
1
Optimización de sistemas de vapor industrial
Curso de capacitación de expertos
Diseñado por: Riyaz Papar, P. E., CEM
Hudson Technologies Company, EE. UU. Greg Harrell, Ph.D., P.E.
Energy Management Services, EE. UU. Ven V. Venkatesan, P. E., CEM
Hudson Technologies Company, EE. UU.

2
Agradecimientos Equipo de la ONUDI - Viena, Austria Equipo de la ONUDI - Sudáfrica Departamento de Energía - Estados Unidos Oak Ridge National Laboratory - Estados Unidos California Energy Commission, EE.UU. SAPPI Enstra Mill, Springs, Sudáfrica Rhodes Food Group, Franschhoek, Sudáfrica Del Monte Foods - Modesto Plant, Estados Unidos Chrysler Corporation, St. Louis, MO, EE.UU. Jim Munch Process Systems, EE.UU. Energy Concepts Company, Annapolis, MD, EE.UU.

3
Objetivos de la capacitación Capacitar a los usuarios finales y a los ingenieros como expertos
nacionales capaces de evaluar y de optimizar sistemas de vapor
Ayudar a la industria a optimizar los sistemas de vapor a fin de obtener ahorros de energía y de costos a través de
• Operación y controles correctos • Mantenimiento de los sistemas • Uso correcto de los procesos de vapor • Cogeneración y • Aplicación de tecnologías de última generación

4
Objetivos de la capacitación Realizar evaluaciones de campo e identificar proyectos como
demostración de los ahorros de energía y de costos que se pueden lograr mediante un enfoque de los sistemas
Formar expertos en el uso de las herramientas informáticas de evaluación de la optimización de sistemas de vapor del Departamento de energía de los Estados Unidos a disposición del público en general

5
Curso de capacitación - Esquema del día 3
Revisión de los temas del curso de capacitación de dos días para usuarios
Norma ASME de vapor y protocolo de evaluación Ejercicio - Evaluación energética de un sistema de vapor industrial Elementos del informa de evaluación energética de vapor Evaluar algunas configuraciones de sistemas de vapor
• Turbinas de extracción • Recuperación del calor residual • Intercambiadores de calor • termocompresores • Enfriadores por absorción

6
Curso de capacitación - Esquema del día 3
Presentación de una selección de casos de estudio de OSV
Información de la planta ANFITRIONA - Visión general de la planta a evaluar
Instrumentación y demostración de los instrumentos de medición usados en la evaluación
Herramientas y recursos
Conclusiones

7
Curso de capacitación Esquema de los días 4 y 5
Evaluación de OSV de la planta ANFITRIONA • Visita de los expertos internacionales y nacionales a la planta
• Los expertos nacionales participantes se dividen en equipos y reciben los instrumentos portátiles que tendrán que usar en la evaluación del sistema de vapor
• Los expertos internacionales trabajan en conjunto con los expertos nacionales y los ayudan a identificar las áreas con oportunidades de mejora
• Se realiza un proceso de debida diligencia con recopilación de datos en el sitio
• Los expertos nacionales tienen la oportunidad de poner en práctica lo aprendido, evaluando un sistema de vapor
• Generación de informes

8
Curso de capacitación Esquema de la etapa posterior a la evaluación En los próximos 4 meses
• Planta candidata • Cada uno de los expertos nacionales trabaja con la planta que
le fue asignada para realizar una evaluación de la energía para optimizar el sistema de vapor de la planta
• Trabaja junto con un experto internacional que lo ayudará a revisar las evaluaciones, observaciones, modelos y resultados
• Elabora el informa final y lo presenta a la planta • Webinarios / conferencias telefónicas
• Los expertos nacionales reciben apoyo técnico y orientación de parte de los expertos internacionales
• Revisión continua del nivel de comprensión de la OSV de los expertos participantes del curso

9
Curso de capacitación Esquema de la etapa posterior a la evaluación En los próximos 4 meses
• Revisión de medio día • Capacitación presencial de revisión de los fundamentos de la OSV
• Funcionalidad y uso de las herramientas del sistema de vapor
• Preguntas y respuestas
• Discusión de las experiencias adquiridas en las plantas candidatas
• Examen final
• Los expertos nacionales participantes del curso rendirán un examen final de cuatro horas de duración para obtener el título de EXPERTO NACIONAL EN OSV

10
Revisión del curso de capacitación de dos días para usuarios
Enfoque de los sistemas
BestPractices de los sistemas de vapor
Puntos más importantes / Acciones recomendadas
Preguntas y respuestas específicas del curso de dos días para usuarios
11
Clave para un funcionamiento y un mantenimiento del sistema de suministros de la planta económicamente eficaz
Prestar atención al sistema como un todo, y no a cada una de las partes del equipo
Analizar los aspectos de la alimentación y la demanda de los sistemas y cómo interactúan
Para poder analizar la mayoría de los sistemas industriales se necesita el enfoque de los sistemas
Así se obtendrán ahorros de energía y de costos mucho mayores que si se hiciera un "análisis a nivel de los componentes"
Enfoque de los sistemas

12
Establecer las condiciones actuales del sistema, los parámetros de funcionamiento, y el consumo de energía del sistema
Investigar cómo está funcionando del sistema total actual
Identificar las áreas potenciales en las que se podría mejorar el funcionamiento del sistema
Analizar el impacto de las mejoras potenciales en el sistema de la planta
Implementar las mejoras del sistema que responden a los criterios de funcionamiento y financieros de la planta
Seguir vigilando el rendimiento del sistema en su conjunto
Enfoque de los sistemas

13
Distribución
Usos Finales
Sistema genérico de vapor
Fuente: US DOE ITP Steam BestPractices Program
Generación
Distribución
Usos Finales
Recuperación
14
Puntos más importantes / Acciones recomendadas Nociones fundamentales
1. Usar el enfoque de los sistemas para optimizar los sistemas de vapor
2. Los sistemas de vapor tienen cuatro áreas principales - Generación, distribución, usos finales y recuperación
3. Para analizar un sistema de vapor, hay que entender las leyes de la termodinámica, la transferencia de calor y las propiedades de los flujos fluidos y del vapor
4. Utilice un enfoque sistemático (análisis de las deficiencias, comparación con las mejores prácticas) para identificar las oportunidades potenciales de ahorro de energía que puede haber en el sistema de vapor

15
Generación - mejores prácticas habituales Minimizar el aire en exceso instalar equipo de recuperación del calor limpiar las superficies de transferencia de calor de la caldera Mejorar el tratamiento del agua para reducir la purga de la caldera Recuperar energía de la purga de la caldera agregar un refractario a la caldera (o repararlo) minimizar la cantidad de calderas en funcionamiento investigar el cambio de combustible Optimizar la tasa de venteo del desgasificador
Fuente: US DOE BestPractices Steam System Sourcebook

16
Puntos más importantes / Acciones recomendadas Eficiencia de la caldera
1. Determine los costos operativos de la planta de calderas
2. Determine el costo unitario de la generación de vapor
3. Determine la eficiencia operativa de la caldera
( )100
×−
=fuelfuel
feedwatersteamsteamboiler HHVm
hhmη
4. La generación de vapor tienen tres tipos de pérdidas principales: de la carcasa, de la purga y de la chimenea
otherstackblowdownshellboiler λλλλη −−−−=100

17
Puntos más importantes / Acciones reomendadas Pérdidas de la carcasa
1. Busque los "puntos calientes"
2. Mida las temperaturas de la superficie de la caldera
Termografía infrarroja
La temperatura típica de la superficie debería oscilar entre 55 °C y 70 °C
3. Repare el material refractario
4. Vigile el buen estado del plaqueado de la superficie
5. La reducción de la carga de la caldera puede ser una oportunidad
minimice la cantidad de calderas en funcionamiento

18
Puntos más importantes / Acciones recomendadas Pérdidas de la purga
1. Estime la cantidad de purga a partir de la conductividad del agua de la caldera y del agua de alimentación
2. Cuantifique las pérdidas de energía a nivel de la caldera y del sistema causadas por la purga
3. Evalúe qué pasa si se instala un controlador automático de purga
4. Evalúe e instale un equipo de recuperación de vapor evaporado súbitamente y de calor
5. Trabaje en colaboración con los químicos del agua de la planta para mantener y gestionar una purga adecuada
19
Puntos más importantes / Acciones recomendadas Pérdidas de la chimenea
1. Vigile y registre la temperatura de los gases de la combustión con respecto a: la carga de la caldera la temperatura ambiente Contenido de oxígeno de los gases de la combustión
2. Compare la temperatura de los gases de la combustión con las condiciones operativas anteriores y similares
3. Mantenga los tubos de humo limpios
4. Mantenga una adecuada composición química del agua
5. Evalúe los ahorros potenciales del componente de recuperación del calor

20
Puntos más importantes / Acciones recomendadas Pérdidas de la chimenea
1. Principios de gestión de la combustión Agregue el oxígeno que haga falta para que todo el
combustible reaccione Minimice la cantidad de aire extra Vigile los combustibles no quemados, para identificar los
problemas 2. Mida el contenido de oxígeno en los gases del escape
de la caldera 3. Controle que el contenido de oxígeno permanezca
entre el rango mínimo y el máximo Control continuo - automático del ajuste de O2
Control de posicionamiento 4. Cuestione el rango de control
Actualice el control Haga una puesta a punto de la combustión
21
Puntos más importantes / Acciones recomendadas Optimización de la planta de calderas
1. Use el modelo del sistema de vapor basado en las leyes de la termodinámica para cuantificar las oportunidades de ahorros de energía y de costos
2. El cambio de combustible y el funcionamiento de la planta de calderas son área excelentes para optimizar los sistemas de vapor - si se aplican estrategias operativas óptimas, se pueden lograr ahorros significativos
3. Hay que evaluar cada aplicación de manera independiente. ¡No hay una regla general!

22
Distribución - Mejores prácticas habituales Reparar las fugas de vapor
Minimizar el venteo de vapor
Asegurarse de que las tuberías de vapor, válvulas, empalmes y vasijas estén bien aislados
Aislar el vapor de las líneas fuera de uso
Minimizar los flujos que pasan por las estaciones de alivio de presión
Reducir la caída de presión en los cabezales
Drenar el condensado de los cabezales de presión
Fuente: US DOE BestPractices Steam System Sourcebook
23
Puntos más importantes / Acciones recomendadas Fugas
1. Todas las plantas tienen fugas de vapor y todas las plantas industriales tendrían que tener un programa de gestión de fugas de vapor basado en la mejora continua
2. Estimando un "orden de magnitud" de las pérdidas de vapor se puede determinar si la reparación tiene que hacerse inmediatamente, durante la siguiente parada, o si puede hacerse sin desconectar la parte afectada
24
Puntos más importantes / Acciones recomendadas Aislamiento
1. Hay varias razones por las que el aislamiento se estropea o falta
2. Esas áreas provocan pérdidas significativas de energía. Habría que implementar un programa de evaluación (auditoría) del aislamiento basado en la mejora continua en todas las plantas industriales
3. Para cuantificar el impacto económico provocado por el aislamiento faltante o dañado, se necesitan algunos instrumentos básicos, modelos de transferencia de calor y datos de los procesos

25
Usos finales - Mejores prácticas habituales
Reducir el uso de vapor por parte de los procesos Mejorar la eficiencia de los procesos
Cubrir la demanda de vapor con una fuente de calor residual
Reducir la presión de vapor que necesitan los procesos, especialmente en los sistemas de cogeneración
Mejore el vapor de baja presión (o de residual) para que pueda satisfacer las demandas de los procesos
Integrar los procesos para lograr una optimización de la energía de la planta en su conjunto
Fuente: US DOE BestPractices Steam System Sourcebook

26
Puntos más importantes / Acciones recomendadas - Usos finales
1. Hay varios usos finales de vapor en plantas industriales
2. Haga un balance de los usos finales de vapor de la planta industrial e identifique los usuarios finales de vapor más grandes de la planta
3. Reduzca el uso final de vapor Mejore la eficiencia de los procesos
Desvíe la demanda de vapor a una fuente de calor residual o de al vapor de baja presión que está disponible en la planta

27
Puntos más importantes / Acciones recomendadas - Intercambiadores de calor
1. La eficiencia de los intercambiadores de calor con respecto a la primera ley es de ~ 100 %
2. La falta de eficiencia de los intercambiadores de calor provoca pérdidas de energía significativas a nivel del sistema
3. Vigile y controle la tendencia de la efectividad de los intercambiadores de calor, midiendo las temperaturas de la entrada y la salida, y calculando los valores U
4. Limpie los intercambiadores de calor de forma periódica para minimizar la formación de incrustaciones

28
Puntos más importantes / Acciones recomendadas - Integración de suministros y procesos
1. Mejore el vapor de baja presión (o de residual) para que pueda satisfacer las demandas de los procesos
2. Hay muchas plantes que necesitan calentamiento y enfriamiento para sus procesos
3. La integración de los procesos puede generar oportunidades de ahorros de energía significativos y lograr una optimización de la planta
4. Estas oportunidades requieren procesos intensivos de debida diligencia

29 Fuente: US DOE BestPractices Steam System Sourcebook
Recuperación - Mejores prácticas habituales implementación de un programa efectivo de gestión y
mantenimiento de las trampas de vapor recuperación de la mayor cantidad posible de
condensado disponible recuperación del condensado cuando su energía
térmica es lo mayor posible Evaporación súbita del condensado de alta presión
para obtener vapor de baja presión

30
Puntos más importantes / Acciones recomendadas - Trampas de vapor
1. Hay distintos tipos de trampas de vapor y, por lo tanto, hay que comprender bien sus funciones y principios de funcionamiento
2. Tipos principales de fallas de las trampas de vapor - en la apertura / en el cierre
3. Cree un programa efectivo de gestión de trampas de vapor
4. Se consiguen varias herramientas para investigar las trampas de vapor
5. Realice una auditoría de las trampas de vapor por lo menos una vez al año y repare o remplace las trampas defectuosas
6. Los fabricantes de trampas de vapor son un colaborador muy valioso

31
Puntos más importantes / Acciones recomendadas - Recuperación de condensado
1. Retorno de condensado reduce el consumo de energía reduce el agua de reposición reduce los productos químicos para tratamiento del agua reduce el agua que va al desagüe es posible que reduzca la purga
2. A menudo se descuida el la recuperación de condensado, pero puede generar ahorros energéticos significativos
3. Cuantifique la cantidad de condensado que la planta recupera usando el balance de masa de todo el sistema de vapor
4. Identifique las áreas potenciales de recuperación de condensado
32
Usos finales - Mejores prácticas habituales
La integración de los procesos y de los suministros lleva a una una optimización de la energía de la planta en su conjunto
Instale turbinas de contrapresión en paralelo con estaciones de descarga de presión y minimice el flujo a través de las estaciones de descarga
Evalúe la posibilidad de usar turbinas de vapor para impulsar equipos mecánicos en forma directa
Evalúe las turbinas de condensación y optimice sus operaciones para que mantengan las condiciones de diseño
Las turbinas de condensación pueden servir como un mecanismo de balance del sistema, sobre todo en las industrias con una generación significativa de vapor con calor residual
Fuente: US DOE BestPractices Steam System Sourcebook

33
Puntos más importantes / Acciones recomendadas Turbinas de contrapresión
1. Se usan turbinas de contrapresión en lugar de estaciones de descarga de presión
2. La eficiencia de la turbina NO es la eficiencia con respecto a la primera ley, sino que es una comparación de la turbina real con la turbina ideal
3. Cuando hay operaciones continuas con demandas térmica y eléctrica simultáneas conviene poner una turbina de contrapresión
4. El análisis de cada instalación es algo único y depende de varios factores económicos y operativos
5. Para analizar una turbina, hace falta un buen modelo termodinámico del sistema de vapor

34
Puntos más importantes / Acciones recomendadas - Turbinas de condensación
1. Condensación las turbinas se utilizan estrictamente para generar energía eléctrica o para impulsar equipos mecánicos grandes
2. Sirven para determinadas aplicaciones industriales
3. Las turbinas de condensación son las que brinda mayor potencia del eje por unidad de flujo de vapor
4. El análisis de cada instalación es algo único y depende de varios factores económicos y operativos
5. Para analizar una turbina, hace falta un buen modelo termodinámico del sistema de vapor

35
Objetivos personales Principales cuestiones o problemas relativas al material
del curso, horarios, etc.
Identificación de las áreas que pueden llegar a requerir más atención según los intereses de los participantes
Preguntas y respuestas específicas del curso de dos días para usuarios Temas específicos
Uso de las herramientas informáticas BestPractices Steam del Departamento de energía de los Estados Unidos
36
Evaluación energética de los sistemas de vapor industrial
37
Evaluación energética industrial Hay varios niveles de evaluaciones (auditorías) energéticas de las
plantas industriales • Generales, de toda la planta • Centrados en un sistema: vapor, aire comprimido, ... • de un día, de tres días, ....
Pero casi siempre, el objetivo general está centrado en la reducción del uso de la energía (y/o de la intensidad del uso)
Identificación de las oportunidades de ahorro de energía y los caminos para implementarlas
Las expectativas del personal de la planta y de los auditores energéticos pueden son muy distintas

38
Norma de evaluación energética de los sistemas de vapor
http://www.asme.org/products/codes---standards/energy-assessment-for-steam-systems

39
Alcance • Abarca sistemas de vapor que tienen uno o varios generadores de
vapor (o una o varias fuentes de vapor), una red de distribución de vapor, equipos de usos finales y recuperación
• Puede ser que también incluyan componentes de cogeneración y de generación de energía eléctrica
• Establece los requisitos para la realización de evaluaciones energéticas de los sistema de vapor, considerando todo el sistema, desde la entrada de la energía hasta el trabajo que se realiza como consecuencia de esa entrada de energía, y los requisitos de presentación de los resultados de las evaluaciones
• Las evaluaciones así realizadas logran identificar las oportunidades principales de mejora del rendimiento energético global de los sistemas de vapor
• Los estándares se diseñaron para su aplicación en las instalaciones industriales, pero la mayor parte de los procedimientos se pueden usar en otras instalaciones, como la de los sectores institucional y comercial
Norma de evaluación energética de los sistemas de vapor

40
El uso de la norma y de los documentos orientativos que la acompañan deberían lograr una mejora en la cantidad y la calidad de las evaluaciones energéticas que se realizan, obteniéndose así ahorros potenciales de costos de energía significativos
Destinado a los gerentes de energía, gerentes de las instalaciones, ingenieros de las plantas, consultores de energía, gerentes de mantenimiento, gerentes de plantas y gerentes de medio ambiente, salud pública y seguridad de todo tipo de industrias
Norma de evaluación energética de los sistemas de vapor

41
La norma identifican claramente los procesos, protocolos y entregas de la evaluación de vapor
Las secciones de la norma de evaluación son: • Ámbito e introducción • Definiciones • Referencias • Organización de la evaluación • Realización de la evaluación • Análisis de los datos de la evaluación • Informes y documentación • Apéndice A - Referencias clave
La guía que acompaña a la norma brinda información más detallada sobre cada una de las secciones
Norma de evaluación energética de los sistemas de vapor

42
Áreas de los proyectos típicos de las evaluaciones de los sistemas de vapor
Mejora de la eficiencia de las calderas
Cambio de combustibles
Investigación de la recuperación de la energía térmica de la purga
Cambios de la demanda de vapor
Operaciones de las turbinas de vapor
Integración térmica
Integración de procesos y suministros
Operaciones de las turbinas y de las válvulas de alivio de presión
Operaciones de las turbinas de condensación
Aislamiento térmico Recuperación de condensado Recuperación del vapor
evaporado súbitamente Gestión de las trampas de vapor Gestión de las trampas de vapor Recuperación del calor residual

43
Estrategias de ahorro energético
corto plazo mediano plazo largo plazo
Definición: Mejoras en las prácticas operativas y de mantenimiento
Requieren la compra de equipo adicional y/o cambios
Nueva tecnología o confirmación del desempeño de
la planta
Gastos de capital Acciones de bajo costo o compra de equipo
Se pueden hacer estimaciones generales
Se necesita un proceso de debida diligencia adicional
Amortización menos de un año de uno a dos años de dos a cinco años
Ejemplos de proyectos
Ajuste de la combustión de la caldera
Aislamiento
Gestión de las fugas y las trampas de vapor
control automático de la combustión
recuperación de la energía de la purga
economizador de agua de alimentación
cogeneración de energía térmica y eléctrica
turbina de vapor para impulsar los componentes de los procesos
cambio de combustible de la caldera

