Download - ALUMINO FUNDIDO
ESCUELA SUPERIOR POLITECNICA DE CHIMBORAZO
FACULTAD DE MECANICA
ESCUELA DE INGENIERIA MECANICA
LABORATORIO DE MATERIALES
“FUNDICION DE ALUMINIO”
Integrantes : Julio Jácome Alejandro Guamán Pablo Cumbicus Profesor : Ing. Luis Tierra Nivel : VII
Riobamba 31 de julio del 2015
LABORATORIO DE MATERIALES
1. TEMA :
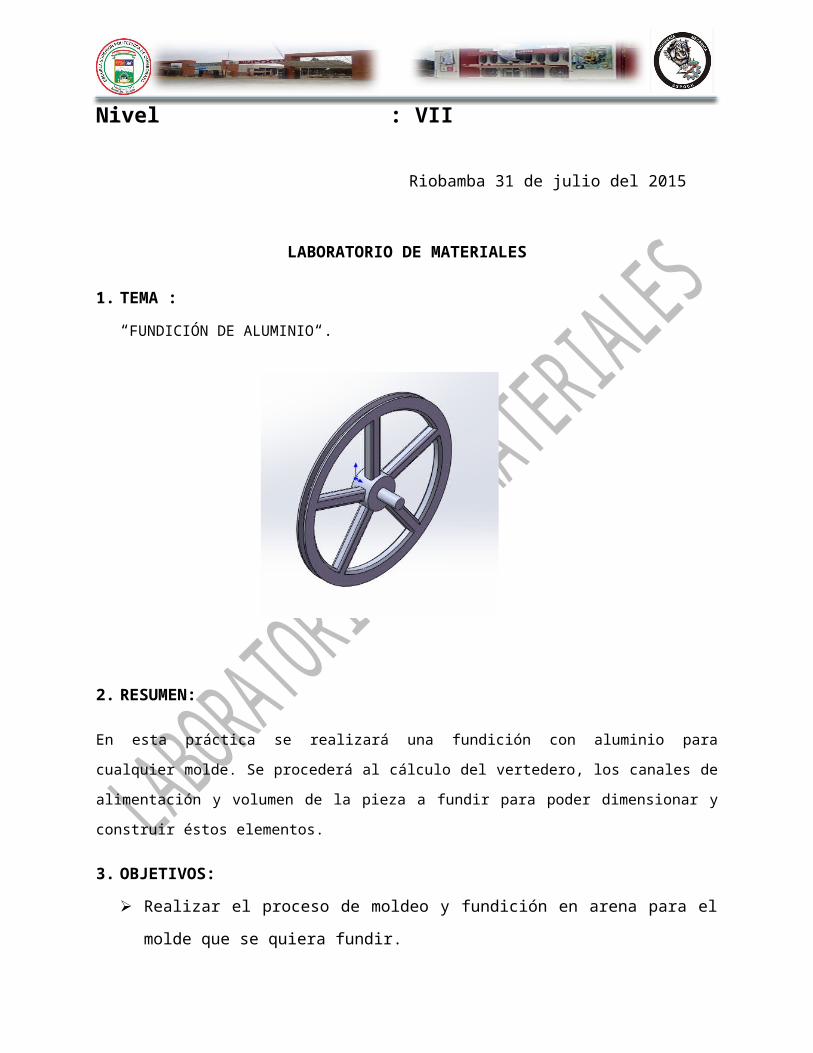
“FUNDICIÓN DE ALUMINIO“.
2. RESUMEN:
En esta práctica se realizará una fundición con aluminio para cualquier molde. Se procederá al cálculo
del vertedero, los canales de alimentación y volumen de la pieza a fundir para poder dimensionar y
construir éstos elementos.
3. OBJETIVOS:
Realizar el proceso de moldeo y fundición en arena para el molde que se quiera fundir.
Conocer las diferentes partes de un sistema de colado de material para el moldeo.
Realizar los cálculos para las vías del sistema de alimentación.
Observar fallas físicas en la pieza moldeada después del colado.
4. INTRODUCCIÓN:
4.1.- MARCO TEÓRICO.
