son controladas por medio de una
computadora en red.
Cualquier material solicitado al almacén, solo se entrega, si la persona que lo
solicita entrega un vale en el que se solicita el tipo y la cantidad de material
solicitado así como la orden de fabricación y/o servicio a la que se le ha de cargar
la salida.
Área de pruebas
En esta área se realizan las pruebas de funcionamiento a todos los equipos antes
de repararlos, para tener un mejor diagnostico; después de realizar el
desensamble y ensamble del equipo que se reparo, se realizan nuevamente las
pruebas de funcionamiento, todo esto para garantizar su reparación de igual
manera se prueban los equipos nuevos, para saber que se encuentren en optimas
condiciones para su uso.
Área de producto terminado
En esta área se colocan todos los equipos o llaves nuevas o reparadas, listas para ser
trasladadas a sus respectivos destinos.
Área de convivencia
Esta área es conocida también como “PATIO DE LUIS”; aquí se reúnen todos los
colaboradores para consumir sus alimentos y en algunas temporadas del año, se
realizan convivíos.
Organigrama de la empresa
La administración de Herramientas Varco mantiene una estructura organizacional,
como se observa en la figura 1, manifestando que todos y cada uno de los
departamentos realizan actividades diferentes, pero que en conjunto logran un
resultado favorable, aumentando la eficacia del servicio hacia los clientes. (Ver
figura 1).

Figura 1.Organigrama de Herramientas Varco
Fuente: Departamento de producción y campo de Herramientas Varco, 2015.
Localización. Lugar donde se realizara el proyecto. La empresa: Herramientas
Varco, S.A. de C.V Con oficinas generales en México D.F. y sus centros de
servicios, Tabasco, Poza Rica, Veracruz, Tinaja Veracruz, Ciudad del Carmen,
Campeche, Reynosa Tamaulipas y en Villahermosa cabecera municipal del
Centro, del estado de Tabasco. La planta localizada en Villahermosa colinda al
norte con los municipios de Centla y de Nacajuca, al sur con los municipios de
Jalapa y de Teapa y con el estado de Chiapas, en particular con los municipios de
Reforma y de Juárez, al este los municipios de Centla, Jalapa y Macuspana y al
oeste, con los ya citados municipios del estado de Chiapas y los municipios
tabasqueños de Cunduacán y Nacajuca. Ver figura 2.
SITUACIÓN ACTUAL O DIAGNOSTICO
Levantamiento de la información.
El presente análisis se realizó en el área de taller de la empresa Herramientas
Varco S.A D C.V. Que presenta serios inconvenientes en el desarrollo de sus
actividades diarias; basadas en problemas tales como material innecesario, no
están ordenadas algunas áreas de trabajos, el mantenimiento preventivo de
algunas máquinas, la señalizaciones no están a la vista no se tiene un control de
máximos y mínimos.
En el taller de Herramientas Varco laboran 18 trabajadores de los cuales se tomó
una muestra de 5 empleados debido a que la empresa no es muy accesible para
dar la información.
En la figura 7 se muestra el instrumento que será aplicado a la muestra antes
mencionada.
Llevar a cabo las 9 “s” en el área.
En esta actividad se procedió hacer un estudio sobre las áreas críticas que
necesitaban ser modificadas de manera urgente, entonces se elaboraron
herramientas en bases a las necesidades requeridas como: listas de verificación,
entrevistas, diagrama de causa y efecto)
Figura 4. Encuesta al personal de Herramientas Varco S.A de C.V
Instrucciones.
Favor de contestar la siguiente encuesta cuya información será utilizada en un proyecto académico. Marque con una (X) la opción que usted decida.
5= Totalmente de acuerdo.
4= De acuerdo.
3= Indiferente (ni de acuerdo, ni en desacuerdo).

2= En desacuerdo.
1= Totalmente en desacuerdo.
Figura 4.