44
Evaluación energética del sistema de vapor industrial - Ejercicio
45
Ejercicio - Instrucciones Se le ha encomendado la tarea de realizar una evaluación de la
energía de un sistema de vapor industrial durante tres días en una planta de fabricación de productos químicos
El gerente de suministros y el ingeniero de energía de la planta van a colaborar con usted durante toda la evaluación y contestarán todas las preguntas relacionadas con el sistema y con los procesos que puedan surgir
Su tarea consiste en identificar y cualificar las principales oportunidades de mejora de la eficiencia energética de la planta
46
Ejercicio - Instrucciones Defina el enfoque que adoptaría para:
Identificar las mejores prácticas vigentes en la planta
Elaborar una lista de acciones prioritarias para aprovechar las oportunidades de mejora del desempeño energético y para determinar las áreas que requieren un análisis del nivel del sistema
Recopilar todos los datos necesarios
Realizar los análisis del nivel del sistema de todas las oportunidades identificadas
Elaborar un informe de síntesis y presentarlo a la planta
Puntos de seguimiento y acciones recomendadas para el futuro
47
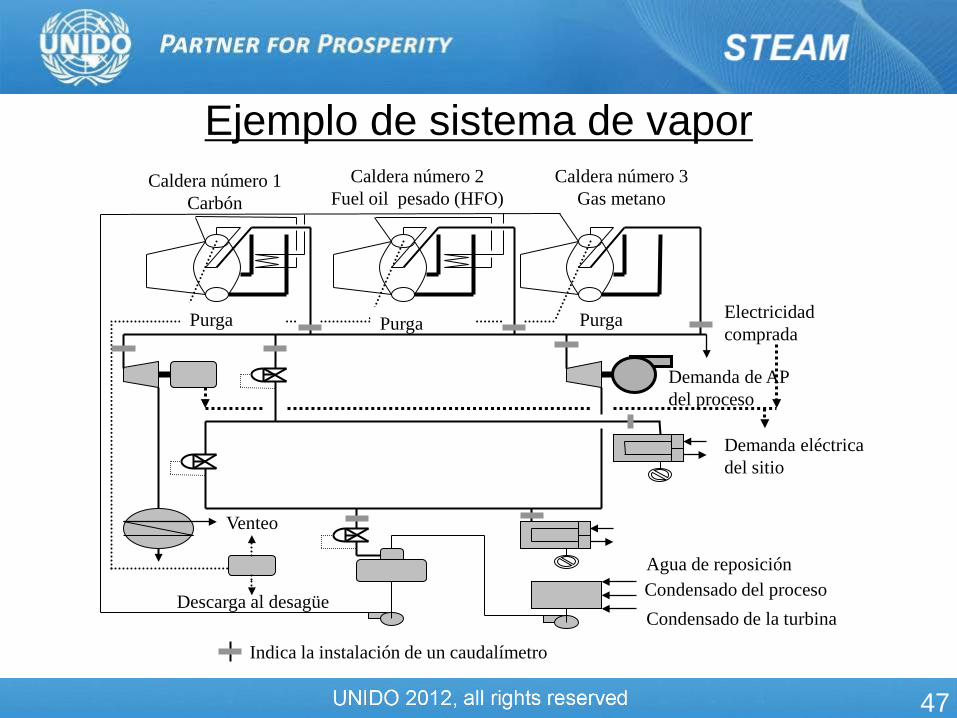
Ejemplo de sistema de vapor Caldera número 1
Carbón
Purga Electricidad comprada Purga Purga
Condensado del proceso Agua de reposición
Condensado de la turbina Descarga al desagüe
Venteo
Caldera número 2 Fuel oil pesado (HFO)
Caldera número 3 Gas metano
Demanda eléctrica del sitio
Indica la instalación de un caudalímetro
Demanda de AP del proceso

48
Ejercicio - Información sobre el sistema de vapor La planta (y el sistema de vapor) opera las 24 horas del día, los 365 días del año.
Hay 3 calderas: dos son de carbón y una de gas metano
Las calderas a carbón operan continuamente y suministran toda la demanda de vapor
La caldera de gas metano opera a fuego mínimo y sirve como caldera s operado en el mínimo fuego y debido a su rápida respuesta, se mantiene en modo de espera para intervenir en caso de que una de las calderas de vapor tenga inconvenientes
Las cargas promedio típicas corresponden al ~ 70% de la capacidad total disponible
En general, las superficies de transferencia de calor de los tubos de humos están limpias
Las superficies de los tubos de agua se limpian cada tres años, aproximadamente
Las dos calderas de carbón tienen economizadores de agua de alimentación
49
La electricidad no se genera en el sitio, sino que se compra a una empresa de electricidad local
El costo de la electricidad comprada es de ~ $ 0,105/kWh
Por lo general, se compra electricidad por 7 MW
Se compra gas metano en base a un contrato con un precio de $ 0,75/Nm3 ; el precio del carbón es de ~ $ 150/tonelada
Las propiedades del combustible del SSAT son las adecuadas para describir los combustibles
El suministro de agua de reposición de la instalación tiene un costo de $ 0,75/m3 y una temperatura de 20 °C
Ejercicio - Información sobre el sistema de vapor
50
Las calderas son calderas de tubo de agua, armadas en el sitio
Las de vapor son las originales del sitio
La de gas metano se instaló hace poco, cuando se pudo contar con un gasoducto de gas metano
El vapor producido por las calderas es muy sobrecalentado
Ejercicio - Información sobre el sistema de vapor

51
Los datos del tratamiento del agua de la caldera indican que las condiciones del agua de las tres calderas son similares
Las calderas operan continuamente. La conductividad del agua de las calderas es de ~2.500 µmho/cm
La conductividad del agua de alimentación es de ~ 125 µmho/cm
El valor típico de las mediciones de cloruros es de 280 ppm
Las mediciones de cloruro en el agua de alimentación indican 14 ppm
Ejercicio - Información sobre el sistema de vapor

52
Todos los años, un consultor realiza una inspección de seguridad de la caldera y de la operación del equipo de control de la combustión, y mide el desempeño de la caldera.
No se registran problemas relacionados con vapor húmedo (corrosión, golpes de ariete), con la capacidad de mantener los niveles de agua de la caldera en la normalidad y la presión del vapor dentro del punto de configuración de 1,5 bares
Hay instalados sistemas automáticas de purga de la caldera, pero últimamente no funcionaron correctamente, así que la purga se ajusta manualmente una vez por día de acuerdo con la conductividad del agua de la caldera
Ejercicio - Información sobre el sistema de vapor
53
El vapor de alta presión alimenta una sola unidad de proceso
Esta unidad de proceso utiliza vapor en una aplicación de proceso de contacto directo
La demanda de vapor del proceso no está equipada con un medidor de flujo , pero el suministro de vapor del proceso es relativamente constante
Todas las calderas están equipadas con un medidor de flujo que indica la producción de vapor
Todas las turbinas que reciben vapor de alta presión están equipadas con medidores de flujo
Ejercicio - Información sobre el sistema de vapor

54
Las operaciones y los controles de las calderas son los siguientes:
• Caldera #1 • Temperatura de los gases de la combustión = 200 ºC
• Oxígeno en los gases de la combustión = 5 % (gestionado mediante un control de posicionamiento)
• Caldera #2 • Temperatura de los gases de la combustión = 203 ºC
• Oxígeno en los gases de la combustión = 7 % (gestionado mediante un control de posicionamiento)
• Caldera #3 • Temperatura de los gases de la combustión = 250 ºC
• Oxígeno en los gases de la combustión = 4 % (gestionado mediante un control de ajuste automático)
Ejercicio - Información sobre el sistema de vapor

55
Producción combinada de vapor de las tres calderas - 160 Tph
• Caldera #1 – 70 Tph (20 bares; 300 °C)
• Caldera #2 – 70 Tph (20 bares; 300 °C)
• Caldera #3 – 20 Tph (20 bares; 300 °C)
Cabezales de media presión - 10 bares
Cabezales de baja presión - 2 bares
Flujo de vapor de la turbina de contrapresión de AP-BP - 103,8 Tph
Flujo de vapor de la turbina de condensación - 15 Tph
Flujo de presión del dispositivo de alivio de presión de alta presión a media presión - 35 Tph
Ejercicio - Información sobre el sistema de vapor

56
Los medidores de flujo de vapor están situados en los cabezales de media y baja presión
Estos medidores de flujo registran el total del flujo de vapor que alimenta las demandas de vapor del proceso
Durante la operación normal, el suministro de vapor a los usuarios de media presión es de ~ 35 Tph
La demanda de vapor de baja presión del proceso es de ~ 90 Tph
Se estima que la mitad de los usuarios de media presión y la mitad de los usuarios de baja presión están conectados al sistema de recopilación de condensado
Ejercicio - Información sobre el sistema de vapor
57
El sitio tiene dos turbinas de vapor, como se observa en el esquema del sistema
Turbina de contrapresión AP-BP
• Está conectada con un generador eléctrico y su producción nominal de electricidad es de 5 MW
• Gestiona el suministro de vapor que alimenta el cabezal de baja presión
• Opera con una carga que oscila entre el 65 % y 80 % de carga total
• Recibe vapor de alta presión - condiciones a la salida de la caldera
• Descarga vapor con una temperatura de 214 °C y una presión de 2 bares
Ejercicio - Información sobre el sistema de vapor

58
Operaciones de la turbinas de condensación
• La turbina de vapor está conectada con un generador eléctrico
• Este componente se instaló con la construcción original de la planta, cuando el sitio tenía dos calderas a carbón
• El suministro de vapor a la turbina es de 15 Tph de vapor de alta presión. La producción de electricidad es de 2,150 MW
• La turbinas de condensación opera con una presión de condensación de 0,15 bara
• Eficiencia de la generación ~ 95 %
Ejercicio - Información sobre el sistema de vapor

59
Estaciones de alivio de presión
• El sistema de vapor está equipado con dos estaciones de alivio de presión
• Una opera entre los sistemas de alta y de media presión
• La otra opera entre los sistemas de media y de baja presión
• Las estaciones de reducción de la presión no están equipadas con desobrecalentadores
Ejercicio - Información sobre el sistema de vapor

60
Sistemas de recuperación de condensado
• El sistema de recuperación de condensado es extenso
• El condensado se recupera en muchos depósitos de condensado individuales
• Todos los depósitos tienen venteos a la atmósfera
• Recientemente se realizó un reconocimiento a fondo de las trampas de vapor
• Antes de esta evaluación, no se habían evaluado las trampas de vapor en mucho tiempo
• Hasta ahora, no se iniciaron actividades de mantenimiento como respuesta a ese reconocimiento de las trampas de vapor
• La última actividad de mantenimiento relacionada con las trampas de vapor se hizo hace cuatro años
Ejercicio - Información sobre el sistema de vapor

61
Resultados del reconocimiento de las trampas de vapor
Ejercicio - Información sobre el sistema de vapor
Reconocimiento de las trampas de vapor
Presión del sistema
Trampas inspeccionadas
(Cantidad de trampas)
Bueno (nº de trampas)
Bloqueada o con baja temperatura (nº de trampas)
fugas o purgas (nº de trampas)
alta presión 17 13 3 1
media presión 265 207 26 32
baja presión 1.971 1.726 108 137
Total 2.253 1.946 137 170

62
Información adicional sobre el sistema
• El depósito principal de condensado de la instalación ventea a la atmósfera
• La tubería de ventilación contiene una cantidad (despreciable) de vapor, pero esto indica que el condensado que ingresa en el depósito es líquido saturado
• Todo indica que la gestión de las fugas de vapor es buena. Solo se observaron fugas muy pequeñas (despreciables)
• El aislamiento de las áreas de suministros está bien mantenido
• Sería bueno investigar el aislamiento de las áreas de distribución de vapor y de los usos finales
Ejercicio - Información sobre el sistema de vapor

63
Steam System Scoping Tool
• Complete las secciones del SSST relacionadas con "Steam System Operating Practices" y "Boiler Plant Operating Practices" con la información que ha recibido
• También, indique qué habría que hacer para obtener la información necesaria que no hubiese recibido
• Por último, de acuerdo con los resultados de las secciones del SSST que ya completó, haga una lista de las áreas específicas en las que habría que centrarse para obtener ahorros energéticos relacionados con las calderas de la planta del ejemplo
Ejercicio - Consignas

64
Cálculo de la eficiencia de la caldera #2
• Estime el costo operativo relacionado con el combustible de esta caldera
• Utilice únicamente las mayores pérdidas de la caldera
• Haga el cálculo usando el flujo de vapor, las condiciones del vapor y la estimación de la eficiencia de la caldera
• Estime las pérdidas asociada con la purga de la caldera
• Determine las eficiencias directa e indirecta de la caldera
• Suponga que las pérdidas de la carcasa es 0,4 % de la entrada de energía proveniente del combustible
• Suponga que las pérdidas por ignición son de 2,1 % de acuerdo con los análisis de laboratorio
• Suponga que se completó la evaluación del sitio y que la tasa de flujo de combustible es de 165 toneladas/día
• El poder calorífico superior del combustible es de 31.890 kJ/kg
Ejercicio - Consignas
65
Cálculo de la eficiencia de la caldera #2
• Estime el impacto que podría causar la instalación de una control automático del ajuste del oxígeno
• El controlador se logrará reducir el contenido de oxígeno en los gases de la combustión a 4,5 % para la carga general de la caldera
• Suponga que se completó la evaluación del sitio y que la tasa de flujo de combustible es de 165 toneladas/día
• El poder calorífico superior del combustible es de 31.890 kJ/kg
Ejercicio - Consignas
66
Cálculo de la eficiencia de la turbina de contrapresión de AP-BP
• Determine la eficiencia isentrópica de la turbina de vapor principal que opera entre los sistemas de alta y de baja presión
Eficiencia de la turbina de condensación
• Determine la eficiencia isentrópica de la turbina de condensación de acuerdo con la información que recibió
Ejercicio - Consignas

67
Steam System Assessment Tool
• Desarrolle el modelo del SSAT que represente mejor las características de la instalación de ejemplo a fin de hacer una evaluación que dé como resultado los costos marginales representativos del vapor
• Este modelo también debería proporcionar una buena descripción del balance de la masa de vapor del sistema
• Los análisis necesarios para este ejercicio deben considerarse preliminares; en consecuencia, no incluya las pérdidas de la carcasa ni las pérdidas por ignición
• Los resultados de este ejercicio son los costos marginales de vapor del sistema z los flujos de vapor que pasan por las válvulas de alivio de presión
Ejercicio - Consignas

68
Steam System Assessment Tool
• Recuperación de la energía de la purga
• Usando el modelo del SSAT desarrollado para el sistema general de vapor, determine el impacto económico que tendría la recuperación de la energía térmica de la purga de la caldera
• Presente cada una de las áreas que exhiben un impacto económico que contribuya a los resultados
Ejercicio - Consignas

69
Steam System Assessment Tool
• Recuperación de la evaporación súbita del condesado
• Usando el modelo del SSAT desarrollado para el sistema general de vapor, determine el impacto económico que tendría la recuperación del vapor evaporado súbitamente proveniente del sistema de recuperación de condensado
• Presente cada una de las áreas que exhiben un impacto económico que contribuya a los resultados
Ejercicio - Consignas

70
Steam System Assessment Tool
• Demanda de vapor
• El agua del proceso se calentaba innecesariamente de 40 ºC a 70 ºC con vapor de baja presión
• La trampa de vapor del intercambiador de vapor funciona correctamente y descarga líquido saturado
• El vapor que ingresa en el intercambiador de calor viene del sistema de baja presión y está en condiciones saturadas - las pérdidas de la transferencia de calor de este ramal son responsables de las pérdidas de energía provenientes de la condición del suministro sobrecalentado
• La tasa de flujo del agua del proceso es de ~ 400 l/min
• Determine el impacto sobre el costo operacional del sistema si se eliminara esta demanda de vapor
Ejercicio - Consignas

71
Steam System Assessment Tool
• Turbina de vapor versus motor eléctrico
• Determine el impacto económico proveniente del remplazo de un motor eléctrico de 100 kW usado para impulsar el proceso por una turbina de vapor
• Suponga que la turbina del proceso operará en forma continua entre los sistemas de alta y de media presión
• La eficiencia isentrópica de la turbina es del 35 %
Ejercicio - Consignas
72
Steam System Assessment Tool
• 3E Plus - Problemas de aislamiento de las tuberías
• Una de las unidades de proceso recibe vapor de media presión a través de un cabezal con un diámetro nominal de 150 mm
• Se observó que una sección del cabezal de 10 m de largo no está aislada, a consecuencia de una actividad de mantenimiento anterior
• El resto del sistema de tuberías está cubierto con un aislamiento de 50 mm de ancho de 50 mm de silicato de calcio y con una cubierta de aluminio
• Las condiciones ambientales son las habituales para una instalación industrial
• Las tubería están en la parte exterior de se encuentran en el exterior del puente de tuberías
• Determine la reducción de la pérdida de energía y el impacto económico asociados con el remplazo del aislamiento faltante
Ejercicio - Consignas

73
Steam System Scoping Tool
• Complete las secciones del SSST relacionadas con "Steam System Operating Practices" y "Boiler Plant Operating Practices" con la información que ha recibido
• También, indique qué habría que hacer para obtener la información necesaria que no hubiese recibido
• Por último, de acuerdo con los resultados de las secciones del SSST que ya completó, haga una lista de las áreas específicas en las que habría que centrarse para obtener ahorros energéticos relacionados con las calderas de la planta del ejemplo
Ejercicio - Consignas
74
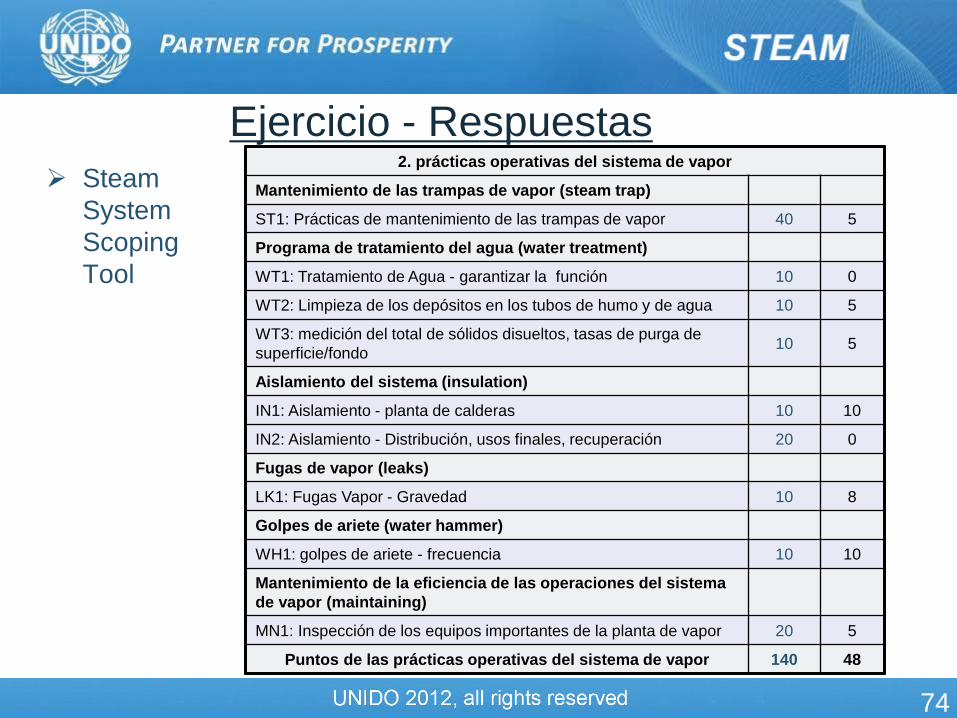
Steam System Scoping Tool
Ejercicio - Respuestas 2. prácticas operativas del sistema de vapor
Mantenimiento de las trampas de vapor (steam trap)
ST1: Prácticas de mantenimiento de las trampas de vapor 40 5
Programa de tratamiento del agua (water treatment)
WT1: Tratamiento de Agua - garantizar la función 10 0
WT2: Limpieza de los depósitos en los tubos de humo y de agua 10 5
WT3: medición del total de sólidos disueltos, tasas de purga de superficie/fondo 10 5
Aislamiento del sistema (insulation)
IN1: Aislamiento - planta de calderas 10 10
IN2: Aislamiento - Distribución, usos finales, recuperación 20 0
Fugas de vapor (leaks)
LK1: Fugas Vapor - Gravedad 10 8
Golpes de ariete (water hammer)
WH1: golpes de ariete - frecuencia 10 10
Mantenimiento de la eficiencia de las operaciones del sistema de vapor (maintaining)
MN1: Inspección de los equipos importantes de la planta de vapor 20 5
Puntos de las prácticas operativas del sistema de vapor 140 48
75
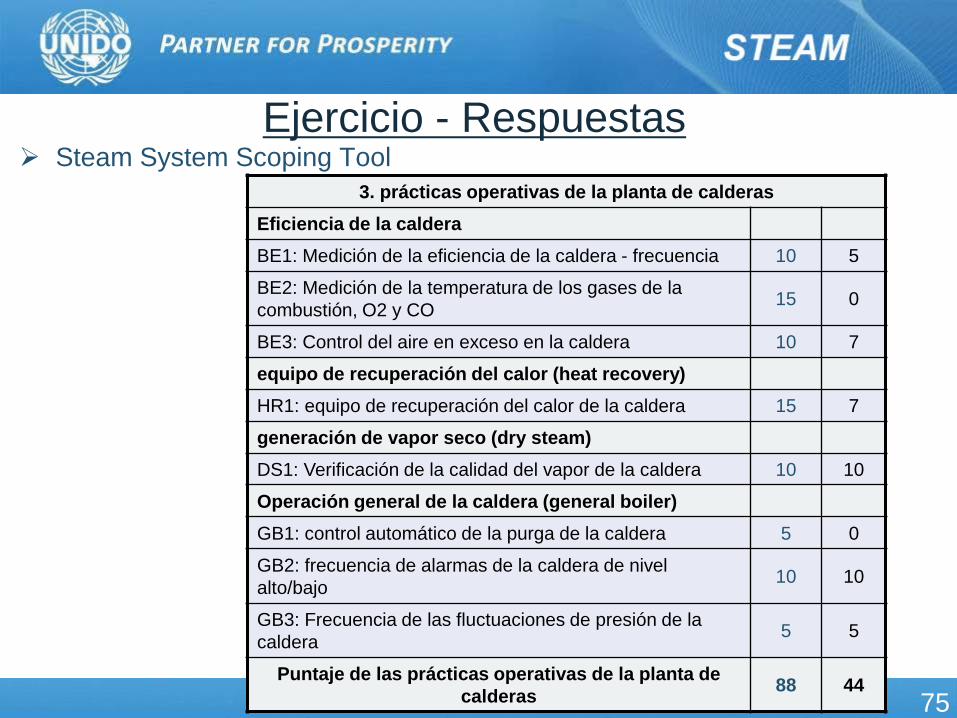
Steam System Scoping Tool Ejercicio - Respuestas
3. prácticas operativas de la planta de calderas Eficiencia de la caldera BE1: Medición de la eficiencia de la caldera - frecuencia 10 5
BE2: Medición de la temperatura de los gases de la combustión, O2 y CO 15 0
BE3: Control del aire en exceso en la caldera 10 7
equipo de recuperación del calor (heat recovery) HR1: equipo de recuperación del calor de la caldera 15 7
generación de vapor seco (dry steam) DS1: Verificación de la calidad del vapor de la caldera 10 10
Operación general de la caldera (general boiler) GB1: control automático de la purga de la caldera 5 0
GB2: frecuencia de alarmas de la caldera de nivel alto/bajo 10 10
GB3: Frecuencia de las fluctuaciones de presión de la caldera 5 5
Puntaje de las prácticas operativas de la planta de calderas 88 44