FUNDICIÓN
La fundición es el proceso de fabricación de las
piezas, comúnmente metálicas pero también de plástico, El metal fundido fluye por gravedad u
otra fuerza dentro de un molde donde se solidifica y toma la forma de la cavidad. El proceso
tradicional es la fundición en arena, por ser ésta un material refractario muy abundante en la
naturaleza y que mezclada con arcilla, adquiere cohesión y moldeabilidad sin perder la
permeabilidad que posibilita evacuar los gases del molde al tiempo que se vierte el metal
fundido.
FUNDICIÓN DE ALEACIONES DE ALUMINIO.
Es necesario conocer algunos problemas que se presentan en la fundición disminuyendo la
calidad de la pieza fundida con poros y cavidades, la porosidad puede ser caudada por la
presencia de gases o provocada por la contracción.
La porosidad debida a gases.- La presencia de gases en el metal fundido da lugar a la presencia
de fallas como pueden ser cavidades y porosidades. Este tipo de porosidad es producida por la
separación de gases disueltos en el metal, o por una reacción química durante el periodo del
cambio del estado líquido al estado sólido, los gases se originan en los hornos de fusión por la
humedad del aire de combustión, encontrándose hidrógeno en los metales. Al sobrecalentar el
metal en una atmósfera no muy propicia se incrementa el grado de absorción de los gases por
el metal, es decir que cuando se incrementa la temperatura incrementa la solubilidad de los
gases.
La cantidad de gases retenidos en la pieza fundida depende de la velocidad de enfriamiento de
la misma formando los poros.
También se debe evitar la absorción de oxígeno durante la fusión, el cual es más reducido
cuando se emplean hornos eléctricos con poco exceso de aire.
La porosidad provocada por la contracción.- El metal fundido se enfría disminuyendo su
volumen, este enfriamiento pasa por tres períodos: de la temperatura de colada al estado
líquido; del estado líquido al estado sólido y del estado sólido a la temperatura ambiente [2],
durante estos tres períodos ocurre una contracción del metal.
Durante el período del paso de sólido a líquido se
forman las cavidades y porosidades provocadas por la contracción de la pieza que se solidifica
última.
La contracción del volumen en las aleaciones de aluminio es del 6 %, para obtener piezas
fundidas de buena calidad es necesario realizar un buen diseño de alimentación es decir el
tamaño de las secciones deberá gradualmente incrementarse hasta los canales de subida, de
esta manera las cavidades formadas por la contracción se formaran únicamente en los canales
de alimentación.
Hay que señalar los granos de una pieza fundida dependen de la temperatura de colada, es
decir un enfriamiento rápido provoca un grano fino y viceversa.
MOLDES
Las propiedades de las arenas de moldeo dependen principalmente del tamaño de la pieza a
fundir, para piezas pequeñas será suficiente una resistencia a la compresión de 0.2 a 0.4
kg/cm2 y para piezas mayores de 0.3 a 0.6 Kg/cm2.
Los moldes deben poder contraerse libremente para evitar la formación de rajaduras, por lo
que debe ser lo suficiente blando. La facilidad de llenar el molde es muy grande, se debe tener
embudos y canales de colado de anchura suficiente para que el metal entre bien a los moldes y
preciso dejar mazarotas grandes y respiradores se sección amplias.
La mayor parte de aleaciones de aluminio se funden bien en coquillas.
La contracción del aluminio y de sus aleaciones es lineal.[1]
SISTEMA DE ALIMENTACIÓN
La fundición de metales no ferrosos como el aluminio es fundamental para obtener piezas
fundidas de buena calidad tanto en el interior como el exterior, debemos controlar el ingreso o
la forma como el metal ingresa a los moldes, ya que el proceso de llenado del molde por
gravedad involucra altas velocidades del flujo y la mejor forma de controlarlo es mediante un
sistema de alimentación bien diseñado. En los referente al diseño de sistemas de alimentación
de piezas fundidas de aluminio. No existe mayor información, pero de la poca información
disponible.
Algunas de estas recomendaciones tienden a
producir algunos efectos, principalmente cuando no se llena completamente el sistema de
alimentación, así el estrechamiento del bebedero se lo realiza con un cambio brusco de la
sección transversal, probablemente se generará turbulencia, o distribución y alimentación, lo
cual promueve algunas turbulencias y retardo en el llenado.
