
IX Congreso de Confiabilidad
ESTUDIOS DE CONFIABILIDAD APLICADOS A INSTALACIONES DE
PRODUCCIÓN DE LA INDUSTRIA PETROLERA
HECTOR TOLEDO MATUSPEMEX EXPLORACIÓN Y PRODUCCIONPETRÓLEOS MEXICANOSMÉXICO
RAFAEL MELO GONZÁLEZINSTITUTO MEXICANO DEL PETRÓLEOMÉXICO
28 y 29 de noviembre del 2007Donostia-San Sebastián, España
Universidad de NavarraEscuela Superior de Ingenieros

CONFIABILIDAD OPERACIONAL2004
MEJORA VIA
METODOLOGIAS
DE CONFIABILIDAD
RCM
INSPECCION BASADA EN RIESGO
OPTIMIZACION COSTO RIESGO
ANALISIS CAUSA RAIZ
ANALISIS DEL COSTO DEL CICLO DE VIDA
INVENTARIOS BASADOS EN CONFIABILIDAD
MEJORA VIANUEVA
TECNOLOGIA
DIAGNOSTICO
ANALISIS DE CRITICIDAD
DETECCION DE OPORTUNIDADES
ANALISIS DE CONFIABILIDAD BASADO EN LA HISTORIA DE FALLAS
ANALISIS DE CONFIABILIDAD BASADA EN LA CONDICION
ANALISIS DE CONFIABILIDAD PARA SISTEMAS
ANALISIS DE TOLERANCIA DE DEFECTOS
ANALISIS DINAMICOS DE RIESGO
DIAGNOSTICOS INTEGRADOS
GERENCIA DE INCERTIDUMBRE
CONFIABILIDADCONFIABILIDADOPERACIONALOPERACIONAL
CARTERA METODOLOGICACARTERA METODOLOGICA
FACTIBILIDAD TECNICO-ECONOMICA
MEJORAS OPERACIONALES
INNOVACIONES TECNOLÓGICAS
PATENTES COMPARTIDAS
EVALUACIÓN DE PRODUCTOS
PROYECTOS TECNOLÓGICOS
ECOEFICIENCIA
ANÁLISIS TÉCNICOS
GERENCIA DEL CONOCIMIENTO
MEJORA VIA
METODOLOGIAS
DE CONFIABILIDAD
MEJORA VIA
METODOLOGIAS
DE CONFIABILIDAD
RCM
INSPECCION BASADA EN RIESGO
OPTIMIZACION COSTO RIESGO
ANALISIS CAUSA RAIZ
ANALISIS DEL COSTO DEL CICLO DE VIDA
INVENTARIOS BASADOS EN CONFIABILIDAD
MEJORA VIANUEVA
TECNOLOGIA
MEJORA VIANUEVA
TECNOLOGIA
DIAGNOSTICODIAGNOSTICO
ANALISIS DE CRITICIDAD
DETECCION DE OPORTUNIDADES
ANALISIS DE CONFIABILIDAD BASADO EN LA HISTORIA DE FALLAS
ANALISIS DE CONFIABILIDAD BASADA EN LA CONDICION
ANALISIS DE CONFIABILIDAD PARA SISTEMAS
ANALISIS DE TOLERANCIA DE DEFECTOS
ANALISIS DINAMICOS DE RIESGO
DIAGNOSTICOS INTEGRADOS
GERENCIA DE INCERTIDUMBRE
CONFIABILIDADCONFIABILIDADOPERACIONALOPERACIONAL
CARTERA METODOLOGICACARTERA METODOLOGICA
FACTIBILIDAD TECNICO-ECONOMICA
MEJORAS OPERACIONALES
INNOVACIONES TECNOLÓGICAS
PATENTES COMPARTIDAS
EVALUACIÓN DE PRODUCTOS
PROYECTOS TECNOLÓGICOS
ECOEFICIENCIA
ANÁLISIS TÉCNICOS
GERENCIA DEL CONOCIMIENTO

2006
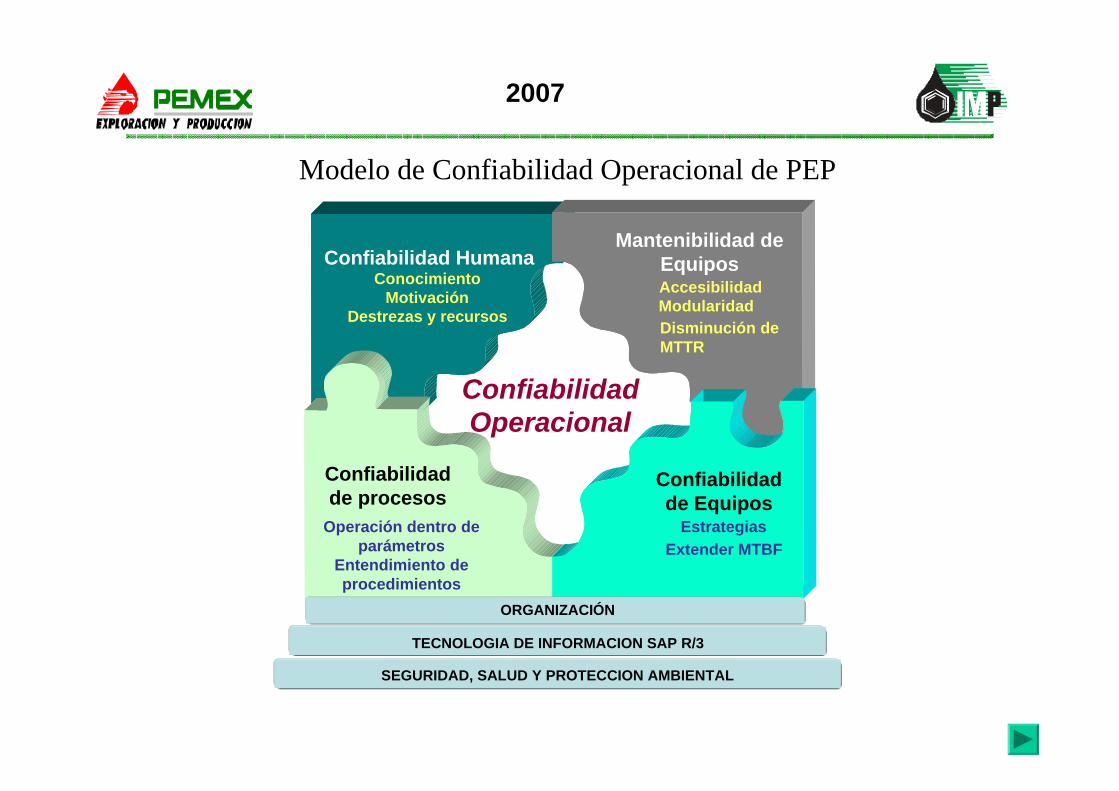
Modelo de Confiabilidad Operacional de PEP
Confiabilidad HumanaConocimiento
MotivaciónDestrezas y recursos
Mantenibilidad de EquiposAccesibilidadModularidad
Confiabilidad de procesos
Operación dentro de parámetros
Entendimiento de procedimientos
Confiabilidad de Equipos
EstrategiasExtender MTBF
ConfiabilidadOperacional
Disminución de MTTR
TECNOLOGIA DE INFORMACION SAP R/3
ORGANIZACIÓN
SEGURIDAD, SALUD Y PROTECCION AMBIENTAL
2007
El Sistema de Administración del Mantenimiento (SAM) de PEMEX, en el entregable 2.1.2 “Prototipo de manuales del Sistema de Administración del Mantenimiento para cada subsidiaria y a nivel PEMEX”Etapa 2 – Modelo:Recomendaba el uso de metodologías de vanguardia para optimizar el mantenimiento en las diferentes instalaciones de los Activos de PEP.
ANTECEDENTES2004

Desarrollar un proyecto de mantenimiento centrado en confiabilidad para mejorar la confiabilidad operacional reduciendo las frecuencias de fallas de los equipos dinámicos.
OBJETIVO2004
OBJETIVO

Para lograr el objetivo antes mencionado se elaboraron:
• Bases de Datos de Tasa de Fallas de los equipos seleccionados.
• Análisis de Modos y Efectos de Fallas (FMEA).
• Estudio de mantenimiento centrado en confiabilidad (RCM).
• Matrices de frecuencia-severidad.• Construcción y simulación de
modelos de confiabilidad, disponibilidad y mantenibilidad.
