Download - Clase 03 Metodos I 2011-0 Trx
Ingeniería de Métodos I
Ing. Cecilia LLanos
1
2
Métodos de Trabajo
Unidad 1
Introducción
Introducción:
• Antes de iniciar el estudio de las técnicas que usará un analista de métodos en toda la empresa de fabricación, es necesario distinguir claramente los términos en estos temas. Así también, es importante aportar los factores necesarios que se deban tener en cuenta para el diseño de un centro de trabajo adecuado.
Método de Trabajo:
• Se pueden establecer tres conceptos de trabajo:• Es el procedimiento de sucesos o movimientos utilizados por uno o
más individuos para realizar una determinada operación.• Es la sucesión de operaciones y procesos utilizados para obtener un
determinado producto o realizar una labor.• También se podría decir, que es la combinación específica de
distribución y condiciones de trabajo, material y equipos, herramientas y trayectorias de movimientos involucrados en la realización de una determinada operación.
• Generalmente, suele disponerse de varios métodos para una sola operación o trabajo, por lo que siempre debe llevarse a cabo un estudio para determinar el mejor método a usar de acuerdo a un factor determinado.
• Ejemplo: En un trabajo de fundición los moldes pueden hacerse a máquina o a mano en un banco, Pueden hacerse varias piezas fundidas del mismo tipo en una caja de moldeado o pueden hacerse una pieza en cada caja.
Estación de Trabajo:
• Se define como estación de trabajo al área o sección de un centro de producción, donde el trabajador ejecuta los elementos de trabajo de una operación específica asignada.
• Esta área incluye el espació necesario para sus equipos auxiliares (tales como herramientas, bancos de trabajo o maquinas, etc.) y para el material que ha de ser trabajado allí.
• Luego una estación de trabajo puede ser una máquina con su respectivo operario, varias máquinas, una mesa de ensamblaje con varios operarios, etc.
Condiciones de Trabajo:
• Está perfectamente comprobada, la gran influencia que ejercen en la productividad las condiciones de trabajo. Por lo que es responsabilidad del analista presentar condiciones de trabajo que sean buenas, seguras y cómodas. El que el obrero se encuentre en un ambiente grato, en condiciones higiénicas, sin experimentar frío ni calor, con una iluminación adecuada y con el menor ruido posible.
• Mejorar la Ventilación• Calefacción y acondicionamiento de aire.• Mejora el alumbrado• Buen acondicionamiento cromático• Evitar Ruido y Vibraciones• Música Ambiental.

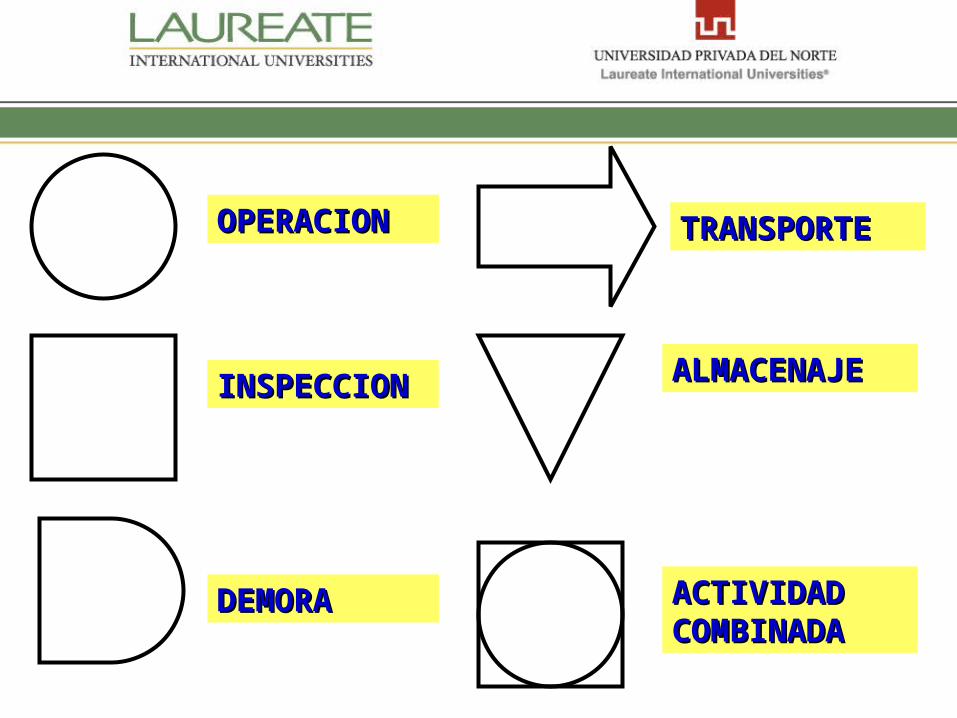
Diagrama de Proceso:
• Es una representación gráfica de los pasos que se siguen en toda una secuencia de actividades, dentro de un proceso o un procedimiento, identificándolos mediante símbolos de acuerdo con su naturaleza; incluye, además, toda la información que se considera necesaria para el análisis, tal como distancias recorridas, cantidad considerada y tiempo requerido. Con fines analíticos y como ayuda para descubrir y eliminar ineficiencias, es conveniente clasificar las acciones que tienen lugar durante un proceso dado en cinco clasificaciones. Estas se conocen bajo los términos de operaciones, transportes, inspecciones, retrasos o demoras y almacenajes

OPERACIONOPERACION
INSPECCIOINSPECCIONN
TRANSPORTTRANSPORTEE
DEMORADEMORA
ALMACENAJEALMACENAJE
ACTIVIDADES QUE INTERVIENEN EN EL TRABAJO
OPERACIONOPERACION
INSPECCIOINSPECCIONN
DEMORADEMORA
TRANSPORTTRANSPORTEE
ALMACENAJEALMACENAJE
ACTIVIDAD ACTIVIDAD COMBINADACOMBINADA
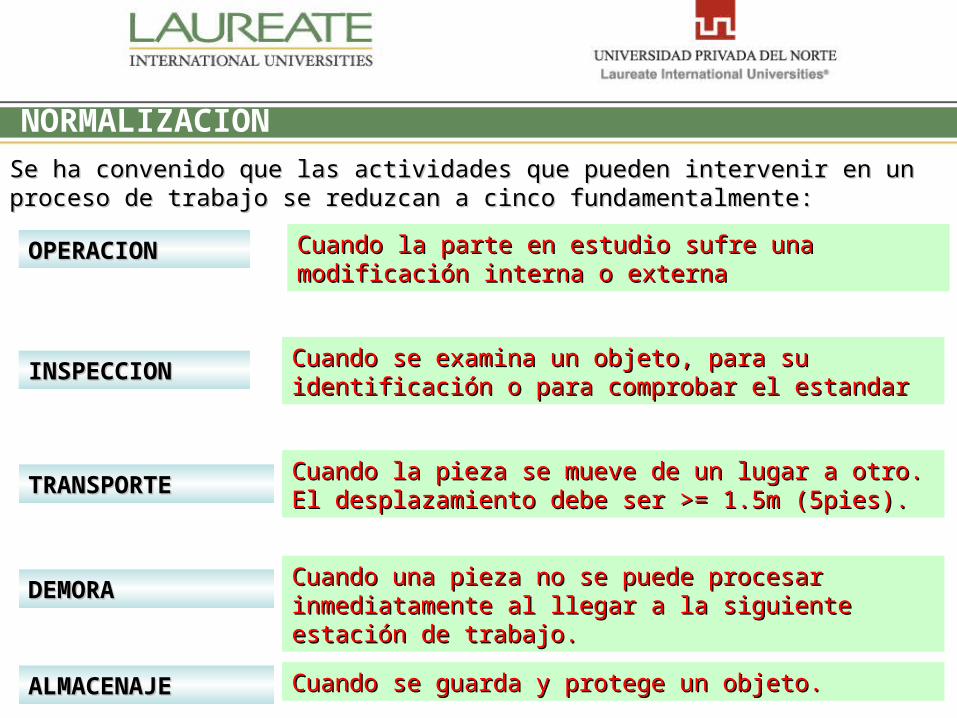
OPERACIONOPERACION Cuando la parte en estudio sufre una modificación Cuando la parte en estudio sufre una modificación interna o externainterna o externa
INSPECCIONINSPECCION Cuando se examina un objeto, para su identificación Cuando se examina un objeto, para su identificación o para comprobar el estandaro para comprobar el estandar
TRANSPORTETRANSPORTE Cuando la pieza se mueve de un lugar a otro. El Cuando la pieza se mueve de un lugar a otro. El desplazamiento debe ser >= 1.5m (5pies).desplazamiento debe ser >= 1.5m (5pies).