76
Steam System Scoping Tool • Lista de las posibles oportunidades de mejora
• Programa de gestión de las trampas de vapor • Oportunidades del aislamiento en las áreas de los procesos • Mejora de la eficiencia de la planta de calderas
– Monitoreo y seguimiento de la tendencia de los parámetros – Implementación de controladores de ajuste del oxígeno – Instalación y operaciones del economizadores de agua de alimentació – Control de la purga – recuperación de la energía de la purga
• Recuperación de condensado • Evaluación de la operación de las turbinas
Ejercicio - Respuestas
77
Cálculo de la eficiencia de la caldera #2
• Estime el costo operativo relacionado con el combustible de esta caldera
• Utilice únicamente las mayores pérdidas de la caldera
• Haga el cálculo usando el flujo de vapor, las condiciones del vapor y la estimación de la eficiencia de la caldera
• Estime las pérdidas asociada con la purga de la caldera
• Determine las eficiencias directa e indirecta de la caldera
• Suponga que las pérdidas de la carcasa es 0,4 % de la entrada de energía proveniente del combustible
• Suponga que las pérdidas por ignición son de 2,1 % de acuerdo con los análisis de laboratorio
• Suponga que se completó la evaluación del sitio y que la tasa de flujo de combustible es de 165 toneladas/día
• El poder calorífico superior del combustible es de 31.890 kJ/kg
Ejercicio - Consignas

78
Cálculo de la eficiencia de la caldera #2
• Costos operativos relacionados con el combustible
Ejercicio - Respuestas
Stack Gas Temperature (°F) 230 °CAmbient Temperature (°F) 20 °C
Stack Gas Oxygen Content (%) 7 %Note: Stack gas oxygen content is expressed on a molar or volumetric basis
Natural Gas 21.2 %Number 2 Fuel Oil 16.8 %Number 6 Fuel Oil (Low Sulfur) 16.3 %Number 6 Fuel Oil (High Sulfur) 16.5 %Typical Eastern Coal (Bituminous) 14.9 %Typical Western Coal (Subbituminous) 16.5 %Typical Green Wood 27.3 %
ResultsEstimated Stack Losses for each of the default fuels are as follows:
Input DataStack Temperature - Ambient Temperature = 210°C
79
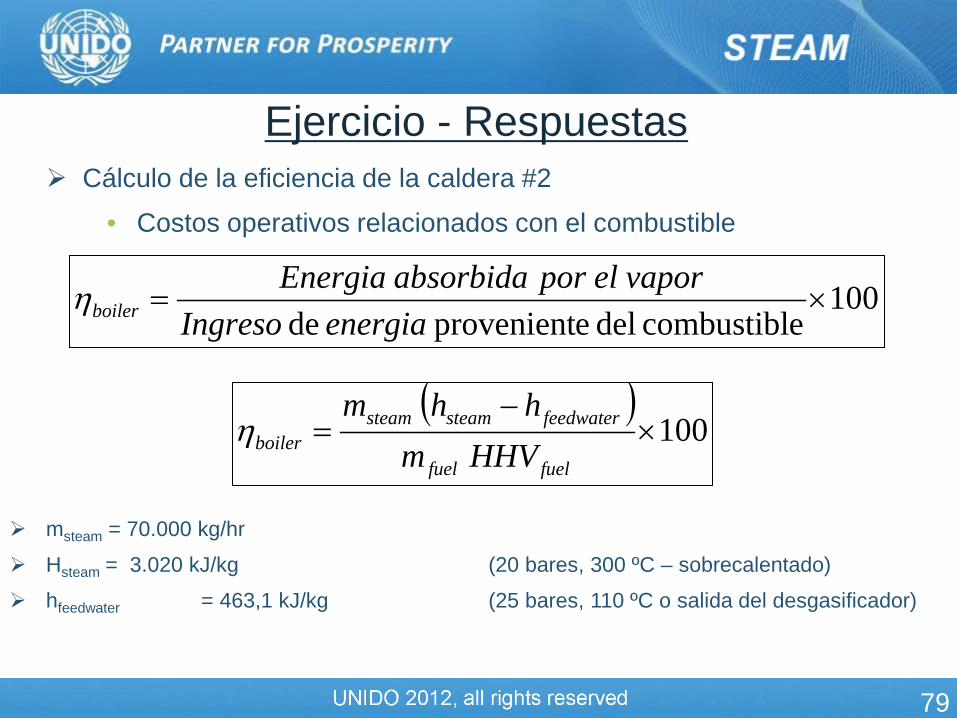
Cálculo de la eficiencia de la caldera #2
• Costos operativos relacionados con el combustible
Ejercicio - Respuestas
100ecombustibl del eprovenient de
×=
energiaIngresovaporelporabsorbidaEnergia
boilerη
( )100
×−
=fuelfuel
feedwatersteamsteamboiler HHVm
hhmη
msteam = 70.000 kg/hr
Hsteam = 3.020 kJ/kg (20 bares, 300 ºC – sobrecalentado)
hfeedwater = 463,1 kJ/kg (25 bares, 110 ºC o salida del desgasificador)

80
Cálculo de la eficiencia de la caldera #2
• Costos operativos relacionados con el combustible
Ejercicio - Respuestas
( )
( )( )
hrkg
fuel
fuel
fuelboiler
feedwatersteamsteamfuel
m
m
HHVhhm
m
595,6
100890,31 14.9-100
1.463020,3 70,000
100
=
××−
=
×−
=η

81
Cálculo de la eficiencia de la caldera #2
• Costos operativos relacionados con el combustible
• Consumo de combustible = 6,595 toneladas/hora
• Costo del combustible = $ 150 por tonelada
• Costo operativo del combustible = 6,595 x 150 = $ 989,2 por hora
• Costo operativo del combustible = 989,2 x 8.760 ~ $ 8.665.000 por año
Ejercicio - Respuestas

82
Cálculo de la eficiencia de la caldera #2
• Pérdidas asociadas con la purga
Ejercicio - Respuestas
( ) ( )( ) ( ) kW 8539.831.920 02.1
kW 4661.4631.920 02.1
kg/s 1.02 kg/hr ,684370,000 05.01
05.0 1
%0.5100500,2
125
100
=−=−=
=−=−=
==
−
=
−
=
=×≈
×≈
makeupblowdownblowdownblowdown
feedwaterblowdownblowdownblowdown
steamblowdown
hhmQhhmQ
mm
tyConductiviBlowdowntyConductiviFeedwater
ββ
β
β
Caldera
Sistema
83
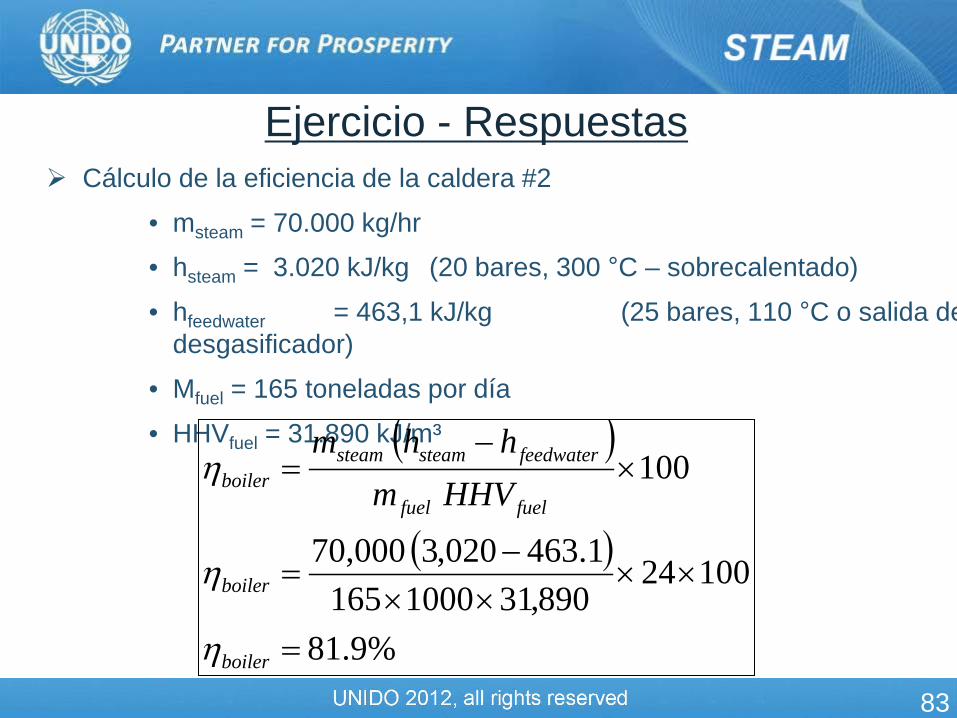
Cálculo de la eficiencia de la caldera #2
• msteam = 70.000 kg/hr
• hsteam = 3.020 kJ/kg (20 bares, 300 °C – sobrecalentado)
• hfeedwater = 463,1 kJ/kg (25 bares, 110 °C o salida de desgasificador)
• Mfuel = 165 toneladas por día
• HHVfuel = 31.890 kJ/m³
Ejercicio - Respuestas
( )
( )
%9.81
10024890,311000 165
1.463020,3 70,000
100
=
××××−
=
×−
=
boiler
boiler
fuelfuel
feedwatersteamsteamboiler HHVm
hhm
η
η
η

84
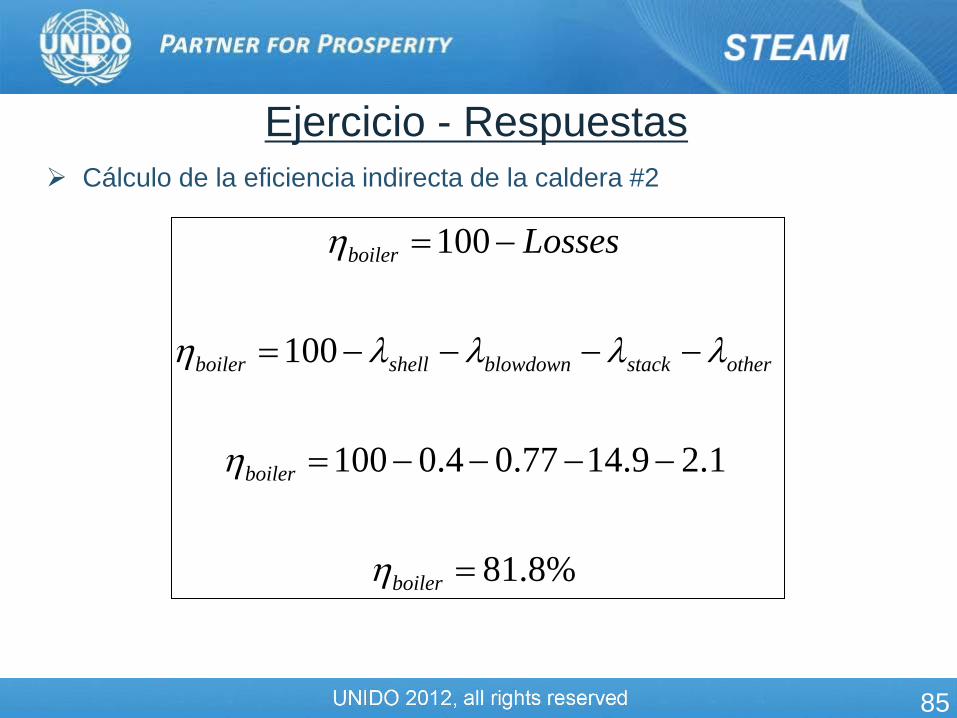
Cálculo de la eficiencia indirecta de la caldera #2
Ejercicio - Respuestas
otherstackblowdownshellboiler
boiler Losses
λλλλη
η
−−−−=
−=
100
100
( ) ( ) %77.010024890,31000,1165
1.4631.920 684,3100
=××××−
=×−
=fuelfuel
feedwaterblowdownblowdownblowdown HHVm
hhmλ
85
Cálculo de la eficiencia indirecta de la caldera #2
Ejercicio - Respuestas
%8.81
1.29.1477.04.0100
100
100
=
−−−−=
−−−−=
−=
boiler
boiler
otherstackblowdownshellboiler
boiler Losses
η
η
λλλλη
η

86
Cálculo de la eficiencia de la caldera #2
• Estime el impacto que podría causar la instalación de una control automático del ajuste del oxígeno
• El controlador se logrará reducir el contenido de oxígeno en los gases de la combustión a 4,5 % para la carga general de la caldera
• Suponga que se completó la evaluación del sitio y que la tasa de flujo de combustible es de 165 toneladas/día
• El poder calorífico superior del combustible es de 31.890 kJ/kg
Ejercicio - Consignas
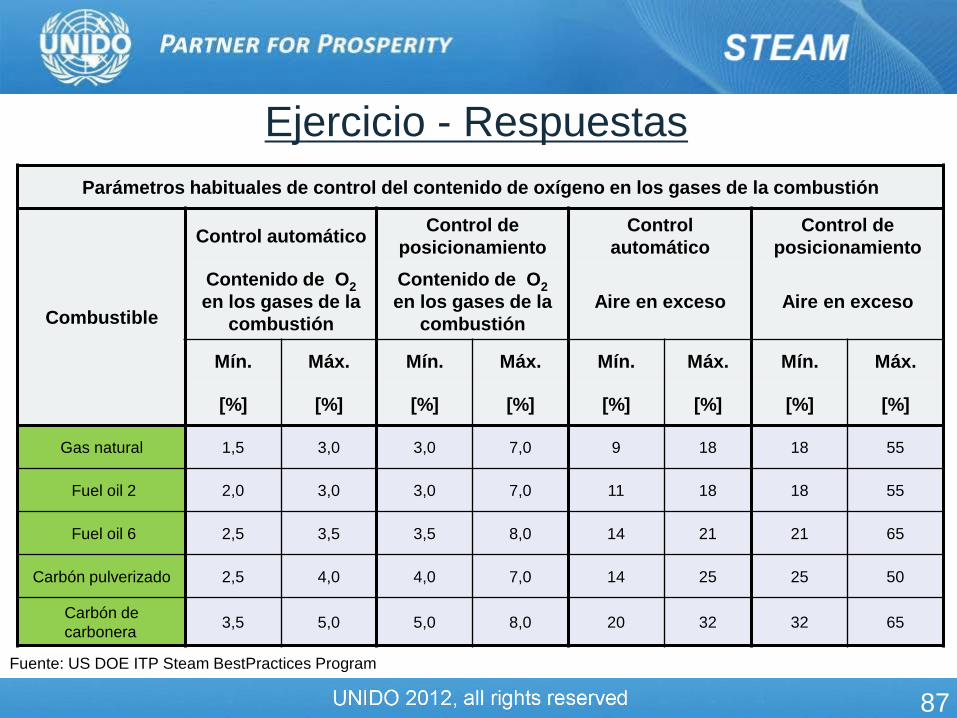
87
Parámetros habituales de control del contenido de oxígeno en los gases de la combustión
Combustible
Control automático Control de posicionamiento
Control automático
Control de posicionamiento
Contenido de O2 en los gases de la
combustión
Contenido de O2 en los gases de la
combustión Aire en exceso Aire en exceso
Mín. Máx. Mín. Máx. Mín. Máx. Mín. Máx.
[%] [%] [%] [%] [%] [%] [%] [%]
Gas natural 1,5 3,0 3,0 7,0 9 18 18 55
Fuel oil 2 2,0 3,0 3,0 7,0 11 18 18 55
Fuel oil 6 2,5 3,5 3,5 8,0 14 21 21 65
Carbón pulverizado 2,5 4,0 4,0 7,0 14 25 25 50
Carbón de carbonera 3,5 5,0 5,0 8,0 20 32 32 65
Fuente: US DOE ITP Steam BestPractices Program
Ejercicio - Respuestas

88
Instalación de un control automático del ajuste del oxígeno
%1.859.14100
=−=
boiler
boiler
ηη
%8.862.13100
=−=
boiler
boiler
ηη
Stack Gas Temperature (°F) 230 °CAmbient Temperature (°F) 20 °C
Stack Gas Oxygen Content (%) 7 %Note: Stack gas oxygen content is expressed on a molar or volumetric basis
Input DataStack T
Natural Gas 21.2 %Number 2 Fuel Oil 16.8 %Number 6 Fuel Oil (Low Sulfur) 16.3 %Number 6 Fuel Oil (High Sulfur) 16.5 %Typical Eastern Coal (Bituminous) 14.9 %Typical Western Coal (Subbituminous) 16.5 %Typical Green Wood 27.3 %
Estimated Stack Losses for each of the default fuels are as follows:
Stack Gas Temperature (°F) 230 °CAmbient Temperature (°F) 20 °C
Stack Gas Oxygen Content (%) 4.5 %Note: Stack gas oxygen content is expressed on a molar or volumetric basis
Input DataStack Te
Natural Gas 19.5 %Number 2 Fuel Oil 15.1 %Number 6 Fuel Oil (Low Sulfur) 14.6 %Number 6 Fuel Oil (High Sulfur) 14.9 %Typical Eastern Coal (Bituminous) 13.2 %Typical Western Coal (Subbituminous) 14.8 %Typical Green Wood 25.8 %
Estimated Stack Losses for each of the default fuels are as follows:

89
Caldera # 2 – Impacto de la instalación de un control automático del ajuste del oxígeno
yrSavings
Savings
KSavings boilernew
base
/000,170$
000,665,88.861.851
1
≈
×
−=
×
−=ηη
Ejercicio - Respuestas

90
Cálculo de la eficiencia de la turbina de contrapresión de AP-BP
• Determine la eficiencia isentrópica de la turbina de vapor principal que opera entre los sistemas de alta y de baja presión
Eficiencia de la turbina de condensación
• Determine la eficiencia isentrópica de la turbina de condensación de acuerdo con la información que recibió
Ejercicio - Consignas

91
Condiciones operativas
reales
20 bares 300°C h = 3.019,8 kJ/kg s = 6,738 kJ/kg-K
2 bares 214°C h = 2.893,7 kJ/kg s = 7,368 kJ/kg-K
Ejercicio - Respuestas Cálculo de la eficiencia de la turbina de contrapresión de AP-BP

92
Condiciones isentrópicas
Ejercicio - Respuestas Cálculo de la eficiencia de la turbina de contrapresión de AP-BP
20 bares 300 °C h = 3.019,8 kJ/kg s = 6,738 kJ/kg-K
2 bares 214 °C h = 2.893,7 kJ/kg s = 7,368 kJ/kg-K
2 bares 133,7 °C hisen = 2.622,8 kJ/kg s = 6,738 kJ/kg-K x = 0,9525

93
( )( )
( )( ) 3176.0
0.3971.126
8.622,28.019,37.893,28.019,3
==−−
==−−hhhh
exitinlet isentropic
exitinlet actualisentropicη
Ejercicio - Respuestas Cálculo de la eficiencia de la turbina de contrapresión de AP-BP
20 bares 300 °C h = 3.019,8 kJ/kg s = 6,738 kJ/kg-K
2 bares 214 °C h = 2.893,7 kJ/kg s = 7,368 kJ/kg-K
2 bares 133,7 °C hisen = 2.622,8 kJ/kg s = 6,738 kJ/kg-K x = 0,9525

94
Condiciones operativas
reales
Ejercicio - Respuestas Cálculo de la eficiencia de la turbina de condensación
20 bares 300°C 15 Tph h = 3.019,8 kJ/kg s = 6,738 kJ/kg-K
Energía exportada medida = 2.150 kW Eficiencia en la generación: 95 %
0,15 bara

95
Condiciones operativas
reales
Ejercicio - Respuestas Cálculo de la eficiencia de la turbina de condensación
20 bares 300 °C 15 Tph h = 3.019,8 kJ/kg s = 6,738 kJ/kg-K
0,15 bara 0,15 bara s = 6,738 kJ/kg-K 15 Tph hisentropic = 2.183,2 kJ/kg Tisentropic= 54 °C Calidad = 0,825

96
kW
kWWorkShaftTurbine
WorkGenerator
kW
WWW
WW
turbine
turbineturbine
generatorgenerator
generator
263,2
95.0150,2
150,2
=
====
=
η
( )hhmW
WW
ei isenstgen
gen
generator isen
generator
isentropic WorkIsentropicWorkTurbineActual
−===
ηηη
Ejercicio - Respuestas Cálculo de la eficiencia de la turbina de condensación