ALCANCE2004

ANÁLISIS DE MODOS YEFECTOS DE FALLAS
(FMEA)
BASE DE DATOS DETASAS DE FALLAS
MATRICES DE FRECUENCIA-SEVERIDAD E ÍNDICES DE
DESEMPEÑO
CONSTRUCCIÓN YSIMULACIÓN DE
MODELOS DECONFIABILIDAD
Y DISPONIBILIDAD
ESTUDIOS DEMANTENIMIENTO
CENTRADO ENCONFIABILIDAD (RCM)
2005
METODOLOGÍA PROPUESTA EN 2004
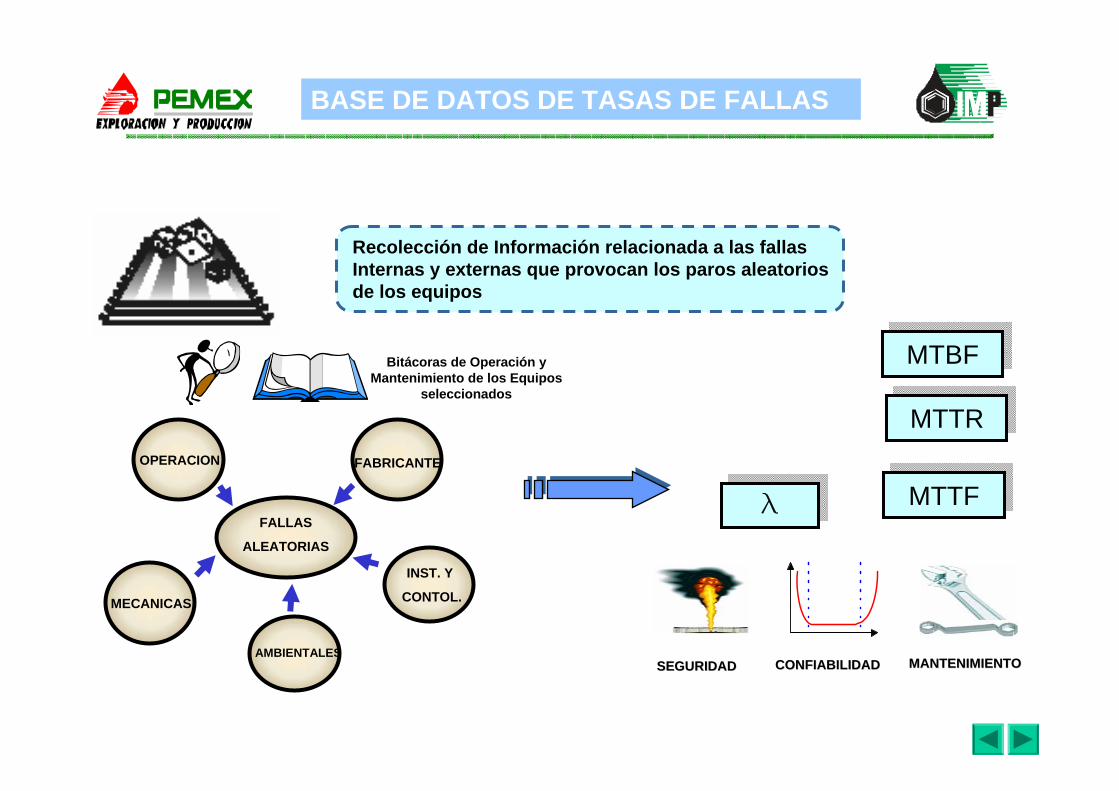
Recolección de Información relacionada a las fallasInternas y externas que provocan los paros aleatoriosde los equipos
Bitácoras de Operación y Mantenimiento de los Equipos
seleccionados
AMBIENTALES
FABRICANTE
FALLAS
ALEATORIAS
INST. Y
CONTOL.
OPERACION
MECANICAS
SEGURIDADSEGURIDAD CONFIABILIDADCONFIABILIDAD MANTENIMIENTOMANTENIMIENTO
ll
MTTRMTTR
MTTFMTTF
MTBFMTBF
BASE DE DATOS DE TASAS DE FALLAS

BASE DE DATOS DE TASAS DE FALLAS
Los estudios de FMEA para los Equipos rotatorios seleccionados se desarrollarán de acuerdo con los lineamientos y criterios que aparecen en:
• SAE Standar JA-1011: “Evaluation criteria for Reliability Centered Maintenance Process”. 1999.
• SAE Standar JA-1012: “A Guide to the Reliability-Centered Maintenance (RCM) Standard”. 2002.
• ISO 14224: Petroleum and natural gas industries –Collection and exchange of reliability and maintenance data for equipment. 1999.
2004
ANÁLISIS DE MODOS Y EFECTOS DE FALLA (FMEA)
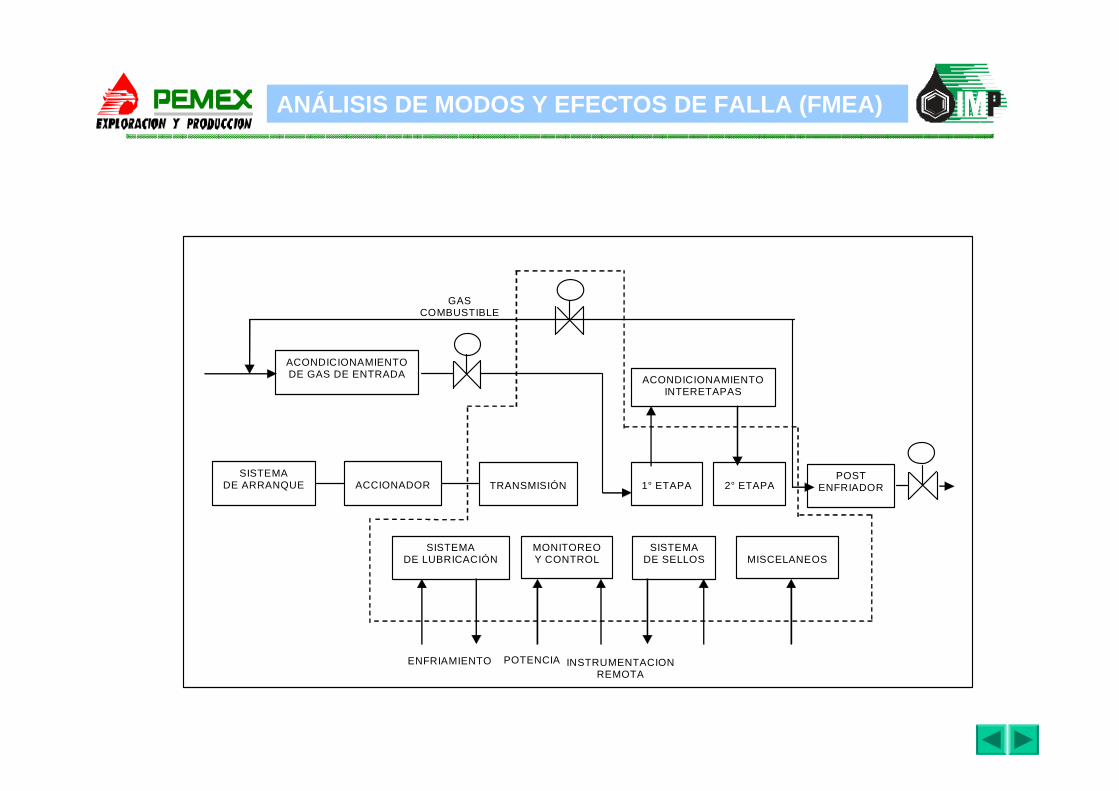
ACONDICIONAMIENTO DE GAS DE ENTRADA
MISCELANEOS
ACONDICIONAMIENTO INTERETAPAS
ACCIONADOR
TRANSMISIÓN
SISTEMA DE SELLOS
INSTRUMENTACION REMOTA
GAS COMBUSTIBLE
ENFRIAMIENTO POTENCIA
MONITOREO Y CONTROL
POST ENFRIADOR
1° ETAPA
2° ETAPA
SISTEMA DE LUBRICACIÓN
SISTEMA DE ARRANQUE
ANÁLISIS DE MODOS Y EFECTOS DE FALLA (FMEA)
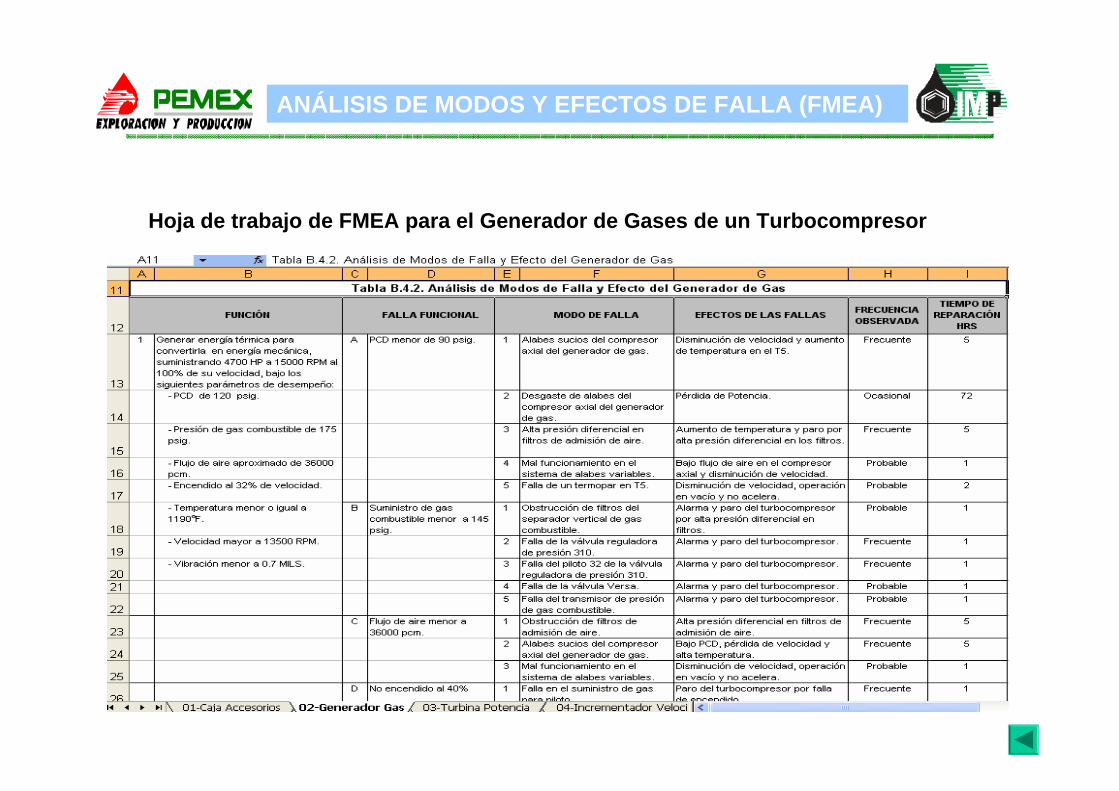
Hoja de trabajo de FMEA para el Generador de Gases de un Turbocompresor
ANÁLISIS DE MODOS Y EFECTOS DE FALLA (FMEA)
Los estudios de RCM se desarrollaron de acuerdo con las siguientes prácticas recomendadas, las cuales están alineadas con el Sistema de Administración del Mantenimiento (SAM):
NAVAIR 00-25-403: “Guidelines for the Naval Aviation Reliability-CenteredMaintenance Process”. 2003.