ENCUESTA INICIAL 9´S
Marque con una “X” la respuesta a cada pregunta: 5 4 3 2 1
1. Considero que mi área de trabajo está limpia.
2. Se han realizado malos trabajos debido a la suciedad.
3. Las áreas de trabajo están ordenadas
4. Están los materiales y herramientas accesibles para su uso.
5. Tiene artículos en el área que no son tuyos y no sabes de quien son.
6. Está a la vista lo que requieres para trabajar.
7. Se tiene material acumulado en las áreas de trabajo.
8. Retiro la basura con frecuencia de mi área.
9. Cuento con un área para colocar mis cosas personales.
10. Conozco la metodología 9 “s”
11. He utilizado la metodología 9 “s”
12. Estoy de acuerdo que se aplique la metodología 9 “s”
13. Considero que se mejorara el área de taller con la aplicación de la metodología 9 “s”
Fuente: Percepción del autor. 2015
Una vez aplicado el instrumento mostrado en la figura 4, a continuación se detalla
los resultados obtenidos.
Análisis e interpretación de la información.

Grafica # 1, encuesta al personal de Herramientas Varco.
En la primera pregunta que se le hizo al personal de herramientas Varco se nota que el 60% de los encuestados considera que su área de trabajo está limpia.
Grafica # 2.
Se observa que el 80% de los encuestados respondió a las respuestas que han realizado malos trabajos debido a la suciedad.
Grafica # 3.
El 20% de los encuestados considera que las áreas de trabajo están ordenadas y el 40% es indiferente.
Grafica # 4.
En la cuarta pregunta que se le hizo al personal de Herramientas Varco el 40% delos encuestados respondió que los materiales y herramientas están accesibles para su uso.
Grafica # 5.
El 80% respondió que tienen artículos que no son de ellos.
Grafica # 6.
En la sexta pregunta el 50% respondió que no tienen a la vista el material que requieren para trabaja
Graficas # 7.
El 80% de los encuestados respondió que hay material acumulado en sus áreas de trabajos.
Graficas # 8
En la octava pregunta el 60% respondió que si retiran la basura con frecuencia de sus áreas
Graficas # 9.
El 80% de los encuestados respondió que si tienen un área para colocar sus cosas.
Grafica # 10.
El 60% respondió indiferente que no conoce la metodología de las 9 s.
Grafica # 11.
El 40% que si se ha utilizado la metodología 9 s, el 40% respondió indiferente.
Grafica # 12.
El 80% respondió que si se aplique la metodología 9 s
Grafica # 13.
El 100% de los encuestados considera que si se mejorara el área de taller aplicando las 9 s.
Obtención de resultados.
El fin de dicha encuesta es para poder determinar que tanto conocen los mismos
trabajadores su área y que propuestas de mejoras aportan para que el lugar sea
mejor en aspectos visuales y de productividad, lo anterior con el fin de encontrar
situaciones que se pueden cambiar y mejorar.
Al aplicar la encuesta nos encontramos con los siguientes resultados; en general
el total de trabajadores que se les aplico son 5, dando los siguientes resultados:
Aspectos negativos.
1. Se tiene material acumulado en el área de trabajo.
2. Se tienen artículos en el área que no corresponden al lugar y no saben de
quien son.
3. Se tiene a la vista lo que se requiere para trabajar, pero menciona que se
trata de artículos a los que ellos colocan o usan con más frecuencia.
4. Si se cuenta con materiales de más para hacer el trabajo.
Aspectos positivos
1. Consideran que el área de trabajo se encuentra ordenada en lo que cabe
ya que se dice que en cierto tiempo es donde se mantiene un desordenado,
(esta discrepancia la justifican entre comillas ya que al referirse a ello
quieren decir que: “se tiene de más material es cuando hay mucha
demanda de trabajo y que por ello el área se ve con muchos materiales en
desorden”.
2. Mencionan que se retira la basura del área de trabajo, esto lo hacen al
término de la jornada laboral para que al día siguiente lleguen únicamente a
preparar lo que se va hacer durante el día.
3. Se encuentra un área para colocar sus cosas personales a la cual se le
conoce como LOCKER, asignado a cada uno de ellos.
La autodisciplina más que disciplina es un paso hacia la mejora continua de los
procesos, estos consisten en que el trabajador deberá cumplir ciertas reglas como:
Ser puntual llegar y no acumular faltas.
Limpiar continuamente al área o sección que le corresponde.
Utilizar uniforme y equipos de seguridad según las reglas.

Devolver a su lugar los objetos utilizados.
Ejecutar la auditoria (hoja de verificación).
DISEÑO DE LA PROPUESTA.