97
( ) 65.02.183,28.019,3
1000,15600,3
95.0150,2
=−
=kgkJ
kgkJ
hrkg
hrs
isentropic
kWη
20 bares 300 °C 15 Tph h = 3.019,8 kJ/kg s = 6,738 kJ/kg-K
0,15 bara 0,15 bares s = 6,738 kJ/kg-K 15 Tph hisentropic = 2.183,2 kJ/kg Tisentropic= 54°C Calidad = 0,825
Ejercicio - Respuestas

98
Steam System Assessment Tool
• Desarrolle el modelo del SSAT que represente mejor las características de la instalación de ejemplo a fin de hacer una evaluación que dé como resultado los costos marginales representativos del vapor
• Este modelo también debería proporcionar una buena descripción del balance de la masa de vapor del sistema
• Los análisis necesarios para este ejercicio deben considerarse preliminares; en consecuencia, no incluya las pérdidas de la carcasa ni las pérdidas por ignición
• Los resultados de este ejercicio son los costos marginales de vapor del sistema y los flujos de vapor que pasan por las válvulas de alivio de presión
Ejercicio - Consignas

99
Ejercicio - Respuestas Steam System Assessment Tool Current Operation
168.4 t/h Emissions t/yCO2 368484SO2 2677NOx 1029
BlowdownTypical Eastern Coal (Bituminous) 8.4 t/h
160.0 t/h Steam Leaks 0.0 t/h300 C 0.0 t/h To MP
100% dryHP 6.2 t/h 6.2 t/h 0.0 t/h 0.0 t/h
35.0 t/h 15.0 t/h 103.8 t/h 0.0 t/h 20 barg Users Traps Unrecovered 0.0 t/h300 C Condensate
0.0 t/h 100% dry 6.2 t/h 0.0 t/h2263 kW 3633 kW 0 kW
Steam Leaks 0.0 t/h 0.0 t/h35.0 t/h MP Flash 0.0 t/h To LP287 C 0.0 t/h
MP 35.0 t/h 35.0 t/h 17.5 t/h 0.0 t/h
0.0 t/h Condensing 0.0 t/h 10 barg Users Traps Unrecovered 17.5 t/hSection 287 C Condensate
0.0 t/h 100% dry 17.5 t/h 0.0 t/h0 kW
0.15 baraSteam Leaks 17.5 t/h
0.0 t/h LP Flash LP Vent 0.0 t/h276 C -0.9 barg 0.0 t/h 0.0 t/h
LP 90.0 t/h 90.0 t/h 45.0 t/h
2 barg Users Traps Unrecovered168.4 t/h Vent Vent 214 C Condensate 62.5 t/h107 C 0.0 t/h 13.8 t/h 0.0 t/h 100% dry 45.0 t/h
100 C54 C 62.5 t/h
154.7 t/h 15.0 t/h Economic Summary based on 8760 hrs/yr $ '000s/yr56 C Power Balance
100 C Generation62.5 t/h Demand
0.0 t/h Import77.2 t/h 30 C To LP Blowdown Unit Cost 6,439
20 C 0 kW 0 kW Make-up 8.4 t/h Fuel Balance77.2 t/h Boiler
20 C 20 C 0.0 t/h Unit Cost 20,0950.0 t/h Make-Up Water
0.0 t/h FlowCond Tk Vent 215 C Unit Cost 507
8.4 t/h 8.4 t/h 8.4 t/h Total Operating Cost 27,040
0.0 t/h
Trap Losses0.0 t/h
3643 kW
$0.75/m3
7000 kW$0.1050/kWh
15.3 t/h$150/t
Model Status : OK
Heat Loss
SSAT 3 Header Students Example
77 m3/h
12896 kW
Heat Loss
5896 kW
Trap Losses0.0 t/h
Trap Losses
eff = 85% 0 kW
135469 kW15.3 t/h
58289 kW
Heat Loss0 kW
0 kW
21761 kW
Boiler
Deaerator
T
Cond Tank
HP - MPHP - LPHP - Cond
MP - LP
T
T

100
Ejercicio - Respuestas HP
35.0 t/h
0.0 t/h
35.0 t/h287 C
MP
0.0 t/h
0.0 t/h
0.0 t/h276 C
LP
17.2815.7212.04
MP ($/t)LP ($/t)
HP ($/t)
Marginal Steam Costs(based on current operation)

101
Steam System Assessment Tool
• Recuperación de la energía de la purga
• Usando el modelo del SSAT desarrollado para el sistema general de vapor, determine el impacto económico que tendría la recuperación de la energía térmica de la purga de la caldera
• Presente cada una de las áreas que exhiben un impacto económico que contribuya a los resultados
Ejercicio - Consignas
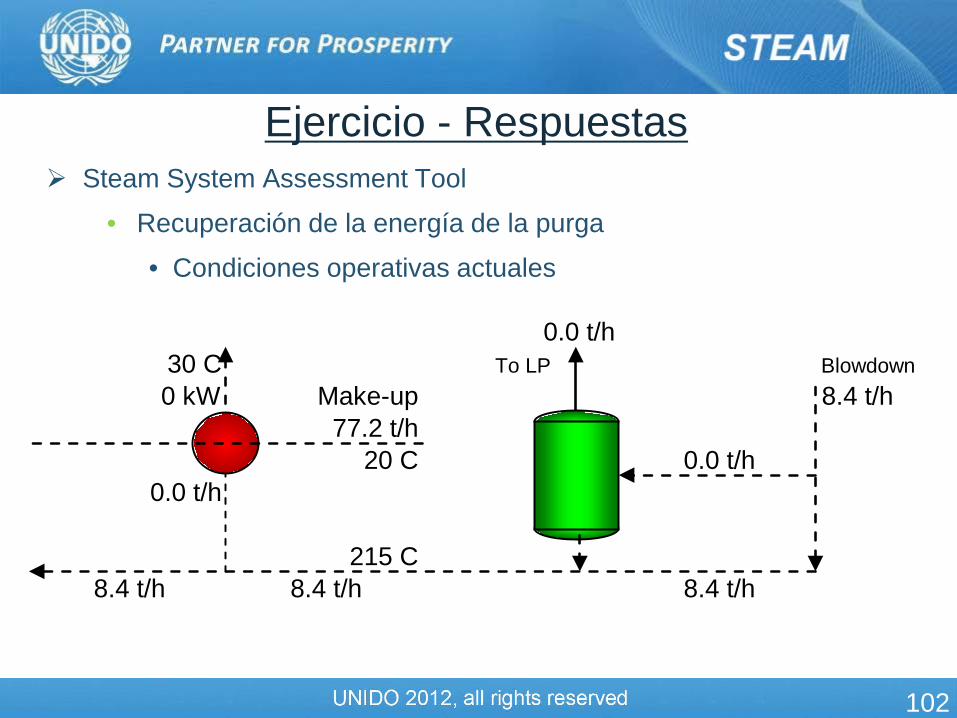
102
Steam System Assessment Tool
• Recuperación de la energía de la purga
• Condiciones operativas actuales
Ejercicio - Respuestas
0.0 t/h30 C To LP Blowdown0 kW Make-up 8.4 t/h
77.2 t/h20 C 0.0 t/h
0.0 t/h
215 C8.4 t/h 8.4 t/h 8.4 t/h

103
Steam System Assessment Tool
• Recuperación de la energía de la purga
• Proyectos (5 y 12) condiciones del modelo
Ejercicio - Respuestas
1.4 t/h30 C To LP Blowdown
837 kW Make-up 8.3 t/h75.7 t/h
20 C 8.3 t/h6.9 t/h
134 C0.0 t/h 6.9 t/h 0.0 t/h

104
Steam System Assessment Tool
• Recuperación de la energía de la purga
• Resultados
Ejercicio - Respuestas
Cost Summary ($ '000s/yr)Power Cost -1.4%Fuel Cost 1.7%Make-Up Water Cost 1.9%Total Cost (in $ '000s/yr) 1.0%
On-Site EmissionsCO2 Emissions 1.7%SOx Emissions 1.7%NOx Emissions 1.7%
Power Station EmissionsCO2 Emissions -SOx Emissions -NOx Emissions -Note - Calculates the impact of the change in site power import on emissions from an external power station. Total reduction values are for site + power station
-1 t/yr 16 t/yr
Reduction After Projects-595 t/yr 5679 t/yr-2 t/yr 44 t/yr
Total Reduction
2677 t/yr 2631 t/yr 46 t/yr1029 t/yr 1011 t/yr 18 t/yr
Current Operation After Projects368484 t/yr 362210 t/yr
497 1027,040 26,776 264
Current Operation After Projects6,439 6,526 -88
Model Status : OKReduction
Reduction6274 t/yr
20,095 19,753 342507

105
Steam System Assessment Tool
• Recuperación de la energía de la purga
• Comparación turbina AP-BP
Ejercicio - Respuestas
103.8 t/h
3633 kW
P Flash0.0 t/h
P Flash L 0.0 t/h
HP - LP
101.0 t/h
3538 kW
Flash.0 t/h
Flash L .4 t/h
HP - LP
actual Operaciones
Proyectos (5 y 12 Operaciones

106
Steam System Assessment Tool
• Recuperación de la evaporación súbita del condesado
• Usando el modelo del SSAT desarrollado para el sistema general de vapor, determine el impacto económico que tendría la recuperación del vapor evaporado súbitamente proveniente del sistema de recuperación de condensado
• Presente cada una de las áreas que exhiben un impacto económico que contribuya a los resultados
Ejercicio - Consignas
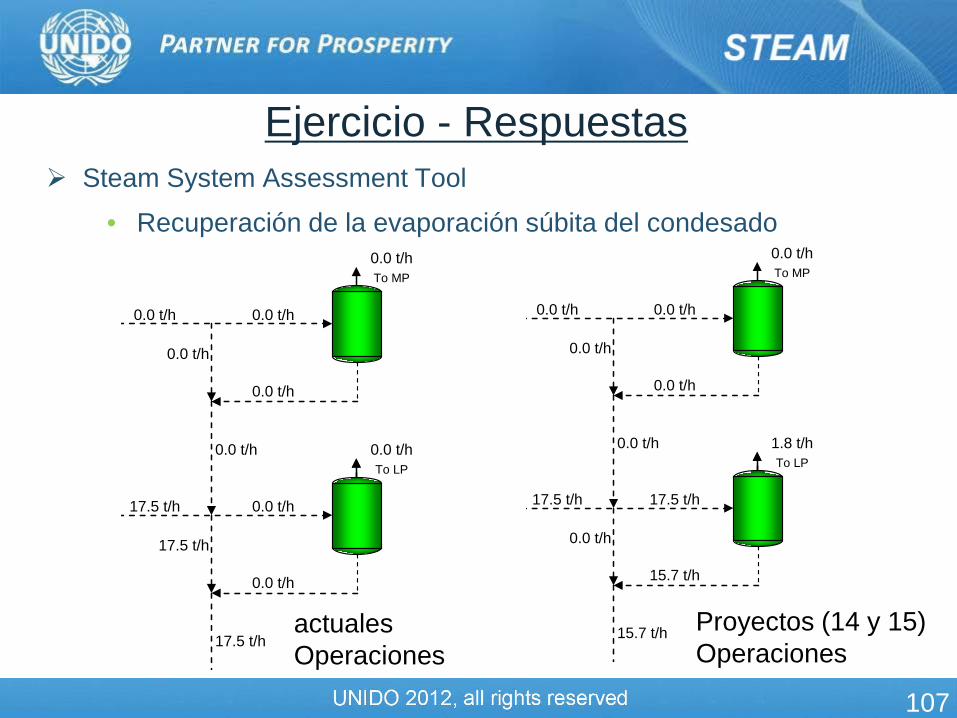
107
Steam System Assessment Tool
• Recuperación de la evaporación súbita del condesado
Ejercicio - Respuestas
0.0 t/hTo MP
0.0 t/h 0.0 t/h
0.0 t/h
0.0 t/h
0.0 t/h 0.0 t/hTo LP
17.5 t/h 0.0 t/h
17.5 t/h
0.0 t/h
17.5 t/hactuales Operaciones
0.0 t/hTo MP
0.0 t/h 0.0 t/h
0.0 t/h
0.0 t/h
0.0 t/h 1.8 t/hTo LP
17.5 t/h 17.5 t/h
0.0 t/h
15.7 t/h
15.7 t/h Proyectos (14 y 15) Operaciones
108
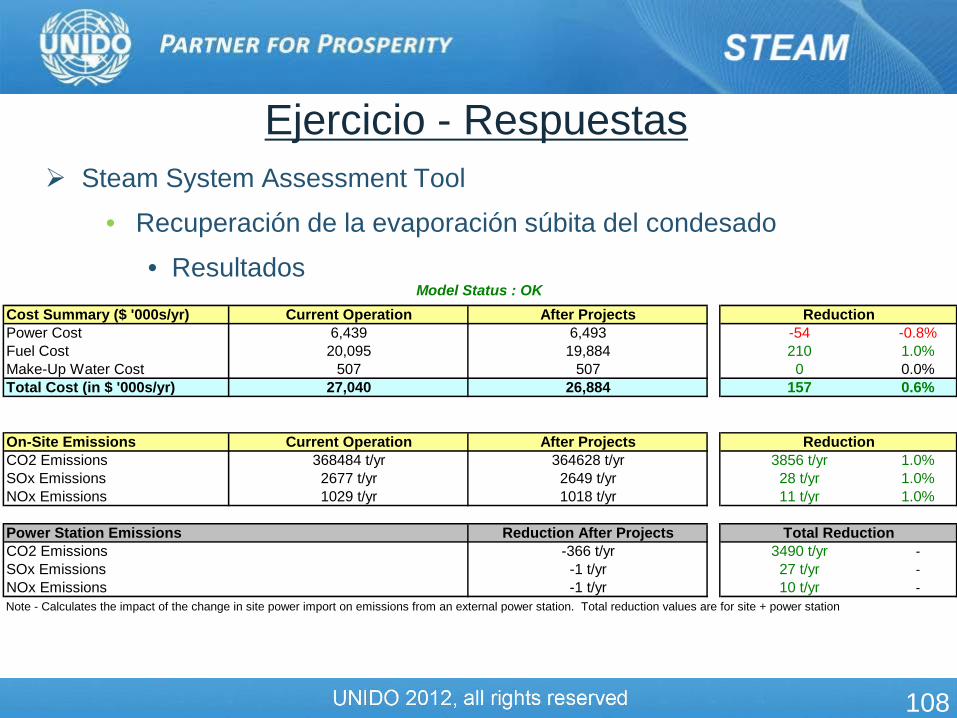
Steam System Assessment Tool
• Recuperación de la evaporación súbita del condesado
• Resultados
Ejercicio - Respuestas
Cost Summary ($ '000s/yr)Power Cost -0.8%Fuel Cost 1.0%Make-Up Water Cost 0.0%Total Cost (in $ '000s/yr) 0.6%
On-Site EmissionsCO2 Emissions 1.0%SOx Emissions 1.0%NOx Emissions 1.0%
Power Station EmissionsCO2 Emissions -SOx Emissions -NOx Emissions -Note - Calculates the impact of the change in site power import on emissions from an external power station. Total reduction values are for site + power station
-1 t/yr 10 t/yr
Reduction After Projects-366 t/yr 3490 t/yr-1 t/yr 27 t/yr
Total Reduction
2677 t/yr 2649 t/yr 28 t/yr1029 t/yr 1018 t/yr 11 t/yr
Current Operation After Projects368484 t/yr 364628 t/yr
507 027,040 26,884 157
Current Operation After Projects6,439 6,493 -54
Model Status : OKReduction
Reduction3856 t/yr
20,095 19,884 210507
109
Steam System Assessment Tool
• Demanda de vapor
• El agua del proceso se calentaba innecesariamente de 40 ºC a 70 ºC con vapor de baja presión
• La trampa de vapor del intercambiador de vapor funciona correctamente y descarga líquido saturado
• El vapor que ingresa en el intercambiador de vapor proviene del sistema de baja presión y tiene las condiciones del cabezal al BP - las pérdidas de la transferencia de calor de este ramal son despreciables
• La tasa de flujo del agua del proceso es de ~ 400 l/min
• Determine el impacto sobre el costo operacional del sistema si se eliminara esta demanda de vapor
Ejercicio - Consignas

110
( )
( )
kWQ
Q
TTCmQ
water
water
waterinoutwaterpwaterwater
8.8296014070182.42.992
000,1400
_
=
×−×××=
−=
Flujo de agua: 400 L/min
Ti = 40°C
Te = 70 °C
En las trampas de vapor entra condensado líquido saturado a 2 barg
Suministro de vapor al cabezal = 2 bares de BP
Ejercicio - Respuestas

111
Ahorros energéticos = 829,8 kW
Vapor ahorrado = 1,281 * 8.760 = 11.222 toneladas/año
Costo unitario de la generación de vapor: $ 12,04 por tonelada
Ahorros de costos anuales ~ $ 135.000
Se puede hacer el mismo análisis con el proyecto 1 del SSAT - Ahorros de la demanda de vapor
( )
( )
hr 281,1
600,35.561894,2
8.829
kgm
m
hhngsEnergySavim
steamsaved
steamsaved
condensatesteamsteamsaved
=
×−
=
−=
Ejercicio - Respuestas

112
ahorros de la demanda de vapor
• Resultados
Ejercicio - Respuestas
Cost Summary ($ '000s/yr)Power Cost -0.7%Fuel Cost 0.9%Make-Up Water Cost 0.9%Total Cost (in $ '000s/yr) 0.5%
On-Site EmissionsCO2 Emissions 0.9%SOx Emissions 0.9%NOx Emissions 0.9%
Power Station EmissionsCO2 Emissions -SOx Emissions -NOx Emissions -Note - Calculates the impact of the change in site power import on emissions from an external power station. Total reduction values are for site + power station
-1 t/yr 8 t/yr
Reduction After Projects-305 t/yr 2911 t/yr-1 t/yr 22 t/yr
Total Reduction
2677 t/yr 2653 t/yr 23 t/yr1029 t/yr 1020 t/yr 9 t/yr
Current Operation After Projects368484 t/yr 365268 t/yr
502 527,040 26,905 135
Current Operation After Projects6,439 6,484 -45
Model Status : OKReduction
Reduction3216 t/yr
20,095 19,919 175507

113
Steam System Assessment Tool
• Turbina de vapor versus motor eléctrico
• Determine el impacto económico proveniente del remplazo de un motor eléctrico de 100 kW usado para impulsar el proceso por una turbina de vapor
• Suponga que la turbina del proceso operará en forma continua entre los sistemas de alta y de media presión
• La eficiencia isentrópica de la turbina es del 35 %
Ejercicio - Consignas

114
Steam System Assessment Tool
• Turbina de vapor versus motor eléctrico
• Condiciones operativas actuales
Ejercicio - Respuestas
HP
35.0 t/h
0.0 t/h
35.0 t/h287 C
MP
0.0 t/h
0 kW
HP - MP

115
Steam System Assessment Tool
• Turbina de vapor versus motor eléctrico
• Condiciones de funcionamiento cambiantes
Ejercicio - Respuestas
Do you wish to add an HP to MP turbine?
→ If yes, select the appropriate turbine operating mode ←
→ Specify a new isentropic efficiency (%) 35 % ←Note: A generator electrical efficiency of 100% is assumed by the model
→ Option 2 - How do wish to define the fixed turbine operation? ←
Option 2 - Fixed steam flow 50 t/h→ Option 2 - Fixed power generation 100 kW ←
Project 8 - HP to MP Steam Turbine(s)Not installed
Yes, install a new turbine
Option 2 - Fixed operation
Specify fixed power generation
116
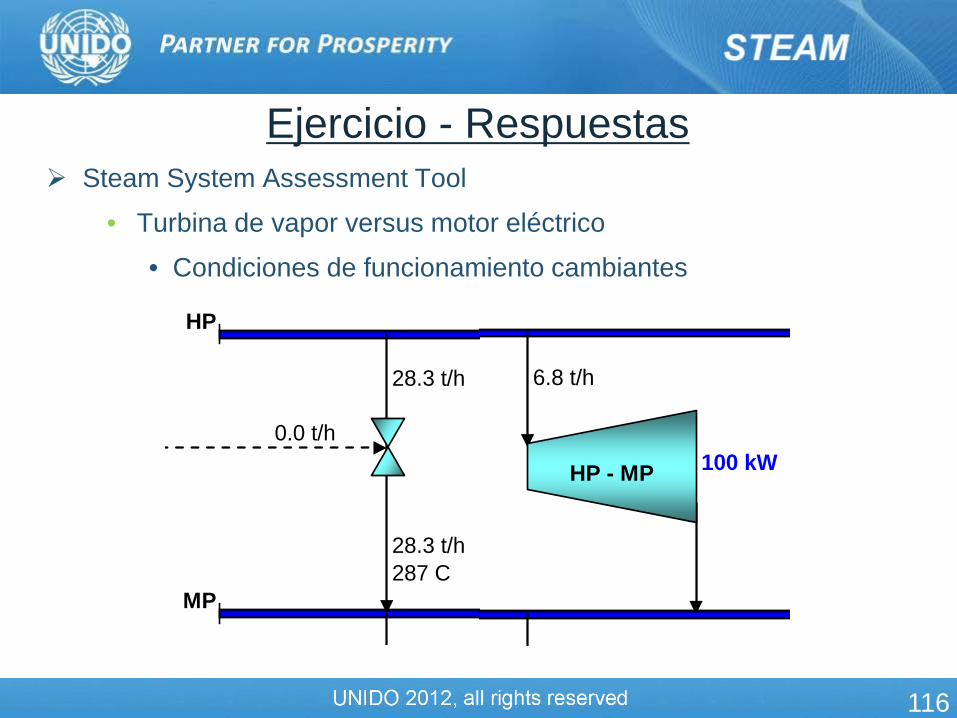
Steam System Assessment Tool
• Turbina de vapor versus motor eléctrico
• Condiciones de funcionamiento cambiantes
Ejercicio - Respuestas
HP
28.3 t/h
0.0 t/h
28.3 t/h287 C
MP
6.8 t/h
100 kW
HP - MP