Luego de completar la transformación, de preparar desbastes paralelos y opuestos sobre toda
la longitud de la probeta y se toman medidas de dureza a intervalos de 1/16 plg
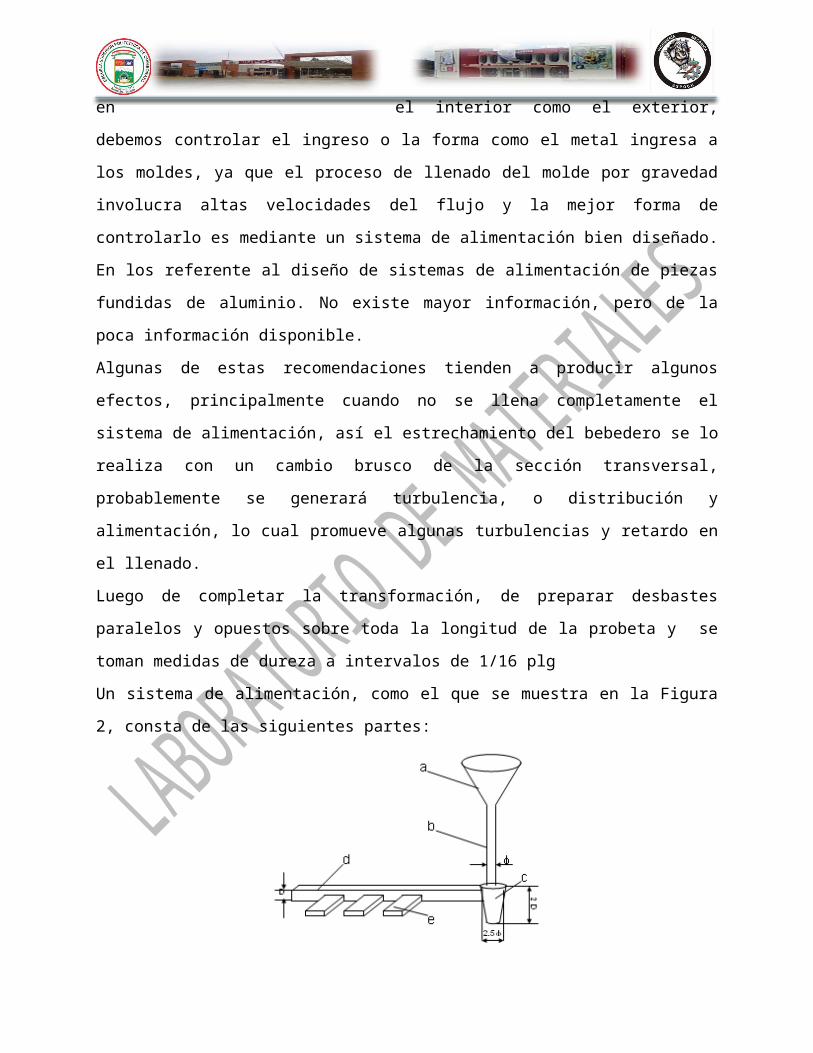
Un sistema de alimentación, como el que se muestra en la Figura 2, consta de las siguientes
partes:
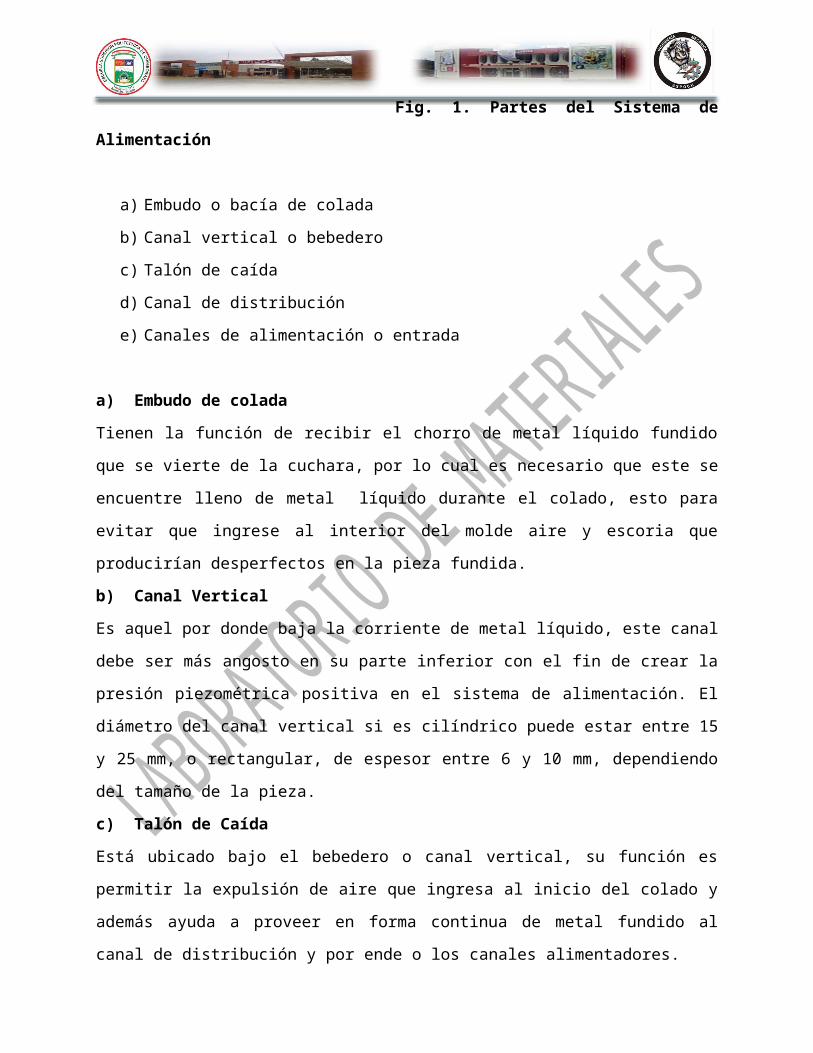
Fig. 1. Partes del Sistema de Alimentación
a) Embudo o bacía de colada
b) Canal vertical o bebedero
c) Talón de caída
d) Canal de distribución
e) Canales de alimentación o entrada
a) Embudo de colada
Tienen la función de recibir el chorro de metal líquido fundido que se vierte de la cuchara, por
lo cual es necesario que este se encuentre lleno de metal líquido durante el colado, esto para
evitar que ingrese al interior del molde aire y escoria que producirían desperfectos en la pieza
fundida.
b) Canal Vertical
Es aquel por donde baja la corriente de metal
líquido, este canal debe ser más angosto en su parte inferior con el fin de crear la presión
piezométrica positiva en el sistema de alimentación. El diámetro del canal vertical si es
cilíndrico puede estar entre 15 y 25 mm, o rectangular, de espesor entre 6 y 10 mm,
dependiendo del tamaño de la pieza.
c) Talón de Caída
Está ubicado bajo el bebedero o canal vertical, su función es permitir la expulsión de aire que
ingresa al inicio del colado y además ayuda a proveer en forma continua de metal fundido al
canal de distribución y por ende o los canales alimentadores.
d) Canal de Distribución
Es aquel que permite conducir el metal líquido a los distintos puntos donde se encuentra los
canales de alimentación que llenarán la cavidad del molde, además tienen la misión de frenar
al líquido y retener la espuma de óxido. La sección transversal del canal de distribución se lo
debe hacer en forma trapezoidal del mismo ancho que alto
e) Canales de Alimentación
Estos canales suministran el metal fundido a la cavidad del molde, dicho suministro debe ser de
forma suave, se encuentran situados en los puntos de más profundidad y menos espesor de la
pieza, además la sección de los alimentadores deben ayudar a que la temperatura del metal
fundido no descienda demasiado en el trayecto del canal de distribución a la moldura. La
sección de los canales de alimentación puede ser rectangular.
Diseño de secciones de alimentación de las piezas.
Usando la Ecuación de Bernoulli deduzco la velocidad de entrada del metal a la cavidad del
molde, iniciando con una velocidad cero. En su forma más simple, esta ley es basada en la
fórmula:
Dónde:
U = velocidad del metal en el punto 2 (m/s)
g = aceleración de la gravedad (9.8 m/s2).