Una vez que se ha visualizado la problemática del proyecto en los diferentes
ámbitos internacional, nacional y local; y dados los fundamentos teóricos en los
cuales se sustenta así como realizado el diagnóstico de la situación actual que
prevalece en la empresa, a través del instrumento de la escala de Likert. y con los
resultados obtenidos de esta; se procede a diseñar la propuesta para la aplicación
de la metodología de las 9 s en la empresa HERRAMIENTAS VARCO S.A de C.V,
a través de un modelo donde se indicara cada una de las fases que la integran
La propuesta diseñada para el almacén de HERRAMIENTAS VARCO S.A. DE
C.V. Tiene como objetivo principal el de proporcionar una mejora en el sistema de
control de limpieza, con la finalidad de obtener controles adecuados para mejorar
el taller, así como las actividades que se desarrollan dentro del área de almacén
en dicha empresa.
Sin embargo para la elaboración de dicha propuesta es necesario clasificar y
enumerar diferentes etapas; las cuales permitirán obtener una idea más precisa de
los objetivos que se quieren alcanzar con la elaboración de esta propuesta, se
estructura en el modelo representado en la figura 2.

Figura # 2. Modelo para la aplicación de las 9 “s” en la empresa Herramientas
Varco S.A de C.V.
Continua Fuente: Percepción del autor. 2015
Fase 1. Diagnóstico del estado del taller.
Se hará un diagnóstico, en general, del taller que se realiza para determinar cualquier
situación y cuáles son las tendencias. Esta determinación se hará sobre los hechos que
están pasando, que permiten juzgar mejor qué es lo que está pasando. En las áreas de
dicho taller.
Fase 2. Sensibilización del personal.

Sensibilizar al personal de la organización para que reflexionen y asuman un
cambio en su actitud ante eventos nuevos externos y/o internos que están
ocurriendo en su medio ambiente, responsabilizándose de sus actos para que
consoliden su situación dentro y fuera de la empresa. Esto se hará a través de
cursos de motivación y autoestima.
Fase 3. Capacitación sobre las 9 s.
Los participantes conocerán y aplicaran la metodología de las 9 s con la finalidad
de lograr equipos de trabajo eficiente y productivo en espacios y áreas de trabajo
limpias, despejadas y ordenadas, incrementando los niveles de servicio
mejorando los tiempos de respuestas y eliminando las actividades sin valor y no
productivas.
Fase 4.
A continuación se detallan el desarrollo de cada una de las 9 “S” para hacer
aplicadas tanto en los artículos y equipos que se manejan en el taller de
Herramientas Varco S.A de C.V. (ver figura 6)
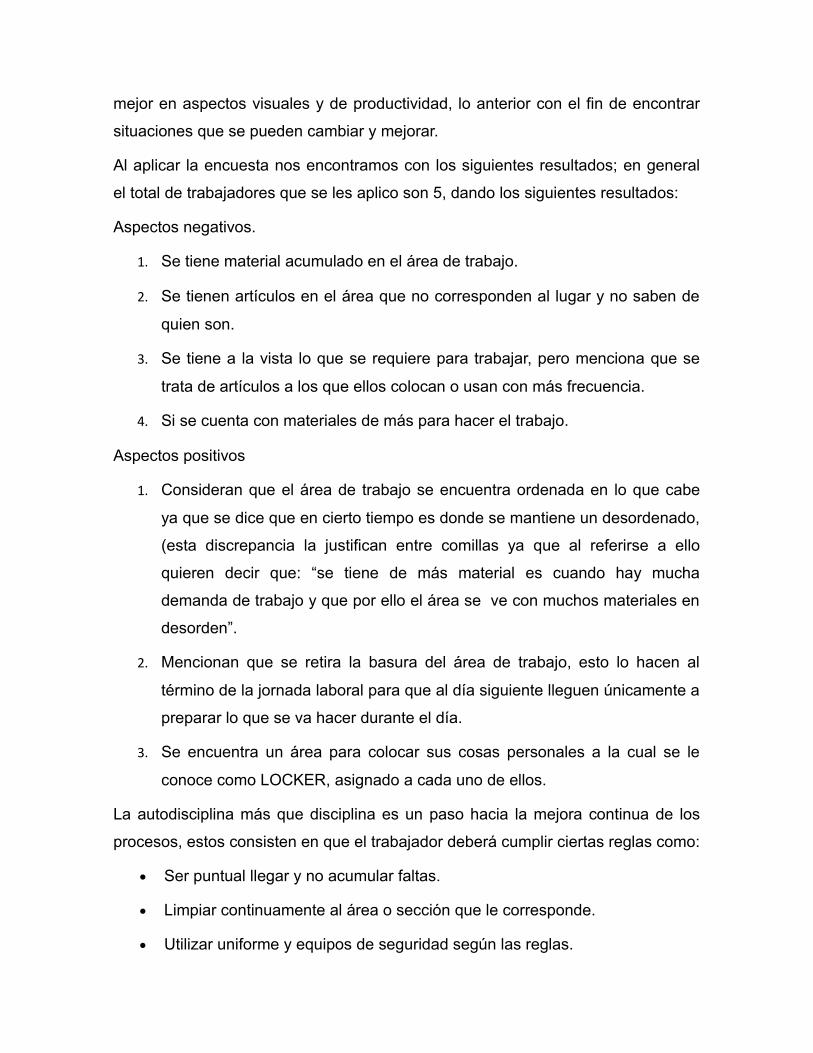
Clasificación (seiri)
Separar lo necesario de lo innecesario
En este apartado se realizó la aplicación del formato:
Figura # 3

Descripción de artículos. Cantidad. Propuesta.
