i
C E N T R O D E I N V E S T I G A C I Ó N E N M A T E R I A L E S
A V A N Z A D O S , S . C .
D E P A R T A M E N T O D E F Í S I C A D E M A T E R I A L E S
L Í N E A D E D E T E R I O R O D E M A T E R I A L E S
CORROSIÓN Y PROTECCIÓN DE MATERIALES
DURABILIDAD DE MORTEROS CON REEMPLAZOS DE CENIZA DE
CASCARILLA DE ARROZ Y NANO-SIO2
TESIS
que como requisito para obtener el grado de
DOCTORADO EN CIENCIAS DE MATERIALES
Presenta:
M.C. MANUEL DE JESÚS PELLEGRINI CERVANTES
Dr. Alberto Martínez Villafañe (Director de tesis)
Dr. Carlos Paulino Barrios Durstewitz (Codirector de tesis)
Dr. Facundo Almeraya Calderón (Codirector de tesis)
Chihuahua, Chihuahua, México. Junio del 2014

ii

i
AGRADECIMIENTOS
Al Centro de Investigación de Materiales Avanzados (CIMAV).
A la Universidad Autónoma De Sinaloa (UAS).
A mis asesores.
A mis maestros.
A mis compañeros.
Por su ayuda en la elaboración de esta tesis.

ii
DEDICATORIA
A mi esposa.
A mis hijos.
A mis padres.
Solo les tome prestado un poco de tiempo.

iii
Si buscas resultados distintos,
no hagas siempre lo mismo.
Albert Einstein.

iv
RESUMEN
La durabilidad de morteros reforzados decrece por efectos de corrosión del refuerzo,
pudiendo incrementar desempeño con remplazos o adiciones de NanoParticulas (NP) o
cenizas en la mezcla cementicia, donde las propiedades físicas y químicas excepcionales de
NP son aprovechadas para mejorar su desempeño a escala nanométrica. Investigadores han
incorporado en morteros NP como: Nano Oxido de Sílice (NOS), nanoalúmina, óxidos de
hierro y titanio nanométricos entre otras y Cenizas como: Ceniza de cascarilla de arroz (CCA),
escoria de alto horno, Ceniza volante, humo de sílice entre otras, con el propósito de aumentar
durabilidad y desempeño de propiedades. Sin embargo, el estudio de la sinergia del uso
simultáneo de NP y cenizas es escaso, las investigaciones se enfocan en mejorar propiedades
físicas y mecánicas, existiendo pocos reportes referidos a resistencia a la corrosión. En el
presente trabajo se evaluó el desempeño del uso individual y simultáneo de 5-30% CCA y
0.50-2.00% NOS como reemplazo del cemento Portland ordinario (CPO) en morteros de
consistencia plástica, realizando estudios de resistencia a la compresión, porosidad total,
absorción superficial, corrosión acelerada bajo corriente impresa a 12.0 V y tiempos de
fraguado, para edades de 28 y 90 días con relaciones Agua/Cementante de 0.50 y 0.60. El
propósito fue determinar el desempeño de resistencia a la corrosión, porosidad, absorción,
penetrabilidad de cloruros y resistencia a la compresión del mortero con diversos reemplazos
de CPO, resultando el uso simultaneo más efectivo con decremento en porosidad total, carga
total pasada, absorción superficial y tiempos de fraguado de hasta de 17.7%, 80.8%, 80.3% y
36.0% e incrementos en resistencia a la compresión y corrosión de 8.2% y 52.8%,
respectivamente. El uso de superplastificante facilitó la realización de mezclas con CCA y
NOS, demeritando el desempeño de propiedades y tiempos de fraguado del mortero.
La durabilidad de los morteros con consistencia plástica se incrementa con el reemplazo de
CPO por CCA+NOS en uso simultaneo. El contenido optimo del reemplazo para relación
Agua/Cemento de 0.60 resultó de 10%CCA+1%NOS, mientras en relación de 0.50 y
contenido bajo de NOS resultó de 15%CCA+0.5%NOS.
Palabras clave: mortero-plástico, mortero-nanométrico, corrosión-acelerada, nanoparticulas.

v
ABSTRACT
The durability of reinforced mortars decreases by the effects of corrosion of the reinforcement
and may increase the performance with replacements or additions of Nanoparticles or ash in
the cement mixture, where the physical and chemical exceptional properties of NP are used to
improve the performance at nanometric scale. Researchers have incorporated in NP mortars
as: Nano Silica Oxide (NSO), nanoalumina, iron oxides and nanometric titanium among others
and Ash as: rice husk Ash (RHA), blast furnace scum, fly Ash, silica fume among others, with
the purpose of increasing the durability and performance of properties.However, the study of
the synergy of the simultaneous use of NP and ash is scarse; the researches are focused on
improving physical and mechanical properties, existing few reports related to corrosion
resistance. It was evaluated in the present work the performance of individual and
simultaneous use of 5-30% RHA and 0.50-2.00% NSO as replacement of Ordinary Portland
Cement (OPC) in mortars of plastic consistency, conducting studies on compressive strength,
total porosity, surface absorption, accelerated corrosion test with impressed voltage at 12.0 V
and setting times, for ages of 28 and 90 days with Water/Cementitious relations of 0.50 and
0.60. The purpose was to determine the performance of corrosion resistance, porosity,
absorption, permeation of chloride and compressive strength of mortar with different OPC
replacements, resulting in the more effective simultaneous use with decrease in total porosity,
total charge passed, surface absorption and setting times of up to 17.7%, 80.8%, 80.3% and
36.0% and increases in compressive strength and corrosion of 8.2% and 52.8%, respectively.
The use of superplasticizer facilitated the realization of mixtures with RHA and NSO,
detracting the performance of properties and mortar setting times.
The durability of mortars with plastic consistency increases with the replacement of OPC by
RHA + NSO in simultaneous use. The optimum content of the replacement for
Water/Cementitious relation of 0.60 resulted from 10%RHA+1%NSO, while in relation of
0.50 and low content of NSO resulted from 15%RHA+0.5%NSO.
Keywords: plastic-mortar, nanometric-mortar, accelerated-corrosion, nanoparticles.

vi
ÍNDICE
AGRADECIMIENTOS ................................................................................................................ i
DEDICATORIA ......................................................................................................................... ii
RESUMEN ................................................................................................................................. iv
ABSTRACT ................................................................................................................................ v
ÍNDICE ....................................................................................................................................... vi
LISTA DE TABLAS .................................................................................................................. ix
LISTA DE FIGURAS ................................................................................................................ xi
ABREVIATURAS. ................................................................................................................... xv
1 INTRODUCCIÓN ............................................................................................................... 1
1.1 Planteamiento del problema .......................................................................................... 2
1.2 Justificación .................................................................................................................. 4
1.3 Antecedentes ................................................................................................................. 6
1.4 OBJETIVOS ............................................................................................................... 12
1.4.1 Objetivo general. ................................................................................................. 12
1.4.2 Objetivos particulares. ......................................................................................... 12
1.5 HIPÓTESIS ................................................................................................................ 12
1.6 MARCO TEORICO Y CONCEPTUAL .................................................................... 13
1.6.1 Definición de mortero .......................................................................................... 13
1.6.2 Componentes del mortero .................................................................................... 13
1.6.3 Clasificación de morteros. ................................................................................... 24
1.6.4 Mortero en estado Fresco. ................................................................................... 29
1.6.5 Mortero en estado endurecido. ............................................................................ 31

vii
1.6.6 Diseño de morteros de cemento portland. ........................................................... 34
1.7 Corrosión del acero de refuerzo .................................................................................. 43
1.7.1 Factores desencadenantes de la corrosión del refuerzo. ...................................... 43
1.7.2 Medida de la velocidad de corrosión ................................................................... 48
2 METODOLOGÍA EXPERIMENTAL .............................................................................. 54
2.1 FASE I. EVALUACIÓN DE MATERIALES ........................................................... 54
2.1.1 Propiedades físicas .............................................................................................. 54
2.1.2 Propiedades químicas. ......................................................................................... 56
2.2 FASE II. DISEÑO DE MEZCLAS Y MORFOLOGÍA DE MORTEROS ................ 56
2.2.1 Diseño de mezclas ............................................................................................... 56
2.2.2 Morfología de morteros endurecidos ................................................................... 60
2.3 FASE III. PRUEBAS MECÁNICAS ......................................................................... 61
2.3.1 Resistencia a la compresión. ................................................................................ 61
2.4 FASE IV. EVALUACIÓN DE DURABILIDAD DE MORTEROS CEMENTICIOS
62
2.4.1 Porosidad Total. ................................................................................................... 62
2.4.2 Prueba de absorción capilar y porosidad efectiva. .............................................. 63
2.4.3 Prueba de Absorción por Pipeta. ......................................................................... 65
2.4.4 Prueba Rápida de Penetración de Cloruros. ........................................................ 66
2.4.5 Corrosión acelerada por corriente impresa. ......................................................... 69
2.5 FASE V. TIEMPOS DE FRAGUADO DE PASTAS CEMENTICIAS. ................... 70
2.5.1 Tiempos de fraguado inicial y final. .................................................................... 70
3 RESULTADOS Y ANÁLISIS .......................................................................................... 73
3.1 FASE I ........................................................................................................................ 73

viii
3.1.1 Propiedades físicas .............................................................................................. 73
3.1.2 Propiedades químicas .......................................................................................... 75
3.2 FASE II ....................................................................................................................... 81
3.2.1 Diseño de mezclas ............................................................................................... 81
3.2.2 Morfología de mortero endurecido ...................................................................... 84
3.3 FASE III ...................................................................................................................... 87
3.3.1 Resistencia a la compresión Simple. ................................................................... 87
3.4 FASE IV ..................................................................................................................... 89
3.4.1 Porosidad total. .................................................................................................... 89
3.4.2 Absorción capilar y porosidad efectiva. .............................................................. 90
3.4.3 Prueba de Absorción por Pipeta. ......................................................................... 99
3.4.4 Corrosión acelerada por corriente impresa. ....................................................... 103
3.4.5 Prueba Rápida de Penetración de Cloruros. ...................................................... 111
3.5 FASE V ..................................................................................................................... 115
3.5.1 Tiempos de Fraguado Inicial y Final ................................................................. 115
4 CONCLUSIONES ........................................................................................................... 119
5 RECOMENDACIONES PARA TRABAJOS POSTERIORES. .................................... 121
6 REFERENCIAS .............................................................................................................. 122

ix
LISTA DE TABLAS
Tabla 1-1. Componentes del cemento Pórtland ........................................................................ 14
Tabla 1-2. Valores promedio de los componentes del cemento Pórtland de diferentes tipos, en
% ................................................................................................................................................ 15
Tabla 1-3. Clasificación del mortero según modulo de finura de la arena ............................... 25
Tabla 1-4. Clasificación del mortero según consistencia de la mezcla en estado fresco, para
diversos tipos de construcción, sistemas de colocación y compactación. ................................. 26
Tabla 1-5. Clasificación del mortero según tiempo de fraguado .............................................. 26
Tabla 1-6. Clasificación de Morteros para pega de mampostería simple, según resistencia a la
compresión a 28 días. ................................................................................................................ 27
Tabla 1-7. Clasificación ASTM C270 (2012) de Morteros para pega de mampostería simple,
según resistencia a la compresión a 28 días y según dosificación (partes por volumen). ......... 28
Tabla 1-8. Clasificación ASTM C476 (2012) de Morteros para pega de mampostería
reforzada, según resistencia a la compresión a 28 días y según dosificación (partes por
volumen). ................................................................................................................................... 28
Tabla 1-9. Comparación de diseños por volumen y por peso. ................................................. 34
Tabla 1-10. Diferentes consistencias del mortero..................................................................... 37
Tabla 1-11. Valores de b para distintas consistencias y módulos de finura de la arena (1-2). . 40
Tabla 2-1. Dosificación de mezclas de morteros ...................................................................... 57
Tabla 2-2. Penetrabilidad de cloruros basado en la carga pasada............................................. 69
Tabla 2-3. Dosificación de cementantes en mezclas de pastas ................................................. 71
Tabla 3-1. Propiedades físicas de agregado fino ...................................................................... 73
Tabla 3-2. Propiedades físicas de materiales cementantes ....................................................... 75
Tabla 3-3. Componentes químicos de los materiales cementantes........................................... 77
Tabla 3-4. Requerimientos químicos de una puzolana natural calcinada tipo N ..................... 77

x
Tabla 3-5. Composición química según microanálisis de cementantes ................................... 78
Tabla 3-6. Componentes químicos según Dispersión de Rx .................................................... 79
Tabla 3-7. Área superficial y fluidez en mezclas de mortero. .................................................. 82
Tabla 3-8. Porosidad total [% (%)] y Resistencia a la compresión [MPa (%)] de morteros
endurecidos ................................................................................................................................ 88
Tabla 3-9. Porosidad total [% (%)] de morteros endurecidos ................................................. 90
Tabla 3-10. Sortividad de morteros, A/Cm=0.50 ..................................................................... 95
Tabla 3-11. Decremento de Porosidad efectiva, A/Cm=0.50 ................................................... 98
Tabla 3-12. Velocidad de absorción superficial en periodos de 6.0 h., en cm3/h ................... 102
Tabla 3-13. Decremento de Velocidad de absorción en periodos de 6 h. respecto referencia, en
% .............................................................................................................................................. 102
Tabla 3-14. Incrementos en el tiempo de iniciación de la primera Grieta de morteros .......... 106
Tabla 3-15. Tiempos de Fraguado de Pastas Cementicias ..................................................... 116

xi
LISTA DE FIGURAS
Figura 1-1 Pérdidas anuales de algunos países debido a la corrosión. ........................................ 4
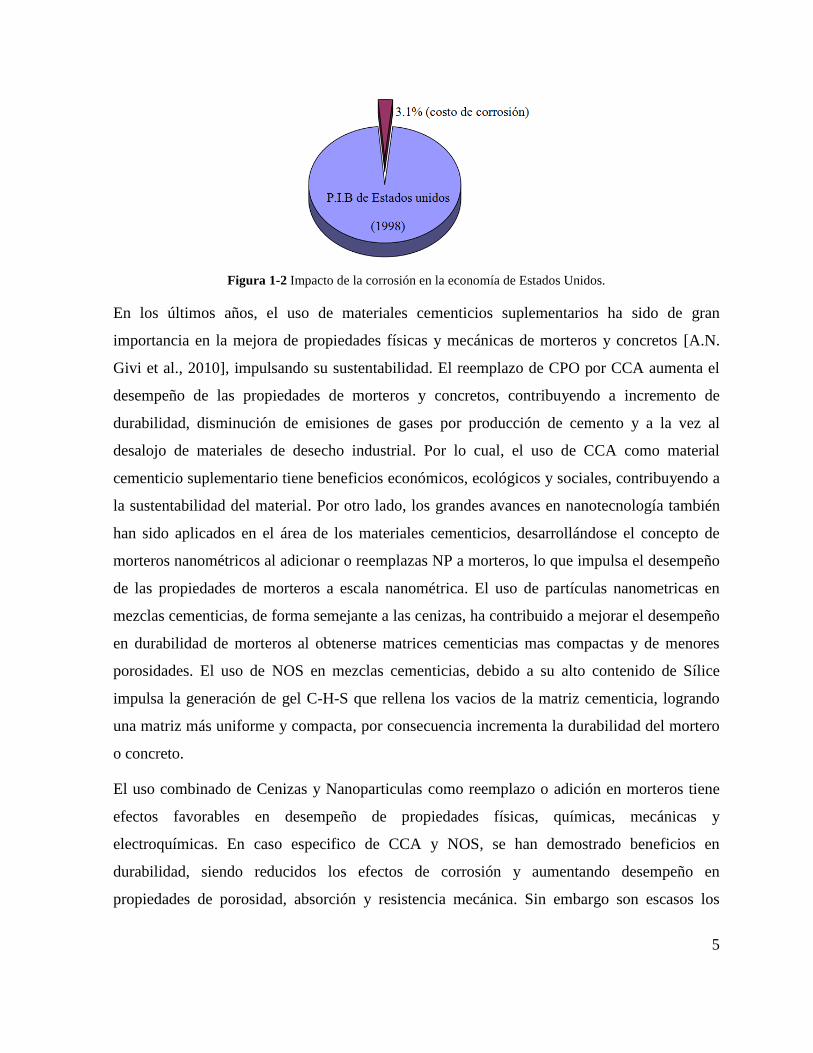
Figura 1-2 Impacto de la corrosión en la economía de Estados Unidos...................................... 5
Figura 1-3. Principales componentes del Mortero ................................................................... 13
Figura 1-4. Correspondencia entre los valores de relación agua-cemento y resistencia a la
compresión para morteros hechos con cementos portlan tipo I y arena de forma redonda y
textura lisa.. ............................................................................................................................... 36
Figura 1-5. Correspondencia entre los valores de relación agua-cemento y resistencia a la
compresión para morteros hechos con cementos portland tipo I y arena de forma angular y
textura rugosa. ........................................................................................................................... 37
Figura 1-6. Relación entre % de fluidez y relación agua-cemento........................................... 39
Figura 1-7. Modelo simplificado para la corrosión del acero en el concreto (Cobo-Escamilla,
2002) .......................................................................................................................................... 44
Figura 1-8. Periodos de iniciación y propagación de la corrosión en estructuras de concreto
reforzado (Broomfield, 2007) .................................................................................................... 45
Figura 1-9. Diagrama de Pourbaix (Cobo-Escamilla, 2002) .................................................... 46
Figura 1-10. Penetración de cloruros por difusión en el concreto (Cobo-Escamilla, 2002) .... 47
Figura 1-11. Forma de realizar las medidas del Ecorr en elementos estructurales de concreto
armado (Cobo-Escamilla, 2002) ................................................................................................ 50
Figura 1-12. Esquema del método de intersección para estimar las icorr (Cobo-Escamilla,
2002) .......................................................................................................................................... 52
Figura 2-1. Materiales utilizados para fabricación de probetas ................................................. 54
Figura 2-2. Determinación de propiedades físicas de agregado fino. ....................................... 54
Figura 2-3. Molienda y tamizado de CCA ................................................................................ 55
Figura 2-4. Muestras y equipo para distribución de tamaño de partícula.................................. 55

xii
Figura 2-5. MEB (Arr. izq.), TGA de cementantes (Arr. Der.) y Difracción de Rx (Aba. Cen.)
................................................................................................................................................... 56
Figura 2-6. Procedimiento de elaboración de mezclas y probetas. .......................................... 59
Figura 2-7. Procedimiento de curado en agua destilada. .......................................................... 60
Figura 2-8. Residuos de probetas de ensaye mecánico para MEB. .......................................... 60
Figura 2-9. Ensaye a la compresión simple de morteros. ......................................................... 61
Figura 2-10. Condiciones de vacio (arr. izq.), Saturación al vacio (arr. cen.), Bomba de vacio
(arr. Der.) y secado de probetas (aba.). ...................................................................................... 63
Figura 2-11 Arreglo experimental de prueba de absorción capilar y porosidad efectiva. ......... 64
Figura 2-12 Penetración del agua en probeta durante 360 min. ................................................ 64
Figura 2-13 Probetas para prueba de absorción por pipeta. ...................................................... 66
Figura 2-14. Probetas para prueba de absorción por pipeta. ..................................................... 66
Figura 2-15 Probetas con resina epóxica en superficie curva perimetral. ................................. 67
Figura 2-16 Condiciones de vacio (izq.), Saturación (cen.) y inmersión (der.) para PRPC. ..... 67
Figura 2-17. Arreglo experimental de Prueba Rápida de Penetración de Cloruros ................. 68
Figura 2-18. Acero de refuerzo y probeta de mortero reforzado. ............................................. 69
Figura 2-19. Arreglo experimental ensaye CACI. ................................................................... 70
Figura 2-20. Tratamiento de mezclado a alta velocidad. ........................................................... 72
Figura 3-1. Granulometría del Agregado Fino .......................................................................... 74
Figura 3-2. Distribución de tamaño de partícula de cementantes. ........................................... 75
Figura 3-3. MEB de Cemento Portland Ordinario y Ceniza de Cascarilla de arroz (x500). ... 76
Figura 3-4. Microanálisis químico de cementantes. ................................................................. 78
Figura 3-5. Dispersión de Rx de Cementantes. ........................................................................ 79
Figura 3-6 Análisis termogravimétrico de CCA........................................................................ 80
xiii
Figura 3-7 Análisis termogravimétrico de Cascarilla de Arroz ................................................. 80
Figura 3-8. Cantidad de superplastificante en mezclas, A/cm=0.60. ....................................... 83
Figura 3-9. Cantidad de superplastificante en mezclas, A/cm=0.50. ....................................... 83
Figura 3-10. Fluidez en mezclas de mortero. ........................................................................... 84
Figura 3-11. SEM morteros endurecidos a edad de 90 días, A/cm=0.60 ................................. 85
Figura 3-12. SEM morteros endurecidos a edad de 28 días, A/cm=0.50 ................................. 86
Figura 3-13 Absorción Capilar de morteros, A/Cm=0.50. ........................................................ 92
Figura 3-14 Absorción Inicial de morteros, A/Cm=0.50. ......................................................... 93
Figura 3-15 Sortividad Inicial de morteros, A/Cm=0.50. ......................................................... 93
Figura 3-16 Absorción Secundaria de morteros, A/Cm=0.50. .................................................. 94
Figura 3-17 Sortividad Secundaria de morteros, A/Cm=0.50. .................................................. 94
Figura 3-18 Resistencia a la penetración del agua de morteros, A/Cm=0.50. .......................... 95
Figura 3-19 Coeficiente de Absorción Capilar de morteros, A/Cm=0.50. ................................ 96
Figura 3-20 Penetración del agua en morteros. ......................................................................... 96
Figura 3-21 Porosidad efectiva de morteros, A/Cm=0.50. ........................................................ 97
Figura 3-22 Porosidad efectiva vs Porosidad Total de morteros, A/Cm=0.50. ......................... 98
Figura 3-23. Absorción por Pipeta en morteros, A/cm=0.50 a 28 días de edad. .................... 100
Figura 3-24. Absorción por Pipeta en morteros, A/cm=0.50 a 90 días de edad. .................... 100
Figura 3-25. Porcentaje de Absorción de morteros endurecidos referido a 28 días de edad. 101
Figura 3-26. TIPG en ensaye de Corrosión acelerada por corriente impresa, A/cm=0.60 .... 104
Figura 3-27. Probetas después de CACI ................................................................................ 104
Figura 3-28. TIPG en ensaye de Corrosión acelerada por corriente impresa, A/cm=0.50 .... 107
Figura 3-29. Porosidad Total vs TIPG, A/cm=0.60 ............................................................... 108

xiv
Figura 3-30. Porosidad Total vs TIPG, A/cm=0.50 ............................................................... 108
Figura 3-31. RCR / PR vs TIPG, A/cm=0.60 ......................................................................... 109
Figura 3-32. RCR / PR vs TIPG, A/cm=0.50 ......................................................................... 109
Figura 3-33. Porosidad Efectiva vs TIPG, A/cm=0.50 ........................................................... 110
Figura 3-34. RCr / PEr vs TIPG, A/cm=0.50 .......................................................................... 111
Figura 3-35. Permeabilidad de Cloruros según Carga Pasada, A/cm=0.50. .......................... 113
Figura 3-36. Porcentaje de CTP según referencia a 28 días, A/cm=0.50. .............................. 113
Figura 3-37. Porosidad Total vs Carga Total Pasada en morteros, 28 y 90 días A/cm=0.50. 114
Figura 3-38. Porosidad Efectiva vs Carga Total Pasada en morteros, 28 días A/cm=0.50. ... 114
Figura 3-39. Determinación de consistencia normal de la pasta. ............................................ 116
Figura 3-40. Determinación de tiempo de Fraguado inicial y final......................................... 116
Figura 3-41. Tiempo de fraguado inicial referido a m100-0-0. ............................................... 117
Figura 3-42. Tiempo de fraguado final referido a m100-0-0. ................................................. 118

xv
ABREVIATURAS.
A Alúmina
A/Cm Relación Agua/Cementante
ACI Instituto Americano del Concreto
(de sus siglas en inglés “American Concrete Institute”)
ASTM Sociedad Americana de Pruebas y Materiales
(de sus siglas en inglés “American Society for Testing and Materials”)
A/Cm Relación Agua/Cementante
C Óxido de calcio
CACI Corrosión Acelerada por Corriente Impresa
CBC Ceniza de Bagazo de Caña
CCA Ceniza de Cascarilla de Arroz
CIMAV Centro de Investigación de Materiales Avanzados
CPO Cemento portland Ordinario
CTP Carga Total Pasada
CV Ceniza Volante.
E Estequiometría
Ecorr Potencial de Reposo
ECS Standard Calomel Electrode
EHE Instrucción Española del Hormigón Estructural
F Óxido de fierro
G Gravimetría
HS Humo de Sílice

xvi
ICSD Inorganic Crystal Structure Database
MEB Microscopia electrónica de barrido
MS Microsílice
NOS Nano Oxido de Sílice
NP NanoParticulas
NSO Nano Silica Oxide
NTC NanoTubos de Carbono
OPC Ordinary Portland Cement
PACyPE Prueba de absorción Capilar y Porosidad efectiva
PAP Prueba de Absorción por Pipeta
PIB Producto Interno Bruto
PNB Producto Nacional Bruto
PRPC Prueba Rápida de Penetración de Cloruros
PVC Cloruro de polivinilo
RCr/Pr (Resistencia a la Compresión)referencia/Porosidadreferencia
RHA Rice Husk Ash
RILEM Reunión Internacional de. Laboratorios de Ensayos e Investigación
sobre los Materiales y las Construcciones.
S Sílice
Si Sortividad Inicial
Ss Sortividad Secundaria
SP Superplastificante
TGA ThermoGravimetric Analysis
TIPG Tiempo de Iniciación de la Primera Grieta

xvii
UAS Universidad Autónoma De Sinaloa
VAS Velocidad de Absorción Superficial
1
1 INTRODUCCIÓN
El mortero simple y reforzado es un material de uso común en el área de construcción en todos
los países; sin embargo, la durabilidad de morteros reforzados es demeritada con la corrosión
del refuerzo, la llegada de iones agresivos a la superficie del acero es la causa principal del
inicio de la corrosión. Estos iones se movilizan a través del agua contenida en la red de poros,
su movilidad es definida por la estructura y tamaño de poro, porosidad efectiva y
permeabilidad de la matriz cementicia. Con el propósito de proveer durabilidad a morteros y
concretos, algunos investigadores han reemplazado el cemento con diversos tipos de cenizas,
CCA, cenizas volantes (CV), cenizas de alto horno, cenizas de bagazo de caña, entre otras,
mejorando propiedades mecánicas, estructurales, físicas, químicas y electroquímicas con el
decremento del efecto de la corrosión del refuerzo en ambientes nocivos. Estas cenizas son
generalmente producto de diversos procesos industriales y agrícolas, para el caso de CCA, es
consecuencia de la producción de alrededor de 600 Ton. anuales de arroz a nivel mundial, de
ser un desecho agrícola en forma de cascarilla de arroz es utilizada para la producción de
energía en plantas generadoras, dando como resultado una ceniza que es desechada en
vertedores de residuos, ocasionando un problema ambiental. En virtud de las propiedades
puzolánicas de la CCA, se ha utilizado como remplazo de cemento, aumentando la
durabilidad, evitando el problema de su deshecho y reduciendo la cantidad de cemento
utilizada en la mezcla de mortero o concreto. La reducción del uso de cemento contribuye en
el aspecto ambiental, reduciendo las emisiones de CO2 a la atmosfera y los altos niveles de
contaminación. El reemplazo o adición del cemento no se limita solo a cenizas, diferentes
investigadores han utilizado NP aprovechando las propiedades que les confiere su tamaño
nanométrico.
En los últimos años, la nanotecnología ha tenido gran avance en mejora de propiedades de
materiales cementicios, incluyendo morteros con reemplazo o adición de NP en la mezcla. En
diversos estudios se ha reemplazado cemento con NP de forma individual, NOS, oxido de
Fierro, oxido de Titanio y Zirconio, entre otras. Las NP en adición o reemplazo del cemento
proveen a morteros y concretos de una mayor durabilidad y beneficio en desempeño de
propiedades físicas y mecánicas. Además, se ha investigado el efecto sinérgico obtenido del
uso simultaneo de NOS con CV y cenizas de lodos residuales, donde la actividad puzolánica
2
se acelera a edades tempranas debido al alto contenido de sílice y alta área superficial del
NOS. Se ha concluido que el gel C-H-S generado sirve de relleno en los vacios de la matriz
cementicia, logrando una matriz más uniforme y compacta, logrando como consecuencia un
aumento en la durabilidad del mortero. Sin embargo, son pocas las investigaciones del uso
simultáneo de NP y cenizas en reemplazo del cemento.
En el estudio del desempeño de NOS y cenizas incorporadas a una matriz cementicia,
predominan los reportes referidos a CV, con enfoque a propiedades mecánicas, físicas y
químicas de la matriz, los estudios en corrosión del refuerzo son escasos. Según reportes de
diversos autores, la incorporación de CCA mejora la microestructura de la pasta y disminuye
los efectos de la corrosión. Sin embargo, son pocos los reportes científicos que aborden la
durabilidad por efectos de la corrosión en morteros reforzados con reemplazos de CPO por
NOS y CCA en uso simultaneo, reemplazo que favorece la microestructura de la matriz,
obteniendo morteros con menor porosidad y absorción, mayor desempeño de la resistencia
mecánica y de la resistencia a la corrosión.
El propósito del presente trabajo fue estudiar el desempeño de la durabilidad de morteros de
consistencia plástica con reemplazos de CPO por CCA y NOS, de forma individual y
simultánea, con CCA hasta 30 % y NOS hasta 2% del peso del cementante total, a edades de
28 y 90 días con relaciones Agua/Cementante de 0.50 y 0.60.
El trabajo se dividió en cinco fases: Evaluación de materiales, diseño de mezclas y morfología
de morteros, pruebas mecánicas, evaluación de durabilidad de morteros cementicios y tiempos
de fraguado de pastas cementicias. Se realizaron estudios de porosidad a poro abierto,
porosidad efectiva, absorción capilar, absorción superficial, resistencia a la compresión
simple, prueba rápida de penetración de cloruros, prueba de Corrosión Acelerada por
Corriente Impresa (CACI) y ensaye de tiempos de fraguado inicial y final.
1.1 Planteamiento del problema
La durabilidad de morteros reforzados decrece debido a la presencia de la corrosión provocada
por los agentes nocivos transportados por los fluidos en la solución de por (Hanzic y Ilic,
2003; Kumar y Bhattacharjee, 2003; Kumar y Bhattacharjee , 2004), los daños ocasionados

3
pueden ser tal que sea necesaria la reposición total o parcial de las estructuras, ocasionando un
uso nuevo uso de materiales y cuantiosas pérdidas económicas a nivel mundial (Hays, 2010).
Cenizas como: CCA (Chatveeraa y Lertwattanaruk, 2011; Ramezanianpour et al., 2009),
cenizas volantes (CV), cenizas de alto horno, cenizas de bagazo de caña, entre otras
(Sahmaran y Li, 2009; Chindaprasirt et al. , 2007; Manoharan et al., 2009; Bohác y Gregerova,
2009; Song y Saraswathy, 2006; Ganesan y Rajagopal, 2007; Rukzon y Chindaprasirt, 2009;
Lam et al., 2010; Tsai y Chou, 2006; Hernández et al., 2009) se han incorporado a materiales
cementicios para incrementar su durabilidad en ambientes nocivos (Ganesan y Rajagopal,
2007; Saraswathy y Song, 2007; Abu Bakar et al., 2010; Tae-Hyun Ha et al. 2007). En el
caso de la CCA, es un desecho industrial que mayormente se tiene en países asiáticos en los
cuales la producción de arroz es de grandes magnitudes y al ser utilizado en plantas
industriales produce como desecho la CCA que es almacenada en vertedores, siendo un grave
problema ambiental (Chindaprasirta et al., 2007; Chindaprasirt et al., 2009; Karim et al.,
2012). Los reemplazo de CPO por CCA contribuyen a la reducción del uso de cemento,
evitando las emisiones de CO2 a la atmosfera consecuencia de su producción (Mehta, 1994;
Van et al., 2013; Khan et al., 2012; Jamil et al., 2013; Givi et al., 2010).
Por otro lado, la nanotecnología ha sido aplicada en la mejora del desempeño de morteros
mediante la adición o reemplazo de cemento con nanoparticulas, tales como: NOS (Pacheco y
Jalali, 2011; Rashad, 2014; Singh et al., 2013; Nazari y Riahi, 2011; Naji Givi et al., 2011;
Naji Givi et al., 2010), Oxido de Hierro, Oxido de Titanio y Zirconio, entre otras (Rashad,
2013; Nazari et al., 2010; Nazari y Riahi, 2010; Nazari y Riahi, 2008; Nochaiya y Chaipanich,
2011; Musso et al., 2009). En el caso particular de NOS, el principal propósito es incrementar
la durabilidad mediante la mejora del desempeño de propiedades físicas y mecánicas provista
por el uso individual o combinado con cenizas (Pacheco y Jalali, 2011; Li, 2004; Ji, 2005;
Qing et al., 2007; Lin et al., 2008; Lin et al., 2008; Luo et al., 2011). El uso combinado de
CCA y NOS tanto en morteros como en concreto ha demostrado beneficios en durabilidad,
siendo disminuidos los efectos de la corrosión y aumentando desempeño en propiedades de
porosidad, absorción y resistencia mecánica (Najigivi et al., 2012; Sadrmomtazi1 y Barzegar,
2010; Sadrmomtazi et al., 2010). Sin embargo son escasos los reportes científicos estudian los

4
efectos de la corrosión en la durabilidad de morteros reforzados con reemplazos de CPO con
CCA y NOS (Pellegrini et al., 2013).
En el presente estudio se evaluó el efecto sobre la durabilidad que tienen los reemplazos de
CPO por CCA y NOS en uso individual y combinado en morteros de consistencia plástica con
relación a sus propiedades de absorción, porosidad, penetrabilidad y resistencia mecánica.
1.2 Justificación
Las pérdidas anuales ocasionadas por la corrosión de los materiales no es un tema nuevo. La
Figura 1-1 muestra las pérdidas que se presentaron en diversos países en función del Producto
Nacional Bruto (PNB), las cuales ascienden hasta valores de 4.9 % (Ávila y Genescá, 1996).
Según estudio realizado por Corrosion Cost and Preventive Strategies in the United States de
1999-2001 y soportado por NACE, el costo directo total de corrosión en Estados Unidos
Americanos se estimó en los U.S.$276 mil millones por año, lo cual representó el 3.1% del
Producto Interno Bruto (PIB) de 1998, ver Figura 1-2 (Materials Performance, 2002). Además,
G.F. Hays (2010) afirma que el costo de la corrosión a nivel mundial asciende a un total de
U.S.$2.2 trillones, siendo aproximadamente el 3% del PIB del mundo. Por lo anterior, toda
investigación para incrementar el desempeño de morteros en ambientes corrosivos y su
durabilidad, están plenamente justificadas.
Figura 1-1 Pérdidas anuales de algunos países debido a la corrosión.
5
Figura 1-2 Impacto de la corrosión en la economía de Estados Unidos.
En los últimos años, el uso de materiales cementicios suplementarios ha sido de gran
importancia en la mejora de propiedades físicas y mecánicas de morteros y concretos [A.N.
Givi et al., 2010], impulsando su sustentabilidad. El reemplazo de CPO por CCA aumenta el
desempeño de las propiedades de morteros y concretos, contribuyendo a incremento de
durabilidad, disminución de emisiones de gases por producción de cemento y a la vez al
desalojo de materiales de desecho industrial. Por lo cual, el uso de CCA como material
cementicio suplementario tiene beneficios económicos, ecológicos y sociales, contribuyendo a
la sustentabilidad del material. Por otro lado, los grandes avances en nanotecnología también
han sido aplicados en el área de los materiales cementicios, desarrollándose el concepto de
morteros nanométricos al adicionar o reemplazas NP a morteros, lo que impulsa el desempeño
de las propiedades de morteros a escala nanométrica. El uso de partículas nanometricas en
mezclas cementicias, de forma semejante a las cenizas, ha contribuido a mejorar el desempeño
en durabilidad de morteros al obtenerse matrices cementicias mas compactas y de menores
porosidades. El uso de NOS en mezclas cementicias, debido a su alto contenido de Sílice
impulsa la generación de gel C-H-S que rellena los vacios de la matriz cementicia, logrando
una matriz más uniforme y compacta, por consecuencia incrementa la durabilidad del mortero
o concreto.
El uso combinado de Cenizas y Nanoparticulas como reemplazo o adición en morteros tiene
efectos favorables en desempeño de propiedades físicas, químicas, mecánicas y
electroquímicas. En caso especifico de CCA y NOS, se han demostrado beneficios en
durabilidad, siendo reducidos los efectos de corrosión y aumentando desempeño en
propiedades de porosidad, absorción y resistencia mecánica. Sin embargo son escasos los
6
reportes científicos que aborden los efectos de corrosión en durabilidad de morteros reforzados
con reemplazos de CPO con CCA y NOS. Lograr incrementos en el desempeño de las
propiedades de los morteros con el uso de CCA y NOS beneficia la sustentabilidad de estos
materiales, ya que tiene un impacto económico, social y ecológico.
Atendiendo los huecos en el conocimiento existente respecto a reemplazos de CPO por CCA y
NOS en uso individual y combinado, en el presente estudio se evaluaron propiedades físicas,
químicas, mecánicas y electroquímicas que afectan la durabilidad de morteros de consistencia
plástica, con el propósito de contribuir al aumento de la sustentabilidad de morteros al reducir
las emisiones de gases por la producción de cemento, reúso de materiales de desecho, aumento
de la durabilidad y en consecuencia en economía de materiales.
1.3 Antecedentes
En los últimos años, el uso de las cenizas ha contribuido a proveer de durabilidad a materiales
cementicios con mejora en propiedades mecánicas, microestructurales, físicas y químicas,
contribuyendo con la sustentabilidad de materiales de construcción (Madurwara et al., 2013).
La adición o reemplazo de CPO por cenizas ha permitido modificar el desempeño de
propiedades en materiales cementicios, algunos tipos de cenizas y sus características provistas
son:
a) Ceniza de Cascarilla de Arroz
La adición o reemplazo de CPO por CCA ha demostrado aceptables incrementos en
desempeño de propiedades físicas, químicas y electroquímicas en materiales cementicios,
contribuyendo a disminuir la degradación del medio ambiente, producción de cemento y
graves problemas de contaminación por daños en la salud ocasionada por las industrias
cementeras y concreteras (Khan et al., 2012; Madurwara et al., 2013; Zain et al., 2011;
Chatveera y Lertwattanaruk, 2011). Con el uso de CCA en morteros se incrementa la
durabilidad, donde la acción puzolanica y el efecto de material de relleno de los vacios en la
matriz cementicia provisto al sustituir el cemento por CCA tienen un papel primordial (Jamil
et al., 2013; Chatveera y Lertwattanaruk, 2014). Además, las propiedades mecánicas también
son beneficiadas al incrementar su desempeño, obteniendo una masa cementicia mas