H = altura presión o altura estática de cálculo (m)
U =√2 g × H (2 )
Entonces la ecuación (2) toma la siguiente forma
y es la que nos permitirá calcular la sección total del canal de alimentación:
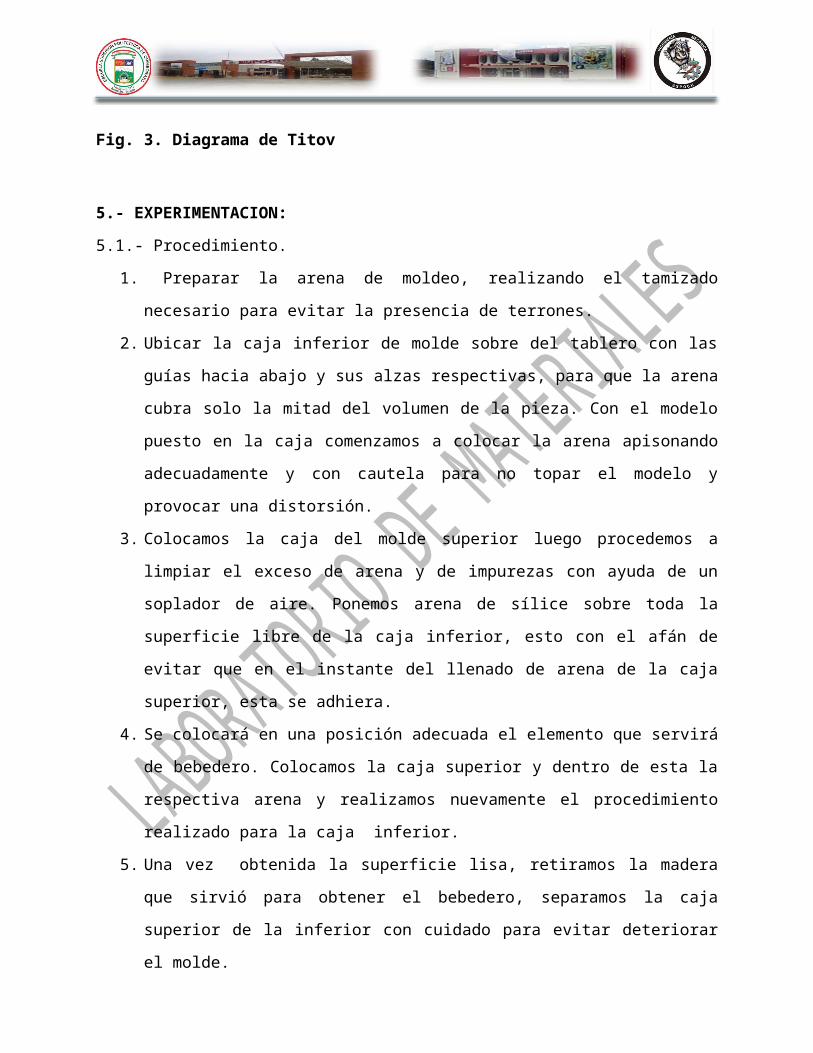
Fig. 2. Medidas del Sistema de Alimentación
Sa lim= m
ρ × t × √ 2 g×HK t .