Cubetas. Deben de estar en el centro de lavado.
Tubos. No deben de estar en los pasillos, para
no provocar ningún accidente, ya que
tienen un lugar para su colocación
además de que se toman únicamente
los que van a ser utilizados en el día.
Estanques de estopas con
residuos.
Estas deben de estar en cada estación
de trabajo.
Productos terminados. Deben estar en el área de productos
terminados y no en los pasillos, para
luego ser trasladadas a su debido
destino.
Montacargas.
Aceite. Estas deben estar ubicadas en el
almacén de residuos peligrosos.
Herramientas. No deben de estar tiradas en el pasillo,
sino que se deben de colocar después
de usarlas en la caja de herramientas.
Mangueras. Estas deben de encontrarse en el área
del almacén, y cuando se requiera de
su uso sacarlas por medio de un vale.
Virutas del torno. Estas no deben de estar regadas en el
piso, sino que cada vez que el
trabajador termine el uso de las
maquinas que originan este material
deben recogerlas y depositarlas en los
botes que sean puesto para ellas
mismas.
Cortadora
1
Cada vez que el trabajador deje de
usar la cortadora, se debe de lavar o al
menos no dejar charco de aguas de
jabón con aceite alrededor de ella.
Escobas.
Trapeadores.
Total cantidad de artículos.
Fuente: Percepción del autor. 2014
Al igual que todos los datos anteriores se determinaron por medio de una lista de
elementos, pues también es necesario una encuesta inicial la cual se aplica a los
trabajadores de la empresa Herramientas Varco S.A de C:V, que se en encuentran
el área de producción.
Organización (seiton)
Determinar lo que se va limpiar
De acuerdo a lo que se presenta en el área de producción, la cual consta con las
siguientes secciones:
Soldadura.
Tornos.
Lavado.
Producto terminado.
Convivencia.
Caja de herramienta.
La sección del patio de Luis en el cual los trabajadores consumen sus alimentos
es unas de las principales secciones, donde se debe de mantener limpio por la
salud del trabajador y sobre todo por higiene, en ese lugar es donde la limpieza
debe de imperar en su totalidad para evitar lo antes dicho.
De igual manera se determinó que la caja de herramientas se encontraba
desordenada y sucia, por lo que se procedió a hacer una limpieza en ella haciendo
lo siguiente:
Se empezó por sacar lo que no servía (papeles, trapos sucios y bolsas
sucias) todos estos desechos hacían que la caja de herramienta estuviera
llena y regada.
Luego de haber tirado dichas cosas, se procedió a embolsar los trapos y
estopas que se encontraban regados y se fueron colocando de manera
ordenada,
Después dentro de la misma caja se encontró que habían tornillos de todo
tipo regados, y se procedió a ordenarlos a como se debía tener aplicando lo
que dice la metodología “UN LUGAR PARA CADA COSA Y CADA COSA
EN SU LUGAR”.