7
compacta e incrementando conjuntamente su resistencia a diversos ambientes químicos
agresivos (Karim et al., 2012; Rashid et al., 2010; Chatveera y Lertwattanaruk, 2009;
Ramezanianpour et al., 2009), incluyendo ambiente con presencia de cloruros donde la
efectividad del reemplazo de cemento por CCA está por encima del uso individual de cemento
al formar una red de poros que dificulta la movilidad de estos iones (Abu Bakar et al., 2010;
Gastaldini et al., 2010; Chindaprasirt et al., 2008). Por ende, la resistencia a la corrosión,
porosidad y sortividad también son beneficiadas presentando decrementos en comparación con
morteros sin presencia de CCA (Rashid et al., 2010; Ferraro y Nanni, 2012).
b) cenizas volantes (CV)
Diversas investigaciones han demostrado el incremento en desempeño que provee la adición o
reemplazo CPO por CV en materiales cementicios, incrementando su resistencia a la corrosión
en ambientes agresivos como cloruros, sulfatos, ácidos y dióxido de carbono, además de sus
propiedades mecánicas incluso a altas temperaturas tanto en mortero como en concretos
(Sahmaran y Li, 2009; Chindaprasirt et al., 2007; Garcés et al., 2010; Donatello et al., 2013;
Yildirima y Sümerb, 2013).
c) Cenizas de alto Horno
Las cenizas de alto horno adicionadas a materiales cementicios como concreto y mortero
aumentan el desempeño en resistencia a la corrosión en ambientes agresivos, resistencia a
compresión simple y propiedades de permeabilidad, la sortividad es mejorada y en menor
grado también la absorción capilar, incrementa la durabilidad de los materiales y contribuye a
la vez al reuso de materiales de desecho producto de procesos industriales, además de
disminuir las emisiones de Carbono al medio ambiente (Bohác y Gregerova, 2009; Song y
Saraswathy, 2006; Tsai et al., 2014; Hadj-sadok et al., 2011).
d) Ceniza de bagazo de caña (CBC)
Diversas investigaciones demuestra el efecto benéfico que tiene la CBC como reemplazo o
adición del CPO en materiales cementicios. El efecto de la actividad puzolanica producida
conduce a la generación de masas cementicias más compactas y con mayor resistencia
mecánica. La ceniza sirve como un agente de relleno a los vacios existentes en la masa del

8
material cementante, mortero o concreto, aumentando el desempeño en resistencia a la
corrosión en ambientes agresivos y presentando propiedades de permeabilidad más eficientes.
Como consecuencia la durabilidad de los materiales es incrementada, teniendo además
beneficios ecológicos al contribuir a la disminución de producción de cemento (Manoharan et
al., 2009; Ganesan y Rajagopal, 2007; Cordeiro et al., 2008; Fairbairn et al., 2010).
e) Otras cenizas
Con reemplazos o adiciones de Cemento por ceniza de palma, ceniza de basura incinerada
municipal, ceniza de hoja de coco y hoja de pino en materiales cementicios, se han obtenido
resultados satisfactorios en mejora de propiedades físicas, mecánicas y de resistencia a la
corrosión, teniendo además beneficios ecológicos (Rukzon y Chindaprasirt, 2009; Lam et al.,
2010; Tsai y Chou, 2006; Hernández et al., 2009).
Por otra parte, se ha tenido un notable avance en la aplicación de la nanotecnología referente a
la mejora de las propiedades de materiales, siendo esto la clave para la creación de nuevos
materiales utilizados en el campo de la industria de la construcción. El uso de nanoparticulas
(NP) en sustitución parcial del cemento, provee al concreto de mayor durabilidad y resistencia
mecánica (Pacheco Torgal y Jalali, 2011). La adición o sustitución del cemento por NP en
morteros y concretos, ha sido estudiada por diversos autores, con el objetivo común de
comprender el comportamiento y mecanismos que presentan los materiales cementicios con
sustituciones de cemento por NP. Algunas investigaciones que involucran NP por adición o
sustitución del cemento son:
a) Nanoparticulas de oxido de sílice
A. Nazari et al (2011) investigaron el efecto en las propiedades mecánicas y físicas producido
debido a la sustitución de cemento por NOS en concretos de alta resistencia. Además de
estudiar el mejoramiento producido en la red de poros, modificación de la permeabilidad,
coeficiente de absorción de agua y la rápida formación del gel C-H-S en presencia de NP.
A. Naji Givi et al (2011; 2010) realizaron investigaciones del comportamiento de un concreto
binario con diversas sustituciones de NOS. Estudiaron también su trabajabilidad, resistencia
9
mecánica, sustitución óptima en porcentaje de cemento, formación del gel C-H-S y
propiedades de absorción.
A. Naji Givi et al (Ibrahim et al., 2012) estudiaron morteros con CV y adición de NOS a altas
temperaturas, concluyendo la existencia de resistencia residual y disminución de la
distribución del tamaño de poro.
L.P. Singh et al (2013) en review realizado, externan las propiedades benéficas que provee el
uso de NOS a los materiales cementicios, aumento de durabilidad, decremento en tamaño
promedio de poro de la matriz, incremento de desempeño en ambientes corrosivos, incremento
de resistencia a la carbonatación, entre otros.
Por lo cual, según estos estudios las NOS en sustitución del cemento, se comportan como
relleno de los vacios en la estructura de poro del concreto, además de proveer resistencia a la
permeabilidad del agua, dándose un incremento en los mesoporos y macroporos. Por otro lado,
la presencia de NOS incrementa la resistencia a la compresión simple, tensión y flexión.
Ambos beneficios, físicos y mecánicos, son atribuidos a la formación de mayor cantidad de
productos de hidratación. Estos autores, consideran el 2% como reemplazo optimo para la
sustitución del cemento por NOS.
b) Nanotubos de carbono (NTC)
T. Nochaiya, et al (2011) investigaron el efecto que produce en la porosidad de un material
cementicio la adición de NTC multicapa. Estudiaron la distribución y tamaño de los poros, así
como también la dispersión de las NP en las fases de hidratación de la pasta del cemento.
S. Musso, et al (2009) analizaron el comportamiento mecánico de materiales cementicios con
adiciones de NTC sometidos a tratamiento con acido. Determinando un intervalo de la
relación agua/cemento en el cual se presenta una hidratación adecuada del material
cementante.
S. Wansom, et al (2006) utilizaron la técnica de impedancia para estudiar la dispersión de los
NTC en una matriz cementicia, comprobando su efectividad.
c) Otras nanoparticulas

10
A. Nazari et al (2010) realizaron reemplazos del cemento por NP de oxido de fierro en el
concreto con el propósito de analizar sus propiedades mecánicas. Determinando un porcentaje
optimo de reemplazo de las NP para un adecuado desempeño.
A. Nazari et al (2010; 2008) investigaron los efectos del reemplazo del cemento por NP de
oxido de titanio y zirconio en un concreto autocompactable. Analizando estructura de poro,
formación de producto de hidratación y propiedades mecánicas. Además de propiedades
térmicas y permeabilidad para el caso del oxido de titanio.
El efecto sinérgico obtenido con la combinación de cenizas y NP en sustitución del material
cementante en morteros y concretos también ha sido estudiado. Algunas de las investigaciones
que combinan el uso de cenizas y NP son:
a) Nanoparticulas de oxido de sílice
El reemplazo de CPO por de CCA y NOS en uso conjunto en materiales cementicios ha
demostrado beneficios en durabilidad, con decrementos en los efectos de la corrosión e
incrementos en desempeño de propiedades de porosidad, absorción y resistencia mecánica
(Najigivi et al., 2012; Sadrmomtazi1 y Barzegar, 2010; Sadrmomtazi et al., 2010), en el caso
de morteros el desempeño en la resistencia a la corrosión incremento mediante el decremento
de la penetrabilidad de cloruros en la masa del mortero (Pellegrini et al., 2013).
G. Li (2004), T. Ji (2005) y Y. Qing et al (2007) en investigaciones por separado realizaron
sustituciones de cemento con NOS y CV en concretos, analizaron propiedades de
permeabilidad, distribución de tamaños de poro, microestructura del concreto, efecto del gel
C-H-S y proceso de hidratación de la mezcla.
D.F. Lin et al (2008) sustituyeron el cemento de un concreto con NOS, CV y cenizas de lodos
de aguas residuales, estudiaron los productos de hidratación que se formaron en la pasta
endurecida, propiedades de porosidad y el efecto negativo que tienen las cenizas de lodos en
las propiedades mecánicas.
K.L. Lin et al (2008) y H.L. Luo et al (2011), en investigaciones por separado, realizaron
sustituciones de cemento con NOS y ceniza de lodos de aguas residuales en concretos,
analizaron su comportamiento al ataque de los sulfatos (en el caso de H.L. Luo et al),

11
distribución de tamaños de poro y los productos de hidratación que se formaron en la pasta
endurecida.
El uso combinado de cenizas y NOS tiene beneficios que se ven reflejados en la actividad
puzolánica de la mezcla. Debido a que las NOS tienen un área superficial elevada y un alto
contenido de sílice, aceleran la actividad puzolánica a edades tempranas, lo cual es más lento
son el uso individual de cenizas. Por otro lado, el gel C-H-S generado sirve de relleno en los
vacios presentes en la matriz de cemento, presentándose un concreto más uniforme y
compacto que el concreto común, y por consecuencia se aumenta su durabilidad. Referente a
la resistencia a la compresión a edades tempranas, estas son afectadas con las sustituciones de
cenizas, sin embargo la adición de NOS viene a mejorar esta desventaja.
b) Nanotubos de carbono
A. Chaipanic et al (2010) realizaron sustituciones de cemento con CV y adición de NTC en
concretos, analizaron comportamiento mecánico, microestructura del concreto endurecido y el
efecto sinérgico de la combinación de ceniza y NP.
c) Otras nanoparticulas
J. Blyszko et al (2008) realizaron adiciones de CV y NP aglomeradas de cobalto en concretos,
analizaron el comportamiento mecánico y físico producido, además de estudiar la
microestructura del concreto.
Las sustituciones de cemento en el concreto por cenizas, además de mejorar sus propiedades
físicas, mecánicas y microestructurales, disminuye la velocidad de corrosión del refuerzo en
ambientes nocivos, contribuyendo al aumento de la durabilidad del concreto (Ganesan y
Rajagopal, 2007; V. Saraswathy y H.W. Song, 2007; Abu Bakar et al., 2010; Tae-Hyun Ha et
al., 2007). El estudio de las sustituciones o adiciones realizadas en materiales cementicios con
cenizas en combinación con NP se ha enfocado a las propiedades mecánicas, físicas y
microestructurales, predominando las investigaciones de CV con diversas NP (Li, 2004; Qing
et al., 2007; Lin et al., 2008; Lin et al., 2008; Lin et al., 2008; Chaipanic et al 2010) siendo
muy escaso el estudio en ambientes nocivos (Lin et al., 2008) para esta combinación de
adiciones.

12
En base a lo anterior, queda claro que las propiedades del concreto son mejoradas con el
efecto sinérgico que ejerce la combinación de cenizas y NP al realizar sustituciones del
cemento en morteros y concretos. Sin embargo, ¿Beneficia esta combinación de adiciones
de CCA y NOS la resistencia a la corrosión de un mortero de consistencia plástica?
1.4 OBJETIVOS
1.4.1 Objetivo general.
Evaluar el desempeño de la durabilidad de morteros de consistencia plástica con reemplazos
del CPO por 5-30% CCA y 0.50-2.00% NOS en uso individual y simultáneo para relaciones
agua/cementante de 0.50 y 0.60, a partir de estudios de resistencia a la compresión, porosidad
total, porosidad efectiva, absorción capilar, absorción superficial, corrosión acelerada,
penetrabilidad de cloruros y tiempos de fraguado.
1.4.2 Objetivos particulares.
1. Determinar la factibilidad del uso de la CCA suministrada de Odisha, India como
puzolana natural calcinada según ASTM C618-05
2. Definir procedimiento de elaboración adecuado para la realización de mezclas de
mortero de consistencia plástica con reemplazos de CPO por CCA y NOS.
3. Evaluar desempeño de superplastificante en la elaboración de mezclas de consistencia
plástica.
4. Realizar interrelaciones de las variables utilizadas en la investigación.
5. Determinar contenidos óptimos de CCA y NOS como reemplazos de CPO para
relaciones Agua/Cementante de 0.50 y 0.60.
1.5 HIPÓTESIS
H1 : El desempeño del reemplazo simultaneo de CPO por 5-30% de CCA y 0.50-2% de NOS
en un mortero reforzado expuestos a un ambiente salino, resulta más efectivo al reemplazo
individual de CCA o NOS.
H2 : A mayor reemplazo de CPO por CCA y NOS en uso individual o simultaneo en morteros
de consistencia plástica incrementa desempeño de su durabilidad.

13
1.6 MARCO TEORICO Y CONCEPTUAL
1.6.1 Definición de mortero
El mortero es un material compuesto que resulta de la mezcla de uno o más conglomerantes
(generalmente cemento) con agregados pétreos (arena), agua y, eventualmente, aditivos y
adiciones. El cemento se hidrata en contacto con el agua, iniciándose reacciones químicas
complejas que derivan en el fraguado y endurecimiento de la mezcla, obteniéndose un material
con consistencia pétrea al final del proceso.
La principal característica estructural del mortero es que resiste adecuadamente los esfuerzos
de compresión. Habitualmente se usa sin refuerzo, de utilizarlo recibe el nombre de mortero
reforzado, comportándose el conjunto muy favorablemente tanto a los esfuerzos de
compresión como a los de tensión (Waddell, 1996).
1.6.2 Componentes del mortero
La Figura 1-3 muestra los componentes del mortero (Waddell, 1996), En un mortero es
opcional el uso de aditivos, sin embargo la matriz cementicia y los agregados, no se pueden
omitir.
Figura 1-3. Principales componentes del Mortero
1.6.2.1 Cemento
El cemento pórtland es un cemento hidráulico: es decir, cuando se mezcla en las proporciones
adecuadas con agua, se endurecerá debajo del agua. Su nombre se deriva de la semejanza en
Mortero
Matriz Cementicia
Cementante
Cemento
Cenizas
Nanoparticulas Agua
Agregado Fino Arena
Aditivos
Polvos
Fibras
Liquidos

14
apariencia en el estado endurecido del cemento pórtland, con la piedra pórtland de Inglaterra
(Waddell, 1996).
Este tipo de cemento es un conglomerante hidráulico que al ser hidratado se solidifica y luego
se endurece, se obtiene mediante un proceso industrial, pulverizando (a un grado de finura
determinado) una mezcla fría de arcilla y materiales calcáreos, previamente sometida a
cocción, que se denomina clínker pórtland, al cual se le adiciona sulfato de calcio como
anhidrita, yeso hidratado o semihidratado, para regular el tiempo de fraguado, según las
propiedades que se requieran o para auxiliar la molienda (N-CMT-3-04-002/05, 2005).
1.6.2.1.1 Composición química del cemento
El cemento pórtland no se puede expresar por medio de una fórmula química, ya que es una
mezcla compleja de cuatro compuestos principales, los cuales se muestra a continuación
además de su fórmula:
a) Óxido de calcio CaO ( C )
b) Sílice SiO2 ( S )
c) Alúmina Al2O3 ( A )
d) Óxido de fierro(III) Fe2O3 ( F )
Estos compuestos están contenidos en las materias primas usadas en su elaboración, éstas
son:
a) Piedra caliza
b) Arcillas
c) Óxido de hierro
Según la norma ASTM C150 existen cuatro compuestos, conocidos como compuestos de
Bogue, calculados a partir del análisis de los óxidos anteriores del cemento pórtland. Estos
componentes y sus fórmulas se presentan en la Tabla 1-1 (N-CMT-3-04-002/05, 2005).
Tabla 1-1. Componentes del cemento Pórtland
Nombre Fórmula química
Silicato tricálcico (alita) 3CaO.SiO2 = C3S
15
Silicato dicálcico (belita) 2CaO.SiO2 = C2S
Aluminato tricálcico (celita) 3CaO.Al2O3 = C3A
Aluminoferrita tetracálcica
(ferrita)
4CaO.Al2O3.FeO3 = C4AF
1.6.2.1.2 Tipos de cemento
La norma ASTM C150 (1999) clasifica al cemento de acuerdo a sus características y
composiciones en los siguientes tipos:
a) TIPO I.- Cemento de uso general, cuando no se necesitan las propiedades especiales de
otros cementos, con frecuencia cumple con las especificaciones del tipo II.
b) TIPO II.- Cemento de uso general que tiene resistencia moderada a los sulfatos y
moderado calor de hidratación. El contenido máximo de celita es de 8%. Este tipo de
cemento se usa en el concreto expuesto a agua de mar.
c) TIPO III.- Cemento de alta resistencia a temprana edad. Este cemento se obtiene por
un molido más fino y un porcentaje más elevado celita y alita.
d) TIPO IV.- Cemento indicado cuando se necesita calor bajo de hidratación, como es el
caso de las construcciones de cemento masivo. Los porcentajes de belita y
aluminoferrita tetracálcica son relativamente altos; en tanto que la celita y la alita son
bajos. El desarrollo de resistencia es mucho más lento.
e) TIPO V.- Cemento utilizado cuando se requiere resistencia a los sulfatos, por ejemplo
estructuras que están en contacto con suelos o aguas freáticas con contenido de sulfatos
alto, y en concretos que se encuentran en contacto con aguas negras domésticas
concentradas. Este tipo de cemento tiene un contenido muy bajo de celita (5%).
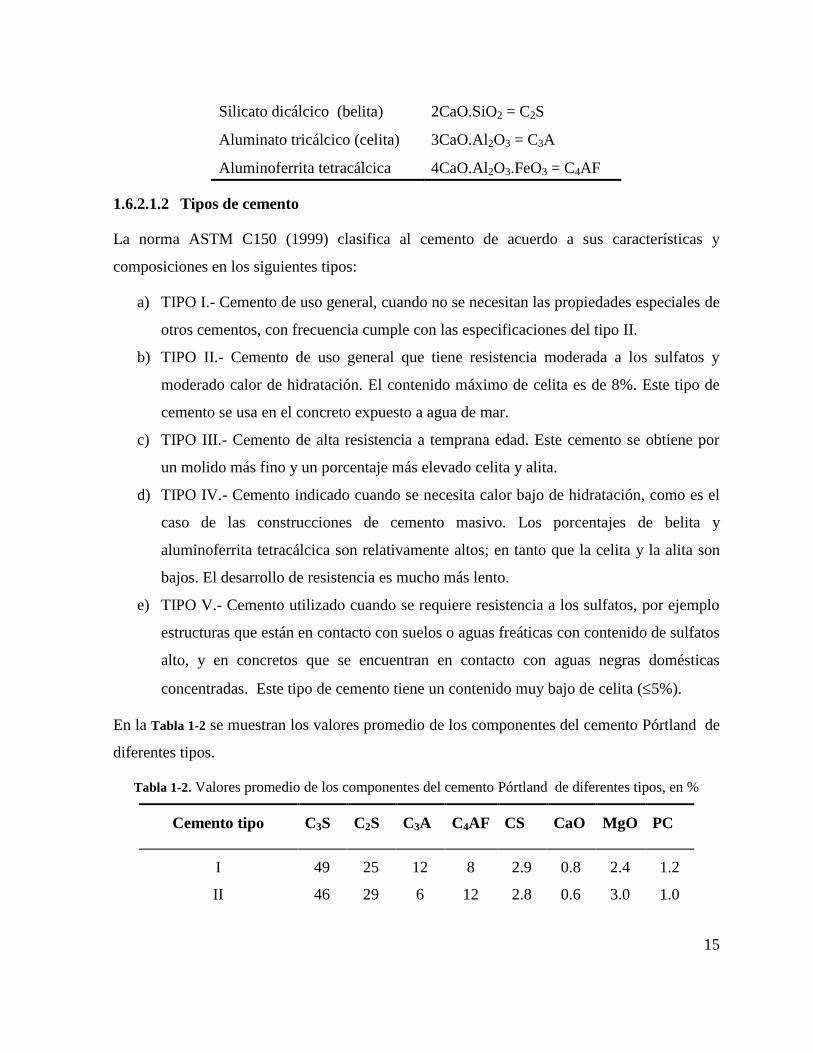
En la Tabla 1-2 se muestran los valores promedio de los componentes del cemento Pórtland de
diferentes tipos.
Tabla 1-2. Valores promedio de los componentes del cemento Pórtland de diferentes tipos, en %
Cemento tipo C3S C2S C3A C4AF CS CaO MgO PC
I 49 25 12 8 2.9 0.8 2.4 1.2
II 46 29 6 12 2.8 0.6 3.0 1.0
16
III 56 15 12 8 3.9 1.3 1.9 1.0
IV 30 46 5 13 2.9 2.6 2.7 1.6
V 43 36 4 12 2.7 0.3 0.4 1.0
En México la clasificación de los cementos se realiza con base en la norma oficial mexicana
NMX-C- 414 (1999) como se presenta a continuación:
a) Tipo CPO Cemento pórtland ordinario
b) Tipo CPP Cemento pórtland puzolánico
c) Tipo CPEG Cemento pórtland con escoria granulada de alto horno
d) Tipo CPC Cemento pórtland compuesto
e) Tipo CPS Cemento pórtland con Humo de Sílice (HS)
f) Tipo CEG Cemento con escoria granulada de alto horno
Las siglas de cementos con características especiales son:
a) RS Resistente a los sulfatos
b) BRA Baja reactividad álcali agregado
c) BCH Bajo calor de hidratación
d) B Blanco
1.6.2.2 Agregados
Los agregados son materiales pétreos naturales seleccionados; materiales sujetos a
tratamientos de disgregación, cribado, trituración o lavado, o bien, materiales producidos por
expansión, calcinación o fusión excipiente, que se mezclan con cemento pórtland y agua, para
formar concreto hidráulico. Alrededor de las tres cuartas partes del volumen del concreto
convencional es ocupado por agregados finos y gruesos (N-CMT-3-04-002/05, 2005).
Cuando el mortero está recién mezclado, en realidad los agregados quedan suspendidos en la
pasta de cemento-agua-burbujas de aire. El comportamiento de esta suspensión, que facilita el
colado sin segregación que causa la formación de cavidades en la roca o vetas de arena, es
influido en forma importante por la selección de la cantidad, tipo y graduación del tamaño de
los agregados. Dependiendo de la naturaleza de los agregados que se empleen se puede lograr

17
lograr la movilidad, plasticidad y ausencia de segregación deseadas, todo lo cual se agrupa en
el término general de trabajabilidad (N-CMT-3-04-002/05, 2005).
1.6.2.2.1 Función de los agregados
Las funciones que tienen los agregados en el mortero, se enumeran a continuación (N-CMT-3-
04-002/05, 2005):
1) En la pasta forman una trabazón, de tal manera que se genera una superficie de
adherencia, que disminuye los cambios del volumen total de pasta que puede sufrir
contracción.
2) Proveer una masa de partículas aptas para resistir la acción de cargas aplicadas,
abrasión, paso de humedad y la acción climática.
3) Es relleno relativamente económico para el material cementante, si se toma en cuenta
que los agregados son más económicos que el cemento.
4) Reduce los cambios de volumen resultante de los procesos de fraguado y
endurecimiento, así como los cambios de humedad en la pasta.
5) Aportan parte de la resistencia propia a la resistencia a la compresión.
1.6.2.2.2 Agregado fino
El módulo de finura es un método conveniente para expresar la gradación global de la arena.
Es un solo valor determinado, al sumar los porcentajes acumulados que son retenidos en los
tamices número 4, 8, 16, 30, 50 y 100 y dividir el total entre 100. Este módulo de finura de la
arena se aplica en la determinación del volumen varillado seco, para los diseños de las
mezclas, en el ACI Standard 211.1-91. En la ASTM C33 se dan los límites admisibles de
finura entre 2.3 y 3.1. Se debe evitar una gradación de la arena en la que predominen uno o
dos tamaños de partícula, esta condición conduciría a un gran contenido de vacíos y por lo
tanto, se requeriría una mayor cantidad pasta cemento-agua, para producir una mezcla
trabajable. Se logra la máxima trabajabilidad cuando los tamaños por separado de una arena
forman una curva suave dentro de los límites granulométricos (ASTM C-33, 1999).
18
1.6.2.3 Agua
El agua de mezclado del concreto debe ser lo más clara y limpia posible. Si ésta contiene
cantidades de sustancias las cuales decoloran o hacen que huela y tenga sabor inusual o sea
una causa objetable de sospecha, no podrá usarse a menos que las pruebas del mortero hecho
con otra información indique que no perjudica la calidad del mortero (ASTM C-33, 1999).
1.6.2.4 Adiciones o reemplazos de cemento
1.6.2.4.1 Cascarilla de arroz
Este agregado tiene una alta disponibilidad en las zonas arroceras, donde es considerado un
desperdicio por tener bajo poder nutritivo y un contenido de sílice del orden del 18% que
impide su consumo como alimento.
Su utilidad en el concreto ligero estriba en que las partículas de cascarilla tienen una forma
aconchada que permiten atrapar aire, aligerando la masa de concreto. De otra parte, el hecho
de poseer entre sus constituyentes el sílice, hace que las partículas presenten un aspecto
"petrificado" que es compatible con la composición química del cemento. De hecho, si esta se
calcina, se puede también utilizar como puzolana o adición cementante de mezclas de concreto
o de mortero.
Dentro de los cuidados en su utilización, es recomendable saturarla previamente en una
lechada cal al 5%, para remover su aceite natural y mejorar adherencia con la pasta de
cemento; y de otra parte, evitar la absorción del agua de mezclado evitando cambios bruscos
de humedad y disminución de la retracción.
1.6.2.4.2 Viruta de madera
La viruta de madera es el agregado vegetal más ampliamente utilizado para la fabricación de
concreto ligero. La viruta en astillas, que procede de aserríos y talleres de carpintería, debe ser
sometida a un tratamiento especial antes de ser empleada en la fabricación de concreto. Este
tratamiento consiste en una "mineralización" por inmersión de la viruta en una lechada de cal,
lechada de cemento, silicato potásico o cloruro potásico para mejorar su resistencia y evitar su
putrefacción.

19
Los concretos livianos de viruta de madera, compactados de manera corriente, alcanzan
escasas resistencias. Sin embargo, se pueden obtener mejores resultados si se prensan los
elementos y piezas fabricadas con este tipo de concreto.
Este tipo de concreto posee una alta retracción, por lo cual no es recomendable para vaciados
"in situ”, y su curado debe ser muy intenso y duradero. Su principal aplicación es en
divisiones que requieren aislamiento térmico y acústico sin alta capacidad portante.
Finalmente, el aserrín de madera no es recomendable como agregado, debido al alto consumo
de cemento.
1.6.2.4.3 Styropor o icopor
Este es un agregado orgánico sintético formado por resinas espumosas de poliéster. Se obtiene
a partir del poliestireno como agente de expansión incorporado, cuyas perlas esféricas y
vítreas se expanden al ser calentadas por vapor. Una vez expandidas, las perlas tienen una
densidad aproximada de 12 kg/m³. La estructura de una perla expandida es alveolar y alberga
alrededor de un millón de celdillas cerradas higroscópicas y elásticas, y su volumen llega a ser
40 veces superior al original.
El concreto aligerado con icopor se obtiene mediante el mezclado de estas perlas expandidas
de poliestireno con cemento, arena y agua, llegando a ocupar el icopor entre el 60% y el 70%
de la masa total.
La preparación de este tipo de concreto exige mucho cuidado en la adición de agua y en la
colocación por tener una alta tendencia a la segregación. Su retracción es alta y es
combustible, pero tiene alto poder de aislamiento térmico y acústico.
Sus principales aplicaciones son los morteros aislantes, la fabricación de bloques y elementos
prefabricados para aligerar cargas.
1.6.2.4.4 Agregados ligeros naturales
Los principales agregados de esta categoría son la piedra pómez o pumicita, la escoria, cenizas
volcánicas y tufas, y la diatomita; todas de origen volcánico, excepto la última.
20
1.6.2.4.5 Piedra pómez o pumicita
La piedra pómez o pumicita es una roca volcánica de color claro y aspecto espumoso, con un
peso volumétrico a granel comprendido entre 500 y 900 kg/m³.
Las variedades de esta piedra que no son excesivamente frágiles estructuralmente, resultan
adecuadas para concretos con peso volumétrico entre 700 y 1,400 kg/m³ de buenas
características aislantes, pero con altos grados de absorción y contracción.
1.6.2.4.6 Escoria volcánica
La escoria volcánica es una roca vidriosa vesicular, de color oscuro (pardo y rojizo), con
estructura de poros muy grandes y variables, los cuales no se encuentran conectados entre sí,
con un peso volumétrico a granel comprendido entre 700 y 1.500 kg/m³.
En general, sus partículas presentan resistencias mejores que las de la piedra pómez, debido a
su estructura interna. De igual modo, los concretos fabricados con este tipo de agregado
presentan menor absorción de agua y por lo tanto menor retracción.
1.6.2.4.7 Diatomita
La diatomita es un agregado ligero natural proveniente de rocas silíceas de origen orgánico
formadas por esqueletos remanentes de plantas acuáticas microscópicas
(algas protozoarias) llamadas diatomeas.
La diatomita es de color blanco, tiene estructura laminar, presenta poros y se desmenuza
fácilmente. Cuando se encuentra pura (libre de arena y arcilla, tiene un peso volumétrico a
granel promedio de 450 kg/m³). Finalmente, los concretos fabricados con este agregado tienen
un alto poder aislante, por lo que son muy empleados en hornos de altas temperaturas.
1.6.2.4.8 Agregados ligeros artificiales
Los agregados ligeros artificiales se conocen en el mundo con una variedad de nombres de
marcas comerciales, pero la mejor clasificación de ellos se basa en la materia prima utilizada y
el método de producción, donde se distinguen tres grupos.

21
En el primer grupo se incluyen los agregados producidos por la aplicación de calor, a fin de
expandir la arcilla, la pizarra, el esquisto y la pizarra diatomácea, la perlita, la obsidiana y la
vermiculita. El segundo tipo se obtiene mediante un proceso de enfriamiento, gracias al cual se
logra una expansión de escorias de alto horno. El tercero y último tipo está formado por
cenizas industriales.
1.6.2.4.9 Pizarra, esquisto y arcilla expandida
Estos materiales se obtienen mediante el calentamiento rápido de materias primas adecuadas
en un horno rotatorio a una temperatura de fusión incipiente (1,000 a 1,200° C),
produciéndose una expansión del material (hasta varias veces su tamaño original), debida a la
generación de gases que quedan atrapados en la masa piroplástica y viscosa, resultando así un
producto que contiene una cantidad de cavidades pequeñas. Esta estructura porosa se conserva
al enfriarse, obteniéndose un material con un peso específico aparente mucho más bajo que el
del material antes del calentamiento.
A menudo la materia prima se reduce al tamaño deseado antes del calcinamiento, pero
también se puede utilizar la trituración después de la expansión, aunque los resultados no son
exactamente los mismos puesto que el primer método produce un agregado menos absorbente.
La pizarra o la arcilla expandida son agregados ligeros que se presentan en forma de bolitas
porosas, redondeadas y medianamente compactas. Cuando se elaboran en horno rotatorio, su
peso volumétrico a granel puede estar comprendido entre 300 y 650 kg/m³, debido a su
estructura microporosa, resistente, químicamente estable, de alta resistencia al fuego y con
buen aislamiento térmico y acústico.
La resistencia obtenida en los concretos con agregados de pizarra o arcilla expandida es
comparable a la de otros concretos ligeros de peso unitario similar, mientras que su
contracción es inferior a la de la mayoría de concretos ligeros. De otra parte, el peso
volumétrico del concreto producido con estos agregados puede situarse entre los 1,400 y los
1,800 kg/m³, aunque se han logrado valores tan bajos como 800 kg/m³.

22
1.6.2.4.10 Ladrillo triturado
Para fabricar concreto de baja densidad y baja resistencia, sin necesidad de utilizar arcillas
calcinadas y expandidas, se han utilizado los desechos de fabricación de la industria ladrillera,
o los desperdicios de ladrillo de obras de construcción y demoliciones.
Este tipo de concreto se emplea en divisiones y asilamientos térmicos, y sus principales
ventajas son la baja retracción módulo de elasticidad relativamente bajo y gran aislamiento.
1.6.2.4.11 Vermiculita o mica esponjada
La vermiculita es un mineral del grupo de los silicatos, de estructura laminar, que al calentarse
a presión a temperaturas de 650 a 1,000° C, expande su volumen hasta 30 veces su volumen
original por un proceso de esfoliación de hojas finas. Su peso volumétrico a granel es tan sólo
de 60 a 130 kg/m³ y el concreto que se hace con este material tiene muy poca resistencia y
presenta mucha contracción, aunque es excelente aislante de calor.
1.6.2.4.12 Perlita expandida
Esta es una roca volcánica vidriosa y, aunque es natural, su estructura física no se parece a la
de la piedra pómez debido a su alta densidad. Sin embargo, al calentarse hasta el punto de
Fusión incipiente (900 a 1,100°C), la perlita se expande por evolución del vapor y forma un
material celular liviano, con un peso volumétrico a granel de sólo 30 a 240 kg/m³.
El concreto ligero que se hace con perlita tiene una resistencia muy baja y un alto grado de
contracción, por lo cual se utiliza como material aislante, como agregado para la fabricación
de bloques y muros, y como protección del refuerzo contra el fuego. Una de las ventajas de
este tipo de concreto es que seca con mucha rapidez y puede recibir acabado de inmediato.
1.6.2.4.13 Escoria de alto horno
La escoria de alto horno expandida se produce de dos maneras: una de ellas es poner en
contacto una cantidad controlada de agua con la escoria fundida aplicándola como rociador
mientras el material se descarga del horno (en la producción de hierro fundido). Se genera
vapor que hincha la escoria, aun en estado plástico, lo que hace que endurezca en forma
porosa, de manera similar a la de la pumicita. Este proceso se llama “chorro de agua”.

23
En el proceso de "máquina", la escoria fundida se agita rápidamente con una cantidad
controlada de agua, se atrapa vapor y se forman además algunos gases, debido a reacciones
químicas de algunos componentes de la escoria con el vapor de agua.
El peso volumétrico a granel de este tipo de agregado oscila entre 650 kg/m³ (para las más
finas), 900 kg/m³ (para las más gruesas). Las resistencias obtenidas con estas escorias son
bajas y sus contracciones medias.
1.6.2.4.14 Escoria de hulla
Esta es formada por el fundido y la sinterización de residuos bien quemados de los procesos de
combustión de hornos industriales a altas temperaturas en donde se usa la hulla como
combustible, como es el caso de calderas y plantas termoeléctricas.
La escoria de hulla se forma de minerales que se encuentran presentes en la hulla, como por
ejemplo, calcitas, caolinitas y piritas. Las escorias más recomendadas para producir concreto
ligero son las más duras y limpias de cenizas.
Pero, de otra parte, no es recomendable el uso de escoria de hulla en concretos ligeros
refrozados o que requieran de una alta durabilidad, debido a que la pequeña cantidad de sales
agresivas que contienen la escoria puede causar corrosión en el acero de refuerzo. Por ella,
adicionalmente se recomienda que la pérdida al fuego no supere el 25% y que el contenido de
azufre (SO3) sea menor del 1%.
La escoria de hulla presenta un peso volumétrico a granel entre 700 y 1,200 kg/m³, y los
concretos producidos con ella tienen pesos unitarios entre 1,000 y 1,500 kg/m³, resistencia
media a baja y contracciones medias. Su principal empleo es en elementos aislantes como
bloques y también para rellenos.
1.6.2.4.15 Cenizas industriales
La ceniza de combustible pulverizada, o ceniza volante, es un residuo finamente molido
obtenido de la combustión de carbón en polvo en modernas plantas de calderas, como las
plantas de energía eléctrica.