Para colada por el plano de separación del molde:
H=h− c2
A continuación se muestra el diagrama adaptado de las fórmulas presentadas por Titov y
multiplicadas por el factor de corrección Cm para calcular el tiempo de colado de piezas de
aluminio que tienen un peso de hasta 450 Kg. y cuyos espesores se encuentren entre 2.5 y 15
mm.[2]
0 10 20 30 40 50 60 70 80 90 1000
5
10
15
Espesor: 2.5-3.5 mmEspesor: 3.5-8 mmEspesor: 8-15 mm
Peso de las piezas fundidas (kg)
Tiem
po d
e co
lado
(s)
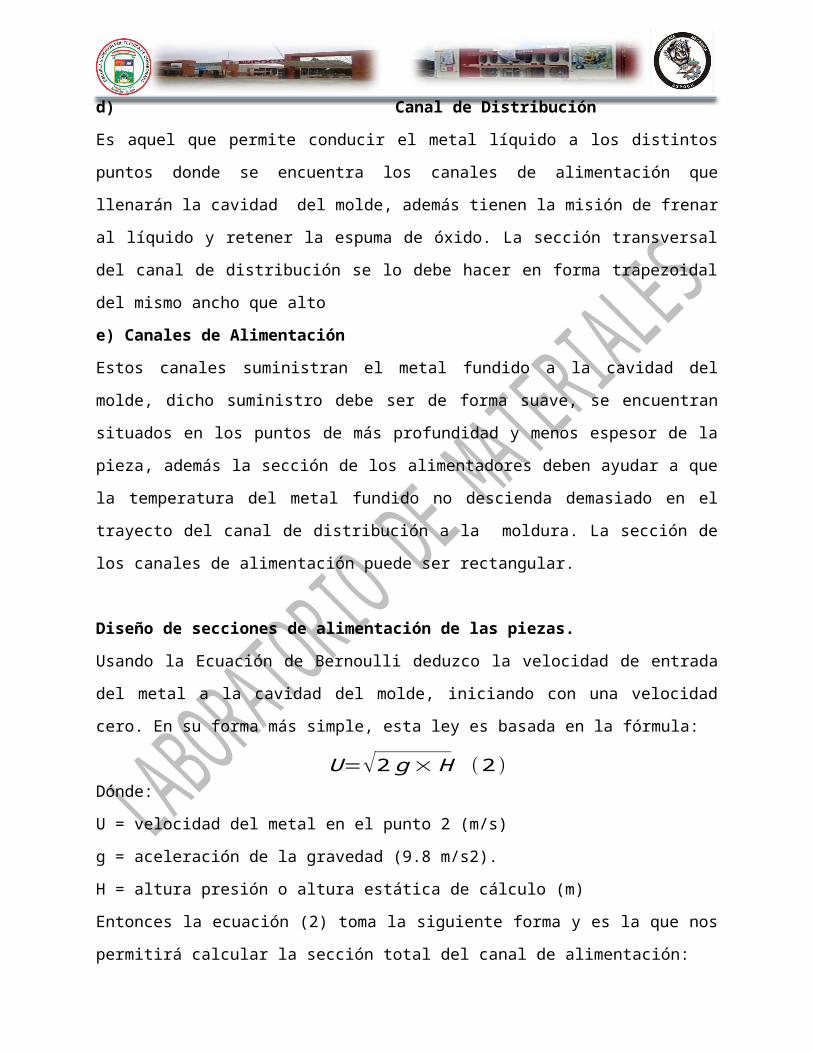
Fig. 3. Diagrama de Titov
5.- EXPERIMENTACION:
5.1.- Procedimiento.
1. Preparar la arena de moldeo, realizando el tamizado necesario para evitar la presencia
de terrones.
2. Ubicar la caja inferior de molde sobre del tablero con las guías hacia abajo y sus alzas
respectivas, para que la arena cubra solo la mitad del volumen de la pieza. Con el
modelo puesto en la caja comenzamos a colocar la arena apisonando adecuadamente y
con cautela para no topar el modelo y provocar una distorsión.
3. Colocamos la caja del molde superior luego procedemos a limpiar el exceso de arena y
de impurezas con ayuda de un soplador de aire. Ponemos arena de sílice sobre toda la
superficie libre de la caja inferior, esto con el afán de evitar que en el instante del
llenado de arena de la caja superior, esta se adhiera.
4. Se colocará en una posición adecuada el elemento que servirá de bebedero. Colocamos
la caja superior y dentro de esta la respectiva arena y realizamos nuevamente el
procedimiento realizado para la caja inferior.
5. Una vez obtenida la superficie lisa, retiramos la madera que sirvió para obtener el
bebedero, separamos la caja superior de la inferior con cuidado para evitar deteriorar el
molde.
6. Sacar los modelos haciendo uso de agua en el contorno del molde luego soplar las dos
caras del modelo para eliminar impurezas incrustadas dentro de este.
7. Ya satisfechos con el molde realizado entonces procedemos a cerrar nuevamente las
cajas para realizar el embudo al ingreso del bebedero.