Limpieza (SEISO)
La limpieza que se realizó al área de producción de la compañía Herramientas
Varco, fue en el mes de diciembre en el cual todos los trabajadores colaboraron a
hacer una limpieza general del área de producción, ya que era conveniente
remover las mugres que se encontraban adheridas sobre el piso y las paredes del
área.El procedimiento que se realizo es exclusivamente tallar el piso para remover
y retirar la grasa acumulada en el mismo, sobre todo en las secciones cortar tubos
y lavado, ya que son las secciones donde más se acumulan la suciedad.
Para la limpieza de este se requirió de los siguientes accesorios:
Escoba (cepillo)
Desengrasante.
Jabón.
Guantes.
Escurridores.
Trapeadores
Cubetas con agua.
Estandarización (seiketsu)
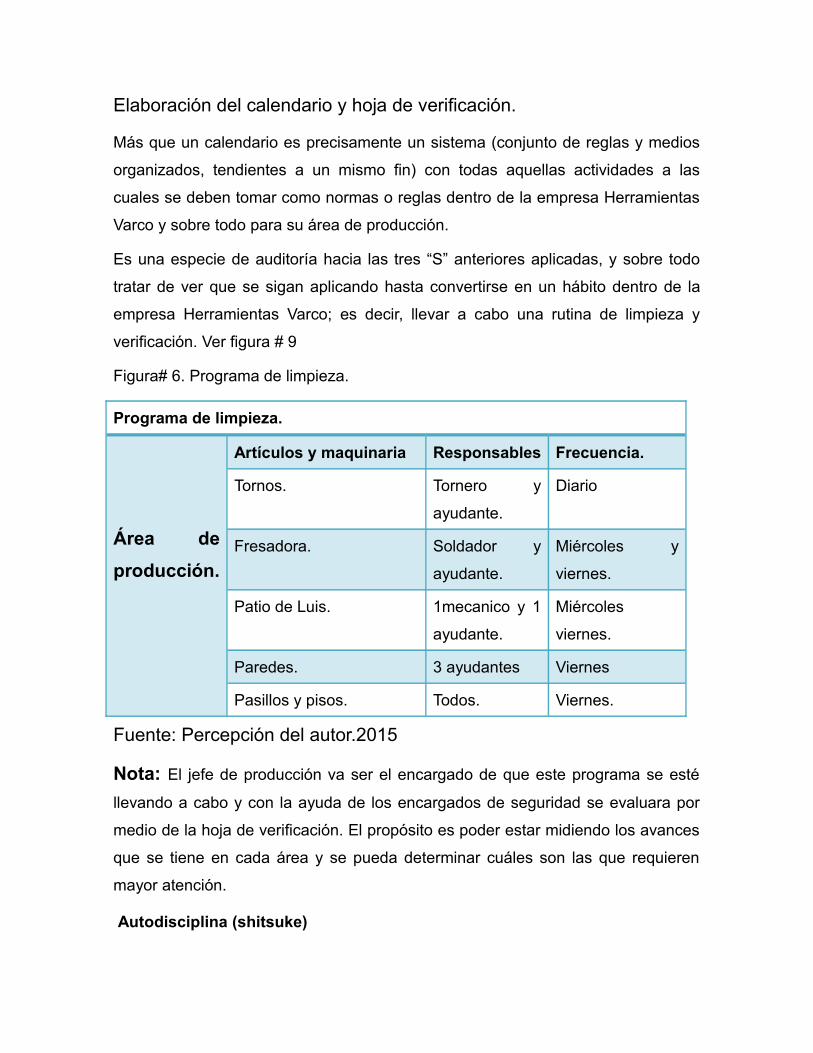
Elaboración del calendario y hoja de verificación.
Más que un calendario es precisamente un sistema (conjunto de reglas y medios
organizados, tendientes a un mismo fin) con todas aquellas actividades a las
cuales se deben tomar como normas o reglas dentro de la empresa Herramientas
Varco y sobre todo para su área de producción.
Es una especie de auditoría hacia las tres “S” anteriores aplicadas, y sobre todo
tratar de ver que se sigan aplicando hasta convertirse en un hábito dentro de la
empresa Herramientas Varco; es decir, llevar a cabo una rutina de limpieza y
verificación. Ver figura # 9
Figura# 6. Programa de limpieza.
Programa de limpieza.
Área de
producción.
Artículos y maquinaria Responsables Frecuencia.
Tornos. Tornero y
ayudante.