24
El proceso consiste en humedecer la ceniza, transformándola posteriormente en partículas
redondeadas y calentadas en un horno adecuado.
El concreto ligero hecho de cenizas volantes sinterizadas tiene una relación de resistencia-
densidad notablemente alta y un encogimiento al secado relativamente bajo, que lo hace muy
apropiado para elementos estructurales reforzados.
1.6.3 Clasificación de morteros.
En general los morteros se dividen en dos familias, morteros aéreos e hidráulicos. Los
primeros endurecen bajo la influencia del aire con la pérdida del agua, mientras los segundos
endurecen bajo el agua por poseer una composición que se obtiene de la calcinación de calizas
impurificadas con Sílice y Alúmina (Sanchez, 2006).
1.6.3.1 Según su composición
1.6.3.1.1 Morteros Calcáreos
Al tener en sus componentes cal, lo hace un mortero muy manejable pero de bajas resistencias
mecánicas debido a su baja velocidad de endurecimiento. En este tipo de morteros se
recomienda que la arena tenga partículas angulosas, sin materia organica, polvo ni arcilla. Las
proporciones cal-arena más usadas son 1:2 para muros y 1:3 0 1:4 para mampostería simple.
Fuera de estos intervalos se tiene el riesgo de pérdida de ductilidad, perdida de trabajabilidad,
presencia de contracciones y posibles agrietamientos (Sanchez, 2006).
1.6.3.1.2 Morteros de cal y Cemento Portland
Son recomendables por su gran trabajabilidad, buena retención de agua y altas resistencias a
edades tempranas. Las relaciones cemento:cal:arena mas comunes son las que se encuentran
entre 1:0.25:2.25 a 1:1.5:3.0.
Si el contenido de cemento es alto, se obtendrán morteros de altas resistencias y corto tiempo
disponible entre la fabricación y colocación. Si el contenido de cal es alto, se obtendrán
morteros de baja resistencia, con alta plasticidad y permeabilidad. Mientras, si el contenido de
arena es alto, la resistencia del mortero será baja con poca trabajabilidad.

25
En este tipo de mortero, se debe de buscar una dosificación adecuada dependiendo de las
caracteristicas que se quieran lograr, tomando en cuenta con el aumento de cal se debe
también de aumentar la cantidad de agua utilizada en la mezcla (Sanchez, 2006).
1.6.3.1.3 Morteros de Cemento Portland
Este tipo de mortero es útil cuando se requieren altas resistencias a edades tempranas, siendo
su trabajabilidad variable dependiendo de la proporción utilizada de arena. Analógicamente, el
cemento es la soldadura que une las partes de la estructura, la arena, cuyas características de
modulo de finura, granulometría y textura deben de ser adecuadas. La cantidad de cemento no
puede disminuir mucho, pues por un lado la mezcla se volvería de bajo desempeño en
trabajabilidad y podría ser insuficiente para funcionar como aglomerante.
Tampoco es recomendable una proporción alta de cemento, ya que se obtendrían morteros de
mucha resistencia pero con alta retracción al secado. Sin embargo, el uso de morteros ricos en
cemento es adecuada en obras de ingeniería donde son necesarios morteros de alta dureza y
resistente a la acción del agua (Sanchez, 2006).
1.6.3.2 Según su modulo de finura de arena
Este parámetro es un determinante para el adecuado acomodo de la arena al momento de la
realización de la mezcla y a partir de el se pueden clasificar los morteros por tipo según se
muestra en Tabla 1-3 (Sanchez, 2006).
Tabla 1-3. Clasificación del mortero según modulo de finura de la arena
Tipo de Mortero Modulo de Finura Usos
Finos 1.8-2.3 Muros y Techos
Medios 2.3-2.7 Pegado de Mampostería
Gruesos 2.7-3.2 Pisos, relleno de mampostería
1.6.3.3 Según fluidez
En mezclas morteros, la característica de fluidez se determina con el ensaye de la mesa de
flujo según ASTM C 1437-99 (ASTM C 1437-99, 1999), aunque es una práctica común que
esta propiedad dependa de la experiencia de albañiles. En la Tabla 1-3 se muestra la
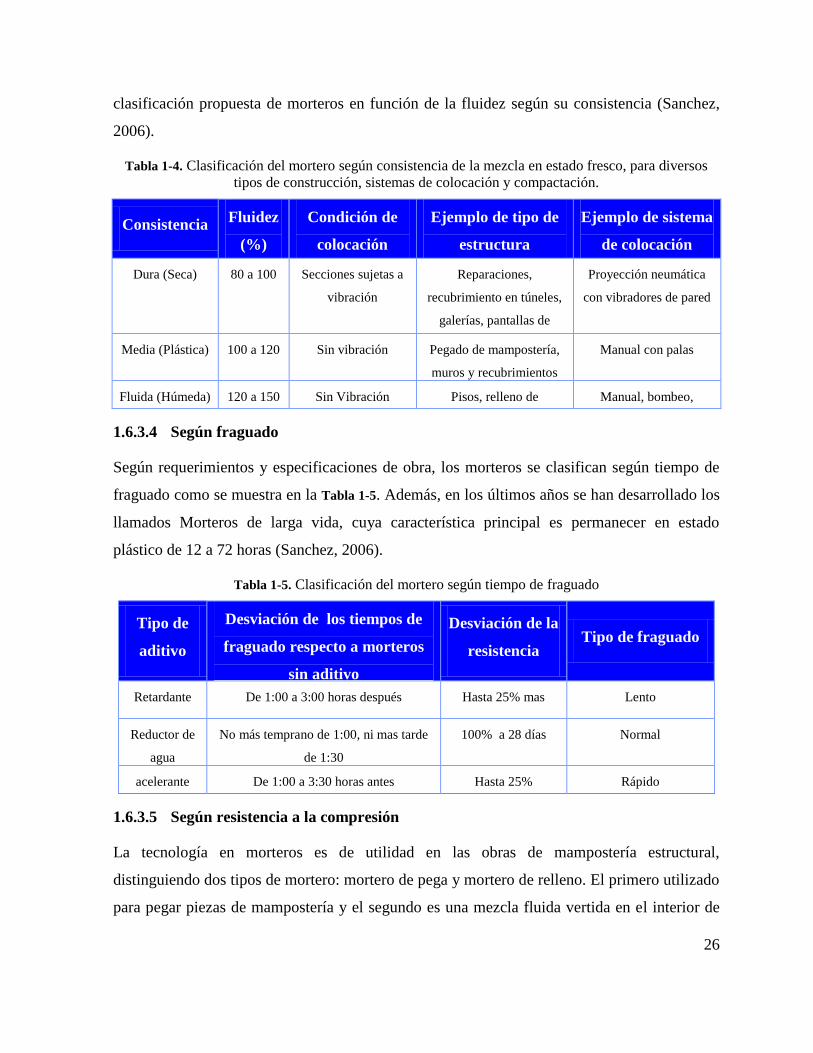
26
clasificación propuesta de morteros en función de la fluidez según su consistencia (Sanchez,
2006).
Tabla 1-4. Clasificación del mortero según consistencia de la mezcla en estado fresco, para diversos
tipos de construcción, sistemas de colocación y compactación.
Consistencia Fluidez
(%)
Condición de
colocación
Ejemplo de tipo de
estructura
Ejemplo de sistema
de colocación
Dura (Seca) 80 a 100 Secciones sujetas a
vibración
Reparaciones,
recubrimiento en túneles,
galerías, pantallas de
cimentación y pisos
Proyección neumática
con vibradores de pared
Media (Plástica) 100 a 120 Sin vibración Pegado de mampostería,
muros y recubrimientos
Manual con palas
Fluida (Húmeda) 120 a 150 Sin Vibración Pisos, relleno de
mampostería
Manual, bombeo,
inyección 1.6.3.4 Según fraguado
Según requerimientos y especificaciones de obra, los morteros se clasifican según tiempo de
fraguado como se muestra en la Tabla 1-5. Además, en los últimos años se han desarrollado los
llamados Morteros de larga vida, cuya característica principal es permanecer en estado
plástico de 12 a 72 horas (Sanchez, 2006).
Tabla 1-5. Clasificación del mortero según tiempo de fraguado
Tipo de
aditivo
Desviación de los tiempos de
fraguado respecto a morteros
sin aditivo
Desviación de la
resistencia Tipo de fraguado
Retardante De 1:00 a 3:00 horas después Hasta 25% mas Lento
Reductor de
agua
No más temprano de 1:00, ni mas tarde
de 1:30
100% a 28 días Normal
acelerante De 1:00 a 3:30 horas antes Hasta 25%
masostería
Rápido
1.6.3.5 Según resistencia a la compresión
La tecnología en morteros es de utilidad en las obras de mampostería estructural,
distinguiendo dos tipos de mortero: mortero de pega y mortero de relleno. El primero utilizado
para pegar piezas de mampostería y el segundo es una mezcla fluida vertida en el interior de

27
los muros con el propósito de aumentar su resistencia. En Colombia se aceptan cuatro tipos de
mortero designados con las letras M, S, N y O en orden descendente de resistencia según
NTC-3329, como se muestra en Tabla 1-6 (Sanchez, 2006).
Tabla 1-6. Clasificación de Morteros para pega de mampostería simple, según resistencia a la
compresión a 28 días.
Mortero tipo MPa Resistencia Usos
Kg/cm2 p.s.i.
M 17.5 175 2,500 Mampostería reforzada
S 12.5 125 1,800 Mampostería simple
N 5.25 52.5 750 Muros exteriores
O 2.45 24.5 350 Muros interiores
Una de las normas más difundidas es la ASTM C270, la cual clasifica los morteros para pega
de mampostería, por propiedades mecánicas y por dosificación. En esta norma se aceptan 5
tipos de morteros designados con las letras M, S, N, O y K según Tabla 1-7 (Sanchez, 2001).
Los materiales deben de cumplir con las normas:
a) Cemento Portland: ASTM C150 (1999)
b) Cemento hidráulico mezclado: ASTM C595 (2006)
c) Cemento de albañilería: ASTM C91 (2012)
d) Cal hidratada, tipo S de ASTM C207 (2011)
e) Cal Viva: ASTM C5 (2010)
f) Agregados finos C144 (2011)
g) Agregados gruesos (Para morteros de relleno): ASTM C404 (2011)
h) Agua: Limpia y libre de cantidades perjudiciales de aceites, ácidos, álcalis, sales,
materia orgánica y otras sustancias que pudieran causar deterioro en morteros o
cualquier refuerzo metálico dentro del muro.
i) Aditivos: ASTM C494 (2013)
j) Aditivos inclusores de aire: ASTM C260 (2010)

28
k)
Tabla 1-7. Clasificación ASTM C270 (2012) de Morteros para pega de mampostería simple, según
resistencia a la compresión a 28 días y según dosificación (partes por volumen).
Mortero
tipo MPa
Resistencia Cemento
Portland
Cemento
Albañilería Cal
Agregado
fino
suelto Kg/cm
2 p.s.i.
M 17.2 175 2,500 1
1
1
-
0.25
Entre 2.25 y
3.00 veces
la suma de
cemento y
cal
utilizados
S 12.4 126 1,800 0.5
1
1
-
0.25 a
0.50
N 5.2 53 750 -
1
1
-
0.50 a
1.25
O 2.4 25 350 -
1
1
-
1.25 a
2.50
K 0.5 5 75 1 - 2.50 a
4.00
El mortero para mampostería sin refuerzo debe ser dosificado y mezclado de acuerdo con esta
norma para los tipos M, S o N. Los morteros para mampostería reforzada están regulados por
la norma ASTM C476 en la cual se distinguen los tipos PM y PL, según Tabla 1-8 (Sanchez,
2006).
Tabla 1-8. Clasificación ASTM C476 (2012) de Morteros para pega de mampostería reforzada,
según resistencia a la compresión a 28 días y según dosificación (partes por volumen).
Mortero
tipo MPa
Resistencia Cemento
Portland
Cemento
Albañilería Cal
Agregado
fino
suelto Kg/cm
2 p.s.i.
PM 17.2 175 2,500 1
1
0.25 a
0.50 2.25 a 3.00
PL 17.2 175 2,500 1 -
29
1.6.4 Mortero en estado Fresco.
Las propiedades del mortero en estado fresco son un parámetro de aceptación o rechazo de la
calidad del material, pues sus propiedades físicas y reológicas definen el desempeño de las
propiedades en estado endurecido (Asocreto, Tecnología del concreto, materiales, propiedades
y diseño de mezclas, 2010).
1.6.4.1 Trabajabilidad o manejabilidad.
Es posible referirse a la trabajabilidad como una compleja propiedad reológica que tiene
relación con la adhesión, cohesión, fluidez, plasticidad y viscosidad, existiendo variantes de
las cuales depende como: absorción y textura de superficie en la cual se coloca.
La trabajabilidad resulta de la lubricación de entre las partículas del agregado fino con la pasta
de cemento, siendo determinante la cantidad de agua de la mezcla y de manera secundaria por
la granulometría, dosificación y contenido de aire. Una buena trabajabilidad es indispensable
para lograr una adecuada adhesión entre las piezas de mampostería en un caso práctico.
Los ensayos utilizado para la estimación de la trabajabilidad son la fluidez y
penetración(Asocreto, Tecnología del concreto, materiales, propiedades y diseño de mezclas,
2010).
1.6.4.1.1 Fluidez
La fluidez inicial es una propiedad del mortero medida en laboratorio, que indica el porcentaje
del aumento de diámetro en base a un cono truncado con propiedades especificadas colocado
en una mesa de flujo que se levanta mecánicamente 12.7 mm y se deja caer 25 veces en 15 s.
según ASTM C 1437-99. Los contenidos de agua son los que determinan si se aumenta o
disminuye la fluidez, en caso que sea necesario mantener la cantidad de agua constante y
modificar la fluidez es necesario el uso de superplastificantes (Asocreto, Tecnología del
concreto, materiales, propiedades y diseño de mezclas, 2010).
1.6.4.1.2 Penetración
La consistencia del mortero es medida a través de un cono de penetración, mediante un
aparato de Vicat modificado. Este ensaye permite el ajuste de la cantidad de agua a utilizar en
30
el mortero, debiendo de realizarse antes de ser utilizado en construcción. Ademas, el ensaye
permite evaluar la retención de la consistencia de los morteros de mampostería en el sitio de
trabajo.
La ASTM está estudiando otro método para medir la consistencia del mortero a partir de
ASTM C780 (1997) denominado método Conway. Este utiliza penetrometro recalibrado para
ser usado en mortero y el procedimiento consiste en colocar un anillo de 41 cm de diámetro
sobre una meda y llenarlo con mortero de mampostería, posteriormente enrasarlo y retirarlo
para finalmente medir la fuerza de penetración de una aguja de 59 mm de diámetro a una
profundidad de 25 mm. La fuerza leída es una medida relativa de la consistencia y rigidez del
mortero, por lo tanto puede repetirse el ensayo a intervalos de 15 min. y obtener la velocidad
de endurecimiento (Asocreto, Tecnología del concreto, materiales, propiedades y diseño de
mezclas, 2010).
1.6.4.1.3 Retención del agua
Refleja la capacidad de tiene el mortero para retener el agua bajo la acción de fuerzas de
absorción, siendo reflejada al momento de poner en contacto el mortero con piezas de
mampostería de alta absorción y conservar su trabajabilidad. Morteros con baja retención de
agua pierden rápidamente el agua de la mezcla, dificultando la colocación de las piezas de
mampostería en la práctica de la construcción, mientras en morteros con alta retención de agua
se facilita la colocación de las piezas de mortero. La retención del agua es incrementada
mediante la adición de cal, utilización de arena fina o usando materiales retenedores de agua.
La retención de agua en laboratorio es una medida que compara el flujo de un mortero antes y
después de aplicarle vacio (Asocreto, Tecnología del concreto, materiales, propiedades y
diseño de mezclas, 2010).
1.6.4.1.4 Contenido de aire
Esta propiedad incide sobre las demás características del mortero, en estado fresco y
endurecido, tales como la trabajabilidad y durabilidad. La determinación del contenido de aire
se hace mediante el método de presión o volumétrico empleando un equipo especial para

31
mortero de 1 litro de capacidad (Asocreto, Tecnología del concreto, materiales, propiedades y
diseño de mezclas, 2010).
1.6.4.1.5 Velocidad de endurecimiento
Los tiempos de fraguado inicial y final de la mezcla deben de estar entre límites adecuados.
Por lo general, se aceptan valores entre 2 y 24 horas, respectivamente. Sin embargo, estos
dependen de diversos factores tales como las condiciones del clima o la composición de la
mezcla y hoy en día son fácilmente controlables con el uso de aditivos (Sanchez, 2001).
1.6.5 Mortero en estado endurecido.
Las propiedades del mortero en estado endurecido son el resultado de las propiedades del
mortero en estado fresco (Sanchez, 2001).
1.6.5.1 Retracción
La retracción en el mortero se debe principalmente a las reacciones químicas de hidratación de
la pasta, sobre todo en pastas puras con una alta relación agua/cemento. Parte del problema lo
soluciona la arena, principalmente si tiene su textura rugosa, ya que forma un esqueleto que
evita los cambios de volumen y el peligro de agrietamiento. En zonas calurosas y de muchos
vientos, el agua de mezclado tiende a evaporarse produciendo tensiones internas en el mortero,
que se expresan en la formación de visibles grietas. Lo mismo ocurre si la base es absorbente.
Aparentemente la retracción es proporcional al espesor de la capa del mortero y a la riqueza
del cemento. Para evitar la retracción es conveniente usar cementos de baja retracción al
secado, puzolánicos o con adición inerte, y arenas de buena granulometría con pocos finos
(Sanchez, 2001).
1.6.5.2 Adherencia
En general, la adherencia es la capacidad que tiene el mortero de absorber tensiones normales
y tangenciales a la superficie que une el mortero con la estructura. Es de gran importancia, ya
que a ella se debe el hecho de que un mortero pueda resistir pandeo, cargas transversales y
excéntricas, dándole resistencia a la estructura.

32
Morteros de baja capacidad de retención de agua y morteros de alta resistencia se adhieren
solo en partes por lo que su adherencia es pobre. En el caso de la mampostería, para obtener
una buena adherencia es necesario que la superficie del bloque sea tan rugosa como sea
posible para permitir la unión mecánica del mortero y además tener un nivel de absorción
adecuado y compatible con la mezcla del mortero. Los morteros plásticos, de buena
adherencia, buena capacidad de retención de agua y que no requieren de superficies húmedas
para su colocación, son los más adaptables y de mayor utilización en mampostería ya que
permiten una íntima unión entre las piezas (Sanchez, 2001).
1.6.5.3 Resistencia
Una vez aplicado en obra, el mortero debe actuar como unión resistente. Se requiere una alta
resistencia a la compresión cuando el mortero deba soportar cargas altas y sucesivas. Siendo
ésta un indicio de las resistencias a tensiones de corte y a tensiones de tracción.
Hay dos leyes fundamentales que se aplican a la resistencia de un mortero compuesto del
mismo cemento con diferentes proporciones y tamaños de arena, la primera dice: con un
mismo agregado, el mortero más resistente e impermeable es aquel que tiene mayor porcentaje
de cemento en un volumen dado de mortero; y la segunda: con el mismo porcentaje de
cemento en un volumen de mortero, el más resistente y generalmente más impermeable es
aquél que tenga la mayor densidad, o sea aquél que en una unidad de volumen contenga el
mayor porcentaje de materiales sólidos.
La primera ley es realmente muy clara, pero la segunda requiere de un mayor análisis. El valor
de un cemento de primera clase sin impurezas es universalmente reconocido. Sin embargo, las
propiedades de un mortero hidráulico, como durabilidad, permeabilidad y porosidad, no
dependen únicamente de la calidad del cemento sino también de la composición granular del
mortero, o sea las dimensiones y posiciones relativas de los diferentes elementos que lo
componen.
El tamaño de los granos de arena está subordinado en su influencia sobre la resistencia y otras
cualidades del mortero a la densidad del mortero producido. Se puede suponer que una arena

33
densa, o sea aquella que contenga seca el menor volumen de poros, al ser mezclada con una
proporción dada de cemento, producirá el mortero más denso y en consecuencia resistente.
Pero esto no ocurre necesariamente porque la adición de cemento y agua cambia la
composición física. Una mezcla de arena fina y cemento requiere más agua que una de arena
gruesa y el mismo cemento.
El volumen total de mortero de consistencia plástica será afectado por la cantidad de agua
usada y por los volúmenes de los materiales secos. Por ello un mortero hecho de arena fina y
cemento será menos denso que uno hecho con arena gruesa y el mismo cemento, aunque
ambas arenas al ser pesadas secas contengan la misma proporción de sólidos y poros. La arena
fina tiene más granos en su unidad de volumen, por consiguiente un mayor número de puntos
de contacto entre sus granos. Al agregar agua, ésta produce una película y separa los granos
por tensión superficial.
El efecto del agua sobre la resistencia depende también básicamente de la densidad del
mortero resultante. Morteros secos dan mayores resistencias que morteros húmedos, porque
éstos pueden ser más densamente compactos. Los morteros plásticos dan resultados más
uniformes (Sanchez, 2001).
1.6.5.4 Durabilidad
Al igual que en el concreto, la durabilidad del mortero es la resistencia a los agentes externos
tales como las bajas temperaturas, la penetración de agua, desgaste por abrasión, retracción al
secado, eflorescencias, agentes corrosivos o choques térmicos, entre otros, sin deterioro de sus
condiciones físico-químicas con el tiempo.
En general, se cree que morteros de alta resistencia a la compresión tienen buena durabilidad;
sin embargo, el uso de agentes inclusores de aire es de particular importancia en ambientes
húmedos, ambientes marinos y en general en condiciones de ambiente agresivo (Sanchez,
2001).
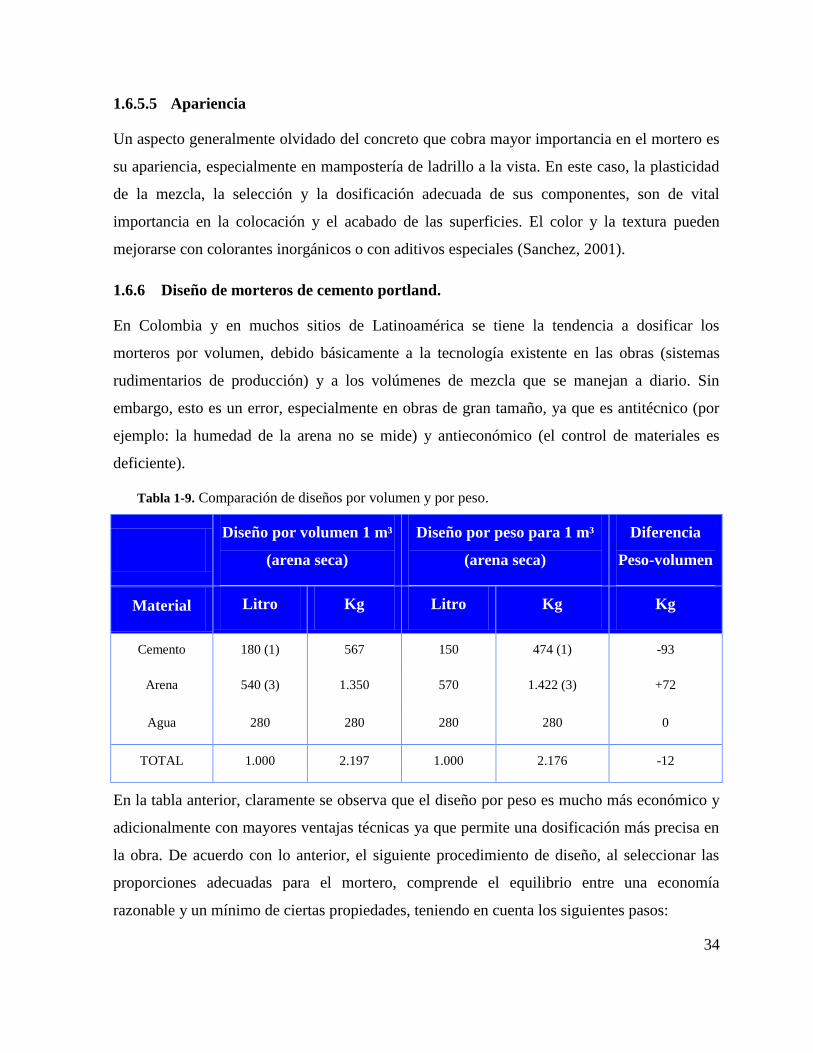
34
1.6.5.5 Apariencia
Un aspecto generalmente olvidado del concreto que cobra mayor importancia en el mortero es
su apariencia, especialmente en mampostería de ladrillo a la vista. En este caso, la plasticidad
de la mezcla, la selección y la dosificación adecuada de sus componentes, son de vital
importancia en la colocación y el acabado de las superficies. El color y la textura pueden
mejorarse con colorantes inorgánicos o con aditivos especiales (Sanchez, 2001).
1.6.6 Diseño de morteros de cemento portland.
En Colombia y en muchos sitios de Latinoamérica se tiene la tendencia a dosificar los
morteros por volumen, debido básicamente a la tecnología existente en las obras (sistemas
rudimentarios de producción) y a los volúmenes de mezcla que se manejan a diario. Sin
embargo, esto es un error, especialmente en obras de gran tamaño, ya que es antitécnico (por
ejemplo: la humedad de la arena no se mide) y antieconómico (el control de materiales es
deficiente).
Tabla 1-9. Comparación de diseños por volumen y por peso.
Diseño por volumen 1 m³
(arena seca)
Diseño por peso para 1 m³
(arena seca)
Diferencia
Peso-volumen
Material Litro Kg Litro Kg Kg
Cemento 180 (1) 567 150
474 (1) -93
Arena 540 (3) 1.350 570
1.422 (3) +72
Agua 280 280 280 280 0
TOTAL 1.000 2.197 1.000 2.176 -12
En la tabla anterior, claramente se observa que el diseño por peso es mucho más económico y
adicionalmente con mayores ventajas técnicas ya que permite una dosificación más precisa en
la obra. De acuerdo con lo anterior, el siguiente procedimiento de diseño, al seleccionar las
proporciones adecuadas para el mortero, comprende el equilibrio entre una economía
razonable y un mínimo de ciertas propiedades, teniendo en cuenta los siguientes pasos:

35
1.6.6.1 Procedimiento de diseño
1.6.6.1.1 PASO I: DETERMINACION DEL TIPO DE ARENA
La arena utilizada en morteros de pega y de relleno debe ser limpia y bien gradada. Su
selección depende de la disponibilidad de ella en la zona (depósitos aluviales, de cantera, etc.),
costo de explotación y transporte y de su eventual comportamiento en el mortero en cuanto a
consistencia, resistencia y tamaños existentes representados en el módulo de finura.
Una manera sencilla de observar esto es haciendo una comparación entre un diseño por
volumen y otro por peso. Tomemos como ejemplo un mortero de proporción 1:3, asumiendo
un peso específico del cemento de 3.15 g/cc y una masa unitaria suelta de la arena de 1.500
kg/m3, ver Tabla 1-9.
De la gradación de la arena depende en muy buena parte la trabajabilidad y la penetración de
humedad. Los módulos de finura bajos requieren más agua que los gruesos para una misma
consistencia, por lo cual se generan morteros frágiles y porosos. Por otra parte, si se aumenta
el módulo de finura, para una consistencia dada el contenido de cemento disminuye.
En general, el módulo de finura de la arena deberá ser el mayor económica mente disponible y
compatible con las dimensiones de la estructura, pero observando que la gradación en muchos
casos depende del tipo de pega para la cual se va a utilizar. Pegas de espesor considerable
admiten arenas gruesas y pegas de poco espesor exigen arenas finas.
Finalmente, por lo general las arenas naturales (depósitos sedimentarios, ríos, etc.) producen
morteros de resistencias más altas que las de cantera, obtenidas por medio de voladura, o por
trituración, siendo este efecto más notorio en morteros pobres en cemento (Sanchez, 2001).
1.6.6.1.2 PASO II: DETERMINACION DE LA RELACION AGUA-CEMENTO
Al igual que en el concreto, la relación agua-cemento no sólo se determina por los requisitos
de resistencia, sino también por factores como la retracción, adherencia, durabilidad y
propiedades para el acabado.
Debido a que los diferentes tipos de arenas y cementos producen resistencias distintas con la
misma relación agua-cemento, es importante conocer o desarrollar la correspondencia entre la

36
resistencia y la relación agua-cemento para los materiales a usarse, especialmente en el caso
de arenas sucias.
Sin embargo, en las Figura 1-4 y Figura 1-5 se puede observar esta correspondencia para arenas
limpias de forma cúbica y textura rugosa (de cantera) y arenas limpias de forma redondeada y
textura lisa (de río), con varios módulos de finura, las cuales poseen valores aproximados y
relativamente seguros para cemento portland tipo I (Sanchez, 2001).
Figura 1-4. Correspondencia entre los valores de relación agua-cemento y resistencia a la
compresión para morteros hechos con cementos portlan tipo I y arena de forma redonda y
textura lisa..
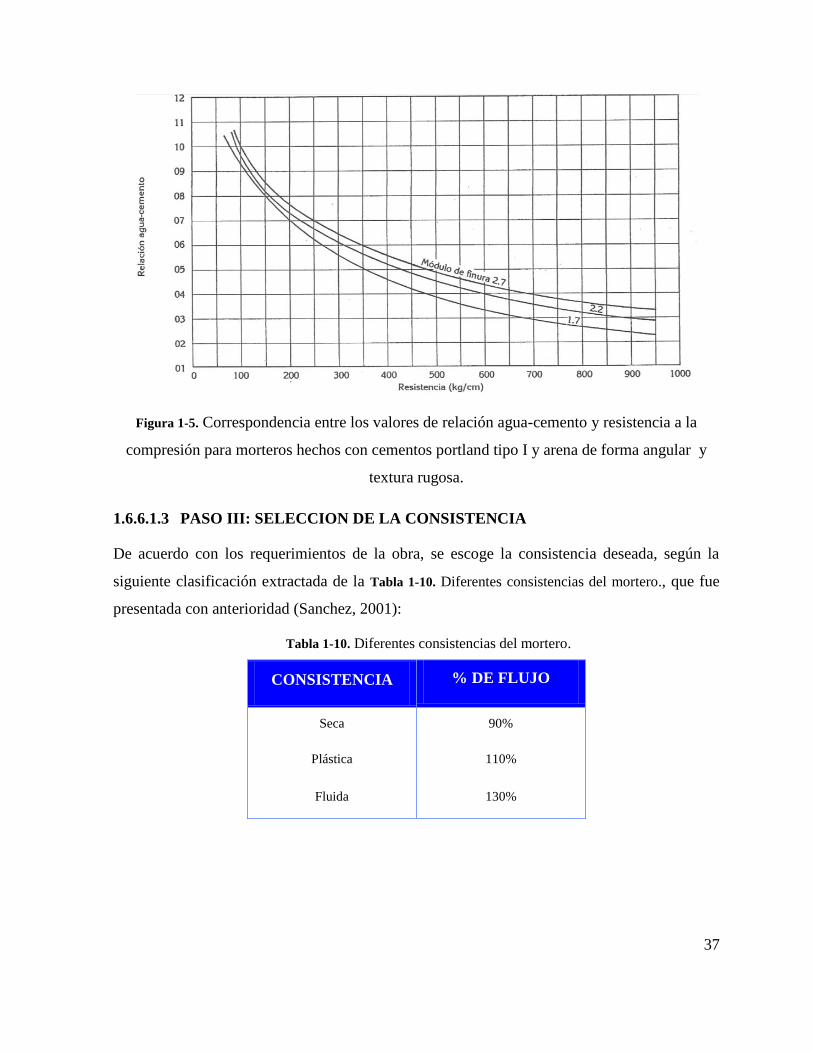
37
Figura 1-5. Correspondencia entre los valores de relación agua-cemento y resistencia a la
compresión para morteros hechos con cementos portland tipo I y arena de forma angular y
textura rugosa.
1.6.6.1.3 PASO III: SELECCION DE LA CONSISTENCIA
De acuerdo con los requerimientos de la obra, se escoge la consistencia deseada, según la
siguiente clasificación extractada de la Tabla 1-10. Diferentes consistencias del mortero., que fue
presentada con anterioridad (Sanchez, 2001):
Tabla 1-10. Diferentes consistencias del mortero.
CONSISTENCIA % DE FLUJO
Seca 90%
Plástica 110%
Fluida 130%