DEMORADEMORA Cuando una pieza no se puede procesar Cuando una pieza no se puede procesar inmediatamente al llegar a la siguiente estación de inmediatamente al llegar a la siguiente estación de trabajo.trabajo.
ALMACENAJEALMACENAJE Cuando se guarda y protege un objeto.Cuando se guarda y protege un objeto.
NORMALIZACION
Se ha convenido que las actividades que pueden intervenir en un proceso de Se ha convenido que las actividades que pueden intervenir en un proceso de trabajo se reduzcan a cinco fundamentalmente:trabajo se reduzcan a cinco fundamentalmente:
Operación:
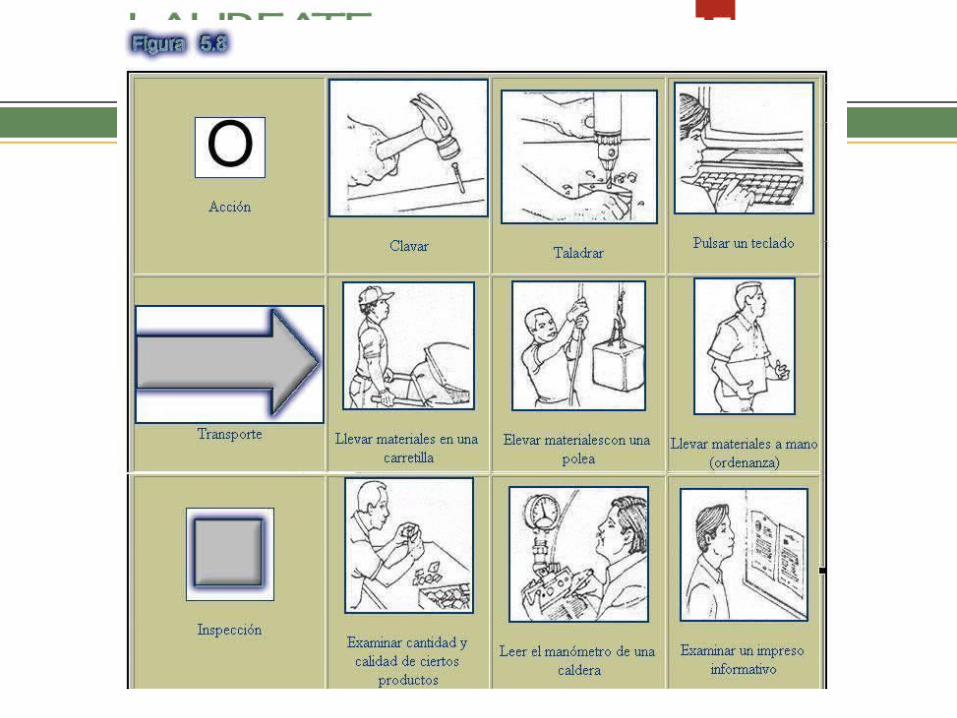
• Ocurre cuando un objeto está siendo modificado en sus características, se está creando o agregando algo o se está preparando para otra operación, transporte, inspección o almacenaje. Una operación también ocurre cuando se está dando o recibiendo información o se está planeando algo. Ejemplos:
• Tornear una pieza, tiempo de secado de una pintura, un cambio en un proceso, apretar una tuerca, barrenar una placa, dibujar un plano, etc
Transporte:
• Ocurre cuando un objeto o grupo de ellos son movidos de un lugar a otro, excepto cuando tales movimientos forman parte de una operación o inspección. Ejemplos:
• Mover material a mano, en una plataforma en monorriel, en banda transportadora, etc. Si es una operación tal como pasteurizado, un recorrido de un horno, etc., los materiales van avanzando sobre una banda y no se consideran como transporte esos movimientos.
Inspección:
• Ocurre cuando un objeto o grupo de ellos son examinados para su identificación o para comprobar y verificar la calidad o cantidad de cualesquiera de sus características. Ejemplos:
• Revisar las botellas que están saliendo de un horno, pesar un rollo de papel, contar un cierto número de piezas, leer instrumentos medidores de presión, temperatura, etc.