117
Steam System Assessment Tool
• Turbina de vapor versus motor eléctrico
• Resultados
Ejercicio - Respuestas
Cost Summary ($ '000s/yr)Power Cost 1.4%Fuel Cost -0.1%Make-Up Water Cost -0.1%Total Cost (in $ '000s/yr) 0.3%
On-Site EmissionsCO2 Emissions -0.1%SOx Emissions -0.1%NOx Emissions -0.1%
Power Station EmissionsCO2 Emissions -SOx Emissions -NOx Emissions -Note - Calculates the impact of the change in site power import on emissions from an external power station. Total reduction values are for site + power station
1 t/yr 0 t/yr
Reduction After Projects627 t/yr 223 t/yr2 t/yr -1 t/yr
Total Reduction
2677 t/yr 2680 t/yr -3 t/yr1029 t/yr 1030 t/yr -1 t/yr
Current Operation After Projects368484 t/yr 368888 t/yr
508 -127,040 26,970 70
Current Operation After Projects6,439 6,346 92
Model Status : OKReduction
Reduction-404 t/yr
20,095 20,117 -22507

118
Steam System Assessment Tool
• 3E Plus - Problemas de aislamiento de las tuberías
• Una de las unidades de proceso recibe vapor de media presión a través de un cabezal con un diámetro nominal de 150 mm
• Se observó que una sección del cabezal de 10 m de largo no está aislada, a consecuencia de una actividad de mantenimiento anterior
• El resto del sistema de tuberías está cubierto con un aislamiento de 50 mm de ancho de 50 mm de silicato de calcio y con una cubierta de aluminio
• Las condiciones ambientales son las habituales para una instalación industrial
• Las tubería están en la parte exterior de se encuentran en el exterior del puente de tuberías
Ejercicio - Consignas

119
Ejercicio - Respuestas

120
Ejercicio - Respuestas

121
( )
yrtonneyrkgSavings
yrkg
kJkg
yrGJFuelsaved
yrGJ
yrhr
hrs
skJFuelsaved
kWQsaved
$717,5000,11$0.150115,38
115,38000,1000,1890,3115.215,1
5.215,1851.01760,8600,3 8.32
8.32101.235511,3
=××=
=×××=
=×××=
=×−=
Ejercicio - Respuestas

122
( ) ( )
kW
m
Q
Q
LqQ
total
mW
mW
total
totallengthpertotal
8.32
100.235511,3
=
−=
=
Si se calcula el impacto energético como "costo de vapor":
Ejercicio - Respuestas
17.2815.7212.04
MP ($/t)LP ($/t)
HP ($/t)
Marginal Steam Costs(based on current operation)

123
( ) ( )
hrkg
skg
steam
kgkJ
kgkJ
condensatesteam
totalsteam
m
hhQ
m kW
8.52015.0
5.7818.019,38.32
==
−=
−=
Ejercicio - Respuestas
Ubicación Temperatura
(⁰C)
Volumen específico
(m3/kg)
Entalpía (kJ/kg)
Calidad (%)
Presión (bar [g])
Vapor 287 0,22760 3.019,8 **** 10,00
Vapor saturado 184 0,17730 2.781,0 100,0 10,00
Líquido saturado 184 0,00113 781,5 0,0 10,00

124
( )
( ) yryrhrs
hrsteam
kgtonne
tonnehrkg
steam
steamsteamsteam
K
K
kmK
$1
760,8$
$
271,783.0
000,1172.158.52
==
=
=
También se puede usar el proyecto de demanda de vapor del SSAT
Si sabemos el costo del vapor
Ejercicio - Respuestas

125
Evaluación energética de los sistemas de vapor industrial

126
Ejemplo - Informe de evaluación de energía del vapor del Departamento de energía de los Estados Unidos
Información general sobre la planta
• Tipo de industria
• Tamaño
• Ubicación
• Personal de la planta
• Experto en energía
Informes de la evaluación energética

127
Información básica sobre la planta
128
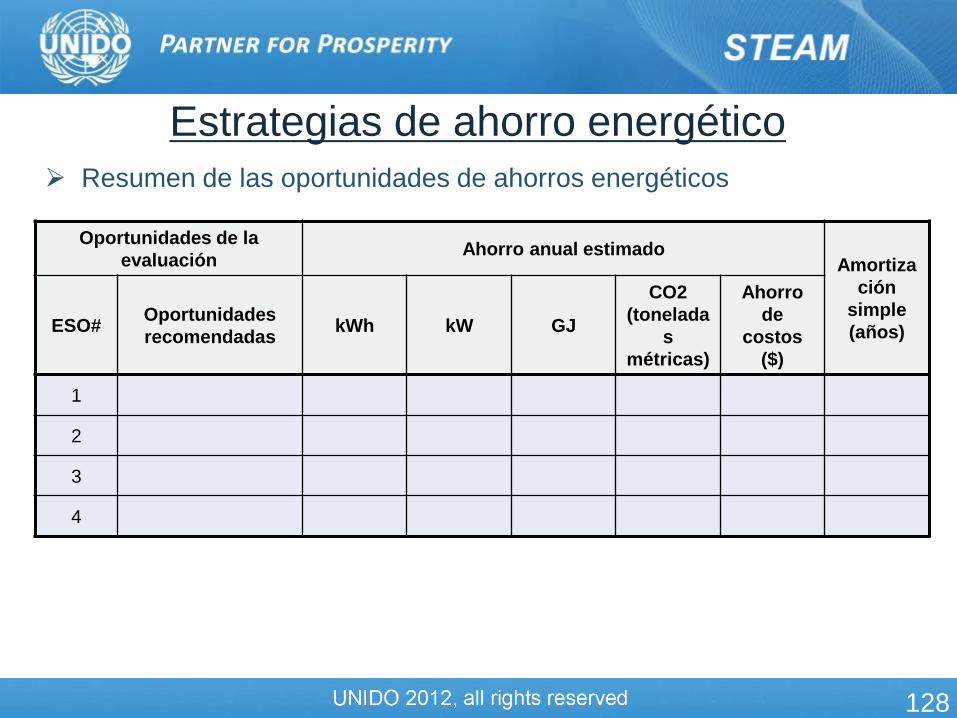
Estrategias de ahorro energético
Oportunidades de la evaluación Ahorro anual estimado
Amortización
simple (años) ESO# Oportunidades
recomendadas kWh kW GJ
CO2 (tonelada
s métricas)
Ahorro de
costos ($)
1
2
3
4
Resumen de las oportunidades de ahorros energéticos

129
Las recomendaciones cualitativas tienen que abarcar
• Todas las oportunidades que NO se evaluaron durante la evaluación pero que podrían implementarse en la planta
• Las áreas con proyectos cuya implementación NO puede cuantificarse en términos de ahorros energéticos
Recomendaciones cualitativas 1. Continuar con el programa de gestión de trampas de vapor
2. Aumentar el retorno de condensado al área de conservación
3. Reducir la cantidad de vapor que se quema como vapor sobrante
4. Reducir la cantidad de vapor del tanque de ecualización
5. Instalación de cogeneración de energía térmica y eléctrica (CHP)
6. Optimización del sistema de vapor
7. Calibración de los instrumentos
8. Instrumentos portátiles que debe usar el director de la evaluación
9. Seguimiento continuo y seguimiento de la tendencia del desempeño del equipo

130
Hay que destacar las mejores prácticas observadas en la planta
El experto en energía debería fomentar esta práctica
Hay que felicitar a la planta por estos triunfos
Mejores prácticas observadas

131
Hay que describir cada una de las oportunidades de ahorros energéticos detalladamente:
• Información básica
• Recomendación exacta
• Ahorros estimados
• Metodología usada para calcular los ahorros
• Costos de implementación
• Metodología usada para calcular los costos de implementación
• Próximas acciones tendientes a la implementación
Oportunidad de ahorros energéticos

132
13 GJ/ft2/año $ 500
124 GJ/ft/año $ 2.000/año
Ejemplo de metodología de cálculo de ahorros

133
Algunas aplicaciones específicas "comunes" aplicaciones específicas
Turbinas de extracción
Calderas de recuperación del calor residual
Intercambiadores de calor
termocompresores
enfriadores por absorción

134
Turbinas de vapor de extracción Las turbinas de extracción requieren un tratamiento especial en el
modelo del SSAT
Turbinas de extracción
Flujo de extracción

135
Turbinas de vapor de extracción Un enfoque simple puede resultar en representación sólida del
sistema pero con cambios termodinámicos ligeros
Turbinas de extracción
Vapor a alta presión
Vapor a media presión
Vapor a baja presión
Configuración del modelo del SS
136
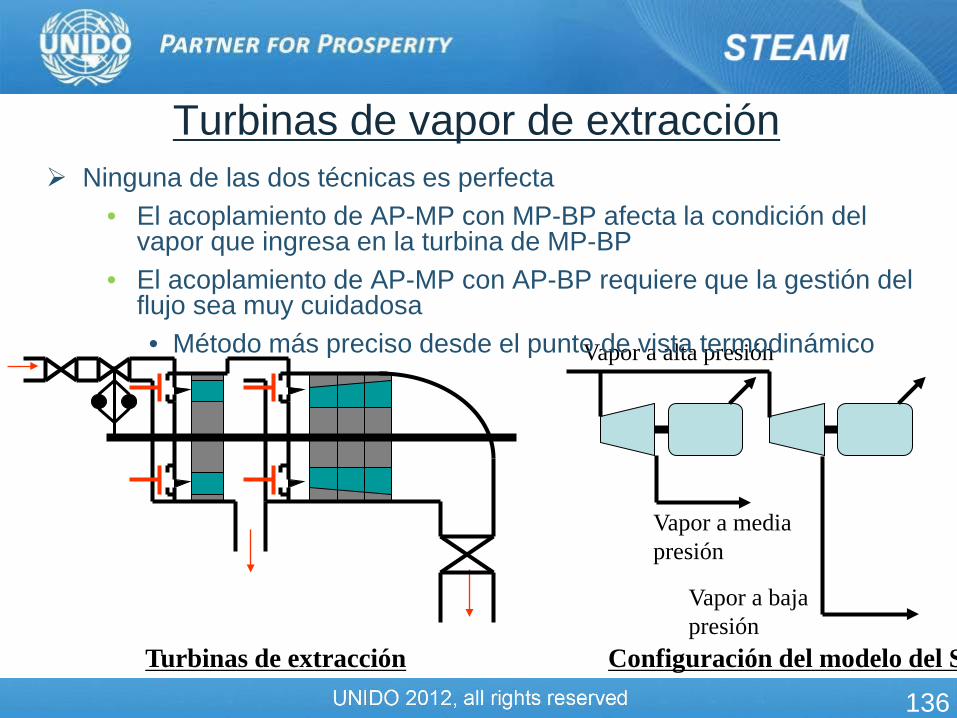
Turbinas de vapor de extracción
Turbinas de extracción
Vapor a baja presión
Configuración del modelo del S
Vapor a alta presión
Vapor a media presión
Ninguna de las dos técnicas es perfecta • El acoplamiento de AP-MP con MP-BP afecta la condición del
vapor que ingresa en la turbina de MP-BP • El acoplamiento de AP-MP con AP-BP requiere que la gestión del
flujo sea muy cuidadosa • Método más preciso desde el punto de vista termodinámico

137
Turbinas de vapor de extracción-condensación
Turbinas de extracción Configuración del modelo del S
Vapor a alta presión
Vapor de extracción
Condensador

138
Calderas de recuperación del calor residual Las calderas de recuperación del calor residual (WHR) tienen
distintas formas según la fuente de calor residual
• Los generador de vapor de recuperación de calor (HRSGs) en los escapes de las turbinas de combustión
• Reacciones exotérmicas en un proceso
• Calor de la combustión de líquidos residuales, etc, en un incinerador
• Recuperación de productos químicos
• Pérdidas de la chimenea del calentador de un proceso, de un horno, etc.
En la mayoría de los casos, las calderas de recuperación del calor residual no son las calderas de mayor impacto
En muchos casos, las calderas de recuperación del calor residual general vapor a presión media o baja
139
Calderas de recuperación del calor residual Principales interrogantes que hay que responder al analizar una
caldera de recuperación del calor residual
• ¿Las calderas de recuperación del calor residual pueden producir más vapor?
• Si sí, ¿El sistema de vapor conservará el balance desde el punto de vista de la demanda y del suministro?Si la respuesta es sí, entonces es el sistema de vapor equilibrio de una perspectiva de la oferta y la demanda?
• ¿El vapor producido por la calderas de recuperación del calor residual podría compensar el vapor que produce una caldera de combustible?
Desde el punto de vista del modelo, en el caso de las calderas de recuperación del calor residual, conviene usar el proyecto 1 - ahorros de la demanda del vapor, en caso de que en la planta haya una caldera de mayor impacto que funciona con combustible cuya carga

140
Operación del intercambiador de calor
T
P
Intercambiador de calor del proceso
Trampa de vapor
Válvula de
derivación
Válvula de control

141
Desempeño del intercambiador de calor
0
20
40
60
80
100
120
0 0.2 0.4 0.6 0.8 1
HX Length
Tem
pera
ture
(°C
)
Steam / Condensate
Water / Feed

142
Desempeño del intercambiador de calor
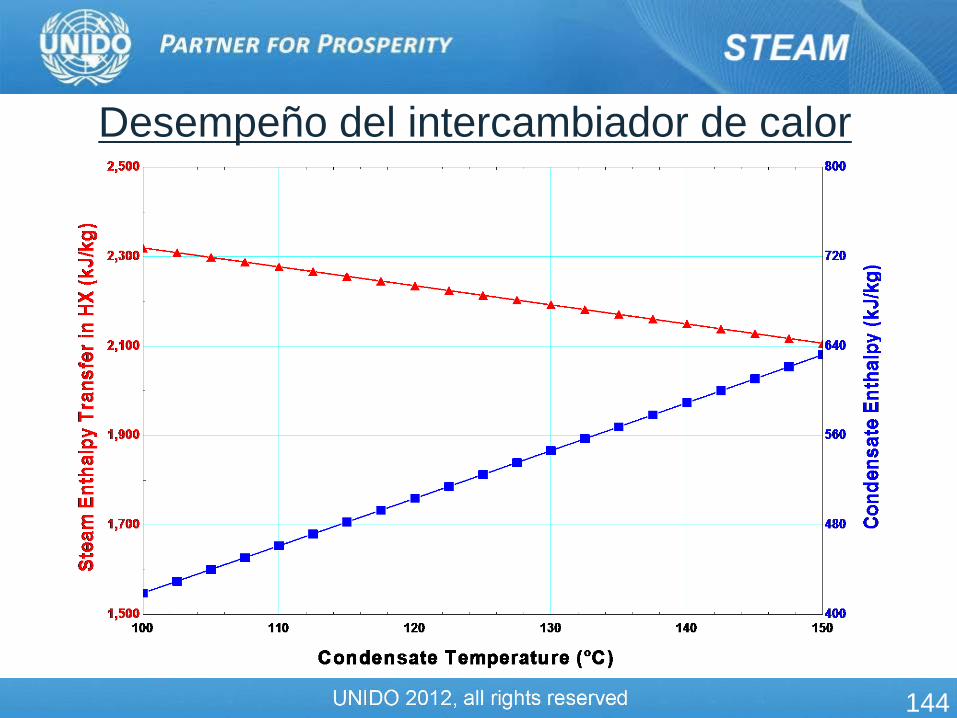
Las incrustaciones del intercambiador de calor causan los siguientes inconvenientes:
• Aumento de la temperatura del impulso (vapor)
• Aumento de la presión del vapor
• Aumento de la entalpía del condensado
• Reducción de la diferencia de la entalpía (vapor y condensado)
• Mayor masa de flujo de vapor necesaria para el mismo régimen de vapor
• Si no se recopila de condensado - mayores inconvenientes
• Si el condensado sale a la atmósfera como vapor evaporado súbitamente (pérdidas de energía por el aumento de la evaporación súbita)
( )condsteamsteam hhmQ −= *

143
Desempeño del intercambiador de calor
144
Desempeño del intercambiador de calor

145
Desempeño del intercambiador de calor

146
termocompresores Permiten que se mejore el
vapor (residual) de baja presión a vapor de media presión, reduciendo en consecuencia la cantidad de vapor de alta presión necesaria
Además, la compresión mecánica de vapor puede ser una alternativa a los termocompresores
1
2
3
1
2
3

147
Evaporadores y uso de los termocompresores
Jim Munch, JMPS
Típico - triple efecto
Con termocompresor

148
Termocompresor de cuádruple efecto
Jim Munch, JMPS
¿Contaminación en el condensado?
Diferencia de temperatura / relación de presión
Depende mucho de la aplicación y del sitio

149
Análisis de termocompresor El análisis del termocompresor requiere una comprensión profunda de
las necesidades del proceso Identifique la proveniencia del vapor residual (o de baja presión) que
se está venteando Identifique un proceso que requiera vapor y que se esté alimentado
con vapor de alta o de media presión Identifique el vapor propulsor (por lo general, el vapor de mayor
presión) de la planta Pídale a un fabricante que lo ayuda a seleccionar un termocompresor
de acuerdo con: • Relaciones de presión • Flujos de vapor

150
Enfriadores por absorción
Condensador
Subenfriador
Depósito
Compresor
Evaporador
HGBP
HGBP
Agua de enfriamiento
Agua de enfriamiento Agua refrigerada

151
Enfriadores por absorción
Condensador
Subenfriador
Depósito
Com
pre
sor
Térm
ico
Evaporador
Agua de enfriamiento
Agua de enfriamiento Agua refrigerada
Absorbedor Agua de enfriamiento
Generador Entrada de calor

152
NO IMPRIMIR ESTA DIAPOSITIVA
En esta sección hay varios estudio de casos. De acuerdo con la audiencia y con la aplicabilidad de los
proyectos posibles en la planta ANFITRIONA y el país, los profesores deben elegir dos o tres estudios de casos que sirvan para demostrar los proyectos de optimización de sistemas de vapor en la industria Los estudios de caso adicionales pueden dejarse como
material de referencia para los participantes

153
Estudio de casos
Chrysler Corporation - Optimización del sistema de vapor Del Monte Foods 1 - Economizadores
Del Monte Foods 2 - Turbinas de contrapresión Refinería 1 - turbinas de vapor / motores eléctricos
Planta de fertilizantes - Impacto de los desobrecalentadores Refinería 2 - Optimización de la extracción de vapor
Planta de alimentos - Aplicación de la bomba de calor

154
Planta: St. Louis Assembly Plant, St. Louis, MO, USA
Evaluación y optimización de la planta de vapor
Especificaciones de la planta de calderas
• 4 calderas
• Capacidad total: 185 Toneladas/hr
• Combustible: Gas natural y gas de vertedero (originalmente - carbón)
• Presión: 10 bares
• Producción de vapor saturado
• 3 enfriadores centrífugos impulsados por turbinas de condensación (4.300 RT cada uno)
Estudio de caso – Chrysler Corporation

155
Prácticas operativas generales de la planta • Gran cantidad de instrumentos de medición en la planta que
permiten calcular el balance de masa y de energía, y hacer análisis en forma detallada
• Fácil disponibilidad de datos históricos y de la información sobre el diseño de los equipos
generación • Todas las calderas tienen controles automático del ajuste del
oxígeno • Todas las calderas tienen economizadores de recuperación del
calor del agua de alimentación distribución
• No hay fugas de vapor "visibles" - planta hermética • Buen aislamiento general
Usos finales • Excelentes prácticas PM en la planta de enfriamiento • Gestión de la carga entre las planta norte y sur en invierno
Recuperación
Mejores prácticas: resumen