38
1.6.6.1.4 PASO IV: DETERMINACION DE LOS FACTORES QUE INFLUYEN EN
EL CONTENIDO DE AGUA
La cantidad de agua de mezclado por unidad de volumen de mortero requerida para producir
una consistencia dada, depende básicamente del requerimiento de agua del cemento y del
requerimiento de agua de la arena.
Para determinar el requerimiento de agua, el procedimiento de prueba y error es el más largo y
tedioso pero hasta ahora ha resultado el más preciso. Sin embargo, al ensayar los materiales
para buscar una condición óptima se pueden desarrollar expresiones matemáticas que indiquen
los requerimientos de agua, relacionando la consistencia con la composición del mortero.
Existen diferencias de requerimiento de agua entre diferentes cementos portland, pero la
diferencia es aún mayor para los cementos con puzolanas naturales o artificiales. Se ha
demostrado que entre mayor sea la finura del cemento, mayor es la cantidad de agua para
obtener una pasta de cemento de consistencia normal, lo que no ocurre al mezclar con
agregados, en donde no necesita forzosamente un contenido de agua para obtener una
consistencia específica. Algunos investigadores atribuyen esta diferencia a que al tomar una
penetración por Vicat a la pasta de cemento, ésta mide la viscosidad, mientras que por el
procedimiento de la mesa de flujo se está midiendo la capacidad de lubricación de la pasta. La
viscosidad y la lubricación no presentan relaciones directamente proporcionales.
En cuanto a la arena, el requerimiento de agua disminuye con la presencia de tamaños gruesos
y aumenta con la de agregados finos, pero esta relación no es lineal. También esta relación
varía según el contenido de cemento. Por otra parte, el requerimiento de agua aumenta a
medida que aumenta la angularidad, el aspecto escamoso y la aspereza de la textura superficial
de las partículas, como el de la granulometría disminuye con el aumento de proporción del
cemento.
Después de numerosos ensayos ejecutados sobre morteros hechos con arenas de grano
redondo y textura lisa y con arenas de forma cúbica y textura rugosa para diferentes
proporciones cemento-arena, se ha demostrado que el requerimiento de pasta de cemento
(relación agua-cemento) para una consistencia determinada, se puede expresar
matemáticamente en una ecuación de tipo exponencial como la siguiente:
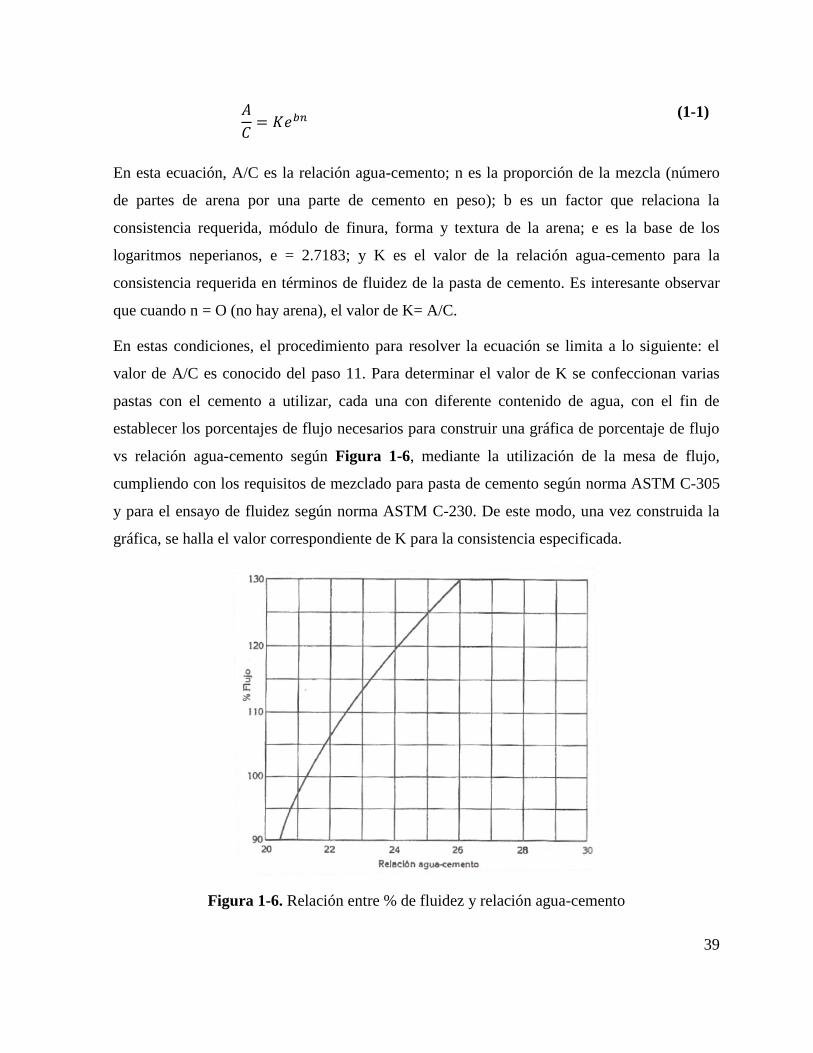
39
(1-1)
En esta ecuación, A/C es la relación agua-cemento; n es la proporción de la mezcla (número
de partes de arena por una parte de cemento en peso); b es un factor que relaciona la
consistencia requerida, módulo de finura, forma y textura de la arena; e es la base de los
logaritmos neperianos, e = 2.7183; y K es el valor de la relación agua-cemento para la
consistencia requerida en términos de fluidez de la pasta de cemento. Es interesante observar
que cuando n = O (no hay arena), el valor de K= A/C.
En estas condiciones, el procedimiento para resolver la ecuación se limita a lo siguiente: el
valor de A/C es conocido del paso 11. Para determinar el valor de K se confeccionan varias
pastas con el cemento a utilizar, cada una con diferente contenido de agua, con el fin de
establecer los porcentajes de flujo necesarios para construir una gráfica de porcentaje de flujo
vs relación agua-cemento según Figura 1-6, mediante la utilización de la mesa de flujo,
cumpliendo con los requisitos de mezclado para pasta de cemento según norma ASTM C-305
y para el ensayo de fluidez según norma ASTM C-230. De este modo, una vez construida la
gráfica, se halla el valor correspondiente de K para la consistencia especificada.
Figura 1-6. Relación entre % de fluidez y relación agua-cemento
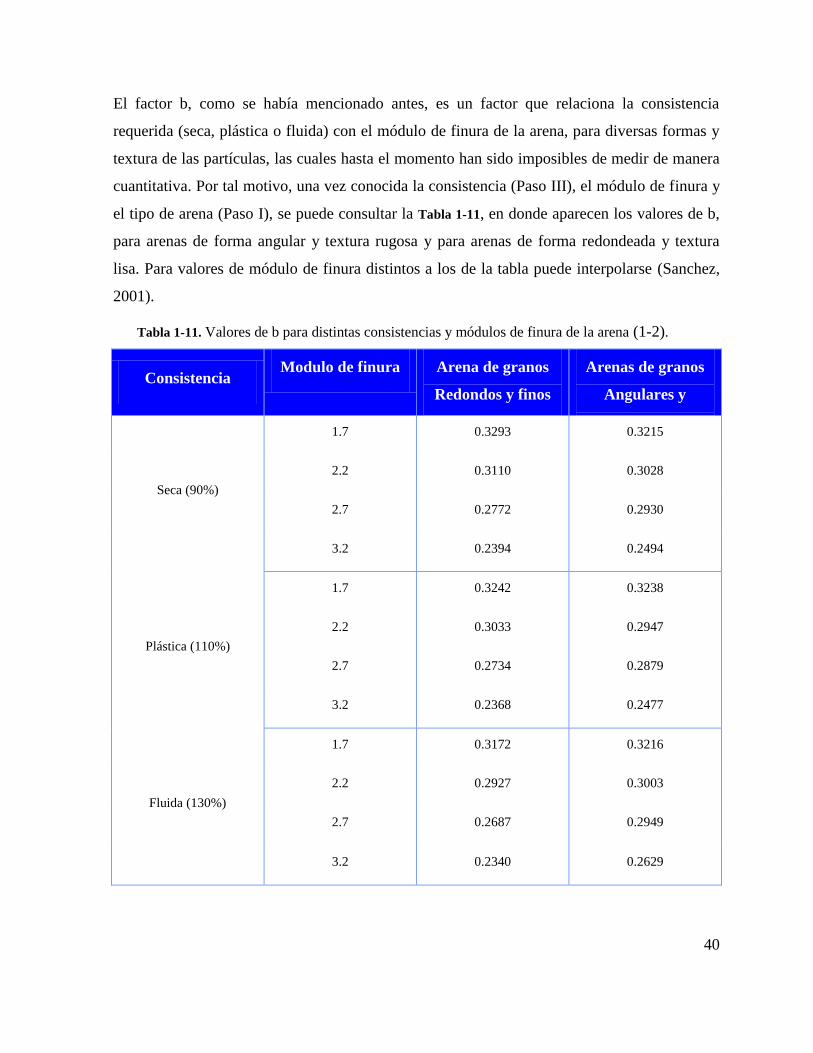
40
El factor b, como se había mencionado antes, es un factor que relaciona la consistencia
requerida (seca, plástica o fluida) con el módulo de finura de la arena, para diversas formas y
textura de las partículas, las cuales hasta el momento han sido imposibles de medir de manera
cuantitativa. Por tal motivo, una vez conocida la consistencia (Paso III), el módulo de finura y
el tipo de arena (Paso I), se puede consultar la Tabla 1-11, en donde aparecen los valores de b,
para arenas de forma angular y textura rugosa y para arenas de forma redondeada y textura
lisa. Para valores de módulo de finura distintos a los de la tabla puede interpolarse (Sanchez,
2001).
Tabla 1-11. Valores de b para distintas consistencias y módulos de finura de la arena (1-2).
Consistencia Modulo de finura Arena de granos
Redondos y finos
Arenas de granos
Angulares y
rugosos
Seca (90%)
1.7 0.3293 0.3215
2.2 0.3110 0.3028
2.7 0.2772 0.2930
3.2 0.2394 0.2494
Plástica (110%)
1.7 0.3242 0.3238
2.2 0.3033 0.2947
2.7 0.2734 0.2879
3.2 0.2368 0.2477
Fluida (130%)
1.7 0.3172 0.3216
2.2 0.2927 0.3003
2.7 0.2687 0.2949
3.2 0.2340 0.2629

41
1.6.6.1.5 PASO V: DETERMINACION DE LA PROPORCION 1:n
Una vez conocidos los valores de A/C, K y b, la única incógnita que hay en la ecuación
presentada, es el valor de n. Despejando la ecuación queda:
(1-2)
PASO VI: CALCULO DEL CONTENIDO DE CEMENTO
La cantidad de cemento por unidad de volumen se obtiene partiendo de los volúmenes que
conforman 1 m³ de mortero.
(1-3)
Donde:
Vc= Volumen de cemento.
Va= volumen de arena.
A= Peso o volumen de agua.
Pero, como:
(1-4)
Se tiene:
(1-5)
Donde:
C= Cemento en Kg.
a= Arena en Kg.

42
A= Agua en Kg o l.
Gc= Peso específico del cemento
Ga= Densidad aparente de la arena
Pero, a = nC y A = CKebn
=, entonces:
(1-6)
Factorizando:
(1-7)
Donde:
(1-8)
Pero, Kebn
= A/C
Entonces:
(1-9)
1.6.6.1.6 PASO VII: DETERMINACION DEL CONTENIDO DE AGUA
Conocida la relación agua-cemento del Paso II y el contenido de cemento del paso anterior, el
contenido de agua es:
(1-10)

43
1.6.6.1.7 PASO VIII: DETERMINACION DEL CONTENIDO DE ARENA
Conocido el valor de n (Paso V) y el valor del contenido de cemento (Paso VII) el contenido
de arena en peso es:
(1-11)
1.6.6.1.8 PASO IX: AJUSTES POR HUMEDAD DE ARENA
Al igual que en el concreto, puesto que el agua de absorción de la arena no hace parte del agua
de mezcla, y la arena presenta algún grado de saturación (humedad) que depende de las
condiciones de almacenamiento y del estado del tiempo, necesariamente hay que determinar
ese grado de humedad en el campo y hacer las correcciones pertinentes (Sanchez, 2001).
1.6.6.1.9 PASO X: AJUSTES A LAS MEZCLAS DE PRUEBA
Una vez efectuados los pasos anteriores, se procede a verificar las proporciones calculadas por
medio de mezclas de prueba y hacer los ajustes correspondientes si los hay (Sanchez, 2001).
1.7 Corrosión del acero de refuerzo
1.7.1 Factores desencadenantes de la corrosión del refuerzo.
1.7.1.1 Mecanismo de la corrosión del acero de refuerzo de estructuras de concreto
reforzado.
El concreto proporciona al acero de refuerzo una doble protección: es una barrera física para el
medio ambiente y en su interface se genera una capa pasivante de aproximadamente 10 nm.
Esta capa se forma en valores de pH del orden de los 12.5 – 13.5 (Cobo-Escamilla, 2002) y un
potencial en el intervalo de 0 a -200 mV (respecto al electrodo estándar de Calomel)
(Broomfield, 2007).
El rompimiento de esta capa pasiva puede ser producido por una disminución en el pH, debida
a la carbonatación del concreto hasta valores de 9.5 y por la presencia de iones despasivantes,
tales como los cloruros. Sin embargo, la velocidad de la corrosión no está gobernada
solamente por el rompimiento de esta película, sino que tienen que existir factores tales como:

44
oxígeno y humedad en la red de poros. Sin la presencia de estos dos últimos factores resultaría
imposible la corrosión electroquímica, aún rota la capa pasiva.
El proceso de corrosión, de forma simplificada, puede desdoblarse en dos procesos
individuales: el proceso catódico y el proceso anódico, ver Figura 1-7.
Figura 1-7. Modelo simplificado para la corrosión del acero en el concreto (Cobo-Escamilla,
2002)
La disolución del acero es un proceso anódico, en el cual los iones del hierro (Fe2+
) pasan a la
disolución según la ecuación(1-12). Mientras en el cátodo, el oxígeno disuelto en el agua que
se encuentra en contacto con el acero se combina con los electrones proporcionados por el
ánodo, dándose la formación de iones hidroxilos (OH-) según ecuación (1-13). Estos iones se
combinan con los cationes Fe2+
formando hidróxido de hierro según ecuación (1-14) (Cobo-
Escamilla, 2002).
Fe → Fe2+
+ 2e- (1-12)
O2 + 2 H2O + 4 e- →4OH
- (1-13)
Fe2+
+ 2OH- → Fe (OH)2 (1-14)
Además, se presentan la formación de hidróxido férrico según ecuación (1-15) y oxido férrico
hidratado según ecuación (1-16), comúnmente conocido como herrumbre (Broomfield, 2007):
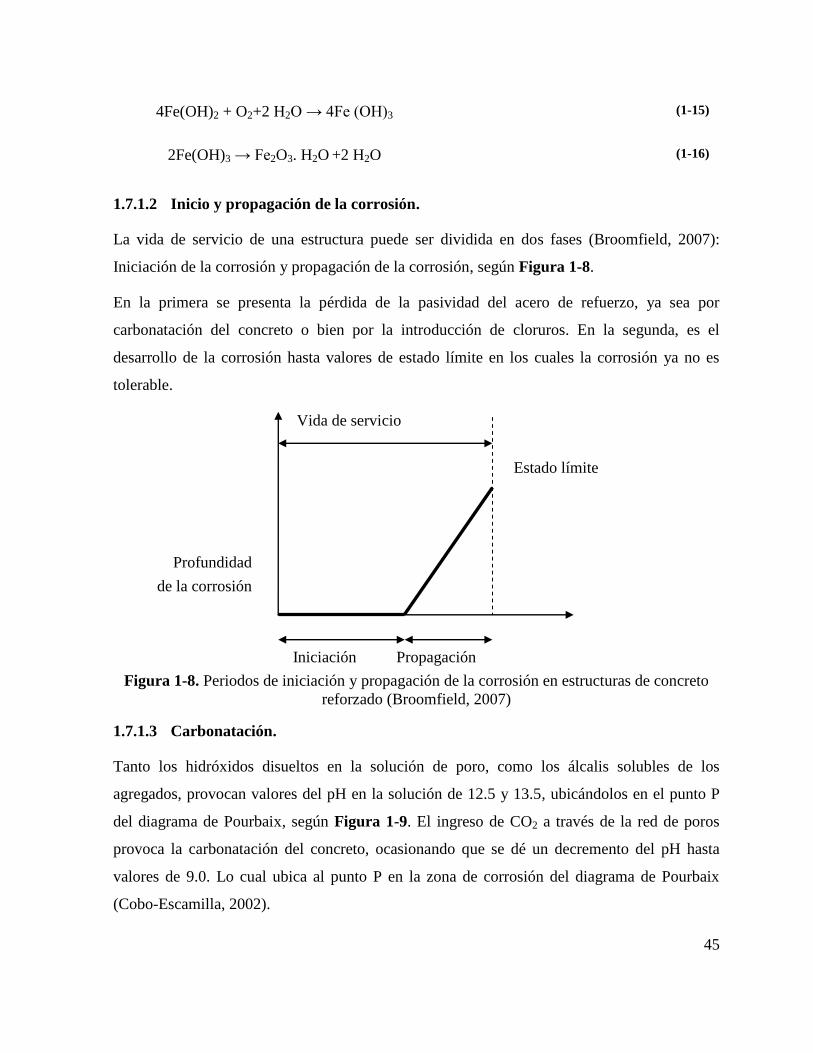
45
4Fe(OH)2 + O2+2 H2O → 4Fe (OH)3 (1-15)
2Fe(OH)3 → Fe2O3. H2O +2 H2O (1-16)
1.7.1.2 Inicio y propagación de la corrosión.
La vida de servicio de una estructura puede ser dividida en dos fases (Broomfield, 2007):
Iniciación de la corrosión y propagación de la corrosión, según Figura 1-8.
En la primera se presenta la pérdida de la pasividad del acero de refuerzo, ya sea por
carbonatación del concreto o bien por la introducción de cloruros. En la segunda, es el
desarrollo de la corrosión hasta valores de estado límite en los cuales la corrosión ya no es
tolerable.
Vida de servicio
Estado límite
Profundidad
de la corrosión
Iniciación Propagación
Figura 1-8. Periodos de iniciación y propagación de la corrosión en estructuras de concreto
reforzado (Broomfield, 2007)
1.7.1.3 Carbonatación.
Tanto los hidróxidos disueltos en la solución de poro, como los álcalis solubles de los
agregados, provocan valores del pH en la solución de 12.5 y 13.5, ubicándolos en el punto P
del diagrama de Pourbaix, según Figura 1-9. El ingreso de CO2 a través de la red de poros
provoca la carbonatación del concreto, ocasionando que se dé un decremento del pH hasta
valores de 9.0. Lo cual ubica al punto P en la zona de corrosión del diagrama de Pourbaix
(Cobo-Escamilla, 2002).

46
Figura 1-9. Diagrama de Pourbaix (Cobo-Escamilla, 2002)
1.7.1.4 Cloruros.
La durabilidad de las estructuras de concreto reforzado es afectado debido al ingreso del
cloruro hasta el acero de refuerzo. En términos generales los cloruros provocan el
rompimiento de la capa pasiva, y con la presencia de oxígeno y humedad, se generan
productos de corrosión que se acumulan en la zona de transición interfacial existente entre el
concreto y el acero produciendo el agrietamiento del concreto (Chen y Mahadevan, 2008).
Los cloruros pueden ser agregados al concreto desde su fabricación (en los aditivos:
acelerantes o retardantes de fraguado, obtención de altas resistencias a edades tempranas, entre
otros) o bien penetrar desde el medio ambiente. Al romperse la capa pasiva se genera una
pequeña zona anódica en comparación con una gran zona catódica, lo que da origen a la
picadura (Cobo-Escamilla, 2002). Al introducirse los iones a la red de poros del concreto,
algunos de estos iones se enlazan (formando la sal de Friedel, por ejemplo) y otros quedan
libres. Los cloruros peligrosos para el caso de la corrosión son los que no llegan a enlazarse,
pues estos pueden llegar hasta las inmediaciones entre el concreto y el acero e iniciar un
proceso corrosivo (Barneron et al., 2005). En la Figura 1-10 se esquematiza la penetración
por difusión de los cloruros del medio ambiente al interior de la masa del concreto. Los ciclos

47
de humectación y secado en la superficie del concreto aumentan el contenido de cloruros en
esta superficie, ya que en el secado, se evapora el agua, sin embargo los cloruros permanecen
en el concreto y al darse la humectación los cloruros penetran por succión capilar. La
repetición de este proceso aumenta drásticamente la cantidad de cloruros en estas dos zonas
(Cobo-Escamilla, 2002).
Figura 1-10. Penetración de cloruros por difusión en el concreto (Cobo-Escamilla, 2002)
Los mecanismos de transporte predilectos de los cloruros en un concreto saturado
parcialmente son la succión capilar de agua contaminada con estos iones y el transporte por
difusión (Nielsen y Geiker, 2003).
Un procedimiento rápido para la determinación de la presencia de cloruros en obra es el
rociado en una fractura reciente de una disolución de nitrato de plata al 0.01, esta valoración es
positiva si en el área que se rocía toma una tonalidad blanca (Cobo-Escamilla, 2002).
La normatividad moderna restringe la cantidad de cloruros que puede estar contenida en
estructuras de concreto reforzado y presforzado. De acuerdo a estándares europeos EN 206, la
cantidad de cloruros máxima permitida contenida en concretos reforzado es de 0.2 – 0.4% de
la masa del cemento, mientras que es de 0.1 – 0.2% en concretos presforzados (Bertolini et al.,
2004). En España para el concreto armado el límite lo fija la Instrucción española del
hormigón estructural (EHE) en un 0.4% en relación al peso de cemento. Este límite, propuesto
inicialmente por el 60-CSC Comité de la RILEM (Corrosion of steel in concrete), goza de
amplia aceptación (Cobo-Escamilla, 2002). La Norma NACE SP0107-2007 (SP por sus siglas
en inglés “Standard practice”) recomienda contenido de cloruros solubles de menos de 0.2 a
0.4 % del peso del cemento a 25.0 mm o un diámetro del acero de refuerzo (NACE, 2007).

48
1.7.1.5 Ambiente marino.
El agua de mar contiene una variedad de sales, entre las que se encuentran: cloruro sódico,
cloruro magnésico, sulfato magnésico, sulfato cálcico, cloruro potásico y sulfato potásico.
Algunas de éstas afectan la durabilidad del acero de un concreto reforzado. Además, el agua
de mar contiene oxígeno y dióxido de carbono disueltos en cantidades muy variables, en
función de las condiciones locales (Cobo-Escamilla, 2002).
Las estructuras expuestas a corrientes marinas, como el caso de los edificios localizados en las
zonas costeras, pueden contaminarse con cloruros debido a la acción de la brisa marina
(Mohamed, 2008).
En las estructuras expuestas directamente a la corriente marina, el riesgo mayor se presenta en
la zona de salpicadura, ya que ésta es una zona de humectación y secado continuo, la cual la
convierte en una zona que puede tener un alto porcentaje de cloruros. Este riesgo disminuye
por encima de la zona de salpicadura y en la zona sumergida, debido a que la saturación en la
zona sumergida provoca que la difusión de los cloruros sea lenta (Cobo-Escamilla, 2002).
1.7.2 Medida de la velocidad de corrosión
1.7.2.1 Las técnicas tradicionales.
Las técnicas tradicionales para la evaluación del grado de corrosión en el refuerzo de una
estructura, consisten en el retiro del concreto que cubre al acero de refuerzo para poder tomar
muestras de éste y determinar qué porcentaje de su sección transversal se perdió por causa de
los procesos de corrosión. Esto después de limpiar el acero retirado, lo cual resulta práctico en
las zonas que se encuentran muy dañadas, sin embargo, en las zonas que tienen una corrosión
baja, esto resulta impráctico (Cobo-Escamilla, 2002). La ubicación de las zonas de corrosión
puede localizarse por la existencia de grietas, sin embargo hay que ser cuidadosos en el
proceso de retiro del concreto fisurado, esto puede ser de forma manual o mecánica. En ambos
casos se tiene que realizar por personal calificado (Mohamed, 2008).
Estas técnicas son comúnmente realizadas por personal de campo, ya que no se cuenta con la
instrumentación ni la preparación necesaria para estudios más especializados, como lo son las
técnicas electroquímicas.

49
1.7.2.2 Las técnicas electroquímicas.
En los estudios de materiales poco susceptibles a la corrosión se requerían de tiempos muy
largos para la obtención de datos significativos. Además, en la mayoría de las estructuras el
acero se encuentra pasivado, retardando aun más la obtención de dichos datos. Razones por las
cuales era casi imposible la predicción de un estado de corrosión, y al presentarse los primeros
síntomas de deterioro, la corrosión ya era avanzada. Estas deficiencias vinieron a subsanarse
por las técnicas electroquímicas, en las cuales se pueden obtener datos muy precisos, sin la
necesidad de retirar el concreto o el acero del sistema. Y poder usar esos resultados para tomar
medidas preventivas en cuanto al avance de la corrosión se refiere. Los métodos
electroquímicos son unas 105 – 10
6 veces más sensibles que los gravimétricos, lo cual viene a
proporcionar una amplia certidumbre del proceso existente. En 1957 Stern y Geary
introdujeron los métodos electroquímicos cuantitativos de medida de la corrosión (Cobo-
Escamilla, 2002).
Ya que la equivalencia entre las reacciones de oxidación y reducción en un sistema metal-
medio en su potencial de reposo (Ecorr), impide la medición directa de la velocidad de
corrosión, pues no se mide corriente alguna. Surge la necesidad de imponer una alteración al
sistema que interfiera en la equivalencia mencionada, esto se realiza mediante un
procedimiento electroquímico llamado “polarización”. En los ensayos de polarización se
basan todos los métodos electroquímicos para el estudio de la corrosión (Cobo-Escamilla,
2002).
1.7.2.3 Técnicas cualitativas: el potencial de corrosión (Ecorr) o potencial en circuito
abierto.
Esta medición se realiza utilizando un “electrodo de referencia”, el cual no es más que un
metal inmerso en una solución saturada de los mismos iones del metal (por ejemplo, el cobre
en sulfato de cobre, la plata en cloruro de plata, entre otras) (Broomfield, 2007).
Se trata esencialmente de una medición práctica y sencilla en cuanto a uso e instrumentación
se refiere, ver Figura 1-11, y el resultado es la medición del potencial del sistema en circuito
abierto, o como es conocido “potencial de corrosión” Ecorr. Este valor al igual que el pH, dan

50
una orientación respecto al deterioro y procesos activos de la corrosión del acero de refuerzo
(Cobo-Escamilla, 2002).
Figura 1-11. Forma de realizar las medidas del Ecorr en elementos estructurales de concreto
armado (Cobo-Escamilla, 2002)
El valor de Ecorr, normalmente se expresa en mV vs electrodo estándar de calomel (ECS por
sus siglas en inglés “standard calomel electrode”). De manera que si el acero se encuentra en
estado pasivo este valor está en el intervalo de 0 a -200 mV, si la capa pasiva se rompe en
zonas pequeñas (caso de las picaduras) y el acero se comienza a disolver, el valor se mueve a
ser más negativo (-350 mV es un valor común), y para valores más negativos que -350 mV
sugiere se tiene un proceso de corrosión activo (Broomfield, 2007).
Se atribuye una probabilidad de corrosión en estado activo >90% si los Ecorr de la estructura
inspeccionada son menores (más negativos) de -350 mV con respecto al electrodo de
cobre/sulfato de cobre (Cu/CuSO4). Se afirma que tal probabilidad es <10% cuando los
potenciales son más positivos de -200 mV con respecto a dicho electrodo, mientras que
potenciales intermedios entre -200 y -350 mV se asocian a situaciones inciertas. El valor
medido del Ecorr puede tener variaciones muy grandes dependiendo de las condiciones, se
encuentra en función de varios factores, tales como: el estado de humectación de la red de

51
poros, humedad relativa del ambiente, la temperatura del medio ambiente, presencia de iones
en la solución de poro, entre otras. Razón por la cual debe tenerse cuidado en la interpretación
de estos resultados, ya que el Ecorr puede conducir a graves errores de interpretación y por lo
tanto de acciones por efectuar (Cobo-Escamilla, 2002).
1.7.2.4 Técnicas cualitativas de medida de la velocidad de corrosión.
Los pioneros de las técnicas electroquímicas cuantitativas para la evaluación de la velocidad
de corrosión en estructuras de concreto reforzado, fueron Stern y colaboradores en los años 50.
1.7.2.4.1 Medidas de resistencia de polarización.
Stern demostró que cuando se polariza un sistema, la relación entre el potencial y la corriente
es lineal en los alrededores del Ecorr, encontrándose además, relacionada con la velocidad de
corrosión. Esta relación la presenta la ecuación (1-17) (Cobo-Escamilla, 2002).
(1-17)
Donde:
B = Constante de Stern y Geary (comprendida entre 13 y 52 mV en la mayoría de los
casos, y pudiendo ser 26 mV su valor promedio, lo cual no conlleva a errores significativos).
S = Superficie del electrodo (cm2).
icorr = Velocidad de corrosión (µA/cm2)
Rp = E/I = Resistencia de polarización, es la que da nombre al método.
Para un acero con un proceso de corrosión activa es usado un valor de B=26 y para concretos
con acero en estado pasivo B se toma de 52 (Bertolini et al., 2004). Se asume que valores de
icorr menores 0.1 µA/cm2 se tiene un estado pasivo, entre 0.1 y 0.5 µA/cm
2 una velocidad de
corrosión de baja a moderada, entre 0.5 y 1.0 µA/cm2
una velocidad de corrosión de moderada
a alta, y mayor de 1.0 µA/cm2
una velocidad de corrosión alta. (Broomfield, 2007).

52
1.7.2.4.2 La obtención de curvas de polarización.
Cuando la polarización se extiende a un campo de potenciales mucho más amplio que en las
medidas de Rp, se obtienen las llamadas curvas de polarización del sistema, que podrían se
definen como la relación entre el potencial o la corriente impuestos y la respuesta en la
variable conjugada.
En el caso, de control por activación de los procesos de corrosión, la variación del potencial
(polarización) es una función logarítmica de la densidad de corriente, descrita por Tafel en
1905 a través de la expresión:
(1-18)
Donde:
η = Polarización aplicada.
i = Densidad de corriente.
a y b = constantes.
Representando las curvas de polarización en coordenadas semilogarítmicas y extrapolando su
parte recta hasta el Ecorr se puede determinar icorr por el llamado método de intersección, ver
Figura 1-12.
Figura 1-12. Esquema del método de intersección para estimar las icorr (Cobo-Escamilla,
2002)

53
No es conveniente recurrir a polarizaciones grandes, que pueden alterar el electrodo de
trabajo, cuando se puede estimar las velocidades de corrosión aplicando de 5-10 mV, a partir
de determinaciones de Rp. Las curvas de polarización pueden, sin embargo, suministrar otro
tipo valioso de información sobre el sistema (Cobo-Escamilla, 2002).

54
2 METODOLOGÍA EXPERIMENTAL
2.1 FASE I. EVALUACIÓN DE MATERIALES
2.1.1 Propiedades físicas
Para la fabricación de las probetas se utilizó agregado fino, cementantes, agua destilada y
superplastificante (SP), los materiales son mostrados en Figura 2-1. El agregado fino fue arena
silícea de rio graduada, siendo las propiedades físicas de masa especifica relativa, masa
volumétrica seca compacta, absorción y humedad determinadas según normas ASTM C 33-03
(2003), ASTM C29M (2003), ASTM C128 (2004), ASTM C70 (1997) y ASTM C566 (2004).
El SP fue un aditivo reductor de agua de alto rango, de corto retardo sin cloruros tipo F y tipo
I, según ASTM C 494/C 494M – 99ª (2005) y C1017 / C1017M - 07 (2007).
Figura 2-1. Materiales utilizados para fabricación de probetas
Figura 2-2. Determinación de propiedades físicas de agregado fino.
Arena CPO y CCA, en su caso
SP y agua destilada
NOS y agua destilada

55
El CPO fue suministrado por cementera local “Grupo Cementos de Chihuahua S.A. de C.V.” y
la CCA de desechos industriales de Odisha, India, siendo posteriormente molida en aparato de
Los Ángeles durante 2 hr., y tamizada en malla 325, según se muestra en Figura 2-3. Mientras,
el NOS se obtuvo comercialmente sin realizar ningún tratamiento de molienda para su uso.
Figura 2-3. Molienda y tamizado de CCA
La distribución del tamaño de partícula de los cementantes se determinó en Analizador de
tamaño de partícula modelo: S3000/3500, realizando las pruebas en húmedo mediante la
adición de alcohol isopropílico, según se muestra en Figura 2-4. Mientras el área superficial de
los cementantes se utilizó método BET en Caracterizador Superficial de Solidos AutoSorb-1 y
las densidades reales se determinaron en Ultrapicnometro 1000 modelo: UTY-MT y
Nitrógeno grado 5.0.
Figura 2-4. Muestras y equipo para distribución de tamaño de partícula

56
2.1.2 Propiedades químicas.
Las propiedades químicas de CPO, CCA y NOS fueron determinadas según análisis químico
de Gravimetría (G), Estequiometria (E), Microscopia Electrónica de Barrido (MEB) y análisis
de dispersión de Rx, obteniendo microanálisis de los componentes. Además, para el caso de
CCA se obtuvo análisis termogravimétrico (TGA), según se muestra en Figura 2-5. El TGA se
realizó para rangos de 0-1000 oC y 0-1200
oC, atmosfera de Hidrogeno (flujo 100 ml/min) e
incremento de temperatura de 10 oC/min, mediante Equipo SDT Q600 Marca: TA Instruments
Modelo: 961001 901 No. Serie: 0600-0937.
Figura 2-5. MEB (Arr. izq.), TGA de cementantes (Arr. Der.) y Difracción de Rx (Aba. Cen.)
2.2 FASE II. DISEÑO DE MEZCLAS Y MORFOLOGÍA DE MORTEROS
2.2.1 Diseño de mezclas
En las mezclas de mortero se utilizaron diferentes relaciones Agua/Cementante (A/Cm),
relación arena/Cementante de 2.75 y cantidades de SP necesarias para lograr fluidez de 110±5
% correspondiente a morteros de consistencia plástica, la dosificación utilizada en la
fabricación de las mezclas se muestra en Tabla 2-1.

57
Tabla 2-1. Dosificación de mezclas de morteros
Mezcla de Mortero Cementante (%) Relación
A/Cm CPO CCA NOS
M100-0-0 100.0 0.0 0.0
0.60
M90-10-0 90.0 10.0 0.0
M80-20-0 80.0 20.0 0.0
M70-30-0 70.0 30.0 0.0
M99-0-1 99.0 0.0 1.0
M89-10-1 89.0 10.0 1.0
M79-20-1 79.0 20.0 1.0
M69-30-1 69.0 30.0 1.0
M98-0-2 98.0 0.0 2.0
M88-10-2 88.0 10.0 2.0
M78-20-2 78.0 20.0 2.0
M68-30-2 69.0 30.0 2.0
m100-0-0 100.0 0.0 0.0
0.50
m95-5-0 95.0 5.0 0.0
m90-10-0 90.0 10.0 0.0
m85-15-0 85.0 15.0 0.0
m99.5-0-0.5 99.5 0.0 0.5
m94.5-5-0.5 94.5 5.0 0.5
m89.5-10-0.5 89.5 10.0 0.5
m84.5-15-0.5 84.5 15.0 0.5
La variable principal en el diseño de las mezclas fue la cantidad de SP para lograr la fluidez
deseada, siendo el procedimiento de mezclado semejante al señalado en ASTM C 305-12
(2012) con algunas variantes debido al uso y características propias que confiere el uso de
CCA y NOS en la mezcla fresca, ver Figura 2-6:
a) Si la mezcla contenía CCA, en bolsa plástica se mezcló CCA con CPO en seco hasta
lograr consistencia uniforme entre los cementantes.
b) Si la mezcla contenía NOS, se adicionó al 95% del agua total a utilizarse en la mezcla,
sometiendo a tratamiento ultrasonido durante 10 min. con el propósito de separar los
clústeres existentes en NOS en estado seco.

58
c) Los cementantes se adicionaron al 95 % del agua de la mezcla y NOS en su caso,
mezclando durante 30 s. a velocidad lenta (140 ± 5 r/min).
d) Se detuvo mezcladora, cambiando a velocidad media (285 ± 10 r/min); enseguida se
mezcló durante 30s. mientras se adicionaba el total de arena gradual y lentamente
durante ese periodo de tiempo.
e) Se mezcló durante 30 s. a velocidad media, agregando el SP + 5% de agua lentamente
durante los primeros 10 s.
f) Se detuvo mezcladora, permaneciendo en reposo durante 90 s. En los primeros 15 s. se
raspó rápida y cuidadosamente las paredes del recipiente, cubriendo la mezcla fresca el
tiempo restante para evitar la pérdida de humedad.
g) Se mezcló durante 90 s. a velocidad media.
h) Se verificó la fluidez de la mezcla para 110±5 % según ASTM C 1437-99 (1999), de
estar fuera de ese intervalo se modificó la cantidad de SP hasta lograrla en una nueva
mezcla.
i) La mezcla con características de un mortero de consistencia plástica fue vertida en
moldes de P.V.C., realizando proceso de vibrado cuidadosamente para evitar
segregación de la arena.
j) Finalmente, se cubrió las mezclas con plástico durante 24 hr. hasta lograr estado
endurecido.
Las probetas de mortero endurecido fueron sumergidas en agua destilada para proceso de
curado al 100% de la humedad relativa, según Figura 2-7, durante 28 o 90 días dependiendo del
ensaye a practicar.

59
Figura 2-6. Procedimiento de elaboración de mezclas y probetas.
a)
c) d) e)
f) g)
i)
b)
h)
j)

60
Figura 2-7. Procedimiento de curado en agua destilada.
2.2.2 Morfología de morteros endurecidos
La morfología de morteros endurecidos se realizó en residuos de probetas de ensayes
mecánicos que fueron previamente sumergidos en metanol con el propósito de evitar la
continuación del proceso de hidratación y realizar análisis de la microestructura mediante
MEB, residuos de probetas de ensaye a la compresión simple se muestran en Figura 2-8.
Figura 2-8. Residuos de probetas de ensaye mecánico para MEB.

61
2.3 FASE III. PRUEBAS MECÁNICAS
2.3.1 Resistencia a la compresión.
La resistencia a la compresión simple se determinó según ASTM C 109/C 109M–05 (2005)
con la variante del uso de probetas cúbicas de 2.5 cm de lado, según se muestra en Figura 2-9.
En la prueba de resistencia a la compresión simple a edades de 28 y 90 dias, se sometió a
probeta a un estado de carga ascendente, en el cual se registró la carga axial máxima soportada
antes de la aparición de una grieta o falla. La velocidad de carga utilizada fue constante de
90.0 kg/s para toda probeta, correspondiente al límite inferior recomendado en ASTM C
109/C 109M–05, con el propósito que los esfuerzos por la acción de la carga axial fueran
iguales en función del tiempo, siendo la resistencia a la compresión simple determinada a
partir de ecuación (1) . Posterior al ensaye, los residuos fueron sumergidos en metanol con el
propósito de evitar la continuación del proceso de hidratación y realizar análisis de la
microestructura mediante MEB.
Figura 2-9. Ensaye a la compresión simple de morteros.
(1)
Donde:
f’c= Resistencia a la compresión (kg/cm2).
P= Carga máxima aplicada, calibrada de requerirse (kg).
A= Área de la sección transversal de probeta (cm2).

62
2.4 FASE IV. EVALUACIÓN DE DURABILIDAD DE MORTEROS
CEMENTICIOS
2.4.1 Porosidad Total.
La porosidad total se determinó en condiciones de probeta saturadas al vacio, método aceptado
satisfactoriamente por diversos autores referente a porosidad en materiales cementicios
(Rukzon et al.,2009; Chindaprasirt y Rukzon, 2008), siendo procedimiento semejante al
normado en ASTM C 642–13 (2013) con algunas variantes. Las probetas se colocaron en
desecador de vacío, aplicando presión de vacío mayor a 1mm Hg durante tres horas.
Posteriormente se agregó agua desoxigenada hasta tener probetas completamente sumergidas,
manteniendo presión de vacío por una hora. Enseguida se apagó la bomba de vacío,
manteniendo sumergidas probetas durante 20 horas. Las probetas saturadas se secaron
superficialmente, determinando su masa Wa y masa sumergida Ww. Finalmente, las probetas
se secaron en horno a 105±5 °C hasta masa seca constante Wd, ver Figura 2-10. La porosidad
total del mortero endurecido se determinó con la ecuación (2).
(2)
Donde:
P= Porosidad total (g).
Wa= Peso de probeta en condiciones saturadas superficialmente seco (g).
Wd= Peso seco de probeta (g).
Ww= Peso de probeta en condiciones saturadas sumergido en agua (g).
Ensaye realizado a los 28 y 90 días de curado en agua destilada, 100 % de la humedad relativa
y temperatura de 23 ± 2 ºC. Los resultados reportados son el promedio de 3 ensayes.