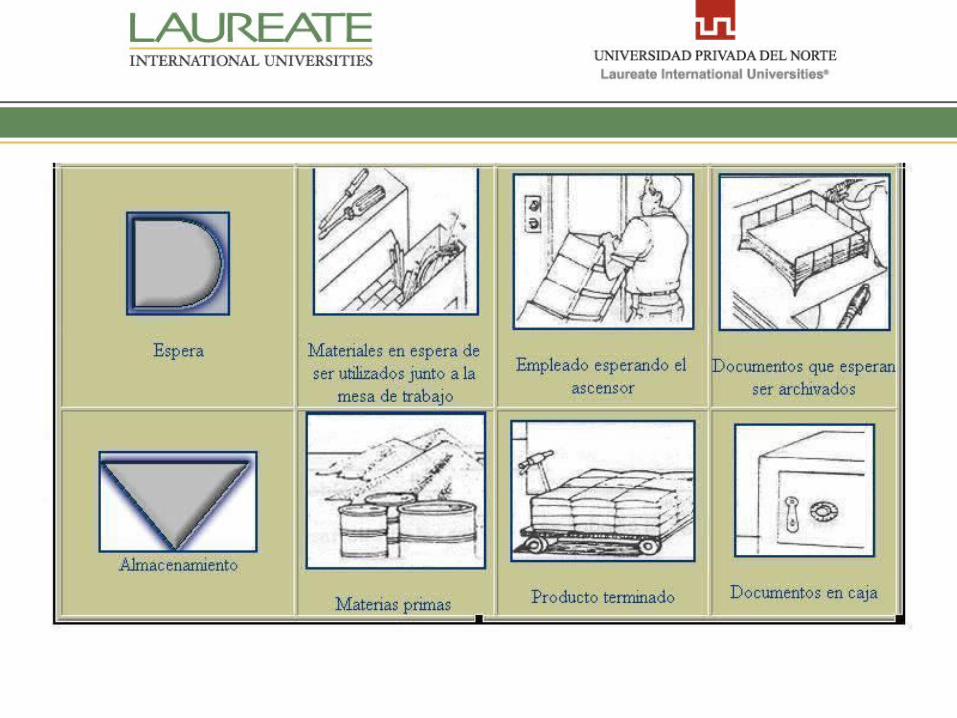
Demora:
• Ocurre cuando se interfiere en el flujo de un objeto o grupo de ellos. Con esto se retarda el siguiente paso planeado. Ejemplos:
• Esperar un elevador, o cuando una serie de piezas hace cola para ser pesada o hay varios materiales en una plataforma esperando el nuevo paso del proceso.
Almacenaje:
• Ocurre cuando un objeto o grupo de ellos son retenidos y protegidos contra movimientos o usos no autorizados. Ejemplos:
• Almacén general, cuarto de herramientas, bancos de almacenaje entre las máquinas. Si el material se encuentra depositado en un cuarto para sufrir alguna modificación necesaria en el proceso, no se considera almacenaje sino operación; tal sería el caso de curar tabaco, madurar cerveza, etc.
Actividad combinada:
• Cuando se desea indicar actividades conjuntas por el mismo operario en el mismo punto de trabajo, los símbolos empleados para dichas actividades (operación e inspección) se combinan con el círculo inscrito en el cuadro.
ACTIVIDADES QUE INTERVIENEN EN UN MÉTODO DE TRABAJO
Actividades Productivas • Operación Produce o realiza• Inspección Verifica o comprueba• Operación – Inspección
Actividades Improductivas• Transporte Mueve o traslada• Demora Retrasa• Almacenaje Guarda
Ejercicio:
Identificar las siguientes actividades:• Martillar ( )• Mover material en vehículo ( )• Mezclar ( )• Archivo de documentos. ( )• Esperar el elevador. ( )• Examinar calidad y cantidad. ( )
• Lectura de temperatura ( )• Producto terminado apilado ( )• Taladrar ( )• Traslado documentos Mensajero. ( )• Documentos en espera para archivarse ( )• Revisar información impresa ( )
CAJERA DE UN SUPERMERCADOCAJERA DE UN SUPERMERCADO
Recibe el producto que el cliente quiere comprar,
luego lo pasa por un sensor óptico para determinar
su precio, cobra la cantidad indicada según reporte
de la PC al cliente, verifica el dinero para ver que
no sea falso por un detector de dinero y procede al
cobro correspondiente, finalmente cheka el
producto lo coloca en una bolsa, y le entrega al
cliente.
EJEMPLO Nº 01
Elaborar las secuencias de actividades de la Elaborar las secuencias de actividades de la cajeracajera
1.1. Recibe productoRecibe producto
Secuencia:
2. Los pasa por el sensor óptico2. Los pasa por el sensor óptico
3. Cobra la cantidad indicada3. Cobra la cantidad indicada
4. Verifica la autenticidad del dinero4. Verifica la autenticidad del dinero
5. Cobra la cantidad indicada5. Cobra la cantidad indicada
6. Verifica el producto6. Verifica el producto
8. Le entrega al cliente su producto8. Le entrega al cliente su producto
7. Embolsa el producto7. Embolsa el producto
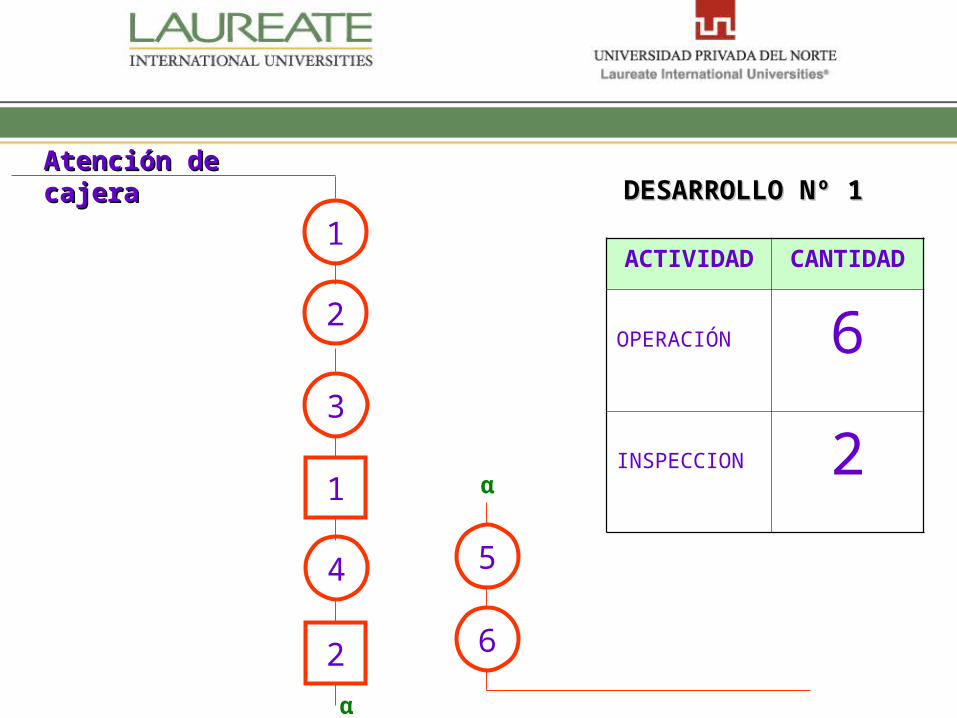
Atención de cajeraAtención de cajera
1
2
3
4 5
1
2
ACTIVIDAD CANTIDAD
OPERACIÓN 6
INSPECCION 2
DESARROLLO Nº DESARROLLO Nº 11
6
α
α
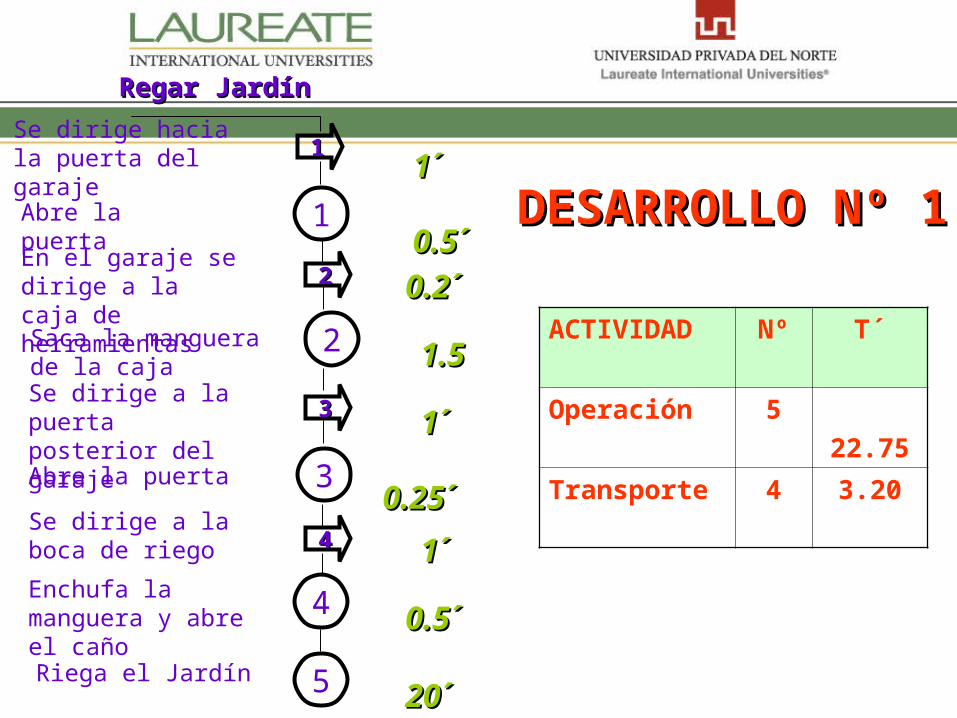
Regar el JardínRegar el Jardín
El señor Mejía a las 6 pm. decide regar el jardín,
realizando las siguientes actividades previas al riego: se
dirige al garaje situado al otro lado de la casa (5.5m),
abre la puerta del garaje y camina hacia la caja de
herramientas (3m). Allí coge la manguera que está dentro
de la caja y la lleva a la puerta trasera del garaje (4.5m),
abre la puerta y continúa transportando la manguera
hasta la boca de riego (llave de caño), situado en la parte
posterior del garaje ( 3m). Enchufa la manguera y abre la