156
Equipo central de la planta
Comprensión del vapor de la usina, del balance de la carga del enfriador y del uso de los procesos
Cuatro calderas de vapor a 10 bares
• Las calderas #1, #2 y #3 tiene una producción nominal de 50 Tph (máxima - 42 Tph)
• La caldera #4 tiene una producción nominal de 40 Tph (máxima - 35 Tph, solo con gas natural)
Tres enfriadores impulsados por turbinas de condensación - 4.300 RT
Doce enfriadores impulsados por motores eléctricos ~ 25.000 RT
Model toda la planta en el Steam System Assessment Tool
• Use el modelo de un cabezal de presión - turbina de generación y condensación
• Perfil de la carga - verano, temporada media, invierno
Enfoque de la evaluación SEN de vapor
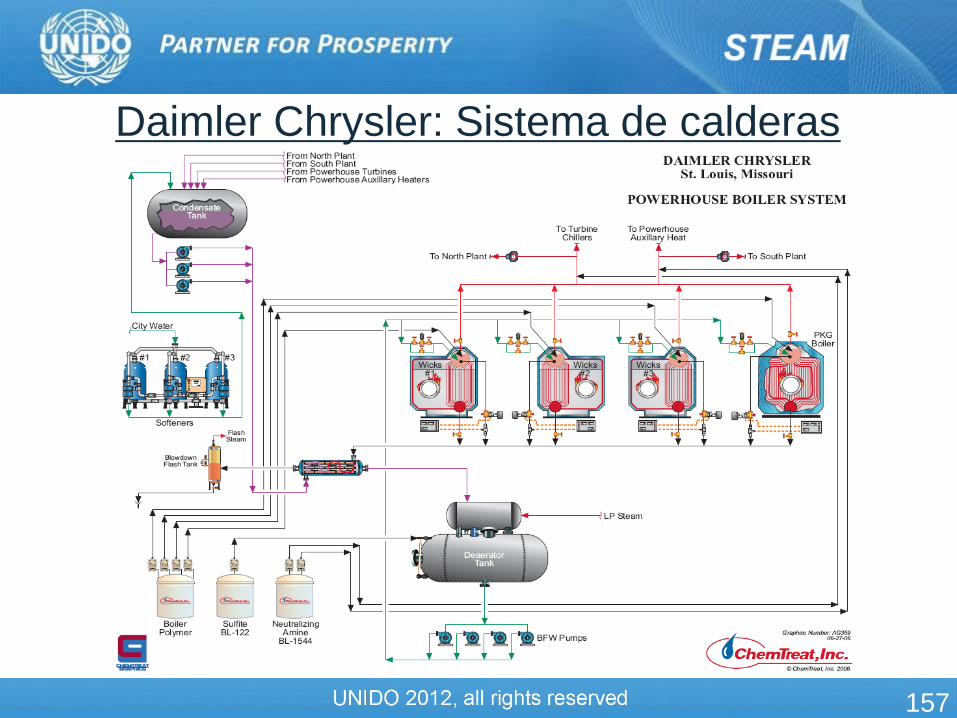
157
Daimler Chrysler: Sistema de calderas
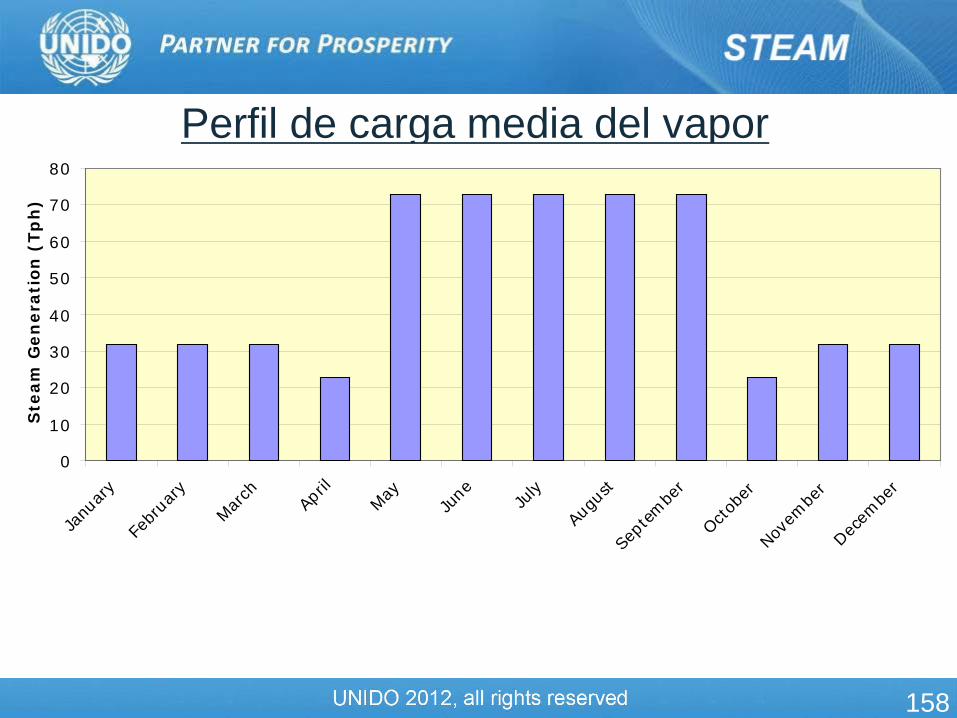
158
Perfil de carga media del vapor
0
10
20
30
40
50
60
70
80
Janu
ary
Febr
uary
March Ap
rilMay
June Ju
ly
Augu
st
Sept
embe
r
Octobe
r
Nove
mbe
r
Decem
ber
Ste
am G
ener
atio
n (
Tph
)
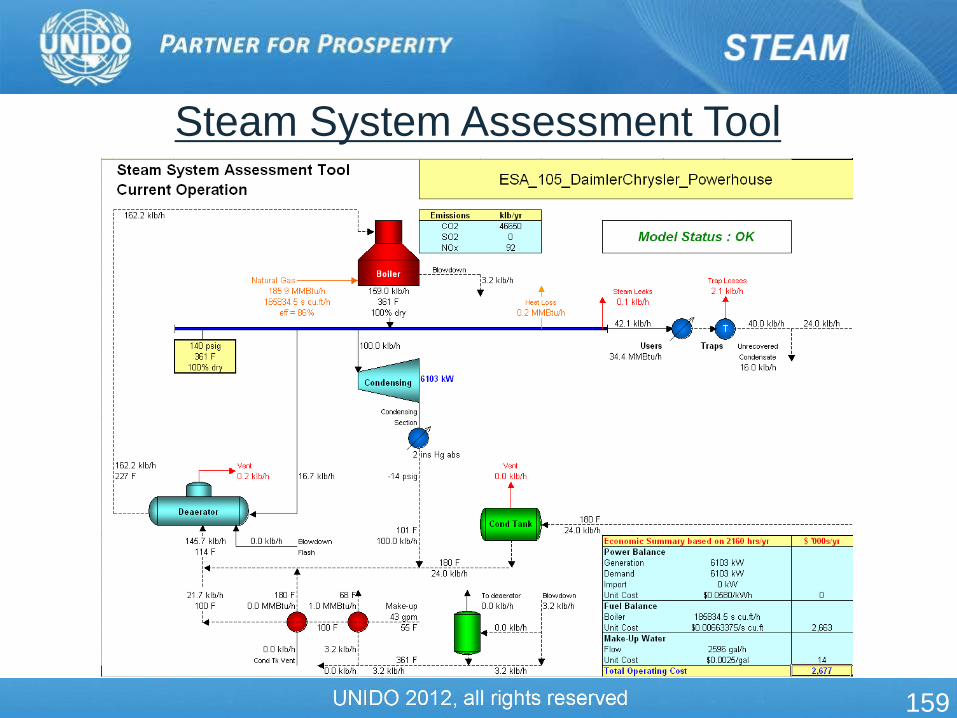
159
Steam System Assessment Tool

160
Resultados de la evaluación Save Energy Now (primer nivel de debida diligencia)
(1er nivel investigación, Fusiones-adquisiciones ) RESUMEN DE LA INFORMACIÓN DE LAS OPORTUNIDADES DE AHORROS ENERGÉTICOS
Oportunidades identificadas
Ahorros/año
$ kWh GJ Tipo de
combustible
N/M
Optimizar la operación de la caldera y estrateia de gestión de la carga 160.819 0 22.000 Gas natural N
Aumentar la presión operativa de la caldera en verano 39.474 0 5.400 Gas natural N
Reducir el nivel de oxígeno en los gases de la combustión de la caldera #1 68.421 0 9.360 Gas natural N
Mejorar el economizador de agua de alimentación de la caldera #1 84.211 0 11.520 Gas natural M
Reducir la purga de la caldera 5.848 0 800 Gas natural N
Implementar la recuperación del calor de la purga 21.053 0 2.880 Gas natural N
implementar un programa de gestión de las trampas de vapor 43.860 0 6.000 Gas natural N
Remplazar una turbina de condensado de vapor por un motor eléctrico 740.842 -6.000.000 135.000 Gas natural M
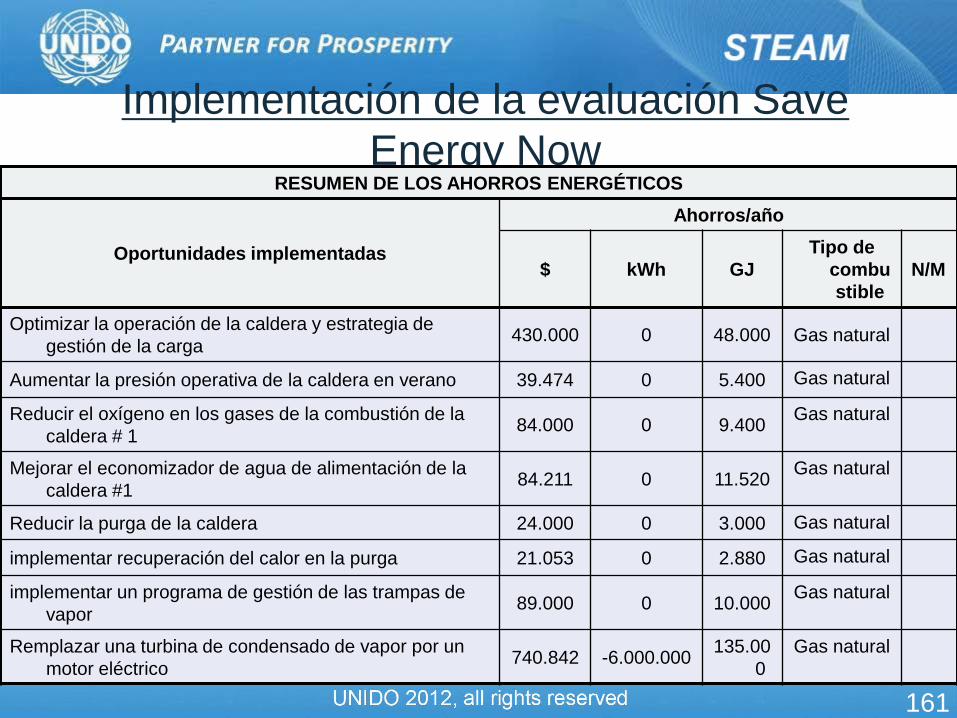
161
Implementación de la evaluación Save Energy Now
RESUMEN DE LOS AHORROS ENERGÉTICOS
Oportunidades implementadas
Ahorros/año
$ kWh GJ Tipo de
combustible
N/M
Optimizar la operación de la caldera y estrategia de gestión de la carga 430.000 0 48.000 Gas natural
Aumentar la presión operativa de la caldera en verano 39.474 0 5.400 Gas natural
Reducir el oxígeno en los gases de la combustión de la caldera # 1 84.000 0 9.400 Gas natural
Mejorar el economizador de agua de alimentación de la caldera #1 84.211 0 11.520 Gas natural
Reducir la purga de la caldera 24.000 0 3.000 Gas natural
implementar recuperación del calor en la purga 21.053 0 2.880 Gas natural
implementar un programa de gestión de las trampas de vapor 89.000 0 10.000 Gas natural
Remplazar una turbina de condensado de vapor por un motor eléctrico 740.842 -6.000.000 135.00
0 Gas natural
162
Elabore la operación de la caldera optimizada y de la estrategia de gestión de las cargas • Minimice la cantidad de calderas en operación
• No sacrifique la confiabilidad • Eficiencia de la carga parcial versus plena carga • Tareas
• Análisis de datos - 2,5 años • Desarrollo de escenarios de carga y de cómo manejarlas • evaluación del riesgo • Gestión y estudios de casos • Supervisión de la transición • Capacitación de los operadores • Protocolos de seguimiento y verificación
Optimización de la caldera: operación
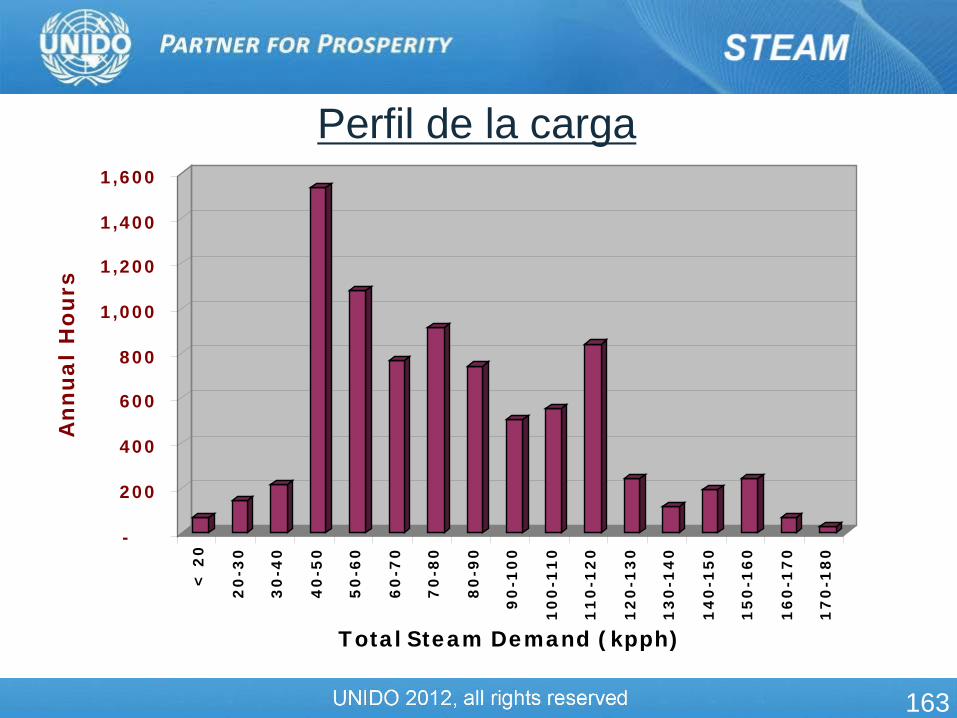
163
Perfil de la carga
-
200
400
600
800
1,000
1,200
1,400
1,600
Ann
ual
Hou
rs
< 2
0
20
-30
30
-40
40
-50
50
-60
60
-70
70
-80
80
-90
90
-10
0
10
0-1
10
11
0-1
20
12
0-1
30
13
0-1
40
14
0-1
50
15
0-1
60
16
0-1
70
17
0-1
80
Total Steam Demand (kpph)

164
Perfil de la carga
-
500
1,000
1,500
2,000
2,500
Ann
ual
Hou
rs
< 5
5-1
0
10
-15
15
-20
20
-25
25
-30
30
-35
35
-40
40
-45
45
-50
50
-55
55
-60
60
-65
Total Steam Demand (kpph)
Boiler 1Boiler 2Boiler 3Boiler 4
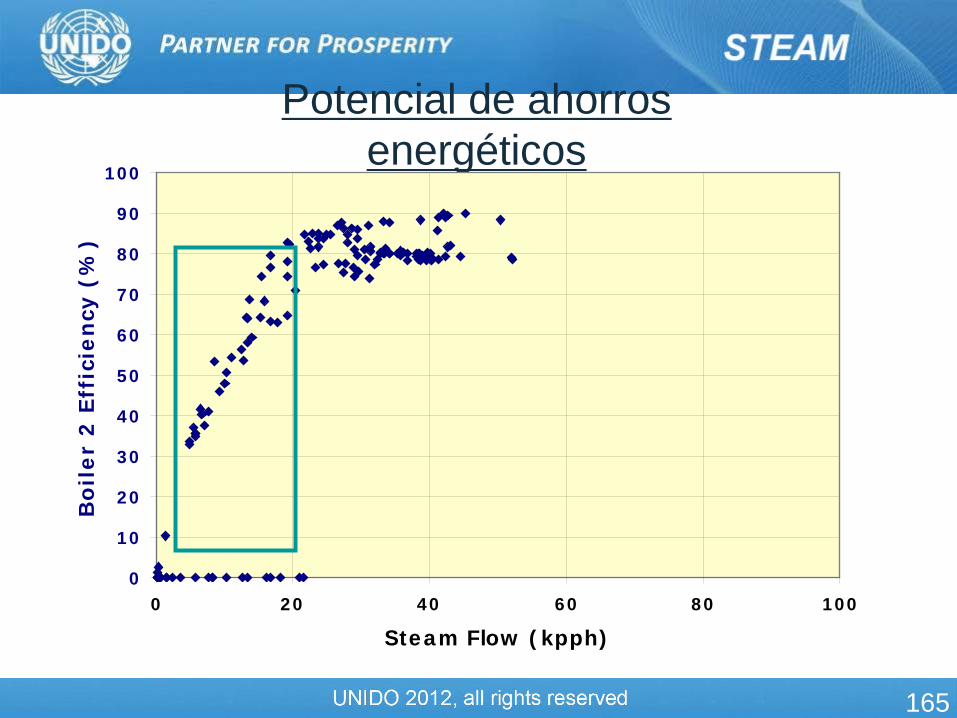
165
Potencial de ahorros energéticos
0
10
20
30
40
50
60
70
80
90
100
0 20 40 60 80 100
Steam Flow (kpph)
Boi
ler
2 Ef
fici
ency
(%
)

166
0
10
20
30
40
50
60
70
80
90
100
0 25 50 75 100 125 150 175 200
Total Steam Demand (kpph)
Boi
ler
Pla
nt E
ffic
ienc
y (%
Eficiencia de la planta de calderas

167
Hay que entender la operación de cada caldera en particular
• Eficiencia de la caldera
• Capacidades máximas y mínimas de combustión
Hay que entender las respuestas constantes y dinámicas
• Variaciones de la demanda de vapor con respecto a la media diaria
• Tiempos de respuesta de la caldera
• Modo de espera tibio
• arranque en frío, etc.
Facilidad de la operación
Confiabilidad de la operación
evaluación del riesgo de la planta de producción
Elaboración de la estrategia de optimización

168
Calderas #1, 2, 3 y 4
• Ensayos de arranque en tibio
• Ensayos de arranque en frío
• Ensayos de fuego mínimo
• Ensayos de fuego máximo
Ensayo del cabezal de presión
Relación entre la temperatura y el tiempo para el modo de espera en tibio de la caldera
Respuesta dinámica
análisis de riesgos
• Uso de vapor - procesos y no procesos
• Plantas norte y sur
Ensayos de campo

169
El trabajo con el operador de calderas de menos experiencia permite realizar los ensayos al mejor nivel de satisfacción
El operador debe trabajar de una manera equivalente a una situación de no-emergencia - de esta manera se lograrán los mayores tiempos de arranque
Como fechas de ensayos se eligieron un día sin actividad en al planta y und día con poca producción
Ensayos de campo

170
gestión de las cargas
• Usar todo el gas de vertedero disponible
• Usar las calderas más eficientes
• Se aplica principalmente a las condiciones de carga baja < 35 Tph
• Garantizar que la confiabilidad de las operaciones en todos los escenarios.
• Nivel de redundancia (n+1)
Mantener una caldera en modo de espera tibio todo en todo momento
• Eliminar las operaciones de las calderas con bajas cargas
• Similar a una "reserva rodante"
• Mantener un mínimo de 125 ºC en la cámara de los gases de la combustión
• Hacer funcionar la caldera que estaba en modo de espera durante un rato (15 20 minutos) para que las temperaturas dentro de la caldera
Estrategia de optimización

171
Estrategia de optimización
* Las calderas #2 y #3 pueden remplazarse por otra ** Indica una operación con gas natural únicamente
Carga de vapor (Tph)
Caldera #1 Caldera #2 Caldera #3* Caldera #4
0 – 25 MODO DE ESPERA APAGADO APAGADO ENCENDID
O
25 – 35 ENCENDIDO APAGADO APAGADO MODO DE
ESPERA
35 – 60 ENCENDIDO
MODO DE ESPERA APAGADO
ENCENDIDO (GAS
NATURAL) **
60 – 75 ENCENDIDO
ENCENDIDO
MODO DE ESPERA APAGADO
75 - ENCENDIDO
ENCENDIDO
ENCENDIDO
MODO DE ESPERA

172
Cantidad de calderas toberas en operación actualmente
-
1
2
3
4
12/31 1/30 3/1 3/31 4/30 5/30 6/29 7/29 8/28
Num
ber
of O
pera
ting
Boi
lers
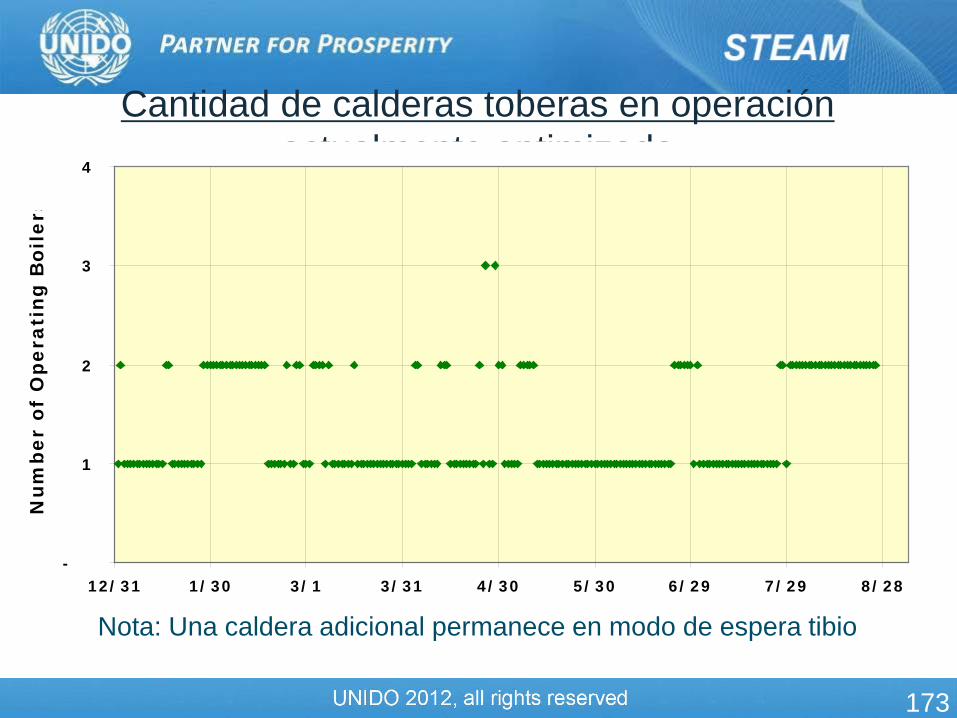
173
Cantidad de calderas toberas en operación actualmente optimizada
Nota: Una caldera adicional permanece en modo de espera tibio
-
1
2
3
4
12/31 1/30 3/1 3/31 4/30 5/30 6/29 7/29 8/28
Num
ber
of O
pera
ting
Boi
lers