63
Figura 2-10. Condiciones de vacio (arr. izq.), Saturación al vacio (arr. cen.), Bomba de vacio (arr. Der.) y
secado de probetas (aba.).
2.4.2 Prueba de absorción capilar y porosidad efectiva.
En Prueba de absorción Capilar y Porosidad efectiva (PACyPE) se utilizó relación A/Cm de
0.50 con edades de 28 y 90 días, según ASTM C1585-13 (2013). En ensayes realizados, las
dimensiones de las rebanadas de prueba fueron 5 cm. de altura promedio y 7 cm. diámetro,
cubriendo con resina las áreas laterales curvas de las rebanadas para evitar la evaporación
lateral del agua. Enseguida, las probetas se secaron en horno a temperatura de 100±5 oC hasta
masa constante, determinando la masa seca de probeta Wo. Posteriormente, se colocó la pieza
de tal manera que el nivel del agua destilada sólo cubriera 3.0 mm por encima de la parte
inferior de la rebanada de prueba como máximo, manteniendo nivel del agua destilada. Luego,
se registró el cambio de peso (Wt-Wo) de la pieza por unidad de área expuesta (A) a intervalos
de tiempo de 5, 10, 15,30 min., 1, 2, 3, 4, 6, 24, 48, 72 y 96 h., graficando eje vertical con el

64
cambio de peso por unidad de area (Wt – W0)/A y el eje horizontal con t1/2
, el arreglo
experimental se muestra en Figura 2-11. Termino el ciclo de 24 h., las probetas se secaron en
el horno a temperatura de 100±5 oC hasta masa constante, se colocaron nuevamente en las
condiciones de prueba mencionadas, tomando lectura del Wt y espesor de penetración del agua
en la red de poros del mortero (Z) después de transcurridas 6.0 h, según se muestra en Figura
2-12.
Figura 2-11 Arreglo experimental de prueba de absorción capilar y porosidad efectiva.
Figura 2-12 Penetración del agua en probeta durante 360 min.
Se calculó resistencia a la penetración del agua, coeficiente de absorción capilar, porosidad
efectiva y sortividad ó absorción capilar a partir de ecuaciones (3), (4), (5) y (6), atendiendo
las recomendaciones de ASTM C1585-13.
(3)

65
(4)
(5)
(6)
Donde:
m= Coeficiente de resistencia a la penetración del agua (s/mm2).
k= Coeficiente de absorción capilar (g/mm2 s
1/2).
e= Porosidad efectiva (%).
S= Sortividad ó absorción capilar (mm/s1/2
).
t= Tiempo (s.).
Wo= Peso seco de la muestra en aire (g).
Wt= Peso húmedo de la muestra en aire (g).
A= Área de la sección transversal de probeta (mm2).
Los resultados se representaron en gráficas, donde el eje horizontal fue el porcentaje de
reemplazo CCA y el eje vertical fue la resistencia a la penetración del agua, el coeficiente de
absorción capilar, la porosidad efectiva y la sortividad ó absorción capilar, respectivamente.
2.4.3 Prueba de Absorción por Pipeta.
En Prueba de Absorción por Pipeta (PAP), las probetas de mortero utilizadas fueron con
A/Cm de 0.50 para edades de 28 y 90 días, realizando ensaye según recomendaciones RILEM
II.4 (RILEM, 1980). En pruebas realizadas, las probetas se secaron en horno a temperatura de
60±5 oC hasta masa seca constante, fijando pipeta con silicón en zona central de una de las
caras de probeta. Enseguida, se agregó dentro de pipeta agua destilada hasta una columna de
liquido de 13.25 cm. por encima de la superficie de mortero, siendo de 2.50 cm. el diámetro en
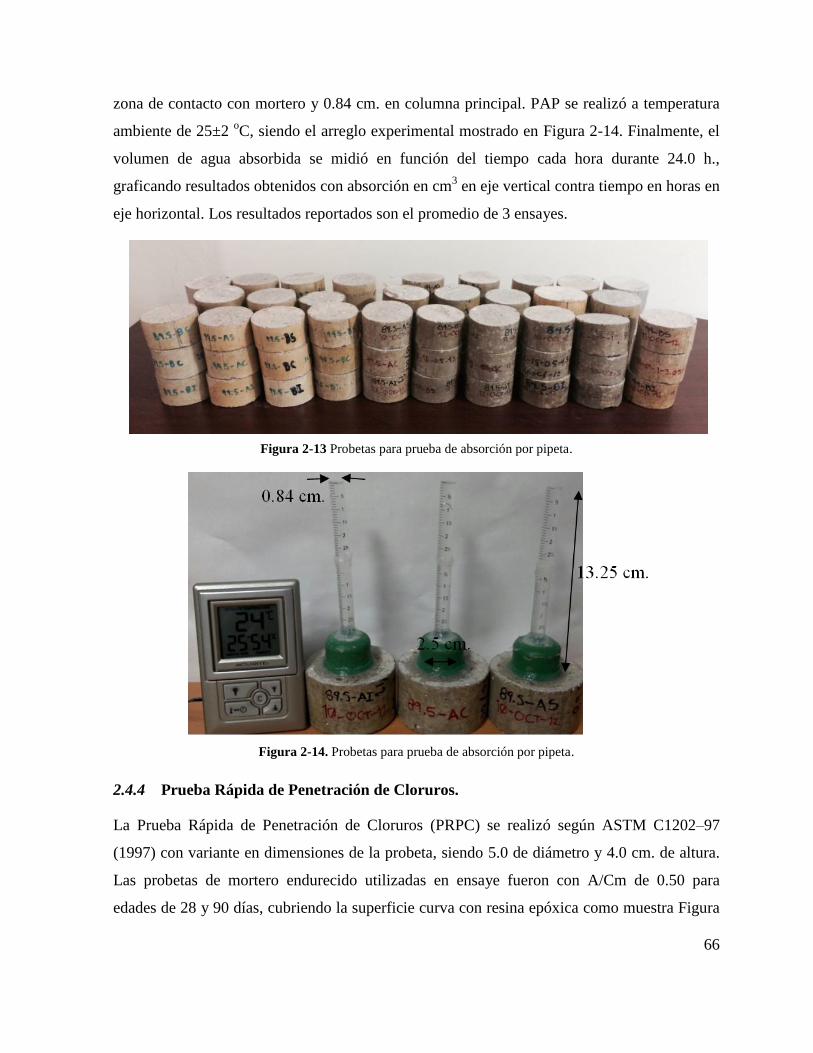
66
zona de contacto con mortero y 0.84 cm. en columna principal. PAP se realizó a temperatura
ambiente de 25±2 oC, siendo el arreglo experimental mostrado en Figura 2-14. Finalmente, el
volumen de agua absorbida se midió en función del tiempo cada hora durante 24.0 h.,
graficando resultados obtenidos con absorción en cm3 en eje vertical contra tiempo en horas en
eje horizontal. Los resultados reportados son el promedio de 3 ensayes.
Figura 2-13 Probetas para prueba de absorción por pipeta.
Figura 2-14. Probetas para prueba de absorción por pipeta.
2.4.4 Prueba Rápida de Penetración de Cloruros.
La Prueba Rápida de Penetración de Cloruros (PRPC) se realizó según ASTM C1202–97
(1997) con variante en dimensiones de la probeta, siendo 5.0 de diámetro y 4.0 cm. de altura.
Las probetas de mortero endurecido utilizadas en ensaye fueron con A/Cm de 0.50 para
edades de 28 y 90 días, cubriendo la superficie curva con resina epóxica como muestra Figura

67
2-15. Las rebanadas de mortero se colocaron en desecador de vacío con las dos caras
expuestas, aplicando presión de vacío mayor de 1mm Hg durante tres horas. Posteriormente,
se llenó el desecador con agua desoxigenada hasta sumergir completamente las rebanadas,
manteniendo presión de vacío por una hora adicional. Enseguida, se apagó bomba de vacío,
manteniendo sumergidas las rebanadas por 20 horas, como muestra Figura 2-16. Luego, las
rebanadas se colocaron entre dos celdas de acrílico con aplicador de voltaje, llenando una
celda con solución acuosa al 0.3 N de NaOH y la otra con solución acuosa al 3% de NaCl.
Figura 2-15 Probetas con resina epóxica en superficie curva perimetral.
Figura 2-16 Condiciones de vacio (izq.), Saturación (cen.) y inmersión (der.) para PRPC.
Las celdas se conectaron a fuente de suministro de voltaje, en donde el electrodo inmerso en la
celda con NaCl fungió como cátodo y el electrodo en NaOH como ánodo, el arreglo
experimental se muestra en Figura 2-17. Se aplicó un voltaje constante de 60 V durante 6
horas, llevando un registro de corriente cada media hora. La carga total pasada se calcula con

68
la ecuación (7), el equipo utilizado proporcionaba automáticamente la carga Q previa
configuración de variables.
Figura 2-17. Arreglo experimental de Prueba Rápida de Penetración de Cloruros
(7)
Donde:
Q= Carga pasada, en C.
I0= Corriente inmediatamente después del voltaje aplicado, en Amperes.
It= Corriente a t min después del voltaje aplicado, en Amperes.
Los resultados reportados son el promedio de 3 ensayes, previo ajuste en carga total pasada
debido a las menores dimensiones de probeta ensayada, mediante ecuación (8).
(8)
Donde:
Qs= Carga pasada a través de probeta de 9.5 cm de diámetro, en C.
Qx= Carga pasada a través de probeta de x cm de diámetro, en C.
x= Diámetro de probeta no estandarizado, en cm.
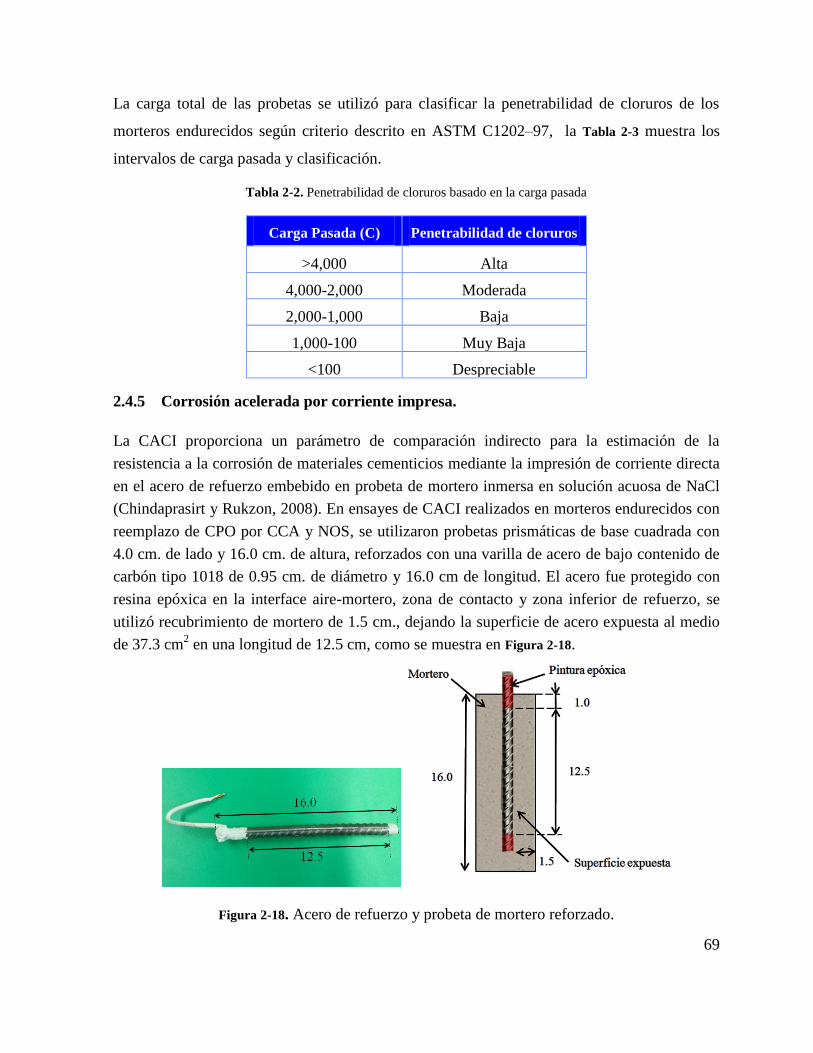
69
La carga total de las probetas se utilizó para clasificar la penetrabilidad de cloruros de los
morteros endurecidos según criterio descrito en ASTM C1202–97, la Tabla 2-3 muestra los
intervalos de carga pasada y clasificación.
Tabla 2-2. Penetrabilidad de cloruros basado en la carga pasada
Carga Pasada (C) Penetrabilidad de cloruros
>4,000 Alta
4,000-2,000 Moderada
2,000-1,000 Baja
1,000-100 Muy Baja
<100 Despreciable
2.4.5 Corrosión acelerada por corriente impresa.
La CACI proporciona un parámetro de comparación indirecto para la estimación de la
resistencia a la corrosión de materiales cementicios mediante la impresión de corriente directa
en el acero de refuerzo embebido en probeta de mortero inmersa en solución acuosa de NaCl
(Chindaprasirt y Rukzon, 2008). En ensayes de CACI realizados en morteros endurecidos con
reemplazo de CPO por CCA y NOS, se utilizaron probetas prismáticas de base cuadrada con
4.0 cm. de lado y 16.0 cm. de altura, reforzados con una varilla de acero de bajo contenido de
carbón tipo 1018 de 0.95 cm. de diámetro y 16.0 cm de longitud. El acero fue protegido con
resina epóxica en la interface aire-mortero, zona de contacto y zona inferior de refuerzo, se
utilizó recubrimiento de mortero de 1.5 cm., dejando la superficie de acero expuesta al medio
de 37.3 cm2 en una longitud de 12.5 cm, como se muestra en Figura 2-18.
Figura 2-18. Acero de refuerzo y probeta de mortero reforzado.

70
Las probetas se sometieron a CACI a 28 y 90 días de curado en agua destilada para
A/Cm=0.50 y 28 días para A/Cm=0.60, según arreglo mostrado en Figura 2-19. El polo positivo
de la fuente de poder fue conectado al refuerzo, mientras el negativo a malla de acero
inoxidable colocada circundando a probeta. Las probetas se sumergieron en solución acuosa al
5% NaCl, aplicando voltaje constante de 12±0.1 V a temperatura de 25±2 oC. La condición del
prisma fue monitoreada de forma continua hasta que se presentó la primera grieta de probeta,
registrando el Tiempo de Iniciación de la Primera Grieta (TIPG). Los resultados reportados
son el promedio de 3 ensayes.
Figura 2-19. Arreglo experimental ensaye CACI.
2.5 FASE V. TIEMPOS DE FRAGUADO DE PASTAS CEMENTICIAS.
2.5.1 Tiempos de fraguado inicial y final.
El ensaye se realizó con pastas de cemento atendiendo dosificaciones de Tabla 2-3 según
ASTM C191–99 (1999) y ASTM C 187-04 (2004), la relación A/Cm fue variable en función
de lograr consistencia normal en pasta, utilizando agua destilada sin adición de SP o algún otro
tipo de aditivo.

71
Tabla 2-3. Dosificación de cementantes en mezclas de pastas
Mezcla de Pasta Cementante (%)
CPO CCA NOS
p100-0-0 100.0 0.0 0.0
p95-5-0 95.0 5.0 0.0
p90-10-0 90.0 10.0 0.0
p85-15-0 85.0 15.0 0.0
p99.5-0-0.5 99.5 0.0 0.5
p94.5-5-0.5 94.5 5.0 0.5
p89.5-10-0.5 89.5 10.0 0.5
p84.5-15-0.5 84.5 15.0 0.5
El procedimiento de mezclado fue semejante al señalado en ASTM C191–99 con algunas
variantes debido al uso y características propias de la CCA y el NOS en la mezcla fresca:
a) Si la mezcla cementicia contenía CCA, en bolsa plástica se mezcló CCA con CPO en
seco hasta lograr consistencia uniforme entre los cementantes.
b) Si la mezcla cementicia contenía NOS, se adicionó al 100% del agua estimada total a
utilizarse en la mezcla, sometiendo a tratamiento de mezclado a alta velocidad (8000
r/min) durante 5 min. con el propósito de separar los clústeres existentes en NOS en
estado seco, como se muestra en Figura 2-20.
c) Se pesó 650 g. de material cementante y de agua estimada para lograr la consistencia
normal según ASTM C 187-04.
d) Con equipo limpio y seco, se vertió toda el agua en recipiente, adicionando el total del
cementante.
e) Se permaneció en reposo durante 30 s.
f) Se mezcló durante 30 s. a velocidad lenta (140 ± 5 r/min).
g) Se detuvo mezcladora, raspando rápida y cuidadosamente las paredes del recipiente
durante 15 s.
h) Se cambio a velocidad media (285 ± 10 r/min); enseguida se mezcló durante 60s.

72
i) Se elaboró de forma manual esfera mediante 3 pasadas de mano a mano, colocando
esfera en molde de prueba en un tiempo de 30 s. Es necesario colocar el vástago sobre
la superficie de la pasta.
j) Se soltó el vástago, tomando su penetración en la pasta a los 30 s.
k) Se verificó la penetración para 10±1 mm., de estar fuera de ese intervalo se modificó la
cantidad de agua hasta lograrla.
l) La pasta fue vertida en moldes plásticos, cubriéndose durante 24 hr. hasta lograr estado
endurecido para su posterior curado en agua destilada.
m) Se determinaron los tiempos de fraguado inicial y final, considerando la cantidad de
agua determinada en consistencia normal.
Figura 2-20. Tratamiento de mezclado a alta velocidad.
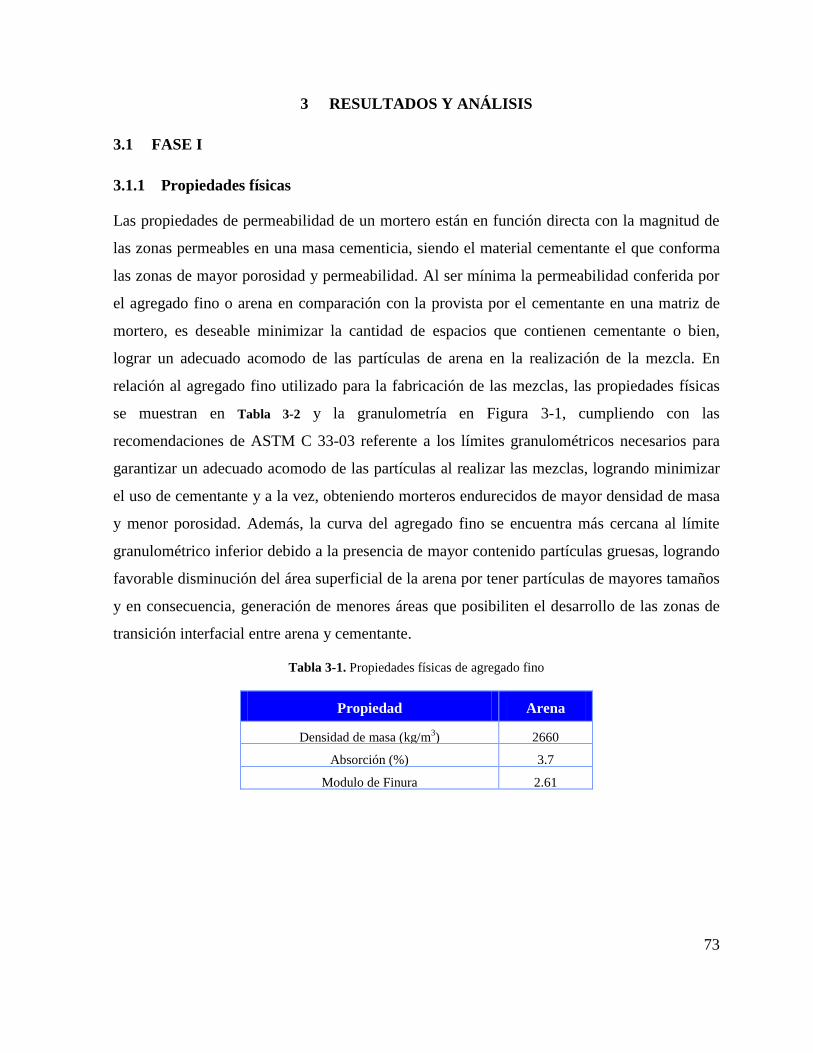
73
3 RESULTADOS Y ANÁLISIS
3.1 FASE I
3.1.1 Propiedades físicas
Las propiedades de permeabilidad de un mortero están en función directa con la magnitud de
las zonas permeables en una masa cementicia, siendo el material cementante el que conforma
las zonas de mayor porosidad y permeabilidad. Al ser mínima la permeabilidad conferida por
el agregado fino o arena en comparación con la provista por el cementante en una matriz de
mortero, es deseable minimizar la cantidad de espacios que contienen cementante o bien,
lograr un adecuado acomodo de las partículas de arena en la realización de la mezcla. En
relación al agregado fino utilizado para la fabricación de las mezclas, las propiedades físicas
se muestran en Tabla 3-2 y la granulometría en Figura 3-1, cumpliendo con las
recomendaciones de ASTM C 33-03 referente a los límites granulométricos necesarios para
garantizar un adecuado acomodo de las partículas al realizar las mezclas, logrando minimizar
el uso de cementante y a la vez, obteniendo morteros endurecidos de mayor densidad de masa
y menor porosidad. Además, la curva del agregado fino se encuentra más cercana al límite
granulométrico inferior debido a la presencia de mayor contenido partículas gruesas, logrando
favorable disminución del área superficial de la arena por tener partículas de mayores tamaños
y en consecuencia, generación de menores áreas que posibiliten el desarrollo de las zonas de
transición interfacial entre arena y cementante.
Tabla 3-1. Propiedades físicas de agregado fino
Propiedad Arena
Densidad de masa (kg/m3) 2660
Absorción (%) 3.7
Modulo de Finura 2.61
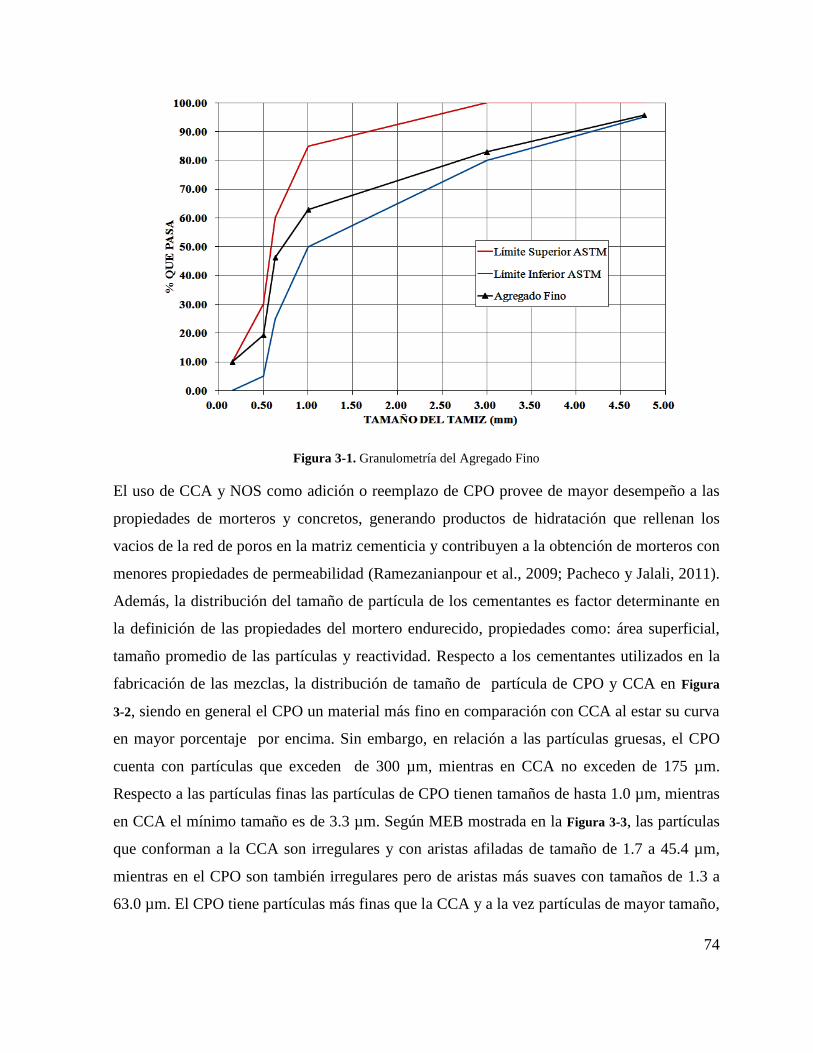
74
Figura 3-1. Granulometría del Agregado Fino
El uso de CCA y NOS como adición o reemplazo de CPO provee de mayor desempeño a las
propiedades de morteros y concretos, generando productos de hidratación que rellenan los
vacios de la red de poros en la matriz cementicia y contribuyen a la obtención de morteros con
menores propiedades de permeabilidad (Ramezanianpour et al., 2009; Pacheco y Jalali, 2011).
Además, la distribución del tamaño de partícula de los cementantes es factor determinante en
la definición de las propiedades del mortero endurecido, propiedades como: área superficial,
tamaño promedio de las partículas y reactividad. Respecto a los cementantes utilizados en la
fabricación de las mezclas, la distribución de tamaño de partícula de CPO y CCA en Figura
3-2, siendo en general el CPO un material más fino en comparación con CCA al estar su curva
en mayor porcentaje por encima. Sin embargo, en relación a las partículas gruesas, el CPO
cuenta con partículas que exceden de 300 µm, mientras en CCA no exceden de 175 µm.
Respecto a las partículas finas las partículas de CPO tienen tamaños de hasta 1.0 µm, mientras
en CCA el mínimo tamaño es de 3.3 µm. Según MEB mostrada en la Figura 3-3, las partículas
que conforman a la CCA son irregulares y con aristas afiladas de tamaño de 1.7 a 45.4 µm,
mientras en el CPO son también irregulares pero de aristas más suaves con tamaños de 1.3 a
63.0 µm. El CPO tiene partículas más finas que la CCA y a la vez partículas de mayor tamaño,

75
aun cuando el tamaño promedio de la partícula de CCA excede 8.2 % al CPO y en 17.7% en
área superficial. La distribución del tamaño de partícula de los cementantes, sus propiedades
físicas y químicas definen la microestructura del mortero endurecido.
Tabla 3-2. Propiedades físicas de materiales cementantes
Propiedad CPO CCA NOS
Densidad de masa (kg/m3) 3071 2251 -
Área Superficial (m2/g) 20.23 23.82 777.7
Tamaño promedio de partícula (m) 27.61 29.88 0.015
Figura 3-2. Distribución de tamaño de partícula de cementantes.
3.1.2 Propiedades químicas
Para ser considerada una ceniza natural calcinada apta para el uso en mezclas de concreto, la
CCA debe de cumplir con los requerimientos químicos señalados en ASTM C618-05 (2005).
Los componentes químicos de los cementantes utilizados se muestra en Tabla 3-3 y la
comparación con ASTM C618-05 en Tabla 3-4, la CCA cumple con todos los requerimientos
químicos para ser una ceniza natural calcinada Tipo N, siendo SiO2+AlO3+F2O3 > 70% y SO3
< 4.0 %. Incluso la NOS cumple con estos requerimientos al contener 71.451% de SiO2, no
contener SO3 y tener humedad inapreciable. Además, el contenido de SiO2 en NOS supera al
CPO pero no a CCA, beneficiando la generación de de productos de hidratación que
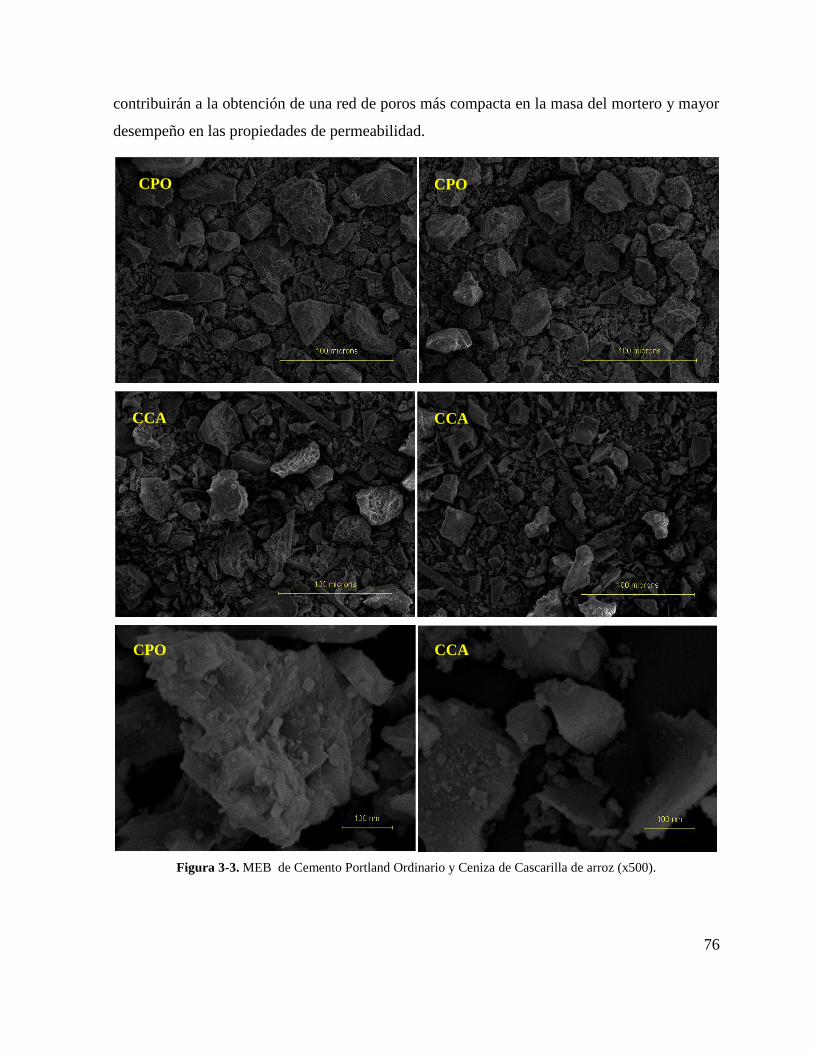
76
contribuirán a la obtención de una red de poros más compacta en la masa del mortero y mayor
desempeño en las propiedades de permeabilidad.
Figura 3-3. MEB de Cemento Portland Ordinario y Ceniza de Cascarilla de arroz (x500).
CCA
CPO CPO
CCA
CPO CCA
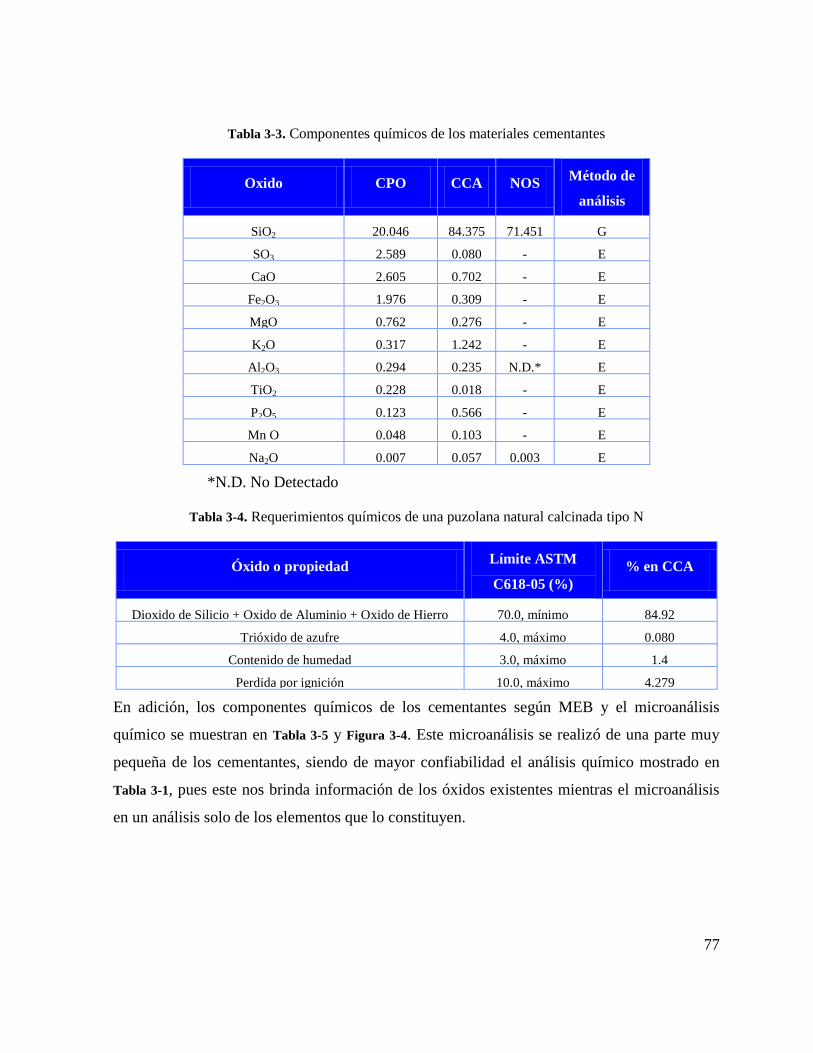
77
Tabla 3-3. Componentes químicos de los materiales cementantes
Oxido CPO CCA NOS Método de
análisis
SiO2 20.046 84.375 71.451 G
SO3 2.589 0.080 - E
CaO 2.605 0.702 - E
Fe2O3 1.976 0.309 - E
MgO 0.762 0.276 - E
K2O 0.317 1.242 - E
Al2O3 0.294 0.235 N.D.* E
TiO2 0.228 0.018 - E
P2O5 0.123 0.566 - E
Mn O 0.048 0.103 - E
Na2O 0.007 0.057 0.003 E
*N.D. No Detectado
Tabla 3-4. Requerimientos químicos de una puzolana natural calcinada tipo N
Óxido o propiedad Límite ASTM
C618-05 (%)
% en CCA
Dioxido de Silicio + Oxido de Aluminio + Oxido de Hierro 70.0, mínimo 84.92
Trióxido de azufre 4.0, máximo 0.080
Contenido de humedad 3.0, máximo 1.4
Perdida por ignición 10.0, máximo 4.279
En adición, los componentes químicos de los cementantes según MEB y el microanálisis
químico se muestran en Tabla 3-5 y Figura 3-4. Este microanálisis se realizó de una parte muy
pequeña de los cementantes, siendo de mayor confiabilidad el análisis químico mostrado en
Tabla 3-1, pues este nos brinda información de los óxidos existentes mientras el microanálisis
en un análisis solo de los elementos que lo constituyen.

78
Tabla 3-5. Composición química según microanálisis de cementantes
Elemento Peso (%) Área (%)
CPO CCA NOS CPO CCA NOS
O 41.24 50.07 57.64 61.73 63.98 70.49
Al 2.10 00.52 - 1.87 00.40 -
Si 8.01 47.75 42.36 6.83 34.76 29.51
K - 01.65 - - 00.87 -
Ca 47.36 - - 28.30 - -
Mg 1.30 - - 1.28 - -
Figura 3-4. Microanálisis químico de cementantes.
CPO CCA
NOS

79
Los patrones de difracción de rayos X de cementantes utilizados para la realización de las
mezclas se muestran en la Figura 3-5. Los picos principales fueron identificados según la
Inorganic Crystal Structure Database (ICSD) e indexación del patrón resultante, demostrando
la existencia de los componentes químicos característicos propios de CPO, CCA y NOS
mostrados en Tabla 3-3.
Figura 3-5. Dispersión de Rx de Cementantes.
Tabla 3-6. Componentes químicos según Dispersión de Rx
Cementante Componente químico
CPO SiO2, Ca3SiO5, Ca (SO4) (H2 O), Ca2 Fe Al O5, Ca3 Al2 O6, CaO, CaCO3
CCA SiO2, Cristobalita, Cuarzo y tridimita
NOS SiO2, Dióxido de Silicio
La CCA utilizada para la fabricación de los morteros fue una ceniza producto de desperdicios
en industrias generados en Odisha India, donde se utilizó como fuente de calor en los procesos
industriales. El análisis termigravimétrico de CCA obtenida de la India se muestra en Figura
3-6 y de cascarilla de Arroz sin calcinación se muestra en Figura 3-7, para CCA, la pérdida de
masa fue de 1.17 % hasta la temperatura de 100 oC, correspondiendo a la perdida de humedad
por evaporación del agua del material, mientras la máxima pérdida de masa es de 4.279 % a
una temperatura de 1200 oC, ambos valores menores a los máximos especificados en ASTM

80
C618-05 de 3.0 % para humedad y 10 % en perdidas por ignición. En el caso de la cascarilla
de arroz sin calcinar, después de los 1100 oC sería posible la obtención de ceniza que cumpla
con no tener un valor por encima del máximo permitido por ignición en ASTM C618-05.
Demostrándose que la CCA obtenida es apta para ser utilizada como reemplazo de CPO en las
mezclas de morteros.
Figura 3-6 Análisis termogravimétrico de CCA
Figura 3-7 Análisis termogravimétrico de Cascarilla de Arroz
Según resultados mencionados, las propiedades físicas y químicas de los materiales utilizados
para la elaboración de las mezclas de morteros cumplen con las normas ASTM C 33-03 y

81
ASTM C618-05, siendo adecuados para ser utilizados en la fabricación de morteros de
consistencia plástica.
3.2 FASE II
3.2.1 Diseño de mezclas
La naturaleza higroscópica y mayor área superficial de la CCA respecto al CPO ocasiona
mezclas que requieren mayor cantidad de agua en su fabricación (Metha, 1979), o bien
aumenta la cantidad de SP utilizado en A/Cm constantes para lograr la fluidez deseada
(Chindaprasirt et al., 2008). En el caso de cenizas y NP en uso simultaneo, algunos
investigadores han utilizado relaciones A/Cm hasta de 0.70 sin uso de aditivos (Lin et al.,
2008), siendo bien aceptado el uso de SP para lograr la fluidez requerida en la mezcla
(Chindaprasirt y Rukzon, 2008), logrando en ambos casos mayores rendimientos en las
propiedades de la matriz cementicia, al realizar reemplazos de CPO, y por consecuencia
mayor durabilidad. En investigaciones que incluyen NP y CCA negra en uso simultaneo, se
requirió 3.5% de SP en mezclas con 30% CCA y 1.5% NP (Noorvanda et al., 2013) En
mezclas realizadas, la fluidez alcanzada se muestra en Tabla 3-7 y la cantidad de SP utilizado
en Figura 3-8 y Figura 3-9, el aumento en el reemplazo de CPO por CCA o NOS incrementó la
cantidad de SP debido a la demanda de agua producido por el alta área superficial en la mezcla
conjunto a la naturaleza higroscópica de los cementantes. Además, conjunto al efecto del área
superficial en las mezclas realizadas, la absorción y humedad de los agregados fueron también
parámetros determinantes para la fluidez de la mezcla y cantidad de SP, al depender de ellos la
cantidad de agua inicial suministrada disponible para lubricar los agregados, modificando la
cantidad de SP adicionado para lograr fluidez de 110±5 %. En relación A/Cm de 0.60, el
incremento de cantidad de SP fue proporcional a reemplazos de CCA y NOS, mientras en
A/Cm de 0.50 se presentó un decremento en demanda de SP debido al uso de materiales con
diferentes contenidos de agua absorbida en agregados. Para A/Cm de 0.60, M100-0-0
requirió 1.0% de SP para lograr fluidez deseada, incrementando hasta 4.1% por reemplazo
individual de 30% CCA. Mientras en el uso individual de 2% NOS se incrementó a 2.3 %,
siendo como máximo 5.2 % en M68-30-2. Para A/Cm de 0.50, m100-0-0 requirió 2.2% de SP,

82
incrementando hasta 4.2% por reemplazo individual de 15% CCA. Mientras en el uso
individual de 0.5% NOS se incrementó a 2.5 %, siendo 2.8 % en m84.5-15-0.5.
Según resultados, es factible lograr la fluidez correspondiente a morteros con consistencia
plástica según ASTM C 1437-99 mediante la adición de SP, donde la cantidad de SP en
mezclas de morteros plásticos es proporcional al contenido de CCA y NOS, dependiendo
además del agua absorbida inicialmente en los agregados al realizar la mezcla. Las
propiedades reológicas de la mezcla en estado fresco y las condiciones de curado de los
morteros en estado endurecidos son factores determinantes en la definir la microestructura y
propiedades físicas del mortero endurecido.
Tabla 3-7. Área superficial y fluidez en mezclas de mortero.
Mezcla Área superficial de
cementante (m2/g)
Fluidez (%)
M100-0-0 20.2 114
M90-10-0 20.6 105
M80-20-0 20.9 106
M70-30-0 21.3 109
M99-0-1 27.8 112
M89-10-1 28.2 105
M79-20-1 28.5 115
M69-30-1 28.9 114
M98-0-2 35.4 111
M88-10-2 35.7 113
M78-20-2 36.1 114
M68-30-2 36.5 115
m100-0-0 20.2 106
m95-5-0 20.4 105
m90-10-0 20.6 109
m85-15-0 20.8 105
m99.5-0-0.5 24.0 109
m94.5-5-0.5 24.2 110
m89.5-10-0.5 24.4 110
m84.5-15-0.5 24.6 105

83
Figura 3-8. Cantidad de superplastificante en mezclas, A/cm=0.60.
Figura 3-9. Cantidad de superplastificante en mezclas, A/cm=0.50.