8. Por ultimo dejar el molde por lo menos por un día para que pierda humedad, la misma
que ayudará luego en la fundición a aumentar su permeabilidad de la arena, que
permitirá el escape de gases producidos en el instante de la fundición.
9. Colado de la Fundición de Aluminio para eso encendemos el horno de fundición hasta
una temperatura de 720 º C con el objetivo de que esta temperatura sobrepase la
temperatura de fusión del aluminio (660 º C).
10. Se espera aproximadamente 30 minutos hasta
que la chatarra alcance la temperatura deseada.
11. El horno es girado y el metal líquido es totalmente vaciado en un crisol, luego con ayuda
de una barra de acero se retira la impureza presente sobre el metal.
12. Colar el metal líquido sobre cada uno de los moldes, una vez que el molde de muestras
de su llenado entonces se detiene el envío y esperamos hasta que el metal se enfríe,
para luego retirar las muestras fundidas.
13. Analizar las características de la fundición obtenida.
6.- EQUIPOS Y MATERIALES
a) Arenas de moldeo
b) Cajas para molde.
c) Aluminio(Chatarra)
d) Arena de sílice
e) Diesel
f) Utensilio para moldear
g) Pala
h) Tamiz
i) Apisonador
j) Soplador de aire
k) Molde del elemento a fundir.
l) Horno
m) Quemador
7.- CÁLCULOS:
CÁLCULO DE LAS SECCIONES DE CANALES DE ENTRADA
ρAl=2,7gr
cm3
V=17 ,67 cm3∗2=35 ,34m=ρ Al∗V=2,7∗35 ,34m=95 , 418 g=0 ,095418 kg
Para realizar el cálculo de la sección de alimentación aplicamos la siguiente fórmula:
SALIM= P
ρt √ 2 gHKt
Dónde:
P = Peso en Kg. de la pieza mecánica =0,095418kg = 0,2104lb
ρ= Densidad del Aluminio
=2,7gr
cm3=2700
kg
m3
t = Tiempo de colado
H = Altura de presión del metal por el plano de separación del molde = 0.135 m
K t=Factor de pérdidas totales
El tiempo de colado se aplicó los cálculos por medio de una figura donde se tenía los datos del
diagrama de Titov de la Figura 4 anteriormente expuesta, esto nos arroja un valor de 4 segundos
para la pieza con un peso de 0,2104lb = 0,0954 Kg.
Para el cálculo del factor de pérdidas totales se asumen valores recomendados
K t=K1+K2+K3