llave del caño (simultáneamente), luego comienza a regar
el jardín. Se pide un diagrama de análisis de operaciones
EJERCICIO Nº 1

ACTIVIDAD CANTIDAD
OPERACIÓN 5
TRANSPORTE 4
1Abre la puerta
Se dirige hacia la puerta del garaje
11
22En el garaje se dirige a la caja de herramientas
2Saca la manguera de la caja
33Se dirige a la puerta posterior del garaje
3Abre la puerta
44Se dirige a la boca de riego
4Enchufa la manguera y abre el caño
5Riega el Jardín
DESARROLLO Nº 2DESARROLLO Nº 2
Regar JardínRegar Jardín
PRODUCTO: FABRICACIÓN DE SILLASPRODUCTO: FABRICACIÓN DE SILLAS
La Materia Prima se encuentra en el Almacén, luego se transporta
a la sección de habilitado (5m), Se habilita la madera y se
inspecciona a la vez; luego pasa al área de ensamblado donde se
pegan y clavan las partes de la silla, Luego es llevado al área de
lijado (4m), en Lijado se lija la silla, Luego pasa al área de
Laqueado, En el área de Laqueado se lo laquea con el color
especificado, Luego es llevado al área de Pulido (6m), luego es
llevado al área de Barnizado donde se le pasa una capa, luego se
hace una inspección, pasa al área de secado (10m); al final es
llevado al almacén de productos terminados ubicado a 7 m.
Hacer una Diagrama de análisis de operaciones.
EJERCICIO Nº 2
PRODUCTO: ENLATADO DE ESPARRAGOPRODUCTO: ENLATADO DE ESPARRAGO
El Espárrago llega la planta donde se realizan las siguientes
operaciones en forma resumida: Es almacenado en la zona de
acopio; luego el espárrago es trasladado (6m) para ser llevado al
área de clasificado (donde se clasifica el espárrago), luego es
llevado para ser pelado según estándares establecidos (mientras
se pela también se verifica que cumpla con las especificaciones
indicadas), luego es bañado con agua caliente para ir a ser
envasado (2m), seguidamente es pesado y luego se verifica que
cumpla el peso indicado, en la siguiente etapa se le adiciona
líquido de gobierno, luego es sellado para pasar a la esterilización
a 4m y finalmente al almacén ( 1.6m). Se pide un diagrama de
operaciones
EJERCICIO Nº 3
CALZADOCALZADO
Para la fabricación de un calzado se sigue los siguientes pasos en
forma resumida:
Se lleva la MP del Almacén al área de clasificado (1m.), Se
clasifica el cuero y es llevado para su corte según molde (1.8m),
Luego pasa a Armado para ser armado en los respectivos moldes
donde a su vez también se realiza la primera inspección en forma
simultanea, luego pasa al retoque (4 m) se retoca e inspecciona
en forma simultanea y antes de pasar al acabado final del zapato,
tiene que esperar aproximadamente 2h (por los recientes cortes
de fluido por sobrecarga en la llave cuchilla) y finalmente es
desplazado al almacén ( 1.3m) para su despacho a la tienda.
EJERCICIO Nº 4

PRODUCTIVAS E IMPRODUCTIVAS
ACTIVIDADES

% Act. % Act. ProductivaProductivas = s =
ACTIVIDADES PRODUCTIVASACTIVIDADES PRODUCTIVAS
% Act. % Act. ImproductivaImproductivas = s =
X100
X100
ACTIVIDADES IMPRODUCTIVASACTIVIDADES IMPRODUCTIVAS

CAJERA DE UN SUPERMERCADOCAJERA DE UN SUPERMERCADO
Recibe el producto que el cliente quiere comprar (45 seg),
luego lo pasa por un sensor óptico para determinar su
precio (1 seg), cobra la cantidad indicada según reporte
de la PC al cliente (25 seg), verifica el dinero para ver que
no sea falso por un detector de dinero (5 seg) y procede
al cobro correspondiente (7 seg) , finalmente cheka el
producto (10 seg) , lo coloca en una bolsa (3 seg), y le
entrega al cliente (5 seg).