84
Figura 3-10. Fluidez en mezclas de mortero.
3.2.2 Morfología de mortero endurecido
La dispersión uniforme de NOS se logra mediante tratamiento ultrasónico o dispersión a altas
velocidades, siendo esencial para lograr los beneficios deseados en la microestructura de la
matriz cementicia, e hidrataciónes tempranas (Li et al., 2004). La microestructura de morteros
endurecidos realizados se muestra en Figura 3-11 y Figura 3-12 , la morfología de la matriz
cementicia con reemplazo de CPO por CCA+NOS, resultó con mayor desempeño al ser en
apariencia más compacta. El tratamiento ultrasónico aplicado a la solución de agua con NOS
resultó eficiente para la dispersión de las NP en la matriz cementicia, siendo confirmado por la
mínima localización de clústeres de NOS. El uso de mayor relación A/Cm permite mejorar la
trabajabilidad de la mezcla con el uso de menores cantidades de SP, incrementando los vacios
en la red de poros de la matriz cementicia y demeritando el desempeño de las propiedades de
permeabilidad de los morteros endurecidos. El incremento de la relación A/Cm y del uso de
SP además de modificar las propiedades físicas y químicas de la microestructura de la matriz,
definen las propiedades mecánicas, porosidad total, porosidad efectiva, penetrabilidad de
cloruros, absorción superficial, sortividad, entre otras, del mortero endurecido.
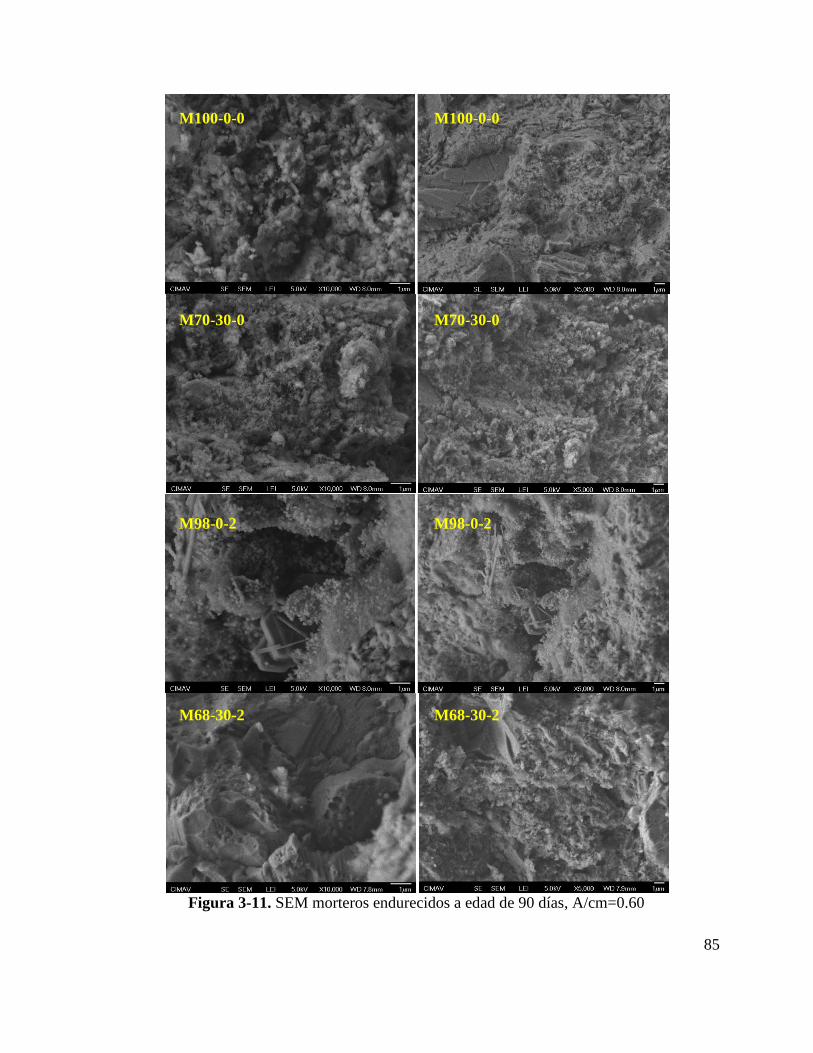
85
Figura 3-11. SEM morteros endurecidos a edad de 90 días, A/cm=0.60
M100-0-0 M100-0-0
M70-30-0 M70-30-0
M98-0-2 M98-0-2
M68-30-2 M68-30-2

86
Figura 3-12. SEM morteros endurecidos a edad de 28 días, A/cm=0.50
m84.5-15-0.5
m100-0-0
m85-10-0
m100-0-0
m85-10-0
m84.5-15-0.5
87
3.3 FASE III
3.3.1 Resistencia a la compresión Simple.
La resistencia a la compresión de morteros endurecidos incrementa a mayor reemplazo de
CPO por CCA, decreciendo nuevamente a partir de cierto % CCA. Investigadores han
logrado incrementos en la resistencia a la compresión de 7.0 %, con el uso combinado de
10%CCA+10%CV, 6% para 20% CCA a los 90 días (Chindaprasirt y Rukzon, 2008), 12%
con uso individual de 2% MS, 35.0% con el uso individual de 2% NOS a los 28 días (Senff et
al., 2010), 6% con el uso individual de 2% de MS, 21.0% con el uso individual de 2% NOS, a
los 28 días (Qing et al., 2007), 1.0% para el uso simultaneo de 10.0%CCA+0.50% nano-TiO2
y 5.0% para 10% CCA (Noorvanda et al., 2013). En general para A/Cm=0.60, el reemplazo
individual de CPO por CCA a edad de 28 y 90 días, incrementó la resistencia a la compresión
a mayor reemplazo de CCA, siendo máxima en reemplazos de 20% CCA, ya que para M70-
30-0 disminuye a valores cercanos o menores de referencia. El reemplazo individual de CPO
por NOS, favoreció el desempeño de resistencia a la compresión, incrementando hasta 6.9 % a
los 90 días. Por otro lado, el reemplazo simultaneo de CCA+NOS resultó más efectivo a los 90
días de edad, siendo la máxima resistencia en M68-30-2, con incremento de 7.5 %, mientras
que a 28 días de edad el mayor rendimiento se presentó en M78-20-2 con incremento de 8.2
%. El incremento de la resistencia se atribuye a la generación de matriz cementicia más
compacta, al reemplazar CPO por CCA y NOS. Mientras para A/Cm=0.50, el mayor
desempeño en la resistencia en uso individual de CCA se presentó en m90-10-0
incrementando 3.3 % a 28 días, y 4.9 % a 90 días, mientras en uso simultaneo de CCA+NOS
en m89.5-10-0.5, con incremento de 5.3 % a 28 días, y en m84.5-15-0.5 con 6.0 % a 90 días.
En general las resistencias a la compresión en los morteros con A/Cm=0.50, superaron en
desempeño a A/Cm=0.60, desarrollando con el uso de NOS mayor desempeño hasta los 90
días, lo cual se atribuye al retardo en el tiempo de fraguado provocado por el uso de SP. El
reemplazo de CPO por CCA+NOS presenta mayor desempeño respecto a reemplazos
individuales, debido al efecto sinérgico que se tiene en el relleno de los vacios de la red de
poros de la matriz cementicia y generación de masa más compacta.
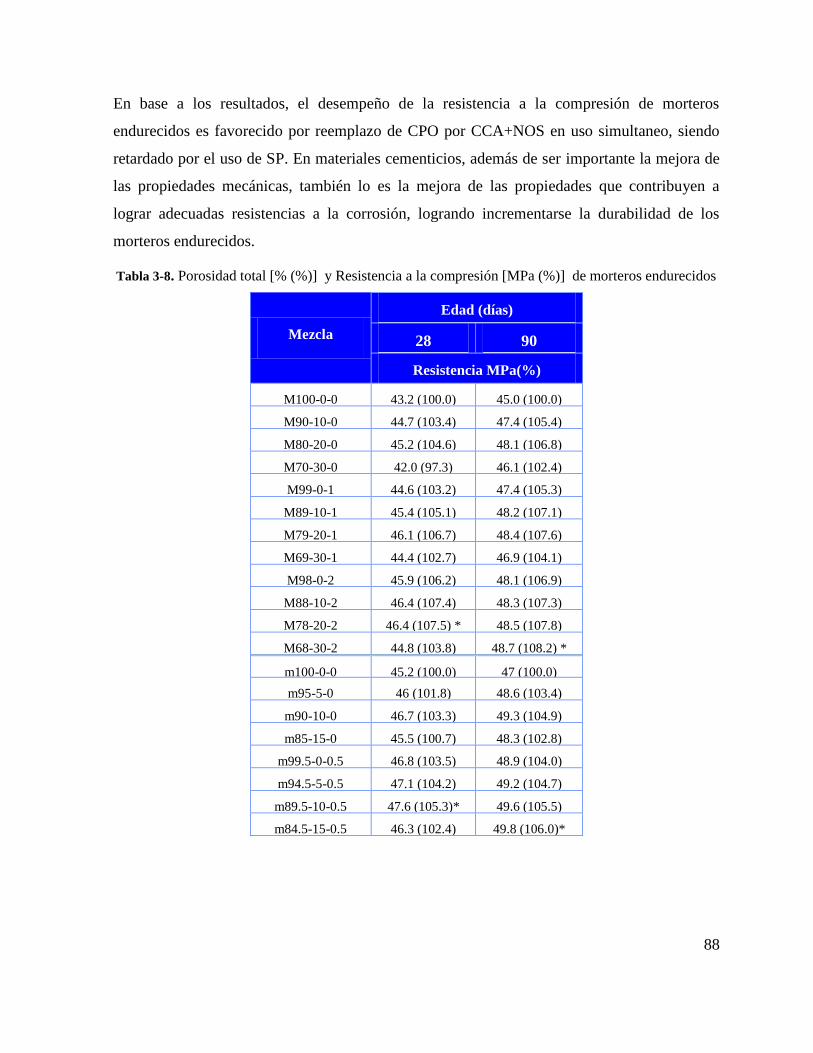
88
En base a los resultados, el desempeño de la resistencia a la compresión de morteros
endurecidos es favorecido por reemplazo de CPO por CCA+NOS en uso simultaneo, siendo
retardado por el uso de SP. En materiales cementicios, además de ser importante la mejora de
las propiedades mecánicas, también lo es la mejora de las propiedades que contribuyen a
lograr adecuadas resistencias a la corrosión, logrando incrementarse la durabilidad de los
morteros endurecidos.
Tabla 3-8. Porosidad total [% (%)] y Resistencia a la compresión [MPa (%)] de morteros endurecidos
Mezcla
Edad (días)
28 90
Resistencia MPa(%)
M100-0-0 43.2 (100.0) 45.0 (100.0)
M90-10-0 44.7 (103.4) 47.4 (105.4)
M80-20-0 45.2 (104.6) 48.1 (106.8)
M70-30-0 42.0 (97.3) 46.1 (102.4)
M99-0-1 44.6 (103.2) 47.4 (105.3)
M89-10-1 45.4 (105.1) 48.2 (107.1)
M79-20-1 46.1 (106.7) 48.4 (107.6)
M69-30-1 44.4 (102.7) 46.9 (104.1)
M98-0-2 45.9 (106.2) 48.1 (106.9)
M88-10-2 46.4 (107.4) 48.3 (107.3)
M78-20-2 46.4 (107.5) * 48.5 (107.8)
M68-30-2 44.8 (103.8) 48.7 (108.2) *
m100-0-0 45.2 (100.0) 47 (100.0)
m95-5-0 46 (101.8) 48.6 (103.4)
m90-10-0 46.7 (103.3) 49.3 (104.9)
m85-15-0 45.5 (100.7) 48.3 (102.8)
m99.5-0-0.5 46.8 (103.5) 48.9 (104.0)
m94.5-5-0.5 47.1 (104.2) 49.2 (104.7)
m89.5-10-0.5 47.6 (105.3)* 49.6 (105.5)
m84.5-15-0.5 46.3 (102.4) 49.8 (106.0)*

89
3.4 FASE IV
3.4.1 Porosidad total.
La porosidad total de morteros endurecidos decrece a mayores reemplazos de CPO por CCA,
incrementándose nuevamente a partir de cierto % CCA. Investigadores han logrado reducir la
porosidad 2.4 %, con el uso combinado de 10% CCA y 10% CV con resultados equivalentes
para 10% CCA a los 90 días (Chindaprasirt y Rukzon, 2008), 10.7 % con el uso individual de
Micro-Sílice (MS), y 4.1 % con el uso individual de NOS a los 28 días (Senff et al., 2010). La
porosidad total y la resistencia a la compresión resultantes de los morteros endurecidos
ensayados, se muestra en Tabla 3-9. En relación a la porosidad total para A/Cm=0.60, en
reemplazo individual de CCA a edad de 28 días se incrementó a mayor % CCA, mientras a 90
días presentó la menor porosidad en 10% CCA con un decremento de 2.7 %. Además, el
reemplazo individual por NOS decremento la porosidad, siendo a los 28 días el mayor
desempeño de porosidad del total de las mezclas en M98-0-2 con una reducción de 3.7%. El
mayor desempeño de los morteros con reemplazos de CCA y NOS, y la presencia de
decrementos de la porosidad, es atribuido al relleno de los vacios en la matriz cementicia por
la generación de CHS. Por otro lado, el máximo desempeño a los 90 días fue en reemplazo
simultaneo de CPO por CCA+NOS, presentando la mínima porosidad en M89-10-1 con un
decremento en porosidad de 5.7 %. La presencia del máximo desempeño en uso simultaneo de
CCA+NOS en los menores porcentajes de CCA, se atribuye al menor uso de SP en las
mezclas, pues a mayores contenidos de CCA y NOS se requieren altos % SP, propiciando
retardo en proceso de hidratación. En el caso de A/Cm=0.50, el mayor desempeño de la
porosidad en uso individual de CCA se presentó en m85-15-0 decreciendo 11.8 % a 28 días y
11.4% a 90 días, mientras que en uso simultaneo de CCA+NOS se presentó en m84.5-15-0.5,
decreciendo 16.9 % a 28 días y 17.4% a 90 días. En general las porosidades en los morteros
con A/Cm=0.50 superaron en desempeño a A/Cm=0.60, desarrollando con el uso de NOS
menores porosidades hasta los 90 días, lo cual es atribuido al retardo en el tiempo de fraguado
provocado por el uso de SP. El reemplazo de CPO por CCA+NOS, presenta mayor desempeño
respecto a reemplazos individuales, debido al efecto sinérgico que se tiene en el relleno de los
vacios de la red de poros de la matriz cementicia, y a la generación de masa más compacta.

90
Diversas investigaciones (Chatveeraa y Lertwattanaruk, 2011; Ramezanianpour et al., 2009;
Pacheco y Jalali, 2011) demuestran el efecto favorable del reemplazo de CPO por CCA o
NOS, referente a las propiedades físicas, reportando además beneficios en propiedades
mecánicas.
Tabla 3-9. Porosidad total [% (%)] de morteros endurecidos
Mezcla
Edad (días)
28 90
Porosidad (%)
M100-0-0 27.2 (100.0) 26.1 (100.0)
M90-10-0 28.0 (102.9) 25.4 (97.3)
M80-20-0 28.8 (105.9) 27.6 (105.7)
M70-30-0 27.5 (101.1) 26.8 (102.7)
M99-0-1 26.8 (98.5) 26.6 (101.9)
M89-10-1 27.8 (102.2) 24.6 (94.3) *
M79-20-1 28.5 (104.8) 25.3 (96.9)
M69-30-1 28.5 (104.8) 26.4 (101.1)
M98-0-2 26.2 (96.3) * 24.7 (94.6)
M88-10-2 27.2 (100.0) 25.3 (96.9)
M78-20-2 27.5 (101.1) 26.1 (100.0)
M68-30-2 28.8 (105.9) 27.4 (105.0)
m100-0-0 25.4 (100) 23.6 (100)
m95-5-0 26.3 (103.5) 24.7 (104.7)
m90-10-0 23.1 (90.9) 21.5 (91.1)
m85-15-0 22.4 (88.2) 20.9 (88.6)
m99.5-0-0.5 26.2 (103.1) 24.4 (103.4)
m94.5-5-0.5 24.3 (95.7) 22.4 (94.9)
m89.5-10-0.5 22.8 (89.8) 21.1 (89.4)
m84.5-15-0.5 21.1 (83.1)* 19.5 (82.6)*
3.4.2 Absorción capilar y porosidad efectiva.
La porosidad total corresponde al volumen de los poros con los que cuenta el mortero,
mientras la porosidad efectiva es el volumen de los poros de la matriz cementicia que se
encuentran interconectados, formando rutas continuas que los fluidos aprovecha para su
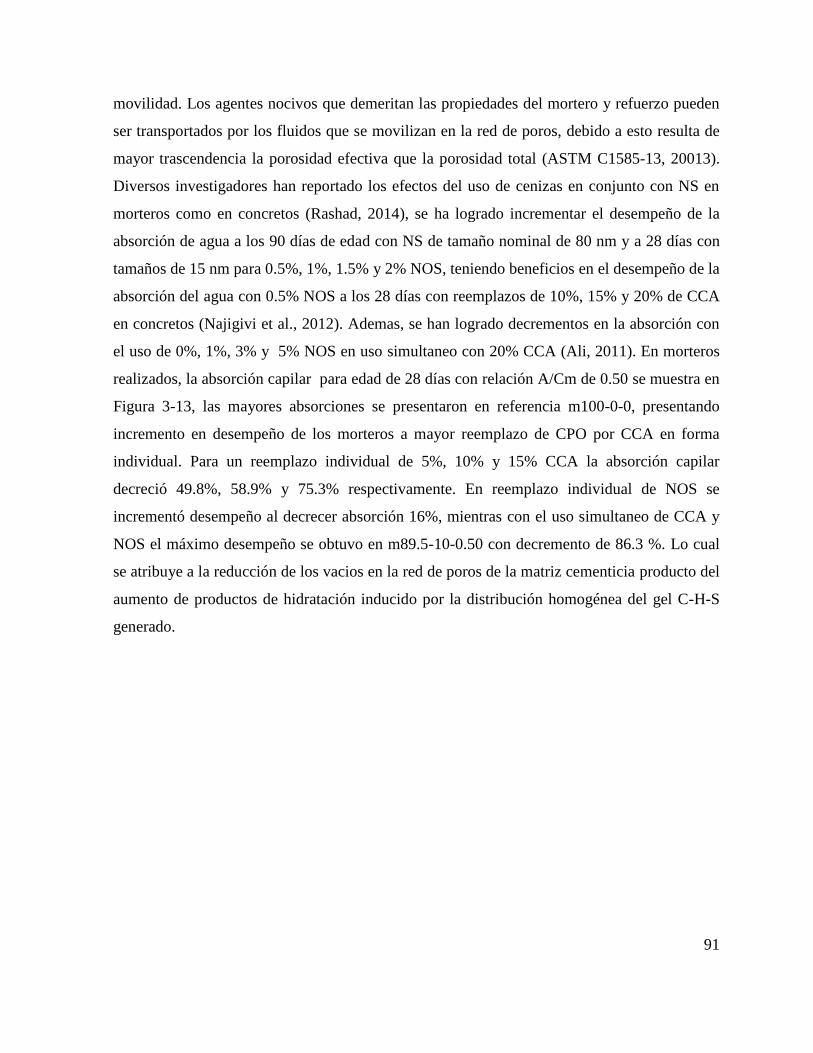
91
movilidad. Los agentes nocivos que demeritan las propiedades del mortero y refuerzo pueden
ser transportados por los fluidos que se movilizan en la red de poros, debido a esto resulta de
mayor trascendencia la porosidad efectiva que la porosidad total (ASTM C1585-13, 20013).
Diversos investigadores han reportado los efectos del uso de cenizas en conjunto con NS en
morteros como en concretos (Rashad, 2014), se ha logrado incrementar el desempeño de la
absorción de agua a los 90 días de edad con NS de tamaño nominal de 80 nm y a 28 días con
tamaños de 15 nm para 0.5%, 1%, 1.5% y 2% NOS, teniendo beneficios en el desempeño de la
absorción del agua con 0.5% NOS a los 28 días con reemplazos de 10%, 15% y 20% de CCA
en concretos (Najigivi et al., 2012). Ademas, se han logrado decrementos en la absorción con
el uso de 0%, 1%, 3% y 5% NOS en uso simultaneo con 20% CCA (Ali, 2011). En morteros
realizados, la absorción capilar para edad de 28 días con relación A/Cm de 0.50 se muestra en
Figura 3-13, las mayores absorciones se presentaron en referencia m100-0-0, presentando
incremento en desempeño de los morteros a mayor reemplazo de CPO por CCA en forma
individual. Para un reemplazo individual de 5%, 10% y 15% CCA la absorción capilar
decreció 49.8%, 58.9% y 75.3% respectivamente. En reemplazo individual de NOS se
incrementó desempeño al decrecer absorción 16%, mientras con el uso simultaneo de CCA y
NOS el máximo desempeño se obtuvo en m89.5-10-0.50 con decremento de 86.3 %. Lo cual
se atribuye a la reducción de los vacios en la red de poros de la matriz cementicia producto del
aumento de productos de hidratación inducido por la distribución homogénea del gel C-H-S
generado.
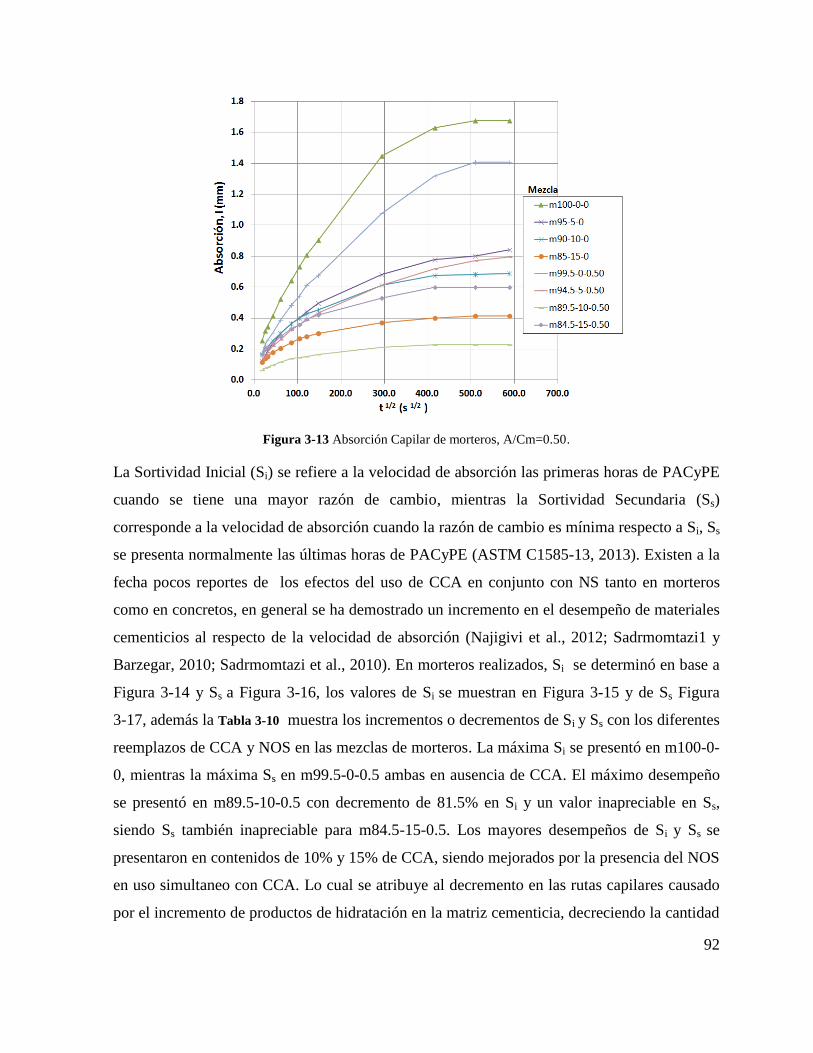
92
Figura 3-13 Absorción Capilar de morteros, A/Cm=0.50.
La Sortividad Inicial (Si) se refiere a la velocidad de absorción las primeras horas de PACyPE
cuando se tiene una mayor razón de cambio, mientras la Sortividad Secundaria (Ss)
corresponde a la velocidad de absorción cuando la razón de cambio es mínima respecto a Si, Ss
se presenta normalmente las últimas horas de PACyPE (ASTM C1585-13, 2013). Existen a la
fecha pocos reportes de los efectos del uso de CCA en conjunto con NS tanto en morteros
como en concretos, en general se ha demostrado un incremento en el desempeño de materiales
cementicios al respecto de la velocidad de absorción (Najigivi et al., 2012; Sadrmomtazi1 y
Barzegar, 2010; Sadrmomtazi et al., 2010). En morteros realizados, Si se determinó en base a
Figura 3-14 y Ss a Figura 3-16, los valores de Si se muestran en Figura 3-15 y de Ss Figura
3-17, además la Tabla 3-10 muestra los incrementos o decrementos de Si y Ss con los diferentes
reemplazos de CCA y NOS en las mezclas de morteros. La máxima Si se presentó en m100-0-
0, mientras la máxima Ss en m99.5-0-0.5 ambas en ausencia de CCA. El máximo desempeño
se presentó en m89.5-10-0.5 con decremento de 81.5% en Si y un valor inapreciable en Ss,
siendo Ss también inapreciable para m84.5-15-0.5. Los mayores desempeños de Si y Ss se
presentaron en contenidos de 10% y 15% de CCA, siendo mejorados por la presencia del NOS
en uso simultaneo con CCA. Lo cual se atribuye al decremento en las rutas capilares causado
por el incremento de productos de hidratación en la matriz cementicia, decreciendo la cantidad

93
de poros interconectados y por ende, las propiedades que permiten el flujo de líquidos en la
masa del mortero.
Figura 3-14 Absorción Inicial de morteros, A/Cm=0.50.
Figura 3-15 Sortividad Inicial de morteros, A/Cm=0.50.

94
Figura 3-16 Absorción Secundaria de morteros, A/Cm=0.50.
Figura 3-17 Sortividad Secundaria de morteros, A/Cm=0.50.

95
Tabla 3-10. Sortividad de morteros, A/Cm=0.50
Mezcla Incremento (+) o Decremento (-)
Si (%) Ss (%)
m100-0-0 0.0 0.0
m95-5-0 -40.7 37.0
m90-10-0 -50.0 -74.1
m85-15-0 -68.5 -70.4
m99.5-0-0.50 -22.2 +96.3
m94.5-5-0.50 -51.9 +66.7
m89.5-10-0.50 -81.5 -100.0
m84.5-15-0.50 -59.3 -100.0
La resistencia a la penetración del agua (m) y coeficiente de absorción capilar (k) están
relacionados principalmente a la dificultad que presenta el agua para fluir en la red de poros de
un material cementicio, según PACyPE (ASTM C1585-13, 2013). En morteros realizados, los
valores de m se muestran en Figura 3-18 y k en Figura 3-19, las probetas utilizadas para medir
la penetración Z del agua en un tiempo determinado se muestran en Figura 3-20. El máximo
desempeño para m y k coincidió en presentarse en mezlca m89.5-10-0.5, siendo el resto de las
tendencias erráticas respecto al aumento del contenido de CCA y NOS. Lo cual se atribuye las
cantidades de SP utilizados en las mezclas que tienen un efecto perjudicial en el desempeño de
las propiedades de los morteros endurecidos.
Figura 3-18 Resistencia a la penetración del agua de morteros, A/Cm=0.50.

96
Figura 3-19 Coeficiente de Absorción Capilar de morteros, A/Cm=0.50.
Figura 3-20 Penetración del agua en morteros.

97
La porosidad efectiva ( e) está en función de los parámetros m y k determinados en la
PACyPE. A diferencia de la porosidad total, e define la cantidad de poros interconectados en
una red de poros de una matriz (ASTM C1585-13, 2013), al presentarse un beneficio en el
desempeños de las propiedades de absorción, este se debe de reflejar en la porosidad efectiva,
siendo el reemplazo de CCA y NOS los precursores del decremento de la porosidad efectiva.
En morteros realizados, los valores de e se muestran en Figura 3-21 y los decrementos de e
en Tabla 3-11. El máximo valor de e se presentó en m100-0-0, incrementando el desempeño
de los morteros a mayor reemplazo de CPO por CCA en forma individual con un decremento
de 42.6% de e respecto a referencia, mientras en reemplazo individual de NOS se incrementó
desempeño al decrecer e 14.8%. Con el uso simultaneo de CCA y NOS se obtuvieron los
máximos desempeños, siendo en m89.5-10-0.50 un decremento de 46.9 %, superando en
desempeño a m84.5-15-0.50 solo por 0.3%. Lo cual se atribuye los productos de hidratación
generados por CCA y NOS que interfieren y separan los poros capilares, convirtiendo a gran
porcentaje de los poros de la red en aislados, lo cual los imposibilita para servir como
conductos transportadores de fluidos.
Figura 3-21 Porosidad efectiva de morteros, A/Cm=0.50.