K1≈0 , 04⇒ Coeficiente de pérdidas debido a las fuerzas de rozamiento del fluido con las
paredes del bebedero, canales de distribución y entrada
K2≈0 ,72⇒ Coeficiente de pérdidas debido a los cambios de sección, entradas y salidas.
K3≈0,1⇒ Coeficiente de pérdidas por resistencia al flujo
∴K t=K1+K2+ K3
K t=0 ,04+0 ,72+0,1K t=0 ,86
Reemplazando en el Fórmula tenemos lo siguiente
SALIM= 0 ,0954178kg
(2700kgm3 ) (4 s )√ 2(9 .8
m
s2 )(0 ,135m )
0 .86
SALIM=5 ,03687 x 10−6 m2=5 , 0368 mm2
SALIM≈5 ,0368 mm2
Canal de Distribución
Para este cálculo se sabe que el mismo se tiene que debe ser 2 veces mayor que la sección de
alimentación, por lo tanto:
SDIS=2∗S ALIM
SDIS=2∗5 ,0368mm2
SDIS=10 ,0736 mm2
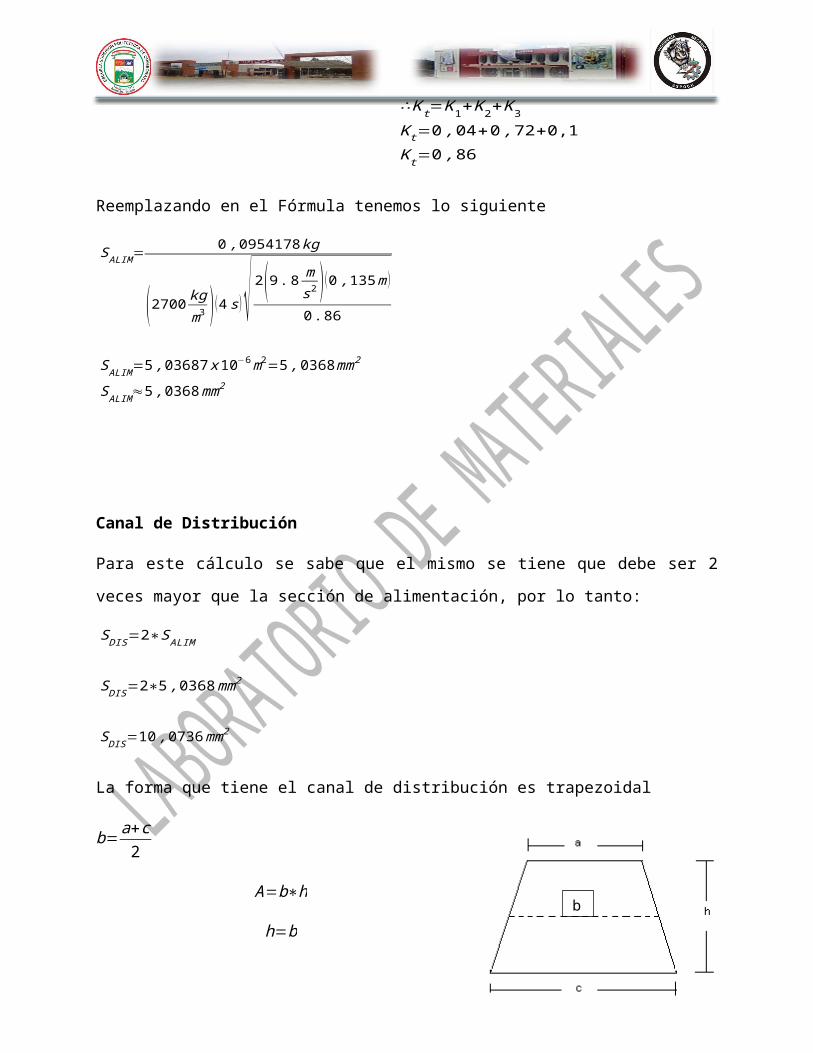
La forma que tiene el canal de distribución es trapezoidal
b=a+c2
A=b∗h
h=b
b2=A
b=2√10,0736=3,1739 mm=h
b
3,1739=a+c2
a=0.8 c
3,1739∗21.8
=c
c=3,526 mm a=2,821 mm
El Bebedero
Ahora para el cálculo de la sección del bebedero tenemos que es el doble que la sección de
distribución.
SBEB=2∗SDIS
SBEB=2∗10 , 0736 mm2
SBEB=20 ,1472mm2
SBEB=π4
d2
d=√4π
SBEB
d=√4π
(20 ,1472 mm2)
d=5 ,064 mm=0 ,199 p lgarea=0 , 031 p lg2
Este diámetro no es estándar por lo tanto elegimos mejor de los diámetros expuestos en la tabla
secciones de los bebederos según su diámetro:
DIAMETRO DEL BEBEDERO
(pulg)
SECCION DEL
BEBEDERO
(pulg2)
1/8 0,012
1/4 0,050
3/8 0,110
1/2 0,200
5/8 0,310
3/4 0,440
7/8 0,600
1 0,785
Por lo tanto elegimos una diámetro d = ½ pulg
Talón de Caída
Para el cálculo de caída se dice que la altura es dos veces la del canal de distribución, y el
diámetro el dos punto cinco veces la del bebedero, por lo tanto.
H=2 DH=2 (3 , 1739 mm )H=6 ,3478 mmD=2,5 dD=2,5 (5 , 064 mm )D=12 , 66 mm
10.- REFERENCIAS BIBLIOGRAFICAS:
[1] BIEDERMANN y L.M. HASSEKIEFF: Fundición del hierro y acero, Segunda Edición,
Macagno Landa talleres gráficos, Argentina 1957, pp. 149, 150, 152
[2] ING. MARIO PASTOR: Apuntes de Fundición, Ecuador 1982.
ALUMINIO DE GALICIA, S.A.: Técnicas manuales para el moldeo del aluminio, pp. 34, 35.