EJEMPLO Nº 01
Determinar el % de actividad productiva e Determinar el % de actividad productiva e improductivaimproductiva
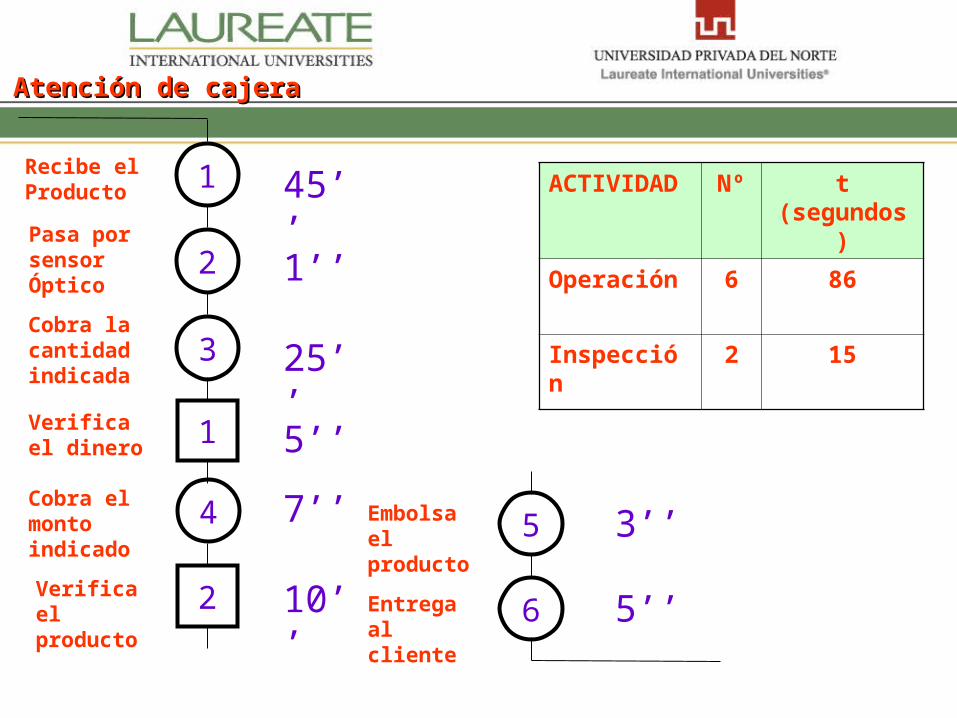
Atención de cajeraAtención de cajera
1
2
3
4
6
1
2
45’’
1’’
25’’
5’’
10’’
7’’
5’’
ACTIVIDAD Nº t (segundos)
Operación 6 86
Inspección 2 15
5 3’’
Recibe el Producto
Pasa por sensor Óptico
Cobra la cantidad indicada
Verifica el dinero
Cobra el monto indicado
Verifica el producto
Embolsa el producto
Entrega al cliente
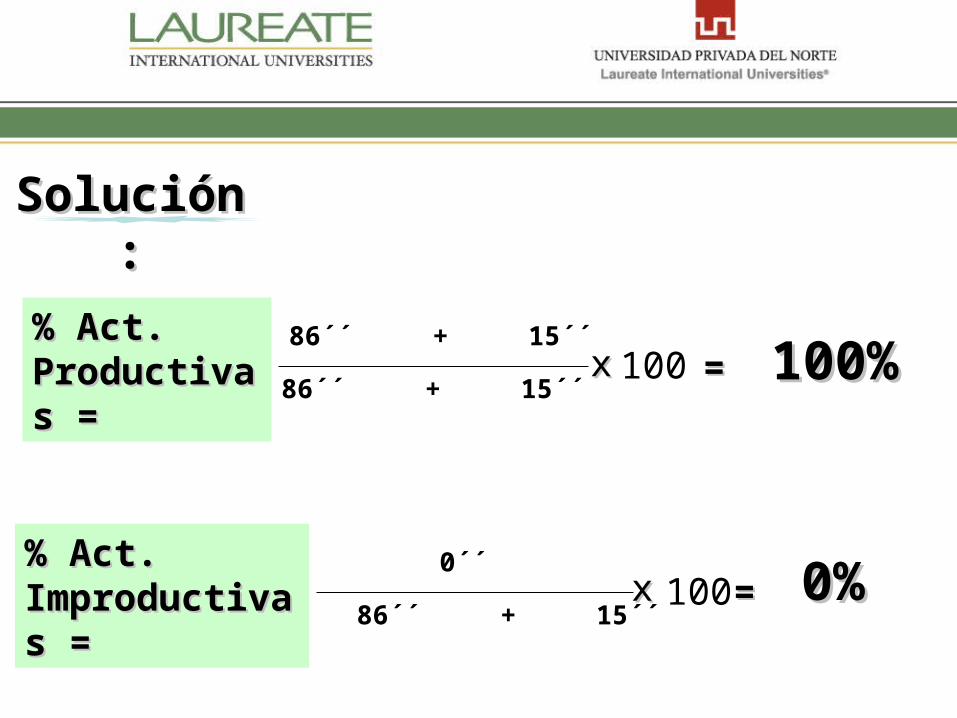
SoluciónSolución::
% Act. % Act. ProductivaProductivas = s =
86´´ + 15´´
86´´ + 15´´= = 100100
%%
% Act. % Act. ImproductivImproductivas = as =
0´´
86´´ + 15´´= = 0%0%
xx 100
xx 100

EL SEÑOR MEJIAEL SEÑOR MEJIA
EJERCICIO Nº 1
El señor Mejía a las 6 pm. decide regar el jardín, realizando las siguientes
actividades previas al riego: se dirige al garaje situado al otro lado de la casa
(5.5m/1min), abre la puerta del garaje (0.5 min) y camina hacia la caja de
herramientas (3m/0.2min). Allí coge la manguera que está dentro de la caja
(1.5 min) y la lleva a la puerta trasera del garaje (4.5m/1min), abre la puerta
(15seg) y continúa transportando la manguera hasta la boca de riego (llave de
caño), situado en la parte posterior del garaje (3m/1min). Enchufa la
manguera y abre la llave del caño (simultáneamente) (30seg), luego comienza
a regar el jardín (20 min). Se pide un diagrama de análisis de operaciones.
Y calcular el porcentaje de actividades productivas e improductivas.