98
Tabla 3-11. Decremento de Porosidad efectiva, A/Cm=0.50
Mezcla Decremento (-)
Si (%)
m100-0-0 0.0
m95-5-0 -9.6
m90-10-0 -39.4
m85-15-0 -42.6
m99.5-0-0.50 -14.8
m94.5-5-0.50 -17.5
m89.5-10-0.50 -46.6
m84.5-15-0.50 -46.9
Además, existe una relación directamente proporcional entre la relación (porosidad
efectiva)/(porosidad total) y la misma e como se muestra en Figura 3-22. Se presenta una
acumulación de puntos discretos en las zonas de menor e, correspondiendo a los morteros con
contenidos de 10% y 15% de CCA tanto en uso individual como combinado con 0.5% de
NOS. Por lo cual, para lograr mayor desempeño en e se requiere un mínimo de reemplazo de
CPO por 10% de CCA.
Figura 3-22 Porosidad efectiva vs Porosidad Total de morteros, A/Cm=0.50.
10% y 15% CCA
0% y 5% CCA
99
En conclusión, el reemplazo de CPO por CCA y NOS incrementa el desempeño de los
morteros endurecidos según resultados de PACyPE, presentando la menor porosidad efectiva,
mayor resistencia a la penetración de agua y menor absorción capilar al realizar reemplazo
conjuntos de 10% de CCA y 0.5% de NOS. Los productos de hidratación generados y la
distribución homogénea de C-H-S son los precursores del incremento en el desempeño, debido
a la obstrucción que producen en la red de poros capilares, lo cual beneficia desempeño de las
propiedades de absorción. Al obtenerse beneficios en estas propiedades, se contribuye en los
morteros reforzado a retardar el tiempo de llegada de los fluidos a la superficie del refuerzo y
por consecuencia retarda también el tiempo de llegada de las sustancias agresivas para el acero
que puedes ser transportadas por la solución de poro contenida en la red de poros de la matriz
cementicia de los morteros.
3.4.3 Prueba de Absorción por Pipeta.
Los resultados de la prueba de absorción pueden utilizarse para la evaluación de la
vulnerabilidad de materiales al deterioro provocado por el contacto con el agua (RILEM,
1980). Algunos investigadores reportan como adición optima 1% NOS, con beneficios en
decrementos en absorción de agua en morteros a mayor edad, además de decremento en
permeabilidad capilar al adicionar 0.5% NOS en presencia del MS (Pacheco y Jalali, 2011), el
reemplazo en concretos de CPO por 0.5, 1.0, 1.5 y 2.0 % NOS, con contenidos de 10, 15 y 20
% CCA decrementó la absorción de agua (Najigivi et al., 2012; Sadrmomtazi1 y Barzegar,
2010; Sadrmomtazi et al., 2010). En morteros realizados, la absorción superficial a diferentes
edades se muestra en la Figura 3-23 y la Figura 3-24, a edad de 28 días la absorción de referencia
fue 2.97 cm3, decreciendo a mayor reemplazo de CPO por CCA en uso individual hasta 50.6%
para 15% CCA, mientras con reemplazo individual de NOS decreció 41.6%. En el caso de
reemplazos simultáneos de CCA+NOS, decreció absorción hasta de 70.8% para m89.5-10-0.5,
logrando el mayor desempeño de esta propiedad. A edad de 90 días, la absorción de referencia
fue 1.42 cm3, decreciendo a mayor reemplazo de CPO por CCA en uso individual hasta 48.2%
para 15% CCA, mientras con reemplazo individual de NOS decreció 18.1%. En el caso de
reemplazos CPO por CCA+NOS, en uso simultaneo, la absorción decreció hasta de 58.8%
para m89.5-10-0.5 y hasta 80.3 % respecto referencia de 28 días edad según muestra la Figura

100
3-25. Además, todas las mezclas realizadas presentan tendencia al decremento de la absorción
a mayor contenido de CCA, mejorando su rendimiento con el uso conjunto de CCA+NOS.
Figura 3-23. Absorción por Pipeta en morteros, A/cm=0.50 a 28 días de edad.
Figura 3-24. Absorción por Pipeta en morteros, A/cm=0.50 a 90 días de edad.
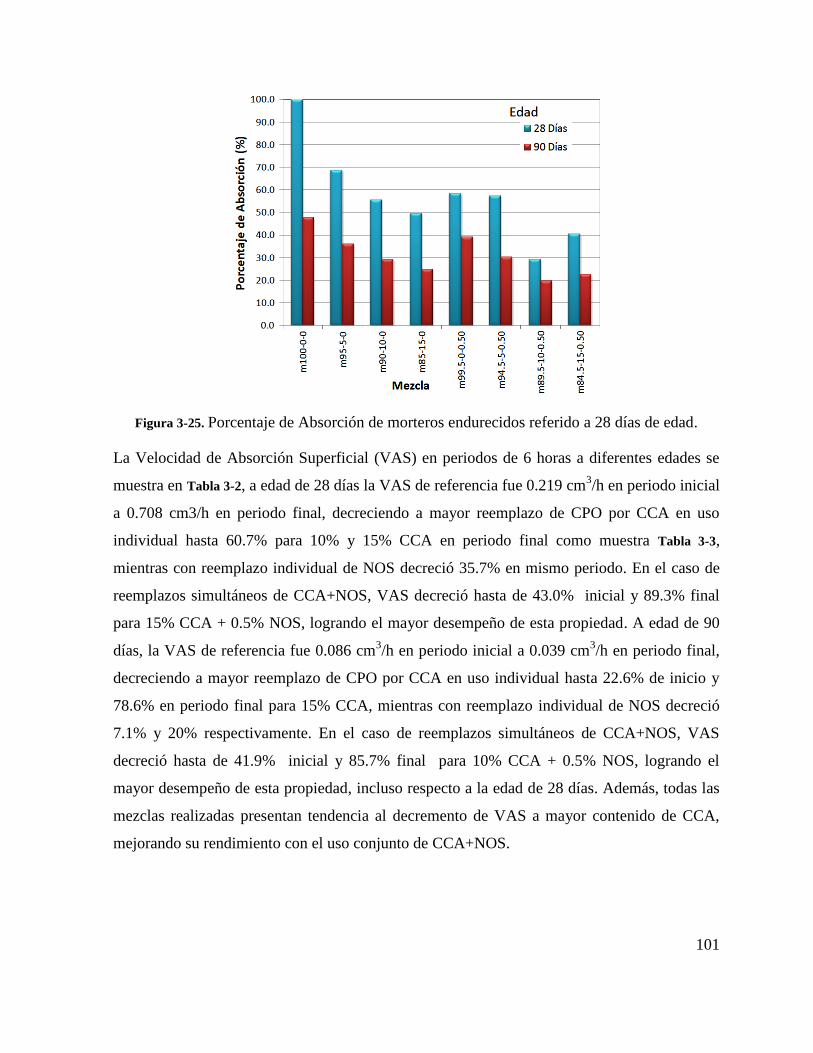
101
Figura 3-25. Porcentaje de Absorción de morteros endurecidos referido a 28 días de edad.
La Velocidad de Absorción Superficial (VAS) en periodos de 6 horas a diferentes edades se
muestra en Tabla 3-2, a edad de 28 días la VAS de referencia fue 0.219 cm3/h en periodo inicial
a 0.708 cm3/h en periodo final, decreciendo a mayor reemplazo de CPO por CCA en uso
individual hasta 60.7% para 10% y 15% CCA en periodo final como muestra Tabla 3-3,
mientras con reemplazo individual de NOS decreció 35.7% en mismo periodo. En el caso de
reemplazos simultáneos de CCA+NOS, VAS decreció hasta de 43.0% inicial y 89.3% final
para 15% CCA + 0.5% NOS, logrando el mayor desempeño de esta propiedad. A edad de 90
días, la VAS de referencia fue 0.086 cm3/h en periodo inicial a 0.039 cm
3/h en periodo final,
decreciendo a mayor reemplazo de CPO por CCA en uso individual hasta 22.6% de inicio y
78.6% en periodo final para 15% CCA, mientras con reemplazo individual de NOS decreció
7.1% y 20% respectivamente. En el caso de reemplazos simultáneos de CCA+NOS, VAS
decreció hasta de 41.9% inicial y 85.7% final para 10% CCA + 0.5% NOS, logrando el
mayor desempeño de esta propiedad, incluso respecto a la edad de 28 días. Además, todas las
mezclas realizadas presentan tendencia al decremento de VAS a mayor contenido de CCA,
mejorando su rendimiento con el uso conjunto de CCA+NOS.
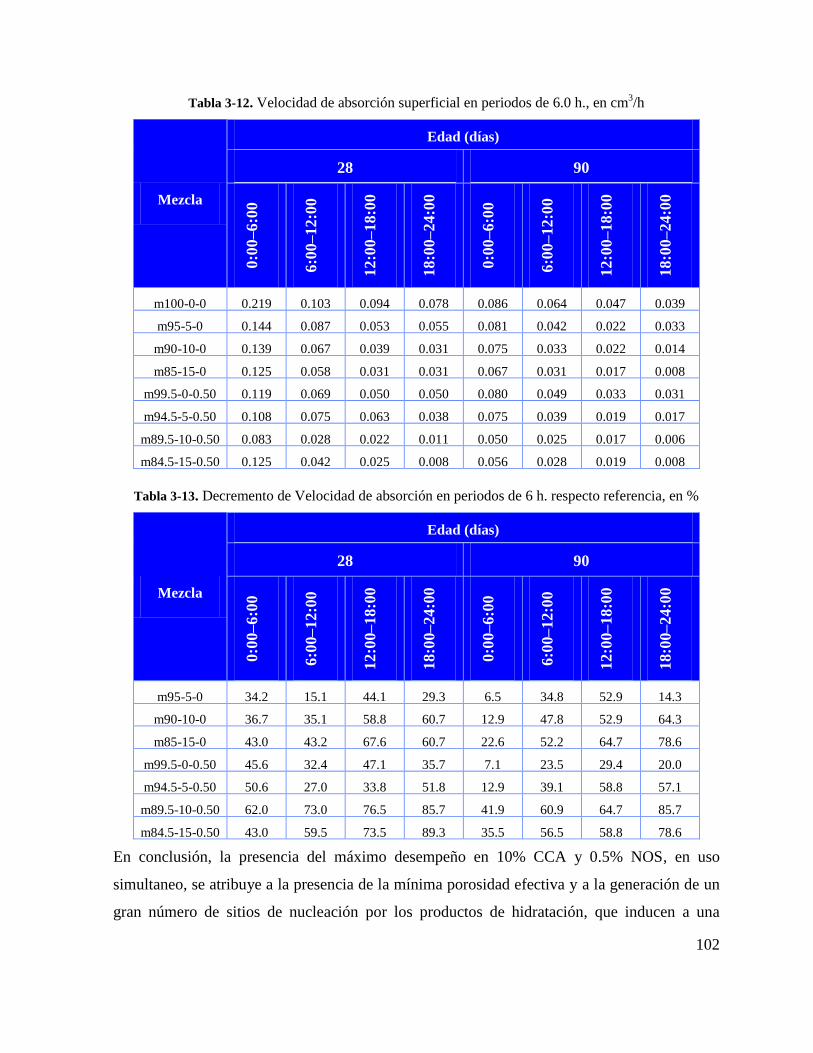
102
Tabla 3-12. Velocidad de absorción superficial en periodos de 6.0 h., en cm3/h
Mezcla
Edad (días)
Edad (días)
Edad (días)
Edad (días)
Edad (días)
28
90
28 días
28 días
28 días
0:0
0–6:0
0
6:0
0–12:0
0
12:0
0–18:0
0
18:0
0–24:0
0
0:0
0–6:0
0
6:0
0–12:0
0
12:0
0–18:0
0
18:0
0–24:0
0
m100-0-0 0.219 0.103 0.094 0.078 0.086 0.064 0.047 0.039
m95-5-0 0.144 0.087 0.053 0.055 0.081 0.042 0.022 0.033
m90-10-0 0.139 0.067 0.039 0.031 0.075 0.033 0.022 0.014
m85-15-0 0.125 0.058 0.031 0.031 0.067 0.031 0.017 0.008
m99.5-0-0.50 0.119 0.069 0.050 0.050 0.080 0.049 0.033 0.031
m94.5-5-0.50 0.108 0.075 0.063 0.038 0.075 0.039 0.019 0.017
m89.5-10-0.50 0.083 0.028 0.022 0.011 0.050 0.025 0.017 0.006
m84.5-15-0.50 0.125 0.042 0.025 0.008 0.056 0.028 0.019 0.008
Tabla 3-13. Decremento de Velocidad de absorción en periodos de 6 h. respecto referencia, en %
Mezcla
Edad (días)
Edad (días)
Edad (días)
Edad (días)
Edad (días)
28
90
28 días
28 días
28 días
0:0
0–6:0
0
6:0
0–12:0
0
12:0
0–18:0
0
18:0
0–24:0
0
0:0
0–6:0
0
6:0
0–12:0
0
12:0
0–18:0
0
18:0
0–24:0
0
m95-5-0 34.2 15.1 44.1 29.3 6.5 34.8 52.9 14.3
m90-10-0 36.7 35.1 58.8 60.7 12.9 47.8 52.9 64.3
m85-15-0 43.0 43.2 67.6 60.7 22.6 52.2 64.7 78.6
m99.5-0-0.50 45.6 32.4 47.1 35.7 7.1 23.5 29.4 20.0
m94.5-5-0.50 50.6 27.0 33.8 51.8 12.9 39.1 58.8 57.1
m89.5-10-0.50 62.0 73.0 76.5 85.7 41.9 60.9 64.7 85.7
m84.5-15-0.50 43.0 59.5 73.5 89.3 35.5 56.5 58.8 78.6
En conclusión, la presencia del máximo desempeño en 10% CCA y 0.5% NOS, en uso
simultaneo, se atribuye a la presencia de la mínima porosidad efectiva y a la generación de un
gran número de sitios de nucleación por los productos de hidratación, que inducen a una
103
distribución más homogénea de CSH y por lo tanto, a una reducción en los vacios y la
interconexión de los mismos en la red de poros, aunado al mayor contenido de SP para m84.5-
15-0.5 que tiene un efecto de demerito en sus propiedades de porosidad y permeabilidad. La
propiedad de la absorción incrementa desempeño con el reemplazo de CPO por CCA y NOS,
ya sea en uso individual o simultaneo.
3.4.4 Corrosión acelerada por corriente impresa.
El uso de pruebas rápidas o aceleradas con aplicación de campos eléctricos para aumentar la
movilidad de cloruros en la matriz cementicia, es aceptado en estudio de morteros reforzados
(Chindaprasirt et al., 2008), la CACI proporciona el TIPG producido por efectos de corrosión
del acero de refuerzo en masa del mortero. Algunos investigadores han logrado incrementos
en el desempeño de los morteros, incrementando el TIPG 96.6 % con el uso simultaneo de
20% CCA + 20% CV, 88.0% para 20% CCA (Chindaprasirt y Rukzon, 2008), 76% para 10%
CCA a los 28 días (Saraswathy y Song, 2007) y con el uso simultaneo de CCAy NOS se han
reportado incrementos en TIPG (Pellegrini et al., 2013). De los morteros reforzados
realizados, probetas después de CACI se muestran en la Figura 3-27, y resultados del TIPG por
CACI en Figura 3-26 y Figura 3-28 para A/Cm de 0.60 y 0.50, respectivamente. En todos los
casos de reemplazo de CPO por CCA o NOS, de uso individual o simultaneo, se obtuvieron
incrementos en desempeño de TIPG respecto a la referencia. Para A/Cm=0.60 a 28 días de
edad, el TIPG fue de 45.0 h. para M100-0-0, en el reemplazo individual de CPO por CCA se
incremento TIPG un máximo de 37.8% en M90-10-0, en el reemplazo individual de CPO por
NOS un máximo de 46.7% en M98-0-2 y para el reemplazo simultaneo de CPO por CCA y
NOS, un máximo de 51.1% en M89-10-1. El incremento en TIPG se atribuye a la presencia de
menor porosidad efectiva y a su interacción con la resistencia mecánica, con los reemplazos de
CCA y NOS en la mezcla cementicia.
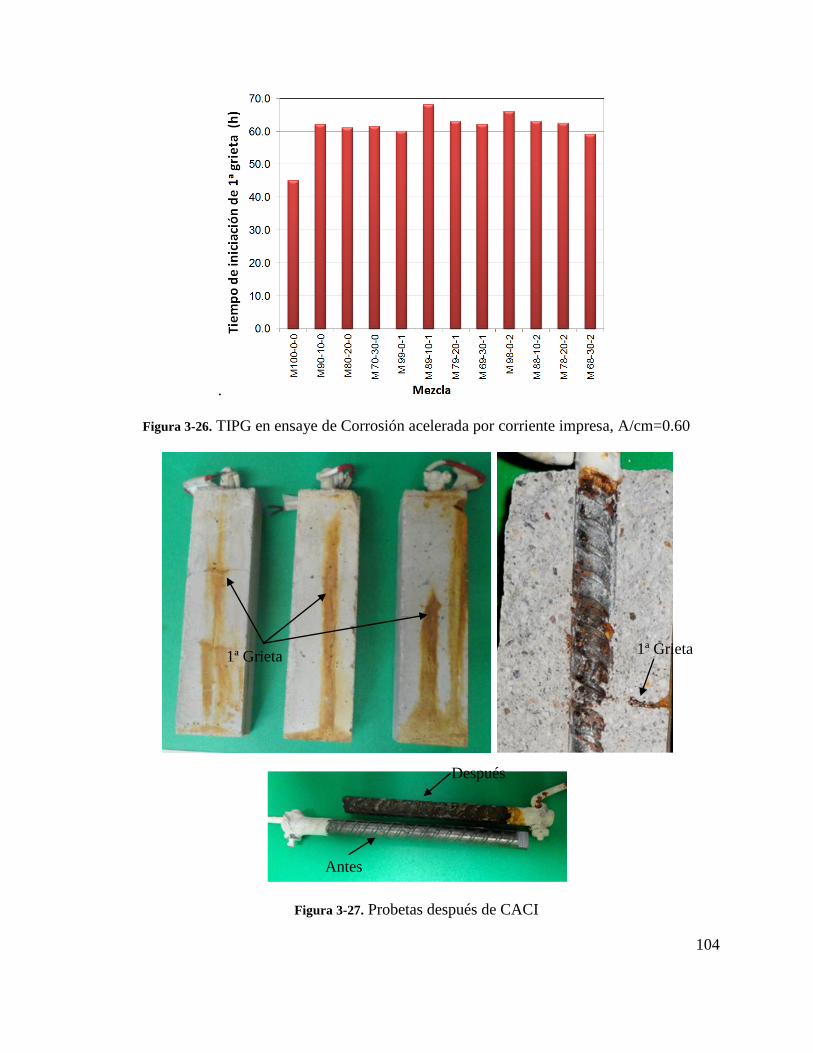
104
.
Figura 3-26. TIPG en ensaye de Corrosión acelerada por corriente impresa, A/cm=0.60
Figura 3-27. Probetas después de CACI
Antes
Después
1ª Grieta 1ª Grieta

105
Para A/Cm=0.50 a 28 días de edad, el TIPG fue de 47.0 h. para m100-0-0, con un máximo de
55.3% de incremento en reemplazo simultaneo de CPO por CCA+NOS para M8.5-15-0.5,
siendo los incrementos del TIPG en resto de las mezclas de 38.3% a 44.7% respecto a
referencia. Mientras a 90 días de edad, el TIPG fue de 53.0 h. en m100-0-0, 12.8% mayor a la
referencia de 28 días de edad, incrementando 52.8% máximo en reemplazo simultaneo de
CPO por CCA+NOS para M8.5-15-0.5, siendo los incrementos del TIPG en resto de las
mezclas de 39.6% a 45.3% respecto a referencia. Del total de las mezclas y las diferentes
edades, el máximo desempeño se presentó a una edad de 90 días para 15% de CCA en uso
combinado con 0.5% de NOS. La Tabla 3-14 muestra la comparación de los incrementos en
TIPG para las diferentes edades y relaciones A/Cm. Los morteros endurecidos presentan
mayor resistencia a la corrosión con reemplazo de CPO por CCA+NOS en uso simultaneo, lo
cual se atribuye a la acción conjunta de las menores porosidades efectivas y mayores
resistencias a la compresión registradas, siendo estas determinantes en la aparición de la
primera grieta. La aparición de la primera grieta se presenta por la falla a tensión del mortero,
en un ambiente corrosivo las tensiones en la masa del mortero las provoca el incremento en el
volumen de los productos de corrosión, siendo esto función directa del tiempo que tarda el ion
agresivo en llegar a la superficie del refuerzo.

106
Tabla 3-14. Incrementos en el tiempo de iniciación de la primera Grieta de morteros
Mezcla
Edad (días)
28 90 90 *
Incremento (+) o Decremento (-) (%)
M100-0-0 0.0 - -4.3
M90-10-0 37.8 - 31.9
M80-20-0 35.6 - 29.8
M70-30-0 36.7 - 30.9
M99-0-1 33.3 - 27.7
M89-10-1 51.1 - 44.7
M79-20-1 40.0 - 34.0
M69-30-1 37.8 - 31.9
M98-0-2 46.7 - 40.4
M88-10-2 40.0 - 34.0
M78-20-2 38.9 - 33.0
M68-30-2 31.1 - 25.5
m100-0-0 0.0 0.0 12.8
m95-5-0 38.3 39.6 57.4
m90-10-0 42.6 43.4 61.7
m85-15-0 44.7 45.3 63.8
m99.5-0-0.5 40.4 40.6 58.5
m94.5-5-0.5 42.6 41.5 59.6
m89.5-10-0.5 44.7 45.3 63.8
m84.5-15-0.5 55.3 52.8 72.3
*Referido m100-0-0 a la edad de 28 días.
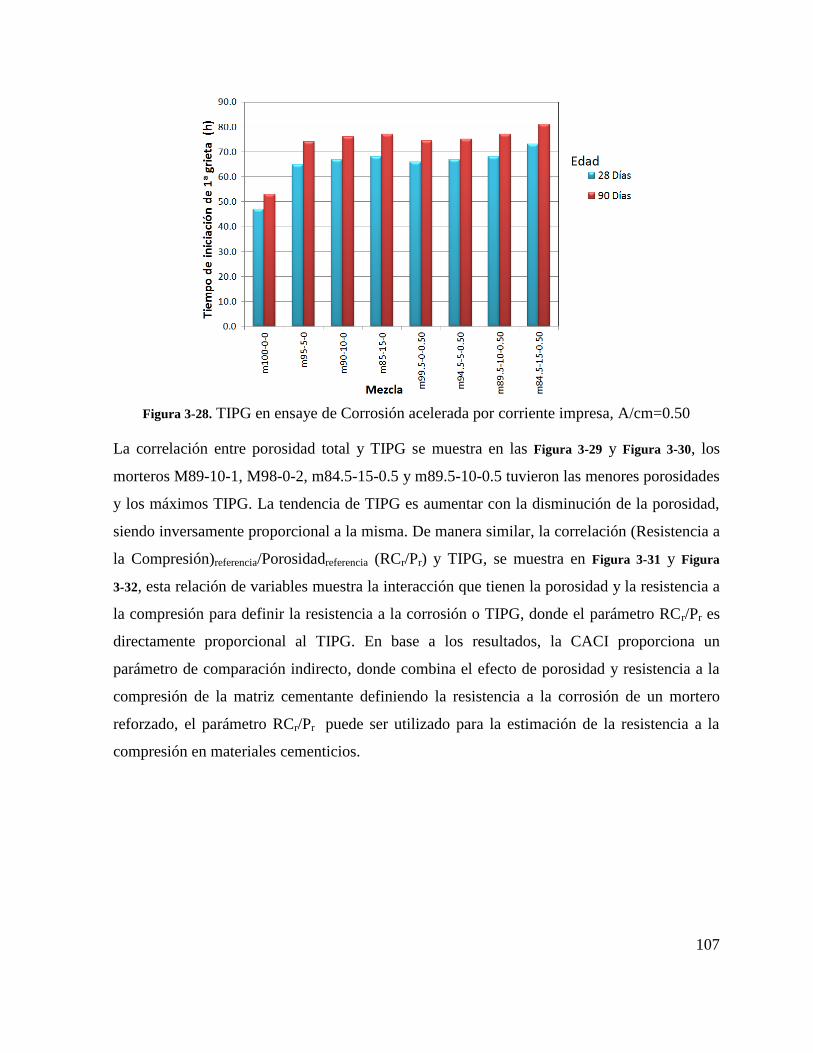
107
Figura 3-28. TIPG en ensaye de Corrosión acelerada por corriente impresa, A/cm=0.50
La correlación entre porosidad total y TIPG se muestra en las Figura 3-29 y Figura 3-30, los
morteros M89-10-1, M98-0-2, m84.5-15-0.5 y m89.5-10-0.5 tuvieron las menores porosidades
y los máximos TIPG. La tendencia de TIPG es aumentar con la disminución de la porosidad,
siendo inversamente proporcional a la misma. De manera similar, la correlación (Resistencia a
la Compresión)referencia/Porosidadreferencia (RCr/Pr) y TIPG, se muestra en Figura 3-31 y Figura
3-32, esta relación de variables muestra la interacción que tienen la porosidad y la resistencia a
la compresión para definir la resistencia a la corrosión o TIPG, donde el parámetro RCr/Pr es
directamente proporcional al TIPG. En base a los resultados, la CACI proporciona un
parámetro de comparación indirecto, donde combina el efecto de porosidad y resistencia a la
compresión de la matriz cementante definiendo la resistencia a la corrosión de un mortero
reforzado, el parámetro RCr/Pr puede ser utilizado para la estimación de la resistencia a la
compresión en materiales cementicios.

108
Figura 3-29. Porosidad Total vs TIPG, A/cm=0.60
Figura 3-30. Porosidad Total vs TIPG, A/cm=0.50
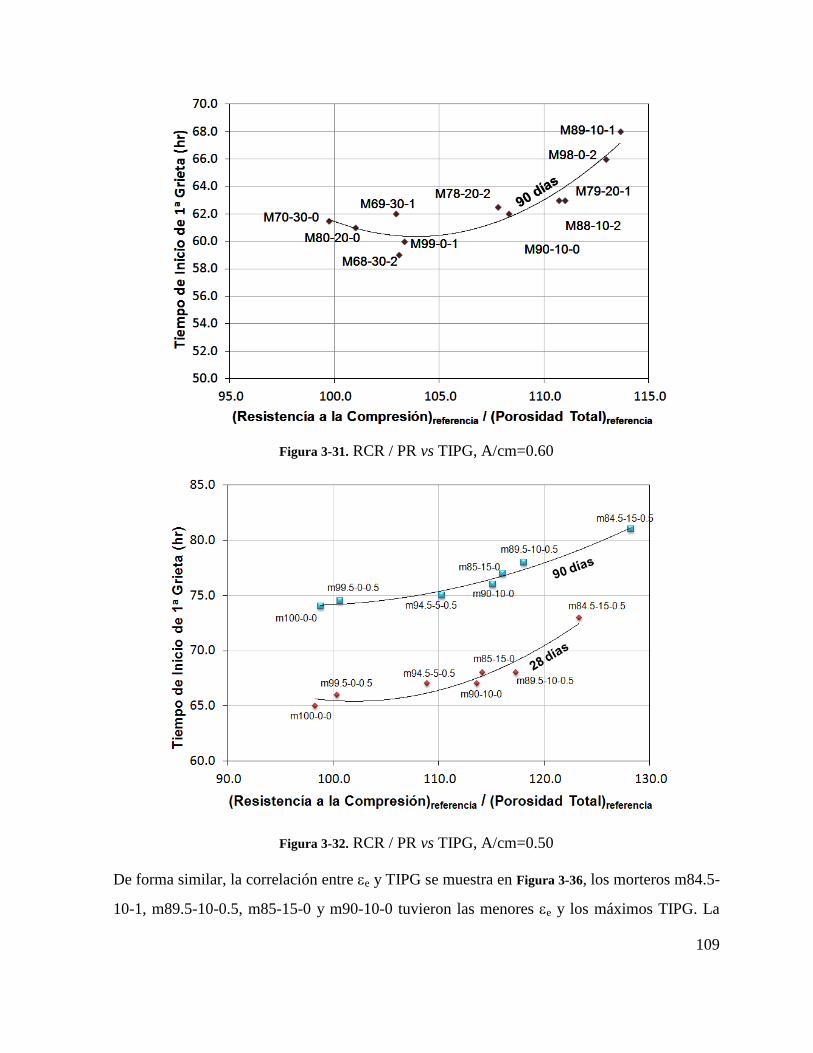
109
Figura 3-31. RCR / PR vs TIPG, A/cm=0.60
Figura 3-32. RCR / PR vs TIPG, A/cm=0.50
De forma similar, la correlación entre e y TIPG se muestra en Figura 3-36, los morteros m84.5-
10-1, m89.5-10-0.5, m85-15-0 y m90-10-0 tuvieron las menores e y los máximos TIPG. La
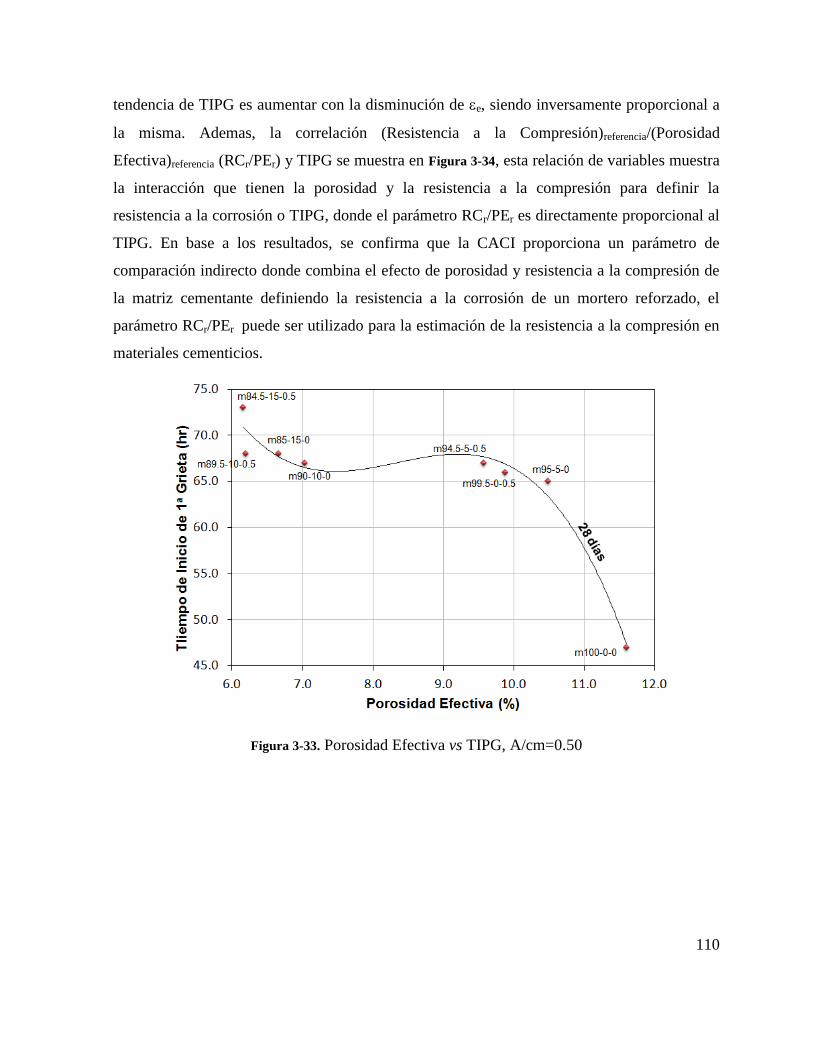
110
tendencia de TIPG es aumentar con la disminución de e, siendo inversamente proporcional a
la misma. Ademas, la correlación (Resistencia a la Compresión)referencia/(Porosidad
Efectiva)referencia (RCr/PEr) y TIPG se muestra en Figura 3-34, esta relación de variables muestra
la interacción que tienen la porosidad y la resistencia a la compresión para definir la
resistencia a la corrosión o TIPG, donde el parámetro RCr/PEr es directamente proporcional al
TIPG. En base a los resultados, se confirma que la CACI proporciona un parámetro de
comparación indirecto donde combina el efecto de porosidad y resistencia a la compresión de
la matriz cementante definiendo la resistencia a la corrosión de un mortero reforzado, el
parámetro RCr/PEr puede ser utilizado para la estimación de la resistencia a la compresión en
materiales cementicios.
Figura 3-33. Porosidad Efectiva vs TIPG, A/cm=0.50

111
Figura 3-34. RCr / PEr vs TIPG, A/cm=0.50
En conclusión, el aumento en el desempeño de la resistencia a la corrosión se atribuye a la
presencia de menor porosidad efectiva y a su interacción con la resistencia mecánica,
presentando mayor desempeño con reemplazo de CPO por CCA+NOS en uso simultaneo. La
CACI proporciona un parámetro de comparación indirecto donde combina el efecto de
porosidad y resistencia a la compresión de la matriz cementante definiendo la resistencia a la
corrosión de un mortero reforzado.
3.4.5 Prueba Rápida de Penetración de Cloruros.
El incremento en el reemplazo de CCA decrece la Carga Total Pasada (CTP) de PRPC en un
material cementicio, obteniendo menor permeabilidad de cloruros en la masa del mortero
(Saraswathy y Song, 2007). Diversos investigadores han realizado reemplazos de CPO por
cenizas, logrando decrementos de 59.1 % en CTP para reemplazos de 20% CV, 90.0% para
20% CCA y 74.5% para 20% Ceniza de Aceite de Palma a los 28 días (Chindaprasirt et al.,
2007), 73.3% para 15% CCA en concreto (Saraswathy y Song, 2007), 27.0% para 5% MS en
concreto (Radlinski and Olek, 2012), además con uso de altos contenidos de MS y escoria +
2%NOS es posible reducir permeabilidad de cloruros a “muy baja” con mayor rendimiento
112
que CV + escoria + 2%NOS a diferentes edades (Zhang and Islam, 2012), para el uso
simultaneo de 20% CCA en conjunto con 0.5% NOS se han logrado decrementos de 68.3%
(Pellegrini et al., 2013). En morteros realizados, la CTP se muestra en la Figura 3-35, a 28 días
de edad la CTP de referencia fue de 12480 C., teniendo mayor desempeño con el incremento
de reemplazo de CPO por CCA en uso individual. La clasificación según permeabilidad, se
modificó de “alta” a “moderada”, con decremento de 75.3 % en CTP para 15% CCA.
Mientras para reemplazo de CPO por CCA+NOS en uso simultaneo, presentó un desempeño
desfavorable con incrementos en CTP respecto al uso individual de CCA con un decremento
de 64.7 % en CTP para 15% CCA + 0.5%NOS respecto a la referencia, permaneciendo su
clasificación en permeabilidad alta. Esto se atribuye al incremento de la porosidad efectiva
ocasionado por los altos contenidos de SP, y al retardo en el proceso de hidratación en matriz
cementicia causado. A 90días de edad la CTP de referencia fue de 8416 C., presentando mayor
desempeño con el incremento de reemplazo individual por CCA. La clasificación según
permeabilidad se modificó de alta a moderada con un decremento de 86.2 % en CTP para
15% CCA. Mientras para reemplazo de CCA+NOS, presentó en general un desempeño
desfavorable con incrementos en CTP respecto al uso individual de CCA, a excepción de
m84.5-15-0.5 que decrementó de 80.8 % en CTP respecto referencia de 28 días de edad y
78.6 % respecto m85-15-0 según se muestra en la Figura 3-36, modificando su permeabilidad
de alta a moderada para m89.5-10-0.5 y m84.5-15-0.5, que a la vez se estuvo más cercana al
límite con permeabilidad baja. La presencia del mayor desempeño con el uso simultaneo de
CCA+NOS se atribuye a la presencia de la menor porosidad total en m84.5-15-0.5, y al efecto
conjunto de CCA+NOS que contrarrestaron el demerito de propiedades que provee el SP,
dando como resultado una menor CTP.

113
Figura 3-35. Permeabilidad de Cloruros según Carga Pasada, A/cm=0.50.
Figura 3-36. Porcentaje de CTP según referencia a 28 días, A/cm=0.50.
La tendencia de la CTP respecto a la porosidad total se muestra en la Figura 3-37 para edad de
28 y 90 días, siendo la CTP proporcional a la porosidad, e independiente a la edad. Con el

114
incremento de la porosidad total se obtuvieron mayores CTP, lo cual se atribuye al
crecimiento en paralelo de la porosidad efectiva en la masa del mortero.
Figura 3-37. Porosidad Total vs Carga Total Pasada en morteros, 28 y 90 días A/cm=0.50.
De forma similar, la tendencia de la CTP respecto a la e se muestra en Figura 3-38 para edad de
28 días, siendo la CTP proporcional a la e. Con el incremento de la e se obtuvieron mayores
CTP, lo cual se atribuye a la facilidad de flujo de líquidos que se permite con el incremento de
e.
Figura 3-38. Porosidad Efectiva vs Carga Total Pasada en morteros, 28 días A/cm=0.50.

115
En base a los resultados, el incremento en reemplazo de CPO por CCA en uso individual
presenta menores permeabilidades, mientras el beneficio del desempeño por incrementos en
reemplazo por CCA+NOS se presenta a edades de 90 días y contenidos de 15% CCA, siendo
atribuido al efecto sinérgico de CCA+NOS, que superan el demerito en desempeño de
propiedades provisto por el uso de SP en la elaboración de la mezcla.
3.5 FASE V
3.5.1 Tiempos de Fraguado Inicial y Final
En pastas y morteros, se presentan decrementos en los tiempos de fraguado con el incremento
de reemplazo o adición del contenido de NOS en la mezcla cementicia (Pacheco y Jalali,
2011; Singh et al., 2013), situación similar se tiene en concretos con reemplazos de NOS en
presencia de CCA (Sadrmomtazi1 y Barzegar, 2010), investigadores han logrado reducir los
tiempos de fraguado con el uso combinado de MS y NS, hasta un 25% con 10% NS en uso
individual y 40% en uso combinado con 5% MS y 7.5% NS (Bahaa, 2014), además con uso de
altos contenidos de MS y escoria + 2% NOS es posible reducir tiempos con mayor
rendimiento que CV + escoria + 2% NOS (Zhang and Islam, 2012), mientras que con el
reemplazo individual de CCA negra, se han logrado decrementos en tiempos de fraguado de
hasta un 65% para reemplazos de 50%CCA y 20-30% para 30% CCA (Chatveera and
Lertwattanaruk, 2014; Sathawane et al., 2013). En pastas de cemento elaboradas, ver Figura
3-39 y Figura 3-40, los tiempos de fraguado con reemplazos de CPO por CCA y NOS se
muestran en la Tabla 3-15, para p100-0-0 los tiempos de fraguado fueron 2:38 h en inicial, y
5:23 h en final, decreciendo con incrementos en reemplazo individual de CCA hasta 6.3% en
tiempo inicial y 35% en final para 15% CCA, mientras con reemplazo individual de NOS
3.8% en tiempo inicial y 12.7% en final. En el caso de reemplazos de CCA+NOS decreció
hasta 7.0% en tiempo inicial y 36.9% en final. El decremento en tiempos de fraguado se
atribuye a la mayor área superficial y mayor reactividad de los reemplazos.

116
Tabla 3-15. Tiempos de Fraguado de Pastas Cementicias
Mezcla Tiempo de Fraguado (h)
Inicial Final
p100-0-0 2:38 5:23
p95-5-0 2:33 4:08
p90-10-0 2:30 3:51
p85-15-0 2:28 3:30
p99.5-0-0.5 2:32 4:42
p94.5-5-0.5 2:30 3:54
p89.5-10-0.5 2:28 3:47
p84.5-15-0.5 2:27 3:27
Figura 3-39. Determinación de consistencia normal de la pasta.
Figura 3-40. Determinación de tiempo de Fraguado inicial y final.

117
El tiempo de fraguado inicial referenciado decreció con incrementos en reemplazo individual
de CCA así como en uso simultaneo de CCA+NOS, siendo menor la diferencia entre los
tiempos de fraguado con y sin contenidos de NOS con el incremento del contenido de CCA,
3.8% en ausencia de NOS y 0.6% con 0.5% de NOS, con decrementos graduales a mayor
contenido de CCA según se muestra en Figura 3-41 y Figura 3-42. Para el tiempo de fraguado
final referenciado y de manera similar, la diferencia fue de 12.7% en ausencia de NOS y 0.9%
con 0.5% de NOS, siendo a partir de un 10% de CCA las diferencias menores a 1.2%. Debido
a que la menor diferencia entre los tiempo de fraguado con el incremento de CCA, aun cuando
se tienen contenidos de NOS, los tiempos de fraguado inicial como final en mezclas
cementicias con contenidos individuales de CCA son el límite superior para las mezclas con
contenidos de CCA+NOS.
Figura 3-41. Tiempo de fraguado inicial referido a m100-0-0.

118
Figura 3-42. Tiempo de fraguado final referido a m100-0-0.
En conclusión, el aumento de contenidos de CCA y NOS decrece los tiempos de fraguado de
una mezcla cementicia debido al incremento de mayor área superficial y mayor reactividad de
los reemplazos, además de la generación de un gran número de sitios de nucleación para los
productos de hidratación que inducen a una distribución más homogénea de CSH,
confirmando el demerito en las propiedades causado por SP al retardar el tiempo de fraguado
de la mezcla cementicia.