“Fundamentals of RCM Analysis. Student guide”. Naval Air System Command. 2003.
SAE Standar J1011: “ Evaluation criteria for Reliability Centered Maintenance Process”. 1999.
Rausand, Marvin: “Reliability Centered Maintenance”. Reliability Engineering and System Safety, 60,(121-132). 1998.
Moulbray, John: “Reliability-centered Maintenance”. Industrial Press. 1997.
Smith, Anthony M. and Glenn R. Hinchcliffe: “RCM-Gateway to World Class Maintenance”. Elsevier. 2004.
ESTUDIO DE MANTENIMIENTO CENTRADO EN CONFIABILIDAD
2004

PLANEACIÓN Y PREPARACIÓN
ANÁLISIS
Análisis / Plan RCM
Análisis / Plan RCM
Requerimientos de mantenimientoRequerimientos
de mantenimiento
Programa de mantenimiento Programa de
mantenimiento
DatosDatos
1. Junta de arranque del grupo de trabajo PEP / IMP.2. Recopilación de información requerida. 3. Fragmentación de los equipos críticos seleccionados.4. Funciones.5. Falla funcional.6. Modo de falla.7. Efectos de las fallas.8. Consecuencias de las fallas.9. Evaluación de tareas.10.Selección de tareas.
1. Plan de mantenimiento.2. Implementación del Plan de mantenimiento.
ResultadosResultados
IMPLEMENTAR RESULTADOS
1. Acciones emergentes.2. Exploración de la edad.3. Cambios en hardware.4. Análisis de tendencias / degradación.5. Revisión de documentos.
MEJORA CONTINUA
FMEA
6. Reglas, suposiciones, restricciones y exclusiones.
3. Priorizar las instalaciones y equipos críticos.
5. Orientación / entrenamiento.2. Identificación de instalaciones y equipos críticos para analizar.
4. Identificar y documentar el proceso de revisión.
1. Integración del grupo PEP / IMP.
ISO-14224
SAE-JA1011SAE-JA1012
ESTUDIO DE MANTENIMIENTO CENTRADO EN CONFIABILIDAD
ESTUDIO DE MANTENIMIENTO CENTRADO EN CONFIABILIDAD
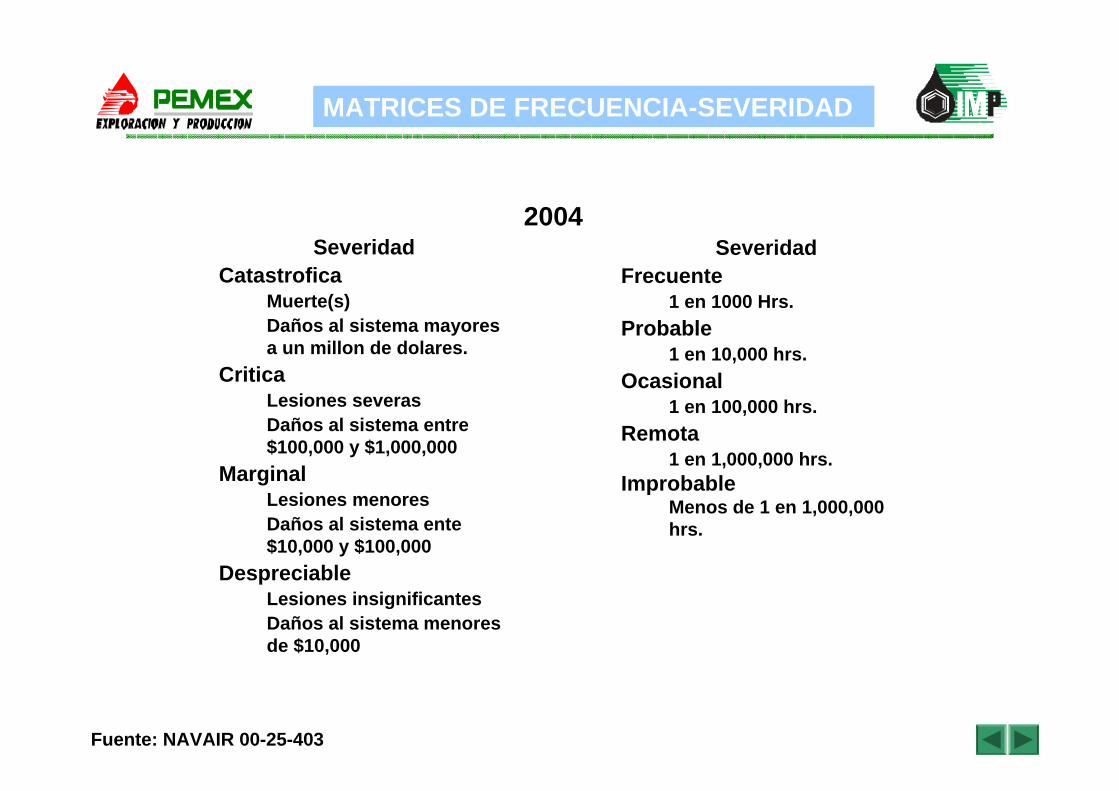
SeveridadCatastrofica
Muerte(s)Daños al sistema mayores a un millon de dolares.
CriticaLesiones severasDaños al sistema entre $100,000 y $1,000,000
MarginalLesiones menoresDaños al sistema ente $10,000 y $100,000
DespreciableLesiones insignificantesDaños al sistema menores de $10,000
SeveridadFrecuente
1 en 1000 Hrs.Probable
1 en 10,000 hrs.Ocasional
1 en 100,000 hrs.Remota
1 en 1,000,000 hrs.Improbable
Menos de 1 en 1,000,000 hrs.
2004
Fuente: NAVAIR 00-25-403
MATRICES DE FRECUENCIA-SEVERIDAD
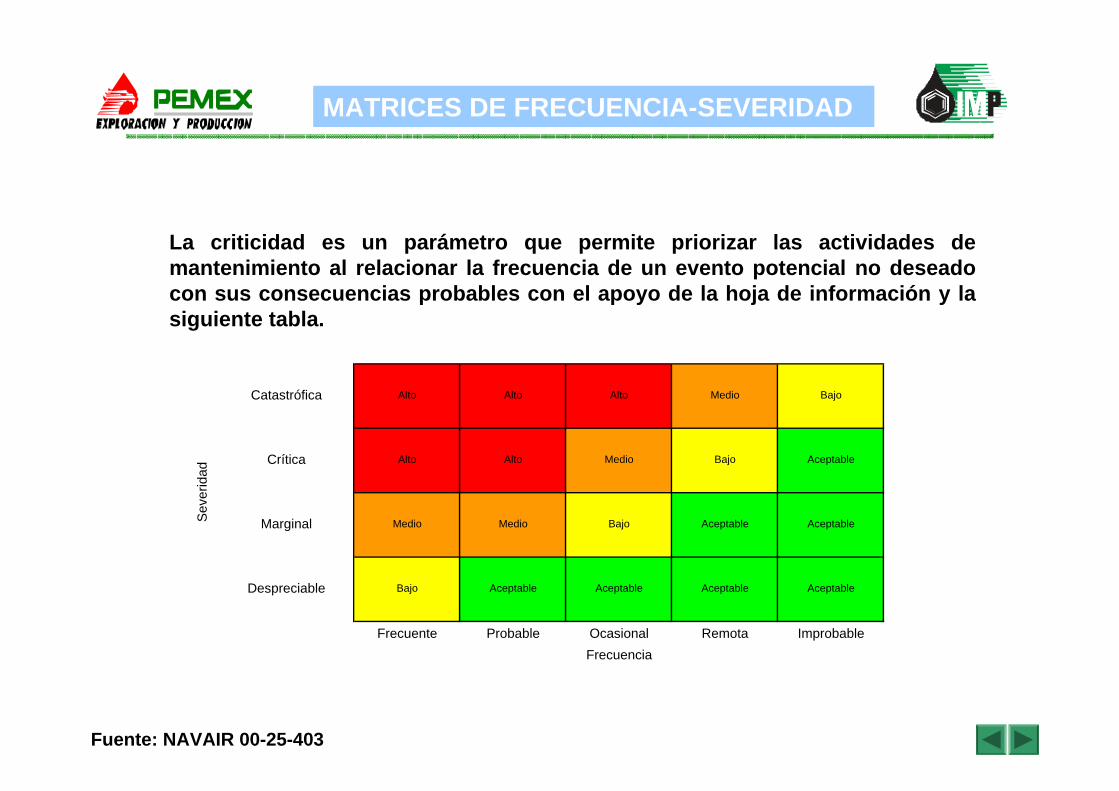
La criticidad es un parámetro que permite priorizar las actividades de mantenimiento al relacionar la frecuencia de un evento potencial no deseado con sus consecuencias probables con el apoyo de la hoja de información y la siguiente tabla.