Diario
Fresadora. Soldador y
ayudante.
Miércoles y
viernes.
Patio de Luis. 1mecanico y 1
ayudante.
Miércoles
viernes.
Paredes. 3 ayudantes Viernes
Pasillos y pisos. Todos. Viernes.
Fuente: Percepción del autor.2015
Nota: El jefe de producción va ser el encargado de que este programa se esté
llevando a cabo y con la ayuda de los encargados de seguridad se evaluara por
medio de la hoja de verificación. El propósito es poder estar midiendo los avances
que se tiene en cada área y se pueda determinar cuáles son las que requieren
mayor atención.
Autodisciplina (shitsuke)
En esta parte, más que dar a conocer acciones a hacer consiste en convencer a
los trabajadores que la autodisciplina es importante, que el compromiso que se
adquiere ante la implementación y seguimiento de la herramienta de las nueve “S”
es una tarea de todos los que elaboran en la empresa Herramientas Varco, ahora
bien cuando los miembros de la empresa participan y comienzan a percibir
beneficios son los que dan la bienvenida a los cambios, por ellos es recomendable
seguir al pie el programa establecido con el fin de lograr las mejoras a las que se
pretende llegar; tener un área libre de SUCIEDAD, y ser un punto de partida para
ser reconocida como una de las compañías a nivel estado como responsable de lo
que fabrica.
CONCLUSIONES
El objetivo es crear una propuesta para optimizar el flujo de materiales dentro del
almacén de refacciones de HERRAMIENTAS VARCO S.A. de C.V., es por ello que
en el desarrollo del presente trabajo se observó que mediante la propuesta de
aplicación de las 9 s planteadas para solucionar las causas de la situación del
problema, se espera que se mejoren las áreas de oportunidad del taller.
En base a la detección de la problemática se logró plantear estrategias para la
operación dentro del almacén que permitirá el mejoramiento continuo. Este
mejoramiento iniciará con el solo hecho de contar con una base para planear y

desarrollar actividades que nos lleven a las tomas de decisiones. Es sabido que el
mejoramiento continuo tiene un inicio, pero no un final, la continuación del
desarrollo del presente trabajo es indispensable para lograr obtener mejores
resultados.
El taller de HERRAMIENTAS VARCO S.A. de C.V. se encuentra en una situación
donde no existe un control en la limpieza que se realizan, ni se tiene un pronóstico
para saber la demanda de los materiales, es por ello que se propuso la propuesta
de implementación de las 9s para determinar una serie de eventos a realizar, en
forma ordenada para así optimizar el tiempo y rendimiento del personal. Durante
la estancia en la empresa, se puso en práctica los conocimientos adquiridos
durante los años de estudio; esperando que esto sirva para que la empresa,
mejore día con día y los problemas encontrados se solucionen de forma óptima,
no generando grandes costos.
RECOMENDACIONES
*Identificación de las necesidades del taller, tales como:
1.- Infraestructura del taller, la cual es necesario debido a que el techado necesita
reparación ya que está dañado y pasa el agua cuando hay lluvias causando
afectaciones en algunas partes hay encharcamientos. De igual forma la humedad
puede afectar el rendimiento de los materiales que se resguardan.
2.- Recursos financieros, se requiere un estante para la padecería de material
sobrante y evitar tenerlas en el piso esto ayudará a optimizar los espacios, de
igual manera es necesario contar con señalamientos en materia de Seguridad y
delimitación de áreas; esto ayudará a tener un mejor orden y control dentro del
taller.
BIBLIOGRAFIA
Echegoyen Hernández, Víctor Hugo. 1999. Sistema de gestión de
calidad, las 5´S: una filosofía de Calidad Artículo publicado para la
Dirección de Transporte (Comisión Nacional para el ahorro de energía).
Escudero Serrano, María José; Escrivá Monzó, Joan; Clar Bononad,
Federico (1999). «Capítulo 1. 9 “ s”».Mejora continua. Aravaca (Madrid,
España): McGraw-Hill Interamericana de España, S.A.U. pp. 8–22.ISBN 84-
481-2286-0.
Lozano Rojo, Juan Ramón (1998). «Unidad didáctica 11: La metodología 9
“s”»... Madrid (España): Editorial Editex, S.A. pp. 172–185. ISBN 84-7131-
548-3.