119
4 CONCLUSIONES
Los resultados la presente investigación demuestran que:
La fabricación de morteros con consistencia plástica según ASTM C 1437-99 con reemplazo
de CPO por CCA y NOS es posible mediante el uso de SP, dispersión por ultrasonido del NOS
y procedimiento diseñado en investigación. El uso de SP demerita el desempeño de la sinergia
generada por el uso simultaneo de CCA y NOS en las propiedades del morteros, debido a los
altos porcentajes de uso para fabricación de mezclas, presentando generalmente beneficios en
el desempeño hasta 90 días de edad.
Las propiedades físicas y químicas de los materiales cementantes y agregados utilizados para
la elaboración de las mezclas de morteros cumplen con las normas ASTM C 33-03 y ASTM
C618-05, siendo adecuados para ser utilizados en la fabricación de morteros de consistencia
plástica.
Es factible lograr la fluidez correspondiente a morteros con consistencia plástica según ASTM
C 1437-99 mediante la adición de 1.0 a 5.2 % de SP, siendo la cantidad de SP proporcional al
contenido de CCA y NOS, y dependiente del agua absorbida inicialmente en los agregados al
realizar la mezcla.
El reemplazo de CPO por CCA y NOS en uso simultaneo en morteros de consistencia plástica
presenta un mejor desempeño de porosidad, absorción, resistencia mecánica y a la corrosión,
debido al efecto sinérgico de los reemplazos, y a la distribución más homogénea de CSH, a
pesar del demerito en las propiedades generado por SP.
El desempeño de la resistencia a la compresión de morteros endurecidos logrado por el
reemplazo de CPO por CCA+NOS en uso simultaneo es más efectivo que su reemplazo
individual, siendo retardado los efectos en los beneficios por el uso de SP. Para ambas
relaciones A/Cm, se logró mayor efectividad en el desempeño a los 90 días de curado.
La porosidad total en los morteros con A/Cm=0.50 superaron en desempeño a A/Cm=0.60,
desarrollando con el uso de NOS menores porosidades hasta los 90 días, lo cual se atribuyó al
retardo en el tiempo de fraguado provocado por el uso de SP. El reemplazo de CPO por
CCA+NOS, presenta mayor desempeño respecto a reemplazos individuales, debido al efecto

120
sinérgico que se tiene en el relleno de los vacios de la red de poros de la matriz cementicia, y a
la generación de masa más compacta.
El reemplazo de CPO por CCA y NOS incrementa el desempeño de los morteros endurecidos
según resultados de PACyPE, presentando la menor porosidad efectiva, mayor resistencia a la
penetración de agua y menor absorción capilar al realizar reemplazo conjuntos de 10% de
CCA y 0.5% de NOS. Los productos de hidratación generados y la distribución homogénea de
C-H-S son los precursores del incremento en el desempeño, debido a la obstrucción que
producen en la red de poros capilares, lo cual beneficia desempeño de las propiedades de
absorción. Al obtenerse beneficios en estas propiedades, se contribuye en los morteros
reforzado a retardar el tiempo de llegada de los fluidos a la superficie del refuerzo y por
consecuencia retarda también el tiempo de llegada de las sustancias agresivas para el acero
que puedes ser transportadas por la solución de poro contenida en la red de poros de la matriz
cementicia de los morteros.
Referente a la absorción superficial, la obtención del máximo desempeño en 10% CCA y 0.5%
NOS, en uso simultaneo, se atribuye a la presencia de la mínima porosidad efectiva y a la
generación de un gran número de sitios de nucleación por los productos de hidratación, que
inducen a una distribución más homogénea de CSH y por lo tanto, a una reducción en los
vacios y la interconexión de los mismos en la red de poros, aunado al mayor contenido de SP
para m84.5-15-0.5 que tiene un efecto de demerito en sus propiedades de porosidad y
permeabilidad. La propiedad de la absorción incrementa desempeño con el reemplazo de CPO
por CCA y NOS, ya sea en uso individual o simultaneo.
El aumento en el desempeño de la resistencia a la corrosión se atribuye a la presencia de
menor porosidad efectiva y a su interacción con la resistencia mecánica, presentando mayor
desempeño con reemplazo de CPO por CCA+NOS en uso simultaneo. La CACI proporciona
un parámetro de comparación indirecto donde combina el efecto de porosidad y resistencia a
la compresión de la matriz cementante definiendo la resistencia a la corrosión de un mortero
reforzado.
El incremento en reemplazo de CPO por CCA en uso individual presenta menores
permeabilidades, mientras el beneficio del desempeño por incrementos en reemplazo por

121
CCA+NOS se presenta a edades de 90 días y contenidos de 15% CCA, siendo atribuido al
efecto sinérgico de CCA+NOS, que superan el demerito en desempeño de propiedades
proveído por el uso de SP en la elaboración de la mezcla.
El aumento de contenidos de CCA y NOS decrece los tiempos de fraguado de una mezcla
cementicia debido al incremento de mayor área superficial y mayor reactividad de los
reemplazos, además de la generación de un gran número de sitios de nucleación para los
productos de hidratación que inducen a una distribución más homogénea de CSH,
confirmando el demerito en las propiedades causado por SP al retardar el tiempo de fraguado
de la mezcla cementicia.
La durabilidad de los morteros con consistencia plástica presenta incrementos con el
reemplazo de CPO por CCA+NOS en uso simultaneo. El contenido optimo del reemplazo está
en función de la relación Agua/Cemento y el contenido de NOS, para relación de 0.60 resulta
optimo el uso de 10%CCA+1%NOS, mientras para la relación de 0.50 y contenido bajo de
NOS resulta optimo el uso de 15%CCA+0.5%NOS.
5 RECOMENDACIONES PARA TRABAJOS POSTERIORES.
Las siguientes recomendaciones van encausadas a la continuación del presente trabajo, así
como mejoras y ramas de la investigación que se puedes realizar relacionadas con los morteros
con reemplazo de CPO por CCA y NOS:
1) Estudio de morteros en otros ambientes agresivos, sulfatos, ácidos, entre otros.
2) Estudio de la Cinética de la corrosión de morteros reforzados.
3) Realización de investigación con diferentes tipos de SP y diversas relacione A/Cm.
4) Estudio de la incorporación de otros tipos de cenizas en usos simultáneos.

122
6 REFERENCIAS
A. A. Ramezanianpour, M. Mahdi khani and G. Ahmadibeni, The effect of rice husk ash on
mechanical properties and durability of sustainable concretes, International Journal of Civil
Engineerng, 7 (2009) 83-91.
A. A. Ramezanianpour, M. Mahdi khani y G. Ahmadibeni, The effect of rice husk ash on
mechanical properties and durability of sustainable concretes. International Journal of Civil
Engineerng, 2009. 7(2):p. 83-91.
A. Chaipanich, T. Nochaiya, W. Wongkeo y P. Torkittikul, Compressive strength and
microstructure of carbon nanotubes–fly ash cement composites. Materials Science and
Engineering A, 2010. 527(35-39):p. 1063–1067.
A. Cobo-Escamilla, La corrosión de armaduras, En: Torán S.A., Corrosión de armaduras en
estructuras de hormigón armado: causas y procedimientos de rehabilitación. Madrid, España.
1-55, 2002.
A. Hadj-sadok, S. Kenai, L. Courard y A. Darimont, Microstructure and durability of mortars
modified with medium active blast furnace slag. Construction and Building Materials, 2011.
25:p. 1018–1025.
A. M. Rashad, Review - A comprehensive overview about the effect of nano-SiO2 on some
properties of traditional cementitious materials and alkali-activated fly ash, Construction and
Building Materials, 52 (2014) 437–464.
A. Mohamed, Controlling corrosion in Steel Bars, En:Taylor & Francis Group, steel
reinforced concrete structures, assessment and repair of corrosion. United States of America.
105-122, 2008.
A. Naji Givi, S. A. Rashid, F. N. A. Aziz and M. A. Mohd Salleh, The effects of lime solution
on the properties of SiO2 nanoparticles binary blended concrete, Composites: Part B, 42
(2011) 562-569.

123
A. Naji Givi, S. A. Rashid, F. N. A. Aziz and M. A. Mohd Salleh, Experimental investigation
of the size effects of SiO2 nano-particles on the mechanical properties of binary blended
concrete, Composites: Part B, 41 (2010) 673-677.
A. Naji Givi, S. A. Rashid, F. N. A. Aziz y M. A. Mohd Salleh, Experimental investigation of
the size effects of SiO2 nano-particles on the mechanical properties of binary blended
concrete. Composites: Part B, 2010. 41(8):p. 673-677.
A. Naji Givi, S. A. Rashid, F. N. A. Aziz y M. A. Mohd Salleh, The effects of lime solution on
the properties of SiO2 nanoparticles binary blended concrete. Composites: Part B, 2011.
42(3):p. 562-569.
A. Najigivi, S. A. Rashid, F. N. A. Aziz and M. A. Mohd Salleh, Water absorption control of
ternary blended concrete with nano-SiO2 in presence of rice husk ash, Materials and
Structures, 45 (2012) 1007-1017.
A. Najigivi, S. Abdul Rashid, F. N. A. Aziz, M. A. Mohd Salleh, Water absorption control of
ternary blended concrete with nano-SiO2 in presence of rice husk ash , Materials and
Structures, 45 (2012) 1007–1017.
A. Nazari and S. Riahi, The effect of TiO2 nanoparticles on water permeability and thermal
and mechanical properties of high strength self-compacting concrete, Materials Science and
Engineering A, 528 (2010) 756-763.
A. Nazari and S. Riahi, The effects of SiO2 nanoparticles on physical and mechanical
properties of high strength compacting concrete, Composites: Part B, 42 (2011) 570-578.
A. Nazari and S. Riahi, ZrO2 Nanoparticles’ Effects on Split Tensile Strength of Self
Compacting Concrete, Materials Research, 57 (2008) 243-250.
A. Nazari y S. Riahi, The effect of TiO2 nanoparticles on water permeability and thermal and
mechanical properties of high strength self-compacting concrete. Materials Science and
Engineering A, 2010. 528(4):p. 756-763.
A. Nazari y S. Riahi, The effects of SiO2 nanoparticles on physical and mechanical properties
of high strength compacting concrete. Composites: Part B, 2011. 42(3):p. 570-578.

124
A. Nazari y S. Riahi, ZrO2 Nanoparticles’ Effects on Split Tensile Strength of Self Compacting
Concrete. Materials Research, 2008. 57(2):p. 243-250.
A. Nazari, S. Riahi, S. Riahi, S. Fatemeh Shamekhi and A. Khademno, The effects of
incorporation Fe2O3 nanoparticles on tensile and flexural strength of concrete, Journal of
American Science, 6 (2010) 90-93.
A. Nazari, S. Riahi, S. Riahi, S. Fatemeh Shamekhi y A. Khademno, The effects of
incorporation Fe2O3 nanoparticles on tensile and flexural strength of concrete. Journal of
American Science, 2010. 6(4):p. 90-93.
A. Sadrmomtazi, F. Kheirkhah, A. Fasihi and A. K. Haghi, Properties of Rice Husk Ash
Concrete Containing Nano-SiO2, Second International Conference on Sustainable
Construction Materials and Technologies, (2010), Università Politecnica delle Marche,
Ancona, Italy. Main Proceedings ed. J Zachar, P Claisse, T R Naik, E Ganjian. ISBN 978-1-
4507-1490-7, http://www.claisse.info/Proceedings.htm.
A. Sadrmomtazi1, A. Barzegar, Assessment of the effect of Nano-SiO2 on physical and
A.L.G. Gastaldini, G.C. Isaia, A.P. Saciloto y F. Missau, T.F. Hoppe, Influence of curing time
on the chloride penetration resistance of concrete containing rice husk ash: A technical and
economical feasibility study. Cement & Concrete Composites, 2010. 32(10):p. 783–793.
A.M. Rashad, Review - Effects of ZnO2, ZrO2, Cu2O3, CuO, CaCO3, SF, FA, cement and
geothermal silica waste nanoparticles on properties of cementitious materials – A short guide
for Civil Engineer, Construction and Building Materials, 48 (2013) 1120–1133.
A.N. Givi, S.A. Rashid, F.N.A. Aziz and M.A. Mohd Salleh, Contribution of Rice Husk Ash
to the Properties of Mortar and Concrete: A Review, Construction and Building Materials, 6
(2010) 157–165.
Asocreto, Tecnología del concreto, materiales, propiedades y diseño de mezclas, Tomo 1,
tercera edición, Asociación Colombiana de Productores de Concreto, Nomos Impresores,
Colombia. 2010
125
ASTM C 109/C 109M – 05, Standard Test Method for Compressive Strength of Hydraulic
Cement Mortars (Using 2-in. or [50-mm] Cube Specimens), vol. 04.01 (2005).
ASTM C 1202-97, Standard Test Method for Electrical Indication of Concrete’s Ability to
Resist Chloride Ion Penetration, vol. 04.01 (1997).
ASTM C 128 – 04a, Standard Test Method for Density, Relative Density (Specific Gravity),
and Absorption of Fine Aggregate, vol. 04.02 (2004).
ASTM C 1437-99, Standard Test Method for Flow of Hydraulic Cement Mortar, vol. 04.01
(1999).
ASTM C 1437-99, Standard Test Method for Flow of Hydraulic Cement Mortar, vol. 04.01
(1999).
ASTM C 29/C 29M – 97, Standard Test Method for Bulk Density (“Unit Weight”) and Voids
in Aggregate, vol. 04.02 (2003).
ASTM C 305-12, Standard Practice for Mechanical Mixing of Hydraulic Cement Pastes and
Mortars of Plastic Consistency, vol. 04.01 (2012).
ASTM C 494/C 494M – 05a, Standard Specification for Chemical Admixtures for Concrete,
Book of standards, vol. 04.02 (2005).
ASTM C 566 – 97, Standard Test Method for Total Evaporable Moisture Content of
Aggregate by Drying, vol. 04.02 (2004).
ASTM C 618 – 05, Standard Specification for Coal Fly Ash and Raw or Calcined Natural
Pozzolan for Use as a Mineral Admixture in Concrete, vol. 04.02 (2005).
ASTM C 642–13, Standard Test Method for Density, Absorption, and Voids in Hardened
Concrete1, vol. 04.02 (2013).
ASTM C 70 – 94, Standard Test Method for Surface Moisture in Fine Aggregate, vol. 04.02
(1997).
ASTM C1017 / C1017M - 07, Standard Specification for Chemical Admixtures for Use in
Producing Flowing Concrete, vol. 04.02 (2007).

126
ASTM C1585-13, Standard Test Method for Measurement of Rate of Absorption of Water by
Hydraulic-Cement Concretes, vol. 04.02 (2013).
ASTM C187-04, Normal Consistency of Hydraulic Cement, vol. 04.01 (2004).
ASTM C19 –99, Standard Test Method for Time of Setting of Hydraulic Cement by Vicat
Needle1, vol. 04.01 (1999).
ASTM C-33, Standard specification for concrete aggregates. Annual book of standards. 4.
1999
ASTM C33-03, Standard Specification for Concrete Aggregates, Book of standards, vol.
04.02 (2003).
ASTM C870, Standard Test Method for Prognostication and Construction Evaluation of
Mortars for Plain and Reinforced Unit Masonry1, vol. 04.05 (1997).
ASTM-C144, Standard Specification for Aggregate for Masonry Mortar, vol. 04.05 (2011).
ASTM-C150 Standard specification for portland cement. Annual book of ASTM Standards. 4.
1999
ASTM-C207, Standard Specification for Hydrated Lime for Masonry Purposes, vol. 04.01
(2011).
ASTM-C260, Standard Specification for Air-Entraining Admixtures for Concrete, vol. 04.02
(2010).
ASTM-C270, Standard Specification for Mortar for Unit Masonry, vol. 04.05 (2012).
ASTM-C270, Standard Specification for Mortar for Unit Masonry, vol. 04.05 (2012).
ASTM-C404, Standard Specification for Aggregates for Masonry Grout, vol. 04.02 (2011).
ASTM-C494, Standard Specification for Chemical Admixtures for Concrete, vol. 04.02
(2013).
ASTM-C5, Standard Specification for Quicklime for Structural Purposes, vol. 04.01 (2010).
ASTM-C595, Standard Specification for Blended Hydraulic Cements, vol. 04.01 (2006).

127
ASTM-C91, Standard Specification for Masonry Cement, vol. 04.01 (2012).
B. Chatveera a y P. Lertwattanaruk, Durability of conventional concretes containing black
rice husk ash. Journal of Environmental Management, 2011. 92(1):p. 59-66.
B. Chatveera and P. Lertwattanaruk, Evaluation of nitric and acetic acid resistance of cement
mortars containing high-volume black rice husk ash , Journal of Environmental Management,
133 (2014) 365-373.
B. Chatveera y P. Lertwattanaruk, Evaluation of sulfate resistance of cement mortars
containing black rice husk ash. Journal of Environmental Management, 2009. 90(3):p. 1435–
1441.
B. Chatveeraa and P. Lertwattanaruk, Durability of conventional concretes containing black
rice husk ash, Journal of Environmental Management, 92 (2011) 59-66.
B. H. Abu Bakar, R. Putrajaya and H. Abdulaziz, Malaysian rice husk ash – improving the
durability and corrosion resistance of concrete: Pre-review, Concrete Research Letters, 1
(2010) 6–13.
B. H. Abu Bakar, R. Putrajaya and H. Abdulaziz, Malaysian rice husk ash – improving the
durability and corrosion resistance of concrete: Pre-review. Concrete Research Letters, 2010.
1(1):p. 6–13.
C. H. K. Lam, A. W. M. Ip, J. P. Barford and G. McKay, Use of Incineration MSW Ash: A
Review, Sustainability, 2 (2010) 1943-1968.
C. H. K. Lam, A. W. M. Ip, J. P. Barford and G. McKay, Use of Incineration MSW Ash: A
Review. Sustainability, 2010. 2(7):p. 1943-1968.
C. J. Tsai , R. Huang , W. T. Lin y H. N. Wang, Mechanical and cementitious characteristics
of ground granulated blast furnace slag and basic oxygen furnace slag blended mortar.
Materials and Design, 2014. 60:p. 267–273.
D. Chen y S. Mahadevan, Chloride-induced reinforcement corrosion and concrete cracking
simulation. Cement & concrete composites. 30: 227-238, 2008.
D. Sanchez De Guzman, Concretos y Morteros, Manejo y colocación en obra, Segunda

128
edición sexta reimpresión, Instituto del concreto, Bhandar Editores LTDA, Colombia. 2006
D. Sanchez de Guzman, Tecnologia del concreto y el mortero, Quinta edición, Bhandar
Editores LTDA, Colombia. 2001
D. Sanchez de Guzman, Tecnologia del concreto y el mortero, Quinta edición, Bhandar
Editores LTDA, Colombia. 2001
D.F. Lin, K.L. Lin, W.C. Chang, H.L. Luo and M.Q. Cai, Improvements of nano-SiO2 on
sludge/fly ash mortar, Waste Management, 28 (2008) 1081–1087.
D.F. Lin, K.L. Lin, W.C. Chang, H.L. Luo y M.Q. Cai, Improvements of nano-SiO2 on
sludge/fly ash mortar. Waste Management, 2008. 28(6):p. 1081–1087.
E.M.R. Fairbairn, B. B. Americano, G. C. Cordeiro, T. P. Paula, R. D. Toledo Filho y M. M.
Silvoso, Cement replacement by sugar cane bagasse ash: CO2 emissions reduction and
potential for carbon credits. Journal of Environmental Management, 2010. 91:p. 1864-1871.
E.P. Nielsen y M.R. Geiker, Chloride diffusion in partially saturated cementitious material.
Cement and Concrete Research. 33: 133-138, 2003.
F. Barneron, V. Baroghel-Bouny, H. Zanni, B. Bressor, J.P. Caillerie, L. Malosse y Z. Gan,
Interactions between chloride and cement-paste materials. Magnetic resonance imaging. 23:
267-272, 2005.
F. Pacheco Torgal , S. Jalali, Nanotechnology: Advantages and drawbacks in the field of
construction and building materials. Construction and Building Materials, 2011. 25(2):p. 582-
590.
F. Pacheco Torgal and S. Jalali, Nanotechnology: Advantages and drawbacks in the field of
construction and building materials Review, Construction and Building Materials, 25 (2011)
582-590.
G. F. Hays, World Corrosion Organization. NACE Europe Board, CORRODIA. Fall 2010,
2010. Disponible en http://events.nace.org/euro/corrodia/Fall_2010/wco.asp.
G. F. Hays, World Corrosion Organization. NACE Europe Board, CORRODIA. Fall 2010,
2010. Disponible en http://events.nace.org/euro/corrodia/

129
G. Li, Properties of high-volume fly ash concrete incorporating nano-SiO2, Cement and
Concrete Research, 34 (2004) 1043–1049.
G. Li, Properties of high-volume fly ash concrete incorporating nano-SiO2. Cement and
Concrete Research, 2004. 34(6):p. 1043–1049.
G.C. Cordeiro, R.D. Toledo Filho, L.M. Tavares y E.M.R. Fairbairn, Pozzolanic activity and
filler effect of sugar cane bagasse ash in Portland cement and lime mortars. Cement &
Concrete Composites, 2008. 30:p. 410–418.
H. Li, H. G. Xiao, J. Yuan and J. Ou, Microstructure of cement mortar with nano-particles,
Composites Part B: Engineering, 35 (2004) 185-189.
H. Noorvanda, A. Abang , R. Demirboga, N. Farzadnia y H. Noorvand, Incorporation of nano-
TiO2 in black rice husk ash mortars, Construction and Building Materials, 47 (2013) 1350–
1361.
H. W. Song and V. Saraswathy, Studies on the corrosion resistance of reinforced steel in
concrete with ground granulated blast-furnace slag—An overview, Journal of Hazardous
Materials, 138 (2006) 226–233.
H. W. Song y V. Saraswathy, Studies on the corrosion resistance of reinforced steel in
concrete with ground granulated blast-furnace slag—An overview. Journal of Hazardous
Materials, 2006. 138(2):p. 226–233.
H.L. Luo, W.T. Kuo and D.F. Lin, The Application of Waterworks Sludge Ash to Stabilize the
Volume of Cement Paste, Water science and technology, 42 (2011) 570-578.
H.L. Luo, W.T. Kuo y D.F. Lin, The Application of Waterworks Sludge Ash to Stabilize the
Volume of Cement Paste. Water science and technology, 2011. 42(3):p. 570-578.
J. Ávila , J. Genescá, ¿Porque existe la corrosión?, En: Fondo de Cultura económica, Más allá
de la herrumbre, 2nd Edición. México D.F. , 1996. p.14-23.
J. Blyszko, W. Kiernozycki, N. Guskos, G. Zolnierkiewicz, J. Typek, U. Narkiewicz y M.
Podsiadly, Study of mechanical properties of concrete with low concentration of magnetic
nanoparticles. Journal of Non-Crystalline Solids, 2008. 354(35-39):p. 4515–4518.

130
J.P. Broomfield, Condition evaluation, En: Taylor & Francis Group, Corrosion of steel in
concrete, 2nd Edition. London and New York. 31-102, 2007.
J.P. Broomfield, Corrosion of steel in concrete, En: Taylor & Francis Group, Corrosion of
steel in concrete, 2nd Edition. London and New York. 6-15, 2007.
J.P. Broomfield, Modelling and calculating corrosion, En: Taylor & Francis Group, Corrosion
of steel in concrete, 2nd Edition. London and New York. 227-243, 2007.
K. Ganesan and K. Rajagopal, Evaluation of bagasse ash as corrosion resisting admixture for
carbon steel in concrete, Anti-Corrosion Methods and Materials, 54 (2007) 230-236.
K. Ganesan y K. Rajagopal, Evaluation of bagasse ash as corrosion resisting admixture for
carbon steel in concrete. Anti-Corrosion Methods and Materials, 2007. 54(4):p. 230-236.
K. Yildirima y M. Sümerb, Effects of sodium chloride and magnesium sulfate concentration
on the durability of cement mortar with and without fly ash. Composites: Part B, 2013. 52 :p.
56-61.
K.L. Lin, W.C. Chang, D.F. Lin, H.L. Luo and M.C. Tsai, Effects of nano-SiO2 and different
ash particle sizes on sludge ash–cement mortar, Journal of Environmental Management, 88
(2008) 708–714.
K.L. Lin, W.C. Chang, D.F. Lin, H.L. Luo y M.C. Tsai, Effects of nano-SiO2 and different ash
particle sizes on sludge ash–cement mortar. Journal of Environmental Management, 2008.
88(4):p. 708–714.
L. Bertolini, B. Elsener, P. Pedeferry y R. Polder, Chloride-induced corrosion, En:WILEY-
VCH Verlag GmbH & Co. KGaA Weinheim, Corrosion of steel in concrete, prevention,
diagnosis, repair, 1st Edition. Federal Republic of Germany. 91-108, 2004.
L. Bertolini, B. Elsener, P. Pedeferry y R. Polder, Diagnosis, En:WILEY-VCH Verlag GmbH
& Co. KGaA Weinheim, Corrosion of steel in concrete, prevention, diagnosis, repair, 1st
Edition. Federal Republic of Germany. 271-298, 2004.
L. Hanzic and L. Ilic, Relationship between liquid sorptivity and capillarity in concrete,
Cement and Concrete Research, 33 (2003) 1385–1388.
131
L. Senff, D. Hotza , W.L. Repette , V. M. Ferreira an J. A. Labrincha, Mortars with nano-SiO2
and micro-SiO2 investigated by experimental design , Construction and Building Materials,
24 (2010) 1432–1437.
L.P. Singh, S.R. Karade, S.K. Bhattacharyya, M.M. Yousuf and S. Ahalawat, Beneficial role
of nanosilica in cement based materials – A review, Construction and Building Materials, 47
(2013) 1069–1077.
M. Bohác and M. Gregerova, The influence of blast-furnace slag hydration products on
microcracking of concrete, Materials Characterization, 60 (2009) 729–734.
M. Bohác y M. Gregerova, The influence of blast-furnace slag hydration products on
microcracking of concrete. Materials Characterization, 2009. 60(7):p. 729–734.
M. H. Rashid, M. K. Ali Molla y T. U. Ahmed, Mortar Incorporating Rice Husk Ash: Strength
and Porosity. European Journal of Scientific Research, 2010. 40(3):p. 471-477.
M. Jamil, A.B.M.A. Kaish, S.N. Raman and M.F.M. Zain, Pozzolanic contribution of rice
husk ash in cementitious system, Construction and Building Materials, 47 (2013) 588–593.
M. Radlinski and J. Olek, Investigation into the synergistic effects in ternary cementitious
systems containing portland cement, fly ash and silica fume , Cement & Concrete Composites,
34 (2012) 451–459.
M. Sahmaran and V.C. Li, Study Durability properties of micro-cracked ECC containing high
volumes fly ash, Cement and Concrete Research, 39 (2009) 1033–1043.
M. Sahmaran y V.C. Li, Study Durability properties of micro-cracked ECC containing high
volumes fly ash. Cement and Concrete Research, 2009. 39(11):p. 1033–1043.
M. V. Madurwara , R. V. Ralegaonkara, S. A. Mandavgane, Application of agro-waste for
sustainable construction materials: A review. Construction and Building Materials, 2013.
38:p. 872–878.
M.F.M. Zain, M.N. Islam y F. Mahmud, M. Jamil, Production of rice husk ash for use in
concrete as a supplementary cementitious material. Construction and Building Materials,
2011. 25(2):p. 798-805.

132
M.H. Zhang and J. Islam, Use of nano-silica to reduce setting time and increase early strength
of concretes with high volumes of fly ash or slag , Construction and Building Materials, 29
(2012) 573–580.
M.J. Pellegrini Cervantes, A. Borunda Terrazas, G. Fajardo San Miguel, F. Almeraya
Calderon, C.P. Barrios Durstewitz and A. Martinez Villafañe, Resistance to chloride
penetration of mortar containing rice husk ash and Nano-SiO2, XXII International Materials
Research Congress, Agosto 2013.
M.J. Pellegrini Cervantes, F. Almeraya Calderon, A. Borunda Terrazas, R.G. Bautista
Margulis, J.G. Chacón Nava, G. Fajardo San Miguel , J.L. Almaral Sanchez, C.P. Barrios
Durstewitz and A. Martinez Villafañe, Corrosion Resistance, Porosity and Strength of Blended
Portland Cement Mortar Containing Rice Husk Ash And Nano-SiO2, International Journal of
Electrochemical Science, 8 (2013) 10697 - 10710.
M.J. Pellegrini Cervantes, F. Almeraya Calderon, F.J. Baldenebro Lopez, R.E. Nuñez Jaquez,
G. Fajardo San Miguel, J.G. Chacón Nava, C.P. Barrios Durstewitz, A. Martinez Villafañe,
Chloride Penetration in mortars with replacements of rice husk Ash and nano-SiO2, IOSR
Journal of Engineering (IOSRJEN), 3 (2013) 24-30.
M.R. Karim, M.F.M. Zain, M. Jamil, F.C. Lai and M.N. Islam, Strength of Mortar and
Concrete as Influenced by Rice Husk Ash: A Review, World Applied Sciences Journal, 19
(2012) 1501-1513.
mechanical properties of self-compacting concrete containing rice husk ash, Second
International Conference on Sustainable Construction Materials and Technologies, (2010),
Università Politecnica delle Marche, Ancona, Italy. Web only Papers.
http://www.claisse.info/Proceedings.htm.
NACE, I., 21113 NACE International standard. NACE SP0107-2007. 2007
N-CMT-3-04-002/05, CMT. Características de los materiales. SCT, 2005.
NMX-C-414-ONNCCE. Industry of the construction, hydraulic cements, specifications and
methods of test. 1999
133
P. Chindaprasirt , C. Jaturapitakkul and U. Rattanasak, Influence of fineness of rice husk ash
and additives on the properties of lightweight aggregate, Fuel, 88 (2009) 158–162.
P. Chindaprasirt and S. Rukzon, Strength, porosity and corrosion resistance of ternary blend
Portland cement, rice husk ash and fly ash mortar, Construction and Building Materials, 22
(2008) 1601-1606.
P. Chindaprasirt, C. Chotithanorm, H.T. Cao and V. Sirivivatnanon, Influence of fly ash
fineness on the chloride penetration of concrete, Construction and Building Materials, 21
(2007) 356–361.
P. Chindaprasirt, C. Chotithanorm, H.T. Cao y V. Sirivivatnanon, Influence of fly ash fineness
on the chloride penetration of concrete. Construction and Building Materials, 2007. 21(2):p.
356–361.
P. Chindaprasirt, S. Rukzon and V. Sirivivatnanon, Resistance to chloride penetration of
blended Portland cement mortar containing palm oil fuel ash, rice husk ash and fly ash,
Construction and Building Materials, 22(5):p. 932–938
P. Chindaprasirta , S. Homwuttiwongb and C. Jaturapitakkulb, Strength and water
permeability of concrete containing palm oil fuel ash and rice husk–bark ash, Construction
and Building Materials, 21 (2007) 1492–1499.
P. Garcés, L.G. Andión , E. Zornoza , M. Bonilla y J. Payá, The effect of processed fly ashes
on the durability and the corrosion of steel rebars embedded in cement–modified fly ash
mortars. Cement & Concrete Composites, 2010. 32(3):p. 204–210.
P.K. Mehta, Rice husk ash – a unique supplementary cementing material, In: Advances in
concrete technology, 2nd ed.(1994) 419–44.
P.K. Metha. The chemistry and technology of cement made from rice husk ash.
UNIDO/ESCAP/RCTT. In: Proceeding of work shop on rice husk ash cement, Peshawar,
Pakistan. Bangalore, India: Regional Center for Technology Transfer, (1979) 113–22.
R. Kh. Ibrahim, R. Hamid y M.R. Taha, Fire resistance of high-volume fly ash mortars with
nanosilica addition Construction and Building Materials, 2012. 36:p. 779–786.

134
R. Khan , A. Jabbar , I. Ahmad , W. Khan , A. N. Khan and J. Mirza, Reduction in
environmental problems using rice-husk ash in concrete, Construction and Building Materials,
30 (2012) 360–365.
R. Kumar and B. Bhattacharjee, Assessment of permeation quality of concrete through
mercury intrusion porosimetry, Cement and Concrete Research, 34 (2004) 321-328.
R. Kumar and B. Bhattacharjee, Study on some factors affecting the results in the use of MIP
method in concrete research, Cement and Concrete Research, 33 (2003) 417-424.
R. Manoharan, P. Jayabalan and K. Palanisamy, Effect of chemical admixture on corrosion
resistance of reinforced steel rods in concrete, ARPN Journal of Engineering and Applied
Sciences, 4 (2009) 13–26.
R. Manoharan, P. Jayabalan y K. Palanisamy, Effect of chemical admixture on corrosion
resistance of reinforced steel rods in concrete. ARPN Journal of Engineering and Applied
Sciences, 2009. 4(1):p. 13–26.
R.M. Ferraro y A. Nanni, Effect of off-white rice husk ash on strength, porosity, conductivity
and corrosion resistance of white concrete. Construction and Building Materials, 2012. 31:p.
220–225.
Reporte técnico No. FHWA-RD-01-156, Corrosion Costs and Preventative Strategies in the
United States , M.P. Materials Performance, 2002. p. 3.
RILEM Recommendation. Water absortion under low pressure, pipe method test. RILLEM.
No. II.4. Paris, 1980.
S. Ali, F. Ali, The role of nano-SiO2 in the mechanical properties of RHA composite cement
mortars , Nanotechnol Nanosci, 2 (2011) 42–45.
S. Donatello, A. Palomo y A. Fernández-Jiménez, Durability of very high volume fly ash
cement pastes and mortars in aggressive solutions. Cemen t & Concret e Composites, 2013.
38 :p. 12-20.
135
S. Musso , J. M. Tulliani, G. Ferro and A. Tagliaferro, Influence of carbon nanotubes structure
on the mechanical behavior of cement composites, Composites Science and Technology, 69
(2009) 1985–1990.
S. Musso , J. M. Tulliani, G. Ferro y A. Tagliaferro, Influence of carbon nanotubes structure
on the mechanical behavior of cement composites. Composites Science and Technology, 2009.
69(11-12):p. 1985–1990.
S. Rukzon and P. Chindaprasirt, Durability An Experimental Investigation of the Carbonation
of Blended Portland Cement Palm Oil Fuel Ash Mortar in an Indoor Environment, Indoor
Built Environment, 18 (2009) 313-318.
S. Rukzon y P. Chindaprasirt, Durability An Experimental Investigation of the Carbonation of
Blended Portland Cement Palm Oil Fuel Ash Mortar in an Indoor Environment. Indoor Built
Environment, 2009. 18(4):p. 313-318.
S. Rukzon, P. Chindaprasirt and R. Mahachai, Effect of grinding on chemical and physical
properties of rice husk ash, International Journal of Minerals, Metallurgy and Materials, 16
(2009) 242-247.
S. Wansom, N.J. Kidner, L.Y. Woo y T.O. Mason, AC-impedance response of multi-walled
carbon nanotube/cement composites. Cement & Concrete Composites, 2006. 28(6):p. 509-
519.
S.H. Sathawane,V.S. Vairagade and K.S. Kene, Combine Effect of Rice Husk Ash and Fly
Ash on Concrete by 30% Cement Replacement , Procedia Engineering, 51 ( 2013 ) 35 – 44.
T T. Nochaiya and A. Chaipanich, Behavior of multi-walled carbon nanotubes on the porosity
and microstructure of cement-based materials, Applied Surface Science, 257 (2011) 1941-
1945.
T. Bahaa, Effect of Utilizing Nano and Micro Silica on Early Properties of Cement Mortar ,
World Applied Sciences Journal, 29 (2014) 370-382.
T. Ji, Preliminary study on the water permeability and microstructure of concrete
incorporating nano-SiO2. Cement and Concrete Research, 2005. 35(10):p. 1943–1947.
136
T. Ji, Properties of high-volume fly ash concrete incorporating nano-SiO2, Cement and
Concrete Research, 35 (2005) 1943–1947.
T. Nochaiya y A. Chaipanich, Behavior of multi-walled carbon nanotubes on the porosity and
microstructure of cement-based materials. Applied Surface Science, 2011. 257(6):p. 1941-
1945.
Tae-Hyun Ha, S. Muralidharan, J.H. Bae, Y.C. Ha, H.G. Lee, K.W. Park and D.K. Kim,
Accelerated short-term techniques to evaluate the corrosion performance of steel in fly ash
blended concrete, Building and Environment, 42 (2007) 78–85.
Tae-Hyun Ha, S. Muralidharan, J.H. Bae, Y.C. Ha, H.G. Lee,, K.W. Park y D.K. Kim,
Accelerated short-term techniques to evaluate the corrosion performance of steel in fly ash
blended concrete. Building and Environment, 2007. 42(1):p. 78–85.
U. I Hernández Toledo, R. Alavéz Ramírez and P.Montes García, Cenizas de coco y hoja de
pino para su uso como puzolana, Naturaleza y Desarrollo, 7 (2009) 34–45.
U. I Hernández Toledo, R. Alavéz Ramírez y P.Montes García , Cenizas de coco y hoja de
pino para su uso como puzolana. Naturaleza y Desarrollo, 2009. 7(2):p. 34–45.
V. Saraswathy and H.W. Song, Corrosion performance of rice husk ash blended concrete,
Construction and Building Materials, 21 (2007) 1779–1784.
V. Saraswathy y H.W. Song, Corrosion performance of rice husk ash blended concrete.
Construction and Building Materials, 2007. 21(8):p. 1779–1784.
V.T.A. Van, C. Rößler, D.D. Bui and H.M. Ludwig, Mesoporous structure and pozzolanic
reactivity of rice husk ash in cementitious system, Construction and Building Materials, 43
(2013) 208–216.
W.T. Tsai and Y.H. Chou, An overview of renewable energy utilization from municipal solid
waste (MSW) incineration in Taiwan, Renewable and Sustainable Energy Reviews, 10 (2006)
491–502.
137
W.T. Tsai y Y.H. Chou, An overview of renewable energy utilization from municipal solid
waste (MSW) incineration in Taiwan. Renewable and Sustainable Energy Reviews, 2006.
10(5):p. 491–502.
Waddell J., D., J., Manual de la construcción con concreto, Tomo I., McGraw Hill, México.
1996
Y. Qing, Z. Zenan , K. Deyu and C. Rongshen, Influence of nano-SiO2 addition on properties
of hardened cement paste as compared with silica fume , Construction and Building Materials,
21 (2007) 539–545.
Y. Qing, Z. Zenan, K. Deyu and C. Rongshen, Influence of nano-SiO2 addition on properties
of hardened cement paste as compared with silica fume, Construction and Building Materials,
21 (2007) 539–545.
Y. Qing, Z. Zenan, K. Deyu y C. Rongshen, Influence of nano-SiO2 addition on properties of
hardened cement paste as compared with silica fume. Construction and Building Materials,
2007. 21(3):p. 539–545.