DESARROLLO Nº DESARROLLO Nº 11
1´1´
0.5´0.5´
0.2´0.2´
0.25´0.25´
1´1´
1´1´
0.5´0.5´
20´20´
ACTIVIDAD Nº T´
Operación 5
22.75
Transporte 4 3.20
1.51.5
1Abre la puerta
Se dirige hacia la puerta del garaje 11
22En el garaje se dirige a la caja de herramientas
2Saca la manguera de la caja
33Se dirige a la puerta posterior del garaje
3Abre la puerta
44Se dirige a la boca de riego
4Enchufa la manguera y abre el caño
5Riega el Jardín
Regar JardínRegar Jardín
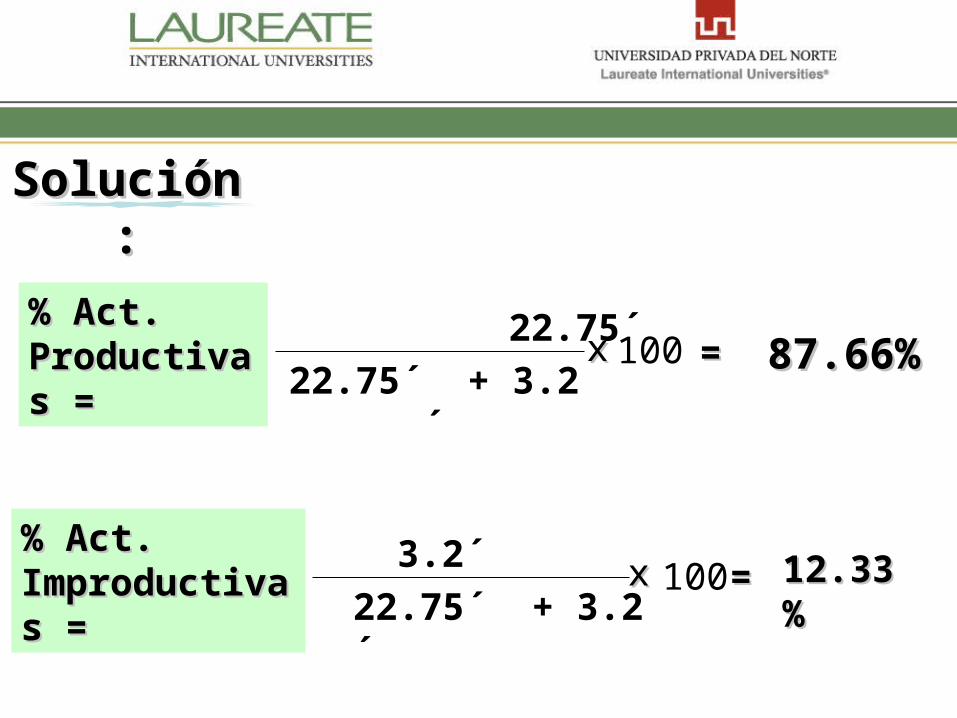
SoluciónSolución::
% Act. % Act. ProductivaProductivas = s =
22.75´
22.75´ + 3.2´= = 87.6687.66
%%
% Act. % Act. ImproductivImproductivas = as =
3.2´
22.75´ + 3.2´= = 12.3312.33
%%
xx 100
xx 100

PRODUCTO: FABRICACIÓN DE SILLASPRODUCTO: FABRICACIÓN DE SILLAS
La Materia Prima se encuentra en el Almacén, luego se transporta
a la sección de habilitado (5m/0.5min), Se habilita la madera y se
inspecciona a la vez (50min); luego pasa al área de ensamblado
donde se pegan y clavan las partes de la silla (18min), Luego es
llevado al área de lijado (4m/0.5min), en Lijado se lija la silla
(12min), Luego pasa al área de Laqueado, En el área de Laqueado
se lo laquea con el color especificado (13min), Luego es llevado al
área de Pulido (6m/1min) (16min), luego es llevado al área de
Barnizado donde se le pasa una capa (14min), luego se hace una
inspección (5min), pasa al área de secado (10m/1min) (120min);
al final es llevado al almacén de productos terminados ubicado a
(7 m/1.5min).
Hacer una Diagrama de análisis de operaciones y calcular las actividades
productivas e improductivas.
EJERCICIO Nº 2

Desarrollo Ejercicio 2
SillasSillas
11Almacén 0’
1
1 5m/0.5’
1 50’
A habilitado
Habilitado e inspección
1 18’Ensamblado
Luego es llevado al área de lijado
(4m/0.5min), en Lijado se lija la silla
(12min), Luego pasa al área de
Laqueado, En el área de Laqueado se lo
laquea con el color especificado
(13min), Luego es llevado al área de
Pulido (6m/1min) (16min), luego es
llevado al área de Barnizado donde se
le pasa una capa (14min), luego se hace
una inspección (5min), pasa al área de
secado (10m/1min) (120min); al final es
llevado al almacén de productos
terminados ubicado a (7 m/1.5min).
Hacer una Diagrama de análisis de
operaciones y calcular las actividades
productivas e improductivas.
IMPRESIÓN DE UN VOLANTEIMPRESIÓN DE UN VOLANTEIngresa el modelo del VOLANTE al área de diseño – Ingresa el modelo del VOLANTE al área de diseño – prepara el volante (2h), una vez terminado pasa al área prepara el volante (2h), una vez terminado pasa al área de montaje donde es preparado (3h) y después es de montaje donde es preparado (3h) y después es verificado su conformidad (30min) para luego realizar el verificado su conformidad (30min) para luego realizar el quemado en una placa de impresión la que dura 1h. -Se quemado en una placa de impresión la que dura 1h. -Se tuvo que esperar 30´, ya que el operario realiza otras tuvo que esperar 30´, ya que el operario realiza otras actividades- después es llevado al área de impresión en actividades- después es llevado al área de impresión en una máquina offset, donde se realiza la impresión una máquina offset, donde se realiza la impresión (1h)(1h) inspección simultáneamente a la salida del volante del inspección simultáneamente a la salida del volante del offset; luego es llevado a refilar a la cortadora eléctrica offset; luego es llevado a refilar a la cortadora eléctrica (2h) ubicada a 2 metros (2min) del área de impresión, (2h) ubicada a 2 metros (2min) del área de impresión, luego va al almacén de producto terminado para su luego va al almacén de producto terminado para su despacho que esta ubicado a 10 metros (3min).despacho que esta ubicado a 10 metros (3min).
Realice un diagrama de Flujo y calcule el % de Realice un diagrama de Flujo y calcule el % de actividades productivas e improductivas.actividades productivas e improductivas.