Aceptable
Bajo Aceptable Aceptable Aceptable Aceptable
Medio Medio Bajo Aceptable
Bajo
Alto Alto Medio Bajo Aceptable
Alto Alto Alto Medio
Sev
erid
ad
Catastrófica
Crítica
Marginal
Despreciable
ImprobableFrecuencia
Frecuente Probable Ocasional Remota
Fuente: NAVAIR 00-25-403
MATRICES DE FRECUENCIA-SEVERIDAD

Criticidad de los Efectos Potenciales de cada Modo de Falla del Generador de Gases de un Turbocompresor.
Seve
ridad
C a ta s t r ó f ic a
M a r g in a l 1 A 3 , 1 D 1 , 1 D 3 , 1 E 1
C r í t ic a 1 A 1
1 A 4 , 1 C 2 , 1 D 4 , 1 E 2 , 1 E 3
M e n o r 1 A 2 , 1 B 1 , 1 B 2 , 1 C 1 , 1 D 2 1 B 3 , 1 F 1 , 1 F 2
Im p r o b a b leF r e c u e n c ia
F r e c u e n te P r o b a b le O c a s io n a l R e m o ta
MATRICES DE FRECUENCIA-SEVERIDAD
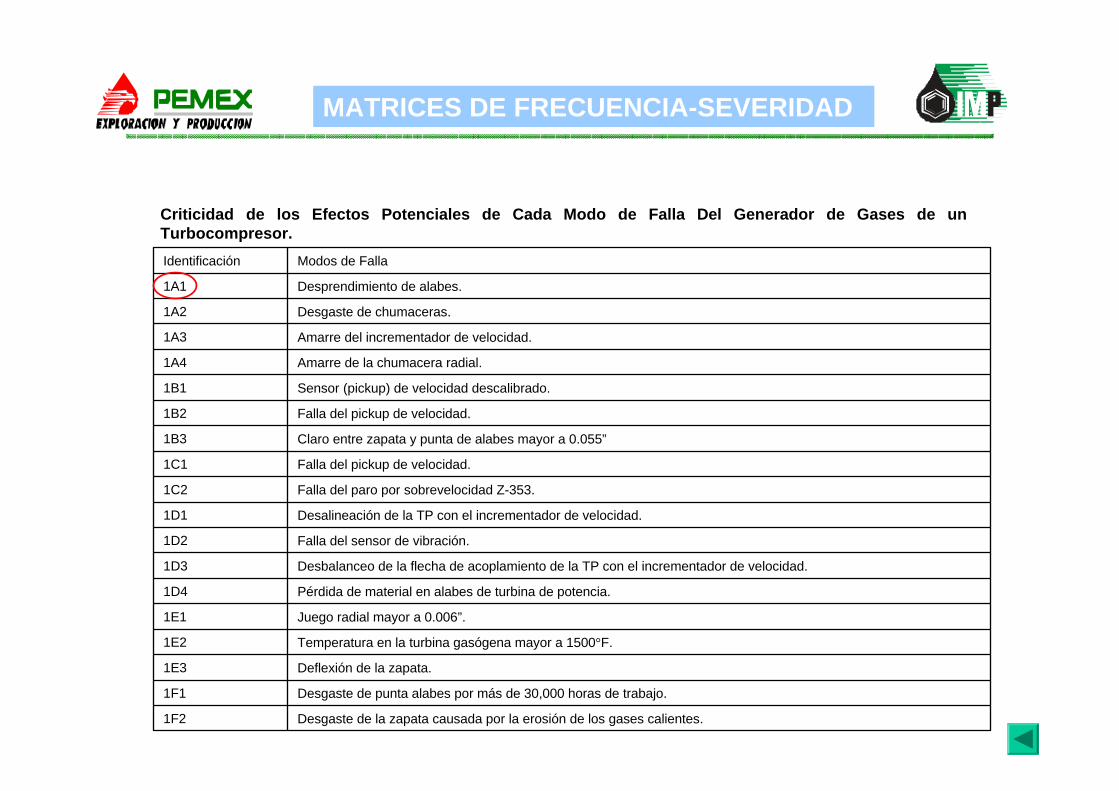
Criticidad de los Efectos Potenciales de Cada Modo de Falla Del Generador de Gases de un Turbocompresor.
Desgaste de la zapata causada por la erosión de los gases calientes.1F2
Desgaste de punta alabes por más de 30,000 horas de trabajo.1F1
Deflexión de la zapata.1E3
Temperatura en la turbina gasógena mayor a 1500°F.1E2
Juego radial mayor a 0.006”.1E1
Pérdida de material en alabes de turbina de potencia.1D4
Desbalanceo de la flecha de acoplamiento de la TP con el incrementador de velocidad.1D3
Falla del sensor de vibración.1D2
Desalineación de la TP con el incrementador de velocidad.1D1
Falla del paro por sobrevelocidad Z-353.1C2
Falla del pickup de velocidad.1C1
Claro entre zapata y punta de alabes mayor a 0.055”1B3
Falla del pickup de velocidad.1B2
Sensor (pickup) de velocidad descalibrado.1B1
Amarre de la chumacera radial.1A4
Amarre del incrementador de velocidad.1A3
Desgaste de chumaceras.1A2
Desprendimiento de alabes.1A1
Modos de FallaIdentificación
MATRICES DE FRECUENCIA-SEVERIDAD
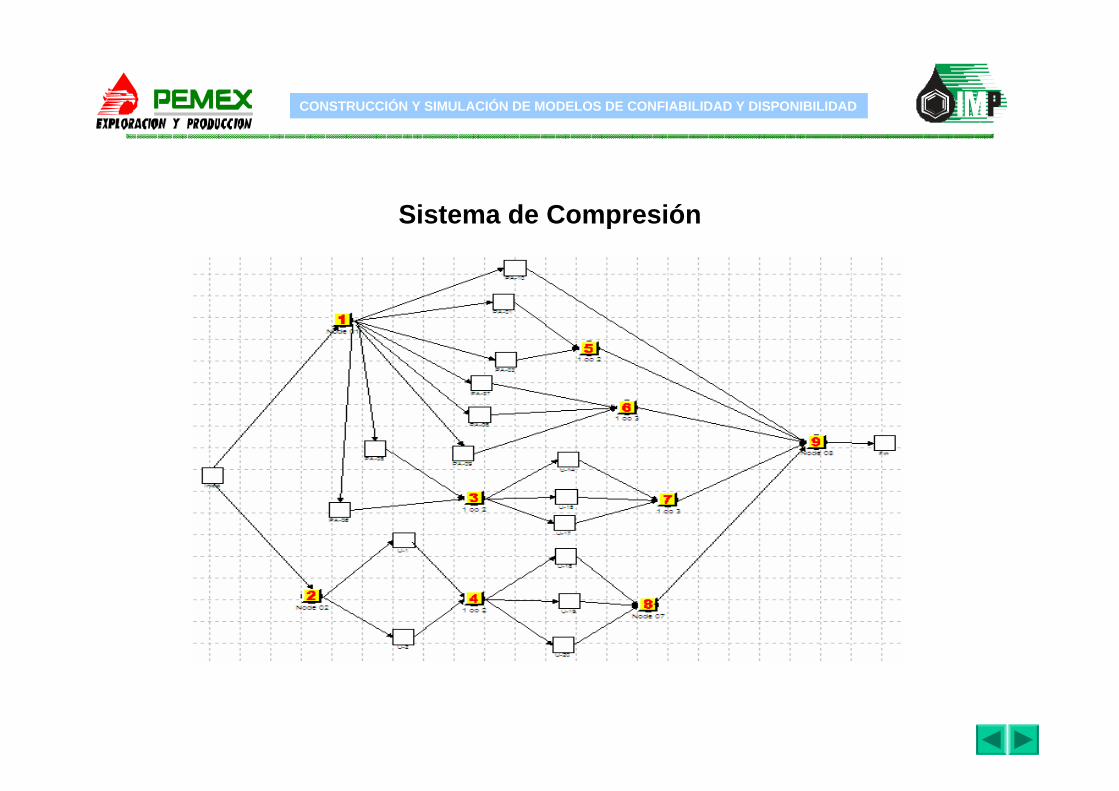
Sistema de Compresión
CONSTRUCCIÓN Y SIMULACIÓN DE MODELOS DE CONFIABILIDAD Y DISPONIBILIDAD
CONSTRUCCIÓN Y SIMULACIÓN DE MODELOS DE CONFIABILIDAD Y DISPONIBILIDAD
CONSTRUCCIÓN Y SIMULACIÓN DE MODELOS DE CONFIABILIDAD Y DISPONIBILIDAD

TASA DE FALLAS
Se elaboro una base de datos de tasa de fallas para agrupar y analizar las causas o condiciones que llevaron a los equipos a fallar en las
instalaciones de Paredón y Poza Rica II
Registro no uniforme de las causas de paro en las bitácoras de operación y mantenimiento.
Se analizaron un total de 676,933horas, de las cuales 6,806 son fallas reportadas
Los tipos de fallas que más se presentaron fueron:VibraciónAlta temperatura
La distribución que mejor modelo la mayoría de las fallas fue la Weibull. Esto nos indican que el número de ocurrencia de fallas puede aumentar o disminuir con el tiempo.
� Los Procedimientos Operativos no estaban actualizados� En muchos de los casos, el refaccionamiento no era el adecuado ni oportuno.� Algunos equipos tienen más de 20 años en operación
2005

Tasa de Fallas
2005
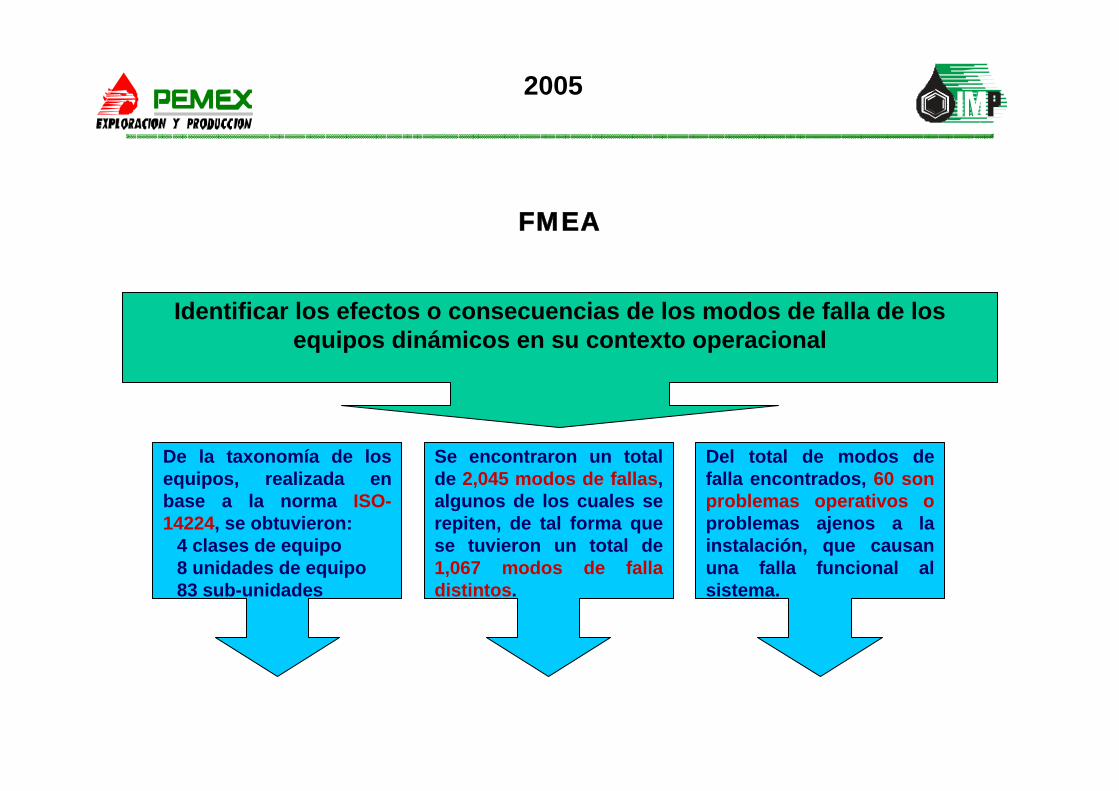
FMEA
Identificar los efectos o consecuencias de los modos de falla de los equipos dinámicos en su contexto operacional
Del total de modos de falla encontrados, 60 son problemas operativos oproblemas ajenos a la instalación, que causan una falla funcional al sistema.
Se encontraron un total de 2,045 modos de fallas, algunos de los cuales se repiten, de tal forma que se tuvieron un total de 1,067 modos de falla distintos.
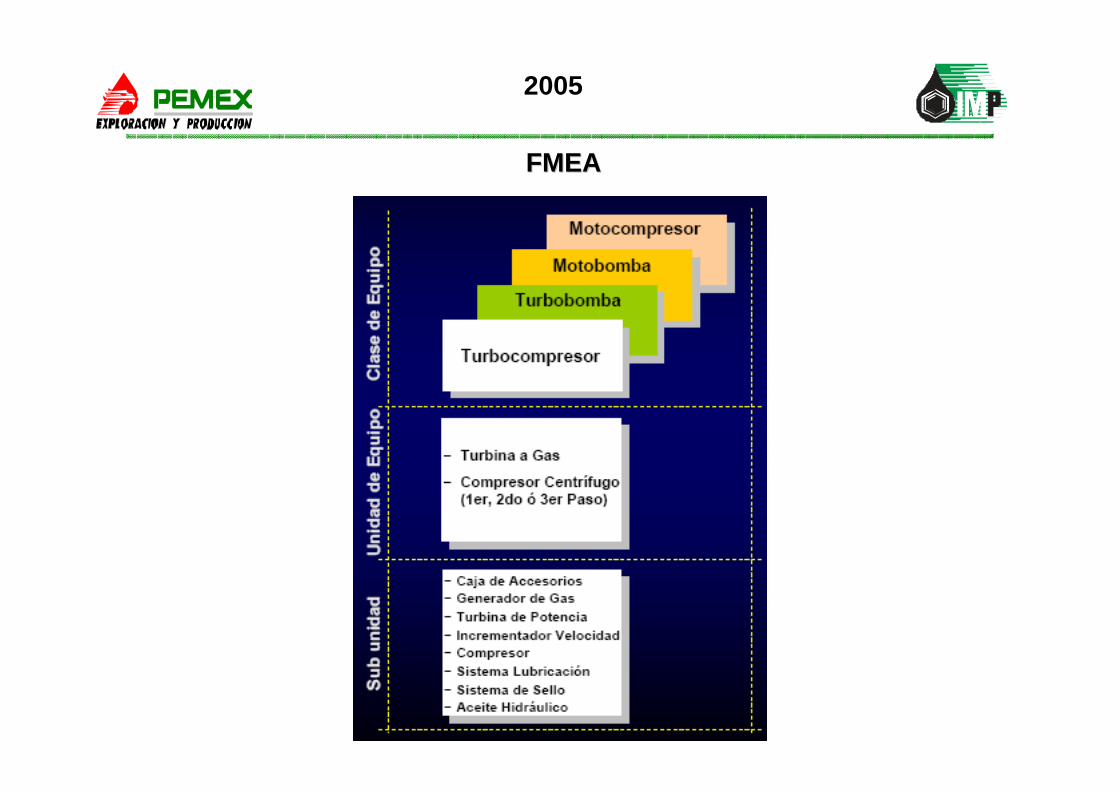
De la taxonomía de los equipos, realizada en base a la norma ISO-14224, se obtuvieron:�4 clases de equipo�8 unidades de equipo�83 sub-unidades
2005
FMEAFMEA
2005

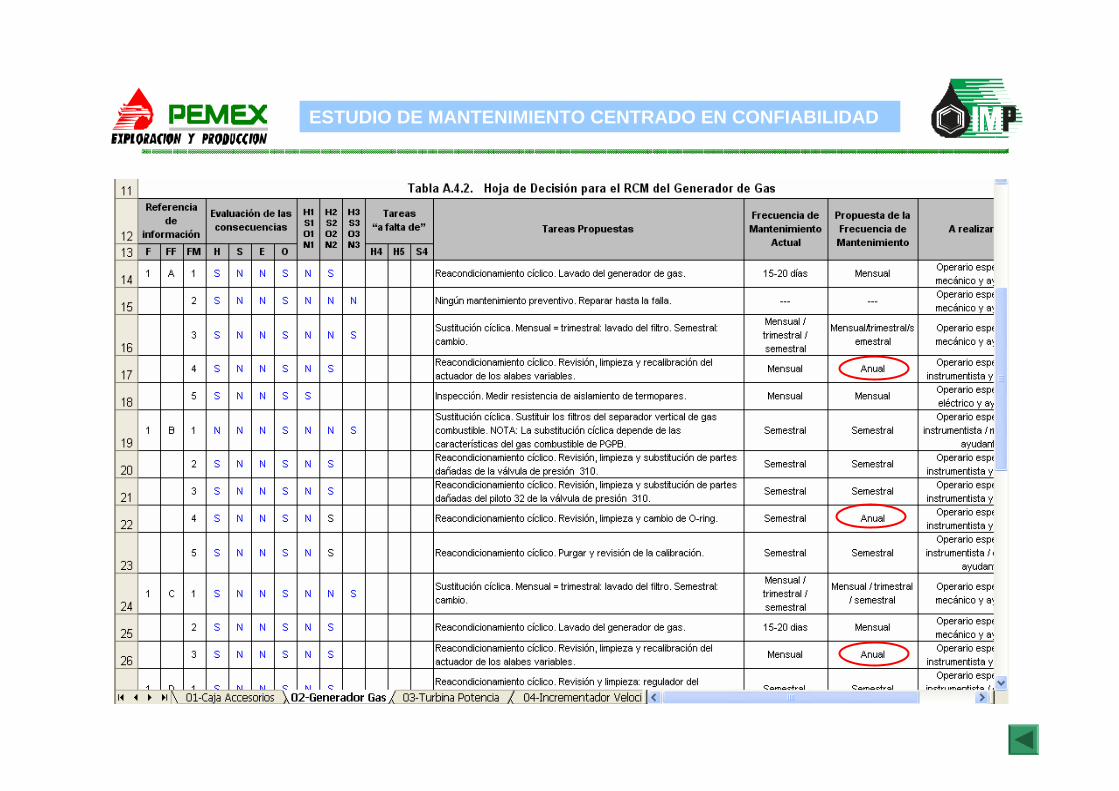
Optimizar los programas de mantenimiento de los equipos dinámicos en su contexto actual de operación
Las frecuencias de mantenimiento se modificaron en un 12%, lo que se refleja en un ahorro en costos de mantenimiento del 7.6% anual
� Algunos programas de mantenimiento no estaban actualizados.� No se contaba con programas de monitoreo de condición.
Del análisis de RCM se obtuvieron las siguientes tareas de mantenimiento:�Tareas a condición (inspección y mantenimiento predictivo), 38%.�Reacondicionamiento cíclico, 26%.� Sustitución cíclica, 5%.�Búsqueda de fallas, 3%.�Mantenimiento correctivo (operar hasta la falla), 28%.
Algunas tareas de mantenimiento preventivo no se ejecutaban en los periodos programados.
2005
RCM
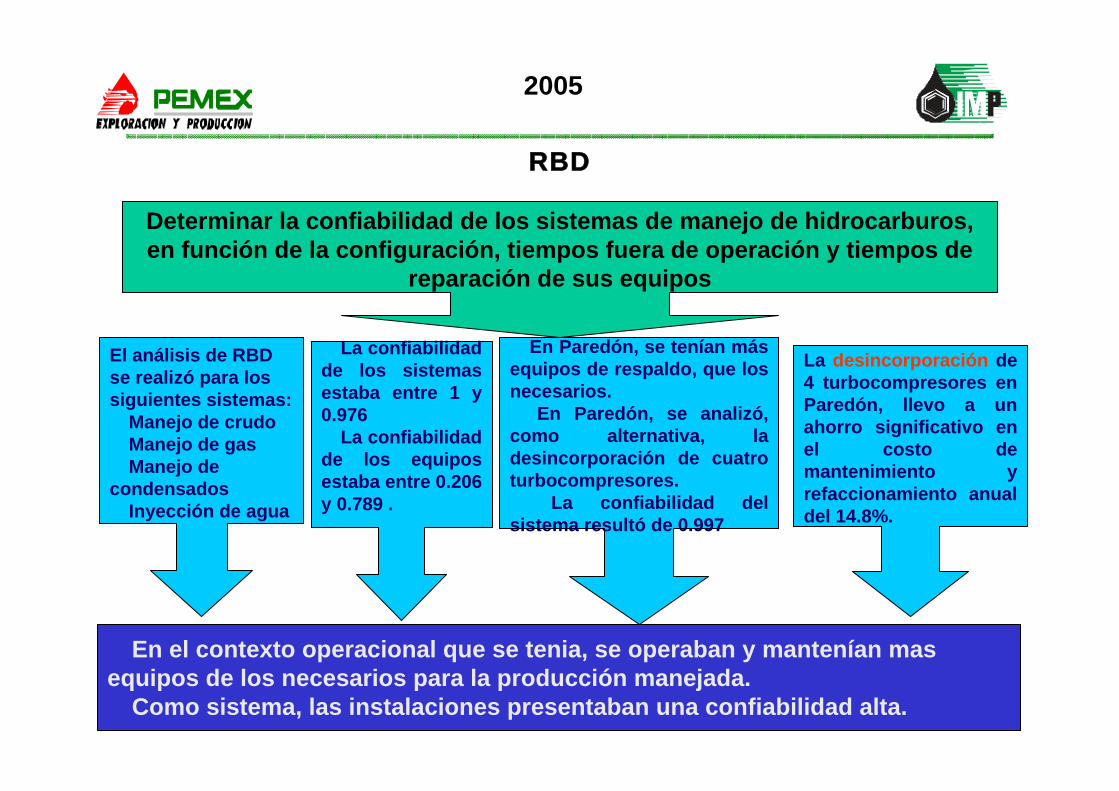
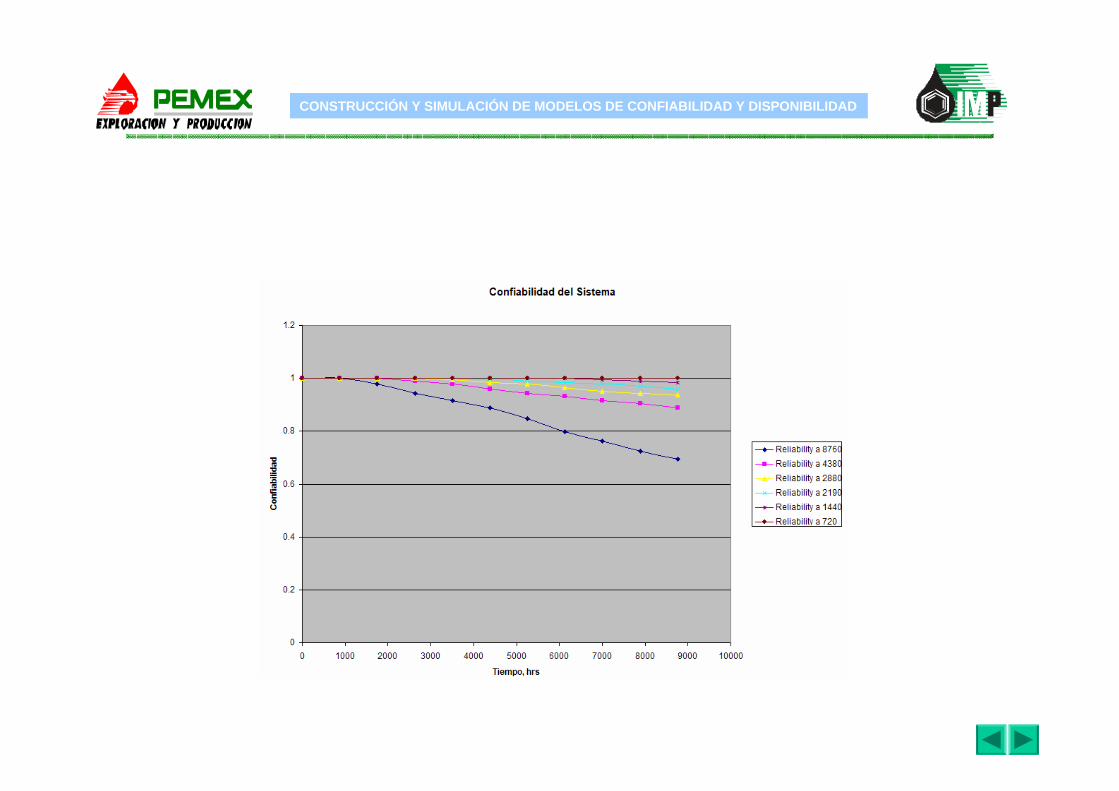
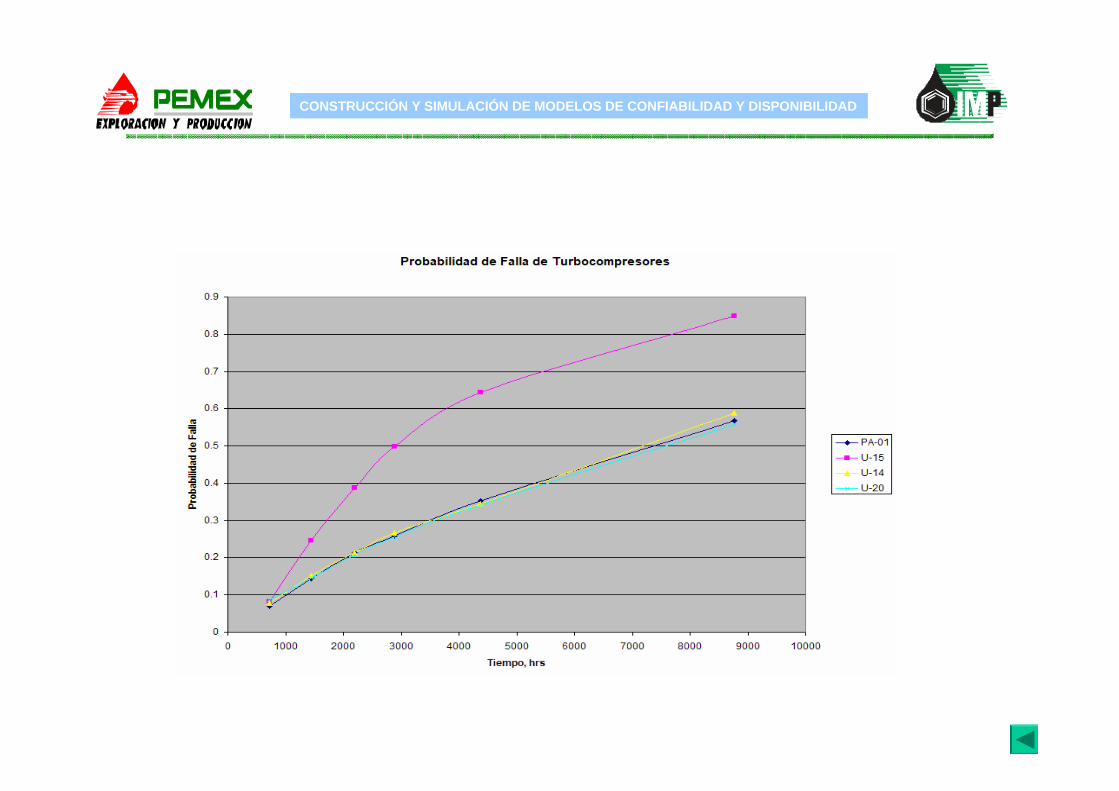
RBD
Determinar la confiabilidad de los sistemas de manejo de hidrocarburos, en función de la configuración, tiempos fuera de operación y tiempos de
reparación de sus equipos
El análisis de RBD se realizó para los siguientes sistemas:� Manejo de crudo� Manejo de gas� Manejo de condensados� Inyección de agua
� La confiabilidad de los sistemas estaba entre 1 y 0.976� La confiabilidad de los equipos estaba entre 0.206 y 0.789 .
� En Paredón, se tenían más equipos de respaldo, que los necesarios.� En Paredón, se analizó, como alternativa, la desincorporación de cuatro turbocompresores.� La confiabilidad del sistema resultó de 0.997
La desincorporación de 4 turbocompresores en Paredón, llevo a un ahorro significativo en el costo de mantenimiento y refaccionamiento anual del 14.8%.
� En el contexto operacional que se tenia, se operaban y mantenían mas equipos de los necesarios para la producción manejada.� Como sistema, las instalaciones presentaban una confiabilidad alta.
2005
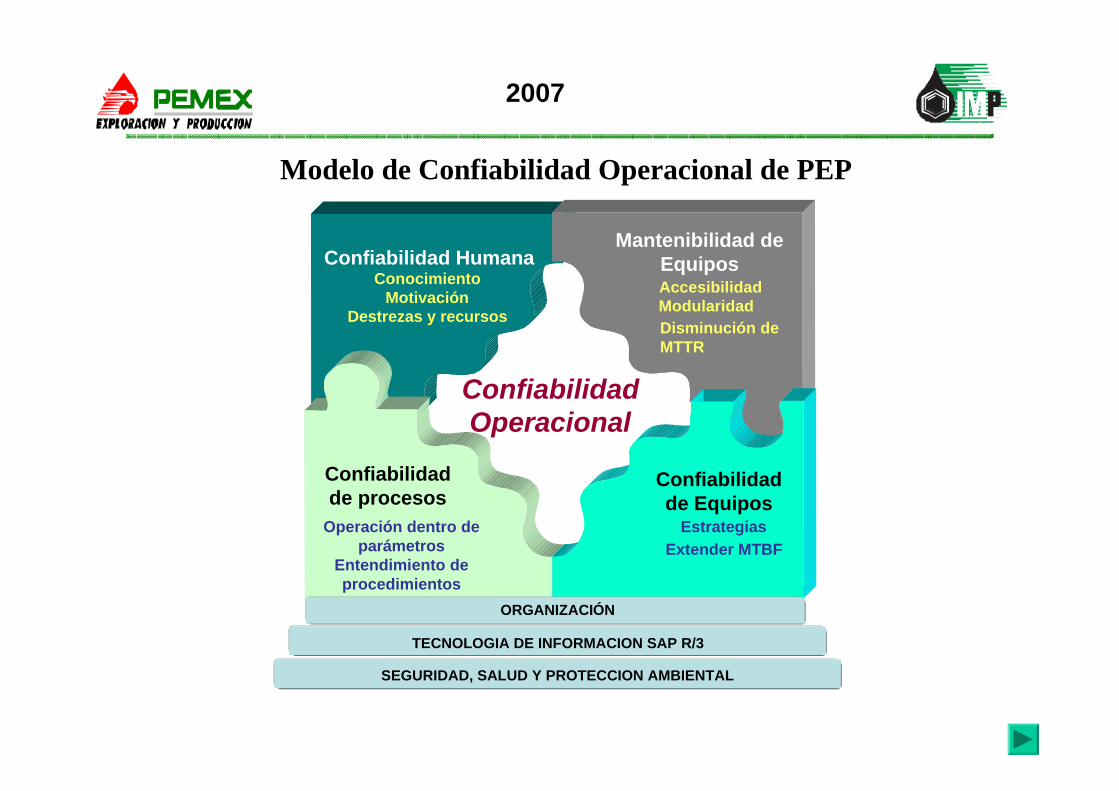
Modelo de Confiabilidad Operacional de PEP
Confiabilidad HumanaConocimiento
MotivaciónDestrezas y recursos
Mantenibilidad de EquiposAccesibilidadModularidad
Confiabilidad de procesos
Operación dentro de parámetros
Entendimiento de procedimientos
Confiabilidad de Equipos
EstrategiasExtender MTBF
ConfiabilidadOperacional
Disminución de MTTR
TECNOLOGIA DE INFORMACION SAP R/3
ORGANIZACIÓN
SEGURIDAD, SALUD Y PROTECCION AMBIENTAL
2007
GRACIAS

Sistema de Confiabilidad Operacional
SubdirecciSubdireccióón de Distribucin de Distribucióón y Comercializacin y Comercializacióónn
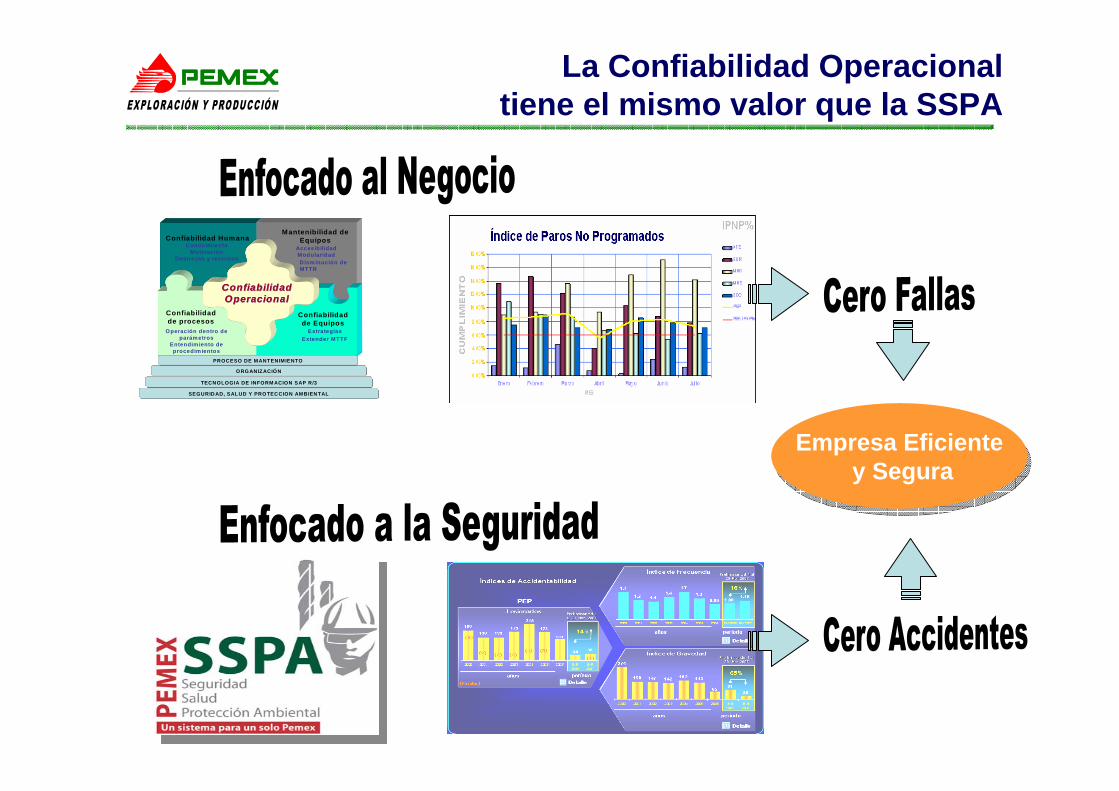
La Confiabilidad Operacional tiene el mismo valor que la SSPA
TECNOLOGIA DE INFORM ACION SAP R/3
ORGANIZACIÓN
SEGURID AD, SALUD Y PROTECCION AM BIENTAL
PROCESO DE M ANTENIMIENTO
ConfiabilidadConfiabilidadOperacionalOperacional
Confiabilidad HumanaConocimiento
MotivaciónDestrezas y recursos
Mantenibilidad de Equipos
AccesibilidadModularidad
Confiabilidad de procesos
Operación dentro de parámetros
Entendimiento de procedimientos
Confiabilidad de Equipos
EstrategiasExtender MTTF
ConfiabilidadConfiabilidadOperacionalOperacional
Disminución de MTTR
TECNOLOGIA DE INFORM ACION SAP R/3
ORGANIZACIÓN
SEGURID AD, SALUD Y PROTECCION AM BIENTAL
PROCESO DE M ANTENIMIENTO
ConfiabilidadConfiabilidadOperacionalOperacional
Confiabilidad HumanaConocimiento
MotivaciónDestrezas y recursos
Mantenibilidad de Equipos
AccesibilidadModularidad
Confiabilidad de procesos
Operación dentro de parámetros
Entendimiento de procedimientos
Confiabilidad de Equipos
EstrategiasExtender MTTF
ConfiabilidadConfiabilidadOperacionalOperacional
Disminución de MTTR
Empresa Eficientey Segura
Empresa Eficientey Segura
Confiabilidad humana
Confiabilidad de procesos
Confiabilidad de equipos y
ductos
Proceso de mantenimientoOrganización SAP R/3Mantenibilidad
de equipos
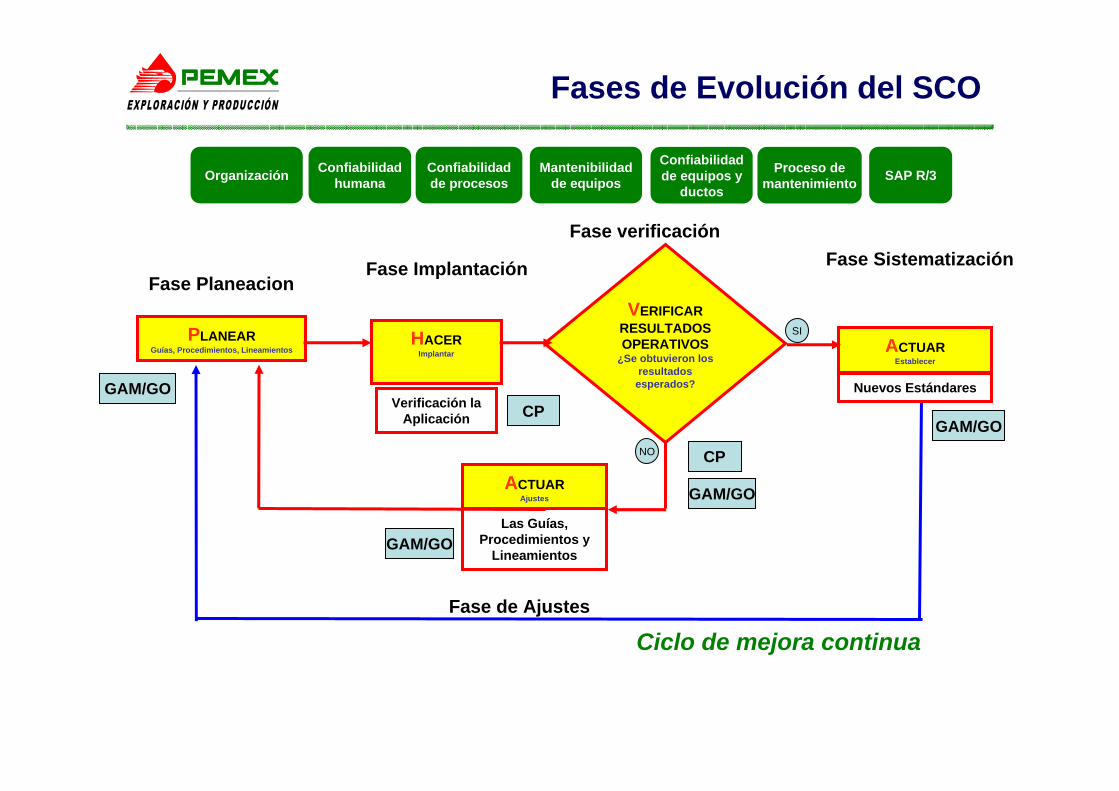
Fases de Evolución del SCO
Ciclo de mejora continua
PLANEARGuías, Procedimientos, Lineamientos
HACERImplantar
VERIFICARRESULTADOS OPERATIVOS
¿Se obtuvieron los resultados
esperados?
ACTUAREstablecer
ACTUARAjustes
Las Guías, Procedimientos y
Lineamientos
SI
NO
Fase PlaneacionFase Implantación
Fase verificación
Fase de Ajustes
Fase Sistematización
Nuevos EstándaresVerificación la
Aplicación
GAMGAM/GOCP
GAM/GO
GAM/GO
CP
GAM/GO
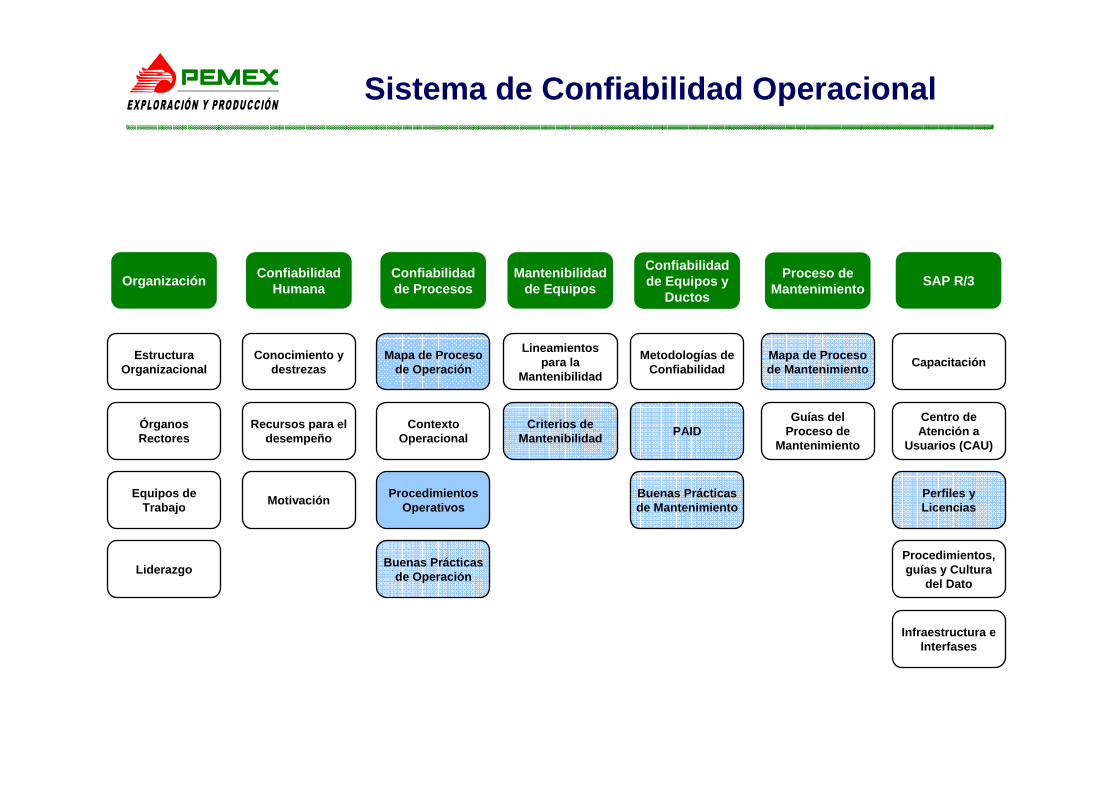
Sistema de Confiabilidad Operacional
Confiabilidad Humana
Confiabilidad de Procesos
Confiabilidad de Equipos y
Ductos
Proceso de MantenimientoOrganización SAP R/3Mantenibilidad
de Equipos
Centro de Atención a
Usuarios (CAU)
Capacitación
Perfiles y Licencias
Infraestructura e Interfases
Procedimientos, guías y Cultura
del Dato
Mapa de Proceso de Mantenimiento
Guías del Proceso de
Mantenimiento
Metodologías de Confiabilidad
PAID
Buenas Prácticas de Mantenimiento
Lineamientos para la
Mantenibilidad
Criterios de Mantenibilidad
Contexto Operacional
Mapa de Proceso de Operación
Procedimientos Operativos
Buenas Prácticas de Operación
Recursos para el desempeño
Conocimiento y destrezas
Motivación
Órganos Rectores
Estructura Organizacional
Equipos de Trabajo
Liderazgo

Plan de Implantación
Comunicación y Difusión
Organización Estructurada Implantación Asesoría Evaluación
• Presentaciones a la DG
• Presentaciones a Subdirectores y Gerentes
• Talleres a Coordinadores
• Talleres a personal profesionista de Operación, Mantenimiento y áreas soporte
• Medios electrónicos de difusión
• 1 Cuerpo de Gobierno Estratégico
• 1 Cuerpo de Gobierno Táctico
• 7 Equipos de Trabajo para elaboración de guías
• Equipos Naturales de Trabajo en los Centros de Proceso
• Implantación por Centro de Proceso
• Implantación por elemento
• Elaboración de guías, lineamientos, procedimientos
• Aplicación de guías, lineamientos, procedimientos
• Primera Etapa.-Instalaciones y ductos AAA
• Segunda etapa.-Instalaciones y ductos AA y A
• Soporte para elaboración de guías, lineamientos, políticas y procedimientos
• Soporte durante la implantación
• Talleres para la aplicación de guías, lineamientos, políticas y procedimientos
• Presentación de avances
• Revisiones de control
• Sistema para el registro de información y avances