174
Usos finales de vapor de las plantas norte y sur con impactos estacionales
evaluación del riesgo
Uso final de vapor Estación
Invierno Primavera Verano Otoño
Planta Norte
Limpieza del cuerpo (carrocería/pintura) ⃟ ⃟ ⃟ ⃟ tanque de fosfato ⃟ ⃟ ⃟ ⃟ Cabina de pulverización (recalentar) ⃟ ⃟ ⃟ ⃟ Color principal #1 y #2 (recalentar) ⃟ ⃟ ⃟ ⃟ Vapor de mantenimiento ⃟
Planta sur
Limpieza del cuerpo (carrocería/pintura) ⃟ ⃟ ⃟ ⃟ tanque de fosfato ⃟ ⃟ ⃟ ⃟ * Deshumidificador de cenizas ⃟ Control de la instalación (climatización)* ⃟ Cabina de pulverización (recalentar) ⃟ ⃟ ⃟ ⃟ Color principal #1 y #2 (recalentar) ⃟ ⃟ ⃟ ⃟ Vapor de mantenimiento ⃟ Calefacción de la instalación ⃟

175
Principales riesgos • Pérdida de la producción y tiempo de inactividad del equipo • Pérdida o daño del producto (impacto en la calidad)
Evento principal - Pérdida de vapor de 15 a 20 minutos Matriz de evaluación del riesgo de las plantas norte y sur
• Problemas estacionales • Carga de vapor • Nivel de riesgo e impacto
• Ninguno • Pequeño • Moderado • Alta
• Mitigación del riesgo (o eliminación) • Comentarios adicionales
evaluación del riesgo

176
Matriz de evaluación de riesgos

177
Comparación de la eficiencia de la caldera
-
10
20
30
40
50
60
70
80
90
100
0 10 20 30 40 50 60 70 80 90 100
Total Steam Demand (kpph)
Boi
ler
Pla
nt E
ffic
ienc
y (%
Nota 1: $ 9,7 por GJ – gas natural Nota 2: Ahorro diarios de dólares (24 horas de operación)
$2.921
$ 1.160 $ 1.240

178
Estudio de caso – historia de éxito

179
Estudio de Caso - Conclusiones
La evaluación Save Energy Now brindó a Chrysler una lista de oportunidades específicas de ahorros energéticos
El enfoque de Chrysler del "Campeón de la energía" de puesta en práctica de los proyectos con la mayor eficiencia dio sus frutos
La amortización de los proyectos implementados por Chrysler apenas superaron los dos meses
La mayoría de las planta de calderas tiene muchas calderas y hay que implementar estrategias de operación óptimas y mejores prácticas
Es muy importante que todos los operadores se convenzan de la justeza de los proyectos y que reciban la capacitación necesaria
A través de una evaluación minuciosa de los riesgos se allanó el camino hacia la implementación y se logró la aceptación por parte de los directivos de la planta y de los jefes de producción

180
Planta: Del Monte Foods - Modesto, California, Estados Unidos Instalación de economizadores de agua de alimentación y de
condensación en las calderas Especificaciones de las calderas
• Caldera 1: • Capacidad: 70 Toneladas/hr • Presión: 10 bares • Producción de vapor saturado
Estudio de caso - Del Monte Foods 1
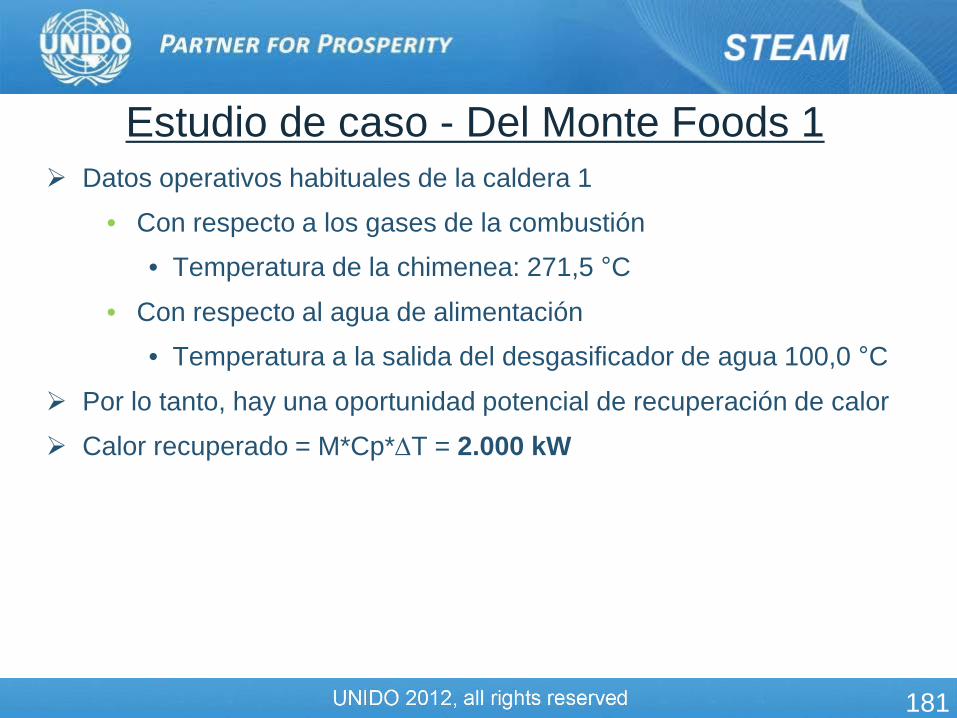
181
Datos operativos habituales de la caldera 1
• Con respecto a los gases de la combustión
• Temperatura de la chimenea: 271,5 °C
• Con respecto al agua de alimentación
• Temperatura a la salida del desgasificador de agua 100,0 °C
Por lo tanto, hay una oportunidad potencial de recuperación de calor
Calor recuperado = M*Cp*∆T = 2.000 kW
Estudio de caso - Del Monte Foods 1

182
onomizador de agua de alimentación
271,5 °C
122,1 °C
139,2 °C
100,0 °C
Agu
a de
alim
enta
ción
Ec
onom
izad
or

183
Consideraciones económicas del economizador de agua de alimentación
• Ahorro de combustible = $ 250.000
• Costo del proyecto ~ $ 250.000 • Amortización simple~ 1 año
Junto con este proyecto hubo otros
proyectos de readaptación para mantener los costos totales bajos
• Implementación de reducción catalítica selectiva
• control de recirculación de los gases de la combustión
Consideraciones económicas del economizador de agua de alimentación

184
La salida de los gases de la combustión del economizador de agua de alimentación de la caldera 1 era de 122,1 °C
La planta no tiene retorno de condensado, por lo que es 100 % agua de reposición
• El proceso requiere que se le inyecte vapor vivo a los tanques de cocción y a los calentadores de agua
La temperatura del agua de reposición es de 20 °C y la oportunidad de recuperación del calor del condensado es significativa
El agua de reposición se calienta hasta por lo menos 60 ºC
Calor recuperado = M*Cp*∆T = 2.000 kW
Consideraciones económicas del economizador de agua de alimentación

185
Economizadores de condensación

186
Planta: Del Monte Foods - Modesto, California, Estados Unidos
Instalación de una turbina de contrapresión de AP-BP para impulsar directamente un compresor enfriador de tornillo y para compensar la energía eléctrica de las unidades de enfriamiento refrigeradas por aire
Objetivos
• Realizar una evaluación del sistema energéticos de los tanque de cocción de enlatados para identificar las oportunidades de optimización del sistema
• Utilizar un enfriador impulsado por una turbina de vapor de contrapresión para enfriar el proceso y usar el vapor del escape para calentar el proceso de la planta de enlatado
Estudio de caso - Del Monte Foods 2

187
Sistema de energía con respecto al suministro
1 paquete de tornillos gemelos refrigerado a aire (para refrigeración de la retorta)
Fabricante: Carrier Corporation Número de modelo: 30GX-161-630EB Refrigerante: R134a Capacidad: 152 RT
un enfriador reciportante enfriado a aire (para enfriar la retorta) Fabricante: York International Número de modelo: Millennium YCAJ110-46PA Refrigerante: R22 Capacidad: 110 RT

188
Sistema de energía con respecto al suministro
Dos calderas de gas natural (producción de vapor para calentar los procesos)
Fabricante: Babcock & Wilcox
Número de modelo: FM1737 and FM2688
Capacidad: 70 Tph cada una
Presion operativa: 10 bares
Banco de torre de refrigeración

189
0
20
40
60
80
100
120
140
160
180
10/15 11/4 11/24 12/14 1/3 1/23
Refr
igera
tio
n L
oad
(R
T)
CarrierYorkTotal
Suministro de la carga de enfriamiento

190
0
20
40
60
80
100
120
140
160
180
6/16 7/1 7/16 7/31 8/15 8/30 9/14 9/29 10/14 10/29 11/13 11/28 12/13 12/28 1/12 1/27
Ste
am
Flo
w (
Mlb
/h
r)
Perfil de carga del vapor

191
Ciclo superior impulsado por una turbina de vapor
Generación = 10 bares
Uso del proceso = 3 bare

192
Características de la turbina de vapor
0 10 20 30 40 50 60 70 80 90 1000.0
2.0
4.0
6.0
8.0
10.0
0
100
200
300
400
500
turbine [%]
Stea
m F
low
Incr
ease
[%]
Stea
m R
ate
[lb/h
r/hp]

193
Especificaciones de los equipos Turbina de vapor (Elliott 2BYRT: 65 kW, 4000 rpm; 5 Tph) acoplada
directamente a un enfriador de tornillo (Bitzer de capacidad en refrigeración de 86 toneladas)
La caldera de la planta (10 bares) suministra vapor a la turbina por el escape de baja presión (3 bares) alimentando las operaciones y las retortas

194
Especificaciones de los equipos
Turbina de vapor Compresor de tornillo. Panel de control

195
Resumen de los costos-beneficios del proyecto
Resumen de los costos
• Turbina de vapor y controles: $ 30.000
• Enfriador Bitzer y controles: $ 56.000
Resumen de los ahorros
• Enfriador impulsador por la turbina de vapor / unidad eléctrica: 104 kW y 540.000 kWh (en temporada)
• Aumento del gas natural neto a 2.100 GJ debido al aumento de la generación de vapor para compensar el cambio de la entalpía de vapor en la turbina de vapor
• Ahorros anuales netos: $ 45.000

196
Estudio de caso – refinería 1 Optimizar las operaciones de las turbinas de vapor y de los motores
eléctricos para minimizar las pérdidas del sistema de vapor
Configuración actual • La descarga de vapor del cabezal de AP a MP es de 18.850
toneladas • En 1996, la descarga de vapor del cabezal de MP a BP era de
110.368 toneladas • El venteo de vapor del cabezal de BP era de 11.108 toneladas
Acciones necesarias
• Determinar los costos operativos de todas las turbinas de vapor y de los motores de reserva en modo de espera
• Considere las operaciones posibles distintos escenarios de costos energéticos y de balance de vapor
• Elabore una lista que establezca los criterios de prioridad de cambio entre motores y turbinas

197
Línea de vapor de MP
Condensador del excedente de vapor de BP
Línea de vapor de BP
tanques de recopilación de condensado
Línea de vapor de AP
Cabezal de condensado
Consumidores de vapor de BP
Consumidores de vapor de MP
Consumidores de vapor de AP
Equipo rotatorio que puede ser impulsado por motores o por turbinas de vapor
M
M
M T T
T
RE RE
RE
CALDERAS
Estudio de caso – refinería 1

198
Cantidad total de turbinas
disponibles
Turbinas en
servicio habitualm
ente
Consumo habitual de vapor
(Kg/hr) (T/hr por turbina)
Turbinas de vapor de AP Turbinas del compresor de refrigeración de C2 3 2 23.830 11,91
Turbinas de los compresores de aire 2 1 7.207 7,21
Turbinas de las bombas de alimentación de la caldera 3 3 16.847 5,62
Turbinas del recalentador del estabilizador 14 12 64.924 5,41
Bombas del interrecalentador de los estabilizadores # 1 - 4 4 4 15.480 3,87
Turbina de la bomba de agua de enfriamiento (MP) 2 2 16.757 8,38
Bombas del interrecalentador de los estabilizadores # 5 - 7 (MP) 3 2 18.257 9,13
Turbina del compresor O. H.del estabilizador (C) 2 2 31.932 15,97
Turbinas de vapor de MP Bombas del condensado al desgasificador 2 2 3.243 1,62
Bomba de glicol vaporizante de C3 1 1 1.340 1,34

199
Cambio entre turbinas y motores para optimizar las pérdidas del sistema de vapor
TURBINA DE VAPOR
ELÉCTRICO MOTOR
Compresor de refrigeración de etano Refrigeración Compresor
12 t/hr vapor de AP
vapor de BP 12 t/hr
1155 kwh
a 84,84 $/hr
a 72,24 /hr
a 46,2 $/hr
84.84
12.6
46.2
0
20
40
60
80
100
Turbine Turbine Motorcuando se consume todo el vapor de BP
cuando se ventea el vapor de BP
Pérdida de la turbina en operación cuando se ventea el vapor de BP
Pérdida del motor en operación cuando se descarga el vapor a través de la válvulas de alivio de presión
72,24 /hr
33,6 /hr
$/hr

200
Línea de vapor
de MP
Línea de vapor
de BP tanques de recopilación de condensado
Línea de vapor
de AP
Consumidores de
vapor de BP
Consumidores de
vapor de MP
Consumidores de
vapor de AP Turbina
CALDERAS
Alternador
.

201
Estudio de caso – refinería 1 Conclusiones
• El sistema de vapor de la refinería tiene la flexibilidad necesaria como para lograr el balance del vapor optimizado Se recomienda aprovechar esta flexibilidad.
• Se elaboró una lista de prioridad para el cambio entre motores eléctricos y turbinas de vapor
Beneficios estimados • El balance de vapor optimizado de la refinería generará ahorros
anuales por $ 30.000

202
Estudio de caso – planta de fertilizantes Configuración actual
• En la plante de ácido nítrico hay una sola máquina con eje que está conectada con tres turbinas, dos compresores de procesos y un alternador turbo para generar electricidad
• La segunda turbina se alimentada con el vapor de BP que provenía del vapor del escape de la primera turbina de AP
• Esta segunda turbina de BP también recibía vapor de BP de otras fuentes, para generar más potencia
• El vapor del escape de la turbina se sobrecalentaba rociándolo con agua BF a fin de ajustarlo a la temperatura del vapor de BP de las otras fuentes
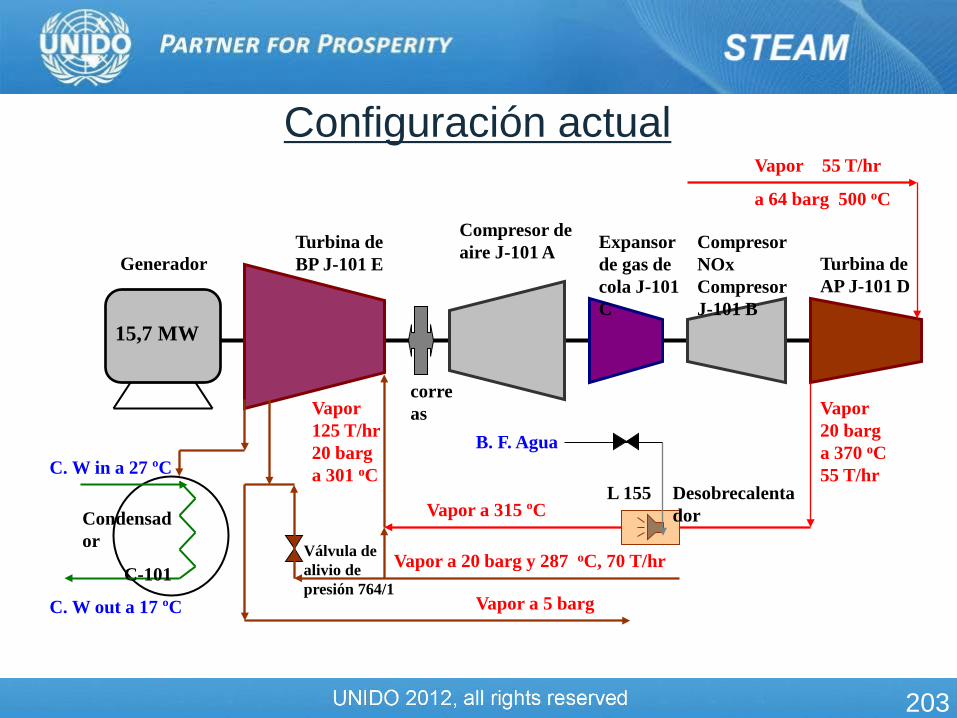
203
Válvula de alivio de presión 764/1
Generador Turbina de BP J-101 E Turbina de
AP J-101 D
Compresor de aire J-101 A Expansor
de gas de cola J-101 C
Compresor NOx Compresor J-101 B
correas
Desobrecalentador
Vapor 55 T/hr
a 64 barg 500 oC
Vapor 20 barg a 370 oC 55 T/hr
Vapor a 20 barg y 287 oC, 70 T/hr
Vapor 125 T/hr 20 barg a 301 oC
Vapor a 315 ºC
B. F. Agua
15,7 MW
L 155
Vapor a 5 barg
Condensador
C-101
C. W in a 27 ºC
C. W out a 17 ºC
Configuración actual
204
Deficiencias observada • Dado que las turbinas de vapor se desempeñan mejor con vapor
sobrecalentado, la práctica actual de desobrecalentar reduce innecesariamente el potencial de electricidad del alternador turbo
• Se verificó que la metalurgia de la turbina podría soportar la temperatura adicional del suministro de vapor sobrecalentado
Medidas recomendadas
• Se recomienda dejar de desobrecalentar el vapor del escape de la turbina de AP, con lo que se generarían 500 kW adicionales de electricidad
Estudio de caso – planta de fertilizantes

205
Válvula de alivio de presión 764/1
Generador Turbina de BP J-101 E Turbina de
AP J-101 D
Compresor de aire J-101 A
Expansor de gas de cola J-101 C
Compresor NOx Compresor J-101 B
correas
Derivación del desobrecalentador
Vapor 55 T/hr
a 64 barg 500 oC
Vapor 20 barg a 370 oC 55 T/hr
Vapor a 20 barg y 287 oC, 70 T/hr
Vapor 125 T/hr 20 barg a 328 oC
Vapor a 370 ºC
B. F. Agua
15,7 MW + 0,5 MW
L 155
Vapor a 5 barg
Condensador
C-101
C. W in a 27 ºC
C. W out a 17 ºC Modificaciones propuestas
LEYENDA
Configuración modificada
Beneficios estimados: Reducción de los costos anuales de compra de electricidad ~ $ 300.000

206
Estudio de caso – refinería 2 Operación actual
• La turbina de vapor ST-401 que impulsa el compresor de refrigeración de propano es una turbina de condensación y extracción
• Toma vapor del cabezal de 58-barg, provee una salida de potencia constante de aproximadamente 12 MW y también alimenta un cabezal de vapor de 13-barg, mediante su extracción
• Si el cabezal de BP (10-barg) tiene una demanda adicional, se la compensa generando vapor con la caldera de MP de 28-barg
• La demanda del cabezal de vapor de 10-barg es de aproximadamente 77,3 T/hr Aproximadamente 36,4 T/hr de vapor se extrajeron de la turbina ST-401 mientras que la caldera de BP genera 40,9 T/hr de vapor
• El costo del vapor de 58-barg vapor es de $ 16,2/T y el costo del de 28-barg es de $ 15,3/T
Capacidad de extracción de la ST-401 • La capacidad de extracción de la ST-401 es de alrededor de
90T/hr y su requisito mínimo de flujo de vapor condensado es de

207

208
Deficiencias observadas
El potencial de extracción de la turbina de vapor ST-401 no se utiliza plenamente y se condensa innecesariamente más vapor para mantener la generación de electricidad
Convendría más importar vapor de 58-barg, en lugar de usar las calderas de MP para satisfacer la demanda de vapor de BP
Medidas recomendadas
Se recomienda incrementar la extracción vapor para satisfacer todas las demandas de los cabezales de BP (10-barg)
Beneficios estimados
Ahorros netos de vapor por 10 T/hr, , incluso considerando el vapor adicional de 58-barg
Estudio de caso – refinería 2
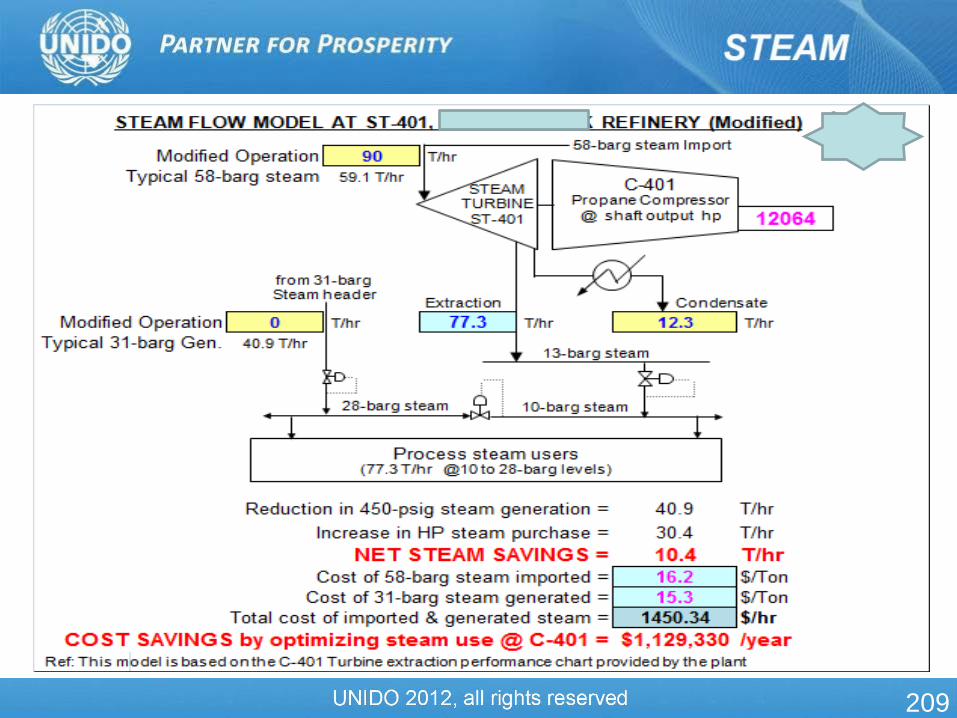
209

210
Estudio de Caso - Bomba de calor/enfriadora de100 RT, Livingston, California, EE.UU.
La unidad suministra 350 kW (100 RT) de refrigeración y 950 kW de calentamiento de agua
Fuerza motriz - Vapor - 1 Tph a 2 barg
Donald Erickson, Energy Concepts Co.
211
Estudio de Caso - Bomba de calor/enfriador La planta de procesamiento necesita agua caliente y agua enfriada
20 horas por día, cinco días por semana
Agua enfriada a 5 ºC y agua caliente a 60 ºC
Se ahorra un 30 % de la energía de calentamiento del agua y un 80 % de la energía de enfriamiento
Ahorros de costos operativos ~$ 120K por año
Costo de instalación ~ $ 200K
Donald Erickson, Energy Concepts Co.

212
NO IMPRIMIR ESTA DIAPOSITIVA
Esta sección de la presentación les corresponde a los profesores. Deberán desarrollarla después de la visita a la planta ANFITRIONA Aquí presentamos
dos ejemplos para ayudar a los profesores a desarrollar el material de la planta ANFITRIONA
El principal objetivo de esta sección es que los expertos participantes del curso se familiaricen con
la planta ANFITRIONA para potenciar la capacitación de campo de los días 4 y 5

213
Planta ANFITRIONA- SAPPI Enstra Mill
Descripción general del sistema de vapor
Steam System Scoping Tool
Oportunidades potenciales y las áreas de interés
Plan de los días 4 y 5
Instrumentos de medición portátiles para la evaluación

214
SAPPI – Enstra Mill Procesadora de pulpa y de papel ubicada en Springs, en la zona de
Johannesburgo La papelera tiene un proceso Kraft y produce todo tipo de papeles sin
revestimiento Hay tres tipos de máquinas papeleras - MP1, MP3 y MP6 Hay siete calderas de carbón, todas con economizadores de agua de
alimentación Producción de vapor: 15 bares; saturado y sobrecalentado

215
SAPPI – Enstra Mill – Sistema de vapor
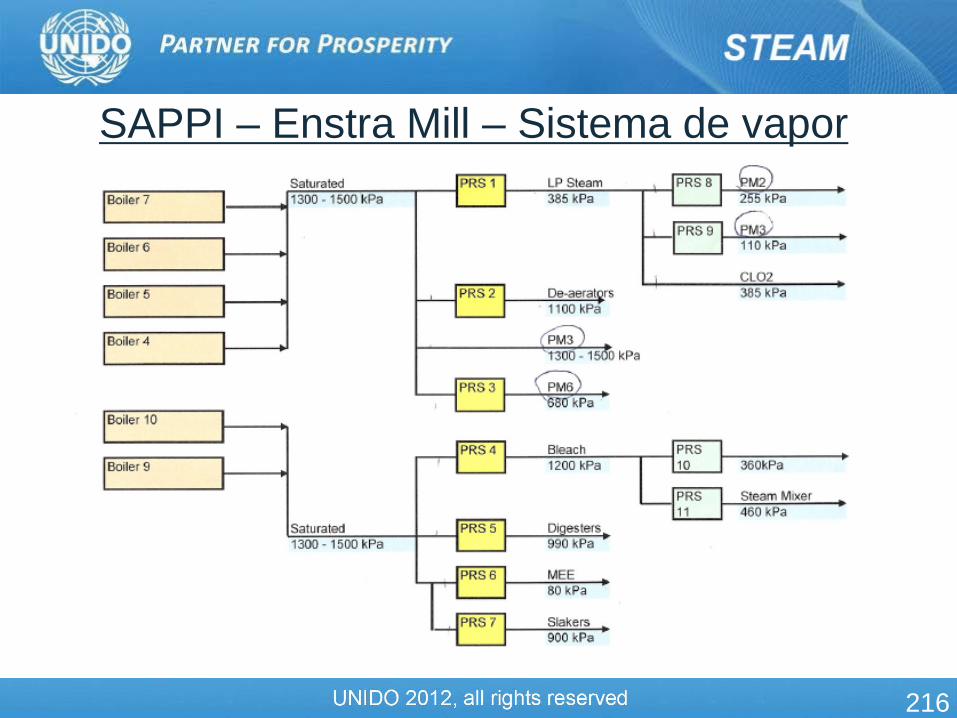
216
SAPPI – Enstra Mill – Sistema de vapor

217
SAPPI – Enstra Mill – Sistema de vapor
218
SAPPI – Enstra Mill – Sistema de vapor
Steam System Scoping Tool (SSST)

219
SAPPI – Enstra Mill – Sistema de vapor Oportunidades potenciales de mejora y áreas de interés

220
SAPPI – Enstra Mill – Sistema de vapor Análisis del carbón

221
SAPPI – Enstra Mill – Sistema de vapor Pérdidas de la chimenea de carbón
•Modelo de combustión elaborada por el Dr. Greg Harrell, de EMSCAS. •HHV = 25.853 kJ/kg •LHV = 24.824 kJ/kg
Cuadro de pérdidas de la chimenea (% del poder calorífico superior del combustible en la entrada)
Contenido de oxígeno de
los gases de combustión (condiciones húmedas) (%)
Contenido de oxígeno de
los gases de combustión (condiciones
secas) (%)
Pérdidas de la chimenea (% del poder calorífico superior del combustible en la entrada)
Temperatura neta de la chimenea (∆⁰C) (Diferencia entre la temperatura del escape de los gases de la combustión y la
temperatura ambiente)
125 150 175 200 225 250 275 300 325 350 375 400 1,0 1,1 8,8 9,8 10,8 11,9 12,9 13,9 14,9 16,0 17,0 18,0 19,1 20,1
2,0 2,2 9,1 10,1 11,2 12,2 13,3 14,4 15,4 16,5 17,6 18,7 19,8 20,9
3,0 3,2 9,3 10,4 11,5 12,6 13,8 14,9 16,0 17,2 18,3 19,5 20,6 21,8
4,0 4,3 9,6 10,8 11,9 13,1 14,3 15,5 16,7 17,9 19,1 20,3 21,5 22,7
5,0 5,3 9,9 11,2 12,4 13,6 14,9 16,1 17,4 18,7 19,9 21,2 22,5 23,8
6,0 6,4 10,3 11,6 12,9 14,2 15,6 16,9 18,2 19,6 20,9 22,3 23,6 25,0
7,0 7,4 10,7 12,1 13,5 14,9 16,3 17,7 19,2 20,6 22,0 23,5 24,9 26,4
8,0 8,4 11,2 12,7 14,2 15,7 17,2 18,7 20,3 21,8 23,3 24,9 26,5 28,0
9,0 9,4 11,8 13,4 15,0 16,6 18,2 19,9 21,5 21,2 24,9 26,5 28,2 29,9
10,0 10,4 12,5 14,2 15,9 17,7 19,5 21,2 23,0 14,8 26,6 28,5 30,3 32,1
T real del escape(⁰C) 150 175 200 225 250 275 300 325 350 375 400 425

222
SAPPI – Enstra Mill – Sistema de vapor Plan de la mañana del día 4
• 8:00 llegada a la planta - Entrenamiento de seguridad
• 9:00 - Presentación del personal de la planta
• 9:30 - Formación de dos grupos, que se dirigen a la planta de calderas
• 9:30 - 12:00
• Mediciones de la eficiencia de las calderas
• pérdidas de la chimenea, pérdidas de la purga, pérdidas de la carcasa, etc.
• Comprender las operaciones de las calderas y los controles
• 12:00 - 13:00 - Almuerzo

223
SAPPI – Enstra Mill – Sistema de vapor Plan de la tarde del día 4
• 13:00 - Recorrido del sistema de distribución (norte y este) • Evaluación de las trampas de vapor • Fugas de vapor • Aislamiento
• 14:30 - Todo el grupo se reúne para una pausa • 14:45 a 16:00 - Visita al área de los usos finales
• Digestores • Evaporadores de efectos múltiples • Unidades de blanqueo • Máquina papeleras
• 16:00 - Fin del día

224
SAPPI – Enstra Mill – Sistema de vapor Plan del día 5
• 8:30 Llegada a la planta - Registro en la puerta de ingreso, etc
• 9:00 - Formación de dos grupos para un trabajo más detallado
• Área de pulpa y de recuperación
• Máquina papeleras (MP6)
• 11:00 - Trabajar en grupo, investigando el condensado, la recuperación de la evaporación súbita, etc.
• 12:00 - 13:00 - Almuerzo
• 13:00 - 15:00 - Resumen y debates
• Identificación y cuantificación de las oportunidades
• 15:00 - Fín del día

225
SAPPI – Enstra Mill – Sistema de vapor Plan de la tarde del día 4
• 13:00 - Recorrido del sistema de distribución (norte y este) • Evaluación de las trampas de vapor • Fugas de vapor • Aislamiento
• 14:30 - Todo el grupo se reúne para una pausa • 14:45 a 16:00 - Visita al área de los usos finales
• Digestores • Evaporadores de efectos múltiples • Unidades de blanqueo • Máquina papeleras
• 16:00 - Fin del día

226
Planta ANFITRIONA - Rhodes Food Group
Descripción general del sistema de vapor
Steam System Scoping Tool
Oportunidades potenciales y las áreas de interés
Plan de los días 4 y 5

227
Rhodes Food Group Ubicada en Franshhoek, Western Cape
Tres divisiones:
• Enlatados
• Productos lácteos
• Wonderland (alimentos preparados)
Distintos tipos de operaciones; los mayores usuarios de vapor son:
• Evaporación
• Tanques de cocción
• Pasterización
• Cleaning-In-Place
Producción de vapor: 9 bares; saturado

228
Rhodes Food Group – Sistema de vapor generación
• 2 salas de calderas
• Caldera de enlatados - 8 Tph; de carbón; tubos de humo; parrilla móvil
• Calderas de lácteos 7,2 y 4 Tph; ade carbón; tubos de humo, parrilla móvil
• Caldera en modo de espera - 6 Tph; de fuel oil pesado
• Antes había otra caldera de carbón de 10 Tph, que está ahora en la planta DelMonte
• La purga es manual
• Demanda media de vapor ~ 6,0 Tph

229
Rhodes Food Group – Sistema de vapor generación

230
Rhodes Food Group – Sistema de vapor distribución
• Configuración del cabezal central
• Distribución a 9 bares
• Aislamiento, trampas de vapor, etc. - el mantenimiento está a cargo del personal de la planta
• Caudalímetros en los cabezales

231
Rhodes Food Group – Sistema de vapor Usos Finales
• Usuarios principales de vapor:
• Alimentos frescos - 1,7 Tph
– Ollas de presión
• Productos Lácteos - 0,8 Tph
– Pasteurizador
• Enlatados - 3,5 Tph
– Evaporador - 4,5 Tph periódicamente (4 ó 5 días al mes)
– tanques de cocción
– Retortas

232
Rhodes Food Group – Sistema de vapor Usos Finales

233
Rhodes Food Group – Sistema de vapor retorno de condensado
• El mantenimiento de las trampas de vapor se hace en la planta
• Hay cierta recopilación de condensado

234
Rhodes Food Group – Sistema de vapor retorno de condensado
• El mantenimiento de las trampas de goteo se hace en la planta
235
Rhodes Food Group – Sistema de vapor
Steam System Scoping Tool (SSST)

236
Rhodes Food Group – Sistema de vapor Oportunidades potenciales de mejora y áreas de interés

237
Rhodes Food Group – Sistema de vapor Plan de la mañana del día 4
• 9:00 llegada a la planta - Entrenamiento de seguridad
• 9:30 - Presentación del personal de la planta
• 9:45 - Steam System Scoping Tool
• 10:30 - Focalizarse en terminar la lista de oportunidades
• 10:45 - Dividirse en dos grupos.
• 10:45 - 12:00
• Recopilación de datos / mediciones
• 12:00 - 13:00 - Almuerzo

238
Plan de la tarde del día 4
• 13:00 - 15:00
• Recopilación de datos / mediciones
• 15:00 - 15:30
• Pausa
• Hallazgos
• Recapitulación del día 1 en la planta
Rhodes Food Group – Sistema de vapor

239
Plan del día 5 • 9:00 - llegada a la planta • 9:00 - 10:00
• Identificar los datos que falta recopilar /las mediciones que falta hacer
• Terminar la lista de oportunidades • Reunión con el personal de la planta
• 10:00 - 12:00 • Desarrollo del modelo de balance de vapor • Ejecutar los escenarios de los proyectos
• 12:00 - 13:00 - Almuerzo • 13:00 - 15:00 - Resumen y debates
• Identificación y cuantificación de las oportunidades • 15:00 - Fín del día
Rhodes Food Group – Sistema de vapor

240
Análisis del carbón
Rhodes Food Group – Sistema de vapor

241
Pérdidas de la chimenea de carbón
•Modelo de combustión elaborada por el Dr. Greg Harrell, de EMSCAS. •HHV = 25.853 kJ/kg •LHV = 24,824 kJ/kg
Rhodes Food Group – Sistema de vapor Cuadro de pérdidas de la chimenea (% del poder calorífico superior del combustible en la entrada)
Contenido de oxígeno de
los gases de combustión (condiciones húmedas) (%)
Contenido de oxígeno de
los gases de combustión (condiciones
secas) (%)
Pérdidas de la chimenea (% del poder calorífico superior del combustible en la entrada)
Temperatura neta de la chimenea (∆⁰C) (Diferencia entre la temperatura del escape de los gases de la combustión y la
temperatura ambiente)
125 150 175 200 225 250 275 300 325 350 375 400 1,0 1,1 8,8 9,8 10,8 11,9 12,9 13,9 14,9 16,0 17,0 18,0 19,1 20,1
2,0 2,2 9,1 10,1 11,2 12,2 13,3 14,4 15,4 16,5 17,6 18,7 19,8 20,9
3,0 3,2 9,3 10,4 11,5 12,6 13,8 14,9 16,0 17,2 18,3 19,5 20,6 21,8
4,0 4,3 9,6 10,8 11,9 13,1 14,3 15,5 16,7 17,9 19,1 20,3 21,5 22,7
5,0 5,3 9,9 11,2 12,4 13,6 14,9 16,1 17,4 18,7 19,9 21,2 22,5 23,8
6,0 6,4 10,3 11,6 12,9 14,2 15,6 16,9 18,2 19,6 20,9 22,3 23,6 25,0
7,0 7,4 10,7 12,1 13,5 14,9 16,3 17,7 19,2 20,6 22,0 23,5 24,9 26,4
8,0 8,4 11,2 12,7 14,2 15,7 17,2 18,7 20,3 21,8 23,3 24,9 26,5 28,0
9,0 9,4 11,8 13,4 15,0 16,6 18,2 19,9 21,5 21,2 24,9 26,5 28,2 29,9
10,0 10,4 12,5 14,2 15,9 17,7 19,5 21,2 23,0 14,8 26,6 28,5 30,3 32,1
T real del escape(⁰C) 150 175 200 225 250 275 300 325 350 375 400 425

242
Evaluación del sistema de vapor industrial
Instrumentos portátiles y herramientas
243
NO IMPRIMIR ESTA DIAPOSITIVA
Esta sección es una presentación del ejercicio práctico Se necesita por lo menos un conjunto
completo de instrumentos portátiles para mostrar en la clase Los profesores deberán mostrar a los
expertos participantes cómo se usa cada uno de los instrumentos Se espera que los participantes se familiaricen con los instrumentos - menúes de la
pantallas táctiles, etc, de manera que sean capaces de usarlos eficientement cuando visiten la planta
ANFITRIONA en los días 4 y 5

244
Instrumentación portátil que se utiliza en las evaluaciones energéticas de los sistemas de vapor
• Cámara de termografía infrarroja
• Analizador de la combustión de los gases de la combustión
• Pistolas de temperatura infrarroja
• Termómetros con sondas de tipo k
• Tubo de Pitot con manómetro digital
• Manómetros
• Cámaras digitales
• Cronómetros
Evaluación energética de los sistemas de vapor industrial

245
Otras herramientas y recursos

246
Instrumentos Para poder evaluar correctamente los sistemas de vapor, hay que
entender todos los procesos • Termodinámica • Transferencia de calor • Flujo de fluido
US DOE Tools Suite
• Steam System Survey Guide
• Steam System Scoping Tool (SSST)
• Steam System Assessment Tool (SSAT)
• Software de evaluación del aislamiento 3E Plus
Se pueden conseguir otros programas para sistemas de vapor
Mediciones de los procesos

247
¿De dónde se pueden descargar estas herramientas?
US DOE website -http://www1.eere.energy.gov/industry/bestpractices/software.html

248
Publicaciones y recursos técnicos
http://www1.eere.energy.gov/industry/bestpractices/publications.asp

249
Steam System Survey Guide Guía técnica
Comprende 5 áreas:
• Perfil del sistema de vapor • Identificación de las
propiedades del vapor • Mejora de las calderas • Mejora de la utilización de los
recursos • Mejora de la distribución de
vapor
250
Steam System Sourcebook Incluye tres secciones
principales:
• Conceptos básicos sobre los sistemas de vapor
• Oportunidades de mejora del rendimiento
• Programas, contactos y recursos
251
Steam Energy Tips Una página de consejos para
mejorar las áreas de los sistemas de vapor
Disponible en el sitio web de BestPractices y en el Steam Sourcebook

252
Tip Sheets del DOE de los EE. UU. Compare el costo del combustible necesario para generar vapor con
los valores de referencia Limpie las superficies de transferencia de calor de los tubos de agua
de la caldera Considere la instalación de un economizador de condensación Considere la instalación de calderas de alta presión con generadores-
turbinas de contrapresión Considere la instalación de turbuladores en las calderas de tubos de
humo de dos y tres pasos Considere el uso de turbinas de vapor para impulsar el equipo
rotatorio Consideraciones a tener en cuenta para elegir un economizador de
condensación Tape las vasijas calentadas y abiertas Desgasificador en los sistemas de vapor industrial Evapore súbitamente el condensado de alta presión para regenerar el
vapor de baja presión Inspeccione y repare las trampas de vapor

253
Tip Sheets del DOE de los EE. UU. Mejore la eficiencia de la combustión de la caldera Minimice la purga de la caldera Minimice las pérdidas de la caldera por alternancia en ciclos cortos Recupere el calor de la purga de la caldera Remplace las válvulas de alivio de presión por turbogeneradores de
contrapresión Haga que el condensado regrese a la caldera Mejore las calderas poniéndoles quemadores energéticamente
eficientes Use economizares de agua de alimentación para la recuperación del
calor residual Use el vapor residual de grado bajo para alimentar los enfriadores por
absorción Use eyectores de chorro de vapor o termocompresores para reducir el
venteo de vapor de baja presión Use recompresión de vapor para recuperar el vapor residual de baja
presión U d d d t l í d l

254
Documentos técnicos del DOE de los EE. UU.
Improving Steam System Performance: A Sourcebook for Industry Achieve Steam System Excellence: Industrial Technologies Program
BestPractices Steam Overview Fact Sheet BestPractices Steam Technical Brief: Steam Pressure Reduction-
Opportunities and Issues BestPractices Steam Technical Brief: How to Calculate the True Cost
of Steam BestPractices Steam Technical Brief: Industrial Heat Pumps for Steam
and Fuel Savings BestPractices Steam Technical Brief: Industrial Steam System Heat-
Transfer Solutions

255
Documentos técnicos del DOE de los EE. UU.
BestPractices Steam Technical Brief: Industrial Steam System Process-Control Schemes
Guide to Combined Heat and Power Systems for Boiler Owners and Operators
Guide to Low-Emission Boiler and Combustion Equipment Selection Review of Orifice Plate Steam Traps Save Energy Now in Your Steam Systems Steam Digest: Volume IV (2003) Steam Digest 2002 Steam Digest 2001 Steam Systems Energy Efficiency Handbook Steam Systems Survey Guide
256
Evaluación del curso y comentarios
Les agradezco muchos sus aportes que servirán para mejorar el programa de capacitación y para
adaptarlo mejor a los proyectos de asistencia técnica de la ONUDI en Sudáfrica
¡Muchas gracias!