EJERCICIO Nº 3

1
1
2
3
1
1
1
4
TiempoTiempo
2 horas2 horas
3 horas3 horas
0.5 horas0.5 horas
0.5 horas0.5 horas
1 hora1 hora
1. horas1. horas
0.03 horas0.03 horas
2 horas2 horas
1
ACTIVIDAD Nº t (horas)
Operación 5 9
Inspección 2 0.50
Transporte 1 0.08
Demora 1 0.5
Almacén 1 0
DiseñoDiseño
MontajeMontaje
ConformidadConformidad
EsperaEspera
QuemadoQuemado
Impresión/inspecc.Impresión/inspecc.
hacia Cortadorahacia Cortadora
CorteCorte
Almacén P.T.Almacén P.T. ClienteCliente
2A AlmacénA Almacén 0.05 horas0.05 horas

Un determinado método de trabajo presenta el Un determinado método de trabajo presenta el siguiente resumen de actividades:siguiente resumen de actividades:
ACTIVIDAD NUMERO t TOTAL (seg)
Operación 13 132Inspección 6 46Transporte 7 8Demora 3 7Almacenaje 2 0
Calcular los respectivos porcentajes de Calcular los respectivos porcentajes de actividades.actividades.
EJERCICIO Nº 3EJERCICIO Nº 3
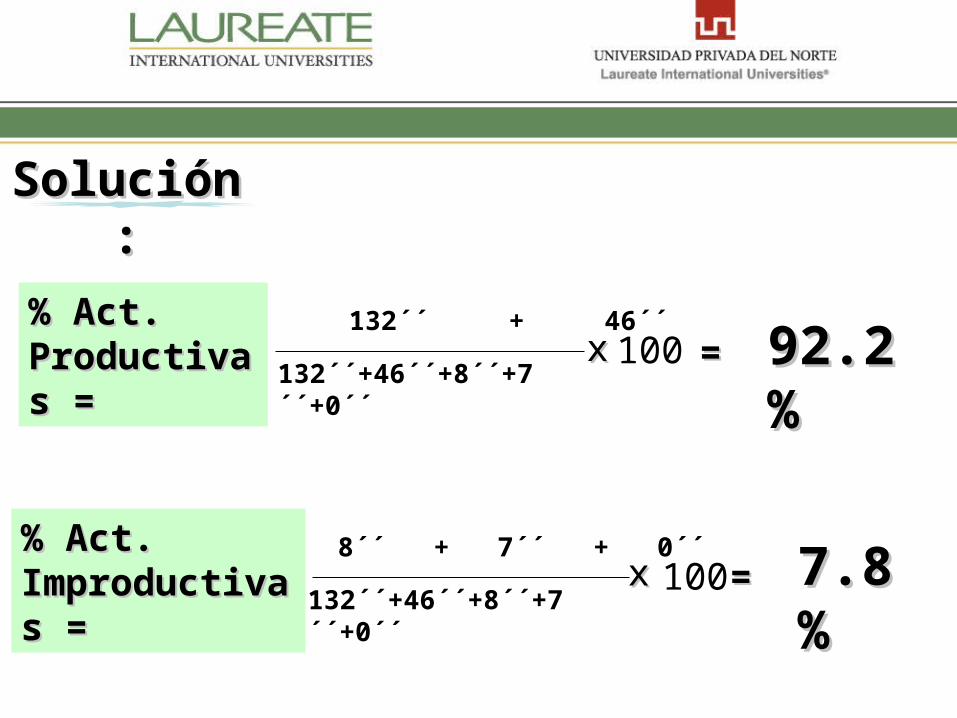
SoluciónSolución::
% Act. % Act. ProductivaProductivas = s =
132´´ + 46´´
132´´+46´´+8´´+7´´+0´´= = 92.292.2
%%
% Act. % Act. ImproductivImproductivas = as =
8´´ + 7´´ + 0´´
132´´+46´´+8´´+7´´+0´´= = 7.87.8
%%
xx 100
xx 100
Un determinado método de trabajo se han realizado 15 operaciones con una duración de 12 veces la empleada por el total de las inspecciones, en transportes se han realizado 7 con una duración de cada una de 30 minutos, en el caso de las demoras solo es la tercera parte de las operaciones y el tiempo empleado total es de un quinto de la empleadas en total por transporte, las inspecciones fueron 5 con un tiempo total de 2horas. Calcular los respectivos porcentajes de Calcular los respectivos porcentajes de
actividades.actividades.
EJERCICIO Nº 4EJERCICIO Nº 4
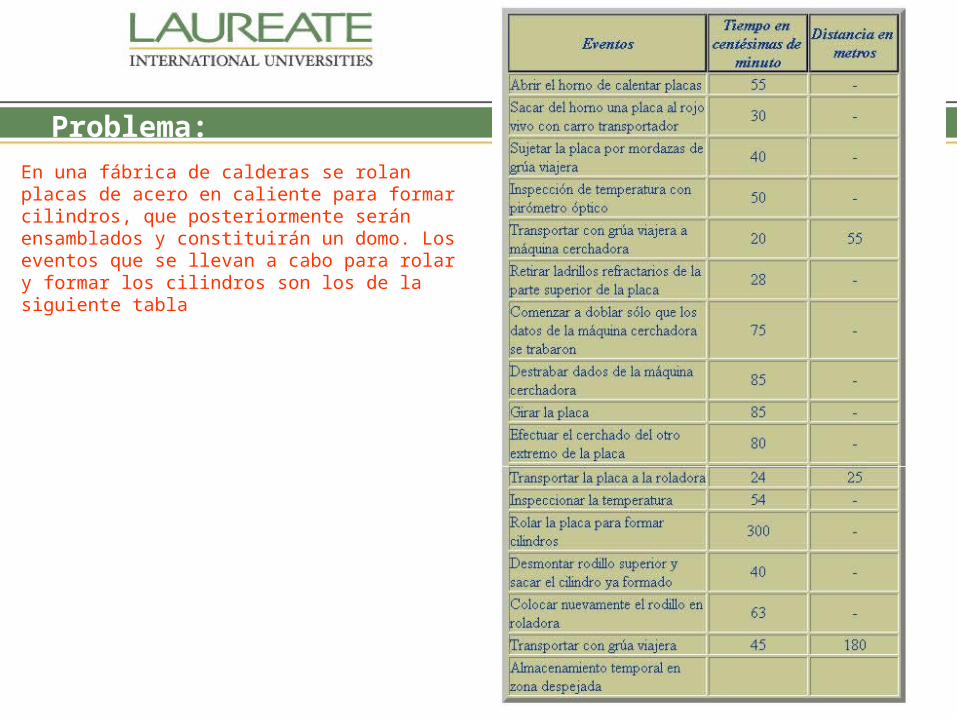
Problema:
En una fábrica de calderas se rolan placas de acero en caliente para formar cilindros, que posteriormente serán ensamblados y constituirán un domo. Los eventos que se llevan a cabo para rolar y formar los cilindros son los de la siguiente tabla
Taller:
Indicaciones:• Formar Grupos de 4 alumnos.• Compartir las actividades que realizan en su trabajo.• Seleccionar las actividades de uno de los integrantes
del grupo.• Describirlas textualmente, con tiempos y distancias de
desplazamientos.• Realizar un diagrama de análisis de operaciones• Calcular actividades productivas e improductivas.
Tiempo del taller 60 min.
01
02
01
03
04
02
Tornear espiga, biselar
extremo y cortar
17
14
15
16
06
07
1.50 min.
0.30
0.09
0.36
Perno de tope
Quitar rebabas
Verificar medidas
Desengrasar
Cromar
Verificar acabado
Discos Taladrar agujero
concéntrico al eje
Hacer agujero transversal
Rebarbar agujero perno de tope
desengrasarPintura
11
12
04
05
08
09
10
074.20 min.
0.60
1.32
0.40
0.09
0.48
Pulir
Verificar medidas
Pintar
Verificar acabado
05
06
03
13
18
08
Eje
1.5 min.
0.60
4.20
1.20
0.09
0.48
Pintura
1.20Bocina
2.70
Tornear y cortar
Pulir
Verificar dimensiones y acabado
Fresar
Quitar rebabasVerificar fresado
Desengrasar
Pintar
Verificar acabadoMontar discosFijar perno de tope al montaje
Inspección final
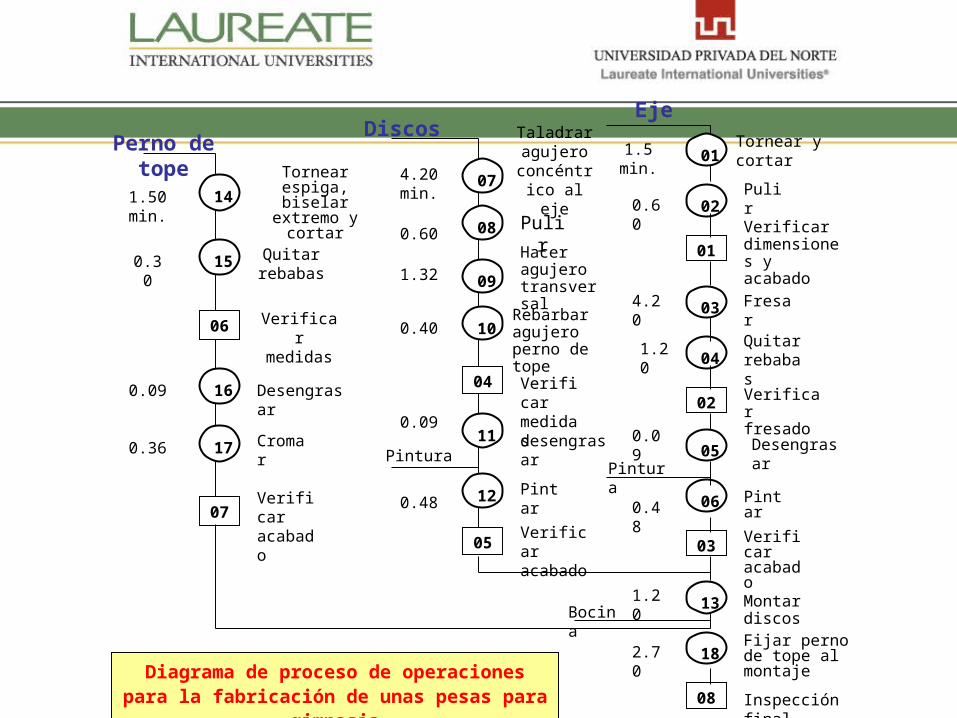
Diagrama de proceso de operaciones para la fabricación de unas pesas para
gimnasia
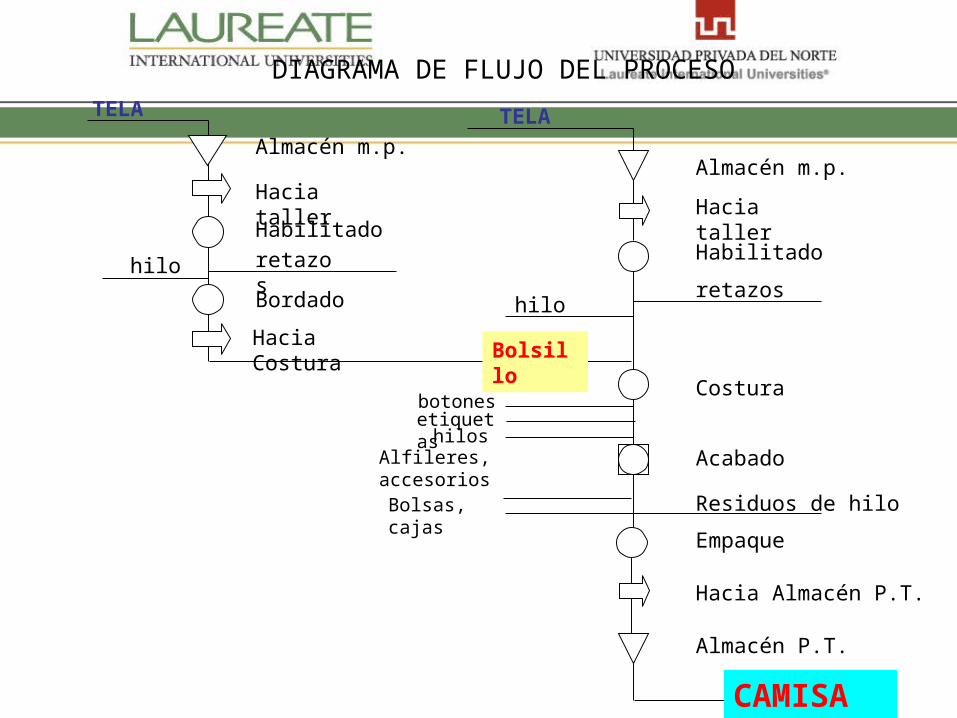
DIAGRAMA DE FLUJO DEL PROCESO
TELA
Almacén m.p.
Hacia taller
Habilitado
Costura
retazoshilo
TELA
hilo
Bolsillo
Almacén m.p.
Hacia taller
Habilitado
Bordado
retazos
Hacia Costura
botonesetiquetas
hilosAcabado
Residuos de hilo
Empaque
Hacia Almacén P.T.
Almacén P.T.
CAMISA
Alfileres, accesorios
Bolsas, cajas
Puntos clave
• Aumentar la productividad impulsa a la industria (mayor eficiencia).
• La seguridad e higiene del trabajador son tan importantes como la productividad.
• La Ingeniería de métodos simplifica el trabajo.• El diseño del trabajo adapta la tarea al operario
(ergonomía)

50
Universidad Privada del NorteTrujillo: Av. Del Ejército 920 - Urb. El Molino T: (5144) 220062 E:
[email protected]: Av. Alfredo Mendiola 6062 - 6040. Urb. Los Olivos T: (5101) 4421721 E:
[email protected]: Vía de Evitamiento Norte s/n cuadra 15 T: (5176) 361646 E:







